2 бюджетных вида, чертежи + видео
Содержание:
- Принцип работы трубогиба
- Виды профилегибочных станков и их устройства
- По типу привода
- По способу изгиба
- По месту расположения подвижного вала
- Какие материалы и инструменты нам понадобятся
- Инструкция как сделать профилегиб своими руками
- Трубогиб с ручным приводом
- Трубогиб с гидравлическим приводом
- Дефекты гибки и как их избежать
- Как снизить издержки на изготовление
- Видео инструкции
Сегодня, мы хотим рассказать вам, как сделать простую модель трубогиба для профильной трубы своими руками. Потребность в этом устройстве возникает у многих из нас, особенно на дачном участке, когда необходимо согнуть профиль, чтобы соорудить теплицу или беседку.
Покупать профессиональное оборудование нет смысла, так как в обычной жизни оно требуется нам не часто.
Мы будем делать с вами простую конструкцию профилегиба своими руками, которую каждый мастер-любитель сможет сделать самостоятельно.
Принцип работы трубогиба
Принцип функционирования трубогиба достаточно прост — профильная труба подвергается воздействию, что приводит к её температурному изменению, и сталь становится мягче. Заготовка размещается в прокатной зоне станка для гибки, между валами, которые выступают также в качестве шаблона. Именно от того, как они расположены, какой имеют диаметр, зависит угол загиба профиля.
Ролики бывают:
- направляющими — они удерживают деталь;
- прижимными — придают угол загиба.
Направляющих два, и один прижимной вал.
Стоит заметить, что многократно менять форму профильного трубопроката (нагревать и изгибать) не следует, так как это уменьшает его прочность.
Виды профилегибочных станков и их устройства
Профильные трубы имеют различную толщину стен и диаметр, поэтому трубогибы требуются разные. Механизмы для гибки профтруб имеют конструктивные отличия от стандартных трубогибов для круглых труб. Ведь профили обладают большой устойчивостью к изгибанию, а также радиус сгиба у них обычно больше.
Основные виды трубогибов для профильного изделия:
- по типу привода;
- по методу изгиба;
- по месту расположения подвижного валика.
По типу привода
От угла загиба, а так же материала профтрубы и требуемой точности, зависит выбор гибочного станка, которые бывают:
- Гидравлическими — предназначены для изгиба трёхдюймовых элементов. Они обладают высоким уровнем производительности, точности и скорости. Встречаются ручного и автоматического типа. Это самый мощный профилегиб, способный изогнуть любую трубу. В него входит — швеллер (широкие и узкие отрезки, по три каждого вида), петлевой замок, ролики — 3 шт. (размещённые на подшипниковых узлах), передающая ручка с втулкой, машинный домкрат.
- Электрическими — рекомендованы для гибки профильной трубы большого диаметра. Используются чаще для магистральных трубопроводов. Аппарат состоит из:
- рамки из швеллеров;
- прокатных валов из металла— 2 шт;
- трёх шестерёнок;
- металлической цепи;
- редуктора, электрического двигателя с механическим приводом.

- Ручными — они работают за счёт физической силы человека. Предназначены для профиля малого диаметра. Инструмент работает по типу прокатного станка. Основные детали в большинстве своём металлические:
- опорный каток;
- ролики;
- элементы шасси;
- винт регулировки;
- подающая рукоятка.

По способу изгиба
Одну и туже деталь можно изогнуть разными способами, с использованием трубогибов различного типа:
- сегментных — популярность их в том, что деталь, возможно, протаскивать, для получения нескольких поворотных фрагментов;
- арбалетных — суть работы в натягивание металла и сгибание его в одной месте;
- пружинных — предназначенных для пластиковых изделий.
По месту расположения подвижного вала
Подвижной валик может находится в середине, или по бокам (справа или слева):
- Конструкция, в которой подвижной ролик находится в середине, а крайние валики фиксируются к его корпусу. Они слегка приподняты над основой. Средний ролик устанавливается на специально смонтированном П-образном постаменте, посредине которого крепится крупный прижимной винт. С нижнего края, к винту приваривается прижимной ролик. В процессе вращения этого винта, происходит опускание или поднимание профиля, что приводит его к изгибу. К одному неподвижному ролику следует приварить ручку, с её помощью профиль перемещается по станку. Чтобы облегчить процесс прокатки, неподвижные валы объединяются цепью.
- С подвижным валом с краю — он размещается справа или слева. Вращается вместе с частью основы, которая соединена со станиной металлическими петлями. На угол изгиба влияет уровень подъёма стола, высота которого меняется домкратом. Конструкция вращается за счёт центрального ролика, к которому приваривается ручка. Чтобы уменьшить прикладываемые усилия, устройство можно снабдить цепью.
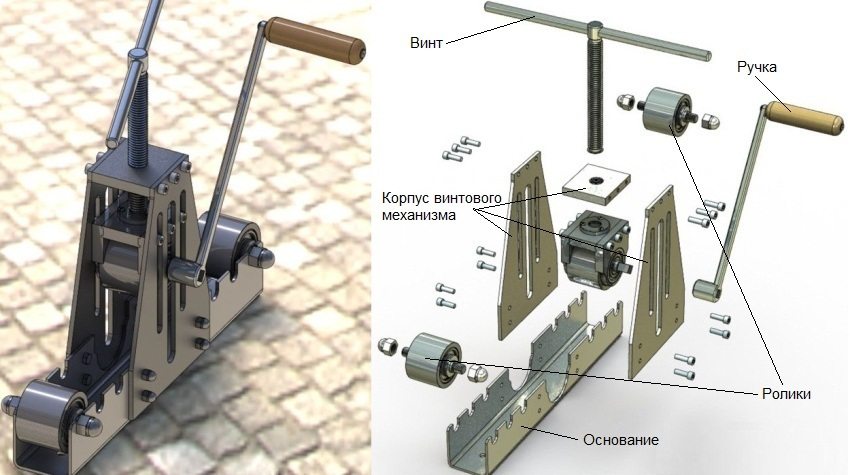 Средний ролик устанавливается на специально смонтированном П-образном постаменте, посредине которого крепится крупный прижимной винт. С нижнего края, к винту приваривается прижимной ролик. В процессе вращения этого винта, происходит опускание или поднимание профиля, что приводит его к изгибу. К одному неподвижному ролику следует приварить ручку, с её помощью профиль перемещается по станку. Чтобы облегчить процесс прокатки, неподвижные валы объединяются цепью.
Средний ролик устанавливается на специально смонтированном П-образном постаменте, посредине которого крепится крупный прижимной винт. С нижнего края, к винту приваривается прижимной ролик. В процессе вращения этого винта, происходит опускание или поднимание профиля, что приводит его к изгибу. К одному неподвижному ролику следует приварить ручку, с её помощью профиль перемещается по станку. Чтобы облегчить процесс прокатки, неподвижные валы объединяются цепью.Подводя итог, скажем, что наиболее подходящий вид трубогиба, для придания нужного загиба профильной трубе, при монтаже теплицы или некой конструкции на придомовом участке — с ручным приводом. Ведь размер профильной заготовки и объёмы работ небольшие.
Ведь размер профильной заготовки и объёмы работ небольшие.
Какие материалы и инструменты нам понадобятся
Пред тем, как перейти к изготовлению трубогибочного станка для профильных квадратных труб, мы советуем запастись инструментарием и материалом. Иначе, во время работы вы будите отвлекаться, в итоге, процесс займёт у вас больше времени.
Для изготовления профилегибочного станка нам понадобится:
- для основы самодельного профилегиба — швеллер или два сварных уголка, толщина полочек не больше 3 мм;
- стальные ролики высокого качества, в идеале закалённые, они не должны быть гладкими, на краях наличие небольших валиков.
Это остальные части любого трубогиба. В зависимости от модели и вида устройства, может понадобиться ещё ряд элементов.
Из инструментов, у вас должна быть под рукой — болгарка, дрель, молоток, гаечный ключ, правило, имеющее надёжное и внушительное основание, и сварочный инвертор, если вы станете сваривать элементы станка, а не садить детали на болты.
Инструкция как сделать профилегиб своими руками
Итак, переходим к изготовлению трубогиба без токарных работ. Мы решили сделать две разные модели. Можете ознакомиться как с видео инструкцией, так и текстовой версией пошагового руководства.
Самый простой трубогиб без заморочек. Проще некуда!
Смотрите это видео на YouTube
Трубогиб с ручным приводом
Нам понадобится 8 штук подшипников 33 размера, для основы швеллер 40 на 80, строительная шпилька на 18, шайбы размером 18, металлический уголок на 25, отрезок прямоугольной пластины.
Так как мы первый раз делаем своими руками ручной трубогиб для профильной трубы, то решили подготовить чертёж нашего устройства — это упросит работу.
Чертёж будущего трубогибаПосле этого, уже приступили к изготовлению самого трубогиба:
- Отпиливаем швеллер нужной длины и очищаем его от ржавчины болгаркой.
- Счищаем со строительного шпиля резьбу, так же болгаркой. Это необходимо для свободного перемещения подшипников по ней.
 Это необходимо для свободного перемещения подшипников по ней.
Это необходимо для свободного перемещения подшипников по ней.- Подготавливаем шайбы — используя молоток, придаём шайбе слегка форму конуса. Шайба такой формы позволит беспрепятственно двигаться подшипнику.
- Собираем два ролика — на шпильку по краям устанавливаем гайки на 18, в середине 3 подшипника. Слегка изогнутые шайбы не задевают края подшипников и они свободно двигаются.
- Подтягиваем гайки с помощью ключа и обрезаем излишки шпильки.
- Края прихватываем сваркой.
- Из металлического уголка отрезаем 4 заготовки по 25 см. Они будут служить направляющими для валиков — ведущего и прижимного.
- Привариваем уголки к швеллеру. Расстояние между двумя соседними заготовками определяется размером шпильки, она должна свободно проходить в зазор.

- Изготавливаем ведущий ролик — на 18 шпильку одеваем отрезок трубы диаметром 25 мм. Пространство между трубой и шпилькой наполняем гвоздиками на 40, с которых предварительно отрезаем шляпки.
- Для надёжности конструкции, края также схватываем сваркой, предварительно зажав заготовку в тисках.
- Одеваем на края вала по 33 подшипнику.
- Переходим к изготовлению подвижной каретки. Для этого берём два отрезка профильной трубы 20 на 40, длиной 30 мм, и прямоугольную металлическую пластину 80 на 50 мм.
- Привариваем к пластине отрезки профиля, а к нему ведущие ролики.
- Снизу каретки, определив её среднею точку, проделываем дрелью отверстие. Его размер должен совпадать с диаметром шпильки на 18.
- Приступаем к сборке подъёмного механизма. Нам потребуется шпилька и три гайки. В отверстие каретки вставляется шпилька, с внутренней стороны на неё закручивается гайка, которая прихватывается сваркой. Затем, с обратной стороны на шпильку одеваем вторую гайку, которую тоже привариваем.
 Нам потребуется шпилька и три гайки. В отверстие каретки вставляется шпилька, с внутренней стороны на неё закручивается гайка, которая прихватывается сваркой. Затем, с обратной стороны на шпильку одеваем вторую гайку, которую тоже привариваем.
Нам потребуется шпилька и три гайки. В отверстие каретки вставляется шпилька, с внутренней стороны на неё закручивается гайка, которая прихватывается сваркой. Затем, с обратной стороны на шпильку одеваем вторую гайку, которую тоже привариваем.- Отрезаем заготовку из прямоугольной металлической пластины размером 70 на 13 — которая будет служить упором для подъёмного механизма.
- В заготовке отмеряем середину, проделываем отверстие на 18.
- Приступаем к сборке трубогиба. На основание из швеллера устанавливаем каретку с ведущим валиком. Сверху надеваем пластину и закручиваем гайку, которую прихватываем сваркой.
- Привариваем по краям основания ролики, а к подъёмному механизму ручку.
- Изготавливаем ручной привод — для этого берем профиль 20 на 20, ручку от дрели, которую прикручиваем к профилю. Отрезок трубы прихватываем сваркой к ведущему валику.
 Отрезок трубы прихватываем сваркой к ведущему валику.
Отрезок трубы прихватываем сваркой к ведущему валику.Трубогиб для профильной трубы готов, можно переходить к испытанию.
Трубогиб с гидравлическим приводом
Как сделать трубогиб своими руками | Обустройство мастерской и самодельные станки
Смотрите это видео на YouTube
Мы решили ещё попробовать изготовить более мощное устройство, работающее от гидравлического привода, как оказалось сделать это не так уж и сложно.
Чертёж гидравлического трубогиба- Сначала подготовили станину, её мы соорудили из швеллера, уголков и пластины из металла, путём сваривания этих элементов между собой. Также нам понадобится 2 ролика, насадка полукруглой формы и машинный домкрат.
- В основе станины поделываем по 6 регулировочных отверстий с обеих сторон, в них будут закрепляться ролики, в зависимости от требуемого угла загиба.
- Устанавливаем валики в проделанные дырочки в станине.

- Надеваем полукруглую насадку на крадомый механизм, и размещаем его под роликами.
- Устройство готово, вставляем профиль между роликами и домкратом. Путём поднимания механизма производим загибание профильного трубопровода.
Дефекты гибки и как их избежать
Для облегчения гибочного процесса профильной трубы, и, чтобы избежать образования дефектов, мы решили поделиться с вами моментами, которые их вызывают.
Нередко в бытовых самодельных трубогибах присутствует тянучка и волна, в самом узком месте — в месте уменьшения площади. Это в свою очередь может привести к образованию микротрещин, хотя для сооружения парников и беседок это не важно.
Ещё один дефект, который возникает при гибки квадратной профтрубы — в процессе происходит её закручивание по оси. Исправить такую трубу для использования в качестве арки теплицы будет невозможно. Причиной «пропеллера» является несимметричное распределение нагрузки при проведении загибочных работ.
Но главная причина образования дефектов при изгиба профиля — выбор неправильного радиуса изгиба, и наличие маленького технологического «хвостика» (расстояния от начала трубы — ближайшее к месту изгиба, до места загиба).
«Хвостик» не только надёжно фиксирует профильную трубу, но также поглощает отдачу технологического напряжения.
Как снизить издержки на изготовление
Чтобы снизить затраты при изготовлении трубогиба, можно использовать подручные детали. Допустим вместо роликов, подойдут ступнины от старого велосипеда. Они не смогут выдержать больших нагрузок, но для загиба профильной трубы 20 на 40 подойдут. При отсутствии шайбы, её можно заменить металлическим кругом подходящего диаметра.
Не следует покупать для самоделки новые подшипники, подойдут «убитые», которые легко раздобыть в автосервисах. Кроме того, многие элементы можно найти на пункте сдачи металла.
Сегодня, мы попробовали изготовить две модели самодельных трубогибов для профильной трубы — это оказалось нам под силу. Но если вам не нужно сложное устройство, и требуется произвести разовый изгиб проф трубы, то можете сделать более простое приспособление для гибки профиля — рычажное, по шаблону, арбалетное, которое смастерить быстрее и проще.
Но если вам не нужно сложное устройство, и требуется произвести разовый изгиб проф трубы, то можете сделать более простое приспособление для гибки профиля — рычажное, по шаблону, арбалетное, которое смастерить быстрее и проще.
Надеемся, что, руководствуясь нашей статьёй, вы без труда соберёте профилегиб из подручных материалов, и сможете изогнуть трубу под нужным вам радиусом для изготовления парника или веранды.
Видео инструкции
ЛУЧШИЙ вариант для трубогиба без токарных работ
Смотрите это видео на YouTube
Самый простейший трубогиб своими руками!
Смотрите это видео на YouTube
самодельный ручной станок для гибки
Если мастер серьезно работает с металлом, рано или поздно приходит необходимость в продуктивном устройстве для , которое бы отличалось простым управлением.
Гибочный станок просто незаменим при изготовлении своими руками садовых скамеек, каркасов беседок, верстаков, навесов для авто из профильной трубы. Благодаря наличию такого инструмента металлоконструкции получаются привлекательными и прочными.
Благодаря наличию такого инструмента металлоконструкции получаются привлекательными и прочными.
Но чтобы создать его своими руками, важно разобраться в устройстве и особенностях сборки профилегиба.
Содержание
- Устройство трубогибочного станка и инструкция по его сборке
- Чертеж
- Сборка
- Как изготовить профилегиб своими руками?
- Изготовление рычажного трубогиба
- Заключение
Устройство трубогибочного станка и инструкция по его сборке
В процессе производства разного рода металлоконструкций применяют специальный станок для гибки профильной трубы, представляющий собой компактное и легко транспортируемое оборудование с разными видами приводов.
Агрегат имеет незначительный вес и без трудностей справляется с задачей сгибания металла холодным прокатом. А для достижения оптимальной кривизны вместе с трубогибом применяют специальные насадки для обработки разного рода металлоизделий.
Чтобы научится управлять таким агрегатом, важно изучить особенности его конструкции и основные принципы функционирования.
для труб состоит из следующих элементов:
- несущая рама из металлического профиля высокой прочности;
- три вала вращения, располагающиеся на отдельных осях и отвечающие за процесс сгибания профильной трубы на актуальный угол изгиба;
- механизм вращения рабочих валов;
- цепь для соединения элементов приводного механизма.
Все заводские и для гибки делятся на четыре вида, в зависимости от системы расположения и функционирования валиков:
- Агрегаты с верхним подвижным валиком ‒ самый простой вариант в плане механической составляющей.
В конструкции такого профилегиба только верхний валик может перемещаться, а ролик может быть гидравлическим или верхним ручным. Такое строение обеспечивает мастеру возможность выполнить точный расчет возможного радиуса для изгибания металлических деталей с минимальной погрешностью на присадку металла или незначительным градиентом при деформации профиля. - Оборудование с левым роликом способно выполнить те же функции, что и станки с верхним подвижным валиком.
Но, вдобавок к этому, оно отлично подходит для завивки спиралей, что первый тип профилегибов выполнить не может. Можно подобрать модель, для контроля градиента изгибания. - Агрегаты с нижними роликами подходят для сгибания крупных профилей, благодаря равномерному распределению усилий гибки на два нижних вала и полностью гидравлическому механизму привода.
Каждый ролик при этом имеет собственный контроллер месторасположения.

На заметку! Такое оборудование отличается по размерам, маркировке, стоимости и весу. Но для бытового использования подойдет и самодельный профилегиб, изготовление которого обойдется мастеру в небольшие деньги.
Чертеж
Первоначальным заданием при изготовлении гибочного станка для профильной трубы своими силами является создание чертежа гибочного станка. Его составляют самостоятельно или находят в готовом виде в интернете.
Его составляют самостоятельно или находят в готовом виде в интернете.
На многочисленных форумах мастеров и умельцев, работающих с металлоконструкциями, можно найти видеоролики с подробным описанием устройства трубогибочного станка и инструкциями по его сборке.
Сборка
После подготовки чертежа для самодельного трубогиба, можно приступить к сборке несущей рамы. Если оборудование планируется использовать для профильной трубы своими руками, то от использования сварки при сборке рамы стоит отказаться.
Конструкция трубогиба.Такой метод соединения деталей не максимальный уровень надежности. Лучше отдать предпочтение болтам, что позволит придать агрегату прочности и мобильности: при необходимости конструкцию можно будет разобрать.
Далее на трубогибочный агрегат монтируют рабочие валы: два немного выше столешницы рабочего стола, третий – над ними. Для фиксации подшипников применяются полумесяцы из 4-х миллиметрового металла.
После установки рабочих валов на раму, собирают механизм их вращения из трех звездочек и цепи: две из них монтируют на оба нижних вала, а третью ‒ ниже.
Важно! Обязательно стоит предусмотреть возможность смены положения нижней звездочки, что позволит без трудностей выполнять натяжку цепи на профилегибочном агрегате. Для легкого управления оборудованием, на одной из звездочек зафиксируйте прочную ручку.
Обязательно протестируйте станок для сгиба профиля после сборки, дабы исключить риск брака.
Как изготовить профилегиб своими руками?
Не каждый начинающий мастер способен приобрести для загиба металлический труб заводского типа, поскольку это довольно дорогое оборудование.
- Разместите на прижимном валу шестерни, подшипники, кольца, соединенные с помощью шпонки.
Выточите обоймы для подшипников и роликов по заранее подготовленному чертежу такого вала. Также для агрегата необходимо изготовить три вала, один из которых подвешивают на пружинах, а два иных устанавливают по бокам. - Просверлите в кольцах отверстия для создания пазов и нарезания резьбы, а после сделайте полку с помощью швеллера с заранее организованными отверстиями и нарезанной резьбой, требуемых при установке прижимного вала.
- После выполнения подготовки конструкцию станка собирают с помощью сварочного аппарата и болтовых соединений.
Сначала выполните монтаж каркаса, одновременно выполняющего функции ножек трубогиба. - Далее выполняется подвешивание полки на пружины с зафиксированным на ней прижимным валом, после чего следует установить боковые опорные валы на самодельный трубогиб.
На один вал не забудьте прикрепить ручку. - В завершение на станок нужно установить домкрат, и он готов к работе.

Изготовление рычажного трубогиба
В бытовых условиях можно изготовить трубогиб рычажного типа для проката профтрубы, который без проблем справится с разнообразным радиусом изгиба изделия.
При этом стоит придерживаться следующих рекомендаций опытных специалистов:
- конструкцию, в основном, сооружают из металла, но для этой цели также можно применить дерево;
- прижимной и центральный ролики должны изготавливаться из металла, так как они составляют основу будущего станка;
- держателю придайте П-образную форму;
- при выборе величины станка учтите сечение труб, с которыми планируется работать: чем оно больше, тем более значительной должна быть нагрузка на изделия, а это значит, что и сам станок должен быть крупным;
- ось под центральный ролик нужно зафиксировать на основании максимально надежно, но без пережима, препятствующего вращению этого держателя;
- с иной стороны от ролика на держатель установите рычаг определенной длины: чем короче рычаг, тем сложнее будет выполнить операцию;
 youtube.com/embed/vupr46jVGXA?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/vupr46jVGXA?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>Заключение
При помощи качественного профилесгиба можно работать с металлическими трубами разного сечения. Такое оборудование можно приобрести в готовом виде или собрать его в бытовых условиях, следуя описанным выше инструкциям.
схемы самодельных трубогибов
В хозяйстве профильный трубогиб используется не так часто, чтобы покупать дорогое оборудование заводского изготовления.
Когда возникает такая необходимость, простой трубогиб можно сделать в частном порядке, предварительно решив, какая именно эта конструкция подходит для поставленной задачи.
В данной статье подробно разобраны разновидности станков для гибки труб, описаны принципы их работы и способы построения.
Содержание статьи:
- Типы машин для гибки профильной трубы
- Классификация гибочных машин по типу привода
- Типы гибочных машин по способу установки
- Классификация машин по способу гибки
- Мы сделать гидравлический трубогиб
- Трубогиб своими руками
- Опция поворотной платформы
- Трехвалковый прокатный станок
- Как согнуть профильную трубу простым способом?
- Выводы и полезное видео по теме
Виды станков для гибки профильной трубы
Существует множество модификаций оборудования для изменения конфигурации профильных труб. Это связано с минимальным радиусом изгиба. При пренебрежении этим важным параметром в месте изгиба происходит изменение прочностных характеристик материала в худшую сторону. Также необходимо знать некоторые технологические тонкости. и учитывать их при работе.
и учитывать их при работе.
При выборе конструкции учитывать материал заготовки, диаметр, толщину стенки.
Классификация гибочных машин по типу привода
В зависимости от типа привода машины, предназначенные для гибки любых труб, бывают ручными, электромеханическими и гидравлическими.
Приручить. Это предельно простые механизмы, которые доступны для самостоятельного изготовления даже человеку, не посвященному в тонкости работы с металлом.
Станок для гибки профильной трубы своими руками — незаменимый помощник в изготовлении каркасов, декоративных элементов, самостоятельном монтаже вентиляционной системы
Электромеханический. Такая машина имеет привод в виде электродвигателя — шагового или обычного, подключаемого через понижающую передачу. Последнее решение обеспечивает качественный изгиб за счет правильного распределения напряжений.
Устройство непростое в изготовлении, требует специальных знаний и хотя бы немного профессионализма.
Электрическая гибочная машина в большинстве случаев имеет трехвальную конструкцию. Профильная труба пропускается между роликами. Элемент, расположенный в центре, может менять свои координаты по вертикали. При вращении центрального вала профилированная труба меняет свою геометрию
Гидравлический. Привод в этой модели ручной. В отличие от простой ручной конструкции, в схему включен гидроцилиндр, что значительно снижает мышечное усилие, прилагаемое при сгибании.
Ролики дают возможность изгибать профильную трубу в любом необходимом направлении. Ручной профилегиб с гидравликой при своем небольшом весе может гнуть сортимент труб шириной до 10 см.
Гидравлический цилиндр гибочного станка оказывает давление на поверхность трубы за счет механического воздействия. Это приводит в движение шток цилиндра. В результате возникающей нагрузки изделие деформируется. Давление в поршне можно увеличить двумя способами — вручную и с помощью электронасоса
Виды отводов по способу установки
Существует деление отводов профиля и в зависимости от способа установки. Различают стационарное, портативное и носимое оборудование. Стационарные машины могут иметь форму простой бетонной плиты со стержнями или сплошного оборудования.
Различают стационарное, портативное и носимое оборудование. Стационарные машины могут иметь форму простой бетонной плиты со стержнями или сплошного оборудования.
Компактные переносные трубогибы имеют опорную стойку, а у носимой модели опоры нет, она выбирается каждый раз при использовании оборудования.
Классификация машин по способу гибки
Конструкция профилегибочного станка и его производительность зависят от метода гибки. Существует 3 основных метода гибки. Первый – экструзия, когда геометрия профильной трубы изменяется с помощью деформирующего ролика, выполняющего роль пуансона. Матрица в этом случае отсутствует.
Для выполнения операции необходимы 2 прочные опоры с противоположных сторон изгиба, которые также служат матрицей. В качестве таких опор используют поворотные башмаки или ролики.
Поскольку усилие нарастает постепенно и постоянно имеет перпендикулярное направление по отношению к трубе, метод позволяет получить хороший конечный результат. Применяем метод только для работы в небольшом объеме.
Применяем метод только для работы в небольшом объеме.
Второй нажимается. Для получения изгиба используется принцип слесарных тисков – между плашкой и пуансоном помещается отрезок трубы.
Профили последних для получения качественной гибки должны точно повторять геометрию детали. А также в расчете необходимо учитывать остаточную деформацию металла. В домашних условиях этот метод применим, когда не требуется большой точности.
Станок для изменения формы профильной трубы прокаткой состоит из трех цилиндрических роликов, цепи, привода и основания. Диаметр роликов должен соответствовать параметрам деформируемой профильной трубы
Третий — прокатка — универсальный способ гибки как тонкостенных, так и толстостенных труб. Гибка получается протягиванием заготовки между роликами — одним вращающимся и двумя поддерживающими.
Кроме вышеперечисленных, гибка труб также может осуществляться следующими способами:
Галерея изображений
Фото
Гибка трубы осуществляется с помощью трех вращающихся роликов. Причем радиус изгиба определяет их расположение по отношению друг к другу
Причем радиус изгиба определяет их расположение по отношению друг к другу
При гибке трубы арбалетным трубогибом она упирается в два ролика, а шаблон, который находится на штоке приспособления, изгибает ее между опорами
Принцип работы данного трубогиба заключается в гибке трубы в холодном состоянии путем обкатывания валиком вокруг гибочного блока
С помощью хомута труба плотно фиксируется на валике устройства. Проходя между роликом и шаблоном, труба принимает необходимую форму
Вальцовочный метод гибки труб
Арбалетный метод гибки труб
Трубогибка
Гибка труб навивкой
Независимо от выбранной конструкции, при самостоятельном изготовлении станка для гибки труб необходимо учитывать рекомендации специалистов. При выборе материала для станины необходимо исходить из того, что толщина металла должна быть не менее 1/6 ширины профилированной трубы.
Итак, если предстоит гнуть трубу, имеющую сечение прямоугольником с параметрами 50 х 25 мм, то во избежание деформации станины при гибке нужно брать швеллер или уголок толщиной не менее 10 мм. Опорная плита и пуансон с матрицей должны быть в 2 раза толще.
Опорная плита и пуансон с матрицей должны быть в 2 раза толще.
Оптимальный диаметр роликов — не менее трех размеров сечения. Полка швеллера и уголка, взятые для изготовления каркаса, должны быть в 2 и 3 раза больше ширины трубы соответственно. Если предстоит работа по гибке профильных труб прямоугольного сечения 50 х 25 мм, понадобится швеллер 100 х 10 или уголок 150 х 10.
Изготавливаем гидравлический трубогиб
Рассмотрим гидравлический станок, в котором изгиб происходит за счет проталкивания центральной трубы через центр пробойником, закрепленным на поднимающемся стержне. В результате тесного контакта заготовки, опирающейся на два неподвижных ролика, с подвижным пуансоном последний принимает свою форму.
Такой автомат называется арбалетом из-за схожести формы пробойника с формой арбалета. Его основными деталями являются основание (1), гидродомкрат (2), пуансон (3) и крепежные элементы в виде болтов. Компоновку узлов станка выполняют по эскизу
Для разметки рабочей поверхности откладывают вертикальную ось и на указанном на чертеже расстоянии от края и оси отмечают расположение нижних отверстий. Затем отметьте расположение верхних отверстий, отступив нужное расстояние от края. Соединяют прямой линией с центром этих отверстий и откладывают на ней равные отрезки.
Затем отметьте расположение верхних отверстий, отступив нужное расстояние от края. Соединяют прямой линией с центром этих отверстий и откладывают на ней равные отрезки.
Оси промежуточных отверстий будут на пересечении отметок, сделанных с наклонной осью. Отверстия на рабочей поверхности нужны для контроля радиуса изгиба заготовки профиля. Так как рабочая поверхность состоит из двух зеркальных частей, вторая размечается таким же образом.
Высота машины определяется параметрами домкрата и расстоянием, указанным на чертеже символом «а». Чтобы согнуть профильную трубу шириной 15 мм, этот зазор в нерабочем состоянии домкрата должен быть примерно равен 20 мм.
В этой конструкции усилие, передаваемое пуансоном, сосредоточено в его верхней части. В результате этого воздействия внешний радиус трубы испытывает растяжение, что может вызвать истончение стенки, а в некоторых случаях и разрыв. Поэтому данный станок не рекомендуется использовать для деформации тонкостенных заготовок.
Трубогиб своими руками
На таком оборудовании заготовка приобретает заданную форму путем прокатки. В домашней мастерской проще сделать 3-х катковую конструкцию с ручным приводом. Рассмотрим два варианта таких машин.
Вариант поворотной платформы
Принцип конструкции такого станка для гибки труб с поперечным сечением, отличным от круглого, следующий:
- Основная станина соединена через сочленение с поворотной платформой, которая задает угол изгиба.
- Платформа приводится в движение домкратом, опирающимся на нее рабочей штангой.
- Протяжка профиля осуществляется вращением рукоятки, расположенной на промежуточном валу.
Для изготовления основания станка и стоек необходим швеллер с высотой стенки от 150 до 200 мм в количестве около 3 м. В качестве опор для подшипников, основания роликов подойдет стальная труба с внутренним диаметром, равным наружному диаметру подшипников, которая разделена на 6 коротких отрезков.
Поворотный стол — не единственный вариант регулировки параметров изгиба профильной трубы, это можно сделать с помощью крайних роликов. Для этого в опорных плитах и швеллере делаются отверстия, чтобы элементы были подвижными. Поднять крайнюю площадку можно любым домкратом, найденным в хозяйстве
Из швеллера делается основание и две площадки. Отступив с одной стороны около 0,5 м, из того же швеллера сваривают вертикальную стойку. Для этого два сегмента соединяют в пары, чтобы сделать подставку прочной.
Строго соблюдая горизонтальность, монтируют стационарную платформу, а к ней приваривают заднюю стойку. Далее берут отрезок профильной трубы и наращивают ограничители высотой не менее толщины профильной трубы, деформацию которой предполагается выполнять на изготавливаемом станке.
Направляющая платформа соединяется с основной рамой дверными петлями. На удлиненные упоры и кромки обеих площадок с помощью сварки устанавливаются подшипники и усиливают конструкцию уголками. Валы вставляются в подшипники, а к середине крепится ручка.
Валы вставляются в подшипники, а к середине крепится ручка.
Домкрат устанавливается под край направляющей площадки и крепится к основанию с помощью болтового соединения.
Сборка трубогиба с поворотной платформой осуществляется в следующей последовательности:
Фотогалерея
Фото
Для изготовления трубогиба потребуются такие материалы: труба, швеллер — 2,5м, подшипники , домкрат, петли, ролики
Необходимо разрезать швеллер на две части — одна из них будет основной площадкой, а вторая — направляющей. Они соединяются с помощью металлических петель.
Следующим шагом отрежьте 6 отрезков трубы шириной 2 см и согните их для крепления подшипников
Отрезав ролики необходимой длины, их нужно соединить с подшипниками и приварить к рабочей площадке
центральный ролик необходимо приварить на высоте 8-9 см над платформой. Это нужно для того, чтобы под ним прошла профильная труба
Далее сваркой делаем основу для нашего трубогиба. Она должна быть немного больше рабочей поверхности станка
Она должна быть немного больше рабочей поверхности станка
С помощью сварки соединяем рабочую площадку с основанием и проверяем надежность всех соединений
На последнем этапе окрашиваем изделие, ждем пока краска высохнет и проверяем нашу самоделку
Шаг 1 — подготовка инструментов и материалов
Этап 2 — построить рабочую платформу
Этап 3 — отрезать трубу для подшипников
Этап 4 — соединить ролики и подшипники
Этап 5 — приварить центральный ролик
Этап 6 — построить основу для катка
Этап 7 – соединение всех частей изделия
Этап 8 – проверка исправности станка
Трехвалковый прокатный станок
На данном станке труба укладывается на ролики, расположенные по бокам. Верхний подвижный валик опускают на изделие сверху и таким образом фиксируют его. Далее вращаем ручку и через цепь передаем движение на валы. Труба растягивается и меняет свою геометрию.
Постепенно увеличивая давление, затягивая прижимной болт, и вытягивая заготовку, добиваются изгиба трубы под необходимым углом.
Трехвалковая машина оснащена тремя роликами. Подключив к такому станку электродвигатель мощностью 1,5 кВт, можно за один раз сгибать трубы сечением до 8 см
Чтобы станок работал по этой схеме, необходимо подготовьте полку и фасонные металлические изделия для каркаса, валов, 4 крепких пружин, цепи, подшипников, крепежа и других деталей. Для монтажа подшипников требуется 3 вала с параметрами, соответствующими звездочкам и подшипникам.
Два вала предназначены для бокового размещения, а третий (прижимной) — для подвешивания на рессорах. Эти предметы, скорее всего, придется заказывать в мастерской, а остальные можно сделать своими руками.
В состав прижимного вала входят подшипники, шестерни и кольца. В кольцах нарезана резьба под стяжные болты и сделаны канавки. В полках швеллера выполняют посадочные места под прижимной вал. На завершающем этапе производится сборка конструкции начиная с установки каркаса.
После подвешивается прижимной вал на пружинах, прикрепленных к полке с помощью шпоночного соединения. Опорные валы устанавливаются по бокам и между ними натягивается цепь, используя в качестве держателя магнитный уголок.
Опорные валы устанавливаются по бокам и между ними натягивается цепь, используя в качестве держателя магнитный уголок.
На одном из них, закрепляя ручку с вращающейся трубкой, затем выполняют установку домкрата. Прикрепите его к платформе с помощью болтов и сварки.
При установке вала подвески соблюдается определенная последовательность: сначала устанавливается на полку, к ней привариваются гайки под рессоры, площадка переворачивается и соединяется с рессорами. Следует отметить, что с увеличением расстояния между роликами усилия на изгиб уменьшаются.
Для сборки прокатного трубогиба вам потребуется:
Фотогалерея
Фото
Для начала необходимо приобрести или заказать валы необходимого размера в токарной мастерской. Для обеспечения подвижности этих элементов на них закреплены шестерни и подшипники.
Вооружившись болгаркой и сварочным аппаратом, каркас будущего трубогиба изготавливается из профильного металлопроката
На этом этапе необходимо прикрутить прижимной вал к каркасу изделия и приварить гайки крепления пружин
В самом верху конструкции приваривается с помощью сварочного аппарата кусок профиля для крепления пружин
Далее к раме будущего трубогиба необходимо прикрутить два нижних опорных вала
устройство приводится в движение цепью. Протягивается между валами и закрепляется, чтобы не провисал
Протягивается между валами и закрепляется, чтобы не провисал
Для облегчения использования станка к нему приделана ручка для вращения вала — это защитит руки пользователя от образования мозолей
На последнем этапе трубогибочный станок рекомендуется покрасить, а после высыхания можно приступать к испытаниям устройства
1 этап — Изготовление вала
2 этап — строительство рамы будущего станка
Этап 3 – установка зажимного вала
Этап 4 – установка пружин
Этап 5 – крепление валов
Этап 6 – установка цепи
Этап 7 – установка ручки гибочного станка
Этап 8 — покраска изделия
На нашем сайте есть еще несколько статей, в которых подробно описаны варианты самодельных приспособлений для гибки профильных труб, рекомендуем прочитать:
Как согнуть профильную трубу в простой способ?
Самым примитивным приспособлением для изменения формы профильной трубы является использование деревянного шаблона. Его можно использовать в случае гибки тонкостенных труб из стали или алюминия. Для изготовления такого импровизированного станка берут доски, скрепляют их между собой любым способом и вырезают шаблон.
Его можно использовать в случае гибки тонкостенных труб из стали или алюминия. Для изготовления такого импровизированного станка берут доски, скрепляют их между собой любым способом и вырезают шаблон.
Шаблон лучше сделать съемным, тогда можно сделать их несколько с разным радиусом. Его не обязательно делать из дерева, его также можно заменить металлическими крючками, разместив их по начерченному контуру
В месте контакта с трубой толщина шаблона должна быть больше высоты поперечного сечения профильной трубы на несколько сантиметров. Край шаблона выполняют с уклоном, иначе труба может соскользнуть.
Конструкция снабжена упором и крепится к какой-либо устойчивой основе. Трубу помещают между плоскостью шаблона и упором и начинают изгибать материал, начиная с края трубки. Если начать процесс гибки от центра, то тонкостенная труба может расплющиться.
В трубу можно вставить металлический стержень диаметром, равным проходному отверстию трубы, а можно просто взять кусок трубы и надеть на конь заготовки. В любом случае так будет удобнее.
В любом случае так будет удобнее.
Галерея изображений
Фото
Гибка труб песком
Горячая гибка профильных труб
Гибка труб пружиной
Гибка труб болгаркой
Подробнее о том, как согнуть профильную трубу без специального оборудования , читать .
По такому же принципу делают более мощные машины. В этом случае усилие создается с помощью лебедки, а труба закрепляется крепче, чтобы она не порвалась.
Выводы и полезное видео по теме
Основные правила изготовления станка для обработки профильных труб:
Трубогибочный станок, близкий к заводскому проекту:
Из всех вариантов профилегибочных станков , следует выбрать конструкцию, наиболее подходящую для целей его использования. Иногда достаточно простейшего механизма, чтобы без особых финансовых затрат обеспечить себя необходимым количеством гнутого профиля.
У вас есть личный опыт сборки трубогибочного станка? Возможно, вы сможете предоставить полезную информацию по теме статьи и выложить фото сделанного устройства? Пожалуйста, оставляйте комментарии, делитесь опытом, задавайте вопросы в блоке ниже.
Изготовление прочного металлогибочного станка из 100% переработанного металла
Если видеоплеер не работает, вы можете нажать на эту альтернативную ссылку на видео.
В вашей мастерской не хватает некоторых инструментов, например, станка для гибки металла? Тогда, вместо того, чтобы покупать серийно сделанный, почему бы не сделать его из металлолома и небольшого количества локтевого смазочного материала?
Если это звучит интересно, следуйте этому простому руководству, чтобы сделать его самостоятельно.
Источник: Тем временем в гараже/YouTube Как вы можете себе представить, как и в любом проекте такого рода, вам понадобятся некоторые инструменты и материалы, прежде чем вы начнете.
Необходимые материалы и снаряжение
- Старые шестерни
- Листовой и стержневой металлолом
- Трубчатые стальные отрезки
- Латунные стержни
- Ацетон
- Малярная лента
- Металлические аэрозольные краски
- Набор отверток
- Основные инструменты (гаечный ключ, отвертки и т. д.)
- Различные гайки и болты
- Угловая шлифовальная машина
- Мини токарный станок
- Ленточная шлифовальная машина
- Сварочное оборудование и оборудование для обеспечения безопасности
Со всеми инструментами и материалами в руках пришло время приступить к этой эпической сборке.
Шаг 1. Очистите все металлические детали
Первый шаг — собрать вместе все ржавые или старые металлические детали, такие как шестерни и т. д. Возьмите угловую шлифовальную машину, очистите всю ржавчину и отполируйте детали, чтобы обнажить оголенный металл. под. Кроме того, найдите время, чтобы отрезать все выступающие части, которые не нужны, например, старые болты.
Возможно, вам будет проще смонтировать детали на токарном станке, но мы оставим это на ваше усмотрение. Как обычно, убедитесь, что вы носите защитную одежду для рук и лица, чтобы защитить вашу драгоценную кожу от летящих искр горячего металла.
Источник: Тем временем в гараже/YouTubeШаг 2: Обработайте другие необходимые детали
Сделав это, возьмите латунные стержни, закрепите их на токарном станке и сделайте из них большие фланцы. Как и следовало ожидать, сначала сделайте отверстие во фланце с помощью направляющего отверстия, а затем постепенно расширяйте его, пока не достигнете нужного размера. Кроме того, найдите время, чтобы отполировать деталь, пока она находится в токарном станке.
Промойте и повторите, чтобы сделать второй скошенный фланец, как показано на видео. Размеры фаски должны соответствовать диаметру отверстия в центральном диске шестерни.
Другой фланец будет использоваться для соединения двух латунных фланцев на шестерне.
Затем возьмите фланцы и отметьте несколько одинаковых точек по окружности каждого, чтобы они совпадали с монтажными отверстиями вокруг центрального диска шестерни. В данном случае их восемь.
Просверлите отверстия в этих точках, чтобы фланцы можно было прикрутить к шестерне.
Источник: Тем временем в гараже/YouTubeПосле этого возьмите кусок алюминиевого или стального диска и превратите его в большой скошенный диск радиусом 3 и 15/16 дюйма (10 см). Выкопайте отверстие в самом центре диска и при необходимости расширьте его.
Эта деталь будет размещена поверх шестерни, поэтому она должна иметь отрицательный профиль поверхности шестерни под ней, чтобы они могли сидеть на одном уровне. Центральное отверстие должно быть того же размера, что и шестерня и фланцы.
Источник: Тем временем в гараже/YouTube Обратите внимание, что эта деталь будет одного из трех разных диаметров, чтобы дать вам возможность выбора угла изгиба, который вы хотите, чтобы машина могла производить.
Затем возьмите еще один диск из алюминия или стали и обработайте его до радиуса 2 и 61/64 дюйма (7,5 см). Снова сделайте негатив профиля шестерни с одной стороны и просверлите отверстие в центре, чтобы оно соответствовало размерам центрального отверстия шестерни. Скос к вершине одной стороны.
Затем возьмите еще один диск из алюминия или стали и на станке сформируйте цилиндр радиусом 1 и 31/32 дюйма (5 см) с широким ободком у основания радиусом 2 и 61 /64 дюйма (7,5 см). Снова сделайте негатив профиля шестерни с одной стороны и просверлите отверстия под болты в металлических дисках, чтобы их можно было установить на главную шестерню.
Источник: Тем временем в гараже/YouTubeЭти детали будут устанавливаться и сниматься с металлогибочного станка по мере необходимости. Каждая будет прикреплена к главной шестерне с помощью латунных фланцев, которые вы ранее сделали.
Шаг 3: Установите обработанные детали на шестерни
Свежеобработанные детали установите их на большую шестерню и проверьте, как они крепятся к шестерне, используя гайки и болты подходящего размера. Убедитесь, что вы также добавили латунные фланцы под металлическими дисками.
Убедитесь, что вы также добавили латунные фланцы под металлическими дисками.
В зависимости от размеров гаек вам, возможно, потребуется усовершенствовать форму латунных фланцев или гаек, чтобы они подходили друг другу. Для достижения наилучших результатов используйте ленточный шлифовальный станок для выполнения этой задачи.
Источник: Тем временем в гараже/YouTubeПосле того, как болты надежно закреплены на каждой детали, приварите их на место по мере необходимости. Это само собой разумеется, но, пожалуйста, убедитесь, что вы принимаете необходимые меры предосторожности при сварке.
Источник: Тем временем в гараже/YouTubeЭти гайки будут использоваться в качестве основных точек крепления для установки и снятия больших металлических дисков.
Шаг 4. Соберите механизм гибки
После этого следующим шагом будет поиск еще одной шестерни меньшего размера с зубьями того же размера, что и у основных больших шестерен.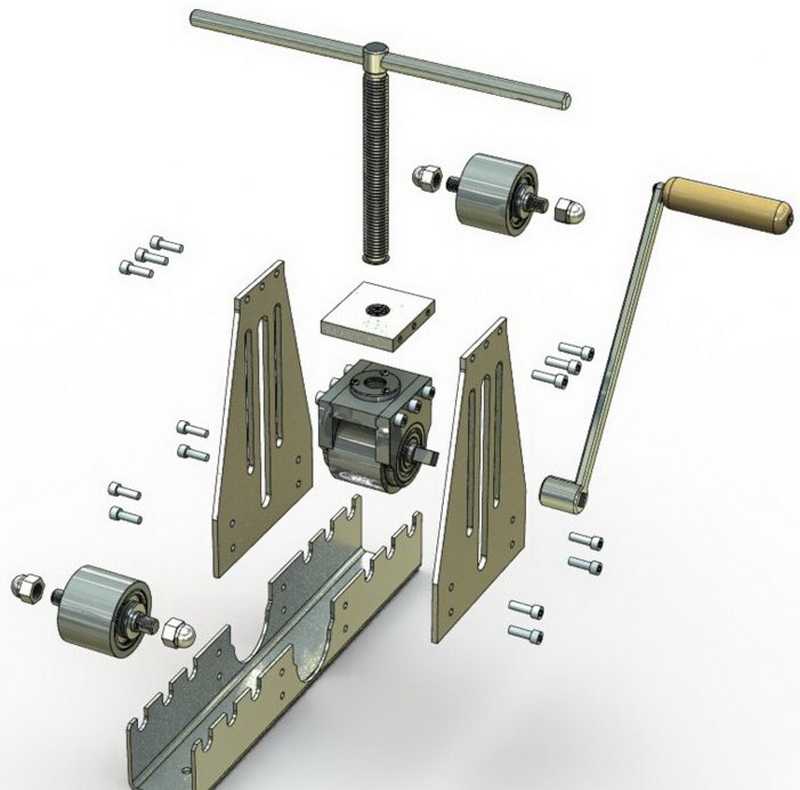 Возможно, вам придется разобрать старые части оборудования (например, двигатели), чтобы найти что-то, или, в качестве альтернативы, найти и купить что-то.
Возможно, вам придется разобрать старые части оборудования (например, двигатели), чтобы найти что-то, или, в качестве альтернативы, найти и купить что-то.
Оказавшись в руках, возьмите лист металлолома. Поместите одно из основных колес и меньшую шестерню (обе включены) на пластину, чтобы их можно было установить на нее.
Сделав это, отметьте положение их центральных отверстий и просверлите отверстия соответствующего размера в пластине. Также при необходимости закруглите углы пластины с помощью угловой шлифовальной машины и ленточной шлифовальной машины.
Источник: Тем временем в гараже/YouTubeПосле того, как закончите, поместите основной крепежный «осевой» болт для большей шестерни на место и приварите его к пластине. Сделав это, сделайте вал и монтажный фланец для меньшей шестерни и приварите их к пластине.
Вам нужно, чтобы главная шестерня и меньшая шестерня двигались свободно, так что имейте это в виду при сварке.
Сделав это, возьмите меньший кусок металлолома, очистите и закруглите углы по мере необходимости. Затем просверлите отверстие на одном конце и вырежьте/прорежьте клин примерно наполовину по его длине.
Сделав это, забейте концы друг к другу, чтобы получился прямоугольный кусок металла. Эта часть будет располагаться над меньшей шестерней, которую мы ранее установили на большую металлическую пластину, и будет действовать как опора/кронштейн вала для шестерни.
Источник: Тем временем в гараже/YouTubeПри необходимости сварите соединение. Сделав это, обработайте на токарном станке более длинный цилиндр/вал из металла, чтобы он соответствовал диаметру отверстия в прямоугольном куске металла, который вы только что сделали.
Он должен будет свободно перемещаться в отверстии, поэтому убедитесь, что его диаметр немного меньше. Слегка скосите выступающий конец и снимите цилиндр с исходного блока.
Источник: Тем временем в гараже/YouTube Сделав это, закрепите вал обратно в токарный станок, поместите маленькую шестерню на свободный конец вала и зафиксируйте ее с помощью задней бабки. Включите токарный станок и сожмите/отшлифуйте детали.
Включите токарный станок и сожмите/отшлифуйте детали.
Сделав это, возьмите вал и шестерню, поместите их обратно на основную металлическую пластину, а затем приварите опорную часть вала к основанию.
Источник: Тем временем в гараже/YouTubeСделав это, возьмите стальной стержень и обрежьте его до 15 и 3/4 дюймов (40 см) или около того в длину. Затем отметьте центральную точку стержня с помощью палочки.
Скруглите углы стержня с помощью ленточной шлифовальной машины и при необходимости очистите от ржавчины. Сделав это, возьмите маленькую шестерню и узел вала, который вы создали ранее, и поместите его в центральную точку стержня.
Источник: Тем временем в гараже/YouTubeПриварите его на место, если нужно. Сделав это, замените вал и шестерню на основной узел. Штанга должна иметь возможность свободно вращаться над главными шестернями.
Шаг 5: Изготовьте ограничители стержней для гибочного станка
Затем возьмите еще несколько кусков металлолома (один тоньше другого). Смоделируйте их на месте рядом с главной передачей, с меньшей длиной внизу и большей пластиной вверху.
Смоделируйте их на месте рядом с главной передачей, с меньшей длиной внизу и большей пластиной вверху.
Очистите всю ржавчину, закруглите углы и сформируйте более широкий кусок металла так, чтобы он располагался над зубьями главной шестерни. При необходимости вырежьте небольшой участок, чтобы приподнятая часть главной шестерни могла свободно вращаться.
Сделав это, приварите более тонкую часть металла к основному основанию. Это послужит креплением для большей пластины. Сделав это, расположите и приварите большую пластину на место.
Источник: Тем временем в гараже/YouTubeЭто будет направляющая для основного металлического зажима детали. Сделав это, прикрепите другие куски металла, чтобы сформировать основной регулируемый зажим для изменения угла изгиба металла, когда машина будет готова.
Источник: Тем временем в гараже/YouTube Сделав это, возьмите еще одну большую шестерню и еще один кусок металлолома. Расположите шестерню так, чтобы она соответствовала ширине куска металла.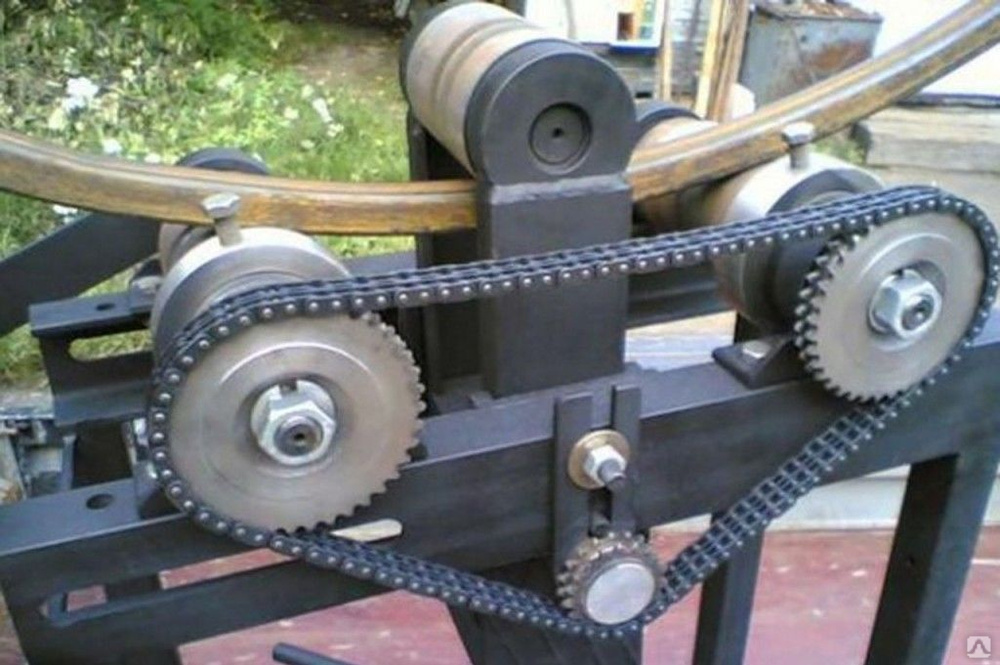
Затем отрежьте металлическую полосу по размеру и просверлите два отверстия на одном ее конце. Металлическая полоса должна находиться в профилированной канавке шестерни и касаться металлической центральной втулки с широким основанием, которую вы обработали ранее.
Источник: Тем временем в гараже/YouTubeСварите вместе шестеренку и металлический стержень. При необходимости сделайте еще один регулируемый зажим для стержня главной передачи.
Затем возьмите трубчатую сталь и разметьте отрезки такой же ширины, как основная опорная плита. Обрежьте трубку до нужного размера и зачистите порезы по мере необходимости.
Затем поместите детали на нижнюю сторону опорной плиты основной машины и приварите их на место.
Источник: Тем временем в гараже/YouTubeСделав это, возьмите несколько зажимов и закрепите станок для гибки металла на краю столешницы.
Шаг 6: Обезжирьте и покрасьте детали машины
Затем возьмите растворитель, например, ацетон или обезжириватель, и при необходимости очистите все металлические детали.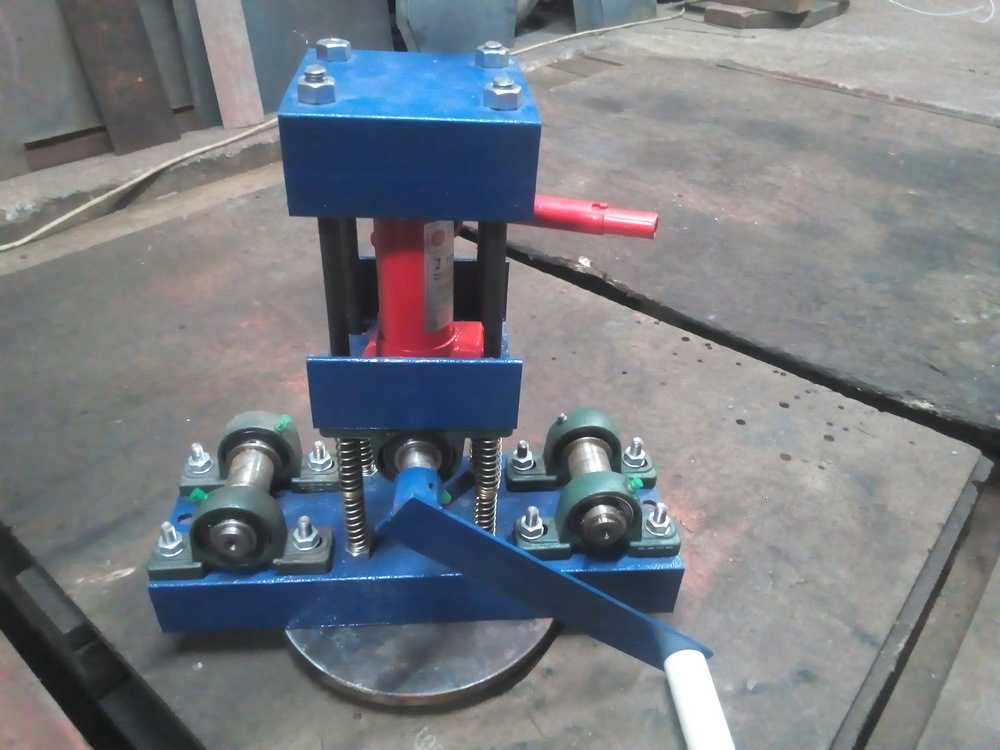
Обязательно делайте это в хорошо проветриваемом помещении, надевайте перчатки и маску, чтобы не раздражать кожу и легкие.
Источник: Тем временем в гараже/YouTubeСделав это, решите, хотите ли вы, и где, какие-либо части машины покрасить или оставить как голый металл. Заклейте любые области, которые вы не хотите красить, малярным скотчем, а затем распылите краску или раскрасьте вручную металлические детали по мере необходимости.
Источник: Тем временем в гараже/YouTubeДайте краске полностью высохнуть и снимите малярный скотч. На этом основные компоненты этого гибочного станка «сделай сам» готовы.
Источник: Тем временем в гараже/YouTubeШаг 7: Тест-драйв металлогибочного станка
Теперь, когда основные компоненты собраны, последний шаг — настроить металлогибочный станок и протестировать его.
Для этого прикрепите основную опорную плиту к боковой стороне верстака с помощью зажимов. Затем смажьте все движущиеся части машины по мере необходимости.
Сделав это, установите часть шестерни главной обмотки, а затем установите главную шестерню и закрепите ее на месте на оси, закрепленной на пластине, с помощью латунного фланца и монтажной гайки.
Источник: Тем временем в гараже/YouTubeСделав это, возьмите одну из центральных металлических втулок и прикрепите ее к главной шестерне.
Источник: Тем временем в гараже/YouTubeВ завершение были установлены направляющие и зажимы для опорной плиты и главной передачи. Затяните болты и гайки по мере необходимости.
Затем возьмите кусок металла и загрузите его в машину. Теперь вы можете протестировать машину, постепенно поворачивая руль и наблюдая, как изгибается металлический стержень.
Источник: Тем временем в гараже/YouTubeПоздравляем, ваш самодельный станок для гибки металла готов и полностью готов к работе.
Если вам понравился этот проект «Сделай сам», вы можете подумать о том, чтобы добавить в свой инвентарь некоторые другие инструменты из «тяжелого металла».