Сварочные выпрямители. Сварка
Сварочные выпрямители
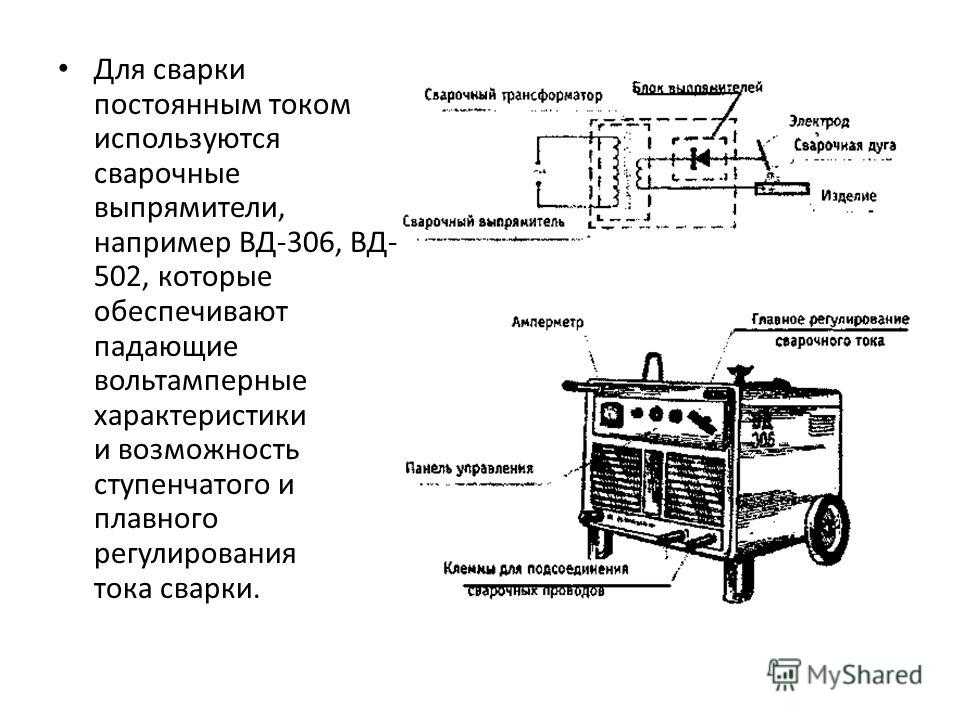
Сварочные выпрямители представляют собой устройство, предназначенное для преобразования переменного тока в постоянный (выпрямленный).
Оно состоит из следующих основных узлов: силового трансформатора для понижения напряжения сети до необходимого напряжения холостого хода источника, блока полупроводниковых элементов для выпрямления переменного тока, стабилизирующего дросселя для уменьшения пульсаций выпрямленного тока.
Выпрямительный блок представляет собой набор полупроводниковых элементов, включенных по определенной схеме. Особенность полупроводниковых элементов заключается в том, что они проводят ток только в одном направлении, в результате чего сила тока получается постоянной (выпрямленной).
Такие элементы обладают вентильным эффектом, иначе говоря, пропускают ток в одном направлении. За это их называют полупроводниковыми вентилями. Они делятся на неуправляемые – диоды и управляемые – тиристоры.
Но следует иметь в виду, что для выпрямителей представляют большую опасность продолжительные короткие замыкания, так как могут вывести из строя диоды. Кроме того, они чувствительны к колебаниям напряжения в сети.
Сварочные выпрямители (рис. 51) состоят из двух блоков: понижающего трехфазного трансформатора с устройствами для регулирования напряжения или тока и выпрямительного блока.
Кроме того, выпрямитель имеет пускорегулирующее и защитное устройства, обеспечивающие нормальную эксплуатацию. Выпрямление тока осуществляется по трехфазной мостовой схеме, состоящей из шести плеч. В каждом плече моста установлены вентили, выпрямляющие оба полупериода переменного тока в трех фазах. В каждый момент времени ток проходит через два вентиля, и, таким образом, в течение одного периода происходит шесть пульсаций выпрямленного тока, что соответствует частоте пульсации 300 Гц.
В каждом плече моста установлены вентили, выпрямляющие оба полупериода переменного тока в трех фазах. В каждый момент времени ток проходит через два вентиля, и, таким образом, в течение одного периода происходит шесть пульсаций выпрямленного тока, что соответствует частоте пульсации 300 Гц.
Рис. 51.
Схема трехфазного выпрямителя:
а – схема включения; б – выпрямленный ток внешней цепи; 1– понижающий трансформатор; 2 – блок селеновых или кремниевых выпрямителей; 3 – сварочная дуга
Сварочные выпрямители подразделяются на однопостовые с падающими, жесткими, пологопадающими и универсальными характеристиками и многопостовые с жесткими характеристиками. Падающая характеристика в выпрямителе создается включением в сварочную цепь реактивной катушки или применением трансформатора с усиленным магнитным рассеянием.
У многопостовых сварочных выпрямителей для создания падающей внешней характеристики и регулирования сварочного тока в сварочную цепь каждого поста включают балластный реостат.
Выпрямители типа ВД, предназначенные для ручной и механизированной сварки и наплавки, имеют крутопадающую внешнюю характеристику. Регулирование варочного тока производят ступенчато (два диапазона) и плавно (в пределах каждого диапазона). Переключатель диапазонов сварочного тока расположен на лицевой панели выпрямителя и производит одновременное переключение первичной и вторичной обмоток со «звезды» (диапазон малых токов) на «треугольник» (диапазон больших токов). Переключение производят только после отключения выпрямителя от силовой сети.
При переключении пределы изменения тока увеличиваются примерно в три раза. Плавное регулирование тока в пределах каждого диапазона производится изменением расстояния между катушками первичной и вторичной обмоток. Катушки вторичной обмотки закреплены неподвижно у верхнего ярма, а катушки первичной обмотки с помощью ходового винта перемещаются по стержню сердечника трансформатора. Вращая рукоятку ходового винта по часовой стрелке, сближают катушки обмоток, уменьшают индуктивность рассеяния обмоток и, как следствие, увеличивают сварочный ток.
Сварочные выпрямители с жестокими и пологопадающими внешними характеристиками применяются при сварке плавящимся электродом в углекислом газе, под флюсом, порошковой проволокой. Они различны как конструктивно, так и по электрической схеме. Например, выпрямитель типа ВС состоит из силового трехфазного понижающего трансформатора и выпрямительного блока из селеновых вентилей. В сварочную цепь после выпрямительного блока включен дроссель, позволяющий регулировать нарастание тока короткого замыкания и снижающий потери металла на разбрызгивание. Выпрямитель имеет два переключателя числа витков первичной обмотки трансформатора, которыми путем изменения коэффициента трансформации регулируется выходное напряжение. Один переключатель, для ступенчатого регулирования, имеет три положения, второй, для плавного регулирования, – восемь положений. Таким образом, выпрямитель имеет 24 значения сварочного тока. Регулирование сварочного тока можно производить только при холостом ходе, что является серьезным недостатком выпрямителя.
Выпрямители типа ВДГ состоят из трансформатора с нормальным магнитным рассеянием и трехфазного дросселя насыщения. Рабочие обмотки дросселя включены в плечи выпрямительного блока. Регулирование выходного напряжения ступенчато-плавное. Ступенчатым регулированием можно задать три диапазона, получаемые изменением коэффициента трансформации силового трансформатора изменением числа витков первичной обмотки.
Плавное регулирование в пределах каждого диапазона осуществляется дросселем насыщения. Выпрямитель имеет дистанционное управление. Многопостовые сварочные выпрямители типа ВДМ выпускают серийно на номинальные токи 1000, 1600, 3000 А. Выпрямители имеют жесткую внешнюю характеристику и состоят из силового трехфазного понижающего трансформатора, выпрямительного блока из кремниевых вентилей с вентилятором, пускорегулирующей и защитной аппаратуры.
Получение падающей внешней характеристики и регулирование сварочного тока каждого поста производятся подключением балластных реостатов типа РБ–301.
Сварочные выпрямители типов ВСУ и ВДУ являются универсальными источниками питания дуги. Они предназначены для питания дуги при автоматической и полуавтоматической сварках под флюсом, в защитных газах, порошковой проволокой, а также при ручной сварке. Выпрямители ВСУ кроме блока трехфазного понижающего трансформатора и выпрямительного блока имеют дроссель насыщения с четырьмя обмотками. Переключением этих обмоток можно получать жесткую, пологопадающую и крутопадающую внешние характеристики.
Таблица 9
Технические характеристики однопостовых сварочных выпрямителей с падающими характеристиками
Таблица 10
Технические характеристики сварочных преобразователей и агрегатов с электродвигателями
Выпрямители ВДУ основаны на использовании в выпрямляющих силовых обмотках управляемых вентилей – тиристоров. Схема управления тиристорами позволяет получать необходимый для сварки вид внешней характеристики, обеспечивает широкий диапазон регулирования сварочного тока и стабилизацию режима сварки при колебаниях напряжения питающей сети.
Данный текст является ознакомительным фрагментом.
7.3. Преобразователи энергии: двигатели-генераторы и выпрямители
7.3. Преобразователи энергии: двигатели-генераторы и выпрямители Преобразователь электрической энергии — это электротехническое изделие (устройство), преобразующее электрическую энергию с одними значениями параметров и (или) показателей качества в электрическую
Сварочные трансформаторы
Сварочные аппараты переменного тока
Сварочные аппараты переменного тока
Сварочные аппараты переменного тока состоят из понижающего трансформатора и специального устройства, создающего падающую внешнюю характеристику и регулирующего сварочный ток.
Сварочные аппараты с отдельным дросселем
Сварочные аппараты с отдельным дросселем Сварочные аппараты с отдельным дросселем состоят из понижающего трансформатора и дросселя регулятора тока. Трансформатор имеет сердечник (магнитопровод) из отштампованных пластин, изготовленных из тонкой трансформаторной
Сварочные аппараты со встроенным дросселем
Сварочные аппараты со встроенным дросселем Сердечник трансформатора состоит из основного магнитопровода, на котором расположены первичная и вторичная обмотки собственно трансформатора, и добавочного магнитопровода с обмоткой – дросселя (регулятор тока). Добавочный
Сварочные флюсы
Сварочные флюсы
Сварочным флюсом называют неметаллический материал, расплав которого необходим для сварки и улучшения качества шва. Взаимодействуя в процессе сварки с жидким металлом, расплавленный флюс в значительной степени определяет химический состав металла, а
Взаимодействуя в процессе сварки с жидким металлом, расплавленный флюс в значительной степени определяет химический состав металла, а
Сварочные полуавтоматы и автоматы
Сварочные полуавтоматы и автоматы Аргонодуговая сварка неплавящимся или плавящимся электродом производится на постоянном и переменном токе. Установка для ручной сварки постоянным током состоит из сварочного генератора постоянного тока или сварочного выпрямителя,
Сварочные принадлежности и инструменты сварщика
Сварочные принадлежности и инструменты сварщика 1. Рабочее место При постоянной работе рекомендуется организовать свое место. Примером может служить рабочая кабина размером 2 ? 2,5 м с приточно-вытяжной вентиляцией с воздухообменом не менее 40 м3/час. Стены выполняют из
1874 г.
 выпрямители Брауна, телеграфный код Бодо
выпрямители Брауна, телеграфный код Бодо1874 г. выпрямители Брауна, телеграфный код Бодо В 1874 году немецкий ученый Карл Фердинанд Браун — профессор физики в университете Страсбурга, обнаружил, что контактная пара между металлом и различными колчеданами и сульфидами (например, пара металл-галенит) производит
1886 г. селеновые выпрямители Фриттса, сопротивление Хевисайда, генератор Тесла
1886 г. селеновые выпрямители Фриттса, сопротивление Хевисайда, генератор Тесла В 1886 году К. Фриттс изготовил первые выпрямители на основе селена.В 1886 году англичанин Хевисайд первым ввел термин сопротивление как отношение напряжения по току, до него следуя немецкому
Сварочные выпрямители — Лекции по сварке (Инженерия)
Сварочные выпрямители
Сварочный выпрямитель представляет собой аппарат, преобразующий переменный ток в постоянный (пульсирующий) при помощи полупроводниковых вентилей. Его действие основано на том, что полупроводниковые элементы проводят ток только в одном направлении, в то время как в обратном направлении полупроводники электрический ток практически не пропускают.
Его действие основано на том, что полупроводниковые элементы проводят ток только в одном направлении, в то время как в обратном направлении полупроводники электрический ток практически не пропускают.
Сварочный выпрямитель состоит из двух основных частей: трансформатора с устройством для регулирования сварочного тока или напряжения и выпрямительного блока, собранного по трехфазной мостовой схеме.
В сварочных выпрямителях используются селеновые и кремниевые вентили (полупроводники). Селеновые вентили имеют небольшой КПД, но обладают большей перегрузочной способностью, чем кремниевые. Поэтому селеновые вентили применяются в выпрямителях как с падающей, так и с жесткой характеристикой. Кремниевые же применяются в выпрямителях с падающей характеристикой, т.е. там, где ток короткого замыкания незначительно превышает рабочий ток. К тому же кремниевым вентилям требуется охлаждение, поэтому выпрямители с такими вентилями оснащаются вентиляторами.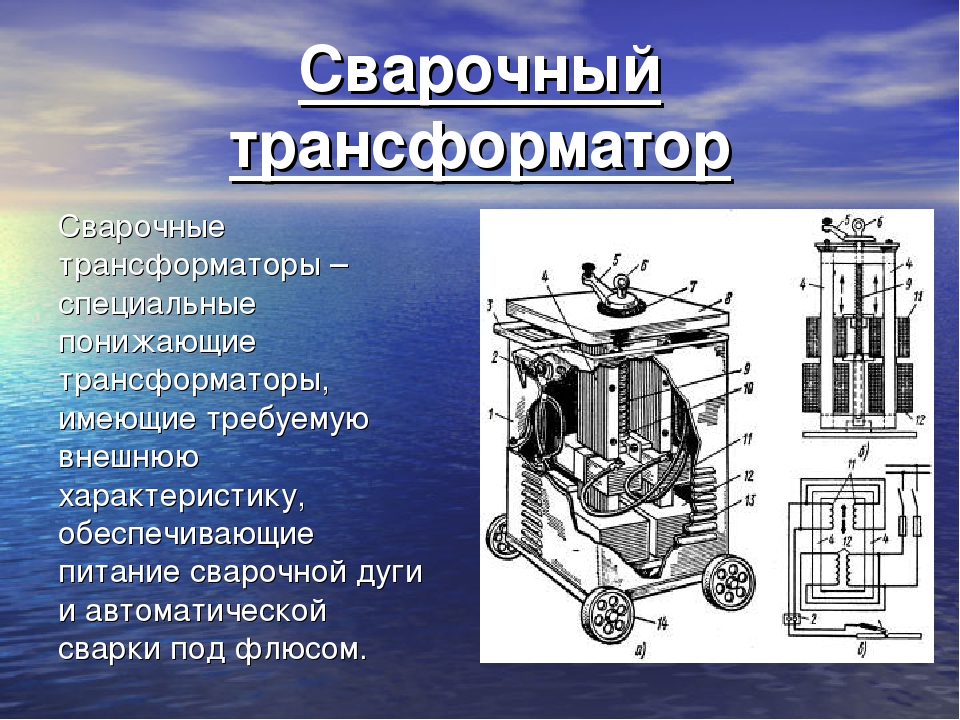
Падающая характеристика в сварочном выпрямителе создается включением в цепь реактивной катушки или применением трансформатора с увеличенным магнитным рассеянием. Во многих выпрямителях трансформаторы имеют подвижные первичные обмотки.
Сварочный ток регулируют при помощи секционированных обмоток трансформатора, специальным дросселем насыщения или изменением расстояния между обмотками.
Существуют следующие типы выпрямителей: ВВС-120-4, ВД-102, ВД-302 — с селеновыми вентилями; ВКС-120, ВКС-300, ВД-101, ВД-301, ВКСУ-500-2 — с кремниевыми вентилями.
Сварочные выпрямители обладают некоторыми преимуществами перед преобразователями с вращающимися роторами, так как они имеют лучшие энергетические и весовые показатели, более высокий к. п. д. и просты в обслуживании. Кроме того, они имеют меньшие потери при холостом ходе и лучшие сварочные качества (в результате более широких пределов регулирования), у них к тому же отсутствует шум при работе. Дефицитные медные обмотки в них заменены на алюминиевые.
Принцип работы сварочного выпрямителя. Сварочные выпрямители собирают по двум наиболее распространенным схемам:
• однофазной мостовой двухполупериодного выпрямления;
• трехфазной мостовой.
Наиболее распространена трехфазная мостовая схема выпрямления, которая обеспечивает большую устойчивость горения сварочной дуги при меньшем количестве вентилей при одинаково заданных значениях выпрямленного напряжения и тока, более равномерную загрузку всех трех фаз силовой сети и лучшее использование трансформатора сварочного выпрямителя.
При работе выпрямителя по этой схеме в каждый данный момент времени ток проводят только два элемента, соединенные последовательно с нагрузкой. Таким образом, в течение одного периода получается шесть пульсаций тока.
Сварочные выпрямители, в зависимости от внешних характеристик, можно разделить на три типа:
• с крутопадающими характеристиками;
• с жесткими (или пологопадающими) характеристиками;
• универсальные, обеспечивающие получение падающих, жестких и пологопадающих характеристик.
Выпрямители с крутопадающими внешними характеристиками. Выпрямители предназначаются для ручной дуговой сварки и сварки неплавящимся электродом в защитных газах. Сварочный выпрямитель в этом случае состоит из понижающего трансформатора и выпрямительного блока. К этой группе относятся выпрямители ВСС-300-3, ВСС-120-4.ВКС-500 и другие.
Выпрямитель ВСС-300 представляет собой однопостовую сварочную установку, состоящую из понижающего трансформатора, блока селеновых шайб, пускорегулирующей аппаратуры, смонтированной в общем кожухе, и вентилятора для охлаждения трансформатора. Трехфазный понижающий трансформатор выполнен с увеличенным магнитным рассеянием, что обеспечивает создание семейства падающих внешних характеристик. Сварочный ток регулируется изменением расстояния между первичной и вторичной обмотками понижающего трансформатора.
Чтобы уменьшить ход подвижных обмоток, требуемые пределы регулирования величины сварочного тока стараются получить одновременным переключением первичной и вторичной обмоток с «треугольника» на «звезду».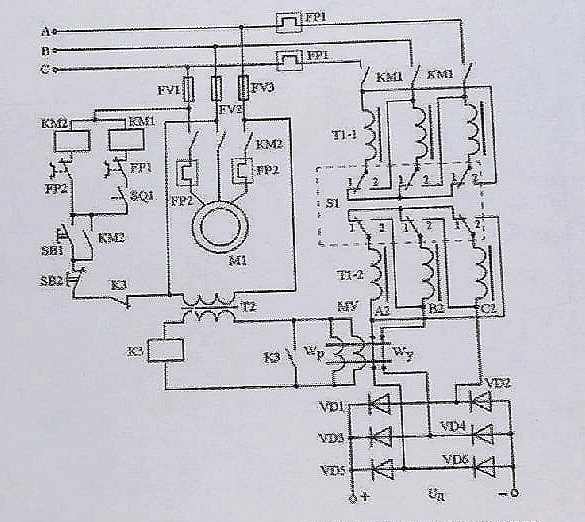 Выпрямительный блок выполнен по трехфазной мостовой схеме и состоит из трех соединенных параллельно селеновых столбов с пластинами размером 100-400 мм.
Выпрямительный блок выполнен по трехфазной мостовой схеме и состоит из трех соединенных параллельно селеновых столбов с пластинами размером 100-400 мм.
Электрическая схема обеспечивает выключение выпрямителя от чрезмерного перегрева. Выпрямитель снабжен фильтрами для подавления радиопомех.
Сварочные выпрямители с жесткими внешними характеристиками применяются для сварки плавящимся электродом в углекислом газе и других защитных газах, а также могут применяться для сварки под флюсом при постоянной скорости подачи электродной проволоки. Их также можно использовать для сварки порошковой проволокой СП-2.
Универсальные сварочные выпрямители. Выпрямители типа ВСУ, ВДУ обеспечивают возможность получения как жестких, так и падающих внешних характеристик, поэтому их можно применять для ручной дуговой сварки, автоматической сварки плавящимся и неплавящимся электродами в защитных газах и для сварки под флюсом.
Универсальный выпрямитель состоит из понижающего трансформатора, дросселя насыщения с обмотками обратной связи выпрямительного блока.
Выпрямители типа ВСУ, СДУ обеспечивают получение жестких внешних характеристик с повышенным напряжением холостого хода до 68 В, что значительно облегчает зажигание сварочной дуги и обеспечивает стабильное ее горение.
Эксплуатация выпрямителей. Перед началом работы на выпрямителе следует проверить сопротивление изоляции (лучше всего мегомметром). На первичном контуре оно должно быть не ниже 1 МОм, на вторичном не меньше 0,5 МОм. В случае понижения сопротивления изоляции выпрямитель необходимо просушить (внешним нагревом, обдувая теплым воздухом). Температура обмоток при сушке не должна превышать 100 °С.
Выпрямитель, не эксплуатировавшийся больше 1 года, следует перед работой включить на 20 минут на напряжение, равное половине номинального, а затем на 4 часа на номинальное напряжение без нагрузки. Это необходимо сделать для подформовки полупроводниковых элементов.
Ещё посмотрите лекцию «1 Введение» по этой теме.
Выпрямители необходимо укрывать от атмосферных осадков и беречь от сырости. Один раз в месяц следует очищать от грязи и сырости, продувая сжатым сухим воздухом. Один раз в полгода трущиеся части смазывать тугоплавкой смазкой.
Один раз в месяц следует очищать от грязи и сырости, продувая сжатым сухим воздухом. Один раз в полгода трущиеся части смазывать тугоплавкой смазкой.
При периодических осмотрах необходимо устранять все мелкие неисправности, проверять контакты, следить за работой вентилятора (при работе на двух фазах вентилятор может быстро сгореть и вывести из строя выпрямитель). Один раз в три месяца следует тщательно очищать полупроводниковые элементы от пыли и грязи с помощью сжатого воздуха.
Выпрямитель снабжается тепловой защитой, при выходе которой из строя особенно тщательно следует вести наблюдение за нагрузкой в сварочной цепи, которая не должна превышать нагрузок, указанных в паспорте, чтобы не допускать перегрева выпрямителя.
В процессе эксплуатации выпрямителей встречаются следующие неисправности:
• выпрямитель дает пониженное напряжение холостого хода и почти вдвое меньший сварочный ток — это происходит из-за сгорания одного из предохранителей в первичной цепи выпрямления, плохого поджатия контактов магнитного пускателя, недостаточного завинчивания гаек доски переключений;
• выпрямитель не дает напряжения — это происходит в результате засасывания охлаждающего воздуха не со стороны жалюзи, заедания в реле контроля вентиляции или прекращения работы вентилятора.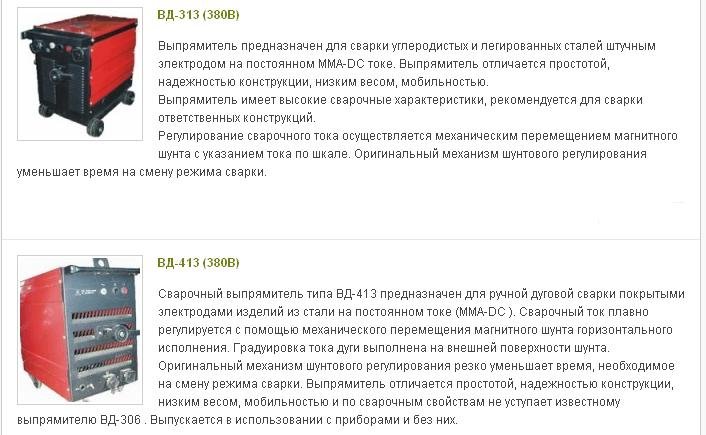
%20 и примечания по применению
Лучшие результаты (6)
| Деталь | Модель ECAD | Производитель | Описание | Техническое описание Скачать | Купить часть |
|---|---|---|---|---|---|
| 278-25.78125-1СА2И | Ренесас Электроникс Корпорейшн | Кристалл SMD сварки сопротивлением | |||
| 278-25-336СА2И | Ренесас Электроникс Корпорейшн | Кристалл SMD сварки сопротивлением | |||
| 278-24.8832-3СА2И8 | Ренесас Электроникс Корпорейшн | Кристалл SMD сварки сопротивлением | |||
| 278-24.8832-3СА2И | Ренесас Электроникс Корпорейшн | Сварка сопротивлением SMD Crystal | |||
| 278-2578125-1СА2И8 | Ренесас Электроникс Корпорейшн | Кристалл SMD сварки сопротивлением | |||
| 278-25-336СА2И8 | Ренесас Электроникс Корпорейшн | Кристалл SMD сварки сопротивлением |
 org/Product»>
org/Product»>сварка%20выпрямитель Листы данных Context Search
| Каталог данных | MFG и тип | ПДФ | Теги документов |
|---|---|---|---|
1999 — Хьюз mcw 550 Реферат: Сварщик Hughes с разрядной конденсаторной сваркой mcw-550 Сварочный аппарат с конденсаторной разрядкой Hughes VTA90 Сварщик Hughes mcw 550 MCW552 | Оригинал | МЦВ-550 ВТА90 МАКСИ90 MCW552 МА09-11 МА-02-25 WE-2231 Хьюз MCW 550 Хьюз сварщик разрядная конденсаторная сварка мкв-550 Сварочный аппарат с конденсаторным разрядом Hughes ВТА90 сварочный аппарат Hughes mcw 550 MCW552 | |
2006 — ИНВЕРТОРНАЯ ДУГОВАЯ СВАРКА Реферат: сварка IGBT, сварка, инвертор, дуговая сварка, сварка mig, сварка, инвертор, mig mag 200, управление, сварка mig, IGBT для сварки, инверторная сварка | Оригинал | PR10073EN ИНВЕРТОРНАЯ ДУГОВАЯ СВАРКА IGBT-сварка схема сварочного инвертора дуговая сварка миг сварка сварочный инвертор миг маг 200 контрольная сварка IGBT для сварочного инвертора сварка | |
2014 — Недоступно Резюме: нет абстрактного текста | Оригинал | СН-6060 | |
инвертор для дуговой сварки Реферат: Контроллер робота FANUC r-30ia Контроллер дуговой сварки, управляемый сотовым телефоном ИНВЕРТОРНАЯ ДУГОВАЯ СВАРКА FANUC r-30ia R30I IN ARC 200 INVERTER WELDER Схема инверторной сварки r-30ia FANUC | Оригинал | 120 кГц РВ-100iC инвертор для дуговой сварки Контроллер робота FANUC r-30ia Робот, управляемый мобильным телефоном схема дуговой сварки ИНВЕРТОРНАЯ ДУГОВАЯ СВАРКА FANUC р-30иа Р30И IN ARC 200 ИНВЕРТОРНАЯ СВАРОЧНАЯ МАШИНА схема инверторного сварочного аппарата р-30иа FANUC | |
2003 — AXY52000 Резюме: AXW116421A AXW1404A | Оригинал | AXY53000 AXY52000 AXW116421A AXW1404A | |
1987 — Хьюз mcw 550 Реферат: Сварка с разрядным конденсатором Hughes Welder Сварщик Hughes mcw 550 Сварочный аппарат с разрядным конденсатором Hughes mcw-550 VTA90 Сварка «Примечание по применению» MAXY90 | Оригинал | ВТА90 МАКСИ90 MCW552 МА09-11 МА-02-25 WE-2231 Хьюз MCW 550 разрядная конденсаторная сварка Хьюз сварщик сварочный аппарат Hughes mcw 550 Сварочный аппарат с конденсаторным разрядом Hughes мкв-550 ВТА90 сварка «примечание по применению» | |
Схема ультразвуковой сварки Реферат: схема индукционной сварки схема ультразвуковой сварки аргоном для сварки сварка сопротивлением фазовому сдвигу сварка сварка «примечание по применению» дуговая сварка схема сварки J-STD-002 | Оригинал | GL000017
001EN
001EN. D-79108
D-79008
Схема ультразвуковой сварки
схема индукционной сварки
Схема ультразвуковой сварки
аргон для сварки
контактная сварка с фазовым сдвигом
сварка
сварка «примечание по применению»
дуговая сварка
схема сварки
J-STD-002 D-79108
D-79008
Схема ультразвуковой сварки
схема индукционной сварки
Схема ультразвуковой сварки
аргон для сварки
контактная сварка с фазовым сдвигом
сварка
сварка «примечание по применению»
дуговая сварка
схема сварки
J-STD-002 | |
2007 — Хьюз mcw 550 Реферат: Hughes Welder mcw-550 Hughes сварочный аппарат с конденсаторной разрядкой VTA90 Сварочный аппарат с разрядной конденсаторной сваркой Hughes mcw 550 Вольфрамовые электроды HUGHES MAXY90 | Оригинал | ВТА90 МАКСИ90 MCW552 МА09-11 МА-02-25 WE-2231 5954-2227Е Хьюз MCW 550 Хьюз сварщик мкв-550 Сварочный аппарат с конденсаторным разрядом Hughes ВТА90 разрядная конденсаторная сварка сварочный аппарат Hughes mcw 550 Хьюз вольфрамовые электроды МАКСИ90 | |
2013 — NRW-PS300 Резюме: нет абстрактного текста | Оригинал | NRW-PS300C НТ-ПС300 NRW-PS300 ВА-130/140 0813E | |
2010 — Схема сварочного аппарата постоянного тока Аннотация: примечание по применению sg3525 AN3200 SG3525 схема сварочного аппарата с постоянным током схема дуговой сварки схема бесплатная схема сварочный аппарат сварочный аппарат на основе igbt sg3525 WELDER сварочный аппарат трансформаторного типа | Оригинал | АН3200 схема сварочного аппарата постоянного тока примечание к применению sg3525 АН3200 Регулятор постоянного тока SG3525 схема сварочного аппарата схема дуговой сварки бесплатная схема сварочного аппарата сварочный аппарат на основе igbt SG3525 СВАРОЧНЫЙ МАШИН сварочный аппарат трансформаторного типа | |
2005 — AWG22 Резюме: AXY51000 AXY52000 AXW1109A | Оригинал | AXY52000 AWG22 AXY51000 AXY52000 AXW1109A | |
2008 — Плата разъема M12 Резюме: AXP410618 AXP414618 AXP416618 AXP420618 AXP426618 AXP430618 AXP434618 AXP440618 AXP450618 | Оригинал | ||
Недоступно Резюме: нет абстрактного текста | Оригинал | AXY52000 | |
2008 — AXY51000 Резюме: разъем AXY52000 0 формы с квадратными контактами | Оригинал | AXY52000 AXY51000 AXY52000 Заголовок формы 0 с квадратными контактами | |
АВГ22 Резюме: AXY51000 AXY52000 | Оригинал | AXY52000 AWG22 AXY51000 AXY52000 | |
AXY10000 Аннотация: AXY20101 AXY20201 AXY20202 AXY20203 AXY20205 AXY20301 AXY20302 AXY20303 AXY20305 | Оригинал | ||
2002 — Недоступно Резюме: нет абстрактного текста | Оригинал | ||
2008 — AXW3101421A Аннотация: axw7221 AXW34014A | Оригинал | AXY51000 AXY52000 AXW3101421A ахв7221 AXW34014A | |
Х01Н2-Д Реферат: vde 0298 4 луженая медная проволока | Оригинал | H01N2-D Кап01 ПРО86 вде 0298 4 луженых медных провода | |
2010 — Схема дуговой сварки Реферат: ДУГОВАЯ СВАРКА Диодный 800-амперный контроллер сварочного аппарата, гибкий подвесной регулятор высоты горелки, высота сварочной горелки для дуговой сварки | Оригинал | 0-800А схема дуговой сварки ДУГОВАЯ СВАРКА диод 800ампер контроллер сварщика гибкая подвеска регулятор высоты горелки сварка дуговая сварка высота факела | |
2005 — робот Реферат: роботы для управления дуговой сваркой | Оригинал | ||
миг сварка Реферат: Газ аргон для сварки 09016 AMP CONNECTOR сварка | Оригинал | ||
2008 — AXY20202 Аннотация: AXY20 | Оригинал | ||
2006 — паспорт сварки стали Резюме: нет абстрактного текста | Оригинал | PR10153EN паспорт сварки стали | |
2015 — Плата инверторного сварочного аппарата Реферат: Инструкция по эксплуатации инверторного IGBT-сварщика Схема IGBT-сварщика схема изменения мощности для дуговой сварки инверторная схема дуговой сварки схема инверторного сварочного аппарата IGBT-дуговая сварка сварочный аппарат FERRITE TRANSFORMER design | Оригинал | АН4638 DocID027309 плата инверторного сварочного аппарата инструкция по эксплуатации сварочного инвертора igbt Схема сварщика IGBT схема изменения мощности для дуговой сварки схема инверторной дуговой сварки схема инверторного сварочного аппарата дуговой сварщик igbt сварщик FERRITE TRANSFORMER дизайн | |
 org/Product»>
org/Product»> org/Product»>
org/Product»> org/Product»>
org/Product»> org/Product»>
org/Product»> org/Product»>
org/Product»> org/Product»>
org/Product»> org/Product»>
org/Product»> org/Product»>
org/Product»> Предыдущий
1
2
3
. ..
23
24
25
Далее
..
23
24
25
Далее
Многослойный термический выпрямитель на основе графена с функционализацией межслойного градиента
Сохранить цитату в файл
Формат: Резюме (текст) PubMedPMIDAbstract (текст) CSV
Добавить в коллекции
- Создать новую коллекцию
- Добавить в существующую коллекцию
Назовите свою коллекцию:
Имя должно содержать менее 100 символов
Выберите коллекцию:
Не удалось загрузить коллекцию из-за ошибки
Повторите попытку
Добавить в мою библиографию
- Моя библиография
Не удалось загрузить делегатов из-за ошибки
Повторите попытку
Ваш сохраненный поиск
Название сохраненного поиска:
Условия поиска:
Тестовые условия поиска
Эл. адрес:
(изменить)
адрес:
(изменить)
Который день? Первое воскресеньеПервый понедельникПервый вторникПервая средаПервый четвергПервая пятницаПервая субботаПервый деньПервый будний день
Который день? воскресеньепонедельниквторниксредачетвергпятницасуббота
Формат отчета: SummarySummary (text)AbstractAbstract (text)PubMed
Отправить максимум: 1 шт. 5 шт. 10 шт. 20 шт. 50 шт. 100 шт. 200 шт.
Отправить, даже если нет новых результатов
Необязательный текст в электронном письме:
Создайте файл для внешнего программного обеспечения для управления цитированием
. 4 декабря 2019 г .; 11 (48): 45180-45188.
дои: 10.1021/acsami. 9b11762.
Epub 2019 20 ноября.
9b11762.
Epub 2019 20 ноября.
Анран Вэй 1 2 , Симанта Лакар, Синсин Ли, Сипин Ли, Хан Е 1 3
Принадлежности
- 1 Государственная ключевая лаборатория информационной фотоники и оптических коммуникаций, Пекинский университет почты и телекоммуникаций, Пекин 100876, Китай.
- 2 Факультет машиностроения, Гонконгский политехнический университет, Гонконг, Коулун, 999077, Гонконг.
- 3 Факультет материаловедения и инженерии, Университет Монаш, Клейтон, Виктория 3800, Австралия.
- PMID: 31746588
- DOI:
10.
 1021/acsami.9b11762
1021/acsami.9b11762
 1021/acsami.9b11762
1021/acsami.9b11762Анран Вей и др. Интерфейсы приложений ACS. .
. 4 декабря 2019 г .; 11 (48): 45180-45188.
дои: 10.1021/acsami.9b11762. Epub 2019 20 ноября.
Авторы
Анран Вэй 1 2 , Симанта Лакар, Синсин Ли, Сипин Ли, Хан Е 1 3
Принадлежности
- 1 Государственная ключевая лаборатория информационной фотоники и оптических коммуникаций, Пекинский университет почты и телекоммуникаций, Пекин 100876, Китай.
- 2 Факультет машиностроения, Гонконгский политехнический университет, Гонконг, Коулун, 999077, Гонконг.
- 3 Факультет материаловедения и инженерии, Университет Монаша, Клейтон, Виктория 3800, Австралия.

- PMID: 31746588
- DOI: 10.1021/acsami.9b11762
Абстрактный
В качестве аналога электрических и оптических диодов с асимметричными свойствами передачи наноразмерный тепловой выпрямитель привлек огромное внимание. Ожидается, что графен станет наиболее многообещающим кандидатом для разработки и производства высокопроизводительных тепловых выпрямителей.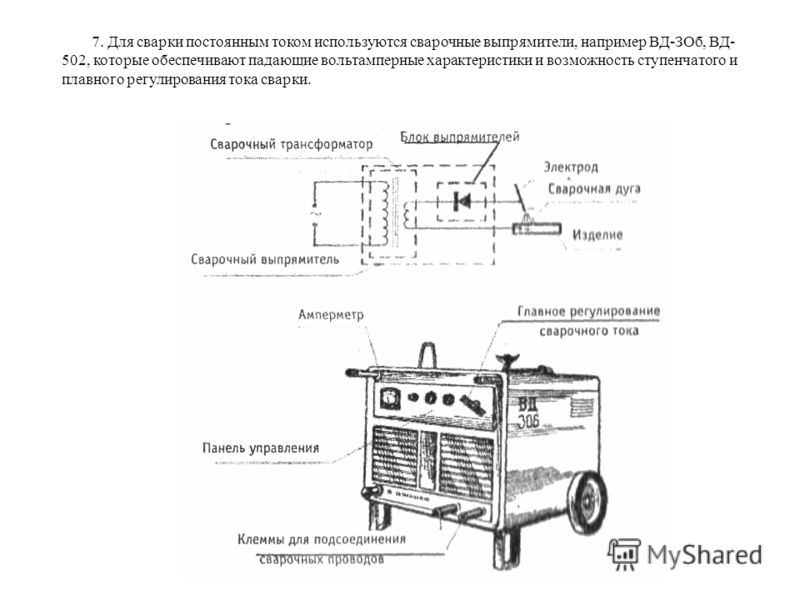 Однако в большинстве случаев термическая ректификация на основе графена была достигнута только в плоскости графенового слоя, а эффективность сильно ограничена поперечным размером, что ограничивает потенциальные применения. В данной работе предлагается конструкция многослойного термовыпрямителя на основе графена (МГТР) с межслойной градиентной функционализацией. Моделирование молекулярной динамики демонстрирует уникальное термическое выпрямление в вертикальном направлении без ограничения поперечного размера. Тепловой поток предпочитает перемещаться от полностью гидрогенизированного графенового слоя к нетронутому графеновому слою. Анализ фононной плотности состояний показывает, что несоответствие между доминирующими частотными областями играет решающую роль в явлении вертикального теплового выпрямления. Влияние температуры и деформации на эффективность выпрямления систематически исследуется, и мы проверяем процесс межслойной сварки как эффективный подход к устранению деградации, вызванной внеплоскостным сжатием.
Однако в большинстве случаев термическая ректификация на основе графена была достигнута только в плоскости графенового слоя, а эффективность сильно ограничена поперечным размером, что ограничивает потенциальные применения. В данной работе предлагается конструкция многослойного термовыпрямителя на основе графена (МГТР) с межслойной градиентной функционализацией. Моделирование молекулярной динамики демонстрирует уникальное термическое выпрямление в вертикальном направлении без ограничения поперечного размера. Тепловой поток предпочитает перемещаться от полностью гидрогенизированного графенового слоя к нетронутому графеновому слою. Анализ фононной плотности состояний показывает, что несоответствие между доминирующими частотными областями играет решающую роль в явлении вертикального теплового выпрямления. Влияние температуры и деформации на эффективность выпрямления систематически исследуется, и мы проверяем процесс межслойной сварки как эффективный подход к устранению деградации, вызванной внеплоскостным сжатием. Кроме того, по сравнению с равномерным гидрированием при среднем H-покрытии наблюдается аномальное усиление плоскостной теплопроводности многослойного графена при межслоевом градиентном гидрировании. Предлагаемый МГТР имеет большой потенциал в разработке устройств управления теплом и логического управления.
Кроме того, по сравнению с равномерным гидрированием при среднем H-покрытии наблюдается аномальное усиление плоскостной теплопроводности многослойного графена при межслоевом градиентном гидрировании. Предлагаемый МГТР имеет большой потенциал в разработке устройств управления теплом и логического управления.
Ключевые слова: Функционализация межслойного градиента; молекулярная динамика; многослойный графен; Ректификация; Теплопроводность.
Похожие статьи
Термическая ректификация в асимметричных ван-дер-ваальсовых гетероструктурах графен/гексагональный нитрид бора.
Чен К.К., Панг М., Чен Т., Ду Д., Чен К.К. Чен XK и др. Интерфейсы приложений ACS. 2020 1 апреля; 12 (13): 15517-15526. дои: 10.1021/acsami.9б22498. Epub 2020 19 марта. Интерфейсы приложений ACS.
2020.
PMID: 32153173Тепловой перенос фононов в гетеробислойных наноструктурах силицена/графена: влияние межслоевых взаимодействий.
Чжоу Дж., Ли Х., Тан Х.К., Шао Л., Хань К., Шен С. Чжоу Дж. и др. АСУ Омега. 2022 10 февраля; 7 (7): 5844-5852. doi: 10.1021/acsomega.1c05932. Электронная коллекция 2022 22 февраля. АСУ Омега. 2022. PMID: 35224345 Бесплатная статья ЧВК.
Экспериментальное исследование термической ректификации в подвешенном однослойном графене.
Ван Х., Ху С., Такахаши К., Чжан С., Такамацу Х., Чен Дж. Ван Х и др. Нац коммун. 2017 13 июня; 8:15843. дои: 10.1038/ncomms15843. Нац коммун. 2017. PMID: 28607493 Бесплатная статья ЧВК.
Фононная теплопроводность в графене-C 3 N гетеробислой с использованием моделирования молекулярной динамики.
 2020.
PMID: 32153173
2020.
PMID: 32153173