Резак пропановый Р3П-02, Маяк, Донмет, цены
Компания Мидасот-С предлагает широкий выбор пропановых резаков различных конструкций и ценовых категорий.
Резак пропановый состоит из ствола и головки со сменными мундштуками. Ствол резака имеет вентили для пуска, перекрытия подачи и регулирование расхода кислорода и горючего газа подогревающего пламени и режущегог кислорода. К стволу по рукавам через соответствующие штуцеры подается кислород и горючий газ — пропан. Возможно применение вместо вентиля рыага подачи режущего кислорода. Рычажный пуск режущего кислорода резака обеспечивает высокую производительность и экономию кислорода.
В нас также можно купить пропановые резаки с рычажным пуском режущего кислорода. Это — Маяк-2-2Р, Салют, Факел.
По конструкции резаки изготавливаются инжекторного типа и внутрисоплового смешения газов. В инжекторном резаке смешивание происходит в смесительной камере, откуда горючая смесь подается по трубке в головку резака.
В резаках внутрисоплового смешивания горючая смесь образуется непосредственно в мундштуке, что обеспечивает высокую безопасность его эксплуатации. При обратном ударе — вероятность проникновения пламени в трубки резака очень низка из-за отсутствия в них горючей смеси.
Примеры инжекторного пропанового резака — Маяк-2-01, Р2-01, Р1-01, Р3П-02, РПК,….
Примеры пропановых резаков внутрисоплового смешения газов — Факел, Салют,….
Некоторые меры безопасности при работе газовым резаком:
При работе с газовым резаком на открытом воздухе с температурой ниже 25 град. С кислородный баллон и редуктор должны находиться в отапливаемом помещениии.
Для защиты глаз необходимо пользоваться очками
Для защиты органов слуха необходимо пользоваться наушниками
Для защиты от искр металла сварщик должен иметь одежду из соответствующей ткани с пропиткой.
Перед началом работы необходимо убедиться в отсутствии противодавления в канале горючего раза резака (для этого отсоединить рукав горючего газа, открыть вентиль,кислорода подогревающего пламени и к открытому штуцерку горючего газа поднести полоску понкой бумаги, котора должна притягиваться)
Необходимо следить за герметичностью уплотнения головки газового резака с мудштуком в процессе работы и периодически подтягивать наружный мундштук.
При появлении хлопков или обратного удара пламени необходимо быстро закрыть клапан режущего кислорода, вентиль горючего газа и вентиль кислорода подогревающего пламени.
Нагар из выхлопных каналов мундштука необходимо прочищать медной заостренной проволокой.
ЗАПРЕЩАЕТСЯ:
помещать резак с целью охлаждения в воду или снег
использоваться рукавами для подачи газов, имеющими дефекты.
Резак пропановый Р3П-02М Сварог
Технические характеристики резака Р3П-02М:
Тип: | Инжекторный |
Горючий газ: | Пропан |
Тип сварки/резки: | Газовая резка |
Исполнение: | Вентильное |
Максимальная толщина разрезаемого металла: | 300 мм |
Давление на входе кислорода не менее: | 3. |
Давление на входе пропана не менее: | 0.01–1.50 кГс/см² |
Расход кислорода при работе на пропане: | 4.10–33.20 м³/ч |
Расход пропана: | 0.41–0.86 м³/ч |
Присоединительные размеры: | ниппель универсальный d 6/9 |
Габариты: | 485×50×140 мм |
Вес: | 0.75 кг |
 50–10.00 кГс/см²
50–10.00 кГс/см²Комплект поставки резака Р3П-02М:
- Резак — 1 шт.
- Мундштук наружный № 1 — 1 шт.
- Мундштук внутренний № 1 — 1 шт.
- Мундштук внутренний № 2 — 1 шт.
- Мундштук внутренний № 3 — 1 шт.
- Мундштук внутренний № 4 — 1 шт.
- Паспорт — 1 шт.
Резак инжекторный пропано-кислородный Р3П-02М предназначен для ручной газокислородной разделительной резки листового и сортового металла из низкоуглеродистых сталей толщиной до 300 мм.
Особенности и преимущества пропанового резака Р3П-02М:
- Резак разборный, имеет возможность замены ствола (наконечника) в случае выхода его из строя без замены вентильного блока и рукоятки.

- Резак укомплектован четырьмя внутренними мундштуками.
- Щелевая конструкция мундштука обеспечивает качественное равномерное пламя, уменьшенную ширину реза и сокращает потери разрезаемого материала.
- Резак изготовлен и испытан согласно ГОСТ 5191–79.
- 100% контроль качества.

Устройство и принцип работы резака Р3П-02М:
Резак состоит из ствола и наконечника, соединенных между собой. Ствол состоит из корпуса с регулировочными вентилями горючего газа, подогревающего кислорода, клапана подачи режущего кислорода с рычагом, трубок с штуцерами и рукоятки. Инжектор выполнен в виде отверстия в корпусе ствола. Ниппели для горючего газа и кислорода присоединяются к штуцерам с помощью гаек. Штуцер горючего газа имеет левую резьбу.
Наконечник резака состоит из головки, трубок режущего кислорода и горючей смеси и смесительной камеры. Наконечник крепится к стволу с помощью накидных гаек.
Кислород через ниппель подается в корпус ствола к вентилям подогревающего кислорода и режущего кислорода. При открытии вентиля подогревающего кислорода кислород проходит через инжектор, создавая разряжение в смесительной камере, способствующее засасыванию горючего газа и смешиванию его с кислородом.
При открытии вентиля подогревающего кислорода кислород проходит через инжектор, создавая разряжение в смесительной камере, способствующее засасыванию горючего газа и смешиванию его с кислородом.
Горючая смесь поступает в головку резака Р3П-02М и, выходя через щелевые отверстия между наружным и внутренним мундштуками, при воспламенении образует подогревающее пламя.
Подача кислорода для резки через трубку наконечника и центральный канал внутреннего мундштука осуществляется клапаном режущего кислорода при нажатии рычага.
Работа резака основана на нагреве подогревающим пламенем металла до температуры плавления с последующим сжиганием его в струе режущего кислорода. Плавное регулирование мощности пламени и состава горючей смеси на каждом номере мундштука производится вентилями, ступенчатое – сменой мундштука
Подготовка к работе и эксплуатация резака Р3П-02М
Перед началом работы убедитесь в исправности оборудования и проверьте:
- герметичность присоединения рукавов, всех разъемных и паяных соединений
- наличие разряжения (подсоса) в канале горючего газа.

Установите рабочее давление газов в соответствии с таб.1 (в паспорте) редукторами на баллонах.
Откройте на 1/4 оборота вентиль подогревающего кислорода и на 1/2 горючего газа, зажгите горючую смесь. Отрегулируйте вентилями резака “нормальное” пламя.
Пуск режущего кислорода осуществить нажатием рычага клапана подачи режущего кислорода.
Выключение подачи газов производить в обратном порядке: горючий газ, кислород.
Содержите резак в чистоте, периодически очищайте наконечник от нагара и брызг металла с помощью наждачного полотна или мелкого напильника.
ВНИМАНИЕ! В соответствии с правилами по охране труда ПОТ Р М 019-2001 между баллонными редукторами и аппаратурой (резаками, горелками) следует устанавливать предохранительные устройства, в том числе пламегасящие. Производитель рекомендует устанавливать клапаны обратные КО-3 и затворы предохранительные ЗП-3.
ВНИМАНИЕ! При возникновении обратного удара (горение горючей смеси внутри резака) немедленно закрыть вентиль горючего газа, затем вентили режущего и подогревающего кислорода, охладить резак, удостовериться в отсутствии повреждений резака, внутреннего и наружного мундштуков, обратных клапанов и пламягасящих предохранительных устройств, газовых рукавов.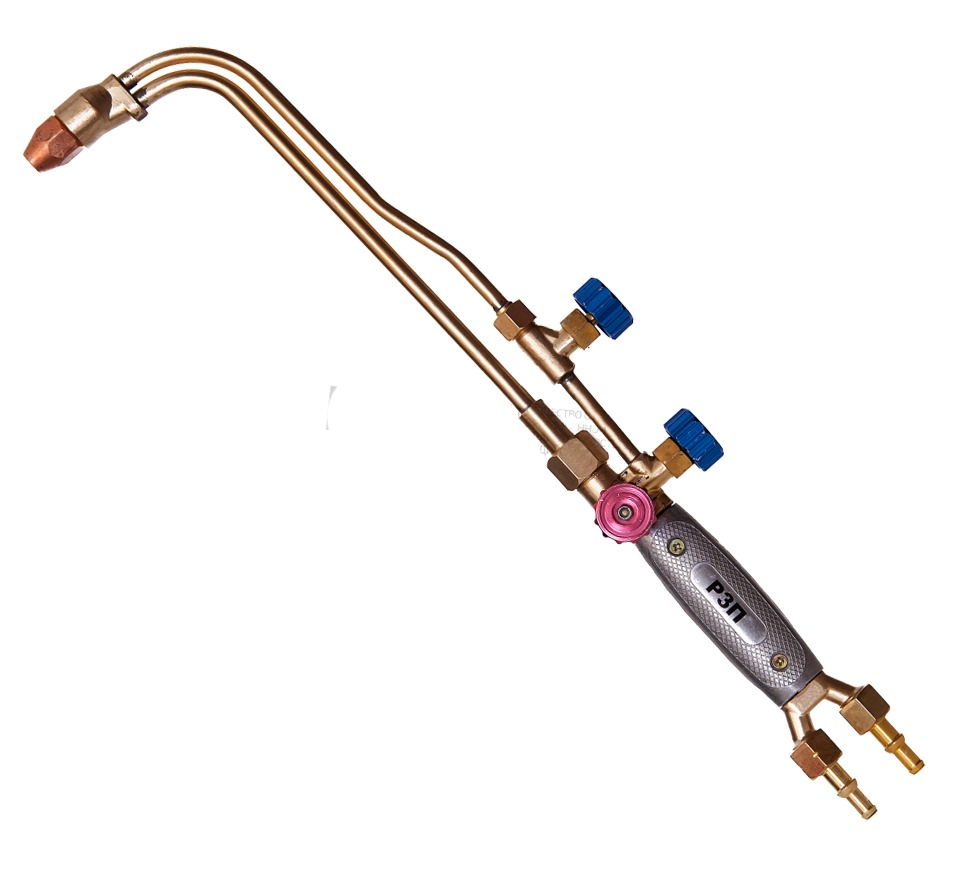 Перед дальнейшей эксплуатацией необходимо прочистить инжекторное устройство.
Перед дальнейшей эксплуатацией необходимо прочистить инжекторное устройство.
Резак пропановый Р3П-32 Сварог
Технические характеристики:
Тип: | С внутрисопловым смешением газов |
Горючий газ: | Пропан |
Тип сварки/резки: | Газовая резка |
Исполнение: | Вентильное |
Максимальная толщина разрезаемого металла: | 300 мм |
Давление на входе кислорода не менее: | 2.50–10.00 кГс/см² |
Давление на входе пропана не менее: | 0.30–1.50 кГс/см² |
Расход кислорода при работе на пропане: | 2.55–33.20 м³/ч |
Расход пропана: | 0.34–0.86 м³/ч |
Присоединительные размеры: | ниппель универсальный d 6/9 |
Габариты: | 535×50×110 мм |
Вес: | 0. |
 7 кг
7 кгКомплект поставки:
- Резак — 1 шт.
- Мундштук № 1 PNM в сборе — 1 шт.
- Мундштук № 2 PNM в сборе — 1 шт.
- Паспорт — 1 шт.
Резак трехтрубный пропано-кислородный Р3П-32 с внутрисопловым смешением газов предназначен для резки раскроя и разогрева деталей, заготовок, листового и сортового проката из черных металлов до 300мм.
Особенности и преимущества:
- Раздельная подача газов и получение горючей смеси внутри мундштука обеспечивает высокую безопасность инструмента
- «Обратный удар» не проходит дальше мундштука резака
- Резак имеет стандартный мундштук «PNM» и совместим с мундштуками других производителей (Донмет, ПТК, Корд, MESSER GREISHEIM, GCE и др.)
- Резак изготовлен и испытан согласно ГОСТ 5191–79
- 100% контроль качества
УСТРОЙСТВО И ПРИНЦИП РАБОТЫ
Резак состоит из головки, вентилей горючего газа (ГГ), подогревающего кислорода (КП), режущего кислорода (КР) (или клапана с ры- чагом), ручки и присоединительного блока с гайками и ниппелями. Все элементы резака соединены между собой трубками (соединение неразборное).
Все элементы резака соединены между собой трубками (соединение неразборное).
Кислород поступает в резак по рукаву (тип III по ГОСТ 9356-75) через ниппель, присоединенный к резаку гайкой, имеющей правую резьбу, и далее через вентиль КП синего цвета в мундштук газосмесительный.
Горючий газ поступает в резак по рукаву (тип I по ГОСТ 9356-75) через ниппель, присоединенный к резаку накидной гайкой с риской, имеющей левую резьбу, и далее через вентиль ГГ красного цвета в мундштук газосмесительный.
Подача кислорода в осевое отверстие внутреннего мундштука осуществляется вентилем КР либо клапаном с рычагом. Регулировка расхода газов осуществляется соответствующими венти- лями. Работа резака основана на нагреве металла до температуры плавления с последующим сжиганием его в струе режущего кислорода.
Резак совместим, и может работать с газосмесительными мундштуками других фирм: Донмет, Корд, MESSER GREISHEIM, GCE и др.
ПОДГОТОВКА К РАБОТЕ И ЭКСПЛУАТАЦИЯ РЕЗАКА
Перед началом работы убедитесь в исправности оборудования и проверьте герметичность присоединения рукавов, всех разъемных и паяных соединений. Установите рабочее давление газов в соответствии с таб.1 редукторами на баллонах. Откройте на 1/10 оборота вентиль подогревающего кислорода (КП) и на 1/5 горючего газа (ГГ), зажгите горючую смесь.
Установите рабочее давление газов в соответствии с таб.1 редукторами на баллонах. Откройте на 1/10 оборота вентиль подогревающего кислорода (КП) и на 1/5 горючего газа (ГГ), зажгите горючую смесь.
Отрегулируйте вентилями резака “нормальное” пламя. Пуск режущего кислорода осуществить открытием вентиля режущего кислорода на 1/2 и более оборота либо нажатием рычага. Выключение подачи газов производить в обратном порядке: горючий газ, кислород. Содержите резак в чистоте, периодически очищайте мундштуки от нагара и брызг металла с помощью наждачного полотна или мелкого напильника.
ВНИМАНИЕ! В соответствии с правилами по охране тру- да ПОТ Р М 019-2001 между баллонными редукторами и аппаратурой (резаками, горелками) следует устанавливать предохранительные устройства, в том числе пламегася- щие. Производитель рекомендует устанавливать клапаны обратные КО-3 и затворы предохранительные ЗП-3.
ВНИМАНИЕ! При возникновении обратного удара (горение горючей смеси внутри резака) немедленно закрыть вентиль горючего газа, затем вентили режущего и подогревающего кислорода, охладить резак, удостовериться в отсутствии повреждений резака, внутреннего и наружного мундштуков, обратных клапанов и пламягасящих предохранительных устройств, газовых рукавов. Перед дальнейшей эксплуатацией необходимо прочистить инжекторное устройство.
Перед дальнейшей эксплуатацией необходимо прочистить инжекторное устройство.
Резак пропановый
Резаки пропановые — резаки на дешевом газе
Если вам нужно провести раскрой металла, то лучшим выбором при решении такой задачи будет пропановый резак. Инструмент запросто режет низкоуглеродистую и низколегированную сталь (от 6 до 300 мм), пробивает (прожигает) отверстия под врезку на глубину до 50 мм. Вырежет из стали круг или сделает криволинейный разрез, на все это рассчитан пропановый резак.
Экономный в применении и эффективный, резак на пропане одинаково будет востребован для работ на стройке, заводском цеху и СТО.
Преимущества
1. Пропан в два раза дешевле бензина и других газов.
2. Рез металла проходит быстро и эффективно.
3. Простая конструкция, позволяет отремонтировать и заменить запчасти на резаке, не отходя от места работы.
4. Малый вес, простота обращения, эргономичность, тихая работа — это делает пропановый резак удобным и легким в обращении.
Недостатком пропанового резака является лишь узкий диапазон марок металла, ограниченный низкоуглеродистой, низколегированной сталью.
Конструкция и принцип действия
Все модели резаков пропановых имеют достаточно простую конструкцию.
На рукоятке размещены три регулятора. Первый (желтого или красного цвета) отвечает за поступление пропана, далее вентиль разогревающего кислорода и вентиль режущего кислорода (оба синего цвета). Рукоять разветвляется на трубки для поступления разных газов, которые смешиваются в головке резака, со сменным мундштуком. Мундштук это расходный материал, поэтому при большом объеме раскроя их следует иметь запас. Наиболее долговечными являются мундштуки, изготовленные из хромистой бронзы либо медных сплавов.
Пропановый резак подключается к кислородному и пропановому баллонам специальными рукавами высокого давления, оснащенными редукторами, регулирующими поступления газа в систему.
Разрезаемый металл нагревается факелом пламени высокой температуры, образованным от смешивания кислорода и пропана в особой камере, после этого, за счет струи кислорода, подающегося в зону резания, происходит сам раскрой листа стали.
Примером, обычного резака, может служить пропановый резак инжекторного типа Р3П — 01.
Пропановый резак применяется при раскрое сортового проката низколегированных и низкоуглеродистых сталей. Резка происходит за счет подачи кислорода, в качестве подогревающего газа применяется смесь пропана и кислорода. Толщина листа стали варьируется от 3 -300 мм. Общий вес резака 1,2 кг.
Настоящим прорывом в мерах предупреждения «обратного удара» стало создание пропановых резаков со смещенной ближе к мундштуку смесительной камерой. Такие резаки более безопасные, менее взрывоопасные и более долговечные по сравнению со старыми моделями.
Эти качества хорошо представлены в пропановом резаке, работающем на смеси кислорода и пропана Резак «НОРД-С».
Данная модель, предназначенная для разрезания листов низкоуглеродистой и низколегированных сталей, отличается повышенной пожаро- и взрывобезопасностью. Камера смешивания газов находится прямо пред мундштуком, что характерно для новых моделей. Разогревающий кислород и пропан подаются по двум газовым трубкам, третья служит для подачи режущего кислорода в зону раскроя. Толщина листа стали от 15 до 100 мм. Весит резак всего 1,1 кг.
Разогревающий кислород и пропан подаются по двум газовым трубкам, третья служит для подачи режущего кислорода в зону раскроя. Толщина листа стали от 15 до 100 мм. Весит резак всего 1,1 кг.
Следует помнить
1. Работы с пропановым резаком надо вести только в специальной одежде, респираторе и очках газорезчика.
2. Важно помнить, что не только пропан является взрывоопасным, но и кислород, взаимодействуя с маслом. Поэтому запрещено трогать кислородные баллоны испачканными в масле руками, а так же нужно избегать попадания кислорода на промасленную ветошь.
3. Если при работе возникла непредвиденная ситуация (слетел шланг кислорода, погасло пламя и т. д.), то вначале следует выключить подачу пропана на резаке, а затем перекрыть подачу газа на обоих баллонах.
Набор положительных качеств, таких как экономия, ремонтопригодность и эффективноость, делает газовые пропановые резаки широко востребованными в различных сферах производства и строительства.
Резак пропановый , устранение неисправности — Плазма и газ-резка, сварка, напыление
Блин, «Остапа (schkaliki) понесло.
Изначально тема о причинах недостатка кислорода в подогревающем пламени при норме режущего. Если Вам есть что сказать – опишите причины. В посте 4 Вы пишете о ТО резака, но ничего о причинах.
Мое мнение:
— Инжектор либо не соответствует установленному мундштуку.
— Инжектор согласуется с установленным мундштуком, но резак ацетиленовый (на мундштуке должен быть выбит его номер и буква А (ацетилен) или П (пропан).
И писал я не только о «барашках» но и о том, что описываемые симптомы характерны для ацетиленовых резаков, подключенных к пропану.
Теперь о зазоре. Еще раз просмотрите раздел
http://websvarka.ru/…1-vzryv-rezaka/
Вкратце повторю.
Важен не «зазор», а герметичное сопряжение инжектора с корпусом резака (горелки). Если это не обеспечить – кислород большей частью пойдет мимо инжектора, «подсос» — снижение давления в магистрали горючего газа — исчезнет. Т.к. давление в кислородной магистрали изначально выше, чем в магистрали горючего газа, кислород проникнет в последнюю, образуется горюче — взрывчатая смесь. Возможные последствия этого объяснять не буду.
Т.к. давление в кислородной магистрали изначально выше, чем в магистрали горючего газа, кислород проникнет в последнюю, образуется горюче — взрывчатая смесь. Возможные последствия этого объяснять не буду.
Вы в утвердительно-безапелляционном тоне пишите: «Именно на явлении эжекции основана работа резаков эжекторного типа». Уверяю, что работа резаков основана не на «явлении эжекции», а на процессе горения в потоке кислорода нагретой до определенной температуры углеродистой стали. Так что замена термина «Инжектор» на «эжектор» принципиально ничего не поменяет. Кстати, вы пишите о «резаках эжекторного типа». А что скажете о «безэжекторных» резаках. Мне такие не попадались, подозреваю, что их нет в природе.
Еще один перл: «Ну и по существу- в эжекторе есть калиброванное отверстие и увеличение подсоса кислорода не приводит к обратным ударам.».
А где написано, что приводит? И почему кислорода? Разряжение создается в канале горючего газа.
Для возникновения взрыва (обратного удара) смеси горючего газа с кислородом необходимы и достаточны 3 условия:
— Сама смесь в определенных пропорциях;
— замкнутое пространство;
— температура вспышки смеси.
Первые 2 условия при работе резака (горелки) всегда присутствуют, а вот 3 условие следует предотвращать. А наступить это может в 2 случаях:
— нагрев ствола резака или его частей до или выше температуры вспышки газовой смеси;
— снижение скорости потока горючей смеси газов на срезе мундштука ниже скорости ее горения.
Возвращаясь к инжектору, который вы так любите крутить, можно сказать, что он не гарантирует от обратного удара, а лишь предотвращает распространение его в корпус резака, шланги и т. д.
д.
Не хотел я о лексике и о грамотности. Но «не судите, да не судимы будете».
- Да, я утверждаю, что негерметичное сопряжение инжектора с корпусом резака приводит к срыву эжекции. Но не безапелляционно – возражайте, только аргументировано, иначе – голый треп.
- «разогрев мундштука и трубки, на которую он накручивается». Мундштук накручивается не на трубку (а их в составе ствола 2 или 3), а на головку.
- «приводит к самовоспламенению смеси газов». Самовоспламенение – это без влияния извне, а вы пишите о недопустимом нагреве ствола резака. Так что это не самовоспламенение, а воспламенение в результате ее нагрева до температуры вспышки.
- «В мундштуке накапливается ссор, если он забьет отверстие на его конце, давление газа на выходе увеличится;» Вы, как я понял, имеете в виду «ссор» внутри резака…Ну, и… Обратный удар? Да просто пламя погаснет…
- «Закрытие выходного отверстия мундштука путем касания к детали – тоже мешает нормальному выходу газа в окружающую среду». Сами то поняли, что написали? Это как «Закрытие бутылки пробкой мешает налить водку в стакан». Высокая, высокая лексика!
- «Если закончился баллон с кислородом». Может с точки зрения высокой лексики правильнее будет «Если закончился кислород в баллоне»?
- «выдержка из общепринятой рекомендации» Это что за рекомендация? Кто ее общепринято дает? Не понятно…
- «– то есть все что влияет на давление кислорода, резкое изменение его значения..» Давление кислорода колеблется в узких пределах. Редуктор в сети, однако. Важна скорость истечения горючей смеси. Если она выше скорости горения – отрыв пламени, если ниже – возможен обратный удар. Но не всегда. Догадываетесь почему не всегда?
 Сами то поняли, что написали? Это как «Закрытие бутылки пробкой мешает налить водку в стакан». Высокая, высокая лексика!
Сами то поняли, что написали? Это как «Закрытие бутылки пробкой мешает налить водку в стакан». Высокая, высокая лексика!
Теперь о терминах: Инжекция и Эжекция. Просмотрел с десяток книг по газовой сварке и резке авторитетных авторов. Термина «эжектор», «эжекторный» не встретил.
Итак, если упрощенно. Инжекция – впрыскивание. Эжекция – всасывание.
Эжекция – всасывание.
Инжектор в ГПА – деталь с калиброванным каналом, через который подается (можно сказать «впрыскивается») кислород. Часто в газо — и гидродинамике его называют соплом. Но в ГПА есть другие сопла, поэтому название этой детали (а это имено деталь, не сборка, не аппарат) инжектором, на мой взгляд, оправдано. Вы же называете эту деталь эжектором, т.е. «всасывателем». Согласитесь, нелепо. Ничего он не всасывает.И тем не менее в резаке (горелке) эжектор есть. Это
Как вывод – Резаки и горелки, имеющие в своей конструкции инжектор (впрыскиватель), именуются «Инжекторными». Называть их Эжекторными (сосущими) как-то нелепо.
Это мое мнение. Можно возражать, но это вряд ли поможет Роману Валеву разобраться с резаком.
Сообщение отредактировал Spec: 21 Октябрь 2019 15:54
Почему стреляет (хлопает) пропановый резак?
Добрый день! Я начинающий газосварщик. Выдали на работе новый резак, а он иногда стреляет во время работы. Проявляется это как громкие резкие хлопки, похожие на выстрелы. При этом пламя может погаснуть полностью или быть слабым и неустойчивым. Помогите разобраться. Я беспокоюсь, мне кажется это ненормальное явление, а больше спросить не у кого.
Выдали на работе новый резак, а он иногда стреляет во время работы. Проявляется это как громкие резкие хлопки, похожие на выстрелы. При этом пламя может погаснуть полностью или быть слабым и неустойчивым. Помогите разобраться. Я беспокоюсь, мне кажется это ненормальное явление, а больше спросить не у кого.
Здравствуйте! Ситуация, когда стреляет газовый резак, называется обратный удар или противоток и в большинстве случаев ее возникновение зависит от опыта и квалификации сварщика. Пропановый резак хлопает в случае, когда область сгорания газа по разным причинам смещается внутрь горелки и шлангов. То есть скорость сгорания газов оказывается больше, чем скорость их истечения из баллонов.
Скорее всего, пропановый резак стреляет по одной из следующих причин:
- Неправильно отрегулировано давление пропана и кислорода при разжигании.
- Перегрето сопло или ствола резака. Это приводит к преждевременному самовоспламенению смеси еще внутри.
- Уменьшилось проходного сечения сопла резака из-за механического загрязнения.
- Сопло горелки прикоснулось к детали или к поверхности реза.
- Неправильно отрегулирован инжектор смесительной камеры.
- Закончился кислород или по каким-то причинам резко уменьшилось его давление. Например, забился инжектор смесительной камеры.

Обратный удар опасен возможным разрушением резака, редукторов, мест соединения, разрывом шлангов и взрывом. Это очень опасная ситуация и необходимо ее избегать всеми возможными способами.
Если случился противоток, то следует быстро закрыть вентиль горючего газа, потом кислорода и охладить резак. После охлаждения нужно прочистить инжектор, смесительную камеру и мундштуки, все подтянуть и проверить резак на герметичность.
Во избежание возникновения обратного удара рекомендуем использовать резаки ДОНМЕТ 142 или Донмет 300. За счет запатентованной конструкции смесительного узла они обладают высокой безопасностью при резке и стойкостью к обратным ударам. В случае если у Вас уже есть резак другого производителя, то рекомендуем использовать обратные клапаны «Донмет» ОБК и ОБГ или клапаны огнепреградительные КОК и КОГ. Они устанавливаются непосредственно на резак отдельно для кислорода и горючего газа.
В случае если у Вас уже есть резак другого производителя, то рекомендуем использовать обратные клапаны «Донмет» ОБК и ОБГ или клапаны огнепреградительные КОК и КОГ. Они устанавливаются непосредственно на резак отдельно для кислорода и горючего газа.
Если у вас все еще не получается устранить эти хлопки — свяжитесь с нашими консультантами по телефону
+7 (812) 642-32-52.
Производитель: | Роар |
Марка: | РС-3П-Р-100 |
Рабочий газ: | пропан |
Толщина разрезаемой стали, мм: | 3-100* |
Габаритные размеры: | 440х70х145 |
Масса кг. | 0,9 |
1.Область применения: | |
кислородная резка углеродистых низколегированных сталей с применением ацетилена и его заменителей (пропана, природного газа) | |
2. Режим эксплуатации: | легкий/средний |
3.Особенности конструкции: | |
инжекторный/рычажный | |
Номер мундштука (внутр. | 0П, 1П |
Артикул: | 01.01.08 |
 :
: /внешн.):
/внешн.):A Краткий обзор настройки кислородно-пропанового резака
резак(чтение 7 мин)
Эта статья не предназначена для использования в качестве подробного руководства по надлежащему оборудованию для кислородно-пропановой резки. Скорее, это краткий обзор используемого оборудования и процесса его настройки для резки металла. Его не следует использовать вместо официального обучения кислородно-пропановой резке или официальных инструкций производителя.
Резка металла лезвием — чрезвычайно трудный процесс.Однако резка металла горючим газом может значительно упростить процесс с меньшим количеством мусора. В этой статье мы рассмотрим компоненты установки кислородно-пропонового резака и некоторые настройки, необходимые для оптимальной резки.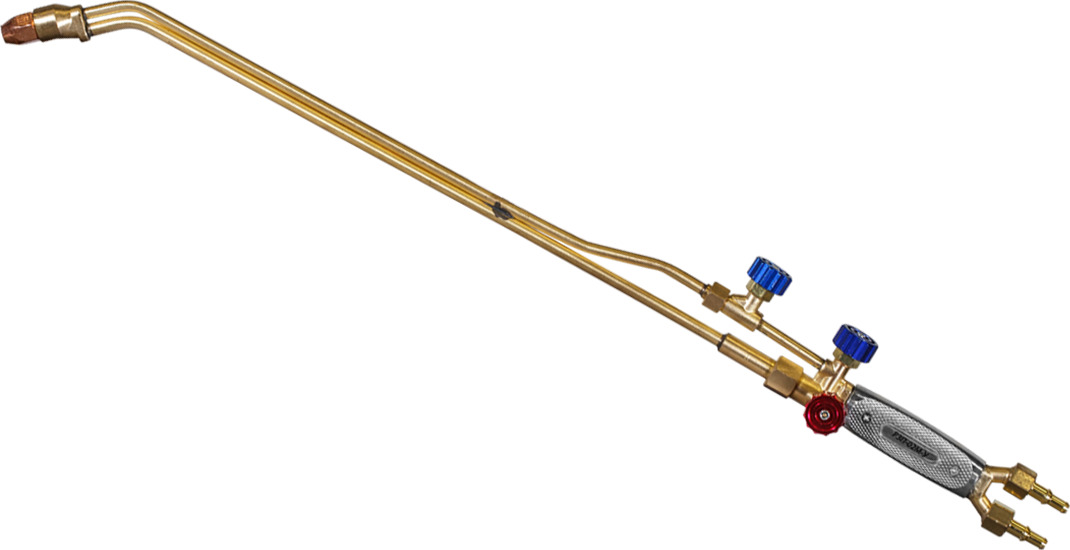
Перед тем, как открыть подачу любого газа, следует убедиться, что баллоны с пропаном и кислородом закреплены. Обычно это делается, убедившись, что они надлежащим образом прикреплены к своей тележке или какой-либо другой устойчивой раме, обычно с помощью цепей.
Перед тем, как прикрепить регулятор к баллону с кислородом, рекомендуется слегка приоткрыть клапан, чтобы выдуть весь скопившийся мусор в местах соединения. После этого следует надежно прикрепить регулятор к баллону с помощью соответствующего гаечного ключа, оставив манометры под несколько перевернутым углом для облегчения считывания показаний. Перед подключением регулятора к баллону с пропаном изменять значение не нужно или не рекомендуется. Вместо этого выполняется простой осмотр участков подключения, чтобы обнаружить мусор или повреждения, которые могут препятствовать потоку газа или, возможно, вызвать травму.Осмотрите шланги, чтобы убедиться, что они находятся в рабочем состоянии и что между горелкой и шлангами установлены пламегасители.
Обычный резак, который используется для кислородно-пропоновой резки, известен как комбинированный резак. Значение слова «комбинация» в данном случае означает, что горелку можно разобрать посередине, чтобы разнообразить выбор нагревательных наконечников, многопламенных наконечников, наконечников для сварки или наконечников для тушения. Для стрижки вам потребуется установить насадку для стрижки. Его можно установить, просто затянув вручную компоненты.
Наиболее часто используемый режущий наконечник из пропона состоит из двух частей с пружиной посередине, чтобы полка не упала. Режущий наконечник на пропане можно отличить от других по выемке на его поверхности. Наконечник прикреплен к головке резака, а гайка наконечника надежно затянута вручную.
На большинстве комбинированных резаков есть три клапана. Один клапан в основании горелки — это перекрытие подачи топлива. Кислородный клапан остается полностью открытым при использовании в качестве резака с количеством кислорода, регулируемым передним кислородным клапаном дальше по длине резака.
На кислородном баллоне клапан открывается медленно, пока соответствующая игла регулятора полностью не поднимется, а затем опустится. Затем оператор полностью открывает клапан на цилиндре. Показания должны отображаться на стороне высокого давления, а на стороне выпуска в то время не должно быть показаний. Регулировочный винт выпускного отверстия должен быть ослаблен. Со стороны пропана клапан баллона также следует открывать медленно, но полностью так, чтобы давление на выходе из регулятора не показывалось.
Когда приближается время зажечь горелку, в выпускной клапан баллона с пропаном создается давление около 10 фунтов.На выходе регулятора кислорода набирается давление около 40 фунтов. После выхода следует использовать процесс продувки, чтобы гарантировать, что нужный газ находится в соответствующем месте в шлангах оборудования и узле горелки. Для продувки резака топливный клапан на основании резака открывается на несколько секунд, а затем снова затягивается. Аналогичным образом, используя кислородный клапан на основании горелки, клапан открывается всего на несколько секунд, чтобы позволить кислороду пройти через горелку самостоятельно. Эта продувка позволяет отделить газы в системе горелки и создает давление.
Эта продувка позволяет отделить газы в системе горелки и создает давление.
Перед зажиганием резака необходимо удалить все горючие материалы из рабочей зоны. Проверку на утечку в соответствующих точках подключения и шлангах можно выполнить с помощью обезжиренного раствора для мытья посуды. При осторожном нанесении на шланги, клапаны или точки соединения любые утечки будут обнаружены по явному пузырению. Средства индивидуальной защиты, которые надевает оператор резака, включают в себя тонированные защитные очки для режущих глаз, кожаные перчатки и соответствующую одежду.
Горелка зажигается с помощью фрикционного устройства. Устройства с открытым пламенем, такие как зажигалки, не используются. Первоначальное зажигание — только топливо. Кислород соответствующим образом подается на пламя с помощью переднего кислородного клапана на горелке. По мере добавления кислорода все пламя совпадают с точками первичной плоскости на наконечнике резака. На данный момент, вероятно, в системе недостаточно топлива. Оператор добавляет дополнительное топливо, регулируя передний кислородный клапан. По мере того, как на наконечник поступает больше кислорода, пламя отступает к наконечнику.Из наконечника горелки раздастся пронзительный звук — признак правильного расхода топлива.
Оператор добавляет дополнительное топливо, регулируя передний кислородный клапан. По мере того, как на наконечник поступает больше кислорода, пламя отступает к наконечнику.Из наконечника горелки раздастся пронзительный звук — признак правильного расхода топлива.
Поскольку нейтральное пламя является наиболее подходящим для резки, его регулярно проверяют, поднося наконечник к металлической поверхности. Как только это будет сделано, начнет появляться звездный узор. Размер звездочки должен составлять от 2 до 2,5 дюймов. Слишком короткий звездчатый рисунок указывает на присутствие слишком большого количества кислорода.
Разрез в металле производят нагреванием металла до температуры плавления.Наконечник держится примерно на полдюйма от металла, который оператор хочет вырезать, пока не станет оранжевого цвета. Этот цвет указывает на то, что металл приближается к оптимальной температуре резки. Чтобы начать резку, срабатывает спусковой крючок подачи кислорода, чтобы высвободить дополнительное топливо, которое превращает металл в оксид металла.
После того, как будет сделан соответствующий разрез, резак выключают путем закрытия кислородного клапана на переднем конце резака. Затем топливный клапан в основании горелки отключается.Цилиндры выключаются в три этапа.
Сначала полностью закрываются клапаны главного цилиндра к регуляторам.
Во-вторых, чтобы удалить все топливо, оставшееся в системе резака, открывают топливопроводы резака. О правильном сливе топлива свидетельствует обнуление индикаторов давления регулятора пропанового баллона. Передний кислородный клапан на горелке открывается, что должно привести к падению давления регулятора кислородного баллона до нуля. После выпуска всего топлива из самой горелки клапаны снова закрываются для дальнейшего использования.
В-третьих, нужно ослабить винт на регуляторах до тех пор, пока давление не исчезнет. Они должны быть довольно рыхлыми на ощупь.
Мы в DT Specialized Services надеемся, что это даст вам представление о том, какие протоколы оборудования существуют для кислородно-пропановой резки. Опять же, эта статья не предназначена для замены официального руководства по пропановой резке, а для того, чтобы дать вам обзор некоторых задействованных компонентов.
Опять же, эта статья не предназначена для замены официального руководства по пропановой резке, а для того, чтобы дать вам обзор некоторых задействованных компонентов.
Все еще заинтересованы в услугах по сносу? Мы приглашаем вас узнать больше о специалистах по сносу из DT Specialized Services из Талсы, Оклахома.
Сравнение пропана и ацетилена для резки металла — Baker’s Gas & Welding Supplies, Inc.
Каждому сварочному цеху нужен эффективный способ резки металла, и простая установка для резки горелкой — идеальный вариант для многих. Комплекты горелок более доступны по цене, чем плазменная резка, а также предоставляют возможность предварительного нагрева металла перед началом сварочного проекта, что особенно важно при работе с толстым металлом.
Существует два популярных вида топлива для газовой резки: ацетилен и пропан.У них обоих репутация, которая может не соответствовать действительности, особенно при определенных обстоятельствах. Давайте вкратце посмотрим на сравнение этих двух широко используемых видов топлива для резки.
Давайте вкратце посмотрим на сравнение этих двух широко используемых видов топлива для резки.
Сравнение эффективности топлива для резки
Как и в случае любого сравнения, существуют очень разные опыты и мнения, но в случае сравнения ацетилена и пропана в качестве топлива для резки нельзя отрицать, что оба они могут эффективно разрезать много металла различной толщины.Если вы потратите время на то, чтобы подобрать подходящее оборудование для вашей пропановой установки и резать краем пламени (а не по направлению к центру, как это часто бывает с ацетиленом), вы сможете резать без проблем.
Когда вы разговариваете с рабочими-металлистами и сварщиками, вы обнаружите, что многие магазины и склады металлолома используют пропан не только многие сварщики-любители и слесари-любители. Изучив немного иную технику и подбирая подходящие наконечники, шланги и регуляторы для резаков, вы сможете начать резку без особой разницы по сравнению с ацетиленом.
Это правда, что ацетилен горит сильнее и может быстрее нагреть металл. Но с правильными наконечниками и соответствующей техникой вы обнаружите, что пропан может гореть довольно сильно. Некоторые пользователи горелок даже обнаружили, что при определенных условиях они могут соперничать по теплопроизводительности с ацетиленом. Если вы хотите иметь возможность выполнять сварку с настроенной горелкой, вам следует подумать о настройке ацетилена.
Но с правильными наконечниками и соответствующей техникой вы обнаружите, что пропан может гореть довольно сильно. Некоторые пользователи горелок даже обнаружили, что при определенных условиях они могут соперничать по теплопроизводительности с ацетиленом. Если вы хотите иметь возможность выполнять сварку с настроенной горелкой, вам следует подумать о настройке ацетилена.
Сравнение оборудования для резки топлива
Пропан и ацетилен имеют разные наконечники горелки, которые меняют концентрацию пламени.На самом деле, если вы встретите слесаря, который убежден, что пропан неэффективен, возможно, стоит спросить, использовал ли он пропановый наконечник со своим фонариком!
Вам также понадобится шланг класса T для работы с пропаном, тогда как шланг класса R для ацетилена изнашивается намного быстрее, если вы пропустите через него пропан. Не забудьте также поискать подходящий регулятор пропанового топлива.
Присадки для резки топлива
HGX — это добавка для пропана, которая помогает повысить температуру резания до надежных 5400 градусов F.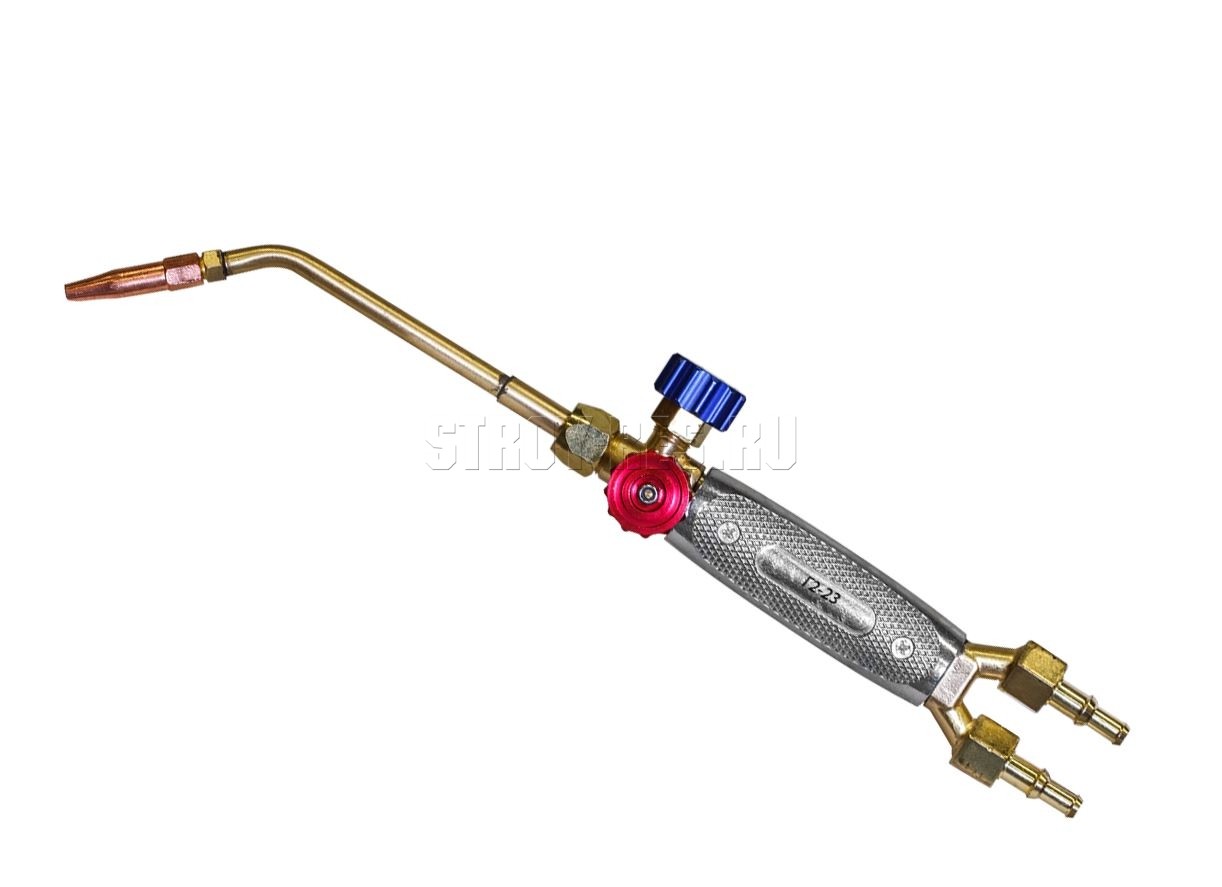 HGX, связанный с пропаном, потребляет значительно меньше кислорода, чем ацетилен, что делает его высокоэффективным и экономичным вариантом для резки металла, который не горит намного горячее, чем ацетилен.
HGX, связанный с пропаном, потребляет значительно меньше кислорода, чем ацетилен, что делает его высокоэффективным и экономичным вариантом для резки металла, который не горит намного горячее, чем ацетилен.
Сравнение стоимости резки топлива
В то время как работникам, которые экономно режут металл, не обязательно слишком беспокоиться о том, какой резак они используют, многие слесарии и слесари-любители используют пропан как топливо для резки. Пропан легко найти в любом строительном магазине, и, как правило, он стоит намного дешевле ацетилена.
Большинству сварщиков и металлистов не понадобится дополнительный толчок, который дает ацетилен, и как только они привыкнут к правильной технике резки пропаном, они могут даже предпочесть ее.
Сравнение безопасности топлива для резки
Ацетилен часто появлялся в новостях из-за взрывов на мастерских и производственных предприятиях. Не секрет, что все виды топлива для резки требуют безопасного обращения, но ацетилен особенно летуч. Если вам нужна резка для дома и вы уже привыкли хранить баллон с пропаном для своего гриля, вы можете использовать пропан на всякий случай.
Если вам нужна резка для дома и вы уже привыкли хранить баллон с пропаном для своего гриля, вы можете использовать пропан на всякий случай.
Замена ацетиленового газа альтернативными газами (пропаном и пропиленом) для обогрева и резки
По поводу нехватки ацетилена много шума. Газовые компании поощряют людей использовать альтернативные топливные газы, такие как пропан и пропилен. Если вы можете купить комплекты GENTEC для пропана или пропилена, это прекрасно. Однако, если у вас уже есть комплект для ацетилена, вы можете подумать о передаче его для использования с пропаном или пропиленом.
Прежде всего, вам все равно нужно использовать кислородно-ацетиленовый комплект для выполнения сварочных работ, потому что пропан и пропилен не могут справиться с этой работой. Однако хорошая новость заключается в том, что пропан и пропилен лучше справляются с нагревом, чем ацетилен, из-за их высокого BTU. Хотя пропан и пропилен имеют более высокую БТЕ, чем ацетилен, для резки им требуется больше времени для предварительного нагрева, чем для ацетилена. Причина в том, что тепло в основном происходит от второго пламени пропана и пропилена. Еще одно преимущество пропана и пропилена состоит в том, что у них нет проблем с выводом, как у ацетилена, поскольку в их резервуаре нет неприятного ацетона, как у ацетилена.
Причина в том, что тепло в основном происходит от второго пламени пропана и пропилена. Еще одно преимущество пропана и пропилена состоит в том, что у них нет проблем с выводом, как у ацетилена, поскольку в их резервуаре нет неприятного ацетона, как у ацетилена.
Чтобы использовать текущий комплект для ацетилена с пропаном или пропиленом, вам не нужно заменять кислородный регулятор, ручку резака или режущую насадку. Вам необходимо учитывать следующее:
1. Замените сварочные шланги на шланги класса T, если шланги в вашем наборе относятся к классам «R» или «RM». Эту информацию можно найти на шлангах. Поскольку шланги класса T уже входят в комплект поставки GENTEC, вам не о чем беспокоиться, и это сэкономит вам много денег.
2.Что касается регуляторов, если ваш регулятор ацетилена имеет соединение CGA510, как в регуляторе ацетилена GENTEC, возможно, вам не придется менять регулятор ацетилена. Если ваше рабочее давление меньше 15 фунтов на квадратный дюйм, вы все равно можете использовать регулятор ацетилена, потому что он предназначен для использования при том же давлении в баллоне, что и пропан и пропилен, и обеспечивает максимальное давление на выходе 15 фунтов на квадратный дюйм. Однако, если ваше рабочее давление превышает 15 фунтов на квадратный дюйм, вам необходимо приобрести GENTEC 752F-40 или 152F-80 для средних условий эксплуатации и 753F-125 или 153F-125 для тяжелых условий эксплуатации.
Однако, если ваше рабочее давление превышает 15 фунтов на квадратный дюйм, вам необходимо приобрести GENTEC 752F-40 или 152F-80 для средних условий эксплуатации и 753F-125 или 153F-125 для тяжелых условий эксплуатации.
3. Замените нагревательное сопло. Вы можете приобрести серию GENTEC 172HN для работы в тяжелых условиях или серию 173HN для работы в тяжелых условиях. Одно и то же сопло можно использовать как для пропана, так и для пропилена. Так как второе пламя сильно нагревается, не забудьте, что конец сопла должен находиться на расстоянии около 2 дюймов от поверхности заготовки. Вы можете попытаться поднять пламя еще выше, чтобы определить более эффективное расстояние. В дополнение к 172HN и 173HN, многопламенные нагревательные форсунки серии GENTEC 175HN с более длинным коленом и большой нагревательной головкой также подходят для пропана и пропилена.
4. Заменить режущий наконечник. В отличие от нагревательного сопла, для пропана и пропилена существуют разные режущие наконечники. Пожалуйста, обратитесь к разделу «Режущие наконечники» каталога аппаратов для газовой сварки и резки GENTEC для выбора режущих наконечников. Как правило, для использования с резаками серии 172CN и 173CN предназначены для пропана, а серии 172CP и 173CP — для пропилена. Для механизированного резака серия 173CHN предназначена для пропана, а серия 173CHP — для пропилена
Пожалуйста, обратитесь к разделу «Режущие наконечники» каталога аппаратов для газовой сварки и резки GENTEC для выбора режущих наконечников. Как правило, для использования с резаками серии 172CN и 173CN предназначены для пропана, а серии 172CP и 173CP — для пропилена. Для механизированного резака серия 173CHN предназначена для пропана, а серия 173CHP — для пропилена
Наконец, хотя размеры наконечников режущих наконечников для ацетилена, пропана и пропилена одинаковы, не забудьте проверить рабочее давление пропана или пропилена, и кислород приобретаемых вами нагревательных форсунок и режущих наконечников.Установки давления для пропана и пропилена могут отличаться от ацетилена.
Как использование альтернативных газов может повысить качество резки и сэкономить ваши деньги
Кислородная резка существует уже более 100 лет, а наиболее часто используемый газ для процесса, ацетилен, существует еще дольше. Его долговечность, безусловно, доказывает, что это эффективный газ для резки. Но все-таки лучшее? Достижения последнего столетия привели к появлению более качественных вариантов резки, и газ является важной частью этого уравнения.Вот некоторые плюсы и минусы не только ацетилена, но и альтернативных газов, которые можно использовать при газокислородной резке.
Но все-таки лучшее? Достижения последнего столетия привели к появлению более качественных вариантов резки, и газ является важной частью этого уравнения.Вот некоторые плюсы и минусы не только ацетилена, но и альтернативных газов, которые можно использовать при газокислородной резке.
Какие факторы могут повлиять на качество резки?
Дон Бобык, вице-президент по маркетингу, продажам, обучению и технической поддержке компании Gas Innovations, сказал, что качество резки определяется рядом факторов:
- Тип топливного газа, используемого с кислородом
- Толщина разрезаемой стали
- Тип пропила (например, прямой или скос)
- Режущий наконечник
- Скорость резания
- Метод резки (вручную, машиной или роботом.)
«Сегодня при производстве стали 85% (затрат) составляет труд, 10% — кислород и 5% — топливный газ», — сказал Бобык. «Цель — снизить затраты на рабочую силу». Выбор правильного топливного газа и режущего наконечника окажет наибольшее влияние на снижение затрат на рабочую силу.
СВЯЗАННЫЙ: Решения по экономии затрат на кислородное топливо
Ацетилен: за и против
Ацетилен не зря используется в газокислородной резке уже более века — он доступен повсюду и хорошо известен производителям.Ацетилен — самый горячий топливный газ с температурой пламени, приближающейся к 5700 ° F, и тройной связью C2h3. Он работает с множеством применений, включая нагрев, резку и пайку, немного легче воздуха, а его высокая скорость пламени с кислородом (22,7 фута / сек) означает, что горелку легко зажечь.
Однако, несмотря на доступность ацетилена, его ограниченное количество производителей делает его дорогим. Цилиндры, в которых для устойчивости обычно используется наполнитель из гипса и ацетона, также дороги.Кроме того, давление ацетилена ограничено 15 фунтами на квадратный дюйм и не продается оптом. «Вы должны собрать несколько цилиндров вместе» в вертикальном положении, чтобы предотвратить утечки, — пояснил Бобык.
Скорость резки с использованием ацетилена ограничена для материала толщиной более ½ дюйма — его большая выходная мощность в BTU первичного пламени и ограниченная выходная мощность BTU во вторичном пламени вызывают прилипание шлака к режущей стали на более высоких скоростях.
Наконец, ацетилен является наиболее нестабильным из всех топливных газов и имеет более высокую тенденцию к обратному воспламенению.Фактически, ацетилен выше 15 фунтов на квадратный дюйм, иначе, если баллон упадет, он может взорваться.
Пропилен против ацетилена
Альтернативой ацетилену является пропилен, побочный продукт переработки нефти или природного газа, имеющий температуру пламени 5,312 ° F (немного ниже, чем у ацетилена) и имеющий двойную связь C3H6. Как и ацетилен, он легко доступен и может использоваться для ряда применений, включая резку, нагрев, строжку, снятие фаски, пайку, закалку пламенем и металлизацию.
Но на этом сходство заканчивается. Бобык сказал, что пропилен обычно на 50% дешевле, чем ацетилен, в 20 раз более стабилен с очень низкой склонностью к воспламенению, а один 100-фунтовый цилиндр может выполнять работу пяти больших ацетиленовых цилиндров.
Поскольку выходная тепловая единица вторичного пламени ацетилена меньше, чем пропилен, у него более длительное время предварительного нагрева. Но как только металл нагревается, пропилен разрезается на 25-30% быстрее, чем не только ацетилен, но и любой другой топливный газ, без шлака и без необходимости измельчения.Он обеспечивает гладкие, чистые пропилы и может резать холодную сталь до 25 дюймов.
Но как только металл нагревается, пропилен разрезается на 25-30% быстрее, чем не только ацетилен, но и любой другой топливный газ, без шлака и без необходимости измельчения.Он обеспечивает гладкие, чистые пропилы и может резать холодную сталь до 25 дюймов.
«Пропилен увеличивает производство, обеспечивает качественную резку без шлака, исключает измельчение и сокращает время предварительного нагрева», — сказал Бобык. И когда целью является снижение затрат на рабочую силу, стабильность, стоимость и скорость — все соответствует требованиям.
Другие топливные газы
Помимо ацетилена и пропилена, три других широко используемых топливных газа — это пропан, хемтан и природный газ.
По словам Бобика, высокое количество пропана в BTU делает его хорошим выбором для нагрева крупных деталей и медленной резки стали толщиной более одного дюйма.Для небольших деталей, таких как валы, лучше подходит пропилен из-за его целенаправленного первичного и большого вторичного пламени. Пропилен также предпочтителен для газопламенного напыления или металлизации, резки толстой стали, резки под углом и резки лома.
Пропилен также предпочтителен для газопламенного напыления или металлизации, резки толстой стали, резки под углом и резки лома.
Природный газ в недорогом газе, но имеет длительное время предварительного нагрева и очень медленно режется. Кроме того, его обычно доставляют по трубопроводу, а не по цилиндрам, что не очень удобно для небольшого или среднего производственного цеха.
СВЯЗАННЫЙ: Выбор правильных режущих головок для Oxy-Fuel
Газы и режущие наконечники
Выбор подходящего топливного газа — не единственная важная часть качественной резки — важен и сам режущий наконечник.«Сегодня на рынке представлено множество насадок для резки, и есть лишь несколько советов, которые обладают выдающейся производительностью и надежностью, чтобы дать вам наилучшие результаты», — сказал Бобик. Разница? Вставка из нержавеющей стали. По его словам, это может стоить немного дороже, но длится в три-пять раз дольше.
Дон Бобык — вице-президент по маркетингу и продажам компании Gas Innovations, производителя, очистителя и упаковщика специальных углеводородных газов высокой чистоты.
9 лучших комплектов резака (обзоры на 2021 год)
Резать металл резаком опасно, но очень весело.Комплекты резаков дорогие, поэтому обеспечение безопасности имеет решающее значение, если вы хотите оставаться в безопасности и максимально эффективно использовать свои деньги. Соответствие факела задаче снижает ваши шансы попасть в аварию.
Мы рассмотрим 9 лучших комплектов резаков, чтобы помочь вам определиться.
Изображение
Модель
Сравните лучшие
Характеристики
Лучший комплект кислородно-ацетиленового резака
Резак Victor Technologies Medalist
- Эргономичная ручка
- Популярный производитель
- Поставляется с защитными очками
Лучшая резка для систем отопления, вентиляции и кондиционирования воздуха
TurboTorch 0386-0832 Комплект резака
- Идеально подходит для детальной работы
- Специализируется на меди и HVAC
- Сверхбыстрый
Лучший комплект переносного резака
Сумка Victor Technologies без резервуаров
- Простота транспортировки
- Множество аксессуаров
- Поставляется со шлангом длиной 22 фута
Лучший комплект сварочной и режущей горелки
Кислородно-ацетиленовый комплект Hobart для средних условий эксплуатации
- Универсальный инструмент
- 20-футовый шланг
- 6-дюймовая глубина резания
Лучший комплект резака для начинающих
Комплект переносного сварочного резака ZENY
- 15 футов шланга
- Латунный резак и ручка
- Поставляется с бойком и очками
Лучший комплект резака для тяжелых условий эксплуатации
Комплект резака Victor Technologies Medalist
- Шланг длиной 25 футов
- Резак и ручка из латуни
- Конструкция для тяжелых условий эксплуатации
Лучший бюджетный комплект резака
Кислородно-ацетиленовая горелка ABN
- Шланг длиной 25 футов
- Медные наконечники
- Включает кейс для переноски
Лучший комплект для пропановой резки
Кислородно-пропановая резка BLUEFIRE
- Совместимость со смесью пропана и MAPP
- Поставляется со стойками для газовых баллонов
- Точечный наконечник горелки
Best for Farmers
Горел для кузнечной сварки и резки США
- Идеален для ремонта на фермах
- Глубина резания 6 дюймов
- Головка и корпус из кованой латуни
Плазменный резак лучше резака?
Оба используются по-разному. Плазменные резаки более точны и используют ионизированный газ для резки металла на глубину около дюйма. Плазма требует сжатого воздуха и большого количества электроэнергии. Плазменные резаки подходят для резки цветных металлов, таких как алюминий и нержавеющая сталь, материалов, которые становятся все более распространенными в строительстве и промышленности.
Плазменные резаки более точны и используют ионизированный газ для резки металла на глубину около дюйма. Плазма требует сжатого воздуха и большого количества электроэнергии. Плазменные резаки подходят для резки цветных металлов, таких как алюминий и нержавеющая сталь, материалов, которые становятся все более распространенными в строительстве и промышленности.
Plasma также ускоряет процесс, делая операцию более эффективной, создавая меньше шлака и сокращая пропил.
Резаки — это рабочая лошадка в мире производителей.Они могут резать металл толщиной до 12 дюймов. Некоторые промышленные фрезы могут увеличить эту глубину до 20 дюймов. Плазменные резаки с этим не могут конкурировать.
Кроме того, резаки портативны по сравнению с плазменными резаками, поэтому они работают практически в любом сценарии. Вы бы использовали резак для резки черных металлов и металлов на основе железа, поэтому они используются совершенно иначе, чем плазменные резаки. Посмотрите на крупномасштабные строительные работы, для которых требуются железные балки, и вы увидите, что кто-то работает с резаком.
Как выбрать лучший резак
Каждый комплект резака индивидуален, поэтому выбор наиболее важных функций очень важен, чтобы получить лучший резак за свои деньги.Вот несколько важных соображений.
Калибры
Вам нужны четкие и легко читаемые манометры для контроля давления газа.
Регуляторы
Для каждого резака необходим регулятор для контроля количества газа, подаваемого в резак. Также должен быть кислородный регулятор, если в комплекте тоже сварщик. Вы будете различать их, потому что они разного цвета.
Ищите газовые шланги соответствующего цвета, чтобы не путать ацетилен с кислородом.
Резак
Лучше всего достать латунный фонарик. Ищите эргономичную ручку для повышения уровня комфорта при работе с резаком и лучшего контроля при манипуляциях с наконечником.
Режущее мастерство
Определитесь с типом резки, которую вы хотите выполнить, а затем выберите резак, который соответствует вашим ожиданиям. Если вы собираетесь резать более толстый материал, убедитесь, что резак подходит для этой задачи.
Если вы собираетесь резать более толстый материал, убедитесь, что резак подходит для этой задачи.
подсказки
Наконечники могут быть дорогими, поэтому, если вы можете получить дополнительные наконечники с набором, то отлично.Это может сэкономить вам несколько долларов. Наконечники нулевого размера обычно режут на глубину до 1,5 дюйма. Ищите фонарик с легко заменяемыми наконечниками. Некоторым требуется специальный инструмент для их замены, и это замедлит вашу работу.
Качество строительства
Многие резаки изготавливаются из латуни и нержавеющей стали. Эти материалы предотвращают коррозию, и, скорее всего, они будут прочными и устойчивыми к нагреванию. Короче говоря, они служат дольше, экономят ваши деньги и обеспечивают расширенный сервис.
Лучший резак 2021 года
Доступно несколько комплектов для резки резаком, поэтому мы прочесали рынок, чтобы представить вам нашу лучшую 9.
1. Система плазменной резки Victor Technologies Medalist
Лучший комплект кислородно-ацетиленового резака
Victor доминирует в этом секторе, предлагая широкий ассортимент комплектов горелок для любых областей применения. Этот набор для средних нагрузок подходит для металла толщиной 0,50 дюйма или 5 дюймов с дополнительным наконечником, который можно приобрести за дополнительную плату.Наконечник, входящий в комплект, не имеет рейтинга.
Этот набор для средних нагрузок подходит для металла толщиной 0,50 дюйма или 5 дюймов с дополнительным наконечником, который можно приобрести за дополнительную плату.Наконечник, входящий в комплект, не имеет рейтинга.
Горелка имеет эргономичную ручку для повышения уровня комфорта и продления срока использования. Это также обеспечивает лучшее управление горелкой, что повышает вашу точность. Рукоятка имеет плоскую сторону, которая легко помещается между большим и указательным пальцами, чтобы уменьшить соскальзывание, что обычно делали старые ручки.
Он даже поставляется с бойком и парой защитных очков для сварки. Виктор установил цену на этот резак, чтобы понравиться новичкам и бюджетникам, хотя это не самый дешевый резак из имеющихся.
ЗА:
- Эргономичная ручка.
- Популярный производитель.
- Поставляется с защитными очками.
- По разумной цене.
Минусы:
- Только для средних задач.
- Ограниченная глубина резания.

2. Комплект резака TurboTorch
Лучший комплект резака для HVAC
Если вы ищете набор фонарей для HVAC, то это может быть тот, который вам нужен. Этот комплект воздух-ацетилен обеспечивает высокую температуру, сверхбыструю работу и сокращает время пайки, снижая затраты на топливо.Другим преимуществом этих типов фонарей является способность проникать в узкие места для мелкой работы.
Если вы ремонтируете системы HVAC, это жизненно важный атрибут. Эти горелки предназначены для промышленных применений, где присутствует медь, поэтому они идеально подходят для систем отопления, вентиляции и кондиционирования воздуха. Он оснащен защитными кожухами для манометров, цилиндровым ключом и 12-футовым шлангом.
Можно припаять на глубину до 1,5 дюймов мягким припоем, а с серебром — на 0,75 дюйма.
ЗА:
- Идеально для детальной работы.
- Специализируется на меди и системах отопления, вентиляции и кондиционирования воздуха.
- Супер-быстрый.

Минусы:
- Ограниченное использование.
- Не хватает мощности.
- Ограниченная глубина резания.
3. Сумка Victor Technologies G150 без резервуаров
Лучший портативный комплект для резки
Что отличает этот комплект, так это сумка с колесами, в которой установлены два газовых баллона. Это означает, что когда вы попадаете на место работы, вы готовы к работе. В комплект входят все качественные компоненты, которые вы ожидаете от Victor, включая 12-футовый шланг и ударник.
Сумка делает оборудование немного тяжелее, но надежное хранение газовых баллонов при транспортировке имеет решающее значение, поэтому дополнительный вес того стоит. В комплект также входят газовый и кислородный регуляторы, а также обратные клапаны и защитные очки.
Если вам важна скорость работы и вы хотите приступить к работе сразу же по прибытии в пункт назначения, эта сумка станет идеальным инструментом для выполнения этой задачи.
ЗА:
- Все в одном месте.
- Легко транспортировать.
- Множество аксессуаров.
- Шланг длиной 12 футов.
Минусы:
- Добавляет лишний вес.
- Цистерны раздельные.
4. Кислородно-ацетиленовый комплект Hobart для средних условий эксплуатации
Лучший комплект сварочной и режущей горелки
Hobart — резак средней мощности. Он идеально подходит для различных процессов, таких как резка и сварка. Он даже работает на пропане, если вы поменяете его на пропановые наконечники. Hobart — уважаемое имя в индустрии резки и сварки, а их машины пользуются популярностью как у профессионалов, так и у любителей.
Этот Hobart подходит для нескольких применений, таких как сельскохозяйственная техника, автомобили, охлаждение, легкое производство и общий ремонт. Он разрезает до 6 дюймов и сваривает до 0,50 дюйма, а длина шланга составляет впечатляющие 20 футов.
В комплект входят ударник, шланг и регуляторы, но в нем меньше регулировок наконечников, и нет случая, чтобы все держать в одном месте.
ЗА:
- Идеальный универсальный инструмент.
- Шланг длиной 20 футов.
- Глубина пропила 6 дюймов.
- Отличная цена.
Минусы:
- Плохая поддержка клиентов.
- От легких до средних.
5. Комплект переносной газовой сварочной горелки и газовой горелки ZENY
Комплект горелки для резки для начинающих
Этот резак легко мог получить бюджетную награду; это по конкурентоспособной цене. Он продается по гораздо меньшей цене, чем большинство из них. Итак, что у него есть? Он оснащен высокопроизводительными регуляторами кислорода и ацетилена с диаметром 2,5 дюйма с наилучшими характеристиками.
Он имеет латунный фонарик и латунный корпус клапана для максимальной прочности и производительности, а весь комплект изготовлен из нержавеющей стали или латуни для увеличения срока службы. Он оснащен роскошными одноступенчатыми регуляторами с обратными клапанами и имеет режущую способность 0,50 дюйма.
Это идеальный резак для новичков, потому что в нем есть все необходимое для начала работы.
ЗА:
- Изумительная цена.
- 15 футов шланга.
- Резак и ручка из латуни.
- Поставляется с бойком и защитными очками.
Минусы:
- Проблемы с качеством сборки.
- Клапаны подвержены утечкам.
6. Система резки резаком для тяжелых условий эксплуатации Victor Technologies Medalist 350
Лучший комплект резака для тяжелых условий эксплуатации
Теперь мы переходим к резакам для тяжелых условий эксплуатации. Этот Victor имеет глубину реза 0,75 дюйма при использовании стандартных насадок, но если вы приобретете дополнительные дополнительные насадки, эта толщина увеличится до 6 дюймов.
В этом комплекте есть шланг длиной 25 футов, что упрощает доступ к заготовке и позволяет вам попасть в труднодоступные места, не опасаясь, что вы не сможете добраться до них. Поставляется с регуляторами G350 и ручкой горелки со встроенными обратными клапанами.
Поставляется с регуляторами G350 и ручкой горелки со встроенными обратными клапанами.
Резак немного длиннее резака средней мощности, и он производит больше тепла.
ЗА:
- Шланг длиной 25 футов.
- Резак и ручка из латуни.
- Более длинный резак.
- Прочная конструкция.
7.Комплект горелки для кислородной и ацетиленовой горелки ABN
Лучший бюджетный комплект резака
Этот комплект состоит из прочных металлических деталей и поставляется в комплекте с прочным футляром для переноски, обеспечивающим безопасность всех битов. Что делает этот резак выдающимся, так это цена. Этот резак стоит в 5 раз меньше, чем некоторые из представленных в списке.
Поставляется с горелкой с 3 сварочными насадками и 1 режущей насадкой. Он имеет ручку с ручками клапана, а также устройство для очистки наконечников и воспламенитель. Чего ему не хватает, так это датчиков, показывающих PSI и давление кислорода и ацетилена.
Отсутствие калибра делает этот инструмент сложным для изучения, поэтому мы наградили его бюджетной моделью, а не лучшим резаком для начинающих.
ЗА:
- Бюджетная цена.
- Шланг длиной 25 футов.
- Медные наконечники.
- Кейс для переноски.
Минусы:
- Недорого.
- Технические вопросы.
- Нет датчиков.
8. Комплект кислородно-пропанового резака BLUEFIRE
Лучший комплект пропанового резака
Эта пропановая горелка создает температуру пламени 2900 градусов по Цельсию, что достаточно для плавления большинства металлов.Чугун имеет температуру плавления 1593 градуса по Цельсию, а нержавеющая сталь — 1450 градусов по Цельсию.
Этот резак предназначен для резки, сварки, пайки и пайки, и он даже поставляется в комплекте со стойками для газовых баллонов, чтобы все удерживалось. Он имеет эргономичную ручку, что делает его более удобным для захвата и использования в течение более длительного периода, и он совместим с MAPP, пропаном или их смесью.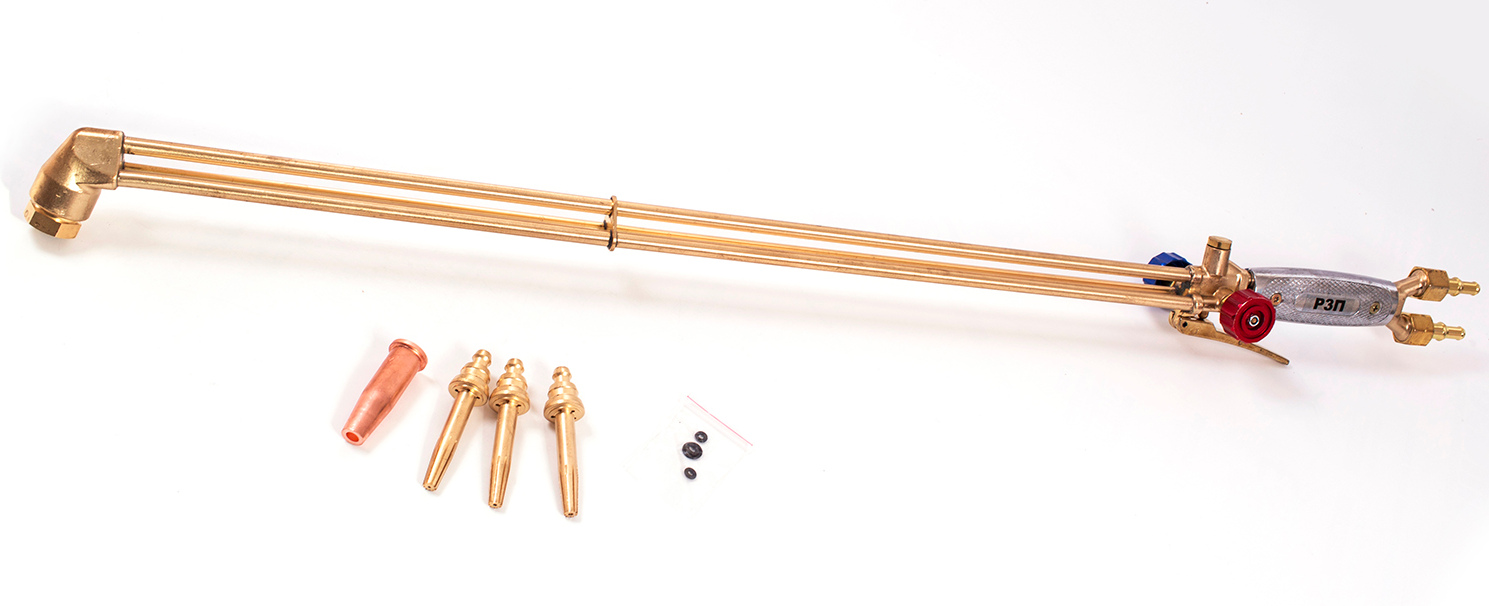
Это был почти бюджетный вариант, но проиграл модели ABN. Тем не менее, по деньгам это отличное вложение.
ЗА:
- Совместимость со смесью пропана и MAPP.
- Поставляется со стойками для газовых баллонов.
- Отличное соотношение цены и качества.
- Точечный наконечник горелки.
Минусы:
- Без датчиков.
- Не подходит для новичков.
9. Комплект горелки для кузнечной сварки и резки США
Лучший комплект горелки для фермеров
Эта горелка для резки и сварки US Forge — идеальный выбор для ремонта оборудования вашей фермы или ранчо.Это также полезно для строительства и автомобилестроения.
Головка и корпус резака изготовлены из кованой латуни, режущие насадки имеют двойные уплотнения для сверхплотных соединений, и он позволяет резать низкоуглеродистую сталь на глубину до 6 дюймов. Эти глубины возможны с помощью дополнительных наконечников, которые продаются отдельно, поэтому убедитесь, что вы получаете правильный наконечник для предстоящей задачи.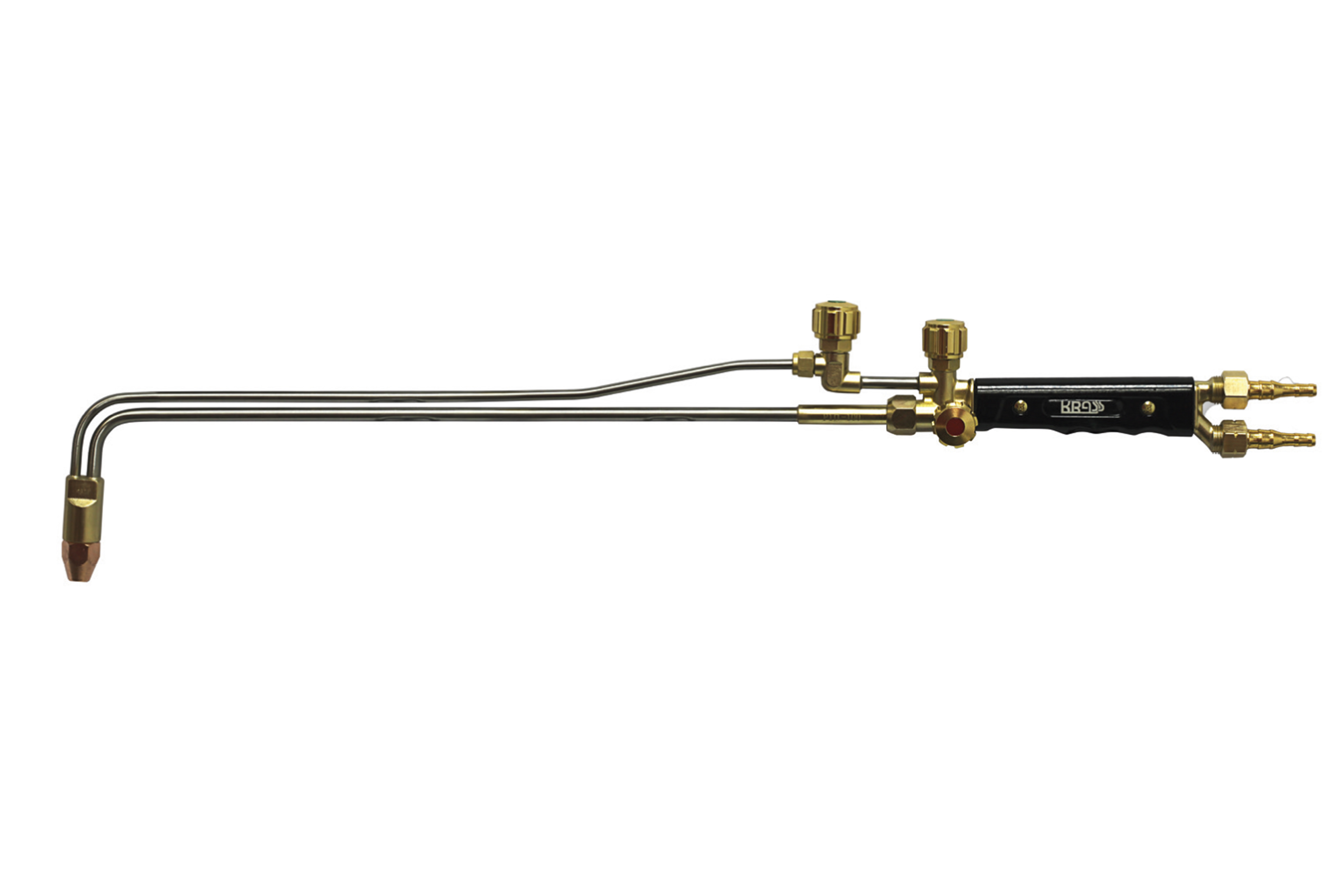
Поставляется с ударником, защитными очками и регуляторами кислорода и ацетилена.
ЗА:
- Идеально для ремонта фермы.
- Глубина пропила 6 дюймов.
- Головка и корпус из кованой латуни.
Минусы:
- Гарантия 90 дней.
- Манометры подходят только для больших резервуаров.
Сравнительная таблица комплектов резаков
Часто задаваемые вопросы о резаке
Насколько сильно нагревается кислородно-ацетиленовая горелка?
При смешивании кислорода и ацетилена температура пламени составляет 3150 градусов Цельсия. Это самый горячий из всех топливных газов и единственный, способный плавить сталь.
Какую настройку следует включить резак?
Это зависит от глубины резания. Для 0,25 дюйма вам следует использовать наконечник с нулевым номиналом и установить кислород на 30 фунтов на квадратный дюйм, а ацетилен на 4 фунта на квадратный дюйм. Для толщины от 1 до 1,5 дюймов установите ацетилен на 10 фунтов на квадратный дюйм, а кислород на 40 фунтов на квадратный дюйм.
Для толщины от 1 до 1,5 дюймов установите ацетилен на 10 фунтов на квадратный дюйм, а кислород на 40 фунтов на квадратный дюйм.
Вы сначала включаете кислород или ацетилен?
Сначала включите кислород, а затем ацетилен. Кроме того, при выключении сначала отключите подачу кислорода. Если закрыть ацетилен при открытом кислороде, может появиться «хлопок», который может выбросить сажу и мусор в газовые трубы, что приведет к закупорке.
Как резать сталь резаком?
Сначала необходимо нагреть металл, чтобы избежать деформации, а затем, в зависимости от толщины, установить для кислорода значение 40 фунтов на квадратный дюйм, а для ацетилена — 10 фунтов на квадратный дюйм. Удерживая горелку неподвижно, задержитесь на стали, пока она не начнет плавиться. Перемещайте резак по линии реза, следя за тем, чтобы металл достиг нужной температуры.
Когда дойдете до конца, выключите сначала кислород, а затем ацетилен.
Как долго служат портативные резаки?
У вас должно быть от 20 до 30 минут между отдыхами.
Почему трескает мой резак?
Это может быть проблема с потоком газа. Проверьте регулятор и отрегулируйте его, чтобы увидеть, прекратился ли шум. Также может быть, что когда вы выключаете горелку, вы сначала случайно отключаете ацетилен, а не кислород.
Режут ли комплекты резаков?
Комплекты резаковболее универсальны по сравнению с плазменными резаками, и у них гораздо больше областей применения. Они отлично подходят для выполнения работ на месте и резки, а также обладают возможностями сварки для выполнения мелкого ремонта.
Если вам нужен инструмент, способный справиться со всеми этими задачами, вам необходимо приобрести комплект резака.
Кислородно-топливная резка
Кислородно-топливная резка (OFC) обрабатывает металл за счет химической реакции кислорода с металлом при повышенных температурах. Необходимая температура обеспечивается за счет сжигания топливного газа и кислорода (чистота не менее 99,5%). Режущее действие поддерживается потоком чистого кислорода. Горелка, используемая в процессе резки, создает пламя предварительного нагрева путем смешивания топливного газа с кислородом в правильных пропорциях для поддержания горения.Она также обеспечивает концентрированный поток чистого кислорода к опорной плите. Этот кислород окисляет горячий металл и удаляет его из зоны стыка. В зависимости от выбранного топливного газа и конкретного применения используются разные режущие наконечники и смесительные камеры горелки. Среди используемых топливных газов — ацетилен, FG-2 ™ , пропилен, пропан и природный газ.
Горелка, используемая в процессе резки, создает пламя предварительного нагрева путем смешивания топливного газа с кислородом в правильных пропорциях для поддержания горения.Она также обеспечивает концентрированный поток чистого кислорода к опорной плите. Этот кислород окисляет горячий металл и удаляет его из зоны стыка. В зависимости от выбранного топливного газа и конкретного применения используются разные режущие наконечники и смесительные камеры горелки. Среди используемых топливных газов — ацетилен, FG-2 ™ , пропилен, пропан и природный газ.
Зачем нужна кислородная резка?
- Как правило, сталь можно резать быстрее по сравнению с механическими средствами
- Базовое ручное оборудование недорогое, очень портативное, универсальное и безопасное в использовании
- Толстые и тонкие листы можно быстро разрезать с помощью механизированных систем
- Экономичный метод подготовки кромок пластин для снятия фаски
- Может использоваться для легкой резки ржавой и покрытой окалиной пластиной
- Для получения приемлемых результатов требуются лишь умеренные навыки
Ограничения
- Допуски на размеры не так точны по сравнению с другими процессами резки
- Только для резки углеродистой и литой стали
- Необходимо соблюдать осторожность, чтобы свести к минимуму опасность пожара и ожогов, возникающих в результате процесса
- Отверждаемые материалы и материалы из других специальных сплавов могут потребовать предварительного нагрева, последующего нагрева или того и другого после завершения процесса резки. Для оптимальной производительности режущие кромки должны точно соответствовать толщине разрезаемого основного материала
 Для оптимальной производительности режущие кромки должны точно соответствовать толщине разрезаемого основного материала
Для оптимальной производительности режущие кромки должны точно соответствовать толщине разрезаемого основного материалаТаблица операций ручной резки
| Толщина листа (дюймы) | Скорость резки (дюйм / мин) | Подогрев кислорода (фунт / кв. Дюйм) | Oxygen Cut Flow (CFH) | Давление кислорода (фунт / кв. Дюйм) | Расход топлива (куб. Фут / час) | Давление топлива (фунт / кв. Дюйм) | Обрезной пропил (дюйм) | Легкий диапазон | Серия для тяжелых условий эксплуатации | Резак прямой |
|---|---|---|---|---|---|---|---|---|---|---|
| 1/8 | 20-30 | 5-6 | 20-25 | 20-25 | 6-11 | 3-5 | 0.04 | |||
| 1/4 | 20–28 | 5-7 | 30-35 | 20-25 | 6-11 | 3-5 | 0,05 | |||
| 3/8 | 18–26 | 8-10 | 55-60 | 25-30 | 6-11 | 3-5 | 0.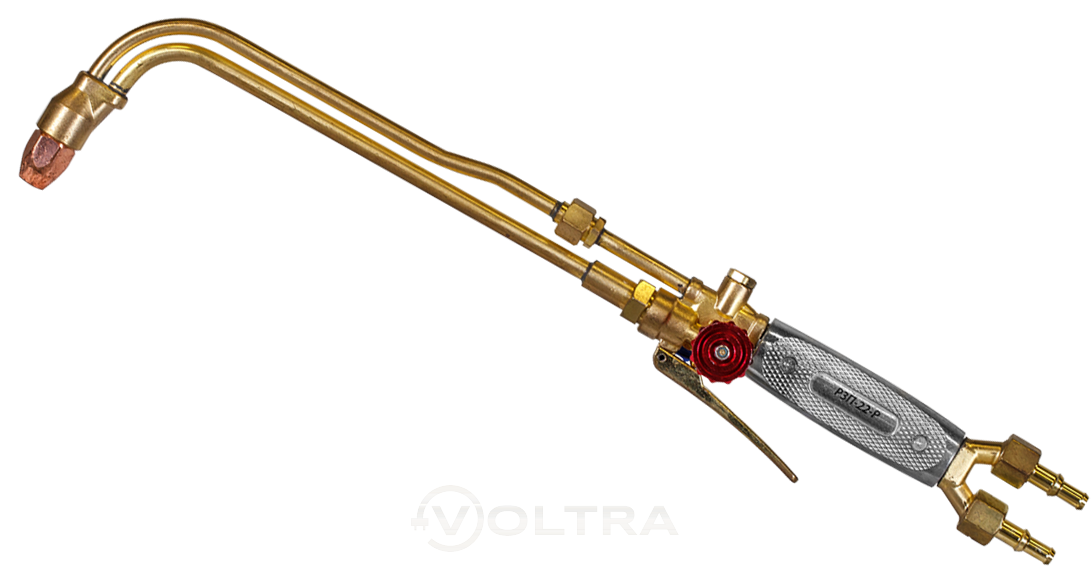 06 06 | |||
| 1/2 | 16-22 | 8-10 | 60-65 | 30-35 | 8-13 | 3-7 | 0,06 | |||
| 3/4 | 15-20 | 10–12 | 80-85 | 30-35 | 9-16 | 3-7 | 0.07 | |||
| 1 | 13–18 | 12-15 | 140-160 | 35-40 | 10–18 | 3-7 | 0,09 | |||
| 2 | 10–12 | 14–18 | 210-240 | 40-45 | 14-25 | 4-8 | 0. 11 11 | |||
| 3 | 10–12 | 16-20 | 280-320 | 40-50 | 18–28 | 5-11 | 0,12 | |||
| 4 | 6-9 | 20-30 | 390-450 | 45-55 | 20-30 | 6-13 | 0.15 | |||
| 6 + * | 4-6 | 25-35 | 500-600 | 30-40 | 22-30 | 8-14 | 0,15 |
* Минимальные требования к шлангу с наружным диаметром 3/8 (OD).
Операционная карта станка
| Толщина листа (дюймы) | Скорость резания (дюйм / мин) | Подогрев кислорода (фунт / кв. Дюйм) | Oxygen Cut Flow (CFH) | Давление кислорода (фунт / кв. Дюйм) | Расход топлива (куб. Фут / час) | Давление топлива (фунт / кв. Дюйм) | Обрезной пропил (дюйм) | Совет |
|---|---|---|---|---|---|---|---|---|
| 3/8 | 22–29 | 25-45 | 68-75 | 85-95 | 6-11 | 5-10 | 0.05 | 00 |
| 1/2 | 20–28 | 45-65 | 110-120 | 85-95 | 8-13 | 5-10 | 0,06 | 0 |
| 3/4 | 18–26 | 45-75 | 110-120 | 85-95 | 9-16 | 5-10 | 0. 06 06 | 0 |
| 1 | 17-24 | 75-100 | 145-160 | 85-95 | 10–18 | 5-10 | 0,07 | 1 |
| 2 | 11-15 | 90-110 | 230–250 | 85-95 | 14-25 | 7-12 | 0.09 | 2 |
| 3 | 9-11 | 90-110 | 230–250 | 85-95 | 18–28 | 7-12 | 0,09 | 2 |
| 4 | 7-10 | 100-120 | 285-320 | 85-95 | 22-35 | 7-12 | 0. 11 11 | 3 |
| 6+ | 4-7 | 100-120 | 285-320 | 85-95 | 27-37 | 10-15 | 0,11 | 3 |
| 8+ | 4-6 | 110-130 | 390-450 | 85-95 | 25-65 | 10-15 | 0.14 | 4 |
| 10+ | 3-5 | 120–140 | 670-720 | 85-95 | 25-65 | 10-15 | 0,18 | 5 |
Комплекты кислородно-пропанового резака
Выбрать продуктColeman B / P C250170g Газовый баллончик с бутаном / пропаном — 2175POWERSOURCE 445G B / P MIX CARTRIDGE350G BUTANE PROPAN MIX GAS CARTRIDGE227GM BAYONET BUTANE CARTRIDGECAMPINGAZ C206 Газовый баллончик с газовым баллоном CV4 Пропатер Газовый баллончик с газовым баллоном CV2CAMPINGAZ300 Сборка 35 дюймов ST POL x W2012622, Пигтейл-шланг для пропана 20 дюймов ST POL x W20 Шланг высокого давления оранжевого цвета — отверстие 8 мм, змеевик 3 м. Шланг высокого давления оранжевого цвета — отверстие 8 мм, змеевик 2 м. Шланг высокого давления оранжевого цвета — отверстие 8 мм, шланг высокого давления змеевика 1 м — 4 .Диаметр 8 мм, спираль 3 м Оранжевый шланг высокого давления — диаметр 4,8 мм, спираль 2 м Шланг высокого давления оранжевого цвета — диаметр 4,8 мм, спираль 1 м 15527, Снегирь 233P Пропановый комплект для автоматической горелки (рычаг зажигания) 14850, Снегирь № 404 Паяльная паяльная горелка Снегирь №21479 135/01 Расширенный комплект резака с регулятором 11325, Форсунка для газового шланга Fulham — сжатие 15 мм x 10 мм 8992, Сопло для газового шланга Fulham — сжатие 5/16 дюйма x 10 мм 12572, Стандартный комплект горелки с пропаном Bullfinch — 140P12571, Стандартный комплект горелки на пропане Bullfinch — 110P8196, высокое давление Насадка для шланга — 3/8 дюйма BSP TM x 10 мм.d.8870, насадка для шланга высокого давления — 1/4 дюйма BSP TM x 8,35 мм OD8869, насадка для шланга высокого давления — 1/4 дюйма BSP TM x 6,85 мм od8873, насадка для газового шланга Fulham — 1/2 дюйма BSP F x 10 мм 8872, сопло для газового шланга Fulham — 3/8 дюйма BSP F x 10 мм 6244, сопло для газового шланга Fulham — 1/4 дюйма BSP F x 10 мм 8009, сопло для газового шланга Fulham — 1/8 дюйма BSP F x 10 мм 6247, сопло для газового шланга Fulham — 1 / 2 «BSP TM x 10 мм 8871, сопло для газового шланга Fulham — 3/8» BSP TM x 10 мм 6246, сопло для газового шланга Fulham — 1/4 «BSP TM x 10 мм 6245, сопло для газового шланга Fulham — 1/8» BSP TM x 10 мм 8843, ФОРСУНКА С 3-Х ХОДОВЫМ ШЛАНГОМ — 90 ° 8842, ФОРСУНКА С ТРЕХХОДНЫМ ШЛАНГОМ — 60 ° 8844, ФОРСУНКА С 4-Х ХОДОВЫМ ШЛАНГОМ 8862, КОЛЬЦО КОЛЬЦА ДВОЙНОЙ ГОРЕЛКИ24035, КОЛЬЦО КОЛЬЦА, ТРОЙНАЯ ГОРЕЛКА ОДИНОЧНОГО ТОКА19537, БОЛЬШОЙ КОЛЬЦО СТАЛЬНОЙ КОЛЛЕКТОРЫ С ДВИГАТЕЛЕМ 88, БОЛЬШОЙ КОЛЬЦО88 С ПИТАНИЕМ УПЛОТНЕНИЯ КОЛЬЦЕВАЯ ОДИНАРНАЯ ГОРЕЛКА 12679, НАБОР ИЗ ДВУХ ПАКЕТОВ ДЛЯ РУЧНОЙ ПЕРЕМЕНА 21000, КОМПЛЕКТ ДЛЯ АВТОМАТИЧЕСКОЙ ЗАМЕНА ЧЕТЫРЕ ПАКОВ С OPSO13493, Набор для автоматической смены из двух пакетов 11725, Гаечный ключ POL из кованой стали — черный 11724, Гаечный ключ POL из штампованной стали — оцинкованный 23142, 12 мм ЗАЖИМ НА РЕГУЛЯТОРЕ БУТАНА С МАНОМЕТРОМ 23143, РЕГУЛЯТОР ПРОПАНА 37 мбар С МАНОМЕТРОМ 8810, РЕГУЛЯТОР ПРОПАНА 0.
Шланг высокого давления оранжевого цвета — отверстие 8 мм, змеевик 2 м. Шланг высокого давления оранжевого цвета — отверстие 8 мм, шланг высокого давления змеевика 1 м — 4 .Диаметр 8 мм, спираль 3 м Оранжевый шланг высокого давления — диаметр 4,8 мм, спираль 2 м Шланг высокого давления оранжевого цвета — диаметр 4,8 мм, спираль 1 м 15527, Снегирь 233P Пропановый комплект для автоматической горелки (рычаг зажигания) 14850, Снегирь № 404 Паяльная паяльная горелка Снегирь №21479 135/01 Расширенный комплект резака с регулятором 11325, Форсунка для газового шланга Fulham — сжатие 15 мм x 10 мм 8992, Сопло для газового шланга Fulham — сжатие 5/16 дюйма x 10 мм 12572, Стандартный комплект горелки с пропаном Bullfinch — 140P12571, Стандартный комплект горелки на пропане Bullfinch — 110P8196, высокое давление Насадка для шланга — 3/8 дюйма BSP TM x 10 мм.d.8870, насадка для шланга высокого давления — 1/4 дюйма BSP TM x 8,35 мм OD8869, насадка для шланга высокого давления — 1/4 дюйма BSP TM x 6,85 мм od8873, насадка для газового шланга Fulham — 1/2 дюйма BSP F x 10 мм 8872, сопло для газового шланга Fulham — 3/8 дюйма BSP F x 10 мм 6244, сопло для газового шланга Fulham — 1/4 дюйма BSP F x 10 мм 8009, сопло для газового шланга Fulham — 1/8 дюйма BSP F x 10 мм 6247, сопло для газового шланга Fulham — 1 / 2 «BSP TM x 10 мм 8871, сопло для газового шланга Fulham — 3/8» BSP TM x 10 мм 6246, сопло для газового шланга Fulham — 1/4 «BSP TM x 10 мм 6245, сопло для газового шланга Fulham — 1/8» BSP TM x 10 мм 8843, ФОРСУНКА С 3-Х ХОДОВЫМ ШЛАНГОМ — 90 ° 8842, ФОРСУНКА С ТРЕХХОДНЫМ ШЛАНГОМ — 60 ° 8844, ФОРСУНКА С 4-Х ХОДОВЫМ ШЛАНГОМ 8862, КОЛЬЦО КОЛЬЦА ДВОЙНОЙ ГОРЕЛКИ24035, КОЛЬЦО КОЛЬЦА, ТРОЙНАЯ ГОРЕЛКА ОДИНОЧНОГО ТОКА19537, БОЛЬШОЙ КОЛЬЦО СТАЛЬНОЙ КОЛЛЕКТОРЫ С ДВИГАТЕЛЕМ 88, БОЛЬШОЙ КОЛЬЦО88 С ПИТАНИЕМ УПЛОТНЕНИЯ КОЛЬЦЕВАЯ ОДИНАРНАЯ ГОРЕЛКА 12679, НАБОР ИЗ ДВУХ ПАКЕТОВ ДЛЯ РУЧНОЙ ПЕРЕМЕНА 21000, КОМПЛЕКТ ДЛЯ АВТОМАТИЧЕСКОЙ ЗАМЕНА ЧЕТЫРЕ ПАКОВ С OPSO13493, Набор для автоматической смены из двух пакетов 11725, Гаечный ключ POL из кованой стали — черный 11724, Гаечный ключ POL из штампованной стали — оцинкованный 23142, 12 мм ЗАЖИМ НА РЕГУЛЯТОРЕ БУТАНА С МАНОМЕТРОМ 23143, РЕГУЛЯТОР ПРОПАНА 37 мбар С МАНОМЕТРОМ 8810, РЕГУЛЯТОР ПРОПАНА 0. 5-4 БАР С НАПРАВЛЯЮЩИМ 8810, РЕГУЛЯТОР ПРОПАНА ВЫСОКОГО ДАВЛЕНИЯ 1 БАР (ФИКСИРОВАННАЯ) 8800, РЕГУЛЯТОР ПРОПАНА LP 50 мбар SMALL8800, РЕГУЛЯТОР ПРОПАНА LP 37 мбар МАЛЫЙ 8802, 37 мбар ЗАЖИМ НА ПРОПАНЕ REG15163, ЦЕПЬ ПРОПАНА 8802, ЦЕПАН ПРОПАН 8809 РЕГУЛЯТОР СВАРОЧНОГО ГАЗА LP8807, РЕГУЛЯТОР БУТАНА (БУТЫЛКА КАЛОРА 4,5 кг) 8805, ЗАЖИМ 21 мм НА РЕГУЛЯТОРЕ БУТАНА P36225 Сварочное одеяло 2M X 2M 1000’CP36224 Сварочное одеяло 2M X 1M 1000’CP3631 1000 WELDING X1 MANK 1000’CP3631 1000 5036 X 1M WELDING ‘CP3622 СВАРОЧНОЕ ОХЛАЖДЕНИЕ 2M X 2M 600’ CP3621 СВАРОЧНОЕ ОХЛАЖДЕНИЕ 2M X 1M 600’CFR-EXT УДЛИНИТЕЛЬ СТАЛЬНОЙ РАМЫ 0.6mP3630 СВАРОЧНОЕ ОХЛАЖДЕНИЕ 50M X 1M 600’CP3886FR СТАЛЬНАЯ РАМА 2.4 × 1.8MP3666FR СТАЛЬНАЯ РАМА 1.8 × 1.8MP3886CG ЗЕЛЕНЫЙ КАНВАС СВАРОЧНАЯ ЗАВЕСА 2.4 X 1.8MP3666CG ЗЕЛЕНЫЙ КАНВАС СВАРОЧНАЯ ШТОРКА 1.8 X 1.8MP3IN646CG ЗАВЕСА 1.8 X 1.8 ) P3886G ЗЕЛЕНАЯ СВАРОЧНАЯ ЗАВЕСА ПВХ 2,4 X 1.8MP3666G ЗЕЛЕНАЯ СВАРОЧНАЯ ЗАВЕСА ПВХ 1,8 X 1,8MP3646G ЗЕЛЕНАЯ СВАРОЧНАЯ ЗАВЕСА ПВХ 1,2 X 1,8MP3886O ОРАНЖЕВАЯ СВАРОЧНАЯ ЗАВЕСА ИЗ ПВХ 2.
5-4 БАР С НАПРАВЛЯЮЩИМ 8810, РЕГУЛЯТОР ПРОПАНА ВЫСОКОГО ДАВЛЕНИЯ 1 БАР (ФИКСИРОВАННАЯ) 8800, РЕГУЛЯТОР ПРОПАНА LP 50 мбар SMALL8800, РЕГУЛЯТОР ПРОПАНА LP 37 мбар МАЛЫЙ 8802, 37 мбар ЗАЖИМ НА ПРОПАНЕ REG15163, ЦЕПЬ ПРОПАНА 8802, ЦЕПАН ПРОПАН 8809 РЕГУЛЯТОР СВАРОЧНОГО ГАЗА LP8807, РЕГУЛЯТОР БУТАНА (БУТЫЛКА КАЛОРА 4,5 кг) 8805, ЗАЖИМ 21 мм НА РЕГУЛЯТОРЕ БУТАНА P36225 Сварочное одеяло 2M X 2M 1000’CP36224 Сварочное одеяло 2M X 1M 1000’CP3631 1000 WELDING X1 MANK 1000’CP3631 1000 5036 X 1M WELDING ‘CP3622 СВАРОЧНОЕ ОХЛАЖДЕНИЕ 2M X 2M 600’ CP3621 СВАРОЧНОЕ ОХЛАЖДЕНИЕ 2M X 1M 600’CFR-EXT УДЛИНИТЕЛЬ СТАЛЬНОЙ РАМЫ 0.6mP3630 СВАРОЧНОЕ ОХЛАЖДЕНИЕ 50M X 1M 600’CP3886FR СТАЛЬНАЯ РАМА 2.4 × 1.8MP3666FR СТАЛЬНАЯ РАМА 1.8 × 1.8MP3886CG ЗЕЛЕНЫЙ КАНВАС СВАРОЧНАЯ ЗАВЕСА 2.4 X 1.8MP3666CG ЗЕЛЕНЫЙ КАНВАС СВАРОЧНАЯ ШТОРКА 1.8 X 1.8MP3IN646CG ЗАВЕСА 1.8 X 1.8 ) P3886G ЗЕЛЕНАЯ СВАРОЧНАЯ ЗАВЕСА ПВХ 2,4 X 1.8MP3666G ЗЕЛЕНАЯ СВАРОЧНАЯ ЗАВЕСА ПВХ 1,8 X 1,8MP3646G ЗЕЛЕНАЯ СВАРОЧНАЯ ЗАВЕСА ПВХ 1,2 X 1,8MP3886O ОРАНЖЕВАЯ СВАРОЧНАЯ ЗАВЕСА ИЗ ПВХ 2. 4MX 1.8MP3466O ОРАНЖЕВАЯ СВАРОЧНАЯ ЗАВЕСА из ПВХ 1,8462М Х 1.8MP3590 ЕАР DEFENDERSP3266 BROW GUARDP3261 СБРОС VISORP3261-5 Шейд 5 VISORP3260-5 Шейд 5 VISORP3260-3 Шейд 3 VISORP3390 4,5 х 2″ FLIP UP СВАРКИ GOGGLESP3310 SKI ТИП СВАРКИ GOGGLESXR270 ВЕЛКРО SWEATBANDXR1017 CHARGERXR1016 BATTERYXR1014 лицевым уплотнителем и FIXINGSXR1013 головной убор ФИКСАЦИИ KITXR1012 ПОТ ДИАПАЗОН для головы GEARXR1011 головной убор INC AIR DUCTXR1010 FR шланг COVERXR1009 шланг для подачи воздуха и CONNECTORSXR1008 поясному ремню & ПЛЕЧЕ HARNESSXR1007 Р3 НЕРА FILTERXR1006 Активированный уголь PRE FILTERXR1005 СПАРК ARRESTORXR1004 ФИЛЬТР крышка с CATCHXR1001 продающие BAG18 / 90 Набор для резки — Plugged INC СЛУЧАЙ КОНТРАКТАНТЫ SET BC18 / 90 ОБРАБОТКА НАБОР — НАБОР ПОДРЯДЧИКА С ЗАГЛУШКАМИ Набор для резки оксиена / пропана — Набор с пробкой — Набор для подрядчиков 4 20MT764620-PR 6 мм 20 м 1/4 «шланг для пропана 761020-OX 20 мм 10 м 3/8» фитинг кислородный шланг 761005-OX 5 мм 10 м 3/8 «кислородный шланг 760620 -OX 6 мм 20 м 1/4 «кислородный шланг 760 6 10 OX 6 мм 10 м 1/4» кислородный шланг 761620-OX 6 мм 20 м 3/8 «кислородный шланг 761605-OX 6 мм 5 м 3/8″ установлен Кислород Hose760805-ОХ 8 мм 5m 3/8» встроен кислород hoseHeating Насадка 5 705105Heating Насадка 4 705104Heating Насадка 3 705103Heating Насадка 2 705102SWAGED Форсунка 25 704225SWAGED СОПЛО 18 704218SWAGED СОПЛО 13 704213SWAGED СОПЛО 10 704210SWAGED СОПЛО 7 704207Lightwieght Насадка 13 704113Lightwieght Насадка 10 704110Lightwieght Насадка 7 704107swaged Насадка 5 704205VVC ФОРСУНКА 5.
4MX 1.8MP3466O ОРАНЖЕВАЯ СВАРОЧНАЯ ЗАВЕСА из ПВХ 1,8462М Х 1.8MP3590 ЕАР DEFENDERSP3266 BROW GUARDP3261 СБРОС VISORP3261-5 Шейд 5 VISORP3260-5 Шейд 5 VISORP3260-3 Шейд 3 VISORP3390 4,5 х 2″ FLIP UP СВАРКИ GOGGLESP3310 SKI ТИП СВАРКИ GOGGLESXR270 ВЕЛКРО SWEATBANDXR1017 CHARGERXR1016 BATTERYXR1014 лицевым уплотнителем и FIXINGSXR1013 головной убор ФИКСАЦИИ KITXR1012 ПОТ ДИАПАЗОН для головы GEARXR1011 головной убор INC AIR DUCTXR1010 FR шланг COVERXR1009 шланг для подачи воздуха и CONNECTORSXR1008 поясному ремню & ПЛЕЧЕ HARNESSXR1007 Р3 НЕРА FILTERXR1006 Активированный уголь PRE FILTERXR1005 СПАРК ARRESTORXR1004 ФИЛЬТР крышка с CATCHXR1001 продающие BAG18 / 90 Набор для резки — Plugged INC СЛУЧАЙ КОНТРАКТАНТЫ SET BC18 / 90 ОБРАБОТКА НАБОР — НАБОР ПОДРЯДЧИКА С ЗАГЛУШКАМИ Набор для резки оксиена / пропана — Набор с пробкой — Набор для подрядчиков 4 20MT764620-PR 6 мм 20 м 1/4 «шланг для пропана 761020-OX 20 мм 10 м 3/8» фитинг кислородный шланг 761005-OX 5 мм 10 м 3/8 «кислородный шланг 760620 -OX 6 мм 20 м 1/4 «кислородный шланг 760 6 10 OX 6 мм 10 м 1/4» кислородный шланг 761620-OX 6 мм 20 м 3/8 «кислородный шланг 761605-OX 6 мм 5 м 3/8″ установлен Кислород Hose760805-ОХ 8 мм 5m 3/8» встроен кислород hoseHeating Насадка 5 705105Heating Насадка 4 705104Heating Насадка 3 705103Heating Насадка 2 705102SWAGED Форсунка 25 704225SWAGED СОПЛО 18 704218SWAGED СОПЛО 13 704213SWAGED СОПЛО 10 704210SWAGED СОПЛО 7 704207Lightwieght Насадка 13 704113Lightwieght Насадка 10 704110Lightwieght Насадка 7 704107swaged Насадка 5 704205VVC ФОРСУНКА 5. 5 703113VVC ОБРАБОТКА СОПЛО-703112VVC ОБРАБОТКА СОПЛО-703111VVC ОБРАБОТКА СОПЛО-703110VVC ОБРАБОТКА СОПЛО 2.5 703109VVC ОБРАБОТКА СОПЛО-703108VVC ОБРАБОТКА СОПЛО 1.5 703107VVC ОБРАБОТКА СОПЛО-703106VVC ОБРАБОТКА СОПЛО 0,5 703105VVC ОБРАБОТКА СОПЛО-703104VVC ОБРАБОТКА СОПЛО 00 703103VVC ОБРАБОТКИ СОПЛО 3/0 703102VVC Резка сопло Размер 4/0 703101VVC Режущее сопло Размер 5/0 703100PNME ФОРСУНКА 1/8 «3,2 мм 702332PNME ФОРСУНКА 3/32» 2,4 мм 702324PNME ФОРСУНКА 5/64 «2,0 мм 702320PNME ФОРСУНКА 1/16» 1 ФОРСУНКА.6MM 702316PNME РЕЖУЩАЯ СОПЛА 3/64 «1.2MM 702312PNME РЕЖУЩАЯ СОПЛА 1/32» 0.8MM 702308PNM РЕЖУЩАЯ СОПЛА 1/8 «3.2MM 702132PNM РЕЖУЩАЯ ФОРСУНКА 3/32» 2.4MM 702124PNZM NOZM ФРЕЗЕРНАЯ ФОРСУНКА 1/32 «702124PNZM / 8 «3,2 мм 712332APACHI РЕЖУЩАЯ СОПЛА 3/32» 2,4 мм 712324РЕЖУЩАЯ СОПЛА APACHI 1/16 «1,6 мм 712316APACHI РЕЖУЩАЯ СОПЛА 3/64» 1,2 ММ 712312APACHI РЕЗНАЯ СОПЛО 1/32 «0,8 ММ 712308 ФОРСУНКА 1 УЗИВАЮЩАЯ ФОРСУНКА 1 / 16 «1.6MM 705203AFNM РЕЗНОЕ СОПЛО 3/64» 1.2MM 705202AFNM РЕЗНОЕ СОПЛО 1/32 «0.
5 703113VVC ОБРАБОТКА СОПЛО-703112VVC ОБРАБОТКА СОПЛО-703111VVC ОБРАБОТКА СОПЛО-703110VVC ОБРАБОТКА СОПЛО 2.5 703109VVC ОБРАБОТКА СОПЛО-703108VVC ОБРАБОТКА СОПЛО 1.5 703107VVC ОБРАБОТКА СОПЛО-703106VVC ОБРАБОТКА СОПЛО 0,5 703105VVC ОБРАБОТКА СОПЛО-703104VVC ОБРАБОТКА СОПЛО 00 703103VVC ОБРАБОТКИ СОПЛО 3/0 703102VVC Резка сопло Размер 4/0 703101VVC Режущее сопло Размер 5/0 703100PNME ФОРСУНКА 1/8 «3,2 мм 702332PNME ФОРСУНКА 3/32» 2,4 мм 702324PNME ФОРСУНКА 5/64 «2,0 мм 702320PNME ФОРСУНКА 1/16» 1 ФОРСУНКА.6MM 702316PNME РЕЖУЩАЯ СОПЛА 3/64 «1.2MM 702312PNME РЕЖУЩАЯ СОПЛА 1/32» 0.8MM 702308PNM РЕЖУЩАЯ СОПЛА 1/8 «3.2MM 702132PNM РЕЖУЩАЯ ФОРСУНКА 3/32» 2.4MM 702124PNZM NOZM ФРЕЗЕРНАЯ ФОРСУНКА 1/32 «702124PNZM / 8 «3,2 мм 712332APACHI РЕЖУЩАЯ СОПЛА 3/32» 2,4 мм 712324РЕЖУЩАЯ СОПЛА APACHI 1/16 «1,6 мм 712316APACHI РЕЖУЩАЯ СОПЛА 3/64» 1,2 ММ 712312APACHI РЕЗНАЯ СОПЛО 1/32 «0,8 ММ 712308 ФОРСУНКА 1 УЗИВАЮЩАЯ ФОРСУНКА 1 / 16 «1.6MM 705203AFNM РЕЗНОЕ СОПЛО 3/64» 1.2MM 705202AFNM РЕЗНОЕ СОПЛО 1/32 «0. 8MM 705201AGNM РАЗМЕР ИЗГИБНОЙ РЕЗКИ ФОРСУНКИ 25 702225AGNM РАЗМЕР ИЗГИБНОЙ РЕЗКИ 19 702219AGNM РАЗМЕР ИЗГИБНОЙ РЕЗКИ 13 702213 ANME ФОРСУНКА 1/8 ″ / 3,2 ММ 701232ANME ФОРСУНКА ФРЕЗЕРНАЯ ФОРСУНКА 3/212324 / ДЮЙМ 3/420 ФОРСУНКА 1/16 дюйма / 1,6 мм 701216ANME ФОРСУНКА 3/64 дюйма / 1,2 мм 701212ANM ФОРСУНКА 5/64 дюйма / 2,0 мм ФОРСУНКА 701120ANM 1/32 дюйма / 1,6 мм 701116CSS1010 Плоские сверхтонкие режущие диски 230 x 1,0 Плоские сверхтонкие отрезные диски CSS1210 x 22 мм (9 ″), нержавеющая сталь 125 x 1.0 x 22 мм (5 ″) Плоские сверхтонкие отрезные диски CSS1010, нержавеющие 115 x 1,0 x 22 мм (4,5 ″) Плоские супертонкие отрезные диски CSS1010, нержавеющие 100 x 1,0 x 16 мм (4 дюйма) Parweld PRO3600-30ER Pro-Grip 360A Welding Горелка, с кабелем 5 м и фитингами Euro Parweld PRO3600-30ER Pro-Grip 360A, с кабелем 4M и фитингами Euro Parweld PRO2500-30ER Pro-Grip 250A Сварочная горелка, с кабелем 5M и фитингом Euro Parweld PRO2500-30ER Pro-Grip 250A Сварочная горелка, с кабелем 4M и фитингом EuroParweld PRO1500-40ER Pro-Grip 150A Сварочная горелка, включая кабель 5M и фитинг EuroParweld PRO1500-40ER Pro-Grip 150A Сварочная горелка, включая кабель 4M и фитинг EuroP3788 Сварочная куртка Parweld Panther (размер XXL) P3788 Сварочная куртка Parweld Panther (размер XL) P3788 Сварочная куртка Parweld Panther (размер M) P3829 Алюминированный защитный экран для рук P3810 Перчатка для механиков P3840 Латексная перчатка с термозахватом P3824 Panther Pro GauntletXR938H / R Parweld True Color Light Reactive Welding & Parweld Helding Col наш светореактивный сварочный и шлифовальный шлем (синий) XR938H / S Parweld True Color Light реактивный сварочный и шлифовальный шлем (серебристый) XR938H / E Parweld True Color Light Reactive Сварочный и шлифовальный шлем (дизайн американского орла) XR938H / F Parweld True Color Light Reactive Сварочно-шлифовальный шлем (пламя) СОПЛО ANME CUT 1/32 ″ / 0.
8MM 705201AGNM РАЗМЕР ИЗГИБНОЙ РЕЗКИ ФОРСУНКИ 25 702225AGNM РАЗМЕР ИЗГИБНОЙ РЕЗКИ 19 702219AGNM РАЗМЕР ИЗГИБНОЙ РЕЗКИ 13 702213 ANME ФОРСУНКА 1/8 ″ / 3,2 ММ 701232ANME ФОРСУНКА ФРЕЗЕРНАЯ ФОРСУНКА 3/212324 / ДЮЙМ 3/420 ФОРСУНКА 1/16 дюйма / 1,6 мм 701216ANME ФОРСУНКА 3/64 дюйма / 1,2 мм 701212ANM ФОРСУНКА 5/64 дюйма / 2,0 мм ФОРСУНКА 701120ANM 1/32 дюйма / 1,6 мм 701116CSS1010 Плоские сверхтонкие режущие диски 230 x 1,0 Плоские сверхтонкие отрезные диски CSS1210 x 22 мм (9 ″), нержавеющая сталь 125 x 1.0 x 22 мм (5 ″) Плоские сверхтонкие отрезные диски CSS1010, нержавеющие 115 x 1,0 x 22 мм (4,5 ″) Плоские супертонкие отрезные диски CSS1010, нержавеющие 100 x 1,0 x 16 мм (4 дюйма) Parweld PRO3600-30ER Pro-Grip 360A Welding Горелка, с кабелем 5 м и фитингами Euro Parweld PRO3600-30ER Pro-Grip 360A, с кабелем 4M и фитингами Euro Parweld PRO2500-30ER Pro-Grip 250A Сварочная горелка, с кабелем 5M и фитингом Euro Parweld PRO2500-30ER Pro-Grip 250A Сварочная горелка, с кабелем 4M и фитингом EuroParweld PRO1500-40ER Pro-Grip 150A Сварочная горелка, включая кабель 5M и фитинг EuroParweld PRO1500-40ER Pro-Grip 150A Сварочная горелка, включая кабель 4M и фитинг EuroP3788 Сварочная куртка Parweld Panther (размер XXL) P3788 Сварочная куртка Parweld Panther (размер XL) P3788 Сварочная куртка Parweld Panther (размер M) P3829 Алюминированный защитный экран для рук P3810 Перчатка для механиков P3840 Латексная перчатка с термозахватом P3824 Panther Pro GauntletXR938H / R Parweld True Color Light Reactive Welding & Parweld Helding Col наш светореактивный сварочный и шлифовальный шлем (синий) XR938H / S Parweld True Color Light реактивный сварочный и шлифовальный шлем (серебристый) XR938H / E Parweld True Color Light Reactive Сварочный и шлифовальный шлем (дизайн американского орла) XR938H / F Parweld True Color Light Reactive Сварочно-шлифовальный шлем (пламя) СОПЛО ANME CUT 1/32 ″ / 0. РЕЖУЩАЯ СОПЛА 8ММ 701208ANM РЕЖУЩАЯ ФОРСУНКА 1/32 ″ / 0,8 ММ ММ 3/32 ″ / 2,4 ММ РЕЖУЩАЯ ФОРСУНКА 3/64 ″ / 1,2 ММ РУЧНАЯ ФОРСУНКА 1/8 ″ / 3,2 ММ РЕГУЛЯТОР ОДНОСТУПЕНЧАТЫЙ СОЕДИНИТЕЛЬ СО2 СОЕДИНИТЕЛЬНЫЙ ДАТЧИК 2 СТУПЕНЧАТЫЙ ИЗМЕРИТЕЛЬ ДАТЧИК ARGONREGULATOR 300 бар одноступенчатый 2 ДАТЧИК OXYGENREGULATOR 25 бар одноступенчатый ДАТЧИК ACETYLENEREGULATOR одноступенчатый ДАТЧИК ARGONREGULATOR 25 бар одноступенчатый ПОДСОЕДИНЕН PROPANEREGULATOR 300 бар 0-10 одноступенчатый ПОДСОЕДИНЕН OXYGENREGULATOR 25 бар одноступенчатый ПОДСОЕДИНЕН ACETYLENEPARWELD XTM 2001 МИГ ИНВЕРТОР 200AMP ПАКЕТ 1PARWELD TIG INVERTER XTT ДИАПАЗОН 200P P1 PACKAGEPARWELD XTS 163 MMA ИНВЕРТОР ДИАПАЗОН P1 PACKAGEPARWELD XTS 403 MMA INVERTER RANGE P1 PACKAGEParweld XTE201C Автомобильная компактная миграционная машина — P1 PackageParweld XTE 171 Автомобильная компактная мигрирующая машина в комплекте 1GS1060 Диск 100 мм * Parw.0 мм (одиночные) XR938H / P Сварочный шлем Parweld True Color Light, реактивный сварочный и шлифовальный шлем P3765 Кожаный сварочный шлем Parweld Panther Кожаный сварочный рукав (одинарный) P3745 Кожаный сварочный костюм Parweld P3788 Сварочный шлем Parweld Panther (размер L) P3725 Parweld Panther Welding Apron C / W Buckriles and T Перчатка Gripper LiteP3860 Перчатка Parweld PU Gripper GloveP3855 Перчатка Parweld Panther Drivers GloveP3854 Перчатка Parweld Panther Mesh Back Drivers GloveP3845 Перчатка Parweld ISO с вырезом CP3839 Перчатка Parweld Panther Pro TIGP3838 Перчатка Parweld Panther Fingertip Partid35 Перчатка TIGP38 P3828 Перчатка / перчатка Parweld Panther с алюминизированным покрытием P3826 Двусторонняя перчатка / перчатка Parweld Panther (одиночные) P3825 Перчатка / перчатка Parweld Panther P3822 Перчатка / рукавица Parweld, Panther Pro Ex Длина рукава / перчатки P3820 Parweld Welding Gauntlet805Parweld Перчатка Риггера arweld XR940A Power Air Purifying Сварочная защитная маскаParweld XR937H Extra Large View Weld & Grind HelmetParweld E7018 Электроды для дуговой сварки MMA с низким содержанием водорода, 4.
РЕЖУЩАЯ СОПЛА 8ММ 701208ANM РЕЖУЩАЯ ФОРСУНКА 1/32 ″ / 0,8 ММ ММ 3/32 ″ / 2,4 ММ РЕЖУЩАЯ ФОРСУНКА 3/64 ″ / 1,2 ММ РУЧНАЯ ФОРСУНКА 1/8 ″ / 3,2 ММ РЕГУЛЯТОР ОДНОСТУПЕНЧАТЫЙ СОЕДИНИТЕЛЬ СО2 СОЕДИНИТЕЛЬНЫЙ ДАТЧИК 2 СТУПЕНЧАТЫЙ ИЗМЕРИТЕЛЬ ДАТЧИК ARGONREGULATOR 300 бар одноступенчатый 2 ДАТЧИК OXYGENREGULATOR 25 бар одноступенчатый ДАТЧИК ACETYLENEREGULATOR одноступенчатый ДАТЧИК ARGONREGULATOR 25 бар одноступенчатый ПОДСОЕДИНЕН PROPANEREGULATOR 300 бар 0-10 одноступенчатый ПОДСОЕДИНЕН OXYGENREGULATOR 25 бар одноступенчатый ПОДСОЕДИНЕН ACETYLENEPARWELD XTM 2001 МИГ ИНВЕРТОР 200AMP ПАКЕТ 1PARWELD TIG INVERTER XTT ДИАПАЗОН 200P P1 PACKAGEPARWELD XTS 163 MMA ИНВЕРТОР ДИАПАЗОН P1 PACKAGEPARWELD XTS 403 MMA INVERTER RANGE P1 PACKAGEParweld XTE201C Автомобильная компактная миграционная машина — P1 PackageParweld XTE 171 Автомобильная компактная мигрирующая машина в комплекте 1GS1060 Диск 100 мм * Parw.0 мм (одиночные) XR938H / P Сварочный шлем Parweld True Color Light, реактивный сварочный и шлифовальный шлем P3765 Кожаный сварочный шлем Parweld Panther Кожаный сварочный рукав (одинарный) P3745 Кожаный сварочный костюм Parweld P3788 Сварочный шлем Parweld Panther (размер L) P3725 Parweld Panther Welding Apron C / W Buckriles and T Перчатка Gripper LiteP3860 Перчатка Parweld PU Gripper GloveP3855 Перчатка Parweld Panther Drivers GloveP3854 Перчатка Parweld Panther Mesh Back Drivers GloveP3845 Перчатка Parweld ISO с вырезом CP3839 Перчатка Parweld Panther Pro TIGP3838 Перчатка Parweld Panther Fingertip Partid35 Перчатка TIGP38 P3828 Перчатка / перчатка Parweld Panther с алюминизированным покрытием P3826 Двусторонняя перчатка / перчатка Parweld Panther (одиночные) P3825 Перчатка / перчатка Parweld Panther P3822 Перчатка / рукавица Parweld, Panther Pro Ex Длина рукава / перчатки P3820 Parweld Welding Gauntlet805Parweld Перчатка Риггера arweld XR940A Power Air Purifying Сварочная защитная маскаParweld XR937H Extra Large View Weld & Grind HelmetParweld E7018 Электроды для дуговой сварки MMA с низким содержанием водорода, 4. 0 мм * 350 мм, 5 кг в упаковке Parweld E7018 Электроды для дуговой сварки MMA с низким содержанием водорода, 3,2 мм * 350 мм, 5 кг УПАКОВКА Электроды для дуговой сварки MMA для низкоуглеродистой стали E6013, упаковка 4,0 мм * 350 мм, 5 кг Parweld E6013 Электроды для дуговой сварки MMA для низкоуглеродистой стали, упаковка 2,5 кг, 3,2 мм * 350 мм Стальные электроды для дуговой сварки MMA, 3,2 мм * 350 мм, 5 кг в упаковкеParweld E6013 Электроды для дуговой сварки MMA для низкоуглеродистой стали, упаковка 2,5 мм * 350 мм, 2,5 кг * 300 мм в упаковке, 5 кг. Инверторный сварочный аппарат для сварки TIG на 500 А, 400 В Сварочный агрегат Parweld XTT 182DV-P1 180A, 230V Инверторный сварочный аппарат TIGParweld PR17-25S1BG Pro-Grip Max 150A TIG Сварочная горелка, доступная с кабелями 4 м или 8 м Parweld PRO9-12S1BG Pro-Grip Max 125A TIG Сварочная горелка, PRO5000, кабели PRO 4 м или 4 м или PRO -30ER Pro-Grip 501W Сварочная горелка с водяным охлаждением, длина кабеля 3 м, 4 м и 5 м Сварочная горелка Parweld PRO3600-30ER Pro-Grip 360A, с кабелем 3 м и фитингами Euro Parweld PRO2500-30ER Pro-Grip 250A, сварочная горелка 3 м Сварочная горелка Parweld PRO1500-30ER Pro-Grip 150A с кабелем 3M и фитингом EuroParweld XTS 203 MMA Inverter 200AMP, 400V с дополнительным скретч-стартером TIG TorchParweld XTS 203 MMA Inverter 200AMP 400VParweld XTS 202 MMA Startch Inverch 200A Инвертор XTS 202 MMA 200 А, 240 В Инвертор Parweld XTS162 MMA 160 А, 240 В с дополнительным пускателем с нуля, инвертор для сварки MMA Parweld XTS162, 160 А, 240 В Инвертор Parweld XTS 142 MMA, 140 А, 240 В с O Плазменный резак Parweld XTS 142 MMA, 140 А, 240 В Набор для кислородно-ацетиленовой сварки и пайки, включая набор для кислородно-ацетиленовой сварки и пайки Case18 / 90, комплект для резки ацетилена — 2 манометра, включая комплект для работы с чемоданом — Комплект для кислородной / пропановой резки вставлен в комплект, комплект для подрядчиков Комплектация 1 Автомобильная компактная сварочная машина Parweld XTE 171 — 170 А — 240 В — Упаковка 1 Инвертор Parweld XTM 503I Synergic MIG — 500 А — 400 В — Упаковка 1 Инвертор Parweld XTM 254I Synergic — 250 А — 400 В — Упаковка 1 Parweld XTMAMP 252I Synergic 250 — упаковка 1 XTM 403S MIG Transformer Machine — 350 AMP — Пакет 1 Parweld XTM301C MIG Трансформаторная машина — 300 А — Комплект 1 Parweld XTM 301S MIG Трансформаторная машина 300 А — Комплект 1 Инвертор Parweld XTM 182I MIG, 180 А — Комплект 1 Инвертор Parweld XTM 160I MIG, 160 А — Комплект 1Parweld XTM 252I 250 АМПЕР СИЭНЕРГЕТИЧЕСКИЙ ИНФОРМАЦИОННЫЙ СИГНАЛ G3 ARCING TORCHESEV010215101 SAMSON 150A EU ДЕРЖАТЕЛЬ ДЛЯ ЭЛЕКТРОДА / СТЕРЖНЯEW1625PW РАЗЪЕМ ТИПА DIN 16-25MMEW200C ЗАЖИМ ДЛЯ ЗАЗЕМЛЕНИЯ КРОКОДИЛ 200 AMPTX50025010 СВАРОЧНАЯ ПЛОСКА / ДУГОВЫЕ ПРУТКИ ДЛЯ ЧУГУНА.
0 мм * 350 мм, 5 кг в упаковке Parweld E7018 Электроды для дуговой сварки MMA с низким содержанием водорода, 3,2 мм * 350 мм, 5 кг УПАКОВКА Электроды для дуговой сварки MMA для низкоуглеродистой стали E6013, упаковка 4,0 мм * 350 мм, 5 кг Parweld E6013 Электроды для дуговой сварки MMA для низкоуглеродистой стали, упаковка 2,5 кг, 3,2 мм * 350 мм Стальные электроды для дуговой сварки MMA, 3,2 мм * 350 мм, 5 кг в упаковкеParweld E6013 Электроды для дуговой сварки MMA для низкоуглеродистой стали, упаковка 2,5 мм * 350 мм, 2,5 кг * 300 мм в упаковке, 5 кг. Инверторный сварочный аппарат для сварки TIG на 500 А, 400 В Сварочный агрегат Parweld XTT 182DV-P1 180A, 230V Инверторный сварочный аппарат TIGParweld PR17-25S1BG Pro-Grip Max 150A TIG Сварочная горелка, доступная с кабелями 4 м или 8 м Parweld PRO9-12S1BG Pro-Grip Max 125A TIG Сварочная горелка, PRO5000, кабели PRO 4 м или 4 м или PRO -30ER Pro-Grip 501W Сварочная горелка с водяным охлаждением, длина кабеля 3 м, 4 м и 5 м Сварочная горелка Parweld PRO3600-30ER Pro-Grip 360A, с кабелем 3 м и фитингами Euro Parweld PRO2500-30ER Pro-Grip 250A, сварочная горелка 3 м Сварочная горелка Parweld PRO1500-30ER Pro-Grip 150A с кабелем 3M и фитингом EuroParweld XTS 203 MMA Inverter 200AMP, 400V с дополнительным скретч-стартером TIG TorchParweld XTS 203 MMA Inverter 200AMP 400VParweld XTS 202 MMA Startch Inverch 200A Инвертор XTS 202 MMA 200 А, 240 В Инвертор Parweld XTS162 MMA 160 А, 240 В с дополнительным пускателем с нуля, инвертор для сварки MMA Parweld XTS162, 160 А, 240 В Инвертор Parweld XTS 142 MMA, 140 А, 240 В с O Плазменный резак Parweld XTS 142 MMA, 140 А, 240 В Набор для кислородно-ацетиленовой сварки и пайки, включая набор для кислородно-ацетиленовой сварки и пайки Case18 / 90, комплект для резки ацетилена — 2 манометра, включая комплект для работы с чемоданом — Комплект для кислородной / пропановой резки вставлен в комплект, комплект для подрядчиков Комплектация 1 Автомобильная компактная сварочная машина Parweld XTE 171 — 170 А — 240 В — Упаковка 1 Инвертор Parweld XTM 503I Synergic MIG — 500 А — 400 В — Упаковка 1 Инвертор Parweld XTM 254I Synergic — 250 А — 400 В — Упаковка 1 Parweld XTMAMP 252I Synergic 250 — упаковка 1 XTM 403S MIG Transformer Machine — 350 AMP — Пакет 1 Parweld XTM301C MIG Трансформаторная машина — 300 А — Комплект 1 Parweld XTM 301S MIG Трансформаторная машина 300 А — Комплект 1 Инвертор Parweld XTM 182I MIG, 180 А — Комплект 1 Инвертор Parweld XTM 160I MIG, 160 А — Комплект 1Parweld XTM 252I 250 АМПЕР СИЭНЕРГЕТИЧЕСКИЙ ИНФОРМАЦИОННЫЙ СИГНАЛ G3 ARCING TORCHESEV010215101 SAMSON 150A EU ДЕРЖАТЕЛЬ ДЛЯ ЭЛЕКТРОДА / СТЕРЖНЯEW1625PW РАЗЪЕМ ТИПА DIN 16-25MMEW200C ЗАЖИМ ДЛЯ ЗАЗЕМЛЕНИЯ КРОКОДИЛ 200 AMPTX50025010 СВАРОЧНАЯ ПЛОСКА / ДУГОВЫЕ ПРУТКИ ДЛЯ ЧУГУНА. NI99 CI 2,5 мм 1.0KGRC3082540 СТЕРЖЕНЬ ДЛЯ ДУГОВОЙ СВАРКИ SIFCHROME 308L 2,5 мм 4KGRWN41V33 ЗАПЧАСТИ ДЛЯ ГОРЕЛКИ TIG — КОРОТКАЯ ЗАДНЯЯ КОЛПАЧКА (9 20) (41V PK5) RWN45V42 ЗАДНИЙ ЗАДНИЙ КОЛПАК (45V42) RWN13N26 ЗАПЧАСТИ ДЛЯ ГОРЕЛКИ TIG — 0,040 ЦАНЖИ (PK 5) (13N21) RWN13N21 ЗАМЕНА ЦАНЖИ ДЛЯ TIG ФАЗА 0,040 (PK 5) (13N21) RWN13N08 WCF — КЕРАМИКА — СОПЛО 1/4 ALUMIGINA NOZZLE (PK810) (13 Сварка — Вольфрам SUPERSTRIKE 1,6 ММ ПРОДАН КАЖДОЙ ЗОЛОТОЙ НАКОНЕЧНИК HP16616 — 1.6 мм 1,5% лантанового вольфрама 1/16 ЗОЛОТА ПРОДАНА EACHHA16516 BLACK TIP TIG Вольфрам — 1,6 мм 1% лантановый вольфрам 1/16 продано каждый TIG TUNGSTEN — ЦИРКОН-ВОЛЬФРАМ 1,6 ММ ПРОДАН 1/16 КАЖДЫЙHP16110 — Вольфрам с КРАСНЫМ НАКОНЕЧНИКОМ — ТОР ВУЛЬФРАМ 1,0 ММ 2% .040 EARO961250 ТИГ БРОНЗОВЫЙ БРАЗИНГ — SIFSILCOPPER NO 968 СТАЛЬНАЯ БРОНЗОВАЯ НЕРЖАВЕЮЩАЯ СТАЛЬНАЯ ПЕРЕДАЧА ТИГОВАЯ ЛИСТОВАЯ НЕРЖАВЕЮЩАЯ ЦИЛИНДРИРОВАТЬ НЕТ 968 1,2 ММ6 5,0 кг АЛЮМИНИЕВЫЕ ШТАНГИ - СИФАЛЮМИНОВЫЙ NO 15 4043A 1.6MM 2.5KGRA151225 SIF низкоуглеродистая сталь TIG удилища — SIFSTEEL A15 1.
NI99 CI 2,5 мм 1.0KGRC3082540 СТЕРЖЕНЬ ДЛЯ ДУГОВОЙ СВАРКИ SIFCHROME 308L 2,5 мм 4KGRWN41V33 ЗАПЧАСТИ ДЛЯ ГОРЕЛКИ TIG — КОРОТКАЯ ЗАДНЯЯ КОЛПАЧКА (9 20) (41V PK5) RWN45V42 ЗАДНИЙ ЗАДНИЙ КОЛПАК (45V42) RWN13N26 ЗАПЧАСТИ ДЛЯ ГОРЕЛКИ TIG — 0,040 ЦАНЖИ (PK 5) (13N21) RWN13N21 ЗАМЕНА ЦАНЖИ ДЛЯ TIG ФАЗА 0,040 (PK 5) (13N21) RWN13N08 WCF — КЕРАМИКА — СОПЛО 1/4 ALUMIGINA NOZZLE (PK810) (13 Сварка — Вольфрам SUPERSTRIKE 1,6 ММ ПРОДАН КАЖДОЙ ЗОЛОТОЙ НАКОНЕЧНИК HP16616 — 1.6 мм 1,5% лантанового вольфрама 1/16 ЗОЛОТА ПРОДАНА EACHHA16516 BLACK TIP TIG Вольфрам — 1,6 мм 1% лантановый вольфрам 1/16 продано каждый TIG TUNGSTEN — ЦИРКОН-ВОЛЬФРАМ 1,6 ММ ПРОДАН 1/16 КАЖДЫЙHP16110 — Вольфрам с КРАСНЫМ НАКОНЕЧНИКОМ — ТОР ВУЛЬФРАМ 1,0 ММ 2% .040 EARO961250 ТИГ БРОНЗОВЫЙ БРАЗИНГ — SIFSILCOPPER NO 968 СТАЛЬНАЯ БРОНЗОВАЯ НЕРЖАВЕЮЩАЯ СТАЛЬНАЯ ПЕРЕДАЧА ТИГОВАЯ ЛИСТОВАЯ НЕРЖАВЕЮЩАЯ ЦИЛИНДРИРОВАТЬ НЕТ 968 1,2 ММ6 5,0 кг АЛЮМИНИЕВЫЕ ШТАНГИ - СИФАЛЮМИНОВЫЙ NO 15 4043A 1.6MM 2.5KGRA151225 SIF низкоуглеродистая сталь TIG удилища — SIFSTEEL A15 1. 2MM 2.5кг STEELSW120573 PLASMA CUTTER SPARE PART — Электрод HAFNIUMSW020382 PLASMA CUTTER SPARE PART — Электрод ССЫЛ MAX 20SWPC801ZR Плазменная резка ЗАПЧАСТИ — Электрод ZIRCONIUMSWPC306 Электрод ZR х 14.5мм для Binzel PSB30 Совместимость плазмотронов .Qh350405W НАКОНЕЧНИК НАКОНЕЧНИКА 250A M6 PACK 5Qh280320W MIG WIRE LINER 3M 0,6MM — 0,8MMQh280301W КОНУСНОЕ СОПЛО 180AQh280306W MIG WELDING CONTACT TIP 0,6MM 180A M6 — PACK DISL 10TGOSN20 AR 10TWM M6 / GROSN20 AR 10TGOSND GAMS 115 DIG-GAMS 115 DIG-GAMONDISDOUSNE GDOSN010 100 GRITSC60100GKW ЗАСЛОННЫЙ ДИСК 100X22MM 60 GRIT — CERIM40DCGM DPC ШЛИФОВАЛЬНЫЙ ДИСК (100X6.4X16MM) Гелиевый баллонный насос — Premium Гелиевый баллонный насос — стандартный VZFC08045 Безгазовая сварочная проволока MIG 0,8 мм 0,45 кг WO330840 SifMIG 308LSi Металлическая проволока MIG 0,8 мм 3,75 кг WO270865 SifMIG 5356 Не железистая проволока MIG50 6,5 MIG WireDZ10001 Газовый баллон с кислородом и ацетиленом TrollyDZ10004 Портативная тележка для газового баллона SmallPC600630T Комплект сварочного стола 600 мм * 630 мм P3410 НЕЙЛОНОВЫЕ ЧЕРНЫЕ ОФОРМЛЕНИЯ РАМЫ — CLEARP3420 Ясные спецификации безопасности ЛИНЗЫ ШЛЕМА — 1.
2MM 2.5кг STEELSW120573 PLASMA CUTTER SPARE PART — Электрод HAFNIUMSW020382 PLASMA CUTTER SPARE PART — Электрод ССЫЛ MAX 20SWPC801ZR Плазменная резка ЗАПЧАСТИ — Электрод ZIRCONIUMSWPC306 Электрод ZR х 14.5мм для Binzel PSB30 Совместимость плазмотронов .Qh350405W НАКОНЕЧНИК НАКОНЕЧНИКА 250A M6 PACK 5Qh280320W MIG WIRE LINER 3M 0,6MM — 0,8MMQh280301W КОНУСНОЕ СОПЛО 180AQh280306W MIG WELDING CONTACT TIP 0,6MM 180A M6 — PACK DISL 10TGOSN20 AR 10TWM M6 / GROSN20 AR 10TGOSND GAMS 115 DIG-GAMS 115 DIG-GAMONDISDOUSNE GDOSN010 100 GRITSC60100GKW ЗАСЛОННЫЙ ДИСК 100X22MM 60 GRIT — CERIM40DCGM DPC ШЛИФОВАЛЬНЫЙ ДИСК (100X6.4X16MM) Гелиевый баллонный насос — Premium Гелиевый баллонный насос — стандартный VZFC08045 Безгазовая сварочная проволока MIG 0,8 мм 0,45 кг WO330840 SifMIG 308LSi Металлическая проволока MIG 0,8 мм 3,75 кг WO270865 SifMIG 5356 Не железистая проволока MIG50 6,5 MIG WireDZ10001 Газовый баллон с кислородом и ацетиленом TrollyDZ10004 Портативная тележка для газового баллона SmallPC600630T Комплект сварочного стола 600 мм * 630 мм P3410 НЕЙЛОНОВЫЕ ЧЕРНЫЕ ОФОРМЛЕНИЯ РАМЫ — CLEARP3420 Ясные спецификации безопасности ЛИНЗЫ ШЛЕМА — 1. 0 DIOPTER MAGES11060SP ЗАМЕНА 110 мм X 60 мм POLYCARB CLAER СВАРОЧНЫЕ ЛИНЗЫ ДЛЯ ШЛЕМА 442000G СМЕНА ПРОЗРАЧНОГО СТЕКЛА ЛИНЗЫ КРЫШКИ 4 1/4 «* 2» ДЛЯ СВАРОЧНОГО ШЛЕМА HW1109010 ЗОЛОТАЯ ЗАМЕНА ЛИНЗЫ ДЛЯ СВАРОЧНОГО ШЛЕМА 4 1/4 X10 ЗАПАСНОЙ ЛИНЗЫ ДЛЯ СВАРОЧНОГО ШЛЕМА 11020 мм X 90 мм 2 ШВАЛОВАЯ КОЛПАЧКА 1020 мм X10 ЛИНЗЫ CE ДЛЯ СВАРКИ HELMETEHW442009G СМЕННОЕ СТЕКЛО 4 1/4 X 2 9EW ЛИНЗЫ CE ДЛЯ СВАРКИ HW442008G СМЕННОЕ СТЕКЛО 4 1/4 X 2 8EW ЛИНЗЫ CE ДЛЯ СВАРОЧНОЙ СВАРКИ HELMETEHW442006G ЗАМЕНА СТЕКЛА HELMETEHW442006G ЗАМЕНА СТЕКЛА HEL 4 1/4 X 2 6EW 1/4 X 2 5EW ЛИНЗЫ CE ДЛЯ СВАРКИ РАСХОДОМЕР HELMETAU300 0 — 40 л / мин TWN001COMP КОНВЕРСИОННЫЙ ШЛАНГ MINI MIG (QF — 38BSP RH) AE3005LX РЕГУЛЯТОР ГАЗА ЗАЩИТЫ ДЛЯ СВАРКИ MIG И TIG Пищевая СО2 Морозостойкий углекислый газ Диоксид углерода 34 кг Заправка газа CO2 15 кг Отвод жидкости для замораживания стекла Пищевой диоксид углерода Заправка газа CO2 6.Отвод 35 кг жидкости для замораживания стекла МЕДНЫЙ ПРОВОД ММ 15 кг VZ181215LSG3 1,2 мм ПРОВОД SG3 MIG (15 кг) REELVZ181015LSG3 1,0 мм ПРОВОД SG3 MIG (15 кг) REELVZ180815LSG3 0,8MM SG3 MIG WIRE (15 кг) REELVZ181215LW2 WELVZ181215LW2ПРОВОД A18 С СЛОЕМ 0 ММ, ПРОВОД 15 КГ VZ1808050L SG2 ПРОВОД С СЛОЕМ A18 1,0 ММ, ПРОВОД 5 КГ REELVZ180650L SG2 0,6 мм A18 MIG WIRE (5 кг) REELVZ160607L SG2 0,6 мм A18 MIG WIRE (0,7 кг) REELFXTIPDIP50 Паста для защиты от разбрызгивания наконечника Sif 500 г Адаптер для защиты от разбрызгивания наконечника на водной основе EG1001w на водяной основе, 400 мл, расходомер AU300, ArNA, 0-40 л Адаптер для аргона На объекте Комплект для резки кислородом / пропаном — с заглушкой — Набор подрядчиков 2OP1000w Свариваемость Sif Toolbox Case OnlyFO010022 Sifbronze Fux 225gDZ205001 Tri Flint Spark LighterDA4003838RH От 3/8 дюйма до 3/8 дюйма R / H муфта для шланга DA4003838LH 3/8 дюйма на 3/8 дюйма Муфта для шланга леваяDA4003814RH Муфта для шланга с правой стороны от 1/4 «до 3/8» DA4001414RH 1/4 «Правая муфта для равномерного шлангаDA4001414LH 1/4» Левая муфта для равномерного шланга Легкое сопло 1 704101 Сопло с обжимом 3 704203 Сопло с обжимом 2 704202 Сопло с обжимом MN 1 704201 ФОРСУНКА NG 5/64 «2.
0 DIOPTER MAGES11060SP ЗАМЕНА 110 мм X 60 мм POLYCARB CLAER СВАРОЧНЫЕ ЛИНЗЫ ДЛЯ ШЛЕМА 442000G СМЕНА ПРОЗРАЧНОГО СТЕКЛА ЛИНЗЫ КРЫШКИ 4 1/4 «* 2» ДЛЯ СВАРОЧНОГО ШЛЕМА HW1109010 ЗОЛОТАЯ ЗАМЕНА ЛИНЗЫ ДЛЯ СВАРОЧНОГО ШЛЕМА 4 1/4 X10 ЗАПАСНОЙ ЛИНЗЫ ДЛЯ СВАРОЧНОГО ШЛЕМА 11020 мм X 90 мм 2 ШВАЛОВАЯ КОЛПАЧКА 1020 мм X10 ЛИНЗЫ CE ДЛЯ СВАРКИ HELMETEHW442009G СМЕННОЕ СТЕКЛО 4 1/4 X 2 9EW ЛИНЗЫ CE ДЛЯ СВАРКИ HW442008G СМЕННОЕ СТЕКЛО 4 1/4 X 2 8EW ЛИНЗЫ CE ДЛЯ СВАРОЧНОЙ СВАРКИ HELMETEHW442006G ЗАМЕНА СТЕКЛА HELMETEHW442006G ЗАМЕНА СТЕКЛА HEL 4 1/4 X 2 6EW 1/4 X 2 5EW ЛИНЗЫ CE ДЛЯ СВАРКИ РАСХОДОМЕР HELMETAU300 0 — 40 л / мин TWN001COMP КОНВЕРСИОННЫЙ ШЛАНГ MINI MIG (QF — 38BSP RH) AE3005LX РЕГУЛЯТОР ГАЗА ЗАЩИТЫ ДЛЯ СВАРКИ MIG И TIG Пищевая СО2 Морозостойкий углекислый газ Диоксид углерода 34 кг Заправка газа CO2 15 кг Отвод жидкости для замораживания стекла Пищевой диоксид углерода Заправка газа CO2 6.Отвод 35 кг жидкости для замораживания стекла МЕДНЫЙ ПРОВОД ММ 15 кг VZ181215LSG3 1,2 мм ПРОВОД SG3 MIG (15 кг) REELVZ181015LSG3 1,0 мм ПРОВОД SG3 MIG (15 кг) REELVZ180815LSG3 0,8MM SG3 MIG WIRE (15 кг) REELVZ181215LW2 WELVZ181215LW2ПРОВОД A18 С СЛОЕМ 0 ММ, ПРОВОД 15 КГ VZ1808050L SG2 ПРОВОД С СЛОЕМ A18 1,0 ММ, ПРОВОД 5 КГ REELVZ180650L SG2 0,6 мм A18 MIG WIRE (5 кг) REELVZ160607L SG2 0,6 мм A18 MIG WIRE (0,7 кг) REELFXTIPDIP50 Паста для защиты от разбрызгивания наконечника Sif 500 г Адаптер для защиты от разбрызгивания наконечника на водной основе EG1001w на водяной основе, 400 мл, расходомер AU300, ArNA, 0-40 л Адаптер для аргона На объекте Комплект для резки кислородом / пропаном — с заглушкой — Набор подрядчиков 2OP1000w Свариваемость Sif Toolbox Case OnlyFO010022 Sifbronze Fux 225gDZ205001 Tri Flint Spark LighterDA4003838RH От 3/8 дюйма до 3/8 дюйма R / H муфта для шланга DA4003838LH 3/8 дюйма на 3/8 дюйма Муфта для шланга леваяDA4003814RH Муфта для шланга с правой стороны от 1/4 «до 3/8» DA4001414RH 1/4 «Правая муфта для равномерного шлангаDA4001414LH 1/4» Левая муфта для равномерного шланга Легкое сопло 1 704101 Сопло с обжимом 3 704203 Сопло с обжимом 2 704202 Сопло с обжимом MN 1 704201 ФОРСУНКА NG 5/64 «2. 0MM 702120PNM ФОРСУНКА 1/16 дюйма 1,6 мм 702116PNM ФОРСУНКА 3/64 дюйма 1,2 мм 702112 Легкое сопло 5 704105 Легкое сопло 3 704103 Легкое сопло 2 704102CCANM04W Сопло ANM8 10 мм Свариваемость 75 мм Тип ANM8 10 Свариваемость 75 мм Тип 5/64 установленный ацетиленовый шланг BW8001038PFT 8 мм 10 м 3/8 дюйма установленный пропановый шланг 760810-OX 8 мм 10 м 3/8 дюйма установлен Кислородный шланг BW600538PFT 6 мм 5 м 3/8 дюйма установленный пропановый шланг BW600514RFT 6 мм 5 м 1/4 дюйма установленный ацетиленовый шланг 764605-PR 6 мм 5 м 1/4 » установленный пропановый шланг 760605-OX 6 мм 5 м 1/4 дюйма установленный кислородный шланг761610-OX 6 мм 10 м 3/8 дюйма установленный кислородный шланг 764610-PR 6 мм 10 м 1/4 дюйма пропановый шланг 6 мм 10 м 3/8 дюйма ацетиленовый шланг с фитингом 3/8 дюйма BW10002038RF 10 мм 20 м Ацетиленовый шланг с фитингом 764120-PR 10 мм 20 м 3/8 дюйма с фитингом для пропана 760820-OX 8 мм 20 м 3/8 дюйма кислородный шланг с фитингом 10 мм 10 м 3/8 дюйма ацетиленовый шланг 10 мм BW10001038PF 10 мм 10 м 3/8 дюйма с фитингом для пропана 761010-OX 761010-OX 8-дюймовый кислородный шланг BG111 LPG Нагревательная горелка 60 ммBG105-45L LP G Отопление Факел 45мм с leverBB6002 LW Режущий AttachmentBB6003 LW MixerBB6001 LW ShankBB5003 HD MixerBB5002 HD Режущий AttachmentBB5001 HD сварщиков ShankAU2001 Сбрасываемая петелька, OXYGEN FLASH НАЗАД ARRESTORAU2001 СБРОСОМ петелька, ТОПЛИВО ГАЗ FLASH НАЗАД ARRESTORAU11107 DGN Barrel, топливный газ, FLASH НАЗАД ARRESTORAU111002 DGN Barrel, кислородные FLASH ЗАДНЯЯ СТУПЕНЬ AE3004LX ПЕРВАЯ СТУПЕНЬ, ДВОЙНОЙ КИСЛОРОДНЫЙ РЕГУЛЯТОР AE2004LX ПЕРВАЯ СТУПЕНЬ, ОДИНАРНАЯ СТУПЕНЬ, ПРОПАН / ПРОПИЛЕН СЕРИИ LX Одноразовые баллоны с гелиевым газом собственной торговой марки с 50 баллонами и баллонами с ленточным газом 30 баллонов с баллонами на гелиевом топливе Воздушные шары и лента.
0MM 702120PNM ФОРСУНКА 1/16 дюйма 1,6 мм 702116PNM ФОРСУНКА 3/64 дюйма 1,2 мм 702112 Легкое сопло 5 704105 Легкое сопло 3 704103 Легкое сопло 2 704102CCANM04W Сопло ANM8 10 мм Свариваемость 75 мм Тип ANM8 10 Свариваемость 75 мм Тип 5/64 установленный ацетиленовый шланг BW8001038PFT 8 мм 10 м 3/8 дюйма установленный пропановый шланг 760810-OX 8 мм 10 м 3/8 дюйма установлен Кислородный шланг BW600538PFT 6 мм 5 м 3/8 дюйма установленный пропановый шланг BW600514RFT 6 мм 5 м 1/4 дюйма установленный ацетиленовый шланг 764605-PR 6 мм 5 м 1/4 » установленный пропановый шланг 760605-OX 6 мм 5 м 1/4 дюйма установленный кислородный шланг761610-OX 6 мм 10 м 3/8 дюйма установленный кислородный шланг 764610-PR 6 мм 10 м 1/4 дюйма пропановый шланг 6 мм 10 м 3/8 дюйма ацетиленовый шланг с фитингом 3/8 дюйма BW10002038RF 10 мм 20 м Ацетиленовый шланг с фитингом 764120-PR 10 мм 20 м 3/8 дюйма с фитингом для пропана 760820-OX 8 мм 20 м 3/8 дюйма кислородный шланг с фитингом 10 мм 10 м 3/8 дюйма ацетиленовый шланг 10 мм BW10001038PF 10 мм 10 м 3/8 дюйма с фитингом для пропана 761010-OX 761010-OX 8-дюймовый кислородный шланг BG111 LPG Нагревательная горелка 60 ммBG105-45L LP G Отопление Факел 45мм с leverBB6002 LW Режущий AttachmentBB6003 LW MixerBB6001 LW ShankBB5003 HD MixerBB5002 HD Режущий AttachmentBB5001 HD сварщиков ShankAU2001 Сбрасываемая петелька, OXYGEN FLASH НАЗАД ARRESTORAU2001 СБРОСОМ петелька, ТОПЛИВО ГАЗ FLASH НАЗАД ARRESTORAU11107 DGN Barrel, топливный газ, FLASH НАЗАД ARRESTORAU111002 DGN Barrel, кислородные FLASH ЗАДНЯЯ СТУПЕНЬ AE3004LX ПЕРВАЯ СТУПЕНЬ, ДВОЙНОЙ КИСЛОРОДНЫЙ РЕГУЛЯТОР AE2004LX ПЕРВАЯ СТУПЕНЬ, ОДИНАРНАЯ СТУПЕНЬ, ПРОПАН / ПРОПИЛЕН СЕРИИ LX Одноразовые баллоны с гелиевым газом собственной торговой марки с 50 баллонами и баллонами с ленточным газом 30 баллонов с баллонами на гелиевом топливе Воздушные шары и лента. Канистра с гелием с 50 и 100 воздушными шарами и лентойFill’N’Away Одноразовая канистра с гелием с 30 воздушными шарами и лентой Оптовая торговля, Fill’N’Away цилиндр + 50 воздушных шаров и лента.Fill’N’Away Одноразовые баллоны с гелием для заполнения 50 9-дюймовых воздушных шаровFill’N Одноразовый баллон с гелием для заполнения 30 9-дюймовых воздушных шаров Азот 9,4 л 137 бар — Только заправка — для гоночных команд Азот 9,4 л 137 бар — Депозит и заправка — для гоночных команд Азот 2 л 200 бар — Только заправка — для гоночных команд Азот 2 л 200 бар — Депозит и заправка — для гонок Команды Азот 20 л 200 бар — Только заправка — для гоночных команд Азот 20 л 200 бар — Депозит и заправка — для гоночных команд Пищевой азот 9.4 л 137 бар — Только заправка — для консервирования и розлива Пищевой азот 9,4 л 137 бар — Депозит и заправка — для хранения и разлива вина Пищевой азот 2 л 200 бар — Только заправка — для консервирования и розлива Пищевой азот 2 л 200 бар — Депозит и заправка — для вина Консервация и дозирование Пищевой азот 20 л 200 бар — Только заправка — для консервирования и розлива Пищевой азот 20 л 200 бар — Депозит и заправка — для консервирования и розлива вина Бескислородный азот 20 л 200 бар — Только заправка — для кондиционирования воздуха и продувки трубопровода Бескислородный азот 2 л 200 бар — Депозит и заправка — для кондиционирования воздуха и продувки трубопровода Бескислородный азот 2 л 200 бар — Только заправка — для кондиционирования воздуха и продувка трубопровода Бескислородный азот 50 л 200 бар — Только заправка — для кондиционирования воздуха и продувки трубопровода Бескислородный азот 9 л 137 бар — Депозит и заправка — для кондиционирования воздуха и продувки трубопроводов Бескислородный азот 9 л 137 бар — только заправка — для кондиционеров ng & Очистка трубопровода Бескислородный азот 20 л 200 бар — Депозит и заправка — для кондиционирования воздуха и продувка трубопровода Принадлежит клиенту, заправка СО2 огнетушителя, цена за килограмм, пищевой класс, без аренды, 1.
Канистра с гелием с 50 и 100 воздушными шарами и лентойFill’N’Away Одноразовая канистра с гелием с 30 воздушными шарами и лентой Оптовая торговля, Fill’N’Away цилиндр + 50 воздушных шаров и лента.Fill’N’Away Одноразовые баллоны с гелием для заполнения 50 9-дюймовых воздушных шаровFill’N Одноразовый баллон с гелием для заполнения 30 9-дюймовых воздушных шаров Азот 9,4 л 137 бар — Только заправка — для гоночных команд Азот 9,4 л 137 бар — Депозит и заправка — для гоночных команд Азот 2 л 200 бар — Только заправка — для гоночных команд Азот 2 л 200 бар — Депозит и заправка — для гонок Команды Азот 20 л 200 бар — Только заправка — для гоночных команд Азот 20 л 200 бар — Депозит и заправка — для гоночных команд Пищевой азот 9.4 л 137 бар — Только заправка — для консервирования и розлива Пищевой азот 9,4 л 137 бар — Депозит и заправка — для хранения и разлива вина Пищевой азот 2 л 200 бар — Только заправка — для консервирования и розлива Пищевой азот 2 л 200 бар — Депозит и заправка — для вина Консервация и дозирование Пищевой азот 20 л 200 бар — Только заправка — для консервирования и розлива Пищевой азот 20 л 200 бар — Депозит и заправка — для консервирования и розлива вина Бескислородный азот 20 л 200 бар — Только заправка — для кондиционирования воздуха и продувки трубопровода Бескислородный азот 2 л 200 бар — Депозит и заправка — для кондиционирования воздуха и продувки трубопровода Бескислородный азот 2 л 200 бар — Только заправка — для кондиционирования воздуха и продувка трубопровода Бескислородный азот 50 л 200 бар — Только заправка — для кондиционирования воздуха и продувки трубопровода Бескислородный азот 9 л 137 бар — Депозит и заправка — для кондиционирования воздуха и продувки трубопроводов Бескислородный азот 9 л 137 бар — только заправка — для кондиционеров ng & Очистка трубопровода Бескислородный азот 20 л 200 бар — Депозит и заправка — для кондиционирования воздуха и продувка трубопровода Принадлежит клиенту, заправка СО2 огнетушителя, цена за килограмм, пищевой класс, без аренды, 1. 5 кг углекислого газа для гидропоники и роста водных растений — только заправка Пищевой, без арендной платы, 1,5 кг газа CO2 для гидропоники и роста водных растений — Депозит и заправка, пищевой, без аренды, 6,35 кг газа CO2 для гидропоники и роста водных растений — только заправка , Без арендной платы, 34 кг газа CO2 для гидропоники и роста водных растений — только заправка для пищевых продуктов, без аренды, 3,15 кг газа CO2 для гидропоники и роста водных растений — только заправка для пищевых продуктов, без аренды, 3,15 кг газа CO2 для гидропоники и роста водных растений — Депозит и пополнение продовольственного качества, без аренды, заправка 15 кг газа CO2 для гидропоники и роста водных растений — Депозит и пополнение продовольственного класса, без аренды, 15 кг газа CO2 для гидропоники и роста водных растений — только заправка для пищевых продуктов, без аренды 6.35 кг газа CO2 для гидропоники и роста водных растений — Депозит и пополнение Пищевой сорт, без аренды 34 кг газа CO2 для гидропоники и роста водных растений — Депозит и заправка Заправка газа CO2 6,35 кг для наполнения баллонов для пейнтбола — Только заправка Заправка газового диоксида углерода 34 кг, идеально подходит для заполнения больших количество баллонов для пейнтбола — Только заправка Углеродный диоксидный газ 34 кг, идеально подходит для наполнения большого количества пейнтбольных баллонов — Депозит и заправка Углеродный диоксид CO2 Заправка 6,35 кг Отвод жидкости для пейнтбола — Только заправка Заправка углекислого газа CO2 Заправка 15 кг, идеально подходит для использования дома или бизнеса.
5 кг углекислого газа для гидропоники и роста водных растений — только заправка Пищевой, без арендной платы, 1,5 кг газа CO2 для гидропоники и роста водных растений — Депозит и заправка, пищевой, без аренды, 6,35 кг газа CO2 для гидропоники и роста водных растений — только заправка , Без арендной платы, 34 кг газа CO2 для гидропоники и роста водных растений — только заправка для пищевых продуктов, без аренды, 3,15 кг газа CO2 для гидропоники и роста водных растений — только заправка для пищевых продуктов, без аренды, 3,15 кг газа CO2 для гидропоники и роста водных растений — Депозит и пополнение продовольственного качества, без аренды, заправка 15 кг газа CO2 для гидропоники и роста водных растений — Депозит и пополнение продовольственного класса, без аренды, 15 кг газа CO2 для гидропоники и роста водных растений — только заправка для пищевых продуктов, без аренды 6.35 кг газа CO2 для гидропоники и роста водных растений — Депозит и пополнение Пищевой сорт, без аренды 34 кг газа CO2 для гидропоники и роста водных растений — Депозит и заправка Заправка газа CO2 6,35 кг для наполнения баллонов для пейнтбола — Только заправка Заправка газового диоксида углерода 34 кг, идеально подходит для заполнения больших количество баллонов для пейнтбола — Только заправка Углеродный диоксидный газ 34 кг, идеально подходит для наполнения большого количества пейнтбольных баллонов — Депозит и заправка Углеродный диоксид CO2 Заправка 6,35 кг Отвод жидкости для пейнтбола — Только заправка Заправка углекислого газа CO2 Заправка 15 кг, идеально подходит для использования дома или бизнеса. — Только заправка Углеродный диоксид CO2 Заправка газа 6.35 кг отвод жидкости для пейнтбола — Депозит и заправка Углеродный газ CO2 15 кг, идеально подходит для использования дома или бизнеса пейнтбольными шарами — Депозит и заправка Внутренний дворик с калорийным газом 5 кг — Только заправка Патио с калорийным газом 13 кг — Только заправка Бутан с калорийностью 7 кг — Только заправка Бутан с калорийностью 4,5 кг — Заправка OnlyCalor Gas Butane 15KG — Только заправка Калорный газ Пропан 6KG — Только заправка Калорный газ Пропан 6KG Легкий вес — Только заправка Пропан калорийного газа 47KG — Только заправка Пропан для калорийного газа 3,9 кг — Только заправка Пропан для калорийного газа 19 кг — Только заправка Пропан для пропана 13 кг — Только заправка 907 — Только заправка OnlyCamping Gaz 904 — Только заправкаCamping Gaz 901 — Только заправка Калорийный газ Пропан 18 кг Автогаз — Только заправка Калорийный газ Пропан 12 кг Автогаз — Только заправка 9.4 л многоразового газа для гелиевых баллонов — только для заправки — только для торговли — идеально подходит для флористов, магазинов открыток и вечеринок.
— Только заправка Углеродный диоксид CO2 Заправка газа 6.35 кг отвод жидкости для пейнтбола — Депозит и заправка Углеродный газ CO2 15 кг, идеально подходит для использования дома или бизнеса пейнтбольными шарами — Депозит и заправка Внутренний дворик с калорийным газом 5 кг — Только заправка Патио с калорийным газом 13 кг — Только заправка Бутан с калорийностью 7 кг — Только заправка Бутан с калорийностью 4,5 кг — Заправка OnlyCalor Gas Butane 15KG — Только заправка Калорный газ Пропан 6KG — Только заправка Калорный газ Пропан 6KG Легкий вес — Только заправка Пропан калорийного газа 47KG — Только заправка Пропан для калорийного газа 3,9 кг — Только заправка Пропан для калорийного газа 19 кг — Только заправка Пропан для пропана 13 кг — Только заправка 907 — Только заправка OnlyCamping Gaz 904 — Только заправкаCamping Gaz 901 — Только заправка Калорийный газ Пропан 18 кг Автогаз — Только заправка Калорийный газ Пропан 12 кг Автогаз — Только заправка 9.4 л многоразового газа для гелиевых баллонов — только для заправки — только для торговли — идеально подходит для флористов, магазинов открыток и вечеринок.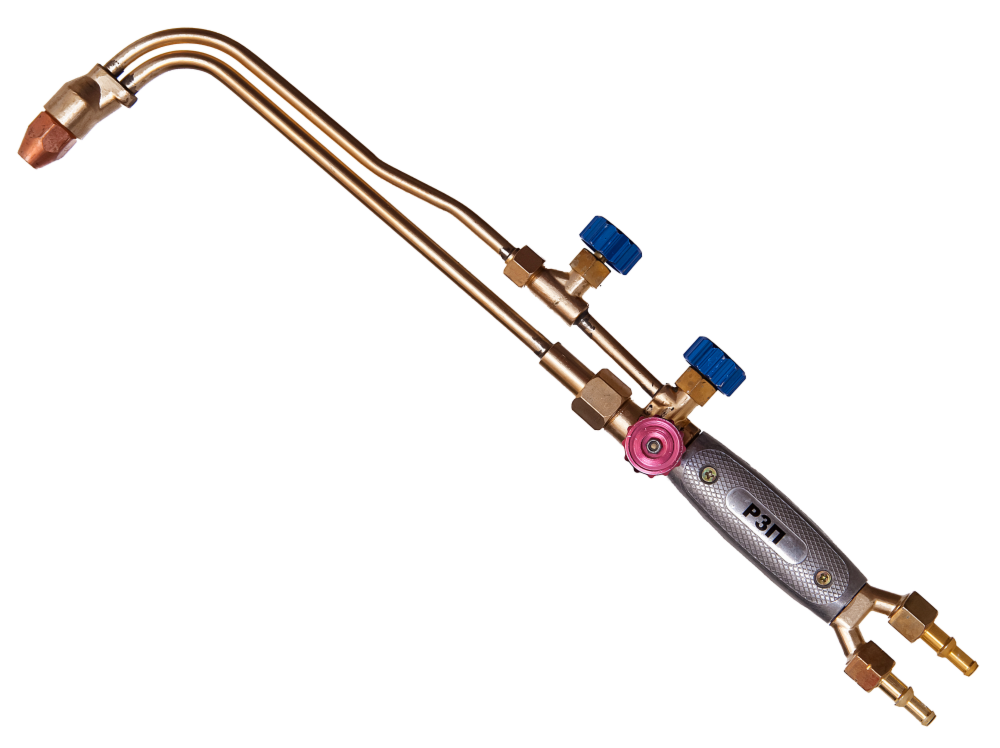 9,4 л многоразового газа для гелиевых баллонов — внесение и пополнение — только для обмена — без заправочного адаптера — идеально подходит для флористов, магазинов открыток и вечеринок. Баллонный газ — только заправка — розничная торговля — идеальные вечеринки и юбилеи 9,4 л многоразового гелиевого шара — депозит и пополнение — розничная торговля — идеальные вечеринки и юбилеи 50 л многоразовый гелиевый баллонный газ — только заправка — только торговля — идеально подходит для флористов, магазинов карт и вечеринок 50 л Многоразовый газовый баллон с гелием — Депозит и заправка — Только торговля — без заправочного адаптера — идеально подходит для флористов, магазинов открыток и вечеринок 2L Многоразовый баллон с гелиевым баллоном — только заправка — идеальные вечеринки и юбилеи 2L Многоразовый баллон с гелиевым баллоном — Депозит и заправка — идеальны вечеринки и юбилеи: 20 л многоразового газа для гелиевых шаров — только заправка — только торговля — идеально подходит для флористов, магазинов открыток и вечеринок.
9,4 л многоразового газа для гелиевых баллонов — внесение и пополнение — только для обмена — без заправочного адаптера — идеально подходит для флористов, магазинов открыток и вечеринок. Баллонный газ — только заправка — розничная торговля — идеальные вечеринки и юбилеи 9,4 л многоразового гелиевого шара — депозит и пополнение — розничная торговля — идеальные вечеринки и юбилеи 50 л многоразовый гелиевый баллонный газ — только заправка — только торговля — идеально подходит для флористов, магазинов карт и вечеринок 50 л Многоразовый газовый баллон с гелием — Депозит и заправка — Только торговля — без заправочного адаптера — идеально подходит для флористов, магазинов открыток и вечеринок 2L Многоразовый баллон с гелиевым баллоном — только заправка — идеальные вечеринки и юбилеи 2L Многоразовый баллон с гелиевым баллоном — Депозит и заправка — идеальны вечеринки и юбилеи: 20 л многоразового газа для гелиевых шаров — только заправка — только торговля — идеально подходит для флористов, магазинов открыток и вечеринок. Депозит и пополнение — только торговля — без заправочного адаптера — идеально подходит для флористов, магазинов открыток и вечеринок 20 л многоразового гелиевого шара — только заправка — розничная торговля — идеальные вечеринки и юбилеи 20 л многоразового гелиевого шара газ — депозит и пополнение — идеальные вечеринки и юбилеи Без содержания углекислого газа CO2 1.5 кг — Депозит и заправка Porta Gas, бесплатно, чистый аргон 2 л 200 бар — Только заправка Porta Gas, аренда бесплатно, чистый аргон 2 л 200 бар — Депозит и заправка Porta Gas, аренда бесплатно, кислородный газ 2 л 200 бар — только заправка Porta Gas, аренда бесплатно, кислород Gas 2L 200bar — Депозит и заправкаPorta Gas, без арендной платы, без кислорода (OFN), азот 2L 200bar — только заправка, Porta gas, без арендной платы, без кислорода (OFN), азот 2L 200bar — депозит и заправкаPorta Gas, без арендной платы, углекислый газ CO2 1.5 кг — Только заправка Porta Gas, без аренды, 5% CO2 / смесь аргона 2 л 200 бар — Только заправка Porta Gas, без аренды, 5% CO2 / аргон смесь 2 л 200 бар — Депозит и заправка бесплатно, чистый аргон 20 л 200 бар — только заправка, чистый аргон 20 л 200 бар — Депозит и пополнениеАренда, кислородный газ 20 л 200 бар — Только пополнениеАренда, кислородный газ 20 л 200 бар — залог и пополнениеАренда, бескислородный (OFN) азот 20 л 200 бар — только пополнениеАренда, бескислородный (OFN) азот 20 л 200 бар — залог и RefillRent Free, 5% CO2 в смеси аргона, 20 л, 200 бар — Депозит nd RefillRent Free, 20% CO2 в смеси аргона 20 л 200 бар — без депозита и пополнения, 20% CO2 в смеси аргона (20 л) — только заправка Торговый газ, без аренды 5% CO2 в смеси аргона 20 л 200 бар — только заправка 20 л пропиленовый топливный газ для сварки , Пайка, нагрев и резка — только заправка: без аренды 34 кг CO2 газ — только заправка без аренды, чистый аргон 50 л 200 бар — только заправка без проката, кислородный газ 50 л 200 бар — только заправка без аренды, без кислорода (OFN) азот 50 л 200 бар — только заправка без аренды, 20 % CO2 в смеси аргона (50 л) — только заправка 5% CO2 в смеси аргона 50 л 200 бар — только заправка Hobby Gas 10 л 200 бар Баллоны с кислородным газом — только заправка Хобби-газ, аренда бесплатно, чистый аргон 10 л 200 бар — только заправка Хобби-газ, аренда бесплатно , Чистый аргон, 10 л, 200 бар — Депозит и заправка Хобби-газ, аренда бесплатно, кислородный газ 10 л 200 бар — Депозит и заправка Хобби-газ, без аренды, бескислородный азот (OFN) 9 л 137 бар — Депозит и заправка Хобби-газ, без ренты, без кислорода (OFN) Азот 9 л 137 бар — только заправка Хобби-газ, без аренды, углекислый газ CO 2 Газ 6.
Депозит и пополнение — только торговля — без заправочного адаптера — идеально подходит для флористов, магазинов открыток и вечеринок 20 л многоразового гелиевого шара — только заправка — розничная торговля — идеальные вечеринки и юбилеи 20 л многоразового гелиевого шара газ — депозит и пополнение — идеальные вечеринки и юбилеи Без содержания углекислого газа CO2 1.5 кг — Депозит и заправка Porta Gas, бесплатно, чистый аргон 2 л 200 бар — Только заправка Porta Gas, аренда бесплатно, чистый аргон 2 л 200 бар — Депозит и заправка Porta Gas, аренда бесплатно, кислородный газ 2 л 200 бар — только заправка Porta Gas, аренда бесплатно, кислород Gas 2L 200bar — Депозит и заправкаPorta Gas, без арендной платы, без кислорода (OFN), азот 2L 200bar — только заправка, Porta gas, без арендной платы, без кислорода (OFN), азот 2L 200bar — депозит и заправкаPorta Gas, без арендной платы, углекислый газ CO2 1.5 кг — Только заправка Porta Gas, без аренды, 5% CO2 / смесь аргона 2 л 200 бар — Только заправка Porta Gas, без аренды, 5% CO2 / аргон смесь 2 л 200 бар — Депозит и заправка бесплатно, чистый аргон 20 л 200 бар — только заправка, чистый аргон 20 л 200 бар — Депозит и пополнениеАренда, кислородный газ 20 л 200 бар — Только пополнениеАренда, кислородный газ 20 л 200 бар — залог и пополнениеАренда, бескислородный (OFN) азот 20 л 200 бар — только пополнениеАренда, бескислородный (OFN) азот 20 л 200 бар — залог и RefillRent Free, 5% CO2 в смеси аргона, 20 л, 200 бар — Депозит nd RefillRent Free, 20% CO2 в смеси аргона 20 л 200 бар — без депозита и пополнения, 20% CO2 в смеси аргона (20 л) — только заправка Торговый газ, без аренды 5% CO2 в смеси аргона 20 л 200 бар — только заправка 20 л пропиленовый топливный газ для сварки , Пайка, нагрев и резка — только заправка: без аренды 34 кг CO2 газ — только заправка без аренды, чистый аргон 50 л 200 бар — только заправка без проката, кислородный газ 50 л 200 бар — только заправка без аренды, без кислорода (OFN) азот 50 л 200 бар — только заправка без аренды, 20 % CO2 в смеси аргона (50 л) — только заправка 5% CO2 в смеси аргона 50 л 200 бар — только заправка Hobby Gas 10 л 200 бар Баллоны с кислородным газом — только заправка Хобби-газ, аренда бесплатно, чистый аргон 10 л 200 бар — только заправка Хобби-газ, аренда бесплатно , Чистый аргон, 10 л, 200 бар — Депозит и заправка Хобби-газ, аренда бесплатно, кислородный газ 10 л 200 бар — Депозит и заправка Хобби-газ, без аренды, бескислородный азот (OFN) 9 л 137 бар — Депозит и заправка Хобби-газ, без ренты, без кислорода (OFN) Азот 9 л 137 бар — только заправка Хобби-газ, без аренды, углекислый газ CO 2 Газ 6. 35 кг — только заправка Хобби-газ, без аренды, углекислый газ CO2 3,15 кг — только заправка Хобби-газ, без аренды, 5% CO2 / смесь аргона Заправка 10 л 200 бар — только заправка Хобби-газ, без аренды, смесь 5% CO2 / аргон 10 л 200 бар — залог Хобби-газ, бесплатно, 20% CO2 / смесь аргона Заправка 10 л 200 бар — только заправка Хобби-газ, аренда бесплатно, смесь 20% CO2 / аргон 10 л 200 бар — Депозит и заправка Хобби-газ, без аренды углекислый диоксод CO2 газ 6,35 кг — Депозит и заправка Хобби Газ, без арендной платы Углеродный диоксид, CO2, 3,15 кг — Депозит и заправка 2 л Пропиленовый топливный газ для сварки, пайки, нагрева и резки — Только заправка Заправка диоксида углерода CO 2 6.35 кг для домашнего бара — только для заправки Заправка для углекислого диоксида CO2 заправка 1,5 кг для домашнего бара — только для заправки Углеродный диоксид CO2 для домашнего бара 1,5 кг для домашнего бара — депозит и заправка Углеродный диоксид CO2 6,35 кг для домашнего бара — депозит и заправка Диоксид углерода 3,15 кг для домашнего бара — депозит и заправка углекислого газа 3,15 кг газа для домашнего бара — только заправка 2 л погреб / пивной газ 60/40 смесь для домашнего бара — только заправка 2 л смесь погреб / пивной газ 70/30, для домашнего бара — только заправка смесь 2 л погреб / пивной газ 70/30 для Домашний бар — Депозит и пополнение Погреб 2 л / Пивной газ 60/40 смесь для домашнего бара — Депозит и пополнение Углеродный диоксид CO2 газ 6.
35 кг — только заправка Хобби-газ, без аренды, углекислый газ CO2 3,15 кг — только заправка Хобби-газ, без аренды, 5% CO2 / смесь аргона Заправка 10 л 200 бар — только заправка Хобби-газ, без аренды, смесь 5% CO2 / аргон 10 л 200 бар — залог Хобби-газ, бесплатно, 20% CO2 / смесь аргона Заправка 10 л 200 бар — только заправка Хобби-газ, аренда бесплатно, смесь 20% CO2 / аргон 10 л 200 бар — Депозит и заправка Хобби-газ, без аренды углекислый диоксод CO2 газ 6,35 кг — Депозит и заправка Хобби Газ, без арендной платы Углеродный диоксид, CO2, 3,15 кг — Депозит и заправка 2 л Пропиленовый топливный газ для сварки, пайки, нагрева и резки — Только заправка Заправка диоксида углерода CO 2 6.35 кг для домашнего бара — только для заправки Заправка для углекислого диоксида CO2 заправка 1,5 кг для домашнего бара — только для заправки Углеродный диоксид CO2 для домашнего бара 1,5 кг для домашнего бара — депозит и заправка Углеродный диоксид CO2 6,35 кг для домашнего бара — депозит и заправка Диоксид углерода 3,15 кг для домашнего бара — депозит и заправка углекислого газа 3,15 кг газа для домашнего бара — только заправка 2 л погреб / пивной газ 60/40 смесь для домашнего бара — только заправка 2 л смесь погреб / пивной газ 70/30, для домашнего бара — только заправка смесь 2 л погреб / пивной газ 70/30 для Домашний бар — Депозит и пополнение Погреб 2 л / Пивной газ 60/40 смесь для домашнего бара — Депозит и пополнение Углеродный диоксид CO2 газ 6.