Ручная гильотина для резки металла своими руками
В гараже или на приусадебном участке может понадобиться провести резку листового металла, для чего лучшим вариантом будет ручная гильотина для резки металла своими руками. Ее изготовление – это получение простого станка, позволяющего упростить слесарные работы.
Проведение слесарных работ, связанных с обработкой металлических изделий, часто требует применения ручной гильотины для резки металла. При отсутствии подобного инструмента в силу высокой стоимости станков по металлообработке фабричного производства, простейший вариант несложно собрать своими руками.
Принцип работы гильотины
Прежде чем начинать собирать самодельную гильотину, требуется понимать принцип работы этого устройства.
Самодельная ручная гильотина
Под термином «гильотина» мастера понимают все устройства, назначением которых является резка листового металла или листов из прочих материалов. Гильотинные ножницы или обрубочные станки широко применяются в типографиях при обрезке краев бумаги или готового изделия.
Существуют ручные, механические и электрические гильотинные ножницы. В последнем случае дополнительной деталью является электрически привод, редуктор и вал. Следует помнить, что посредством гильотины удается добиваться исключительно прямых срезов, никаких вырезов применение подобного устройства не позволяет.
Изготовление гильотины своими руками
Простым вариантом, который можно сделать собственными руками, является гильотина, выполненная по принципу рычажных ножниц. Иначе она именуется сабельной. Ее назначение будет обрезка металлических листов, толщина которых не превышает 3 мм. Ее можно изготовить из подручных материалов.
Изготовление подобного простейшего станка включает несколько этапов:
- Определение масштаба будущей конструкции и создание чертежа.
- Проведение кинематических расчетов, требуемых для понимания силы, прикладываемой к каждой детали станка.
- Распечатка всех компонентов на принтере и сбор макета будущей гильотины.
- Проектирование необходимо для определения правильности осуществленных расчетов и проверки функциональности будущего механизма.

- Подбор исходного материала соответствующих размеров и форм.
- Вырезанные части будут выступать в роли трафарета для получения вполне работающих деталей станка.
- Путем обработки углошлифмашинкой, напильником или резаком требуется добиться соответствия размеров.
- Всего ручная гильотина состоит из двух ушей, рукоятки, держателя тела и самой станины.
- На деталь, являющуюся телом, потребуется прикрепить два уголка с оставление необходимых зазоров.
- Последовательная сборка включает крепление рукоятки посредством двух ушей к телу гильотины.
- На этом этапе крепятся держатели тела, один из которых стыкуется с рукоятью.
- Ножами может послужить отработавший напильник. Его потребуется разрезать и закрепит на места нахождения лезвий.
- Финишная заточка производится после крепления.
- Готовую гильотину требуется надежно прикрепить к поверхности верстака.

 com/embed/RsurWVuLMW4?enablejsapi=1&autoplay=0&cc_load_policy=0&iv_load_policy=1&loop=0&modestbranding=0&rel=0&showinfo=1&fs=1&playsinline=0&autohide=2&theme=dark&color=red&controls=2&» title=»YouTube player» allow=»autoplay; encrypted-media» allowfullscreen=»» data-no-lazy=»1″ data-skipgform_ajax_framebjll=»»/>
com/embed/RsurWVuLMW4?enablejsapi=1&autoplay=0&cc_load_policy=0&iv_load_policy=1&loop=0&modestbranding=0&rel=0&showinfo=1&fs=1&playsinline=0&autohide=2&theme=dark&color=red&controls=2&» title=»YouTube player» allow=»autoplay; encrypted-media» allowfullscreen=»» data-no-lazy=»1″ data-skipgform_ajax_framebjll=»»/>Механические самодельные ножницы
Вторым вариантом изготовления самодельной гильотины является создание механических ножниц. Эта конструкция состоит из следующих деталей:
- Опорного стола для размещения заготовок.
- Устойчивых стоек, выполняющих роль станины настоящего станка.
- Поворотной оси, снабженной подшипниками скольжения, обеспечивающих отсутствие зазоров при работе движущихся частей.
- Балки для крепления ножей. Они могут быть съемными.
- Нижних неподвижных лезвий.
- Рычага поворотного вида, необходимого для создания заданного усилия с целью перемещения балки с ножами при резке.
- Рычаг может иметь вид широкой педали, что сократит прилагаемое усилие.
- Фиксатора для металла.

Процесс сборки будет аналогичен. Она производится в последовательности составных частей. Первым делом изготавливается стол, к нему прикрепляются несущие балки. При их установке обязательным требованием является сохранение параллельности деталей относительно друг друга, потом устанавливается планка с лезвиями.
Ножи устанавливаются таким образом, чтобы соприкосновение с металлическим листом при резке происходило постепенно. Это позволит избежать поломки конструкции и деформации заготовки.
Для изготовления оптимальным является применение углеродистой стали высокой прочности с твердостью между 48 и 54 HRC. Режущая поверхность ножей затачивается под углом 85–90 градусов.
Конструктивно гильотина для резки металла представляет собой станину, на которой располагается градуированный упор, необходимый для проведения серийного реза материала. Дополнительно имеется нижнее лезвие, находящееся в зафиксированном положении и подвижное верхнее. Задняя часть представлена ограничителем, позволяющим регулировать глубину подачи материала.
Дополнительно имеется нижнее лезвие, находящееся в зафиксированном положении и подвижное верхнее. Задняя часть представлена ограничителем, позволяющим регулировать глубину подачи материала.
Видео по теме: Ножницы по металлу своими руками
Ручная гильотина для резки листового металла своими руками
Содержание статьи:
Гильотина — это оборудование для резки листовой стали, пластин, уголков, прутов. Гильотина ручная рубит материал точно, без царапин, зазубрин и нарушения покрытия. Качество резки определяется материалом режущих кромок и углом наклона к материалу.
Виды гильотин
ручная гильотина сабельного типа
Главное преимущество гильотин по металлу- это возможность раскроя деталей без нагрева. Второй плюс — невысокая цена оборудования и надежность. Ремонт гильотинных ножниц требуется в очень редких случаях, после длительной работы.
Ручные модели можно устанавливать в любом удобном месте: во дворе, на строительной площадке. Для рубки и проката разработаны следующие типы гильотин для металла, различающихся типом привода и некоторыми особенностями конструкции:
- ручная;
- механическая;
- гидравлическая;
- комбинированная;
- автоматическая.
На большинстве производств используются ручные и механические модели. Электрический привод применяют для резки только листовых заготовок. Гидравлические устройства оснащены приводом в форме поршня с машинным маслом. Масло сдавливается поршнем, после чего разжимается, передвигая режущую кромку. Это мощные конструкции, разрезающие материал до 7 см толщиной.
Ручные гильотины по металлу делятся на две категории:
- гильотинные ножницы — их используют для работы по листовой жести, алюминию, меди, пластику толщиной не более 1,5 мм и маркируют TPS, GR, F;
- сабельные гильотины — применяются для резки листа по всей длине толщиной до 2,3 миллиметра.
По расположению режущих поверхностей все гильотинные ножницы делятся на горизонтальные и вертикальные. Существуют и комбинированные станки, сочетающие оба метода. Сначала материал надрезается вертикально, после чего в горизонтальной плоскости и сгибается.
Конструкция гильотинных ножниц
гильотина с педалями для ног
Гильотинные ножницы устроены из столешницы, направляющей и ножевой планок. Рама жесткая, так как именно благодаря тяжести и устойчивости конструкции возможна резка металла за одно движение.
Столешница необходима для размещения листового металла, планка фиксирует его, резаки проделывают основную работу.
| Модель | MZG 3008 | MZG 2010 | MZG 1510 | MZG 2510 | MG 1000 | MTG 1315 |
| Толщина металла, мм | 0,8 | 1 | 1 | 1 | 1,5 | 1,5 |
| Длина реза, см | 303 | 203 | 153 | 252 | 100 | 132 |
| Размер, см | 325х60х60 | 225х58х60 | 175х58х60 | 275х60х60 | 138х30х80 | 168х76х115 |
| Вес, кг | 240 | 145 | 120 | 180 | 75 | 545 |
Таблица 1. Характеристики некоторых моделей ручных гильотин производства MetаlMaster
Исполнительные инструменты гильотины для металла перемещаются с помощью системы эксцентриков и рычагов, которые запускаются рукоятками, расположенными справа и слева на станине.
Конструкция дополняется второстепенными вспомогательными элементами: кронштейном, ходовыми, шатуном, подшипниками, которые не требуют специального ухода.
Благодаря простоте устройства ножницы быстро рубят металл различных видов: литой, листовой или сортовой. Они работают бесшумно, поэтому идеальны для небольшой мастерской, металлобазы или магазина, где листы режут не очень часто.
Гильотинные ножи
принцип рубки металла гильотиной
Ножи изготавливают из высокопрочных сталей 6ХВ2С или 5НВС, а для резки особ твердых материалов существуют ножи из хромистых сплавов. Их длина может быть от 10 до 300 см, ширина от 5 до 22 см, толщина от 1 до 12 сантиметров. После использования ножи можно снимать, затачивать или менять. Некоторые умельцы своими руками собирают станину и монтируют на нее купленные резцы заводского производства. Верхний нож подвижен, усилие на него передается после ручного воротка через зубчатую рейку и замедляющий редуктор.
После использования ножи можно снимать, затачивать или менять. Некоторые умельцы своими руками собирают станину и монтируют на нее купленные резцы заводского производства. Верхний нож подвижен, усилие на него передается после ручного воротка через зубчатую рейку и замедляющий редуктор.
Подвижный нож устанавливают под небольшим углом по отношению к вертикали (не больше 2 градусов), это позволяет облегчить нагрузку на лезвие.
Воротков может быть два — по одному на стойку и скрепляются они одной штангой. Иногда привод размещен на средней стойке, крайние же выполняют роль направляющих.
Ножной привод
Педали ножного привода значительно облегчают работу с ручной гильотиной, освобождая руки оператора для перемещения листа. Эти модели оптимальны именно для работы с листовым материалом. Длина педали регулируется.
Самодельная гильотина
ручная гильотина рычажного типа
Для использования в домашней мастерской удобнее всего гильотина-резак, выполняющий аккуратный и точный рез.
Для изготовления своими руками гильотины для металла понадобится:
- пластинка стальная 10 мм;
- несколько болтов М5;
- две трубки для направляющих;
- два отрезка инструментальной стали для резцов;
- винты М5;
- текстолит, фанера или гетинакс толщиной 10 мм;
- стяжные шпильки;
- планка для линейки.
Ход работ:
- В пластине делаем отверстия для болтов и крепежей нижнего резака.
- Своими руками привариваем трубки в качестве направляющих. Чтобы они не деформировались во время нагревания, вставьте болты.
- Оба резака выпиливаются из инструментальной стали, после чего в них делаем отверстия под крепежные болты с помощью твердосплавного сверла.
- Нижний резак на винты прикрепляем к станине.
- В качестве материала для рабочей столешницы больше всего подходит гетинакс или текстолит.
- Все стяжные шпильки в столе фиксируются гайками, а выступающие из-под гаек концы будут выполнять роль ножек.
- После окончания сборки для повышения точности резки к столешнице приклеиваем линейку.

Стоимость заводских ручных гильотин невысока, поэтому немногие мастера решаются делать их своими руками.
Видеоролик демонстрирует другую модель ручной гильотины для резки прутка, металлических полос:
Гильотина для металла своими руками
 В процессе эволюции технологических устройств был создан гильотинный станок, который лучше всего справляется с этими задачами. Купив гильотину или собрав такой станок своими руками, у вас получится оборудовать настоящее мелкосерийное производство и даже наладить выпуск средних и крупных серий продукции.
В процессе эволюции технологических устройств был создан гильотинный станок, который лучше всего справляется с этими задачами. Купив гильотину или собрав такой станок своими руками, у вас получится оборудовать настоящее мелкосерийное производство и даже наладить выпуск средних и крупных серий продукции.Содержание:
- Возникновение гильотины
- Конструкция гильотинного станка
- Принцип работы гильотины
- Применение гильотины для металла
- Виды гильотинных станков
- Изготовление гильотины своими руками
Возникновение гильотины
Гильотина — общее название для всех устройств, которые служат для обрезки металла в листах, что связаны с рубящим движением. Механизм в первоначальном смысле предназначался для приведения смертной казни в исполнение — через отсечение головы. Использование гильотины предложил врач Гильотен, показав в 1789 году законодательному собранию во Франции свой аппарат.
Данная машина представляла собой пару столбов, что имели высоту по 5 метров с большим лезвием, подвешенным между ними. Согласно официальной информации, эта установка не была французским изобретением, так как ее использовали ранее в Галифаксе (Великобритания, графство Йоркшир) – в 1286 году.
Согласно официальной информации, эта установка не была французским изобретением, так как ее использовали ранее в Галифаксе (Великобритания, графство Йоркшир) – в 1286 году.
Однако именно Гильотен предложил применять гильотину. И к ужасу родственников доктора, машина для казни получила его фамилию. Жаль, они не знали, что гильотина в 21 столетии будет успешно использоваться совершенно для других целей. Гильотины сегодня представляют вид примышленного оборудования, которое предназначено для резки листового металла или его пластин.
Конструкция гильотинного станка
Принципиальная конструкция гильотины для металла в себя включает станину с подающим столом, градуированный упор для проведения серийного реза, фиксированное нижнее лезвие, подвижную балку с верхним лезвием, прижимное устройство, ограничитель глубины подачи материала. Встречаются гильотинные станки с возвратным поддоном, необходимым для сбора отрезанного металла.
В случае использования электрического привода устанавливают на стойках балку с расположенным на ней двигателем–редуктором, который соединен с валом. На валу находится тормозной барабан и два кривошипа, которые путем кронштейнов и шатуном соединены с траверсой, где размещены верхние и нижние ножи.
На валу находится тормозной барабан и два кривошипа, которые путем кронштейнов и шатуном соединены с траверсой, где размещены верхние и нижние ножи.
Ножницы устанавливаются на раму стана при помощи кронштейнов. Косой подвижный нож двигается в одной плоскости, при этом не изменяется угол наклона. Ножницы предназначаются для выполнения прямолинейных резов, но помните, что таким инструментов не совершаются вырезы. Заточка ножей бывает одно- или двухсторонней.
Чтобы удержать материал во время реза, гильотины в своём составе зачастую имеют прижимный закрепляющий механизм — пресс с гидравлическим или механическим приводом. Пресс способен снижать эффект вытягивания из-под ножа материала, поэтому рез получается ровнее. Плоский косой нож может приводиться в движение разными способами — механически, вручную, от гидравлического или пневматического привода, либо комбинированным методом.
В качестве критерия подобной классификации выступает особенность работы ножевой балки. К примеру, у ручной гильотины для резки металла действие этого устройства запускают при помощи педали. Если рассматривать автоматическую гильотину, то здесь происходит программирование аппаратов с числовым программным управлением.
К примеру, у ручной гильотины для резки металла действие этого устройства запускают при помощи педали. Если рассматривать автоматическую гильотину, то здесь происходит программирование аппаратов с числовым программным управлением.
Ножи, которые предназначаются для отрезания листового материала, производят, как правило, из высоколегированной стали инструментального характера, с закалкой поверхности посредством применения высокочастотных токов или при помощи наклепа. Обычно принято использовать первый метод, что не типичен для данного профилегибочного оборудования. Все дело в материале для изготовления роликовых ножей: обычно их делают более прочными при помощи наклепа.
Режущая кромка ножниц должна быть совершенной, безо всяких зазубрин, и максимально острой, так как в противном случае произойдет неизбежное изгибание материала, будут возникать сколы, либо разрезания листа будет неполным. Нередко наблюдаются случаи, когда по причинам недостаточной остроты кромки лист разрезать не получается, вследствие чего имеет место брак.
Большой популярностью в последние годы пользуются установки для резки металла, которые представляют собой комбинацию гильотинных и сортовых ножниц. Верхний нож гильотины для рубки металла размещается обычно к вертикали под небольшим углом (1°30′ — 2°). Благодаря подобному наклону верхнего ножа обеспечен благоприятный режим нагрузок, потому что динамические явления, которые возникают в других прессах для проведения разделительных операций, отсутствуют.
Рабочая область гильотинного станка может освещаться с помощью специальных светильников, а линия реза подсвечиваться посредством лазерных лучей, либо отмечаться теневой линией. С целью облегчения подачи материала размещаются на столе площадки с шариками, и фрезеруются на передних поддерживающих кронштейнах аппарата Т-образные пазы, в которые дополнительно устанавливают ограничители подачи листа.
Принцип работы гильотины
Гильотины начали использоваться довольно давно, однако они применялись изначально не для резки металла. Принцип действия станка для резки металла основывается на принципе действия самой первой гильотины. Вращение при включении реза передается от мотор- редуктора на вал. Посредством шатунов и кривошипов вращательное движение вала станка преобразуется в возвратно-поступательные движения траверсы.
Принцип действия станка для резки металла основывается на принципе действия самой первой гильотины. Вращение при включении реза передается от мотор- редуктора на вал. Посредством шатунов и кривошипов вращательное движение вала станка преобразуется в возвратно-поступательные движения траверсы.
Лист металла на выдвигающийся при потребности стол подается из разматывателя, через специальное подающее устройство. Заготовка выравнивается по ограничителю глубины подачи и боковому упору, после чего фиксируется при помощи прижимного устройства (балки) и отрезается верхним ножом при движении траверсы. Зависимо от типа гильотинных ножниц, отрубленная заготовка выбрасывается вперед, назад, в лоток или в сторону оператора. Готовые изделия попадают в приемник.
Продолжая движение, траверса занимает исходное положение, после чего срабатывает датчик и отключается мотор-редуктор. Нижнее и верхнее положения траверсы гильотинного станка контролируют конечные выключатели. Для фиксации на валу верхнего положения траверсы установлен тормозной барабан. Если траверса при работе начинает переходить в собственное верхнее положение, необходимо подтянуть колодку такого барабана.
Если траверса при работе начинает переходить в собственное верхнее положение, необходимо подтянуть колодку такого барабана.
Раскрой металла, зависимо от размещения и разновидности ножей, может проводиться в продольном или поперечном направлении. Нож совершает при поперечном резе одно рабочее движение, в случае продольного – несколько движений, что повторяются с поступательным перемещением заготовки. Вторая методика используется для рулонной резки металла на полосы и раскроя листа, что имеет длину больше 2 метров.
Остро заточенное лезвие гильотины для резки металла опускается под действием сил тяжести с большой высоты на поверхность. Ускорение очень значительное, потому что нож является достаточно массивным, но недостаточным для разрезания прочного металла.
В данном случае будет мало одного веса устройства, потому что длина разбега в подобных установках намного меньше, чем в аналогах прошлого времени. Но нельзя оставлять без внимания требования современности, и для придания гильотинному ножу необходимого для резки металла ускорения принято изготовлять специальную конструкцию с массой ножа в несколько десятков килограммов.
По этим причинам в конструкцию гильотинного станка дополнительно добавлен нижний нож, который является неподвижным. Таким образом, принцип работы современных гильотинных установок представляет из себя сочетание функционирования обычной гильотины и ножниц. Данный подход, безусловно, усложняет саму конструкцию станка, что влияет в конечном счете на стоимость, но вместе с этим позволяет достичь высокого качества обработки заготовок.
Применение гильотины для металла
Гильотинные станки предназначены для раскроя металлических листов в продольном и поперечном направлении, резки металла на полосы и рулонной обработки. Ручная гильотина для рубки металла успешно справляется с гладкими листами из стали или цветного металла: алюминия, цинка, меди и их сплавов. При резке металла с помощью данного оборудования получаются идеально ровные края среза, и можно проводить раскрой листов таким способом, чтобы получалось минимум отходов при обработке деталей, что отличаются сложной формой.
Гильотинное оборудование исключает возникновение заусениц на срезе и деформации листового металла в процессе работы. Если вы обрабатываете уже окрашенный металл, то его защитные покрытия обычно не деформируются и не скалываются. Некоторые станки способны проводить резку углового, квадратного или круглого металлопроката. Помимо этого, гильотина позволяет резать с успехом большие стопки материала.
Гильотины используются для обрубки кабелей в аварийной ситуации, к примеру, в случае потребности сброса испытываемого на подвесе мотора с летающей лаборатории, все провода, что связаны с этим двигателем, принято обрубывать гильотиной, а не отключать. Дробилки гильотинного вида известны в мясоперерабатывающей промышленности. Приспособление, что служит для обрезки кончиков сигар, работает по аналогичному принципу и зовется гильотинкой.
Сказать сложно, где не используются ручные гильотины для металла, так как они хорошо себя зарекомендовали в различных сферах производства. Без таких станков не обойтись при изготовлении водосточных труб и вентиляционных систем, при производстве профнастила, разных элементов фасада и кровли, профилей и доборных элементов. Гильотины, что предназначены для резки металла, применяются в разных типах производств – от серийного до индивидуального.
Без таких станков не обойтись при изготовлении водосточных труб и вентиляционных систем, при производстве профнастила, разных элементов фасада и кровли, профилей и доборных элементов. Гильотины, что предназначены для резки металла, применяются в разных типах производств – от серийного до индивидуального.
Основное достоинство резаков гильотинного типа заключается в том, что давление на разрезаемый металл в момент реза совершается не по всей длине, существенно снижая требуемое усилие. Однако чем меньше усилие и больше угол наклона, тем качество реза хуже.
Виды гильотинных станков
Зависимо от размеров и толщины листа, интенсивности использования гильотины и свойств материала, в одном случае вы можете использовать ручной станок, а в другом — не обойтись без электромеханического или гидравлического станка. Производители на сегодняшний день представляют большое число самых разнообразных моделей гильотинных ножниц с различными опциями. Цена гильотин для металла также варьируется в широких пределах. Но для резки металла на сегодняшний день принято использовать пять типов такого оборудования, что схоже по принципу работы.
Но для резки металла на сегодняшний день принято использовать пять типов такого оборудования, что схоже по принципу работы.
Ручная гильотина представляет собой простейшие оборудование, что широко применяется в производстве. Гильотинный станок разрезает металлические листы, пластмассу, оргстекло, резину и плотный картон. Работает оборудование не от электроэнергии, поэтому оно не требует дополнительного подведения коммуникаций и его можно устанавливать в любом помещении, что делает стоимость работы намного ниже. Действие станка обеспечивает рычажно-пружинный механизм.
Гидравлическая гильотина используется преимущественно на крупных и средних предприятиях и отличается большой точностью разреза и возможностью резки металла разной толщины. За счет массивности всей конструкции гильотинного станка и высокоточной линейки достигается высокая точность среза. Фиксация по всей длине реза листа производится гидравлическими прижимными цилиндрами, а зазор между ножами гильотины регулируется механическим путем.
Пневматическая гильотина оборудована встроенной задней линейкой, обеспечивающей высокую точность процесса резки металлических деталей. Принцип действия почти идентичен гидравлической, но только с разницей, что используется вместо рабочей жидкости сжатый воздух. Естественно, различаются и цены гильотин для рубки металла разных видов. Действие механизма основано на пневматике — давлении сжатого воздуха, что позволяет совершать обработку деталей большой толщины.
Механические гильотины показали себя на практике как надежное оборудование, что способно выполнять правильно поставленные задачи, отличаясь при этом низким уровнем потребления электроэнергии. Нож в подобных станках в действие приводится благодаря установленному карданному валу, крутящий момент на который поступает через соединительную муфту. Вращается сам маховик за счет электродвигателя.
Электромеханическая гильотина является самым продуктивным видом данного оборудования, потому что характеризуется значительным коэффициентом полезного действия и большой точностью резки, высчитываемой в микронах с помощью современного компьютерного оборудования.
Изготовление гильотины своими руками
Для резки металла в домашних условиях принято изготавливать резак-гильотину. В этом случае срез будет получаться ровным и гладким. Конструкция изготовленной своими руками гильотины для металла представляет собой простой винтовой пресс-струбцину, что соединяется с режущим приспособлением. Главной несущей частью пресса является основание из стали, что имеет толщину 10 миллиметров.
В основании просверлены отверстия для фасонных болтов и крепления нижнего ножа и стола. К основанию привариваются направляющие трубки. Для избегания коробления их нужно приваривать, надев на фасонные болты, что вставлены в соответствующие отверстия, трубки. Лезвие верхнего ножа изготавливают из инструментальной стали. Победитовым сверлом в нем проделывают отверстия для крепления к головкам фасонных болтов и усиливающему ложементу.
Нижний нож, изготовленный из инструментальной стали, прикрепляют пятью винтами к основанию. Крышка пресса и стол делают из фанеры, что имеет толщину 10 миллиметров. При желании вы можете их вырезать из текстолита, гетинакса или стеклотекстолита. Стяжные шпильки закрепляют в стоге гайками. Выступающие концы шпилек из-под гаек образуют ножки пресса, что находятся вровень с основанием, это увеличивает устойчивость приспособления. Для достижения более высокой точности реза металла к столу пресса приклеивают к кромке нижнего ножа строго перпендикулярно линейку.
Крышка пресса и стол делают из фанеры, что имеет толщину 10 миллиметров. При желании вы можете их вырезать из текстолита, гетинакса или стеклотекстолита. Стяжные шпильки закрепляют в стоге гайками. Выступающие концы шпилек из-под гаек образуют ножки пресса, что находятся вровень с основанием, это увеличивает устойчивость приспособления. Для достижения более высокой точности реза металла к столу пресса приклеивают к кромке нижнего ножа строго перпендикулярно линейку.
Конечно же, вы можете купить такой станок, при чем цены на гильотины для резки металла не слишком высокие. Однако собрать этот станок можно и собственноручно. После изготовления гильотины обрабатываемый лист металла кладут на выдвижной стол, прижимают к линейке, затягивают на шпильках пресса гайки-барашки, фиксируя таким способом. Затем гайками-барашками приводят верхний нож в действие.
Гильотина для резки металла: разновидности ножниц
Гильотина – оборудование, которое используется для быстрой, точной и качественной нарезки листового металла. Подобный станок представлен в различных вариациях – при желании, его можно спроектировать и своими руками, что не представляет особых сложностей.
Какими же особенностями и преимуществами обладает электрическая, пневматическая, гидравлическая, электромеханическая и ручная гильотина, и как спроектировать подобное оборудование в домашних условиях?
Из чего состоит гильотина
Стандартная конструкция достаточно проста и состоит из нескольких основных элементов:
- Станина с подающим столом.
- Нижний резак.
- Ограничитель.
- Прижимное устройство.
- Градуированный упор.
- Балка с верхним резаком.
На крупных производственных предприятиях чаще всего устанавливаются гильотины для металла с возвратным поддоном, который актуален для сбора остатков металла после резки.
Более продуктивны в работе конструкции с электрическим приводом, представляющие собой более совершенное оборудование. На стойках устанавливается балка, двигатель соединен с валом – на последнем находятся кривошипы и тормозной барабан.
Для установки резаков используются кронштейны. Этот элемент используется только для стандартных прямолинейных разрезов – для создания вырезов они не подходят.
Прижимной механизм крепко удерживает материал в процессе резки. Ножи создаются из высоколегированной сталей или других материалов повышенной прочности.
Преимущества использования этого оборудования для раскроя
На видео можно увидеть насколько быстро и точно выполняется поставленная задача.
Среди разнообразия видов оборудования, которые могут использоваться для резки металла, именно гильотина становится оптимальным вариантом.
Основное предназначение подобного станка – раскрой листового металла различной толщины. При этом можно работать с листами практически любого формата, главное выбрать правильную установку. Некоторые конструкции могут работать даже с круглым и квадратным сечением металлопроката.
Почему стоит использовать для работы именно гильотину по металлу?
На это есть целый ряд причин:
- Отличная точность реза.
- Простая и быстрая работа оборудования.
- Раскрой окрашенных листов без повреждения покрытия.
- Выполнение резки и в продольном, и поперечном направлении.
- Подходит для работы в домашних условиях и на промышленных предприятиях.
Принцип работы этого устройства достаточно стандартен: устанавливаются 2 резака, а между ними закладывается металл, который требуется раскроить. Создавая подобное оборудование своими руками, важно учитывать, что двигается только верхний, а нижний зафиксирован в определенном положении, которое остается неизменным.
Создавая подобное оборудование своими руками, важно учитывать, что двигается только верхний, а нижний зафиксирован в определенном положении, которое остается неизменным.
Принцип работы
На промышленных предприятиях более актуальна электрическая гильотина, а в домашних условиях важно обеспечить максимально возможную экономию и сократить потребление электроэнергии, а потому выгоднее выполнять работы вручную. Но принцип функционирования этой конструкции, вне зависимости от того, используется мини вариант или полноценное оборудование, является неизменным.
Используются два резака – сверху и снизу. Если конструкция оборудована двигателем, то оператору достаточно запустить нож – он опускается на раскраиваемый материал под большим давлением, что позволяет добиться идеального разреза, не нуждающегося в дополнительной механической обработке.
Чем лучше фиксация материала, тем аккуратнее срез – создавая оборудование своими руками, важно обязательно позаботиться об этом параметре. Чтобы обеспечить максимальную точность, а также значительно ускорить процесс, имеет смысл подключить контролер ЧПУ – это позволит задать нужные настройки и параметры в соответствии с поставленным техническим заданием.
Чтобы обеспечить максимальную точность, а также значительно ускорить процесс, имеет смысл подключить контролер ЧПУ – это позволит задать нужные настройки и параметры в соответствии с поставленным техническим заданием.
Виды гильотин
Для резки металла могут использоваться различные варианты станков – выбор зависит от объемов и особенностей работы. Оборудование, рассчитанное на использование в домашних условиях, можно и вовсе сделать своими руками. Достаточно внимательно изучить конструкцию и понять принципы работы устройства – для этой цели стоит просмотреть представленные видео.
В соответствии с используемым типом привода, существуют различные вариации гильотины по металлу:
- Пневматическая.
- Гидравлическая.
- Электромеханическая.
- Механическая.
Каждый из вариантов обладает определенными характеристиками, особенностями и преимуществами.
Особенности и преимущества ручной гильотины
Ручная гильотина – простейшее оборудование, которое прекрасно подходит для резки металла в домашних условиях. Конструкция представляет собой стол с ножницами, которые управляются вручную.
Для подобного станка лучше всего подходит титановая сталь – в противном случае на листах металла появятся изгибы.
Важно учитывать, что для работы с таким оборудованием придется прилагать значительные усилия, так как она приводится в действие не при помощи электродвигателя, а специальной системы рычагов и пружин. В полной мере оценить особенности этого устройства можно на видео.
Подобный резак прекрасно подходит для раскроя не только металла, но и картона, пластмассы, оргстекла или резины. Для работы устройства не требуется электроэнергия, что является одновременно его преимуществом и недостатком. Но зато резка металла не потребует дополнительных затрат и отсутствует необходимость подведения коммуникаций к рабочему месту, что позволяет устанавливать конструкцию где угодно.
Особенности и характеристики электромеханической гильотины
Электромеханическая гильотина может быть представлена в различных вариациях – размер и формат конструкции меняются, но неизменным остается наличие двигателя, приводящего устройство в работу (его мощность составляет от 2 до 10 киловатт). Для управления процессом резки может и вовсе использоваться компьютерное оборудование, что значительно упрощает и ускоряет работу.
Подобный станок актуален для обработки толстых металлов (более 4 мм). Это обусловило широкую сферу распространения подобного устройства, которое используется для создания военной техники, дверей и прочих металлических конструкций повышенной прочности.
Преимущества в пользу использования подобного оборудования для резки металлов очевидны:
- Высокий уровень производительность.
- Универсальное решение для заготовок любого размера.
- Автоматизация производственного процесса.
- Безопасность использования.
- Возможность установить необходимые параметры резки.
Кроме того, подобная конструкция может быть укомплектована дополнительными элементами, что позволяет существенно усовершенствовать её работу и обеспечить беспрерывный рабочий процесс.
Характеристики и достоинства гидравлической гильотины
Гидравлическая гильотина применяется для качественной резки толстого металла. Именно поэтому чаше всего подобное оборудование можно встретить на крупных производственных предприятиях, так как оно отличается высоким уровнем производительности в сочетании с экономичностью эксплуатации.
Среди преимуществ подобного устройства, можно выделить его следующие особенности:
- Простота работы – не требуется специально обученный персонал
- Высокое качество и точность реза
- Минимальный расход электроэнергии
- Надежная фиксация обрабатываемого листа.

Что же касается недостатков подобной конструкции, то они заключаются лишь в увеличенных размерах станках – в домашних условиях для него сложно найти место. Но при желании, можно своими руками спроектировать подходящий вариант, в соответствии с требующимися параметрами.
Преимущества и параметры пневматической гильотины
Пневматическая гильотина представляет собой аналог гидравлической. Разница заключается лишь в том, что второй вариант работает за счет подачи жидкости, а пневматическая конструкция приводится в действие за счет сжатого воздуха. Благодаря тому, что устройство запускается не вручную, подобный резак можно использовать для материалов увеличенной толщины.
Среди многочисленных достоинств этого станка, можно выделить целый ряд характеристик:
- Минимальный уровень потребления электроэнергии
- Компактные размеры и небольшой вес
- Высокая производительность работы.

Если же говорить о минусах, которыми обладает подобное устройство, то можно выделить, лишь необходимость подачи сжатого воздуха, который придется подвести на рабочее место.
Простейшая самодельная конструкция
Стоимость гильотины достаточно высока, а потому гораздо проще и уж точно дешевле изготовить подобную конструкцию своими руками. Достаточно лишь подобрать подходящий резак, способный обеспечить точный и аккуратный срез.
Процесс создания такого станка не отнимет много времени, особенно, если необходимые материалы уже под рукой.
Основные этапы:
- Аккуратно просверлить отверстия для крепления ножа в основании.
- Прикрепить винтами нижний резак.
- Приварить направляющие трубки.
- Вырезать стол и крышку пресса (толщина этих элементов должна быть не меньше 10 мм).
- Закрепить в столе стяжные шпильки, необходимые для обеспечения устойчивости конструкции.
- Установить верхний нож.

Заключение, видео
Использование гильотины по металлу не представляет особых сложностей, особенно с учетом того, что можно изготовить конструкцию как в стандартом, так и мини формате.
Чтобы собрать устройство для резки своими руками, достаточно лишь подобрать резак, который обладает необходимой прочностью, подходящей для раскроя листов различной толщины.
Для использования в домашних условиях прекрасно подойдет стандартная ручная конструкция, а более совершенные модели, оборудованные двигателем, активно используются для массового производства. Выбор зависит от особенностей и размера материалов, с которыми предстоит работать.
Мини гильотина по металлу | Домострой
Самый бюджетный вариант для простой.
Самый бюджетный вариант для простой.
Универсальный механический станок.
Длительный срок службы при.
Длительный срок службы при.
Длительный срок службы при.
Идеален для резки кровельного.
Гильотина снабжена фиксирующим.
Гильотина снабжена фиксирующим.
Гильотина снабжена фиксирующим.
Гильотина снабжена фиксирующим.
Гильотина имеет жесткий сварной.
Надежность и высокая.
Точная система настроек на идеальный.
Высокая точность реза обеспечивается.
3 в 1, Гильотина + Листогибочный.
Видео: обзоры гильотин для резки металла
Пример работы ручной сабельной гильотины Metal Master MG
Обзор кривошипной гильотины Metal Master ETG 1330
Обзор ручной гильотины Metal Master MSJ
Пример работы на ручной рычажной гильотине Metal Master MTG 2012 в тандеме
ONLINE трансляция из демозала Metal Master
Гильотина для рубки металла
Все гильотины разделяются на несколько видов, в зависимости от типа привода:
- ручные
- электромеханические
- гидравлические
В то же время условно названная ручная гильотина может быть как ножной, так и ручной. Обычно ножной привод устанавливается при небольшой рабочей длине оборудования – до 130 см. Используются также ручные сабельные гильотины устройства, которые просты в работе, надежны и удобны в настройке.
Используются также ручные сабельные гильотины устройства, которые просты в работе, надежны и удобны в настройке.
Принцип работы
Независимо от конструкции и принципа действия, функционально любая гильотина работает одинаково. Обрабатываемый материал устанавливается на стол подачи между режущими лезвиями, после чего верхний нож опускается и разрезает материал.
При этом двигается только верхний нож, а нижняя часть жестко закреплена. В состав устройства могут входить дополнительные элементы, например, устройство для прижима.
Гидравлическая гильотина
Если вам нужна гидравлическая гильотина, купить ее необходимо после определения выполняемых задач. При этом должны учитываться тип и размеры материала и его толщина. Тип привода выбирается в зависимости от объема производства.
Большую популярность приобрела ручная гильотина для металла, которая позволяет рубить металл с минимальным привлечением оператора. При этом точность, скорость и эффективность работы либо сохраняется, либо повышается.
Стационарные модели имеют специальные приборы и приспособления, следящие за точностью рубки и повышением ее эффективности. К таким приборам и приспособлениям относятся упоры с передним управлением, регулирующие точность рубки до микрон, кривошипно-шатунный механизм вместо эксцентрика для усиления балки ножей, пневматический стол с опрокидыванием для скидывания заготовки в накопитель. При помощи компьютерного программного обеспечения станок запоминает этапы работы, включая даже маршруты деталей из зоны рубки. В результате станок может работать автономно, не находясь постоянно под контролем оператора.
Электромеханическая гильотина
Электромеханическая гильотина (гильотинные ножницы) обеспечивает наилучшую точность и высокую производительность, а также позволяет работать с минимальным привлечением оператора.
Где купить надежные гильотины
Купить ручные и автоматические гильотины с чпу по металлу от производителя по выгодным ценам в интернет магазине Metalmaster. В нашем каталоге представлен большой выбор видов современных новых моделей, всех габаритов: размеры (длина, ширина, высота), вес. При покупке гильотин прилагается подробная инструкция по управлению настройками и эксплуатацией, так же на сайте можно изучить технические характеристики: описание, фото, устройство, видео, мощность, применение, назначение.
В нашем каталоге представлен большой выбор видов современных новых моделей, всех габаритов: размеры (длина, ширина, высота), вес. При покупке гильотин прилагается подробная инструкция по управлению настройками и эксплуатацией, так же на сайте можно изучить технические характеристики: описание, фото, устройство, видео, мощность, применение, назначение.
Механические (ручные) гильотины (гильотинные ножницы) предназначены для резки листового металла. Управление – ручное, при помощи педали или рукоятки. В нашем каталоге представлены гильотины MetalMaster (Польша, Китай, Тайвань), Schechtl (Германия), Mazanek (Польша). Гильотинные ножницы, или гильотина — это оборудование, используемое по своему прямому назначению, т.?е. для разрезания и раскроя металла в полосах, листах и рулонах, как в поперечном, так и в продольном направлении. Гильотина пользуется спросом во всех потребительских группах, работающих с металлом: она находит применение в производстве воздуховодов, водосточных и вентиляционных систем, при изготовлении профнастила, элементов фасада и кровли, а также для доборных элементов и различных профилей. Гильотина может применяться, как в индивидуальных, так и в серийных производствах, естественно, в зависимости от технических возможностей инструмента. Такой широкий диапазон применения ручной гильотины обусловлен точным срезом без зазубрин, вмятин и других изъянов. Внимание! Если в вашем производстве применяются какие-либо виды окрашенного металла, то при работе ручной гильотины такие поверхности не повреждаются (в том числе, защитное полимерное покрытие).
Гильотина может применяться, как в индивидуальных, так и в серийных производствах, естественно, в зависимости от технических возможностей инструмента. Такой широкий диапазон применения ручной гильотины обусловлен точным срезом без зазубрин, вмятин и других изъянов. Внимание! Если в вашем производстве применяются какие-либо виды окрашенного металла, то при работе ручной гильотины такие поверхности не повреждаются (в том числе, защитное полимерное покрытие).
Гильотина или гильотинные ножницы, которые входят в ассортимент ТАПКО-М, представлены в очень широком брендовом и размерном разнообразии. Выбор того или иного вида станка зависит, в первую очередь, от свойственных ему характеристик и предназначения:
- Цель использования гильотины;
- Размеры обрабатываемого металлического листа или другого материала, т.?е. рабочая толщина и ширина;
- Имеет ли металлический лист полимерное покрытие илиже оно отсутствует;
- Наличие винструменте гидро- или электропривода;
- Объёмы производства;
- Производительность оборудования.

Гильотинные ножницы получили свое название, благодаря возможности резать любой металл, — в листах, рулонах и полосах, вдоль и поперёк полотна. Гильотинные ножницы применяются во всех типах производств от штучного до крупного промышленного производства. Вид функционального назначения и технические параметры определяют правильный подбор гильотин для различных объемов производственной программы. Рекомендуем использовать качественные гильотинные ножницы, чтобы результатом стало изделие только с максимально точным срезом металла, где поверхность остается идеально гладкой, без повреждения.
В нашем демо-зале Вы можете самостоятельно оценить работу ручной гильотины фирмы Mazanek. Ручные гильотины сабельного типа отличаются высокой точностью и легкостью в использовании. Цена на ручные гильотины такого типа, при этом, остается на доступном уровне. Ручная сабельная гильотина — прекрасное решение для небольшого производства.
На нашем сайте Вы можете ознакомиться с ассортиментом ручных гильотин сабельного типа и выбрать подходящую для Вашего производства по цене, габаритам и мощности. Однако, если Вам нужны повышенные мощности производства, ручная гильотина может оказаться неоптимальным решением. Большие мощности обеспечиваются гильотинами с электромеханическим или гидравлическим приводом.
Однако, если Вам нужны повышенные мощности производства, ручная гильотина может оказаться неоптимальным решением. Большие мощности обеспечиваются гильотинами с электромеханическим или гидравлическим приводом.
Ручные гильотины для металла идеально подходит для резки стального листа толщиной до 1,75 мм и алюминиевого до 2,25 мм. Рабочая блина ручной гильотины при этом колеблется от 1,0 метра до 3,1 метра.
Механические ручные гильотины вы можете приобрести в следующих городах: Москва, Санкт-Петербург, Казань, Самара, Екатеринбург, Краснодар, Красноярск, Новосибирск, Минск . В региональных офисах компании Тапко-м. Мы всегда будем рады вашему обращению и подберем для вас оборудование по вашим запросам.
Ручные гильотины (гильотинные ножницы) — простое и недорогое решение для мелкосерийной прямой резки листового металла без образования заусенцев и деформации. Имеют в своей конструкции установленный под небольшим углом подвижный нож, приводящийся в движение ручным или ножным рычагом. Наличие прижимного устройства препятствует вытягиванию и скольжению листа, за счёт чего получается более качественный и точный рез.
Наличие прижимного устройства препятствует вытягиванию и скольжению листа, за счёт чего получается более качественный и точный рез.Гильотины и гильотинные ножницы для резки металла:
Как купить Ручные гильотины для металла
Компания «МОССклад» поставляет Ручные гильотины для металла во все города России, в том числе в г. Москва, Санкт-Петербург, Челябинск, Пермь, Симферополь, Ульяновск, Казань, Калуга, Новосибирск, Екатеринбург, Нижний Новгород, Калининград, Самара, Омск, Уфа, Саратов, Красноярск, Владивосток, Ростов-на-Дону, Воронеж, Волгоград, Махачкала, Грозный и другие, а также в Белоруссию, Казахстан, Армению и Киргизию.
Приобрести Ручные гильотины для металла у нас очень легко:
- Выберите интересующий товар в таблице выше
- Узнайте его характеристики, посмотрите фото и видео, нажав на название модели
- Узнайте способы оплаты, доставки и запуска оборудования в разделе «Как купить»
- Купить Ручные гильотины для металла: позвоните бесплатно из любого города РФ 8-800-333-51-02 или отправьте запрос на info@mossklad. ru
 ru
ruЧто-то заинтересовало? Отправьте нам запрос
Мы обработаем запрос и направим Вам ответ.
Запрещено копирование любых материалов сайта в коммерческих целях без письменного разрешения ООО «МОССклад» (статьи 1259 и 1260 главы 70 «Авторское право» ГК РФ от 18.12.2006 г. N 230-ФЗ)
© 2006-2019 ООО «МОССклад».
Режим работы ООО «МОССклад»:
ПН — ПТ 9:00 — 18:00 (Мск)
Различные способы резки металла
Изделия из металла встречаются везде, где есть человек. Если говорить о стандартизированном металлопрокате, то изготовление изделий из металла осуществляется при помощи резки и дальнейшего соединения (сварки, редко клепки). Способов для разделения металла на части множество, и в каждом конкретном случае нужен свой.
Самый простой вариант, который можно выполнять своими руками без электричества — резка металла ручными ножницами.
Плюсы: ничего дополнительного не нужно, достаточно наличия ножниц для листового металла.
Минусы: режут только тонкий листовой металл, рез выходит неровный, с большим листом работать неудобно.
Углошлифовальная машина, она же «болгарка». Ручной электроинструмент, наиболее универсальный, популярный и применяемый в домашних и производственных условиях.
Плюсы: универсальна, позволяет резать и грубо шлифовать металл практически любых марок, и всех популярных в быту толщин.
Минусы: рез имеет небольшую точность, небольшая скорость нарезки, трудозатратно.
Ручная газовая резка (она же газокислородная). Оборудование переносное: передвигается газовый пост, баллоны с газом, газовый резак, шланги, редуктор.
Плюсы: скорость. Быстро, за считанные минуты, режется даже толстый металл. Электричество не требуется.
Минусы: рез максимально грубый, и на кромку реза воздействуют высокие температуры, которые могут изменить свойства металла. Поэтому, металл кромки зачастую срезается или зашлифовывается (то есть, после резки требуется дополнительная обработка заготовки). Применяется для быстрой резки заготовок большой толщины, и для быстрого демонтажа металлических конструкций.
Применяется для быстрой резки заготовок большой толщины, и для быстрого демонтажа металлических конструкций.
Ручная плазменная резка. Осуществляется переносным аппаратом с баллоном газа.
Плюсы: скорость, более чистый и аккуратный рез, чем у газокислородной резки.
Минусы: нагрев кромки металла, необходимо электричество для работы.
Гильотина. Станок, который рубит металлический лист. Оборудование используется в промышленности.
Плюсы: быстро (одно движение ножей и лист отрублен) и довольно ровно. Применяется на толщинах, сопоставимых с «болгарочными».
Минусы: дорогостоящее оборудование, рез все же не идеален(при больших толщинах) и может иметь скосы по толщине, применять можно исключительно на листовом металле.
Ленточнопильный станок. Это пила, аналог всем знакомой «ножовки», но в промышленном масштабе и с бесконечным полотном (лента, у которой сварены два торца между собой).
Плюсы: позволяет пилить любые профили — двутавр, уголок, и так далее. Рез точный и ровный, возможен распил под углом.
Минусы: пилить можно только поперечно, пилятся в основном «хлысты» (длинномеры). Это дорогостоящее оборудование.
Отрезной станок с использованием абразивных дисков. Аналог «болгарки», только большой и стационарный. Режет «хлысты» (длинномерный металлопрокат), распил поперечный.
Плюсы: точный и ровный рез, скорость. Режет быстрее ленточнопильного.
Минусы: шероховатый рез и все минусы ленточнопильного станка.
Лазерная резка. Мало распространена среди отечественных предприятий.
Плюсы: позволяет разрезать большинство применяемых металлов и сплавов.
Минусы: дорогостоящее оборудование, в основном режет металлический лист.
Плазменная резка станочная. Промышленная резка листовых сталей выполняется в основном именно этим методом, на станке с ЧПУ (числовым программным управлением).
Плюсы: термический метод с высокой точностью, позволяет получить довольно ровный рез стальных листов в плоскости, самых разных конфигураций, согласно заданной программе.
Минусы: дорогостоящее оборудование, кромки реза подвергаются воздействию высоких температур.
Гидроабразивная резка. Промышленный метод резки, точный и качественный.
Плюсы: универсальный метод, точность максимально высока, ровный качественный рез с минимальными допусками.
Минусы: стоимость оборудования.
Каждый способ хорош в своем случае, поэтому выбирать нужно, отталкиваясь от задач. На Первой Металлобазе вы можете выбрать услугу «резка» для купленного вами металлопроката. Мы используем:
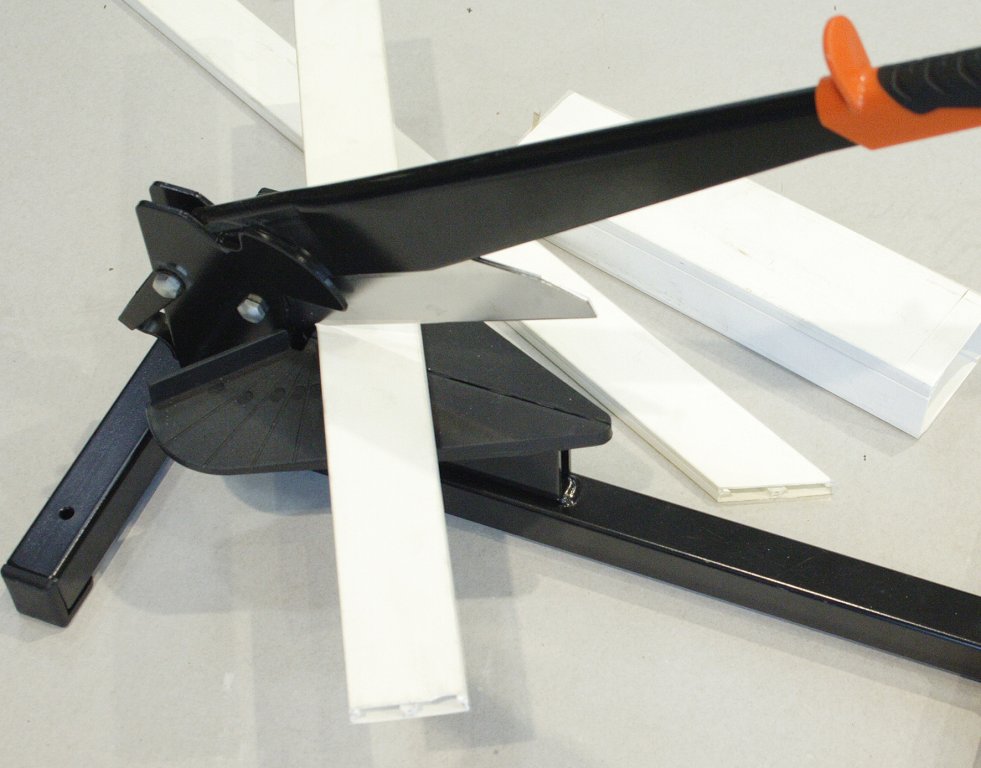
фото, видео и создание своими руками. Рычажные ножницы – характеристики и виды инструмента
Представленная гильотина, сделанная своими руками, работает по принципу рычажных ножниц, рассчитана для резки листового металла с толщиной не более 3 мм.
Она изготовлена из подручных средств, в частности из старого напильника и обрезков металлоконструкций.
Изготовление гильотины состоит из нескольких этапов. Сначала обязательно необходимо провести чертежные работы с целью точного определения габаритов изделия. Применяемый масштаб 1:1.
Также рекомендуется начертить кинематическую схему, с помощью которой можно будет определить динамические параметры подвижных деталей без учета действующих сил.
Нанесенные на бумагу чертежи деталей распечатываются на принтере, а затем вырезаются. Из вырезанных деталей собирается макет станка. Делается это для того, чтобы убедиться в правильности произведенных расчетов и точном соответствии габаритов, каждой отдельно взятой составляющей в контексте функционирования всего механизма в целом.
Очень важно определить показатель уровня реза. Он будет находится, на пересечении подвижного лезвия с основанием, которое условно обозначено проведенной карандашом линией.
Следующим этапом является подбор подходящих по размерам кусков металлолома с последующим шаблонным нанесением на них контуров будущих составляющих. Именно в этот момент бумажные обрезки из под мультипликации превращаются в важны трафарет.
Именно в этот момент бумажные обрезки из под мультипликации превращаются в важны трафарет.
В данном случае в роли заготовки выступили обрезки уголка и завалявшийся листовой кусок железа. И в результате интенсивных работ болгаркой либо газовым резаком были получены основные детали металлических ножниц. Это два уха, рукоятка, держатель тела и непосредственно само тело.
К телу гильотины крепится основание из двух обваренных уголков. Их толщина – 50 мм. Обратите внимание на учтенное пространство для заходов в режиме: “лист наверх”, “лист вниз”. Также предусмотрено свободное место для напильника. При этом исходить надо из параметров его толщины плюс необходимый зазор.
Затем при помощи крепежных болтов происходит процесс последовательной сборки. Рукоятка посредством двух ушей крепится к основной конструкции ножниц. После чего к ней же прикручивается один конец держателя тела. Второй стыкуется с рукояткой.
В итоге должен получиться, вот такой экземпляр. При условии недопущения ошибок на предыдущих этапах, момент полного прорезания должен происходить при достижении ручкой горизонтального положения. Также должно быть достигнуто минимальное перемещение рукояти на фоне максимального хода по радиусу.
При условии недопущения ошибок на предыдущих этапах, момент полного прорезания должен происходить при достижении ручкой горизонтального положения. Также должно быть достигнуто минимальное перемещение рукояти на фоне максимального хода по радиусу.
Заготовкой для двух лезвий послужил обыкновенный старый, а потому сточенный, напильник. Для начала его следует разрезать на две части. В каждой из них сверлится по три отверстия для крепления. После этого происходит формирование профиля лезвия и непосредственная заточка кромок.
На изображениях показаны места крепления двух режущих ножей. Движению верхнего ножа не должны препятствовать остальные детали станка. Важно подвести профиль таким образом, чтобы по всей ширине реза, взаимодействие ножей происходило под углом в 6-8 градусов.
Готовые к работе самодельные рычажные ножницы при помощи зажимов или специально для этого просверленных отверстий надежно фиксируются на рабочей поверхности верстака.
При условии соблюдения основных технологических правил во время изготовления станка, он обязательно покажет очень высокую эффективность. И с легкостью будет резать как бумажные листики, так и 3-миллимитровое железо.
И с легкостью будет резать как бумажные листики, так и 3-миллимитровое железо.
Видео: ручная гильотина своими руками для резки металла.
Рычажные ножницы по металлу являются востребованным инструментом, с помощью которого выполняются различные процедуры резки материалов — листового металла, жести, профилей, проволоки. Хотя на рынке предлагаются всевозможные ручные инструменты данного типа, не редко находятся авантюристы, предпочитающие сделать гильотинные приспособления своими руками.
- Гильотинные приспособления для резки металла основаны на рычажном принципе работы;
- Процесс резки осуществляется парой режущих поверхностей;
- При этом длина ножа по металлу может составлять порядка 20 сантиметров;
- Одна режущая поверхность прочно фиксируется на основании станка и на нее воздействует вся сила давления во время резки металла;
- Подвижная часть располагается на станине, что способствует выполнению резки высокой точности;
- На стационарном лезвии ручные инструменты предусматривают наличие специального паза для ползуна. Он предназначен для смещений ползуна по мере необходимости. Паз осуществляет перемещения в одной плоскости;
- Подвижная часть резака соединяется с ползуном;
- Рабочий ход данного ползуна обычно составляет 15-30 миллиметров;
- Подвижный нож прочно соединен с ручкой, длина которой составляет порядка 500 миллиметров. За счет нее в процессе резки можно прикладывать меньшее усилие своими руками, чтобы сделать нарезку листового металла нужного качества;
- Гильотинные приспособления имеют металлический корпус, что существенно продлевает срок службы, увеличивает нагрузки, с которыми может справиться инструмент во время резки листового металла, профилей, прутка;
- Ножи для резки изготавливаются из высокопрочной инструментальной стали. Это позволяет разрезать детали листового металла с минимальными усилиями и без деформации режущих кромок.
Используя гильотинные ручные приспособления для резки металла, можно своими руками обработать:
- Листы стали толщиной до 5 миллиметров;
- Изделия из листового алюминия толщиной до 6 миллиметров;
- Латунь толщиной 6 миллиметров;
- Металлические профили с сечением 6 на 80 мм;
- Стальной прут №13.
Виды
Чтобы приобрести ручные режущие инструменты или сделать гильотинные приспособления своими руками, вам потребуется сначала ознакомиться с разновидностями данных устройств.
Конструктивно рычажные ножницы почти не отличаются между собой. Потому основная разница заключается в типе используемого привода. Отсюда и классификация, разделяющая устройства на три основные категории.
- Ручные резаки. Это самые простые устройства для резки, в которых требуется воздействовать на лезвие своими руками, чтобы выполнить работу.
- Электрические. Отличаются высокой производительностью и скоростью работы. Чтобы сделать нарезку профилей, листового металла, прутка, не потребуется прикладывать никакие физические усилия.
- Гидравлические. Наиболее мощные виды оборудования, работа которых зависит от гидравлического привода. Широко применяются в процессе резки наиболее толстых и прочных материалов. В быту используются крайне редко.
Выбирая рычажные инструменты для резки листового металла, прутков, профилей, стоит обратить внимание на еще один важный параметр — длина исполнительного инструмента. От длины лезвий напрямую зависят возможности ножниц.
Выделяют три основных вида ножниц по длине:
- Короткие. Отличаются небольшими размерами, позволяют выполнять проходную резку материала;
- Длинные. Эти гильотинные приспособления обеспечивают прямое кроение, минимизируя прилагаемые усилия и время на обработку заготовок;
- Комбинированные. Могут выполнять резку листового металла, металлопрофилей, прутьев различным способом. Отличительная особенность — способность проводить контурную резку.
Использовать рычажные ножницы с целью обработки мелких изделий невозможно. Их основное предназначение — это резка и раскройка крупных заготовок и деталей.
Все представленные на рынке заводские рычажные ножницы и самодельные приспособления можно разделить на две большие группы:
- Стационарные. Надежно фиксируются на рабочем столе, верстаке специальными приспособлениями, предусмотренными конструкцией станка;
- Переносные. Также предназначены для фиксации на рабочей поверхности. Но в этом случае крепление осуществляется болтами или струбцинами. При необходимости их легко снять, перенести на другой участок для выполнения поставленных задач.
Ручные ножницы
Ручные гильотинные приспособления наиболее часто предпочитают выбрать для домашнего применения. Их несложные чертежи позволяют изготовить простые настольные агрегаты своими руками. С резкой листового тонкого металла они справляются великолепно.
Но прежде чем выбрать эти ручные инструменты, вам требуется знать, каких разновидностей они выпускаются. Такие знания позволяют при желании сделать самодельные ножницы по металлу. Хотя настольные заводские модели стоят немного, что не потребует от вас внушительных финансовых затрат на приобретение инструмента для применения в домашних условиях своими руками.
Ручные гильотинные устройства делятся на несколько типов:
- С прямым лезвием. Эти гильотинные устройства позволяют выполнить нарезку листового металла и прочих заготовок только по прямым линиям;
- С кривыми лезвиями. Если вам нужно из листового металла выполнить сложные элементы, сделать на заготовках отверстия, рекомендуется выбрать именно такие устройства;
- Стуловые. Полезная вещь для тех, кому нужно разрезать толстый пласт бумаги или сразу крупную стопку листов. Экономит время, требует относительно небольших физических усилий;
- Пальцевые. За счет своих тончайших резцов эти ручные ножницы способны выполнить требуемые аккуратные отверстия;
- Рычажные. Это настольные приспособления, которые необходимо прочно зафиксировать на столе или рабочем верстаке.
Ручные рычажные агрегаты предназначены для проходной и прямой резки по ровным линиям. Часто встречаются в мастерских, не редко используются в домашних условиях за счет своих возможностей и функциональности.
Гильотинные, рычажные, ручные, электрические, гидравлические виды ножниц нашли широкое применение в сферах обработки металла.
Имея в распоряжении рычажные ножницы, вам следует ознакомиться с основными правилами их использования. Это позволит не только правильно разрезать металлические заготовки, но и сохранить собственные руки в целостности.
- Прежде чем приступить к работе, наденьте прочные защитные перчатки. Так вы обезопасите себя от острых металлических листов. Они сами по себе могут нанести травмы, неприятные порезы, если просто взять их в руки, чтобы поместить на режущий станок.
- Прочно зафиксируйте ваши рычажные приспособления согласно инструкции от производителя. Для разных моделей ножниц могут быть свои особенности установки на рабочий стол. Потому первым делом изучите заводское руководство по эксплуатации.
- Разместите обрабатываемый лист металла перпендикулярно относительно лезвий ваших рычажных ножниц. Основание удерживайте правой или левой рукой, в зависимости от того, правша вы или левша.
- Аккуратно и постепенно надавливайте на ручку ножниц в направлении сверху вниз.
- Не забывайте надевать закрытую обувь, чтобы падающие металлические обрезки их не поранили.
- В качестве рабочего стола выбирайте конструкции с прочным и устойчивым основанием.
Работа рычажными ножницами по металлу — дело не сложное, но требующее соблюдения определенных мер безопасности.
Среди всех разновидностей разделительного оборудования, предназначенного для резки металла, рычажные ножницы считаются самыми простыми и компактными. Они могут иметь ручной привод, либо управляться электродвигателем. Универсальность рассматриваемого вида кузнечно-штамповочного оборудования даёт возможность устанавливать такие ножницы практически в любой хозяйственной мастерской, и – тем более – в небольших частных предприятиях, работающих с сортовым или листовым металлом.
Принцип действия и конструктивные особенности
В отличие от листовых ножниц с наклонным ножом (гильотинных), движение ножа в рычажных ножницах чаще всего происходит не по поступательной, а по вращательной траектории. Кроме того, в качестве основного исполнительного механизма используется не кривошипно-ползунный, а рычажный.
Наибольшее распространение приобрели рычажные ножницы, собранные по схеме одноплечевого рычага. При резке тонкого металла, с толщиной не более 0,7…0,8 мм применяются ручные слесарные ножницы, а при более толстом – стуловые ножницы, рычаг у которых намного длиннее. Кроме того, в схемах стуловых ножниц предусматривается возможность встраивания промежуточной зубчатой передачи. Это увеличивает длину траектории движения подвижного ножа, но снижает результирующее усилие, что важно, если агрегат имеет ручной привод.
Наиболее крупные исполнения стуловых ножниц позволяют разрезать листовой прокат стали толщиной до 8…10 мм, и сортовой прокат диаметром не более 22 мм.
Стуловые рычажные ножницы с ручным приводом конструируются таким образом, чтобы приводной рычаг имел форму сабли. Это позволяет приблизить траекторию движения к работе гильотинных ножниц: внедрение подвижной части рабочего инструмента в разрезаемый металл также происходит постепенно. В результате текущее значение усилия разрезки снижается. Неприводными (ручными) ножницами стулового типа можно резать сталь толщиной до 2…2,5 мм.
Типовая конструкция рычажных ножниц настольного исполнения представляет собой совокупность следующих узлов:
- станины;
- эксцентриковых или винтовых зажимов, посредством которых оборудование стационарным образом можно прикрепить к слесарному верстаку;
- нижней опорной рамы, на которую устанавливается неподвижная часть оснастки;
- саблевидного поворотного рычага с рукояткой (для ручных моделей). на нём устанавливается подвижная часть оснастки;
- оси с подшипником скольжения.
В приводных рычажных ножницах, кроме вышеприведенных узлов имеются также электродвигатель, клиноременная передача, а также кривошипно-шатунный механизм, который преобразует вращательное движение вала двигателя в качательное перемещение рычага. Иногда такое оборудование снабжается механизмом включения (муфтой и тормозом), и в таком виде уже мало чем отличаются от стационарных ножниц аллигаторного типа. Единственное их преимущество в данном случае состоит в отсутствии балансира, компенсирующего инерцию массивных деталей.
Ограничения рычажных ножниц и возможность их преодоления
Главный недостаток рычажных ножниц, не имеющих механического привода – необходимость совершать очень длинные перемещения, чтобы снизить усилие резки металла. Кроме того, при ручном приводе невозможно обеспечить постоянство скорости реза, что может ухудшать качество поверхности разделения металла. Удлиняя привод, приходится жертвовать габаритными размерами оборудования. Кроме того, удлинение плеча всегда ухудшает контроль за качеством прижима заготовки, и требует применения более мощных зажимов, удерживающих разрезаемый металл от смещения. При этом также нет возможности для качественного разрезания профильного проката: прутков, уголков и пр.
Указанные ограничения преодолеваются конструкциями с многозвенным рычажным механизмом реза, а также использованием различных способов усиления без участия мускульной силы. При этом механического привода не требуется.
Правила резки
В первом случае применяются преимущественно кинематические схемы с двумя рычагами. К основному рычагу (каждая из частей которого соединяется с другой частью при помощи общей оси), добавляется дополнительный, а его связь с основной парой достигается наличием цилиндрического стержня, имеющего реечный привод.
Реечный механизм состоит из следующих деталей:
- промежуточного рычага;
- возвратных пружин;
- поворотных скоб;
- винтовой пары, соединяющей рейку с промежуточным стержнем.
Этот способ, хотя и обеспечивает более высокое качество резки металла, но существенно усложняет схему рычажных ножниц. Изготовить такой вариант в домашних условиях весьма затруднительно, кроме того, усилие рабочего останется достаточно высоким.
Если вместо реечной передачи в промежуточном стержне разместить механический усилитель, то результирующая нагрузка заметно снизится. Такая разновидность ручных рычажных ножниц включает в себя, помимо основных рабочих элементов также:
- цилиндрический полый стержень;
- усилитель с самотормозящейся резьбой;
- соединительный стержень;
- подпружиненный фиксатор;
- противовес.
Наличие груза придаёт процессу резки металла ударный характер, за счёт чего удаётся повысить энергию реза, и разделять заготовки с большей толщиной или площадью поперечного сечения. Однако ударный характер приложения нагрузки утомляет рабочего (особенно при продолжительной работе), а амплитуда колебаний устройства на раме увеличивается. Для установки таких ножниц потребуются более надёжная опора и ровная поверхность пола. Производительность резки металла также снизится.
Наиболее современной считается трёхзвенная схема. В данном случае достигается требуемый компромисс между прилагаемым усилием и длиной перемещения подвижного инструмента.
Трёхзвенные рычажные ножницы
Установлено, что схеме, которая будет описана далее, возможно производить резку сортового и листового проката с размером поперечного сечения до 10 мм, чего в большинстве случаев бывает достаточно не только для собственных нужд, но и для изготовления стальных изделий в рамках небольшого бизнеса.
Такие ножницы состоят из следующих узлов:
- Станины, для изготовления которой понадобятся два равновеликих уголка с толщиной полки не менее 7 мм.
- Нижней опоры, к которой крепится рабочий инструмент.
- Верхней опоры, которая устанавливается в посадочное место, и имеет скос с целью уменьшения зазора между ножами в момент начала резки.
- Корпуса, крепёжные отверстия под ножи в котором стоит выполнять немного овальной формы, чтобы компенсировать возможные погрешности установки инструмента.
- Серьги.
- Соединительной оси.
- Крепёжных деталей.
Для изготовления всех деталей многозвенного механизма потребуется среднелегированная сталь марки 35 или выше.
Длина опорной рамы определяется максимальными размерами разрезаемого металла: габарит ручных ножниц будет в примерно два раза больше ширины заготовки. Тем не менее, конструкция получается достаточно компактной, и позволяет для своей установки использовать обычные слесарные тиски и соответствующих размеров верстак.
Схема крепления рабочего инструмента состоит в следующем. В оснастке, изготавливаемой из высокопрочной инструментальной стали марок У10 или У12 выполняются посадочные отверстия с раззенкованной конической частью, для того, чтобы крепление выполнялось впотай. Комплект должен включать варианты для разрезания профильного металлопроката. Для облегчения обслуживания оснастку стоит изготовить двусторонней. Далее производится термическая обработка до твёрдости не менее 54…56 HRC, и шлифовка с целью ликвидации вероятного коробления рабочего полотна. Готовая оснастка устанавливается в нижнюю и верхнюю посадочные части, и пригоняются один по другому таким образом, чтобы фактический зазор между подвижной и неподвижной частями не превышал 5…8% от толщины разрезаемого металла.
Обслуживание и эксплуатация
Основное регламентное обслуживание оборудования состоит в периодической заточке инструментальной оснастки (при первой эксплуатации ножи достаточно просто перевернуть на 180°). Заточку можно вести на шлифовальной машинке, используя карборундовый круг, после чего необходимо зашлифовать полученную поверхность. После многократных переточек стабильность зазора необходимо поддерживать установкой прокладок из стали. Их толщина устанавливается опытным путём.
Резка металла – один из самых популярных и распространенных способов обработки такого материала. При этом обязательным является использование специальные инструментов, которые предоставляют возможность осуществлять резку листового металла, поскольку сделать это без использования дополнительных приспособлений нереально.
Технология резки состоит в том, что на заготовку из того или иного материала воздействует режущий край инструмента. Острая режущая кромка инструмента движется по поверхности металла, разрезая его. Во время этого процесса срезаемый слой подвергается пластической деформации.
Резка металла в домашних условиях
Основными инструментами для резки в домашних условиях являются фрезы, диски, сверла. Использование таких инструментов дает возможность придать детали требуемую форму, отполировать металлическую поверхность, приводя ее к необходимым размерам.
При использовании таких способов на поверхность металла воздействует нож или другой станок. При этом очень важно, чтобы его резец имел более высокую твердость, чем заготовка, иначе никакого резания и не будет происходить.
Самым распространенным способом резки металла в домашней мастерской является механическая резка. Такой способ обработки материала является достаточно экономичным, способен обеспечить очень ровный край заготовки. Единственный его недостаток – обычно можно осуществлять только прямолинейную резку металла.
Роликовые ножи для металла
Очень часто в современной металлообрабатывающей промышленности для резки листового металла используются роликовые ножи. Работа такого инструмента заключается в работе двух основных его элементах – режущих дисках. Вращаясь в разные стороны, эти ролики-диски вдавливаются в материал, осуществляя его разрезание. За счет трения металла и ножей между собой заготовка продвигается по инструменту.
Чаще всего встречаются роликовые ножи по металлу, что состоят из двух роликов. В таком инструменте есть два вращающихся диска – нижний и верхний. Сейчас встречаются такие инструменты трех типов ножей:
- с параллельным положением;
- с одним наклонным;
- с несколькими наклонными.
Первая группа такого инструмента для резки предназначена в основном для разрезания материала на полосы.
Вторая группа – предназначена для нарезания металла на полосы, а также для круглых и кольцевых заготовок.
Третья группа в основном используется для резки кольцевых, круглых и криволинейных заготовок с небольшим радиусом.
Все такие ножи хорошо подходят для быстрого разрезания листового металла. При этом обрезанный край материала не нуждается ни в какой дополнительной обработке.
Самодельные роликовые ножи
Стоимость даже самых простых моделей роликовых ножей сейчас очень высокая. Поэтому приобретать такой инструмент имеет смысл только в том случае, если такая обработка листового металла будет проводиться очень часто. В противном же случае, для одноразового или периодического использования такая покупка себя не оправдает с материальной точки зрения.
В подобном случае более правильным решением будет попытаться изготовить такой инструмент своими руками.
Конструкций роликовых ножей может быть очень много, поэтому сделать самостоятельно нож не составит особого труда. Но основная часть инструмента – режущие ножи – должны быть изготовлены из самого качественного и прочного сплава, прочность которого превышает разрезаемый материал. В противном случае качество обрезанного края будет очень низким, потребуется его дополнительная обработка.
Обычно даже в заводских моделях роликовых ножей ресурс находится в пределах 25 км листового металла толщиной в 0,5 миллиметра. Если же резать листовой металл с большей толщиной, то и ресурс использования инструмента будет снижаться. Но после этого ролики можно наточить, в результате чего инструмент снова будет готов к работе.
Что же относится к ресурсу использования самодельных роликовых ножей, то он напрямую зависит от качества материала, из которого сделанные режущие части станка.
Из чего можно сделать ножи
В случае собственноручного изготовления такого инструмента основная проблема – выбрать подходящий материал, который и будет резать металлические заготовки.
Так, в случае необходимости резать не самый прочный листовой металл – алюминий, оцинкованную сталь и тому подобное, неплохим решением будет использовать обычные подшипники, торцы которых необходимо предварительно заточить.
Для врезания таких ножей в металл один из роликов – приводной, нужно установить на ручку, при помощи которой можно прижимать ножи к материалу. После этого останется только тянуть металл, удерживая ручку самодельного станка прижатой к основанию.
Чем большим при этом будет диаметр подшипников, тем большую скорость резания будет иметь такой ручной инструмент.
Таким образом, сейчас можно найти немало конструкций самодельных роликовых ножниц для резки. Самое сложное при этом – найти детали, которые можно будет использовать в качестве ножей. Для более удобного использования станка, сделанного своими руками, его можно будет дополнительно оборудовать направляющими, которые позволят ровно отрезать заготовку.
При этом готовый инструмент, в случае необходимости, можно будет устанавливать на любой металлообрабатывающее оборудование, к примеру, на листогибочный станок.
Порезка листового материала на части выполняется с применением различного инструмента. Роликовые ножницы для резки листового металла пользуются популярностью, тенденция объясняется простотой конструкции и высокой производительностью. Устройство применяется в условиях промышленности и небольшой мастерской.
Характеристики ножниц
Целевое назначение роликовых ножей заключается в порезке стального листа толщиной до 1 мм. Они необходимы на участке по выпуску коробов вентиляции, при работе с кровельным металлом, при строительстве забора и обустройстве кровли.
Механизм используется для получения полуфабрикатов под последующую гибку профилей различного назначения. Оборудование устанавливают в автомастерских по ремонту кузова автомобилей. Во вспомогательных производствах готовят заготовки для сборки стеллажей и шкафов.
Ножницы с роликами с успехом заменят ручной вариант или гильотину благодаря ряду преимуществ:
- Компактные габариты и небольшой вес.
- Простое устройство.
- Удобны в использовании.
- Просто настраиваются.
- Подходят для работы с листами из разного материала: алюминия, жести, стали, кровельного железа.
Обработанное изделие получается с чистым резом при отсутствии заусенцев и загибов. Листовой вид металла резать подобным приспособлением легко.
Ножницы можно приобрести в специализированном магазине либо изготовить самостоятельно. Все зависит от выполняемых объемов и экономической составляющей. При норме ежесуточной резки 30–50 метров и более потребуется промышленный образец.
Описание ножниц
Задача по разделению листа металла на части решается за счет разрушения прочностных связей на локальном отрезке.
Силовая часть состоит из двух режущих роликов-дисков с разнонаправленным вращением. Режущие кромки у них лежат в одной плоскости. При вращении ролики вдавливаются в поверхность и происходит резка за счет деформации сдвига. Подача листовой заготовки на инструмент происходит с помощью трения ножей о металл.
Конструкция механизма для резки включает два вращающихся ролика, расположенных один над другим. В зависимости от исполнения режущей части, роликовые ножи различают:
- С одной наклонной кромкой для прямой продольной порезки и вырезания круглых и кольцевых заготовок.
- С параллельным положением ножей, выполняющие резку материала полосами с высоким качеством. Встречаются чаще всего.
- С несколькими наклонными кромками для удобной резки заготовок криволинейной, круглой и кольцевой формы с небольшим радиусом.
Все виды ножниц обеспечивают порезку листового материала с высоким качеством, без необходимости в последующей зачистке обрезанного края.
Для повышения производительности и получения ровного реза корпус с роликовыми ножами устанавливают на стационарный станок.
Оборудование для резки включает станину с опорными поверхностями, оснастку для фиксации материала и роликовый нож. Последний содержит корпус из стального сортамента, накладную ручку, режущие ролики, механизм регулировки зазоров в нескольких плоскостях.
Материалом для режущих дисков служит инструментальная сталь.
Завод-изготовитель закладывает ресурс работы в среднем 25 км, чтобы резать листовой метал толщиной 0,5 мм. С увеличением толщины ресурс работы пропорционально снижается. Режущий элемент подлежит переточке, что существенно повышает срок активной эксплуатации.
Как сделать роликовый нож
Покупная модель роликовых ножниц даже самой простой конструкции невыгодна для приобретения в небольшую мастерскую или частное хозяйство. Пользоваться приходится нечасто, а стоит устройство дорого. Оптимальным решением является изготовление ножниц своими руками.
Конструкция механизма может быть различной, но в основе всегда будет режущий нож в форме ролика. Выбранный материал для изготовления ножей определяет производительность устройства и качество реза. Ножи должны быть прочными и надежными, с твердостью поверхности значительно превосходящей твердость разрезаемого материала. Иначе не получится качественный рез, кромки придется дополнительно обрабатывать.
Самодельные роликовые ножи делают из подшипников. Для этого затачивают торцы, чтобы получилась режущая кромка. Приводной ролик крепят на ручке. При работе ею вдавливают нож в заготовку. Нижний ролик устанавливается стационарно. В процессе резки нужно одной рукой прижимать ручку с роликом, а другой тянуть лист металла.
Выбор большего диаметра подшипников увеличит скорость порезки.
Для удобства и точной резки дополнительно устанавливают направляющие.
Регулировка осуществляется с помощью овальных отверстий, набора прокладок и специальных болтов.
При владении приемами металлообработки изготовление устройства для порезки занимает 7–10 дней вместе с настройкой.
Объяснение 3 основных инструментов для резки листового металла
На рынке представлен огромный ассортимент оборудования для обработки листового металла, и у каждой машины есть свои возможности, преимущества и недостатки. На этой неделе мы рассмотрим три различных типа станков для резки листового металла и их основные особенности.
Ручные ножницы
Ручные ножницы — это ручной инструмент для резки листового металла, незаменимый при работе с листовым металлом.Ручные ножницы работают так же, как ножницы, с двумя лезвиями, создающими режущее усилие для создания точных и чистых разрезов. Ручные ножницы могут поставляться с обычными и специализированными губками и просты в эксплуатации, что позволяет оператору обрезать или обрезать листы для различных целей, включая кровельные работы в домашних условиях, бобышки, резервуары для воды, беседки и навесы.
Плазменный резак
Плазменные резакичрезвычайно универсальны и могут использоваться для резки листового металла тонких сортов бумаги, вплоть до стали дюйма.Плазменные резаки работают, пропуская ускоренную струю горячей плазмы через электропроводящие металлы (включая сталь, алюминий, латунь и медь), плавясь через заготовку, создавая чрезвычайно точные разрезы. Плазменные резаки лучше всего подходят для выполнения длинных прямых резов и используются в таких отраслях, как производство и ремонт автомобилей, промышленное строительство и операции по утилизации.
Гильотина
Гильотиныработают так же, как ручные ножницы, но намного больше и мощнее.Для резки листового металла с помощью гильотины заготовка сначала зажимается с помощью плунжера, затем движущееся лезвие (верхнее лезвие) опускается через неподвижное лезвие (нижнее лезвие), чтобы разрезать материал. Гильотинами можно управлять вручную (ножной или ручной), механически или гидравлически. Гидравлические гильотины могут использовать гораздо больше силы, чем механические гильотины, что позволяет им резать более толстые сорта металла. Гильотины — это эффективный способ выполнения длинных прямых пропилов в различных листовых металлах.
Существует огромный выбор оборудования для резки листового металла, и каждый инструмент имеет свои уникальные возможности и преимущества. ACRA располагает как новым, так и бывшим в употреблении оборудованием для обработки листового металла и с радостью предоставит оборудование, отвечающее вашим конкретным потребностям резки.
Производство листового металла: основные методы и обзор оборудования
Размещено: 2 января 2014 г. Автор: MattMИзготовление листового металла — это процесс формовки, придания формы и соединения металла для создания или ремонта материальной части.Есть много техник и инструментов. Это делалось с незапамятных времен, когда использовались даже самые простые инструменты. В этой статье мы поделимся наиболее распространенными и важными инструментами, машинами и методами для изготовителей своими руками.
Профилирование металла
Металл При формовании или формовании металл можно изменить только четырьмя способами. Вы можете гнуть, разрезать, сжимать и растягивать металл, чтобы сформировать его. Ниже приведены общие инструменты и методы для выполнения этих задач.
Гибка металла
Form Bending- Это самый простой способ гибки металла. В этом методе вы изгибаете металл через край или форму, расположенную под металлом. Например, вы можете протолкнуть плоский кусок металла через край стола (руками), чтобы сделать изгиб. Вы также можете использовать молоток и формовочную тележку, чтобы согнуть металл по желаемой форме.
Металлический тормоз — Металлический тормоз — это наиболее распространенный способ делать чистые и точные изгибы металла.Металлический тормоз работает, помещая металл на плоскую поверхность с воротами, а затем зажимая плоский стержень поверх металла и поднимая часть с воротами, чтобы согнуть металл под желаемым углом. Большинство металлических тормозов могут изгибаться чуть более чем на 90 градусов. На нашем сайте мы предлагаем широкий выбор разнообразных тормозов для листового металла.
Резка металла
Ручные ножницы — Использование ручных ножниц или «авиационных ножниц» — это ручной способ резки металла, необходимый независимо от того, сколько у вас больших инструментов.Ножницы или ручные ножницы — одни из первых инструментов, которые вам следует приобрести, когда вы входите в мир металлообработки. Мы предлагаем полную линейку ручных ножниц и ножниц для авиации, от простых прямых, левых и правых ножниц до специализированных губок.
Механические ножницы — Механические ножницы лучше всего назвать механическими «ножницами» для резки металла. Они позволяют резать листовой металл быстрее и с меньшими ручными усилиями. Существует множество различных типов механических ножниц, от пневматических до электрических.Большинство механических ножниц не способны резать детали сложной формы или узкие углы. Некоторые специализированные механические ножницы без горла или «высечные ножницы», представленные на рынке, могут резать более узкие радиусы. Большинство механических ножниц расходуют часть материала при резке (определяется расстоянием между неподвижными губками). Мы предлагаем ножницы пневматические и электрические по доступным ценам.
Ножницы без горловины — Это еще один вид механической резки или «резки» металла. Их часто описывают хорошо известным стилем этих ножниц, называемым «Beverly Shear».Они разработаны, чтобы позволить вам резать металл по прямым линиям или формам и радиусам в листовом металле без образования царапин на обрезанной кромке. Они управляются вручную и используют шарнирное лезвие, которое наклоняется и разрезает металл, лежащий на неподвижном соседнем лезвии. Ножницы без горла не расходуют материал при резке. Они необходимы любому, кто делает больше, чем несколько разрезов в стали. Это должна быть ваша первая крупная покупка режущего инструмента! Мы предлагаем монтируемые на станке экономичные бесщелковые ножницы, которые могут разрезать низкоуглеродистую сталь толщиной до 14.
Угловая шлифовальная машина — Я твердо верю, что если вы планируете работать с чем-либо из металла, вам понадобится электрическая угловая шлифовальная машина. Эти лохи — рабочие лошадки большинства магазинов. Они просто вращают прикрепленный диск или колесо на высокой скорости для быстрого удаления материала. Для резки металла доступны тонкие отрезные диски. Они шумные и грязные, но они сделают свою работу. Это мой выбор, если мне нужно разрезать несколько слоев листового металла.Я предпочитаю иметь под рукой два таких инструмента: один с заслонкой или шлифовальным диском, а другой — с отрезным кругом, чтобы не экономить время. Мы предлагаем несколько различных вариантов угловых шлифовальных машин, которые хотят стать звездой вашего магазина.
Плазменный резак — Плазменная резка может быть настолько агрессивной, мощной или деликатной, насколько вы хотите, при правильной настройке. Правильно отрегулированный плазменный резак может быстро резать листовой металл с высочайшей точностью и минимальной очисткой. Они очень полезны, если вам нужно делать длинные прямые разрезы, с которыми трудно справиться в одиночку на ножницах без горла.Компания Eastwood предлагает установки для плазменной резки, которые позволяют резать листы тонкого листового металла вплоть до стали дюйма.
Усадка металла
Закатка металла — Закатка металла — один из самых ранних методов усадки металла. В этом методе вы буквально собираете металл в кучу, проталкивая его между щелью с помощью молотка или загибая металл по краям самодельной вилкой. Этот метод использовался для создания самых ранних самых ценных спортивных автомобилей.Хороший молоток и деревянный пень с грамотно нанесенными надрезами и образованными щелями могут творить чудеса!
Shrinker- Shrinker — это инструмент с рычагом (рукой или ногой), который имеет подвижные губки с текстурированной поверхностью, которые захватывают листовой металл сверху и снизу и плотно прижимают его друг к другу. Этот метод намного точнее, чем подтачивание с помощью молотка и формы, но перемещает металл намного медленнее. Вы можете аккуратно обработать отдельные участки, чтобы уменьшить их по своему желанию. Термоусадочная машина оставляет на металле минимальные царапины, большинство из которых можно удалить или сгладить шлифовальным диском или напильником.
Термоусадка — Это метод, требующий большой практики. Основная идея заключается в том, что вы нагреваете растянутую область (с помощью горелки) почти докрасна, а затем, когда область остывает, она сжимается. Тип или количество растянутого металла или повреждения будут определять, как вы усадите или сгладите эту область. Возможно, вам придется постучать молотком и обработать эту область или охладить ее влажной тряпкой или сжатым воздухом, чтобы получить желаемую усадку. В качестве альтернативы на рынке есть усадочные диски, прикрепленные к угловой шлифовальной машине, которые используют трение для создания тепла.Они немного более точны и позволяют избежать использования горелки / пламени для нагрева и усадки металла.
Металл для растяжения
Молоток и тележка — Это самый простой способ растяжения металла. С помощью этого метода вы крепко держите объект за металлом и ударяете молотком по другой стороне. Это заставляет металл сжиматься и в конечном итоге растягиваться. Металл также можно растянуть аналогичным способом, используя мешок с песком и пластиковые молотки, чтобы быстро растянуть металл и придать форму.
Растяжитель — Противоположность упомянутому выше стяжителю. Это инструмент с механическим приводом, который помещает металл между двумя губками с плоской текстурой и медленно раздвигает металл при каждом нажатии на рычаг или ножную педаль. Термоусадочная машина и подрамник вместе должны быть предметом для всех, кто занимается изготовлением листового металла.
English Wheel- Этот метод работает аналогично использованию молотка, тележки или наковальни для вытягивания металла.Металл помещается между большим верхним колесом с плоской поверхностью и нижней «наковальней», имеющей радиус к поверхности. Затем нижнее колесо завинчивается, чтобы зажать металл между двумя колесами, и металл катится вперед и назад, медленно растягивая плоский металл по изогнутому нижнему колесу. Этот метод растягивает панель для создания однородной короны. Вы также можете использовать английское колесо, чтобы сгладить дефекты металла, вызванные использованием пластикового молотка и мешка с песком, как описано выше. Мы предлагаем пару вариантов DIY English Wheel, которые могут справиться с большинством необходимых форм.
Металлический сплав
Последний важный метод изготовления листового металла — это сплавление небольших панелей вместе для производства более крупных сложных деталей. Самый распространенный вид плавки металла — это сварка. Ниже перечислены наиболее распространенные методы сварки при изготовлении листового металла.
Кислородно-ацетиленовая сварка — Этот вид сварки — самый старый метод, но он все еще используется многими сегодня. При кислородно-ацетиленовой сварке используются резервуары с кислородом и ацетиленом, которые смешиваются с регулируемой горелкой для создания точного контролируемого пламени, которым можно нагреть кусок металла.При нагревании основного металла вы добавляете присадочный стержень, который соединяет металл вместе. Для освоения этого метода требуется много практики, но получаемые сварные швы получаются наиболее мягкими и гибкими. Кислородно-ацетиленовые сварные швы легче всего выровнять (сгладить) с помощью молотка и тележки, чтобы сварное соединение получилось как можно более плоским.
TIG WELDING- Этот вид сварки наиболее востребован профессионалами в области производства листового металла. В нем используется «горелка» с неплавящимся электродом, который создает небольшую точную электрическую дугу, плавящую основной металл.Затем вы можете соединить металл вместе, добавив присадочный стержень в лужу расплавленного металла другой рукой. Сварные швы TIG являются вторыми по мягкости сварными швами, но их сложнее всего освоить. Сварка TIG более точна, чем кислородно-ацетиленовая сварка, и большинство современных производителей предпочитают ее. Eastwood предлагает полную линейку сварочных аппаратов TIG и принадлежностей для сварки TIG, которые дополнят ваши инструменты для изготовления листового металла.
Сварка MIG- Сварщик MIG — это наиболее распространенный и, вероятно, самый простой для освоения вид сварки.В этом методе для подачи присадочной проволоки через наконечник горелки MIG используется двигатель. Затем проволока замыкает цепь, когда касается основного металла, и плавит проволоку в сварном шве, сплавляя металл вместе. Сварка MIG создает искры и требует большей очистки, чем другие методы, описанные выше. Кроме того, это самый твердый сварной шов, поэтому его сложнее шлифовать и обрабатывать молотком. Большинство новичков и тех, кто занимается самоделкой, предпочитают этот метод, потому что его проще и быстрее освоить. Eastwood предлагает сварочные аппараты MIG, которые с легкостью сваривают листовой металл, а также достаточно разнообразны, чтобы выполнять более тяжелые работы.
Следуя основным методам и используя упомянутые выше инструменты, вы сможете справиться с любой работой, с которой столкнетесь. Самая важная вещь, о которой нужно помнить, — это то, что вам нужно научиться смотреть на металл и научиться читать, что нужно сделать, чтобы доставить его туда, куда вы хотите. Так что иди и практикуйся! Режьте, гните, сжимайте и растягивайте, чтобы воплотить в жизнь свои мечты в металле!
-Матт / EW
Связанные товары Eastwood:
Shearing vs.Пила для резки металла
Большинство из нас видели гильотину. Обычно их снимают в фильмах о Французской революции. Вместо того, чтобы использовать мечи или топоры, еще в 1792 году французы решили, что эта машина является более гуманным средством борьбы с преступниками и политическими противниками. Это спорно, но, безусловно, процесс резки должен быть лучше для тех, кто участвует в этом процессе, чем другой способ резки: пиление.
Раскрой в производственном цехе
Резка и пиление — два основных способа резки металла до нужного размера.Стрижка — это то, что происходит в штамповочном прессе или на ножницах (и гильотине). Пиление выполняется либо дисковой пилой, либо ленточной пилой, где зубья удаляют небольшую полоску металла, которую мы называем пропилом. (Вы можете возразить, что гидроабразивная резка также является формой пиления, поскольку абразивные частицы прорезают заготовку.)
Пильные процессы
Пиление — один из наших основных методов резки. Здесь мы сравним пиление и стрижку, чтобы помочь вам понять, как работает каждый из них и когда они наиболее применимы.
Основы процесса резки
Металл режется между двумя смещенными лезвиями, как ножницами. Материал прижимается ровно, а верхнее лезвие опускается на поверхность. Когда лезвие касается металла, оно начинает давить на нижнее лезвие. Зазор между верхними и нижними лопастями дает возможность металлу течь.
После небольшой деформации металл начинает трескаться. Эта трещина спускается к нижнему краю материала. Итак, что происходит, так это то, что нагрузка от лезвий деформируется, а затем трескается металл.
Это видно по качеству кромки. Верхняя сторона имеет небольшой радиус при изгибе металла. Затем есть гладкая полированная область, где лезвие скользило по металлу. И, наконец, простираясь примерно от середины до нижнего края, есть более грубая область, где металл сломался.
Основы пиления
Пильный диск состоит из ряда мелких зубьев. Когда они движутся по поверхности металла, каждый зуб отрезает кусок, образуя скол. Поскольку зубья режут один за другим, они удаляют полосу материала, ширина которой немного превышает ширину полотна пилы.
В производственном цехе ручные пилы слишком медленные и неточные для большинства работ. Вместо этого мы используем либо полотно для циркулярной пилы, либо похожее на ленту — полотно ленточной пилы.
Когда обрезать
Листовой металл почти всегда режется на ножницы, если только нам не нужно вырезать сложную форму, и в этом случае мы можем использовать лазер или гидроабразивную резку. Это потому, что при стрижке получаются только прямые разрезы.
Сдвиг требует большого усилия, поэтому обычно используется только для материала толщиной 1/4 дюйма или меньше.Его можно использовать на стержнях и стержнях, если они не слишком толстые и не полые. (Сила сдвига приведет к раздавливанию полых секций.) Мы также должны проверить важность качества обрезной кромки. Часто бывает лучше выпилить то, что требует очень квадратной кромки.
Когда пил
Распиловка выполняется медленнее, чем резка, но может обрабатывать гораздо более толстый материал и формы различного поперечного сечения, такие как трубы и двутавровые балки. И наоборот, распиловка — не лучший способ резки листового металла.Это связано с тем, что для обеспечения устойчивости необходимо, чтобы по крайней мере три зуба контактировали с материалом в любое время. Пиление может оставить хороший квадратный край, но важно не упускать из виду материал, потерянный во время резки — пропил.
Пожалейте изобретателя
Если мы режем листовой металл, мы используем ножницы. Что-нибудь толще и идем к одной из наших пил. Что касается оригинальной французской гильотины, то она претерпела множество доработок во время печально известного «правления террора» 1793-94 годов. Вы должны пожалеть изобретателя Жозефа-Игнаса Гильотена, имя которого навсегда связано с его машиной казни.
KAKA Industrial MS-28 Ручные ножницы для листового металла, арматуры, стержня и круглой стали
О KAKA Industrial: Компания поставляет продукцию высокого качества с быстрой доставкой по самой низкой цене. Мы всегда выполняем то, что обещали
Обзор ручных ножниц по металлу KAKA Industrial MS-28
Промышленные ножницы по металлу KAKA MS-28 — это портативные настольные ручные ножницы для тяжелых условий эксплуатации, которые могут разрезать металл до 1 дюйма пластина, круглая сталь и плоский пруток.Эти ножницы по металлу с удлиненной рукояткой для большего рычага могут разрезать объект, как масло.
Хотите иметь высокую режущую способность, универсальность и надежные ножницы для резки металла? Просто нажмите «Добавить в корзину», чтобы получить свою уже сегодня!
Одним из преимуществ этих ножниц по металлу является то, что они могут резать несколько материалов вместо листового металла, круглой стали, арматуры и плоской стали. Режущая способность составляет 1,1 дюйма для круглой стали, 1,5×0,4 дюйма для плоской стали и 1,1×1,1 дюйма для квадратной стали.Еще одним преимуществом является то, что эти ножницы по металлу не только оснащены прочной стальной рамой, которую можно использовать в течение многих лет и одновременно повышают стабильность и безопасность, но также имеют лезвие из закаленной углеродистой стали, которое сэкономит вам в среднем 10% при их замене. Вы просто не можете пропустить такой отличный нож для резки металла!
Параметры:
Арт. № | 172203 | |
Модель | МС-28 | |
Емкость (дюймы) | Круглая сталь | 1.1 « |
Стальной плоский | 1,5×0,4 | |
Квадрат стальной | 1х1 | |
Размер упаковки (дюйм) | 17-1 / 2×9-1 / 2×17-3 / 4 | |
N.W. / Г.В. (фунты) | 75/86 | |
Стандартные аксессуары:
Стальная ручка
О доставке: Ручка для машины отдельно упакована из-за ограниченной длины.Таким образом, мы доставим ДВЕ упаковки для каждого продукта. Если у вас есть особые требования, сообщите нам об этом при подтверждении заказа. Спасибо.
Мы предоставляем гарантию 12 месяцев со дня покупки.
Краткое изложение политики возврата.
1.Kaka Industrial примет возврат любого неоткрытого продукта в течение 30 дней с даты первоначальной отправки. Плата за обработку возврата в размере 15% будет вычтена из первоначальной стоимости, и будет предоставлен кредит на разницу. Стоимость доставки не возвращается.
2. Трехдневный срок приема с даты поставки. Претензии о возмещении ущерба и расхождения в заказе не принимаются после этого времени.
3. Перед возвратом любых материалов вы должны получить номер RGA, выданный Kaka Industral.
4. Возвращенные материалы должны быть получены в Kaka Industrial в новом состоянии и в оригинальной упаковке.
5.Измененные товары возврату не подлежат.
6. Покупатель несет ответственность за все транспортные расходы.
7. Комиссия за пополнение запасов в размере 15% применяется ко всем возвратам.
Как избежать этих 5 распространенных дефектов, связанных с срезанием металла
При производстве металла резка металла — это основной процесс, который можно найти практически в каждом цехе.Однако в этих цехах не меньше дефектов, связанных со стрижкой металла. Постоянные проблемы, такие как шероховатость кромок с заусенцами, деформированные кромки, скручивание, изгиб или выпуклость деталей, — все это дефекты, которые можно исправить с помощью правильной машины, правильной настройки и правильного обслуживания. В этой статье опишите, что это за распространенные проблемы со стрижкой, что их вызывает и, конечно же, как их решить.
Края с заусенцамиЗаусенец на кромке — распространенный дефект при работе станка для резки металла.Часто это происходит из-за неправильного зазора между ножами или лезвиями, которые просто затупились. «Зазор», или расстояние между верхним и нижним ножом, имеет решающее значение для успешной работы и отсутствия заусенцев на ваших ножницах, и его необходимо устанавливать по-разному для каждого ТИПА и ТОЛЩИНЫ материала, с которым вы работаете. Слишком большой зазор, и края будут разорваны вместо того, чтобы аккуратно обрезать или даже перекатиться, если зазор сильно не соответствует спецификации. Слишком маленький зазор между лезвиями и ножницами может не пройти сквозь материал без остановки из-за перегрузки.Обязательно проконсультируйтесь с руководством по эксплуатации производителя ножниц по металлу, чтобы установить надлежащий зазор для вашей конкретной машины, типа материала и толщины.
Деформированные кромкиДеформация кромок при резке металла может быть вызвана либо сильно неправильным срезным зазором лезвия, затуплением или повреждением лезвия, либо неправильным прижимом или давлением прижима. Чтобы исправить деформированные или «скатанные» кромки, убедитесь, что вы предварительно установили зазор между лезвиями, соответствующий типу и толщине материала, с которым вы работаете.Затем убедитесь, что ваши лезвия достаточно острые и не повреждены. После того, как вы проверили зазор и состояние ваших лезвий, проверьте прижимы, чтобы убедиться, что они надежно удерживают материал на месте в течение всего цикла резки и не позволяют материалу опрокидываться или скользить. Наконец, проверьте упоры ножниц или шарнирные подшипники гидроцилиндра, так как ваша машина может иметь слишком большой люфт в гидроцилиндре, из-за чего верхний нож отскакивает назад при ударе с материалом. Единственное решение этой ситуации — ремонт оборудования.
ТвистДругой распространенный дефект, связанный с срезанием металла, — это материал Twist. Лучше всего это описать как склонность отрезанного куска материала скручиваться в спираль или штопор после резки. Скручивание, более распространенное на тонких секциях, обычно вызвано чрезмерным передним углом. Если ваши ножницы имеют регулируемый передний угол, убедитесь, что вы уменьшили его до минимума для типа и толщины материала, который вы режете. Хотя скручивание может быть вызвано свойствами самого материала, гораздо более вероятно, что это будет вызвано чрезмерным передним углом.
ЛукЕще одна распространенная проблема при стрижке — «покачивание». В процессе резки металла материал может «прогибаться» вниз. Этот дефект при резке металлических деталей также наиболее часто встречается при резке длинных тонких и узких полос материала. Обычно это вызвано напряжениями, присущими самому материалу, и не обязательно является признаком неисправности ножничного станка или его работы. Чтобы исключить любые возможности установки ножниц, уменьшите передний угол до минимально возможного.Хотя маловероятно, что большие передние углы также могут привести к «искривлению» во время резки.
РазвалИзгиб — это еще одна проблема, которая возникает, когда разрезаемый материал перемещается от листа по горизонтали без скручивания. Хотя эта проблема почти полностью связана с напряжениями в самом материале, ее можно уменьшить, увеличив скорость ползуна, изменив направление волокон разрезаемого материала или отрегулировав передний угол вашей машины для резки металла, если применимо.
Прочие соображенияХотя у нас есть обширная статья о Shears and Shearing в нашей полезной информации, стоит выделить несколько факторов, которые следует повторить и учесть. Сдвигающая нагрузка, необходимая для правильного срезания любых металлов, зависит от типа материала, толщины, зазора между лезвиями и переднего угла лезвия. Однако при прочих равных следует отметить, что, например, при резке низкоуглеродистой стали увеличение толщины материала с ¼ дюйма до дюйма увеличивает нагрузку и, таким образом, тоннаж на 225%, даже если сам материал только на 50% толще. .Хотя увеличение переднего угла резко снизит необходимый тоннаж, оно также снизит качество измельчаемого материала из-за проблем, присущих большим передним углам.
Если вы покупаете ножницы для резки металла и хотите избежать типичных проблем, связанных со сдвигом, ищите прочный станок с фиксированным передним углом ¼ ”п / фут или меньше. Эти машины с нерегулируемым передним углом разработаны с учетом требований к качеству резанных деталей изо дня в день, в то время как их аналоги с регулируемым передним углом, вероятно, будут эквивалентны машине (этого производителя) с гораздо меньшими возможностями (обратите внимание на вес машины. , Насос HP и другие показатели).В то время как более дешевые станки с регулируемым передним углом обычно обеспечивают более плохую обрезку кромок на ножницах максимальной номинальной толщины.
Вот некоторые другие общие вещи, которых следует избегать для поддержания ножниц в оптимальном рабочем состоянии:
- Не срезайте металл по кромкам плазменной или газокислородной резки, так как это значительно сокращает срок службы ножевых ножей и может даже привести к сколам или трещинам на лезвиях.
- Запрещается резать пруток круглой, квадратной или восьмиугольной формы, поскольку чрезмерное напряжение очень узкой части ножей может сломать или расколоть ножи или, что еще хуже, деформировать посадочное место ножей, что приведет к очень и очень дорогостоящему ремонту ножниц.Используйте для этого своего Ironworker.
- Не допускайте сдвига материала сверх номинальной прочности сдвига (см. Диаграмму грузоподъемности здесь). Хотя ваши ножницы, вероятно, имеют защиту от перегрузки (продувочные клапаны), некоторые ножницы (механические ножницы) этого не делают и могут заедать при попытке пройти сквозь материал, вызывая своевременный и трудный маневр, чтобы либо вывести лезвие / плунжер из материала или, что еще хуже, резка вручную резаком.
- Не работайте с тупыми или закругленными поверхностями с острым лезвием, так как это только вызовет проблемы.Мало того, что у вас будет обрезанная деталь плохого качества, вы можете застрять в машине, что потребует дорогостоящего ремонта и, конечно, сложного удаления детали.
- Не выполняйте резку с неправильными настройками зазора между лезвиями, так как это приведет к появлению на срезанных деталях эффекта разрывов или заусенцев и, возможно, может заклинивать ножницы, если зазор слишком велик. Проконсультируйтесь с рекомендациями производителя ножниц и ВСЕГДА используйте правильный зазор между лезвиями для вашего типа и толщины материала.
В Southern Fabricating Machinery Sales, Inc мы являемся экспертами в области изготовления и резки.Мы часто публикуем такие же технические статьи и наш контрольный список для осмотра гидравлических ножниц , ниже, а также другие полезные ресурсы для оборудования. Одна из этих замечательных статей о ножницах по металлу доступна в разделе полезной информации в разделе Introduction to Shears and Shearing , ссылка на который есть ЗДЕСЬ. В этой статье более подробно рассматриваются ножницы и процесс стрижки. Если у вас возникнет необходимость в стрижке, свяжитесь с нами, поскольку у нас есть знания и опыт, которые помогут вам найти время, чтобы выбрать подходящие ножницы для резки металла в соответствии с вашими потребностями и бюджетом.Позвоните нам сегодня по телефону 813-444-4555 или посетите нас в Интернете по адресу www.s Southernfabsales.com , поскольку мы с нетерпением ждем возможности помочь вам в резке самых лучших деталей.
10 лучших инструментов для работы с листовым металлом для профессионалов в области отопления, вентиляции и кондиционирования воздуха
Malco гордится тем, что является ведущим национальным производителем «профессиональных инструментов» для профессионалов в области отопления, вентиляции и кондиционирования воздуха. Наш успех в отрасли начался с того, что наш любимый основатель Марк В. Кеймер воспользовался уникальной возможностью в 1950-х годах для производства и продажи специальных ручных инструментов для изготовления и установки новейших воздуховодов систем принудительного воздушного отопления.Мы гордимся своим инновационным процессом, который постоянно ставит перед нами задачу предлагать нашим клиентам лучшие инструменты для обработки листового металла, которые способствуют повышению производительности и безопасности пользователей. Мы собрали список из 10 наших лучших продуктов для систем отопления, вентиляции и кондиционирования воздуха, которые упрощают резку, опрессовку, гибку, фальцовку, правку, штамповку, правку и завинчивание листового металла.
Malco’s Лучший инструмент для листового металлаЕсли вы ищете ручной или механический инструмент, мы предлагаем широкий выбор долговечных изделий для различных областей применения с листовым металлом.
Ручной инструмент
- Обжимной пресс для листового металла с 5 лезвиями: Наш 5-лезвийный обжимной пресс для листового металла разработан для создания длинных и неглубоких двойных обжимов на круглых воздуховодах и дымовых трубах, что обеспечивает более плотное прилегание и самонесущее соединение. Этот незаменимый монтажный инструмент для систем отопления, вентиляции и кондиционирования воздуха имеет эргономичные ручки Redline, никелированное покрытие для защиты от коррозии и закаленную сталь для большей прочности.
- Ручные закаточные машины: Ручные закаточные машины Malco с коваными стальными губками — идеальный выбор для гибки, складывания, выравнивания и правки кромок листового металла или безопасного захвата и перемещения листового металла по рабочей площадке.Кованые ударопрочные губки имеют маркировку глубины, градуированную с шагом ¼ дюйма, и дополняются мощными составными рычагами конструкции, а также удобными рукоятками Redline.
- Ножницы для авиации Max2000®: наши ножницы для авиации Max2000 разработаны для быстрой и контролируемой резки листового металла и швов. Мы предлагаем различные модели с их собственными уникальными характеристиками, но все ножницы имеют закаленные кромки лезвия для увеличения срока службы, составные рычаги, увеличивающие усилие руки пользователя, легко регулируемые шарнирные болты и удобные ручки, подходящие как для больших, так и для маленьких рук.
- Ручные вырубные станки: Ручные вырубные станки Malco специально разработаны для складывания и обработки металла, включая воздуховоды. Сделайте чистые V-образные надрезы и получите дополнительный зазор для угловых надрезов. Обе модели N1R и N2R оснащены нескользящими рукоятками Redline, износостойкими режущими губками и компонентами из закаленной штампованной стали с устойчивой к ржавчине никелевой пластиной и покрытием из черного оксида.
- Дырокол: Наш легкий дырокол HP18KR легко и быстро делает отверстия в листовом металле.Этот инструмент оснащен эргономичными ручками Redline, предварительно установленными пуансоном и матрицей 1/8 дюйма, регулируемой глубиной горловины для легкого размещения отверстий, литой под давлением алюминиевой головкой в форме буквы «C», ручками из закаленной стали и штампованными деталями из нержавеющего никеля. покрытие.
- Пуансон с защелкой: Изготовленный с инновационными ручками Redline, пуансон с защелкой для листового металла Malco надежно создает фиксирующие выступы для углов воздуховодов из листового металла. Оттиски пуансона расположены на расстоянии 3/8 дюйма от края металла. Тяжелая кованая режущая губка имеет устойчивую к ржавчине никелевую пластину и покрытие из черного оксида.
Электроинструменты
- C-RHEX® Очищаемые реверсивные магнитные шестигранные отвертки: Экономьте время и повышайте удобство работы, быстро меняя размер шестигранника от 1/4 дюйма до 5/16 дюйма или 5/16 дюйма и 3/8 дюйма, в то время как хвостовик отвертки остается установленным в сверлильном патроне с помощью эксклюзивных двусторонних магнитных шестигранных отверток Malco. Создан с «легко очищаемыми магнитами», чтобы избавиться от проблемного накопления стружки из листового металла. Проверенный крутящий момент конструкции C-RHEX равен цельным драйверам, что всегда обеспечивает максимальную производительность.
- TurboShear® Heavy Duty: Превратите вашу дрель или ударный шуруповерт меньшего размера в силовые ножницы для резки листового металла 18-го калибра. Широко открывающиеся губки этого приспособления могут работать на высоких или низких скоростях для оптимального контроля и выполнять быстрые прямые, изогнутые или квадратные резы в большинстве стандартных листовых металлов.
- TurboCrimper® IMPACT: Разработан для присоединения к ударному шуруповёрту, сразу же приступает к обжиму круглых металлических каналов разных размеров, типов и толщин. Основываясь на реальных полевых испытаниях, это приспособление на 78% быстрее, чем при использовании ручного инструмента для обжима листового металла.Никакой настройки или регулировки не требуется, просто сдавайся и вперед.
- «Золотой стандарт» резак для отверстий в листовом металле: Универсальный резак для отверстий для листового металла HC2 Malco устанавливается в патрон любого сетевого / аккумуляторного сверла. Фрезы «золотого стандарта», прецизионные подшипники и легко регулируемый шарнирный палец делают этот инструмент самым долговечным и быстрым решением для вырезания отверстий диаметром 2–20 дюймов в листовом металле.
Помня об этих лучших рекомендациях по инструментам для листового металла, вы сможете добиться успеха в этой области.Мы по-прежнему стремимся производить продукцию высочайшего качества, которая усердно работает, повышает производительность и выдерживает годы использования на работе. Убедитесь сами, почему профессионалы HVAC стали полагаться на бренд Malco и доверять ему!
Как резать листовой металл »Блог о ноу-хау NAPA
Будь то реставрация, быстрый ремонт или художественный проект, знание того, как резать листовой металл, является частью работы по дому. Безопасное выполнение работы с целыми деталями и красными деталями внутри, где они должны быть, чертовски важно.Есть много способов разрезать листовой металл, и какой из них нужно использовать, зависит от проекта. Ниже приводится краткое описание инструментов и методов резки листового металла.
Все о калибреСамым важным фактором, который следует учитывать при работе с листовым металлом, является калибр. Чем меньше число, тем металл толще. Большинство инструментов для резки листового металла ограничены толщиной 16 и более тонких, 14 калибра по-прежнему представляют собой листовой металл, но в обычных формах, 11 калибр, хотя технически листовой металл имеет толщину 1/8 дюйма, а не совсем листовой металл для В этой статье мы остановимся на размерах 16 и более тонких.Кроме того, если вы действительно пытаетесь использовать лист 14-го калибра, вы либо знаете, что делаете, либо вам нужно получить более тонкий металл, так как с 14-дюймовым действительно сложно работать с ручными инструментами для автомобильных целей.
Обратите внимание на номинал калибра для ваших инструментов. Если там написано 18-го калибра, это действительно предел. Вы можете повредить инструмент, используя его с более толстым материалом. Кроме того, большое значение имеет тип металла, который вы режете. Вы можете увеличить толщину на пару с алюминием — сталь 20 калибра vs.Алюминий 18-го калибра, но с нержавеющей сталью все наоборот. Если он может работать со сталью 18-го калибра, он может справиться и с нержавеющей сталью 22-го калибра, а это, возможно, немало. Нержавеющая сталь намного плотнее стали и, как известно, разрушает инструменты.
Ручной инструмент Ножницы для олова действительно хороши для тонкого листового металла и небольших разрезов. Однако попытка вырезать большой кусок не принесет успеха. Стандартные ножницы для жести выпускаются трех стандартных размеров, и все три должны быть у вас под рукой.Они отлично подходят для выполнения небольших надрезов.Самым распространенным ручным инструментом для резки листового металла являются ручные ножницы, также известные как «ножницы для жести». Существует несколько версий, от ножниц старой школы до гораздо лучших ножниц, которые действительно могут маневрировать на поворотах и поворотах. Тип ножниц имеет более тонкие лезвия, форма которых позволяет выполнять определенные разрезы. Некоторые из них имеют прямую линию, некоторые поворачивают налево, некоторые направо, а некоторые делают все три, но не так хорошо, как специальные стили предыдущих трех.Вы хотите, чтобы все четыре были под рукой. Когда дело доходит до ручных ножниц, чем длиннее ручка, тем лучше рычаг, за счет чего повышается маневренность.
Стрелки на ручке показывают направления, в которых ножницы будут резать. Механический инструментСуществует около миллиарда механических режущих инструментов, от массивных гидравлических ножниц до ножных ножниц, отрезных кругов и пил. Мы расскажем об основных инструментах, которые типичный производитель начального уровня может себе позволить и разместить в своей мастерской.Мы разделили эту категорию на пять категорий: резка, пиление, шлифование, выжигание и нарезка. Хотя некоторые из них могут показаться избыточными, это не так.
Стрижка Обычные ножницы — находка для любого производителя листового металла. Они недешевы, поэтому, скорее всего, в вашем магазине их не будет.Это разрез по прямой. Это все, что у вас есть, никаких кривых. Стрижка обычно выполняется двумя лезвиями, которые прижимаются к краям ножа. Так работают большие ножницы.Есть небольшие версии для мастерских, которые очень удобны. Если у вас нет места или денег, чтобы купить ножницы, вы можете купить ножницы меньшего размера. Существуют настольные тисковые ножницы (шириной около 4-6 дюймов) и гидравлические прессовые ножницы, которые помогут вам делать чистые разрезы с прямой кромкой.
Пила Ленточная пила, особенно с регулируемой скоростью, может резать что угодно. Помните — медленная скорость с максимальным количеством зубьев на лезвии, которое вы можете получить для резки металла.Эта категория охватывает большую территорию.Все, что использует вращающееся или возвратно-поступательное полотно, относится к типу пилы. Ленточная пила — один из лучших способов резки листового металла обычным домашним мастером. Лезвие движется только в одном направлении, поэтому в месте резки меньше сотрясений, а также у вас есть прочный стол, который поддерживает металл во время резки. Уловка с ленточной пилой заключается в том, чтобы замедлить ее, обычно лучше всего 200-700 об / мин, с как можно большим количеством зубьев на дюйм (TPI) на лысине. Вы можете обойтись деревянным лезвием на тонком листе, но 16 калибр съест лезвие 8 TPI в спешке.Если вам нужно использовать ленточную пилу по дереву, увеличьте TPI и используйте много аэрозольной смазки, чтобы лезвие оставалось холодным. Это тепло, которое быстрее всего убивает лезвие. Кроме того, работайте очень медленно, это также снижает износ лезвия.
Маленькая корпусная пила, подобная этой, хороша для сложных пропилов листового металла. Они проходят через лезвия больше нечем, так что запасайтесь.Сабельные пилы и лобзики подходят для обработки листового металла, но они действительно создают беспорядок. Вы можете использовать лобзик на столе для обрезки листового металла, но вам лучше использовать что-нибудь другое.
Шлифование Самый распространенный способ резки листового металла в цехе — шлифование. Этот отрезной круг разъедает листовой металл, как масло.Отрезной круг — это шлифовальный станок и, вероятно, наиболее часто используемый инструмент для резки листового металла своими руками. Они работают, доступны по цене и довольно универсальны, но они также занимают много времени, и вам остается лишь часть вашего слуха, когда вы закончите. Секрет эффективного использования отрезного круга для листового металла заключается в более высокой скорости и более тонких кругах.Электрическая шлифовальная машина с тонким отрезным кругом может очень быстро пройти сквозь четверть панели, и это приятно. Просто убедитесь, что соблюдаете надлежащие процедуры безопасности (см. Нашу статью о резке и шлифовании здесь), чтобы обеспечить вашу безопасность.
В то время как пневматические отрезные круги великолепны, отрезные круги с электроприводом работают намного быстрее и не увязнут в металле. ГорениеВозможно, вы не думаете об использовании кислородно-ацетиленовой горелки для прецизионной резки листового металла, и, вероятно, не стоит, но это не единственный способ прожечь листовой металл.Самый быстрый способ резки листового металла сложной формы или по прямой (без ножниц) — это плазменный резак. При установке на низкую силу тока плазменный резак не деформирует металл и может производить быстрые и чистые разрезы, которые помогут вам быстро выполнить работу. Плюс плазменный резак можно использовать и для толстого металла, так что они действительно удобны. Они могут быть дорогими, начиная с 750 долларов, но как только они у вас появятся, вы удивитесь, как раньше жили без них.
Прожигание листового металла — самый быстрый способ получить разрез, но если вы не будете очень осторожны, вы можете испортить и свой разрез.Используйте в качестве ориентира деревянную линейку.Уловка для получения чистых срезов с помощью плазмы — это терпение и сосредоточенность. Если вам нужно отрезать прямую линию, прижмите лист к металлическому столу так, чтобы край, который нужно отрезать, находился рядом со столом. Отметьте свою линию и зажмите 2 × 4 или даже мерку параллельно краю (используйте головку резака, чтобы получить правильный интервал), и тогда у вас будет простой проводник, чтобы получить чистый прямой срез. Для кривых и сложных форм используйте свободную руку, чтобы направлять вас.
НарезкаВы можете подумать, что нарезка — это то же самое, что и резка, но это не так.На рынке есть всевозможные инструменты для резки листового металла, и они делают намного больше, чем прямые линии. На самом деле нам нужно еще больше разбить эту на ручную и электрическую.
Ручная нарезка — Ножницы Beverly Ножницы Beverly, которые не так часто встречаются в наши дни, действительно хороши для резки сложных форм с большим контролем.Ножницы Beverly похожи на консервный нож с двумя колесами, одно из которых вращается, и режет металл.Они доступны как в ручном, так и в механизированном виде, но большинство из них ручное. Вы управляете вращающейся ручкой, чтобы втянуть металл в колеса и резать. Как правило, они не имеют горловины, что означает, что две стороны металла проходят сквозь лезвие, а вертикальная опора достаточно тонкая, чтобы металл мог разделиться между ними. Они очень полезны для сложных кривых.
Механизированная нарезка — Высечные ножницы Высечные ножницы — отличный инструмент, вам просто нужно быть осторожным с 10 миллиардами полумесяцев, которые они пробивают.#NoBareFeetВысечные ножницы бывают различных форм: как автономный пневматический или электрический инструмент, так и в качестве насадки на дрель. Они действительно хорошо работают с острым лезвием пуансона, но поскольку пуансон тупит, они становятся кошмаром. Представьте себе лобзик с круглым перфоратором вместо пильного полотна. Пуансон захватывает металл между пуансоном и матрицей, откусывает форму полумесяца, а затем захватывает еще один кусок. Они действительно хороши, пока маленькие полумесяцы не попадут в ботинок или в карман, эти плохие парни причиняют боль.Просто будь осторожен, и все будет хорошо. Их приятно иметь, просто убедитесь, что у вас есть запасные перфораторы, так как тупой часто зависает, и если вы сломаете один в середине проекта, вам придется поменять инструменты или подождать, пока вы не получите замену.
Механизированная нарезка — Электрические / пневматические ножницы Ручные ножницы делают эти маленькие бухты, которые имеют тенденцию мешать, но если у вас хороший прокат, они становятся быстрыми и легкими.Эти ножницы имеют два неподвижных лезвия с одним возвратно-поступательным лезвием в центре (у некоторых есть только одно фиксированное лезвие и одно подвижное лезвие).Они работают так же, как ножницы, за исключением того, что из центра лезвий выходит изгиб листового металла. Это позволяет ножницам делать крутые изгибы и изгибы. Пневматические ножницы имеют тенденцию застревать, но электрические ножницы обладают достаточным крутящим моментом, чтобы преодолевать крутые повороты. Недостатком является то, что электрические версии тяжелые, поэтому вы быстро утомляетесь и теряете контроль над долгими проектами, когда вам нужно протянуть руку над большим листом металла. Вам также придется иметь дело с закручивающимся металлом, который может мешать.
Проблема пневматических и электрических ножниц в том, что лезвия могут сломаться, как этот. К счастью, запасные лезвия доступны.Работать с листовым металлом несложно, если у вас есть подходящий инструмент. Те ножницы, которые вы купили в ночном рекламном ролике по телевидению, — НЕ тот инструмент. Только не забудьте защитить глаза, уши и кожу от осколков.
Ознакомьтесь со всеми инструментами и оборудованием, доступными на NAPA Online, или доверьтесь одному из наших 17 000 пунктов обслуживания NAPA AutoCare для текущего обслуживания и ремонта.