Тиристорная схема регулятора тока для сварочного аппарата
В этом материале рассмотрим способы регулировки сварочного тока. Схемы регуляторов тока для сварочного аппарата разнообразны. Они имеют свои достоинства и недостатки. Постараемся помочь читателю выбрать регулятор тока для сварочного аппарата.
Схема сварочного аппарата.
Общие понятия
Общеизвестен принцип дуговой сварки. Освежим в памяти основные понятия. Чтобы получить сварочное соединение, необходимо создать дугу. Электрическая дуга возникает при подаче напряжения между сварочным электродом и поверхностью свариваемого материала. Ток дуги расплавляет металл, образуется расплавленная ванна между двумя торцами. После остывания шва получаем крепкое соединение двух металлов.
Схема дуговой сварки.
В России переменный ток регламентирован частотой 50 Гц. Питание для сварочного аппарата подается от сети фазным напряжением 220 В. Сварочные трансформаторы имеют две обмотки: первичную и вторичную.
Разделяют ручной и автоматический режим сварки. В условиях домашней мастерской сварку проводят в ручном режиме. Перечислим параметры, которые изменяют в ручном режиме:
- сила тока сварки;
- напряжение дуги;
- скорость сварочного электрода;
- количество проходов на шов;
- диаметр и марка электрода.
Правильный выбор и поддержание на протяжении сварочного процесса необходимых параметров являются залогом качественного сварного соединения.
При проведении ручной дуговой сварки необходимо грамотно распределять ток. Это позволит выполнить качественный шов. Стабильность дуги напрямую зависит от величины сварочного тока. Специалисты подбирают ее исходя из диаметра электродов и толщины свариваемых материалов.
Вернуться к оглавлению
Типы регуляторов тока
Принципиальная электрическая схема регулятора постоянного тока.
Существует больше количество способов изменения силы тока во время проведения сварочных операций.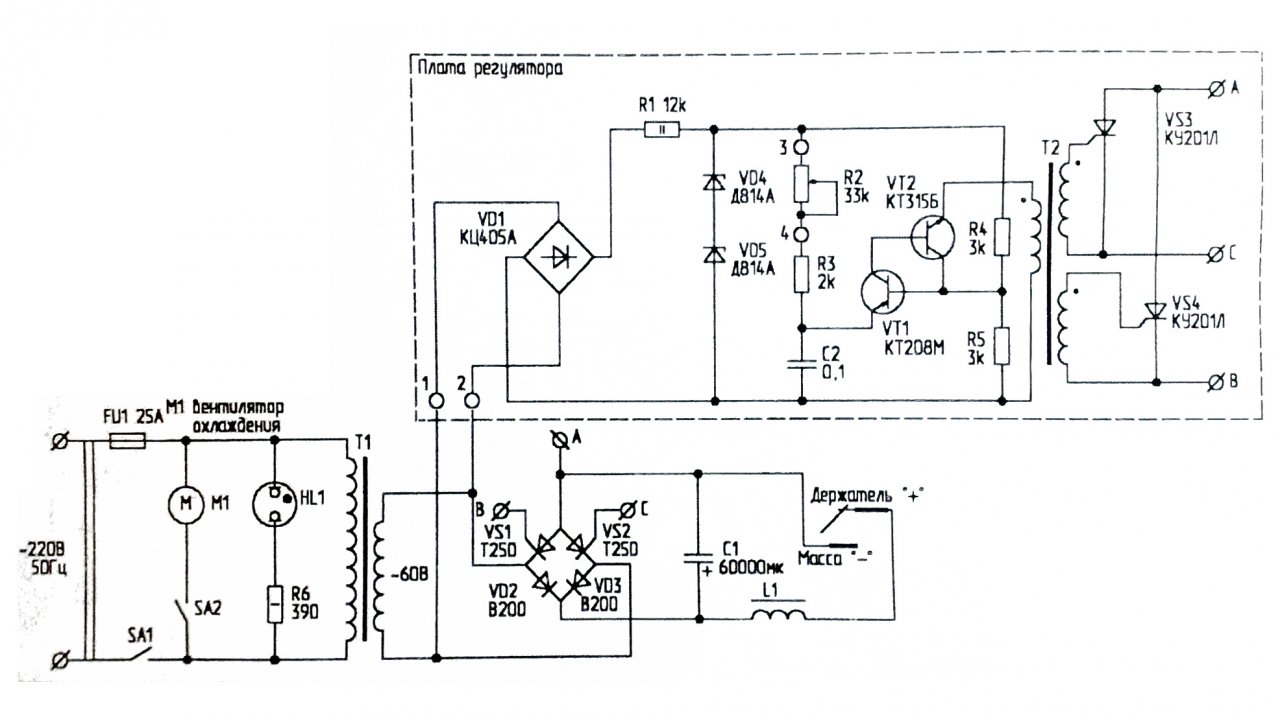 Еще больше разработано принципиальных электрических схем регуляторов. Способы управления сварочным током могут быть следующие:
Еще больше разработано принципиальных электрических схем регуляторов. Способы управления сварочным током могут быть следующие:
- установка пассивных элементов во вторичной цепи;
- переключение числа витков обмоток трансформатора;
- изменение магнитного потока трансформатора;
- регулировка на полупроводниках.
Следует знать преимущества и недостатки разных методов регулировки. Назовем характерные особенности указанных типов.
Вернуться к оглавлению
Резистор и дроссель
Первый тип регулировки считается самым простым. В сварочную цепь включают последовательно резистор или дроссель. В этом случае изменение силы тока и напряжения дуги происходит за счет сопротивления и, соответственно, падения напряжения. Умельцы оценили простой и эффективный способ регулировки тока – включение сопротивления во вторичную цепь. Устройство несложное и надежное.
Изменение величины тока с помощью резистора.
Добавочные резисторы используются для смягчения вольт-амперной характеристики источника питания.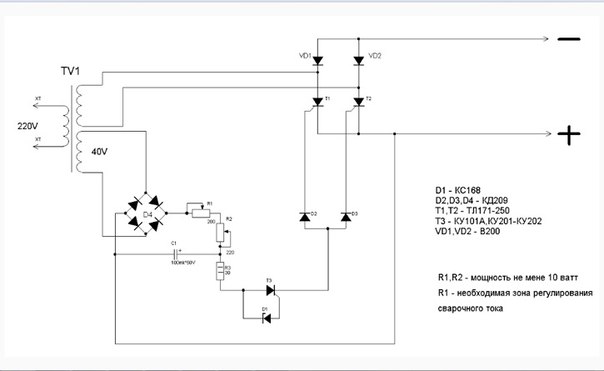 Изготавливают сопротивление из толстой (диаметром 5-10 мм) проволоки из нихрома. В качестве пассивного элемента применяются мощные проволочные сопротивления.
Изготавливают сопротивление из толстой (диаметром 5-10 мм) проволоки из нихрома. В качестве пассивного элемента применяются мощные проволочные сопротивления.
Для регулировки тока вместо сопротивления ставят и дроссель. Благодаря введению индуктивности в цепь дуги переменного тока наблюдается сдвиг фаз тока и напряжения. Переход тока через нуль происходит при высоком напряжении трансформатора, что повышает надежность повторного зажигания и устойчивость горения дуги. Режим сварки становится мягкий, в результате чего получаем равномерный и качественный шов.
Этот способ нашел широкое распространение благодаря надежности, доступности в изготовлении и низкой стоимости. К недостаткам отнесем малый диапазон регулирования и сложность в перестройке параметров. Сделать такую конструкцию по силам каждому. Часто применяют трансформаторы типа ТС-180 или ТС-250 от старых ламповых телевизоров, с которых убирают первичные и вторичные обмотки и наматывают дроссельную обмотку с требуемым сечением. Сечение алюминиевого провода составит порядка 35-40 мм, медного – до 25 мм. Количество витков будет находиться в диапазоне 25-40 штук.
Сечение алюминиевого провода составит порядка 35-40 мм, медного – до 25 мм. Количество витков будет находиться в диапазоне 25-40 штук.
Вернуться к оглавлению
Переключение числа обмоток
Регулировка напряжения осуществляется изменением числа витков обмотки. Так изменяется коэффициент трансформации. Регулятор сварочного тока прост в эксплуатации. Для такого способа регулировки необходимо сделать отводы при намотке. Коммутация проводится переключателем, выдерживающим большой ток и сетевое напряжение. Недостатки переключения витков: трудно найти коммутатор, выдерживающий нагрузку в пару сотен ампер, небольшой диапазон регулировки тока.
Вернуться к оглавлению
Магнитный поток сердечника
Влиять на параметры тока можно магнитным потоком силового трансформатора. Регулирование силы сварочного тока производят за счет подвижности обмоток, изменения зазора или введения магнитного шунта. При сокращении или увеличении расстояния магнитные потоки двух обмоток меняются, в результате чего сила тока тоже будет изменяться.
Вернуться к оглавлению
Полупроводники в схеме регулировки тока
Рисунок 1. Схема регулятора сварочного тока.
Полупроводниковые приборы совершили настоящий прорыв в сварочном деле. Современная схемотехника позволяет использовать мощные полупроводниковые ключи. Особенно распространены тиристорные схемы регулировки сварочного тока. Применение полупроводниковых приборов вытесняет неэффективные схемы управления. Данные решения повышают пределы регулировки тока. Габаритные и тяжелые сварочные трансформаторы, содержащие огромное количество дорогой меди, заменены на легкие и компактные.
Электронный тиристорный регулятор – это электронная схема, необходимая для контроля и настройки напряжения и силы тока, которые подводятся к электроду в месте сварки.
Для примера рассмотрим регулятор на тиристорах. Схема регулятора сварочного тока представлена на рис.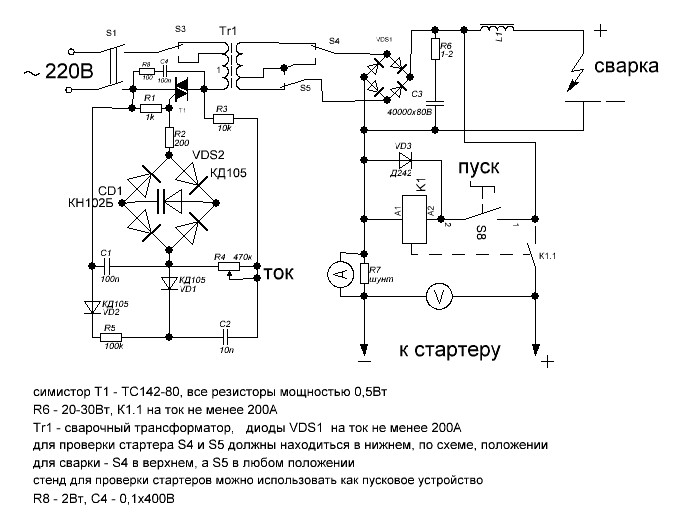
В основу схемы положен принцип фазового регулятора тока.
Регулировка осуществляется подачей управляющего напряжения на твердотельные реле – тиристоры. Тиристоры VS1 и VS2 открываются поочередно при поступлении сигналов на управляющие электроды. Напряжение питания схемы формирования управляющих импульсов снимается с отдельной обмотки. Далее преобразуется в постоянное напряжение диодным мостом на VD5-VD8.
Положительная полуволна заряжает емкость С1. Время заряда электролитического конденсатора формируется резисторами R1, R2. Когда напряжение достигнет необходимой величины (более 5,6 В), происходит открытие динистора, образованного стабилитроном VD6 и тиристором VS3. Далее сигнал проходит через диод VD3 или VD4. При положительной полуволне открывается тиристор VS1, при отрицательной – VS2. Конденсатор С1 разрядится. После начала следующего полупериода тиристор VS1 закрывается, происходит зарядка емкости. В этот момент открывается ключ VS2, который продолжает подачу напряжения на электрическую дугу.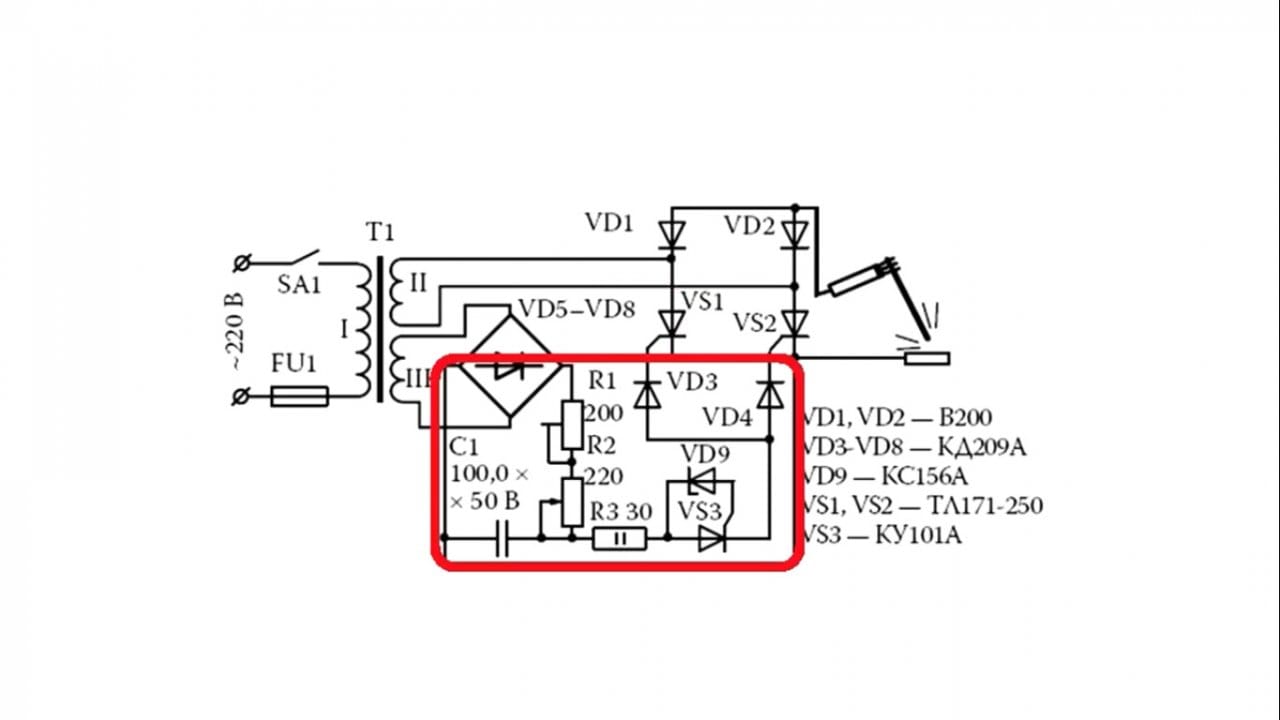
Наладка сводится к установке диапазона сварочного тока подстроечным сопротивлением R1. Как видим, схема регулировки сварочного тока довольно-таки проста. Доступность элементной базы, простота наладки и управления регулятора допускают изготовление такого сварочного аппарата самостоятельно.
Вернуться к оглавлению
Инверторные сварочные аппараты
Устройство инверторного сварочного аппарата.
Особое место среди сварочного оборудования занимают инверторы. Инверторный сварочный аппарат – это устройство, которое способно обеспечить устойчивое питание сварочной дуги. Малые габариты и небольшой вес придают аппарату мобильность. Сильной стороной инвертора является возможность применять электроды переменного и постоянного тока. Сварка позволяет стыковать цветные металлы и чугун.
Главные преимущества использования инвертора:
- защита от нагрева деталей;
- устойчивость к возмущениям сети;
- независимость от колебаний и перегрузок по току;
- независимость от перепадов промышленной сети;
- способность скреплять цветной металл;
- стабильность сварочного тока;
- качественный шов;
- ровное горение дуги;
- малый вес и габариты.

К недостаткам сварочных инверторов относят высокую стоимость. Электронные детали следует оберегать от воздействия влаги, пыли, жары и сильных морозов (ниже 15оС).
Инверторное сварочное оборудование сегодня присутствует практически во всех слесарных и авторемонтных мастерских.
Схемы регулировки сварочного тока
В этом материале рассмотрим способы регулировки сварочного тока. Схемы регуляторов тока для сварочного аппарата разнообразны. Они имеют свои достоинства и недостатки. Постараемся помочь читателю выбрать регулятор тока для сварочного аппарата.
Схема сварочного аппарата.
Общие понятия
Общеизвестен принцип дуговой сварки. Освежим в памяти основные понятия. Чтобы получить сварочное соединение, необходимо создать дугу. Электрическая дуга возникает при подаче напряжения между сварочным электродом и поверхностью свариваемого материала. Ток дуги расплавляет металл, образуется расплавленная ванна между двумя торцами.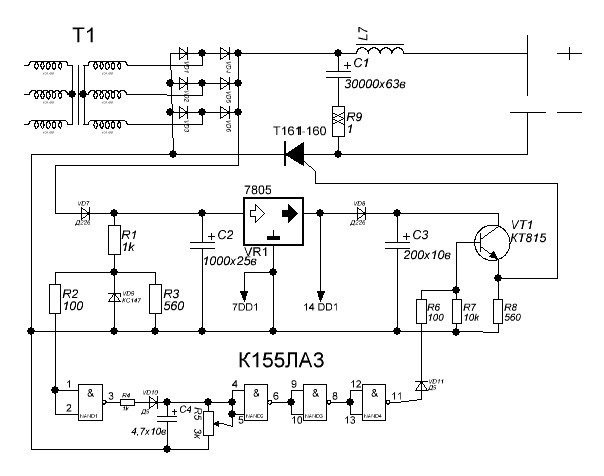 После остывания шва получаем крепкое соединение двух металлов.
После остывания шва получаем крепкое соединение двух металлов.
Схема дуговой сварки.
В России переменный ток регламентирован частотой 50 Гц. Питание для сварочного аппарата подается от сети фазным напряжением 220 В. Сварочные трансформаторы имеют две обмотки: первичную и вторичную. Вторичное напряжение трансформатора составляет 70 В.
Разделяют ручной и автоматический режим сварки. В условиях домашней мастерской сварку проводят в ручном режиме. Перечислим параметры, которые изменяют в ручном режиме:
- сила тока сварки;
- напряжение дуги;
- скорость сварочного электрода;
- количество проходов на шов;
- диаметр и марка электрода.
Правильный выбор и поддержание на протяжении сварочного процесса необходимых параметров являются залогом качественного сварного соединения.
При проведении ручной дуговой сварки необходимо грамотно распределять ток. Это позволит выполнить качественный шов. Стабильность дуги напрямую зависит от величины сварочного тока. Специалисты подбирают ее исходя из диаметра электродов и толщины свариваемых материалов.
Специалисты подбирают ее исходя из диаметра электродов и толщины свариваемых материалов.
Типы регуляторов тока
Принципиальная электрическая схема регулятора постоянного тока.
Существует больше количество способов изменения силы тока во время проведения сварочных операций. Еще больше разработано принципиальных электрических схем регуляторов. Способы управления сварочным током могут быть следующие:
- установка пассивных элементов во вторичной цепи;
- переключение числа витков обмоток трансформатора;
- изменение магнитного потока трансформатора;
- регулировка на полупроводниках.
Следует знать преимущества и недостатки разных методов регулировки. Назовем характерные особенности указанных типов.
Резистор и дроссель
Первый тип регулировки считается самым простым. В сварочную цепь включают последовательно резистор или дроссель. В этом случае изменение силы тока и напряжения дуги происходит за счет сопротивления и, соответственно, падения напряжения. Умельцы оценили простой и эффективный способ регулировки тока — включение сопротивления во вторичную цепь. Устройство несложное и надежное.
Умельцы оценили простой и эффективный способ регулировки тока — включение сопротивления во вторичную цепь. Устройство несложное и надежное.
Изменение величины тока с помощью резистора.
Добавочные резисторы используются для смягчения вольт-амперной характеристики источника питания. Изготавливают сопротивление из толстой (диаметром 5-10 мм) проволоки из нихрома. В качестве пассивного элемента применяются мощные проволочные сопротивления.
Для регулировки тока вместо сопротивления ставят и дроссель. Благодаря введению индуктивности в цепь дуги переменного тока наблюдается сдвиг фаз тока и напряжения. Переход тока через нуль происходит при высоком напряжении трансформатора, что повышает надежность повторного зажигания и устойчивость горения дуги. Режим сварки становится мягкий, в результате чего получаем равномерный и качественный шов.
Этот способ нашел широкое распространение благодаря надежности, доступности в изготовлении и низкой стоимости. К недостаткам отнесем малый диапазон регулирования и сложность в перестройке параметров.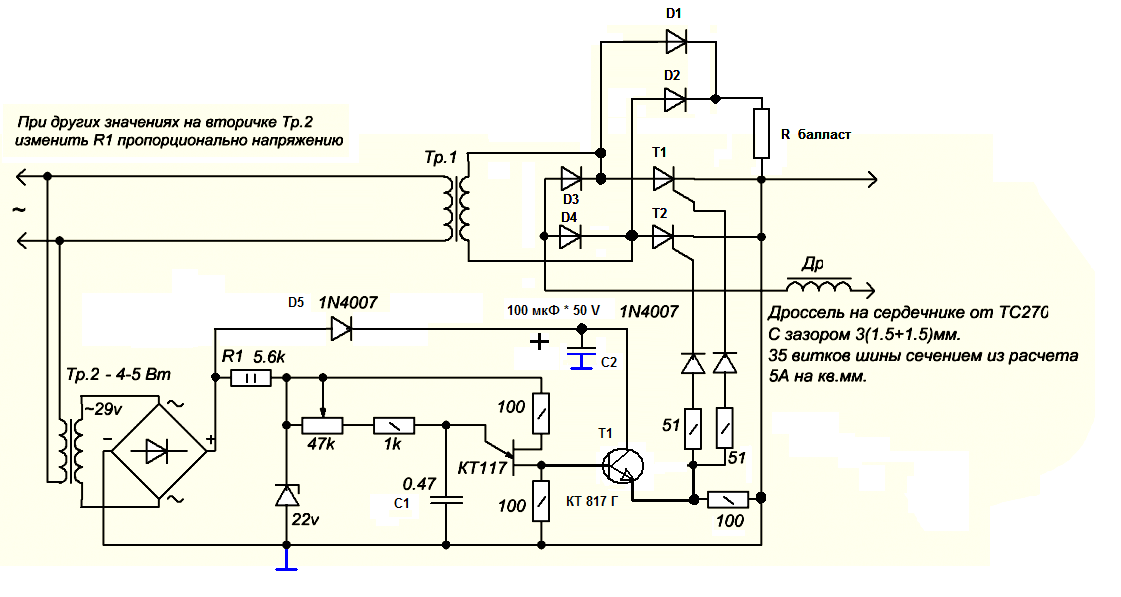 Сделать такую конструкцию по силам каждому. Часто применяют трансформаторы типа ТС-180 или ТС-250 от старых ламповых телевизоров, с которых убирают первичные и вторичные обмотки и наматывают дроссельную обмотку с требуемым сечением. Сечение алюминиевого провода составит порядка 35-40 мм, медного — до 25 мм. Количество витков будет находиться в диапазоне 25-40 штук.
Сделать такую конструкцию по силам каждому. Часто применяют трансформаторы типа ТС-180 или ТС-250 от старых ламповых телевизоров, с которых убирают первичные и вторичные обмотки и наматывают дроссельную обмотку с требуемым сечением. Сечение алюминиевого провода составит порядка 35-40 мм, медного — до 25 мм. Количество витков будет находиться в диапазоне 25-40 штук.
Переключение числа обмоток
Регулировка напряжения осуществляется изменением числа витков обмотки. Так изменяется коэффициент трансформации. Регулятор сварочного тока прост в эксплуатации. Для такого способа регулировки необходимо сделать отводы при намотке. Коммутация проводится переключателем, выдерживающим большой ток и сетевое напряжение. Недостатки переключения витков: трудно найти коммутатор, выдерживающий нагрузку в пару сотен ампер, небольшой диапазон регулировки тока.
Магнитный поток сердечника
Влиять на параметры тока можно магнитным потоком силового трансформатора. Регулирование силы сварочного тока производят за счет подвижности обмоток, изменения зазора или введения магнитного шунта. При сокращении или увеличении расстояния магнитные потоки двух обмоток меняются, в результате чего сила тока тоже будет изменяться. Способ магнитного потока практически не используется из-за сложности изготовления трансформаторного сердечника.
При сокращении или увеличении расстояния магнитные потоки двух обмоток меняются, в результате чего сила тока тоже будет изменяться. Способ магнитного потока практически не используется из-за сложности изготовления трансформаторного сердечника.
Полупроводники в схеме регулировки тока
Рисунок 1. Схема регулятора сварочного тока.
Полупроводниковые приборы совершили настоящий прорыв в сварочном деле. Современная схемотехника позволяет использовать мощные полупроводниковые ключи. Особенно распространены тиристорные схемы регулировки сварочного тока. Применение полупроводниковых приборов вытесняет неэффективные схемы управления. Данные решения повышают пределы регулировки тока. Габаритные и тяжелые сварочные трансформаторы, содержащие огромное количество дорогой меди, заменены на легкие и компактные.
Электронный тиристорный регулятор — это электронная схема, необходимая для контроля и настройки напряжения и силы тока, которые подводятся к электроду в месте сварки.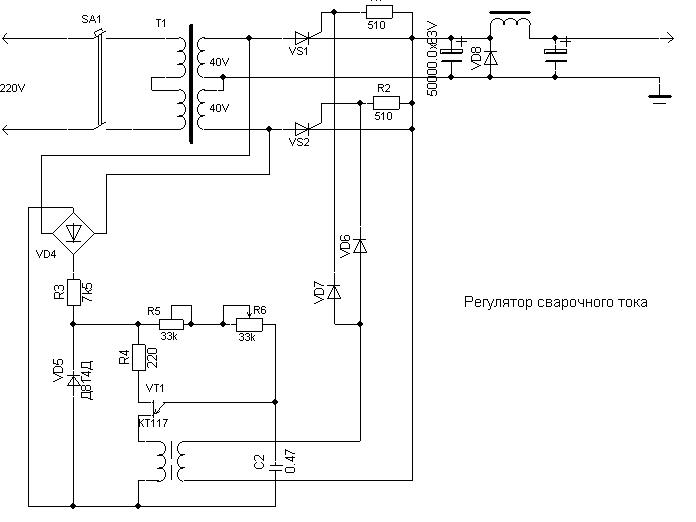
Для примера рассмотрим регулятор на тиристорах. Схема регулятора сварочного тока представлена на рис. 1.
В основу схемы положен принцип фазового регулятора тока.
Регулировка осуществляется подачей управляющего напряжения на твердотельные реле — тиристоры. Тиристоры VS1 и VS2 открываются поочередно при поступлении сигналов на управляющие электроды. Напряжение питания схемы формирования управляющих импульсов снимается с отдельной обмотки. Далее преобразуется в постоянное напряжение диодным мостом на VD5-VD8.
Положительная полуволна заряжает емкость С1. Время заряда электролитического конденсатора формируется резисторами R1, R2. Когда напряжение достигнет необходимой величины (более 5,6 В), происходит открытие динистора, образованного стабилитроном VD6 и тиристором VS3. Далее сигнал проходит через диод VD3 или VD4. При положительной полуволне открывается тиристор VS1, при отрицательной — VS2. Конденсатор С1 разрядится. После начала следующего полупериода тиристор VS1 закрывается, происходит зарядка емкости.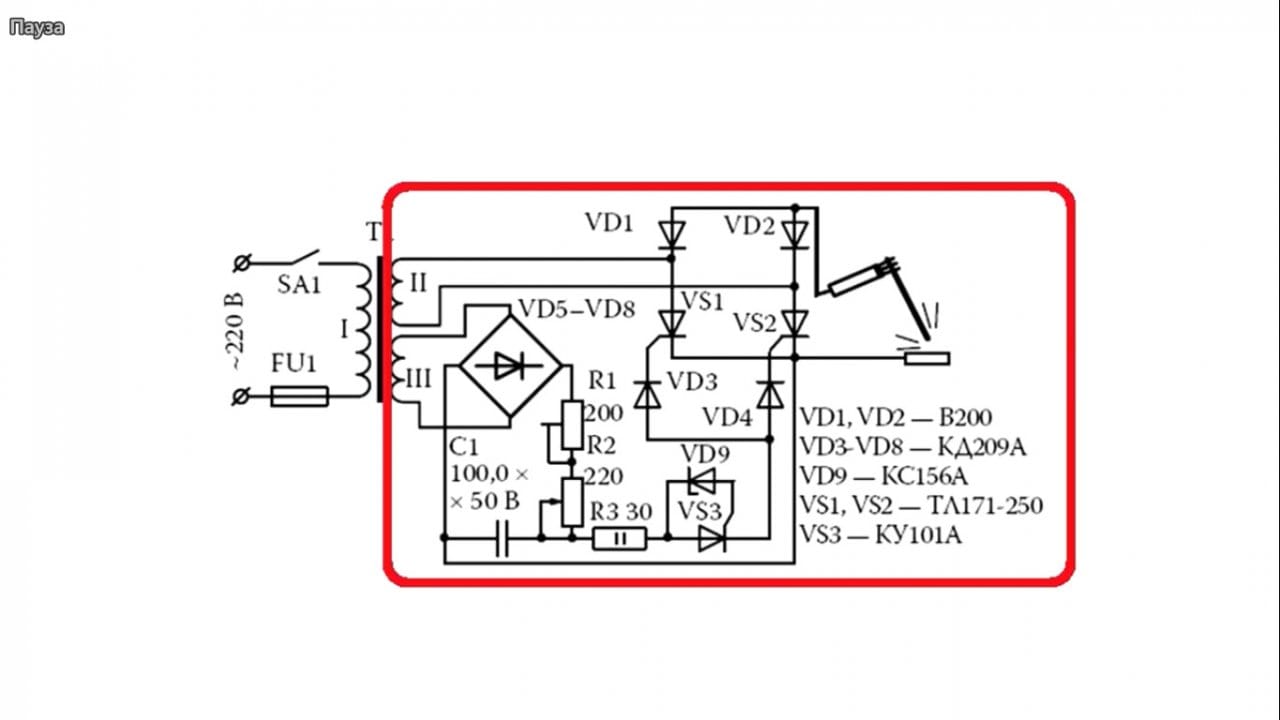 В этот момент открывается ключ VS2, который продолжает подачу напряжения на электрическую дугу.
В этот момент открывается ключ VS2, который продолжает подачу напряжения на электрическую дугу.
Наладка сводится к установке диапазона сварочного тока подстроечным сопротивлением R1. Как видим, схема регулировки сварочного тока довольно-таки проста. Доступность элементной базы, простота наладки и управления регулятора допускают изготовление такого сварочного аппарата самостоятельно.
Инверторные сварочные аппараты
Устройство инверторного сварочного аппарата.
Особое место среди сварочного оборудования занимают инверторы. Инверторный сварочный аппарат — это устройство, которое способно обеспечить устойчивое питание сварочной дуги. Малые габариты и небольшой вес придают аппарату мобильность. Сильной стороной инвертора является возможность применять электроды переменного и постоянного тока. Сварка позволяет стыковать цветные металлы и чугун.
Главные преимущества использования инвертора:
- защита от нагрева деталей;
- устойчивость к возмущениям сети;
- независимость от колебаний и перегрузок по току;
- независимость от перепадов промышленной сети;
- способность скреплять цветной металл;
- стабильность сварочного тока;
- качественный шов;
- ровное горение дуги;
- малый вес и габариты.
К недостаткам сварочных инверторов относят высокую стоимость. Электронные детали следует оберегать от воздействия влаги, пыли, жары и сильных морозов (ниже 15 о С).
Инверторное сварочное оборудование сегодня присутствует практически во всех слесарных и авторемонтных мастерских.
Качество сварного шва в значительной мере зависит от характеристик электрической дуги. Для каждой толщины металла, в зависимости от его вида требуется определенной силы сварочный ток.
Кроме этого, важна вольтамперная характеристика аппарата для сварки, от этого зависит качество электрической дуги. Для резки металла тоже требуются свои значения электротока. То есть любой сварочный аппарат должен обладать регулятором, управляющим мощностью сварки.
Способы регулирования
Управлять током можно по-разному. Основные способы регулирования такие:
- введение резистивной или индуктивной нагрузки во вторичную обмотку сварочного аппарата;
- изменение количества витков во вторичной обмотке;
- изменение магнитного потока аппарата для сварки;
- использование полупроводниковых приборов.

Схематических реализаций этих способов множество. При изготовлении аппарата для сварки своими руками каждый может выбрать себе регулятор по вкусу и возможностям.
Резистор или индуктивность
Регулировка сварочного тока с использованием сопротивления или катушки индуктивности является самой простой и надежной. К держателю сварочных электродов последовательно подключают мощный резистор или дроссель. За счет этого меняется активное или индуктивное сопротивление нагрузки, что приводит к падению напряжения и изменению сварочного тока.
Регуляторы в виде резисторов применяют для улучшения вольтамперной характеристики сварочного аппарата. Используется набор мощных проволочных сопротивлений или один резистор, выполненный из толстой нихромовой проволоки в виде спирали.
Для изменения сопротивления специальным зажимом их подключают к определенному витку провода. Резистор выполняется в виде спирали для уменьшения габаритов и удобства использования. Номинал резистора не должен превышать 1 Ом.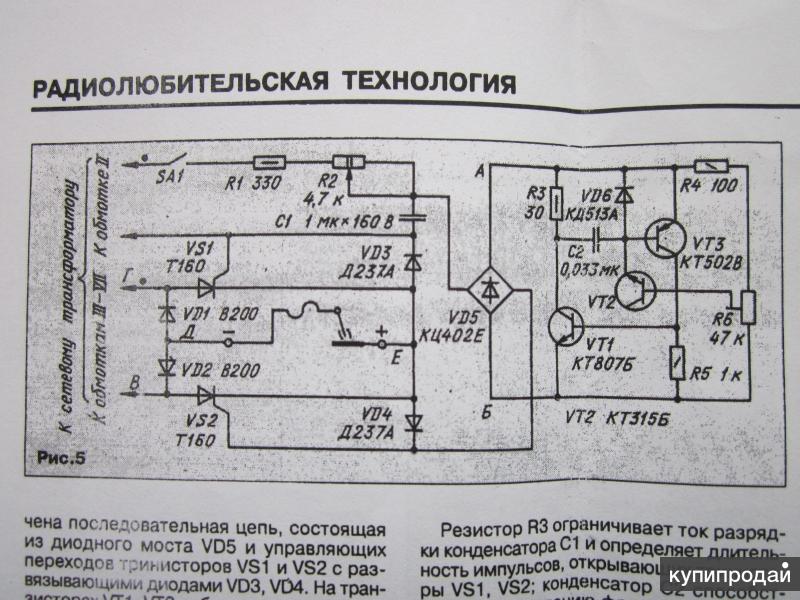
Переменный ток в определенные моменты времени имеет нулевые или близкие к нему значения. В это время получается кратковременное гашение дуги. При изменении промежутка между электродом и деталью может произойти прилипание или полное ее гашение.
Для смягчения режима сваривания и соответственно получения качественного шва применяют регулятор в виде дросселя, который включается последовательно с держаком в выходной цепи аппарата.
Дополнительная индуктивность вызывает сдвиг фаз между выходным током и напряжением. При нулевых или близких к нему значениях переменного тока напряжение имеет максимальную амплитуду и наоборот. Это позволяет поддерживать стабильную дугу и обеспечивает надежное ее зажигание.
Дроссель можно изготовить из старого трансформатор. Используется только его магнитопровод, все обмотки удаляются. Вместо них наматывают 25-40 витков толстого медного провода.
Данный регулятор был широко распространен при использовании трансформаторных аппаратов переменного тока благодаря своей простоте и наличию комплектующих.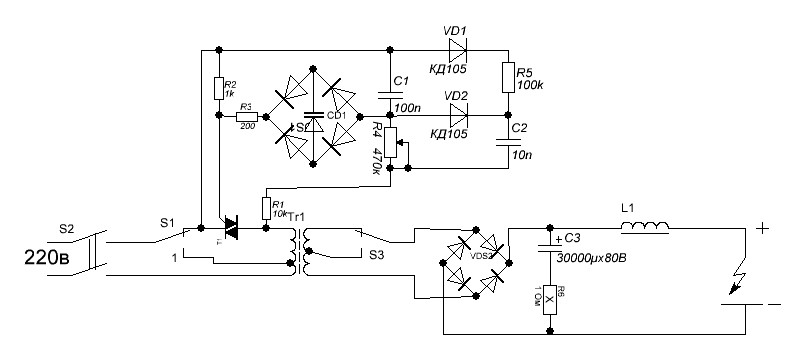 Недостатками дроссельного регулятора сварочного тока являются небольшой диапазон управления.
Недостатками дроссельного регулятора сварочного тока являются небольшой диапазон управления.
Изменение количества витков
При этом методе регулировка характеристик дуги осуществляется благодаря изменению коэффициента трансформации. Коэффициент трансформации позволяют изменить дополнительные отводы из вторичной катушки. Переключаясь с одного отвода на другой можно менять напряжение в выходной цепи аппарата, что приводит к изменению мощности дуги.
Регулятор должен выдерживать большой сварочный ток. Недостатком является трудность нахождения коммутатора с такими характеристиками, небольшой диапазон регулировок и дискретность коэффициента трансформации.
Изменение магнитного потока
Данный способ управления используется в трансформаторных аппаратах сварки. Изменяя магнитный поток, меняют коэффициент полезного действия трансформатора, это в свою очередь меняет величину сварочного тока.
Регулятор работает за счет изменения зазора магнитопровода, введения магнитного шунта или подвижности обмоток. Изменяя расстояние между обмотками, меняют магнитный поток, что соответственно сказывается на параметрах электрической дуги.
Изменяя расстояние между обмотками, меняют магнитный поток, что соответственно сказывается на параметрах электрической дуги.
На старых сварочных аппаратах на крышке находилась рукоятка. При ее вращении вторичная обмотка поднималась или опускалась за счет червячной передачи. Этот способ практически изжил себя, он использовался до распространения полупроводников.
Полупроводниковые приборы
Создание мощных полупроводниковых приборов, способных работать с большими токами и напряжениями, позволило разработать сварочные аппараты нового типа.
Они стали способны менять не только сопротивление вторичной цепи и фазы, но и изменять частоту тока, его форму, что также влияет на характеристики сварочной дуги. В традиционном трансформаторном сварочном аппарате используется регулятор сварочного тока на базе тиристорной схемы.
Регулировка в инверторах
Сварочные инверторы – это самые современные аппараты для электродуговой сварки. Использование мощных полупроводниковых выпрямителей на входе устройства и последующей трансформации переменного тока в постоянный, а затем в переменный высокой частоты позволил создать устройства компактные и мощные одновременно.
В инверторных аппаратах основным регулятором является изменение частоты задающего генератора. При одном и том же размере трансформатора мощность преобразования напрямую зависит от частоты входного напряжения.
Чем меньше частота, тем меньшая мощность передается на вторичную обмотку. Ручка регулировочного резистора выводится на лицевую панель инвертора. При ее вращении изменяются характеристики задающего генератора, что приводит к изменению режима переключения силовых транзисторов. В итоге получается требуемый сварочный ток.
При использовании инверторных сварочных полуавтоматов настройка происходит так же, как и при использовании ручной сварки.
Кроме внешних регуляторов в блоке управления инвертором предусмотрены еще много различных управляющих элементов и защит, обеспечивающих стабильную дугу и безопасную работу. Для начинающего сварщика лучшим выбором будет инверторный аппарат для сварки.
Применение тиристорной и симисторной схемы
После создания мощных тиристоров и симисторов их стали использовать в регуляторах силы выходного тока в сварочных аппаратах.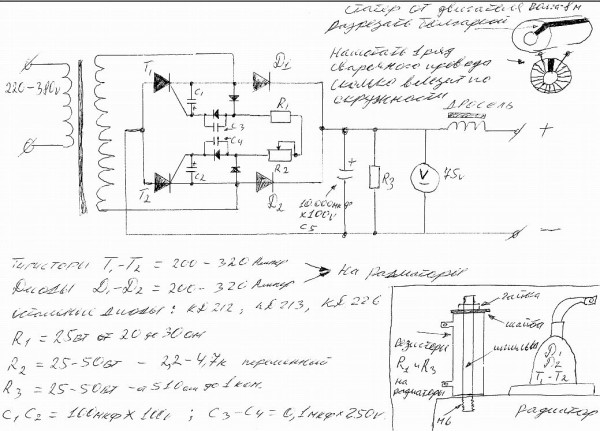 Они могут устанавливаться в первичной обмотке трансформатора или во вторичной. Суть их работы заключается в следующем.
Они могут устанавливаться в первичной обмотке трансформатора или во вторичной. Суть их работы заключается в следующем.
На управляющий контакт тиристора со схемы регулятора поступает сигнал, открывающий полупроводник. Длительность сигнала может изменяться в больших пределах, от 0 до длительности полупериода тока протекающего через тиристор.
Управляющий сигнал синхронизирован с регулируемым током. Изменение длительности сигнала вызывает обрезание начала каждого полупериода синусоиды сварочного тока. Увеличивается скважность, в результате средний ток уменьшается. Трансформаторы очень чувствительны к такому управлению.
Такой регулятор имеет существенный недостаток. Время нулевых значений увеличивается, что приводит к неравномерности дуги и ее несанкционированному гашению.
Для уменьшения негативного эффекта дополнительно приходится вводить дроссели, которые вызывают фазовый сдвиг между током и напряжением. В современных аппаратах данный метод практически не используются.
В современных аппаратах данный метод практически не используются.
Важной особенностью конструкции любого сварочного аппарата является возможность регулировки рабочего тока. В промышленных аппаратах используют разные способы регулировки тока: шунтирование с помощью дросселей всевозможных типов, изменение магнитного потока за счет подвижности обмоток или магнитного шунтирования, применение магазинов активных балластных сопротивлений и реостатов. К недостаткам такой регулировки надо отнести сложность конструкции, громоздкость сопротивлений, их сильный нагрев при работе, неудобство при переключении.
Наиболее оптимальный вариант – еще при намотке вторичной обмотки сделать ее с отводами и, переключая количество витков, изменять ток. Однако использовать такой способ можно для подстройки тока, но не для его регулировки в широких пределах. Кроме того, регулировка тока во вторичной цепи сварочного трансформатора связана с определенными проблемами. Так, через регулирующее устройство проходят значительные токи, что приводит к его громоздкости, а для вторичной цепи практически невозможно подобрать столь мощные стандартные переключатели, чтобы они выдерживали ток до 200 А.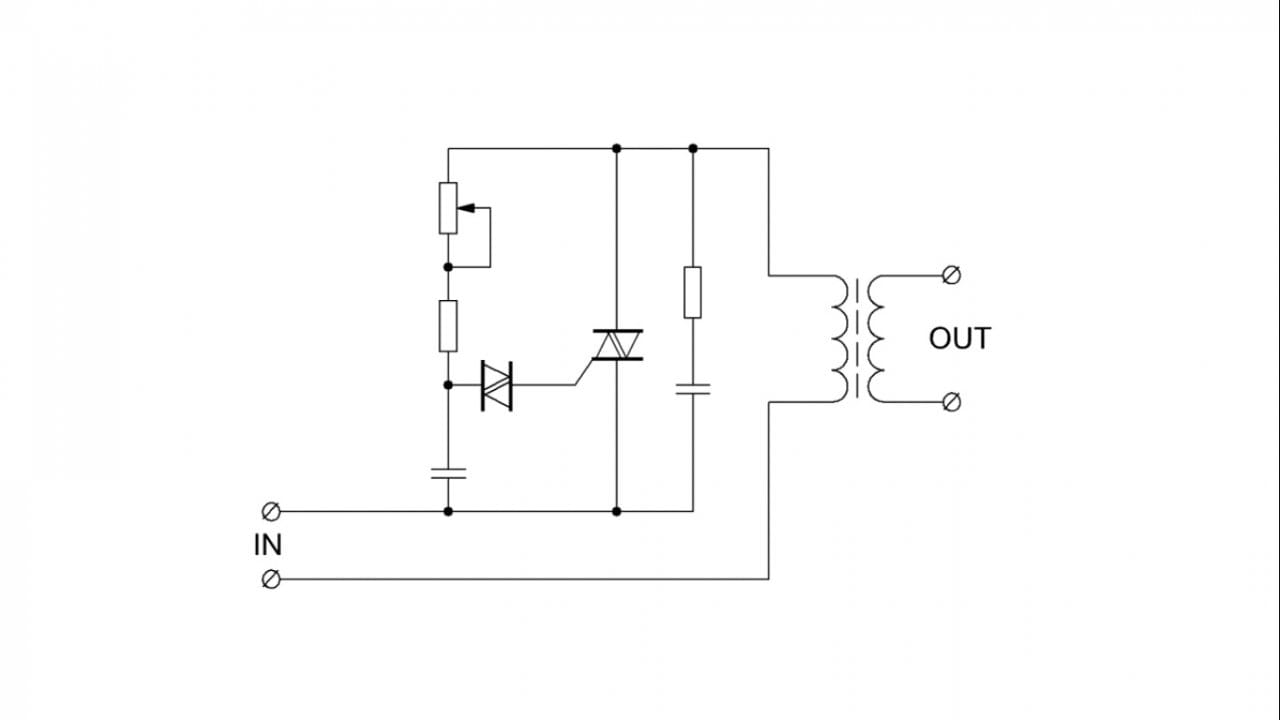 Другое дело – цепь первичной обмотки, где токи в пять раз меньше. После долгих поисков путем проб и ошибок был найден оптимальный вариант решения проблемы – широко известный тиристорный регулятор, схема которого изображена на рис.1.
Другое дело – цепь первичной обмотки, где токи в пять раз меньше. После долгих поисков путем проб и ошибок был найден оптимальный вариант решения проблемы – широко известный тиристорный регулятор, схема которого изображена на рис.1.
При предельной простоте и доступности элементной базы он прост в управлении, не требует настроек и хорошо зарекомендовал себя в работе – работает не иначе, как «часики».
Регулирование мощности происходит при периодическом отключении на фиксированный промежуток времени первичной обмотки сварочного трансформатора на каждом полупериоде тока (рис.2). Среднее значение тока при этом уменьшается.
Основные элементы регулятора (тиристоры) включены встречно и параллельно друг другу. Они поочередно открываются импульсами тока, формируемыми транзисторами VT1, VT2.
При включении регулятора в сеть оба тиристора закрыты, конденсаторы С1 и С2 начинают заряжаться через переменный резистор R7. Как только напряжение на одном из конденсаторов достигает напряжения лавинного пробоя транзистора, последний открывается, и через него течет ток разряда соединенного с ним конденсатора. Вслед за транзистором открывается и соответствующий тиристор, который подключает нагрузку к сети. После начала следующего, противоположного по знаку полупериода переменного тока тиристор закрывается, и начинается новый цикл зарядки конденсаторов, но уже в обратной полярности. Теперь открывается второй транзистор, и второй тиристор снова подключает нагрузку к сети.
Вслед за транзистором открывается и соответствующий тиристор, который подключает нагрузку к сети. После начала следующего, противоположного по знаку полупериода переменного тока тиристор закрывается, и начинается новый цикл зарядки конденсаторов, но уже в обратной полярности. Теперь открывается второй транзистор, и второй тиристор снова подключает нагрузку к сети.
Изменением сопротивления переменного резистора R7 можно регулировать момент включения тиристоров от начала до конца полупериода, что в свою очередь приводит к изменению общего тока в первичной обмотке сварочного трансформатора Т1. Для увеличения или уменьшения диапазона регулировки можно изменить сопротивление переменного резистора R7 в большую или меньшую сторону соответственно.
Транзисторы VT1, VT2, работающие в лавинном режиме, и резисторы R5, R6, включенные в их базовые цепи, можно заменить динисторами (рис.3). Аноды динисторов следует соединить с крайними выводами резистора R7, а катоды подключить к резисторам R3 и R4.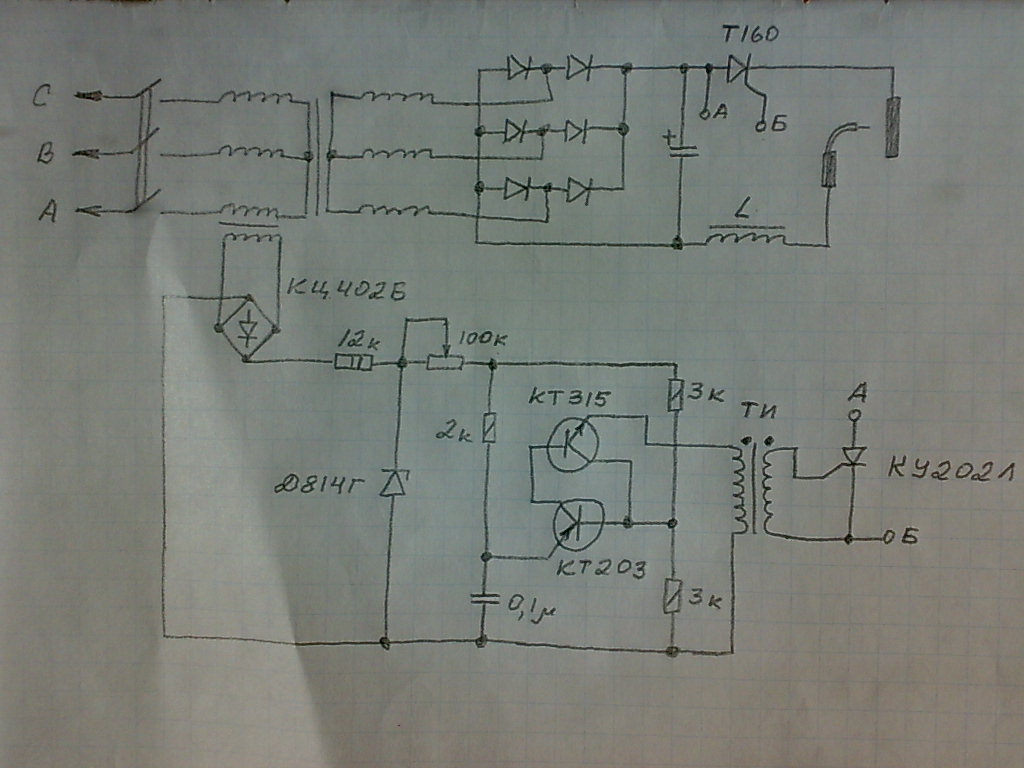 Если регулятор собрать на динисторах, то лучше использовать приборы типа КН102А.
Если регулятор собрать на динисторах, то лучше использовать приборы типа КН102А.
В качестве VT1, VT2 хорошо зарекомендовали себя транзисторы старого образца типа П416, ГТ308. Вполне реальна замена их более современными маломощными высокочастотными, имеющими близкие параметры.
Переменный резистор типа СП-2, остальные типа МЛТ. Конденсаторы типа МБМ или МВТ на рабочее напряжение не менее 400 В.
Правильно собранный регулятор не требует налаживания. Необходимо лишь убедиться в стабильной работе транзисторов в лавинном режиме (или в стабильном включении динисторов).
Внимание! Устройство имеет гальваническую связь с сетью. Все элементы, включая теплоотводы тиристоров, должны быть, изолированы от корпуса.
С. В. Прус, Р. П. Копчак, г. Староконстантинов, Хмельницкая обл.
Литература
1. Медведев А. ЮТ. От регулятора до антенны.
2. Зубаль И. Сварочный трансформатор своими руками // Радиоаматор.-2000.-№5.
Простой и надежный регулятор постоянного тока для сварки и зарядки
Предлагается конструкция удобного и надёжного регулятора постоянного тока. Диапазон изменения им напряжения — от 0 до 0,86 U2, что позволяет использовать этот ценный прибор для различных целей. Например, для зарядки аккумуляторных батарей большой ёмкости, питания электронагревательных элементов, а главное — для проведения сварочных работ как обычным электродом, так и из нержавеющей стали, при плавной регулировке тока.
Диапазон изменения им напряжения — от 0 до 0,86 U2, что позволяет использовать этот ценный прибор для различных целей. Например, для зарядки аккумуляторных батарей большой ёмкости, питания электронагревательных элементов, а главное — для проведения сварочных работ как обычным электродом, так и из нержавеющей стали, при плавной регулировке тока.
Принципиальная электрическая схема регулятора постоянного тока.
График, поясняющий работу силового блока, выполненного по однофазной мостовой несимметричной схеме (U2 — напряжение, поступающее со вторичной обмотки сварочного трансформатора, alpha — фаза открывания тиристора, t — время).
Регулятор может подключаться к любому сварочному трансформатору с напряжением вторичной обмотки U2=50…90В. Предлагаемая конструкция очень компактна. Общие габариты не превышают размеры обычного нерегулируемого выпрямителя типа «мостик» для сварки постоянным током.
Схема регулятора состоит из двух блоков: управления А и силового В.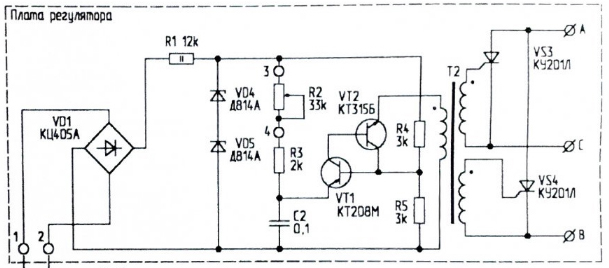 Причём первый представляет собой не что иное, как фазоимпульсный генератор. Выполнен он на базе аналога однопереходного транзистора, собранного из двух полупроводниковых приборов n-p-n и p-n-p типов. С помощью переменного резистора R2 регулируется постоянный ток конструкции.
Причём первый представляет собой не что иное, как фазоимпульсный генератор. Выполнен он на базе аналога однопереходного транзистора, собранного из двух полупроводниковых приборов n-p-n и p-n-p типов. С помощью переменного резистора R2 регулируется постоянный ток конструкции.
В зависимости от положения движка R2 конденсатор С1 заряжается здесь до 6,9 В с различной скоростью. При превышении же этого напряжения транзисторы резко открываются. И С1 начинает разряжаться через них и обмотку импульсного трансформатора Т1.
Тиристор, к аноду которого подходит положительная полуволна (импульс передаётся через вторичные обмотки), при этом открывается.
В качестве импульсного можно использовать промышленные трёхобмоточные ТИ-3, ТИ-4, ТИ-5 с коэффициентом трансформации 1:1:1. И не только эти типы. Хорошие, например, результаты дает использование двух двухобмоточных трансформаторов ТИ-1 при последовательном соединении первичных обмоток.
Причём все названные типы ТИ позволяют изолировать генератор импульсов от управляющих электродов тиристоров.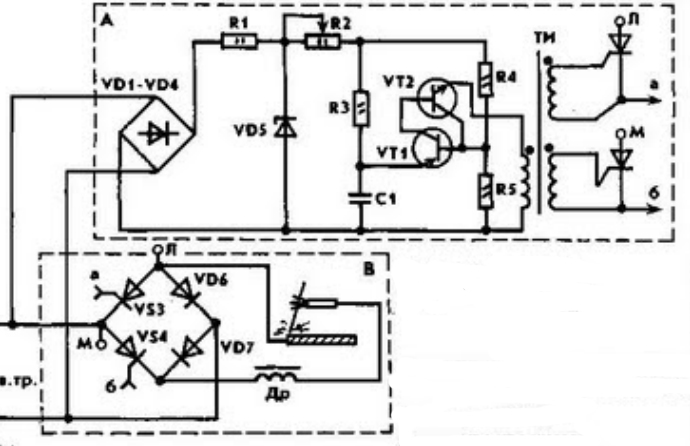
Только есть одно «но». Мощность импульсов во вторичных обмотках ТИ недостаточна для включения соответствующих тиристоров во втором (см. схему), силовом блоке В. Выход из этой «конфликтной» ситуации был найден элементарный. Для включения мощных использованы маломощные тиристоры с высокой чувствительностью по управляющему электроду.
Силовой блок В выполнен по однофазной мостовой несимметричной схеме. То есть тиристоры трудятся здесь в одной фазе. А плечи на VD6 и VD7 при сварке работают как буферный диод.
Монтаж? Его можно выполнить и навесным, базируясь непосредственно на импульсном трансформаторе и других относительно «крупногабаритных» элементах схемы. Тем более что соединяемых в данную конструкцию радиодеталей, как говорится, минимум-миниморум.
Прибор начинает работать сразу, без каких-либо наладок. Соберите себе такой — не пожалеете.
А.ЧЕРНОВ, г. Саратов. Моделист-конструктор 1994 №9.
Как регулировать ток трансформатора в сварочном полуавтомате: схемы управления тиристорами для сварки
Тиристорный регулятор сварочного тока
Регулятор тока для сварочного аппарата
Приветствую, Самоделкины!
Не так давно у автора YouTube канала «AKA KASYAN» оказался вот такой трехфазный силовой трансформатор от глубинного вибратора для укладки бетона.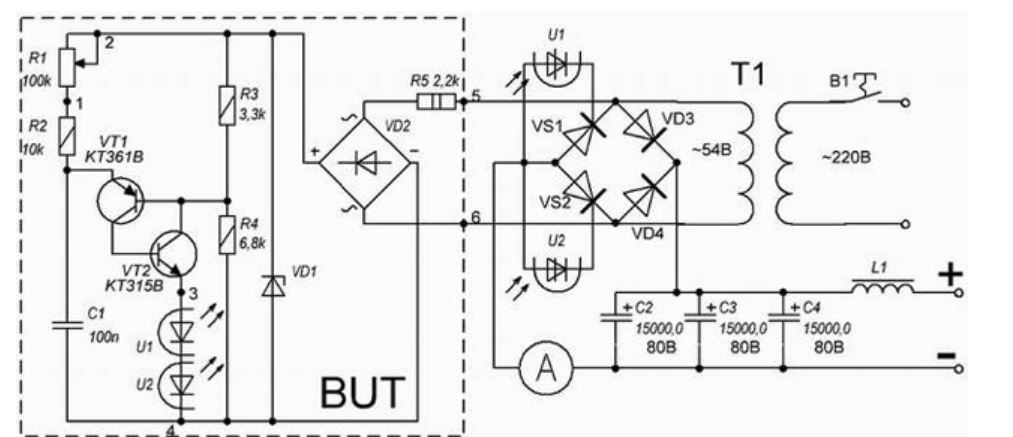
Минусом данного трансформатора является то, что его обмотки намотаны алюминиевым проводом. А плюс заключается в том, что напряжение вторичных обмоток составляет порядка 36В.
В общем автор решил сделать из этого трансформатора самодельный сварочный аппарат. Выходное напряжение достаточно для нормального розжига дуги.
Трансформаторные сварочные аппараты были вытеснены более компактными и имеющими меньший вес инверторными сварочными аппаратами. Но неоспоримым плюсом трансформаторных сварочных аппаратов является предельно высокая надежность и долговременная постоянная нагрузка.
Сам же сварочный аппарат состоит из 2-ух основных частей: силового трансформатора и системы регулировки тока сварки.
Если аппарат постоянного тока, то в его состав входит еще и выпрямитель.
Ниже представлена достаточно известная схема регулировки сварочного тока на основе тиристоров:
Регулировка сварочного тока может осуществляться несколькими способами, например, нагрузочным балластом или сопротивлением, переключая отводы на первичные обмотки трансформатора, ну и наконец электронный способ регулировки, выполняемый, как правило, с помощью тиристоров.
Регуляторы тока на основе тиристоров являются предельно надежными и к тому же обладают высоким КПД из-за импульсного принципа регулировки. Что еще немаловажно, при регулировке мощности выходное напряжение сварочного аппарата без нагрузки остается неизменным, а это значит, что будет уверенный розжиг дуги в любом диапазоне выходного тока.
Регуляторы мощности можно устанавливать, как на входе по первичной цепи:
Так и на выходе, после вторичной обмотки:
Проблема состоит в том, что принцип регулировки мощности с помощью регулятора данного типа основывается на обрезании начального синусоидального сигнала, то есть, на нагрузку поступают части синусоиды, и если регулятор установлен по первичной цепи, то на трансформатор пойдут импульсы неправильной формы, что приводит к образованию своеобразного звука, дополнительной вибрации и перегреву обмоток.
Но несмотря ни на что данные системы вполне успешно справляются с индуктивной нагрузкой, а если к тому же под рукой имеется хороший и достаточно надежный трансформатор, то попробовать повторить, думаю, стоит.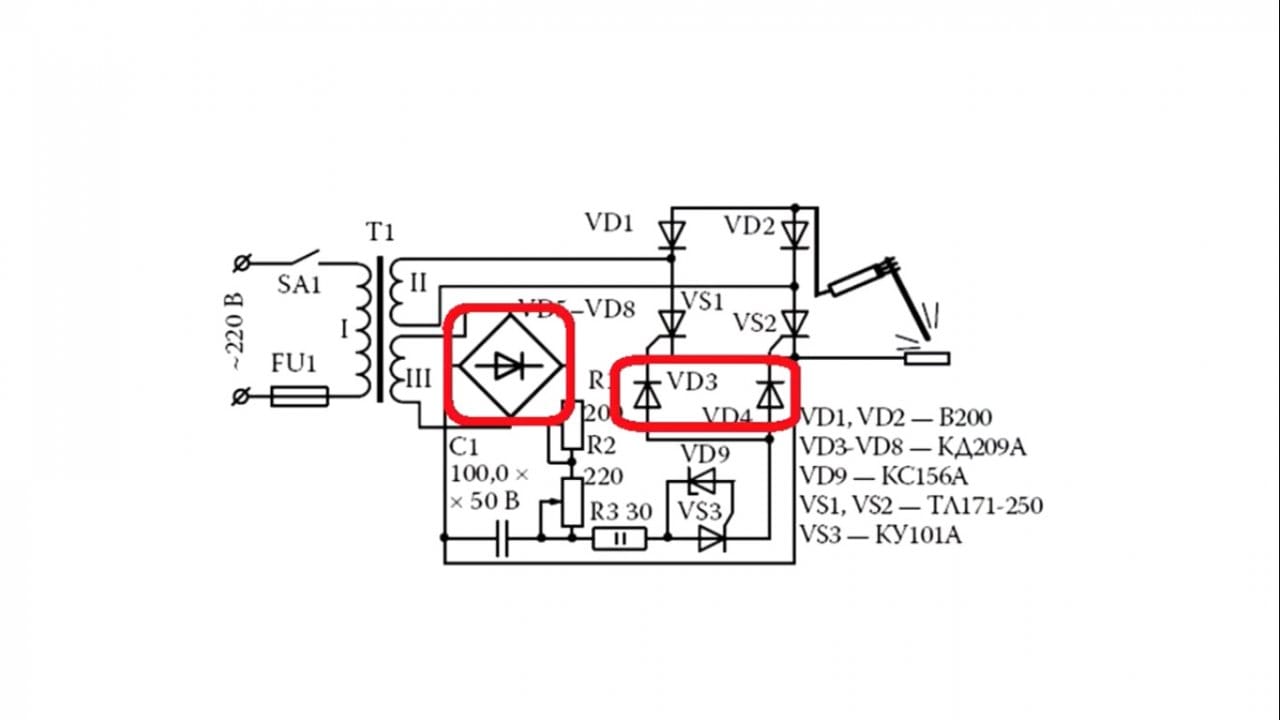
В данном примере система регулировки тока установлена по вторичной цепи.
Это позволяет нам управлять сварочным током непосредственно. Плюс к тому такая система помимо регулировки сварочного тока будет служить еще и выпрямителем, то есть, дополняя сварочный трансформатор таким регулятором, вы получаете сварку постоянным током с возможностью регулировки.
Теперь подробней разберем схему будущего устройства. Она состоит из регулируемого выпрямителя:
В его состав входят пара диодов и пара тиристоров:
Далее идет система управления тиристорами:
Система управления в данном примере запитана от отдельного маломощного трансформатора с напряжением вторичной обмотки от 24 до 30В с током не менее 1А.
Конечно можно было на основном силовом трансформаторе намотать обмотку с необходимыми характеристиками и использовать его для запитки системы управления.
Сама схема выполнена на небольшой печатной плате. Ее вы можете скачать , вместе с общим архивом проекта.
Тиристор можно использовать любой с током не менее 1А.
В данном примере автор использовал 10-амперный, но в этом нет никакого смысла, просто такой был под рукой. То же самое и с диодами, хватит и 1-амперных, но запас по току никогда не будет лишним.
Верхний регулятор позволят настраивать пределы выходного тока.
Второй регулятор служит для регулировки основного тока сварки, тут уже необходимо использовать проволочные переменные резисторы желательно на 10 и более ватт.
Изначально автор установил вот такого монстра:
Но потом он был заменен на вот такой, менее мощный:
А сейчас давайте рассмотрим силовой выпрямитель:
Диоды и тиристоры, использованные здесь, несмотря на монструозный вид и прекрасные характеристики были куплены на барахолке буквально за копейки.
Данные диоды типа В200 с током в 200А, обратное напряжение зависит и от индекса. В данном случае 1400В. А вот тиристоры более мощныеТ171-320.
Такие тиристоры рассчитаны на ток аж в 320А. Ток в ударном режиме может доходить до 10000А. Конечно данные диоды и тиристоры способны на большее, и они не сгорят даже при токах в 300-400А. А еще эти компоненты произведены еще в СССР, то есть, их характеристики никак не завышены заводом изготовителем.
А еще эти компоненты произведены еще в СССР, то есть, их характеристики никак не завышены заводом изготовителем.
К недостаткам такого регулятора можно отнести разве что большой вес и приличные размеры.
Для всех силовых соединений автор применил луженые медные клеммы. Такие без труда можно приобрести практически в любом строительном магазине, стоят они не дорого.
Провода 2 по 6 квадратов параллельно, мало конечно, но зато они медные.
Держатель для электродов автор нашел в ближайшем строительном магазине, не совсем удобный конечно, да и качество изготовления оставляет желать лучшего, но какой был.
Теперь вернемся к трансформатору. Так как силовой трансформатор у нас трехфазный, а работать ему предстоит в однофазной сети, то нам придется пере коммутировать обмотки. На каждой катушке имеется своя первичная и вторичная обмотка.
Центральную катушку автор исключил.
Две крайние катушки подключены параллельно, как по первичной, так и по вторичной обмотке для работы от однофазной сети.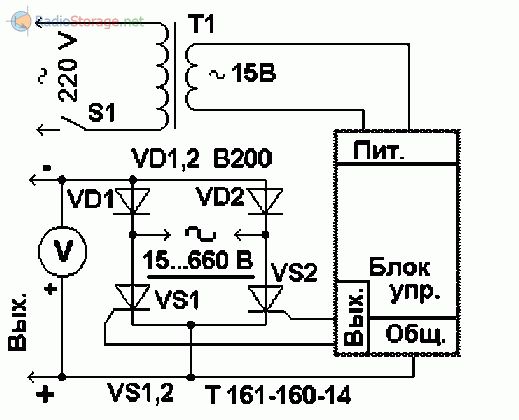
Но в ходе экспериментов выяснилось, что с учетом потерь на выпрямителе, напряжения недостаточно для нормального розжига дуги, поэтому вторичные обмотки пришлось подключить последовательно для увеличения общего напряжения, ток при этом будет соответственно в 2 раза меньше, но что поделать.
При токах 75-80А данный трансформатор начинает перегреваться и вонять, а так система управления именно в таком исполнении спокойно может быть использована для токов в 200 и даже больше ампер.
Спалив 3 электрода, автор понял, что трансформатор сильно перегрелся, все-таки он не предназначен для таких задач, но мы в данном случае проверяли систему регулировки тока, а она работает неплохо.
На этом все. Благодарю за внимание. До новых встреч!
Видеоролик автора:
Доставка новых самоделок на почту
Получайте на почту подборку новых самоделок. Никакого спама, только полезные идеи!
Никакого спама, только полезные идеи!
*Заполняя форму вы соглашаетесь на обработку персональных данных
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. .
Источник: https://USamodelkina.ru/14882-reguljator-toka-dlja-svarochnogo-apparata.html
Общие понятия
Общеизвестен принцип дуговой сварки. Освежим в памяти основные понятия. Чтобы получить сварочное соединение, необходимо создать дугу. Электрическая дуга возникает при подаче напряжения между сварочным электродом и поверхностью свариваемого материала. Ток дуги расплавляет металл, образуется расплавленная ванна между двумя торцами. После остывания шва получаем крепкое соединение двух металлов.
Схема дуговой сварки.
В России переменный ток регламентирован частотой 50 Гц. Питание для сварочного аппарата подается от сети фазным напряжением 220 В. Сварочные трансформаторы имеют две обмотки: первичную и вторичную. Вторичное напряжение трансформатора составляет 70 В.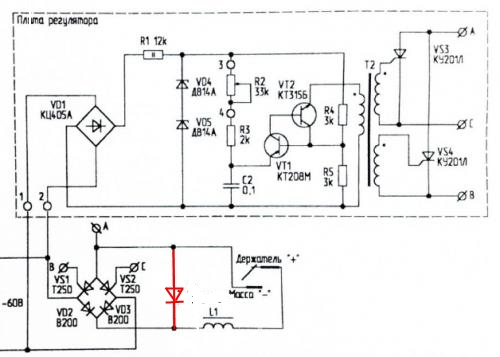
Разделяют ручной и автоматический режим сварки. В условиях домашней мастерской сварку проводят в ручном режиме. Перечислим параметры, которые изменяют в ручном режиме:
- сила тока сварки;
- напряжение дуги;
- скорость сварочного электрода;
- количество проходов на шов;
- диаметр и марка электрода.
Правильный выбор и поддержание на протяжении сварочного процесса необходимых параметров являются залогом качественного сварного соединения.
При проведении ручной дуговой сварки необходимо грамотно распределять ток. Это позволит выполнить качественный шов. Стабильность дуги напрямую зависит от величины сварочного тока. Специалисты подбирают ее исходя из диаметра электродов и толщины свариваемых материалов.
Типы регуляторов тока
Принципиальная электрическая схема регулятора постоянного тока.
Существует больше количество способов изменения силы тока во время проведения сварочных операций. Еще больше разработано принципиальных электрических схем регуляторов.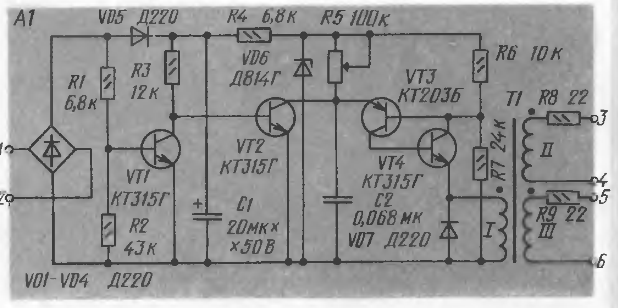 Способы управления сварочным током могут быть следующие:
Способы управления сварочным током могут быть следующие:
- установка пассивных элементов во вторичной цепи;
- переключение числа витков обмоток трансформатора;
- изменение магнитного потока трансформатора;
- регулировка на полупроводниках.
Следует знать преимущества и недостатки разных методов регулировки. Назовем характерные особенности указанных типов.
Резистор и дроссель
Первый тип регулировки считается самым простым. В сварочную цепь включают последовательно резистор или дроссель. В этом случае изменение силы тока и напряжения дуги происходит за счет сопротивления и, соответственно, падения напряжения. Умельцы оценили простой и эффективный способ регулировки тока – включение сопротивления во вторичную цепь. Устройство несложное и надежное.
Изменение величины тока с помощью резистора.
Добавочные резисторы используются для смягчения вольт-амперной характеристики источника питания. Изготавливают сопротивление из толстой (диаметром 5-10 мм) проволоки из нихрома.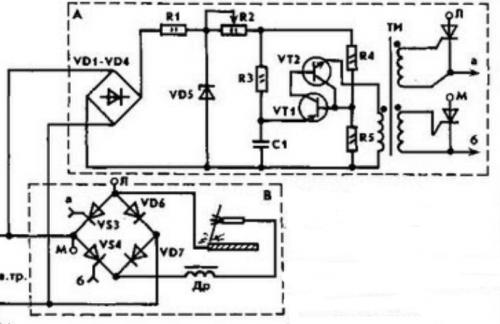 В качестве пассивного элемента применяются мощные проволочные сопротивления.
В качестве пассивного элемента применяются мощные проволочные сопротивления.
Для регулировки тока вместо сопротивления ставят и дроссель. Благодаря введению индуктивности в цепь дуги переменного тока наблюдается сдвиг фаз тока и напряжения. Переход тока через нуль происходит при высоком напряжении трансформатора, что повышает надежность повторного зажигания и устойчивость горения дуги. Режим сварки становится мягкий, в результате чего получаем равномерный и качественный шов.
Этот способ нашел широкое распространение благодаря надежности, доступности в изготовлении и низкой стоимости. К недостаткам отнесем малый диапазон регулирования и сложность в перестройке параметров. Сделать такую конструкцию по силам каждому. Часто применяют трансформаторы типа ТС-180 или ТС-250 от старых ламповых телевизоров, с которых убирают первичные и вторичные обмотки и наматывают дроссельную обмотку с требуемым сечением. Сечение алюминиевого провода составит порядка 35-40 мм, медного – до 25 мм. Количество витков будет находиться в диапазоне 25-40 штук.
Количество витков будет находиться в диапазоне 25-40 штук.
Переключение числа обмоток
Регулировка напряжения осуществляется изменением числа витков обмотки. Так изменяется коэффициент трансформации. Регулятор сварочного тока прост в эксплуатации. Для такого способа регулировки необходимо сделать отводы при намотке. Коммутация проводится переключателем, выдерживающим большой ток и сетевое напряжение. Недостатки переключения витков: трудно найти коммутатор, выдерживающий нагрузку в пару сотен ампер, небольшой диапазон регулировки тока.
Магнитный поток сердечника
Влиять на параметры тока можно магнитным потоком силового трансформатора. Регулирование силы сварочного тока производят за счет подвижности обмоток, изменения зазора или введения магнитного шунта. При сокращении или увеличении расстояния магнитные потоки двух обмоток меняются, в результате чего сила тока тоже будет изменяться. Способ магнитного потока практически не используется из-за сложности изготовления трансформаторного сердечника.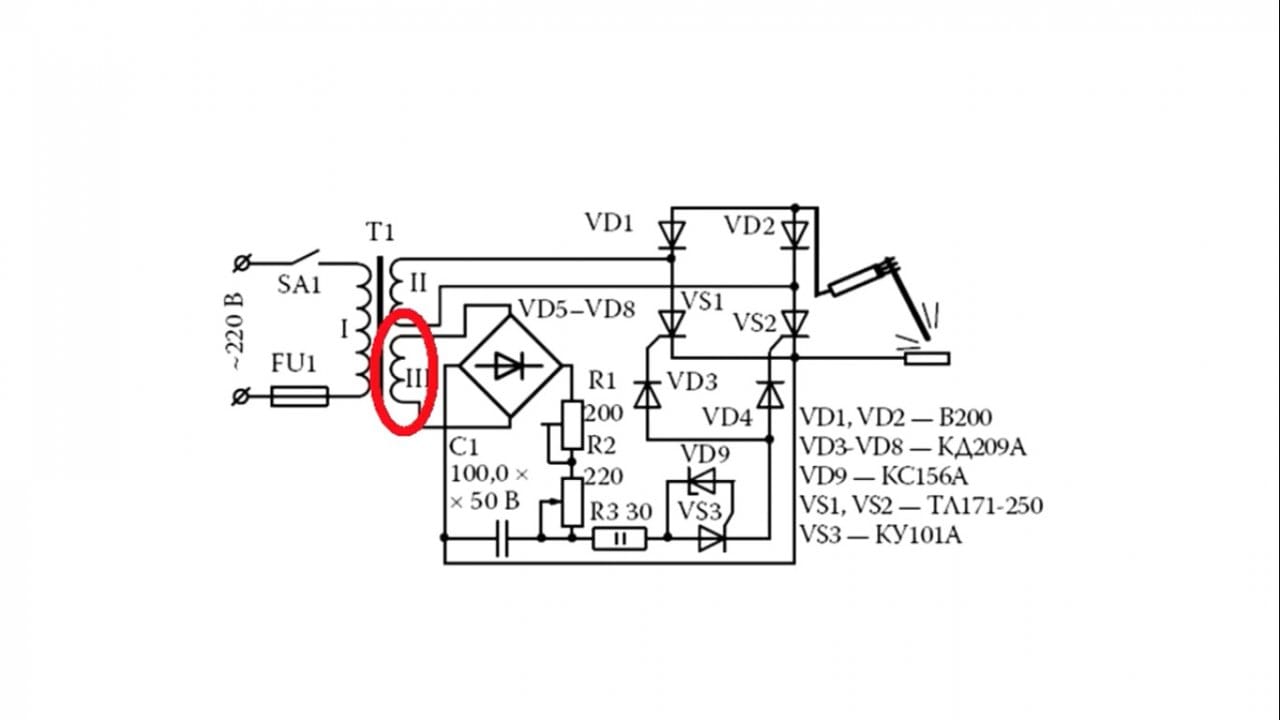
Полупроводники в схеме регулировки тока
Рисунок 1. Схема регулятора сварочного тока.
Полупроводниковые приборы совершили настоящий прорыв в сварочном деле. Современная схемотехника позволяет использовать мощные полупроводниковые ключи. Особенно распространены тиристорные схемы регулировки сварочного тока. Применение полупроводниковых приборов вытесняет неэффективные схемы управления. Данные решения повышают пределы регулировки тока. Габаритные и тяжелые сварочные трансформаторы, содержащие огромное количество дорогой меди, заменены на легкие и компактные.
Электронный тиристорный регулятор – это электронная схема, необходимая для контроля и настройки напряжения и силы тока, которые подводятся к электроду в месте сварки.
Для примера рассмотрим регулятор на тиристорах. Схема регулятора сварочного тока представлена на рис. 1.
В основу схемы положен принцип фазового регулятора тока.
Регулировка осуществляется подачей управляющего напряжения на твердотельные реле – тиристоры. Тиристоры VS1 и VS2 открываются поочередно при поступлении сигналов на управляющие электроды. Напряжение питания схемы формирования управляющих импульсов снимается с отдельной обмотки. Далее преобразуется в постоянное напряжение диодным мостом на VD5-VD8.
Тиристоры VS1 и VS2 открываются поочередно при поступлении сигналов на управляющие электроды. Напряжение питания схемы формирования управляющих импульсов снимается с отдельной обмотки. Далее преобразуется в постоянное напряжение диодным мостом на VD5-VD8.
Положительная полуволна заряжает емкость С1. Время заряда электролитического конденсатора формируется резисторами R1, R2. Когда напряжение достигнет необходимой величины (более 5,6 В), происходит открытие динистора, образованного стабилитроном VD6 и тиристором VS3. Далее сигнал проходит через диод VD3 или VD4. При положительной полуволне открывается тиристор VS1, при отрицательной – VS2. Конденсатор С1 разрядится. После начала следующего полупериода тиристор VS1 закрывается, происходит зарядка емкости. В этот момент открывается ключ VS2, который продолжает подачу напряжения на электрическую дугу.
Наладка сводится к установке диапазона сварочного тока подстроечным сопротивлением R1. Как видим, схема регулировки сварочного тока довольно-таки проста. Доступность элементной базы, простота наладки и управления регулятора допускают изготовление такого сварочного аппарата самостоятельно.
Доступность элементной базы, простота наладки и управления регулятора допускают изготовление такого сварочного аппарата самостоятельно.
Инверторные сварочные аппараты
Устройство инверторного сварочного аппарата.
Особое место среди сварочного оборудования занимают инверторы. Инверторный сварочный аппарат – это устройство, которое способно обеспечить устойчивое питание сварочной дуги. Малые габариты и небольшой вес придают аппарату мобильность. Сильной стороной инвертора является возможность применять электроды переменного и постоянного тока. Сварка позволяет стыковать цветные металлы и чугун.
Главные преимущества использования инвертора:
- защита от нагрева деталей;
- устойчивость к возмущениям сети;
- независимость от колебаний и перегрузок по току;
- независимость от перепадов промышленной сети;
- способность скреплять цветной металл;
- стабильность сварочного тока;
- качественный шов;
- ровное горение дуги;
- малый вес и габариты.
К недостаткам сварочных инверторов относят высокую стоимость. Электронные детали следует оберегать от воздействия влаги, пыли, жары и сильных морозов (ниже 15оС).
Инверторное сварочное оборудование сегодня присутствует практически во всех слесарных и авторемонтных мастерских.
Источник: https://expertsvarki.ru/oborudovanie/sxema-regulyatora-toka-dlya-svarochnogo-apparata.html
Регулятор тока для сварочного аппарата
Регулятор тока сварочного аппарата
Дата публикации: 09 июля 2011 .
Предлагаемое устройство предназначено для управления сварочным аппаратом при помощи мощного симистора ТС132-40, включенного в первичную обмотку трансформатора. При разработке данного устройства основной акцент делался на высокую надежность и стабильность работы в широком диапазоне как питающих напряжений, так и климатических условий.
Рисунок 1
Схема устройства представлена на рис. 1, его основой является микросхема КР1114ЕУ4А (импортный аналог TL494 и др. ), применяемая в импульсных источниках питания с широтно-импульсной модуляцией (ШИМ) и двухтактным выходным каскадом. Диапазон питающего напряжения микросхемы — 7. 40В. На элементах R2—R4 VT1 VT2 собран детектор перехода сетевого напряжения через нуль, используемый для синхронизации модулятора микросхемы. Работает он следующим образом. Переменное напряжение с понижающего трансформатора после выпрямления диодным мостом VD1 через резистор R2 поступает на базу транзистора VT1, вследствие чего этот транзистор закрывается только в моменты перехода сетевого напряжения через нуль. В моменты, когда транзистор VT1 закрывается, импульсы высокого уровня с резистора R4 поступают на базу транзистора VT2, открывая его. Синхронизирующие импульсы отрицательной полярности с коллектора VT2 поступают на конденсатор СЗ внутреннего генератора пилообразного напряжения микросхемы, разряжая его в конце каждого полупериода сетевого напряжения. Микросхема работает в режиме двухтактного выхода, когда поочередно открываются внутренние выходные транзисторы микросхемы, включенные параллельно.
), применяемая в импульсных источниках питания с широтно-импульсной модуляцией (ШИМ) и двухтактным выходным каскадом. Диапазон питающего напряжения микросхемы — 7. 40В. На элементах R2—R4 VT1 VT2 собран детектор перехода сетевого напряжения через нуль, используемый для синхронизации модулятора микросхемы. Работает он следующим образом. Переменное напряжение с понижающего трансформатора после выпрямления диодным мостом VD1 через резистор R2 поступает на базу транзистора VT1, вследствие чего этот транзистор закрывается только в моменты перехода сетевого напряжения через нуль. В моменты, когда транзистор VT1 закрывается, импульсы высокого уровня с резистора R4 поступают на базу транзистора VT2, открывая его. Синхронизирующие импульсы отрицательной полярности с коллектора VT2 поступают на конденсатор СЗ внутреннего генератора пилообразного напряжения микросхемы, разряжая его в конце каждого полупериода сетевого напряжения. Микросхема работает в режиме двухтактного выхода, когда поочередно открываются внутренние выходные транзисторы микросхемы, включенные параллельно. С эмиттеров транзисторов ШИМ сигнал поступает на RC-цепочку R7C5R8R9 для формирования коротких (около 100 мкс) импульсов, открывающих транзистор VT3. Импульсы с его коллектора через трансформатор Т1 используются для непосредственного управления симистором. Напряжение регулировки с резистора R1 через помехоподавляющую цепочку R5C2 поступает на один из входов управления микросхемы.
С эмиттеров транзисторов ШИМ сигнал поступает на RC-цепочку R7C5R8R9 для формирования коротких (около 100 мкс) импульсов, открывающих транзистор VT3. Импульсы с его коллектора через трансформатор Т1 используются для непосредственного управления симистором. Напряжение регулировки с резистора R1 через помехоподавляющую цепочку R5C2 поступает на один из входов управления микросхемы.
Рисунок 2
Если в устройстве использовать импульсный трансформатор, имеющий в своем составе три одинаковые обмотки, то при небольшом изменении схемы (рис. 2) возможно его применение для управления сварочным аппаратом с выходным тринисторным мостом.
Резистор R10 на рис. 1 и резисторы R10, R12 на рис. 2 используются в качестве предохранителей, защищающих импульсный трансформатор при неверном включении тиристоров.
Конденсаторы С1, С2, С4, С5 применимы любого типа, СЗ — импортный пленочный. Диоды можно использовать любые рассчитанные на импульсный ток не менее 300 мА. При самостоятельном изготовлении трансформатора Т1 потребуется кольцо типоразмера К16x10x4 из феррита 2000НМ, обмоточный провод диаметром 0,12 мм и фторопластовая лента толщиной 50 мкм. Фторопластовая лента нарезается на ленты шириной 6 мм и длиной около 200 мм, на конец ленты приклеивается небольшой кусочек липкой ленты для начального закрепления на ферритовом кольце и наматывается два слоя, конец ленты также необходимо закреплять кусочком скотча. Далее наматываются обмотки, состоящие из 100 витков указанного провода каждая, все обмотки необходимо изолировать друг от друга двумя слоями фторопластовой ленты. После намотки всех обмоток необходимо изолировать трансформатор, для этого используется коробочка от рыболовных крючков внутренним диаметром 25 мм и высотой 12 мм, куда помещается трансформатор и заливается эпоксидной смолой.
Фторопластовая лента нарезается на ленты шириной 6 мм и длиной около 200 мм, на конец ленты приклеивается небольшой кусочек липкой ленты для начального закрепления на ферритовом кольце и наматывается два слоя, конец ленты также необходимо закреплять кусочком скотча. Далее наматываются обмотки, состоящие из 100 витков указанного провода каждая, все обмотки необходимо изолировать друг от друга двумя слоями фторопластовой ленты. После намотки всех обмоток необходимо изолировать трансформатор, для этого используется коробочка от рыболовных крючков внутренним диаметром 25 мм и высотой 12 мм, куда помещается трансформатор и заливается эпоксидной смолой.
Сайт для радиолюбителей
Простой регулятор тока сварочного аппарата
В промышленных аппаратах используют разные способы регулировки тока: шунтирование с помощью дросселей всевозможных типов, изменение магнитного потока за счет подвижности обмоток или магнитного шунтирования, применение магазинов активных балластных сопротивлений и реостатов.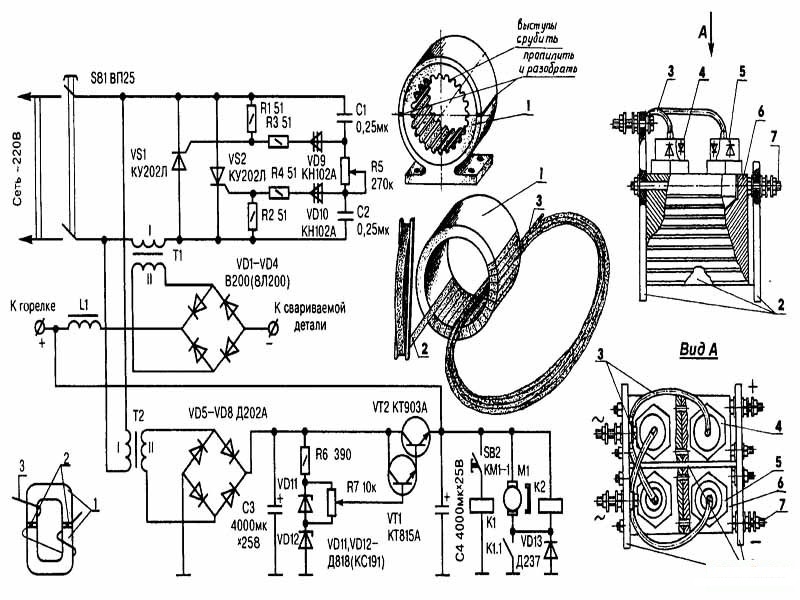 К недостаткам такой регулировки надо отнести сложность конструкции, громоздкость сопротивлений, их сильный нагрев при работе, неудобство при переключении.
К недостаткам такой регулировки надо отнести сложность конструкции, громоздкость сопротивлений, их сильный нагрев при работе, неудобство при переключении.
Наиболее оптимальный вариант — еще при намотке вторичной обмотки сделать ее с отводами и, переключая количество витков, изменять ток. Однако использовать такой способ можно для подстройки тока, но не для его регулировки в широких пределах.
Кроме того, регулировка тока во вторичной цепи сварочного трансформатора связана с определенными проблемами.
Так, через регулирующее устройство проходят значительные токи, что приводит к его громоздкости, а для вторичной цепи практически невозможно подобрать столь мощные стандартные переключатели, чтобы они выдерживали ток до 200 А. Другое дело — цепь первичной обмотки, где токи в пять раз меньше. После долгих поисков путем проб и ошибок был найден оптимальный вариант решения проблемы — широко известный тиристорный регулятор, схема которого изображена на рис.1.
При предельной простоте и доступности элементной базы он прост в управлении, не требует настроек и хорошо зарекомендовал себя в работе работает не иначе, как «часики». Регулирование мощности происходит при периодическом отключении на фиксиро-
Регулирование мощности происходит при периодическом отключении на фиксиро-
ванный промежуток времени первичной обмотки сварочного трансформатора на каждом полупериоде тока (рис.2).
Среднее значение тока при этом уменьшается. Основные элементы регулятора (тиристоры) включены встречно и параллельно друг другу. Они поочередно открываются импульсами тока, формируемыми транзисторами VT1, VT2.
При включении регулятора в сеть оба тиристора закрыты, конденсаторы С1 и С2 начинают заряжаться через переменный резистор R7. Как только напряжение на одном из конденсаторов достигает напряжения лавинного пробоя транзистора, последний открывается, и через него течет ток разряда соединенного с ним конденсатора. Вслед за транзистором открывается и соответствующий тиристор, который подключает нагрузку к сети. После начала следующего, противоположного по знаку полупериода переменного тока тиристор закрывается, и начинается новый цикл зарядки конденсаторов, но уже в обратной полярности. Теперь открывается второй транзистор, и второй тиристор снова подключает нагрузку к сети. Изменением сопротивления переменного резистора R7 можно регулировать момент включения тиристоров от начала до конца полупериода, что в свою очередь приводит к изменению общего тока в первичной обмотке сварочного трансформатора Т1. Для увеличения или уменьшения диапазона регулировки можно изменить сопротивление переменного резистора R7 в большую или меньшую сторону соответственно.
Изменением сопротивления переменного резистора R7 можно регулировать момент включения тиристоров от начала до конца полупериода, что в свою очередь приводит к изменению общего тока в первичной обмотке сварочного трансформатора Т1. Для увеличения или уменьшения диапазона регулировки можно изменить сопротивление переменного резистора R7 в большую или меньшую сторону соответственно.
Транзисторы VT1, VT2, работающие в лавинном режиме, и резисторы R5, R6, включенные в их базовые цепи, можно заменить динисторами дует соединить с крайними выводами резистора R7, а катоды подключить к резисторам R3 и R4. Если регулятор собрать на динисторах, то лучше использовать приборы типа КН102А.
В качестве VT1, VT2 хорошо зарекомендовали себя транзисторы старого образца типа П416, ГТ308. Вполне реальна замена их более современными маломощными высокочастотными, имеющими близкие параметры.
Переменный резистор типа СП-2, остальные типа МЛТ. Конденсаторы типа МБМ или МБТ на рабочее напряжение не менее 400 В.
Правильно собранный регулятор не требует налаживания. Необходимо лишь убедиться в стабильной работе транзисторов в лавинном режиме (или в стабильном включении динисторов).
Внимание! Устройство имеет гальваническую связь с сетью. Все элементы, включая теплоотводы тиристоров, должны быть изолированы от корпуса.
Литература
1. Медведев А. ЮТ. От регулятора до антенны.
2. Зубаль И. Сварочный трансформатор своими руками//Радiоаматор.-2000.-№5.
простой регулятор тока для сварочного трансформатора
Важной особенностью конструкции любого сварочного аппарата является возможность регулировки рабочего тока. В промышленных аппаратах используют разные способы регулировки тока: шунтирование с помощью дросселей всевозможных типов, изменение магнитного потока за счет подвижности обмоток или магнитного шунтирования, применение магазинов активных балластных сопротивлений и реостатов. К недостаткам такой регулировки надо отнести сложность конструкции, громоздкость сопротивлений, их сильный нагрев при работе, неудобство при переключении.
Наиболее оптимальный вариант – еще при намотке вторичной обмотки сделать ее с отводами и, переключая количество витков, изменять ток. Однако использовать такой способ можно для подстройки тока, но не для его регулировки в широких пределах. Кроме того, регулировка тока во вторичной цепи сварочного трансформатора связана с определенными проблемами.
Так, через регулирующее устройство проходят значительные токи, что приводит к его громоздкости, а для вторичной цепи практически невозможно подобрать столь мощные стандартные переключатели, чтобы они выдерживали ток до 200 А. Другое дело – цепь первичной обмотки, где токи в пять раз меньше.
После долгих поисков путем проб и ошибок был найден оптимальный вариант решения проблемы – широко известный тиристорный регулятор, схема которого изображена на рис.1.
При предельной простоте и доступности элементной базы он прост в управлении, не требует настроек и хорошо зарекомендовал себя в работе – работает не иначе, как “часы”.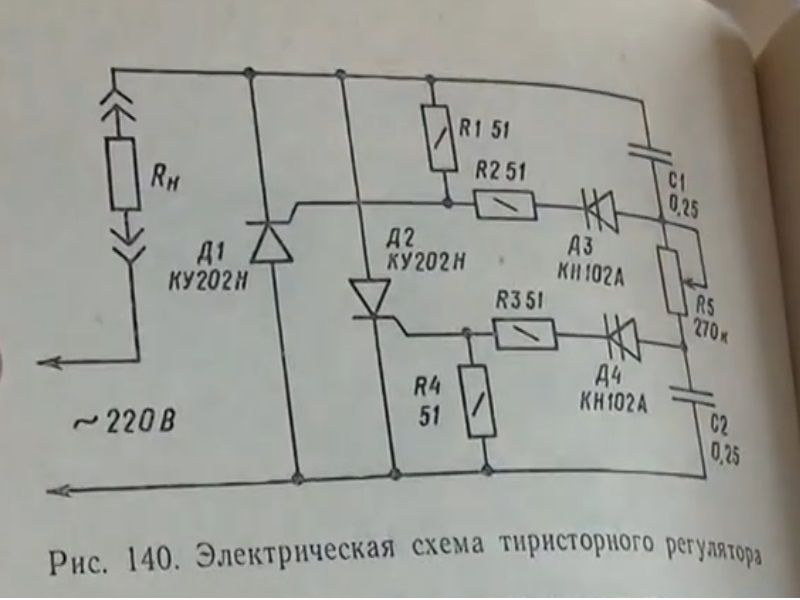
Регулирование мощности происходит при периодическом отключении на фиксированный промежуток времени первичной обмотки сварочного трансформатора на каждом полупериоде тока. Среднее значение тока при этом уменьшается.
Основные элементы регулятора (тиристоры) включены встречно и параллельно друг другу. Они поочередно открываются импульсами тока, формируемыми транзисторами VT1, VT2. При включении регулятора в сеть оба тиристора закрыты, конденсаторы С1 и С2 начинают заряжаться через переменный резистор R7. Как только напряжение на одном из конденсаторов достигает напряжения лавинного пробоя транзистора, последний открывается, и через него течет ток разряда соединенного с ним конденсатора.
Вслед за транзистором открывается и соответствующий тиристор, который подключает нагрузку к сети. После начала следующего, противоположного по знаку полупериода переменного тока тиристор закрывается, и начинается новый цикл зарядки конденсаторов, но уже в обратной полярности. Теперь открывается второй транзистор, и второй тиристор снова подключает нагрузку к сети.
Изменением сопротивления переменного резистора R7 можно регулировать момент включения тиристоров от начала до конца полупериода, что в свою очередь приводит к изменению общего тока в первичной обмотке сварочного трансформатора Т1. Для увеличения или уменьшения диапазона регулировки можно изменить сопротивление переменного резистора R7 в большую или меньшую сторону соответственно.
Транзисторы VT1, VT2, работающие в лавинном режиме, и резисторы R5, R6, включенные в их базовые цепи, можно заменить динисторами. Аноды динисторов следует соединить с крайними выводами резистора R7, а катоды подключить к резисторам R3 и R4. Если регулятор собрать на динисторах, то лучше использовать приборы типа КН102А.
В качестве VT1, VT2 хорошо зарекомендовали себя транзисторы старого образца типа П416, ГТ308. Вполне реальна замена их более современными маломощными высокочастотными, имеющими близкие параметры.
Переменный резистор типа СП-2, остальные типа МЛТ. Конденсаторы типа МБМ или МБТ на рабочее напряжение не менее 400 В.
Правильно собранный регулятор не требует налаживания. Необходимо лишь убедиться в стабильной работе транзисторов в лавинном режиме (или в стабильном включении динисторов).
Внимание! Устройство имеет гальваническую связь с сетью. Все элементы, включая теплоотводы тиристоров, должны быть изолированы от корпуса.
Своими руками
Электронный регулятор тока для сварочного трансформатора.
Важной особенностью конструкции любого сварочного аппарата является возможность регулировки рабочего тока. известны такие способы регулировки тока в сварочных трансформаторах: шунтирование с помощью дросселей всевозможных типов, изменение магнитного потока за счет подвижности обмоток или магнитного шунтирования, применение магазинов активных балластных сопротивлений и реостатов. Все эти способы имеют как свои преимущества, так и недостатки. Например, недостатком последнего способа, является сложность конструкции, громоздкость сопротивлений, их сильный нагрев при работе, неудобство при переключении.
Наиболее оптимальным является способ ступенчатой регулировки тока, с помощью изменения количества витков, например, подключаясь к отводам, сделанным при намотке вторичной обмотки трансформатора. Однако, этот способ не позволяет производить регулировку тока в широких пределах, поэтому им обычно пользуются для подстройки тока. Помимо прочего, регулировка тока во вторичной цепи сварочного трансформатора связана с определенными проблемами. В этом случае, через регулирующее устройство проходят значительные токи, что является причиной увеличения ее габаритов. Для вторичной цепи практически не удается подобрать мощные стандартные переключатели, которые бы выдерживали ток величиной до 260 А.
Если сравнить токи в первичной и вторичной обмотках, то оказывается, что в цепи первичной обмотки сила тока в пять раз меньше, чем во вторичной обмотке. Это наталкивает на мысль поместить регулятор сварочного тока в первичную обмотку трансформатора, применив для этой цели тиристоры. На рис. 1 приведена схема регулятора сварочного тока на тиристорах.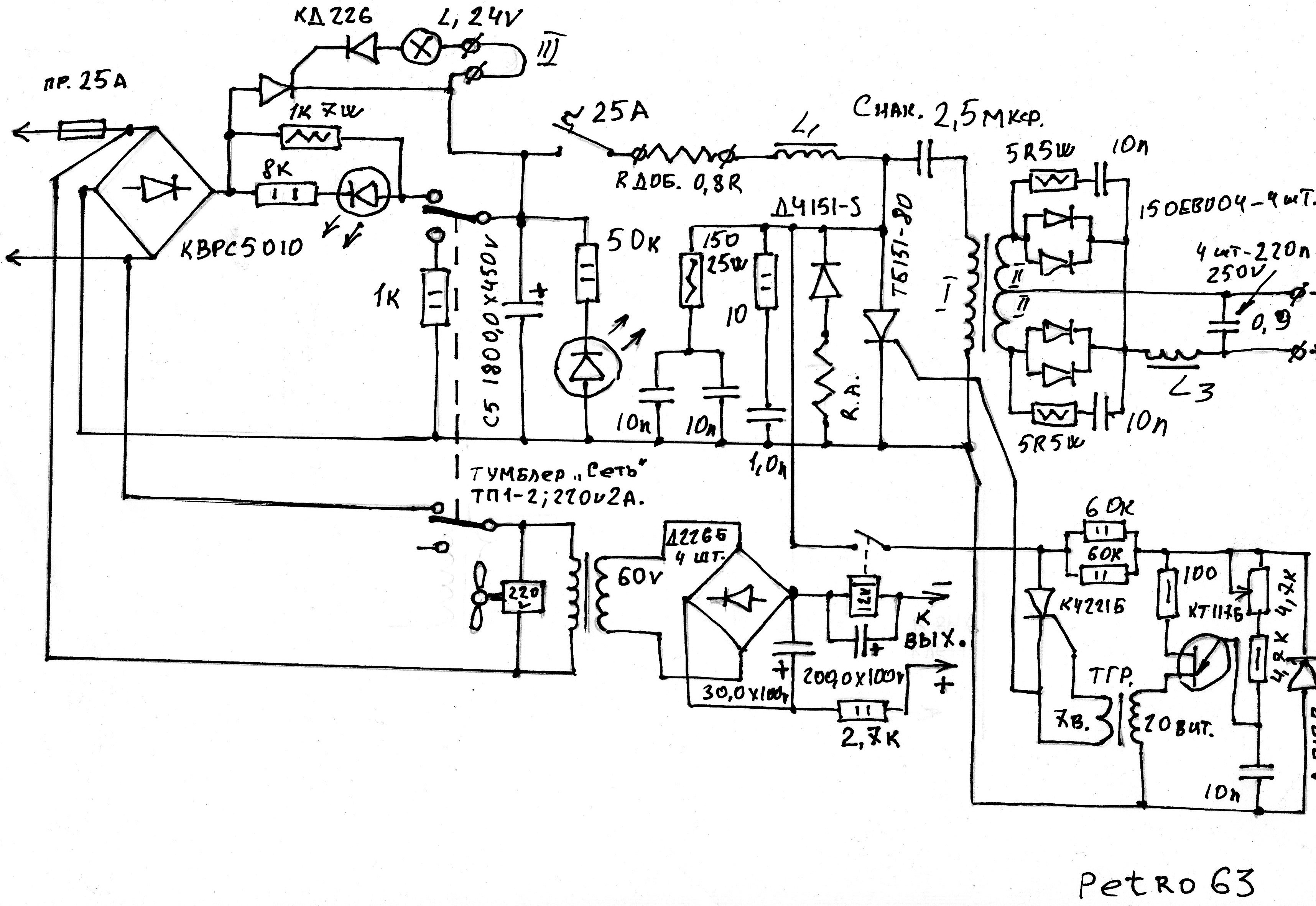 При предельной простоте и доступности элементной базы этот регулятор прост в управлении и не требует настройки.
При предельной простоте и доступности элементной базы этот регулятор прост в управлении и не требует настройки.
Рис. 1 Принципиальная схема регулятора тока сварочного трансформатора:
VS1, VS2 – Е122-25-3
С1, С2 – 0,1 мкФ 400 В
Регулирование мощности происходит при периодическом отключении на фиксированный промежуток времени первичной обмотки сварочного трансформатора на каждом полупериоде тока. Среднее значение тока при этом уменьшается. Основные элементы регулятора (тиристоры) включены встречно и параллельно друг другу. Они поочередно открываются импульсами тока, формируемыми транзисторами VT1, VT2.
При включении регулятора в сеть оба тиристора закрыты, конденсаторы С1 и С2 начинают заряжаться через переменный резистор R7. Как только напряжение на одном из конденсаторов достигает напряжения лавинного пробоя транзистора, последний открывается, и через него течет ток разряда соединенного с ним конденсатора. Вслед за транзистором открывается и соответствующий тиристор, который подключает нагрузку к сети.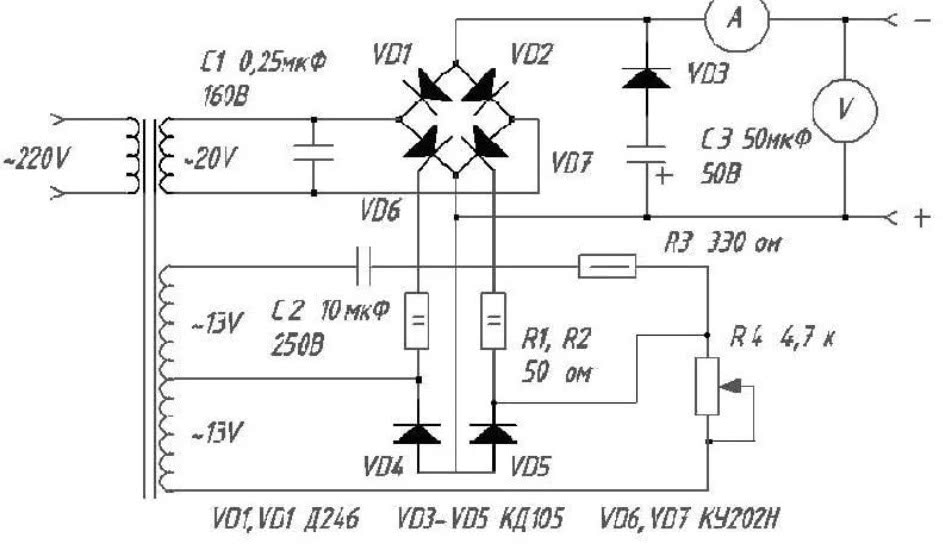
Изменением сопротивления резистора R7 можно регулировать момент включения тиристоров от начала до конца полупериода, что в свою очередь приводит к изменению общего тока в первичной обмотке сварочного трансформатора Т1. Для увеличения или уменьшения диапазона регулировки можно изменить сопротивление переменного резистора R7 в большую или меньшую сторону соответственно.
Транзисторы VT1, VT2, работающие в лавинном режиме, и резисторы R5, R6, включенные в их базовые цепи, можно заменить динисторами (рис. 2)
Рис. 2 Принципиальная схема замены транзистора с резистором на динистор, в схеме регулятора тока сварочного трансформатора.
Аноды динисторов следует соединить с крайними выводами резистора R7, а катоды подключить к резисторам R3 и R4. Если регулятор собрать на динисторах, то лучше использовать приборы типа КН102А.
В качестве VT1, VT2 хорошо зарекомендовали себя транзисторы старого образца типа П416, ГТ308, однако эти транзисторы, при желании, можно заменить современными маломощными высокочастотными транзисторами, имеющими близкие параметры.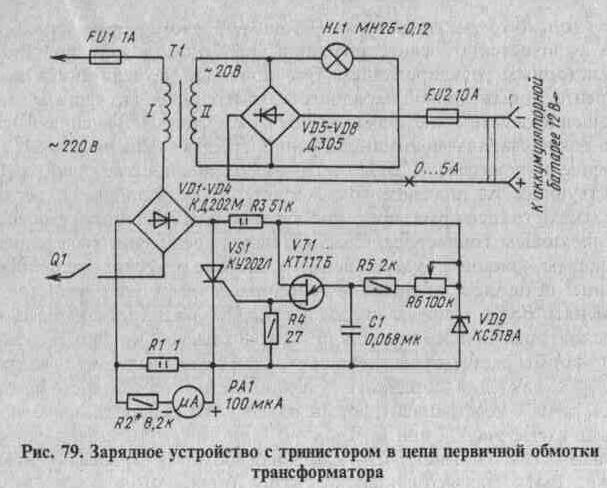 Переменный резистор типа СП-2, а постоянные резисторы типа МЛТ. Конденсаторы типа МБМ или К73-17 на рабочее напряжение не менее 400 В.
Переменный резистор типа СП-2, а постоянные резисторы типа МЛТ. Конденсаторы типа МБМ или К73-17 на рабочее напряжение не менее 400 В.
Все детали устройства с помощью навесного монтажа собираются на текстолитовой пластине толщиной 1. 1,5 мм. Устройство имеет гальваническую связь с сетью, поэтому все элементы, включая теплоотводы тиристоров, должны быть изолированы от корпуса.
Правильно собранный регулятор сварочного тока особой наладки не требует, необходимо только убедиться в стабильной работе транзисторов в лавинном режиме или, при использовании динисторов, в стабильном их включении. Вернутся
Как сделать простой регулятор тока для сварочного трансформатора
Важной особенностью конструкции любого сварочного аппарата является возможность регулировки рабочего тока. В промышленных аппаратах используют разные способы регулировки тока: шунтирование с помощью дросселей всевозможных типов, изменение магнитного потока за счет подвижности обмоток или магнитного шунтирования, применение магазинов активных балластных сопротивлений и реостатов. К недостаткам такой регулировки надо отнести сложность конструкции, громоздкость сопротивлений, их сильный нагрев при работе, неудобство при переключении.
К недостаткам такой регулировки надо отнести сложность конструкции, громоздкость сопротивлений, их сильный нагрев при работе, неудобство при переключении.
Наиболее оптимальный вариант – еще при намотке вторичной обмотки сделать ее с отводами и, переключая количество витков, изменять ток. Однако использовать такой способ можно для подстройки тока, но не для его регулировки в широких пределах. Кроме того, регулировка тока во вторичной цепи сварочного трансформатора связана с определенными проблемами.
Так, через регулирующее устройство проходят значительные токи, что приводит к его громоздкости, а для вторичной цепи практически невозможно подобрать столь мощные стандартные переключатели, чтобы они выдерживали ток до 200 А. Другое дело – цепь первичной обмотки, где токи в пять раз меньше.
После долгих поисков путем проб и ошибок был найден оптимальный вариант решения проблемы – широко известный тиристорный регулятор, схема которого изображена на рис.1.
При предельной простоте и доступности элементной базы он прост в управлении, не требует настроек и хорошо зарекомендовал себя в работе – работает не иначе, как “часы”.
Регулирование мощности происходит при периодическом отключении на фиксированный промежуток времени первичной обмотки сварочного трансформатора на каждом полупериоде тока. Среднее значение тока при этом уменьшается.
Основные элементы регулятора (тиристоры) включены встречно и параллельно друг другу. Они поочередно открываются импульсами тока, формируемыми транзисторами VT1, VT2. При включении регулятора в сеть оба тиристора закрыты, конденсаторы С1 и С2 начинают заряжаться через переменный резистор R7. Как только напряжение на одном из конденсаторов достигает напряжения лавинного пробоя транзистора, последний открывается, и через него течет ток разряда соединенного с ним конденсатора.
Вслед за транзистором открывается и соответствующий тиристор, который подключает нагрузку к сети. После начала следующего, противоположного по знаку полупериода переменного тока тиристор закрывается, и начинается новый цикл зарядки конденсаторов, но уже в обратной полярности. Теперь открывается второй транзистор, и второй тиристор снова подключает нагрузку к сети.
Изменением сопротивления переменного резистора R7 можно регулировать момент включения тиристоров от начала до конца полупериода, что в свою очередь приводит к изменению общего тока в первичной обмотке сварочного трансформатора Т1. Для увеличения или уменьшения диапазона регулировки можно изменить сопротивление переменного резистора R7 в большую или меньшую сторону соответственно.
Транзисторы VT1, VT2, работающие в лавинном режиме, и резисторы R5, R6, включенные в их базовые цепи, можно заменить динисторами. Аноды динисторов следует соединить с крайними выводами резистора R7, а катоды подключить к резисторам R3 и R4. Если регулятор собрать на динисторах, то лучше использовать приборы типа КН102А.
В качестве VT1, VT2 хорошо зарекомендовали себя транзисторы старого образца типа П416, ГТ308. Вполне реальна замена их более современными маломощными высокочастотными, имеющими близкие параметры.
Переменный резистор типа СП-2, остальные типа МЛТ. Конденсаторы типа МБМ или МБТ на рабочее напряжение не менее 400 В.
Правильно собранный регулятор не требует налаживания. Необходимо лишь убедиться в стабильной работе транзисторов в лавинном режиме (или в стабильном включении динисторов).
Внимание! Устройство имеет гальваническую связь с сетью. Все элементы, включая теплоотводы тиристоров, должны быть изолированы от корпуса.
Регуляторы для сварки: основные способы регулирования
На чтение 6 мин. Опубликовано
Введение в схему аппарата регуляторов для сварки положительно влияет на работу оборудования. Однако каждое устройство имеет недостатки, которые необходимо изучить заранее.
Любое отклонение настроек агрегата от нормы негативно сказывается на качестве шва. Существуют регуляторы, меняющие силу тока, направление магнитного потока, напряжение.
Устройство-регулятор контактной сварки.Общая информация
Залог высокого качества шва — правильная настройка параметров электротока. Опытные сварщики работают с деталями разной толщины. При этом мало выставить стандартные значения минимума или максимума.
При этом мало выставить стандартные значения минимума или максимума.
Требуется тонкая регулировка с точностью до ампера. Для этого в конструкцию аппарата включают дополнительное устройство. Его называют регулятором тока.
Как производится регулировка тока сварочного аппарата
Настройка параметров агрегата обеспечивает не только высокое качество шва, но и удобство выполнения работ. Регулировка дает возможность правильно выбрать тип и диаметр электрода для каждого случая.
Выбор режима работы меняют механически или автоматически.
Во втором случае нужны сложные симисторные или тиристорные схемы. При наличии таких компонентов ремонт агрегата вызывает затруднения, его можно выполнять только в условиях специальной мастерской.
Способы регулировки сварочного тока
Настраивать аппарат можно разными методами.
Самыми распространенными считаются:
- повышение индуктивной или резистивной нагрузки на обмотку агрегата;
- уменьшение или увеличение числа витков;
- перенаправление магнитного потока оборудования;
- введение полупроводниковых систем.
Вариантов реализации этих схем много. При самостоятельной сборке аппарата каждый сварщик выбирает регулирующее устройство по возможностям.
Схема сварочного аппарата.Введение резистивной или индуктивной нагрузки
Это самый простой способ регулирования. К держателю подсоединяют дроссель или резистор. Это помогает менять индуктивность, влияющую на силу тока и напряжение.
Резисторные приборы улучшают характеристики агрегата. Для изготовления регулятора нужен набор проволок или прочная нихромовая спираль. Чтобы уменьшить или увеличить сопротивление, эти устройства подсоединяют к нужному витку обмотки.
Регулятор-дроссель обеспечивает многоступенчатую настройку. Его подключают к цепи после держателя. Индуктивная нагрузка создает разность между током и напряжением.
При минимальных значениях силы напряжение приобретает максимальную амплитуду. Такие параметры способствуют поддержанию стабильной дуги.
Изготовление дросселя своими руками
Этот элемент получают из ненужного трансформатора.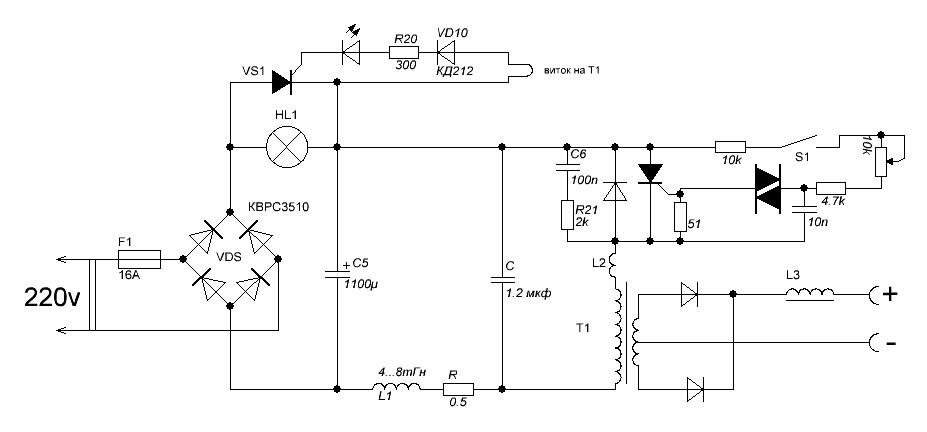 Требуется только магнитопровод, поэтому обмотки снимают. После этого накручивают 30-40 витков медной толстой жилы.
Требуется только магнитопровод, поэтому обмотки снимают. После этого накручивают 30-40 витков медной толстой жилы.
Такой регулятор подойдет для изменения рабочих параметров трансформаторного агрегата. Элемент прост и ремонтопригоден. Недостатком считают слишком большой шаг настройки.
Накручиваем витки из медной толстой жилы.Изменение количества витков
Такой способ действует благодаря повышению или уменьшению показателя трансформации. Для этого используют вспомогательные отводы вторичной обмотки.
Переключение между элементами помогает менять рабочее напряжение, мощность дуги. Регулятор способен работать с высокими силами электротока. Недостатками считают сложность приобретения коммутатора с требуемыми характеристиками, малый диапазон настроек.
Схема первичной и вторичной обмоток трансформатора.Изменение магнитного потока аппарата для сварки
Метод предназначен для работы с трансформаторными агрегатами. Меняя магнитный поток, увеличивают КПД аппарата. Это помогает регулировать значение тока.
Это помогает регулировать значение тока.
Агрегат настраивают за счет увеличения зазора, встраивания шунта или повышения подвижности обмоток. Добавляя или сокращая расстояние между катушками, наращивают мощность дуги.
Прежде аппараты снабжались специальной рукояткой. При ее повороте обмотка поднималась либо опускалась. Этот метод устарел и сейчас почти не применяется.
Мощные полупроводниковые приборы
Создание устройств, рассчитанных на высокие напряжение и силу тока, помогло разработать усовершенствованные сварочные аппараты. Регуляторы меняют не только сопротивление.
Они позволяют влиять на значения электричества, улучшать характеристики дуги. В классическом сварочном трансформаторе применяют тиристорные регулирующие приборы.
Трансформатор сварочного аппарата.Регулировка в сварочных инверторах
Такие агрегаты характеризуются лучшими рабочими параметрами, компактными размерами. Силу тока в этих аппаратах регулируют, меняя частоту генератора. При снижении этого параметра уменьшается передаваемая обмотке мощность.
При снижении этого параметра уменьшается передаваемая обмотке мощность.
Ручка регулятора располагается на передней панели аппарата. Вращением ручки изменяют параметры работы генератора. В результате сварочная дуга приобретает нужные характеристики. Инверторные аппараты настраивают так же, как ручные.
Помимо регулировочной ручки, управляющий блок инвертора снабжается дополнительными средствами защиты и настройки. Они помогают поддерживать устойчивую дугу, делают сварку безопасной.
Устройство инверторного сварочного аппарата.Изготовление регулятора сварочного тока
Простое устройство можно собрать из мощных проволок, используемых в подъемных механизмах. При отсутствии такого материала регулятор изготавливают из дверной пружины.
Такое сопротивление подключают стационарным или съемным способом. Один конец пружины подсоединяют к выходу трансформатора. Другую сторону снабжают зажимом, который может перемещаться по спирали.
Лучшим вариантом считается нихромовая проволока.
 Из нее изготавливают открытые спирали, устанавливаемые на длинный каркас. Под воздействием тока деталь создает вибрации.
Из нее изготавливают открытые спирали, устанавливаемые на длинный каркас. Под воздействием тока деталь создает вибрации.Снизить их выраженность помогают растягивание спирали, увеличение толщины основания. Сгибание проволоки змейкой уменьшает размер резистора.
Регулятор тока для сварочного аппарата.Необходимые элементы
При сборке регулятора могут потребоваться:
- стальная пружина;
- нихромовая спираль;
- шнур;
- переключатель;
- резистор;
- катушка;
- готовая схема сборки.
Схема тиристорного и симисторного регулятора тока
Такие элементы использовались в старых сварочных аппаратах. Их встраивали в первичную или вторичную обмотку трансформатора.
Принцип действия приборов таков:
- Управляющий элемент тиристора получает сигнал от регулятора. Это способствует открытию полупроводника. Диапазон длительности сигналов широк.
- Увеличение параметра способствует изменению времени начала полупериода электротока. Из-за этого его средняя сила снижается или повышается.
 Из-за этого его средняя сила снижается или повышается.
Из-за этого его средняя сила снижается или повышается.Главным недостатком схемы является увеличение времени нулевых значений. Дуга укорачивается, гаснет в процессе сварки. Для устранения такого эффекта в цепь включают дроссели.
Схема тиристорного регулятора мощности.Способы измерения сварочного тока
Для оценки рабочих параметров аппарата требуются специфические устройства, которые редко применяются в быту.
Токоизмерительные клещи
Самый простой измерительный инструмент. Встраивать его в электрическую цепь не нужно. Силу тока меряют на расстоянии, не касаясь провода. Разводящийся контур инструмента охватывает кабель.
На корпусе расположен переключатель диапазонов измерения, максимальное значение составляет 500 А. Клещи можно использовать в любой ситуации.
Инструмент не воздействует на электрическую цепь аппарата. Он подходит только для измерения переменного тока. В остальных случаях клещи бесполезны.
Токоизмерительные клещи для измерения переменного тока.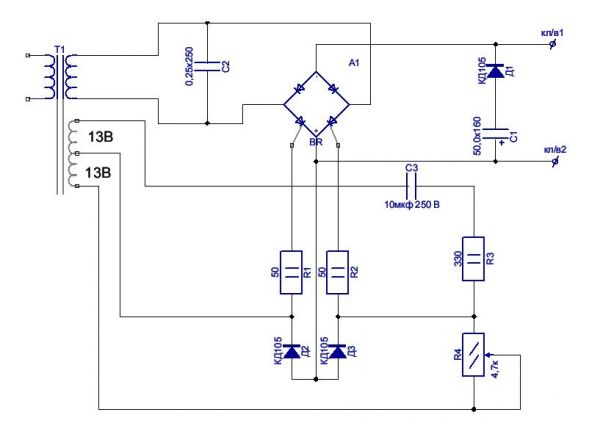
Амперметр
Встраивание этого прибора в электрическую цепь помогает получать более точные результаты измерений.
При подключении учитывают такие особенности:
- В цепь встраивают не само устройство, а его шунт. Стрелочный указатель подключают к резистору параллельно.
- Шунт имеет собственное сопротивление. Однако замерить его стандартным омметром не получится.
- Для каждого амперметра предназначен резистор своего сопротивления. Чаще всего устройства продаются в комплекте.
- Амперметр не должен реагировать на колебания, возникающие при изменении параметров тока. В противном случае стрелка будет хаотично двигаться при горении дуги.
Дополнительная информация
При сборке регулятора для сварочного агрегата стоит использовать тонкое текстолитовое основание. Это упрощает процесс монтажа. Все электронные компоненты, спирали и проводники нужно изолировать друг от друга.
В противном случае повышается вероятность короткого замыкания. При правильной сборке регулирующего прибора дополнительная настройка не требуется. Однако перед началом эксплуатации проверяют работоспособность транзисторов.
При правильной сборке регулирующего прибора дополнительная настройка не требуется. Однако перед началом эксплуатации проверяют работоспособность транзисторов.
| В сварочных аппаратах часто используют разные способы регулировки тока: от шунтирования с помощью дросселей всевозможных типов до изменения магнитного потока за счет подвижности обмоток или магнитного шунтирования, применение магазинов активных балластных сопротивлений и реостатов. Через регулирующее устройство проходят значительные токи, что приводит к его громоздкости, а для вторичной цепи практически невозможно подобрать столь мощные стандартные переключатели, чтобы они выдерживали ток до 250 ампер. 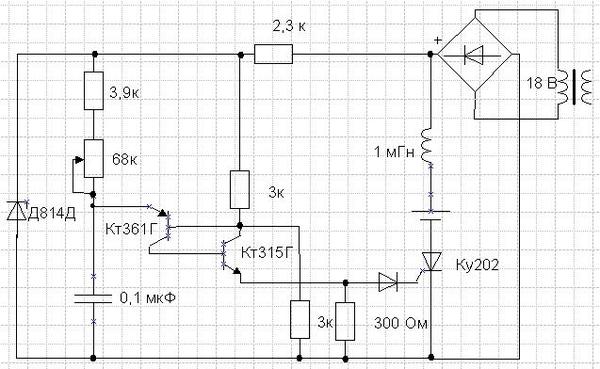 Другое дело — цепь первичной обмотки, где токи в пять раз меньше. После долгих поисков путем проб и ошибок был найден оптимальный вариант решения проблемы — широко известный тиристорный регулятор, схема которого изображена на картинке ниже. Другое дело — цепь первичной обмотки, где токи в пять раз меньше. После долгих поисков путем проб и ошибок был найден оптимальный вариант решения проблемы — широко известный тиристорный регулятор, схема которого изображена на картинке ниже.Регулирование мощности происходит при периодическом отключении на фиксированный промежуток времени первичной обмотки сварочного трансформатора на каждом полупериоде тока. Среднее значение тока при этом уменьшается. Основные элементы регулятора (тиристоры) включены встречно и параллельно друг другу. Они поочередно открываются импульсами тока, формируемыми транзисторами VT1, VT2. При включении регулятора в сеть оба тиристора закрыты, конденсаторы С1 и С2 начинают заряжаться через подстроечный резистор R7. Как только напряжение на одном из конденсаторов достигает напряжения лавинного пробоя транзистора, последний открывается, и через него течет ток разряда соединенного с ним конденсатора. Вслед за транзистором открывается и соответствующий тиристор, который подключает нагрузку к сети.  После начала следующего, противоположного по знаку полупериода переменного тока тиристор закрывается, и начинается новый цикл зарядки конденсаторов, но уже в обратной полярности. Теперь открывается второй транзистор, и второй тиристор снова подключает нагрузку к сети. Изменением сопротивления переменного резистора R7 можно регулировать момент включения тиристоров от начала до конца полупериода, что в свою очередь приводит к изменению общего тока в первичной обмотке сварочного трансформатора T1. Для увеличения или уменьшения диапазона регулировки можно изменить сопротивление переменного резистора R7 в большую или меньшую сторону соответственно. После начала следующего, противоположного по знаку полупериода переменного тока тиристор закрывается, и начинается новый цикл зарядки конденсаторов, но уже в обратной полярности. Теперь открывается второй транзистор, и второй тиристор снова подключает нагрузку к сети. Изменением сопротивления переменного резистора R7 можно регулировать момент включения тиристоров от начала до конца полупериода, что в свою очередь приводит к изменению общего тока в первичной обмотке сварочного трансформатора T1. Для увеличения или уменьшения диапазона регулировки можно изменить сопротивление переменного резистора R7 в большую или меньшую сторону соответственно.Транзисторы VT1, VT2, работающие в лавинном режиме, и резисторы R5, R6, включенные в их базовые цепи, можно заменить динисторами дует соединить с крайними выводами резистора R7, а катоды подключить к резисторам R3 и R4. Если регулятор собрать на динисторах, то лучше использовать типа КН102А. VT1, VT2 лучше применить транзисторы старого образца типа, например, П416, ГТ308.  Вполне реальна замена их более современными маломощными высокочастотными, имеющими близкие параметры. Вполне реальна замена их более современными маломощными высокочастотными, имеющими близкие параметры.Подстроечный резистор СП-2, остальные типа МЛТ. Конденсаторы подойдут МБМ или МБТ на напряжение более 400 вольт. Все радиокомпоненты прибора отечественные. |
Урок 2 — Общие процессы электродуговой сварки
Урок 2 — Общие процессы электродуговой сварки © АВТОРСКИЕ ПРАВА 1998 УРОК ГРУППЫ ЭСАБ, ИНК. II 2.4.4 Мощность Источник — Рекомендуется использовать источник постоянного тока и постоянного напряжения. для газовой дуговой сварки. Это может быть трансформаторно-выпрямительным или поворотным. Нижний напряжение холостого хода и самокорректирующийся Функция длины дуги, как описано в Уроке I, делает ее наиболее подходящее.Источники питания постоянного напряжения, используемые для сварки распылением и для порошковых электродная сварка (будет рассмотрена позже) такие же. Однако если блок должен использоваться для сварка коротким замыканием, он должен иметь «наклон» или контроль наклона.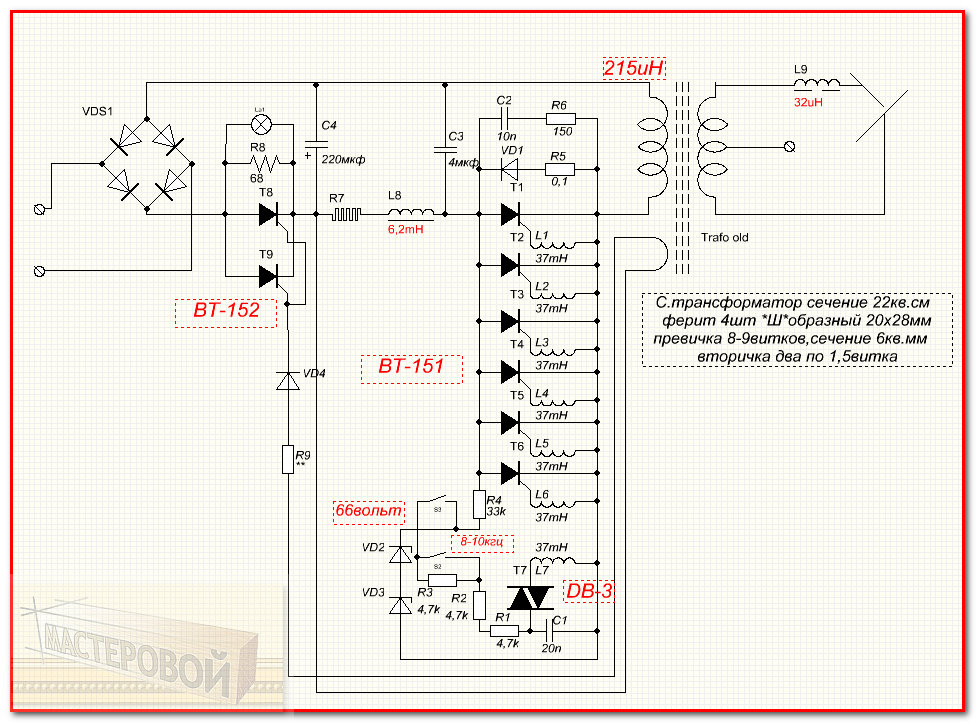 Наклон
контроль — это
средства ограничения
высокий ток короткого замыкания
что характерно для
этого типа сварщик. Рисунок
13 показывает эффект
спуск на коротко-
ток цепи.2.4.4.1 Если
у нас была короткая дуга
сварка примерно на
150 ампер и
18 вольт, как показано на рисунке 13, и
не имели наклонных составляющих в источнике питания, тока при коротком замыкании или когда
провод касается
работа, будет более 1400 ампер. При таком высоком токе хорошая длина
провода будет
буквально взорваться от конца, вызвать много брызг, и дуга будет неустойчивой.
С наклоном
компонентов в цепи, ток короткого замыкания находится в районе
400 ампер,
и расплавленный шарик как бы более осторожно отщипывается от конца проволоки.Для
те, у кого
электрический фон, можно добавить, что в некоторых машинах наклон достигается
добавив реактор
во вторичной обмотке переменного тока источника питания. В других случаях резистор наклона
добавлен в DC
выходная часть схемы. Наклон можно регулировать для различной проволоки
диаметры или может
фиксироваться, давая хорошее среднее значение для проволоки диаметром 0,035 дюйма и 0,045 дюйма,
два самых популярных
размеры.
Наклон
контроль — это
средства ограничения
высокий ток короткого замыкания
что характерно для
этого типа сварщик. Рисунок
13 показывает эффект
спуск на коротко-
ток цепи.2.4.4.1 Если
у нас была короткая дуга
сварка примерно на
150 ампер и
18 вольт, как показано на рисунке 13, и
не имели наклонных составляющих в источнике питания, тока при коротком замыкании или когда
провод касается
работа, будет более 1400 ампер. При таком высоком токе хорошая длина
провода будет
буквально взорваться от конца, вызвать много брызг, и дуга будет неустойчивой.
С наклоном
компонентов в цепи, ток короткого замыкания находится в районе
400 ампер,
и расплавленный шарик как бы более осторожно отщипывается от конца проволоки.Для
те, у кого
электрический фон, можно добавить, что в некоторых машинах наклон достигается
добавив реактор
во вторичной обмотке переменного тока источника питания. В других случаях резистор наклона
добавлен в DC
выходная часть схемы. Наклон можно регулировать для различной проволоки
диаметры или может
фиксироваться, давая хорошее среднее значение для проволоки диаметром 0,035 дюйма и 0,045 дюйма,
два самых популярных
размеры. 2.4.4.2
Еще один фактор, влияющий на дугу
при сварке коротким замыканием — это величина силы тока
достигает уровня тока короткого замыкания.Используя пример на рисунке
13, мы знаем, что
ток изменяется от 150 до 400 ампер в течение каждого периода короткого замыкания.
Если мы были
чтобы отобразить нарастание тока на графике, как на рисунке 14, мы увидим, что ток
подниматься, если очень быстро,
как показано пунктирной линией. РИСУНОК
13 25
20 15
10 5
200 400
600
800 1000
1200
1400 РАБОТАЕТ
ТОЧКА ПОСТОЯННАЯ
НАПРЯЖЕНИЕ V / A КРИВАЯ КОРОТКАЯ
ЭЛЕКТРИЧЕСКИЙ ТОК
БЕЗ КОРОТКОГО НАКЛОНА
ЭЛЕКТРИЧЕСКИЙ ТОК С
НАКЛОННОЕ ВЛИЯНИЕ
НАКЛОН ПО ТОКУ КОРОТКОГО ЗАМЫКАНИЯ V
O L
Т С
2.4.4.2
Еще один фактор, влияющий на дугу
при сварке коротким замыканием — это величина силы тока
достигает уровня тока короткого замыкания.Используя пример на рисунке
13, мы знаем, что
ток изменяется от 150 до 400 ампер в течение каждого периода короткого замыкания.
Если мы были
чтобы отобразить нарастание тока на графике, как на рисунке 14, мы увидим, что ток
подниматься, если очень быстро,
как показано пунктирной линией. РИСУНОК
13 25
20 15
10 5
200 400
600
800 1000
1200
1400 РАБОТАЕТ
ТОЧКА ПОСТОЯННАЯ
НАПРЯЖЕНИЕ V / A КРИВАЯ КОРОТКАЯ
ЭЛЕКТРИЧЕСКИЙ ТОК
БЕЗ КОРОТКОГО НАКЛОНА
ЭЛЕКТРИЧЕСКИЙ ТОК С
НАКЛОННОЕ ВЛИЯНИЕ
НАКЛОН ПО ТОКУ КОРОТКОГО ЗАМЫКАНИЯ V
O L
Т ССловарь терминов по сварке | Freehold Welding Inc.
А В Г Д Ж З И К Л М О П Р С Т Ф Х Ц Ч Ш Щ Э Ю
А
Воздушно-угольная дуговая резка (CAC-A) — Процесс резки, при котором металлы плавятся под действием тепла дуги с использованием угольного электрода. Расплавленный металл отталкивается от разреза струей нагнетаемого воздуха. Чтобы удалить большое количество металла, найдите сварщика, который может использовать уголь диаметром не менее 3/8 дюйма. Расходные материалы: угольные электроды, подача сжатого воздуха.
Расплавленный металл отталкивается от разреза струей нагнетаемого воздуха. Чтобы удалить большое количество металла, найдите сварщика, который может использовать уголь диаметром не менее 3/8 дюйма. Расходные материалы: угольные электроды, подача сжатого воздуха.
Переменный ток (AC) — Электрический ток, который меняет свое направление через равные промежутки времени, например, 60 циклов переменного тока (AC) или 60 герц.
Сила тока — Измерение количества электричества, проходящего через заданную точку в проводнике за секунду. Ток — это еще одно название силы тока.
Arc — физический зазор между концом электрода и основным металлом. Физический зазор вызывает нагревание из-за сопротивления току и дуговым лучам.
Arc Force — Также называется Dig and Arc Control. Предоставляет источнику питания переменную дополнительную силу тока в условиях низкого напряжения (короткая длина дуги) во время сварки.Помогает избежать «залипания» стержневых электродов при короткой длине дуги.
Auto-Link ® — Схема внутреннего источника питания инвертора, которая автоматически подключает источник питания к приложенному первичному напряжению без необходимости вручную связывать клеммы первичного напряжения.
Автоматическая сварка — Использует сварочное оборудование без постоянной регулировки органов управления сварщиком или оператором. Оборудование контролирует выравнивание сустава с помощью автоматического датчика.
К
Сварочный аппарат с постоянным током (CC) — Эти сварочные аппараты имеют ограниченный максимальный ток короткого замыкания. У них отрицательная кривая вольт-амперной характеристики, и их часто называют «спадающими». Напряжение будет изменяться при разной длине дуги, при этом лишь незначительно изменяя силу тока, отсюда и название постоянного тока или переменного напряжения.
Устройство подачи проволоки с постоянной скоростью — Устройство подачи работает от 24 или 115 В переменного тока от источника сварочного тока.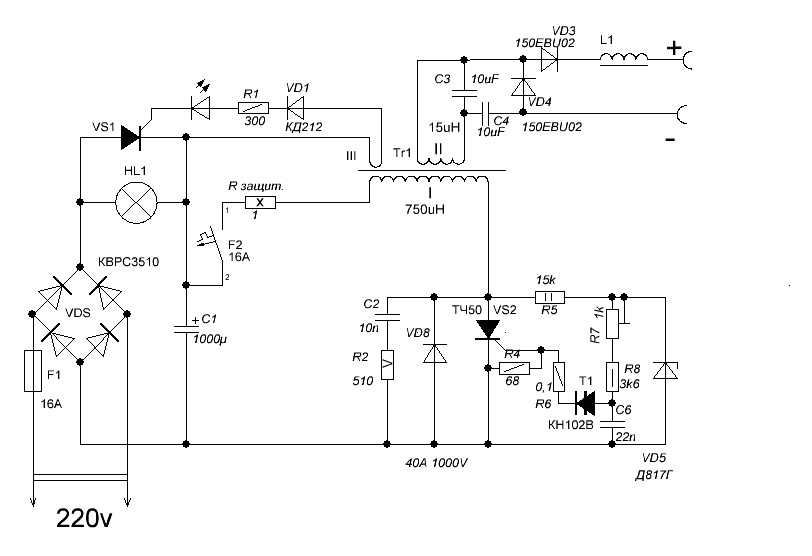
Сварочный аппарат с постоянным напряжением (CV) и постоянным потенциалом (CP) — «Потенциал» и «напряжение» в основном имеют одно и то же значение. Сварочный аппарат этого типа поддерживает относительно стабильное постоянное напряжение независимо от выходной силы тока. Это приводит к относительно ровной кривой вольт-ампер, в отличие от падающей кривой вольт-ампер типичного сварочного аппарата Stick (SMAW).
Current — Другое название силы тока. Количество электричества, проходящего через точку в проводнике каждую секунду.
Д
Дефект — Одна или несколько несплошностей, которые вызывают сбой при испытании сварного шва.
Постоянный ток (DC) — течет в одном направлении и не меняет его направление на противоположное, как переменный ток.
Отрицательный электрод постоянного тока (DCEN) — Определенное направление тока, протекающего через сварочную цепь, когда вывод электрода подсоединен к отрицательной клемме, а рабочий провод подсоединен к положительной клемме сварочного аппарата постоянного тока. Также называется постоянным током прямой полярности (DCSP).
Положительный электрод постоянного тока (DCEP) — — Определенное направление тока, протекающего через сварочную цепь, когда провод электрода подключен к положительной клемме, а рабочий провод подключен к отрицательной клемме сварочного аппарата постоянного тока. Также называется постоянным током обратной полярности (DCRP).
Рабочий цикл — Количество минут из 10-минутного периода времени, в течение которого аппарат дуговой сварки может работать с максимальной номинальной мощностью.Например, рабочий цикл 60% при 300 ампер. Это означает, что при 300 А сварочный аппарат можно использовать в течение 6 минут, а затем дать ему остыть при работающем двигателе вентилятора в течение 4 минут. (Некоторые производители оценивают машины по 5-минутному циклу).
Факс
Fan-On-Demand ™ — Внутренняя система охлаждения источника питания, которая работает только при необходимости, сохраняя внутренние компоненты в чистоте.
Стационарная автоматизация — Автоматическая сварочная система с электронным управлением для простых, прямых или круглых швов.
Гибкая автоматизация — Автоматизированная роботизированная сварочная система для сложных форм и применений, где сварочные пути требуют изменения угла наклона горелки.
Дуговая сварка порошковой проволокой (FCAW) — процесс дуговой сварки, при котором плавятся и соединяются металлы путем нагрева их дугой между непрерывной плавящейся электродной проволокой и изделием. Экранирование обеспечивается флюсом, содержащимся в сердечнике электрода. В зависимости от типа порошковой проволоки дополнительная защита может обеспечиваться или не обеспечиваться от поступающего извне газа или газовой смеси.Расходные материалы: контактные наконечники, порошковая проволока, защитный газ (при необходимости зависит от типа проволоки).
г
Заземление — Безопасное соединение рамы сварочного аппарата с землей.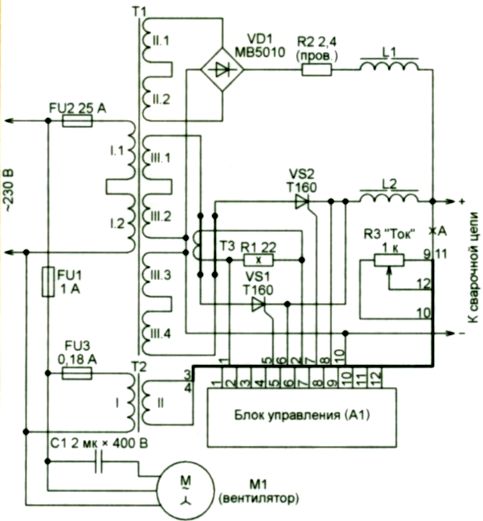 Часто используется для заземления сварочного аппарата с приводом от двигателя, когда кабель подсоединяется от шпильки заземления сварочного аппарата к металлической стойке, помещенной в землю. См. Раздел «Подключение детали», чтобы узнать о разнице между рабочим соединением и заземлением.
Часто используется для заземления сварочного аппарата с приводом от двигателя, когда кабель подсоединяется от шпильки заземления сварочного аппарата к металлической стойке, помещенной в землю. См. Раздел «Подключение детали», чтобы узнать о разнице между рабочим соединением и заземлением.
Провод заземления — При подключении сварочного аппарата к объекту см. Предпочтительный термин «Вывод детали».
H
Герц — Герц часто называют «циклами в секунду». В Соединенных Штатах частота или направление изменения переменного тока обычно составляет 60 герц.
High Frequency — Охватывает весь частотный спектр выше 50 000 Гц. Используется при сварке TIG для зажигания и стабилизации дуги.
Hot Start ™ — Используется на некоторых станках Stick (SMAW), чтобы облегчить запуск электродов, которые трудно запускать.Используется только для зажигания дуги.
Я
Инвертор — источник питания, который увеличивает частоту поступающей первичной мощности, тем самым обеспечивая меньший размер машины и улучшенные электрические характеристики для сварки, такие как более быстрое время отклика и больший контроль при импульсной сварке.
К
КВА — Киловольт-амперы. Сумма вольт, умноженная на ампер, деленная на 1000, потребляемая источником сварочного тока от первичной мощности, предоставляемой коммунальной компанией.
кВт — Киловатт. Первичная кВт — это фактическая мощность, используемая источником питания при его номинальной выходной мощности. Secondary KW — это фактическая выходная мощность источника сварочного тока. Киловатты находятся путем деления вольт на ампер на 1000 и учета любого коэффициента мощности.
л
Lift-Arc ™ — Эта функция позволяет зажигать дугу TIG без высокой частоты. Зажигает дугу при любой силе тока, не загрязняя сварной шов вольфрамом.
м
Микропроцессор — Одна или несколько интегральных схем, которые могут быть запрограммированы с сохраненными инструкциями для выполнения множества функций.
MIG (GMAW или газовая дуговая сварка металла) — процесс дуговой сварки, при котором соединяются металлы путем их нагрева дугой. Дуга возникает между непрерывно подаваемым присадочным (расходуемым) электродом и деталью. Подача газа или газовых смесей из внешнего источника обеспечивает защиту. Обычная сварка MIG также называется переносом короткого замыкания.Металл осаждается только тогда, когда проволока действительно касается изделия. Металл не переносится через дугу. Другой метод сварки MIG, струйный перенос, перемещает поток крошечных капель расплава через дугу от электрода к сварочной ванне. Расходные материалы: контактные наконечники, защитный газ, сварочная проволока.
Дуга возникает между непрерывно подаваемым присадочным (расходуемым) электродом и деталью. Подача газа или газовых смесей из внешнего источника обеспечивает защиту. Обычная сварка MIG также называется переносом короткого замыкания.Металл осаждается только тогда, когда проволока действительно касается изделия. Металл не переносится через дугу. Другой метод сварки MIG, струйный перенос, перемещает поток крошечных капель расплава через дугу от электрода к сварочной ванне. Расходные материалы: контактные наконечники, защитный газ, сварочная проволока.
О
Напряжение холостого хода (OCV) — Как следует из названия, в цепи нет тока, потому что она разомкнута. Однако напряжение воздействует на цепь, поэтому, когда цепь замыкается, ток сразу же течет.Например, сварочный аппарат, который включен, но в данный момент не используется для сварки, будет иметь напряжение холостого хода, приложенное к кабелям, присоединенным к выходным клеммам сварочного аппарата.
пол
Плазменно-дуговая резка — процесс электродуговой резки, при котором металл разрезается с помощью суженной дуги для плавления небольшого участка детали. Этот процесс может разрезать все металлы, проводящие электричество. Резаки Miller Spectrum представляют собой полные пакеты, которые содержат все необходимое оборудование и расходные материалы для резака.Расходные материалы: расходные материалы для горелки, подача газа или сжатого воздуха.
фунтов на квадратный дюйм (psi) — Измерение, равное массе или весу, приложенному к одному квадратному дюйму площади поверхности.
Энергоэффективность — насколько хорошо электрическая машина использует поступающую электроэнергию.
Коррекция коэффициента мощности — Обычно используется в однофазных источниках питания постоянного тока для снижения величины первичного тока, требуемого энергокомпанией во время сварки.
Первичная мощность — Часто называется входным линейным напряжением и силой тока, доступными сварочному аппарату от основной линии электропередачи в цехе. Первичная входная мощность часто выражается в ваттах или киловаттах (кВт). Это переменный ток, который может быть однофазным или трехфазным. Сварочные аппараты, способные принимать более одного первичного входного напряжения и силы тока, должны быть правильно подключены для используемой входящей первичной мощности.
Первичная входная мощность часто выражается в ваттах или киловаттах (кВт). Это переменный ток, который может быть однофазным или трехфазным. Сварочные аппараты, способные принимать более одного первичного входного напряжения и силы тока, должны быть правильно подключены для используемой входящей первичной мощности.
Pulsed MIG (MIG-P) — модифицированный процесс переноса распылением, при котором не образуются брызги, поскольку проволока не касается сварочной ванны.Для импульсной сварки MIG лучше всего подходят те, в которых в настоящее время используется метод передачи короткого замыкания для сварки стали, калибра 14 (1,8 мм) и выше. Расходные материалы: контактные наконечники, защитный газ, сварочная проволока.
Импульсная TIG (TIG-P) — модифицированный процесс TIG, подходящий для сварки более тонких материалов. Расходные материалы: вольфрамовый электрод, присадочный материал, защитный газ.
Импульсный — Последовательность и управление силой тока, полярностью и продолжительностью сварочной дуги.
Р
Номинальная нагрузка — Сила тока и напряжение, которые источник питания рассчитан на определенный период рабочего цикла. Например, 300 ампер, 32 вольта нагрузки, при рабочем цикле 60%.
Контактная точечная сварка (RSW) — Процесс, при котором два металлических куска соединяются путем пропускания тока между электродами, расположенными на противоположных сторонах свариваемых деталей. В этом процессе нет дуги, и сплавление происходит из-за сопротивления металла току.Для точечной сварки требуется следующее оборудование: аппарат для точечной сварки с воздушным или водяным охлаждением, набор из 2 клещей и набор из 2 наконечников. Для точечной сварки расходные материалы не требуются.
RMS — Среднеквадратичное значение. «Действующие» значения измеренного переменного напряжения или силы тока. Среднеквадратичное значение равно 0,707 максимального или пикового значения.
ю
Сварочный полуавтомат — Оборудование контролирует только подачу электродной проволоки.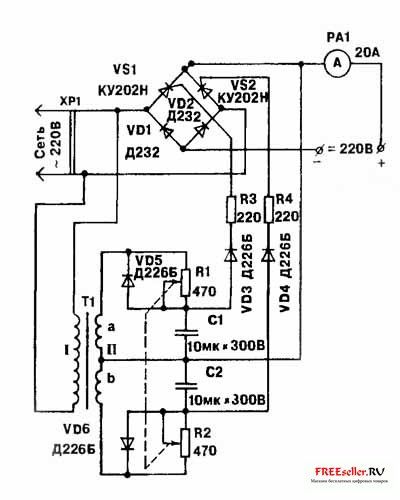 Движение сварочной горелки контролируется вручную.
Движение сварочной горелки контролируется вручную.
Защитный газ — Защитный газ, используемый для предотвращения атмосферного загрязнения сварочной ванны.
Однофазная цепь — электрическая цепь, производящая только один чередующийся цикл в течение 360 градусов.
Брызги — Частицы металла, вылетающие из сварочной дуги. Эти частицы не становятся частью завершенного сварного шва.
Точечная сварка — Обычно выполняется на материалах с некоторым типом конструкции стыков внахлест.Может относиться к точечной сварке сопротивлением, MIG или TIG. Точечная сварка сопротивлением выполняется электродами с обеих сторон стыка, а точечная сварка TIG и MIG выполняется только с одной стороны.
т
Сварка TIG (GTAW или газовая вольфрамовая дуга) — Этот процесс сварки, который часто называют сваркой TIG (вольфрамовый инертный газ), соединяет металлы путем их нагрева с помощью вольфрамового электрода, который не должен становиться частью завершенного сварного шва. Иногда используется присадочный металл, а для защиты используются инертный газ аргон или смеси инертных газов.Расходные материалы: вольфрамовый электрод, присадочный металл, защитный газ.
Иногда используется присадочный металл, а для защиты используются инертный газ аргон или смеси инертных газов.Расходные материалы: вольфрамовый электрод, присадочный металл, защитный газ.
Трехфазная цепь — электрическая цепь, дающая три цикла в пределах временного интервала в 360 градусов, причем циклы разнесены на 120 электрических градусов.
Горелка — устройство, используемое в процессе TIG (GTAW) для управления положением электрода, передачи тока на дугу и направления потока защитного газа.
Touch Start — Процедура зажигания дуги при низком напряжении и малой силе тока для сварки TIG (GTAW).Вольфрам касается заготовки; когда вольфрам поднимается из заготовки, возникает дуга.
Вольфрам — Редкий металлический элемент с чрезвычайно высокой температурой плавления (3410 ° C). Используется при производстве электродов TIG.
В
Напряжение — Этот процесс сварки, который часто называют сваркой TIG (вольфрамовый инертный газ), соединяет металлы путем их нагрева с помощью вольфрамового электрода, который не должен становиться частью завершенного сварного шва. Иногда используется присадочный металл, а для защиты используются инертный газ аргон или смеси инертных газов. Расходные материалы: вольфрамовый электрод, присадочный металл, защитный газ.
Иногда используется присадочный металл, а для защиты используются инертный газ аргон или смеси инертных газов. Расходные материалы: вольфрамовый электрод, присадочный металл, защитный газ.
Устройство подачи проволоки с датчиком напряжения — Редкий металлический элемент с чрезвычайно высокой температурой плавления (3410 ° C). Используется при производстве электродов TIG.
Вольт-амперная кривая — график, показывающий выходные характеристики источника сварочного тока. Показывает возможности напряжения и силы тока конкретной машины.
Вт
Металл сварного шва — Электрод и основной металл, расплавленные во время сварки. Это формирует сварной валик.
Перенос сварного шва — Метод, при котором металл переносится из проволоки в расплавленную лужу. В MIG используется несколько методов; они включают: перенос короткого замыкания, перенос дуги распылением, глобулярный перенос, перенос скрытой дуги и импульсный перенос дуги.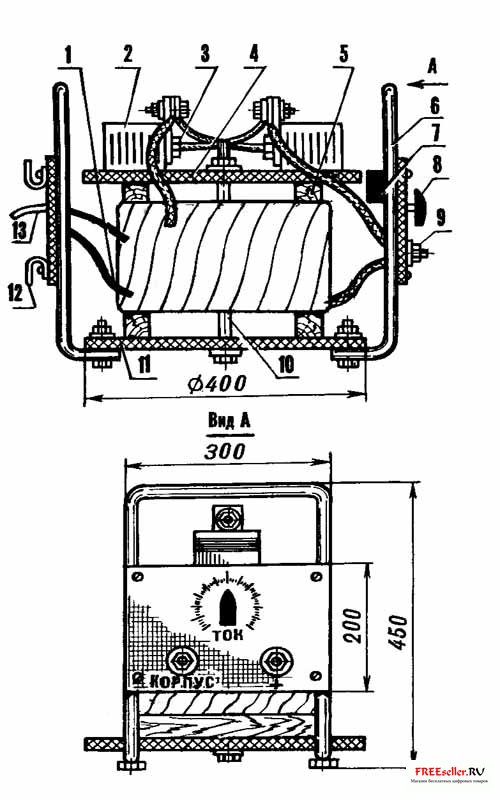
Скорость подачи проволоки — Выражается в дюймах / мин или мм / с и относится к скорости и количеству присадочного металла, подаваемого в сварной шов.Как правило, чем выше скорость подачи проволоки, тем выше сила тока.
Присоединение заготовки — Средство для крепления рабочего кабеля (рабочего кабеля) к заготовке (металл, на который нужно приваривать). Кроме того, точка, в которой установлено это соединение. Один тип рабочего соединения осуществляется с помощью регулируемого зажима.
Свинец заготовки — Проводящий кабель или электрический проводник между аппаратом для дуговой сварки и изделием.
~ Сварочный словарь Источник: Hobart Institute of Welding Technology
Основы электросварки
Дуговая сварка — это процесс соединения двух металлических частей друг с другом с использованием электрической энергии.Дуговая сварка создает электрическую дугу, плавящую основной металл и, как правило, присадочную проволоку.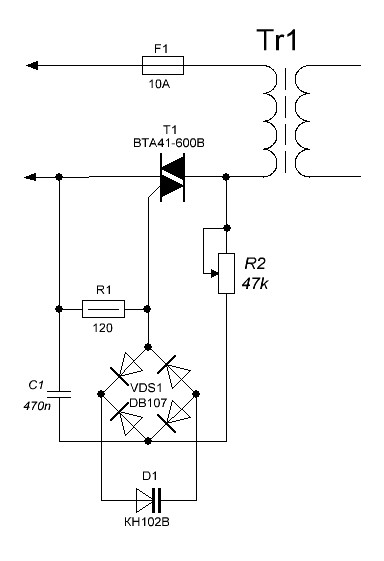 Последующая ванна расплавленного металла затем затвердевает и сплавляет края основного материала, чтобы соединить металл вместе. Чтобы это стало возможным, электричество пропускается от источника питания через электрод. Электрический ток преобразуется в тепло из-за сопротивления потоку электронов через воздушный зазор. Эта интенсивная электрическая энергия создает дугу.
Последующая ванна расплавленного металла затем затвердевает и сплавляет края основного материала, чтобы соединить металл вместе. Чтобы это стало возможным, электричество пропускается от источника питания через электрод. Электрический ток преобразуется в тепло из-за сопротивления потоку электронов через воздушный зазор. Эта интенсивная электрическая энергия создает дугу.
Виды сварки
Существует четыре основных типа процессов дуговой сварки, которые можно использовать для соединения металла.В их числе:
Ручная дуговая сварка металла (также известная как дуговая сварка в экранированном металле или сварка палкой)
При дуговой сварке защищенным металлом сварочный аппарат использует электрод (стержень), покрытый флюсом, для образования электрической дуги между основным материалом и стержнем. Флюс разрушается в дуге, образуя защитный газ. Этот процесс обычно используется в полевых условиях. Он не требует баллона с защитным газом, является портативным и имеет очень мало движущихся частей. Обратной стороной является то, что это медленно и неэффективно.Требуется источник питания постоянного тока (падающая характеристика). Он может использовать переменный или постоянный ток.
Обратной стороной является то, что это медленно и неэффективно.Требуется источник питания постоянного тока (падающая характеристика). Он может использовать переменный или постоянный ток.
Газовая дуговая сварка металла (также известная как металлический инертный газ (MIG) или металлический активный газ (MAG))
В этом процессе сварки используется непрерывная катушка сплошной присадочной проволоки / электрода и внешний защитный газ. Этот GMAW требует постоянной мощности сварки от источника постоянного тока. Этот тип сварки является наиболее распространенным в промышленности для использования в мастерских, поскольку он более эффективен, чем сварка штучной сваркой.У него больше движущихся частей, поэтому для его правильной работы требуются некоторые знания об оборудовании и о том, как его настроить.
Для сварки MIG используется постоянный ток с источником питания постоянного напряжения. Таким образом, независимо от вылета (расстояние от конца контактного наконечника до конца проволоки) длина дуги остается неизменной.
Дуговая сварка порошковой проволокой
Есть два варианта FCAW. Газовая защита (внешний экран) и Самозащита (внутренний экран). Оборудование в основном такое же, как для сварки MIG, но с небольшими изменениями.Самая большая разница — это конструкция электрода. GMAW использует сплошную проволоку, FCAW, как следует из названия, использует трубчатую проволоку с флюсом внутри. Вам нужно использовать ролики с накаткой, чтобы проволока не переминалась.
Обычно он имеет более высокую скорость наплавки, чем GMAW, при данной силе тока и размере провода, поскольку имеет более высокую плотность тока. Эта концепция будет объяснена в следующем блоге.
Газовая дуговая сварка вольфрамом
Газовая вольфрамовая дуга похожа на современного кислородного сварщика.Вместо пламени он использует дугу для создания тепла, необходимого для плавления материалов. Как следует из названия, в этом методе для передачи тока используется легированный вольфрамовый электрод, а также может быть добавлен внешний наполнитель. Дуга защищена инертным газом для защиты электрода и сварного шва от атмосферы. Поскольку газовая вольфрамовая дуга требует двух рук и обычно используется для более сложной работы, поскольку требует большего мастерства.
Дуга защищена инертным газом для защиты электрода и сварного шва от атмосферы. Поскольку газовая вольфрамовая дуга требует двух рук и обычно используется для более сложной работы, поскольку требует большего мастерства.
Источники энергии для электросварки
Для дуговой сварки может использоваться питание от источников переменного (переменного тока) или постоянного (постоянного тока).Цикл питания переменного тока включает как положительный, так и отрицательный полупериод. В течение полупериода ток движется в одном направлении и мгновенно останавливается на нуле. Затем он меняет направление и повторяет полупериод в обратном направлении. Это называется синусоидальной волной. Герц — это количество циклов в секунду. В Австралии наш переменный ток составляет 50 Гц, в США — 60 Гц. В современной промышленности переменный ток редко используется, поскольку его циклический характер имеет более высокий уровень опасности поражения электрическим током. Исключением является GTAW, некоторые виды дуговой сварки под флюсом и ситуации, когда дуговая дуга является проблемой.
Электропитание постоянного тока движется в одном направлении и имеет либо отрицательно, либо положительно заряженный полюс. Две трети тепла всегда на положительной стороне. Поэтому обычно для GMAW / FCAW вы используете DC + и GTAW вы используете DC-, чтобы не расплавить электрод. Если вы подключите электрод к отрицательно заряженной клемме постоянного тока, на положительной клемме будет выделяться тепло, и наоборот.
Общие термины
Длина дуги
Длина дуги — это расстояние от конца электрода до поверхности основного материала, на это расстояние влияет напряжение дуги.
Ток (проточный)
Ток — это количество электронов, проходящих мимо заданной точки в сварочной цепи. Это измеряется в амперах. Теплота дуги изменяется за счет увеличения тока.
Напряжение (давление)
Напряжение — давление (VIP) — величина электрического давления в дуге.
Напряжение замкнутой и разомкнутой цепи
Когда электрическая цепь замкнута, ток течет и вы выполняете сварку, это называется замкнутой цепью или напряжением дуги.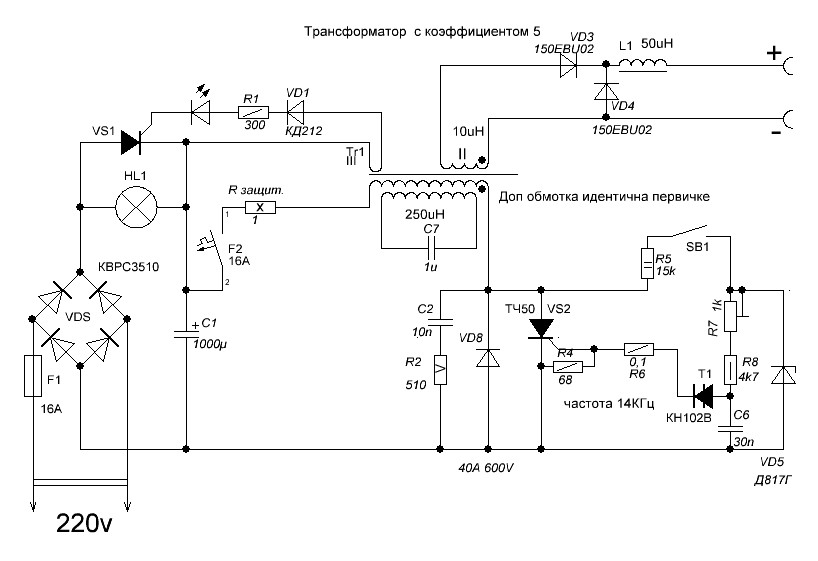 Однако, если цепь не замкнута, вы не выполняете сварку, цепь называется разомкнутой. Напряжение холостого хода (OCV) — это напряжение, измеренное на выходных клеммах, когда аппарат включен, но сварка не выполняется.
Однако, если цепь не замкнута, вы не выполняете сварку, цепь называется разомкнутой. Напряжение холостого хода (OCV) — это напряжение, измеренное на выходных клеммах, когда аппарат включен, но сварка не выполняется.
Вы заметите, что OCV всегда выше, чем у замкнутой цепи. Напряжение — это потенциальная энергия. Поэтому для возникновения дуги требуется более высокое напряжение. В Австралии безопасные уровни составляют 80 В для источников переменного тока и 115 В для источников постоянного тока без устройств понижения напряжения.Это заставляет некоторых думать, что более низкое напряжение переменного тока безопаснее, но, как упоминалось ранее, циклический характер имеет более высокий уровень опасности поражения электрическим током.
Изменение силы тока
MMAW — в зависимости от машины это может быть трансформатор, в котором вы вращаете ручку, или современный инверт, в котором используется небольшая ручка.
GMAW — изменяя скорость подачи проволоки, вы увеличиваете ток.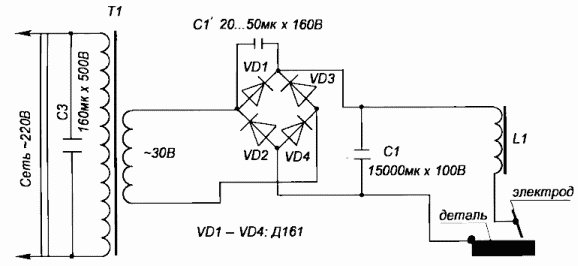 С GMAW ампер и вольт должны быть в правильном соотношении.
С GMAW ампер и вольт должны быть в правильном соотношении.
Если сила тока слишком высока, чрезмерное проплавление, подрез и пористость из-за перегрева электрода.Если сила тока слишком низкая, дуга становится нестабильной, повышается риск отсутствия плавления / проплавления и включений.
Изменение напряжения
При использовании источников питания постоянного тока (MMAW и GTAW) единственный способ изменить напряжение — это обычно увеличивать и уменьшать длину дуги. Некоторые машины имеют настройку силы дуги, которая незначительно эффективно изменяет напряжение дуги. Не на всех машинах это есть.
В машинах с постоянным напряжением (GMAW / FCAW) у вас есть переключатели или ручки, которые позволяют вам изменять напряжение.Поэтому, если вы хотите изменить длину дуги, вам нужно изменить напряжение дуги с помощью аппарата, поэтому его называют аппаратом постоянного напряжения.
Arc Blow
Существует два типа дуги: тепловой и электрический. В контексте этого блога мы сосредоточимся на дутье электрической дугой.
В контексте этого блога мы сосредоточимся на дутье электрической дугой.
При постоянном токе, особенно при высоких значениях силы тока, может наблюдаться отклонение дуги из-за дисбаланса / искажения магнитного поля. Во время сварки вы можете видеть отклонение дуги, поэтому вы меньше контролируете сварочную ванну.
Выдувание дуги обычно вызывается двумя причинами
- В конце сварного шва или пластины магнитное поле искажается (неконцентрическое) вокруг дуги.
- Остаточный магнетизм в свариваемом, закалочном и отпускаемом изделии. Материалы имеют высокую магнитную проницаемость и, следовательно, сохраняют магнетизм.
Поговорите с Technoweld
Обратитесь к нам за обучением, осмотром, консультациями и надзором за процедурами сварки.Мы также можем исследовать и документировать сварочные процедуры для ваших конкретных сварочных процессов, а также запускать эти процедуры.
Заявка на патент США для ПОРТАТИВНОЙ СВАРНОЙ МАШИНЫ IGBT (Заявка № 20140209586 от 31 июля 2014 г.
 ) (a) ОБЛАСТЬ ТЕХНИКИ
) (a) ОБЛАСТЬ ТЕХНИКИ Настоящее изобретение в целом относится к инверторной дуговой сварочной машине, а более конкретно к портативной инверторной дуговой сварочной машине на IGBT (биполярный транзистор с изолированным затвором).
(b) Описание предшествующего уровня техники Обычные малогабаритные аппараты для дуговой сварки часто используют силовые полевые транзисторы в качестве компонентов первичного переключения. Следовательно, обычный инверторный сварочный аппарат имеет следующие недостатки. Первый заключается в том, что из-за ограничения, заключающегося в том, что один транзистор не обеспечивает большой ток, сварочный аппарат требует наличия нескольких транзисторов, подключенных параллельно, в результате чего увеличивается вероятность неисправности сварочного аппарата.Вторая причина заключается в том, что из-за высокой частоты инверсии транзистор и диод с быстрым восстановлением выделяют большое количество тепла, и, кроме того, из-за ограничений, накладываемых структурой первичного трансформатора, тепло не может быстро рассеиваться, в результате чего частота инверсии высокая, сварочный аппарат с таким же током и тем же коэффициентом нагрузки потребует гораздо большего рассеивателя тепла и вентилятора, что затрудняет реализацию миниатюризации.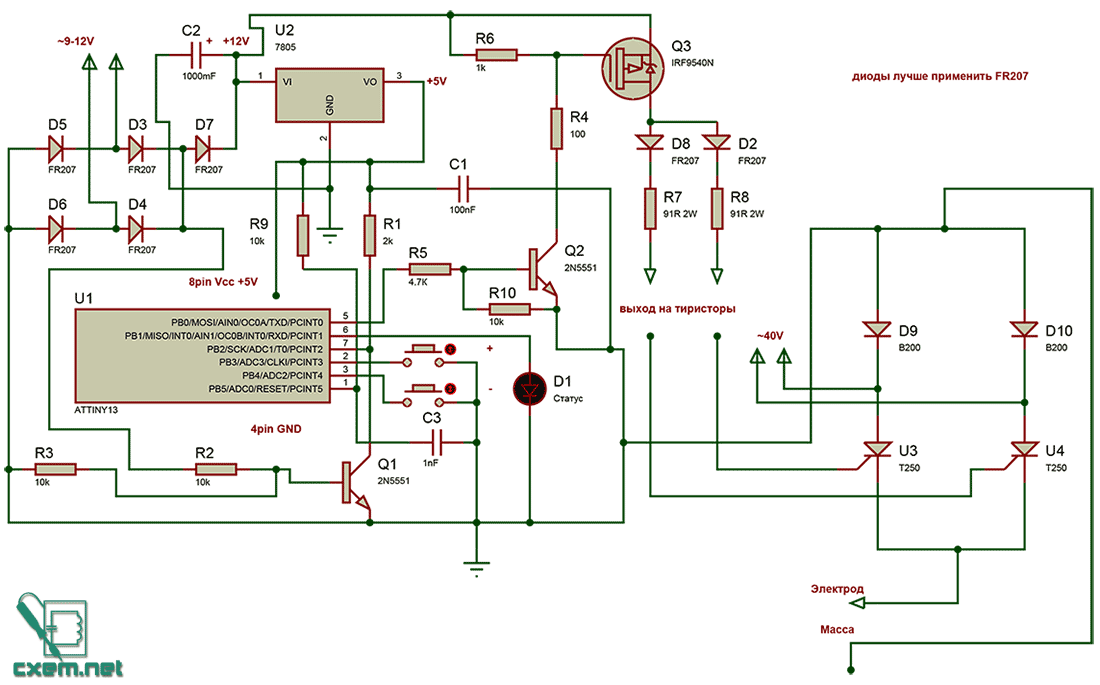 В-третьих, из-за большого количества используемых транзисторов и большого размера теплоотвода и вентилятора стоимость увеличивается при тех же параметрах.
В-третьих, из-за большого количества используемых транзисторов и большого размера теплоотвода и вентилятора стоимость увеличивается при тех же параметрах.
Целью настоящего изобретения является создание портативного инверторного сварочного аппарата для дуговой сварки с IGBT, который отличается высокой надежностью, небольшими размерами и низкой стоимостью.
Для достижения вышеуказанной цели техническое решение, принятое в настоящем изобретении, включает портативный инверторный сварочный аппарат с БТИЗ, который содержит:
главную цепь, к которой подключены схема управления и цепь вспомогательного источника питания;
основная цепь, включающая последовательно входную схему фильтра выпрямителя, схему инвертора, высокочастотный первичный трансформатор и вторичную схему выходного выпрямителя, при этом основная схема адаптирована для выпрямления переменного тока частотой 50 Гц в электрической сети для формирования постоянный ток, который затем преобразуется в высокочастотный переменный ток и дополнительно подвергается вторичному выпрямлению с образованием постоянного тока для операции сварки;
схема управления, содержащая схему регулирования PWM, схему управления IGBT, схему обратной связи по току и схему установки тока, пользовательскую установку сварочного тока, которая является установкой тока, текущую установку подают вместе с сигналом обратной связи по току, который дискретизируется через делитель потока в регулятор тока для сравнения, чтобы обеспечить разность напряжений между ними, разность напряжений управляет схемой регулирования PWM для генерации импульсного сигнала заданной ширины, импульс отправляется в схему управления IGBT для управления IGBT главной цепи, посредством которой сварочный ток может подаваться от главной цепи, и отличается тем, что схема инвертора образована полномостовой структурой жесткого переключения,
, в которой IGBT G 1 , G 3 и G 2 , G 4 представляют собой перемычки, которые соединяются последовательно, так что их переменная проводимость преобразует постоянный ток в высокочастотный squ. представляют собой волновой переменный ток, который протекает через высокочастотный первичный трансформатор и затем подвергается выпрямлению для обеспечения выхода постоянного тока низкого напряжения, каждый IGBT подключается параллельно резистору и конденсатору, которые составляют схему поглощения пикового напряжения. ;
представляют собой волновой переменный ток, который протекает через высокочастотный первичный трансформатор и затем подвергается выпрямлению для обеспечения выхода постоянного тока низкого напряжения, каждый IGBT подключается параллельно резистору и конденсатору, которые составляют схему поглощения пикового напряжения. ;
высокочастотный первичный трансформатор обеспечивает функции передачи энергии и гальванической развязки в цепи, высокочастотный первичный трансформатор содержит ферритовый сердечник из микрокристаллического сплава, изоляционный слой с высоким напряжением и высокой температурой, расположенный между первичной и вторичной сторонами; и
, схема регулирования PWM содержит микросхему U2 широтно-импульсного модулятора с двойным выходным током.
Предпочтительно микросхема ШИМ-регулирования представляет собой микросхему U2 широтно-импульсного модулятора с двойным выходным током, которая имеет номер модели KA3846. Микросхема KA3846 использует метод управления пиковым током для реализации импульсного управления.
Предпочтительно, схема управления IGBT является соединением между IGBT и схемой управления и реализует изоляцию, увеличение и защиту для сигналов PWM.
В соответствии с настоящим изобретением, схема инвертора состоит из обычно используемой полной мостовой структуры с жесткой коммутацией и биполярных транзисторов с изолированным затвором G 1 , G 3 и G 2 , G 4 составляют плечи моста. которые проводятся последовательно.IGBT — это силовой элемент третьего поколения, который обладает преимуществами как полевого транзистора, так и гигантского транзистора GTR, и демонстрирует преимущества большой емкости каждого отдельного транзистора, низких потерь переключения и низкого тепловыделения, повышенного сопротивления напряжению, отличная термическая стабильность и простота вождения. Благодаря преимуществам IGBT настоящее изобретение не требует параллельного соединения нескольких транзисторов и, таким образом, повышает надежность сварочного аппарата. Кроме того, из-за низкого тепловыделения нет необходимости в крупногабаритном теплоотводе и вентиляторе, что эффективно уменьшает общий размер машины. В высокочастотном первичном трансформаторе по настоящему изобретению используется ферритовый сердечник из микрокристаллического сплава и используются изоляционные материалы, устойчивые к высоким напряжениям и высоким температурам, как для первичной, так и для вторичной стороны, чтобы обеспечить преимущества высокой удельной мощности, легкого рассеивания тепла и легкости установка. Преобразование постоянного тока в переменный — это мгновенная операция инверсии, при которой частота переменного тока чрезвычайно высока, обычно достигает десятков тысяч герц.Из-за такой высокой частоты витки обмотки первичного трансформатора малы, а ферритовый сердечник — небольшого размера, что делает сварочный аппарат компактным по размеру и легким по весу, и, кроме того, потери в трансформаторе малы, что приводит к повышенная общая эффективность. В микросхеме KA3864 широтно-импульсного модулятора типа управления двойным выходным током согласно настоящему изобретению используется метод управления режимом пикового тока.
Кроме того, из-за низкого тепловыделения нет необходимости в крупногабаритном теплоотводе и вентиляторе, что эффективно уменьшает общий размер машины. В высокочастотном первичном трансформаторе по настоящему изобретению используется ферритовый сердечник из микрокристаллического сплава и используются изоляционные материалы, устойчивые к высоким напряжениям и высоким температурам, как для первичной, так и для вторичной стороны, чтобы обеспечить преимущества высокой удельной мощности, легкого рассеивания тепла и легкости установка. Преобразование постоянного тока в переменный — это мгновенная операция инверсии, при которой частота переменного тока чрезвычайно высока, обычно достигает десятков тысяч герц.Из-за такой высокой частоты витки обмотки первичного трансформатора малы, а ферритовый сердечник — небольшого размера, что делает сварочный аппарат компактным по размеру и легким по весу, и, кроме того, потери в трансформаторе малы, что приводит к повышенная общая эффективность. В микросхеме KA3864 широтно-импульсного модулятора типа управления двойным выходным током согласно настоящему изобретению используется метод управления режимом пикового тока.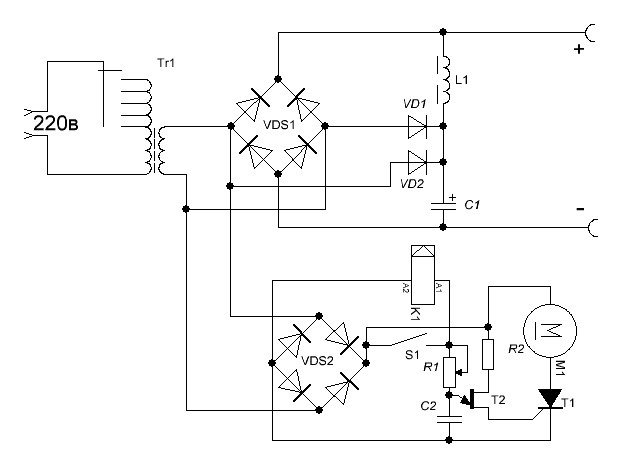 Текущий метод управления демонстрирует следующие преимущества: (1) Он обеспечивает импульсное управление, имеет быстрый динамический отклик, высокую точность вывода и отличную стабильность (2) Он обеспечивает мгновенную защиту для эффективного предотвращения перегрузки по току IGBT.(3) Это предотвращает появление магнетизма смещения в высокочастотном первичном трансформаторе, а сильный магнетизм смещения может вызвать повреждение IGBT или даже первичного трансформатора. Благодаря использованию KA3846, настоящее изобретение повышает надежность работы всей машины. Таким образом, настоящее изобретение имеет надежную работу, компактный размер и низкую стоимость.
Текущий метод управления демонстрирует следующие преимущества: (1) Он обеспечивает импульсное управление, имеет быстрый динамический отклик, высокую точность вывода и отличную стабильность (2) Он обеспечивает мгновенную защиту для эффективного предотвращения перегрузки по току IGBT.(3) Это предотвращает появление магнетизма смещения в высокочастотном первичном трансформаторе, а сильный магнетизм смещения может вызвать повреждение IGBT или даже первичного трансформатора. Благодаря использованию KA3846, настоящее изобретение повышает надежность работы всей машины. Таким образом, настоящее изобретение имеет надежную работу, компактный размер и низкую стоимость.
Вышеупомянутые цели и краткое изложение представляют собой лишь краткое введение в настоящее изобретение. Чтобы полностью оценить эти и другие цели настоящего изобретения, а также само изобретение, все из которых станут очевидны специалистам в данной области техники, следующее подробное описание изобретения и формула изобретения следует читать вместе с прилагаемыми чертежами. .В описании и на чертежах идентичные ссылочные позиции относятся к идентичным или подобным частям.
.В описании и на чертежах идентичные ссылочные позиции относятся к идентичным или подобным частям.
Многие другие преимущества и особенности настоящего изобретения станут очевидны специалистам в данной области техники после ссылки на подробное описание и прилагаемые листы чертежей, на которых в качестве способа показан предпочтительный вариант конструкции, включающий принципы настоящего изобретения. наглядного примера.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙФиг.1 — принципиальная схема машины согласно настоящему изобретению, содержащая главную схему и связанные с ней блоки схемы.
РИС. 2 — принципиальная схема главной цепи, показанной на фиг. 1.
РИС. 3 — принципиальная схема ШИМ-регулирования схемы управления, показанной на фиг. 1.
РИС. 4 — принципиальная схема управляющей схемы IGBT схемы управления, показанной на фиг. 1.
РИС. 5 — принципиальная схема цепей обратной связи по току и установки тока схемы управления по фиг. 1.
1.
РИС. 6 — принципиальная схема цепи вспомогательного источника питания, показанной на фиг. 1
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯСледующие ниже описания являются только примерными вариантами осуществления и никоим образом не предназначены для ограничения объема, применимости или конфигурации изобретения. Скорее, нижеследующее описание обеспечивает удобную иллюстрацию для реализации примерных вариантов осуществления изобретения. Различные изменения описанных вариантов осуществления могут быть внесены в функции и расположение описанных элементов без отклонения от объема изобретения, изложенного в прилагаемой формуле изобретения.
Как показано на фиг. 1, настоящее изобретение обеспечивает новый портативный инверторный аппарат для дуговой сварки IGBT (биполярный транзистор с изолированным затвором), который содержит главную цепь, к которой подключены цепь управления и цепь вспомогательного источника питания.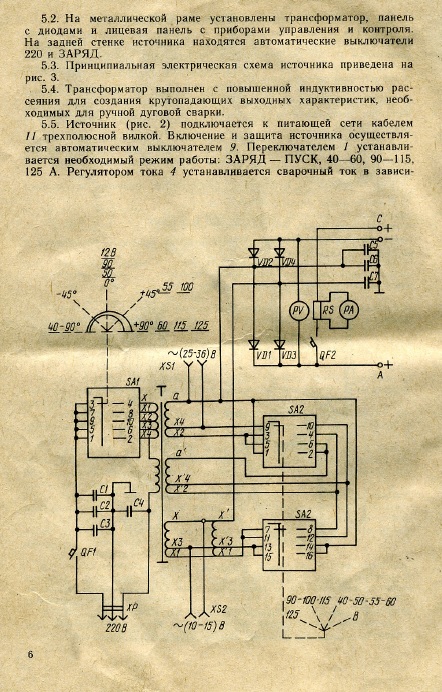 На фиг. 1 основная схема обозначена как часть схемы, отличная от блоков схемы управления, модуля управления и схемы вспомогательного источника питания. Модуль управления содержит схему управления IGBT.
На фиг. 1 основная схема обозначена как часть схемы, отличная от блоков схемы управления, модуля управления и схемы вспомогательного источника питания. Модуль управления содержит схему управления IGBT.
Как показано на фиг.2, основная схема включает последовательно схему фильтра входного выпрямителя, схему инвертора, высокочастотный первичный трансформатор и вторичную схему выходного выпрямителя. Главная цепь является основной и наиболее важной частью сварочного аппарата и выполняет главную функцию по преобразованию переменного тока промышленной электрической сети в постоянный ток для сварочных операций. Главная цепь — это основная часть, которая реализует инверсию, а процесс инверсии выпрямляет переменный ток 50 Гц в электрической сети в постоянный ток, который затем инвертируется в высокочастотный переменный ток и далее подвергается вторичному выпрямлению, чтобы сформировать постоянный ток. ток, при котором преобразование постоянного тока в переменный ток представляет собой мгновенную операцию инверсии, при которой частота переменного тока чрезвычайно высока, обычно достигает десятков тысяч герц.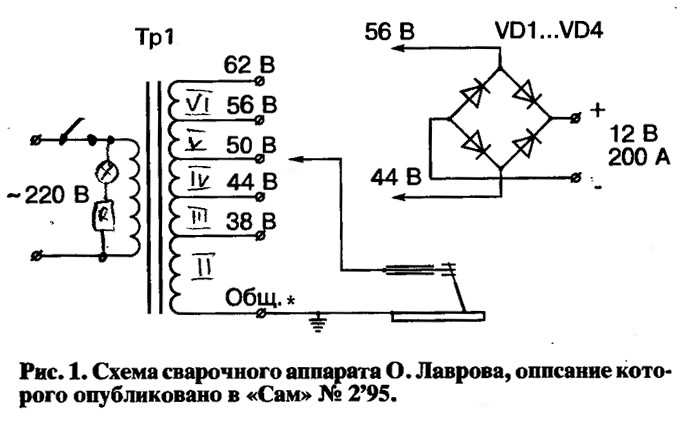 Из-за такой высокой частоты витки обмотки первичного трансформатора малы, а ферритовый сердечник — небольшого размера, что делает сварочный аппарат компактным по размеру и легким по весу, и, кроме того, потери в трансформаторе малы, что приводит к повышенная общая эффективность.
Из-за такой высокой частоты витки обмотки первичного трансформатора малы, а ферритовый сердечник — небольшого размера, что делает сварочный аппарат компактным по размеру и легким по весу, и, кроме того, потери в трансформаторе малы, что приводит к повышенная общая эффективность.
Как показано на фиг. 2, входная схема фильтра выпрямителя содержит переключатель питания, выпрямительный мост, схему ограничения скачков напряжения при отключении и схему фильтра, которые соединены вместе и служат для подачи стабильного постоянного напряжения в схему инвертора.
Как показано на фиг. 2, схема инвертора образована обычно используемой структурой полной мостовой жесткой коммутации. БТИЗ G 1 , G 3 и G 2 , G 4 представляют собой последовательно подключаемые перемычки, в результате чего их переменная проводимость преобразует постоянный ток в высокочастотный прямоугольный переменный ток, который протекает через первичный трансформатор частоты, а затем подвергается выпрямлению для подачи постоянного тока низкого напряжения на выходе.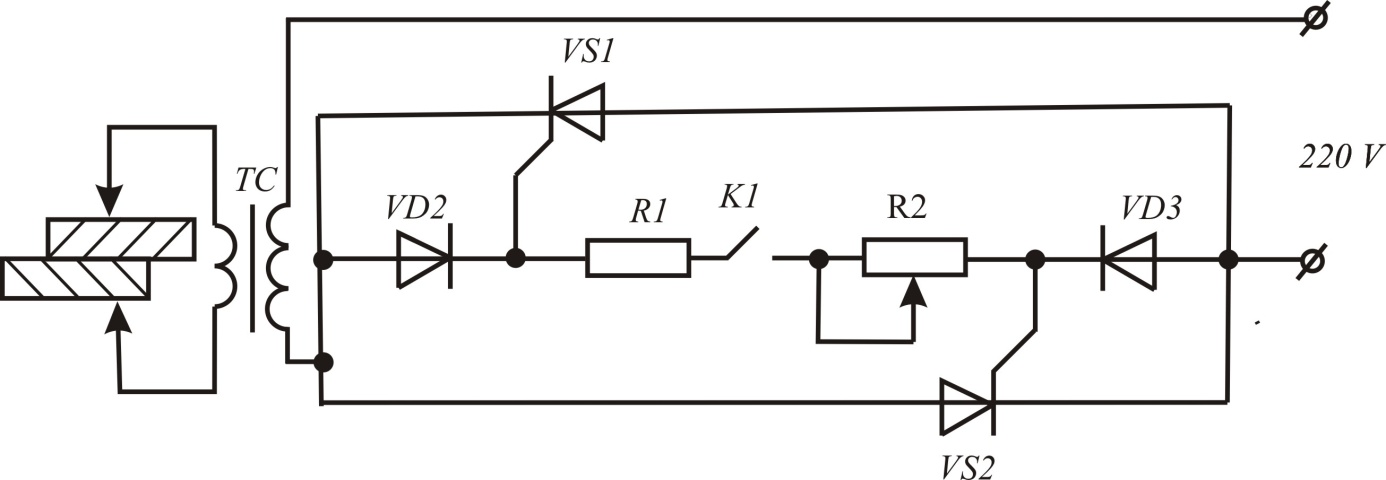 БТИЗ подключен параллельно резистору и конденсатору, которые составляют схему поглощения пикового напряжения, имеющую функцию поглощения пикового напряжения, индуцированного индуктивностью рассеяния первичного трансформатора в то время, когда переключающий транзистор выключен, и, таким образом, защищая IGBT от повреждения перенапряжением. В настоящем изобретении IGBT используются в качестве первичных переключающих элементов. IGBT — это силовой элемент третьего поколения, который обладает преимуществами как полевого транзистора, так и гигантского транзистора GTR и демонстрирует преимущества большой емкости каждого отдельного транзистора, низких потерь переключения, повышенного сопротивления напряжению, отличной термической стабильности, и легко водить.Благодаря преимуществам настоящее изобретение не требует параллельного соединения нескольких транзисторов и, таким образом, повышает надежность сварочного аппарата. Кроме того, из-за низкого тепловыделения нет необходимости в крупногабаритном теплоотводе и вентиляторе, что эффективно уменьшает общий размер машины.
БТИЗ подключен параллельно резистору и конденсатору, которые составляют схему поглощения пикового напряжения, имеющую функцию поглощения пикового напряжения, индуцированного индуктивностью рассеяния первичного трансформатора в то время, когда переключающий транзистор выключен, и, таким образом, защищая IGBT от повреждения перенапряжением. В настоящем изобретении IGBT используются в качестве первичных переключающих элементов. IGBT — это силовой элемент третьего поколения, который обладает преимуществами как полевого транзистора, так и гигантского транзистора GTR и демонстрирует преимущества большой емкости каждого отдельного транзистора, низких потерь переключения, повышенного сопротивления напряжению, отличной термической стабильности, и легко водить.Благодаря преимуществам настоящее изобретение не требует параллельного соединения нескольких транзисторов и, таким образом, повышает надежность сварочного аппарата. Кроме того, из-за низкого тепловыделения нет необходимости в крупногабаритном теплоотводе и вентиляторе, что эффективно уменьшает общий размер машины.
Как показано на фиг. 2, высокочастотный первичный трансформатор обеспечивает функции передачи энергии и гальванической развязки в цепи. Для сварочного аппарата он обеспечивает большую передачу мощности, высокое тепловыделение и требует чрезвычайно высоких изоляционных свойств, что делает его жизненно важным компонентом и требует значительного процента затрат.В высокочастотном первичном трансформаторе настоящего изобретения используется ферритовый сердечник из микрокристаллического сплава и используются изоляционные материалы с высоким напряжением и высокой термостойкостью как для первичной, так и для вторичной стороны, что обеспечивает преимущества высокой плотности мощности, легкого рассеивания тепла и простоты установки.
Как показано на фиг. 2, вторичная выходная схема выпрямления выпрямляет низковольтный высокочастотный переменный ток, чтобы сформировать постоянный ток, который затем можно использовать при сварке.Поскольку частота переменного тока очень высока, используются диоды с быстрым восстановлением.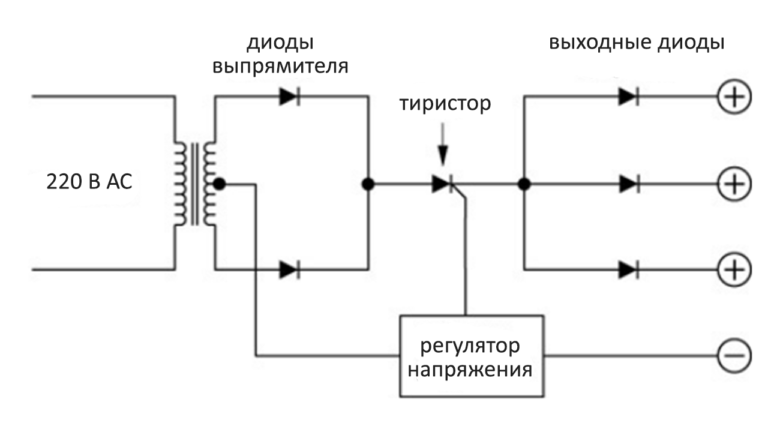
Цепь управления предназначена для управления процессом сварки. Схема управления включает ШИМ-регулирование, схему управления IGBT, схему обратной связи по току и схему установки тока. Настройка тока — это установка пользователем уровня сварочного тока, который подается вместе с сигналом обратной связи по току, который отбирается через делитель потока, в регулятор тока для сравнения, чтобы обеспечить разницу напряжений между ними.Разность напряжений управляет схемой регулирования ШИМ для генерации импульсного сигнала заданной ширины. Импульс отправляется в схему управления IGBT для возбуждения IGBT главной цепи, благодаря чему сварочный ток может подаваться из главной цепи. Настоящее изобретение обеспечивает новую схему управления, которая состоит из следующих компонентов, которые будут отдельно описаны следующим образом:
Как показано на фиг. 3, в схеме ШИМ-регулирования используется микросхема ШИМ-регулирования U2, номер модели которой — KA3846.Это микросхема широтно-импульсного модулятора с двойным выходным током.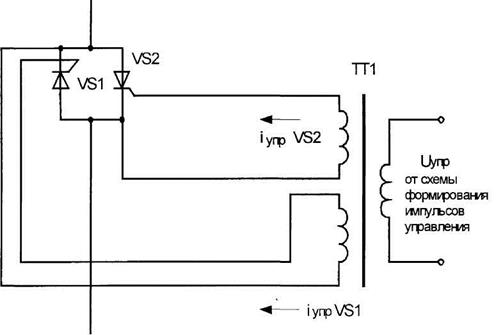 KA3864 использует метод управления режимом пикового тока, и этот метод управления типом тока показывает следующие преимущества: (1) Он обеспечивает импульсное управление, имеет быстрый динамический отклик, высокую точность вывода и отличную стабильность. (2) Он обеспечивает мгновенную защиту для эффективного предотвращения перегрузки по току IGBT. (3) Это предотвращает возникновение подмагничивания в высокочастотном первичном трансформаторе. Сильный магнетизм смещения может вызвать повреждение IGBT или даже первичного трансформатора.Благодаря использованию KA3846, настоящее изобретение повышает надежность работы всей машины.
KA3864 использует метод управления режимом пикового тока, и этот метод управления типом тока показывает следующие преимущества: (1) Он обеспечивает импульсное управление, имеет быстрый динамический отклик, высокую точность вывода и отличную стабильность. (2) Он обеспечивает мгновенную защиту для эффективного предотвращения перегрузки по току IGBT. (3) Это предотвращает возникновение подмагничивания в высокочастотном первичном трансформаторе. Сильный магнетизм смещения может вызвать повреждение IGBT или даже первичного трансформатора.Благодаря использованию KA3846, настоящее изобретение повышает надежность работы всей машины.
Как показано на фиг. 4, схема управления IGBT представляет собой соединение между IGBT и схемой управления (модуль управления на фиг.1 является схемой управления IGBT) и реализует изоляцию, увеличение и защиту для сигналов PWM. Схема управления имеет жизненно важное значение для нормальной работы IGBT. В настоящем изобретении используется управляющий трансформатор T 1 , который может эффективно защищать IGBT от прорывного повреждения и дешев, тем самым повышая надежность и снижая стоимость.
РИС. 5 показаны схемы обратной связи по току и настройки тока. Настоящее изобретение применимо к ручному сварочному аппарату, имеющему внешние характеристики постоянного тока, который требует обратной связи по уровню тока. Текущее устройство отбора проб сварочного аппарата представляет собой делитель потока, который отличается низкой стоимостью и быстрым срабатыванием.
РИС. 6 показывает схему вспомогательного источника питания, которая обеспечивает источник постоянного тока низкого напряжения для схемы управления. В настоящем изобретении в качестве вспомогательного источника питания используется односторонний импульсный источник питания с обратным ходом.
Следует понимать, что каждый из элементов, описанных выше, или два или более вместе могут также найти полезное применение в других типах способов, отличных от типа, описанного выше.
Хотя некоторые новые особенности этого изобретения были показаны и описаны и указаны в прилагаемой формуле изобретения, он не предназначен для ограничения приведенными выше деталями, поскольку будет понятно, что различные упущения, модификации, замены и изменения в Формы и детали проиллюстрированного устройства и его работы могут быть изготовлены специалистами в данной области техники без какого-либо отклонения от сущности настоящего изобретения.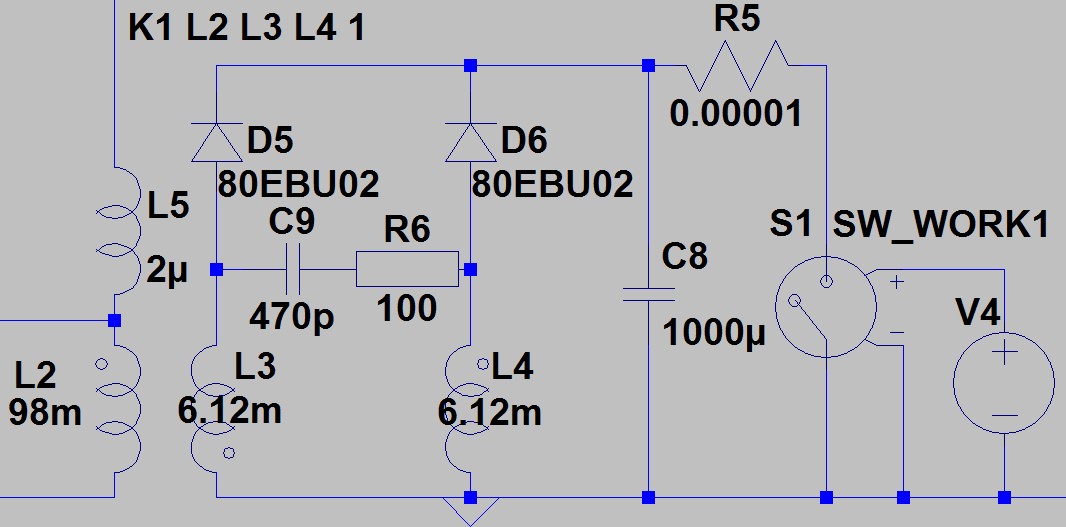
% PDF-1.3
%
1 0 obj
> поток конечный поток
endobj
2 0 obj
> / Тип / Каталог / StructTreeRoot 3 0 R / Метаданные 1 0 R / Lang (en-US) / PageLayout / SinglePage / PageMode / UseNone / Pages 4 0 R >>
endobj
4 0 obj
>
endobj
5 0 obj
> / Parent 4 0 R / Contents 25 0 R / Type / Page / Tabs / S / Resources> / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] / XObject> / Font >>> / MediaBox [0 0 595 . qIw-? 6QӨ & ̏ | WZy3x0 rN ((8H Փ Ad (KHe3x) c nh + IJ)? 1pʹya ն 2 e ؋}} = NOi! fUH ЍlP (yf $ Yxy: Jz0 # A2e
qIw-? 6QӨ & ̏ | WZy3x0 rN ((8H Փ Ad (KHe3x) c nh + IJ)? 1pʹya ն 2 e ؋}} = NOi! fUH ЍlP (yf $ Yxy: Jz0 # A2e
Что такое напряжение холостого хода (OCV)?
?Что такое OCV?
Напряжение холостого хода (также известное как напряжение холостого хода) — это напряжение, которое существует между электродом и работой (или землей), когда сварка не выполняется.
Какое влияние OCV оказывает на характеристики сварки палочкой?
OCV работает аналогично функции горячего старта в том, что «более высокое» значение OCV улучшает легкость зажигания электрода (а также помогает поддерживать сильную / стабильную дугу), что особенно выгодно при использовании электродов с трудностями в эксплуатации, таких как как с низким содержанием водорода.
В общих чертах;
Машины с OCV менее 50 В будут иметь характеристики дуги «от средних до плохих».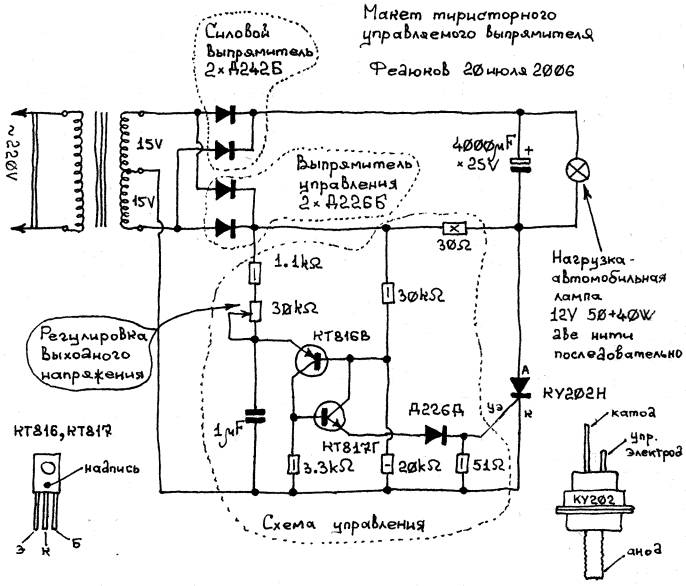 Многие старые трансформаторные машины (особенно однофазные) обычно имеют OCV 40-45 В.Эти машины подходят для использования с электродами общего назначения, они могут испытывать затруднения при работе с такими электродами, как электроды с низким содержанием водорода, некоторые типы нержавеющей стали, наплавки и другие более специализированные стержни, для которых требуется более высокий OCV.
Многие старые трансформаторные машины (особенно однофазные) обычно имеют OCV 40-45 В.Эти машины подходят для использования с электродами общего назначения, они могут испытывать затруднения при работе с такими электродами, как электроды с низким содержанием водорода, некоторые типы нержавеющей стали, наплавки и другие более специализированные стержни, для которых требуется более высокий OCV.
Машины с OCV 50 В и выше будут иметь «хорошие» характеристики дуги. У большинства известных инверторных сварочных аппаратов / сварщиков MMA OCV составляет 50 В и более.
Аппараты с OCV 55 В и выше будут иметь «отличные» характеристики дуги. В эту категорию входят такие машины, как Weldforce 135S, 140ST и 180ST.
Машины с OCV 65-70V и выше будут иметь «отличные» характеристики дуги. В эту категорию входят такие машины, как Weldforce 205MST и 255MST.
Чем OCV отличается от сварочного напряжения?
OCV не следует путать со сварочным напряжением. Сварочное напряжение — это напряжение, которое существует между электродом и работой (или землей) во время сварки, и это то, что поддерживает дугу между электродом и работой.
Сварочное напряжение обычно намного ниже, чем OCV, и может меняться в зависимости от многих параметров (таких как длина дуги и т. Д.).
Другие статьи о сварке стержневыми / стержневыми электродами
Процесс ручной / ручной сварки
Что такое горячий пуск, сила дуги и защита от прилипания?
Использование генераторов для питания инверторных сварочных аппаратов
Сушильные шкафы для сварочных электродов
Преимущества электродов с двойным покрытием
Почему нельзя получить хороший сварной шов из-за плохого зажима заземления
Несмотря на то, что были приняты все меры, Weldclass не несет ответственности за какие-либо неточности, ошибки или упущения в этой информации или ссылках и приложениях.Любые комментарии, предложения и рекомендации носят только общий характер и не могут применяться к определенным приложениям. Пользователь и / или оператор несут исключительную ответственность за выбор соответствующего продукта для их предполагаемого назначения и за обеспечение правильного и безопасного функционирования выбранного продукта в предполагаемом применении. E. & O.E.
Основы газовой дуговой сварки металлов: сварочный ток и сварочное напряжение
Введение
Газовая дуговая сварка металлическим электродом (GMAW) — это сварочный процесс, который коммерчески доступен уже около 60 лет.Основная операция процесса GMAW происходит, когда между основным материалом и проволочным электродом с непрерывной подачей возникает и поддерживается электрическая дуга. Расплавленная сварочная ванна защищена от атмосферных условий оболочкой из защитного газа, который непрерывно обтекает как присадочный металл, подаваемый в сварочную ванну, так и саму сварочную ванну.
Тепло электрической дуги служит для локального плавления основного металла, а также для плавления присадочного металла проволоки, подаваемого в сварной шов.В процессе GMAW участвуют две стороны:
1. Скорость горения: Относится к скорости в дюймах в минуту (дюйм / мин) или метрах в минуту (м / мин), с которой присадочный металл проволоки расплавляется или потребляется тепловой энергией сварочной дуги. Основными переменными, контролирующими тепловую энергию дуги, являются сварочный ток, сварочное напряжение и состав защитного газа.
2. Скорость подачи: это просто скорость, опять же в дюймах / мин или м / мин, с которой присадочный металл проволоки подается в сварной шов.
Для стабильной сварочной дуги скорость горения и скорость подачи должны равняться друг другу. Например, если скорость горения выше скорости подачи, присадочный металл проволоки расплавится до контактного наконечника и вызовет проблемы. За исключением переноса металла короткого замыкания, если скорость подачи выше скорости горения, присадочный металл проволоки будет попадать в расплавленную сварочную ванну, что опять же вызывает проблемы.
Существует четыре основных параметра процесса GMAW, которые влияют как на профиль проплавления в основной материал, так и на профиль сварного шва над основным материалом для данного сварного шва:
1.Сварочный ток
2. Сварочное напряжение
3. Расстояние между контактом и работой
4. Скорость движения
Приведенная ниже информация описывает самые основные эффекты, которые переменные сварочного тока и сварочного напряжения оказывают на профиль проплавления сварного шва в основном материале и профиль сварного шва, который находится над основным материалом. В качестве основного материала для следующих сварных швов используется холоднокатаный пруток 1018 бар, а в качестве защитного газа используется 90% аргона — 10% CO2.
GMAW с источником питания постоянного напряжения
В процессе GMAW обычно используется источник питания постоянного напряжения (GMAW-CV), который обеспечивает относительно постоянное выходное сварочное напряжение в диапазоне сварочных токов.Для GMAW-CV сварщик выбирает скорость подачи проволоки (WFS) на механизме подачи проволоки и соответствующее напряжение на источнике сварочного тока. Затем внутренняя схема источника питания подает сварочный ток, необходимый для поддержания стабильной дуги. Параметры процесса GMAW, такие как ток и скорость подачи проволоки, взаимосвязаны, поэтому одна из них не может быть независимо отрегулирована, не влияя на другую, путем изменения настройки селектора WFS на самом источнике питания.
Сварочный ток
Переменная сварочного тока в первую очередь регулирует количество наплавленного металла шва во время сварки.Как обсуждалось ранее, переменные процесса WFS и ток напрямую связаны, так что одно увеличение связано с другим, и наоборот. Сварные швы 1–5 демонстрируют эту взаимосвязь, рис. 1 и 2. При сохранении всех остальных переменных постоянными WFS постепенно увеличивалась от шва 1 до шва 5, что, следовательно, увеличивало сварочный ток. Помните, что сварщик устанавливает WFS, а не текущий уровень источника питания GMAW-CV, поэтому основной способ регулировки тока — это регулировка WFS. В таблице 1 показаны данные сварки этих швов.
Сварочный ток также влияет на профиль проплавления. Удерживая все остальные переменные постоянными, по мере увеличения сварочного тока шов будет проникать в основной материал. Это увеличение проплавления видно в сварных швах 1–5, рис. 1. Движущая сила за пальцеобразным проваром в сварных швах 3-5 заключается в том, что режим переноса металла в сварочной дуге был режимом переноса металла распылением. Этот режим переноса металла обычно переходит из шарового в режим распыления при сварочном токе свыше примерно 190 ампер для определенных комбинаций металла и защитного газа.
Рис. 1. Поперечное сечение сварных швов 1-5. Красный контур лучше отображает профиль проникновения.
Рис.2: Вид сварных швов 1-5 сверху вниз
Таблица 1: Параметры сварочного тока
Сварочное напряжение
Сварочное напряжение в первую очередь регулирует длину дуги, которая представляет собой расстояние между расплавленной сварочной ванной и присадочным металлом проволоки в точке плавления внутри дуги.По мере увеличения напряжения сварной шов будет больше расплющиваться и иметь увеличивающееся отношение ширины к глубине. Сварные швы 7-11 на Рисунке 4 показывают это расширение сварных швов при увеличении напряжения. В таблице 2 приведены данные для этих сварных швов.
Обратите внимание, что проплавление сварных швов 7-9 оставалось относительно постоянным. Несмотря на изменение напряжения, сварочный ток не изменился, поэтому проплавка существенно не изменилась. Сварные швы 10 и 11 показали увеличение проплавления в виде пальцев, а также увеличение сварочного тока.По мере того как длина дуги увеличивается пропорционально увеличению напряжения, удлинение электрода, расстояние от контактного наконечника до точки, где сварочная проволока плавится в дуге, соответственно уменьшается, рис. 3.
Рисунок 3: Диаграмма удлинения электродов и длины дуги
По мере уменьшения удлинения электрода уменьшается и сопротивление сварочному току, протекающему через эту часть проволоки. По закону Ома и при постоянном напряжении сварочный ток может увеличиваться.Ток действительно был увеличен, и его было достаточно, чтобы изменить режим переноса с шарового на распыленный, о чем свидетельствует увеличение проникновения пальца. Этот феномен будет дополнительно объяснен в следующем блоге, в котором будет рассмотрено влияние переменных расстояния контакта и рабочего расстояния (CTWD).
Рисунок 4: Вид сварного шва 7-11 в разрезе. Красный контур лучше отображает профиль проникновения.
Рис.5: Вид сварных швов сверху 7-11
Таблица 2: Данные сварочного напряжения
В следующий раз мы рассмотрим переменные расстояния между контактом и рабочей поверхностью (CTWD) и скорость перемещения и посмотрим, как они влияют на профиль сварного шва и проникновение основного материала.
С любыми вопросами об основных принципах работы GMAW обращайтесь к Нику Капустке по адресу [email protected].
.