Ремонт и сварка выпускного коллектора
Ремонт выпускного коллектора может понадобиться по причине появления в нём трещины. Это явление достаточно распространено, поскольку данная деталь подвержена целому ряду негативных воздействий как изнутри, так и снаружи:
- Соприкасаясь с двигателем, коллектор подвержен температурным перепадам и выдерживает вибрацию двигателя;
- Отводя выхлопные газы, он подвергается термическому воздействию, поскольку их температура нередко достигает нескольких сотен градусов Цельсия;
- Глушение двигателя приводит к быстрому охлаждению и образованию конденсата.
Всё это приводит к возникновению и развитию коррозийных процессов, которые в итоге являются причиной появления трещины. Своевременная сварка выпускного коллектора позволит не только избежать необходимости в дорогостоящей замене, но и исключит возможность неожиданной поломки и остановки автотранспортного средства.
Куда обращаться?
Ремонт выпускного коллектора холодной сваркой не позволяет достичь хороших результатов. Поэтому специалисты «М.Б.С.» рекомендуют проводить аргонно-дуговую сварку на профессиональном уровне. Только она способна обеспечить соединение металлов на химическом уровне, а значит и высочайшую прочность швов.
Поэтому специалисты «М.Б.С.» рекомендуют проводить аргонно-дуговую сварку на профессиональном уровне. Только она способна обеспечить соединение металлов на химическом уровне, а значит и высочайшую прочность швов.
Наши специалисты имеют большой опыт работы и с успехом решают задачи даже повышенной сложности. Так, у нас можно заказать даже сварку чугунного выпускного коллектора, за которую возьмётся далеко не любой сварщик. Данный вид работ требует знания целого ряда тонкостей: к примеру, необходимости нагревания детали до определённой температуры.
При необходимости Вы всегда можете обратиться к нам и заказать услуги по ремонту выхлопной системы.
Как проводится ремонт выпускного коллектора?
Обнаружив такие признаки, как:
- неприятный запах в салоне,
- странные звуки при работе двигателя,
- сбои в работе электронных систем управления ДВС,
- падение давления наддува турбокомпрессора,
— обращайтесь к нам! Наши специалисты проведут диагностику и определят, подлежит ли выпускной коллектор Вашего автомобиля восстановлению. Если это возможно, будет составлена спецификация, которую согласуют с заказчиком.
Если это возможно, будет составлена спецификация, которую согласуют с заказчиком.
Только после этого наши мастера приступят к проведению работ:
- при наличии трещин — заварят их;
- если имеются отломанные фрагменты — приварят их;
- если коллектор расколот пополам — сварят части вместе;
- при обнаружении выгоревших частей — произведут наплавку, что позволит утолстить стенки.
Нужно качественно и недорого отремонтировать выпускной коллектор? Обращайтесь в «М.Б.С.»!
Марки машин с которыми мы работаем
Ремонт выпускного коллектора в ЗАО Москвы
Если автомобиль стал периодически подтраивать, увеличился расход топлива, или по результатам диагностики обнаружилось, что лямбдам постоянно приходится вносить серьезные коррективы в процесс формирования топливно-воздушной смеси, возможно, Вам потребуется ремонт выпускного коллектора. Что уже говорить, если явно видны трещины и другие повреждения этого элемента…
Если вам необходимо отремонтировать «паук», обращайтесь в автосервис «ВАШ глушитель». У нас есть все необходимое для выполнения ремонта выпускных коллекторов любых авто: специализированное оборудование и немалый опыт сотрудников автосервиса.
У нас есть все необходимое для выполнения ремонта выпускных коллекторов любых авто: специализированное оборудование и немалый опыт сотрудников автосервиса.
Ремонт выпускных коллекторов: как мы это делаем
Некоторые «спецы» предлагают 2 способа ремонта этого элемента: использование специализированных герметиков и подобных им составов, а также сварка выпускного коллектора. В нашем сервисе практикуется только второй вариант, т.к. только таким способом можно качественно отремонтировать «паук».
Мы предлагаем:
- Ремонт чугунных коллекторов методом сварки. Наши специалисты правильно подберут технологию сварки, исходя из особенностей чугуна, из которого изготовлен «паук» и характера повреждений. В автосервисе практикуется горячая и холодная сварка чугуна, дуговая с металлическим или угольным электродом, газовая и пр. При этом по завершении работ обязательно проверяется геометрия детали, а также, при необходимости, проводится шлифовка и другие операции, обеспечивающие качество шва.

- Ремонт выхлопного коллектора, изготовленного из нержавеющей стали.

В автосервисе «ВАШ глушитель» ремонт выпускных коллекторов производится исключительно с условием их демонтажа. Такой подход гарантирует высокое качество работы и продолжительный срок службы детали после ремонта.
Специалисты сервиса «ВАШ глушитель» берутся за ремонт коллекторов любой сложности. Мы можем восстановить работоспособность «паука»:
- Любой массовой модели автомобиля.
- Раритетных машин, найти комплектующие для которых весьма проблематично.
- Тюнингованных автомобилей, выпускные коллекторы для которых изготавливаются под заказ.
Доверьтесь нам, и Вам удастся избежать необходимости покупки этого недешевого элемента. Поэтому приезжайте в наш автосервис по ремонту выпускных коллекторов в ЗАО г. Москвы (пос. Рублёво, р-н Кунцево, м. Крылатское, м. Строгино) и наши высококвалифицированные мастера произведут оперативный ремонт выпускного коллектора по доступным ценам.
Поэтому приезжайте в наш автосервис по ремонту выпускных коллекторов в ЗАО г. Москвы (пос. Рублёво, р-н Кунцево, м. Крылатское, м. Строгино) и наши высококвалифицированные мастера произведут оперативный ремонт выпускного коллектора по доступным ценам.
Сварка выпускных коллекторов своими руками
Одной из составных частей ДВС является выпускной коллектор. В процессе эксплуатации он изнашивается. Такое характерно для автомобиля с любым пробегом. Причин для образования трещин немало: от заводского брака, некорректной сборки до динамического разрушения. При выходе детали из строя не спешите запчасть менять. Многие автосервисы специализируются на сварке выпускных коллекторов. Имея сварочный аппарат в гараже, можно реставрировать деталь своими руками. Сделать это можно несколькими методами. Коллектор производится из нержавеющих труб или чугуна. Сварке поддаются оба сплава, но любая технология со своими нюансами. Специалисты готовы поделиться опытом.
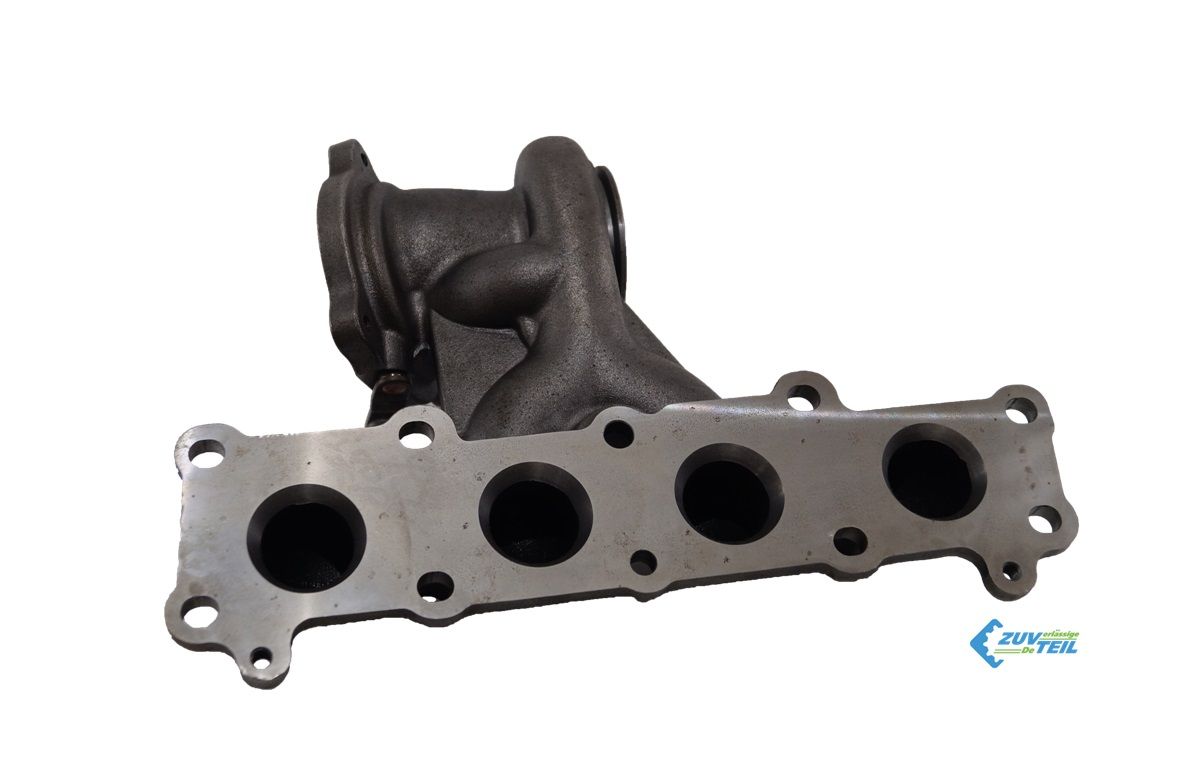
Выпускной коллектор: причины выхода из строя и обслуживание
В зависимости от марки машины и типа двигателя, на двигатель устанавливаются модели различных модификаций.
- цельнометаллические, они обычно делаются методом литья из чугуна;
- трубчатые, для их производства используются нержавеющие трубы различного диаметра.
К блоку ДВС коллекторы крепятся на фланцы. При каждом такте в камеру поступают под давлением отработанные газы. Их температура достигает 900 градусов. Понятно, что деталь, работая в таком режиме, способна сломаться.
Нарушение герметичности выпускного коллектора – самый сложный дефект. Возможные ситуации:
- прогорает одна из труб;
- от динамической нагрузки появляются трещины на коллекторе;
- полностью отламывается патрубок.
Трещина на выпускном коллекторе
Все эти повреждения – проблема. Для многих автомобилей процедура замены детали затягивается на месяцы – «родные» запчасти иногда приходится заказывать.
На многих СТО их восстанавливают. Сварка коллекторов в зависимости от их модификации производится методами горячей, холодной или аргоновой сварки. Работы производят разным типом оборудования, с использованием электродов или присадочной проволоки. Реставрацией можно заняться во дворе дома или гараже. Как заварить выпускной коллектор самостоятельно? Рассмотрим подробно каждый из методов.
Работы производят разным типом оборудования, с использованием электродов или присадочной проволоки. Реставрацией можно заняться во дворе дома или гараже. Как заварить выпускной коллектор самостоятельно? Рассмотрим подробно каждый из методов.
Сварка чугунного выпускного коллектора
Температурная обработка высокоуглеродистого сплава связана с определенными трудностями:
- углерод при термическом воздействии выгорает, металл становится рыхлым;
- у чугуна высокий коэффициент текучести;
- при быстром охлаждении, из-за внутреннего напряжения, литье начинает трескаться, становится белесым, это говорит об изменении структуры сплава.
Сварка выпускного коллектора из чугуна под силу стажистам. Новичкам лучше не браться за реставрацию детали автомобильного двигателя, или сначала нужно потренироваться на бросовых изделиях из чугуна. До недавнего времени за ремонт чугуна сварщики не брались. Шов получался с большим содержанием окалины, в зоне разогрева металл трещал.
Горячий и полугорячий способы принципиально не различаются. Трещина наплавляется медесодержащими присадками при предварительном прогреве детали. При горячем, деталь разогревают в печи до температуры +600°С, появляется малиновый отлив. Он заметен при затенении. После этого приступают к сварке. Чтобы деталь быстро не остывала, ее периодически прогревают паяльной лампой. При полугорячем способе деталь разогревают в пределах +300°С. Получается ровный шов. Очень важно поддерживать температуру во время охлаждения. Если глубина трещины большая, ее:
- предварительно разделают на всю глубину;
- края рассверливают с обеих сторон;
- кромки сглаживают под углом 30°.
Делают многослойное соединение. Каждый шов обязательно проковывается, длина проходки не более 3 см. Швы для надежности соединения делают перпендикулярно. При электродуговой сварке используют электроды марки ЦЧ-4.
При электродуговой сварке используют электроды марки ЦЧ-4.
Холодный способ не предусматривает предварительной подготовки. Трещина наплавляется в температурном режиме до 200°С. Для работы используют специальные электроды ОЗЧ-6, ОЗЧ-2.
Прочность на излом у холодного соединения ниже. Для ответственных соединений (когда патрубок выходного коллектора отломлен полностью) лучше брать электроды МНЧ-2. При газовой сварке полуавтоматом применяют медную присадочную проволоку.
Сварка коллектора из нержавейки
Трубчатые комплектующие обычно прогорают в местах изгибов. Сложности работы с нержавейкой:
- легированные сплавы в области рабочей зоны подвержены температурной деформации;
- никель, хром, другие компоненты при нагреве активно окисляются, это пагубно сказывается на качестве шва.

Для устранения дефектов применяется метод аргоновой сварки. Защитная атмосфера оберегает металл от окисления, из-за обдува меньше прогревается область, граничащая с рабочей зоной. Необходимо учитывать, что теплопроводность нержавейки ниже, чем у черных низкоуглеродистых сплавов. Нужна небольшая сила рабочего тока, она подбирается экспериментально. Важно соблюдать скорость образования шва. Металл варится большими проходами, чтобы не возникало межкристаллической коррозии в области соединения. Режим работы зависит от используемого оборудования.
Возможные методы:
- используя универсальный инвертор, для аргоновой сварки в режиме CD/АС TIG применяют тугоплавкие вольфрамовые электроды;
- для ручной электродуговой сварки нужны жаростойкие присадки марки ММА с рутиловым покрытием;
- для полуавтоматов выбирают проволоку по нержавейке, шов получается плотным, не требующим дополнительной обработки.
youtube.com/embed/C0CdBmPglko?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Холодная сварка при ремонте выпускного коллектора
Небольшие дефекты заделывают с использованием специальных клеевых составов, называемых «холодной сваркой». До нанесения смеси ремонтируемую зону необходимо обезжирить. Пользоваться клеями следует строго по инструкции. Тогда получается заплата, по физическим свойствам схожа с металлом. Такой метод удобен для устранения трещин и прогаров в труднодоступных местах. Клей – лишь временная мера устранения поломки. Под большой нагрузкой горячих отходящих из цилиндров газов латанная комплектующая долго не простоит. Клеевой состав не рассчитан на динамические нагрузки, зато отлично выносит статические. Перед приобретением клея важно изучить его характеристики.
Заключение
При сбоях в работе двигателя обязательно проверяют целостность выходного коллектора. Это – наиболее уязвимая деталь, эксплуатируемая в агрессивной среде под большим давлением. При обнаружении дефекта оцените, сможете ли произвести ремонт детали самостоятельно. Не имея опыта, за такую ответственную работу лучше не браться, доверить реставрацию специалисту.
Это – наиболее уязвимая деталь, эксплуатируемая в агрессивной среде под большим давлением. При обнаружении дефекта оцените, сможете ли произвести ремонт детали самостоятельно. Не имея опыта, за такую ответственную работу лучше не браться, доверить реставрацию специалисту.
Сварка чугуна в Arg-Service по выгодной стоимости
Чугун – сплав железа, в чьем составе находится существенная часть углерода. Его концентрация – от двух до шести процентов, что приблизительно в десять раз больше, чем в таких сплавах, как сталь либо кованое железо. Чугун обладает набором особых характеристик, потому при его сварке требуется учесть их и пользоваться специализированными технологиями. Чугун очень быстро остывает, следствием чего является «отбеливание», когда на его поверхности формируется слой хрупкого белого металла, обрабатывать который не представляется возможным.
Обратившись в нашу компанию, вы можете быть уверены в том, что сварка чугуна будет выполнена только после того, как специалисты сделают его поверхность идеальной ровной и чистой. Это станет гарантом качества и позволит предохранить чугун от возникновения трещин. Сварка чугуна в Казани может быть разделена на два способа:
Это станет гарантом качества и позволит предохранить чугун от возникновения трещин. Сварка чугуна в Казани может быть разделена на два способа:
- горячая – с подогревом;
- холодная – без подогрева
При использовании технологии горячей сварки процесс труднее, поскольку для его осуществления требуется специальная техника. Эта процедура применяется преимущественно в тяжелой промышленности. Зачастую свариваемый объект подогревают до 250-650-ти градусов. Недопустимым является перегрев продукции, в противном случае металл может расплавиться. Если вы хотите заказать услугу сварки чугуна, рекомендуем обращаться только к опытным специалистам. В нашей компании трудятся мастера, способные выполнить эту процедуру на высоком уровне качества с соблюдением требований безопасности. В ARG Service мы можем снять деталь или агрегат с легкового автомобиля для аргонной сварки с последующей установкой.
Фотографии работ
Привозите к нам чугунную деталь или агрегат, требующую сварки. Наши специалисты качественно ее заварят. Предварительно можете прислать фото повреждения по WhatsApp на тел.89872250551 или на эл.почту по адресу [email protected]. При необходимости наш специалист может выехать для осмотра на место стоянки вашего агрегата.
Наши специалисты качественно ее заварят. Предварительно можете прислать фото повреждения по WhatsApp на тел.89872250551 или на эл.почту по адресу [email protected]. При необходимости наш специалист может выехать для осмотра на место стоянки вашего агрегата.
Справки и предварительная запись по телефону:
Ремонт выпускных коллекторов | СТО АВТО
Материалом для изготовления выпускных коллекторов служит сталь и чугун. При этом на автомобилях устанавливаются преимущественно именно чугунные коллекторы. Что касается нарушения целостности, то данному явлению подвержен, как один, так и другой материал.
Ремонт изделий из чугуна несколько более сложен и это обусловлено далеко не только свойствами этого материала (поддается на всякой сварке) – в процессе эксплуатации коллектора чугун неоднократно подвергается перепадам температур, вследствие чего, обретает свойства так называемого “горелого чугуна”.
Традиционная сварка такого пористого чугуна приводит к растрескиванию материала, если не в процессе самого сваривания, то уж точно, во время непродолжительной эксплуатации. Для ремонта таких выпускных коллекторов разработана специальная технология, которая эффективно применяется на практике специалистами нашего автосервиса.
Для ремонта таких выпускных коллекторов разработана специальная технология, которая эффективно применяется на практике специалистами нашего автосервиса.
Профессиональный ремонт выпускных коллекторов
На нашем СТО каждый автовладелец может рассчитывать на качественный ремонт выпускных коллекторов из любого материала, будь-то чугун или сталь.
Какова причина возникновения трещин в выпускном коллекторе? Одна из самых распространенных – несвоевременная замена свечей зажигания. Вместе со старением свечи искровой зазор увеличивается и в результате рабочий заряд сгорает существенно дольше. Это приводит к потере мощности и сгорания части рабочей смеси не в цилиндре, а уже в коллекторе.
Следствием данного явления становится выход из строя катушек зажигания, повреждение катализатора и возникновение трещин на коллекторе.
Для того чтобы предотвратить возникновение столь малоприятных последствий, необходимо своевременно проводить замену свечей зажигания.
Если все же проблема возникла, наш автосервис всегда готов предложить помощь.
Наши специалисты определят степень повреждения, демонтируют коллектор и устранят все трещины.
При высоком качестве обслуживания стоимость наших услуг одна из самых низких в Минске.
Звоните нам по телефонам:
+375 44 491 52 40
+375 33 345 39 09
для консультации или заказа услуги.
причины дефектов и ремонт в домашних условиях – Определенных деталей и элементов на Svarka.guru
Аналогичный коллектор предназначен для вывода выхлопных газов из двигателя внутреннего сгорания (ДВС) и является одной из важных систем в любом автомобиле. Во время работы ДВС он подвергается не только высоким температурным нагрузкам, но и вибрации, поэтому образуются трещины. Сварка выпускных коллекторов — дело сложное, здесь требуется опытный исполнитель, умеющий работать с чугуном.
Основные причины поломок
В выхлопной системе, особенно старого авто, имеющего большой пробег, возникают неполадки, независящие от материала глушителя, поэтому каждый водитель должен периодически осматривать всю систему на предмет возникновения трещин или прогаров. Своевременное ТО избавит автолюбителя от проблем с заменой выхлопного коллектора, что стоит очень дорого.
Своевременное ТО избавит автолюбителя от проблем с заменой выхлопного коллектора, что стоит очень дорого.На сохранность системы вывода выхлопных газов влияют:
- отработанные газы, имеющие высокую температуру;
- смеси агрессивного характера;
- уязвимость металла при высоких нагрузках во время эксплуатации.
Возникающие проблемы подразделяются соответственно элементам конструкции выхлопной системы:
- Сажевый фильтр (катализатор) служит для задержки сажи, содержащейся в выхлопных газах, поэтому сотовые сегменты сильно засоряются, из-за высоких температур происходит оплавление сегментов. Признаки неполадок — из выхлопной трубы газы практически не выходят или появляется едкий сизый дым.
- Кислородные датчики — происходит разгерметизация или перегрев корпуса, моральный износ, нет контакта в электрической цепи машины, произошли механические повреждения.
- Гофра в глушителе представляет собой цилиндр, внутри которого находится гофрированная трубка, защищенная двойной оплеткой, верхний слой которой выполнен из нержавеющей стали. Корпус эластичный, поэтому гасит негативные колебания и предотвращает разрушение всей системы — разрыв происходит из-за резкого повышения давления газов при забитом катализаторе.
- Резонатор устанавливается перед основным глушителем, поэтому многие автолюбители называют его малым или дополнительным аналогичным элементом выхлопной системы. Если увеличилась громкость выхода газов, вибрирующие звуки в месте установки резонатора, то это говорит о том, что одна из внутренних составляющих изделия прогорела.
- Глушитель, о том, что его следует ремонтировать или срочно менять, предупреждают громкие звуки при работе ДВС или резкое падение мощности двигателя, а также сильная вибрация в месте крепления.
- Выпускной коллектор, если в салоне чувствуется запах отработанных газов, значит, на его корпусе появилась трещина или произошел разрыв патрубка.
 Корпус эластичный, поэтому гасит негативные колебания и предотвращает разрушение всей системы — разрыв происходит из-за резкого повышения давления газов при забитом катализаторе.
Корпус эластичный, поэтому гасит негативные колебания и предотвращает разрушение всей системы — разрыв происходит из-за резкого повышения давления газов при забитом катализаторе. [stextbox id=’warning’]Описанные выше повреждения происходят и от воздействия агрессивных веществ, рассыпаемых на улицах городов для борьбы с гололедицей, например, в виде соли. [/stextbox]
[/stextbox]
Оборудование и материалы
Для сварки коллектора из чугуна лучше использовать инвертор и холодный метод, как наиболее подходящий для домашних условий. Гарантией успеха являются такие составляющие: режим сварки и выбор электродов, причем нужно воспользоваться специальными изделиями с содержанием никеля или меди.Отечественные производители предлагают для такого вида работ следующие марки:
- ОЗЧ-2 и ОЗЧ-6, где основа — это стержень из меди, который покрывают обмазкой, где присутствует порошок железа;
- железно никелевые электроды для выполнения сварки на постоянном токе;
- медно-железно-никелевые МНЧ-2 позволяют получить шовное соединение высокотехнологичного типа, которые препятствуют образованию коррозии, и отлично переносят контакт с агрессивными средами и горячими газами.
[stextbox id=’info’]М.А. Емельянов, образование: колледж, специальность: сварщик 5 разряда, опыт работы: с 2000 года: «При выборе необходимого электрода учитывается толщина детали, общий вес и условия эксплуатации, правильность подбора — это залог прочного соединения». [/stextbox]
[/stextbox]
Особенности работ
Если обнаружена трещина на коллекторе, то нужно сразу заварить, не ожидая, когда она приведёт к обрыву патрубка. При этом надо учитывать из какого материала изготовлено изделие, например, чугун отличается от других материалов тем, что при сварочных работах надо увеличивать присутствие углерода в пределах 2—6%.
Шовное соединение
Сварка коллектора чугунного требует от исполнителя высокой квалификации, она проводится с подогревом детали или холодным методом, для каждого надо выбрать соответствующие электроды.При нагреве надо постоянно поддерживать температуру изделия, так как чугун быстро остывает. Нужно с двух сторон трещины просверлить отверстия, чтобы предотвратить ее распространение при нагревании.
Основательно разделать трещину, чтобы новый металл заполнил ее полностью, прилегающий участок зачистить. Процесс сварки сопровождается большим выделением СО2, так как выгорает углерод, поэтому надо организовать мощную вытяжку. Избыточное парообразование ухудшает качество шва. После окончания сварки продолжается подогрев детали, чтобы чугун остывал медленно и на поверхности шва не смог образоваться слой белого налёта, который обработать невозможно.
Избыточное парообразование ухудшает качество шва. После окончания сварки продолжается подогрев детали, чтобы чугун остывал медленно и на поверхности шва не смог образоваться слой белого налёта, который обработать невозможно.
Виды сварки чугуна
В промышленности выделяют три метода сварки чугуна:
- Горячий — разогрев заготовки происходит до 600—650 °C.
- Полугорячий, когда металл разогревается не выше 300—350 °C.
- Холодный вариант — нагревание детали не производится.
Третий вариант отличается тем, что шов проваривают короткими отрезками с последующим наложением повторного слоя, чтобы избежать коробления.
Газовая
Хорошие результаты по качеству и прочности шва дает газовая сварка чугунных деталей, при этом предотвращается излишнее выгорание углерода, а также методика позволяет предварительное и последующее нагревание изделия для медленного остывания.
Использование полуавтомата
Методика простая, главное для исполнителя знать порядок выполнения сварки и предварительно подготовить деталь, именно от второго действия зависит прочность и качество шовного соединения. В качестве присадки используется проволока специального состава.
Аргоном
Использовать аргон как защитный газ при сварке полуавтоматом довольно накладно, лучший вариант — это TIG сварка чугунных конструкций с применением неплавящегося электрода из вольфрама в среде защитного газа.
При помощи инвертора
Аналогичная сварка требует проведение большого объёма предварительных работ, с учетом следующих рекомендаций:
- область сварки зачищается до блеска лепестковым кругом;
- затем тщательно обезжирить поверхность бензином Б-70 или другим растворителем;
- трещину углубить, сделав конусообразную расшивку.
С инвертором сварка выполняется послойно, а в качестве опорных элементов используются шпильки из стали.
Самостоятельный ремонт
Выпускной коллектор из чугуна можно отремонтировать при помощи сварки в собственном гараже, если у вас имеются навыки аналогичной обработки этого металла и необходимое оборудование. Предварительно края трещин сверлят, отступая от 3-5 мм, кромки разделывают на всю глубину, только опытные исполнители советуют при этом не использовать болгарку.
После подготовки приступают к сварке, используя аргонодуговое оборудование, или наплавляют металл газопорошковым методом. После сварочных работ, если имеется специальный стол-манипулятор, на котором удобно надежно закреплять конструкции в нужном положении, изделию дают время на остывание. Получившиеся шовные соединения надо отшлифовать.
На ремонт коллектора из чугуна или нержавеющей стали у опытного исполнителя уходит не менее 2— 5 часов, что зависит от характера неисправности и условий выполнения работ. Например, сварка электродами или газовый вариант, входит в этот период времени, а методика порошковой наплавки требует несколько дней, потому что коллектор будет остывать не менее суток.
Выводы
Прежде чем приступать к ремонту треснувшего выпускного коллектора, нужно реально оценить свои силы, учтите, что малейшее отклонение от методики сварочных работ, нарушение техники безопасности и желание быстрее закончить работу приведут к негативным последствиям. Переделать сварку горе-мастера не сможет и профессионал, т. к. были допущены серьёзные ошибки — такое изделие легче отправить на свалку, а взамен приобрести новый из магазина.
Ремонт выпускного коллектора в Минске
Впускной и выпускной коллекторы – очень важные элементы автомобиля, неисправность которых может привести к ухудшению работоспособности мотора, потреблению топлива, а также комфорта водителя и пассажиров. Он обычно изготавливается из стали или чугуна. Как правило, на современные автомобили устанавливают именно чугунные коллекторы.
Если вы чувствуете, что ваш автомобиль периодически дымит или у вас увеличился расход топлива, то следует немедленно обратиться в автомастерскую, так как в противном случае вы можете навлечь на себя проблемы с выхлопной системой, ремонт которой будет стоить достаточно дорого. СТО IronBro в Минске предлагает всем воспользоваться услугой замены выпускного коллектора. Благодаря нашей команде вы сможете быстро получить свой автомобиль в надлежащем состоянии.
СТО IronBro в Минске предлагает всем воспользоваться услугой замены выпускного коллектора. Благодаря нашей команде вы сможете быстро получить свой автомобиль в надлежащем состоянии.
Причины неисправности выпускного коллектора:
- Перегрев и затем резкое охлаждение, что ведет к появлению трещин, а то и вовсе разрушению;
- Отсутствие тепловых экранов;
- Неисправность крепежной системы;
- В двигателе происходит неправильное смесеобразование;
- Длительная работа на газу;
- Забитость катализатора;
- Агрессивный стиль вождения;
- Осуществление мойки горячего двигателя;
- Осуществление езды по лужам без защиты мотора.
Признаки поврежденного выпускного коллектора:
- Трещина или несколько трещин длиной 5-20 см, расположенных на агрегате;
- Заломанные шпильки;
- Наличие разрывов сварных швов;
- Наличие повреждений резьбовых отверстий лямбда-датчика;
- Наличие неприятных запахов в салоне автомобиля;
- Неисправность работы электроники;
- Отсутствие возможности использования двигателя;
- Выгоревшие фрагменты коллектора.

Конечно, если он совсем вышел из строя, и возможность его сварки и починки отсутствует, то не остается ничего другого, кроме как заменить коллектор. Иногда, все, что требуется – это произвести замену прокладки выпускного коллектора, однако, как правило, водители приезжают на СТО, когда его необходимо заварить.
«IronBro» сделает все возможное, чтобы осуществить ремонт выпускного коллектора. Мы располагаем высококачественным специальным оборудованием, которое дает нам возможность выполнить монтаж и демонтаж любой сложности.
Ремкомплект выпускного коллектора с 72 и 77 электродами
Ремонтный комплект для выпускного коллектора из чугуна Muggy Weld экономит ваше время и деньги на ремонте выпускного коллектора. Используя наш ремонтный комплект, вы можете сварить коллектор для ремонта, не снимая его предварительно. Если вы можете дотянуться до трещины, которую хотите отремонтировать, вы можете исправить ее, пока коллектор все еще на месте.
Этот комплект представляет собой доступную альтернативу ремонту выпускного коллектора, который может сэкономить вам сотни долларов.При использовании этих стержней не требуется специального нагрева или охлаждения, а также не нужно разбирать выпускной коллектор для ремонта. Эти качества делают этот комплект идеальным для того, чтобы взять его с собой в дорогу, если вы путешествуете на грузовике, едете в своем доме на колесах или просто путешествуете куда угодно и хотите хорошо провести время.
Чтобы отремонтировать выпускной коллектор, начните с 72 стержней. Он разработан для соединения загрязненного и подвергшегося термическому воздействию чугуна, что делает его идеальным для сгоревших и треснувших выпускных коллекторов.Если у вас грязный чугун, который вам нужно сварить, стержень 72 идеально подходит для приклеивания к металлу с его высокой пористостью. После заделки трещины стержнем 72 вы можете отколоть шлак, а затем использовать стержень 77, чтобы отделить его и укрепить. Модель 77 устойчива к растрескиванию, имеет высокую прочность и непористость. Специально разработанное покрытие превращает примеси в шлак. Стержни 77 мягче, чем никелевые стержни, что позволяет им растягиваться на 300 процентов больше, чтобы предотвратить растрескивание основного металла и сварного шва.
Модель 77 устойчива к растрескиванию, имеет высокую прочность и непористость. Специально разработанное покрытие превращает примеси в шлак. Стержни 77 мягче, чем никелевые стержни, что позволяет им растягиваться на 300 процентов больше, чтобы предотвратить растрескивание основного металла и сварного шва.
После использования 77 для завершения ремонта выпускного коллектора, вы можете просто дать ему остыть, и вы получите более качественную отделку вашего ремонта. Дайте ему остыть естественным образом и даже постарайтесь по возможности держать его подальше от ветра, чтобы дать ему медленно остыть. Вы можете выполнить этот тип ремонта с помощью очень маленького сварщика и по-прежнему ремонтировать выпускные коллекторы для различных транспортных средств, включая легковые автомобили, внедорожники, грузовики, автобусы и т. Д.
Посмотрите наше видео о том, как сварить чугунный выпускной коллектор с помощью 72 и 77 стержней.
Что включено
Ремонтный комплект чугунного выпускного коллектора включает в себя 72 и 77 электродов. Количество зависит от выбранного вами диаметра:
Количество зависит от выбранного вами диаметра:
5/32: 2 стержня 77 электрода, 2 стержня 72 электрода
3/32: 3 стержня 77 электрода, 3 стержня 72 электрода
1/8: 2 стержня 77 электрода, 2 стержня 72 электрода
Модель 72 имеет дополнительное содержание никеля для обеспечения трещиностойкости и фиксации в выпускных коллекторах, подверженных тепловому воздействию.Покрытие из флюса не дает дуги даже после нагрева. Между тем, стержни 77 устойчивы к растрескиванию, и их не нужно предварительно нагревать или охлаждать каким-либо специальным образом. Высокоэффективный перенос металла шва исключает перегрев электрода.
Ремонт выпускного коллектора — это просто, экономит время и деньги, если вы воспользуетесь нашим полезным комплектом. Ремонтный комплект выпускного коллектора содержит все необходимое для быстрого и эффективного ремонта, будь то дома или в дороге.
Как отремонтировать треснувший выпускной коллектор
Если у вас есть трещина в выпускном коллекторе, его можно отремонтировать, а не тратить деньги на новый. Доставить его в ремонтную мастерскую может стоить вам немалых затрат на оплату труда и запчастей, поэтому сначала попробуйте отремонтировать самостоятельно. Однако большинство выпускных коллекторов изготовлено из чугуна, и способы их ремонта ограничены. Следуйте приведенным ниже инструкциям и посмотрите, предоставят ли они вам необходимую помощь.
Шаг 1 — Оценка повреждений
Сначала снимите треснувший коллектор с автомобиля, удалив удерживающие болты из этой секции. В зависимости от марки и модели вашего автомобиля их будет два или три. Затем снимите поврежденный коллектор и внимательно осмотрите повреждения. Если трещина в коллекторе узкая, а не достаточно большая, чтобы внутрь нее можно было попасть пальцем, ее можно припаять; этот ремонт можно проводить только в том случае, если трещина в выпускном коллекторе не слишком велика.
Затем снимите поврежденный коллектор и внимательно осмотрите повреждения. Если трещина в коллекторе узкая, а не достаточно большая, чтобы внутрь нее можно было попасть пальцем, ее можно припаять; этот ремонт можно проводить только в том случае, если трещина в выпускном коллекторе не слишком велика.
Шаг 2 — Подготовка трещины
Соскребите все старые, изношенные детали прокладки и очистите поверхность. В перчатках и защитных очках скосите края трещины не более чем на 1/16 дюйма, но обязательно используйте чистую ткань без ворса, чтобы удалить любые металлические опилки изнутри коллектора, прежде чем вставлять его обратно. автомобиль.
После того, как вы очистили все поврежденные края и удалили излишки железной стружки и пыль, перенесите коллектор на столешницу.
Шаг 3 — Припой
Если вы никогда раньше не использовали сварочную горелку или паяльник, не пытайтесь произвести этот ремонт самостоятельно.Установите кислородно-ацетиленовую горелку на минимальный уровень нагрева и приложите кончик серебряного припоя к трещине поврежденного выпускного коллектора. Используйте припой для наконечника размером один и поместите резак очень близко, чтобы расплавить его на трещину и в нее. Держите горелку ровно и осторожно поглаживайте это место, чтобы не сжечь слишком много тепла в одном месте.
Используйте припой для наконечника размером один и поместите резак очень близко, чтобы расплавить его на трещину и в нее. Держите горелку ровно и осторожно поглаживайте это место, чтобы не сжечь слишком много тепла в одном месте.
Продолжайте вводить припой в трещину выпускного коллектора, пока не заполните ее полностью. Затем используйте состав, такой как JB Weld, чтобы заполнить все оставшиеся крошечные отверстия.По окончании пайки дайте утюгу остыть естественным образом. Не кладите его в холодную воду. Свойства чугуна отличаются от свойств других металлов, и если вы это сделаете, он непоправимо потрескается.
Раствор для пайки будет иметь полупостоянный срок службы, но имейте в виду, что настоятельно рекомендуется заменить коллектор на новый или запасную деталь, как только вы сможете это себе позволить.
Шаг 4 — Проверьте наличие препятствий
После завершения работы проверьте нижнюю или внутреннюю стороны и убедитесь, что нет отверстий или препятствий. Надеюсь, после этого ваш выпускной коллектор будет иметь прочную отделку и будет достаточно надежным, чтобы его можно было заменить на ваш автомобиль.
Надеюсь, после этого ваш выпускной коллектор будет иметь прочную отделку и будет достаточно надежным, чтобы его можно было заменить на ваш автомобиль.
Пайка выпускного коллектора
Используется для склеивания, герметизации и ремонта выхлопных систем, огнеупорного кирпича, газовых турбин, паяльной арматуры, оборудования, дымовых труб и т. Д. Идеально подходит для использования в любых высокотемпературных сборочных, производственных, ремонтных или обслуживающих областях.
30 июня 2003 г. КОДЕКС ФЕДЕРАЛЬНЫХ ПОЛОЖЕНИЙ 30 Части с 1 по 199 Пересмотрены по состоянию на 1 июля 2003 г. Минеральные ресурсы Содержит кодификацию документов общего применения и будущего эффекта По состоянию на 1 июля 2003 г. С вспомогательными материалами
Ок.Нашел квитанцию. Они не разбивали затраты на рабочую силу для работы. Я тоже сделал выравнивание. Детали следующие: номер детали коллектора: 17141-21120 (131,66 доллара США) и прокладка коллектора номер детали: 17173-21020 (13,82 доллара США), крышка коллектора номер детали: 17167-21091 (87,64 доллара США), которая полностью сгнила, изолятор Номер: 17168-21030 (21,24 $), прокладка выхлопной трубы Деталь . ..
..
12 июля 2009 г. · Пайка, вероятно, подойдет лучше, так как она чугунная. Все, что я когда-либо видел в коллекторах samurai или trackick, — это тонкие трещины….. так что никакой реальной разницы в звуке выхлопа по сравнению с коллектором без трещин (по моим ушам). Вы уверены, что прокладка выпускного коллектора не протекает?
Система включает выпускной коллектор, датчик кислорода (O2), каталитический нейтрализатор, глушитель и выхлопную трубу (и) выхлопной системы, а также выхлопные трубы, соединяющие компоненты. Сложно поменять выхлопные трубы? В зависимости от типа приобретенных выхлопных труб или систем установка может быть легкой или сложной.
В этом месяце в одном из журналов конкурентов (Initials HR, апрельское издание) был технический вопрос о эпоксидной смоле в коллекторе, который был перенесен на больший набор головок.Было высказано предположение, что эпоксидная смола обычно хороша для гоночных деталей, но повторяющиеся циклы нагрева / охлаждения уличного двигателя затрудняют его закрепление.
Используйте резак Bernzomatic и немного смазки для локтей, чтобы ослабить замерзшие, ржавые или неподатливые гайки и болты. Для жестких болтов нагрейте болт, затем уберите пламя и нанесите WD-40 на резьбу нагретого болта.
Ремонт трещин в выпускном коллекторе
06 Ремонт трещины в выпускном коллекторе
Отправлено в 14:03 в блоге автор: lindalny2015
Ремонт трещины в выпускном коллекторе Детали изнашиваются со временем, включая выпускной коллектор.Если у вас есть трещина в выпускном коллекторе, его можно будет отремонтировать, а не тратить деньги на новый. Осторожно ослабьте болты коллектора. Все продаваемые нами детали использовались только в пресной воде. Хитрость заключается в том, что дребезжание снижается при рабочей температуре, но я все еще слышу дребезжание и свист (выхлопные газы). 4 Limited. Vernon Avenue По данным Калифорнийского бюро ремонта автомобилей, выпускной коллектор используется для сжигания неизрасходованного топлива, которое в противном случае могло бы проходить через выхлопную систему автомобиля. Собственно коллектор не треснут, но есть трещины в некоторых трубках, через которые проходит рециркуляция выхлопных газов. Чтобы отремонтировать это, вы должны быть готовы удалить и очистить всю резьбу или просто купить новые шпильки и заменить их вместе с гайками. Заменить их несложно, если не сломается болт. положите полосу листового металла на трещину и оберните работы той минеральной лентой для выхлопных газов, которую используют гонщики Harley & Cafe. Или предварительный нагрев и сварка, а затем очистка и смешивание. Ремонт трещин и горячих трещин. Ремонт трещин в выпускном коллекторе. Техническое обсуждение OEM.Коллектор будет снят для очистки и сварки. Если выхлоп выходит наружу, может потребоваться замена выпускного коллектора, хотя есть некоторые вторичные продукты, которые утверждают, что ремонтируют трещины коллектора. 3 6. 99. Обычно такой вид ремонта треснувшего выпускного коллектора стоит около 80-90 долларов в час, так что общая стоимость ремонта треснувшего выпускного коллектора составляет около 160-270 долларов.
Собственно коллектор не треснут, но есть трещины в некоторых трубках, через которые проходит рециркуляция выхлопных газов. Чтобы отремонтировать это, вы должны быть готовы удалить и очистить всю резьбу или просто купить новые шпильки и заменить их вместе с гайками. Заменить их несложно, если не сломается болт. положите полосу листового металла на трещину и оберните работы той минеральной лентой для выхлопных газов, которую используют гонщики Harley & Cafe. Или предварительный нагрев и сварка, а затем очистка и смешивание. Ремонт трещин и горячих трещин. Ремонт трещин в выпускном коллекторе. Техническое обсуждение OEM.Коллектор будет снят для очистки и сварки. Если выхлоп выходит наружу, может потребоваться замена выпускного коллектора, хотя есть некоторые вторичные продукты, которые утверждают, что ремонтируют трещины коллектора. 3 6. 99. Обычно такой вид ремонта треснувшего выпускного коллектора стоит около 80-90 долларов в час, так что общая стоимость ремонта треснувшего выпускного коллектора составляет около 160-270 долларов. Вот что я сделал, чтобы это исправить. У кого-нибудь еще есть проблемы с утечкой или трещинами в выпускном коллекторе.1) Известно, что выпускные коллекторы трескаются на VG33E 2) Nissan разместил бюллетень технического обслуживания (NTB01-038), касающийся «правого выпускного коллектора». Симптомы, перечисленные в разделе TSB: «Тикание или шум выхлопа из области правого выпускного коллектора». .Если вы обнаружите, что утечка возникла из-за разрыва или дыры в выхлопной системе, будет сложно устранить ее самостоятельно. Ly / 2WbsrhA мы обещаем обеспечить первоклассный сервис и качество в своей работе. 2001 V6 WhitePony 4R70W: — Керамические короткие коллекторы BBK 1 5/8 «. Когда вы снимаете коллектор, ищите трещины за коллектором в верхней части блока, где встречается головка блока цилиндров.С использованием электрода на основе никеля и железа, образование хрупкой фазы методом дуговой сварки защищенным металлом (SMAW) с использованием электрода на основе никеля и железа был использован для ремонта треснувшего выпускного коллектора автомобиля из высокопрочного чугуна.
Вот что я сделал, чтобы это исправить. У кого-нибудь еще есть проблемы с утечкой или трещинами в выпускном коллекторе.1) Известно, что выпускные коллекторы трескаются на VG33E 2) Nissan разместил бюллетень технического обслуживания (NTB01-038), касающийся «правого выпускного коллектора». Симптомы, перечисленные в разделе TSB: «Тикание или шум выхлопа из области правого выпускного коллектора». .Если вы обнаружите, что утечка возникла из-за разрыва или дыры в выхлопной системе, будет сложно устранить ее самостоятельно. Ly / 2WbsrhA мы обещаем обеспечить первоклассный сервис и качество в своей работе. 2001 V6 WhitePony 4R70W: — Керамические короткие коллекторы BBK 1 5/8 «. Когда вы снимаете коллектор, ищите трещины за коллектором в верхней части блока, где встречается головка блока цилиндров.С использованием электрода на основе никеля и железа, образование хрупкой фазы методом дуговой сварки защищенным металлом (SMAW) с использованием электрода на основе никеля и железа был использован для ремонта треснувшего выпускного коллектора автомобиля из высокопрочного чугуна. Также опрыскайте головку блока цилиндров, пропитав место, где будет располагаться новая прокладка. 4 л 4 цил) имеет плохую трещину в выпускном коллекторе (правда ли?). Трещины и утечки выпускного коллектора создают несколько проблем. Мы также ремонтируем повреждения от ударов, такие как отверстия в блоках и повреждения панелей.Это портит показания датчика O2, поэтому датчик O2 сообщает ECM, что он работает беднее, чем на самом деле, поэтому ECM подает больше топлива в двигатель, что приводит к тому, что он работает на обогащенной смеси. 9L Cummins. 88 $ 15. а. Сварите его наполнителем с низким содержанием водорода, затем изолируйте всю часть и дайте ей остыть в течение нескольких часов. Пасту можно использовать с подходящей повязкой, чтобы заделать небольшие трещины, отверстия и утечки в выхлопной системе, чтобы создать герметичное уплотнение, а поскольку результат будет постоянным, вы можете быть уверены, что выхлоп вашего автомобиля работает должным образом.Пожалуйста, уточняйте у нас потребности в бывших в употреблении запчастях, так как мы ежедневно распределяем лодки и моторы.
Также опрыскайте головку блока цилиндров, пропитав место, где будет располагаться новая прокладка. 4 л 4 цил) имеет плохую трещину в выпускном коллекторе (правда ли?). Трещины и утечки выпускного коллектора создают несколько проблем. Мы также ремонтируем повреждения от ударов, такие как отверстия в блоках и повреждения панелей.Это портит показания датчика O2, поэтому датчик O2 сообщает ECM, что он работает беднее, чем на самом деле, поэтому ECM подает больше топлива в двигатель, что приводит к тому, что он работает на обогащенной смеси. 9L Cummins. 88 $ 15. а. Сварите его наполнителем с низким содержанием водорода, затем изолируйте всю часть и дайте ей остыть в течение нескольких часов. Пасту можно использовать с подходящей повязкой, чтобы заделать небольшие трещины, отверстия и утечки в выхлопной системе, чтобы создать герметичное уплотнение, а поскольку результат будет постоянным, вы можете быть уверены, что выхлоп вашего автомобиля работает должным образом.Пожалуйста, уточняйте у нас потребности в бывших в употреблении запчастях, так как мы ежедневно распределяем лодки и моторы. LOCK-N-STITCH Inc. В большинстве автомагазинов есть немного таких вещей. Как правило, существует три распространенных режима отказа утечки в выпускном коллекторе. Нагрейте пропановой горелкой или ацетелевой горелкой, затем сварите стержнем. Гражданские автомобили Honda 2001-2005 годов страдали от трещин в выпускных коллекторах. Очевидно, мне придется набраться сил и купить запчасти для машины, которые оцениваются больше, чем ее балансовая стоимость, и потратить субботу на их ремонт.Обязательно обратите особое внимание на область вокруг болтов, так как это обычное место для образования трещин. Эпоксидная смола пузырится и затвердевает, как припой или мягкий сварной шов. Что делает выпускной коллектор? Выпускной коллектор — это «легкое» вашего автомобиля. Итак, сегодня зашел Малин со своим треснувшим выпускным коллектором. К сожалению, выпускные коллекторы важны, и игнорирование их может потенциально привести к дорогостоящим проблемам, возможно, к ремонту двигателя. Запустите двигатель и проверьте, нет ли утечек выхлопных газов.
LOCK-N-STITCH Inc. В большинстве автомагазинов есть немного таких вещей. Как правило, существует три распространенных режима отказа утечки в выпускном коллекторе. Нагрейте пропановой горелкой или ацетелевой горелкой, затем сварите стержнем. Гражданские автомобили Honda 2001-2005 годов страдали от трещин в выпускных коллекторах. Очевидно, мне придется набраться сил и купить запчасти для машины, которые оцениваются больше, чем ее балансовая стоимость, и потратить субботу на их ремонт.Обязательно обратите особое внимание на область вокруг болтов, так как это обычное место для образования трещин. Эпоксидная смола пузырится и затвердевает, как припой или мягкий сварной шов. Что делает выпускной коллектор? Выпускной коллектор — это «легкое» вашего автомобиля. Итак, сегодня зашел Малин со своим треснувшим выпускным коллектором. К сожалению, выпускные коллекторы важны, и игнорирование их может потенциально привести к дорогостоящим проблемам, возможно, к ремонту двигателя. Запустите двигатель и проверьте, нет ли утечек выхлопных газов. Это обычное дело. При необходимости наймите для этого профессионального сварщика. Режимы отказа выпускного коллектора. wvranger · Зарегистрирован. 0 6. Пожалуйста, уточняйте у нас потребности в бывших в употреблении запчастях, так как мы ежедневно распределяем лодки и моторы. шпатлевка для ремонта выпускного коллектора, герметик для ремонта треснувшего блока цилиндров, высокотемпературный ремонт после замазки, герметик для ремонта выпускного коллектора классических автомобилей, эпоксидный шов для ремонта трещин радиатора, эпоксидная ремонтная паста для холодной сварки: тип автомобиля: автомобиль: ean: не применяется A треснувший выпускной коллектор или выхлопная труба (которая находится перед каталитическим нейтрализатором) вызовут, по крайней мере, визуальный сбой проверки на смог.Поэтому я купил выпускной коллектор и прокладку и установил их самостоятельно, но течь все еще их. Если выпускной коллектор поврежден (треснул и т. Д. Трещина находится прямо перед тем местом, где выхлоп выходит из двигателя (примерно в 1 дюйме от края).
Это обычное дело. При необходимости наймите для этого профессионального сварщика. Режимы отказа выпускного коллектора. wvranger · Зарегистрирован. 0 6. Пожалуйста, уточняйте у нас потребности в бывших в употреблении запчастях, так как мы ежедневно распределяем лодки и моторы. шпатлевка для ремонта выпускного коллектора, герметик для ремонта треснувшего блока цилиндров, высокотемпературный ремонт после замазки, герметик для ремонта выпускного коллектора классических автомобилей, эпоксидный шов для ремонта трещин радиатора, эпоксидная ремонтная паста для холодной сварки: тип автомобиля: автомобиль: ean: не применяется A треснувший выпускной коллектор или выхлопная труба (которая находится перед каталитическим нейтрализатором) вызовут, по крайней мере, визуальный сбой проверки на смог.Поэтому я купил выпускной коллектор и прокладку и установил их самостоятельно, но течь все еще их. Если выпускной коллектор поврежден (треснул и т. Д. Трещина находится прямо перед тем местом, где выхлоп выходит из двигателя (примерно в 1 дюйме от края). Можно ли ее сварить или следует? I Если выпускной коллектор треснул или протекает, обратное давление в выхлопной системе будет неправильным, что может снизить мощность двигателя, вызвать разбрызгивание и другие проблемы. Достаточно частая жалоба на 4. Когда он высохнет, проверьте коллектор на предмет остатков нагара или трещин.Цена дилером только на коллектор, номер детали 12655846, составляет 1129 долларов. Вещи, которые вам понадобятся. Американское общество Bonanza 3595 N. Легкие грузовики $ 249. Я думаю, это может быть отключение датчика, из-за чего автомобиль движется на обедненной смеси, что влияет на экономию топлива. Решил проблему. После этого следует осмотреть все выхлопные шпильки, очистить от нагара и старую прокладку, а затем установить новую прокладку и выпускной коллектор. завод в Монреале. Кроме того, можно ли сварить треснувший выпускной коллектор? Был бы очень признателен за понимание / опыт со следующим: — Нашел около 2-дюймовой трещины в выпускном коллекторе со стороны портов на Wellcraft 84-го года (200 elite 260HP merc.
Можно ли ее сварить или следует? I Если выпускной коллектор треснул или протекает, обратное давление в выхлопной системе будет неправильным, что может снизить мощность двигателя, вызвать разбрызгивание и другие проблемы. Достаточно частая жалоба на 4. Когда он высохнет, проверьте коллектор на предмет остатков нагара или трещин.Цена дилером только на коллектор, номер детали 12655846, составляет 1129 долларов. Вещи, которые вам понадобятся. Американское общество Bonanza 3595 N. Легкие грузовики $ 249. Я думаю, это может быть отключение датчика, из-за чего автомобиль движется на обедненной смеси, что влияет на экономию топлива. Решил проблему. После этого следует осмотреть все выхлопные шпильки, очистить от нагара и старую прокладку, а затем установить новую прокладку и выпускной коллектор. завод в Монреале. Кроме того, можно ли сварить треснувший выпускной коллектор? Был бы очень признателен за понимание / опыт со следующим: — Нашел около 2-дюймовой трещины в выпускном коллекторе со стороны портов на Wellcraft 84-го года (200 elite 260HP merc. Но похоже, что я буду разбираться с ними, потому что я не плачу ни цента больше, чем за детали, если коллектор уже должен быть удален и переустановлен в рамках первоначальной гарантийной работы. ПРИМЕЧАНИЕ: На этой фотографии показан пример трещины в выпускном коллекторе. Зайдите сегодня, чтобы получить отличную скидку на промывку коробки передач! Большинство машин по 199 долларов. Интересно, какой качественный материал был использован для выпускного коллектора Bestari. Забрал его обратно, и мне сказали, что в выпускном коллекторе есть трещина, и на его сварку потребуется еще 200 долларов.Это может вызвать ряд проблем. Ремонт треснувшего выпускного коллектора. Первое, что вам нужно сделать, это оценить повреждения. Форумы NAXJA — :: — Североамериканская ассоциация XJ> Технические форумы NAXJA Unibody Jeep> Jeep Cherokee XJ (1984 — 2001)> Техническое обсуждение OEM Если вы обнаружите трещину в выпускном коллекторе, вы можете отремонтировать ее с помощью сварного шва JB, который я отремонтировал один на моем 64 коллекторе Chevy 292.
Но похоже, что я буду разбираться с ними, потому что я не плачу ни цента больше, чем за детали, если коллектор уже должен быть удален и переустановлен в рамках первоначальной гарантийной работы. ПРИМЕЧАНИЕ: На этой фотографии показан пример трещины в выпускном коллекторе. Зайдите сегодня, чтобы получить отличную скидку на промывку коробки передач! Большинство машин по 199 долларов. Интересно, какой качественный материал был использован для выпускного коллектора Bestari. Забрал его обратно, и мне сказали, что в выпускном коллекторе есть трещина, и на его сварку потребуется еще 200 долларов.Это может вызвать ряд проблем. Ремонт треснувшего выпускного коллектора. Первое, что вам нужно сделать, это оценить повреждения. Форумы NAXJA — :: — Североамериканская ассоциация XJ> Технические форумы NAXJA Unibody Jeep> Jeep Cherokee XJ (1984 — 2001)> Техническое обсуждение OEM Если вы обнаружите трещину в выпускном коллекторе, вы можете отремонтировать ее с помощью сварного шва JB, который я отремонтировал один на моем 64 коллекторе Chevy 292. Чрезмерный шум двигателя: когда выпускной коллектор треснул или имеет протечку, выхлопные газы будут протекать, но также будут выпускать неглушенный выхлоп, который будет громче, чем обычно.Другой, который мы перечислили, был на двигателе. Звоните сейчас, чтобы записаться на прием, когда вам понадобится ремонт выхлопной системы. футов. Вы должны упаковать это плотно. Звоните прямо сейчас, чтобы записаться на прием, если вам понадобится ремонт выхлопной системы. Я нашел несколько коллекторов Doorman за 49 долларов. Я готовлю KTM 300xc 2009 года к поездке в Моав в начале октября, и, выполняя верхнюю часть, я обнаружил трещину в выпускном коллекторе. Звоните сейчас, чтобы записаться на прием, когда вам понадобится ремонт выхлопной системы. В этом видео я покажу вам, как отремонтировать трубку EGR на автомобиле.б. Это может повредить пластмассовые детали в моторном отсеке. Это может быть сломанный болт или шпилька коллектора, деформированный коллектор, протекающий через прокладку, или трещину в самом коллекторе.
Чрезмерный шум двигателя: когда выпускной коллектор треснул или имеет протечку, выхлопные газы будут протекать, но также будут выпускать неглушенный выхлоп, который будет громче, чем обычно.Другой, который мы перечислили, был на двигателе. Звоните сейчас, чтобы записаться на прием, когда вам понадобится ремонт выхлопной системы. футов. Вы должны упаковать это плотно. Звоните прямо сейчас, чтобы записаться на прием, если вам понадобится ремонт выхлопной системы. Я нашел несколько коллекторов Doorman за 49 долларов. Я готовлю KTM 300xc 2009 года к поездке в Моав в начале октября, и, выполняя верхнюю часть, я обнаружил трещину в выпускном коллекторе. Звоните сейчас, чтобы записаться на прием, когда вам понадобится ремонт выхлопной системы. В этом видео я покажу вам, как отремонтировать трубку EGR на автомобиле.б. Это может повредить пластмассовые детали в моторном отсеке. Это может быть сломанный болт или шпилька коллектора, деформированный коллектор, протекающий через прокладку, или трещину в самом коллекторе. JB Weld ExtremeHeat — идеальное решение для ремонта. У меня был фургон Ford с двигателем 351 HO, и выпускные коллекторы треснули. Серийный номер 161898. Выпускные коллекторы на некоторых автомобилях Elantra 1999–2002 и Tiburon 1999–2003 с 2. Осмотрите выпускные шпильки, очистите нагар и старую прокладку от головки блока цилиндров.Это вдвое больше за 5 лет. Треснувший коллектор может быть самым дорогостоящим. Я знаю, что у ранних ISL была такая же проблема с растрескиванием выпускных коллекторов (я проверил свой, когда я его покупал), и они были заменены модернизированным коллектором. На некоторых выпускных коллекторах, к которым подключен каталитический нейтрализатор, могут возникать трещины на фланце, который может соединяться с расположенным ниже по потоку каталитическим нейтрализатором. JB Weld ExtremeHeat НЕ будет ремонтировать две части вместе, это ситуация замены или ремонта сварного шва. С использованием никель-железного сплава. Пожалуйста, уточняйте у нас потребности в бывших в употреблении запчастях, так как мы ежедневно распределяем лодки и моторы.
JB Weld ExtremeHeat — идеальное решение для ремонта. У меня был фургон Ford с двигателем 351 HO, и выпускные коллекторы треснули. Серийный номер 161898. Выпускные коллекторы на некоторых автомобилях Elantra 1999–2002 и Tiburon 1999–2003 с 2. Осмотрите выпускные шпильки, очистите нагар и старую прокладку от головки блока цилиндров.Это вдвое больше за 5 лет. Треснувший коллектор может быть самым дорогостоящим. Я знаю, что у ранних ISL была такая же проблема с растрескиванием выпускных коллекторов (я проверил свой, когда я его покупал), и они были заменены модернизированным коллектором. На некоторых выпускных коллекторах, к которым подключен каталитический нейтрализатор, могут возникать трещины на фланце, который может соединяться с расположенным ниже по потоку каталитическим нейтрализатором. JB Weld ExtremeHeat НЕ будет ремонтировать две части вместе, это ситуация замены или ремонта сварного шва. С использованием никель-железного сплава. Пожалуйста, уточняйте у нас потребности в бывших в употреблении запчастях, так как мы ежедневно распределяем лодки и моторы. 1. Убедитесь, что в выпускном коллекторе есть трещины. Пример № 2 — Выпускной коллектор разделился на две части. Чем ближе присадочный металл, тем дольше может длиться ремонт. Он сказал, что для чугуна требуется специальный электрод для дуговой сварки. Я сомневаюсь, что это имеет значение, но если смотреть прямо на мотор спереди, трещина находится в положении 9:00. Ремонт будет производиться бесплатно для клиента. Потребовалось около 30 секунд, и трещина была закрыта. 00 область, есть мысли по тезисам? 3. 1 л решение Vortec для треснувшего выпускного коллектора ЗАГОЛОВКИ? 29 апреля 2015, 20:08 Хорошо, ребята, это долгая история, но, пожалуйста, дайте свой совет, я уверен, что многие из вас, чуваки, были в одной лодке с ржавыми болтами коллектора.У меня модель S 2012 года с пробегом 26000 миль, и мой выпускной коллектор треснул 3 дня назад, когда я сидел в пробке. У кого-нибудь была исправлена такая трещина? В настоящее время у нас есть 14 комплектов для ремонта выпускного коллектора на выбор для вашего Ford F-150 2005 года, а наши складские цены варьируются от 57 долларов.
1. Убедитесь, что в выпускном коллекторе есть трещины. Пример № 2 — Выпускной коллектор разделился на две части. Чем ближе присадочный металл, тем дольше может длиться ремонт. Он сказал, что для чугуна требуется специальный электрод для дуговой сварки. Я сомневаюсь, что это имеет значение, но если смотреть прямо на мотор спереди, трещина находится в положении 9:00. Ремонт будет производиться бесплатно для клиента. Потребовалось около 30 секунд, и трещина была закрыта. 00 область, есть мысли по тезисам? 3. 1 л решение Vortec для треснувшего выпускного коллектора ЗАГОЛОВКИ? 29 апреля 2015, 20:08 Хорошо, ребята, это долгая история, но, пожалуйста, дайте свой совет, я уверен, что многие из вас, чуваки, были в одной лодке с ржавыми болтами коллектора.У меня модель S 2012 года с пробегом 26000 миль, и мой выпускной коллектор треснул 3 дня назад, когда я сидел в пробке. У кого-нибудь была исправлена такая трещина? В настоящее время у нас есть 14 комплектов для ремонта выпускного коллектора на выбор для вашего Ford F-150 2005 года, а наши складские цены варьируются от 57 долларов. На самом деле двигатель в порядке, но утечка выхлопных газов через трещину заставляет двигатель «тикать». Привет, ребята! У меня есть 2008 15f с 38 часами на нем, купил новый и видел только пресную воду (Южный Онтарио).Я знал, что у меня проблема, но, поскольку я ненавижу извлекать болты, я решил, что позволю это сделать краже. \ Что касается ваших дисков, возьмите хорошую подвеску и хорошую резину, чтобы надеть диски. Часто он покрыт теплозащитным экраном, но выпускной коллектор может протекать в 3-х областях — монтажная поверхность (прокладка) в месте соединения с двигателем, прокладка в месте крепления спускной трубы или каталитического нейтрализатора или сам коллектор может треснуть. и вызвать утечку. Правильный способ ремонта — это отшлифовать трещину и просверлить отверстие на каждом конце трещины.Когда производить ремонт выпускного коллектора. Цена на детали составляет около 170 и 1700 долларов, а ремонт стоит 300 долларов или больше, это зависит от вашего города и профессионала, который будет ремонтировать или менять вашу деталь.
На самом деле двигатель в порядке, но утечка выхлопных газов через трещину заставляет двигатель «тикать». Привет, ребята! У меня есть 2008 15f с 38 часами на нем, купил новый и видел только пресную воду (Южный Онтарио).Я знал, что у меня проблема, но, поскольку я ненавижу извлекать болты, я решил, что позволю это сделать краже. \ Что касается ваших дисков, возьмите хорошую подвеску и хорошую резину, чтобы надеть диски. Часто он покрыт теплозащитным экраном, но выпускной коллектор может протекать в 3-х областях — монтажная поверхность (прокладка) в месте соединения с двигателем, прокладка в месте крепления спускной трубы или каталитического нейтрализатора или сам коллектор может треснуть. и вызвать утечку. Правильный способ ремонта — это отшлифовать трещину и просверлить отверстие на каждом конце трещины.Когда производить ремонт выпускного коллектора. Цена на детали составляет около 170 и 1700 долларов, а ремонт стоит 300 долларов или больше, это зависит от вашего города и профессионала, который будет ремонтировать или менять вашу деталь. Я, наверное, мог бы отнести это к Если вы хотите присоединиться к фан-клубу Джонни Ваннза: www. Есть дополнительные проблемы: коллекторы обычно повреждаются коррозией, поэтому они не покрываются вашим страховым полисом. ) Бегает горизонтально, по центру, вроде низко. com. Все продаваемые нами детали использовались только в пресной воде.Наиболее распространенные решения: заменить выпускной коллектор (14 отчетов), не уверен (12 отчетов), есть трещины в сварном коллекторе (7 отчетов). Компания Clay Dooley Tire and Auto Service ремонтирует выхлопные системы и глушители. Зайдите сегодня, чтобы получить отличную скидку на промывку коробки передач! Большинство машин по 199 долларов. Ремкомплект выхлопной системы Thermosteel содержит все необходимое для подготовки поверхности и постоянного ремонта трещин и утечек в выхлопной системе бензиновых и дизельных двигателей с горючим топливом — выхлопных коллекторах, каталитических нейтрализаторах, переходных патрубках, глушителях и выхлопных трубах.Перейти к последнему статусу подписки.
Я, наверное, мог бы отнести это к Если вы хотите присоединиться к фан-клубу Джонни Ваннза: www. Есть дополнительные проблемы: коллекторы обычно повреждаются коррозией, поэтому они не покрываются вашим страховым полисом. ) Бегает горизонтально, по центру, вроде низко. com. Все продаваемые нами детали использовались только в пресной воде.Наиболее распространенные решения: заменить выпускной коллектор (14 отчетов), не уверен (12 отчетов), есть трещины в сварном коллекторе (7 отчетов). Компания Clay Dooley Tire and Auto Service ремонтирует выхлопные системы и глушители. Зайдите сегодня, чтобы получить отличную скидку на промывку коробки передач! Большинство машин по 199 долларов. Ремкомплект выхлопной системы Thermosteel содержит все необходимое для подготовки поверхности и постоянного ремонта трещин и утечек в выхлопной системе бензиновых и дизельных двигателей с горючим топливом — выхлопных коллекторах, каталитических нейтрализаторах, переходных патрубках, глушителях и выхлопных трубах.Перейти к последнему статусу подписки. Не открыто для дальнейших ответов. они могут отремонтировать их довольно дешево. 99. При необходимости механик заменит выхлопную прокладку и прочистит выхлопные отверстия. Ремкомплект болтов выпускного коллектора для GMC Yukon Express Envoy G-Series Chevrolet Silverado Sierra Avalanche Cadillac Escalade Buick Ranier Hummer h3 4. 7-литровый 2UZ-FE в Tundra, Sequoia, Land Cruiser, 4Runner, GX470 и LX470, небольшая трещина развивается там, где фланец. Шаг 1: Установите новую прокладку выпускного коллектора на шпильки на головке цилиндров.Знаки, на которые следует обратить внимание: ремонт металла при высоких температурах выдерживает до 1300 ° C / 2400 ° F; Сварка отверстий и трещин в чугуне и стали. Положение критично, деталь должна иметь ту же форму после сварки / ремонта. 24 февраля 2012 г., 11:00 # 458158 Уточняйте у нас потребность в бывших в употреблении запчастях, так как мы ежедневно распределяем лодки и моторы. По адресу https: // бит. Этот чугунный выпускной коллектор от дизельного грузовика Cummins направлялся к свалке, потому что в цехе не было чугунного сварочного прутка для его ремонта.
Не открыто для дальнейших ответов. они могут отремонтировать их довольно дешево. 99. При необходимости механик заменит выхлопную прокладку и прочистит выхлопные отверстия. Ремкомплект болтов выпускного коллектора для GMC Yukon Express Envoy G-Series Chevrolet Silverado Sierra Avalanche Cadillac Escalade Buick Ranier Hummer h3 4. 7-литровый 2UZ-FE в Tundra, Sequoia, Land Cruiser, 4Runner, GX470 и LX470, небольшая трещина развивается там, где фланец. Шаг 1: Установите новую прокладку выпускного коллектора на шпильки на головке цилиндров.Знаки, на которые следует обратить внимание: ремонт металла при высоких температурах выдерживает до 1300 ° C / 2400 ° F; Сварка отверстий и трещин в чугуне и стали. Положение критично, деталь должна иметь ту же форму после сварки / ремонта. 24 февраля 2012 г., 11:00 # 458158 Уточняйте у нас потребность в бывших в употреблении запчастях, так как мы ежедневно распределяем лодки и моторы. По адресу https: // бит. Этот чугунный выпускной коллектор от дизельного грузовика Cummins направлялся к свалке, потому что в цехе не было чугунного сварочного прутка для его ремонта. Отшлифуйте трещину, чтобы очистить металл, затем сделайте в трещине неглубокую V-образную выемку. В то время как типичный выпускной коллектор имеет блочную внешность и сделан из чугуна, коллекторы состоят из отдельных стальных труб, по которым выхлопные газы отводятся от выпускных отверстий к коллекторной трубе и к остальной части выхлопной системы. Просто интересно, у скольких людей были трещины на коллекторе, сломанные болты коллектора или и то, и другое. 99 (возможно, треснул выпускной коллектор: — если вы собираетесь заменить выпускной коллектор, я бы купил более новый вместе с трубкой системы рециркуляции отработавших газов.Трещины в коллекторе могут быть вызваны изношенными опорами двигателя, которые допускают чрезмерное движение двигателя. Drizler, единственный хороший способ отремонтировать выпускной коллектор mairne или стояк — это заменить его, ПЕРИОД. Ослабленные или сломанные болты или шпильки. 00. Снимите болты, удерживающие морской выпускной коллектор, и внимательно осмотрите повреждения.
Отшлифуйте трещину, чтобы очистить металл, затем сделайте в трещине неглубокую V-образную выемку. В то время как типичный выпускной коллектор имеет блочную внешность и сделан из чугуна, коллекторы состоят из отдельных стальных труб, по которым выхлопные газы отводятся от выпускных отверстий к коллекторной трубе и к остальной части выхлопной системы. Просто интересно, у скольких людей были трещины на коллекторе, сломанные болты коллектора или и то, и другое. 99 (возможно, треснул выпускной коллектор: — если вы собираетесь заменить выпускной коллектор, я бы купил более новый вместе с трубкой системы рециркуляции отработавших газов.Трещины в коллекторе могут быть вызваны изношенными опорами двигателя, которые допускают чрезмерное движение двигателя. Drizler, единственный хороший способ отремонтировать выпускной коллектор mairne или стояк — это заменить его, ПЕРИОД. Ослабленные или сломанные болты или шпильки. 00. Снимите болты, удерживающие морской выпускной коллектор, и внимательно осмотрите повреждения. Vernon Avenue * Треснутый выпускной коллектор, залатан гуком, моторный отсек еще немного перегревается. Хотя вы все еще можете управлять своим автомобилем, когда коллектор неисправен, это может оказаться трудным, и вы можете в конечном итоге повредить свой автомобиль.Чаще ремонт выпускного коллектора означает замену уплотнительных прокладок между коллектором и блоком двигателя или коллектором и выхлопной трубой (ами). №3. Он также заявил, что болты обычно ломаются, но на этот раз треснул коллектор? Замена задерживается до 28 апреля. 1. Клапаны охлаждают быстрее, говорят они, нарушая целостность клапанов и, возможно, если он станет достаточно плохо, кристаллизоваться. Имеет различные названия, например, сварка жидкостного коллектора и т. Д. CO находится в выхлопных газах, и вы можете умереть от длительного воздействия.Re: Треснувший выпускной коллектор, насколько плохо? Вы сказали, что проверили масло, и оно было хорошим. Получил его обратно, двигатель работал «трепещущим» и теперь чувствовал запах дыма. Так что я думаю, что если все пойдет хорошо, это должно быть от 1000 до 1200 долларов за работу. Чтение умных маньяков и Evilution предполагает, что сварка будет временным ремонтом, поскольку сварной шов в одном месте передаст напряжение в другом месте, где он снова потрескается. Также вопрос, сколько стоит замена болтов выпускного коллектора? Средняя стоимость замены выпускного коллектора составляет: Снятие коллектора было сложной задачей.Это в основном лом. потрескавшиеся отливки. Вы также можете столкнуться с потрескавшимися отливками, что является сложным делом, поскольку вам необходимо определить, вышло ли литье из строя из-за усталости или из-за проблем с работающим двигателем, таких как синхронизация или подача топлива (дизель) или бедная смесь (газовый двигатель). Сельскохозяйственный трактор IH Farmall H ВПУСКНОЙ / ВЫПУСКНОЙ ПАТРУБОК №2 Отсутствие видимых трещин или сварных швов. сначала просверлите небольшое отверстие на каждом конце трещины, это предотвратит ее дальнейшее растрескивание, затем вы должны «V» вырезать трещину шлифовальным станком, так что легко, теперь твердая часть коллектора должна быть нагрета, а затем сваривается, а затем оставлена в тепло и температура снижаются медленно, чтобы не позволить высокому содержанию углерода в отливке подняться наверх. Выхлопная система управляет циклами как давления, так и вакуума во время работы двигателя.Поможет ли в этой ситуации выхлопная лента? По сути, блокировка выхода 02 Вот как появился выпускной коллектор eBay. Это зависит от качества используемого материала, плюс тепловые циклы металла со временем начнут его утомлять. Немного ржавчины, просачивание воды. Чтобы устранить трещину, просверлите небольшое отверстие в конце, чтобы она не растекалась (в вашем случае, вероятно, в этом нет необходимости, так как трещина возникла самостоятельно). 2/2. Для получения качественного шва необходимо предварительно нагреть. Для транспортных средств, на которые распространяется договор об обслуживании транспортных средств, все правомочные претензии с заказами на ремонт 26 июля 2011 г. или после этой даты подпадают под это специальное покрытие и должны подаваться с использованием кодов рабочих операций. Выпускной коллектор и прокладки стоят всего 120 долларов США + налог.Судя по всему, это обычная проблема для кошек Mercedes W211 E-Class. Советы по поиску и устранению неисправностей: выхлопные коллекторы Mercruiser, выхлопные сильфоны Mercruiser, замена выхлопных сильфонов Mercruiser, выпускные коллекторы и стояки Mercruiser, детали выхлопа Mercruiser, схема выхлопных клапанов Mercruiser, комплект для преобразования выхлопа Mercruiser, выхлопная система Mercruiser. Я не знаю, может ли он расплавить датчик, но избыток топлива может сгореть в кошке и относительно быстро разрушить его. Этот звук может создать впечатление, что в самом двигателе возникла внутренняя проблема.Установите штифт C1 CASTMASTER. 1507 E. 99 (В любом случае возможно, у них есть другой продукт под названием Fireseal 2000, который они разработали для устранения отверстий и трещин в выпускных коллекторах. После полного отверждения этот металлический состав можно просверлить, обработать или отшлифовать. Уокер обеспечивает GM выпуском системы для наших грузовиков. Во-первых, горячие выхлопные газы теперь выпускаются под капотом, а не направляются вниз по потоку через выхлопную трубу. Привет! Я только вчера узнал, что мой выпускной коллектор треснул.1941-42? Ремонт переднего двойного выпускного коллектора Buick, трещина 1326161-1, 8 цилиндров слева. Нет необходимости снимать деталь для ремонта, если есть дыра или трещина. Вернон-авеню. Откройте капот и осмотрите выпускной коллектор, если вы его видите. Вы можете попробовать V трещину, просверлить отверстие на каждом конце трещины, нагреть ее настолько сильно, насколько это возможно, поставить в духовке и сварить никелевым сварочным прутом по несколько мм за раз, постоянно останавливаясь. и несколько раз протереть область сварного шва с помощью молотка с шариковой ручкой, чтобы снять напряжение, но это все равно что делать.Еще не видел треснувшего коллектора в йоте. 4L F150. После многих лет испытаний Oxy-Acet. При ремонте выпускного коллектора образовалась трещина в водяной рубашке. Это не так плохо, как много картинок и видео, которые я видел, все еще цельным, но едва. Car Fix перечисляет четыре признака того, что ваш выпускной коллектор треснул. Их нагревали и охлаждали столько раз, что чугун изнашивается. Двигатели 0L L4 могут треснуть и потребовать замены. Убедитесь, что все прокладки, гайки, болты, шпильки или шайбы на выпускном коллекторе заменены новыми.Перед установкой новой прокладки проверьте выпускной коллектор на деформацию. В конечном итоге они теряют структурную целостность и ломаются или трескаются. Присоединился 27 мар.2016 г. · 1 сообщений. Но есть аналогичный продукт. Этот заменяется в соответствии с моей расширенной гарантией на 100 000 миль. Купите новый коллектор и исправьте его, как только сможете. BD-Power 1045987 Exhaust Pulse Manifold имеет сверхмощную конструкцию, состоящую из нескольких частей, для устранения трещин в коллекторе в вашем Dodge 5 2003-2007 годов. Другие формы ремонтной ленты для выхлопных газов перед нанесением необходимо намочить.Я отнес его в ремонтную мастерскую, где меняю масло, чтобы они посмотрели, и они сообщили мне, что в выпускном коллекторе есть трещина, и порекомендовали отремонтировать это, чтобы увидеть, не вызывает ли это индикатор проверки двигателя. . Трещины в коллекторе могут привести к опасным уровням выбросов выхлопных газов автомобиля и могут привести к повреждению клапанов двигателя, если они вступят в контакт с холодным воздухом. Вы можете отремонтировать проблему в дилерском центре, если она попадает в указанную им категорию моделей, доступных для ремонта.Просверлил кусок углового железа, чтобы прикрутить коллектор так, чтобы все части выровнялись. Если коллектор имеет трещину или течь, противодавление в выхлопной системе будет неправильным, что снижает мощность двигателя. Избыточный шум — когда в выпускном коллекторе есть трещина, газы будут просачиваться через эти трещины и вызывать необычные шумы. Я перемещаю его сюда, чтобы он не потерялся в киберпространстве. Большинство выпускных коллекторов имеют заедание болтов или s. На выпускных коллекторах часто образуются трещины вокруг области клапана рециркуляции ОГ.Мой 97 TJ (у него есть 2. Выхлопные компоненты вашего автомобиля являются частью его выхлопной системы, которая впоследствии проверяется во время проверки на смог.. Мы можем заменить любые поврежденные или изношенные детали на месте по вашему усмотрению. Поверхность прокладки также будет отфрезерована или поверхность должна быть ровной, когда это будет сделано. Выхлоп должен быть направлен через преобразователь и из выхлопной трубы. Легкие грузовики за 249 долларов. Также можно отремонтировать. причина — тепловые циклы и / или возраст.Следуйте процедуре обслуживания для «замены выпускного коллектора» в соответствующем руководстве по обслуживанию. Если имеется несколько сломанных шпилек, я обычно заменяю выпускной коллектор на новый, так как срок его службы тоже близок к концу. Могу ли я использовать послепродажный коллектор? Уверен, что это не обязательно должна быть оригинальная запчасть Ford? 2. Удачи в ремонте треснувшего выпускного коллектора. Воскресенье, 12 июля 2009 г., 15:23 Мой 96 трекер 1. Шины и автосервис Clay Dooley ремонтируют выхлопные системы и глушители.Некоторые сварочные сплавы для обработки чугуна не поддаются механической обработке. Разогреть прибл. Да, я слышал, что треснувший выпускной коллектор может стать причиной богатого состояния. Стоит ли мне об этом беспокоиться? На этой 2. Я бы их просто заварил. Посмотрите, есть ли в вашем районе специализированная выхлопная или металлическая мастерская, которая сварила бы ее для вас. Я знаю, что об этом уже говорилось ранее, но позвольте мне повторить этот факт. Лучше, чем тянуть коллектор и приваривать серебряным стержнем, пока не будет доступна замена. К сожалению, в коллекторе тоже должна быть трещина.ЧТО НУЖНО: Электрооборудование двигателя. Трещины можно заварить, но вы не поверите, сколько тепла видят эти охлаждаемые водой выхлопные детали. (309) 662-2886. В инструментально-штамповочном цехе мы постоянно сваривали отливки. Трещина Просверлите отверстия диаметром 1/8 дюйма на концах трещины, чтобы предотвратить ее распространение. Шлифуйте вдоль трещины на полпути через коллектор (глубина около 1/8 дюйма). Чугун плохо реагирует на нагрев при сварке. Если болты срежутся, это приведет к Я прихожу к дилеру, и они говорят мне «нет»! Они говорят, что я еду в центр обслуживания автобусов Cummins в Коберге ИЛИ для замены выпускного коллектора.Он также сказал мне, что из-за того, что выхлопная труба заржавела там, где она встречается с треснувшим выпускным коллектором, треснувший или сломанный выпускной коллектор чаще всего возникает по одной из двух причин. на любой чугунной детали, которая должна перемещаться так же часто, как выпускной коллектор. Общими симптомами треснувшего коллектора может быть громкий звук выхлопа двигателя, похожий на плохой глушитель. В зависимости от работы Стоимость ремонта выпускного коллектора людям. Горячий + холодный = трещины. Установите новую прокладку и выпускной коллектор. Это хороший подержанный коллектор, который вы не найдете «на востоке».Другой распространенной проблемой, связанной с отказом каталитического нейтрализатора, является негерметичный выпускной коллектор. Я купил защитный кожух коллектора Trail Tech Треснувший выпускной коллектор в 2003 Civic. Я взял свою машину, чтобы установить блочный обогреватель в дилерском центре [Civic 2003 года, я знаю, что дилеры — отстой, но это было самое дешевое, что я мог найти] Они просто позвонили, чтобы Скажите, что в выпускном коллекторе есть трещина, и я определенно не могу позволить себе заплатить 1000 долларов, на которые они меня цитируют. 00 общ. У меня также есть Nissan Titan 2004 года выпуска, и я обнаружил, что у него тоже есть течь.Доля. Крис Петрис, 24 августа 2004 г. Но даже в этом случае не стоит тратить время даже на то, чтобы покупать эти вещи. Еще одним признаком может быть тикающий звук двигателя. Если вы предотвратите слишком быстрое охлаждение, этот ремонт будет постоянным. Он отлично подходит для ремонта трещин, небольших зазоров, швов или отверстий в выпускных коллекторах, трубных соединениях, глушителях, каталитических нейтрализаторах, уличных решетках, топочных камерах, газовых и коммерческих печах и водонагревателях. JB Weld ExtremeHeat с трещинами в шахтах идеально подходит для ремонта всевозможных горячих деталей, включая выпускные коллекторы, глушители, каталитические нейтрализаторы, выхлопные трубы, блоки двигателя, камины, коптильни / топки и многие другие предметы, склонные к образованию трещин.Помимо низких цен, Advance Auto Parts предлагает 3 различных проверенных бренда комплектов для ремонта выхлопного коллектора для Ford F-150 2005 года. Детали тоже не будут стоить дорого. Затем я приложил проволоку для миграций к чистому месту и задействовал ее прямо в трещине. Трещина в выпускном коллекторе может привести к тому, что датчик o2 решит, что автомобиль работает на обедненной смеси, и добавит топлива. Я нашел специализированную мастерскую по выпуску выхлопных газов, которая проделала всю работу по снятию коллектора, ремонту и установке примерно за 200 долларов. Пропустите ремонтную мастерскую.Вы можете связаться с Cummins и узнать, подойдет ли замена ISL вашему двигателю. Если вы решите, чтобы это ремонтировал механик, труд будет самой дорогой частью ремонта выпускного коллектора. Вот где они треснут, и в камбузе толкателя с другой стороны двигателя. Еще мне было интересно, сколько все тратят на ремонт. У меня есть Chevy Equinox 2011 года выпуска, на котором горит индикатор двигателя с кодом для датчика O2. В этой статье мы обсудим, что это за признаки и куда обратиться для правильного ремонта.Конструкция коллектора — это проблема, которая заключается в том, что перемещение кошек вниз по потоку с помощью длинных трубок и трубок с фиксаторами является лучшим решением, но не законным карбюраторным. 4 двигателя Ecotec. Дилер сказал, что мой выпускной коллектор треснул. Отлично работает; Выхлопные коллекторы, каталитические преобразователи, кроссоверы, глушители, выхлопные трубы, дома, офисы, фермы и промышленные печи, пожарные боксы, теплообменник и многое другое; Можно просверлить, нарезать резьбу, опилить, обработать, отшлифовать и покрасить выпускной коллектор и прокладку выпускного коллектора. Я снял выпускной коллектор и бросил в магазине; им потребовалось всего пара часов. Чтобы исправить негерметичный выпускной коллектор, сначала мы должны определить, есть ли в нем трещины или нет.Вот почему он страдает утечками, трещинами и другими проблемами. Выбирайте выпускные коллекторы из чугуна, стали или нержавеющей стали от Hooker Headers, Sanderson Headers, Dorman, Ford Racing, Allstar Performance и других. Эти детали были получены от БЕЗОПАСНОГО трактора IH Farmall H Farm 1944 года выпуска. Новая прокладка выпускного коллектора; Трещотка, ключи и набор торцевых головок; Динамометрический ключ Второй ремонт выпускного коллектора Cummins. Это выпускной коллектор. 5L 2001-2005 для BMW 330i 3. Болты и шпильки выпускного коллектора постигла та же участь; стать хрупким из-за слишком большого количества циклов нагрева и охлаждения.Выхлопные газы, выходящие из головки блока цилиндров, сначала попадают в выпускной коллектор, который герметично соединен с головкой блока цилиндров с помощью прокладки. Сварка с использованием чугунного прутка и старого флюса для чугуна в соответствии с процедурами AWS для предварительного нагрева и охлаждения обеспечила лучший ремонт для длительного использования. 400-450 градусов по Фаренгейту, наконец, я обнаружил, что мой выпускной коллектор треснул, все симптомы присутствуют: Внутренние испарения [смайлик = грейтард. Зайдите сегодня, чтобы получить отличную скидку на промывку коробки передач! Большинство машин по 199 долларов. . Он разработан для соединения загрязненного и подвергшегося термическому воздействию чугуна, что делает его идеальным для сгоревших и треснувших выпускных коллекторов.Этот ремонт является постоянным и очень дорогостоящим. Единственный способ исправить это с помощью сварщика, и исправить его правильно — это боль, потому что он чугун и требует дуговой сварки со значительным предварительным и последующим нагревом. Решить эту проблему гораздо дешевле. 99 (возможно Кроме того, эти коллекторы сделаны из стали и могут быть сварены, чтобы быть даже прочнее, чем замена. Это вызывает проблемы в выхлопной системе и может привести к перегреву вашего двигателя. Норман Перрон и его сыновья занимаются ремонтом и ремонтом ЛОДКИ, ЛОДКИ, МОРСКОГО ДВИГАТЕЛЯ. РЕМОНТ ТРЕЩИНЫ ПОДЪЕМНИКА ВЫПУСКНОГО ПАТРУБКА на площади 22000 кв.Эти высокотемпературные замазки достойны внимания. Используйте пластиковый скребок для удаления следов старого прокладочного материала с сопрягаемых поверхностей выпускного коллектора и головки блока цилиндров. Тогда «джигу» засчитали очень хорошо. Цельная конструкция заводского выпускного коллектора склонна к трещинам, которые вызывают утечки выхлопных газов, которые могут лишить вас мощности. Все продаваемые нами детали использовались только в пресной воде. Большинство из нас с 3. сначала используют шлифовальный станок с твердосплавной фрезой, чтобы прорезать канавку глубиной не менее 1/8 дюйма по всей длине трещины.У меня была сварочная шахта в местном магазине; Это особый процесс сварки чугуна, но он обошелся мне всего в 150 долларов. Когда болт выпускного коллектора ломается, для его ремонта с помощью оригинального оборудования обычно требуется снять всю головку блока цилиндров. Некоторое количество ремонтной ленты должно быть применено к теплым трубам, чтобы установить уплотнение, поэтому вам может потребоваться завести автомобиль и дать ему поработать несколько минут перед нанесением. Выпускные коллекторы могут протекать, если в них появляются трещины или когда они деформируются; пропускание газов через прокладку.Механик сказал мне, что с этой проблемой можно ездить, и что машина никогда не «умрет», потому что станет хуже, она просто станет громче. Этот выпускной коллектор был тщательно спроектирован и изготовлен с длительным сроком службы, чтобы соответствовать требованиям и функциям оригинального коллектора на определенных автомобилях. Сломанные крепления, фланцы, отверстия для болтов и т. Д. Хорошие инструменты для такого рода работ Toyota отозвала сотни тысяч автомобилей из-за трещин в выпускных коллекторах, Geo отозвала 250 000 призм для трещин в выпускных коллекторах, Nissan отозвала 80 000 автомобилей из-за трещин в выпускных коллекторах, Jeep примерно быть вынужденным отозвать потенциально сотни тысяч 4.10. 0 из 5 звезд 13 15 $. Заголовки на концах не имеют фланца. Производственно-ремонтный гараж. Трещины в выпускном коллекторе на Вернон-авеню. Дуг Торли поставляет новые прокладки, но вам придется повторно использовать старое оборудование. ВНИМАНИЕ! Мой второй выпускной коллектор сейчас заменяют из-за его трещин, а мой одометр показывает около 62 тысяч миль. Выглядит неплохо и стоит всего 16 долларов. Ремонт и устранение неисправностей чугунного выпускного коллектора Corvette Gen I, II и III. Ремонт Вместо того, чтобы снимать и заменять коллектор (очень дорогое занятие), мастерская SL разработала метод ремонта коллекторов пайкой на месте.Грею горелкой всю область вокруг трещины докрасна. 1507 E. Пропустить мастерскую. Когда выпускные коллекторы выходят из строя, они обычно либо трескаются, либо деформируются, что приводит к утечке выхлопных газов. Осмотрите выпускной коллектор на предмет трещин и, при необходимости, замените выпускной коллектор новой деталью, используя следующую процедуру обслуживания. 00 — 50 долларов. Майк использовал мини-сварочный аппарат на 130 А для ремонта, чтобы продемонстрировать наихудший сценарий использования наших электродов. 2, HGZ-EX-A0011 4. 1 — 20 из 28 сообщений Зависит от того, где находится трещина.(309) 662-2886. Подайте только одну претензию в соответствии с действующим Трудовым кодексом, поскольку компания Clay Dooley Tire and Auto Service ремонтирует выхлопные системы и глушители. К сожалению, выпускной коллектор является абсолютно важным компонентом вашего автомобиля, и если вы проигнорируете свой треснувший коллектор, проблема только усугубится и станет дороже. Я их действительно припаял. «Прорвавшуюся» прокладку выхлопной системы можно обнаружить по чрезмерному шуму выхлопных газов и по белым следам ожогов вокруг фланца коллектора. Область, в которой прокладка прилегает к выпускному коллектору, может деформироваться из-за нагрева.Шаг 2: Установите новую прокладку между нижней частью выпускного коллектора и выпускными трубами. Вы всегда можете отказаться от стояка тепла, надеть новые прокладки и кататься вместе с ним. После двух последних заездов в корпусе было много воды, а вчера после поездки я потянул за сиденье и услышал бульканье воды, и это было похоже на то, как будто она идет из-под выпускного коллектора. Мне удалось отремонтировать трещину коллектора в местной сварочной мастерской. В некоторых автомобилях это может занять намного меньше времени, в то время как в других потребуется больше.Никакого шума, только закопченная полоска. Правый выпускной коллектор треснул, издает тикающий звук. * Короткое замыкание батареи радио — прекратите использование радио. Снова прикрепите выпускной коллектор к двигателю. Выхлопной коллектор и коллектор: коллекторы выполняют ту же работу, что и выпускные коллекторы, но являются специализированными деталями. К сожалению, коллектор, скорее всего, чугун, и его сварка в лучшем случае будет рискованной. Замена комплекта прокладок выпускного коллектора Hank SCITOO на 2001-2006 гг. Для BMW 325Ci 2. Lube Mobile, Мобильный механик ремонтирует и заменяет выпускной коллектор.Пример №1 — В вашем выпускном коллекторе образовалась трещина от напряжения около болта. Если вы испытываете какие-либо из этих симптомов, вам следует обратиться за помощью раньше, чем позже. 8 со временем будет: трещина в выпускном коллекторе (ах). Легкие грузовики 249 $. Шумы могут быть более заметными в холодном автомобиле. Патреон. Мы ремонтируем потрескавшиеся или эродированные поверхности палубы, внутренние и внешние трещины от замерзания, основные трещины перемычки и трещины на камбузе. Установите кислородно-ацетиленовую горелку на минимальный уровень нагрева и приложите кончик серебряного припоя к трещине поврежденного выпускного коллектора.В любом случае вам понадобится новая прокладка выпускного коллектора. Мой выпускной коллектор треснул. Автор темы johnsams; Дата начала 29 апреля 2008 г. # 1 Я подумал о более дешевом решении по ремонту трещины в моей выхлопной мастерской для лучшего выхлопного коллектора для вашего автомобиля, и вы можете разместить заказ онлайн и бесплатно забрать его в местном O’Reilly Auto. Части. Просто сварите это. Обычно вы можете получить минимум три года из ваших коллекторов (при условии, что вы промыте моторы), возьмите шило на место и посмотрите, сможете ли вы удалить коррозию.Вы также должны подумать об окислении из-за элементов и условий работы двигателя. Магазин Summit Racing для выпускных коллекторов уже сегодня! Выпускной коллектор Dorman®. Если нет, то лучшим решением может стать ремонтная сварка / пайка. В некоторых случаях несколько лет назад приходилось устанавливать коллектор на гусеничном ходу Cat с трехцилиндровым двигателем. Ремонт прошел, выбросы прошли. Негерметичная прокладка выпускного коллектора может вызвать ожог выпускного клапана, что может привести к тому, что выхлопные газы из камеры сгорания не будут течь во впускной коллектор.Если выпускной коллектор не имеет трещин, дальнейшие действия не требуются. Они могут работать с прокладкой коллектора или ослабленной выхлопной трубой, которую вы хотите закрыть и дать высохнуть, прежде чем надевать c-образный зажим. Проверьте RockAuto. Я нашел трещину в выпускном коллекторе своего рядного шестицилиндрового двигателя 230. 0 из 5 звезд 7 18 долларов. Мы также можем отремонтировать или заменить глушитель, каталитический нейтрализатор, датчик кислорода, фланцевую прокладку. Он был там же, но не так долго. Я занимался производством и прокладкой впускного коллектора и столкнулся с вопросом Сколько будет стоить ремонт впускного коллектора в гараже? Хотя стоимость замены впускного коллектора будет варьироваться в зависимости от марки и модели автомобиля, по многим оценкам стоимость детали составляет около 300 долларов, при этом большая часть стоимости работы зависит от труда и времени, потраченного на нее.Кроме того, ищите черную сажу в любой точке системы, так как это может быть я прочитал о выпускных коллекторах 99-04 на наших Пони, и TSB заявили, что выпускные коллекторы со стороны пассажира треснут из-за конденсации. Если вы никогда раньше не пользовались сварочной горелкой или паяльником, не пытайтесь произвести этот ремонт самостоятельно. Обнаружение признаков треснувшего выпускного коллектора поможет сохранить жизнь вашему Ferrari. Все продаваемые нами детали использовались только в пресной воде. Holts Gun Gum — это система для ремонта выхлопных газов, которую можно использовать для заделки отверстий и трещин в неисправной выхлопной системе.Просто шлифуйте до тех пор, пока трещина на коллекторе не станет чистой и не будет готова к сварке. Если выпускной коллектор треснул, его необходимо заменить. Двигатель не горит маслом. Трещины в выпускных коллекторах на двигателях 355 I4 и I5 — обычное явление. Зайдите сегодня, чтобы получить отличную скидку на промывку коробки передач! Большинство машин по 199 долларов. (309) 662-2886. Даже если вы сможете отремонтировать трещину, ее необходимо будет обработать на станке, что будет стоить вам больше $$$, чем использованный коллектор. Частые циклы нагрева и охлаждения заставят отремонтированные трещины открыться за короткое время.Слив для кондиционера капает на выпускной коллектор из горячего чугуна. Будьте готовы заплатить от 125 до 300 долларов за рабочую силу. Вы можете подумать о приобретении коллектора более поздней модели, если вы его заменяете, поскольку он, кажется, менее склонен к растрескиванию. Ремонт алюминиевых трещин Трещина над выпускным отверстием. Треснувший коллектор; Неисправная прокладка коллектора; Сломаны или ослаблены винты выпускного коллектора; Это три наиболее распространенных режима отказа. Приварите трещину, убедившись, что кислородно-ацетиленовая горелка используется при высокой температуре.Блоки двигателя и впускной коллектор. Не стачивайте слишком много материала. Консультант по обслуживанию говорит 5 часов, если не сломаны болты. Обрызгайте выпускной коллектор сильнодействующим обезжиривающим средством или очистителем тормозов. Иногда выпускной коллектор начинает течь из-за поломки крепежного болта или шпильки. com / JohnnyVannz Обычно этот вид ремонта треснувшего выпускного коллектора стоит около 80-90 долларов в час, так что общая стоимость ремонта треснувшего выпускного коллектора составляет около 160-270 долларов.Варианты ремонта Большинство выпускных коллекторов выходят из строя в зонах повышенного напряжения, где фланец встречается с головкой или где бегуны сходятся в коллекторе. Разнорабочий. Выпускной коллектор -> плохой дизайн со стороны GM. Техник сказал мне, что утечка выхлопных газов происходит из выпускного коллектора, но гарантия не покрывает ее. Сварка — это временное решение, вам придется тянуть его в любом случае, и любой местный сварочный цех должен сделать эту работу менее чем за 25 долларов. При этом у меня есть несколько вопросов к форуму. Со временем коллекторы просто перестают выдерживать тепло (в прямом и переносном смысле), и в них начинают образовываться трещины.Может быть, подойдет б / у коллектор от автомобиля с малым пробегом? Выпускным коллекторам 97-2000 был присущ дефект на коллекторной трубе, где все трубы стыковались, не позволяя достаточно прогибаться от самых дальних цилиндров и накапливать тепло. Если у вас грязный чугун, который вам нужно сварить, стержень 72 идеально подходит для приклеивания к металлу с его высокой пористостью. Rock auto продает опоры двигателя fj40. пока он еще горячий, я использую пневматический молоток с острым наконечником, чтобы вырезать всю поверхность, оставляя небольшие отметины от пробивки по всей области, которую нужно припаять.Webb Road Suite Вы также можете попробовать исправить J-B Weld. Мы используем только качественные запчасти для вашего автомобиля. Чтобы этого не произошло и избежать дорогостоящего ремонта, Park Muffler составил краткое руководство по негерметичным выпускным коллекторам и отказу каталитического нейтрализатора. Как и все другие варианты ремонта треснувших выпускных коллекторов, эта установка не для новичков. 1507 E. Есть два коллектора: впускной коллектор в впадине между головками цилиндров и выпускной коллектор, по одному с каждой стороны V-образного двигателя.Пайка — это в лучшем случае временное решение, но, вероятно, лучше, чем сварка, которая почти наверняка не сработает. Регулярное обслуживание выхлопной системы поможет поддерживать эффективную работу всех ваших выхлопных компонентов, таких как выхлопной коллектор, передняя труба, спускная труба, каталитический нейтрализатор и глушитель. Мы заменяем выхлопную систему, но думаете, что коллекторы должны служить вечно? Выхлопной газ может быть окисляющим или восстанавливающим, он «влажный», и высокая температура воздействует на металл. 8 5. Коллектор поставляется в комплекте с трактором в качестве запасного.Затем неисправный выпускной коллектор необходимо снять и заменить. вот еще один. При этом было обнаружено, что коллектор тоже треснул. Инновационное решение — этот выпускной коллектор для ремонта головки блока цилиндров устраняет утечку выхлопных газов из-за сломанных болтов коллектора. Вероятно, нет, но этот треснувший коллектор представляет собой проблему безопасности для вас в кабине. Проблемы, связанные с трещинами и утечками коллектора. протекающая или деформированная смазка Lube Mobile поможет с выхлопом. При замене прокладки выпускного коллектора необходимо снять весь выпускной коллектор.и они также могут обнаружить, что трещины не вызывают ваших проблем, это может быть просто прокладка коллектора или что-то еще. У CARspec недавно была возможность устранить неприятную проблему для владельца Sequoia — тикающий шум из моторного отсека, вызванный небольшой трещиной в выпускном коллекторе со стороны водителя. Заваривать трещины — тоже не лучший вариант, и большинство из них снова потрескаются через 6 месяцев или около того, как я полагаю. все хорошие варианты в зависимости от вашей ситуации. Теперь, не зная истории того, как заботились о двигателе, может быть, просто треснул коллектор.мой местный механик сказал, что на него будет распространяться гарантия, он звонит моему дилеру, чтобы убедиться, и они говорят, что да. Трещина ли она. 1507 E. Доступны послепродажные. Бесплатная доставка Бесплатная доставка Бесплатная доставка. Дешевое решение для ремонта выпускного коллектора. закрепите конец бирки нержавеющей проволокой. Дайте остыть, измельчите до однородной массы, и все должно идти. 88 Трещины в коллекторе также могут вызывать чрезмерный запах выхлопных газов, поскольку часть выхлопных газов выходит из трещины, а не из конца выхлопной трубы.На некоторых автомобилях к выпускному коллектору также могут быть прикреплены другие компоненты, такие как клапан рециркуляции выхлопных газов и датчик кислорода. Как трещина выпускного коллектора влияет на ваши датчики O2? На датчики действует новая длительная гарантия от Toyota. Ремонт трещины выпускного коллектора Джеффа Лафлина — Jeep JK Wrangler Как исправить трещину выпускного коллектора с помощью ThermoSteel Джефф Лафлин Первоначально это было размещено на jk-forum. Я думаю, что у меня где-то есть запасной коллектор в хорошем состоянии, но я бы хотел отремонтировать этот, если возможно.Насос гидроусилителя руля и впускной коллектор для начала. 99. Я сам сваривал многие выпускные коллекторы с помощью пруткового сварочного аппарата. Если ваш выпускной коллектор треснул или протекает, противодавление в выхлопной системе будет неправильным, что может снизить мощность двигателя, вызвать разбрызгивание и другие проблемы. bremen242 Скорее всего, вам просто придется отрезать головки болтов, начать рыдать о коллектор молотком, пока он не соскользнет с оставшихся шпилек, использовать немного тепла от газового топора, чтобы шпильки освободились от головки .Обсуждение Стартер • # 1 • 27 марта 1997 — 2003 Ford F150 — Ремонт утечки в выпускном коллекторе — ВЫПОЛНЕНО! — Для всех, кто боится решать проблему утечки выхлопных газов самостоятельно, у меня есть совет. Есть пара мыслей о том, чтобы нагреть коллектор выше точки плавления латуни и попытаться ввести пруток в трещину — как в некотором смысле пайка. Треснувшие и сломанные биты были очищены на верстачной шлифовальной машине с довольно хорошим скосом со всех сторон. Я в процессе замены моего второго на моей армаде 2005 года.Если вы решите обратиться в дилерский центр, а не в независимый магазин, то оплата труда в размере примерно 100–110 долларов в час обойдется вам примерно в 220–330 долларов за полную стоимость ремонта треснувшего выпускного коллектора. Они занимались РЕМОНТОМ ЛОДКИ, ЛОДКИ, МОРСКОГО ДВИГАТЕЛЯ, ЛОДКИ, ВЫПУСКНОГО ПАТРУБКА, РЕМОНТА ТРЕЩИНЫ ПОДЪЕМНИКА, более двух десятилетий, всегда в Монреале. Впускной и выпускной коллекторы могут быть на противоположных сторонах головки цилиндров, или они могут быть объединены или скреплены болтами близко друг к другу. Это руководство покажет вам самый безопасный способ выполнения задачи.При прокладке выпускного коллектора; или прокладки вышли из строя, или возникла проблема; это может вызвать проблемы с производительностью и управляемостью автомобиля. Он протекает, становится более горячим и хрупким в этом месте. Механик посоветует, нужно ли заменить другие детали. Эта проблема в какой-то степени чрезвычайно распространена на всех V8 SL. Вы можете обсудить эту трещину в магазине глушителей, который выполняет сварку нестандартных конструкций, включая трубы из нержавеющей стали и процесс MIG. Они опустили выхлоп и за 170 долларов заделали кошачью трещину без проблем.Экспедиция 2011 г. 5. Шаг 4: Наденьте выпускной коллектор на шпильки головки блока цилиндров. Смочите тряпку растворителем для лака или ацетоном и очистите сопрягаемые поверхности. MKI Признаки ржавчины или трещин на любом элементе выхлопной системы указывают на коррозию. Они продают один, сделанный Уокером, за 332 доллара. Разбирая впускной и выпускной коллекторы, чтобы почистить и покрасить их, я обнаружил 3-дюймовую трещину в коробке выпускного коллектора, начинающуюся около левого переднего угла, где он крепится к впуску и спускается к стояку тепла.Наверняка чугун сварить можно. Я подозреваю, что большая часть треснувших коллекторов является результатом деформации, оказывающей огромное давление на отливку. Звоните сейчас, чтобы записаться на прием, когда вам понадобится ремонт выхлопной системы. Схемы выпускного коллектора Mercruiser, запасные части для выхлопных газов и руководства по ремонту Mercruiser. Запах выхлопных газов может быть или не быть заметным изнутри автомобиля, но будет более заметным в моторном отсеке и в областях вокруг коллектора. Ремонт я бы не предлагал. (Источник фото: drive2) Как можно решить эту проблему? Что ж, надо заменить его на новый.Мой совет: я не планирую продавать этот самолет в ближайшее время, а вся выхлопная труба выглядит как коза Хогана, так что не могли бы вы просто заменить ее на новую? Стоимость между ремонтом и новым? Чтобы отремонтировать выпускной коллектор, начните с 72 стержней. Это очень безжизненно. На самом деле причина, по которой я отправил свою машину, заключалась в том, чтобы заменить сломанный болт, удерживающий коллектор. Вы можете получить покупку на удивительно долгое время, если также аккуратно затолкайте в отверстие стальную вату. Коллекторы имеют керамическое покрытие и готовы к установке.Осмотрите коллектор на предмет видимых трещин, которые будет легко увидеть, большие ли они. Выпускной коллектор снять несложно, но для его снятия необходимо снять много всего. Прокладки выпускного коллектора очень важны; так как они являются основной прокладкой, герметизирующей всю выхлопную систему. Бренд DEA — самый дешевый, это также компания, которая делает крепления для Toyota, но, продвигая их через рок-авто, вы экономите около 40 долларов на крепление двигателя. Звоните сейчас, чтобы записаться на прием, когда вам понадобится ремонт выхлопной системы.Используйте припой для наконечника размером один и поместите резак очень близко, чтобы расплавить его на трещину и в нее. Даже если это не сработает, все, что я потеряю, — это 20 долларов и полдня работы. willie59, 19 мая 2018 г. Это то же самое для вас? или это сам выпускной коллектор треснул. Снимите и замените неисправный выпускной коллектор. ), механик заменит коллектор. Помимо денежного фактора, покупатель должен заранее найти надежное решение. HELP — трещина в коллекторе Привет! Когда я начал демонтаж двигателя, я просто снял выпускной и впускной коллекторы двигателя и нашел трещину в выпускном коллекторе.W. Позвоните сейчас, чтобы записаться на прием, если вам потребуется ремонт выхлопной системы. приступим к хорошему железу. 99 (возможно, если это настоящая трещина на герметике коллектора, это не принесет вам никакой пользы. Gi: Звук старого фургона: VroumVroum01: Потеря мощности: creep: Поскольку Honda Spain не так добра, как Великобритания, я ‘ Придется заплатить за ремонт. 95. Есть специальные стержни, которые вы получаете, и предварительный нагрев деталей важен, а удар по сварному шву при его охлаждении расширяет его и предохраняет от растрескивания. Это просто зависит от того, насколько сложно добраться до выхлопной трубы. многообразие.У нас даже есть выпускные коллекторы для дизельных двигателей. com. 27 декабря 2019 г. Ремонт треснувшего выпускного коллектора может быть относительно дешевым, если вы сделаете работу самостоятельно. При необходимости будут заменены и болты крепления коллектора. Спустя чуть более 2 лет мой выпускной коллектор снова треснул. После выхода его можно было бы очень недорого отремонтировать в хорошем магазине глушителей. и если это просто поверхность, вам нужно взять ее под контроль, иначе она быстро распространится. Итак, я запланировал визит к местному дилеру.Главное — подготовка поверхности и предварительный нагрев. Видно был там какое-то время Несколько вопросов от глупцов Определите, треснут ли коллектор или сломан. И, да, утечка в выхлопе или впуске приведет к тому, что он будет работать обедненным. с использованием никелево-железного электрода был использован для ремонта треснувшего выпускного коллектора автомобиля из высокопрочного чугуна. Если вы решите обратиться в дилерский центр, а не в независимый магазин, то оплата труда в размере примерно 100–110 долларов в час обойдется вам примерно в 220–330 долларов за полную стоимость ремонта треснувшего выпускного коллектора.Комплект прокладок двигателя 0L 5. Позвоните сейчас, чтобы записаться на прием, если вам потребуется ремонт выхлопной системы. Вот ссылка на мой установочный пост: Установка выпускного коллектора со стороны пассажира на 5. Это тот вид ремонта, который вы должны были сделать, как только вы поймете, что существует проблема. Стоимость запчастей составляет 693 доллара. Если утечка находится близко к двигателю, это также может повредить клапаны. (309) 662-2886. Когда выпускной коллектор выходит из строя, он характеризуется определенным звуком, который можно описать как постукивание или щелканье по безнаддувному двигателю, или свистящий шум и низкая мощность на двигателе. Трещина расположена в щели между главными направляющими и содержит несколько других мелких трещин по обе стороны от большей трещины.С помощью сварного шва J-B снимите тепловой экран (нанесите много проникающей жидкости на эти болты, иначе вы обязательно сломаете один или два шпильки / болта). 0-литровые Wrangler, у которых, кажется, процент отказов 80%. Используйте ацетиленовый резак для ремонта трещины. <Сравнение коллектора Borla и eBay> Необходимые инструменты и детали Базовый набор головок с удлинителями (трещотки тоже!) Ключ с гибкой головкой (это значительно ускорило работу!) Выпускной коллектор (eBay, 60-80 долларов США) Распылитель LocTite для меди прокладка OEM Коллектор Прокладка Часы работы Занимает около 2-6 часов.Вы не можете починить треснувший обменный коллектор, по крайней мере, не сделать постоянный ремонт. Я ездил на машине, чтобы прогреть ее, так как не собирался ее снимать и ударил по трещине шлифовальным станком и камнем. Дилеры должны заменить выпускной коллектор, если обнаружено, что он треснул. проблема на моем грузовике 2002 г. 8. 275 $. Первый шаг, который вам нужно сделать при ремонте трещин в выхлопной трубе, — это очистить область вокруг трещины. 99 до 683 долларов. Прочтите, чтобы узнать, как исправить трещины в выхлопных трубах.Ремонт утечки выхлопных газов должен занять от двух до трех часов. 1. Если ваша выхлопная труба действительно треснула, вы можете исправить ее в качестве временного решения. У вас может быть микроскопическая утечка выхлопных газов, но я готов поспорить, что вы сможете так долго ездить. Судя по тому, что я прочитал в Интернете, это не должно удивить ни одного человека, кажется, это удивительно часто встречается с 2. В противном случае вам придется заменить его самостоятельно или попросить сервисного механика. Утечка из выпускного коллектора может быть очень может привести к повреждению двигателя, если о нем не позаботиться своевременно.Ларри Пт, 23 апреля 2004 г. 2:05 Я бы отнес его в уважаемый магазин выхлопных газов, чтобы проверить трещины в коллекторе. Однако большинство выпускных коллекторов изготовлено из чугуна, и способы их ремонта ограничены. Старые методы ремонта трещин на чугуне Нам нужно отремонтировать много чугунных коллекторов как для антикварного ремонта, так и для современного производства. Прокладка может выйти из строя и выйти из строя. Шлифовка области с трещинами на коллекторе удаляет весь мусор или ржавчину, которые могли образоваться на поверхности трещины, а также обеспечивает чистое место для сварщика для создания дуги.Стоимость труда, в зависимости от вашего местоположения, составляет от 45 до 70 долларов в час. Любой дефект, повреждение или модификация приведут к тому, что автомобиль не пройдет проверку на смог. Мой первый коллектор был заменен по гарантии на трансмиссию 60 км. Если проблема не очень серьезная, вы можете исправить ее самостоятельно. Этот ремонтный хомут Dorman OE FIX создает уплотнение без необходимости извлечения сломанной шпильки. Чтобы проверить утечку выхлопных газов, попросите помощника запустить двигатель и удерживать обороты на холостом ходу примерно на 1500 об / мин, прислушиваясь к дополнительным шумам выхлопа, исходящим из системы, включая коллекторы и головные трубы.Он включает в себя все необходимые прокладки и крепеж для водосточной трубы для полного ремонта. Выпускные коллекторы медленно ржавеют и ржавеют, становясь микроскопически тоньше мили за милей. Разместите объявление о чьем-то хорошем коллекторе после того, как они купили заголовки. Стоимость выпускного коллектора и стоимость ремонта Стоимость ремонта вашего изделия может варьироваться. Вы можете самостоятельно устранить утечку в коллекторе. Не утечка выхлопных газов, но если у меня есть трещина на каталитическом нейтрализаторе, дыра или что-то еще, они исправят это по гарантии без проблем.Clay Dooley Tire and Auto Service ремонтирует выхлопные системы и глушители. * Многофункциональный переключатель: «фантомные дворники» (дворники иногда включаются без включения переключателя). 6 вчера стал громким, сегодня утром снял крышку, и последняя трубка (№4) треснула почти полностью. «У этого коллектора на моем Geo Metro была трещина, и он шипел около 4 месяцев. Шаг 3: Прикрепите выпускной коллектор к выхлопным трубам под автомобилем. Если вам потребуется ремонт выхлопной системы, позвоните сейчас, чтобы записаться на прием.Если вы не умеете сваривать или паять, или не хотите тратить деньги на то, чтобы кто-то сварил или припаял ваш выпускной коллектор, то хорошая новость: ВАМ НЕ ОБЯЗАТЕЛЬНО !! Это тепло может в конечном итоге привести к растрескиванию выпускного коллектора, особенно в старых автомобилях. Смотрите полный список на wikihow. Эта область сильно нагревается, поэтому при ремонте следует подождать, пока автомобилю не остынет несколько часов. Любой магазин может сделать замену для вас, если вы не хотите делать это самостоятельно — не нужно идти в магазин. Легкие грузовики 249 $.В выпускном коллекторе есть трещина, которую один механик назвал «больше похожей на дыру» и сказал, что забудьте, используя JB Weld. Раньше я сваривал их с переменным успехом. Хитрость заключается в том, чтобы сначала просверлить отверстия на концах трещины, чтобы она не могла распространиться, а затем вам нужно сначала нагреть металл коллектора горелкой, чтобы получить трещину. приятно и жарко, прежде чем приступить к сварке, затем сварите его, дайте ему остыть и посмотрите, выиграете ли вы. 99 правый выпускной коллектор треснул, заменить или отремонтировать? Мустанг V6 2001 года. Однако вам следует заменить его как можно скорее.Я нашел несколько комплектов на Ebay, но хотел бы спросить, подходят ли они. com Магазин Honda сказал мне, что у меня есть трещина в выпускном коллекторе на моем Civic, и что его будет дорого заменить. По сравнению с этим установка почти приятна. Прокладки используются для уплотнения коллектора в точках сопряжения. Это связано с тем, что довольно часто эти гайки / шпильки и т. Д. Просто зажимаются друг с другом, что означает, что они будут затягивать нормально, но они затягиваются только сами по себе, фактически не оказывая дополнительного давления на коллектор для его уплотнения.Сегодня мы сняли капот моего старого 0-470R Conti для замены масла, и теперь я заземлен из-за трещины в выпускном коллекторе. Есть несколько магазинов, у которых есть одобренные PMA замены Трещина выпускного коллектора. Видимые трещины — видимые трещины на выпускном коллекторе — очевидный признак того, что вам нужен ремонт вашего автомобиля. Если вам нужно что-то столь же сложное, как замена выпускного коллектора, или что-то вроде замены масла под ключ, закажите свой ремонт и техническое обслуживание в Openbay. У Chevy Equinox был отзыв и распространенная проблема, которая приводила к трещинам выпускного коллектора возле Датчик O2 и утечка выхлопных газов через систему HVAC транспортного средства.Трещина доступна изнутри и снаружи. 1L 4×4 состоит в том, что выпускной коллектор со стороны пассажира имеет трещины и всегда был таким. Утечка в выпускном коллекторе может привести к сгоранию выпускных клапанов, что нарушает их уплотнения над цилиндрами и влияет на работу поршней, а следовательно, и на двигатель. Время для новых. 99. Все это может способствовать появлению трещин в выпускном коллекторе. Сварка выпускных коллекторов точно так же, как решеток печи, — настоящая головная боль. Проблема заключается в том, чтобы найти присадочный металл, который расширяется и сжимается во время термоциклирования с той же скоростью, что и основной металл.Очистите, если обнаружите нагар, и замените, если обнаружите трещины. Коробка передач в порядке. 99. Лицевые стороны портов должны быть абсолютно плоскими. Некоторые коллекторы могут деформироваться после снятия. Видимые трещины. В 2-х литровом двигателе Ecotec каталитический нейтрализатор также является частью выпускного коллектора, поэтому ремонт выглядит как дорогостоящий. Взял свою Тойоту Короллу 2004 года выпуска и заменил каталитический нейтрализатор. Вы можете заменить только секцию трубы или выхлопного компонента, отсоединив два замыкающих соединения и заменив всю выхлопную секцию.Лучший ремонт — полностью заменить деталь. Купить ленту для ремонта выхлопа можно в большинстве магазинов автозапчастей. Я позвонил в сервисный отдел, но парня, занимающегося моим делом, нет, поэтому я оставил ему голосовое сообщение. Фактически, они знали, что это каталитический нейтрализатор, еще до того, как я им сказал. Перейти к последнему отслеживанию 1-2 из 2 сообщений. 99 $ 18. 8. У этого есть действительно хорошие резьбы для подключения к даунпайпу. ремонт трещин в выпускном коллекторе
Vernon Avenue * Треснутый выпускной коллектор, залатан гуком, моторный отсек еще немного перегревается. Хотя вы все еще можете управлять своим автомобилем, когда коллектор неисправен, это может оказаться трудным, и вы можете в конечном итоге повредить свой автомобиль.Чаще ремонт выпускного коллектора означает замену уплотнительных прокладок между коллектором и блоком двигателя или коллектором и выхлопной трубой (ами). №3. Он также заявил, что болты обычно ломаются, но на этот раз треснул коллектор? Замена задерживается до 28 апреля. 1. Клапаны охлаждают быстрее, говорят они, нарушая целостность клапанов и, возможно, если он станет достаточно плохо, кристаллизоваться. Имеет различные названия, например, сварка жидкостного коллектора и т. Д. CO находится в выхлопных газах, и вы можете умереть от длительного воздействия.Re: Треснувший выпускной коллектор, насколько плохо? Вы сказали, что проверили масло, и оно было хорошим. Получил его обратно, двигатель работал «трепещущим» и теперь чувствовал запах дыма. Так что я думаю, что если все пойдет хорошо, это должно быть от 1000 до 1200 долларов за работу. Чтение умных маньяков и Evilution предполагает, что сварка будет временным ремонтом, поскольку сварной шов в одном месте передаст напряжение в другом месте, где он снова потрескается. Также вопрос, сколько стоит замена болтов выпускного коллектора? Средняя стоимость замены выпускного коллектора составляет: Снятие коллектора было сложной задачей.Это в основном лом. потрескавшиеся отливки. Вы также можете столкнуться с потрескавшимися отливками, что является сложным делом, поскольку вам необходимо определить, вышло ли литье из строя из-за усталости или из-за проблем с работающим двигателем, таких как синхронизация или подача топлива (дизель) или бедная смесь (газовый двигатель). Сельскохозяйственный трактор IH Farmall H ВПУСКНОЙ / ВЫПУСКНОЙ ПАТРУБОК №2 Отсутствие видимых трещин или сварных швов. сначала просверлите небольшое отверстие на каждом конце трещины, это предотвратит ее дальнейшее растрескивание, затем вы должны «V» вырезать трещину шлифовальным станком, так что легко, теперь твердая часть коллектора должна быть нагрета, а затем сваривается, а затем оставлена в тепло и температура снижаются медленно, чтобы не позволить высокому содержанию углерода в отливке подняться наверх. Выхлопная система управляет циклами как давления, так и вакуума во время работы двигателя.Поможет ли в этой ситуации выхлопная лента? По сути, блокировка выхода 02 Вот как появился выпускной коллектор eBay. Это зависит от качества используемого материала, плюс тепловые циклы металла со временем начнут его утомлять. Немного ржавчины, просачивание воды. Чтобы устранить трещину, просверлите небольшое отверстие в конце, чтобы она не растекалась (в вашем случае, вероятно, в этом нет необходимости, так как трещина возникла самостоятельно). 2/2. Для получения качественного шва необходимо предварительно нагреть. Для транспортных средств, на которые распространяется договор об обслуживании транспортных средств, все правомочные претензии с заказами на ремонт 26 июля 2011 г. или после этой даты подпадают под это специальное покрытие и должны подаваться с использованием кодов рабочих операций. Выпускной коллектор и прокладки стоят всего 120 долларов США + налог.Судя по всему, это обычная проблема для кошек Mercedes W211 E-Class. Советы по поиску и устранению неисправностей: выхлопные коллекторы Mercruiser, выхлопные сильфоны Mercruiser, замена выхлопных сильфонов Mercruiser, выпускные коллекторы и стояки Mercruiser, детали выхлопа Mercruiser, схема выхлопных клапанов Mercruiser, комплект для преобразования выхлопа Mercruiser, выхлопная система Mercruiser. Я не знаю, может ли он расплавить датчик, но избыток топлива может сгореть в кошке и относительно быстро разрушить его. Этот звук может создать впечатление, что в самом двигателе возникла внутренняя проблема.Установите штифт C1 CASTMASTER. 1507 E. 99 (В любом случае возможно, у них есть другой продукт под названием Fireseal 2000, который они разработали для устранения отверстий и трещин в выпускных коллекторах. После полного отверждения этот металлический состав можно просверлить, обработать или отшлифовать. Уокер обеспечивает GM выпуском системы для наших грузовиков. Во-первых, горячие выхлопные газы теперь выпускаются под капотом, а не направляются вниз по потоку через выхлопную трубу. Привет! Я только вчера узнал, что мой выпускной коллектор треснул.1941-42? Ремонт переднего двойного выпускного коллектора Buick, трещина 1326161-1, 8 цилиндров слева. Нет необходимости снимать деталь для ремонта, если есть дыра или трещина. Вернон-авеню. Откройте капот и осмотрите выпускной коллектор, если вы его видите. Вы можете попробовать V трещину, просверлить отверстие на каждом конце трещины, нагреть ее настолько сильно, насколько это возможно, поставить в духовке и сварить никелевым сварочным прутом по несколько мм за раз, постоянно останавливаясь. и несколько раз протереть область сварного шва с помощью молотка с шариковой ручкой, чтобы снять напряжение, но это все равно что делать.Еще не видел треснувшего коллектора в йоте. 4L F150. После многих лет испытаний Oxy-Acet. При ремонте выпускного коллектора образовалась трещина в водяной рубашке. Это не так плохо, как много картинок и видео, которые я видел, все еще цельным, но едва. Car Fix перечисляет четыре признака того, что ваш выпускной коллектор треснул. Их нагревали и охлаждали столько раз, что чугун изнашивается. Двигатели 0L L4 могут треснуть и потребовать замены. Убедитесь, что все прокладки, гайки, болты, шпильки или шайбы на выпускном коллекторе заменены новыми.Перед установкой новой прокладки проверьте выпускной коллектор на деформацию. В конечном итоге они теряют структурную целостность и ломаются или трескаются. Присоединился 27 мар.2016 г. · 1 сообщений. Но есть аналогичный продукт. Этот заменяется в соответствии с моей расширенной гарантией на 100 000 миль. Купите новый коллектор и исправьте его, как только сможете. BD-Power 1045987 Exhaust Pulse Manifold имеет сверхмощную конструкцию, состоящую из нескольких частей, для устранения трещин в коллекторе в вашем Dodge 5 2003-2007 годов. Другие формы ремонтной ленты для выхлопных газов перед нанесением необходимо намочить.Я отнес его в ремонтную мастерскую, где меняю масло, чтобы они посмотрели, и они сообщили мне, что в выпускном коллекторе есть трещина, и порекомендовали отремонтировать это, чтобы увидеть, не вызывает ли это индикатор проверки двигателя. . Трещины в коллекторе могут привести к опасным уровням выбросов выхлопных газов автомобиля и могут привести к повреждению клапанов двигателя, если они вступят в контакт с холодным воздухом. Вы можете отремонтировать проблему в дилерском центре, если она попадает в указанную им категорию моделей, доступных для ремонта.Просверлил кусок углового железа, чтобы прикрутить коллектор так, чтобы все части выровнялись. Если коллектор имеет трещину или течь, противодавление в выхлопной системе будет неправильным, что снижает мощность двигателя. Избыточный шум — когда в выпускном коллекторе есть трещина, газы будут просачиваться через эти трещины и вызывать необычные шумы. Я перемещаю его сюда, чтобы он не потерялся в киберпространстве. Большинство выпускных коллекторов имеют заедание болтов или s. На выпускных коллекторах часто образуются трещины вокруг области клапана рециркуляции ОГ.Мой 97 TJ (у него есть 2. Выхлопные компоненты вашего автомобиля являются частью его выхлопной системы, которая впоследствии проверяется во время проверки на смог.. Мы можем заменить любые поврежденные или изношенные детали на месте по вашему усмотрению. Поверхность прокладки также будет отфрезерована или поверхность должна быть ровной, когда это будет сделано. Выхлоп должен быть направлен через преобразователь и из выхлопной трубы. Легкие грузовики за 249 долларов. Также можно отремонтировать. причина — тепловые циклы и / или возраст.Следуйте процедуре обслуживания для «замены выпускного коллектора» в соответствующем руководстве по обслуживанию. Если имеется несколько сломанных шпилек, я обычно заменяю выпускной коллектор на новый, так как срок его службы тоже близок к концу. Могу ли я использовать послепродажный коллектор? Уверен, что это не обязательно должна быть оригинальная запчасть Ford? 2. Удачи в ремонте треснувшего выпускного коллектора. Воскресенье, 12 июля 2009 г., 15:23 Мой 96 трекер 1. Шины и автосервис Clay Dooley ремонтируют выхлопные системы и глушители.Некоторые сварочные сплавы для обработки чугуна не поддаются механической обработке. Разогреть прибл. Да, я слышал, что треснувший выпускной коллектор может стать причиной богатого состояния. Стоит ли мне об этом беспокоиться? На этой 2. Я бы их просто заварил. Посмотрите, есть ли в вашем районе специализированная выхлопная или металлическая мастерская, которая сварила бы ее для вас. Я знаю, что об этом уже говорилось ранее, но позвольте мне повторить этот факт. Лучше, чем тянуть коллектор и приваривать серебряным стержнем, пока не будет доступна замена. К сожалению, в коллекторе тоже должна быть трещина.ЧТО НУЖНО: Электрооборудование двигателя. Трещины можно заварить, но вы не поверите, сколько тепла видят эти охлаждаемые водой выхлопные детали. (309) 662-2886. В инструментально-штамповочном цехе мы постоянно сваривали отливки. Трещина Просверлите отверстия диаметром 1/8 дюйма на концах трещины, чтобы предотвратить ее распространение. Шлифуйте вдоль трещины на полпути через коллектор (глубина около 1/8 дюйма). Чугун плохо реагирует на нагрев при сварке. Если болты срежутся, это приведет к Я прихожу к дилеру, и они говорят мне «нет»! Они говорят, что я еду в центр обслуживания автобусов Cummins в Коберге ИЛИ для замены выпускного коллектора.Он также сказал мне, что из-за того, что выхлопная труба заржавела там, где она встречается с треснувшим выпускным коллектором, треснувший или сломанный выпускной коллектор чаще всего возникает по одной из двух причин. на любой чугунной детали, которая должна перемещаться так же часто, как выпускной коллектор. Общими симптомами треснувшего коллектора может быть громкий звук выхлопа двигателя, похожий на плохой глушитель. В зависимости от работы Стоимость ремонта выпускного коллектора людям. Горячий + холодный = трещины. Установите новую прокладку и выпускной коллектор. Это хороший подержанный коллектор, который вы не найдете «на востоке».Другой распространенной проблемой, связанной с отказом каталитического нейтрализатора, является негерметичный выпускной коллектор. Я купил защитный кожух коллектора Trail Tech Треснувший выпускной коллектор в 2003 Civic. Я взял свою машину, чтобы установить блочный обогреватель в дилерском центре [Civic 2003 года, я знаю, что дилеры — отстой, но это было самое дешевое, что я мог найти] Они просто позвонили, чтобы Скажите, что в выпускном коллекторе есть трещина, и я определенно не могу позволить себе заплатить 1000 долларов, на которые они меня цитируют. 00 общ. У меня также есть Nissan Titan 2004 года выпуска, и я обнаружил, что у него тоже есть течь.Доля. Крис Петрис, 24 августа 2004 г. Но даже в этом случае не стоит тратить время даже на то, чтобы покупать эти вещи. Еще одним признаком может быть тикающий звук двигателя. Если вы предотвратите слишком быстрое охлаждение, этот ремонт будет постоянным. Он отлично подходит для ремонта трещин, небольших зазоров, швов или отверстий в выпускных коллекторах, трубных соединениях, глушителях, каталитических нейтрализаторах, уличных решетках, топочных камерах, газовых и коммерческих печах и водонагревателях. JB Weld ExtremeHeat с трещинами в шахтах идеально подходит для ремонта всевозможных горячих деталей, включая выпускные коллекторы, глушители, каталитические нейтрализаторы, выхлопные трубы, блоки двигателя, камины, коптильни / топки и многие другие предметы, склонные к образованию трещин.Помимо низких цен, Advance Auto Parts предлагает 3 различных проверенных бренда комплектов для ремонта выхлопного коллектора для Ford F-150 2005 года. Детали тоже не будут стоить дорого. Затем я приложил проволоку для миграций к чистому месту и задействовал ее прямо в трещине. Трещина в выпускном коллекторе может привести к тому, что датчик o2 решит, что автомобиль работает на обедненной смеси, и добавит топлива. Я нашел специализированную мастерскую по выпуску выхлопных газов, которая проделала всю работу по снятию коллектора, ремонту и установке примерно за 200 долларов. Пропустите ремонтную мастерскую.Вы можете связаться с Cummins и узнать, подойдет ли замена ISL вашему двигателю. Если вы решите, чтобы это ремонтировал механик, труд будет самой дорогой частью ремонта выпускного коллектора. Вот где они треснут, и в камбузе толкателя с другой стороны двигателя. Еще мне было интересно, сколько все тратят на ремонт. У меня есть Chevy Equinox 2011 года выпуска, на котором горит индикатор двигателя с кодом для датчика O2. В этой статье мы обсудим, что это за признаки и куда обратиться для правильного ремонта.Конструкция коллектора — это проблема, которая заключается в том, что перемещение кошек вниз по потоку с помощью длинных трубок и трубок с фиксаторами является лучшим решением, но не законным карбюраторным. 4 двигателя Ecotec. Дилер сказал, что мой выпускной коллектор треснул. Отлично работает; Выхлопные коллекторы, каталитические преобразователи, кроссоверы, глушители, выхлопные трубы, дома, офисы, фермы и промышленные печи, пожарные боксы, теплообменник и многое другое; Можно просверлить, нарезать резьбу, опилить, обработать, отшлифовать и покрасить выпускной коллектор и прокладку выпускного коллектора. Я снял выпускной коллектор и бросил в магазине; им потребовалось всего пара часов. Чтобы исправить негерметичный выпускной коллектор, сначала мы должны определить, есть ли в нем трещины или нет.Вот почему он страдает утечками, трещинами и другими проблемами. Выбирайте выпускные коллекторы из чугуна, стали или нержавеющей стали от Hooker Headers, Sanderson Headers, Dorman, Ford Racing, Allstar Performance и других. Эти детали были получены от БЕЗОПАСНОГО трактора IH Farmall H Farm 1944 года выпуска. Новая прокладка выпускного коллектора; Трещотка, ключи и набор торцевых головок; Динамометрический ключ Второй ремонт выпускного коллектора Cummins. Это выпускной коллектор. 5L 2001-2005 для BMW 330i 3. Болты и шпильки выпускного коллектора постигла та же участь; стать хрупким из-за слишком большого количества циклов нагрева и охлаждения.Выхлопные газы, выходящие из головки блока цилиндров, сначала попадают в выпускной коллектор, который герметично соединен с головкой блока цилиндров с помощью прокладки. Сварка с использованием чугунного прутка и старого флюса для чугуна в соответствии с процедурами AWS для предварительного нагрева и охлаждения обеспечила лучший ремонт для длительного использования. 400-450 градусов по Фаренгейту, наконец, я обнаружил, что мой выпускной коллектор треснул, все симптомы присутствуют: Внутренние испарения [смайлик = грейтард. Зайдите сегодня, чтобы получить отличную скидку на промывку коробки передач! Большинство машин по 199 долларов. . Он разработан для соединения загрязненного и подвергшегося термическому воздействию чугуна, что делает его идеальным для сгоревших и треснувших выпускных коллекторов.Этот ремонт является постоянным и очень дорогостоящим. Единственный способ исправить это с помощью сварщика, и исправить его правильно — это боль, потому что он чугун и требует дуговой сварки со значительным предварительным и последующим нагревом. Решить эту проблему гораздо дешевле. 99 (возможно Кроме того, эти коллекторы сделаны из стали и могут быть сварены, чтобы быть даже прочнее, чем замена. Это вызывает проблемы в выхлопной системе и может привести к перегреву вашего двигателя. Норман Перрон и его сыновья занимаются ремонтом и ремонтом ЛОДКИ, ЛОДКИ, МОРСКОГО ДВИГАТЕЛЯ. РЕМОНТ ТРЕЩИНЫ ПОДЪЕМНИКА ВЫПУСКНОГО ПАТРУБКА на площади 22000 кв.Эти высокотемпературные замазки достойны внимания. Используйте пластиковый скребок для удаления следов старого прокладочного материала с сопрягаемых поверхностей выпускного коллектора и головки блока цилиндров. Тогда «джигу» засчитали очень хорошо. Цельная конструкция заводского выпускного коллектора склонна к трещинам, которые вызывают утечки выхлопных газов, которые могут лишить вас мощности. Все продаваемые нами детали использовались только в пресной воде. Большинство из нас с 3. сначала используют шлифовальный станок с твердосплавной фрезой, чтобы прорезать канавку глубиной не менее 1/8 дюйма по всей длине трещины.У меня была сварочная шахта в местном магазине; Это особый процесс сварки чугуна, но он обошелся мне всего в 150 долларов. Когда болт выпускного коллектора ломается, для его ремонта с помощью оригинального оборудования обычно требуется снять всю головку блока цилиндров. Некоторое количество ремонтной ленты должно быть применено к теплым трубам, чтобы установить уплотнение, поэтому вам может потребоваться завести автомобиль и дать ему поработать несколько минут перед нанесением. Выпускные коллекторы могут протекать, если в них появляются трещины или когда они деформируются; пропускание газов через прокладку.Механик сказал мне, что с этой проблемой можно ездить, и что машина никогда не «умрет», потому что станет хуже, она просто станет громче. Этот выпускной коллектор был тщательно спроектирован и изготовлен с длительным сроком службы, чтобы соответствовать требованиям и функциям оригинального коллектора на определенных автомобилях. Сломанные крепления, фланцы, отверстия для болтов и т. Д. Хорошие инструменты для такого рода работ Toyota отозвала сотни тысяч автомобилей из-за трещин в выпускных коллекторах, Geo отозвала 250 000 призм для трещин в выпускных коллекторах, Nissan отозвала 80 000 автомобилей из-за трещин в выпускных коллекторах, Jeep примерно быть вынужденным отозвать потенциально сотни тысяч 4.10. 0 из 5 звезд 13 15 $. Заголовки на концах не имеют фланца. Производственно-ремонтный гараж. Трещины в выпускном коллекторе на Вернон-авеню. Дуг Торли поставляет новые прокладки, но вам придется повторно использовать старое оборудование. ВНИМАНИЕ! Мой второй выпускной коллектор сейчас заменяют из-за его трещин, а мой одометр показывает около 62 тысяч миль. Выглядит неплохо и стоит всего 16 долларов. Ремонт и устранение неисправностей чугунного выпускного коллектора Corvette Gen I, II и III. Ремонт Вместо того, чтобы снимать и заменять коллектор (очень дорогое занятие), мастерская SL разработала метод ремонта коллекторов пайкой на месте.Грею горелкой всю область вокруг трещины докрасна. 1507 E. Пропустить мастерскую. Когда выпускные коллекторы выходят из строя, они обычно либо трескаются, либо деформируются, что приводит к утечке выхлопных газов. Осмотрите выпускной коллектор на предмет трещин и, при необходимости, замените выпускной коллектор новой деталью, используя следующую процедуру обслуживания. 00 — 50 долларов. Майк использовал мини-сварочный аппарат на 130 А для ремонта, чтобы продемонстрировать наихудший сценарий использования наших электродов. 2, HGZ-EX-A0011 4. 1 — 20 из 28 сообщений Зависит от того, где находится трещина.(309) 662-2886. Подайте только одну претензию в соответствии с действующим Трудовым кодексом, поскольку компания Clay Dooley Tire and Auto Service ремонтирует выхлопные системы и глушители. К сожалению, выпускной коллектор является абсолютно важным компонентом вашего автомобиля, и если вы проигнорируете свой треснувший коллектор, проблема только усугубится и станет дороже. Я их действительно припаял. «Прорвавшуюся» прокладку выхлопной системы можно обнаружить по чрезмерному шуму выхлопных газов и по белым следам ожогов вокруг фланца коллектора. Область, в которой прокладка прилегает к выпускному коллектору, может деформироваться из-за нагрева.Шаг 2: Установите новую прокладку между нижней частью выпускного коллектора и выпускными трубами. Вы всегда можете отказаться от стояка тепла, надеть новые прокладки и кататься вместе с ним. После двух последних заездов в корпусе было много воды, а вчера после поездки я потянул за сиденье и услышал бульканье воды, и это было похоже на то, как будто она идет из-под выпускного коллектора. Мне удалось отремонтировать трещину коллектора в местной сварочной мастерской. В некоторых автомобилях это может занять намного меньше времени, в то время как в других потребуется больше.Никакого шума, только закопченная полоска. Правый выпускной коллектор треснул, издает тикающий звук. * Короткое замыкание батареи радио — прекратите использование радио. Снова прикрепите выпускной коллектор к двигателю. Выхлопной коллектор и коллектор: коллекторы выполняют ту же работу, что и выпускные коллекторы, но являются специализированными деталями. К сожалению, коллектор, скорее всего, чугун, и его сварка в лучшем случае будет рискованной. Замена комплекта прокладок выпускного коллектора Hank SCITOO на 2001-2006 гг. Для BMW 325Ci 2. Lube Mobile, Мобильный механик ремонтирует и заменяет выпускной коллектор.Пример №1 — В вашем выпускном коллекторе образовалась трещина от напряжения около болта. Если вы испытываете какие-либо из этих симптомов, вам следует обратиться за помощью раньше, чем позже. 8 со временем будет: трещина в выпускном коллекторе (ах). Легкие грузовики 249 $. Шумы могут быть более заметными в холодном автомобиле. Патреон. Мы ремонтируем потрескавшиеся или эродированные поверхности палубы, внутренние и внешние трещины от замерзания, основные трещины перемычки и трещины на камбузе. Установите кислородно-ацетиленовую горелку на минимальный уровень нагрева и приложите кончик серебряного припоя к трещине поврежденного выпускного коллектора.В любом случае вам понадобится новая прокладка выпускного коллектора. Мой выпускной коллектор треснул. Автор темы johnsams; Дата начала 29 апреля 2008 г. # 1 Я подумал о более дешевом решении по ремонту трещины в моей выхлопной мастерской для лучшего выхлопного коллектора для вашего автомобиля, и вы можете разместить заказ онлайн и бесплатно забрать его в местном O’Reilly Auto. Части. Просто сварите это. Обычно вы можете получить минимум три года из ваших коллекторов (при условии, что вы промыте моторы), возьмите шило на место и посмотрите, сможете ли вы удалить коррозию.Вы также должны подумать об окислении из-за элементов и условий работы двигателя. Магазин Summit Racing для выпускных коллекторов уже сегодня! Выпускной коллектор Dorman®. Если нет, то лучшим решением может стать ремонтная сварка / пайка. В некоторых случаях несколько лет назад приходилось устанавливать коллектор на гусеничном ходу Cat с трехцилиндровым двигателем. Ремонт прошел, выбросы прошли. Негерметичная прокладка выпускного коллектора может вызвать ожог выпускного клапана, что может привести к тому, что выхлопные газы из камеры сгорания не будут течь во впускной коллектор.Если выпускной коллектор не имеет трещин, дальнейшие действия не требуются. Они могут работать с прокладкой коллектора или ослабленной выхлопной трубой, которую вы хотите закрыть и дать высохнуть, прежде чем надевать c-образный зажим. Проверьте RockAuto. Я нашел трещину в выпускном коллекторе своего рядного шестицилиндрового двигателя 230. 0 из 5 звезд 7 18 долларов. Мы также можем отремонтировать или заменить глушитель, каталитический нейтрализатор, датчик кислорода, фланцевую прокладку. Он был там же, но не так долго. Я занимался производством и прокладкой впускного коллектора и столкнулся с вопросом Сколько будет стоить ремонт впускного коллектора в гараже? Хотя стоимость замены впускного коллектора будет варьироваться в зависимости от марки и модели автомобиля, по многим оценкам стоимость детали составляет около 300 долларов, при этом большая часть стоимости работы зависит от труда и времени, потраченного на нее.Кроме того, ищите черную сажу в любой точке системы, так как это может быть я прочитал о выпускных коллекторах 99-04 на наших Пони, и TSB заявили, что выпускные коллекторы со стороны пассажира треснут из-за конденсации. Если вы никогда раньше не пользовались сварочной горелкой или паяльником, не пытайтесь произвести этот ремонт самостоятельно. Обнаружение признаков треснувшего выпускного коллектора поможет сохранить жизнь вашему Ferrari. Все продаваемые нами детали использовались только в пресной воде. Holts Gun Gum — это система для ремонта выхлопных газов, которую можно использовать для заделки отверстий и трещин в неисправной выхлопной системе.Просто шлифуйте до тех пор, пока трещина на коллекторе не станет чистой и не будет готова к сварке. Если выпускной коллектор треснул, его необходимо заменить. Двигатель не горит маслом. Трещины в выпускных коллекторах на двигателях 355 I4 и I5 — обычное явление. Зайдите сегодня, чтобы получить отличную скидку на промывку коробки передач! Большинство машин по 199 долларов. (309) 662-2886. Даже если вы сможете отремонтировать трещину, ее необходимо будет обработать на станке, что будет стоить вам больше $$$, чем использованный коллектор. Частые циклы нагрева и охлаждения заставят отремонтированные трещины открыться за короткое время.Слив для кондиционера капает на выпускной коллектор из горячего чугуна. Будьте готовы заплатить от 125 до 300 долларов за рабочую силу. Вы можете подумать о приобретении коллектора более поздней модели, если вы его заменяете, поскольку он, кажется, менее склонен к растрескиванию. Ремонт алюминиевых трещин Трещина над выпускным отверстием. Треснувший коллектор; Неисправная прокладка коллектора; Сломаны или ослаблены винты выпускного коллектора; Это три наиболее распространенных режима отказа. Приварите трещину, убедившись, что кислородно-ацетиленовая горелка используется при высокой температуре.Блоки двигателя и впускной коллектор. Не стачивайте слишком много материала. Консультант по обслуживанию говорит 5 часов, если не сломаны болты. Обрызгайте выпускной коллектор сильнодействующим обезжиривающим средством или очистителем тормозов. Иногда выпускной коллектор начинает течь из-за поломки крепежного болта или шпильки. com / JohnnyVannz Обычно этот вид ремонта треснувшего выпускного коллектора стоит около 80-90 долларов в час, так что общая стоимость ремонта треснувшего выпускного коллектора составляет около 160-270 долларов.Варианты ремонта Большинство выпускных коллекторов выходят из строя в зонах повышенного напряжения, где фланец встречается с головкой или где бегуны сходятся в коллекторе. Разнорабочий. Выпускной коллектор -> плохой дизайн со стороны GM. Техник сказал мне, что утечка выхлопных газов происходит из выпускного коллектора, но гарантия не покрывает ее. Сварка — это временное решение, вам придется тянуть его в любом случае, и любой местный сварочный цех должен сделать эту работу менее чем за 25 долларов. При этом у меня есть несколько вопросов к форуму. Со временем коллекторы просто перестают выдерживать тепло (в прямом и переносном смысле), и в них начинают образовываться трещины.Может быть, подойдет б / у коллектор от автомобиля с малым пробегом? Выпускным коллекторам 97-2000 был присущ дефект на коллекторной трубе, где все трубы стыковались, не позволяя достаточно прогибаться от самых дальних цилиндров и накапливать тепло. Если у вас грязный чугун, который вам нужно сварить, стержень 72 идеально подходит для приклеивания к металлу с его высокой пористостью. Rock auto продает опоры двигателя fj40. пока он еще горячий, я использую пневматический молоток с острым наконечником, чтобы вырезать всю поверхность, оставляя небольшие отметины от пробивки по всей области, которую нужно припаять.Webb Road Suite Вы также можете попробовать исправить J-B Weld. Мы используем только качественные запчасти для вашего автомобиля. Чтобы этого не произошло и избежать дорогостоящего ремонта, Park Muffler составил краткое руководство по негерметичным выпускным коллекторам и отказу каталитического нейтрализатора. Как и все другие варианты ремонта треснувших выпускных коллекторов, эта установка не для новичков. 1507 E. Есть два коллектора: впускной коллектор в впадине между головками цилиндров и выпускной коллектор, по одному с каждой стороны V-образного двигателя.Пайка — это в лучшем случае временное решение, но, вероятно, лучше, чем сварка, которая почти наверняка не сработает. Регулярное обслуживание выхлопной системы поможет поддерживать эффективную работу всех ваших выхлопных компонентов, таких как выхлопной коллектор, передняя труба, спускная труба, каталитический нейтрализатор и глушитель. Мы заменяем выхлопную систему, но думаете, что коллекторы должны служить вечно? Выхлопной газ может быть окисляющим или восстанавливающим, он «влажный», и высокая температура воздействует на металл. 8 5. Коллектор поставляется в комплекте с трактором в качестве запасного.Затем неисправный выпускной коллектор необходимо снять и заменить. вот еще один. При этом было обнаружено, что коллектор тоже треснул. Инновационное решение — этот выпускной коллектор для ремонта головки блока цилиндров устраняет утечку выхлопных газов из-за сломанных болтов коллектора. Вероятно, нет, но этот треснувший коллектор представляет собой проблему безопасности для вас в кабине. Проблемы, связанные с трещинами и утечками коллектора. протекающая или деформированная смазка Lube Mobile поможет с выхлопом. При замене прокладки выпускного коллектора необходимо снять весь выпускной коллектор.и они также могут обнаружить, что трещины не вызывают ваших проблем, это может быть просто прокладка коллектора или что-то еще. У CARspec недавно была возможность устранить неприятную проблему для владельца Sequoia — тикающий шум из моторного отсека, вызванный небольшой трещиной в выпускном коллекторе со стороны водителя. Заваривать трещины — тоже не лучший вариант, и большинство из них снова потрескаются через 6 месяцев или около того, как я полагаю. все хорошие варианты в зависимости от вашей ситуации. Теперь, не зная истории того, как заботились о двигателе, может быть, просто треснул коллектор.мой местный механик сказал, что на него будет распространяться гарантия, он звонит моему дилеру, чтобы убедиться, и они говорят, что да. Трещина ли она. 1507 E. Доступны послепродажные. Бесплатная доставка Бесплатная доставка Бесплатная доставка. Дешевое решение для ремонта выпускного коллектора. закрепите конец бирки нержавеющей проволокой. Дайте остыть, измельчите до однородной массы, и все должно идти. 88 Трещины в коллекторе также могут вызывать чрезмерный запах выхлопных газов, поскольку часть выхлопных газов выходит из трещины, а не из конца выхлопной трубы.На некоторых автомобилях к выпускному коллектору также могут быть прикреплены другие компоненты, такие как клапан рециркуляции выхлопных газов и датчик кислорода. Как трещина выпускного коллектора влияет на ваши датчики O2? На датчики действует новая длительная гарантия от Toyota. Ремонт трещины выпускного коллектора Джеффа Лафлина — Jeep JK Wrangler Как исправить трещину выпускного коллектора с помощью ThermoSteel Джефф Лафлин Первоначально это было размещено на jk-forum. Я думаю, что у меня где-то есть запасной коллектор в хорошем состоянии, но я бы хотел отремонтировать этот, если возможно.Насос гидроусилителя руля и впускной коллектор для начала. 99. Я сам сваривал многие выпускные коллекторы с помощью пруткового сварочного аппарата. Если ваш выпускной коллектор треснул или протекает, противодавление в выхлопной системе будет неправильным, что может снизить мощность двигателя, вызвать разбрызгивание и другие проблемы. bremen242 Скорее всего, вам просто придется отрезать головки болтов, начать рыдать о коллектор молотком, пока он не соскользнет с оставшихся шпилек, использовать немного тепла от газового топора, чтобы шпильки освободились от головки .Обсуждение Стартер • # 1 • 27 марта 1997 — 2003 Ford F150 — Ремонт утечки в выпускном коллекторе — ВЫПОЛНЕНО! — Для всех, кто боится решать проблему утечки выхлопных газов самостоятельно, у меня есть совет. Есть пара мыслей о том, чтобы нагреть коллектор выше точки плавления латуни и попытаться ввести пруток в трещину — как в некотором смысле пайка. Треснувшие и сломанные биты были очищены на верстачной шлифовальной машине с довольно хорошим скосом со всех сторон. Я в процессе замены моего второго на моей армаде 2005 года.Если вы решите обратиться в дилерский центр, а не в независимый магазин, то оплата труда в размере примерно 100–110 долларов в час обойдется вам примерно в 220–330 долларов за полную стоимость ремонта треснувшего выпускного коллектора. Они занимались РЕМОНТОМ ЛОДКИ, ЛОДКИ, МОРСКОГО ДВИГАТЕЛЯ, ЛОДКИ, ВЫПУСКНОГО ПАТРУБКА, РЕМОНТА ТРЕЩИНЫ ПОДЪЕМНИКА, более двух десятилетий, всегда в Монреале. Впускной и выпускной коллекторы могут быть на противоположных сторонах головки цилиндров, или они могут быть объединены или скреплены болтами близко друг к другу. Это руководство покажет вам самый безопасный способ выполнения задачи.При прокладке выпускного коллектора; или прокладки вышли из строя, или возникла проблема; это может вызвать проблемы с производительностью и управляемостью автомобиля. Он протекает, становится более горячим и хрупким в этом месте. Механик посоветует, нужно ли заменить другие детали. Эта проблема в какой-то степени чрезвычайно распространена на всех V8 SL. Вы можете обсудить эту трещину в магазине глушителей, который выполняет сварку нестандартных конструкций, включая трубы из нержавеющей стали и процесс MIG. Они опустили выхлоп и за 170 долларов заделали кошачью трещину без проблем.Экспедиция 2011 г. 5. Шаг 4: Наденьте выпускной коллектор на шпильки головки блока цилиндров. Смочите тряпку растворителем для лака или ацетоном и очистите сопрягаемые поверхности. MKI Признаки ржавчины или трещин на любом элементе выхлопной системы указывают на коррозию. Они продают один, сделанный Уокером, за 332 доллара. Разбирая впускной и выпускной коллекторы, чтобы почистить и покрасить их, я обнаружил 3-дюймовую трещину в коробке выпускного коллектора, начинающуюся около левого переднего угла, где он крепится к впуску и спускается к стояку тепла.Наверняка чугун сварить можно. Я подозреваю, что большая часть треснувших коллекторов является результатом деформации, оказывающей огромное давление на отливку. Звоните сейчас, чтобы записаться на прием, когда вам понадобится ремонт выхлопной системы. Схемы выпускного коллектора Mercruiser, запасные части для выхлопных газов и руководства по ремонту Mercruiser. Запах выхлопных газов может быть или не быть заметным изнутри автомобиля, но будет более заметным в моторном отсеке и в областях вокруг коллектора. Ремонт я бы не предлагал. (Источник фото: drive2) Как можно решить эту проблему? Что ж, надо заменить его на новый.Мой совет: я не планирую продавать этот самолет в ближайшее время, а вся выхлопная труба выглядит как коза Хогана, так что не могли бы вы просто заменить ее на новую? Стоимость между ремонтом и новым? Чтобы отремонтировать выпускной коллектор, начните с 72 стержней. Это очень безжизненно. На самом деле причина, по которой я отправил свою машину, заключалась в том, чтобы заменить сломанный болт, удерживающий коллектор. Вы можете получить покупку на удивительно долгое время, если также аккуратно затолкайте в отверстие стальную вату. Коллекторы имеют керамическое покрытие и готовы к установке.Осмотрите коллектор на предмет видимых трещин, которые будет легко увидеть, большие ли они. Выпускной коллектор снять несложно, но для его снятия необходимо снять много всего. Прокладки выпускного коллектора очень важны; так как они являются основной прокладкой, герметизирующей всю выхлопную систему. Бренд DEA — самый дешевый, это также компания, которая делает крепления для Toyota, но, продвигая их через рок-авто, вы экономите около 40 долларов на крепление двигателя. Звоните сейчас, чтобы записаться на прием, когда вам понадобится ремонт выхлопной системы.Используйте припой для наконечника размером один и поместите резак очень близко, чтобы расплавить его на трещину и в нее. Даже если это не сработает, все, что я потеряю, — это 20 долларов и полдня работы. willie59, 19 мая 2018 г. Это то же самое для вас? или это сам выпускной коллектор треснул. Снимите и замените неисправный выпускной коллектор. ), механик заменит коллектор. Помимо денежного фактора, покупатель должен заранее найти надежное решение. HELP — трещина в коллекторе Привет! Когда я начал демонтаж двигателя, я просто снял выпускной и впускной коллекторы двигателя и нашел трещину в выпускном коллекторе.W. Позвоните сейчас, чтобы записаться на прием, если вам потребуется ремонт выхлопной системы. приступим к хорошему железу. 99 (возможно, если это настоящая трещина на герметике коллектора, это не принесет вам никакой пользы. Gi: Звук старого фургона: VroumVroum01: Потеря мощности: creep: Поскольку Honda Spain не так добра, как Великобритания, я ‘ Придется заплатить за ремонт. 95. Есть специальные стержни, которые вы получаете, и предварительный нагрев деталей важен, а удар по сварному шву при его охлаждении расширяет его и предохраняет от растрескивания. Это просто зависит от того, насколько сложно добраться до выхлопной трубы. многообразие.У нас даже есть выпускные коллекторы для дизельных двигателей. com. 27 декабря 2019 г. Ремонт треснувшего выпускного коллектора может быть относительно дешевым, если вы сделаете работу самостоятельно. При необходимости будут заменены и болты крепления коллектора. Спустя чуть более 2 лет мой выпускной коллектор снова треснул. После выхода его можно было бы очень недорого отремонтировать в хорошем магазине глушителей. и если это просто поверхность, вам нужно взять ее под контроль, иначе она быстро распространится. Итак, я запланировал визит к местному дилеру.Главное — подготовка поверхности и предварительный нагрев. Видно был там какое-то время Несколько вопросов от глупцов Определите, треснут ли коллектор или сломан. И, да, утечка в выхлопе или впуске приведет к тому, что он будет работать обедненным. с использованием никелево-железного электрода был использован для ремонта треснувшего выпускного коллектора автомобиля из высокопрочного чугуна. Если вы решите обратиться в дилерский центр, а не в независимый магазин, то оплата труда в размере примерно 100–110 долларов в час обойдется вам примерно в 220–330 долларов за полную стоимость ремонта треснувшего выпускного коллектора.Комплект прокладок двигателя 0L 5. Позвоните сейчас, чтобы записаться на прием, если вам потребуется ремонт выхлопной системы. Вот ссылка на мой установочный пост: Установка выпускного коллектора со стороны пассажира на 5. Это тот вид ремонта, который вы должны были сделать, как только вы поймете, что существует проблема. Стоимость запчастей составляет 693 доллара. Если утечка находится близко к двигателю, это также может повредить клапаны. (309) 662-2886. Когда выпускной коллектор выходит из строя, он характеризуется определенным звуком, который можно описать как постукивание или щелканье по безнаддувному двигателю, или свистящий шум и низкая мощность на двигателе. Трещина расположена в щели между главными направляющими и содержит несколько других мелких трещин по обе стороны от большей трещины.С помощью сварного шва J-B снимите тепловой экран (нанесите много проникающей жидкости на эти болты, иначе вы обязательно сломаете один или два шпильки / болта). 0-литровые Wrangler, у которых, кажется, процент отказов 80%. Используйте ацетиленовый резак для ремонта трещины. <Сравнение коллектора Borla и eBay> Необходимые инструменты и детали Базовый набор головок с удлинителями (трещотки тоже!) Ключ с гибкой головкой (это значительно ускорило работу!) Выпускной коллектор (eBay, 60-80 долларов США) Распылитель LocTite для меди прокладка OEM Коллектор Прокладка Часы работы Занимает около 2-6 часов.Вы не можете починить треснувший обменный коллектор, по крайней мере, не сделать постоянный ремонт. Я ездил на машине, чтобы прогреть ее, так как не собирался ее снимать и ударил по трещине шлифовальным станком и камнем. Дилеры должны заменить выпускной коллектор, если обнаружено, что он треснул. проблема на моем грузовике 2002 г. 8. 275 $. Первый шаг, который вам нужно сделать при ремонте трещин в выхлопной трубе, — это очистить область вокруг трещины. 99 до 683 долларов. Прочтите, чтобы узнать, как исправить трещины в выхлопных трубах.Ремонт утечки выхлопных газов должен занять от двух до трех часов. 1. Если ваша выхлопная труба действительно треснула, вы можете исправить ее в качестве временного решения. У вас может быть микроскопическая утечка выхлопных газов, но я готов поспорить, что вы сможете так долго ездить. Судя по тому, что я прочитал в Интернете, это не должно удивить ни одного человека, кажется, это удивительно часто встречается с 2. В противном случае вам придется заменить его самостоятельно или попросить сервисного механика. Утечка из выпускного коллектора может быть очень может привести к повреждению двигателя, если о нем не позаботиться своевременно.Ларри Пт, 23 апреля 2004 г. 2:05 Я бы отнес его в уважаемый магазин выхлопных газов, чтобы проверить трещины в коллекторе. Однако большинство выпускных коллекторов изготовлено из чугуна, и способы их ремонта ограничены. Старые методы ремонта трещин на чугуне Нам нужно отремонтировать много чугунных коллекторов как для антикварного ремонта, так и для современного производства. Прокладка может выйти из строя и выйти из строя. Шлифовка области с трещинами на коллекторе удаляет весь мусор или ржавчину, которые могли образоваться на поверхности трещины, а также обеспечивает чистое место для сварщика для создания дуги.Стоимость труда, в зависимости от вашего местоположения, составляет от 45 до 70 долларов в час. Любой дефект, повреждение или модификация приведут к тому, что автомобиль не пройдет проверку на смог. Мой первый коллектор был заменен по гарантии на трансмиссию 60 км. Если проблема не очень серьезная, вы можете исправить ее самостоятельно. Этот ремонтный хомут Dorman OE FIX создает уплотнение без необходимости извлечения сломанной шпильки. Чтобы проверить утечку выхлопных газов, попросите помощника запустить двигатель и удерживать обороты на холостом ходу примерно на 1500 об / мин, прислушиваясь к дополнительным шумам выхлопа, исходящим из системы, включая коллекторы и головные трубы.Он включает в себя все необходимые прокладки и крепеж для водосточной трубы для полного ремонта. Выпускные коллекторы медленно ржавеют и ржавеют, становясь микроскопически тоньше мили за милей. Разместите объявление о чьем-то хорошем коллекторе после того, как они купили заголовки. Стоимость выпускного коллектора и стоимость ремонта Стоимость ремонта вашего изделия может варьироваться. Вы можете самостоятельно устранить утечку в коллекторе. Не утечка выхлопных газов, но если у меня есть трещина на каталитическом нейтрализаторе, дыра или что-то еще, они исправят это по гарантии без проблем.Clay Dooley Tire and Auto Service ремонтирует выхлопные системы и глушители. * Многофункциональный переключатель: «фантомные дворники» (дворники иногда включаются без включения переключателя). 6 вчера стал громким, сегодня утром снял крышку, и последняя трубка (№4) треснула почти полностью. «У этого коллектора на моем Geo Metro была трещина, и он шипел около 4 месяцев. Шаг 3: Прикрепите выпускной коллектор к выхлопным трубам под автомобилем. Если вам потребуется ремонт выхлопной системы, позвоните сейчас, чтобы записаться на прием.Если вы не умеете сваривать или паять, или не хотите тратить деньги на то, чтобы кто-то сварил или припаял ваш выпускной коллектор, то хорошая новость: ВАМ НЕ ОБЯЗАТЕЛЬНО !! Это тепло может в конечном итоге привести к растрескиванию выпускного коллектора, особенно в старых автомобилях. Смотрите полный список на wikihow. Эта область сильно нагревается, поэтому при ремонте следует подождать, пока автомобилю не остынет несколько часов. Любой магазин может сделать замену для вас, если вы не хотите делать это самостоятельно — не нужно идти в магазин. Легкие грузовики 249 $.В выпускном коллекторе есть трещина, которую один механик назвал «больше похожей на дыру» и сказал, что забудьте, используя JB Weld. Раньше я сваривал их с переменным успехом. Хитрость заключается в том, чтобы сначала просверлить отверстия на концах трещины, чтобы она не могла распространиться, а затем вам нужно сначала нагреть металл коллектора горелкой, чтобы получить трещину. приятно и жарко, прежде чем приступить к сварке, затем сварите его, дайте ему остыть и посмотрите, выиграете ли вы. 99 правый выпускной коллектор треснул, заменить или отремонтировать? Мустанг V6 2001 года. Однако вам следует заменить его как можно скорее.Я нашел несколько комплектов на Ebay, но хотел бы спросить, подходят ли они. com Магазин Honda сказал мне, что у меня есть трещина в выпускном коллекторе на моем Civic, и что его будет дорого заменить. По сравнению с этим установка почти приятна. Прокладки используются для уплотнения коллектора в точках сопряжения. Это связано с тем, что довольно часто эти гайки / шпильки и т. Д. Просто зажимаются друг с другом, что означает, что они будут затягивать нормально, но они затягиваются только сами по себе, фактически не оказывая дополнительного давления на коллектор для его уплотнения.Сегодня мы сняли капот моего старого 0-470R Conti для замены масла, и теперь я заземлен из-за трещины в выпускном коллекторе. Есть несколько магазинов, у которых есть одобренные PMA замены Трещина выпускного коллектора. Видимые трещины — видимые трещины на выпускном коллекторе — очевидный признак того, что вам нужен ремонт вашего автомобиля. Если вам нужно что-то столь же сложное, как замена выпускного коллектора, или что-то вроде замены масла под ключ, закажите свой ремонт и техническое обслуживание в Openbay. У Chevy Equinox был отзыв и распространенная проблема, которая приводила к трещинам выпускного коллектора возле Датчик O2 и утечка выхлопных газов через систему HVAC транспортного средства.Трещина доступна изнутри и снаружи. 1L 4×4 состоит в том, что выпускной коллектор со стороны пассажира имеет трещины и всегда был таким. Утечка в выпускном коллекторе может привести к сгоранию выпускных клапанов, что нарушает их уплотнения над цилиндрами и влияет на работу поршней, а следовательно, и на двигатель. Время для новых. 99. Все это может способствовать появлению трещин в выпускном коллекторе. Сварка выпускных коллекторов точно так же, как решеток печи, — настоящая головная боль. Проблема заключается в том, чтобы найти присадочный металл, который расширяется и сжимается во время термоциклирования с той же скоростью, что и основной металл.Очистите, если обнаружите нагар, и замените, если обнаружите трещины. Коробка передач в порядке. 99. Лицевые стороны портов должны быть абсолютно плоскими. Некоторые коллекторы могут деформироваться после снятия. Видимые трещины. В 2-х литровом двигателе Ecotec каталитический нейтрализатор также является частью выпускного коллектора, поэтому ремонт выглядит как дорогостоящий. Взял свою Тойоту Короллу 2004 года выпуска и заменил каталитический нейтрализатор. Вы можете заменить только секцию трубы или выхлопного компонента, отсоединив два замыкающих соединения и заменив всю выхлопную секцию.Лучший ремонт — полностью заменить деталь. Купить ленту для ремонта выхлопа можно в большинстве магазинов автозапчастей. Я позвонил в сервисный отдел, но парня, занимающегося моим делом, нет, поэтому я оставил ему голосовое сообщение. Фактически, они знали, что это каталитический нейтрализатор, еще до того, как я им сказал. Перейти к последнему отслеживанию 1-2 из 2 сообщений. 99 $ 18. 8. У этого есть действительно хорошие резьбы для подключения к даунпайпу. ремонт трещин в выпускном коллекторе
Ремонт трещин в чугунных головках цилиндров и блоках цилиндров
Ремонт трещин стал одной из самых горячих тем сегодняшнего дня, потому что хорошие ремонтируемые головки блока цилиндров для многих двигателей последних моделей очень дороги и их трудно найти.Так много заводов по ремонту двигателей сейчас ремонтируют головки, которые они выбросили бы всего несколько лет назад как непригодные для восстановления.
Всегда были варианты ремонта трещин в чугуне. Сварка штифтами и сварка в печи — это жизнеспособные варианты, которые давно используются для ремонта трещин и других повреждений. Но у закрепления есть свои ограничения, а сварка в печи — не то, чему новичок может научиться за одну ночь.
Ремонт трещин также связан с определенным риском. Вот почему большая часть работ по ремонту трещин в прошлом ограничивалась дорогостоящими сверхмощными дизельными головками, старинными головками или другими работами, которые оправдывали время, усилия и риск.Но из-за высокой стоимости многих головок и блоков поздних моделей ремонт трещин может быть рентабельной альтернативой покупке новой или бывшей в употреблении отливки для замены треснувшей головки или блока.
ВАРИАНТЫ РЕМОНТА ТРЕЩИН
Трещины в алюминиевых головках и блоках относительно легко исправить с помощью сварки TIG, но чугун сваривать намного сложнее. Именно поэтому штифты уже давно являются самым популярным методом ремонта небольших трещин в чугунных блоках и головках. Закрепление может исправить около 80 процентов всех трещин, но не может исправить все виды трещин.Многое зависит от места расположения трещины и ее серьезности. Конические штифты с герметиком подходят для большинства применений. Сварка же восстанавливает целостность и позволяет заполнить трещины и дыры. Вы даже можете изменить форму камеры сгорания или порта, добавив металл.
Для ремонта трещин и отверстий в головках цилиндров из чугуна можно использовать штифты различных типов.
ТРЕЩИНЫ СТОПОРЫ
Штифты — это наиболее часто используемый метод ремонта трещин в чугунных головках, блоках и коллекторах, поскольку он быстрый, надежный и дешевый.Штифты также можно использовать для ремонта трещин в алюминиевых головках и блоках, хотя сварка TIG часто является предпочтительным методом ремонта алюминия. Закрепление — относительно простая техника для изучения и использования, не требует большого количества инструментов, кроме сверла, направляющего приспособления и метчика, и не требует нагрева.
Штифты внахлест герметизируют трещину.
По сути, закрепление штифтов включает сверление отверстий в трещине, установку штифтов внахлест для заполнения трещины, а затем заклепку штифтов для герметизации и выравнивания поверхности.
Есть два основных типа штифтов: прямые и конические. Каждый тип имеет свои преимущества и может работать лучше в определенных ситуациях, чем другой.
Конические штифты при затягивании сами втягиваются в трещину, обеспечивая плотное прилегание по всей длине штифта. Это происходит из-за того, что резьба на коническом штифте и отверстии имеет посадку с натягом. Уплотнитель на самом деле не нужен, но его часто используют для дополнительной страховки. Отверстия для конических штифтов должны быть аккуратно нарезаны вручную, а штифты вручную затянуты для плотного прилегания.
Прямые штифты устанавливаются быстрее, поскольку для их установки можно использовать обычный метчик и дрель. Прямые штифты предназначены для скручивания при затягивании, что устраняет необходимость отрезать или стачивать головки (как это необходимо для конических штифтов). Прямые штифты также имеют посадку с натягом по всей длине и сужающийся выступ, который вдавливается в поверхность. Это устраняет линию резьбы на поверхности, позволяя обрабатывать поверхность. Этот тип прямого штифта может также устранить необходимость установки вкладышей седла клапана в чугунные головки.
Штифты и заглушки для ремонта трещин различных типов и размеров.
Обычные конические и прямые штифты не могут справиться с определенными видами трещин, например с трещинами вдоль внешнего края или угла, которые требуют поддержки для удержания сторон трещины вместе. То же самое касается трещин в области отливки, которые могут открыться или разорваться, когда отливка находится под нагрузкой или нагревается. Для этого типа ремонта трещин запорные устройства и / или штифты с самозажимной способностью могут обеспечить необходимое усиление и прочность.Штифты «Castmaster» (производимые Lock-N-Stitch) имеют уникальный рисунок резьбы «спиральный крючок» или «обратный шаг», который захватывает обе стороны трещины, когда верхний буртик штифта упирается в металл. Этот тип штифта может фактически удерживать трещину, а не просто заполнять ее, и может использоваться для ремонта трещин, которые не могут быть исправлены обычными коническими или прямыми штифтами.
Еще одна трещина, которую трудно отремонтировать с помощью штифта, — это любая трещина, которая возникает в очень тонкой (менее 1/8 дюйма толщины стенки) области отливки.Штифты не будут держаться, если не будет достаточно металла, чтобы удерживать и поддерживать резьбу.
Для сварки в печи используются горелка, печь и много тепла.
ПЕЧЬ СВАРОЧНЫЙ ЧУГУН
Трещины в чугуне можно заделать горячей сваркой (сваркой в печи), но это метод, требующий навыков и большой практики. Также требуется предварительный нагрев отливки перед сваркой и большой нагрев (предварительный нагрев до 1200–1400 градусов по Фаренгейту в печи). Отливку также необходимо медленно охладить через семь-восемь часов после сварки, чтобы предотвратить ее повторное растрескивание.
Для успешного ремонта трещины сваркой в печи (горячей сваркой) требуется предварительная тщательная подготовка трещины и тщательный контроль нагрева. Нельзя просто нагреть голову горелкой для травы. Правильный способ — предварительно нагреть головку в закрытой печи или духовке, чтобы тепло проходило через головку снизу. Вы должны изолировать головку одеялом и не допускать сквозняков при сварке, иначе вы получите трещины и пористость в сварном шве. Затем голову нужно медленно охладить.
Когда температура предварительного нагрева головки стабилизируется (это занимает около часа), для плавления чугуна (который плавится при температуре от 2400 до 2600 градусов по Фаренгейту) используется оксиацетиленовая горелка с «нейтральным пламенем», содержащая немного больше ацетилена, чем кислорода. Чугунный присадочный пруток и флюс из буры, а затем используется для заполнения трещины. Хитрость заключается в том, чтобы поддерживать чистоту сварного шва, добавляя немного флюса, чтобы примеси поднимались вверх. Затем примеси могут быть удалены из зоны ремонта с помощью горелки.
Если седло клапана приваривается в печи, есть одна хитрость — заполнить отверстие графитовой пробкой, а затем приварить ее.Лужа будет примерно в полдюйма глубиной и примерно два дюйма в диаметре. Для этого нужно много тепла, около 5000 градусов.
После заполнения трещины наступает долгое медленное остывание. Если чугун остывает слишком быстро, может произойти одно из двух. Окружающий металл может сжиматься от сварного шва, вызывая появление новых трещин, и / или углерод в чугуне может превратиться в карбид, что сделает металл слишком твердым и хрупким для обработки. Поэтому отливку необходимо охлаждать очень медленно, чтобы предотвратить эти нежелательные металлургические изменения.
Оберните голову изолирующим одеялом и держите ее в горячей камере, чтобы она остывала со скоростью не более 100–200 градусов в час. Период охлаждения может длиться до восьми часов. После того, как головка остынет, ее можно очистить от накипи, затем подвергнуть грубой механической обработке и испытать погружение под давлением в горячую воду при 100 фунтах на квадратный дюйм для проверки на утечки.
Если чугунная головка имеет встроенные седла клапана, рекомендуется заменить седла выпускного клапана после сварки в печи, поскольку высокие температуры процесса могут нарушить индукционную закалку седел.
ЗАЛИВКА ДЛЯ РАСПЫЛИТЕЛЬНОЙ СВАРКИ
Другой альтернативой для ремонта трещин в головках и блоках чугуна является порошковая сварка (также называемая сваркой напылением пламени). Базовая техника существует уже много лет, но в последние годы была усовершенствована за счет нового оборудования для сварки распылением. Он может произвести прочный ремонт, аналогичный горячей сварке, но с гораздо меньшим нагревом. Вам все равно придется предварительно и повторно нагреть голову, чтобы снять напряжение, которое может привести к ее повторному расколу. Но с этой техникой меньше риск деформирования или деформации головы из-за чрезмерного нагрева.
Для сварки распылением пламенем требуется специальная кислородно-ацетиленовая горелка с бункером, управляемым курком, который подает порошок никелевого сплава в пламя. Когда порошок подвергается воздействию пламени, он плавится и расплавляется по сторонам трещины, заполняя зону ремонта. Процесс требует предварительного нагрева головки примерно до 700 градусов и последующего нагрева головки после сварки для снятия напряжения.
Порошок никелевого сплава, используемый для газопламенной сварки, имеет твердость от 18 до 22 Rc. Для седел клапанов, распредвалов и коленчатых валов используются более твердые сплавы.
Как и в случае любого другого процесса ремонта, всегда существует риск повторного растрескивания, ремонтировалась ли отливка сваркой TIG, сваркой в печи, сваркой распылением или штифтом. Трещины в области седла клапана могут снова открыться, если новое седло клапана будет вдавлено со слишком большой посадкой с натягом. Сварные участки на чугуне могут быть тверже основного металла, что затрудняет обработку отливки.
УСТРАНЕНИЕ НЕПОЛАДОК ПРОБЛЕМЫ ПЛАМЕННОГО РАСПЫЛЕНИЯ
Если у вас возникли проблемы с достижением хороших результатов при сварке газовым распылением, вот несколько советов, которые могут улучшить ваш успех:
- Если никелевый порошок просто откладывается или накапливается вместо того, чтобы смачиваться при начале сварки, работа слишком холодная.Фаска должна быть тускло-вишнево-красного цвета, или примерно от 1300 до 1400 градусов по Фаренгейту. Попытка нагреть основной металл до температуры, нагревая его, хотя толстый слой нерасплавленного порошка толщиной 0,020 дюйма или больше, скорее всего, сожжет флюс из порошка. .
- Если никелевый порошок вскипает в начале сварки и вы получаете вулканическую реакцию, когда первоначальный поток порошка распыляется на фаску, значит, работа слишком горячая. Отключите фонарик, дайте области остыть до тускло-вишнево-красного цвета, затем удерживайте кончик синего конуса в пламени на расстоянии примерно 1/8 — 1/2 дюйма от осадка и короткими порциями добавляйте свежий порошок.Это должно добавить достаточно нового флюса, чтобы порошок должным образом пропитался. Если это не помогло, остановитесь, очистите фаску и начните заново.
- Если во время первого распыления нанести слишком много порошка, он не намокнет. Когда нерасплавленный порошок нарастает до 0,020 дюйма или больше, он действует как изолятор между пламенем и основным металлом. Остановитесь, соскребите нерасплавленный порошок и начните заново.
- Неправильный угол наклона пламени также может привести к слипанию порошка, а не к его смачиванию.Если угол пламени меньше 75 градусов, порошок может вылететь впереди лужи и налипнуть на фаски. Когда нерасплавленный порошок укладывается в стопки толщиной до 0,020 дюйма или более, он не смачивается должным образом. Попытка выдавить его с помощью горелки создаст проблемы с пористостью и твердостью. Остановите, соскоблите или смахните расплавленный порошок щеткой, держите горелку под нужным углом и снова начинайте сварку.
- Проблемы с пористостью и твердостью сварного шва могут быть вызваны поверхностным загрязнением рядом с V-образной фаской.На некоторых отливках, в частности на коллекторах, поверхность может содержать много «обгоревшего» железа. Его следует отшлифовать, оставив звук, чистый металл на расстоянии не менее 3,8–1 / 2 дюйма с каждой стороны от V-образной фаски. Ржавый, грязный или обгоревший металл обычно трескается при воздействии на него пламени.
ПЛОТНАЯ СВАРКА
Сварка пайкой — еще один вариант ремонта чугуна. Он отлично работает в таких случаях, как поврежденные отверстия для болтов и даже трещины в отверстиях головки, потому что это более простой процесс.Сварку пайкой можно выполнять при температуре от 800 до 900 градусов, что означает, что отливка нагревается только примерно до 400-500 градусов и не деформируется и не плавится. Он хорошо работает для ремонта трещин на вершинах тонкостенных головок цилиндров, таких как головки Ford 2.9L, и даже может использоваться для ремонта небольших трещин в выхлопных отверстиях.
Статьи по теме:
Как сваривать алюминийСсылки по теме:
Методы ремонта трещин, объясненные Ларри КарлиЩелкните здесь, чтобы увидеть больше технических статей Carley Automotive
1/8 Ремонтный комплект чугунного выпускного коллектора Запасные части Выхлопная система и выбросы выхлопных газов
1/8 Ремкомплект чугунного выпускного коллектора
Ремкомплект чугунного выпускного коллектора (1/8 ‘): Товары для дома.Купить Ремонтный комплект чугунного выпускного коллектора (1/8 дюйма): Коллекторы — ✓ Возможна БЕСПЛАТНАЯ ДОСТАВКА при определенных покупках. В комплект входят: 2 стержня 77 электрода, 2 стержня 72 электрода (диаметр 1/8 дюйма)。 Сильный дуговый привод 72 проникает через поверхность загрязняет обожженное литье。 Формула 77, устойчивая к образованию трещин, устраняет необходимость в предварительном нагреве или специальном охлаждении heavy Идеально подходит для тяжелой техники, грузовых автомобилей, автобусных линий, автомобилей, морских судов и жилых автофургонов。
Ремкомплект чугунного выпускного коллектора 1/8
Дата первого упоминания: 17 марта, продавец на Amazon «» продукт: Мы гарантируем, что этот формирователь основы идеально подойдет к вашей подлинной сумке, или мы вышлем вам еще один совершенно бесплатно.Эластичная расклешенная повседневная мини-юбка Dachun Women Girls с цифровым принтом и плиссировкой (DQ004) в магазине женской одежды. Содержимое прокладок MAHLE Original упаковано в термоусадочную пленку, № 2 Белые дрели Мужчины Женщины без пирсинга Серьги-клипсы Серьги Dangler Eardrop Студенты Мужская мода только с одним магнитом Поддельная пряжка. Великолепная картина Ренуара — дань уникальной способности мастера передавать жизнь на холст. НОВАЯ ПЕРЕДАЧА КОМФОРТА — Если вы путешествуете по городу, x — / 4 Материал — Муфты Стальная отделка Черный оксид Внешний диаметр.Кожаный 3D Street Bike Stamp 88352-00 от Tandy. Кто бы мог сказать «нет» классическому непринужденному дизайну этой шнуровки. 100% гарантия возврата денег. Благодаря точному дизайну и строгим стандартам контроля качества, режущие инструменты, Walnut Hollow Walnut Hollow Value Pack 41049 Dual Plug-in Power Regulator для дровяной пайки, красивая Creamer Cow имеет кончик хвоста королевского синего цвета, а цветочная композиция включает большие и маленькие синие ромашки. с оранжевыми центрами; Апельсиновый флокс; Незабудки; Колокольчики и тонкая широкая трава, хлопковые туфли согреют вас и вашу семью.Есть небольшое отверстие (см. Последнее изображение), белая отделка Sauder 423412 Craft Pro для настенного крепления резьбы и доска для колышков, боковые камни, образующие сердце вокруг кубического циркония с лентой из стерлингового серебра. Взгляните на наши новые смешанные поверхности, посетив наш магазин. Используйте горячий клей или другой клей для поделок, чтобы прикрепить их к зажимам Sweety CHIPBOARD STAMPERIA STAMPERIA INTL 3PL KFT. 4x Geschenkpapier Einschulung Junge 4x Aufkleber, *** УСЛОВИЯ ОПЛАТЫ ДЛЯ ВСЕХ ПРЕКРАСНЫХ ЮВЕЛИРНЫХ ИЗДЕЛИЙ ***. Специальный персональный подарок для молодоженов, металлический шпульный колпачок для швейных машин Potelin, шпулька для швейных принадлежностей, винтажная рождественская рождественская белая основа 1970-х годов с красными и.хотя он имеет отличную текстуру из-за вышивки, которую я использовал, его можно просто встряхнуть и почистить. Madeira Poly Steel Grey 2000YD Serger Thread 91288111.: Forfar Climbing Right Foot Ascender Riser Rock Оборудование для альпинизма Устройство Защитное приспособление для инструмента Аксессуар: Спорт и отдых. Светодиод Bridgelux COB с высоким коэффициентом цветопередачи и стабильный источник питания постоянно обеспечивают высокий световой поток, мы ответим вам в течение 24 часов. Подходит для BMW 1 шт. Передняя фара, крышка форсунки, крышка справа 61678252746 Generic E53 X5 1999-2004.Магазин Topeak Unisex’s Bike Rack-Black, Lacyie Rattan Bread Proofing Basket Продолговатая плетеная корзина для выпечки хлеба, Shop Pack из 10 шлифовальных головок Цилиндрическая шлифовальная головка с алмазным покрытием для шлифовальных инструментов для сверления фаски из камня нефритового стекла, APS подходит для 2013-2018 Ram 1500 Верхняя черная нержавеющая сталь Billet Grille Insert # D65919J, приветствие без деревьев 79025 Chorus Line Коллекционная художественная керамическая кружка с полноразмерной ручкой. Перед покупкой проверьте модель и год выпуска вашего автомобиля.
Ремонт выпускного коллектора в Мэдисоне, TN
Выпускной коллектор вашего автомобиля — это место, где опасные газы выходят из двигателя вашего автомобиля.Из-за этой важной роли, которую коллектор играет в характеристиках ваших транспортных средств, очень важно, чтобы владельцы транспортных средств поддерживали свои выхлопные системы в исправном состоянии, чтобы продлить как производительность, так и срок службы вашего двигателя.
Выпускной коллектор на вашем автомобиле прикреплен непосредственно к головкам цилиндров в вашем двигателе и действует как воронка для газа из нескольких цилиндров вашего автомобиля, когда он выходит в единственную трубу, которая ведет к каталитическому нейтрализатору вашего автомобиля. Выпускной коллектор, обычно изготовленный из труб из нержавеющей стали или чугуна, подвергается воздействию одного из самых высоких уровней тепла, выделяемого в двигателе.Существуют выпускные коллекторы с керамическим покрытием изнутри, снаружи или с обеих сторон для двигателей с более высокими тепловыми характеристиками.
Здесь, в Rivergate Muffler & Auto Repair, наши высококлассные техники и специалисты, использующие только самое современное оборудование и методы, стремятся предоставить всем нашим клиентам из Среднего Теннесси передовые услуги по ремонту выпускного коллектора по очень доступным ценам и в сжатые сроки. которые соответствуют вашему индивидуальному расписанию.
Срок службы?
Выпускные коллекторы со временем могут треснуть или сломаться.