Сварка внахлест арматуры и плоских деталей согласно ГОСТ электродуговым и контактным методом
Сваривание внахлест чаще всего применяют при точечной контактной сварке. В других случаях получается слишком большой расход материалов и рабочего времени, требуется проваривать шов с двух сторон.
При соединении внахлест разделка кромок не требуется, но сами кромки должны быть аккуратно обрезаны, без заусенцев от механической обрезки или наплывов от газового резака.
Торцы кромок и прилегающие области в пределах двух сантиметров должны быть зачищены до металлического блеска, при необходимости обезжирены.
Электродуговой метод
В зависимости от положения нахлесточного соединения в пространстве, сварка должна производиться по технологиям, разработанным для конкретного вида сварочного соединения. Чтобы предотвратить появление ржавчины требуется проварить нахлестовое соединение с одной и другой стороны.
Сварку внахлест электродуговым методом обычно применяют при монтажных и сборочных работах стальных конструкций.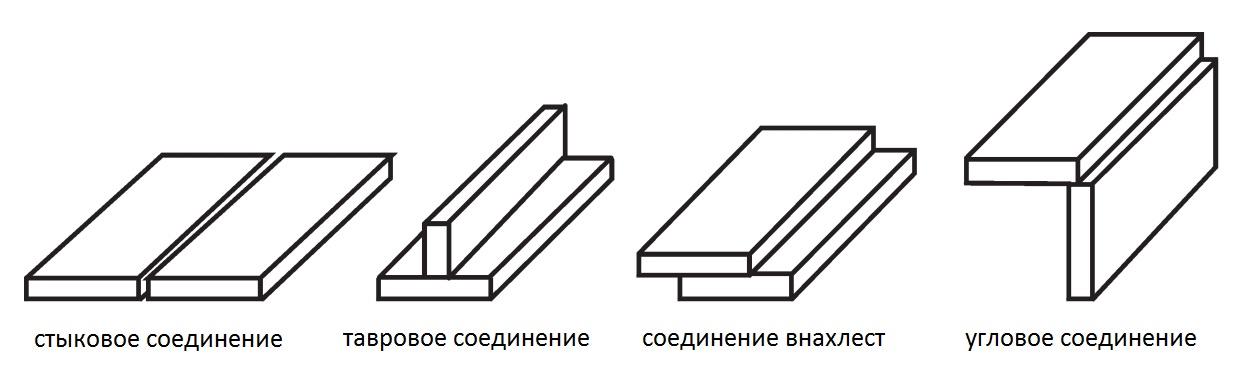
Естественно, если необходимо приварить внахлест листовую заготовку к металлическому потолку, то возникнут трудности с потолочным швом.
При сварке внахлест, в зависимости от конкретных требований, соединение заготовок производится одним или двумя швами.
Шов проходит по краю одной или другой поверхности свариваемого изделия. Технология практически исключает прожоги. Требования к краям изделия не такие жесткие, как при сварке встык.
При сборке деталей допускается некоторая нестыковка, неточности в размерах. Главное, чтобы внешние габариты соответствовали требованиям.
Простота сварки внахлест имеет и свою отрицательную сторону:
- некоторый перерасход материалов из-за того, что листы металла накладываются друг на друга, а не стыкуются;
- перерасход электродов, из-за необходимости в некоторых случаях проводить сваривание с двух сторон;
- нахлесточное соединение по прочности уступает стыковому.


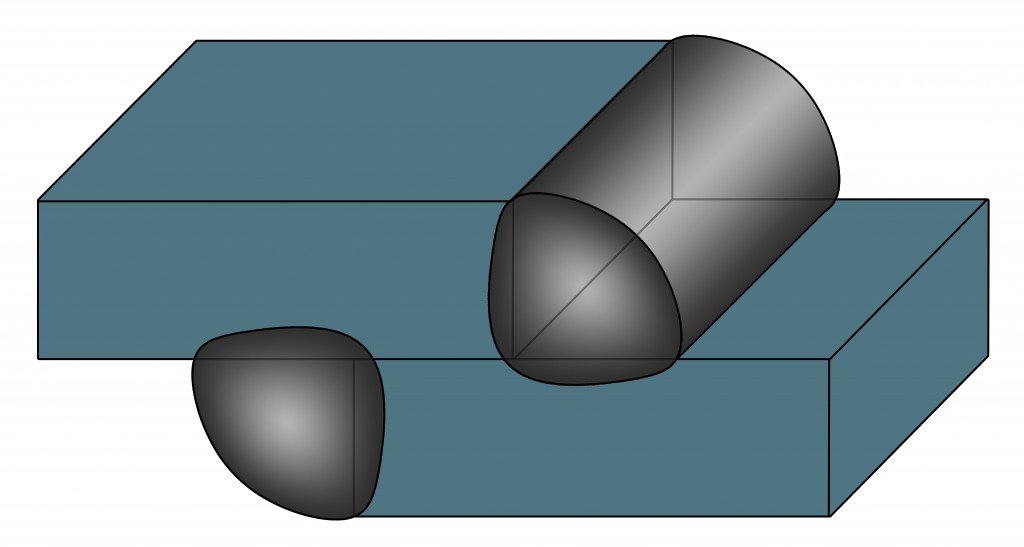
При сварке внахлест шов формируется в углу, образованном торцом одной детали и боковой поверхностью другой детали. Это, по сути, соответствует угловому соединению. Поэтому к нахлесточному соединению применяют техники, использующиеся при угловых соединениях.
Контактный метод
Самым распространенным методом сваривания листовых материалов является соединение их внахлест. Его осуществляют с помощью рельефов (специальных выступов). Обычно применяют рельефы сферической формы. Рельефная сварка относится к разновидностям контактного метода.
При сварочном процессе внахлест рельефы формуют с применением холодной штамповки, что вызывает образование лунки. Если использовать материалы с высокой пластичностью, то можно получить рельефы любой сложности. Если рельефы получить затруднительно по каким-либо причинам, то можно использовать специальные вставки.
По сравнению с контактным сварочным процессом рельефный метод имеет некоторые отличия. Так, сварное соединение получается не за счет плавления металла, а за счет пластической деформации.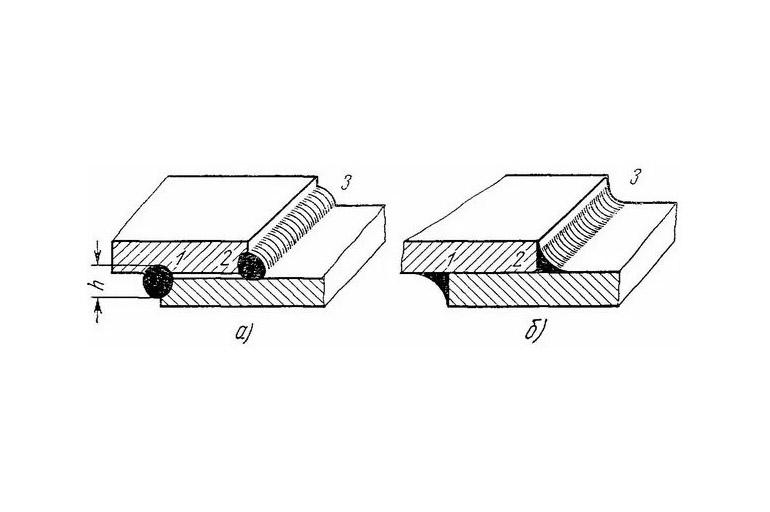
Данный вид сваривания используется при массовом производстве. Соединения получаются красивыми, без следов от электродов. Сваривание происходит по самому краю кромок, при этом не требуется предварительная подготовка поверхностей.
Контактная сварка в этом плане более требовательная, в ней сварочные точки не могут располагаться слишком близко к краю стыка. Между собой они тоже на должны находиться близко из-за шунтирующих токов.
Несмотря на это, контактная сварка внахлест очень распространена в автомобилестроении и приборостроении, широко применяется в изготовлении бытовой техники. Сам принцип действия контактной сварки предполагает нахлесточное соединение.
Применение к арматуре
При любом строительстве требуется армирование бетона для получения прочных конструкций. Чтобы обеспечить прочность, необходимо создавать каркасы из арматуры. Для этого проводят соединение арматуры с помощью вязальной проволоки или сварки.
Получение прочного каркаса из отдельных стержней арматуры является сложной задачей. Необходимо соблюдать технологию и множество правил.
Например, сварку арматуры внахлест используют, когда требуется все нагрузки равномерно распределить по поверхности. При этом необходимо учитывать, что нахлест применяется в местах наименьшего напряжения. Желательно брать арматурные стержни одного диаметра, при этом толщина арматуры не должна быть больше 20 мм.
Технология внахлест производится с учетом двух рельефов и швов. Сварочный процесс осуществляется аппаратом ручной электродуговой сварки.
Сварное соединение типа тавр должно иметь инвентарную форму, в ванне применяется только один электрод. Если сварка осуществляется под флюсом, то применять присадочную проволоку не нужно.
Нахлест арматуры в строительстве в случае применения сварки разрешается только при использовании стержней марок А400С и А500С. Арматура этого класса хорошо сваривается.
Недостатком является высокая стоимость этих марок. Наибольшее применение получила арматура марки А400, но она при нагревании теряет свои прочностные свойства и устойчивость к коррозии.
Наибольшее применение получила арматура марки А400, но она при нагревании теряет свои прочностные свойства и устойчивость к коррозии.
Требования к технологии
По западным стандартам запрещено производить сварочный процесс в областях перехлеста арматурных стержней, независимо от их марки. По российским нормирующим документам сваривание разрешено при толщине арматуры, не превышающей 25 мм.
При сварочных работах необходимо учитывать диаметр электродов. При использовании электродов толщиной 4-5 мм, длина нахлеста арматурных стержней будет более 10 диаметров свариваемых стержней. Этого требует ГОСТ 14098 и ГОСТ 10922.
Сваривание стержней арматуры можно осуществлять внахлест электрошлаковым полуавтоматом, ручной электродуговой, ванно-шовной, контактной сваркой.
Длинные швы делают для монтажа горизонтальных и вертикальных элементов арматурного каркаса. Такое соединение позволяет использовать вариант с накладками или внахлест.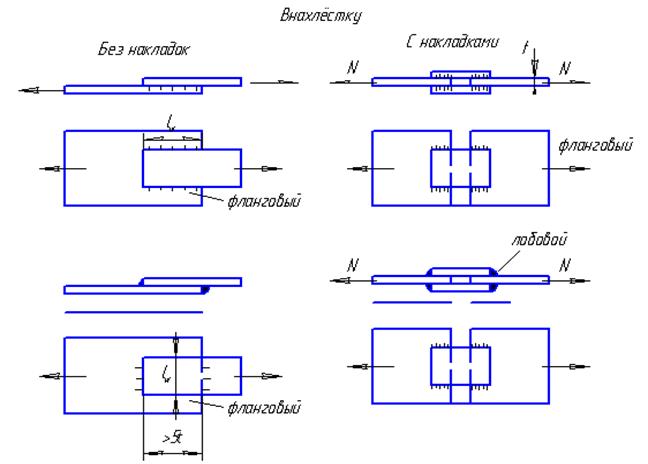
Хотя соединение внахлест производится длинными швами, допускается также использование дуговых точек. Допустимо делать нахлестку короткой и длинной, а шов двусторонним или односторонним.
Длина сварного стыка накладки и арматурного прутка может быть разной. При этом допускается смещать накладки по длине. Сваривание арматурных стержней производится разнообразными фланговыми швами.
При сваривании арматурных стержней вертикального расположения необходимо на 10-20 % уменьшить сварочный ток. При использовании двусторонних швов возможно появление горячих трещин. Для предотвращения этого требуется точно соблюдать технологию сварки и правильно подбирать вид электрода.
Ручные швы, мастер-класс | Швейный Советник
Ручные швы представляют собой основу всего швейного ремесла. Даже при наличии качественной современной техники, Вы не сможете обойтись в своей работе без ручных швов. Наш мастер-класс познакомит Вас с разнообразными ручными швами, которые обязательно пригодятся Вам при шитье одежды и различных аксессуаров. Мы расскажем о самых азах ручного шитья и поможем Вам освоить десять ручных швов своими руками.
Наш мастер-класс познакомит Вас с разнообразными ручными швами, которые обязательно пригодятся Вам при шитье одежды и различных аксессуаров. Мы расскажем о самых азах ручного шитья и поможем Вам освоить десять ручных швов своими руками.Ручные швы: основные правила
Как шить ручные швы своими руками? Существует несколько основных правил, которых Вам стоит придерживаться в процессе ручного шитья.- Обязательно работайте на ровной и плоской поверхности.
- Игла для ручного шитья должна соответствовать как ткани, так и ниткам.
- Для более комфортной и быстрой работы используйте наперсток. Его одевают на средний палец той руки, которой Вы держите иглу.
- В процессе работы контролируйте натяжение нити: она не должна быть затянута слишком туго.
Начало работы: узел
Мы покажем, как завязать узел на конце нити быстро и просто.
Придерживайте нить левой рукой. Обведите нить вокруг кончика указательного пальца правой руки, и поместите на конец нити. Положите большой палец на скрещенные нити и, потянув длинную нитку, проведите большой палец к концу указательного, так чтобы нити закрутились вокруг друг друга. Затем сбросьте петлю.
Зажмите кольцо между большим и указательным (или средним пальцами). Потяните левой рукой за длинный конец и аккуратно затяните узел.
Положите большой палец на скрещенные нити и, потянув длинную нитку, проведите большой палец к концу указательного, так чтобы нити закрутились вокруг друг друга. Затем сбросьте петлю.
Зажмите кольцо между большим и указательным (или средним пальцами). Потяните левой рукой за длинный конец и аккуратно затяните узел.
Как закрепить нить в конце шва?
Вы можете закрепить нить двумя способами: узлом или закрепкой. Для того чтобы получился узел, сделайте небольшой стежок на изнанке, сверху последнего стежка. Потихоньку затягивайте нить, пока не останется небольшая петелька.Проведите иглу в петельку и продолжайте затягивать, пока не появится вторая петля. Проведите углу во вторую петлю и туго затяните нить, образовывая узел. Чтобы выполнить закрепку просто сделайте несколько небольших стежков, используя шов «назад иголку». Такие стежки располагаются один поверх другого и хорошо скрепляют слои ткани.
А теперь давайте подробнее узнаем, как выполнять ручные швы своими руками.
Шов «назад иголку»
Этот шов является одним из самых прочных ручных швов. Он используется для швов в труднодоступных местах и для закрепления строчек в конце и начале. Выведите иголку на верхнюю сторону. Сделайте небольшой стежок назад (2-3 мм) и снова выведите иглу вверх, отступив те же 2-3 мм по линии шва.
Продолжайте вводить иглу в конец последнего стежка и выводить на один стежок впереди.
На изнаночной стороне стежки получатся в два раза длиннее, чем на лицевой стороне.
Шов «назад иголку» с пропусками
Этот вариант также используется для закрепления переходного канта обтачки и подборта.
Выполняйте обычный шов «назад иголку», но отводите иглу назад на половину длины стежка. Выходит игла по-прежнему на длину целого стежка.
Петельный шов
Применяется для изготовления обработанных вручную деталей: навесные нитяные петли и отверстия, нитяные петли, застёжки на крючках, шлёвки. Также подходит для оформления деталей из фетра или флиса. Выполняйте шов слева направо, расположив ткань так, чтобы её срез был внизу.
Выполняйте шов слева направо, расположив ткань так, чтобы её срез был внизу.
Закрепите стежок на краю ткани петлёй или любым другим удобным Вам способом.
Для каждого стежка направляйте иглу к себе. Втыкайте иголку в лицевую сторону ткани и выводите поверх нити на расстоянии от края около 5-6мм и на то же расстояние правее. Затягивайте нить не слишком туго.
Шов «Козлик» («Ёлочка»)
Применяйте такой шов для скрепления двух слоёв ткани с небольшой степенью подвижности, например для соединения подкладки с изделием или для подгибки трикотажа.
Выполняйте шов слева направо. Сделайте небольшой горизонтальный стежок в верхнем слое, отступив немного от края. Затем, сразу за краем верхнего слоя, выполните еще один стежок на нижнем слое, вправо по диагонали от первого стежка. Выполняйте стежки, не затягивая нитку.
Французская закрепка
Используйте такую закрепку, чтобы прикрепить подгибку свободной подкладки к подгибке изделия.
Выполните 2-3 стежка длиной около 2,5-3см, между изделием и подкладкой.
Поверх длинных стежков выполните стежки «петельным швом», располагая их максимально близко друг к другу. Полностью закройте длинные стежки петельками.
Подшивочный шов
Используйте этот шов для всех типов подгибки.
Сделайте незаметный маленький стежок в ткани изделия, а затем выведите иглу вверх по диагонали через край подгибки. Расстояние между стежками 5-6 мм.
Шов «через край» («обмёточный»)
Используйте этот шов, чтобы избежать осыпания срезов ткани.
Вводите иглу перпендикулярно срезу ткани, делая диагональные стежки через край. Старайтесь, чтобы стежки были одного размера и на равном расстоянии друг от друга.
По окончании шва Вы можете вернуться, втыкая иглу в уже сделанные отверстия, получив таким образом «треугольные» стежки.
Пунктирный шов
Этот вариант шва «назад иголку» применяют для отделки втачивания молнии на таких тканях как бархат, вельвет или атлас, в случае если машинная строчка выглядит некрасиво.
Выведите иглу вверх через все слои ткани. Выполните стежок «назад иголку», захватив 1-2 нити ткани. Выведите иглу на поверхность, отступив 5-6 мм вперед.
Намёточный шов
Этот шов является основным ручным швом, используемым для стягивания ткани, закладывания защипов, штопки и швов, не испытывающих нагрузки.
Выполните несколько стежков вперед, равномерно вводя иглу в ткани и выводя на поверхность, до того как протянуть нить.
Количество стежков зависит от толщины материала. Длина стежка и расстояние между ними зависит от места применения шва и может колебаться от 3 мм до 3 см.
Потайной шов
Используется для максимально незаметной обработки подгибки, прикрепления подкладки, карманов и т. д.
Проведите иглу через подогнутый край верхней ткани. Захватите одну нить нижней ткани и снова введите иглу в сгиб верхней ткани.
Для того, чтобы зашить отверстие в шве, простроченном на машине, выполняйте потайной шов, захватывая равное количество нитей в верхнем и нижнем слое. Сделайте несколько стежков, а затем стяните участок шва.
Сделайте несколько стежков, а затем стяните участок шва.
Ручные швы готовы!
Сварка нахлесточных соединений: технология выполнения, область применения.
Сварка внахлест (внахлестку; сварка нахлесточных соединений) представляет собой такой сварочный процесс, при котором соединяются два (возможно и большее их количество) листа путем полного либо частичного наложения одного на другой.Мы постараемся дать полный и исчерпывающий ответ, на эти указанные вопросы:
- Как именно осуществляется такая сварка?
- В каких областях она в основном применяется?
- Как правильно подготовить поверхность к предстоящей работе?
Главное преимущество, такого вида сварки, это эстетичный вид
Сварка в нахлест — что это?
Из приведенного определения следует, что сварка предполагает соединение хотя бы двух деталей. При осуществлении сварки нахлестных соединений, детали имеют, по меньшей мере, одно основание. Их располагают так, чтобы эти самые основания были развернуты друг к другу, и при этом детали перекрывали друг друга непосредственно в области нахлеста.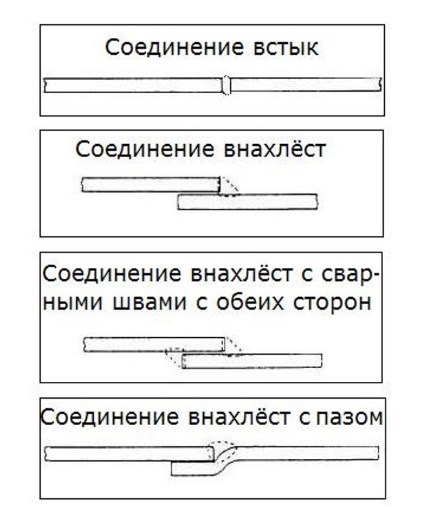 Соответственно, такая область будет хотя бы частично проходить через оба основания.
Соответственно, такая область будет хотя бы частично проходить через оба основания.
Соединение деталей в ходе работы осуществляется с образованием одного (как минимум) сварного шва.
В целях соединения лишь двух заготовок прибегают к односторонней точечной сварке. Односторонняя точечная сварка соединений также может использоваться при необходимости сваривания металла тонкого с толстым. В остальных случаях, когда нужно соединить большее количество деталей, применяется двусторонняя сварка.
Укажем на то, что точечная сварка соединений в нахлест, обладает некоторыми существенными недостатками. Дело в том, что точечная сварка не предполагает краевых угловых сварных швов.
Следовательно, возникает такая проблема: между деталями, подлежащими соединению, образуются зазоры (уже за пределами участков соприкасания). Такие зазоры весьма подвержены коррозионным процессам, поскольку, в частности, в них может происходить скопление влаги. Влага в этих зазорах распространяется далеко и остается там.
Можно ли побороть такую проблему?
Сложно, поскольку для предотвращения коррозии необходимо заполнить все зазоры противокоррозионным покрытием, что представляется довольно-таки затруднительным.
В силу описанной причины считается, что долговечность полученного точечной сваркой внахлест сварочного узла не достигает оптимальных показателей.
Области применения
Сварка соединений внахлест обладает необычайно широкой сферой использования.
Так, целый ряд сварочных аппаратов предназначен для:
- Сборки различного рода павильонов;
- Сборки автотентов;
- Изготовления рекламных баннеров разных размеров и форм;
- Конструирования навесов, оберегающих от воздействия солнца.
Широкое распространение точечная сварка соединений нашла в области автосервиса. Здесь, сварка внахлест, как наиболее доступный и распространенный способ сваривания металлических деталей, применяется в ходе вваривания заплат, к примеру, либо ремонтных вставок.
 Преимущественно это происходит при ремонте отдельных силовых элементов автомобиля.
Преимущественно это происходит при ремонте отдельных силовых элементов автомобиля.Также затронем тему сваривания проволоки. Здесь может быть использована чистая точечная сварка проволоки, когда нужно две пересекающиеся между собой проволоки соединить вместе.
Второй вариант – сварка проволоки встык. В таком случае соединяются два конца проволоки.
Как подготовить металл?
Точная и подробная инструкция по подготовке металла к предстоящей обработке выглядит следующим образом:
Этап 1: очистка.
Очень важно тщательно очистить металл от любого рода загрязнений. Это означает, что нужно удалить ржавчину, краску, грунт, любые антикоррозионные покрытия, любые виды смазок.
Не маловажную роль играет, подготовка изделия
Сохранение указанных загрязнений приведет к некачественным результатам сварки, а в худшем случае – к невозможности сварки. Почему?
Дело в том, что:
- Наличие загрязнений, которые не проводят ток, не позволит начать работу;
- Ряд загрязнений способен выделять газы под воздействием тепла, что приводит к разбрызгиванию жидкого металла во все стороны. Следовательно, возникает опасность получения ожогов и возникновения пожара;
- Те же газы могут привести к тому, что сварной шов окажется пористым;
- Не исключены сильные задымления.
 Следовательно, возникает опасность получения ожогов и возникновения пожара;
Следовательно, возникает опасность получения ожогов и возникновения пожара;Если говорить о соединении проволоки, то подготовка будет в себя включать также выравнивание проволоки и ее резку.
Этап 2: подгонка деталей.
Данный этап предполагает максимально плотное прижатие металлических деталей друг к другу. В этих целях используются различные зажимы, временные крепления на саморезах, болтах и т.д.
Таковы основные положения, касающиеся точечной сварки нахлесточных соединений. Четкое следование всем правилам и требованиям обеспечит достижение качественного результата.
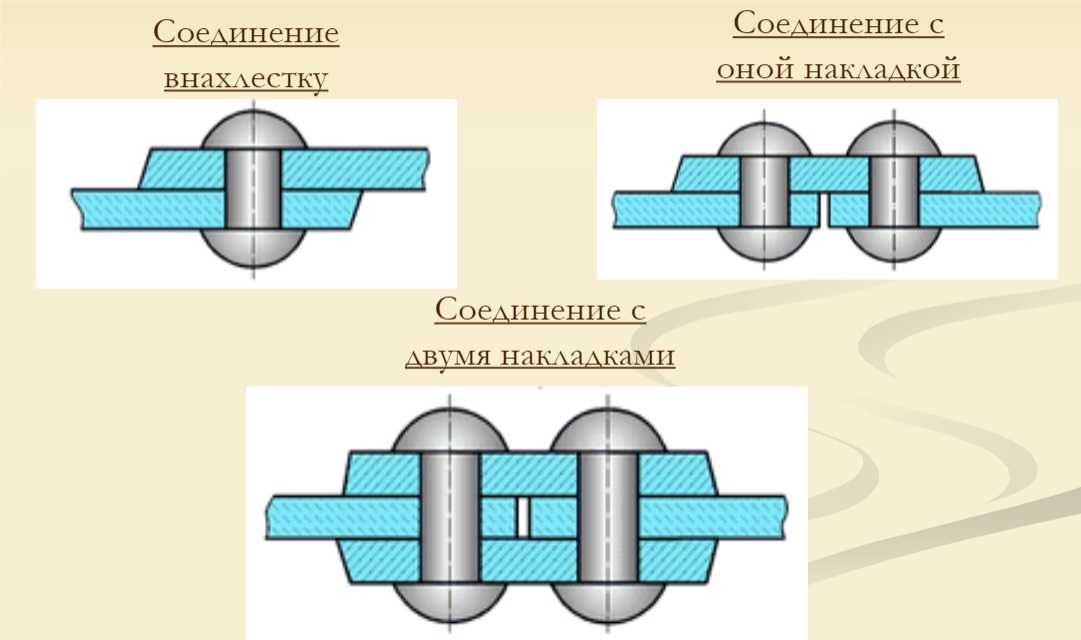
Соединения внахлестку — Типы сварных соединений. Расчет соединений при действии осевых сил — Сварные соединения
Соединение внахлестку может осуществляться с накладками и без них при помощи угловых швов.
В зависимости от расположения по отношению к действующим усилиям угловые швы могут быть: фланговые (расположенные параллельно усилию) и лобовые или торцовые (расположенные перпендикулярно усилию).
Соединение внахлестку с фланговыми швами
Простейшим соединением этого типа является конструкция, показанная на фигуре. Передача усилия в нем с одного элемента на другой протекает весьма неравномерно как по длине шва, так и по поперечному сечению соединения. На фигуре, а показан поток силовых линий, концентрирующихся у концов швов, а на фигуре, б — диаграмма распределения напряжений по длине шва.
Соединения с фланговыми швами
Опытами и теоретическими исследованиями доказано, что чем длиннее шов, тем больше неравномерность пере дачи усилия по его длине. Однако при статической нагрузке и при не очень длинных швах после достижения в крайних точках швов напряжений, равных пределу текучести, при дальнейшем нагружении неравномерность в распределении напряжений по длине шва уменьшается, эпюра напряжений выравнивается и раз рушение происходит по всей длине шва путем среза по поверхности, характеризуемой линией АВ.
Эта линия имеет криволинейные участки в начале и конце (у наиболее напряженных точек) и прямолинейный участок по середине шва.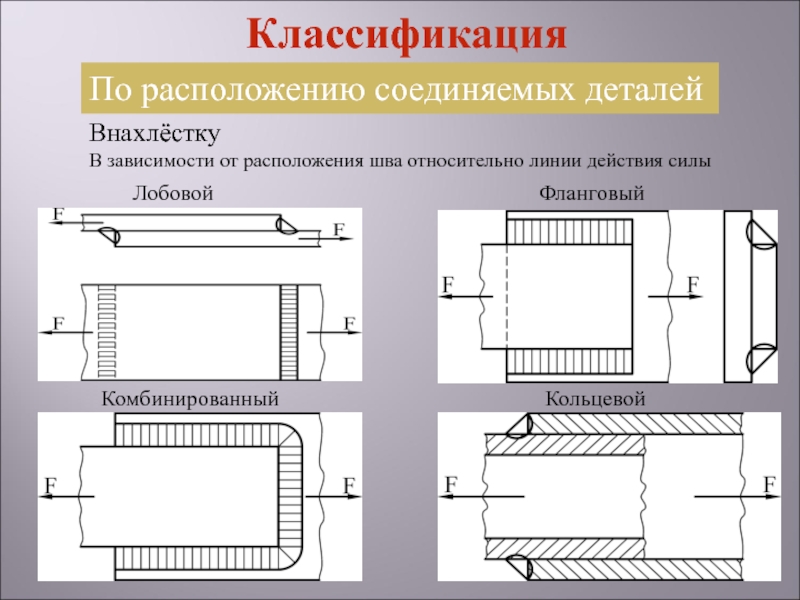 Такой вид разрушения позволяет положить в основу расчета допущение о равномерном распределении напряжений среза по минимальной площади сечения шва, проходящей через наименьшую высоту условного треугольника шва (без учета наплыва, фигуре, г).
Такой вид разрушения позволяет положить в основу расчета допущение о равномерном распределении напряжений среза по минимальной площади сечения шва, проходящей через наименьшую высоту условного треугольника шва (без учета наплыва, фигуре, г).
При равных катетах шва эта высота равняется
где через hш обозначен размер катета (толщина) шва. Таким образом, площадь среза фланговых угловых швов будет, равна
где ∑lш — сумма расчетных длин сварных швов.
Из-за наличия непровара вначале и кратера в конце шва, а также из-за большего влияния случайных включений на малой длине шва, где трудно обеспечить хороший провар его, наши нормы и технические условия не разрешают, чтобы расчетная длина шва была меньше 40 мм или меньше 4hш.
Предположение о равномерной работе фланговых швов будет I неправильным при очень длинных швах, так как возможно достижение предела прочности в точках А и В раньше, тем выровняются напряжения по всей длине шва.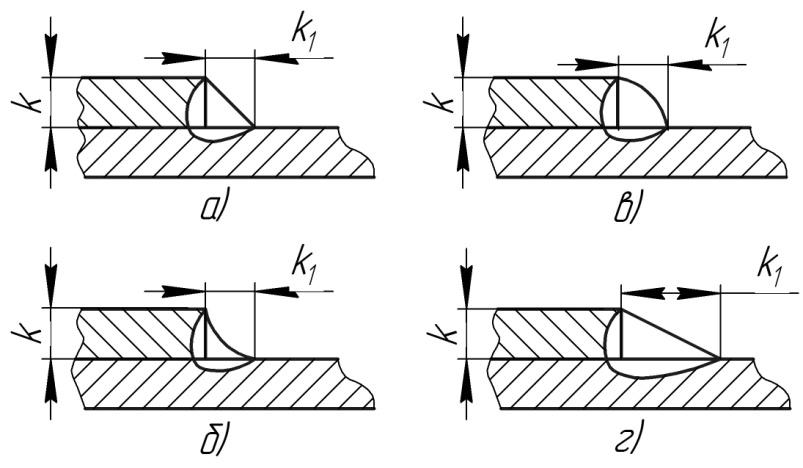
Поэтому НиТУ ограничивают наибольшую расчетную длину фланговых швов в соединениях длиной, равной l ≤ 60hш за исключением сопряжений, где усилие, воспринимаемое фланговым швом, возникает на всем его протяжении (например, поясные швы балки). В последнем случае длина флангового шва не ограничивается. I Прочность фланговых швов зависит также от их толщины, причем с увеличением катета шва предел прочности их несколько падает.
Толщина шва также нормируется и принимается не белее 1,5δ в конструкциях, работающих под статической нагрузкой, и 1,2δ — в конструкциях, работающих под динамической нагрузкой (δ — наименьшая толщина соединяемых элементов). Желательно при проектировании избегать применения швов толщиной более 20 — 25 мм. Минимальная толщина швов принимается равной 4 мм.
Расчет соединения внахлестку с фланговыми швами, находящегося под воздействием осевой силы, при принятом допущении о равномерном распределении касательных (срезывающих) напряжений тшпроизводится по формуле
где N — расчетная нормальная (осевая) сила в кг;
hш — толщина (катет) шва в см;
lш — расчетная длина шва в см;
Rсву — расчетное сопротивление срезу сварного углового шва в кг/см2, принимаемое по таблице Расчетные сопротивления сварных швов в кг/см;
m — коэффициент условий работы конструкции или элемента.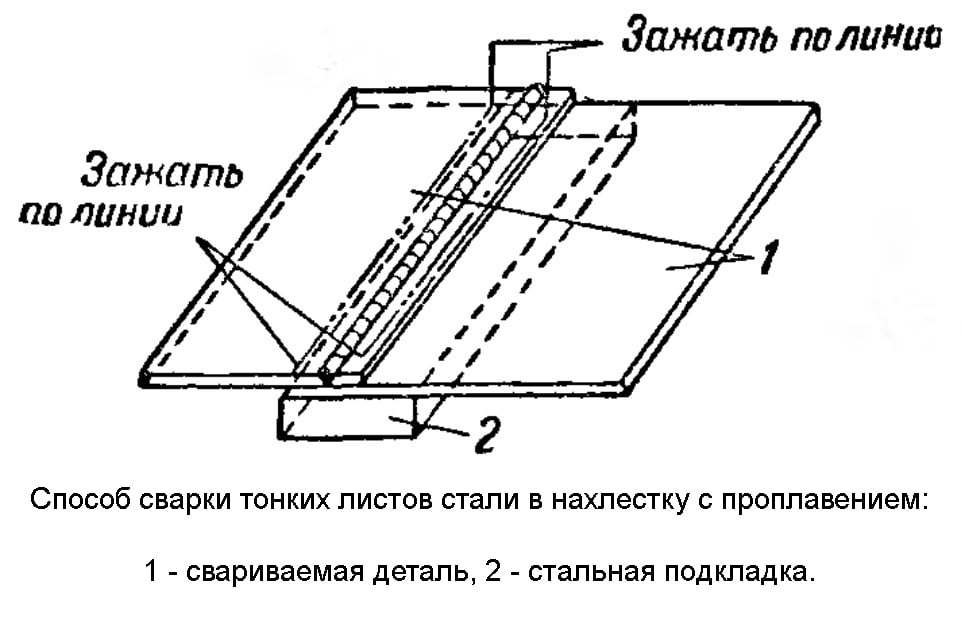
Обычно толщину шва hш назначают равной толщине соединяемых элементов или несколько меньше ее; таким образом, рас четом определяется необходимая минимальная суммарная дли на швов, которая получается по формуле
Конструктивная длина шва должна быть больше расчетной да 10 — 20 мм, чтобы компенсировать образование кратера на конце шва и не всегда хороший провар в начале шва.
Пример 1. Требуется рассчитать стык двух листов из стали марки Ст. 3, сечением 250 X 12 мм на растягивающее расчетное усилие N = 56,7 т. Конструкция стыка запроектирована с двумя накладками, приваренными фланговыми швами. Коэффициент условий работы элемента m = 1.
Расчет стыка двух листов из стали
Решение.
1. Назначаем необходимое сечение накладок. Очевидно, что площадь сечения двух накладок (2Fн) должна равняться основному сечению листа (Fл) или быть несколько больше его, иначе усилие N не сможет быть передано с одного листа на другой, т. е. должно быть 2Fн ≥ Fл.
е. должно быть 2Fн ≥ Fл.
Конструктивно назначаем сечение накладок 200 X 8 мм; тогда
2Fн = 2 * 20 * 0,8 = 32 см2, Fл = 25 * 1,25 * 30 см2;
таким образом, 2Fн > Fл.
2. Назначаем тип электрода Э42.
Тогда расчетное сопротивление срезу сварного углового шва будет со гласно таблице Расчетные сопротивления сварных швов в кг/см равняться Rсву = 1400 кг/см2. Для накладок толщиной 10 мм принимаем фланговые швы толщиной hш =8 мм.
3. Находим суммарную расчетную длину швов с одной стороны стыка по формуле (4. IV)
Как производится расчет сварных соединений для разных типов металлов
Среди всех видов соединений для металлов и неметаллов, сварное соединение считается самым прочным и надежным. Оно реализуется за счет молекулярного сцепления, которое возникает между материалами за счет воздействия высокой температуры. Чтобы создать надежную монолитную деталь, важно правильно произвести расчет сварных соединений.
Чтобы создать надежную монолитную деталь, важно правильно произвести расчет сварных соединений.
Содержание статьи
Характеристика сварных соединений
Существует много видов сварки, но самой распространенной считается электрическая, которая разделяется на контактную и дуговую. Именно такими способами чаще всего выполняются соединений металлов. Чтобы они были максимально качественными, необходимо провести расчеты с учетом особенностей каждого вида соединения и рассчитать предельные усилия на металл.
Стыковые скрепления могут по шву разрушаться, при неправильной организации сварного шва на отрыв. «Правильным» швом считается тот, который имеет такую же прочность, как и материал, из которого выполнены детали. Чаще всего деформация и разлом металла происходит в зоне термического воздействия. Это участок, который прилегает по шву изделия. Все дело в том, что при воздействии высокой температуры, изделие теряет свои изначальные механические свойства. Для этого и необходимо производить расчеты, чтобы учитывать прочность элемента и нагрузку, которую он сможет выдержать.
Особенность угловых соединений и сечений зависит от качества металла. Основное вычисление производится по самому опасному (наименее прочному) сечению. Угловой шов осуществляется между двумя деталями, которые расположены по отношению друг к другу под углом 90 градусов. Чтобы просчитать прочность, нужны данные для вычисления – катет треугольника поперечного сечения (k) и периметр шва (L). Решение задачи осуществляется по следующей формуле:
A = k·sin45*L = 0,7k·L.
Для точечного шва необходимо учесть такие моменты:
- он производится исключительно на сварной плоской поверхности;
- важно, чтобы на все точки приходилась равномерная нагрузка;
- в формуле для углового шва допускается расхождение напряжений среза на 10-20%.
Формулы расчета различных сварных соединений
В силу того, что существует много разновидностей сцепления металла, для каждого из них индивидуально производится расчет сварных соединений. По расположению свариваемых деталей различают следующие типы:
- стыковые, в которых детали соединяются торцами по отношению друг к другу. То есть, в результате одна часть становится продолжением второй. Такое сцепление считается самым рациональным и при подаче усилий имеет наименьшую концентрацию напряжения. Они выполняются двумя способами – с прямым и с косым швом;
- угловые – это те, при которых детали во время варения располагаются под углом, то есть перпендикулярно друг к другу;
- нахлесточные соединения характеризуются положением деталей, при котором один элемент немного находит на второй. Такая технология часто применяется для сваривания деталей из металла, толщиной не более 5 миллиметров. Нахлест делается с целью укрепления будущего шва;
- тавровые скрепления немного похожи на угловые. Здесь тоже детали располагаются перпендикулярно, но при этом скрепляются именно торцами.
 То есть, в результате одна часть становится продолжением второй. Такое сцепление считается самым рациональным и при подаче усилий имеет наименьшую концентрацию напряжения. Они выполняются двумя способами – с прямым и с косым швом;
То есть, в результате одна часть становится продолжением второй. Такое сцепление считается самым рациональным и при подаче усилий имеет наименьшую концентрацию напряжения. Они выполняются двумя способами – с прямым и с косым швом;Каждое из них разделяется еще на несколько подвидов, в зависимости от которых и производится расчет сварных соединений. Все эти виды варятся угловыми (валиковыми) швами.
Для расчета сварных соединений применяются общепринятые формулы.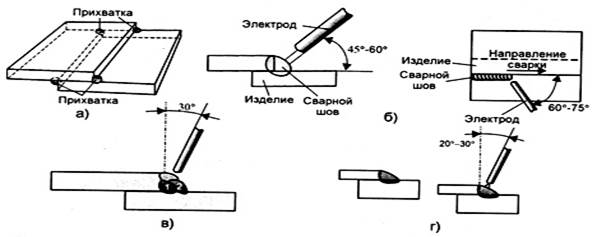 В свободном доступе существует программа, позволяющая рассчитать любые виды стыков. Для этого достаточно ввести все необходимые параметры.
В свободном доступе существует программа, позволяющая рассчитать любые виды стыков. Для этого достаточно ввести все необходимые параметры.
Основные параметры для расчета
Для совершения расчета сварного шва необходимо знать некоторые параметры, от которых будет зависеть показатель прочности полученного скрепления элементов.
Процесс растяжения и сжатия вычисляется по этой формуле:
Рассмотрим все показатели:
- Ус – это условия работы. Данный параметр является общепринятым и указывается в таблицах стандартных показателей для вычислений углового шва;
- Ru – это сопротивление, которое характеризуется качеством металла. Оно указано в специальных таблицах;
- Ry – сопротивление материала, согласно пределу текучести, определяется по таблицам;
- Rwy – сопротивление, определяющееся в соответствии с существующим пределом прочности, взамен «Rwy» разрешается применять «Rwu/γu»;
- N – это показатель максимальной нагрузки, которую может выдержать шов, и расчет напрямую от него зависит.
- t – толщина материала, из которого изготовлена свариваемая деталь;
- lw – максимальная продолжительность всего шва, ее уменьшают на значение 2t;
При варении деталей и конструкций из разного материала, Ry и Ru при сварке разных металлов определяется по металлу с наименьшей прочностью. Расчет сварного шва на срез определяется по заготовкам и ориентировка должна быть на материал с меньшей прочностью.
Расчетное сопротивление сварного элемента зависит от растяжения в сварочном шве. Из-за этого в самой дорожке всегда есть небольшой уклон, который позволяет качественно сцепить две детали разного металла.
Расчет для конструкции с угловыми швами
Для конструкции, в которой предусмотрены угловые швы, вычисление сварного шва на отрыв проводится немного по другой формуле, так как следует учесть силу, которая направлена к центру тяжести. При подсчете, следует выбирать сечение с высокой опасностью. Расчет сварного шва на срез производится по общепринятой стандартной формуле:
Сварные соединения: все разновидности, подробное описание
Сварочный шов — линия расплавленного металла на кромках двух стыкующихся конструкций, возникающая в результате воздействия на сталь электрической дуги.
Тип и конфигурация швов подбирается для каждого случая индивидуально, ее выбор зависит от таких факторов как мощность используемого оборудования, толщина и химический состав свариваемых сплавов.
Такой шов также возникает при сварке полипропиленовых труб паяльником.
Сварной шов
В данной статье рассмотрены виды сварочных швов и технология их выполнения. Мы изучим вертикальные, горизонтальные и потолочные швы, а также узнаем, как выполняется их зачистка и проверках на предмет дефектов.
Классификация сварочных швов
Классификация швов на разновидности выполняется по многим факторам, основным из которых является тип соединения. По данному параметру швы делятся на:
- шов встык;
- шов внахлест;
- тавровый шов.
Рассмотрим каждый из представленных вариантов подробнее.
«Устройство и разновидности зубодолбежных станков».
к меню ↑
Стыковое соединение
Данный способ соединения применяется при сварке торцевых частей труб, квадратного профиля и листового металла. Соединяющиеся детали размещаются так, чтобы между их кромками оставался зазор в 1.
Соединяющиеся детали размещаются так, чтобы между их кромками оставался зазор в 1.
5-2 мм (желательна фиксация деталей струбцинами).
При работе с листовым металлом, толщина которого не превышает 4 мм, шов прокладывается только с одной стороны, в листах 4-12 мм он может быть как двойным, таки одинарным, при толщине от 12 мм — только двойным.
Способы разделки швов
Если толщина стенок деталей составляет 4-12 мм, необходима механическая зачистка краев и заделка кромок одним из нижеуказанных способов. Соединение особо толстого металла (от 12 мм) рекомендовано выполнять с использованием Х-образной зачистки, другие варианты тут невыгодны из-за потребности в большом количестве металла для заполнения образовавшегося шва, что увеличивает расход электродов.
Многослойные швы
Однако в ряде случаев сварщиком может приниматься решение варить толстый металл одним швом, что требует его заполнения в несколько проходов. Швы такой конфигурации называются многослойными, технология сварки многослойных швов приведена на изображении. к меню ↑
к меню ↑
Соединение внахлест
Нахлесточное соединение применяется исключительно при сварке листового металла толщиной 4-8 мм, при этом пластина проваривается с обеих сторон, что исключает возможность попадания между листами влаги и их последующей коррозии.
Соединение внахлест
Технология выполнения такого шва крайне требовательна к соблюдению правильного угла наклона электрода, который должен варьироваться в диапазоне 15-40 градусов. В случае отклонения от нормы заполняющий шов металл будет смещаться с линии стыка, что значительно снизит прочность соединения. к меню ↑
Тавровый шов
Тавровое соединение выполняется в форме литеры «Т», оно может выполнятся как с двух, так и с одной стороны. Количество швов и потребность в разделке торцевой части детали зависит от ее толщины:
- до 4 мм — односторонний шов без разделки торцов;
- 4-8 мм — двойной, без разделки;
- 4-12 мм — одинарный с односторонней разделкой;
- более 12 мм — двухсторонний, двойная разделка.

Тавровое соединение
- Одной из разновидностей таврового соединения является угловой шов, используемый для соединения двух перпендикулярных либо наклоненных друг к другу листов металла.
- В помощь: ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные к меню ↑
Разновидности швов по пространственному положению
Помимо классификации по типу соединения, швы делятся на разновидности в зависимости от положения в пространстве, согласно которому они бывают:
- вертикальные;
- горизонтальные;
- потолочные.
Вертикальный шов снизу-вверх
Проблемой выполнения вертикальных швов является сползание расплавленного металла вниз, что происходит из-за силы тяжести. Тут необходимо применять короткую дугу — держать торец электрода максимально близко к металлу.
Сварка вертикальных швов требует реализации предварительных работ — зачистки и разделки, которые подбираются исходя из типа соединения и толщины металла.
После подготовки детали фиксируются в требуемом положении и производится черновое соединение поперечными «прихватами», которые препятствуют смещению заготовок.
Шов сверху-вниз
data-ad-client=»ca-pub-8514915293567855″ data-ad-slot=»5929285318″>
Сварка вертикального шва может выполняться как сверху-вниз, так и снизу-вверх, в плане удобства работы последний вариант предпочтителен.
Электрод необходимо удерживать перпендикулярно по отношению к соединяемым деталям, допустимо опирать его на кромки сварного кратера.
Движение электрода выбирается исходя из требуемой толщины шва, наиболее прочный стык достигается при поперечном смещении электрода из стороны в сторону и при петлеобразном колебании.
Горизонтальный шов
На вертикальных плоскостях швы горизонтального типа выводятся слева-направо либо справа-налево. Сварка горизонтальных швов осложняется стеканием ванны вниз, что требует поддерживания значительного угла наклона электрода — от 80 до 900. Чтобы не допустить наплыва металла в таких положениях необходимо перемещать электрод без поперечных колебаний, способом узких валиков.
Чтобы не допустить наплыва металла в таких положениях необходимо перемещать электрод без поперечных колебаний, способом узких валиков.
Скорость движения электрода подбирается так, чтобы центр дуги проходил по верхней границе шва, а нижний контур расплавленной ванны не доходил до верхнего торца предыдущего валика. Особое внимание тут необходимо уделить верхней кромке, наиболее подверженной образованию различных дефектов. До начала сварки последнего валика нужно обязательно очистить сформированный шов от шлака и нагара.
Наиболее трудными в исполнении являются потолочные швы. Поск
шов внахлест — это … Что такое шов внахлест?
Шовная сварка — Контактная шовная сварка — это процесс контактной сварки, при котором создается сварной шов на стыковых поверхностях перекрывающихся деталей по длине стыка. Сварочный шов может быть выполнен путем перекрытия сварных швов, непрерывного сварного шва или путем ковки соединения…… Wikipedia
Трубка Банди — Трубка Банди, иногда называемая трубой Банди, представляет собой трубу из низкоуглеродистой стали с двойными стенками, изготовленную путем прокатки стальной полосы с медным покрытием под углом 720 градусов и твердой пайки шва внахлест в процессе, называемом Bundywelding.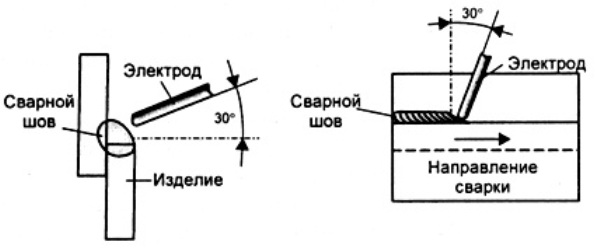 Это может быть… Википедия
Это может быть… Википедия
Структура ткани — Структуры ткани представляют собой архитектурно инновационные формы искусственных волокон, которые предоставляют конечным пользователям множество эстетических строительных конструкций произвольной формы. Изготовленные на заказ тканевые конструкции спроектированы и изготовлены в соответствии с мировыми стандартами структурной, огнестойкости… Wikipedia
Палуба (корабль) — Для других целей, см. Палуба. Палуба — это постоянное покрытие над отсеком или корпусом [1] корабля.На лодке или корабле основная палуба представляет собой горизонтальную конструкцию, которая образует крышу корпуса, которая одновременно укрепляет корпус и служит…… Wikipedia
перекрытие — перекрытие, перекрытие, перекрытие (Глагол произносится [[t] o͟ʊvə (r) læ̱p [/ t]]. Существительное произносится [[t] o͟ʊvə (r) læp [/ t]]. ) 1) V RECIP ERG Если одно перекрывает другое, или если вы перекрываете их, часть первого занимает ту же область…… Английский словарь
Иерусалим — сюда перенаправляется Аль Кудс.Для использования в других целях, см аль Кудс (значения). Для использования в других целях, см Иерусалим (значения). Иерусалим… Википедия
строительство зданий — Техника и промышленность, используемые при сборке и возведении конструкций. Ранние люди строили в основном для убежища, используя простые методы. Строительные материалы поступали с земли, а производство было продиктовано ограничениями материалов и…… Универсалиум
скелетная система человека — ▪ анатомия Введение внутренний скелет, который служит каркасом для тела.Этот каркас состоит из множества отдельных костей (костей) и хрящей (хрящей). Также имеются связки волокнистой соединительной ткани связки (связки)…… Universalium
— JBoss Seam
Как многие из вас, возможно, знают, за последний год в Seam произошел ряд изменений. Вот краткое описание изменений и того, как они могут повлиять на вас и ваше приложение.
Шов 2.2 нацелен на JBoss AS 5 и 6, а также на JBoss Enterprise Application Platform 5 — архитектура на основе Java EE 5 Seam 2.3 нацелен на возможности Java EE 6, такие как JSF2 и JPA2, на платформе JBoss Enterprise Application Platform 6 — Seam 2.3 также поддерживает RichFaces 4, который также является доступен для коммерческой поддержки через Web Framework Kit. Если вы ищете долгосрочную поддержку в рамках соглашения об уровне обслуживания Seam 2.2 и / или Seam 2.3, свяжитесь с нами по адресу http://www.redhat.com/contact/sales.html Seam 2.3 является частью Web Framework Kit, включенного в подписку JBoss Enterprise Application Platform.
Seam 2.3 был выпущен в сентябре 2012 года. Это обновление базы кода Seam 2, чтобы сделать его совместимым с Jave EE 6. Он хорошо работает на JBoss AS 7.
Red Hat остановила активную разработку Seam 3. Многие проекты перешли на Apache DeltaSpike, а другие были включены в другие проекты. Пожалуйста, просмотрите приведенную ниже таблицу для получения информации о функциональных возможностях каждого модуля и о том, как вы можете участвовать.
Seam — это мощная платформа разработки с открытым исходным кодом для создания полнофункциональных Интернет-приложений на Java. Seam объединяет такие технологии, как асинхронный JavaScript и XML (AJAX), JavaServer Faces (JSF), Java Persistence (JPA), Enterprise Java Beans (EJB 3.0) и управление бизнес-процессами (BPM) в едином полнофункциональном решении, в комплекте со сложными инструменты.
Seam был разработан с нуля, чтобы исключить сложность как на уровне архитектуры, так и на уровне API.Он позволяет разработчикам собирать сложные веб-приложения, используя простые аннотированные классы Java, богатый набор компонентов пользовательского интерфейса и очень мало XML. Уникальная поддержка Seam для разговоров и декларативного управления состоянием может предоставить более сложный пользовательский интерфейс, в то же время устраняя общие ошибки, обнаруживаемые в традиционных веб-приложениях.
Чтобы узнать больше о Seam, прочтите это введение и ознакомьтесь с некоторыми примерами кода учебника. Если вы оцениваете Seam, ознакомьтесь с нашими ответами на часто задаваемые вопросы.
Если вы новый пользователь Seam, следуйте этой дорожной карте, чтобы быстро начать работу. Если вы хотите внести свой вклад в Seam, зарегистрируйтесь на этом веб-сайте и присоединитесь к сообществу Seam. Если вас интересует развитие Seam, просмотрите список открытых вопросов и задач по приоритетам.
Seam имеет лицензию LGPL. Доступна полная коммерческая поддержка. Инструменты на основе Eclipse для приложений Seam предоставляются JBoss Tools.
Seam основан на платформе Java EE.Вот почему реинвестирование в стандарты Java EE имеет решающее значение для будущего Seam. Многие идеи, зародившиеся в экосистеме Seam, возвращаются Red Hat в спецификацию Java EE и в процессе дорабатываются. Наиболее заметной инициативой является JSR-299: Java Context and Dependency Injection. На этом веб-сайте находится эталонная реализация Weld. Посетите страницу разработки, чтобы принять участие. Сообщество Seam также имеет множество идей по JSF 2.0 и JSF 2.1, поэтому проверяйте эти страницы, чтобы не отставать от предложений.
ЗАВИВКА ШВОВ ЛЕНТОЙ
МОДУЛЬНЫЕ КРОВЕЛЬНЫЕ СИСТЕМЫ EPDM
РУКОВОДСТВО ПО ОСМОТРУ, РЕМОНТУ И ТЕХОБСЛУЖИВАНИЮ МОДУЛЬНЫХ КРОВЕЛЬНЫХ СИСТЕМ EPDM Теперь, когда вы выбрали одну из лучших кровельных систем, доступных сегодня, пожалуйста, уделите время и внимательно прочтите это руководство
ПодробнееРемонт и очистка системы EPDM
Однослойные кровельные системы из EPDM составляют треть объема коммерческого рынка с низким уклоном в течение почти двадцати лет.Большинство этих крыш было смонтировано для получения производителем
. ПодробнееОБЩИЕ ПРИНЦИПЫ РЕЗИНОВОЙ ФУТБОЛКИ
ОБЩИЕ ПРИНЦИПЫ ФУТБОЛКИ ИЗ РЕЗИНЫ I. ТРЕБОВАНИЯ К МЕТАЛЛУ Металл, который должен быть облицован, должен соответствовать требованиям, указанным в разделе 8 «Изготовление металла» и разделе 12 «Процедуры взрывных работ и цементирования». Поверхность
ПодробнееEPDM.Кровельные системы
Кровельные системы Наше обещание Благодаря постоянному обмену опытом с подрядчиками, Mule-Hide всегда в курсе последних требований к кровельным покрытиям и решениям, которым доверяют кровельные работы с 1906 года, Mule-Hide
ПодробнееСистемы плоской кровли Epdm
Epdm Flat Roofing Systems EDPM может быть полностью приклеен, уложен и закреплен балластом или механически прикреплен в зависимости от существующей кровли и ее предполагаемого использования.Это относится к крышам, подлежащим ремонту и
ПодробнееГИДРАВЛИЧЕСКИЕ ХАРАКТЕРИСТИКИ
РУКОВОДСТВО ПО ТЕХНИЧЕСКИМ ХАРАКТЕРИСТИКАМ GORDON SOFFIT-SHIELD — Система наружного металлического перекрытия DIVISION 05 5800 или DIVISION 07 7700 Примечание к спецификатору: SOFFIT-SHIELD должен устанавливаться мастерами с опытом
ПодробнееРешения для обслуживания и ремонта
Решения по техническому обслуживанию и ремонту КРОВЛИ с малым уклоном У нас есть все, что вам нужно, нужных вам размеров и варианты, соответствующие результатам, которые нужны владельцам зданий Seal-fast Временный герметик для кровли Теперь вы
ПодробнееBLACK JACK ВСЕ ПОГОДНОЕ ПОКРЫТИЕ КРЫШИ
СТРАНИЦА: 1 из 6 ДАТА ПЕЧАТИ: 16.09.2004 BLACK JACK ВСЕ ПОГОДНОЕ ПОКРЫТИЕ НА КРЫШЕ ОПИСАНИЕ BLACK JACK ALL WEATHER ROOF COATING представляет собой насыщенный черный состав на основе растворителя, пригодный для нанесения щеткой, с добавлением волокон для усиления.
ПодробнееПРОВЕРКА И ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ КРЫШИ
Физическая администрация предприятия Департамент технического обслуживания КРЫША ОСМОТР И ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ Все крыши требуют периодических проверок и технического обслуживания, чтобы они работали должным образом и обеспечивали длительный срок службы
ПодробнееРеставрация крыши EPDM
Реставрация крыши EPDM 1.РЕФЕРАТ В 1963 году EPDM был представлен в качестве кровельного материала. С тех пор он стал лучшим выбором архитекторов, консультантов по кровле и подрядчиков в США.
ПодробнееСамоклеящиеся кровельные решения
Самоприклеивающиеся кровельные решения с отслаиванием и герметизацией, идеально подходящие для работы на низких уклонах. Водонепроницаемость и защита от атмосферных воздействий. Энергоэффективность, прочность и надежность. Универсальное, эффективное уплотнение вокруг выступов. Идеально для вентиляционных отверстий. Подробнее
РУКОВОДСТВО ПО КРОВЛИ EPDM
РУКОВОДСТВО ПО КРОВЛЯМ EPDM ОБЩАЯ ИНФОРМАЦИЯ Conservation Technology предлагает самые современные решения в области энергосбережения, воды и охраны окружающей среды с 1984 года.В этом справочнике описывается наш уникальный
ПодробнееРуководство по кровле для жилых домов
Руководство по кровельным покрытиям для жилых домов СОДЕРЖАНИЕ Детали и аксессуары здания …… 1 Введение в панель и обращение с ней …… 2 Резка и обрезка …. 3 Подготовка крыши ….. 3 Наклон крыши …. . 3 Перелив кровли …
ПодробнееПРОЦЕДУРЫ СВЯЗИ ЦЕМЕНТА SC2000
Стр.1 ПРОЦЕДУРЫ СВЯЗИ ЦЕМЕНТА SC2000 Широко известный в мире как лучший в мире холодный вулканизируемый цемент REMA SC2000 — это решение ваших проблем промышленного склеивания. При использовании отвердителя REMA UTR20 с
ПодробнееГИДРОИЗОЛЯЦИЯ ВЛАЖНЫХ КОМНАТ
ГИДРОИЗОЛЯЦИЯ ВЛАЖНЫХ ПОМЕЩЕНИЙ Гидроизоляция под плиткой Для длительного использования влажных помещений важная предпосылка — полная и устойчивая система гидроизоляции.Большинство плиток сами по себе водонепроницаемы
ПодробнееРуководство по установке JM TPO
Раздел 1 Введение В этом руководстве по применению описываются стандартные процедуры установки кровельных систем TPO Johns Manville (JM), которые подготовлены для следующих условий: Roofing Mechanic JM признает, что
ПодробнееГлава 9: УСТАНОВКА КРЫШИ
9.1 ПРОТИВОСТОЯЧИЙ БАРЬЕР (ЗАЩИТА ОТ ЛЬДА И ВОДЫ) 9.2 ПОДКЛАДКА ПЕЧАТИ 9.3 УСТАНОВКА ФАРТУРА И ДВУСТОРОННЕЙ КРАЙКИ 9.4 УСТАНОВКА ПЕРЕГОРОДКИ 9.5 Вентиляционное отверстие и колпачок Для каждого добровольца необходимы инструменты: молоток (16 унций
ПодробнееG VYCOR DECK PROTECTOR
G VYCOR DECK PROTECTOR Самоклеющиеся гидроизоляционные прокладки Подрядчикские направляющие ПАЛУБЫ И ДЕТАЛЬНЫЕ ОБЛАСТИ Для более долговечных настилов установите Grace Vycor Deck Protector.ОТ ПРОИЗВОДИТЕЛЕЙ G Ice & Water Shield What Self-Adhered
ПодробнееКРИК Технические Услуги, ООО
ОТЧЕТ ОБ ОЦЕНКЕ ЗА 2010 ГОД СТРОИТЕЛЬНЫЙ КОД ВО ФЛОРИДЫ Производитель: Отчет компании Генри, опубликованный 20 февраля 2013 г. 999 North Sepulveda Blvd., Suite 800 El Segundo, CA 90245 (800) 486-1278 Производственные предприятия: качество
ПодробнееФорма коммерческого осмотра крыши
Дата осмотра: Инспектор: Информация о здании Идентификационный номер здания: No.: Используется для: Год применения крыши: Описание здания: Постоянное временное здание Тип: Розничное промышленное жилое здание Название: Здание
ПодробнееKemlite Transportation Products
Kemlite Transportation Products Руководство по ремонту крыши (для использования с ремонтным комплектом № R50TFIX) Ремонтный комплект Kemlite SunPatch также доступен для небольшого ремонта. Компания A Crane Co. Авторское право на данное руководство по ремонту крыши принадлежит
. ПодробнееУтверждение Строительного кодекса Флориды
Утверждение Строительного кодекса Флориды Подложки под крышу GAF-Elk обновлены 13.10.09 Ваш лучший и самый безопасный выбор Качество, которому можно доверять с 1886 года! Строительный кодекс Флориды Интернет http: // floridabuilding.org / pr / pr_app_dtl.aspx? param = wgevxqwtdqtbnbey5v% 2boq …
ПодробнееРАЗДЕЛ 07320 ПЛИТКА КРОВЕЛЬНАЯ
РАЗДЕЛ 07320 КРОВЕЛЬНАЯ ПЛИТКА ЧАСТЬ 1 — ОБЩИЕ ПОЛОЖЕНИЯ 1.1 РЕЗЮМЕ: A. Раздел включает: 1. Керамическую черепицу. 2. Фурнитура для плитки. 3. Войлочная подстилка. 4. Самоклеящаяся листовая подложка. 5. Снежные охранники.
ПодробнееДушевые стенки и окантовки ванн
Reverso en español TEC Skill Set Практическое руководство по проектированию Душевые стены и ванна: 3 шага к красивой плиточной поверхности! 1.Подготовьте поверхность 2. Уложите плитку 3. Залейте раствором H.B. Фуллер Констракшн
ПодробнееУстановка и использование настенного крепления
Установка и использование настенного крепления 1. Введение Настенное крепление работает одинаково для всех кейсов Touchfire — одно- или двухрядная магнитная полоса на задней стороне кейса притягивается магнитом к стене
Подробнее .