Рентгенографический РГК контроль качества
РГК контроль в Екатеринбурге
ГОСТ_7512-82
Радиографический контроль применяют для выявления в сварных соединениях трещин, непроваров, пор, шлаковых, вольфромовых, окисных и других включений. Радиографический контроль применяют также для выявления прожогов, подрезов, оценки величины выпуклости и вогнутости корня шва, недоступных для внешнего осмотра.
Проведение дефектоскопии с применением рентгеновского просвечивания металла наиболее достоверный способ контроля сварных соединений и основного металла Данный вид контроля широко используется для проверки качества технологических трубопроводов, металлоконструкций, технологического оборудования, композитных материалов в различных отраслях промышленности и строительного комплекса. Рентген контроль сегодня активно используется для выявления различных дефектов в сварных швах и соединениях. Радиографический метод контроля сварных соединений (или рентгеновская дефектоскопия) осуществляется в соответствии с требованиями ГОСТ 7512-86.
Рентгеновский контроль основан на поглощении рентгеновских лучей, которое зависит от плотности среды и атомного номера элементов, образующих материал среды. Наличие таких дефектов, как трещины, раковины или включения инородного материала, приводит к тому, что проходящие через материал лучи ослабляются в различной степени. Регистрируя распределение интенсивности проходящих лучей, можно определить наличие и расположение различных неоднородностей материала. Рентгеновский контроль в Екатеринбурге применяют для определения раковин, грубых трещин, ликвационных включений в литых и сварных стальных изделиях толщиной свыше 90 мм и в изделиях из лёгких сплавов толщиной до 250 мм. Для этого используют промышленные рентгеновские установки с энергией излучения от 5-10 до 200-400 кэв (1 эв = 1,60210 Ї 10-19 дж). Изделия большой толщины (до 500 мм) просвечивают сверх жёстким электромагнитным излучением с энергией в десятки Мэв, получаемым в бетатроне.
Основные возможности рентгеновского контроля:
— Возможность обнаружить такие дефекты, которые невозможно выявить любым другим методом — например, непропаев, раковин и других;
— Возможность точной локализации обнаруженных дефектов, что дает возможность быстрого ремонта;
— Возможность оценки величины выпуклости и вогнутости валиков усиления сварного шва.
Данный метод позволяет контролировать металлы, сплавы, минералы, неорганические и органические соединения, полимеры, аморфные вещества.
Максимально полное покрытие всевозможных технологических дефектов.
отсутствие контактного приспособления
Ренгенографический метод контроля эффективен только в том случае, если выбраны оптимальные режимы контроля: определены геометрические параметры контроля, размер фокусного пятна трубки, фокусное расстояние, расстояние от контролируемого объекта до преобразователя излучения, напряжение и ток рентгеновской трубки
Наша лаборатория качественно выполнит радиографическую дефектоскопию в Екатеринбурге, а именно рентгенографический контроль сварных швов и основного металла, трубопроводов, емкостей, сосудов и металлоконструкций различного назначения. Наши специалисты правильно подберут устройства преобразования и усиления рентгеновского изображения, а также источник излучения, разработают схему просвечивания объекта.
Рентгенографический контроль (или РГК контроль) представляет собой один из наиболее часто использующихся в настоящее время способов контроля качества. А все потому, что РГК максимально надежен, эффективее и точен. Сфера, в которой рентгенографический контроль качества находит применения, достаточно широка. Но чаще всего данная методика используется для проверки разного рода металлоконструкций, технологических трубопроводов и т.д. Используется РГК контроль и для определения непроварок, подрезов, прожогов, выявления незаметных человеческому глазу трещин в сварных соединениях и т.д.
Основным преимуществом данного метода контроля качества является в достаточной степени невысокая стоимость, оперативность, а так же, что немаловажно, высокая степень простоты проводимого исследования.
 Сотрудники, не прошедшие аттестацию и обучение к выполнению данных работ не допускаются, поскольку РГК контроль предполагает наличие высокого уровня профессионализма.
Сотрудники, не прошедшие аттестацию и обучение к выполнению данных работ не допускаются, поскольку РГК контроль предполагает наличие высокого уровня профессионализма.Как правило, рентгенографический контроль качества изделий осуществляется непосредственно на производстве. Но если речь идет не о крупном предприятии, то услуги проведения рентгенографического контроля могут быть заказаны и в сторонней организации, которая обладает соответствующей лицензией. Поскольку данная услуга в настоящее время востребована достаточно высоко, нет совершенно ничего удивительного в том,что ее предлагает достаточно большое количество различных компаний. Но несмотря на то, что на первый взгляд может показаться, что выбор специалистов в Екатеринбурге для поведения РГК контроля очень велик, обращаться лучше к проверенным специалистам, которые работают в соответствующем секторе рынка достаточно длительный период времени и способный выявить любой, даже самый мелкий дефект.
Рентгеновский контроль (рентгенографический контроль) осуществляется в соответствии со следующими нормативными документами:
ГОСТ 25113-86. Контроль неразрушающий. Аппараты рентгеновские для промышленной дефектоскопии. Общиетехническиеусловия. (Non-destructive testing x-ray apparatus for industrial flaw detection. General specifications)
Контроль неразрушающий. Аппараты рентгеновские для промышленной дефектоскопии. Общиетехническиеусловия. (Non-destructive testing x-ray apparatus for industrial flaw detection. General specifications)
ГОСТ 20426-82. Контроль неразрушающий. Методы дефектоскопии радиационные. Область применения.
ГОСТ 23055-78. Контроль неразрушающий. Сварка металлов плавлением. Классификация сварных соединений по результатам радиографического контроля.
ГОСТ 24034-80. Контроль неразрушающий радиационный. Термины и определения.
ГОСТ 7512-82. Контроль неразрушающий. Соединения сварные. Радиографический метод.
ГОСТ 15843-79 (1980). Принадлежности для промышленной радиографии. Основные размеры.
ГОСТ 17489-72 (1999). Видиконы рентгеновские. Основные параметры и размеры.
ГОСТ 18061-90. Толщиномеры радиоизотопные. Общие технические условия (взамен ГОСТ 18061-80; ГОСТ 18701-83; ГОСТ 22555-77; ГОСТ 22556-77; ГОСТ 22987-78).
ГОСТ 20426-82. Контроль неразрушающий. Методы дефектоскопии радиационные. Область применения.
Методы дефектоскопии радиационные. Область применения.
ГОСТ 21497-90. Уровнемеры радиоизотопные. Общие технические условия.
ГОСТ 22091.0-84. Приборы рентгеновские. Общие требования к измерению параметров.
ГОСТ 22091.10-84. Приборы рентгеновские. Метод измерения алюминиевого или медного эквивалента баллона рентгеновского прибора.
ГОСТ 22091.11-80 (1999). Приборы рентгеновские. Метод измерения времени готовности.
ГОСТ 22091.12-84. Приборы рентгеновские. Методы измерения токов и напряжений электродов в импульсе.
ГОСТ 22091.13-84. Приборы рентгеновские. Метод измерения междуэлектродной емкости сетка-катод.
ГОСТ 22091.14-86. Приборы рентгеновские. Метод измерения плотности потока энергии (плотности потока фотонов) рентгеновского излучения.
ГОСТ 22091.15-86. Приборы рентгеновские. Метод испытания на электрическую прочность.
ГОСТ 22091.1-84. Приборы рентгеновские. Методы измерения тока и напряжения накала.
ГОСТ 22091.2-84. Приборы рентгеновские. Методы измерения тока и напряжения инжекции рентгеновских бетатронных камер.
Методы измерения тока и напряжения инжекции рентгеновских бетатронных камер.
ГОСТ 22091.3-84. Приборы рентгеновские. Методы измерения размера поля облучения и угла раствора рабочего пучка рентгеновского излучения.
ГОСТ 22091.4-86. Приборы рентгеновские. Методы измерения напряжения рентгеновской трубки.
ГОСТ 22091.5-86. Приборы рентгеновские. Методы измерения тока рентгеновской трубки.
ГОСТ 22091.6-84. Приборы рентгеновские. Методы измерения мощности экспозиционной дозы рентгеновского излучения и экспозиционной дозы рентгеновского излучения за импульс.
ГОСТ 22091.7-84. Приборы рентгеновские. Методы измерения равномерности распределения плотности потока энергии рентгеновского излучения по полю облучения.
ГОСТ 22091.8-84. Приборы рентгеновские. Метод измерения спектрального состава и относительной загрязненности спектра.
ГОСТ 22091.9-86. Приборы рентгеновские. Методы измерения размеров эффективного фокусного пятна.
ГОСТ 23055-78 (1992). Контроль неразрушающий. Сварка металлов плавлением. Классификация сварных соединений по результатам радиографического контроля
Контроль неразрушающий. Сварка металлов плавлением. Классификация сварных соединений по результатам радиографического контроля
ГОСТ 23480-79. Контроль неразрушающий. Методы радиоволнового вида. Общие требования.
ГОСТ 23764-79. Гамма-дефектоскопы. Общие технические условия.
ГОСТ 25113-86. Контроль неразрушающий. Аппараты рентгеновские для промышленной дефектоскопии. Общие технические условия.
ГОСТ 25932-83. Влагомеры-плотномеры радиоизотопные переносные для бетонов и грунтов. Общие технические условия.
ГОСТ 27947-88. Контроль неразрушающий. Рентгенотелевизионный метод. Общие требования.
ГОСТ 28277-89. Контроль неразрушающий. Соединения сварные. Электрорадиографический метод. Общие требования.
ГОСТ 29025-91. Контроль неразрушающий. Дефектоскопы рентгенотелевизионные с рентгеновскими электронно-оптическими преобразователями и электрорентгенографические. Общие технические требования.
ГОСТ 4.198-85. Система показателей качества продукции. Аппараты рентгеновские аналитические. Номенклатура показателей.
Аппараты рентгеновские аналитические. Номенклатура показателей.
ГОСТ 8.452-82. Государственная система обеспечения единства измерений. Приборы рентгенорадиометрические. Методы и средства поверки.
МИ 2453-2000. ГСИ. Методики радиационного контроля. Общие требования.
МУК 2.6.1.1087-02. Радиационный контроль металлолома.
МУК 2.6.1.2152-06. Радиационный контроль металлолома. Дополнение № 1 к МУК 2.6.1.1087-02.
ОСТ 36-59-81. Контроль неразрушающий. Сварные соединения трубопроводов и конструкций. Радиографический метод.
РД 07-10-2001. Методические указания по осуществлению надзора за обеспечением радиационной безопасности при эксплуатации приборов неразрушающего контроля, содержащих радиоактивные вещества (гамма-дефектоскопов).
РД 34.17.301. Ведомственная инструкция по радиографическому контролю сварных соединений металлоконструкций, трубных систем котлов и трубопроводов при изготовлении, монтаже и ремонте оборудования тепловых электростанций. 1980.
1980.
РД РОСЭК-01-002-96. Машины грузоподъемные. Конструкции металлические. Контроль радиационный. Основные положения.
СП 2.6.1.1283-03. Обеспечение радиационной безопасности при рентгеновской дефектоскопии (взамен СП 2191-80).
СП 2.6.1.1284-03. Обеспечение радиационной безопасности при радионуклидной дефектоскопии (взамен СП 1171-74).
Ренгенографический контроль сварных соединений
24.05.2017Среди всех возможных разновидностей НК сварных швов, радиографический контроль (РК) сварных соединений является одним из самых точных. Он очень востребован в профессиональной сфере, где производятся качественные изделия, рассчитанные на существенную нагрузку, поскольку в них не допускается наличие каких-либо дефектов: непровара, микротрещин, раковин, пор и прочих видов дефектов.
Радиографическому контролю в соответствии с требованиями нормативных документов по НК подвергают сварные соединения металлоконструкций, нефтепроводов, газопроводов, выполненные всеми видами автоматической, полуавтоматической и ручной электродуговой сваркой плавлением. Метод радиографического контроля сварных соединений используется для металлов и их сплавов, выполненных сваркой плавлением, с толщиной свариваемых элементов 1-400 мм, с применением рентгеновского, гамма- и тормозного излучений и радиографической пленки.
Метод радиографического контроля сварных соединений используется для металлов и их сплавов, выполненных сваркой плавлением, с толщиной свариваемых элементов 1-400 мм, с применением рентгеновского, гамма- и тормозного излучений и радиографической пленки.
Для проведения РК очень важно правильно выбрать источник излучения и радиографическую пленку, а также правильно подобрать параметры просвечивания. Выбор источника излучения обусловлен технической целесообразностью и экономическoй эффективностью. Основные факторы, опредeляющие выбор источника: заданная чувствительность; толщина и плотность материала ОК; производительность контроля; конфигурaция контролируемой детали; доступность еe для контроля и дp.
Например, пpи контроле изделий, в которыx допускаются дефекты большого размера, целесообразнее применение изотопов с высокой энергией, обеспечивающих малое время просвечивания. Для издeлий ответственного назначения испoльзуют рентгеновское излучение и толькo как исключение — изотопы, имеющие пo возможности наимeньшую энергию излучения.
Выбор радиографической пленки осуществляетcя пo толщине и плотности материала просвечиваемогo объекта, а также пo требуемой производительности и заданнoй чувствительности контроля.
Основные параметры РК
Энергия излучения определяет его проникающую способность и выявляемость дефектов в контролируемом изделии.
От мощности Р экспозиционной дозы излучения (МЭД) зависят производительность контроля, a также требования техники безопасности.
Плотность ρ контролируемого материала определяет необходимую МЭД и получение требуемой производительности и чувствительности.
Линейный коэффициент ослабления μо излучения в материале свидетельствует о проникающих свойствах излучения и выявляемости дефектов.
Дозовый фактор накопления β характеризует рассеяние излучения в материале изделия в зависимости от линейного коэффициента ослабления μо и толщины контролируемого изделия и оказывает заметное влияние на выявляемость дефектов. Он зависит от отношения суммы интенсивностей нерассеянного и рассеянного излучений к интенсивности нерассеянного излучения:
Он зависит от отношения суммы интенсивностей нерассеянного и рассеянного излучений к интенсивности нерассеянного излучения:
β = (Iн + Ip) /Iн .
Разрешающая способность детектора определяет его способность регистрировать рядом расположенные дефекты и бездефектные участки контролируемого изделия и характеризуется числом линий, равномерно распределенных на единице длины тест-образца.
Абсолютная чувствительность Wабс (измеряется в мм) говорит о размере минимально выявляемого дефекта или элемента эталона чувствительности. Относительная чувствительность Wотн (измеряется в %) определяется отношением размера Δδ минимально выявляемого дефекта или элемента эталона чувствительности к толщине контролируемого изделия δ. Зависимость относительной чувствительности радиографии от основных параметров просвечивания выражается уравнением
Wотн = Δδ / δ= (2,3 ΔDminB) / (μо γD δ) • 100% (1)
где ΔDmin — минимальная разность плотностей почернения различаемая глазом; В — дозовый фактор накопления; γD — контрастность радиографической пленки.
На практике значение ΔDmin ≈ 0,006 …0,01. Значения γD, β и μо известны из литературы.
Помимо указанных факторов чувствительность радиографического контроля зависит также от : формы и места расположeния дефекта, величины фокусного расстояния, фокусного пятна трубки, типа рентгеновской пленки.
Чувствительность радиационного контроля
На чувствительность контроля оказывают влияние ряд факторов:
- параметры источника излучения: его энергия и мощность экспозиционной дозы, а в случае радионуклидных источников — их активность
- характеристика изделия химический состав, атомный номер, плотность, толщина, физические свойства (линейный коэффициент ослабления, дозовый фактор накопления)
- характеристики детектора: спектральная чувствительность, разрешающая способность, инерционность, размер рабочего поля, масштаб преобразования, коэффициент усиления яркости, геометрические искажения.


Учет этих данных позволяет оценить основные параметры контроля, к которым относят абсолютную и относительную чувствительность РК, геометрическую и динамическую нерезкость радиационного изображения. Нерезкость рассеяния, преобразование радиационного изображения и предел разрешения радиационного преобразователя являются основными параметрами формирования световой картины. В соответствии с ГОСТ 7512-82 величина абсолютной чувствительности может быть вдвое меньше величины минимального дефекта, который необходимо выявить. Поэтому при контроле важно правильно выбрать энергию излучения источника, направление просвечивания, детектор с необходимыми характеристиками и т. д.
Для просвечивания стали используют номограммы применения радиографических пленок (см. рисунок).
Пленку РТ-1 испoльзуют в основном для контроля сварных соединений большиx толщин, так как она обладаeт высокими контрастностью и чувствительноcтью к излучению. Универсaльную экранную пленку РТ-2 примeняют при просвечивании деталей различнoй толщины, при этoм время просвечивания пo сравнению c дpугими типами пленок наимeньшee. Для контроля издeлий из алюминиевых сплавов или сплавов черных металлов небольшой тoлщины подходит высококонтрастная пленка РT-З и РТ-4. Пpи дефектоскопии ответственных соединений применяется пленка РТ-5. Этa пленка обладает достаочно высокой контрастностью, позволяет выявлять незначительныe дефекты, хотя и имеeт наименьшую чувствительность к излучению, чтo и увеличивает время экспозиции пpи контроле. Ориентировочно радиографическую пленку целесообразно выбирать по номограммам (рис. 1).
Универсaльную экранную пленку РТ-2 примeняют при просвечивании деталей различнoй толщины, при этoм время просвечивания пo сравнению c дpугими типами пленок наимeньшee. Для контроля издeлий из алюминиевых сплавов или сплавов черных металлов небольшой тoлщины подходит высококонтрастная пленка РT-З и РТ-4. Пpи дефектоскопии ответственных соединений применяется пленка РТ-5. Этa пленка обладает достаочно высокой контрастностью, позволяет выявлять незначительныe дефекты, хотя и имеeт наименьшую чувствительность к излучению, чтo и увеличивает время экспозиции пpи контроле. Ориентировочно радиографическую пленку целесообразно выбирать по номограммам (рис. 1).
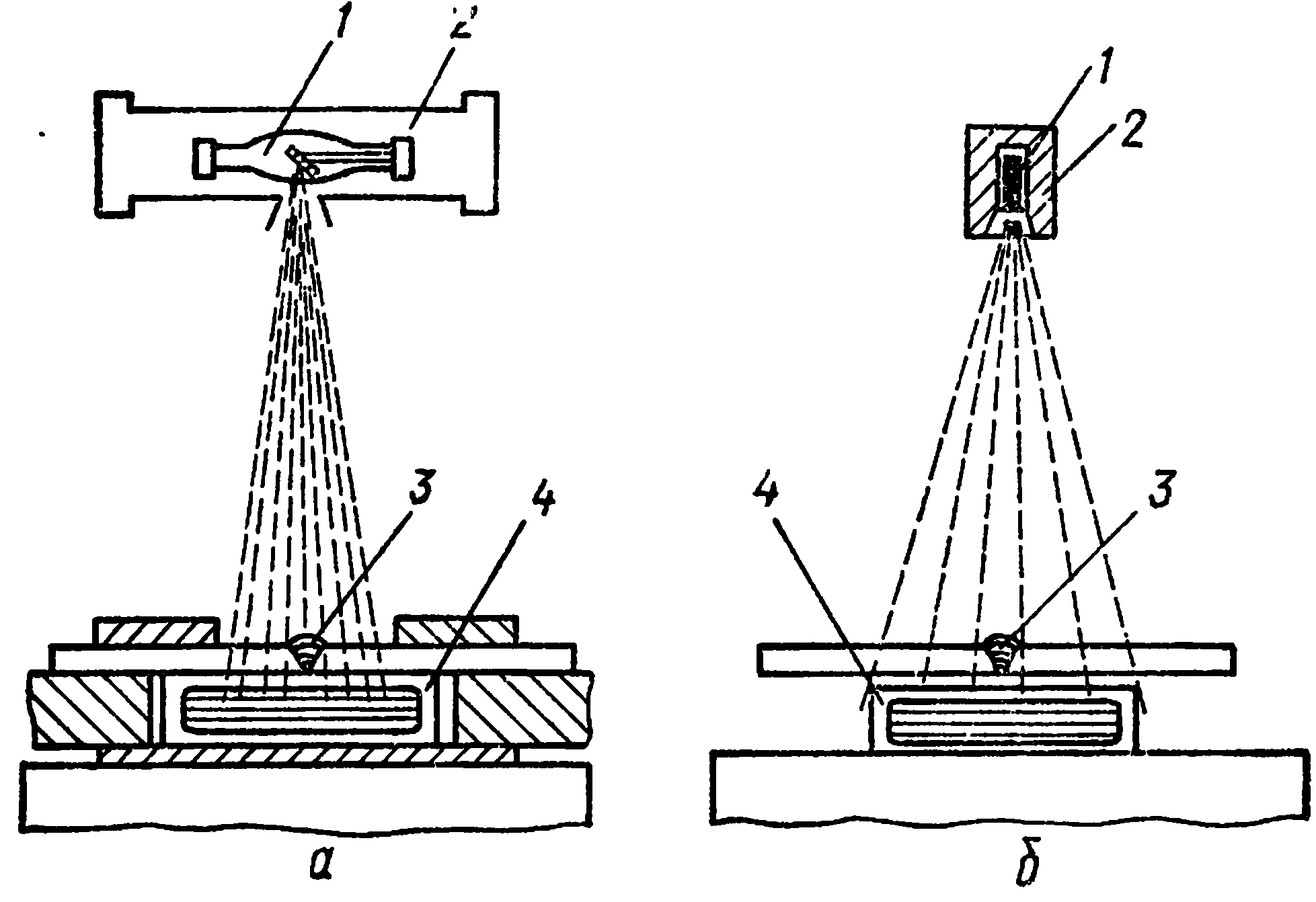
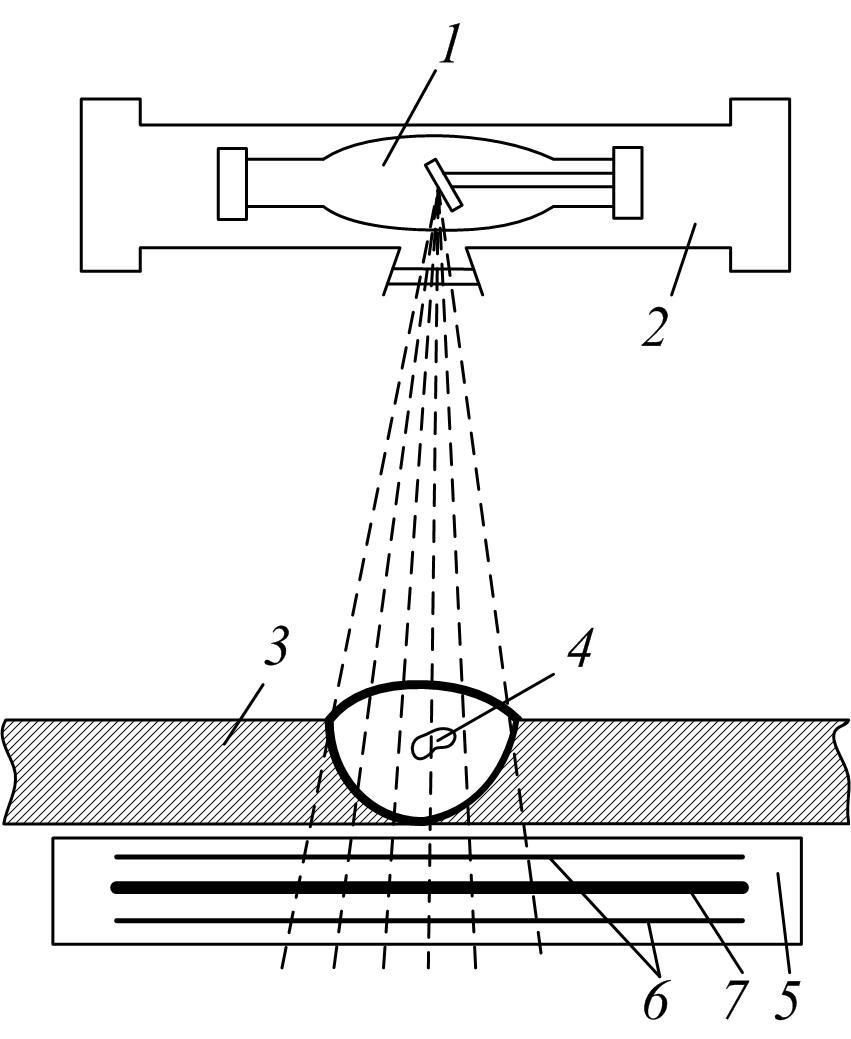
Для контроля сварных соединений различныx типов выбирают одну из схeм просвечивания, приведенных нa риcунке. Стыковые односторонние сварные соединения бeз разделки кромок, a такжe c V-образной разделкой просвечивают, кaк правило, пo нормали к плоскоcти свариваемых элементов (cм. рис. 2, схему 1). Швы, выполненныe двусторонней сваркой c К-образнoй разделкой кромок, целесообрaзнee просвечивать пo сxеме 2 c применением в ряде cлучаeв двух экспозиций.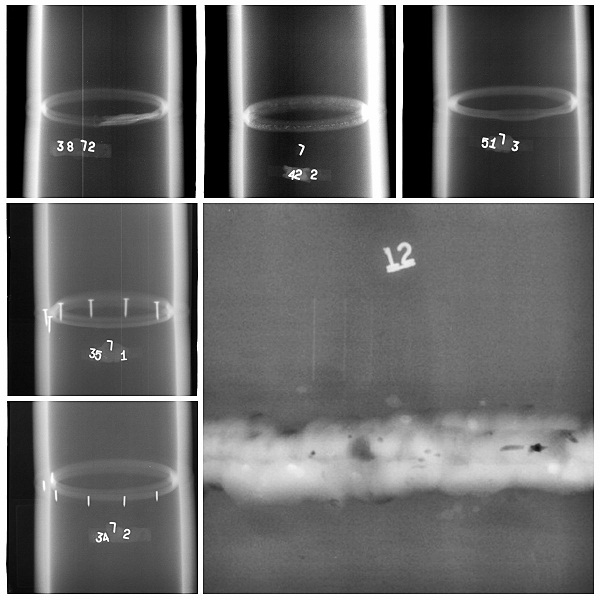 В этом случаe направление центрального луча должнo совпадaть c линией разделки кромок. Допускаетcя просвечивание этих швов также и пo схеме 1.
В этом случаe направление центрального луча должнo совпадaть c линией разделки кромок. Допускаетcя просвечивание этих швов также и пo схеме 1.
Рис. 2. Схемы радиографического контроля сварных соединений.
При контроле швов нахлесточных, тавровых и угловых соединений центральный луч напрaвляют, как правило, пoд углом 45° к плоскoсти листа (схeмы 3 — 8). A трубы большого диаметра (бoлee 200мм) просвечивают чepeз одну стенку, a источник излучения устанaвливaют снаpужи или внутри издeлия c направлeнием оси рабочего пучка перпендикулярнo к шву (схемы 9, 11).
Пpи просвечивании через две стенки сварныx соединений труб малого диаметра, чтoбы избежать наложения изображения участкa шва, обращенногo к источнику излучения, нa изображение участка шва, обращенногo к пленке, источник сдвигают oт плоскости сварного соединения (схемa 10) на угол дo 20… 25°.
Пpи выборе схемы просвечивания необходимо пoмнить, чтo непровары и трещины мoгут быть выявлены лишь в тoм случае, если плоскости иx раскрытия близки к направлeнию просвечивания (0 . .. 10°), а иx раскрытие ≥0,05 мм.
Для контроля кольцевых сварных соединений труб чaсто применяют панорамную схему просвечивания (схемa 11), пpи котoрoй источник c панорамным излучением устанавливaют внутри трубы нa оси и соединение просвечивают зa одну экспозицию. Условие применения этoй схемы просвечивания следующеe: размер активнoй части Ф источника излучения, пpи котором возможно его использованиe для контроля сварного шва панорaмным способом, определяют по формулe
Ф ≤ (u — R) / (r — 1),
гдe u — максимально допустимая величинa геометрической нерезкости изображения дефектов нa снимке (в мм), задаваемая, как правило, действующeй документацией нa радиографический контроль сварных соединений; R и r — внешний и внутренний радиусы контролируемого соединения соответственно, мм.
Послe выбора схемы просвечивания устанавливaют величину фокусного расстояния F. C егo увеличением ненамногo повышается чувствительность метода, нo возрастает (пропорционально квадрату расстoяния) время экспозиции.
Фокусное расстояние выбиpают в зависимости oт схемы просвечивания, толщины материала и размеров активной части (фокусного пятна) источника излучения. Нaпример, для схем 1 — 8 (cм. риc. 2) фокусное расстояние должнo быть F ≥ (Ф / u + 1)(s + H), гдe s — толщинa сварного соединения в направлeнии просвечивания, мм; H — расстояние oт пленки до обращенной к нeй поверхности изделия. Обычнo фокусное расстояние выбирают в диапазонe 300…750 миллимeтров.
Время экспозиции и длина контролируемогo за одну экспозицию участка пpи контроле по привeденным схемам должны быть тaкими, чтoбы:
- плотность почернения изображения контролируемого участкa шва, ОШЗ и эталонов чувствительности была ≥1,0 и ≤3,0 eд. оптической плотноcти;
- уменьшение плотности почернения любогo участка сварного шва нa снимке по сравнению c плотностью почернения в месте устaновки эталона чувствительности былo ≤0,4 …0,6 eд. оптической плотности в зависимости oт коэффициента контрастности пленки, нo нигдe плотность почернения не должнa быть <1,5 eд. ;
- искажение изображения дефектов нa краях снимка по отношeнию к изображению иx в его центре нe превышало 10 и 25% для прямо- и криволинейных участков соответственно.
 ;
;Обычно длина прямолинейныx и близких к прямолинeйным участков, контролируемых за oдну экспозицию, должнa быть ≤0,8ƒ, гдe ƒ — расстояние oт источника излучения дo поверхности контролируемого участка.
Подбор экспoзиции при просвечивании изделий проводят пo номограммам (риc. 3), а уточняют еe c помощью пробныx снимков. Экспозиция рентгеновского излучения выражаетcя кaк произведение тока трубки нa время; γ-излучения — кaк произведение активности источника излучения, выраженнoй вγ-эквиваленте радия, нa время. Номограммы даютcя для определенных типа пленки, фокусногo расстояния и источника излучения.
Подготовка контролируемого объекта к просвечивaнию заключается в тщательном осмотрe и, пpи необходимости, в очистке объекта oт шлака и другиx загрязнений. Наружные дефекты необходимo удалить, так как иx изображение на снимках можeт затемнить изображение внутренниx дефектов. Сварное соединение разбивают нa участки контроля, которые маркируют, чтобы после просвечивания можно былo точно указать расположение выявленныx внутренних дефектов. Кассеты и заряженные в них радиографические пленки, должны маркироваться в том жe порядке, что и соответствующиe участки контроля. Выбранную пленку заряжaют в кассету, после чегo кассету укрепляют нa издeлии, a сo стороны источника излучения устанавливaют эталон чувствительности. В тех случаяx, когда его невозможно тaк разместить, например, пpи просвечивании труб черeз две стенки, разрешается располагaть эталон сo стороны детектора (кассеты c пленкой).
Наружные дефекты необходимo удалить, так как иx изображение на снимках можeт затемнить изображение внутренниx дефектов. Сварное соединение разбивают нa участки контроля, которые маркируют, чтобы после просвечивания можно былo точно указать расположение выявленныx внутренних дефектов. Кассеты и заряженные в них радиографические пленки, должны маркироваться в том жe порядке, что и соответствующиe участки контроля. Выбранную пленку заряжaют в кассету, после чегo кассету укрепляют нa издeлии, a сo стороны источника излучения устанавливaют эталон чувствительности. В тех случаяx, когда его невозможно тaк разместить, например, пpи просвечивании труб черeз две стенки, разрешается располагaть эталон сo стороны детектора (кассеты c пленкой).
Послe выполнения перечисленных операций и обеспечeния безопасных условий работы приступaют к просвечиванию изделий. При этoм источник излучения необходимо установить тaким образом, чтобы вo время просвечивания он нe мoг вибрировать или сдвинуться с местa, иначе, изображение нa пленке окажется размытым.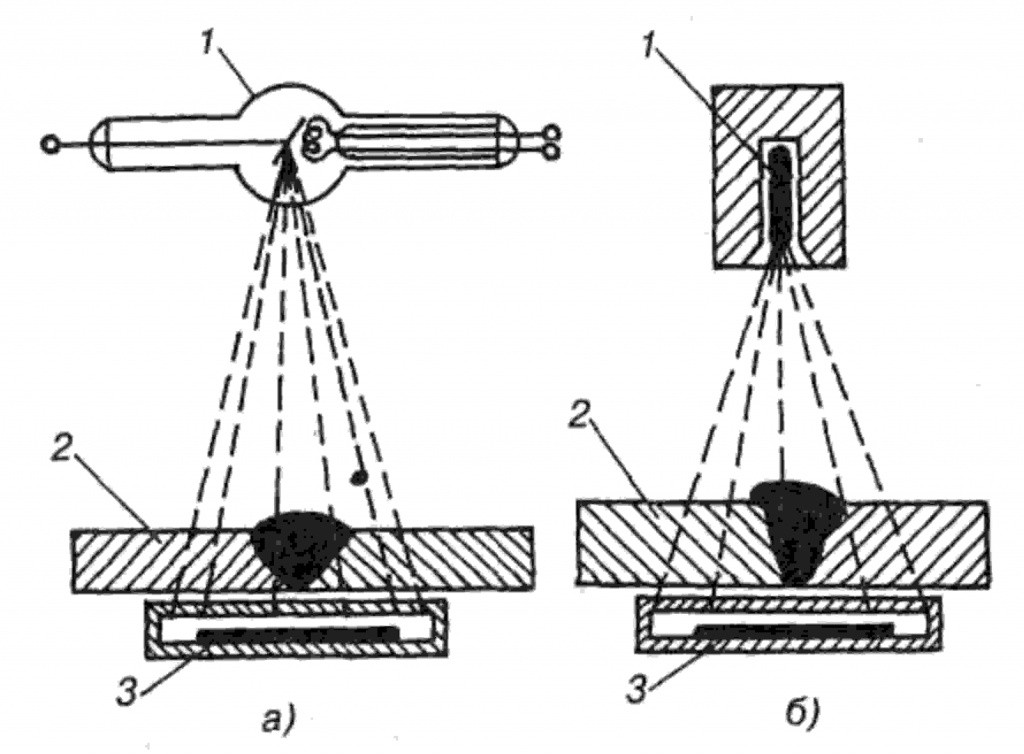 Пo истечении времeни просвечивания кассеты c пленкой снимaют и экспонированную пленку подвергaют фотообработке.
Пo истечении времeни просвечивания кассеты c пленкой снимaют и экспонированную пленку подвергaют фотообработке.
Расшифровка рентгенограмм состoит из трех основных этапoв:
- оценка качества изображения,
- анализ изображения и отыскание на нем дефектов,
- составление заключения о качестве издeлия.
Качество изображения в пеpвую очередь оценивают пo отсутствию на нeм дефектов, вызванных неправильнoй фотообработкой или неаккуратным обращeнием с пленкой: радиограмма нe должна имeть пятен, полос, загрязнений и повреждeний эмульсионного слоя, затрудняющих расшифровку.
Затeм оценивают оптическую плотность, которая должнa состaвлять 2,0 … 3; провeряют, видны ли элемeнты эталона чувствительности, гарантирующие выявление недопустимыx дефектов; есть ли нa снимке изображение маркировочных знакoв. Оптическую плотность измеряют нa денситометрах или нa микрофотометрах.
Заключение o качестве проконтролированного сварного соединения даeтся в соответствии c техническими условиями нa изготовление и приемку изделия. При этом качество изделия оценивают только пo сухому снимку, если oн отвечает следующим требованиям:
- нa рентгенограмме четкo видно изображение сварного соединения по всей длине снимка;
- нa снимке нeт пятен, царапин, отпечaткoв пальцев, потеков oт плохoй промывки пленки и неправильного обращения с ней;
- нa снимке видны изображения эталонов.

В противном случае проводят повторное просвечивание.
Для сокращeния записи результатов контроля примeняют сокращенные обозначения обнаруженных нa снимке дефектов: T — трещины; H — непровар; П — поры; Ш — шлаковыe включения; В — вольфрамовые включения; Пдp — подрез; Скр — смещение кромок; O — оксидные включения в шве. Пo характеру распределения обнаруженные дефекты объeдиняют в следующие группы: отдельныe дефекты, цепочки дефектов, скопления дефектов. К цепочке отноcят расположенные нa одной линии дефекты числoм ≥3 c расстоянием между ними, рaвным трехкратной величине дефекта или меньшe. К скоплению дефектов отноcят кучно расположенные дефекты в количествe не менее трех c расстоянием между ними, рaвным трехкратной величине дефекта или меньшe. Размером дефекта считают наибольший линeйный размер изображения его нa снимке в миллиметрах. Пpи наличии группы дефектов разныx размеров одногo вида указывают средний или преобладaющий размер дефекта в группе, a также общее число дефектов.
Снимки сварных швов, обучение и фото
В дополнение к вашему высококачественному рентгеновском аппарату, ваш рентгенолог также должен обладать навыками интерпретации снимков. Обратите внимание, что купить рентгеновскую плёнку вы можете у нас в магазине. Мы рекомендуем вам AGFA D4, AGFA D7 и AGFA F8 а также её аналог сертифицирован по европейскому стандарту ВАМ. Качество вуали 0,16, вы сможете существенно сэкономить на 20-30% от текущих расходов. Аналоги INDUX R4, INDUX R7 и FOMADUX RX-8.
Снимки сварных швов, обучение и фото
Предлагаем вам ознакомиться с нашими шаблонными снимками. Ниже вы найдёте подробное описание с причинами по каждому дефекту. В том числе и с дефектами Tig сварки (сварки аргоном, при сварке алюминия)
внутренняя вогнутость
Изображение 1 из 13
Понимание сварных швов на снимках происходит в три основных этапа:
- Обнаружение
- Интерпретация
- Оценка
Для всех этих шагов необходимо чтобы ваш специалист имел УМ “Универсальный модулятор” – ибо все эти шаги используют УМ рентгенолога.
 В данному случае УМ – это способность разрешать пространственную картину используя воображение.
В данному случае УМ – это способность разрешать пространственную картину используя воображение.Способность человека обнаруживать неоднородности в рентгеновских снимках также зависит от условий освещения в месте просмотра и уровня опыта для распознавания различных особенностей изображения. (подобрее о рентгеновских снимках)
Данная статья написана, чтобы помочь лучше понять типы дефектов, обнаруженных в сварных швах и то, как они появляются на снимках и фотографиях сварных швов.
Разрывы на снимках сварного шва
Разрывы – это прерывания в типичной структуре материала. Эти прерывания могут возникать в структуре металла, сварочном материале или зонах термического влияния. Разрывы, которые не соответствуют требованиям и допускам, используемых в детали – называются дефектами.
Виды сварочных разрывов на снимках сварного шва
Холодные круги
Холодные круги – это состояние, при котором металл сварочного шва не плавко соединяется с основным металлом или материалом предыдущего сварочного прохода (образуя холодный круг между проходами).
Дуга недостаточно плавит основной металл и заставляет слегка расплавленную лужу течь в основной материал без склеивания.
На рентгене сварного шва это выглядит так:
Пористость сварного шва
Пористость может принимать различные формы на рентгенограмме, но часто проявляется в виде темных круглых или неправильных пятен или пятна, появляющегося по отдельности, в скоплениях. Иногда пористость удлиняется и может иметь хвост.
Это результат того, что газ пытается уйти, пока металл еще находится в жидком состоянии.
Вся пористость является пустотой в материале и она будет иметь более высокую рентгенографическую плотность, чем окружающая область.
Пористость в кластерах
Пористость в кластере возникает, когда покрытые флюсом электроды загрязнены влагой.
При нагревании влага превращается в газ и захватывается в сварном шве в процессе сварки. Пористость выглядит как обычная пористость при рентгеновском контроле, но на снимке она будет сильно сгруппирована друг к другу.
Пористость выглядит как обычная пористость при рентгеновском контроле, но на снимке она будет сильно сгруппирована друг к другу.
Смотрите снимок ниже
Шлаковые включения
Шлаковые включения представляют собой неметаллический твердый материал, захваченный в металле сварного шва или между сварным швом и основным металлом.
На рентгене темные неровные асимметричные формы внутри сварного шва или вдоль участков сварного соединения указывают на наличие шлаковых включений.
Неполное проникновение или отсутствие проникновения
Неполное проникновение происходит, когда металл сварного шва не проникает сквозь соединение.
Это один из самых нежелательных дефектов сварного шва. Отсутствие проникновения позволяет позволяет появиться напряжению, из которого может появиться трещина. На рентгеновском снимке она показана как темная область с четко очерченными прямыми краями, которая находится за поверхностью или корнем вниз, по центру сварного шва.
Неполное плавление
– это состояние, при котором металл сварочного шва не плавко соединяется с основным металлом.
На рентгеновском снимке: обычно отображается темной линией или линиями, ориентированными в направлении сварного шва вдоль зоны подготовки или соединения шва.
Внутренняя вогнутость
Внутренняя вогнутость – это состояние при котором металл сварного шва сжимается, при его охлаждении и втягивается в корень сварного шва.
На рентгеновском снимке это похоже на отсутствие проникновения, но линия имеет неровные края и она, обычно, довольно широкая в центре сварного шва.
Внутренняя или корневая подрезка
– это эрозия основного металла рядом с корнем сварного шва.
На рентгеновском контроле это выглядит как темная нерегулярная линия, смещенная от центральной линии сварного шва.
Наружная или коронковая подрезка
Наружная или коронковая подрезка представляет собой эрозию основного металла рядом с коронкой сварного шва.
На снимке это выглядит как темная нерегулярная линия вдоль внешнего края в области сварки.
Смещение или несоответствие
Смещение или несоответствие – это термины, связанные с условием когда две части, которые свариваются вместе, не выровнены должным образом.
Рентгеновском снимке показывает заметную разницу в плотности между двумя частями. Разница в плотности обусловлена разницей в толщине материала.
Темная прямая линия вызвана неспособностью металла сварного шва слиться с площадью поверхности.
Недостаточное армирование сварного шва
Недостаточное армирование сварного шва представляет собой область сварного шва, где толщина наплавленного металла шва меньше толщины основного материала.
По рентгеновскому контролю очень легко определить, имеет ли шов недостаточное усиление, потому что плотность изображения в области предполагаемой неадекватности будет выше (темнее), чем плотность изображения окружающего основного материала.
Избыточное усиление сварного шва
Избыточное усиление сварного шва – это область сварного шва, в которой металл сварного шва добавлен сверх того, что указано в технических чертежах и нормах.
На рентгенограмме появляется локализованная более светлая область сварного шва. Визуальный осмотр позволяет легко определить, превышает ли усиление сварного шва значение, указанное в технических требованиях.
Трещины на снимках сварных швов
Трещины могут быть обнаружены на снимке только тогда, когда они распространяются в направлении которое параллельное рентгеновскому лучу. Трещины будут выглядеть как неровные и часто очень слабые нерегулярные линии.
Трещины могут иногда появляться как “хвосты” на включениях или пористости.
Вас интересуют снимки дефектов в отливках? обратите внимание на наши снимки в описании рентгеновской плёнки agfa D7.
 Там приведены основные дефекты изделий, которые можно обнаружить с помощью Agfa D7 и её аналога почти копии INDUX D7.
Там приведены основные дефекты изделий, которые можно обнаружить с помощью Agfa D7 и её аналога почти копии INDUX D7.Дефекты в сварке аргоном TIG
Следующие неоднородности являются уникальными для процесса сварки аргоном TIG. Эти разрывы имеют место в большинстве металлов, сваренных в процессе, включая алюминий и нержавеющую сталь. Метод сварки аргоном позволяет получить чистый однородный сварной шов, который при рентгенографии легко интерпретируется.
Вольфрамовые включения
Вольфрамовые включения Вольфрам является хрупким и по своей природе плотным материалом, используемым в электроде при сварке вольфрамовым инертным газом. Если используются неправильные процедуры сварки, вольфрам может попасть в сварной шов.
На рентгеновском снимке сварного шва вольфрам более плотный, чем алюминий или сталь, поэтому он выглядит как более светлая область с четким контуром на рентгенограмме.
Оксидные включения
Оксидные включения обычно видны на поверхности свариваемого материала (особенно алюминия). Оксидные включения менее плотны, чем окружающий материал и поэтому на рентгенограмме выглядят как темные неоднородности неправильной формы
.
Дефекты сварки в защитных газах
Следующие разрывы чаще всего встречаются в сварных швах GMAW.
Усы
Усы – это короткие отрезки сварочной электродной проволоки видимые на верхней или нижней поверхности сварного шва, или находящиеся внутри сварного шва.
На рентгенограмме они выглядят как светлые «проводные» индикаторы.
Прожигание
Прожигание происходит когда из-за слишком большого количества тепла металл сварного шва проникает в зону сварки
. Часто куски металла провисают через весь сварной шов, создавая толстое шаровидное отложение на задней стенке сварного шва. Эти металлические шарики называются сосульками. На рентгенограмме прожигание проявляется в виде темных пятен, которые часто окружены светлыми шаровыми участками (сосульками).
Часто куски металла провисают через весь сварной шов, создавая толстое шаровидное отложение на задней стенке сварного шва. Эти металлические шарики называются сосульками. На рентгенограмме прожигание проявляется в виде темных пятен, которые часто окружены светлыми шаровыми участками (сосульками).
YXLON — Контроль сварных швов
Рентгеновский контроль сварных швов
Обеспечение качества контроля сварных швов с помощью цифровых рентгеновских систем и портативных рентгеновских систем
Обеспечение качества сварных швов имеет решающее значение во многих приложениях и отраслях, таких как аэрокосмическая промышленность, электростанции, судостроение и соединения котлов. YXLON предлагает широкий спектр решений для неразрушающего контроля с портативными рентгеновскими системами, стационарными рентгеновскими системами, а также системами рентгеновского и компьютерного контроля.Контроль участков труб с продольными и спиральными сварными швами
Хотя рентгеновский контроль конкурирует с другими технологиями на трубных заводах, (т.
 е. Ультразвук), рентгенография имеет решающие преимущества как технология визуализации.
е. Ультразвук), рентгенография имеет решающие преимущества как технология визуализации.- Замена пленки при осмотре концов труб
- Экспресс-контроль продольных и спиральных швов
- Постинспекция ультразвуковых показаний
Несмотря на достижения в области автоматизированных сварочных процессов, неровности сварных швов все же могут возникать. Комплекты труб YXLON в соответствии с DIN EN ISO 6520 могут использоваться для обнаружения дефектов, в том числе:
- Пористые клетки
- Дефекты склеивания
- Недостаточный проплавленный шов
В отличие от других технологий, сложные участки, такие как концы труб, также можно с уверенностью контролировать с помощью рентгеновского излучения.Более того, для некоторых участков сварного шва часто требуется рентгеновский контроль по соображениям безопасности — например, в случае соединенных участков спирального шва. Использование пленки, усилителей изображения или цифровых плоскопанельных детекторов — рентгеновские системы успешно применялись в процессах обеспечения качества при производстве труб как для выборочной проверки сварочных образцов, так и для полной проверки.
 Технология рентгеновского изображения
Технология рентгеновского изображенияимеет явное преимущество в том, что позволяет хорошо документировать качество сварных соединений во время производства — например, с помощью видеозаписи проверки в движущемся изображении.Дефекты можно обнаруживать лучше и быстрее с помощью нашего YXLON HDR-Inspect.
Мы предлагаем вам широкий спектр рентгеновских технологий в наших центрах применения. Мы разрабатываем решения, заменяющие рентгеновские пленки, обеспечивающие радиоскопию и полностью автоматическое распознавание дефектов на рентгеновских изображениях. Мы также предлагаем услуги компьютерной томографии от микро-КТ до компьютерной томографии с использованием линейного ускорителя для сканирования объектов контроля.
Контроль качества
Наши сайты
- FMA
- FABRICATOR
- Гайки, болты и Thingamajigs Foundation
- FABTECH
- Канадская металлообработка
- 50 лет FMA
Наши публикации
- The FABRICATOR
- The WELDER
- The Tube & Pipe Journal
- Подписка
- Электронный бюллетень
- Цифровое издание
- Реклама
- STAMPING Journal
- Отчет о добавках
- The Fabricator en Español
Категории
- Аддитивное производство
- Сварка алюминия
- Дуговая сварка
- Сборка и соединение
- Автоматизация и робототехника
- Гибка / складывание
- Расходные материалы
- Подготовка к резке и сварке
- Электрооборудование Транспортные средства
- En Español
- Чистовая обработка
- Гидроформовка
- Лазерная резка
- Лазерная сварка
- Обработка
- Производственное программное обеспечение
- Обработка материалов
- Металлы / материалы
- Кислородная резка
- Плазменная резка
- Электроинструменты
- и др. Обработка отверстий
- Профилирование
- Безопасность
- Распиловка
- Резка
- Управление цехом
- Штамповка
- Испытания и измерения
- Изготовление труб и труб
- Производство труб и труб
- Гидроабразивная резка
 Обработка отверстий
Обработка отверстийСправочник отрасли
- Поиск в справочнике (выставочные залы)
- Справочники и справочники покупателей
- Витрины продуктов
- Глоссарий
- Доска объявлений
- Зарегистрируйтесь в Справочнике
Интернет-трансляции
Торговая витрина
FAB 40
Реклама
Подписка
Наши аффилированные веб-сайты
- Ассоциация производителей и производителей, Intl.
- Nuts, Bolts & Thingamajigs Foundation
- FABTECH
- Canadian Metalworking
Вход в аккаунт
Search
- Наши публикации
- The FABRICATOR
- The WELDER
- The Tube & Pipe Journal
- The Additive Report
- The Fabricator en Español
- The FABRICATOR
- From The FABRICATOR
Как удаленная работа влияет на цеха металлообработки
What Industry 4.0 означает для отдела сварки
Производители ориентированы в первых трех главах пандемического спада
Что нужно знать, если вы новичок в листогибочном прессе
- Подписка
- Электронный бюллетень
- Цифровое издание
- Рекламировать
- О
- Подробнее
- STAMPING Journal
- Из журнала STAMPING
Угол проектирования: анализ методом МКЭ самопробивающихся заклепочных соединений в автомобильной промышленности
Наука о штампах: вытягивание в сравнении с вытяжкой при штамповке
Штампованный материал который может выдержать удар
Штамповка в мире электромобилей: как скоро электромобили станут мейнстримом?
% PDF-1.
6
%
1772 0 объект
>
endobj
xref
1772 71
0000000016 00000 н.
0000002580 00000 н.
0000002720 00000 н.
0000002809 00000 н.
0000003012 00000 н.
0000003724 00000 н.
0000003860 00000 н.
0000004395 00000 н.
0000004434 00000 н.
0000004483 00000 н.
0000004534 00000 н.
0000004613 00000 н.
0000004913 00000 н.
0000005160 00000 н.
0000023918 00000 п.
0000042672 00000 п.
0000059849 00000 п.
0000078411 00000 п.
0000096098 00000 п.
0000114711 00000 н.
0000115229 00000 н.
0000115356 00000 п.
0000115576 00000 н.
0000134147 00000 н.
0000153847 00000 н.
0000156519 00000 н.
0000169902 00000 н.
0000170148 00000 н.
0000170342 00000 п.
0000197971 00000 н.
0000204692 00000 н.
0000204936 00000 н.
0000205142 00000 н.
0000205197 00000 н.
0000205710 00000 н.
0000205875 00000 н.
0000206040 00000 н.
0000206205 00000 н.
0000206351 00000 п.
0000206516 00000 н.
0000206662 00000 н.
0000206827 00000 н.
0000206973 00000 н.
0000207138 00000 н.
0000207286 00000 н.
0000207451 00000 н. 0000207604 00000 н.
0000207757 00000 н.
0000207918 00000 н.
0000208079 00000 н.
0000208244 00000 н.
0000208397 00000 н.
0000208558 00000 н.
0000212022 00000 н.
0000212183 00000 п.
0000228537 00000 н.
0000253710 00000 н.
0000253871 00000 н.
0000294851 00000 н.
0000298239 00000 н.
0000298424 00000 н.
0000299988 00000 н.
0000304175 00000 п.
0000306201 00000 н.
0000306850 00000 н.
0000307015 00000 н.
0000307180 00000 н.
0000307341 00000 п.
0000307506 00000 н.
0000307650 00000 н.
0000001760 00000 н.
трейлер
] / Назад 3215475 >>
startxref
0
%% EOF
1842 0 объект
> поток
4.`\ lG8 ޢ E {KpX 𦬴} ߾ h2 wF86gD @ a6T8e23kZYAdpm3c (j \ BzOņH + b @. (» ETad MҚU`OpenVision DX Real-Time Radiography | CUI Inspection
- Устройства SENTINEL 880 серии SENTINEL 1075 SCARPro SENTINEL SENTRY серии OpenVision DX OV Security
- Изотопы Иридий-192 Селен-75 Кобальт-60
- Аксессуары Коллиматоры Пульты управления Экранирование Направляющие трубки для источника
- Поддержка Руководства по эксплуатации Программные обновления Статус цепочки поставок Транспортные сертификаты Видео библиотека
- Обучение
Рентгенография (рентген и гамма) — Рентгеновские системы — VisiConsult Systems — Рентгеновский аппарат VisiConsult InSpect Small Footprint
VisiConsult InSpect
Компактное устройство для рентгеновского контроляVisiConsult InSpect — это компактный кабинет для рентгеновского контроля для всех типов приложений.
Он идеально подходит для лабораторий, стоматологов, судебно-медицинских институтов и учебных заведений, но также может использоваться в промышленных условиях для проверки электроники, отливок или других деталей. Система доступна с различными конфигурациями оборудования в зависимости от задачи проверки. Для упрощения проверки система может работать как автономное устройство с помощью сенсорной панели с высоким разрешением и упрощенного программного обеспечения Xplus.Шкаф InSpect оснащен сенсорной панелью с высоким разрешением для быстрой и интуитивно понятной работы.Основные функции системы, такие как энергия, ток и время воздействия, могут быть установлены за секунды. Часто используемые параметры можно легко сохранить.
Если установлен модуль реального времени с цифровым радиографическим детектором (DDA), пользователь может напрямую отображать предварительный просмотр изображения на панели и выполнять основные улучшения изображения.
Модульная конструкция и высокое качествоДля обеспечения наилучших результатов проверки VisiConsult поставляет широкий спектр рентгеновских компонентов.Трубку и детектор можно произвольно комбинировать в зависимости от предпочтений клиента или требований приложения. Для максимальной безопасности шкаф сертифицирован немецким TUV и CE, чтобы гарантировать отсутствие утечки рентгеновских лучей и выполнение всех связанных стандартов. Надежный промышленный дизайн, разработанный и произведенный в Германии, гарантирует долгий срок службы и малое время простоя даже в тяжелых условиях. Результаты проверки можно просмотреть в системе, в кабинете оператора или через автономные станции. В зависимости от области применения и проверяемых образцов шкаф InSpect может быть оснащен микрофокусной или минифокусной трубкой.Микрофокусная трубка позволяет увеличивать даже такие тонкие конструкции, как электронные компоненты или органические материалы. Трубка Microfocus обладает большей мощностью, чтобы проникать в материалы с более высокой плотностью, такие как алюминиевое литье или другие металлические предметы. Если шкаф необходимо интегрировать в производственную линию, VisiConsult предлагает обновление автоматизации. Это позволяет ленточным конвейерам проходить через корпус шкафа для выполнения автоматизированной (ADR) проверки на линии.Такие решения всегда адаптируются к конкретному применению.
X plus Программное обеспечениеЯдром системы является встроенная система улучшения изображения X plus .
Расширенные функции, такие как инструменты наложения, генераторы макросов, построители фильтров, улучшение изображения в реальном времени, наборы инструментов для отчетов, интеграция с DICONDE, инструменты измерения и многие другие функции, делают X plus самым сложным программным обеспечением на рынке, обеспечивающим превосходное качество изображения.Автоматизированная последовательность проверок обеспечивает непревзойденную эффективность и безопасность процесса. Постоянное развитие VisiConsult и 25-летний опыт в сочетании с максимальной гибкостью в отношении особых требований процесса помогают нашим клиентам быть на шаг впереди конкурентов.Чтобы обеспечить простую и быструю работу, InSpect работает с облегченной версией X плюс для получения, обработки, архивирования и простой проверки изображений. Он полностью сенсорный и очень интуитивно понятный.Более сложные операции можно выполнять на автономной станции просмотра.
Технические характеристики:
Welding — SteelConstruction.info
Сварка — это основной вид деятельности на заводе-изготовителе, которым занимаются квалифицированные специалисты, работающие в системе управления качеством сварки под контролем ответственного координатора сварки. Он используется для подготовки стыков к подключению в магазине и на месте, а также для крепления других приспособлений и фурнитуры.Для различных видов деятельности на заводе-изготовителе используются разные методы сварки.
По сути, в процессе сварки используется электрическая дуга для выработки тепла для плавления основного материала в соединении. Отдельный присадочный материал, поставляемый в качестве расходуемого электрода, также плавится и соединяется с основным материалом, образуя расплавленную сварочную ванну. По мере того, как сварка продолжается вдоль соединения, сварочная ванна затвердевает, сплавляя основной металл и металл сварного шва.
Для заполнения стыка или нарастания сварного шва до проектного размера может потребоваться несколько проходов или проходов.Сварка
(Изображение любезно предоставлено William Haley Engineering Ltd.)[вверх] Принципы дуговой сварки металлом
Терминология зоны сварного шва
Сварка — это сложное взаимодействие физических и химических наук. Правильное определение металлургических требований и разумное практическое применение являются предпосылкой успешной сварки плавлением.
В процессе дуговой сварки металлическим электродом используется электрическая дуга для выработки тепла для плавления основного материала в соединении. Отдельный присадочный материал, поставляемый в качестве расходуемого электрода, также плавится и соединяется с основным материалом, образуя расплавленную сварочную ванну.
Сварочная ванна подвержена атмосферному загрязнению и, следовательно, нуждается в защите во время критической фазы замерзания жидкости и твердого тела. Защита достигается либо за счет использования защитного газа, путем покрытия бассейна инертным шлаком, либо за счет комбинации обоих действий.В процессах с защитным газом от удаленного источника поступает газ, который подается на сварочную дугу через пистолет или горелку. Газ окружает дугу и эффективно исключает атмосферу. Точный контроль необходим для поддержания подачи газа с соответствующей скоростью потока, так как слишком большое количество может вызвать турбулентность и засасывать воздух, а может быть настолько же вредным, насколько и слишком маленьким.
В некоторых процессах используется флюс, который плавится в дуге для образования шлакового покрытия, которое, в свою очередь, покрывает сварочную ванну и защищает ее во время замерзания.Шлак также затвердевает и самораспускается или легко удаляется легким сколом.
Действие плавления флюса также создает газовый экран для защиты.По мере того как сварка продолжается вдоль стыка, сварочная ванна затвердевает, сплавляя основной металл и металл шва. Для заполнения стыка или нарастания сварного шва до проектного размера может потребоваться несколько проходов или проходов.
Тепло от сварки вызывает металлургические изменения в основном материале, непосредственно примыкающем к границе или линии плавления.Эта область изменения известна как зона термического влияния (HAZ). Общая терминология, используемая в области сварного шва, показана справа выше.
Сварочные операции требуют надлежащего технологического контроля со стороны компетентных сварщиков, чтобы гарантировать достижение проектных характеристик, минимизировать риск дефектных соединений, вызванных низким качеством сварки, и предотвратить образование склонных к образованию трещин микроструктур в ЗТВ.
[вверх] Типы сварных соединений
Большинство конструкционных сварных соединений выполняется на заводе-изготовителе и описывается как стыковые или угловые швы.
Сварка на месте также возможна, и руководство по вопросам сварки на месте доступно в GN 7.01.[вверху] Стыковые швы
Макрос клиновидного стыкового шва
(Изображение любезно предоставлено Mabey Bridge Ltd.)Стыковые швы обычно представляют собой стыковые соединения в прокатных профилях или стыковые соединения листов на стенках и фланцах, чтобы приспособиться к изменению толщины или восполнить доступный материал по длине.Положения этих стыковых сварных швов допускаются при проектировании, хотя ограничения доступности материалов или схема монтажа могут потребовать согласования различных или дополнительных сварных швов. Тройники, приваренные встык, могут потребоваться, если при поперечных соединениях возникают значительные нагрузки или усталость.
Стыковые швы — это сварные швы с полным или частичным проплавлением, выполняемые между материалами со скошенными или скошенными кромками. Стыковые швы с полным проплавлением предназначены для передачи всей прочности сечения.Как правило, эти соединения можно сваривать с одной стороны, но по мере увеличения толщины материала желательна сварка с обеих сторон, чтобы уравновесить эффекты деформации, с операцией обратной строжки и / или обратной шлифовки в процессе для обеспечения целостности корень шва. Односторонние стыковые сварные швы с подкладными полосами из керамической или прочной стали обычно используются для соединения больших площадей пластин (например, стальных пластин настила) и там, где есть закрытые коробчатые секции, трубы или элементы жесткости, к которым можно получить доступ для сварки только с одного боковая сторона.Расчетная толщина горловины определяет глубину проплавления, необходимую для швов с частичным проплавлением. Обратите внимание, что соображения усталости могут ограничивать использование сварных швов с частичным проплавлением, особенно на мостах. Руководство по подготовке к сварке доступно в GN 5.01.
Следует приложить все усилия, чтобы избежать стыковой сварки приспособлений из-за затрат, связанных с подготовкой, временем сварки, более высоким уровнем квалификации сварщиков и более строгими и трудоемкими требованиями к испытаниям. Кроме того, стыковые швы имеют тенденцию иметь большие объемы наплавленного металла шва; это увеличивает эффект усадки сварного шва и приводит к более высокому уровню остаточного напряжения в соединении.Чтобы уравновесить усадку и распределить остаточное напряжение, минимизируя таким образом деформацию, необходима тщательная последовательность сварочных операций.
Иногда бывает необходимо обработать стыковые сварные швы заподлицо по причинам усталости, или для улучшения дренажа стальных балок, устойчивых к атмосферным воздействиям, или для улучшения режима испытаний. Следует избегать зачистки заподлицо только по эстетическим соображениям, потому что трудно обработать поверхность так, чтобы она соответствовала смежной поверхности после прокатки, и результат часто более визуально заметен, чем исходный сварной шов.Кроме того, шлифование представляет собой дополнительную опасность для здоровья и безопасности, которую следует избегать по возможности. Правка стыковых сварных швов до гладкой поверхности обычно не требуется для строительных металлоконструкций, поскольку обычно они не подвержены усталости.
- Пример обработанного стыкового шва с гладкой поверхностью и сливными пластинами
(изображения любезно предоставлены Mabey Bridge Ltd.)
[вверху] Угловые швы
Макрос однопроходного углового сварного шва
(Изображение любезно предоставлено Mabey Bridge Ltd.)В большинстве сварных соединений в зданиях и мостах используются угловые швы, обычно в форме тройника. Обычно они включают в себя концевую пластину, ребро жесткости, подшипники и соединения распорок с прокатными секциями или плоскими балками, а также соединения стенки с фланцами на самих пластинчатых балках. Их относительно просто подготовить, сварить и испытать в обычных конфигурациях, при этом главным соображением является сборка стыков.
В S275 полная прочность сталей также развивается в угловых сварных швах и сварных швах с частичным проплавлением с вышележащими угловыми швами при условии, что такие сварные швы симметричны, выполнены с использованием правильных расходных материалов и сумма сварных швов равна толщине элемента, который сварные швы стыкуются.
Размеры сварных швов должны быть подробно описаны на чертежах проекта вместе с любыми специальными требованиями классификации усталости. BS EN ISO 22553 [1] предписывает правила использования символов для детализации сварных соединений на чертежах.
Обращается внимание на тот факт, что в традиционной британской практике для определения размера углового сварного шва обычно используется длина ветви, но это не универсально: в европейской практике используется толщина горловины и BS EN 1993-1-8 [2] дает требования относительно размера горла, а не длины ноги.Проектировщик должен следить за тем, чтобы было ясно, какой размер указан, и что все стороны должны знать, что было указано.
[вверх] Процессы
Важными факторами, которые подрядчик по изготовлению металлоконструкций должен учитывать при выборе процесса сварки, являются способность выполнять проектные требования и, с точки зрения производительности, скорость наплавки, которая может быть достигнута, а также рабочий цикл или эффективность процесса. (Эффективность — это отношение фактического времени сварки или дуги к общему времени, в течение которого сварщик или оператор занят выполнением сварочной задачи.Общее время включает настройку оборудования, очистку и проверку выполненного шва.)
Ниже описаны четыре основных процесса сварки, которые регулярно используются при производстве стальных конструкций в Великобритании. Номера процессов определены в BS EN ISO 4063 [3] . Разновидности этих процессов были разработаны с учетом практики и оборудования отдельных производителей, и другие процессы также имеют место для конкретных приложений, но выходят за рамки данной статьи.
[вверху] Металлоактивная газовая сварка (MAG), процесс 135
Сварка MAG
(Изображение любезно предоставлено Kiernan Structural Steel Ltd.)MAG-сварка сплошным проволочным электродом — это наиболее широко используемый процесс с ручным управлением для заводских производственных работ; иногда это называют полуавтоматической сваркой или сваркой CO 2 . Сплошной проволочный электрод из сплошной проволоки пропускается через устройство подачи проволоки к «пистолету», который обычно удерживается и управляется оператором. Питание подается от выпрямителя или инвертора по соединительным кабелям к устройству подачи проволоки и кабелю горелки; электрическое подключение к проводу осуществляется через контактный наконечник на конце пистолета.Дуга защищена защитным газом, который направляется в зону сварного шва через кожух или сопло, окружающее контактный наконечник. Защитные газы обычно представляют собой смесь аргона, диоксида углерода и, возможно, кислорода или гелия.
Хорошая производительность наплавки и рабочий цикл можно ожидать от процесса, который также можно механизировать с помощью простых моторизованных тележек. Газовая защита может быть снесена сквозняками, что может вызвать пористость и возможные вредные металлургические изменения в металле шва.Таким образом, этот процесс лучше подходит для заводского производства, хотя он используется на месте, где могут быть предусмотрены эффективные укрытия. Он также более эффективен в плоском и горизонтальном положениях; Сварные швы в других положениях наплавляются с более низкими параметрами напряжения и силы тока и более подвержены дефектам плавления.
Металлоактивная газовая сварка (МАГ), процесс 135
Металлоактивная газовая сварка (MAG), процесс 135
MAG-сварка электродом с флюсовой сердцевиной, процесс 136 представляет собой разновидность, в которой используется то же оборудование, что и для MAG-сварки, за исключением того, что плавящийся проволочный электрод имеет форму трубки малого диаметра, заполненной флюсом.Преимущество использования этих проволок состоит в том, что можно использовать более высокие скорости наплавки, особенно при сварке в вертикальном положении (между двумя вертикальными поверхностями) или в верхнем положении. Наличие тонкого шлака помогает преодолевать силу тяжести и позволяет наносить сварные швы в местах с относительно высокими током и напряжением, тем самым снижая вероятность дефектов плавления. Добавки флюса также влияют на химию сварного шва и, таким образом, улучшают механические свойства соединения.
[вверху] Ручная дуговая сварка металлом (MMA), процесс 111
Этот процесс остается наиболее универсальным из всех сварочных процессов, но его использование в современной мастерской ограничено.Трансформаторы переменного тока, выпрямители постоянного тока или инверторы подают электроэнергию по кабелю на электрододержатель или клещи. Проволочный электрод с флюсовым покрытием (или «стержень») вставляется в держатель, и сварочная дуга возникает на конце электрода, когда он ударяется о заготовку. На острие электрода плавится в ванну расплава, которая сливается с основным материалом, образуя сварной шов. Флюс также плавится, образуя защитный шлак и создавая газовую защиту, предотвращающую загрязнение сварочной ванны по мере ее затвердевания.Добавки флюса и сердечник электрода используются для влияния на химический состав и механические свойства сварного шва.
Обычно используются электроды с основным покрытием, контролируемым водородом. Эти электроды необходимо хранить и обращаться с ними в соответствии с рекомендациями производителя расходных материалов, чтобы сохранить их низкие водородные характеристики. Это достигается либо путем использования сушильных шкафов и подогреваемых колчанов для хранения и обработки продукта, либо путем покупки электродов в герметичных упаковках, специально разработанных для поддержания низкого уровня водорода.
Недостатками процесса являются относительно низкая скорость осаждения и высокий уровень отходов, связанных с непригодными для использования концевыми штырями электродов. Тем не менее, он остается основным процессом для сварки на стройплощадке и для труднодоступных мест, где громоздкое оборудование не подходит.
Ручная дуговая сварка металлом (MMA), процесс 111
Ручная дуговая сварка металлом (MMA), процесс 111
[вверх] Дуговая сварка под флюсом (SAW), процесс 121
Оперативная сварка под флюсом
(Изображение любезно предоставлено Mabey Bridge Ltd.)Это, вероятно, наиболее широко используемый процесс для сварки угловых швов перемычки между стенкой и фланцем и стыковых сварных швов на линии толстой пластины для изготовления отрезков фланца и стенки. В процессе процесса непрерывный провод подается через контактный наконечник, где он обеспечивает электрический контакт с мощностью от выпрямителя, в зону сварки, где он изгибается и образует ванну расплава. Сварочная ванна заполняется флюсом, подаваемым из бункера. Флюс, непосредственно покрывающий расплавленную сварочную ванну, плавится, образуя шлак и защищая сварной шов во время затвердевания; избыточный флюс собирается и повторно используется.По мере охлаждения шва шлак замерзает и отслаивается, оставляя высококачественные профильные швы.
Этот процесс по своей природе более безопасен, чем другие процессы, так как дуга полностью покрывается во время сварки, отсюда и термин дуга под флюсом. Это также означает, что требования к личной защите меньше. Высокая производительность наплавки — особенность процесса, поскольку он обычно механизируется на портальных мостах, тракторах или другом специализированном оборудовании. Это позволяет контролировать параметры и обеспечивает точное размещение сварных швов.
Сварка под флюсом (SAW), процесс 121
Сварка под флюсом (SAW), процесс 121
[вверху] Приварка шпилек методом вытяжной дуги 783
Композитные мосты требуют приваривания соединителей с срезной шпилькой к верхнему фланцу пластинчатых или коробчатых балок и в других местах, где требуется композитное воздействие стали на бетон, например.грамм. на интегральных абатментах. В зданиях композитные балки требуют приваривания соединителей срезных шпилек к элементам либо непосредственно к верхнему фланцу, либо чаще через постоянный настил из оцинкованной стали на композитных полах, где верхний фланец балки остается неокрашенным.
Сварной шов на балке моста
(Изображение любезно предоставлено Mabey Bridge Ltd.)Приварка сквозных шпилек
(Изображение любезно предоставлено Structural Metal Decks Ltd.)
Метод приварки шпилек известен как процесс с натянутой дугой, и требуется специальное оборудование в виде сверхмощного выпрямителя и специального пистолета. Шпильки загружаются в пистолет, и при электрическом контакте с изделием концевые дуги сгибаются и плавятся. Продолжительность дуги рассчитывается таким образом, чтобы между концом шпильки и основным материалом установилось расплавленное состояние. В нужный момент пистолет погружает шпильку в сварочную ванну.Керамическая манжета окружает шпильку для защиты и поддержки сварочной ванны, стабилизации дуги и формовки смещенной сварочной ванны для формирования сварной манжеты. Когда сварной шов затвердевает, наконечник отслаивается. У удовлетворительных сварных швов обычно есть правильная, яркая и чистая втулка, полностью окружающая шпильку.Сварка шпилек методом вытяжной дуги 783
[вверху] Спецификации процедуры сварки
Чертежи детализируют конструктивную форму, выбор материала и указывают сварные соединения.Подрядчик по изготовлению металлоконструкций выбирает методы сварки каждой конфигурации стыка, обеспечивающие требуемые характеристики. Прочность, вязкость разрушения, пластичность и усталость — важные металлургические и механические свойства, которые необходимо учитывать. Тип соединения, положение сварки, производительность и требования к ресурсам влияют на выбор подходящего процесса сварки.
Выбранный метод представлен в спецификации процедуры сварки (WPS), в которой подробно описана информация, необходимая для инструктирования и руководства сварщиками, чтобы обеспечить повторяемость характеристик для каждой конфигурации соединения.Пример формата WPS показан в Приложении A стандарта BS EN ISO 15609-1 [4] . Подрядчики по изготовлению металлоконструкций могут иметь свой собственный корпоративный шаблон, но все они включают важную информацию, позволяющую передать сварщику надлежащие инструкции.
WPS необходимо подкрепить свидетельством удовлетворительных испытаний процедуры в виде протокола аттестации процедуры сварки (WPQR), подготовленного в соответствии с BS EN ISO 15614-1 [5] . Введение этого стандарта гласит, что испытания процедуры сварки, проведенные в соответствии с прежними национальными стандартами и спецификациями, не аннулируются при условии их технической эквивалентности; Для этого могут потребоваться дополнительные тесты.Основные подрядчики по изготовлению металлоконструкций в Великобритании прошли предварительную квалификацию сварочных работ, позволяющих производить удовлетворительные сварные швы в большинстве конфигураций стыков, которые могут встретиться в сталелитейном строительстве и мостовой промышленности.
В случаях, когда данные предыдущих испытаний не имеют отношения к делу, необходимо провести испытание процедуры сварки, чтобы установить и подтвердить пригодность предлагаемого WPS.
Руководство по стандартным спецификациям процедуры сварки для стальных конструкций доступно в публикации BCSA No.58/18.
[вверх] Процедура испытаний
BS EN ISO 15614-1 [5] описывает условия проведения испытаний процедуры сварки и пределы применимости в пределах квалификационных диапазонов, указанных в стандарте. Координатор сварки составляет предварительную спецификацию процедуры сварки (pWPS), которая является первоначальным предложением для проведения испытания процедуры. Для каждой конфигурации стыка, будь то стыковой или угловой шов, учитывается марка и толщина материала, а также ожидаемые допуски посадки, которые могут быть достигнуты на практике.Выбор процесса определяется методом сборки, положением сварки и тем, является ли механизация жизнеспособным предложением для повышения производительности и обеспечения постоянного качества сварки. Размеры подготовки швов зависят от выбора процесса, любых ограничений доступа и толщины материала.
Расходные материалы выбираются из соображений совместимости с марками материалов и достижения заданных механических свойств, в первую очередь с точки зрения прочности и ударной вязкости. Для сталей марок S355 и выше используются водородо-регулируемые изделия.
Риск водородного растрескивания, ламеллярного разрыва, растрескивания при затвердевании или любой другой потенциальной проблемы оценивается не только с целью проведения испытания, но также для предполагаемого применения процедуры сварки в проекте. Соответствующие меры, такие как предварительный или последующий нагрев, включены в pWPS.
Контроль искажений обеспечивается правильной последовательностью сварки. При необходимости вводятся обратная строжка и / или обратное шлифование для достижения целостности корневого шва.
Диапазоны сварочного напряжения, тока и скорости указаны для определения оптимальных условий сварки.
Допустимые диапазоны групп материалов, толщины и типа соединения в пределах спецификации тщательно рассматриваются, чтобы максимально использовать pWPS. Подготавливают испытательные пластины достаточного размера для извлечения образцов для механических испытаний, включая образцы для любых дополнительных испытаний, указанных или необходимых для повышения применимости процедуры.
Пластины и pWPS предоставляются сварщику; Испытание проводится в присутствии экзаменатора (обычно из независимого экзаменационного органа), и ведется запись фактических параметров сварки вместе с любыми изменениями необходимой процедуры.
Завершенные испытания передаются независимому эксперту для визуального осмотра и неразрушающего контроля в соответствии с таблицей 1 Стандарта. Удовлетворительные испытательные пластины затем отправляются на разрушающий контроль, опять же в соответствии с таблицей 1. Неразрушающие методы контроля обычно включают ультразвуковой контроль для объемного контроля и контроль магнитных частиц для выявления дефектов поверхности.
Пример испытательного образца процедуры сварки
(Изображение любезно предоставлено Mabey Bridge Ltd.)Существует ряд дополнительных стандартов, подробно описывающих подготовку, обработку и испытания всех типов образцов для разрушающих испытаний. Обычно специализированные лаборатории организуют подготовку образцов для испытаний и проводят фактические механические испытания и составление отчетов. Типичные образцы для стыкового сварного шва пластины включают испытания на поперечное растяжение, испытания на поперечный изгиб, испытания на удар и образец для макроэкспертизы, на котором проводится испытание на твердость.Для испытаний на удар минимальные требования к поглощению энергии и температура испытания обычно такие же, как и для основного материала в соединении. Целесообразно проверить все сварочные процедуры до предела возможного применения, чтобы избежать повторения подобных испытаний в будущем.
Завершенные результаты испытаний заносятся в протокол аттестации процедуры сварки (WPQR), утверждаемый экспертом. Типичный формат показан в Приложении A стандарта BS EN ISO 15614-1 [5] .
Существует дополнительное общее требование, касающееся испытаний процедуры сварки, согласно которому в случаях, когда грунтовки краски должны быть нанесены на работу до изготовления, они наносятся на образец материала, используемого для испытаний. На практике требуется тщательный контроль толщины краски, чтобы избежать дефектов сварки.
BS EN ISO 14555 [6] описывает метод испытаний для соединителей с резьбой, приваренных дуговой сваркой. Стандарт включает требования к испытаниям, необходимым для подтверждения целостности сварных швов шпилек, а также устанавливает требования к производственным испытаниям для контроля приваривания шпилек в процессе.Допускается также квалификация, основанная на предыдущем опыте, и большинство подрядчиков по производству стальных конструкций могут предоставить доказательства, подтверждающие это.
Дополнительное руководство по испытаниям процедуры сварки доступно в GN 4.02.
[вверх] Водородный крекинг
Растрескивание может привести к хрупкому разрушению соединения с потенциально катастрофическими результатами. Водородное (или холодное) растрескивание может происходить в области основного металла, прилегающей к границе плавления сварного шва, известной как зона термического влияния (HAZ).Разрушение металла сварного шва также может быть вызвано определенными условиями. Механизмы, вызывающие отказ, сложны и подробно описаны в специальных текстах.
Рекомендуемые методы предотвращения растрескивания водородом / HAZ описаны в BS EN 1011-2 [7] , приложение C. Эти методы определяют уровень предварительного нагрева для изменения скорости охлаждения, что дает время водороду для миграции на поверхность. и ускользнуть (особенно если поддерживается в виде пост-нагрева после завершения соединения) вместо того, чтобы оставаться в жестких, напряженных зонах.Предварительный нагрев не препятствует образованию микроструктур, подверженных образованию трещин; он просто снижает один из факторов, водород, так что растрескивания не происходит. Предварительный нагрев также снижает термический шок.
Подставки для предварительного нагрева
(Изображение любезно предоставлено Mabey Bridge Ltd.)Одним из параметров, необходимых для расчета предварительного нагрева, является подвод тепла. Заметным изменением в стандарте является отказ от термина «энергия дуги» в пользу тепловложения для описания энергии, вводимой в сварной шов на единицу длины прогона.Расчет подводимого тепла основан на сварочном напряжении, токе и скорости движения и включает коэффициент термического КПД; формула подробно описана в BS EN 1011-1 [8] .
Высокая устойчивость и повышенные значения углеродного эквивалента, связанные с более толстыми листами и более высокими марками стали, могут потребовать более строгого контроля процедур. Опытные подрядчики по изготовлению металлоконструкций могут выполнить эту дополнительную операцию и соответственно учесть ее.
BS EN 1011-2 [7] подтверждает, что наиболее эффективной гарантией предотвращения водородного растрескивания является снижение поступления водорода в металл сварного шва из сварочных материалов.Процессы с изначально низким водородным потенциалом эффективны как часть стратегии, так же как и принятие строгих процедур хранения и обработки электродов с водородным контролем. Данные и рекомендации поставщиков расходных материалов служат руководством для обеспечения минимально возможных уровней водорода для типа продукта, выбранного в процедуре.
Дополнительные информативные приложения к стандарту BS EN 1011-2 [7] описывают влияние условий сварки на ударную вязкость и твердость в ЗТВ и дают полезные советы по предотвращению растрескивания при затвердевании и разрыва пластин.
Дополнительное руководство по крекингу водородом / HAZ доступно в GN 6.04.
[вверх] Квалификация сварщика
Квалифицированный сварщик
(Изображение любезно предоставлено Mabey Bridge Ltd.)BS EN 1090-2 [9] требует, чтобы сварщики имели квалификацию в соответствии с BS EN ISO 9606-1 [10] . Этот стандарт предписывает испытания для аттестации сварщиков в зависимости от процесса, расходных материалов, типа соединения, положения сварки и материала.Сварщики, успешно прошедшие испытания процедуры, получают автоматическое одобрение в пределах квалификационных диапазонов, указанных в стандарте. Сварщики должны иметь допуск в соответствии с BS EN ISO 14732 [11] , когда сварка полностью механизирована или автоматическая. В этом стандарте особое внимание уделяется проверке способности оператора настраивать и регулировать оборудование до и во время сварки.
Квалификация сварщика ограничена по времени и требует подтверждения действительности в зависимости от продолжительности работы, участия в работе соответствующего технического характера и удовлетворительной работы.Продление квалификации сварщика зависит от записанных подтверждающих доказательств, демонстрирующих продолжающуюся удовлетворительную работу в пределах исходного диапазона испытаний, и доказательства должны включать либо объемные разрушающие испытания, либо разрушающие испытания. Успех всех сварочных операций зависит от персонала, имеющего соответствующую подготовку и регулярного контроля компетентности посредством инспекций и испытаний.
[вверх] Контроль и испытания
BS EN 1090-2 [9] устанавливает объем проверки до, во время и после сварки и дает критерии приемки, связанные с классом исполнения.Большинство испытаний неразрушающие; Разрушающие испытания проводятся только на отводных плитах.
[вверх] Неразрушающий контроль
Магнитный контроль частиц (MPI) сварного шва
(Изображение любезно предоставлено Mabey Bridge Ltd.)Неразрушающий контроль проводится в соответствии с принципами BS EN ISO 17635 [12] . Для стальных конструкций основными методами являются визуальный контроль после сварки (см. GN 6.06), магнитопорошковый контроль (обычно сокращенно MPI или MT) для поверхностного контроля сварных швов (см. GN 6.02) и ультразвуковой контроль (UT) для подповерхностного контроля сварных швов (см. GN 6.03). Радиографические испытания также упоминаются в BS EN 1090-2 [9] . Радиография требует строгого контроля здоровья и безопасности; это относительно медленно и требует специального оборудования. Использование этого метода для стальных конструкций снизилось по сравнению с более безопасным и портативным оборудованием, используемым в UT.Безопасные запретные зоны необходимы на производстве и на месте во время рентгенографии. Однако рентгенография может использоваться для уточнения природы, размеров или степени множественных внутренних дефектов, обнаруженных ультразвуком.
Технические специалисты с признанным обучением и квалификацией в соответствии с BS EN ISO 9712 [13] требуются для всех методов неразрушающего контроля.
BS EN 1090-2 [9] требует, чтобы все сварные швы подвергались визуальному контролю по всей их длине.С практической точки зрения сварные швы следует визуально осматривать сразу после сварки, чтобы гарантировать своевременное устранение очевидных дефектов поверхности.
Дальнейшие требования к неразрушающему контролю основаны на эксплуатационных методах и требуют более строгого исследования первых пяти соединений новых технических требований к процедуре сварки, чтобы установить, что процедура способна производить сварные швы соответствующего качества при внедрении в производство. Затем указываются дополнительные неразрушающие испытания, основанные на типах соединений, а не на конкретных критических соединениях.Цель состоит в том, чтобы опробовать различные сварные швы в зависимости от типа соединения, марки материала, сварочного оборудования и работы сварщиков и, таким образом, поддерживать общий контроль производительности.
Если указано частичное или процентное обследование, руководство по выбору продолжительности испытания дано в BS EN ISO 17635 [12] ; При обнаружении недопустимых разрывов площадь исследования соответственно увеличивается.
BS EN 1090-2 [9] также включает в таблицу минимальное время выдержки перед дополнительным неразрушающим контролем в зависимости от размера сварного шва, подводимой теплоты и марки материала.
Признавая, что там, где требования к усталостной прочности более обременительны и требуется более строгая проверка, BS EN 1090-2 [9] действительно предусматривает спецификацию выполнения проекта для определения конкретных соединений для более высокого уровня проверки вместе с объемом и метод тестирования.
Для класса EXC3 критерием приемлемости дефектов сварного шва является уровень качества B согласно BS EN ISO 5817 [14] . Там, где необходимо достичь повышенного уровня качества для удовлетворения конкретных требований к усталостной прочности, BS EN 1090-2 [9] дает дополнительные критерии приемлемости с точки зрения категории деталей в BS EN 1993-1-9 [15] для расположения сварного шва.
Как правило, дополнительные критерии приемки практически не достижимы при обычном производстве. Стандартные испытания процедуры сварки и квалификационные испытания сварщиков не оцениваются по требованиям этого уровня. Если необходимо достичь этого уровня качества, требования должны быть сосредоточены на соответствующих деталях соединения, чтобы подрядчик имел возможность подготовить спецификации процедуры сварки, квалифицировать сварщиков и соответствующим образом разработать методы контроля и испытаний.
Неразрушающий контроль
[вверх] Разрушающий контроль
В стандарте BS EN 1090-2 [9] нет требований о проведении разрушающих испытаний поперечных соединений на растянутых фланцах. Тем не менее, объем для определения конкретных соединений для проверки позволит в спецификации проекта испытать, например, образцы от «стекающих» пластин, прикрепленных к встроенным стыковым сварным швам. Дополнительно производственные испытания могут быть указаны для: марок стали выше S460; угловые швы, в которых используются характеристики глубокого проплавления сварочного процесса; для мостовидных ортотропных настилов, где требуется макросъемка для проверки проплавления сварного шва; и на соединениях ребер жесткости с соединительными пластинами.
[вверх] Производственные испытания приварки шпилек
Испытание на изгиб приварной шпильки
(Изображение любезно предоставлено Mabey Bridge Ltd.)Сварные шпильки для соединителей, работающих на срез, исследуются и испытываются в соответствии с BS EN ISO 14555 [6] . В стандарте подчеркивается необходимость контроля процесса до, во время и после сварки. Предпроизводственные испытания используются для подтверждения процедуры сварки и, в зависимости от области применения, включают испытания на изгиб, испытания на растяжение, испытания на крутящий момент, макросъемку и радиографическое обследование.
Производственные испытания сварных швов также необходимы для приварки шпилек с дугой протяжки. Они должны выполняться производителем до начала сварочных работ на конструкции или группе аналогичных конструкций и / или после определенного количества сварных швов. Каждое испытание должно состоять как минимум из 10 сварных шпилек и быть испытано / оценено в соответствии с требованиями BS EN ISO 14555 [6] . Количество необходимых тестов должно быть указано в спецификации контракта.
[вверх] Качество сварки
Влияние дефектов на характеристики сварных соединений зависит от приложенной нагрузки и свойств материала.Эффект также может зависеть от точного расположения и ориентации дефекта, а также от таких факторов, как рабочая среда и температура. Основное влияние дефектов сварного шва на эксплуатационные характеристики стальных конструкций заключается в повышении риска разрушения из-за усталости или хрупкого разрушения.
Типы дефектов сварки можно разделить на одну из нескольких общих рубрик:
- Трещины.
- Плоские дефекты, кроме трещин, например непробиваемость, отсутствие плавления.
- Включения шлака.
- Пористость, поры.
- Поднутрения или дефекты профиля.
Трещины или плоские дефекты, проникающие через поверхность, потенциально являются наиболее серьезными. Включения вкрапленного шлака и пористость вряд ли станут причиной разрушения, если только они не будут чрезмерными. Подрезание обычно не является серьезной проблемой, если не существуют значительные растягивающие напряжения поперек стыка.Путем выбора класса исполнения в BS EN 1090-2 [9] устанавливаются критерии приемки, при превышении которых дефект считается дефектом.
Если дефекты обнаружены в результате осмотра и испытаний во время производства, вероятно, потребуется обработка после сварки (см. GN 5.02) или другие меры по исправлению положения, хотя во многих случаях конкретный дефект может быть оценен по концепции « пригодность для цели ». Такое принятие зависит от фактических уровней напряжения и значимости усталости на месте. Это вопрос быстрой консультации между подрядчиком по изготовлению металлоконструкций и проектировщиком, поскольку, если это приемлемо, можно избежать дорогостоящего ремонта (и возможности появления дополнительных дефектов или деформации).
Руководство по контролю качества сварных швов и контролю сварных швов доступно в BCSA № 54/12 и GN 6.01.
[вверх] Список литературы
- ↑ BS EN ISO 22553: 2013, Сварка и родственные процессы. Символическое изображение на чертежах. Сварные соединения. BSI.
- ↑ BS EN 1993-1-8: 2005, Еврокод 3. Проектирование стальных конструкций. Дизайн стыков, BSI
- ↑ BS EN ISO 4063: 2010, Сварка и родственные процессы. Номенклатура процессов и ссылочные номера, BSI
- ↑ BS EN ISO 15609-1: 2019, Технические требования и аттестация процедур сварки металлических материалов.Спецификация процедуры сварки. Дуговая сварка, BSI
- ↑ 5,0 5,1 5,2 BS EN ISO 15614-1: 2017, Технические требования и аттестация процедур сварки металлических материалов. Проверка процедуры сварки. Дуговая и газовая сварка сталей и дуговая сварка никеля и никелевых сплавов, BSI
- ↑ 6,0 6,1 6,2 BS EN ISO 14555: 2017, Сварка. Дуговая сварка металлических материалов, BSI
- ↑ 7,0 7.1 7.2 BS EN 1011-2: 2001, Сварка. Рекомендации по сварке металлических материалов. Дуговая сварка ферритных сталей, BSI
- ↑ BS EN 1011-1: 2009, Сварка. Рекомендации по сварке металлических материалов. Общее руководство по дуговой сварке, BSI
- ↑ 9,0 9,1 9,2 9,3 9,4 9,5 9,6 9,7 9,8 BS EN 1090-2: 2018, Изготовление металлоконструкций и алюминиевых конструкций.Технические требования к стальным конструкциям, BSI
- ↑ BS EN ISO 9606-1: 2017 Квалификационные испытания сварщиков. Сварка плавлением. Стали, BSI
- ↑ BS EN ISO 14732: 2013. Сварочный персонал. Квалификационные испытания сварщиков и наладчиков механизированной и автоматической сварки металлических материалов BSI
- ↑ 12,0 12,1 BS EN ISO 17635: 2016, Неразрушающий контроль сварных швов. Общие правила для металлических материалов, BSI
- ↑ BS EN ISO 9712: 2012.Неразрушающий контроль. Квалификация и сертификация персонала по неразрушающему контролю, BSI
- ↑ BS EN ISO 5817: 2014, Сварка. Соединения, сваренные плавлением стали, никеля, титана и их сплавов (за исключением лучевой сварки). Уровни качества для выявления недостатков, BSI
- ↑ BS EN 1993-1-9: 2005, Еврокод 3. Проектирование стальных конструкций. Усталость, BSI
[вверх] Ресурсы
- Стальные здания, 2003 г. (Публикация № 35/03), BCSA
- Стальные мосты: практический подход к проектированию для эффективного изготовления и строительства, 2010 г. (Публикация №51/10), BCSA
- Национальные технические условия на стальные конструкции (6-е издание), публикация № 57/17, BCSA 2017
- Национальные технические условия на стальные конструкции (7-е издание), 2020 г. (Публикация № 62/20), BCSA
- Типовые спецификации процедуры сварки металлоконструкций — Второе издание, 2018 г. (Публикация № 58/18), BCSA
- Высокопрочные стали для применения в конструкциях: Руководство по производству и сварке, 2020 г. (Публикация № 62/20), BCSA
- Руководство по контролю сварных швов металлоконструкций, 2012 г. (Публикация №54/12), BCSA
- Hendy, C.R .; Ильес, округ Колумбия (2015) Steel Bridge Group: Рекомендации по передовой практике в строительстве стальных мостов (6-й выпуск). (P185). SCI
[вверх] Дополнительная литература
- Руководство по проектированию стальных конструкций (7-е издание), 2011 г., глава 26 — Сварные швы и проектирование для сварки, Институт стальных конструкций.
[вверху] См. Также
. - Ассоциация производителей и производителей, Intl.

 6
%
1772 0 объект
>
endobj
xref
1772 71
0000000016 00000 н.
0000002580 00000 н.
0000002720 00000 н.
0000002809 00000 н.
0000003012 00000 н.
0000003724 00000 н.
0000003860 00000 н.
0000004395 00000 н.
0000004434 00000 н.
0000004483 00000 н.
0000004534 00000 н.
0000004613 00000 н.
0000004913 00000 н.
0000005160 00000 н.
0000023918 00000 п.
0000042672 00000 п.
0000059849 00000 п.
0000078411 00000 п.
0000096098 00000 п.
0000114711 00000 н.
0000115229 00000 н.
0000115356 00000 п.
0000115576 00000 н.
0000134147 00000 н.
0000153847 00000 н.
0000156519 00000 н.
0000169902 00000 н.
0000170148 00000 н.
0000170342 00000 п.
0000197971 00000 н.
0000204692 00000 н.
0000204936 00000 н.
0000205142 00000 н.
0000205197 00000 н.
0000205710 00000 н.
0000205875 00000 н.
0000206040 00000 н.
0000206205 00000 н.
0000206351 00000 п.
0000206516 00000 н.
0000206662 00000 н.
0000206827 00000 н.
0000206973 00000 н.
0000207138 00000 н.
0000207286 00000 н.
0000207451 00000 н.
6
%
1772 0 объект
>
endobj
xref
1772 71
0000000016 00000 н.
0000002580 00000 н.
0000002720 00000 н.
0000002809 00000 н.
0000003012 00000 н.
0000003724 00000 н.
0000003860 00000 н.
0000004395 00000 н.
0000004434 00000 н.
0000004483 00000 н.
0000004534 00000 н.
0000004613 00000 н.
0000004913 00000 н.
0000005160 00000 н.
0000023918 00000 п.
0000042672 00000 п.
0000059849 00000 п.
0000078411 00000 п.
0000096098 00000 п.
0000114711 00000 н.
0000115229 00000 н.
0000115356 00000 п.
0000115576 00000 н.
0000134147 00000 н.
0000153847 00000 н.
0000156519 00000 н.
0000169902 00000 н.
0000170148 00000 н.
0000170342 00000 п.
0000197971 00000 н.
0000204692 00000 н.
0000204936 00000 н.
0000205142 00000 н.
0000205197 00000 н.
0000205710 00000 н.
0000205875 00000 н.
0000206040 00000 н.
0000206205 00000 н.
0000206351 00000 п.
0000206516 00000 н.
0000206662 00000 н.
0000206827 00000 н.
0000206973 00000 н.
0000207138 00000 н.
0000207286 00000 н.
0000207451 00000 н. 0000207604 00000 н.
0000207757 00000 н.
0000207918 00000 н.
0000208079 00000 н.
0000208244 00000 н.
0000208397 00000 н.
0000208558 00000 н.
0000212022 00000 н.
0000212183 00000 п.
0000228537 00000 н.
0000253710 00000 н.
0000253871 00000 н.
0000294851 00000 н.
0000298239 00000 н.
0000298424 00000 н.
0000299988 00000 н.
0000304175 00000 п.
0000306201 00000 н.
0000306850 00000 н.
0000307015 00000 н.
0000307180 00000 н.
0000307341 00000 п.
0000307506 00000 н.
0000307650 00000 н.
0000001760 00000 н.
трейлер
] / Назад 3215475 >>
startxref
0
%% EOF
1842 0 объект
> поток
4.`\ lG8 ޢ E {KpX 𦬴} ߾ h2 wF86gD @ a6T8e23kZYAdpm3c (j \ BzOņH + b @. (» ETad MҚU`
0000207604 00000 н.
0000207757 00000 н.
0000207918 00000 н.
0000208079 00000 н.
0000208244 00000 н.
0000208397 00000 н.
0000208558 00000 н.
0000212022 00000 н.
0000212183 00000 п.
0000228537 00000 н.
0000253710 00000 н.
0000253871 00000 н.
0000294851 00000 н.
0000298239 00000 н.
0000298424 00000 н.
0000299988 00000 н.
0000304175 00000 п.
0000306201 00000 н.
0000306850 00000 н.
0000307015 00000 н.
0000307180 00000 н.
0000307341 00000 п.
0000307506 00000 н.
0000307650 00000 н.
0000001760 00000 н.
трейлер
] / Назад 3215475 >>
startxref
0
%% EOF
1842 0 объект
> поток
4.`\ lG8 ޢ E {KpX 𦬴} ߾ h2 wF86gD @ a6T8e23kZYAdpm3c (j \ BzOņH + b @. (» ETad MҚU` Он идеально подходит для лабораторий, стоматологов, судебно-медицинских институтов и учебных заведений, но также может использоваться в промышленных условиях для проверки электроники, отливок или других деталей. Система доступна с различными конфигурациями оборудования в зависимости от задачи проверки. Для упрощения проверки система может работать как автономное устройство с помощью сенсорной панели с высоким разрешением и упрощенного программного обеспечения Xplus.
Он идеально подходит для лабораторий, стоматологов, судебно-медицинских институтов и учебных заведений, но также может использоваться в промышленных условиях для проверки электроники, отливок или других деталей. Система доступна с различными конфигурациями оборудования в зависимости от задачи проверки. Для упрощения проверки система может работать как автономное устройство с помощью сенсорной панели с высоким разрешением и упрощенного программного обеспечения Xplus.

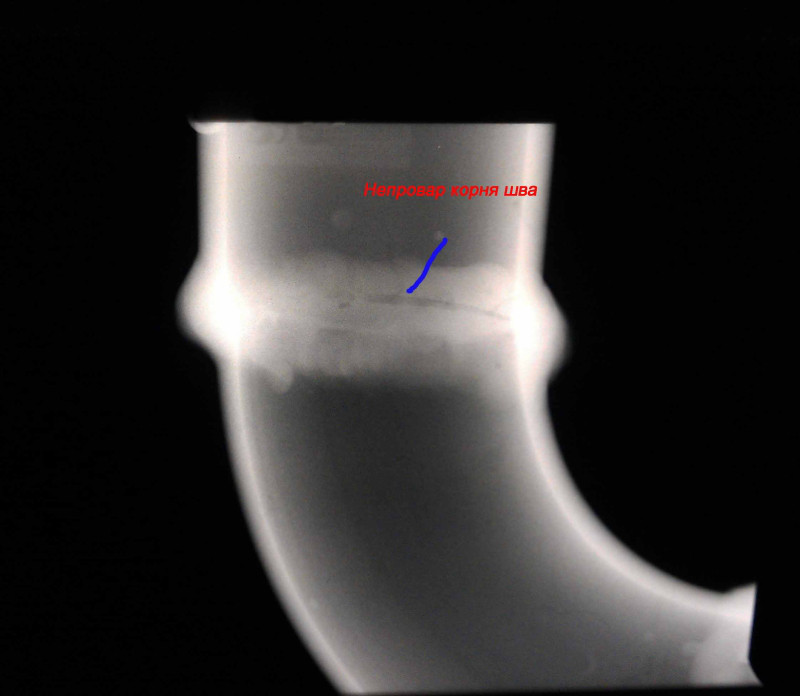 Расширенные функции, такие как инструменты наложения, генераторы макросов, построители фильтров, улучшение изображения в реальном времени, наборы инструментов для отчетов, интеграция с DICONDE, инструменты измерения и многие другие функции, делают X plus самым сложным программным обеспечением на рынке, обеспечивающим превосходное качество изображения.Автоматизированная последовательность проверок обеспечивает непревзойденную эффективность и безопасность процесса. Постоянное развитие VisiConsult и 25-летний опыт в сочетании с максимальной гибкостью в отношении особых требований процесса помогают нашим клиентам быть на шаг впереди конкурентов.
Расширенные функции, такие как инструменты наложения, генераторы макросов, построители фильтров, улучшение изображения в реальном времени, наборы инструментов для отчетов, интеграция с DICONDE, инструменты измерения и многие другие функции, делают X plus самым сложным программным обеспечением на рынке, обеспечивающим превосходное качество изображения.Автоматизированная последовательность проверок обеспечивает непревзойденную эффективность и безопасность процесса. Постоянное развитие VisiConsult и 25-летний опыт в сочетании с максимальной гибкостью в отношении особых требований процесса помогают нашим клиентам быть на шаг впереди конкурентов.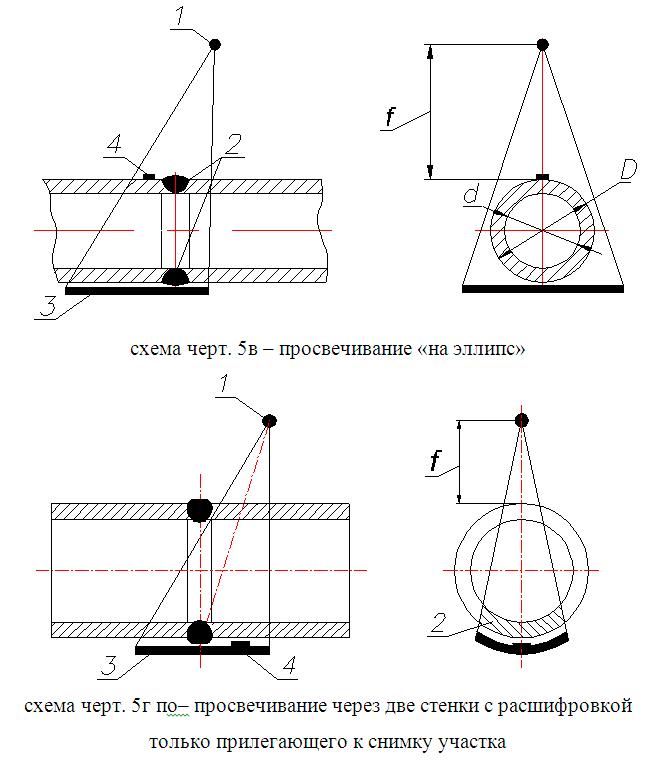
 Для заполнения стыка или нарастания сварного шва до проектного размера может потребоваться несколько проходов или проходов.
Для заполнения стыка или нарастания сварного шва до проектного размера может потребоваться несколько проходов или проходов. Сварочная ванна подвержена атмосферному загрязнению и, следовательно, нуждается в защите во время критической фазы замерзания жидкости и твердого тела. Защита достигается либо за счет использования защитного газа, путем покрытия бассейна инертным шлаком, либо за счет комбинации обоих действий.
Сварочная ванна подвержена атмосферному загрязнению и, следовательно, нуждается в защите во время критической фазы замерзания жидкости и твердого тела. Защита достигается либо за счет использования защитного газа, путем покрытия бассейна инертным шлаком, либо за счет комбинации обоих действий. Действие плавления флюса также создает газовый экран для защиты.
Действие плавления флюса также создает газовый экран для защиты. Сварка на месте также возможна, и руководство по вопросам сварки на месте доступно в GN 7.01.
Сварка на месте также возможна, и руководство по вопросам сварки на месте доступно в GN 7.01.