Серебряный припой своими руками
Серебряный припой постоянно применяют для промышленных производств и в домашних условиях, ведь он является самым высококачественным. Однако стоимость его достаточно большая, ведь в составе присутствует материал драгоценного типа. Именно поэтому часто люди стараются самостоятельно сделать данный припой. Однако это могут сделать только те, у которых имеются специализированные знания в этой области, ведь необходимо сделать такой материал, который будет обладать всеми нужными характеристиками и свойствами.
Серебро в чистом виде довольно дорогой металл, поэтому для припоя его используют в редких случаях, в основном он необходим для ювелирного производства. У материала мягкая структура, поэтому чтобы обеспечить качественное соединение, необходимо добавить в сплав и другие материалы, к примеру, алюминий, кадмий, цинк, никель или медь. При соединении чистого серебра с медью и цинком, то расплавление металла станет значительно выше, что хорошо влияет на спаивание деталей.
При содержании чистого серебра около 25 % материал качественно спаивает латунные заготовки. Поверхность в итоге получается аккуратно и выглядит привлекательно.
Очень часто припои производятся в виде сплошных листов. Перед работой его необходимо аккуратно разделить на полоски размером около 2 мм, ну а ширину можно сделать по собственному усмотрению, это зависит от того, как будет происходить применение материла. Зазорная пайка таким способом получается наиболее качественной. После использования швы прекрасно переносят различные вибрации и не портятся. Детали даже могут деформироваться или подвергаться физическому воздействию, но соединение остается целостным и герметичным в течение максимального времени.
Характеристики и свойства припоя из серебра
Собственноручное создание серебряного припоя часто делается для применения в домашней обстановке. В большинстве случаев серебряный припой необходим для того, чтобы спаять вместе сразу несколько слоев разнообразных металлов, ведь в итоге должен получиться большой по толщине слой, который нужно создавать несколько раз. Именно поэтому у материала должна быть высокая температура плавления для проведения ступенчатой пайки, чтобы при спаивании очередного металла не испортился и предыдущий слой. Припой должен плавиться при температуре не меньше 600 градусов по Цельсию.
В большинстве случаев серебряный припой необходим для того, чтобы спаять вместе сразу несколько слоев разнообразных металлов, ведь в итоге должен получиться большой по толщине слой, который нужно создавать несколько раз. Именно поэтому у материала должна быть высокая температура плавления для проведения ступенчатой пайки, чтобы при спаивании очередного металла не испортился и предыдущий слой. Припой должен плавиться при температуре не меньше 600 градусов по Цельсию.
При создании данного типа материала необходимо обеспечить, чтобы в состав входило 30 % серебра. Меди должно быть около 20 %, цинка 16 %, а кадмия 33 %. Этот материал является довольно хрупким, поэтому стоит избегать механического и физического воздействия на него, чтобы он не разрушился со временем. Для повышения текучести сплава при однослойном спаивании можно добавить около 50 % серебра от общего количества состава. При этом ощутимо увеличивается сопротивляемость к воздействию со стороны. Многоступенчатая пайка также возможна в этом случае, только требует большой аккуратности в работе.
Материалы и инструменты для создания припоя
Имеется несколько вариантов создания серебряного припоя самостоятельно. Однако даже самые простые из них требуют тщательной работы, причем не факт, что материал получится качественным. Для начала стоит найти все инструменты и необходимые материалы. Для этого понадобятся:
- ломик для серебра;
- другие металлы, входящие в состав, к примеру, бура для пайки, латунь, медь;
- весы;
- ложечка;
- кусачки;
- ножницы;
- наждачка;
- горелка газовая;
- лопаточка;
- фальцы;
- ингус.
Технология создания серебряного припоя
Сначала потребуется определиться с составом материала, а затем подготовить нужные элементы в необходимых пропорциях. Налить серебро в ложку и расплавить его при помощи горелки. После этого можно приступать к добавлению других элементов, главное не спешить и делать все аккуратно, чтобы полученная смесь оказалась однородной.
- 80 % серебра;
- 16 % меди;
- 4 % цинка.
Средний по жесткости:
- 75 % серебра;
- 22 % меди;
- 3 % цинка.
Для создания мягкого припоя:
- 65 % серебра;
- 20 % меди;
- 15 % цинка.
Самостоятельное создание припоя
Спаивание при помощи серебряного припоя является очень ответственным и важным занятием, поэтому и заниматься его приготовлением необходимо со всей внимательностью и аккуратностью. Необходимо правильно обеспечить его превращение из жидкого в твердое состояние. Необходимо добавить все необходимые ингредиенты и сделать состав однородным, и уже после всех этих действий становится возможным перелить материал в ингус. При этом происходит три основных варианта этапов:
При этом происходит три основных варианта этапов:
- Для начала необходимо подготовиться к расплавлению в ложке.
- Добавить остальные ингредиенты.
- После этого стоит перемешать готовый состав и перелить его в ингус.
Необходимо на донышко ложки положить немного картона, а затем пластину большего диаметра, чтобы она покрывала ложку полностью. Затем необходимо вжать пластину в ложку для получения вогнутой формы. Это очень важно, ведь при большей глубине процесс будет длительнее.
Точный все ингредиентов и их сортировка
Один рецепт подразумевает точное содержание следующих ингредиентов:
- 20 г серебра 916 пробы;
- лома серебра 875 пробы;
- 12 г чистого серебра;
- металлы;
- бура;
- газовая горелка.
Металл для создания припоя рекомендуется распределять маленькими отдельными кучками. Потом все происходит в зависимости от использованного рецепта и тщательным образом смешивается. Потом следует добавить буру 1/10 часть от общего количества. И только после этого можно приступать к подогреву в ложечке.
Потом следует добавить буру 1/10 часть от общего количества. И только после этого можно приступать к подогреву в ложечке.
Необходимо расположить ингус недалеко от процесса. Для начала его следует смазать при помощи воска, а затем подогреть, ведь материал нельзя помещать из горячей в холодную емкость. При подогревании состав должен находиться в одинаковой температуре, поэтому как только необходимая консистенция достигнута. Он сразу переливается в ингус. После того, как припой станет нужной формы. Нужно подставить его в холодную воду. При полном охлаждении брусок вытаскивается. Следует помнить, что картон в ложке может выдержать не более пяти процессов такого рода, потом его необходимо поменять.
Как в домашних условиях запаять серебряную цепочку
Пайка любого металла основана на знаниях о его физических и химических свойствах. Это касается и серебра. Температура перехода этого металла из твёрдого в расплавленное состояние равна +960 градусам. Это идеальный показатель.

На практике при пайке дело приходится иметь со сплавами, и температура плавления здесь напрямую зависит от составляющих, а также их процентного соотношения. Пайка серебра требует аккуратности, и прежде чем к ней приступать, неплохо потренироваться на недорогих изделиях.
Пайка серебром
Процесс протекает с помощью специального припоя, структура которого подобрана по соответствию к пробе драгоценного металла. Действие можно производить двумя инструментами:
- электрическим паяльником;
- газовой горелкой.
Серебро помещается на ровную поверхность с низкой тепло проводимостью, которая не поддается к температурным воздействиям, отличным предметом для этих целей служит кирпич. Место спайки обрабатывается флюсом, рядом помещается необходимого размера кусок материала для пайки. Паять серебро лучше горелкой, плавными, равномерными движениями металл прогревается до нужной температуры.
В домашних условиях пайка требует определенных навыков и квалификации. Подбор правильного флюса и припоя требует практики, опыта, знаний по маркировке компонентов. Не рекомендуется использовать серебряный лом в качестве смеси для пайки. Температура плавления детали должна быть ниже драгоценного металла, иначе существует вероятность испортить отрезок.
Подбор правильного флюса и припоя требует практики, опыта, знаний по маркировке компонентов. Не рекомендуется использовать серебряный лом в качестве смеси для пайки. Температура плавления детали должна быть ниже драгоценного металла, иначе существует вероятность испортить отрезок.
Равномерно расплавив изделие, нужно продолжать операцию до момента создания качественного шва. Припой может быть помещен малыми количествами, далее добавлен при соответствии к обстоятельствам. В конце операции требуется очистить продукт от остатков субстанций пайки и флюса, действие совершается мелкозернистой наждачной бумагой, во избежание царапин и других повреждений.
Для осветления соединения применяется раствор лимонной кислоты, а чернение происходит йодом. При мероприятиях важно помнить о технике безопасности, процесс должен производится проветриваемом помещении, оператор должен одеть средства индивидуальной защиты.
Достоинства
Серебро плавится при 962оС. Чистый серебряный припой позволяет создавать соединения с высокой пластичностью. Основными их преимуществами считаются:
Основными их преимуществами считаются:
- отличная текучесть в расплавленном состоянии;
- прочность;
- устойчивость к коррозии;
- возможность соединять разные металлы и сплавы;
- высокая электропроводность и теплопроводность.
Температура плавления понижается с понижением доли серебра. Параллельно снижается время и затраты энергии на единицу расплавляемого объема.
Какие применяют припои
Серебряные добавки производятся разных видов, прилагается при запаивании предметов из стали, а также других сплавов, распространенных на промышленности. Различные детали содержат прочие элементы, состав отличается надежностью и хорошими показателями качества при соединении компонентов. Основной особенностью является стойкость к коррозии соединённых компонентов, обработанных серебром.
В производстве наиболее востребованными считаются соединения марок ПСР-10, ПСР-15.
Паяльно-серебряный раствор обладает различными характеристиками, число на конце маркировки обозначает количество драгоценного металла составом. При возвышенных требованиях к антикоррозийной стойкости шва применяются марки ПСР-70 и выше, однако такие вещества дороги, используются крупными промышленностями. Пайка серебра осуществляется по различным требованиям, поэтому к выбору состава перед производством необходимо грамотно подойти.
При возвышенных требованиях к антикоррозийной стойкости шва применяются марки ПСР-70 и выше, однако такие вещества дороги, используются крупными промышленностями. Пайка серебра осуществляется по различным требованиям, поэтому к выбору состава перед производством необходимо грамотно подойти.
Припой ПСР-10
Форма выпуска материала для пайки может быть различной, зависит от предназначения и содержания различных сплавов. Реализуется под видом порошка или кусочков от 2 мм, существуют вариации из цельного листа, который легко режется кусачками на требуемые размеры. При действиях с проводами, подходит элемент под видом проволоки, его легко транспортировать и добавлять малыми пропорциями.
Прочность паяного соединения
Пайка позволяет соединить разнородные материалы. В этом и заключается главное преимущество метода. Но важно оценить прочность паяного соединения, что и является показателем качества работы. На это влияет размер зазора. При малых значениях лучше всего проявляется эффект капиллярного течения, то есть металл изделия растворяется в припое. Этот эффект увеличивает прочность соединения на 30-60%.
Этот эффект увеличивает прочность соединения на 30-60%.
Во время работы нельзя забывать о мерах безопасности. Это касается наличия перчаток на руках и респиратора. Нельзя забывать и о высоких температурах, которые могут стать причиной пожара.
Паяльный инструмент
В домашних условиях возможно починить любой предмет, главное желание. Серебряные детали не исключение, часто после механических воздействий украшения ломаются или обретают трещины. Поход к ювелиру может вылиться в копеечку, да и качество действий, применяемый материал может быть под вопросом.
Паяльник
Своими руками произвести действия не сложно, важно аккуратно подойти к выбору инструмента. При домашних условиях возможно использование паяльника. Важно отметить, что не каждое электрическое нагревательное оборудование может разогреть жало до существенной температуры. Обычный паяльник может нагреть кончик жала до 350 ⁰C, чего не достаточно для плавления деталей.
Мастера точек по ремонту ювелирных продуктов пользуются газовой горелкой, она способна разогреть сталь до нужной отметки. Возможна деятельность нагревательным оборудованием с повышенной мощностью и тонким жалом, однако такие действия могут выполняться только с припоями, имеющими в структуре не высокое количество смеси.
Возможна деятельность нагревательным оборудованием с повышенной мощностью и тонким жалом, однако такие действия могут выполняться только с припоями, имеющими в структуре не высокое количество смеси.
Подготовка материалов
Электропаяльник прилагается для спайки радиотехнических частей с помощью припоев, имеющих в структуре серебро. Соединить ювелирное изделие паяльником не получится, ввиду отсутствия достаточной производительности. Для деяний с такими компонентами применяется термобур, а также следующие материалы:
- стойкое к высоким температурам сырье – кирпич;
- канифоль;
- кислотный раствор;
- пинцет, кисточка, кусачки;
- медные щипцы, небольшой отрезок ветоши.
Инструменты для пайки серебра
Флюсом для производства применяется колофоний. Предназначением является образование пленки во избежание взаимодействия субстанции с кислородом в процессе работы. Для ювелирных поделок используется специальное соединение, если магазинами не предлагается соответствующих вариантов, возможно изготовить канифоль самостоятельно. Бура и поташ смешиваются пропорциями один к одному, кристаллы порошкообразной буры перетирают с поташом, результатом получается флюс.
Бура и поташ смешиваются пропорциями один к одному, кристаллы порошкообразной буры перетирают с поташом, результатом получается флюс.
Несеребреные припои
При производстве, крайне не рекомендуется применять продукты, в которых присутствует свинец. Обуславливается это тем, что следы свинца удаляются с трудом, а надёжное крепление получается в единичных случаях. Также свинец токсичен, а ювелирные поделки, как правило, носятся на видных местах тела. При продолжительном ношении может возникнуть реакция кожи на токсичный свинец, который может впитываться в покровы.
Пайка серебра в домашних условиях при помощи олова
Оловянные проволоки применяются при действиях с серебряными металлами крайне редко, скрепление частей возможно произвести, но существую негативные факторы:
- шов получается заметным, разные металлы будут выдавать оттенок при солнечных лучах;
- олово темнеет при контакте с водой или воздействии среды повышенной влажности.
К серебряным деталям печатных плат может употребляться элемент спаивания марки ПОС-60, где содержится большая доля олова. Форма выпуска зачастую выглядит в виде проволоки, имеющей флюс составом.
Форма выпуска зачастую выглядит в виде проволоки, имеющей флюс составом.
Старинный рецепт варки
В рецептуру входит советский серебряный полтинник чеканки 1924 года и медный пятак чеканки 1961 года.
Последовательность действий следующая:
- измельчить монеты ножницами;
- расплавить в ложке серебро;
- добавить в плавильную ложку медь;
- плавными кольцевыми движениями руки перекатывать расплав по ложке до полного перемешивания;
- вылить расплав в ингус и охладить.
Поученный припой для пайки серебра будет приблизительно 900 пробы. Точная проба зависит от степени износа монет.
Как паять серебро паяльником
Ювелирные предметы ремонтируются с помощью газовой горелки или электрического паяльника. Перед тем, как паять серебро в домашних условиях, важно определить пробу. Высокопробные металлы не подвергаются температурным воздействием паяльника. При наличии денежных средств, сложной формы изделия, лучше обратиться к специалистам.
Запрещается паять ювелирные предметы эмалью или чернением, твердыми элементами пайки.
Закрепленные драгоценные камни перед спайкой требуется удалить, иначе они могут раскрошиться и испортиться под воздействием большой температуры.
Электрическим паяльником, работающим от сети, невозможно плавить твердотельные серебряные вещества. Для надежного крепления, требуются высокие показатели расплавления вещества, нагревательным оборудованием образовывается поверхностное крепление элементов.
Пайка серебра паяльником
При помощи электропаяльника предоставляется возможность крепить массивные детали серебряным припоем, зачастую инструмент используется для работы со свинцово – оловянными субстанциями.
Физико-химические свойства и состав
Химический состав паяльного материала определяется ГОСТ и влияет на его физико-химические параметры. Для изменения свойств в состав включают такие элементы, как медь, цинк, олово, сурьма и другие.
Норматив содержания добвако в различных марках припоев.
Для снижения стоимости состава при пайке менее ответственных соединений серебро разбавляют дешевыми относительно серебра оловом, свинцом, цинком.
Как паять газовой горелкой
Для качественного и надежного крепления элементов используется газовая горелка. Инструментом возможно разогреть необходимый отрезок до 1200 ⁰C пайки серебра в домашних условиях происходит при отметке 960 ⁰С. Совершается процесс следующим образом:
- Перед любой операцией спайки, компоненты обезжириваются, окисления убираются с помощью наждачной бумаги.
- После механического воздействия, часть необходимо промыть, просушить. На поверхности стыковки наносится канифоль, приобретенный в магазине, либо изготовленный в домашних условиях.
- Продукт закрепляется тисками или используется специальное крепежное приспособление, при работе невозможно будет держать определенный отрезок каким-либо инструментом. Нагрев подразумевает занятость обеих рук, при процессе изделие нужно перемещать.

- Включение происходит путем перемещения регулятора газа соответствующим положением. Струя пламени регулируется путем подачи или уменьшения количества газа. Важно помнить, мероприятия с газом проводить пожароопасно, необходимо организовать вентиляцию помещения.
- Обозначенное место пайки греется струей пламени, равномерно распределяя величину факела по поверхности серебряного продукта. Пламя должно контролироваться визуально, в идеале оно имеет темную сердцевину, повышенная температура производится ядром факела. Мероприятия по ремонту ювелирных предметов различных смесей в домашних условиях производится наружном слоем пламени, производительность соответствует плавлению по всем параметрам.
- После начатой операции плавления, необходимо поднести проволоку ко шву. Под воздействием высоких температур металл, предназначенный для пайки, начнет плавиться и заполнит шов самотеком.

Пайка серебра газовой горелкой
Существуют смеси в порошкообразной форме, их нужно перемешать с флюсом и предварительно нанести на место соединения. Нагревательное устройство не нужно направлять в этом случае на вещество, иначе он может заблаговременно расплавиться и растечься или окислиться.
Нагревательное устройство не нужно направлять в этом случае на вещество, иначе он может заблаговременно расплавиться и растечься или окислиться.
Почему серебряные цепочки рвутся? Топ-3 причин
- Изделие с браком. Но просто так в магазине порванную цепочку обратно не примут: нужно провести экспертизу, чтобы доказать заводской брак. Если экспертиза подтвердит, что виноват изготовитель, то покупатель вернет себе потраченные деньги — и за украшение, и за экспертизу.
- Пустотелость. Да, цепочки часто делают пустотелыми — это не слишком практично, зато удешевляет стоимость украшения. На такие цепи нельзя вешать тяжелые кулоны, а еще они могут рваться от малейшего механического воздействия.
- Ношение тяжелых кулонов. Чтобы не допустить чрезмерной нагрузки на цепочку, учитывайте соотношение веса цепи и кулона.
Выбор припоя
Выбор соответствующего вида смеси при спаивании сталей проводится в соответствие со структурой сырья. Припои с содержанием серебра позволяют производить прочные швы, с равномерным, плотным покроем. Данные виды обладают повышенными антикоррозийными свойствами, что дает возможность применять их с веществами, подвергаемыми агрессивному воздействию окружающей среды.
Припои с содержанием серебра позволяют производить прочные швы, с равномерным, плотным покроем. Данные виды обладают повышенными антикоррозийными свойствами, что дает возможность применять их с веществами, подвергаемыми агрессивному воздействию окружающей среды.
Для домашних условий, хозяйственных нужд используются обычные изделия, смесь которых содержит олово, небольшое количество серебра, пайка может применяться к радиотехнике и другим бытовым приборам.
Для ремонта штуцеров, различных патрубков и других субстанций с содержанием меди более 57% употребляется структура с маркировкой ПСР-12. Для конструкций с возвышенными требованиями к надежности и прочности, важно использовать более насыщенные материалы. Необходимо знать, что существуют продукты с содержанием серебра до 70%.
Припой ПОС-40
ПОС-40 в упаковке
В качестве альтернативы оловянному составу пайки, используется серебрено — цинковый. Цена такого продукта высока, однако окупается при использовании со сталями повышенной хрупкости. Распространенным в радиотехнике является припой марки ПОС-40, который содержит 2,5% серебра.
Распространенным в радиотехнике является припой марки ПОС-40, который содержит 2,5% серебра.
Подготовка флюса своими руками
Существует несколько способов приготовления флюса в домашних условиях. Основные инструменты и материалы, которые могут понадобиться при изготовлении:
- Газовая плита, ей производится разогрев вещества до жидкого состояния.
- Ложка, служит для дозировки порошка.
- Стальная емкость или ступа, используется для измельчения твердой канифоли до мелких частиц.
- Герметичная емкость для хранения.
После приготовления порошка, необходимо подготовить растворитель. Подогревается элемент до требуемой температуры, обычно применяется раствор с пропорциями 1 к 1. Перемешивание раствора, приготовленного в домашних условиях, происходит ложкой до перехода всех частиц в жидкое состояние. В процессе смесь приобретает желтоватый оттенок.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Разновидности
Классификация серебросодержащего сплава проводится по концентрации основного элемента. Она выглядит следующим образом:
Она выглядит следующим образом:
- Низкое содержание. Подобный состав применяется в промышленности для пайки различных металлических изделий. Также состав применим и в электротехнике по причине высокой проводимости и текучести. В соединение включены и другие элементы, поэтому паять достаточно просто.
- Средний процент содержания (40-60%). Этот припой применяется для получения швов, которые эксплуатируются при относительно невысокой температуре. Материал ПСр40 позволяет получать прочные соединения с должной пластичностью, за счет чего они могут выдерживать высокие динамические нагрузки. Припой ПРс45 применим при работе со стыками, толщина которых — до 3 мм.
- Высокий процент концентрации. Некоторые сплавы предназначены для пайки лезвий ленточных пил. Состав обеспечивает повышенную прочность на изгиб и разрыв. Марка ПСр70 обладает повышенной проводимостью, что позволяет использовать ее при создании электрокомпонентов. Минимальный показатель сопротивления снижает вероятность нагрева оборудования при эксплуатации. Однако высокая цена определяет узкое применение материала.
 Однако высокая цена определяет узкое применение материала.
Однако высокая цена определяет узкое применение материала.
Приведенная выше классификация учитывается при выборе наиболее подходящего припоя. Маркировка проводится с учетом установленных стандартов.
Пара слов о флюсах
Назначение флюсов – защита металла спаивания от воздействия окислов с помощью изоляции участка пайки от воздуха. Самый частый состав флюсов для ремонтов – смесь поташа с бурой в равных пропорциях, иногда вместо поташа берут соду.
Чтобы получить порошковую буру, нужно предварительно просушить водный раствор буры. Это сделать лучше на обычной газовой плите в фарфоровой емкости для выпаривания.
Как только раствор превратится в кристаллы, их нужно измельчить до состояния порошка. Удалять флюс нужно после пайки слабым подогретым кислотным раствором.
Что необходимо иметь для спаивания изделия?
Чтобы спаянный шов был крепким, необходимо приготовить следующие материалы и инструменты:
- Основание для основной работы (плита из асбеста или кирпичи), устойчивое к высоким температурам;
- Припой из серебра;
- Флюс;
- Травильный раствор кислоты;
- Серную печень;
- Небольшую кисточку;
- Пинцет или щипчики;
- Кусачки;
- Газовую горелку;
- Щипцы из меди;
- Чистый кусок материи светлого оттенка.

Припои с применением серебра, золота, платины и палладия
Как быть если сломалось ваше любимое ювелирное изделие? Конечно, такая ситуация возможна и часто даже высокая стоимость украшения не может защитить вас от этого. Иногда ситуация складывается таким образом, что отнести изделие на починку мастеру нет возможности или желания. Тогда приходится разбираться, как запаять золото в домашних условиях.
Вам может показаться, что сделать это самостоятельно невозможно, на самом деле это не так. Конечно, без профессиональных методов вам вряд ли удастся спаять кольцо или другое массивное изделие, но вы вполне можете поучиться на более тонких деталях, например, спаять золотую цепочку.
Основы пайки
Спаивать металлы между собой означает создавать их крепкое соединение. Под пайкой подразумевают чаще всего нагревание двух металлов до их расплавления и смешивания друг с другом. Для того чтобы это осуществить, применяется третий метал, температура плавления которого намного ниже, что позволяет ему проникать в поры основных двух.
Третий металл носит название «припой» и обычно имеет температуру плавления на 40 градусов ниже, чем основной. Такой припой называют тугоплавким. Легкоплавкий припой имеет температуру плавления на 50 градусов ниже. Раньше использовалась пайка припоем на основе ртути, но сейчас это запрещено из-за ее высокой токсичности.
Для качественной пайки необходимо подготовить поверхность металла. Дело в том, что при нагревании на нем образуется оксидная пленка, которая не дает припою проникнуть в поры металла. Чтобы это предотвратить и улучшить прочность швов, необходимо использовать специальную жидкость, называемую «флюс». Для каждого конкретного металла применяется свой флюс, который содержит спирт.
Пайка золота в домашних условиях
Порвалась цепочка — как починить?
Чтобы спаять золотую цепочку в домашних условиях, вам понадобятся следующие инструменты:
- Газовая горелка для пайки.
- Припой для пайки золота.
- Специальный флюс.
- Плоскогубцы.
- Лист тугоплавкого металла.
- Набор надфилей (лучше, если под рукой будет бормашина).
- Шило.
- Пинцет.
- Тиски.
Важно! Все инструменты должны быть очень маленькими. Если приобрести их на “барахолке” не получится, то обратитесь за инструментом в ювелирную мастерскую или к специалистам по ремонту часов.
Если специального припоя у вас нет и приобрести в мастерской нет возможности, то придется приобрести дополнительные материалы и инструменты:
- Тигель.
- Золото.
- Серебро.
- Латунь.
- Медь.
- Емкость для отливки припоя.
Чтобы процесс пайки вам был понятен, опишем его поэтапно.
Изготовление пайки
Ювелирные изделия требуют и ювелирной точности, поэтому:
- Для изготовления припоя в тигель поместите золото, серебро и медь в следующей пропорции: 585:115:186.
- Кроме того, на этот состав потребуется 135 частей латуни, либо 112 долей кадмия.

- Золото, серебро и медь подвергните плавке с помощью газовой горелки.
- В расплавленный состав введите латунь (кадмий).
- Дождитесь полного перемешивания ингредиентов.
- Вылейте состав в емкость.
- Слегка остывшему металлу на наковальне придайте форму пластины или тонкой проволоки.
- Дайте материалу остыть.
- Сверните припой в удобное для хранения положение.
Порядок выполнения пайки
Починка украшений из драгметаллов требует предварительной подготовки, поэтому действуйте следующим образом, чтобы аккуратно спаять золотую цепочку в домашних условиях:
- На разомкнутое звено наденьте целые детали цепочки.
- Внутрь поврежденного звена вставьте металлический цилиндр соответствующего диаметра.
- Обожмите звено с помощью плоскогубцев (пинцета). Таким образом вы соедините звенья с помощью поврежденной детали и приведете цепочку в нормальное состояние.
- Зачистите место пайки и обработайте флюсом. В процессе обработки образуется защитная пленка, которая будет противостоять появлению оксидов и позволит припою растечься по поверхности золота равномерно.

Итак, цепочка соединена, место пайки обработано, теперь заготовьте кусочек припоя подходящего размера и расположите его в непосредственной близости от себя. Приступаем к завершающему этапу.
Разогрев детали горелкой
- Отрегулируйте газовую горелку до получения очень тонкого потока плазмы.
- Разогрейте место пайки. Под воздействием температуры золото изменит цвет. Это будет свидетельствовать о том, что к месту повреждения можно приложить припой.
- Нагревайте место соединения и припой. Через короткий промежуток времени припой растечется по детали.
- Продолжайте следить за цветом металла и не дайте припою стать слишком перегретым. Он не должен капать с изделия и отличий по цвету с основным тоном украшения быть не должно.
- После того, как кадмий выгорит, а припой сравняется с золотом, считайте, что деталь цепочки спаяна.
Важно! Весь процесс очень щепетильный, поэтому возьмите на заметку дополнительные рекомендации:
- Работу с горелкой придется вести по “ощущению”, так как говорить об определенной температуре в домашних условиях бессмысленно, поскольку контролировать ее невозможно. Для работы с пайкой металлов нужен опыт.
- Если вы — начинающий мастер, то одного описания процесса будет недостаточно, так что рекомендуем потренироваться паять металл на мелких кусочках того же припоя. В процессе тренировки вы приобретете определенные навыки и научитесь определять состояние металла по его цвету в нагретом состоянии.
- “Отработанный” припой не используйте вторично, так как в нем не осталось кадмия. Если вам необходим новый припой, то повторите процесс плавки, чтобы вернуть в состав кадмий.
 Для работы с пайкой металлов нужен опыт.
Для работы с пайкой металлов нужен опыт.Материалы, применяемые для пайки
Для того чтобы место пайки не выделялось на фоне основного изделия, используемый припой должен по цвету совпадать с цветом золота. Для каждого оттенка разных проб предусмотрены разные припои. Кроме того, важной характеристикой припоя является его эластичность, текучесть и прочность. Одними из разновидностей таких припоев являются сплавы на основе галлия. Для наиболее распространенных проб применяются припои, содержащие в своем составе медь, серебро, золото, галлий, олово, индий, никель. Флюс при этом имеет вид пасты и состоит из бура и борной кислоты.
Флюс при этом имеет вид пасты и состоит из бура и борной кислоты.
Припой можно изготовить и в домашних условиях. Для этого в тигель помещаем золото — 58,5%, серебро — 11,5% и медь — 18,6%. Для качественной спайки пропорции нужно соблюдать как можно более точно. Далее к этому составу нужно будет добавить или латунь 13,5%, или кадмий 11,2%.
Золото, серебро и медь расплавляем с помощью газовой горелки. Добавляем в расплавленную массу четвертый ингредиент на выбор. После того как ингредиенты полностью перемешаются, переливаем все это в емкость. При помощи вспомогательных инструментов придаем сплаву желаемую форму и убираем на хранение.
Процесс пайки
Для начала поверхность необходимо подготовить. Помимо флюса, необходимо зачистить будущее место спайки и удалить загрязнение и жир. Эти процедуры должны производиться непосредственно перед началом пайки. Далее необходимо нанести флюс и соединить две детали. Если вы пытаетесь починить золотую цепочку и интересуетесь, как запаять ее, не забывайте что перед тем, как соединять два металла, необходимо продеть их в целые звенья и соединить изделие.
Внутрь поврежденного звена вставьте металлический цилиндр и плотно соедините его с помощью плоскогубцев. После того как изделие соединено, а стык обработан флюсом, пришло время перейти к самому процессу пайки. Заготовьте небольшой кусочек припоя и начинайте нагревать золото. Необходимо тщательно отрегулировать газовую горелку, чтобы поток плазмы был максимально тонким.
Проконтролировать температуру вы, конечно, не сможете, придется это делать на глаз. Для того чтобы определить, что золото достаточно нагрелось, следите за изменением его цвета. После этого приложите кусочек припоя к месту спайки и продолжайте греть. Следите за тем, чтобы припой не перегрелся, но и не отличался по цвету от основного металла.
После того как четвертый ингредиент припоя выгорит, детали соединятся и изделие станет однородным. Не спешите сразу браться за пайку ювелирного изделия, потренируйтесь сначала на припое. Даже самое подробное объяснение не может гарантировать сразу нужный результат. Процесс нужно прочувствовать. Возможно, уйдет несколько десяток попыток, прежде чем вы наловчитесь делать это аккуратно. Припой использовать повторно нельзя, но его можно переработать описанным выше методом.
Процесс нужно прочувствовать. Возможно, уйдет несколько десяток попыток, прежде чем вы наловчитесь делать это аккуратно. Припой использовать повторно нельзя, но его можно переработать описанным выше методом.
Чтобы придать изделию красивый законченный вид, место спайки необходимо будет зашлифовать. Хорошо, если у вас на такой случай имеется гравер. После шлифовки им можно отполировать поверхность. Если такого инструмента нет — подойдет и надфиль, но работать им необходимо очень осторожно и кропотливо.
В заключении описания того, как паять золото, хотелось бы отметить, что работа эта тонкая и ювелирная. Придется немало «попотеть», чтобы добиться красивого вида нового изделия. Так что рассчитайте ваши силы — возможно, эта работа как раз для вас.
Если вы все-таки не решитесь на такой ответственный шаг, как пайка золота, можно отнести изделие на ремонт профессионалам. Они смогут припаять части ювелирного изделия любой сложности с помощью лазерной пайки. Лазерная пайка не требует использования флюса, она выполняется при помощи точечного нагрева и исключает возможность перегрева частей.
Лазерная пайка не требует использования флюса, она выполняется при помощи точечного нагрева и исключает возможность перегрева частей.
Как запаять золото дома?
Пайка золота пошагово будет выглядеть следующим образом:
- готовим или покупаем припой, подходящий для нужной пробы золота;
- наносим флюс за границы области пайки и ждем, пока он растечется по поверхности;
- необходимо будет достать февку — согнутую трубку с отверстием на конце для подачи узкой струи пламени из горелки;
- состыкуем спаиваемые части и после их разогрева вводим припой;
- после остывания удаляем лишний припой при помощи надфиля.
Этот вид пайки реально осуществить самостоятельно. При аккуратно проделанной работе на небольшой площади не должно быть видно шва.
Видеоматериал
Есть вероятность, что попробовав себя в роли ювелирного мастера, вы не сможете остановиться. И хотя, любая творческая работа похвальна, напоминаем, что изготовление украшений из драгоценных металлов преследуется законом. Мы и не ставили себе цель обучить вас ювелирному мастерству, нам только хотелось советами и рекомендациями помочь исправить поломку цепочки. Надеемся, что теперь она прослужит еще не один год!
Мы и не ставили себе цель обучить вас ювелирному мастерству, нам только хотелось советами и рекомендациями помочь исправить поломку цепочки. Надеемся, что теперь она прослужит еще не один год!
Если случилось повредить любимое золотое украшение, то потребуется [лазерная пайка золота].
Ремонт поломавшихся ювелирных украшений можно осуществить в специализированной мастерской, а ряд небольших дефектов можно устранить своими руками.
Треснувшее или раздавленное кольцо, конечно, чинить в домашних условиях практически невозможно – пайка на видимой части украшения даст грубый паечный шов и, возможно, изменение цвета, которое трудно предотвратить новичку.
А вот спаять плетеную цепочку, соединив разорванные звенья – вполне по силам.
В статье мы рассмотрим, как осуществить пайку золота, ремонт золотых ювелирных украшений в домашних условиях своими руками и покажем учебное видео.
Какие приборы и приспособления понадобятся для домашней спайки
Чтобы понять, как спаять золотую цепочку в домашних условиях, нужно внимательно изучить место скола или разрыва. А также приготовить все необходимые инструменты и приспособления для работы:
А также приготовить все необходимые инструменты и приспособления для работы:
- небольшая газовая горелка с тонким факелом — нужно для нагрева сплава;
- особый золотой припой, который нужен для корректной спайки;
- самодельный или покупной флюс;
- небольшие плоскогубцы и пинцет для захвата изделия;
- набор надфилей различных по форме;
- бормашина и небольшие тиски для фиксации цепочки.
Процесс спаивания не отличается от работы с другими металлами. Особенность только в миниатюрности деталей изделия, которые необходимо припаять друг к другу.
Важно! Если до этого вы не работали с паяльной лампой и не занимались пайкой других металлов, не стоит тренироваться на золотых украшениях. Вы можете полностью испортить изделие. И тогда даже мастер не сможет его восстановить.
Обработка места пайки
После того как вы закончили и изделие остыло, его необходимо обработать, чтобы красиво выглядело. Нужно зачистить поверхность надфилем. Работа эта сложная и кропотливая, придется иметь дело с маленькими деталями золота, которое плохо поддается шлифованию.
Работа эта сложная и кропотливая, придется иметь дело с маленькими деталями золота, которое плохо поддается шлифованию.
Хорошо бы для этого подошел гравер или бормашинка. Ее же можно было бы использовать и для полирования поверхности. Если работать аккуратно и старательно, то можно будет запаять изделие так, чтобы оно не отличалось от нового.
При определенных навыках работы с газовой горелкой запаять золотое изделие не так сложно. Даже если таких навыков нет, то вполне успешно можно будет справиться, если точно следовать указаниям.
75.Припой для зуботехнических сплавов. Состав, свойства, применение
Припой
-металл или сплав, заполняющий зазор между соединяемыми деталями при паянии.
ПРИПОИ
Текучесть припоя увеличивается с повышением температуры, поэтому расплавленный припой течет в направлении от холодных частей к горячим. Этим свойством пользуются в процессе пайки, передвигая пламя вдоль места спайки. Припой течет за пламенем, и получается хороший шов. Иногда припой кладут на одну часть спаиваемой детали, а нагрев ведут другой, встык расположенной. Перетекая к детали , припой заполняет щель, и детали спаиваются. Для получения высокой прочности спайки расстояние между деталями должно быть минимально, чтобы количество припоя тоже было минимальным. В месте соприкосновения деталей и припоя происходит диффузия ( проникновение ) одного металла в другой. Скорость диффузии зависит от материала протеза и припоя, а также температуры.
Иногда припой кладут на одну часть спаиваемой детали, а нагрев ведут другой, встык расположенной. Перетекая к детали , припой заполняет щель, и детали спаиваются. Для получения высокой прочности спайки расстояние между деталями должно быть минимально, чтобы количество припоя тоже было минимальным. В месте соприкосновения деталей и припоя происходит диффузия ( проникновение ) одного металла в другой. Скорость диффузии зависит от материала протеза и припоя, а также температуры.
Для предотвращения растекания припоя на поверхности детали на расстоянии 2 — 2,5 мм от места пайки при помощи карандаша наносят слой графита.
Зуботехнические припои поставляются в виде : стружки, стержней, проволоки и кубиков с ребром длиной 1 мм.
Припоидлязолота
Припойдлязолотаимеетболеенизкуюпробу, чемзолотоидущеенаизготовлениепротеза.
Температура плавления золотых припоев 750 — 800?С.
Припой750-йпробы.
Состав : золота — 75 % , серебро — 5 % , медь — 13 % , кадмий — 5 % , латунь — 2 %. Цвет припоя бледно — желтый с красноватым оттенком. Температура плавления колеблется от 791 — 810 ?, в зависимости от количества кадмия. Применяется при пайке мостовидных протезов, штифтовых зубов, бюгельных протезов.
Припой583 -йпробы.
Состав : золота — 58,3 % , серебра 13,7 % , меди 28 % . Цвет красновато — желтый. Применяется для пайки штифтовых зубов, бюгельных протезов.
Припоидлянержавеющейстали.
Для нержавеющей стали применяют припой предложенный Цитриным Д.Н, ПСР — 37. Состав : серебро — 37 % , медь — 38 % , цинк — 15 % , кадмий — 0,5 % , марганец — 5,2 % , никель 4 % , магний 0,3 % . Температура плавления 800?. Хорошо растекается, хорошо диффундирует в спиваемую поверхность.
Напайкутехниксписывает0,15 гприпоя.
Требованиякприпоям :
1) по физико-химическим свойствам должны приближаться к спаиваемым металлам
2) иметь t плавления на 50 — 100? С ниже , чем спаиваемые детали
3) обладать хорошими антикоррозийными свойствами
4) не должны быть токсичными и разрушаться в полости рта
5) должны обладать высокой прочностью, текучестью, хорошо смачиваться флюсом.
82.Отбеливание. Отбелы. Состав, свойства, применение.
Отбелы
– специальные вещества для растворения окисной пленки. Для отбеливания используют водные растворы кислот или смеси. Отбелы должны хорошо растворять окисную пленку и как можно меньше реагировать с металлом. Отбеливание металлических сплавов производится растворами неорганических кислот. Рецепты отбелов для нержавеющей стали (в процентах по объему): 1) хлористоводородная кислота – 44, серная – 22, вода -34; 2) хлористоводородная кислота – 47, азотная – 6, вода – 47; 3) хлористоводородная кислота – 5, азотная – 10, вода – 85.
Ответ 84Серебряно-палладиевые сплавы. Состав, свойства. Применение.
Серебряно-палладиевые сплавы отбеливают в 10-15% растворе хлористоводородной кислоты. Сплавы на основе золота после термической обработки покрываются тонким слоем окалины, которая легко удаляется 30% раствором хлористоводородной кислоты.
Ответ 85.Пластмассы, применяемые для облицовки промежуточной части паяного мостовидного протеза.
Villacryl STC Hot — Полиметакрилатный материал горячей полимеризации предназначен для облицовки коронок и мостовидных протезов, а также для ремонта коронок и мостовидных протезов, облицованных акриловой пластмассой.
Преимущества:
• эстетическая расцветка;
• хорошо переносится пациентом;
• высокая твёрдость;
• обеспечивает пациенту комфортное пользование протезом;
• состав материала гарантирует стабильность окраски.
Расцветка:
Имеются следующие цвета: А-1; А-2; А-3; А-3,5; А-4; В-1; В-2; С.
Ответ 86 Полировочные средства для нержавеющей стали. Способы применения.
Способы применения.
Отбеливание металлических сплавов производится растворами неорганических кислот. Рецепты отбелов для нержавеющей стали (в процентах по объему): 1) хлористоводородная кислота – 44, серная – 22, вода -34; 2) хлористоводородная кислота – 47, азотная – 6, вода – 47; 3) хлористоводородная кислота – 5, азотная – 10, вода – 85.
Ответ 87. Нержавеющая сталь (состав, свойства, применение). Недостатки нержавеющей стали.
Нержавеющая сталь
, применяемая в ортопедической стоматологии — многокомпонентный сплав. В него входят железо, хром, никель, углерод, титан и ряд других добавок. Главным компонентом, обеспечивающим коррозионную устойчивость сплава, является хром. Его содержится в сплаве 17—19%. Минимальное содержание хрома, обеспечивающее коррозионную стойкость сплава, должно быть не меньше 12—13%. Для повышения пластичности сплава в него добавляют 8—11% никеля. Присутствие никеля делает сплав ковким, что облегчает обработку давлением. В промышленности виды стали принято обозначать марками. Компоненты, входящие в состав сплава, обозначают буквами: кремний —С, хром—X, никель—Н, титан —T и т. д. Цифрами обозначают процент содержания компонента в сплаве. Первая цифра марки обозначает содержание углерода в десятых долях процента. Наиболее распространенной в зубопротезной практике-является нержавеющая сталь марки 1Х18Н9Т. Этот сплав состоит из 72% железа, 18% хрома, 9% никеля, 0,1% углерода и до 1% титана. В небольшом количестве всегда присутствуют посторонние примеси, среди которых наиболее . нежелательными являются сера и фосфор. Железо с углеродом в сплавах может находиться в различных сочетаниях: в виде химического соединения — карбида железа Fe3C или в виде твердого расплава, когда атомы углерода располагаются в кристаллической решетке между атомами железа. Углерод в сплаве может находиться в свободном состоянии в виде графита. Различные виды связи железа с углеродом наблюдаются при термической обработке стали, ее кристаллизации из расплава.
Компоненты, входящие в состав сплава, обозначают буквами: кремний —С, хром—X, никель—Н, титан —T и т. д. Цифрами обозначают процент содержания компонента в сплаве. Первая цифра марки обозначает содержание углерода в десятых долях процента. Наиболее распространенной в зубопротезной практике-является нержавеющая сталь марки 1Х18Н9Т. Этот сплав состоит из 72% железа, 18% хрома, 9% никеля, 0,1% углерода и до 1% титана. В небольшом количестве всегда присутствуют посторонние примеси, среди которых наиболее . нежелательными являются сера и фосфор. Железо с углеродом в сплавах может находиться в различных сочетаниях: в виде химического соединения — карбида железа Fe3C или в виде твердого расплава, когда атомы углерода располагаются в кристаллической решетке между атомами железа. Углерод в сплаве может находиться в свободном состоянии в виде графита. Различные виды связи железа с углеродом наблюдаются при термической обработке стали, ее кристаллизации из расплава.
Нержавеющая сталь нашла широкое применение
при изготовлении зубных протезов. Из нее делают различные виды несъемных зубных протезов, металлические части съемных протезов (кламмеры, дуги и т. п.). Нержавеющая сталь аустенитной структуры благодаря пластичности и ковкости хорошо обрабатывается методом давления. Для изготовления штампованных коронок промышленность выпускает стандартные гильзы. Их получают из листа стали марки 1Х18Н9Т толщиной 0,25—0,3 мм методом холодной штамповки. Следует иметь в виду, что стандартные гильзы из нержавеющей стали имеют разную толщину. Наиболее истонченной частью оказывается область перехода боковых стенок ко дну. Вследствие возникающего при штамповке наклепа структура стали в гильзах оказывается деформированной. Для придания гильзам хорошей ковкости в зуботехнических лабораториях их подвергают отжигу при температуре 1000—1050°С. В настоящее время Ленинградский выпускает 22 размера гильз диаметром 6—16 мм через каждые 0,5 и 18 мм. Из этой же стали выпускают проволоку диаметром 0,6; 0,8; 1,0; 1,2; 1,5 и 2,0 мм для изготовления различных ортодонтических аппаратов, кламмеров, штифтов.
Из нее делают различные виды несъемных зубных протезов, металлические части съемных протезов (кламмеры, дуги и т. п.). Нержавеющая сталь аустенитной структуры благодаря пластичности и ковкости хорошо обрабатывается методом давления. Для изготовления штампованных коронок промышленность выпускает стандартные гильзы. Их получают из листа стали марки 1Х18Н9Т толщиной 0,25—0,3 мм методом холодной штамповки. Следует иметь в виду, что стандартные гильзы из нержавеющей стали имеют разную толщину. Наиболее истонченной частью оказывается область перехода боковых стенок ко дну. Вследствие возникающего при штамповке наклепа структура стали в гильзах оказывается деформированной. Для придания гильзам хорошей ковкости в зуботехнических лабораториях их подвергают отжигу при температуре 1000—1050°С. В настоящее время Ленинградский выпускает 22 размера гильз диаметром 6—16 мм через каждые 0,5 и 18 мм. Из этой же стали выпускают проволоку диаметром 0,6; 0,8; 1,0; 1,2; 1,5 и 2,0 мм для изготовления различных ортодонтических аппаратов, кламмеров, штифтов. Кроме этого, выпускают 2 вида стандартных кламмеров диаметром 1,0 и 1,2 мм. Сталь марок ЭИ-95 и ЭЯ1Т имеет хорошие литейные свойства и применяется для отливки различных деталей зубных протезов. Недостатком ее является относительно большая усадка приглитья (до З%), низкий предел прочности (около 30 кгс/мм2), показывающий величину нагрузки, необходимую, чтобы вызвать остаточную деформацию материала. Эту сталь используют и для промышленного изготовления стандартных защиток для фасеток и зубов, которые комплектуют гарнитурами (передние и боковые зубы). Стандартные зубы применяют крайне редко, главным образом в районах, где нет условий для организации индивидуального литья.
Кроме этого, выпускают 2 вида стандартных кламмеров диаметром 1,0 и 1,2 мм. Сталь марок ЭИ-95 и ЭЯ1Т имеет хорошие литейные свойства и применяется для отливки различных деталей зубных протезов. Недостатком ее является относительно большая усадка приглитья (до З%), низкий предел прочности (около 30 кгс/мм2), показывающий величину нагрузки, необходимую, чтобы вызвать остаточную деформацию материала. Эту сталь используют и для промышленного изготовления стандартных защиток для фасеток и зубов, которые комплектуют гарнитурами (передние и боковые зубы). Стандартные зубы применяют крайне редко, главным образом в районах, где нет условий для организации индивидуального литья.
Как осуществить пайку?
Информация о том, что начиная с раннего средневековья и появления первых производственных мастерских, человек использовал для соединения (сплава) двух частей одного и того же драгоценного металла пайку, пришла к нам с сохранившимися ювелирными украшениями, на которых четко заметен грубоватый шов.
Золотые украшения средневековья были массивными и, поэтому некоторая неравномерность шва не бросалась в глаза.
Как раньше, там и сейчас соединение двух металлических поверхностей осуществляют с помощью третьей, которая плавится при значительно меньшей температуре.
Нагревая все три поверхности (используется горелка или лазер) добиваются расплавления легкоплавкой поверхности и растекания ее по деталям, которые нужно соединить.
Застынув, пайка образует твердый соединяющий слой сплава, который потом шлифуют, чтобы сделать незаметным.
Легкоплавкую поверхность сплава, которая создает соединительный слой, называют припоем и обычно производят в форме стержней.
Для каждого металла нужен свой припой и даже несколько.
Как спаять серебро или серебряную цепочку: 2 способа пайки
Пайка любого металла основана на знаниях о его физических и химических свойствах. Это касается и серебра. Температура перехода этого металла из твёрдого в расплавленное состояние равна +960 градусам.
 Это идеальный показатель.
Это идеальный показатель.На практике при пайке дело приходится иметь со сплавами, и температура плавления здесь напрямую зависит от составляющих, а также их процентного соотношения. Пайка серебра требует аккуратности, и прежде чем к ней приступать, неплохо потренироваться на недорогих изделиях.
Особенности технологии соединения металлоизделий
Чтобы сцепить их между собой используют более легкоплавкий металл. Процесс пайки может отличаться в зависимости от условий, в которых будет применяться изделие, и от типа металлов, подлежащих слиянию. Например, ремонт ювелирных украшений и скрепление печатных плат в электронике выполняются разными способами. Однако многих людей больше интересует, как паять серебро в домашних условиях.
Значимость серебра в древние времена и сегодня
В давние времена серебро считалось сакральным металлом. Его использовали для создания оберегов, которые защищали людей от тёмных сил и нечисти. Постепенно этот металл начал получать популярность в качестве украшений. Помимо изготовления колец, серёжек, кулонов и цепочек, люди делали серебряную посуду.
Помимо изготовления колец, серёжек, кулонов и цепочек, люди делали серебряную посуду.
Часто серебро называли лунным материалом и носить его могли только представители знати или люди, связанные с религиозными учениями. Обычным крестьянам этот материал не было доступен. Постепенно из серебра начали изготавливать деньги (монеты). Сейчас этот металл используется для изготовления украшений, а также в электротехнике (серебряное напыление, контакты).
 youtube.com/embed/CDdhaFKjXZo?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/CDdhaFKjXZo?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Выбор материала для соединения металлических изделий
Припой для пайки серебра можно приобрести в любом хозяйственном магазине. Лучше отдавать предпочтение тугоплавким веществам, температура плавления у которых составляет не менее 240 °C. При этом желательно использовать специализированную пасту для пайки либо сплавы с маркировкой ПСР-2.
Припой для соединения серебряных изделий можно изготовить самостоятельно. В него обязательно должны входить следующие металлы:
В него обязательно должны входить следующие металлы:
- цинк 30 %;
- медь 25 %;
- серебро 45 %.
Расплавить эти компоненты получится в муфельной печи под флюсом. Полученную смесь необходимо вылить на подложку, а потом пропустить ее через вальцовочный станок для создания пластинок толщиной около 0,5 мм.
Для создания неразъемных соединений деталей применяют полосы шириной около 1—3 мм. От них отрезают куски необходимой длины. Во время пайки на скрепляемое место воздействует воздух. Чтобы не допустить окисления и прочих негативных реакций, надо использовать флюс (колофоний). Он при нагревании припоя умеренно распределяется по металлу, изолируя область сварки.
Обработка оловом
Плавка и пайка серебра может осуществляться и с помощью олова, но из-за невозможности выполнить ремонт изделия в будущем такой вариант не пользуется популярностью. Если мастер из ювелирной компании не знает, что украшение когда-то обрабатывалось с помощью олова, и начинает пайку обычным припоем с высоким температурным режимом, изделие просто сгорает и становится непригодным для ремонта.
Для обработки ювелирных украшений из серебра не рекомендуется использовать не серебряные припои, например, из свинца. Так как подобная методика не позволяет достичь высокой точности и оставляет после себя видимые следы на изделии, удалять которые совсем непросто. Кроме того, большинство украшений постоянно взаимодействуют с человеческим телом, а высокая токсичность свинца может привести к тому, что он, проникнув в кожу, вызовет множество негативных последствий.
В случае с оловянными припоями ситуация выглядит немного иначе, так как они не настолько токсичны, как свинцовые, но достичь идеально ровного шва не удастся. К тому же олово сильно темнеет, и зона пайки становится визуально видимой. При необходимости проведения повторной пайки олово банально сгорит.
Важно избегать попадания большого количества припоя на изделие, так как это может привести к образованию комочков. Если такие дефекты появились и избавиться от них уже невозможно, их следует убрать пилочкой. При попадании кислотного раствора на одежду или кожу следует максимально быстро промыть ее холодной водой.
Соблюдение простых правил позволит обезопасить себя от непоправимых последствий, а также сохранить дорогое изделие от повреждения. Несомненно, навыки пайки могут оказаться полезными не только для профессиональных мастеров ювелирных компаний, но и для людей, которым приходится работать с цветными металлами в том числе и с серебром.
 youtube.com/embed/n3EaehMN_Lg?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/n3EaehMN_Lg?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Как паять серебро паяльником?
Перед тем как паять серебро в домашних условиях, необходимо подготовить заранее флюс и припой. Часто при соединении составных частей, содержащих серебро, используют 60 % олова и 40 % свинца. Такой припой начинает плавиться при температуре 180 °C.
Но прежде чем приступить к пайке серебра следует зачистить плоскости изделий и убрать с них пленку окислов, появившуюся со временем. В подобной ситуации припой обеспечивает внутреннее слияние с серебром.
В подобной ситуации припой обеспечивает внутреннее слияние с серебром.
Участок пайки серебряного изделия надо хорошо прогреть, чтобы превысить температуру плавления металлов для соединения, используя мощный паяльник. Вдобавок ко всему, его рекомендуется изолировать от действия кислородного воздуха. Добиться наилучшего результата поможет флюс, создающий над местом соединения составных частей защитную пленку. Колофоний при расплавлении припоя распределится равномерно по металлической плоскости.
Применять паяльник для соединения ювелирных украшений из серебра надо при использовании высокотемпературного припоя, совпадающего с пробой металла.
Инструменты для пайки серебра
Виды припоя для серебра
Крайне важно выбрать подходящий припой для серебра. В качестве припоя нельзя использовать лом серебра, так как припой должен обладать меньшей температурой плавления, чем материал, который предполагается спаять.
Справка:
Температура плавления серебра составляет +960 градусов по Цельсию.
Для такого тугоплавкого металла необходим особый припой. Как правило, это сплавы серебра с другими металлами. Такие сплавы приближаются к серебру по надежности, прочности и устойчивости паяного соединения к коррозии.
Чем больше процентное содержание серебра, тем более прочным считается припой. В зависимости от изменения доли серебра меняются и температура плавления, плотность, удельное сопротивление.
В связи с этим чаще всего используют ПСР-3, ПСР-10, ПСР-15, ПСР-25 (число означает содержание серебра в процентах). Если необходима особая прочность соединения и высокая защита от коррозии, то можно взять ПСР-72.
В продаже существует порошкообразные припои, а также состоящие из отдельных кусочков размером в 2-3 мм. Иногда встречаются припои, имеющие форму проволоки или листов. В таком случае подготовить куски нужного размера нужно будет самостоятельно с помощью кусачек.
Флюс
Для качественной пайки необходимо обеспечить в месте соединения удаление окислов с помощью флюса. Проще всего сделать флюс своими руками из порошковой буры (декагидрат тетрабората натрия) и поташа (карбонат натрия). Компоненты следует смешать в равных частях, предварительно растерев кристаллики буры в мелкий порошок.
Проще всего сделать флюс своими руками из порошковой буры (декагидрат тетрабората натрия) и поташа (карбонат натрия). Компоненты следует смешать в равных частях, предварительно растерев кристаллики буры в мелкий порошок.
Также можно использовать более эффективный магазинный флюс ПВ-209, имеющий повышенную активность. Он состоит из борного ангидрида (до 35%), фтористого калия (до 42%) и тетрабората калия (до 23%). Для получения необходимой консистенции данный флюс следует развести водой либо глицерином.
Одним из самых распространенных готовых флюсов считается канифольный. Это вещество представляет собой особую смолу, образующую пленку на месте пайки, которая препятствует контакту с окружающим кислородом.
Паяльник
При пайке необходимо создать надежное соединение деталей. Если мощность паяльника окажется недостаточной, то образуется холодная пайка и соединение будет не прочнее клея. Как правило, с помощью паяльника можно соединить лишь мелкие детали, используя малое количество серебряного припоя. Пример в следующем видеоролике.
Пример в следующем видеоролике.
Обычный паяльник, питающийся от электрической сети, рассчитан на пайку оловянных или свинцовых припоев, температура плавления которых составляет от 200 до 300 градусов по Цельсию. При работе с тугоплавкими металлами необходим гораздо более мощный паяльник, способный накаляться до 700-800 градусов. И тут нас выручают газовые горелки.
Газовая горелка
Для полноценного расплавления серебряного припоя лучше использовать компактную газовую горелку, имеющую температуру пламени до 1300 градусов Цельсия.
Чаще всего такие горелки заправляют пропаном, но также допускается бутан-пропановая смесь. Для получения более высоких температур используют газовые смеси на основе ацетилена, которые дают пламя с температурой около 2000 градусов Цельсия. Чтобы спаять серебряные изделия, достаточно обычного пропана.
Часто пропан продается в баллончике. На горелке существует специальная система регулировки и наконечник горелки, чтобы пламя подавалось направленно и равномерно. Также регулировать пламя можно при помощи насадок. Для пайки можно установить насадку с плоским носиком.
Также регулировать пламя можно при помощи насадок. Для пайки можно установить насадку с плоским носиком.
Соединение серебряных изделий газовой горелкой
Прежде чем узнать, как паять серебро кассетной горелкой, необходимо до начала работ позаботиться о наличии вентилятора для проветривания комнаты. Чтобы уменьшить количество дыма, образуемого в процессе пайки горелкой, придется не только включить это устройство, но и распахнуть окна. Во время соединения металлических украшений важно сильные струи держать подальше от места выполнения работ, иначе процедура охлаждения может привести к возникновению проблем при пайке.
Перед тем, как паять серебро в домашних условиях газовой горелкой, для ополаскивания изделий после скрепления понадобятся емкости с водой. Причем металлические детали должны поместиться в них целиком.
Паять серебряные украшения лучше горелкой, имеющей плоский наконечник, поскольку заостренный будет быстро отводить тепло. Процесс соединения металла требует выполнения следующих этапов:
- Первым делом элементы для пайки следует разместить на огнеупорной поверхности. Главное — обеспечить жесткую фиксацию деталей, относительно друг друга. Для этого можно использовать нихромовую проволоку и зажимы.
- Затем поверхность металлических изделий очищается от оксидных пленок и покрывается тонким слоем флюса.
- После этого приступают к процессу пайки. На месте сварки необходимо расположить немного припоя. Горелку следует подвести к боковой части детали, осторожно прогревая область соединения.
- Чтобы заполнить трещины, необходимо использовать припой с небольшим содержанием серебра. А вот для более прочного соединения, наоборот, лучше использовать припой с большим включением серебра.
- Потом выполняется финишная обработка. Изделия надо хорошо очистить от флюса, а лишний припой устранить надфилем либо наждачкой. Поверхность серебряного изделия остается лишь покрыть кислотным раствором для осветления и почернения.
 Главное — обеспечить жесткую фиксацию деталей, относительно друг друга. Для этого можно использовать нихромовую проволоку и зажимы.
Главное — обеспечить жесткую фиксацию деталей, относительно друг друга. Для этого можно использовать нихромовую проволоку и зажимы. youtube.com/embed/B9YaKvobJz0?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/B9YaKvobJz0?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Как происходит сам процесс
Ювелирное изделие из серебра следует поместить на подходящую поверхность, которая обладает низкой теплопроводностью, не разрушится от воздействия высоких температур, например, на кирпич.
Затем место, где будет находиться сварной шов, нужно обмазать флюсом и поместить туда кусочек припоя.
Теперь можно взять горелку и плавно подвести к изделию. Обрабатываемая зона должна равномерно прогреться. А как только флюс полностью расплавится, огонь надо увеличить и продолжать пайку до того момента, пока не возникнет действительно надёжный шов.
Если же припой и флюс внезапно закончатся, необходимо аккуратно добавить их новые порции на то же место.
По завершению пайки изделие необходимо очистить от флюса и остатков припоя. Для решения данной задачи подойдёт наждачная бумага. Дополнительно поверхность серебра можно подвергнуть обработке раствором лимонной кислоты в целях осветления или раствором йода для зачернения.
Не стоит забывать, что пайка должна производиться в проветриваемом помещении, а человек, осуществляющий эту операцию, обязательно должен быть защищён маской или очками
 youtube.com/embed/h72-vnsSe6k?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/h72-vnsSe6k?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Техника плавления с помощью паяльника
Различают две основных методики пайки паяльником:
- Подачу (слив) припоя на изделия с кончика паяльника.
- Подачу припоя непосредственно на обрабатываемую поверхность.
В любом случае следует осуществить предварительную подготовку деталей к пайке, произвести их установку и фиксацию в исходном положении, нагреть инструмент и смочить место спая флюсом. Дальнейшая процедура определяется выбором технологии.
При подаче припоя с паяльника, на нем следует расплавить небольшое количество припоя (пока он будет удерживаться на кончике) и прижать «жало» к соединяемым изделиям. Флюс будет закипать и испаряться, а разогретый припой перейдет от паяльника на шов. Припой распределяют наконечником по шву.
О недостатке припоя сообщит металлический блеск жала. При заметном изменении формы жала можно судить о слишком большом количестве припоя.
При заметном изменении формы жала можно судить о слишком большом количестве припоя.
При подаче припоя непосредственно на шов, следует разогреть детали до температуры пайки, и подать припой на изделие или встык между нагретым наконечником и деталью. В процессе плавления припой заполняет стыки между соединяемыми изделиями. Выбор технологии определяется типом работ. Первый вариант подходит для мелких работ, второй способ — для крупных изделий.
Почему серебряные цепочки рвутся? Топ-3 причин
- Изделие с браком. Но просто так в магазине порванную цепочку обратно не примут: нужно провести экспертизу, чтобы доказать заводской брак. Если экспертиза подтвердит, что виноват изготовитель, то покупатель вернет себе потраченные деньги — и за украшение, и за экспертизу.
- Пустотелость. Да, цепочки часто делают пустотелыми — это не слишком практично, зато удешевляет стоимость украшения. На такие цепи нельзя вешать тяжелые кулоны, а еще они могут рваться от малейшего механического воздействия.
- Ношение тяжелых кулонов. Чтобы не допустить чрезмерной нагрузки на цепочку, учитывайте соотношение веса цепи и кулона.
 Но просто так в магазине порванную цепочку обратно не примут: нужно провести экспертизу, чтобы доказать заводской брак. Если экспертиза подтвердит, что виноват изготовитель, то покупатель вернет себе потраченные деньги — и за украшение, и за экспертизу.
Но просто так в магазине порванную цепочку обратно не примут: нужно провести экспертизу, чтобы доказать заводской брак. Если экспертиза подтвердит, что виноват изготовитель, то покупатель вернет себе потраченные деньги — и за украшение, и за экспертизу.Достоинства
Температура плавления чисто серебряного припоя составляет 962 °С, шов получается пластичным и мягким. Для экономии драгоценного металла и получения более прочных соединений в припой добавляют другие металлические элементы.
От состава и процентного содержания присадок зависят достоинства конкретного припоя.

Общими достоинствами серебряных припоев являются:
- высокая жидкотекучесть;
- прочность;
- коррозионная стойкость;
- пригодность для работы с широким диапазоном материалов;
- низкое сопротивление электрическому току.
Рабочая температура состава тем ниже, чем меньше содержание Ag. Пропорционально уменьшаются трудоемкость и энергоемкость пайки.
Чем паяют серебро
Обычно используют электрический паяльник или газовую горелку, от температуры разогрева которых зависит результат работы. Следует помнить, что инструмент, предназначенный для мягких припоев, плавящихся при температуре до 350 градусов, для пайки серебра не подойдёт.
Следует помнить, что инструмент, предназначенный для мягких припоев, плавящихся при температуре до 350 градусов, для пайки серебра не подойдёт.
Более того, идеальным вариантом может быть паяльник со специальным тонким жалом (таким обычно пользуются ювелиры). Но, если такого нет, можно воспользоваться и обычным инструментом.
Технические характеристики
В состав наиболее распространенных серебряных припоев входят такие элементы, как Ag, Cu, Zn, Sn, Mn, P, Cd.
| Марка | Наличие элементов, % | |||||||||
| Ag | Cu | Zn | Sn | Mn | P | Cd | Примеси, макс | |||
| Pb | Fe | |||||||||
| ПСр72 | 72 | След | — | — | — | — | — | 0,005 | 0,1 | |
| ПСр71 | 71 | След | — | — | — | 1 | — | 0,005 | 0,15 | |
| ПСр70 | 70 | 26, | След | — | — | — | — | 0,05 | 0,1 | |
| ПСр65 | 65 | 20,0 | След | — | — | — | — | 0,1 | 0,1 | |
| ПСр62 | 62 | 28,0 | — | След | — | — | — | 0,005 | 0,15 | |
| ПСр50 | 50 | След | — | — | — | — | — | 0,005 | 0,15 | |
| ПСр50 Кд | 50 | 16,0 | 16,0 | — | — | — | След | 0,1 | 0,1 | |
| ПСр37,5 | 37,5 | Ост | 5,5 | — | 8,2 | — | — | 0,05 | 0,1 | |
Серебряные припои с содержанием выше 72% используются в ювелирном деле.
Процесс паяния серебра
При наличии навыков работы с паяльным инструментом сам процесс паяния серебра не вызывает особенных трудностей. Прежде всего, подбирается подставка, которая может вынести высокие температуры.
Далее место будущего шва обрабатывают флюсом и помещают на него припой. Затем неторопливо подводят горелку и равномерно прогревают зону пайки. После того, как флюс расплавится, температуру увеличивают и паяют до образования качественного шва.
По окончании паяльных манипуляций остатки флюса удаляют наждачной бумагой.
Технология создания серебряного припоя в домашних условиях
При создании припоя своими руками потребуется сначала расплавить серебро и другие компоненты, а потом отлить получившийся расплав в специальную емкость — ингус.
Процесс начинают с подготовительной фазы. На дно плавильной ложки кладут картонный квадратик, на нем размещают лист таким образом, чтобы его края обернулись вокруг краев ложки. Это делается для ускорения процесса расплавления.
Нарезание серебряного припоя
С применением ювелирных или лабораторных весов навешивается шихта, ее делят на порции по 18-20 г. На одну порцию берут 6 г серебра 875 пробы и 40% чистого металла. Из смеси посредством сильного магнита удаляют железную пыль.
Далее следует добавить мелко нарезанную медь. Ее берут из расчета 1 часть меди на 3 части серебряной смеси. Флюсом будет служить порошок буры, его добавляют 10% от общего объема.
Следующий этап — плавление. Следует зажечь горелку и отрегулировать режим горения. Плавильную ложку помещают в верхнюю, самую горячую часть пламени горелки. Шихта начинает плавиться и скапливаться на дне плавильной ложки.
 youtube.com/embed/8gUA-RfGzXc?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/8gUA-RfGzXc?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Ингус следует заранее покрыть тонким слоем воска, прогреть и держать наготове рядом с горелкой.
Как только вся шихта расплавилась, можно приступать к завершающему этапу — отливке.
Ложку снимают с огня и без малейшего промедления, не давая расплавленному металлу остыть, единым плавным движением выливают ложку в ингус. Ингус охлаждают струей воды. После того, как отливка окончательно остыла, и процессы кристаллизации завершились, ее извлекают из ингуса, перевернув его и постучав при необходимости.
При самостоятельном изготовлении припоя следует соблюдать следующие меры предосторожности:
- Проводить работы в хорошо проветриваемом помещении.
- Использовать средства индивидуальной защиты: очки или прозрачный щиток, защитные перчатки из спилковой кожи или брезента.
- Проводить работы на огнеупорном основании.
- Сразу по окончании нагрева и отливки выключить горелку.
- Не оставлять оборудование без присмотра.

Приготовление серебряного припоя своими руками работа не слишком сложная, но требующая сосредоточенности и определенного навыка.
Прочность паяного соединения
Пайка позволяет соединить разнородные материалы. В этом и заключается главное преимущество метода. Но важно оценить прочность паяного соединения, что и является показателем качества работы. На это влияет размер зазора. При малых значениях лучше всего проявляется эффект капиллярного течения, то есть металл изделия растворяется в припое. Этот эффект увеличивает прочность соединения на 30-60%.
В этом и заключается главное преимущество метода. Но важно оценить прочность паяного соединения, что и является показателем качества работы. На это влияет размер зазора. При малых значениях лучше всего проявляется эффект капиллярного течения, то есть металл изделия растворяется в припое. Этот эффект увеличивает прочность соединения на 30-60%.
Во время работы нельзя забывать о мерах безопасности. Это касается наличия перчаток на руках и респиратора. Нельзя забывать и о высоких температурах, которые могут стать причиной пожара.
Как соединить серебряные детали?
Порядок действий включает:
Очистку серебра. Использование обезжиривателейй рекомендовано при работе с замасляным или сильно загрязненным серебром. Для очистки окислений оптимальным решением станет размещение деталей в травильном растворе перед пайкой. Допускается использование наждачной бумаги с зернистостью 1000, что обеспечит получение шершавой поверхности.
Нанесение флюса на соединение. Приготовление флюса требует соблюдения инструкции на упаковке. Для его нанесения на готовые изделия требуется использование маленькой кисти. Многие мастера наносят флюс лишь на участках нанесения припоя, что предупредит его растекание. Другие размещают флюс на большой площади для сведения к минимуму риска повреждения от огня.
Многие мастера наносят флюс лишь на участках нанесения припоя, что предупредит его растекание. Другие размещают флюс на большой площади для сведения к минимуму риска повреждения от огня.
Оптимальным вариантом станет подготовка небольшого количества флюса в отдельной емкости, так как неоднократное погружение кисточки в основную бутылочку приведет к загрязнению и негативному воздействию на основные функции.
Расположение серебряных изделий для соединения. Разместив 2 изделия на паяльном кирпиче, следует предусмотреть физическое соприкосновение, обеспечивающее правильность соединения.
Расположение припоя на соединении. Используя пинцет, позволяющий захватить кусочек припоя, следует осторожно разместить его у одного конца трещины или разрыва. По мере плавления, он растечется по всему участку, где имеется флюс. Это исключает необходимость в покрытии припоем всей длины щели.
Припой нужно нагревать до образования жидкого состава. При розжиге горелки, требуется предусмотреть установку максимальной температуры. Весь процесс пайки заключается в ряде этапов:
- В поднесении горелки к месту соединения на промежутке 10 см и вращении по кругу, равномерно прогревая все элементы.
- Медленном поднесении пламени к участку соединения, сконцентрировавшись на припое.
- По мере достижения припоем точки плавления, он быстро растечется на обработанные флюсом участки серебра.
Если один из стыкуемых элементов имеет толщину больше другого, следует прогреть толстый участок с тыльной стороны до начала плавления припоя. Затем следует быстро прогреть тонкий.
В ряде случаев понадобится пинцет, позволяющий удерживать изделия в правильном положении, но следует разместить их далеко от пламени. Возможно появление необходимости в удержании небольших, тонких участков из серебра для обеспечения заданного уровня теплопередачи.
Опустив изделие в воду, следует погрузить его в травильный раствор и дать остыть на протяжении 1 минуты. Дальнейшее охлаждение производится путем обмакивания его в ванне с водой.
Травильным раствором принято считать кислотную ванночку, используемую для чистки ювелирных изделий после спаивания. Опустив в нее серебро, следует воспользоваться медными щипцами, и оставить его на несколько минут для удаления флюса и окисления. Важно предотвратить контакт с кожей, одеждой или инвентарем, что может повлиять на образование коррозии.
Промыв участок соединения водой, остается протереть его насухо тканью. При правильной организации работы изделие будет крепко соединено.
Физико-химические свойства и состав серебряного припоя
Свойства того или иного серебряного припоя определяются его составом. Серебряный припой, которым осуществляют многоэтапную пайку, должен иметь достаточно высокую температуру плавления. Это необходимо для того, чтобы во время наплавки следующего слоя предыдущий не расплавился и не вытек в паяльный зазор. Средняя температура плавления составляет 600 °С.
Химический состав серебряных припоев
Свойства серебряных припоев
Чтобы создать такой припой, потребуется на 30 частей серебра взять 33 части кадмия, 16 частей цинка и 20 частей меди. Как и любой состав с низким содержанием основного элемента, он не отличается стойкостью к высоким нагрузкам, ударам и вибрации.
Как и любой состав с низким содержанием основного элемента, он не отличается стойкостью к высоким нагрузкам, ударам и вибрации.
Повышение содержания серебра до 50% позволит повысить текучесть расплава и способность паяного шва выдерживать статические и динамические нагрузки. Его также можно будет применять для пайки в несколько слоев, однако потребуется особая аккуратность и осторожность.
Подготовка флюса своими руками
Для осуществления процесса требуется бура, ее засыпают в стакан, заполняют водой и прогревают через водяную баню. Полученной смеси дают остыть. Для размельчения образовавшихся кристаллов используют ступку.
При покупке флюса, оптимальным решением станет вариант общего назначения, или для «наплавки» (паста, жидкость). Его назначение заключается в очистке серебряного покрытия и теплопередаче. Он способствует удалению окиси, затрудняющей процесс соединения. Флюс для «наплавки» позволяет соединять детали при высоком температурном режиме, с химическим изменением поверхности.
Особенности выбора
Выбор припоя, лучшим образом подходящего к конкретному сочетанию материалов, толщины и конфигурации заготовок, требований к механическим и тепловым нагрузкам на шов — непростое дело. Для создания прочных долговечных швов, устойчивых к статическим и динамическим нагрузкам, опытные мастера рекомендуют выбирать серебряный припой со средним или высоким содержанием благородного металла. В их состав могут входить Ni, Cu и Pb. Для пайки трубопроводов и емкостей, используемых в холодильниках и кондиционерах, подойдут только смеси с высоким содержанием Ag.
Пайка ювелирных изделий
При пайке ювелирных изделий высокая стоимость основного материала оправдывает применение припоев с содержание серебра от 85 до 100%, или чистого серебра. Такой припой для серебра выпускается в виде проволоки диаметром 1 мм.
При создании швов, предназначенных для эксплуатации при повышенных температурах, не подходят составы, содержащие свинец или олово. Из-за своей низкой температуры плавления они будут ослаблять все соединение. В этом случае выбирают серебряно-медные паяльные материалы.
В этом случае выбирают серебряно-медные паяльные материалы.
Что необходимо иметь для спаивания изделия?
Чтобы спаянный шов был крепким, необходимо приготовить следующие материалы и инструменты:
- Основание для основной работы (плита из асбеста или кирпичи), устойчивое к высоким температурам;
- Припой из серебра;
- Флюс;
- Травильный раствор кислоты;
- Серную печень;
- Небольшую кисточку;
- Пинцет или щипчики;
- Кусачки;
- Газовую горелку;
- Щипцы из меди;
- Чистый кусок материи светлого оттенка.
Какие флюсы подходят
Чтобы получить высококачественный и долговечный шов, требуется перед пайкой обработать поверхности заготовок флюсами. Эти вспомогательные материалы очищают поверхность от химических загрязнений и оксидной пленки, предотвращая ее повторное возникновение.
Эти вспомогательные материалы очищают поверхность от химических загрязнений и оксидной пленки, предотвращая ее повторное возникновение.
Флюсы также способствуют увеличению текучести расплава и смачиваемости поверхности заготовки серебряным припоем.
Один из наиболее популярных среди пайщиков флюсовых материалов — это бура.
Бура для пайки
Паяльную пасту можно приготовить следующим образом:
- Порошок буры высыпать в термостойкую емкость для смешивания.
- Тонкой струей добавить воду, тщательно размешать.
- Нагреть до достижения полной прозрачности.
- Слить жидкую фазу, осадок растереть до консистенции сметаны.
Паста подходит для серебряных припоев с температурой плавления от 490 до 910 °С.
Применяется также состав, содержащий:
- 35% борного ангидрида B2O3;
- 43% KF;
- 22% K₂B₄O₇.
Паяльная паста
Фторид калия прокаливают в течение 3-4 часов, далее все составляющие тщательно перемешивают, нагревают до расплавления. После охлаждения материал дробят и растирают до состояния мелкодисперсного порошка. Держать его следует в герметичной таре, поскольку он активно поглощает водяные пары, содержащиеся в воздухе, теряя при этом свои рабочие качества.
После охлаждения материал дробят и растирают до состояния мелкодисперсного порошка. Держать его следует в герметичной таре, поскольку он активно поглощает водяные пары, содержащиеся в воздухе, теряя при этом свои рабочие качества.
Для пайки пористых материалов применяют флюс на основе тетрафторбората калия. Для того чтобы получить такой состав, потребуется использовать чрезвычайно сильную и опасную плавиковую кислоту.
Если нет достаточных навыков обращения с сильнодействующими химикатами, состав надежнее купить в магазине.
Разновидности
Классификация серебросодержащего сплава проводится по концентрации основного элемента. Она выглядит следующим образом:
- Низкое содержание. Подобный состав применяется в промышленности для пайки различных металлических изделий. Также состав применим и в электротехнике по причине высокой проводимости и текучести. В соединение включены и другие элементы, поэтому паять достаточно просто.
- Средний процент содержания (40-60%). Этот припой применяется для получения швов, которые эксплуатируются при относительно невысокой температуре. Материал ПСр40 позволяет получать прочные соединения с должной пластичностью, за счет чего они могут выдерживать высокие динамические нагрузки. Припой ПРс45 применим при работе со стыками, толщина которых — до 3 мм.
- Высокий процент концентрации. Некоторые сплавы предназначены для пайки лезвий ленточных пил. Состав обеспечивает повышенную прочность на изгиб и разрыв. Марка ПСр70 обладает повышенной проводимостью, что позволяет использовать ее при создании электрокомпонентов. Минимальный показатель сопротивления снижает вероятность нагрева оборудования при эксплуатации. Однако высокая цена определяет узкое применение материала.
 Этот припой применяется для получения швов, которые эксплуатируются при относительно невысокой температуре. Материал ПСр40 позволяет получать прочные соединения с должной пластичностью, за счет чего они могут выдерживать высокие динамические нагрузки. Припой ПРс45 применим при работе со стыками, толщина которых — до 3 мм.
Этот припой применяется для получения швов, которые эксплуатируются при относительно невысокой температуре. Материал ПСр40 позволяет получать прочные соединения с должной пластичностью, за счет чего они могут выдерживать высокие динамические нагрузки. Припой ПРс45 применим при работе со стыками, толщина которых — до 3 мм.
Приведенная выше классификация учитывается при выборе наиболее подходящего припоя. Маркировка проводится с учетом установленных стандартов.
пайка — Бла-бла-бла — LiveJournal
Как это делается. Покупаете газовую горелку на строительном рынке. Она с баллончиком, заправляется газом для зажигалок, который продаётся в табачных ларьках.
Она с баллончиком, заправляется газом для зажигалок, который продаётся в табачных ларьках.
Для пайки меди покупаете медь-фосфорный припой в магазине типа «Радиодетали», Есть небезизвестный магазин «Чип и Дип» -горелки там тоже продаются. Самый известный у нас производитель таких припоев — Haris. Припой кромсаете на мелкие кусочки(Это самое сложное для медь-фосфора, остальные припои режутся ножницами без проблем).
Покупаете готовый жидкий флюс в магазине для ювелиров. Макаете в него ваши детальки и припой.
Кладёте всё ваше хозяйство на паяльную доску (Тож в магазине для ювелиров), под место пайки -припой. Всё прогреваете, потом прицельно греете место пайки, но не упирайтесь в одно место, а то металл спалите, помахивайте горелкой. Впрочем, медь сложно спалить (Золото, серебро -запросто).
Далее-отбел(Любая кислота, сойдёт лимонная) до растворения флюса, а то инструмент угробите при зачистке борного стекла(Это то, во что флюс превращается после пайки).
Потом подчищаете место пайки от излишков припоя.
Горелка –это то, что с пламенем. (То, что с «жалом» -разогревающимся стержнем, это паяльник, он от электросети работает. Строго говоря, там не пайка, а лужение. Рассчитан он на низкотемпературные оловянно-свинцовые припои. Обычно это для радиодеталей применяют, для ювелирки это чисто баловство будет).
Как я поняла, тут все используют маленькие газовые горелки с пьезоподжогом. Для проволоки -сойдёт. Массивные изделия такая горелка не пропаяет. Я этот девайс называю «маленькая горелка». Вообще, для ювелирки используются не такие горелки, но это отдельная большая тема.
Флюсы.
Предназначение флюса -предохранять место пайки от окисления, по окисленному металлу пайка не идёт. Флюс растворяет окислы. Ювелирные флюсы -это соединения бора. Бура (тетраборат натрия) или борная кислота (гидроксид бора 3,борка). Или их смесь. Они для всех ювелирных металлов годятся.
Для начала можно использовать готовый жидкий флюс из магазина для ювелиров, вот такой http://www. sapphire.ru/vcd-440-1-4862/goodsinfo.html
sapphire.ru/vcd-440-1-4862/goodsinfo.html
Тогда можно помазать место пайки и чуть вокруг. Его недостаток -пучит его при пайке. Но для наших целей это не смертельно.Ещё из недостатков -не выдерживает несколько паек без промежуточного смыва. Достоинство -легко смывается, даже водой можно.
Обычно ювелиры применяют буру с боркой(Иногда просто с водой) или просто буру. Бура с боркой -жидкий самодельный флюс. Детальки в нём надо покипятить несколько секунд. Очень удобно для пайки больших деталей, его не пучит. Бура-твёрдый флюс. Удобно для пайки мелочёвки. Для проволоки идеально. Наносится не заранее, а в процессе пайки. Но там две руки понадобятся -в одну руку-горелку, в другую –титановый стержень (Правая-левая -кому как удобнее). Изделие разогреваем, стержень раскаляем и приплавляем к нему несколько крупинок буры. Прикасаемся стержнем с бурой к шву.
Можно использовать водный раствор буры-тоже с кипячением.
Филигрань паяют смесью из опилок припоя и буры. Наносится это дело заранее на все точки пайки и сразу все они и паяются. Это отдельная тема.
Наносится это дело заранее на все точки пайки и сразу все они и паяются. Это отдельная тема.
При температурах пайки все флюсы сплавляются в стекловидное очень твёрдое вещество, твёрдость у него почти как у алмаза, при дальнейшей обработке изделия оно моментально портит инструмент. Поэтому флюс надо отмывать отбелом.
ЗЫ. В радиомагазинах бывает т.н. «Паяльная кислота» (Ортофосфорная). Это тоже флюс. Для наших целей он не годится, это для электропаяльника с «жалом».
Отбел.
Отбел используется после пайки для снятия окалины (окисла металла) и для растворения флюса. Можно снимать чернь.. Отбелом может быть любая кислота, кроме азотной. В бытовых условиях сойдёт лимонная. Растворить её в воде. Концентрация на глаз, насыщенный раствор должен быть. Можно брать серную, ту, что для автомобильных аккумуляторов. Отбел можно немного подогревать. Изделие погружают в кислоту на некоторое время. Потом обязательно хорошо промывают водой и протирают тканью.
Паяльная доска.
Она нужна. Смысл её использования в том, что она является теплоизолятором и не отводит тепло от изделия. Если что-то другое приспособить для пайки-будут проблемы с разогревом изделия, т.К по ходу вам придётся и подставку разогревать, не факт, что вообще прогреть удастся.
Припои. Металл в идеале паяется припоем, большая часть которого этим же самым металлом и является, остальное -добавки для понижения температуры. Этот самый медь-фосфорный припой для меди и латуни-очень тяжелый случай. Про Haris сказано, что медь им можно паять без флюса (Видимо, фосфор выступит флюсом). Не надо, паяйте с флюсом, без флюса можно только первую пайку на изделии, если еще что-то допаивать примерно в то же место-не идет. Латунь -без вопросов с флюсом паять. Вообще, в ювелирных справочниках рекомендуют паять медь и латунь медь-цинковым припоем. Готовый я такой не нашла.
В принципе, медь можно запаять латунью или серебром, (Серебряный припой вообще очень удобный во всех отношениях), но шов будет отличаться по цвету.
Как покромсать медь-фосфорный припой.
По-хорошему, нужны вальцы. Вообще любые припои прокатывают в лист перед нарезкой. Самый первый раз я кромсала без вальцов. Тяжело. От прута отделить кусок 2-3 см. Я отпилила пилкой по металлу, знакомый исхитряется откусывать большими острыми кусачками. Кусок отжечь горелкой или на газплите до равномерного тёмно-малинового свечения. Остудить и отбивать в лист на наковальне. По ходу ещё пару раз отжечь придётся. При отбивке он уже начнёт ломаться, остальное -ножницами по металлу порезать. Резать надо сразу в большую ёмкость или в пакет, а то он разлетается.
Собственно, пайка.
Пламя при пайке должно быть типа «факела».( Пламя «игла» нужна в других случаях.). Пламя должно быть «мягким» -красным(Не белым и не синим), грязным (Т.Е., Восстановительным). На маленьких горелках это всё плохо регулируется, так что уж какое есть. Изделие надо прогревать всё (а не только место пайки) до равномерного ярко-красного цвета, никаких локальных жёлтых перегревов быть не должно -горелкой надо помахивать, не упираться в одну точку. Пайка с локальным разогревом бывает, но это не наш случай.
Пайка с локальным разогревом бывает, но это не наш случай.
Зачистка.
Шов после пайки надо зачистить от излишков припоя. Медь-фосфорный припой отчистить очень сложно, лучше изначально не класть лишнего. Можно попробовать алмазным инструментом зачищать. Любой другой припой без проблем подчищается обычным надфилем.
Зы. Это наброски для статьи в проволочном сообществе, пока лучше все вопросы задавать там
http://wire-ru.livejournal.com/559817.html
Ракетные технологии на коленке: suvorow_ — LiveJournal
Ну я ж не могу жить спокойно, да? Я думал, что завязал с этим…Когда в 2006 году я постил эту картинку
всё было «на мази», или по крайней мере, так казалось.
Но воз не то, чтобы и ныне там, но его продвижение по разным причинам тормозилось. И остановилось в конце концов, ясен пень.
Но этим летом руки опять стали чесаться больше обычного. И я опять взялся за горелку.
Чтобы из этого сделать камеру сгорания ЖРД, надо спаять все эти трубочки воедино серебряным припоем. Тогда, в 2006-м, мне помогли «сварить» триста граммов сплава серебра, меди и цинка, на вид близкого к припою ПСр-37,5, которым паялись и паяются камеры двигателей ракеты «Союз», но я не смог им воспользоваться, т.к. для пайки ручной горелкой он чересчур тугоплавкий. Мне годились припои только с кадмием, фактически, две марки, ПСр-40 и ПСрМЦКд-45-15-16-24, близкие по составу и свойствам.
Тогда, в 2006-м, мне помогли «сварить» триста граммов сплава серебра, меди и цинка, на вид близкого к припою ПСр-37,5, которым паялись и паяются камеры двигателей ракеты «Союз», но я не смог им воспользоваться, т.к. для пайки ручной горелкой он чересчур тугоплавкий. Мне годились припои только с кадмием, фактически, две марки, ПСр-40 и ПСрМЦКд-45-15-16-24, близкие по составу и свойствам.
Нужно было переплавлять всё заново и добавлять в сплав серебро, цинк и кадмий. Но это уже нужно было делать без посторонней помощи.
Точнее, в какой-то момент мне нашли муфельную печь, но это привело к аварии, из-за моей нетерпеливости и других объективных и субъективных факторов. В результате этой аварии я потерял немало металла. То есть, часть из печи удалось извлечь, но неизвлечённое серебро составило порядка ста граммов.
Печь перегорела и стоит у меня на балконе немым укором. Ну, не вполне немым 🙂
Но я всё же научился делать ПСр-40 самостоятельно. Пачутьчуть. Граммов по семьдесят за раз. И в три этапа.
И в три этапа.
Сначала нужно сплавить старый припой с необходимым количеством цинка. Это приходится делать горелкой, открытым пламенем. Цинк при этом немного выгорает, окисляется, поэтому я его беру с небольшим избытком, а после сплавления взвешиваю.
Теперь нужно сплавить кадмий с серебром. Открытым пламенем этого делать нельзя, кадмий выгорит весь, да и окись его ядовита. Я беру советский серебряный полтинник, раскатанный в лепёшечку такой толщины, что она уже режется ножницами, и режу его на четыре полоски. Такого же размера полоски я отрезаю от рулончика толстой кадмиевой фольги, складываю их в сэндвич, чередуя металлы, и перевязываю тоненькой серебряной проволочкой. Потом кладу это в кусок кварцевой трубки, заткнутой ватными тампонами с обеих концов, и на один надеваю обычный воздушный шарик, надутый аргоном. Когда шарик сдуется примерно на литр, можно приступать — греть трубу пламенем горелки. Кадмий плавится при той же температуре, что и свинец, 321 с чем-то градус (поправка — у свинца 327), и в нём отлично растворяется серебро. Я пробовал плавить в трубе цинк и старый припой — не выходит, не хватает температуры, точнее, мощности горелки.
Я пробовал плавить в трубе цинк и старый припой — не выходит, не хватает температуры, точнее, мощности горелки.
Так получаются две довольно легкоплавких лигатуры. Нужно лишь смешать их, для чего приходится переплавлять ещё раз. Кадмий и цинк при этом выгорают, но не очень сильно, т.к. уже защищены серебром и медью. Готовый припой, жидкий, почти как ртуть, выливается в формочку, сделанную из двух графитовых брусочков от токосъёмников троллейбуса, связанных проволокой. Получается палочка размером с мой мизинец.
Я уже попробовал паять самодельным припоем — паяется не хуже, чем заводским ПСр-40. Я даже и флюс сделал самодельный из борной кислоты, хлористого лития и прокалённой соды. Вот он — чуть хуже, но зато гораздо дешевле заводского. С самодельным припоем и самодельным флюсом самые большие расходы — на газ. Надо переходить на большой баллон 🙂
Пока я спаял лишь 2 пары трубок из шестидесяти. Пока (опять же) останавливаться не собираюсь.
Но потерянные в печке 100 грамм серебра мне восполнить пока (тьфу!) не удалось. Впрочем, кадмий грозит кончиться ещё раньше.
Впрочем, кадмий грозит кончиться ещё раньше.
Как сделать припой из банок, монет и аккумуляторов | Сварка и Пайка
Многим кто занимается пайкой, известны рецепты самодельного припоя. В качестве сырья можно использовать не только металлический бой, но и пальчиковые батарейки, различные детали из приборов, а также, монеты.
В качестве сырья для изготовления припоя в домашних условиях отлично подходят лампочки и ненужная техника, чистый свинец, который имеется в аккумуляторах. Основными же компонентами легкоплавкого припоя являются олово и свинец.
При этом, чем больше будет в припое свинца, тем выше будет его температура плавления. Чтобы повысить прочность припоя используют разные компоненты, в основном сурьму и кадмий.
Существуют и так называемые бессвинцовые припои. Основным компонентом здесь выступает олово с добавлением цинка, алюминия, серебра и меди. Все бессвинцовые припои имеют хорошую адгезию с металлом, они не подвержены коррозии.
Как сделать припой для пайки серебра
Относительно простым способом изготовления отличается припой для пайки серебра. Сделать его можно из серебра и латуни. При этом чтобы получить качественный серебряный припой понадобится максимально чистое серебро 925 пробы.
Сделать его можно из серебра и латуни. При этом чтобы получить качественный серебряный припой понадобится максимально чистое серебро 925 пробы.
Латунь можно взять из старых монет или других латунных изделий. Для расплавления данных компонентов понадобится достаточно высокая температура плавления, порядка 1080° С.
Кроме того, нужна будет емкость для приготовления припоя в домашних условиях. Лучше всего, если это будет небольшая чугунная чаша. Но можно использовать и другую емкость, при этом важно, чтобы она не расплавилась быстрей серебра или латуни.
Порядок изготовления припоя
Чугунную чашу нужно смазать воском, после чего прогреть, используя газовую горелку. Приготовление припоя начинается с расплавления серебра, его понадобится порядка 3 грамм. Далее по очереди добавляется латунь, цинк и медь (1 гр). Выливать расплав припоя нужно в предварительно подготовленную изложницу. Делать это нужно быстро, поскольку расплав очень быстро остывает.
Практически также легко можно сделать и оловянный припой, который широко используется многими радиолюбителями. Для его приготовления понадобятся консервные банки и крышки. Если быть точнее, то таким образом извлекается олово из старых и ненужных вещей.
Для его приготовления понадобятся консервные банки и крышки. Если быть точнее, то таким образом извлекается олово из старых и ненужных вещей.
Порядок извлечения чистого олова следующий:
- Берём консервную банку и наполняем её водой, после чего кипятим воду и сливаем;
- Соединяем аккумулятор на 9 вольт и три пальчиковых батарейки. Плюс подсоединяем к банке, а минус к электродному стержню;
- Опускаем электрод в воду, таким образом, чтобы он не касался стен банки;
- Наливаем в банку раствор соды или едкий натрий.
После того, как появится реакция, на электроде можно будет обнаружить осадок в виде чистого олова. Ну а добыть свинец и того проще, для этого достаточно просто извлечь пластины из старого ненужного аккумулятора.
Соответственно, расплавив олово и свинец в определённых пропорциях, мы получим качественный и натуральный оловянно-свинцовый припой. Узнать пропорции смешивания олова со свинцом можно из таблицы выше.
Вам также может понравиться:
Как сделать серебряный припой
Из этого туториала Вы узнаете, как сделать обычный серебряный припой с низкой температурой плавления (легко). Я часто использую этот тип припоя для своих скульптурных работ.
Я часто использую этот тип припоя для своих скульптурных работ.
Это бесплатное учебное пособие по ювелирным изделиям построено в том же формате, что и платное руководство по ювелирным изделиям в формате pdf. Это даст вам хорошее представление о методологии технического обучения.
Припои делятся на твердые (самая высокая температура плавления), средние и легкие (самая низкая температура плавления.
Твердые припои также содержат большую часть драгоценного металла и поэтому более точно соответствуют цвету основного металла.
Легкие припои содержат меньше всего, поэтому они имеют тенденцию сильно отклоняться от цвета основного металла
Этот припой я использую в качестве обычного припоя для пайки латуни и меди, где соответствие цвета не очень важно.
Начну с пропорций, показанных на картинке. Цинк погнут, так что мне легче его подобрать.
Сначала я нагреваю слиток кристаллизатора, чтобы не осталось остатков влаги от газового пламени.
Нанесите на слиток сажу, чтобы литой пруток не прилипал к слитку.
Когда серебро плавится, я добавляю медь.
Это приводит к понижению температуры плавления серебра, что я и хочу, потому что хочу добавить цинк в последнюю очередь.
Цинк имеет очень низкую температуру плавления.
Я очень хорошо перемешиваю серебро и медь, используя угольную палочку.
Здесь я даю раствору остыть до того, как он станет твердым.
Другими словами, я хочу добавить цинк при минимально возможной температуре.
Если цинк добавлен при слишком высокой температуре, он воспламенится и начнет гореть.
Это приводит к тому, что сплав является неправильным, потому что цинк выгорел.
Я добавляю первую часть цинка и тщательно перемешиваю.
Затем я добавляю следующий кусок и снова перемешиваю.
Температура плавления раствора снижается каждый раз, когда добавляется цинк.
После третьего и последнего кусочка цинка и после тщательного перемешивания раствор готов для заливки в слиток.
Этот стержень теперь будет свернут в проволоку или пластину, в зависимости от того, что необходимо.
Другие связанные проекты
Щелкните ссылку, чтобы получить бесплатную PDF-версию этого руководства по созданию серебряного припоя, которое будет отправлено вам по электронной почте в течение 4–12 часов.
Если у вас есть какие-либо вопросы или вы хотите получать уведомления о новых опубликованных обучающих материалах, напишите мне.
BenchTips — СЕРЕБРЯНАЯ ПАЯ ИЗ ЛОМА Иногда вы…
PRIPS FIRECOAT
Если вы нагревали изделие из стерлингового материала слишком горячим, слишком долго или слишком много раз, вам, вероятно, приходилось иметь дело с пятном от огня (оксидом меди, который образуется под поверхностью металла). Его можно удалить только шлифованием и повторной полировкой. Чтобы этого не произошло, я всегда наношу огнезащитный состав, если собираюсь нагреть изделие более 2-3 раз.
Prips — мой выбор в качестве огнезащитного раствора, разработанного Джеком Припом, преподававшим в Университете Рочестера, штат Нью-Йорк.Смесь, которую он придумал, состояла из 12 частей борной кислоты, 8 частей буры и 8 частей тринатрийфосфата, тщательно измельченных и растворенных в теплой воде. Во время использования детали чистили щеткой или погружали и сушили с помощью горелки. Затем они были размещены для пайки и добавлены припой и флюс.
Во время использования детали чистили щеткой или погружали и сушили с помощью горелки. Затем они были размещены для пайки и добавлены припой и флюс.
FYI — Borax можно найти в компаниях, занимающихся поставками ювелирных изделий, или как мыло для стирки 40 Mule Team на некоторых рынках. Борная кислота часто встречается в магазине 99 Cent Store как средство от тараканов. Если тринатрийфосфат не может быть найден в хозяйственном магазине или магазине красок в качестве чистящего средства, используйте такое же количество измельченных гранул Cascade.
Почему это работает:
Каждый раз, когда вы нагреваете сплав, в котором есть немного меди (медь, латунь, бронза, нейзильбер, 14-каратное золото), на поверхности образуется черный оксид меди (окалина), который препятствует расплавлению припоя. течет. Конечно, все мы знаем, что нужно бросить кусок в рассол, чтобы растворить оксид.
Но нагрев детали слишком сильно или слишком сильно вызывает еще большие проблемы. Оксид начинает образовываться под поверхностью, создавая ужасное пятно огня.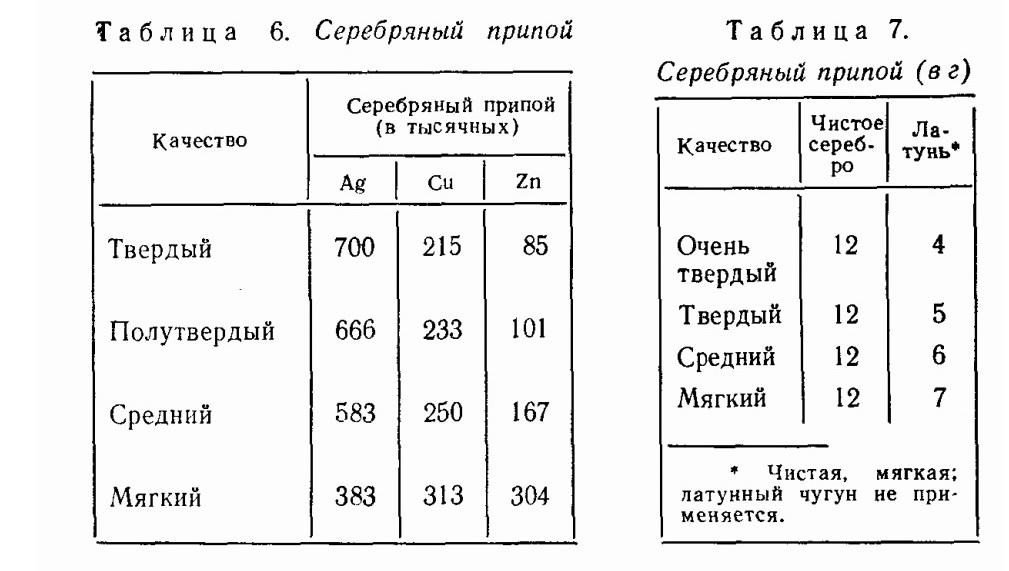 Чтобы избежать этого, важно использовать какую-либо форму флюса или огнезащитного покрытия, потому что пятно от огня можно удалить только шлифованием и полировкой или скрыть позолотой.
Чтобы избежать этого, важно использовать какую-либо форму флюса или огнезащитного покрытия, потому что пятно от огня можно удалить только шлифованием и полировкой или скрыть позолотой.
Доступны различные огнезащитные покрытия. Ювелирам нравится традиционная смесь борной кислоты и спирта. В крайнем случае подойдет жидкий флюс или пастообразный флюс. Я обычно использую смесь Prips для простой пайки и использую Firescoff, когда мне нужна максимальная защита.
Дополнительные советы по верстаку, подобные этой, можно найти на сайте
Скамьи для ювелирных изделий http://amzn.to/1Z6hQ06
Дополнительные советы по скамейке https://amzn.to/2KCygh5
Как паять (для ювелирных целей): 5 шагов (с изображениями)
Убедитесь, что на вашем рабочем месте нет бумажных полотенец и других легковоспламеняющихся предметов, затем включите фонарь. Вы захотите начать нагревать металл на расстоянии. Если ваш флюс еще влажный, когда вы начнете его нагревать, он закипит, поэтому вы должны осторожно нагреть его на расстоянии (и при немного более низкой температуре), чтобы чипы припоя не вытолкнулись из шва пузырящимся флюсом .
Если припой все-таки отскакивает во время нагрева, используйте свой припой или пинцет, чтобы переместить его, продолжая при этом слегка нагревать деталь.
Когда флюс высохнет, он станет твердым и покрытым коркой.Это первый этап.
После первого этапа флюс станет прозрачным и плавным, как жидкость, это означает, что ваше серебро приближается к температуре, необходимой для плавления припоя.
Вы хотите, чтобы все изделие нагревалось равномерно. Металл является хорошим проводником, поэтому, если одна часть вашего изделия действительно горячая, а другая сторона тоже не нагревается, тепло будет течь через металл к другой стороне, и получить его будет намного сложнее. вся деталь достаточно горячая, чтобы расплавился припой.Мягкими круговыми движениями убедитесь, что все металлические части нагреваются равномерно.
Вот видео, которое я сделал, показывающее, как перемещать резак, как близко подбираться и как перемещать припой.
Когда флюс начнет исчезать, начните приближать пламя, чтобы к металлу было приложено больше тепла. Непосредственно перед тем, как припой потечет, он осядет, как в Терминаторе 2, когда Т-1000 разбился и замерз на земле, медленно плавясь.
Когда он расплавится, это произойдет быстро, и припой растечется по любому металлу, которого он касается. Если ваши две серебряные монеты разошлись, прижмите их, пока припой еще расплавлен, и они должны соединиться. Используйте для этого свой припой или пинцет.
Повторите эти шаги с другой серьгой, и когда все швы припаяны, выключите резак и дайте им немного остыть.
Затем наденьте их на кусок медной проволоки и опустите ее в рассол.Также можно использовать в рассоле зубочистку или другой деревянный предмет, или медный пинцет (для работы с рассолом можно купить специальные медные щипцы). Бамбуковые щипцы тоже подойдут.
Бамбуковые щипцы тоже подойдут.
Пайка против плавления — рабочее серебро
Пайка против плавления
В чем разница между пайкой и плавлением? Каковы преимущества каждого метода и какие трудности? Какие инструменты и оборудование необходимы для каждой техники? Это лишь некоторые из вопросов, которые нам часто задают в Workingsilver.
Вот ответы.
Что такое пайка?
С точки зрения изготовления ювелирных изделий, пайка представляет собой соединение двух частей металла с другим металлическим сплавом, называемым припоем, с использованием тепла (горелки) и флюса. Небольшой кусочек припоя помещается на соединение и нагревается до точки его текучести, что при охлаждении приводит к прочному соединению между частями. Многие металлы, используемые в производстве ювелирных изделий, можно паять, включая чистое серебро, чистое серебро, латунь, медь, золото и золото.
Наплавление, с другой стороны, может быть выполнено только с чистыми металлами, такими как чистое серебро (99. Чистота 9%) и 24-каратного золота или некоторых «устойчивых к потускнению» серебряных сплавов, таких как True Silver, Sterlium Plus или Argentium. Сплавление достигается без использования припоя путем нагревания двух соприкасающихся металлических частей до их точки плавления, в результате чего две части соединяются (плавятся) в одну деталь.
Чистота 9%) и 24-каратного золота или некоторых «устойчивых к потускнению» серебряных сплавов, таких как True Silver, Sterlium Plus или Argentium. Сплавление достигается без использования припоя путем нагревания двух соприкасающихся металлических частей до их точки плавления, в результате чего две части соединяются (плавятся) в одну деталь.
Поскольку при плавлении используются металлы, которые не окисляются в процессе нагрева, можно реализовать эту технику с меньшим количеством инструментов и материалов, чем требуется для пайки. Наиболее примечательным является отказ от использования флюса и припоя, а также необходимость очистки от окисления с помощью травителя (слабый кислотный раствор).
Тщательная сварка приводит к чистому стыку с минимальной потребностью в дальнейшей опиловке или удалении излишков металла. Однако если изделие нагреть немного слишком сильно, металл будет склонен к слипанию и создаст очень органичный результат (не всегда отрицательный результат, но его трудно контролировать)
(Изображение 1) правильно сваренное кольцо
(Изображение 2) Некоторые проблемы могут возникнуть с термозакреплением. Первое кольцо было слишком сильно нагрето, второе не имело достаточно плотного соединения.
Первое кольцо было слишком сильно нагрето, второе не имело достаточно плотного соединения.
Пайка создает сцепление, которое, хотя и не такое прочное, как плавленое соединение, при правильной очистке и отделке практически незаметно.
(Изображение 3) Хорошо припаянное кольцо
Использование чистых металлов в ювелирных изделиях также имеет свои плюсы и минусы. Чистое серебро никогда не потускнеет, как чистое серебро, но поскольку оно не содержит меди или других металлов, делающих его более твердым сплавом, оно невероятно мягкое и не подходит для некоторых ювелирных изделий. Кольца и браслеты, сделанные из чистого серебра, могут погнуться и принять неправильную форму, тогда как изготовление звеньев цепи или лицевых панелей из того же материала может дать замечательные результаты.Поскольку чистое серебро очень мягкое и податливое, создавать текстурированные звенья и компоненты легко и весело.
Если вам любопытно и вам не терпится приступить к созданию каких-нибудь прекрасных ювелирных компонентов или цепочек ручной работы, но вы не уверены в том, что полностью погрузитесь в воду и инвестируете в установку полноценной паяльной станции, то попробовать свои силы в сварке — отличное место для начала. Основные инструменты, которые вам понадобятся для успешной сварки:
Основные инструменты, которые вам понадобятся для успешной сварки:
Горелка — горелка с микробутаном достаточно горяча, чтобы плавить чистое серебро до 14 калибра на угольном блоке, если кусок не слишком большой.
Поверхность для пайки — рекомендуется древесный уголь, так как он помогает удерживать тепло, или огнеупорный кирпич.
Чистое серебро
Инструменты для достижения хорошего соединения при сварке; плоскогубцы, кусачки, напильник
Какую бы технику вы ни выбрали, развлекайтесь, проявляйте творческий подход… и всегда будьте в безопасности!
Что такое рассол и как его использовать? — Рабочее серебро
Когда я говорю «рассол», что в первую очередь приходит в голову? Прекрасные хрустящие укроп и лук или мультиварка с кипящим бисульфатом натрия? Если второе, то вы наверняка ювелир! Даже если это не ваш первый выбор, вы все равно можете быть ювелиром, который также любит вкусные угощения.(Только не путайте!)
Маринование — одна из тех вещей, которые мы делаем в ювелирном деле, о которых мы, возможно, не задумываемся. Флюс, припой, травление, ополаскивание и т. Д., Т. Д. И т. Д. Но что такое рассол на самом деле? И почему мы его используем?
Флюс, припой, травление, ополаскивание и т. Д., Т. Д. И т. Д. Но что такое рассол на самом деле? И почему мы его используем?
Коммерческий рассол — это мягкая кислота, называемая бисульфатом солида. Он используется перед пайкой для обеспечения чистоты металла и после пайки для удаления флюса и окисления. Рассол НЕ удаляет окалину (иногда также называемую пятном от огня)! Это требует физического удаления опиливанием, полировкой или покрытием — тема для другого дня.
Есть несколько различных веществ, которые можно использовать в качестве рассола. Коммерческий продукт Sparex # 2 популярен и хорошо работает.
Вы также можете использовать спа-химикат PhDown, который представляет собой бисульфат натрия — то же самое, что и Sparex # 2. Эта «сухая кислота» при смешивании с водой становится разбавленной серной кислотой. Рассол лучше всего работает в теплом виде. Мультиварка — идеальный горшок для маринования, просто не забудьте выключить ее, когда вы ею не пользуетесь. Когда кастрюля теплая, из кастрюли поднимается пар, поэтому держите крышку закрытой и не вдыхайте пары, когда кладете кусочки в раствор для маринада и из него.При пайке и травлении всегда работайте в хорошо проветриваемом помещении.
Когда кастрюля теплая, из кастрюли поднимается пар, поэтому держите крышку закрытой и не вдыхайте пары, когда кладете кусочки в раствор для маринада и из него.При пайке и травлении всегда работайте в хорошо проветриваемом помещении.
Когда рассол становится сине-зеленым, когда вы открываете крышку горшочка с маринадом, и на дне горшка остаются кристаллы, или когда он перестает хорошо очищать ваше серебро, пора сменить рассольный раствор. При замене рассольного раствора вам необходимо нейтрализовать кислоту пищевой содой (в ОЧЕНЬ хорошо проветриваемом помещении), а затем (если вы можете) также удалить медь, прежде чем слить остатки раствора в канализацию раковины.Смотрите наш блог о безопасной и экологически чистой утилизации маринованных огурцов ЗДЕСЬ.
Некоторые люди предпочитают использовать обычные бытовые продукты, чтобы сделать свой собственный нетоксичный рассол. Можно использовать две-три столовых ложки лимонной кислоты в дистиллированной воде или уксус и две чайные ложки соли. Эти растворы также используются теплыми и работают не так быстро, как растворы бисульфата натрия.Обратите внимание, что даже если вам не нужно нейтрализовать эти домашние растворы, все же лучше удалить медь из жидкости перед ее утилизацией.
Эти растворы также используются теплыми и работают не так быстро, как растворы бисульфата натрия.Обратите внимание, что даже если вам не нужно нейтрализовать эти домашние растворы, все же лучше удалить медь из жидкости перед ее утилизацией.
Если вы живете в районе, где вода «жесткая», с высоким содержанием минералов и / или металлов, используйте для маринада дистиллированную воду. Минералы и металлы в водопроводной воде могут вступать в реакцию с кислотой и вызывать некоторые неприятные реакции. Недавно мы разговаривали с покупательницей, которая смешала партию маринада с водопроводной водой, и ее серебряные кусочки вышли из соленого серого и неприятного оттенка.Она живет в районе, где вода «жесткая», и до этого использовала дистиллированную воду. В районе Большого Ванкувера нам повезло, что у нас есть «мягкая» вода, поэтому нам не нужно использовать дистиллированную воду для наших солений. Кроме того, обязательно добавляйте кислоту в воду, а не наоборот, иначе вы можете получить довольно захватывающую химическую реакцию! Добавление кислоты в воду сохраняет раствор разбавленным и маловероятным разбрызгивание.
Клещи для меди абсолютно необходимы для удержания металла на входе и выходе из травления.Черные металлы (например, стальной пинцет или вязальная проволока!) Вступят в реакцию с травлением и вызовут гальваническое покрытие меди (всплеск меди) на ваших предметах. Вы определенно НЕ хотите покрывать медью свои серебряные монеты! Бывают случаи, когда вам может понадобиться покрыть медную пластину рассолом, например, когда вы паяли медь и хотите покрыть деталь пластиной, чтобы закрыть место пайки. См. Наш блог по медному покрытию, чтобы узнать, о чем мы говорим ЗДЕСЬ.
Есть способ удалить гальваническое покрытие меди (медный фартук) .В хорошо проветриваемом помещении смешайте одну часть рассольной кислоты с одной частью перекиси водорода и положите кусок на несколько минут. Это удалит медь с вашего изделия, как по волшебству !!! (снова см. риск гальванического покрытия меди).
Во время работы в студии, будь то работа с ручным или электроинструментом или пайка, всегда надевайте защитные очки, соберите все волосы назад, носите хлопчатобумажный фартук и полную обувь. Быть в безопасности в студии — это прекрасно! Смотрите наш блог о безопасности в студии ЗДЕСЬ.
Быть в безопасности в студии — это прекрасно! Смотрите наш блог о безопасности в студии ЗДЕСЬ.
Оставайтесь в безопасности и получайте удовольствие от творчества !!
Пайка серебромдля модернизации варочной емкости своими руками | HomeBrewTalk.com
Если вы умеете надежно паять или «пропаривать» медные детали водопровода, вы можете использовать это умение и для модификации своей пивоварни из нержавеющей стали!Во-первых, зачем нам это делать?
В то время как производители добиваются отличных успехов в разработке более совершенных и надежных несварных компонентов для различных применений котлов / резервуаров, некоторые люди все равно будут спать лучше, зная, что они не полагаются на прокладки для удержания жидкости в резервуаре.
В течение многих лет для большинства людей единственной альтернативой было найти местный профессиональный сварочный цех, чтобы приваривать к сосудам различные заглушки или ниппели TIG. Это решение чревато проблемами, включая высокую стоимость рабочей силы, невысокое качество работы, а в некоторых районах страны — просто недоступность.
 Большинство сварщиков, способных выполнять санитарные или даже качественные сварные швы на нержавеющей стали, пользуются таким спросом, что вы не можете позволить себе их время из бюджета на хобби. С другой стороны, когда кто-то предполагает, что он способен выполнить эту работу недорого и на самом деле у него есть время для этого, вы увидите, как НЕ сваривать нержавеющую сталь.Извини. Это реалистичная ситуация, и ветка под названием «Покажи нам свои сварочные кошмары» довольно быстро заполнится фотографиями и рассказами о горе.
Большинство сварщиков, способных выполнять санитарные или даже качественные сварные швы на нержавеющей стали, пользуются таким спросом, что вы не можете позволить себе их время из бюджета на хобби. С другой стороны, когда кто-то предполагает, что он способен выполнить эту работу недорого и на самом деле у него есть время для этого, вы увидите, как НЕ сваривать нержавеющую сталь.Извини. Это реалистичная ситуация, и ветка под названием «Покажи нам свои сварочные кошмары» довольно быстро заполнится фотографиями и рассказами о горе. В некоторых случаях пайка представляет собой золотую середину между несварными и сварными фитингами. Серебряная пайка и пайка серебряных подшипников существуют всегда, но потребовалось время, чтобы завоевать популярность в домашнем пивоварении, частично из-за проблем с прочностью и отсутствия подходящей арматуры для работы.
SIDEBAR : Давайте проясним некоторую терминологию.Если вы скажете «серебряный припой», старожилы предположат, что вы имеете в виду использование наполнителя с содержанием серебра около 60% и температурой более 700F, аналогичной пайке.
 Тема этой статьи — мягкая пайка с использованием припоя с серебряными подшипниками с содержанием серебра 4-6%, для которой требуется только температура 430F. Наверное, лучше всего назвать это просто «пайкой».
Тема этой статьи — мягкая пайка с использованием припоя с серебряными подшипниками с содержанием серебра 4-6%, для которой требуется только температура 430F. Наверное, лучше всего назвать это просто «пайкой». Необходимые инструменты и материалы:
- Переносная пропановая горелка (очень недорогим вариантом является базовый комплект пропановой горелки Bernzomatic UL100, в который даже входит пропан, как указано ниже).
- Одноразовый баллон с пропаном или газом MAPP
- Щетка из нержавеющей стали или наждачная бумага
- Обезжиривающий спирт, например, ацетон, разбавитель для лака или денатурированный спирт.
- Припой: существует несколько брендов, но основное требование состоит в том, чтобы он был указан как безопасный для контакта с пищевыми продуктами, и предпочтительно с содержанием серебра 3-7%.
 Однако вы не можете подняться выше 7%, если это больше не припой.Harris Stay Brite или Staybrite # 8 легко достать и поставляется в комплекте для небольших работ.
Однако вы не можете подняться выше 7%, если это больше не припой.Harris Stay Brite или Staybrite # 8 легко достать и поставляется в комплекте для небольших работ. Флюс: Флюс — это раствор, который удаляет оксидный слой на основном металле и позволяет припою прилипать к необработанному металлу. Независимо от того, насколько чистой выглядит ваша поверхность, оксидный слой либо остается, либо образуется, когда вы начинаете нагревать. Флюс предотвращает отталкивание припоя. Опять же, доступно множество брендов, но они должны быть специально предназначены для обработки нержавеющей стали. Флюс Stay Clean LIQUID от Harris работает очень хорошо, но обратите внимание на смелую спецификацию жидкого флюса, так как версия пасты с таким же названием НЕ будет работать.
Требования к поверхности и типу фитингов:
В отличие от сварки, мы не заставляем два материала плавиться вместе, а используем припой в качестве клея, например, эпоксидную смолу или столярный клей. Кроме того, припой не любит скапливаться в валике, перекрывая большие зазоры.
 По этой причине наиболее удачные соединения имеют фитинг в большом количестве поверхностного контакта со стенкой сосуда. Короче говоря, у вас не получится просверлить простое отверстие в стенке горшка и вставить в это отверстие муфту.Даже если вы просверлите это отверстие очень точно, наибольший контакт у вас будет с внутренним краем отверстия в горшке (менее 1 квадратного сантиметра общей площади контакта).
По этой причине наиболее удачные соединения имеют фитинг в большом количестве поверхностного контакта со стенкой сосуда. Короче говоря, у вас не получится просверлить простое отверстие в стенке горшка и вставить в это отверстие муфту.Даже если вы просверлите это отверстие очень точно, наибольший контакт у вас будет с внутренним краем отверстия в горшке (менее 1 квадратного сантиметра общей площади контакта). Чтобы получить гораздо более прочное физическое соединение, площадь контакта следует увеличить с помощью фитинга, который контактирует с лицевой стороной стенки вашего сосуда, например сварочной насадки, как показано на рисунках. Сварочные патрубки функционально похожи на полумуфт NPT, но в них залито большой фланец, чтобы учесть необходимую площадь поверхности. Вы можете создать это большое пятно контакта с готовой деталью несколькими творческими способами.
Вы можете навинтить стопорную гайку NPT на ниппель трубы и припаять стопорную гайку к своему резервуару И к ниппелю, чтобы он не протекал.
 На соединениях, которые будут подвергаться МНОГО неправильному обращению, вы можете поместить стенку сосуда между двумя контргайками, обеспечивающими повышенную механическую поддержку. В этот момент припой на самом деле просто обеспечивает жидкое уплотнение.
На соединениях, которые будут подвергаться МНОГО неправильному обращению, вы можете поместить стенку сосуда между двумя контргайками, обеспечивающими повышенную механическую поддержку. В этот момент припой на самом деле просто обеспечивает жидкое уплотнение. Еще один все более популярный метод достижения большего количества пятен контакта — уменьшить размер отверстия в стенке сосуда и использовать самодельный инструмент и штамп, чтобы вытянуть часть стенки сосуда наружу.Этот процесс получил название углубления, вытягивания, обжимки или кругового развальцовывания. Самая сложная часть этого — поиск материалов для изготовления оправки и штампа. Большинство люди используют стыковой восстанавливающие муфты для оправки и увеличения прямой связи для опорной головки. Прямо здесь, на Homebrewtalk, ведется несколько дискуссий по поводу различных деталей, которые можно использовать, от дешевых (и страшных) до нержавеющих и дорогих. У User Nostalgia также есть отличное видео, демонстрирующее пайку с использованием техники ямочки:
Основная техника пайки:
Как только вы решите, что именно вы хотите прикрепить к своему сосуду, основной процесс пайки кратко описан здесь:
Просверлите отверстие подходящего размера, а затем протрите контактные поверхности резервуара и фланца наждачной бумагой с зернистостью 100 дюймов, затем сотрите остатки растворителем тряпкой.
 Нанесите кислотный флюс, например флюс Harris Stay Clean Liquid, на обе поверхности. Используя горелку LP или MAPP, сначала нагрейте стенки сосуда, поддерживая движение пламени, избегая фитинга в течение нескольких минут. Затем сконцентрируйте тепло на самом фитинге, максимально избегая сжигания флюса. Идеальная температура достигается, когда ваш припой плавится при нанесении на стык между фланцем и резервуаром, а НЕ, когда припой непосредственно нагревается пламенем. Припой должен быть достаточно жидким и начать втягиваться в зазор.Нанесите припой на весь фитинг, при необходимости кратковременно нагревая фитинг, но всегда удаляйте припой перед нагревом, потому что мы не пытаемся расплавить припой пламенем. Это очень важная базовая техника пайки, поэтому ее стоит повторить. Мы используем пламя, чтобы нагреть изделие, и оно расплавляет припой.
Нанесите кислотный флюс, например флюс Harris Stay Clean Liquid, на обе поверхности. Используя горелку LP или MAPP, сначала нагрейте стенки сосуда, поддерживая движение пламени, избегая фитинга в течение нескольких минут. Затем сконцентрируйте тепло на самом фитинге, максимально избегая сжигания флюса. Идеальная температура достигается, когда ваш припой плавится при нанесении на стык между фланцем и резервуаром, а НЕ, когда припой непосредственно нагревается пламенем. Припой должен быть достаточно жидким и начать втягиваться в зазор.Нанесите припой на весь фитинг, при необходимости кратковременно нагревая фитинг, но всегда удаляйте припой перед нагревом, потому что мы не пытаемся расплавить припой пламенем. Это очень важная базовая техника пайки, поэтому ее стоит повторить. Мы используем пламя, чтобы нагреть изделие, и оно расплавляет припой. Устранение неполадок :
Если вы обнаружите, что припой плавится и прилипает только к одной из поверхностей; стенки сосуда или фитинга, это, вероятно, связано с недостаточным нанесением флюса или недостаточным нагревом поверхности, остающейся «сухой».
 Вы можете попробовать нанести немного флюса на работу, но не переусердствуйте, иначе вы все остыете слишком сильно. Если это проблема с нагревом, попробуйте приложить больше тепла к поверхности, которая не впитывается в припой.
Вы можете попробовать нанести немного флюса на работу, но не переусердствуйте, иначе вы все остыете слишком сильно. Если это проблема с нагревом, попробуйте приложить больше тепла к поверхности, которая не впитывается в припой. Если вы перегреете работу, особенно когда в области стыка недостаточно флюса, вы можете накопить достаточно оксидов на поверхности, и повторное нанесение флюса больше не будет работать. В этом случае лучше все очистить проволочной щеткой из нержавеющей стали и начать заново. Чтобы избежать перегрева, продолжайте проверять, расплавится ли припой при нанесении на изделие.Вам нужно только нагреть изделие до точки, при которой припой станет жидким и не более горячим. Вы также можете использовать инфракрасный термометр для проверки температуры поверхности, и вы ищете 450F. Если температура падает очень быстро, окружающее пространство все еще слишком холодное и действует как радиатор.
Отказ от ответственности: пайка не такая уж сложная задача, но вы должны быть умеренно удобными, если собираетесь это делать.
 Если вы никогда раньше не паяли медную сантехнику с успехом, возможно, вы захотите сначала попрактиковаться даже с медными трубками и другими отходами. Кислотный флюс опасен в обращении, а пары токсичны. Используйте респиратор и / или припой за пределами или в хорошо вентилируемом помещении . Факелы сильно нагревают! DUH … типичные серебряные припои с содержанием серебра 3-6% плавятся чуть ниже 500 ° F, и фланец будет оставаться горячим в течение нескольких минут после того, как вы отключите нагрев.
Если вы никогда раньше не паяли медную сантехнику с успехом, возможно, вы захотите сначала попрактиковаться даже с медными трубками и другими отходами. Кислотный флюс опасен в обращении, а пары токсичны. Используйте респиратор и / или припой за пределами или в хорошо вентилируемом помещении . Факелы сильно нагревают! DUH … типичные серебряные припои с содержанием серебра 3-6% плавятся чуть ниже 500 ° F, и фланец будет оставаться горячим в течение нескольких минут после того, как вы отключите нагрев. Еще несколько видео по пайке:
Подготовительные работы:
Пайка сварочной насадки:
Пайка трехстворчатого фланца для поверхностного монтажа:
Достаточно ли прочен?
Epic HBT Thread: Пайка нержавеющей стали
Пожалуйста, имейте в виду, что я не пытаюсь приписать себе этот метод модификации пивоварни или даже предположить, что я лучше всех владею этими методами.Эта статья предназначена для обзора и справки, чтобы помочь вам решить, хотите ли вы попробовать это самостоятельно.

Отдельный факт: этот метод пайки также очень удобен для соединения нержавеющей стали с латунью или медью.
Как и когда использовать паяльную пасту для изготовления ювелирных изделий
Припой бывает четырех различных форм. Все знают про проволоку, лист и паллионы (предварительно нарезанные квадраты). Вставить — это то, о чем у всех есть вопросы.В этом посте вы узнаете, что такое паяльная паста, ее преимущества и способы ее использования.
Что такое припой Вставить?
Паяльная паста представляет собой однородную смесь микродисперсного сферического порошка припоя, флюса и связующего, которая поставляется в трубке. Как и любой другой припой:
- Он доступен в исполнении из меди, серебра и золота, что означает, что материал трубки представляет собой настоящий металлический припой, предварительно смешанный с флюсом.
- Выпускаются версии для различных температур плавления: легкой (или мягкой), средней и твердой.

Преимущества паяльной пасты
Использование паяльной пасты аналогично использованию любого другого припоя, но оно выгодно для проникновения в небольшие пространства.Это лучший вид припоя для пайки крошечных элементов, таких как переходные кольца, филигрань или стойки для серег. Он не подходит для пайки более крупных элементов или задач, требующих большого количества припоя или нагрева. Одно из самых больших преимуществ паяльной пасты заключается в том, что, в отличие от крошечных шариков или кусочков проволоки, она остается на месте и не сдувается, как только вы включаете резак.
Как использовать припой Вставить
В следующий раз, когда вы будете работать над чем-то крошечным и вам понадобится лишь небольшое количество припоя, возьмите паяльную пасту, а не расстраивайтесь из-за ножниц.
- Чтобы использовать его, сначала открутите белый пластиковый колпачок и ввинтите кончик иглы. Не выбрасывайте колпачок, он может вам понадобиться позже. Паяльная паста Seattle Findings поставляется с наконечниками игл 2 разных размеров, поэтому вы можете выбрать тот, который лучше всего подходит для каждого случая применения.
- Убедитесь, что металл, который вы собираетесь паять, чистый и не содержит масла, смазки, полировальной пасты и излишков оксидов. Как и при любой пайке, чем чище металл, тем лучше будет течь припой.Вы можете замариновать его или натереть металлической мочалкой, если он не чистый.
- Перед нанесением паяльной пасты вы можете нанести флюс на прилегающие участки. В паяльную пасту примешан флюс, но он нужен только для того, чтобы помочь припою течь, а не для защиты металла от окалины или окисления.
- Как обычно, перед началом пайки убедитесь, что металлические части, которые вы паяете, находятся заподлицо.
- Чтобы нанести паяльную пасту, удерживайте иглу в том месте, где вы хотите нанести припой, и плотно прижмите плунжер.Сначала это может занять две руки, потому что вы проталкиваете много материала через крошечное отверстие. Нанесите больше паяльной пасты, чем вы думаете, потому что это не 100% припой — флюс тоже подмешан.

2 примера нанесения паяльной пасты:
Если вы припаиваете лицевую панель к листу, выдавите полоску припоя полностью в том месте, где лицевая панель соприкасается с листом (даже если вы использовали бы только несколько штук). маленькие кусочки, если вы использовали листовой припой).
Если вы к чему-то припаиваете стойку серьги, нанесите паяльную пасту как на конец стойки, так и на место, к которому вы ее прикрепляете.После того, как вы применили подходящий припой, из иглы может выходить немного пасты. Если вы выполняете несколько паяных швов, вы можете сохранить это для следующего шва или стереть его в кучу металлолома.
После того, как вы нанесли паяльную пасту
- Чтобы распустить припой, нагрейте свой проект как обычно, образуя маленькие круги вокруг всей детали с помощью пламени малого или среднего размера на вашем резаке. Поскольку пайка пастообразным припоем не рекомендуется для больших деталей, вы обязательно должны иметь возможность равномерно нагреть всю деталь малым или средним пламенем.
- Ваш флюс должен пузыриться и плавиться, а металл должен начать блестеть. Когда вы почти достигнете температуры плавления припоя, он превратится в крошечные шарики. Не беспокойтесь, если они не все там, где вам нужно, и не пытайтесь перемещать их с помощью паяльника. На этом этапе сфокусируйте пламя в том месте, где вы хотите растечь припой, и быстро перемещайте его взад и вперед.
- Подождите, пока весь припой потечет, а это значит, что на нем не должно остаться маленьких шариков. Затем выключите фонарь.
- Если вы видите место, где припой не растек, вы можете осторожно подправить его, добавив еще немного паяльной пасты и повторно нагрея.
- Когда вы довольны своим паяным швом, закалите его и протравите, пока не исчезнет весь флюс. Если вы видите небольшие бугорки припоя, которые не растеклись там, где должны были, отшлифуйте их наждачной бумагой или абразивным силиконовым кругом и закончите работу как обычно.
Различные температуры плавления
- Множественные паяные швы: если у вас есть несколько паяных швов, расположенных близко друг к другу на одной детали, вы, вероятно, захотите использовать разные температуры плавления припоя.Начните с твердого припоя для своей первой задачи, затем переходите к среднему, а затем легкому. Это предотвратит нарушение предыдущих паяных швов при повторном нагреве детали (чтобы припой растекся, не нужно нагреваться до такой степени).
- Один паяльный шов: если у вас есть только один паяльный шов на детали, вы можете выбрать, какой припой использовать. В большинстве случаев это не имеет значения, но иногда имеет значение. Если вы паяете что-то, что будет подвергаться сильным нагрузкам, например штырь для серьги, используйте твердый припой, чтобы он не сломался под давлением. Если вы паяете что-то с нежными камнями, используйте легкий припой, чтобы снизить вероятность повреждения камней.
 Если вы паяете что-то с нежными камнями, используйте легкий припой, чтобы снизить вероятность повреждения камней.
Если вы паяете что-то с нежными камнями, используйте легкий припой, чтобы снизить вероятность повреждения камней.Точки текучести и плавления серебряной паяльной пасты
| Easy | 65% серебра | Температура текучести 1325 ºF (718 ºC) | Температура плавления 1240 ºF (671 ºC) |
| Средняя | 70 ° C серебра | Температура текучести 1360 ºF (718 ºC) | Температура плавления 1275 ºF (690 ºC) |
| Жесткий | 75% серебро | Температура текучести 1450 ºF (788 ºC) | Температура плавления 1365 ºF (740 ºC) |
Точки текучести и плавления медной паяльной пасты Phos
| Медь | Точка текучести 1325 ºF (718 ºC) | Температура плавления 1240 ºF (671 ºC) |
Уход за паяльной пастой и ее хранение
Вот несколько советов по работе с паяльной пастой:
- Когда вы закончите пайку в течение дня, обязательно закройте кончик иглы для паяльной пасты (изолента работает довольно хорошо), иначе она высохнет.
- Если вы не собираетесь использовать его в течение длительного времени или переезжаете в студию, рекомендуется отвинтить иглу и снова надеть белую пластиковую крышку. Если вы собираетесь ее использовать снова скоро, вам не нужно откручивать иглу после каждого использования.
- Отвинчивая иглу, обязательно очистите ее куском проволоки и храните в таком месте, где вы не потеряете.
- Если одна из ваших игл засорилась, замочите ее в теплой воде на несколько минут, а затем очистите куском проволоки.
- Если у вас есть различные тюбики с паяльной пастой, убедитесь, что все они имеют соответствующую температуру плавления и металлы, чтобы не перепутать их.
