Характеристика трубной и дюймовой резьб
Цена:
от: до:
Название:
Артикул:
Текст:
Выберите категорию:
Все Абразивный инструмент ANDRE Абразивный инструмент» Абразивный инструмент на керамической связке»» Шлифовальные круги тип 1( прямой профиль) 25А (белые)»» Шлифовальные круги тип 1( прямой профиль) 63С (зеленые)»» Шлифовальные круги тип 11( чашечные конические) 25А (белые)»» Шлифовальные круги тип 11( чашечные конические) 63С (зеленые)»» Шлифовальные круги тип 12( тарельчатые плоские) 25А (белые)»» Шлифовальные круги тип 12( тарельчатые плоские) 63С (зеленые)»» Шлифовальные круги тип 14( тарельчатые) 25А (белые)»» Шлифовальные круги тип 14( тарельчатые) 63С (зеленые)»» Шлифовальные круги тип 6»» Бруски» Инструмент на бакеллитовой связке»» Круги отрезные армированные по черным, цветным металлам и нержавеющим сталям тип 41»» Круги отрезные армированныепо бетону (камню, кирпичу) тип 41»» Круги зачистные армированные тип 1 (прямой профиль)»» Сегменты шлифовальные»» Круги отрезные не армированные»» Круги для заточки пил тип 3 (конический профиль) »» Круги зачистные не армированные тип 1 (прямой профиль)» Инструмент на гибкой основе»» Наждачная бумага»»» Наждачная бумага в рулонах»»» Наждачная бумага в листах»» Лепестковые круги КЛТ»» Лепестковые круги КЛ»» Лепестковые круги КЛО»» Фибровые диски»» Клетированные диски»» Ленты бесконечные»» Шлифблоки» Паста ГОИ» Вулканитовые круги» Тигли Алмазный инструмент и инструмент из СТМ» Карандаши алмазные правящие» Круги алмазные» Бруски алмазные правящие» Круги эльборовые» Надфили алмазные» Паста алмазная» Сверла алмазные» Сверла алмазные трубчатые» Стеклорезы алмазные Измерительный инструмент» Штангенциркули» Измерительные приборы» Калибры»» Гладкие калибры-пробки»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr» Концевые меры длины» Линейки металлические» Рулетки» Угольники слесарные КЛЕЙМА» КЛЕЙМА БУКВЕННЫЕ» КЛЕЙМА ЦИФРОВЫЕ» ДЕРЖАТЕЛИ ДЛЯ КЛЕЙМ Металлорежущий инструмент» Сверла»» Сверла с коническим хвостовиком ГОСТ 10903-77»» Сверла с коническим хвостовиком длинные, ГОСТ 12121-77»» Сверла с цилиндрическим хвостовиком средней серии, ГОСТ 10902-77»» Сверла с цилиндрическим хвостовиком длинной и удлиненной серий, ГОСТ 886-77 »» Центровочные сверла ГОСТ 14952-75, ТУ 2-3912-001, DIN 333»» Сверла монолитные твердосплавные с цилиндрическим хвостовиком ГОСТ 17274-71»» Наборы сверл»» Сверла для печатных плат»» Ступенчатые сверла для листовых материалов»» Сверла с центральной вставкой по DIN-1897 »» Сверла двухсторонние» Метчики»» Метчики с метрической (М) резьбой»»» Метчики гаечные прямые и изогнутые»»» Метчики машинно-ручные ГОСТ 3266-81»»» Метчики ручные»» Метчики с трубной цилиндрической (G) резьбой»» Метчики с трубной конической (Rc) резьбой ГОСТ 6227-80»» Метчики с дюймовой резьбой»» Метчики с дюймовой конической (К) резьбой ГОСТ 6227-80» Развертки»» Развертки ручные»» Развертки машинные» Фрезы»» Борфрезы»» Фрезы дисковые отрезные ГОСТ 2679-93»» Фрезы для пазов шпонок сегментных ГОСТ 6648-79»» Фрезы концевые с коническим хвостовиком ГОСТ 170»» Фрезы концевые с цилиндрическим хвостовиком ГОСТ 1702»» Фрезы модульные»» Фрезы монолитные (концевые и шпоночные)»» Фрезы торцевые»» Фрезы трехсторонние»» Фрезы цилиндрические»» Фрезы шпоночные»» Фрезы червячные»» Фрезы радиусные выпуклые и вогнутые» Круглые плашки»» Плашки круглые коническая трубная (Rc) резьба ГОСТ 6228-80»» Плашки круглые коническая дюймовая (К) резьба ГОСТ 6228-80»» Плашки круглые трубная цилиндрическая (G) резьба ГОСТ 6357-81»» Плашки круглые метрическая (М) резьба ГОСТ 9740-73» Пилы ленточные» Пластины твердосплавные»» Напайные пластины»» Сменные пластины» Ножевочные полотна» Токарные резцы»» Резцы отрезные ГОСТ 18884-73»» Резцы подрезные отогнутые ГОСТ 18880-82»» Резцы проходные отогнутые ГОСТ 18877-82»» Резцы проходные прямые ГОСТ 18878-73»» Резцы проходные упорные отогнутые ГОСТ 18879-73»» Резцы проходные упорные прямые ГОСТ 18879-73»» Резцы расточные ГОСТ 18882-73, ГОСТ 18883-73»» Резцы резьбовые ГОСТ 18876-73»» Канавочные резцы»» Резцы левые» Сегментные пилы и сегменты к ним» Гребенки плоские к резьбонарезным головкам Металлорежущий инструмент FANAR» Метчики»» М, Mf- метрическая основная и метрическая мелкая резьба»»» Машинные метчики»»»» Серия MasterTAP»»»» Серия 800»»»» Серия 800X»»»» Серия INOX (для обработки нержавеющих сталей)»»»» Метчики для левой резьбы LH»»»» Серия 1400»»»» S-NC серия (для использования в станках с ЧПУ и ОЦ)»»»» Серия FAN (для обработки сталей, нержавейки, чугуна)»»»» Серия WGN ( метчики-раскатники)»»»» Серия AL (для обработки алюминия)»»»» Серия GAL (для обработки алюминиевых сплавов)»»»» Серия Az (с шахматным расположением зубов)»»»» Серия EL (сверхдлинные метчики для глубоких отверстий)»»»» Серия FAN-Ni (для обработки никеля и жаропрочных сплавов на его основе)»»»» Серия GG (для обработки чугуна)»»»» Серия Ti (для обработки титана, никеля, бронзы, легированных и нержавеющих сталей)»»»» Серия Ms (для обработки меди, бронзы, латуни)»»»» Серия HRC 50 (для обработки материалов с твердостью до 50HRC)»»» Машинно-ручные (машинные) однопроходные метчики»»» Машинно-ручные ( ручные) комплектные метчики»»»» HSS машинно-ручные ( ручные) комплектные метчики »»»» INOX машинно-ручные ( ручные) комплектные метчики»»»» HSS левые машинно-ручные ( ручные) комплектные метчики»»» Гаечные метчики»»» Комбинированные метчики-сверла»»» Метчики-биты»» G- трубная цилиндрическая резьба»» UNC- унифицированная американская дюймовая резьба с крупным шагом»» UNF- унифицированная американская дюймовая резьба с мелким шагом»» BSW- дюймовая резьба Витуорта с крупным шагом»» BSF- дюймовая резьба Уитворта с мелким шагом»» NPT- дюймовая коническая резьба»» Pg — трубопроводная резьба»» Rc — трубная коническая резьба»» Vg- вентильная резьба» Плашки круглые»» М- метрическая основная и Mf- метрическая мелкая резьба»»» Плашки круглые серия 800 правая метрическая резьба»»» Плашки круглые серия 800 левая метрическая резьба»»» Плашки круглые серии INOX и INOX+ (для обработки нержавеющих сталей) метрическая резьба»» G- трубная цилиндрическая резьба »»» Плашки круглые для трубной цилиндрической резьбы G cерия 800»»» Плашки круглые для трубной цилиндрической резьбы G серия INOX (для обработки нержавеющих сталей)»» Плашки круглые для американской унифицированной дюймовой резьбы UNC с крупным шагом»» Плашки круглые для американской унифицированной дюймовой резьбы UNF с мелким шагом»» Плашки круглые для дюймовой резьбы BSW ( дюймовая резьба Уитворта с крупным шагом)»» Плашки круглые для дюймовой резьбы BSF ( дюймовая резьба Уитворта с мелким шагом)»» NPT- американская коническая трубная резьба»» Pg — трубопроводная резьба»» R — трубная коническая резьба»» Vg — вентильная резьба» Сверла»» Сверла спиральные с цилиндрическим хвостовиком по нержавеющим сталям DIN 338 INOX » Воротки для метчиков и плашек» Калибры»» Гладкие калибры-пробки»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr» Наборы резьбонарезного инструмента» Станочная оснастка» Твердосплавные фрезы» Фрезы из быстрорежущей стали» Зенковки с направляющей» Зенковки» Конические развертки 1:16 Сверхдлинные сверла для металла и нержавеющей стали Сверла производства WIERTLA BAILDON» Сверла с к/х шлифованные HSS, NWKc, DIN 345» Сверла с к/х по нержавеющей стали серии INOX » Сверла с ц/х вальцованные HSS, светлые NWKa, DIN 338» Сверла с ц/х шлифованные HSS, длинные , DIN 340» Сверла с к/х шлифованные HSS, NWKу, сверхдлинной серии» Сверла с проточенным хвостовиком» Сверла для высверливания точечной сварки Оснастка для электро-бензо-пневмоинструмента» Оснастка для перфораторов»» Буры для перфораторов SDS+»» Буры для перфораторов SDSmax»» Пики, долота, зубила, переходники для перфораторов » Биты для шуруповертов»» Биты, насадки, головки, держатели USH»» Биты, насадки, головки, держатели ПРАКТИКА» Коронки биметаллические» Коронки твердосплавные» Сверла по кирпичу и бетону твердосплавные» Сверла по стеклу и кафелю» Сверла по дереву»» Перовые сверла по дереву»» Сверла для мебельных стяжек»» Сверло по дереву 3-х заходное»» Сверло по дереву спиральное»» Винтовое сверло по дереву»» Сверла ФОРСТНЕРА»» Сверла фрезерные» Диски пильные с твердосплавными пластинками» Диски алмазные» Коронки алмазные» Корщетки для дрелей и шлифмашинок» Патроны и переходники для дрелей» Пилки для электролобзиков»» Пилки REBIR для электролобзиков »» Пилки BOSCH для электролобзиков»» Пилки ПРАКТИКА для электролобзиков» Полировальные приспособления» Аккумуляторы для электроинструмента» Ножи для электрорубанков» Наборы инструментов и приспособлений GRATTEC — инструменты для снятия заусенцев, фасок и шабрения поверхностей.
 д.» Струбцины» Степлеры ручные и скобы к ним» Пинцеты Средства индивидуальной защиты Электро- и бензоинструмент Ручной инструмент» Степлеры ручные механические и скобы» Различный ручной инструмент Смазочные материалы Металлорежущий инструмент TIVOLY» Сверла по металлу средней серии» Метчики сверхдлинной серии» Сверла по металлу экстрадлинной серии» Зенковки с цилиндрическим хвостовиком» Воротки для плашек
д.» Струбцины» Степлеры ручные и скобы к ним» Пинцеты Средства индивидуальной защиты Электро- и бензоинструмент Ручной инструмент» Степлеры ручные механические и скобы» Различный ручной инструмент Смазочные материалы Металлорежущий инструмент TIVOLY» Сверла по металлу средней серии» Метчики сверхдлинной серии» Сверла по металлу экстрадлинной серии» Зенковки с цилиндрическим хвостовиком» Воротки для плашек
Производитель:
ВсеABRABOROANDRE abrasive articlesAPX TechnologieASKAYNAK, ТурцияBISON-BIALBOSCHESABFANARFELO, ГерманияGLOBUS, ПольшаGRATTECHavera, ГерманияHeidenpeterHeller, ГерманияIZAR, ИспанияKARNASCHKEMMLERKULLENMP-SNOOK, ЛатвияOregonParitet, ЛатвияPFERDREBIR, ЛатвияSAIT, ИталияTaerosol OYTITEX+, ГерманияTIVOLYUSHWiertla BaildonWILPU, ГерманияYG-1ZM-KOLNOZPSБАЗ (Белгород)БелоруссияБуревестник (Гатчина)ВМПАВТОГерманияЕСАБ-СВЭЛ (СПб)Каменец-ПодольскийКитайКМЗ (Копейск)КОМЗ (Каменск)КРИН (Киров)ЛАЗ (Луга)Межгосметиз (Мценск)МЕТАЛЛИСТ (Глазов)НИЗ (Новосибирск)ПМ (Рязань)ПРАКТИКАРоссияСеверсталь(Череповец)Северсталь-метиз(Орел)СМИ (Арефино)СПРИНТ (Москва)СтИЗСЭЗ (Сычевка)тестТруд (Вача)ЧИЗ (Челябинск)
Новинка:
Всенетда
Спецпредложение:
Всенетда
Результатов на странице:
5203550658095
ГОСТ 21347-75
ГОСТ 21347-75
Группа Г13
Дата введения 1977-01-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 12 декабря 1975 г. N 3874 срок введения установлен с 01.01.77
N 3874 срок введения установлен с 01.01.77
ВЗАМЕН МН 5600-64
ПЕРЕИЗДАНИЕ. Декабрь 1990 г.
1. Настоящий стандарт устанавливает диаметры стержней под нарезание трубной цилиндрической резьбы по ГОСТ 6357-81, изготовляемых из сталей по ГОСТ 380-88*, ГОСТ 4543-71, ГОСТ 1050-88, ГОСТ 19281-89 и ГОСТ 5632-72 (кроме сплавов на никелевой основе) и меди по ГОСТ 859-78*.
_______________
* На территории Российской Федерации действует ГОСТ 380-2005;
** На территории Российской Федерации действует ГОСТ 859-2001. — Примечание изготовителя базы данных.
2. Диаметры стержней и предельные отклонения должны соответствовать указанным в таблице.
Размеры, мм
Номинальный размер резьбы, дюймы | Число ниток | Шаг | Диаметр стержня под резьбу | ||
Номин. | Пред. откл. для классов точности | ||||
А | В | ||||
1/8 | 28 | 0,907 | 9,67 | -0,21 | -0,32 |
1/4 | 19 | 1,337 | 13,10 | -0,23 | -0,35 |
3/8 | 16,61 | ||||
1/2 | 14 | 1,814 | 20,90 | -0,24 | -0,38 |
5/8 | 22,86 | ||||
3/4 | 26,39 | ||||
7/8 | 30,15 | ||||
1 | 11 | 2,309 | 33,19 | -0,28 | -0,46 |
1 1/8 | 37,84 | ||||
1 1/4 | 41,86 | ||||
1 3/8 | 44,27 | ||||
1 1/2 | 47,75 | ||||
1 3/4 | 53,69 | ||||
2 | 59,56 | ||||
2 1/4 | 65,66 | -0,32 | -0,53 | ||
2 1/2 | 75,13 | ||||
2 3/4 | 81,48 | ||||
3 | 87,83 | ||||
3 1/4 | 93,93 | ||||
3 1/2 | 100,28 | ||||
3 3/4 | 106,63 | ||||
4 | 112,98 | ||||
4 1/2 | 125,68 | ||||
5 | 138,38 | ||||
5 1/2 | 151,08 | ||||
6 | 163,78 | ||||

3. Допускается под нарезание трубной цилиндрической резьбы применять стержни других диаметров, полученных на основании экспериментальных данных.
Допускается под нарезание трубной цилиндрической резьбы применять стержни других диаметров, полученных на основании экспериментальных данных.
Электронный текст документа
подготовлен ЗАО «Кодекс» и сверен по:
официальное издание
М.: Издательство стандартов, 1991
|
№ п/п |
Тип резьбы и пример обозначения |
Обозначение |
Область применения |
Российский стандарт (Россия и страны СНГ) |
Зарубежные стандарты |
Эскиз резьбы |
Примечания |
| 1 | Метрическая | М12 — крупный шаг; М20*2 или MF2 — мелкий шаг М20*2LH — левая резьба |
Общемашиностроительное применение | ГОСТ 24705-81 «Резьба метрическая. Основные размеры» Основные размеры» |
1. ISO 724 2. DIN 13 (Германия) 3. BS 3643 (Англия) 4. ANSI/ASME B1.13M (США) 5. NF E 03-050 (Франция) 6. JIS B 0205, JIS B 0207 (Япония) |
— | |
| 2 | Трапецеидальная резьба | Tr 40*7; Tr 40*7 LH — левая резьба |
Ходовые винты в общем машиностроении | ГОСТ 24737-81 «Резьба трапецеидальная однозаходная. Основные размеры» | 1. ISO 2904 2. DIN103 (Германия) 3. BS 5346 (Англия) NF E 03-618 (Франция) JIS B 0216 (Япония) |
а = 0,15мм, при Р = 1,5; |
— |
| 3 | Трубная цилиндрическая резьба (55o) | G1 1/2 — A — цилиндрическая трубная резьба класса точности А | Используют в цилиндрических резьбовых соединениях | ГОСТ 6357-81 «Резьба трубная цилиндрическая» = ОСТ 266 | 1. ISO 228/1 ISO 228/12. DIN ISO 228, DIN 159 (Германия) 3. BS 2779 (Англия) 4. ANSI/ASME B1.20.1, ANSI B 1.20.3 (США) 5. NF E 03-005 (Франция) 6. JIS B 0202 (Япония) |
Обычно нарезают метчиками плашками, гребенками и резьбофрезами | |
| 4 | Трубная коническая резьба (55o) — или Британская трубная коническая резьба BSPT | RC 1 1/2 — внутренняя резьба коническая Rp 1 1/2 — внутренняя резьба цилиндрическая R 1 1/2 — наружная резьба |
В газовой водопроводной и канализационной арматуре. Для большей герметичности используют соед. внутр. цилиндрической с наружной конической резьбой | ГОСТ 6211-81 «Резьба трубная коническая» | 1. ISO 7/1 2. DIN 2999, DIN 3858 (Германия) 3. BS 21 (Англия) 4. ANSI/ASME B1.20.1, ANSI B 1.20.3 (США) 5.  NF E 03-004 (Франция) NF E 03-004 (Франция)6. JIS B 0203 (Япония) |
Допускается соединение наружной конической резьбы с внутренней цилиндрической резьбой класса точности A по ГОСТ 6357-81 | |
| 5 | Унифицированная резьба (дюймовая ISO) | 1/4 — 20UNC-2A или 0,250-20UNC-2A-наружная, с крупным шагом 10-32UNF-2B-внутренняя, с крупным шагом 2 1/2 — 16UN-3A или 2.250-16UNC-3A — наружная с крупным шагом |
Общемашиностроительное применение распространенное в США | Не регламентируется | 1. ISO 725 2. BS 1580 (Англия) 3. ANSI/ACME B 1.1 (США) |
UNC, UNF, UNEF-резьбы с соответствующим шагом для разных диаметров UNC-крупный шаг, UNF-мелкий шаг, UNEF-особомелкий шаг UN-резьбы с одним значением шага для разных диаметров | |
| 6 | Метрическая резьба с профилем | MJ MJ 6*1 |
В авиационной и космической промышленности | Не регламентируется | 1. ISO 5855 ISO 58552. DIN ISO 5855 (Германия) 3. BS 6293 (Англия) |
— | |
| 7 | Унифицированная (дюймовая) наружная резьба с нормируемым радиусом впадины | UNR, UNRC, UNRF и UNREF — остальные обозначения как в п.5 | — | Не регламентируется | 1. ANSI B 1.1 (США) | — | — |
| 8 | Унифицированная (дюймовая) наружная резьба с увеличенным радиусом впадины | UNJ, UNJC, UNJF и UNJEF — остальные обозначения как в п.5 | Применяется в авиационной и космической промышленности | Не регламентируется | 1. ISO 3161 2. BS 4084 (Англия) 3. ANSI B 1.1 (США) |
— | |
| 9 | Унифицированная (дюймовая) наружная резьба со специальными диаметрами, шагами и длинами свинчивания | UNS — остальные обозначения как в п. 5 5 |
— | Не регламентируется | 1. ANSI B 1.1 (США) | — | — |
| 10 | Цилиндрическая дюймовая резьба Витворта | 1/4 -20BSW или BSF, BSP | В газовой, водопроводной и канализационной арматуре, в основном, как крепежная, а не трубная | Отраслевые стандарты, например, ОСТ НКТП 1260 | 1. DIN 49301, DIN 477, DIN 4668 (Германия) 2. BS 84:1956 (Англия) |
— | |
| 11 | Трапецеидальная резьба | 13/4-4 ACME-2G | Ходовые винты в общем машиностроении | Не регламентируется | 1. BS 1104 (Англия) 2. ANSI B 1.5 (США) 3. JS B 0222 (Япония) |
— | |
| 12 | Трапецеидальная резьба с уменьшенной высотой профиля | 0. 500-20 STUB ACME 500-20 STUB ACME |
Ходовые винты в общем машиностроении | Не регламентируется | 1. ANSI B 1.8 (США) | — | |
| 13 | Упорная резьба | S 48*8 | Общее машиностроение | ГОСТ 10177-82 «Резьба упорная. Профиль и основные размеры» | 1. DIN 513 (Германия) | Известна также под названием «метрический Баттресс» | |
| 14 | Панцирная трубная резьба | Pg 21 | Применяется в электротехнике | Не регламентируется | 1. DIN 40430 | — | |
| 15 | Упорная дюймовая (Американский Баттресс) | 2.5-8 BUTT | Обсадные трубы в горном деле | Не регламентируется | 1. ANSI B 1. 9 (США) 9 (США) |
— | |
| 16 | Резьба «Баттресс» | (API Battress) | Обсадные трубы применяемые в нефтяной и газовой промышленности | Не регламентируется | 1. API спец. 5B (США) | Резьба с конусностью 1:16 схожи по профилю с резьбой ОТТМ и ОТТГ (ГОСТ 632-80). Резьбы не взаимозаменяемы. Однако, при определенных условиях выбора инструмента возможна обработка наружной резьбы по ГОСТ 632-80 | |
| 17 | Резьба дюймовая цилиндрическая с углом профиля 55o | — | — | Не регламентируется | — | — | — |
| 18 | Трубная коническая дюймовая резьба с углом профиля 60o | K3/8» обозначение по ГОСТ 3/8-18 NPT — обозначение по ANSI/ASME |
Штуцеры и присоединения машин и станков | ГОСТ 6111-52 «Резьба коническая дюймовая с углом профиля 60o« | 1. ANSI/ASME B 1.20.1 (США) ANSI/ASME B 1.20.1 (США) |
Ранее — видимо — ANSI / ASME B 2.1-NPT | |
| 19 | Трубная коническая дюймовая резьба с углом профиля 60o | 1/8-27 NPTF | Герметичная резьба топливодопроводов | Не регламентируется | 1. ANSI B 1.20.3 (США) | — | Ранее — видимо — ANSI / ASME B 2.2-NPTF |
| 20 | Круглая резьба | RD | Пищевая промыщленность и системы пожаротушения | Не регламентируется | 1. DIN 405 (Германия) | — | |
| 21 | Замковая резьба по API | 3-117 — обозначение по ГОСТ 4 1/2 Reg — обозначение по API |
Вращающийся буровой инструмент (штанги, долота и т.д.) | ГОСТ 28487-90 «Резьба коническая замковая для элементов бурильных колонн» | 1. API спецификация 7 (CША) API спецификация 7 (CША) |
— | |
| 22 | Замковая резьба API RD | — | Насоснокомпрессорные, обсадные и бурильные трубы | 1. API спецификация 5В (США) | — | Резьба API RD 8 TPI(шаг 3,175) ваимозаменяема с резьбой НКТ по ГОСТ 631-75, 632-80 и 633-80 |
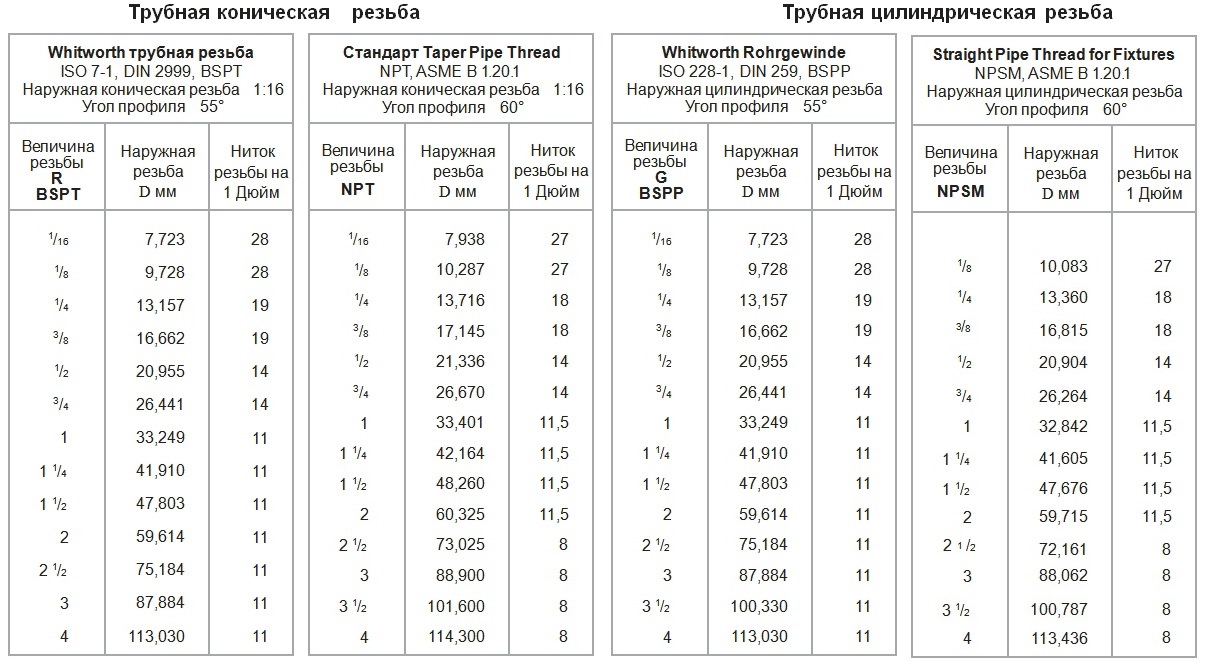
Трубные и дюймовые резьбы, ГОСТ, ISO, BS, JIS, DIN, ANSI
Трубные и дюймовые резьбы, ГОСТ, ISO, BS, JIS, DIN, ANSI
Мы, в ДПВА, считаем, что существует 2 стандарта трубных резьб: NPT (Американский) и BSP (Британский).
BSP- наиболее распространенный стандарт в Европе.По умолчанию, мы в РФ, говоря о трубной резьбе, подразумеваем BSP (в 99% случаев BSPP).
Внимание! В «нефтянке», NPT популярен как в РФ, так и в Европе. Это особый мир.
BSP конусная (BSPT) определяется стандартом ISO 7/1, цилиндрическая (BSPP) — ISO 228/1.
BSP цилиндрическая (BSPP) = DIN ISO 228/1,
BSP PL, JIS B0202 в общем случае стыкуется с соответствующий цилиндрической.BSP (BSPT) конусная = DIN 2999 и JIS B0203 стыкуется как с соответствующей цилиндрической, так и ответной конусной резьбой.
Обозначения:
R — конусная
G -цилиндрическая
Обозначения и стандарты на дюймовые и трубные резьбы
| Наименование | Российский стандарт | Зарубежные стандарты | Российское обозначение | Зарубежные обозначения | Параметры резьбы | |||
| Угол профиля | Kонусность (2 tg f) | Условный проход | Число ниток на 1″ | |||||
| Трубная цилиндрическая резьба |
ГОСТ 6357-81 | ISO R228 (между-народный) | G 1/2” | G 1/2” 1/2” BSP (BSPP) PF 1/2” (Япония) |
55° | – | 1/8” | 28 |
| 1/4” | 19 | |||||||
| 3/8” | ||||||||
| 1/2” | 14 | |||||||
| DIN 259 (Европа) | 3/4” | |||||||
| 1” | 11 | |||||||
| 1 1/4” | ||||||||
| 1 1/2” | ||||||||
| BS 2779 (Вели-кобритания) | 2” | |||||||
| 2 1/2” | ||||||||
| 3” | ||||||||
| 3 1/2” | ||||||||
| JIS B 0202 (Япония) | 4” | |||||||
| 5” | ||||||||
| 6” | ||||||||
| Трубная коническая резьба |
ГОСТ 6211-81 | ISO R7 (междуна-родный) | R 1/2” (наружная) | R 1/2” 1/2” BSPT PT 1/2” (Япония) |
55° | 1:16 | 1/8” | 28 |
| 1/4” | 19 | |||||||
| 3/8” | ||||||||
| 1/2” | 14 | |||||||
| 3/4” | ||||||||
| DIN 2999 (Европа) | Rc 1/2” (внутренняя коническая) |
1” | 11 | |||||
| 1 1/4” | ||||||||
| 1 1/2” | ||||||||
| 2” | ||||||||
| 2 1/2” | ||||||||
| BS 21 (Вели-кобритания) | Rp 1/2” (внутренняя цилиндрическая) |
3” | ||||||
| 3 1/2” | ||||||||
| 4” | ||||||||
| 5” | ||||||||
| 6” | ||||||||
| Kоническая дюймовая резьба с углом профиля 60° |
ГОСТ 6111-52 | ANSI B1. 20.1 (США) 20.1 (США) |
K 1/2” | 1/2” NPT | 60° | 1:16 | 1/16” | 27 |
| 1/8” | 18 | |||||||
| 1/4” | ||||||||
| 3/8” | 14 | |||||||
| 1/2” | ||||||||
| 3/4” | 11,5 | |||||||
| 1” | ||||||||
| 1 1/4” | ||||||||
| 1 1/2” | ||||||||
| Унифицированная цилиндрическая дюймовая резьба с крупным шагом | – | ANSI B1.1 (США) | – | 1/2” UNC | 60° | – | 1/4” | 20 |
| 5/16” | 18 | |||||||
| 3/8” | 16 | |||||||
| 7/16” | 14 | |||||||
| 1/2” | 13 | |||||||
| 9/16” | 12 | |||||||
| 5/8” | 11 | |||||||
| 3/4” | 10 | |||||||
| 7/8” | 9 | |||||||
| 1” | 8 | |||||||
| Унифицированная цилиндрическая дюймовая резьба с мелким шагом | 1/2” UNF | 60° | – | 1/4” | 28 | |||
| 5/16” | 24 | |||||||
| 3/8” | ||||||||
| 7/16” | 20 | |||||||
| 1/2” | ||||||||
| 9/16” | 18 | |||||||
| 5/8” | ||||||||
| 3/4” | 16 | |||||||
| 7/8” | 14 | |||||||
| 1” | 12 | |||||||
| ||||||
 1/8″
1/8″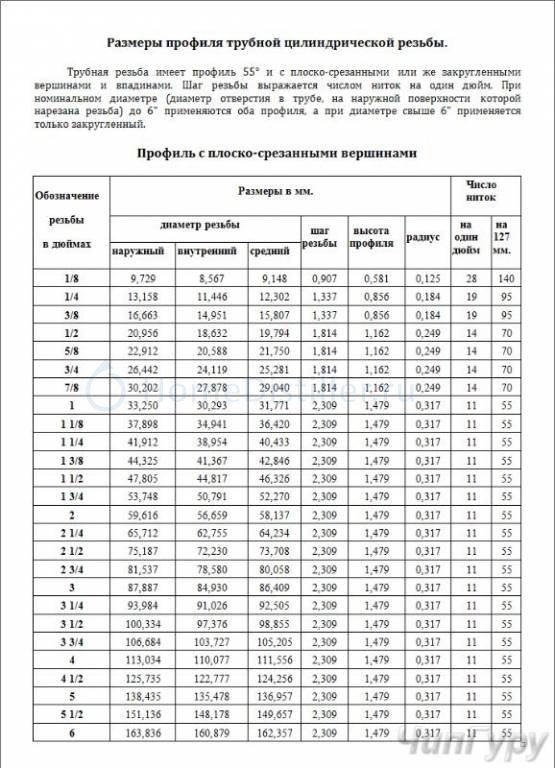 1/4″
1/4″ 1/2″
1/2″ 1/2″
1/2″Трубная цилиндрическая резьба ГОСТ 6357-81. Основные положения
ГОСТ 6357 от ´81 года распространяет свое действие на трубную резьбу, которая главным образом используется для стыковки арматуры, труб и фитингов. Соединяться может внутренняя цилиндрическая и наружная коническая резьба, а также просто цилиндрические ее формы. В ГОСТ установлены требуемые размеры, допуски и параметры профиля. Коническая резьба должна соответствовать стандарту 6211.
Для соединения металлических труб часто используется резьба, и нарезать ее необходимо в строгом соответствии с ГОСТом
Профиль трубной резьбы
ГОСТом 6357- 81 регламентируются основные параметры профиля. Необходимые размеры в миллиметрах даны в таблице.
Необходимые размеры в миллиметрах даны в таблице.
Таблица 1
| Шаг | Высота исходного треугольника | Количество шагов на длине 2,54 см | Высота профиля (рабочая), *10-1 | Радиус закругления впадины и вершины резьбы, *10-1 |
| 0,907 | 0,871165 | 28 | 5,80777 | 1,24557 |
| 1,337 | 1,284176 | 19 | 8,56117 | 1,83609 |
| 1,814 | 1,742331 | 14 | 11,61553 | 2,49115 |
| 2,309 | 2,217774 | 11 | 14,78515 | 3,17093 |
Значение шага трубной цилиндрической резьбы (ГОСТ 6357) определяется из соотношения 25,4 мм/число шагов. Результат округлен до тысячных долей и принят как исходный для расчета основных параметров профиля.
Обратите внимание! Допускается выполнение вершин наружной и внутренней резьбы с плоским срезом, если исключается возможность соединения с конической наружной резьбой по документу 6211.

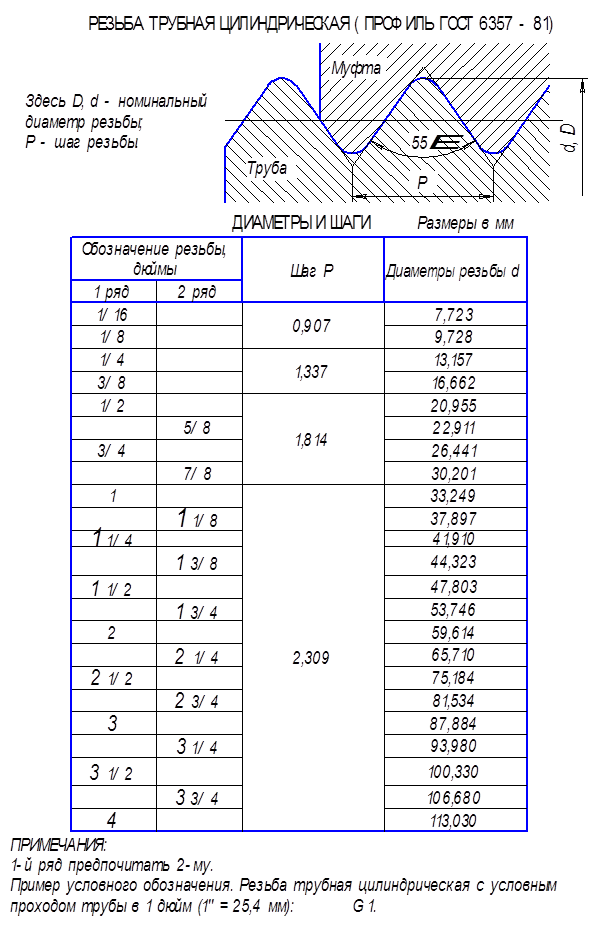
Шаг — один из определяющих параметров трубной резьбы
Основные размеры в миллиметрах, которые определяются ГОСТом на трубную резьбу, представлены в таблице 2. Условные обозначения соответственно: a – 1/16, c – 1/4, e – 1/2, f – 3/4, g – 5/8, h – 7/8, j – 1 1/4, d – 3/8, k – 1 1/8, m – 1 3/8, n – 1 3/4, l – 1 1/2, o – 2 1/2, q – 2 3/4, r – 3 1/4, s – 3 1/2, p – 2 1/4, t – 3 3/4, u – 4 1/2, v – 5 ½, b – 1/8.
Таблица 2
| Размер резьбы | Шаг, *10-1 | Диаметр резьбы при, *10 мм | |||
| I ряд | II ряд | равенстве наружного диаметра наружной трубы и наружного диаметра внутренней муфты | равенстве среднего диаметра внутренней и наружной резьбы | равенстве внутреннего диаметра внутренней и наружной резьбы | |
| a | 9,07 | 0,7723 | 0,7142 | 0,6561 | |
| b | 0,9728 | 0,9147 | 0,8566 | ||
| c | 13,37 | 1,3157 | 1,2301 | 1,1445 | |
| d | 1,6662 | 1,5806 | 1,4950 | ||
| e | 18,14 | 2,0955 | 1,9793 | 1,8631 | |
| f | g | 2,2911 | 2,1749 | 2,0587 | |
| 2,6441 | 2,5279 | 2,4117 | |||
| h | |||||
| 3,0201 | 2,9039 | 2,7877 | |||
| 1 | k | 23,09 | 3,3249 | 3,1770 | 3,0291 |
| 3,7897 | 3,6418 | 3,4939 | |||
| j | |||||
| 4,1910 | 4,0431 | 3,8952 | |||
| l | m | 4,4323 | 4,2844 | 4,1365 | |
| 4,7803 | 4,6324 | 4,4845 | |||
| n | |||||
| 5,3746 | 5,2267 | 5,0788 | |||
| 2 | p | 5,9614 | 5,8135 | 5,6656 | |
| 6,5710 | 6,4231 | 6,2752 | |||
| o | |||||
| 7,5184 | 7,3705 | 7,2226 | |||
| 3 | q | 8,1534 | 8,0055 | 7,8576 | |
| 8,7884 | 8,6405 | 8,4926 | |||
| r | |||||
| 9,3980 | 9,2501 | 9,1022 | |||
| s | t | 10,0330 | 9,8851 | 9,7372 | |
| 10,6680 | 10,5201 | 10,3722 | |||
| 4 | 11,3030 | 11,1551 | 11,0072 | ||
| 5 | u | 12,5730 | 12,4251 | 12,2772 | |
| 13,8430 | 13,6951 | 13,5472 | |||
| 6 | v | 15,1130 | 14,9651 | 14,8172 | |
| 16,3830 | 16,2351 | 16,0872 | |||
Допуски и длина свинчивания дюймовой трубной резьбы
ГОСТ 6357 устанавливает допуски (отклонения), которые может иметь дюймовая трубная резьба. Они отсчитываются от номинального профиля в перпендикулярном к ее оси направлении.
Они отсчитываются от номинального профиля в перпендикулярном к ее оси направлении.
Длина свинчивания может быть короткой, нормальной или длинной
Для допусков резьбового среднего диаметра характерно разбиение на два класса точности: А и В. Соответствующие значения для трубной резьбы дюймовой (ГОСТ 6357) даны в таблице (условные обозначения как в Таблице 1).
Таблица 3
| Обозначение резьбы | Шаг, *10 мм | Внутренняя резьба | Наружная резьба | ||||
| Диаметры | |||||||
| Внутренний | Средний | Средний | Наружный | ||||
| Допуски, *10 мкм | |||||||
| Для класса А | Для класса В | Для класса А | Для класса В | ||||
| a | 0,0907 | 28,2 | 10,7 | 21,4 | 10,7 | 21,4 | 21,4 |
| b | |||||||
| c | 0,1337 | 44,5 | 12,5 | 25,0 | 12,5 | 25,0 | 25,0 |
| d | |||||||
| e — h | 0,1814 | 54,1 | 14,2 | 28,4 | 14,2 | 28,4 | 28,4 |
| 1, j – n, 2 | 0,2309 | 64,0 | 18,0 | 36,0 | 18,0 | 36,0 | 36,0 |
| 6, o – v, 5, 3,4 | 21,7 | 43,3 | 21,7 | 43,4 | 43,4 | ||
Числовые значения для допусков в документе 6357 (4) установлены эмпирическим путем. Также в ГОСТ приведены длины свинчивания, которые разделены на 2 группы: длинные и нормальные. Соответствующие значения в миллиметрах даны в таблице (условные обозначения соответствуют Табл. 1).
Также в ГОСТ приведены длины свинчивания, которые разделены на 2 группы: длинные и нормальные. Соответствующие значения в миллиметрах даны в таблице (условные обозначения соответствуют Табл. 1).
Таблица 4
| Обозначение резьбы | Шаг, *10 | Нормальная длина свинчивания | Длинная длина свинчивания |
| a | 0,0907 | 4-12 | >12 |
| b | |||
| c | 0,1337 | 5-16 | >16 |
| d | |||
| e – h | 0,1814 | 7-22 | >22 |
| 1, j, k, m | 0,2309 | 10-30 | >30 |
| 2, l, n – q, 3 | 12-36 | >36 | |
| 6, 4, r – v, 5 | 13-40 | >40 |
Значения длины свинчивания в ГОСТ 6357 также определены эмпирическим путем.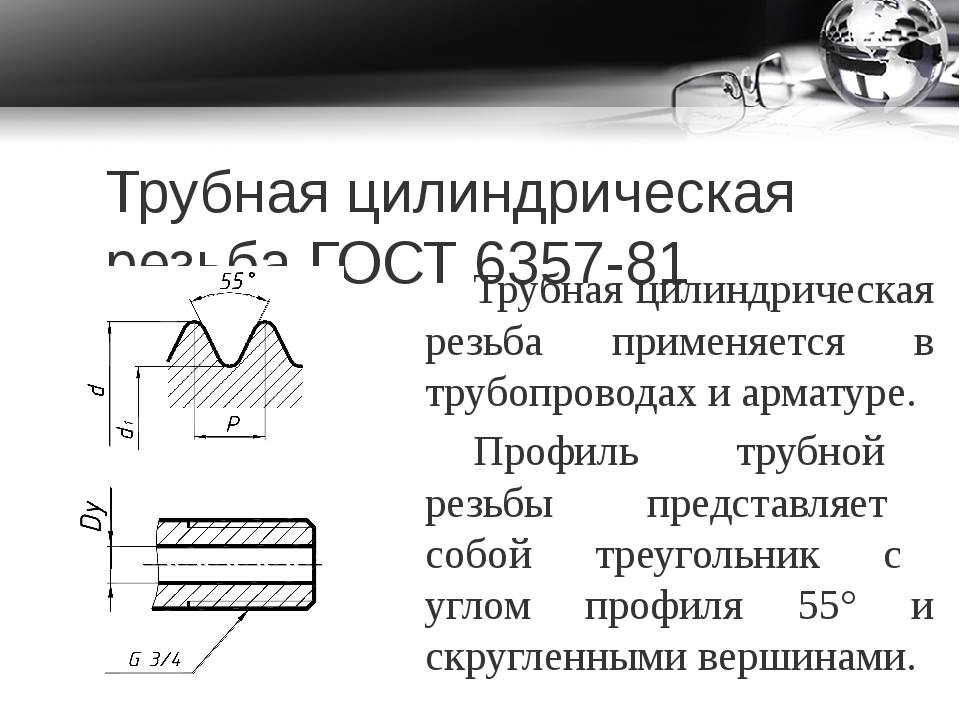
И для внутренней, и для наружной резьбы существуют предельные отклонения по параметрам
Предельные отклонения размеров по ГОСТу 6357-81
Трубной цилиндрической резьбе характерны такие предельные отклонения для внутренней, а также наружной резьбы, которые представлены в таблице (с условными обозначениями как в Табл. 1).
Таблица 5
| Обозначение резьбы | Шаг, *10 мм | Внутренняя резьба | Наружная резьба | |||||||
| Диаметры | ||||||||||
| Внутренний | Средний | Средний | Наружный | |||||||
| Отклонение, *10 мкм | ||||||||||
| Верхний предел | Верхний предел | Нижний предел | Нижний предел | |||||||
| Для класса А | Для класса В | Для класса А | Для класса В | |||||||
| a, b | 0,0907 | +28,2 | +10,7 | +21,4 | -10,7 | -21,4 | -21,4 | |||
| c, d | 0,1337 | +44,5 | +12,5 | +25,0 | -12,5 | -25,0 | -25,0 | |||
| e – h | 0,1814 | +54,1 | +14,2 | +28,4 | -14,2 | -28,4 | -28,4 | |||
| 1, j – n, 2 | 0,2309 | +64,0 | +18,0 | +36,0 | -18,0 | -36,0 | -36,0 | |||
| 6, o – v, 5, 3, 4
| +21,7 | +43,4 | -21,7 | -43,4 | -43,4 | |||||
Некоторые положения ГОСТа 6211-81
Коническая трубная резьба по ГОСТ 6211 от ´81 года имеет конусность 1:16.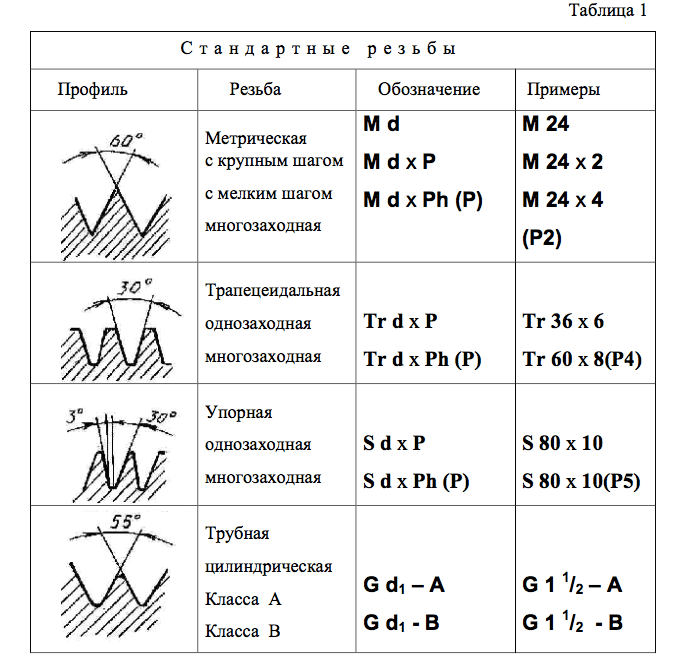 В документе, как и в стандарте 6357 для цилиндрической, приведены ее профиль, допуски и размеры.
В документе, как и в стандарте 6357 для цилиндрической, приведены ее профиль, допуски и размеры.
Обратите внимание! Трубная резьба конической формы имеет размеры, шаг и диаметр (в основной плоскости) такие же, как и в документе 6357 от ´81 года.
Параметры конической резьбы оговариваются в документе ГОСТ 6211
Ее возможная длина с условными обозначениями размера как в Табл. 1 приведена в таблице.
Таблица 6
| Размер резьбы | Рабочая длина, *102 мм | Длина внешней резьбы от основной плоскости до торца, *10 мм |
| a | 0,065 | 0,40 |
| b | 0,065 | 0,40 |
| c | 0,097 | 0,60 |
| d | 0,101 | 0,64 |
| e | 0,132 | 0,82 |
| f | 0,145 | 0,95 |
| 1 | 0,168 | 1,04 |
| j | 0,191 | 1,27 |
| l | 0,191 | 1,59 |
| 2 | 0,234 | 1,75 |
| o | 0,267 | 2,06 |
| 3 | 0,298 | 2,06 |
| s | 0,314 | 2,22 |
| 4 | 0,358 | 2,54 |
| 5 | 0,401 | 2,86 |
| 6 | 0,401 | 2,86 |
Допустимо соединять наружную коническую резьбу с цилиндрической внутренней, имеющей класс точности А.
Обозначают трубную коническую резьбу (ГОСТ 6211) буквой R – для наружной, Rс – для внутренней, Rр – для внутренней цилиндрической. Левая резьба дополняется условным обозначением LH.
ГОСТ 6211, а также 6357, утвержденные в ´81 году, определяют размерные величины для трубной резьбы. Структурно документы похожи, однако различность форм влияет на численные значения.
|
|
|
|
|
 Камчатский
КамчатскийISO трубная резьба и размер резьбы порта
Трубная резьба. Эти метрические размеры трубной резьбы были приняты ISO (Международной организацией по стандартизации) и в первую очередь предназначены для труб или трубок для свинчивания или в отверстия для труб ISO на клапанах, цилиндрах, насосах и других компонентах. При необходимости можно использовать соответствующий резьбовой герметик для обеспечения герметичности соединений.
Эти метрические размеры трубной резьбы были приняты ISO (Международной организацией по стандартизации) и в первую очередь предназначены для труб или трубок для свинчивания или в отверстия для труб ISO на клапанах, цилиндрах, насосах и других компонентах. При необходимости можно использовать соответствующий резьбовой герметик для обеспечения герметичности соединений.
Однако, за исключением очень маленьких портов, прямая резьба с уплотнительным кольцом может быть предпочтительнее трубной резьбы в качестве портов компонентов.Отверстия с прямой резьбой показаны на обратной стороне этого листа. Метрическую машинную резьбу ISO следует использовать вместо трубной резьбы для механических креплений, таких как болты и гайки.
Резьба BSP (британский стандарт для труб), использующая форму резьбы Витворта, была принята в качестве стандарта ISO для трубной резьбы и в дальнейшем будет называться ISO, а не ESP. Коническая трубная резьба ISO аналогична американской резьбе NPT, имея те же номинальные размеры в зависимости от наружного диаметра трубы.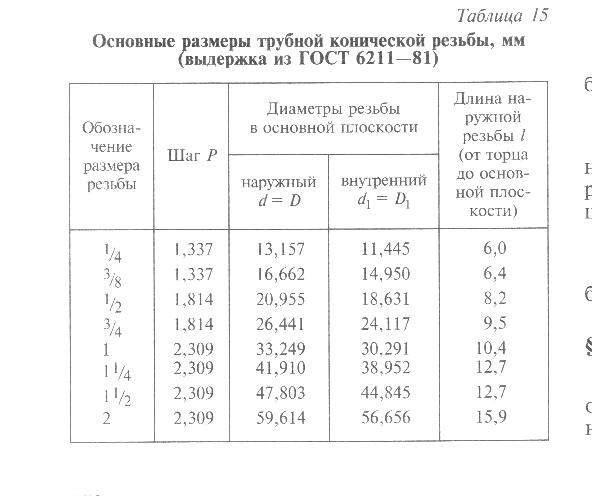 в дюймах, но с немного другим шагом резьбы, поэтому эти две системы не взаимозаменяемы.Шаг (расстояние между резьбами) выражается как количество витков на 25,4 мм (1 дюйм). Как и в случае с резьбой NPT, номинальный размер не соответствует истинному внешнему диаметру трубы, но для больших размеров он очень близок. Размеры начинаются с 1/16 дюйма и доходят до 6 дюймов. Примечание: не существует модификации резьбы ISO, такой как NPTF (топливо для национальной трубной резьбы) для улучшения уплотнения между резьбами. Обычно требуется герметик для резьбы.
в дюймах, но с немного другим шагом резьбы, поэтому эти две системы не взаимозаменяемы.Шаг (расстояние между резьбами) выражается как количество витков на 25,4 мм (1 дюйм). Как и в случае с резьбой NPT, номинальный размер не соответствует истинному внешнему диаметру трубы, но для больших размеров он очень близок. Размеры начинаются с 1/16 дюйма и доходят до 6 дюймов. Примечание: не существует модификации резьбы ISO, такой как NPTF (топливо для национальной трубной резьбы) для улучшения уплотнения между резьбами. Обычно требуется герметик для резьбы.
Существует два варианта трубной резьбы ISO. Параллельная резьба (также называемая прямой резьбой) и коническая резьба.Коническая резьба имеет конус 1:16, и можно использовать те же развертки, что и для резьбы NPT. Развертки не являются обязательными, но большего размера они позволяют получать лучшую резьбу. Трубная резьба ISO, если она указана, считается параллельной, если не вызывается коническая резьба. Коническая резьба уплотняет саму резьбу.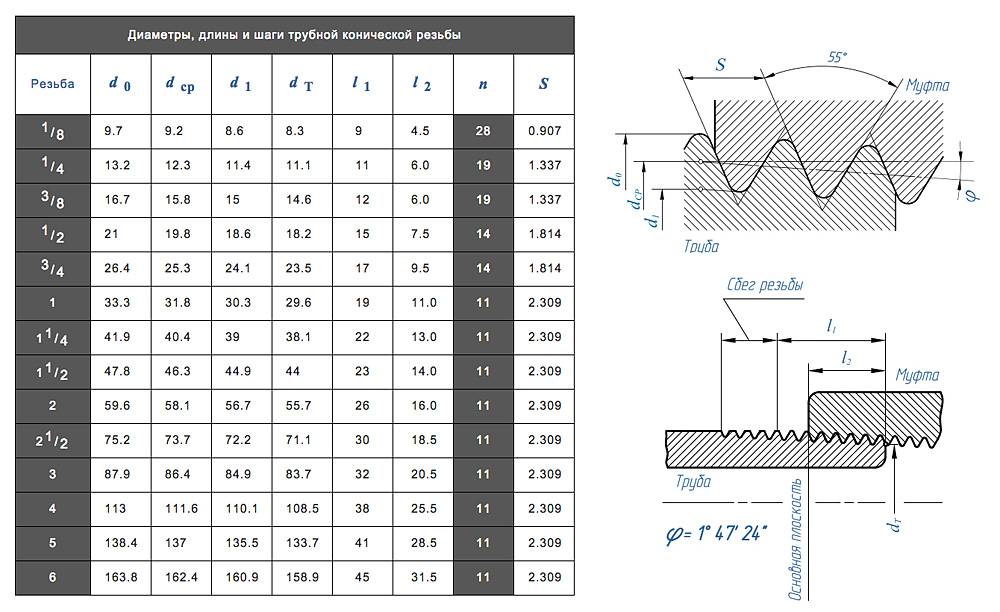 Параллельная резьба, если требуется герметичное гидравлическое уплотнение, уплотните с помощью прокладки, шайбы или уплотнительного кольца на внутреннем седле. Поскольку существует только один шаг резьбы, шаг резьбы обычно не указывается, и они называются только номинальным размером, как указано ниже.
Параллельная резьба, если требуется герметичное гидравлическое уплотнение, уплотните с помощью прокладки, шайбы или уплотнительного кольца на внутреннем седле. Поскольку существует только один шаг резьбы, шаг резьбы обычно не указывается, и они называются только номинальным размером, как указано ниже.
Спецификация ISO 7/1, выпуск 1982 г., содержит информацию о резьбе, в которой гидравлическое уплотнение выполнено на резьбе и охватывает как коническую, так и параллельную резьбу. Спецификация ISO 228/1, выпуск 1982 г., содержит информацию о резьбах, которые НЕ закрывают резьбу. Эти спецификации содержат информацию о форме резьбы, размерах обработки и допусках. Информация об осмотрах и измерениях содержится в Части 2 тех же технических условий. Копии спецификаций ISO можно приобрести в ANSI (Американский национальный институт стандартов).
Коническая наружная резьба (спецификация 7/1) может быть совмещена с конической или параллельной внутренней резьбой. Однако параллельная наружная резьба не обеспечивает герметичного уплотнения на резьбе и не должна использоваться для соединения. Они не должны сопрягаться с внутренней трубной резьбой, за исключением случаев, когда герметичное соединение не требуется.
Они не должны сопрягаться с внутренней трубной резьбой, за исключением случаев, когда герметичное соединение не требуется.
Внутренняя параллельная резьба (спецификация 228/1) может быть сопряжена с внешней параллельной резьбой. Если требуется герметичное уплотнение, следует использовать уплотнительный элемент (шайбу или прокладку).
Спецификация ISO 7/1 применяется к трубной резьбе, которая обеспечивает герметичное уплотнение резьбы. Правильный способ позвонить им:
Внутренняя параллельная резьба: «Трубная резьба ISO 7/1-Rp 1½˝ (например).
Внутренняя коническая резьба: «Трубная резьба ISO 7/1-Rc 1½» (например,}.
Наружная резьба (всегда коническая для ISO 7/1): трубная резьба ISO 7/1-R 1½˝ (например,}. Согласно Спецификации 7/1 нет внешней параллельной резьбы (см. Спецификацию 228/1).
Спецификация ISO 228/1 применяется к трубной резьбе, которая НЕ обеспечивает герметичное уплотнение на резьбе. Правильный способ позвонить им:
Внутренняя резьба (только один допуск}: «Трубная резьба ISO 228/1-G1½» (например).
Наружная резьба (более точный допуск): «Трубная резьба ISO 228/1-G1½A» (например).
Наружная резьба (с более широким допуском): «Трубная резьба ISO 228/1-G1½B» (например).
Стандартные размеры труб ISO (как для параллельной, так и для конической резьбы)
| Спецификация ISO 228/1 | Спецификация ISO 7/1 | Диаметр трубы | |||||
| Параллельный Только резьба | Рекомендуемый Сверло для метчика | Коническая или параллельная | Рекомендуемый Сверло для метчика | Трубка О. D. D. дюймов | Наружный диаметр трубы мм * | ||
| 1 / 8–28 | Q | 1 / 8-28 | 21/64 | 0,3830 | 9,73 | ||
| 1 / 4-19 | 29/64 | 1 / 4-19 | 7/16 | 0,5180 | 13,16 | ||
| 3 / 8-19 | 37/64 | 3 / 8-19 | 9/16 | 0.6560 | 16,16 | ||
| 1 / 2-14 | 47/64 | 1 / 2-14 | 23/32 | 0,8250 | 20,96 | ||
| 5 / 8-14 | 54/64 | — — — — | — — — — | 0,9020 | 22,91 | ||
| 3 / 4-14 | 61/64 | 3 / 4-14 | 59/64 | 1.041 | 26,44 | ||
| 7 / 8-14 | 1–1 / 16 | — — — — | — — — — | 1,189 | 30,20 | ||
| 1-11 | 1-3 / 16 | 1-11 | 1-11 / 64 | 1,309 | 33,25 | ||
| 1-1 / 8-11 | 1-3 / 64 | — — — — | — — — — | 1. 492 492 | 37,90 | ||
| 1-1 / 4-11 | 1-17 / 32 | 1-1 / 4-11 | 1–1 / 2 | 1,650 | 41,91 | ||
| 1-3 / 8-11 | 1-41 / 64 | — — — — | — — — — | 1,745 | 44,32 | ||
| 1-1 / 2-11 | 1-49 / 64 | 1-1 / 2-11 | 1-47 / 64 | 1.882 | 47,80 | ||
| 1-3 / 4-11 | 2 | — — — — | — — — — | 2,116 | 53,75 | ||
| 2-11 | 2-15 / 64 | 2-11 | 2-3 / 16 | 2,347 | 59,61 | ||
| * В метрической системе ISO десятичная точка записывается с запятой вместо точки. | |||||||
Резьба отверстий ISO для насосов, клапанов, цилиндров и других компонентов
Потоки портов. ISO (Международная организация по стандартизации) приняла эти размеры прямой резьбы для отверстий для жидкости на насосах, клапанах, цилиндрах и других компонентах.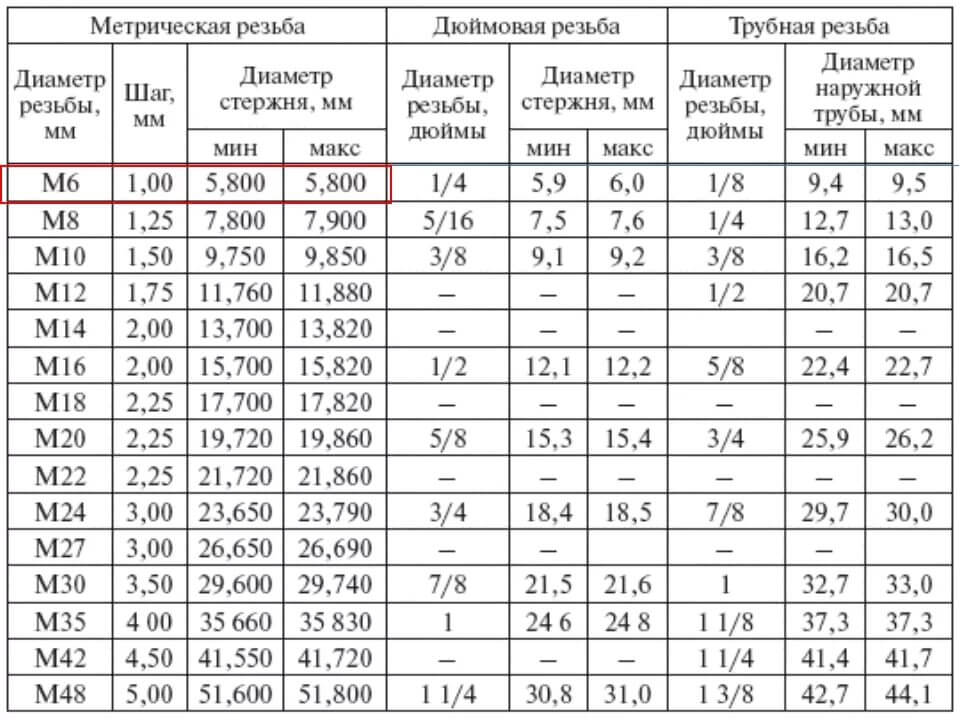 Они уплотняются метрическим уплотнительным кольцом. Они также будут использоваться на трубных и шланговых фитингах и переходниках портов. Они охватывают диапазон размеров от примерно 1/8 дюйма до 2-1 / 2 дюйма. Такие технические характеристики, как размеры обработки порта, отделка и допуски, приведены в Спецификации ISO 6149-1980 (E). Копию можно приобрести в ANSI (Американский национальный институт стандартов).
Они уплотняются метрическим уплотнительным кольцом. Они также будут использоваться на трубных и шланговых фитингах и переходниках портов. Они охватывают диапазон размеров от примерно 1/8 дюйма до 2-1 / 2 дюйма. Такие технические характеристики, как размеры обработки порта, отделка и допуски, приведены в Спецификации ISO 6149-1980 (E). Копию можно приобрести в ANSI (Американский национальный институт стандартов).
В метрической системе ISO десятичная точка ставится с запятой вместо точки. Нити вызываются O.D. и шаг в миллиметрах. Шаг — это расстояние между соседними вершинами резьбы. Например, размер порта M12 × 1,5 означает наружный диаметр резьбы. 12 мм и шагом 1-1 / 2 мм. Поскольку существует только один шаг, резьба порта может быть вызвана только по диаметру, например M12 и т. Д. Трубная резьба ISO, параллельная или коническая, также может использоваться в качестве резьбы порта компонента. См. Таблицу на лицевой стороне этого листа.
| SI Метрическая Размер порта, Миллиметры | дюймов Экв.  Диаметр | Ближайший * Меньший Порт США | Ближайший * Самый большой Порт США | Рекомендуемое Уплотнительное кольцо ** |
| M5 × 0,8 | 0.1968 | 5,00 × 1,50 | ||
| M8 × 1,0 | 0,3150 | 7,00 × 1,50 | ||
| M10 × 1,0 | 0,3937 | 9,00 × 1,50 | ||
| M12 × 1,5 | 0,4724 | 7 / 16-20 | 1 / 2-20 | 11,00 × 2,00 |
| M14 × 1,5 | 0.5512 | 1 / 2-20 | 16 сентября 20 | 13,00 × 2,00 |
| M16 × 1,5 | 0,6299 | 15,00 × 2,00 | ||
| M18 × 1,5 | 0,7087 | 3 / 4-16 | 17,00 × 2,00 | |
| M22 × 1,5 | 0,8661 | 7 / 8-14 | 20,00 × 2,00 | |
| M27 × 2,0 | 1. 063 063 | 1-1 / 16-12 | 24,00 × 2,00 | |
| M33 × 2,0 | 1,299 | 1-3 / 16-12 | 1-5 / 16-12 | 30,00 × 3,00 |
| M42 × 2,0 | 1.654 | 1-5 / 8-12 | 40,00 × 3,00 | |
| M50 × 2,0 | 1,969 | 1-7 / 8-12 | 46,00 × 3,00 | |
| M60 × 2,0 | 2.362 | 2-1 / 2-12 | 56,00 × 3,00 | |
| * Эти размеры резьбы ООН приведены для облегчения визуализации пропускной способности. ** Следуйте спецификациям производителей компонентов. | ||||
Метрическая резьба ISO для гаек и болтов
| Крупная серия Размер мм | Сверло для метчика Диаметр мм | Тонкая серия Размер мм | Сверло для метчика Диаметр мм | |
| M1,6 × 0,35 | 1,25 | М1,6 × 0,20 | 1,40 | |
| M1,8 × 0,35 | 1,45 | М1,8 × 0,20 | 1,60 | |
| M2,0 × 0,40 | 1,60 | М2,0 × 0,25 | 1,75 | |
| M2,2 × 0,45 | 1,45 | М2,2 × 0,25 | 1,95 | |
| M2,5 × 0,45 | 2,05 | М2,5 × 0,35 | 2,15 | |
| M3,0 × 0,50 | 2,50 | M3,0 × 0,35 | 2,65 | |
| M3,5 × 0,60 | 2,90 | M3,5 × 0,35 | 3,15 | |
| M4,0 × 0,70 | 3,30 | M4,0 × 0,50 | 3,50 | |
| M4,5 × 0,75 | 3,70 | M4,5 × 0,50 | 4,00 | |
| M5,0 × 0,80 | 4,20 | M5,0 × 0,50 | 4,50 | |
| M6,0 × 1,00 | 5,00 | M6,0 × 0,75 | 5,25 | |
| M7,0 × 1,00 | 6,00 | M7,0 × 0,75 | 6,25 | |
| M8,0 × 1,25 | 6,75 | M8,0 × 1,00 | 7,00 | |
| M10 × 1,50 | 8,50 | M10 × 1,25 | 8,75 | |
| M12 × 1,75 | 10,2 | M12 × 1,25 | 10,7 | |
| M14 × 2,00 | 12,0 | M14 × 1,50 | 12,5 | |
| M16 × 2,00 | 14,0 | M16 × 1,50 | 14,5 | |
| M18 × 2,50 | 15,5 | M18 × 1,50 | 16,5 | |
| M20 × 2,50 | 17,5 | M20 × 1,50 | 18,5 | |
| M24 × 3,00 | 21,0 | M24 × 2,00 | 22,0 | |
| M30 × 3,50 | 26,5 | M30 × 2,00 | 28,0 | |
| M33 × 3,50 | 29,5 | M33 × 2,00 | 31,0 | |
| M36 × 4,00 | 32,0 | M36 × 3,00 | 33,0 | |
| M39 × 4,00 | 35,0 | M39 × 3,00 | 36,0 |
ISO называются по диаметру и шагу. Резьба диаметром 5 мм и шагом 0,80 мм будет называться M5 × 0,80. Шаг — это расстояние в мм между соседними нитями. Преобразуйте в количество ниток на дюйм, разделив на 25,4.
Резьба диаметром 5 мм и шагом 0,80 мм будет называться M5 × 0,80. Шаг — это расстояние в мм между соседними нитями. Преобразуйте в количество ниток на дюйм, разделив на 25,4.
Различают грубую и мелкую резьбу. Обычно используется серия крупной резьбы, которую можно вызвать только по диаметру, как MS. Серия мелкой резьбы должна иметь диаметр и шаг, обозначенные как MS x 0,5. Если шаг не указан, предполагается грубая резьба.
В таблице показаны более стандартные размеры крепежных винтов и болтов от M6 (приблизительно 1/16 дюйма) до M39 (приблизительно 1-7 / 16˝).Иногда доступны другие размеры. Более крупные стандартные размеры достигают 300 мм и более. Меньшие размеры уменьшаются до 0,3 мм (0,012 дюйма).
Рекомендуемые сверла для метчиков обеспечивают от 70 до 80% полной глубины резьбы. На многих резьбах подходящий размер сверла для нарезания резьбы можно определить, вычтя шаг из основного (внешнего) диаметра.
В этой таблице перечислены тонкие резьбы от M1,6 до M7, но они используются редко и их трудно получить. Они выделены курсивом.
Они выделены курсивом.
Примечание: Эти размеры резьбы не используются в качестве резьбы портов в компонентах.См. Таблицу выше.
© 1990, Womack Machine Supply Co. Эта компания не несет ответственности за ошибки в данных, а также за безопасную и / или удовлетворительную работу оборудования, разработанного на основе этой информации.
Назовите эту тему | Конструирование машин
Кратко:
- Микроинъекционное формование ориентировано на производство небольших высокоточных деталей и компонентов с микронными допусками.
- Дизайнеры, которые строго придерживаются набора правил, ограничивают свои собственные возможности и творческий потенциал.
- Понимание свойств материала и опыт подбора материала с соответствующей геометрией могут иметь решающее значение.
Скорость расширения миниатюрных высокоточных инженерных компонентов опровергает утверждение о том, что микролитье — это ниша.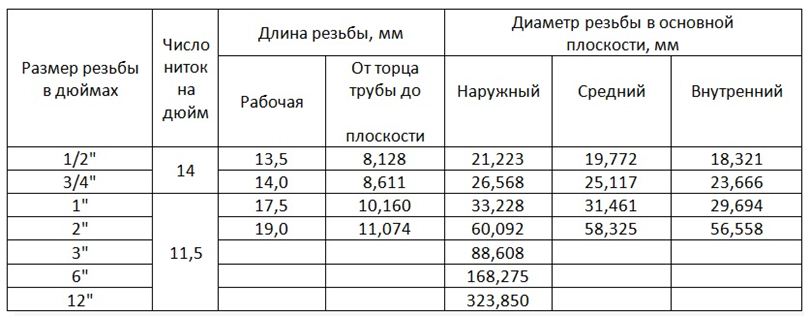 Спрос на носимые интеллектуальные устройства и имплантируемые датчики с небольшими компонентами с жесткими допусками не ослабевает.
Спрос на носимые интеллектуальные устройства и имплантируемые датчики с небольшими компонентами с жесткими допусками не ослабевает.
Нигде это не проявляется более очевидно, чем в индустрии медицинского оборудования, где усилия по оптимизации форм-факторов — меньших, более быстрых, дешевых — ограничиваются только способностью к инновациям.Системы доставки лекарств, системы доставки медикаментов, микрофлюидики и электронные компоненты — это лишь малая часть примеров.
В то время как литье под давлением — это процесс производства деталей путем впрыскивания расплавленного материала в форму, микролитьевое формование фокусируется на производстве небольших высокоточных деталей и компонентов с микронными допусками. В обоих случаях процесс включает нагнетание расплавленного пластика в полости стальной формы. После охлаждения детали выталкиваются.
Аарон Джонсон, вице-президент по маркетингу и стратегии работы с клиентами в Accumold, излагает критерии успешных приложений для микролитья. Accumold
Accumold
Микро-литье под давлением также обеспечивает высокий уровень настройки и сложности, что делает его подходящим для специализированных и миниатюрных приложений в медицинской технике и автомобильной промышленности, где производители должны производить миллионы деталей с постоянным уровнем качества, точности и надежности .
В основе успешного проектирования микролитых компонентов и деталей лежит четкое понимание заявленных и неустановленных потребностей конечного пользователя. Это связано с тем, что производство компонентов и устройств на основе проектных параметров для небольших или микродеталей сопряжено с уникальным набором проблем и возможностей, которые обычно не связаны с традиционными методами литья под давлением, утверждает Аарон Джонсон, вице-президент по маркетингу и стратегии работы с клиентами в Accumold. во время ноябрь.Презентация 30 Virtual Engineering Week.
Его работодатель, Accumold, предлагает оснастку, формование, упаковку и метрологию. Компания работает на территории кампуса площадью 15 акров недалеко от Де-Мойна, штат Айова, где на ее территории с климат-контролем находится пять чистых комнат. Производимые здесь детали и компоненты обычно измеряются в микронах; они варьируются от микрооптических формованных линз и небольших расширителей зрачков формы до шестерен микротора и микролитых шестерен, а также некоторых с микрочастицами, которые могут быть отформованы внутри и вокруг существующих компонентов.
Компания работает на территории кампуса площадью 15 акров недалеко от Де-Мойна, штат Айова, где на ее территории с климат-контролем находится пять чистых комнат. Производимые здесь детали и компоненты обычно измеряются в микронах; они варьируются от микрооптических формованных линз и небольших расширителей зрачков формы до шестерен микротора и микролитых шестерен, а также некоторых с микрочастицами, которые могут быть отформованы внутри и вокруг существующих компонентов.
Микро-литье под давлением подходит для деталей, которые спроектированы с массой менее миллиграмма и размером менее 1 мм. Accumold
По мнению Джонсона, компонент или производственная деталь, которая весит менее грамма, считается кандидатом для микролитья и может быть дополнительно определен по трем критериям:
- Размер: «Работа с деталями, размер которых во многих случаях меньше сантиметра».
- Микро-характеристики: «Это относится к немного более крупным деталям с микрочипами.Иногда мы производим большую деталь, которая может достигать трех, четырех или пяти сантиметров, но в ней есть микрофлюидные каналы длиной 100 микрон, глубиной или шириной ».
- Допуск: «Вот когда позиционные или геометрические допуски должны быть относительно идеальными; мы говорим о микрометрах ».

Посредством серии тематических исследований его презентация показала, как знания материалов, знания в области обработки, допуски на размеры, тонкие стенки, скорость впрыска и сборка сыграли роль в разработке процесса микропроизводства (DfMM) до того, как можно будет производить компоненты.
Джонсон отметил, что инженеры-конструкторы часто могут проектировать инновационные продукты на экране, но это не обязательно отражается в процессе формования. «Дизайн в микромасштабе требует особого внимания к тому, что в противном случае могло бы не иметь большого значения для более крупных деталей», — сказал он. «Вы можете проектировать в САПР вещи, которые нельзя слепить».
Его коллеги могут согласиться. «Некоторые законы физики, такие как электростатическая индукция, трибоэлектрический эффект и закон Ленца, могут заставить очень небольшую часть не идти туда, куда нам нужно, в частности, вниз на землю под действием силы тяжести», — писал его коллега Рон Байотто in блог компании.![]()
Маленькие компоненты слухового аппарата.Accumold
Отбросьте традиционные правила
Часто задаваемый вопрос о микролитье заключается в том, есть ли у него какие-либо рекомендации по микролитью. Общие рекомендации могут включать следующие правила:
- Тонкие стенки должны быть толщиной 0,004 дюйма (0,1 мм) или больше, и особое внимание следует уделять переходам между толстыми стенками и тонкими стенками, а также толщине стенок. единообразие.
- Соотношение сторон примерно 6: 1 (хотя это сильно зависит от материала).
- Ворота могут иметь размер от 0,1 мм, а выталкивающие штифты — от 0,25 мм.
- Также важно понимать, как степень усадки повлияет на деталь, и знать о несовпадении линий разъема.
Но Джонсон отметил, что предоставление набора правил может быть ограничивающим, особенно когда правила основаны на принципах, предназначенных для традиционного литья под давлением. «Руководящие принципы нарушаются, когда вы начинаете раздвигать границы», — сказал он. «Я спросил одного из наших менеджеров по технологиям, который работает здесь почти 35 лет:« Каковы ваши рекомендации по поводу соотношения сторон изображения? »Первоначально он сказал мне шесть к одному.Тогда вы могли бы подтолкнуть его, и он мог сказать 10 к одному или восемь к одному — где-то в этом мире ».
«Я спросил одного из наших менеджеров по технологиям, который работает здесь почти 35 лет:« Каковы ваши рекомендации по поводу соотношения сторон изображения? »Первоначально он сказал мне шесть к одному.Тогда вы могли бы подтолкнуть его, и он мог сказать 10 к одному или восемь к одному — где-то в этом мире ».
В результате, по словам Джонсона, проектирование микроформованных компонентов носит ситуационный характер, и дизайнеры, которые строго связаны набором правил, ограничивают свои собственные возможности и творческий потенциал, что ограничивает результаты. По его словам, стоит отметить одно правило дизайна микролитья: «Начните со своего идеала… на самом деле все сводится к тому, чего вы в конечном итоге пытаетесь достичь».
Невероятно точное микролитье позволяет изготовить эту деталь, микролитую шестерню ротора с 18 зубьями вокруг.Диаметр 092 дюйма (2,3 мм) и отклонение от концентричности из 0,0005 (13 мкм). Accumold
Переменные и компромиссы
По словам Джонсона, компания OEMS, заинтересованная в приобретении микромформованных компонентов, обычно испытывает боль точки, которые вращаются вокруг двух аспектов: геометрии и масштаба.
С точки зрения геометрии, дизайнеры должны задать основные вопросы о механических потребностях: является ли конструкция формуемой? Может ли конструкция соответствовать допускам? Есть ли способ открыть и закрыть или извлечь компонент из формы? «Иногда возникает мнение, что, поскольку он маленький, ему не нужны некоторые из этих [параметров], и тем не менее традиционные правила литья под давлением все еще применяются», — сказал Джонсон.
Материалу присущи некоторые механические свойства, которые обычно являются отправной точкой для проектирования, сказал Джонсон. При выборе материала важными факторами являются такие критерии, как биосовместимость, отклонение тепла, характер износа или гибкость. Accumold работает с обычными термопластическими материалами, включая PEEK, Ultem, нейлон со стекловолокном и другие материалы медицинского назначения и ослабленные материалы.
Когда клиент указывает конкретный материал для соответствия условиям окружающей среды, геометрию необходимо будет адаптировать в соответствии с этим выбором.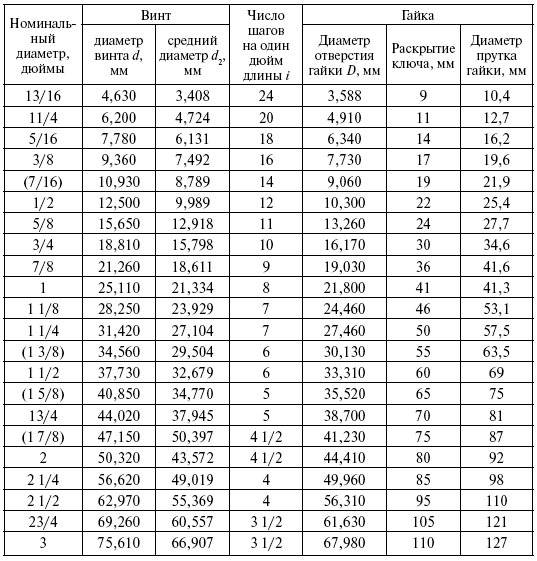 По словам Джонсона, в некоторых случаях технологические свойства материала могут повлиять на успех проекта.
По словам Джонсона, в некоторых случаях технологические свойства материала могут повлиять на успех проекта.
Рассмотрим в качестве примера PEEK (полиэфирэфиркетон). Этот материал, обычно используемый в имплантируемых устройствах, на 30% армирован стекловолокном и гранулирован для литья под давлением. Обратной стороной его использования является то, что он не может заполнять ультратонкие области. То же самое относится и к Ultem, еще одному прочному термопласту, используемому в микрооптике, а также в аэрокосмической и автомобильной промышленности.
Производство деталей самого высокого качества требует понимания потенциальных недостатков, которые могут повлиять на их применение, сказал Джонсон. Эти детали должны быть частью процесса проектирования микролитья (DfMM) в начале каждого проекта. По сути, в Accumold процесс DfMM включает в себя соединение клиента с инженером проекта, проектировщиком пресс-форм и инженером по качеству, которые проводят клиентов по этапам процесса. По его словам, значительное количество времени уходит на предварительную обработку проектов, чтобы полностью понять потребности и требования клиентов.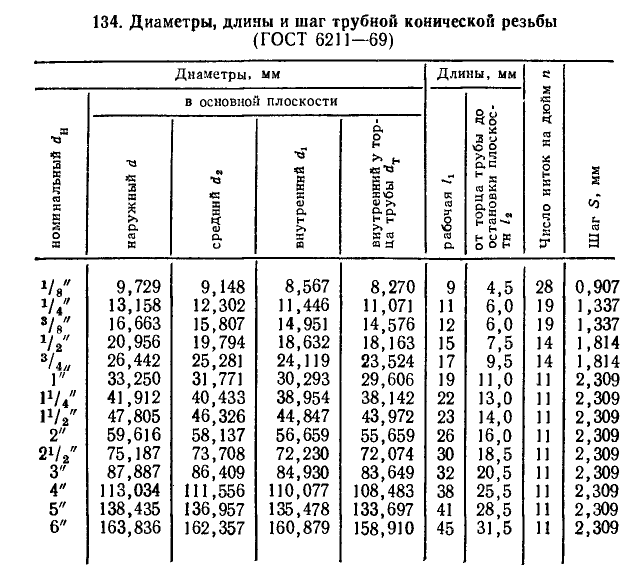
Accumold также связывает клиентов и поставщиков смол, чтобы они могли исследовать различные материалы, которые могут соответствовать требованиям уникального компонента. «Наша цель — предоставить клиентам компоненты, готовые к изготовлению», — сказал он.
И, вместо того, чтобы отказываться от идеи, которая кажется слишком сложной, Джонсон советует обсудить ее с опытным специалистом по микропрессовке. По его словам, понимание свойств материала и опыт подбора материала с соответствующей геометрией могут иметь решающее значение.
NPT Американская коническая трубная резьба ANSI B 1.20.1
NPT Американская коническая трубная резьба ANSI B 1.20.1Bitte aktiviere JavaScript!
| Спецификации международных стандартов резьбы | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Американская трубная коническая трубная резьба с герметиком. Реклама:
| Реклама: | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 N ational P ipe T aper (1:16)
N ational P ipe T aper (1:16)  985
985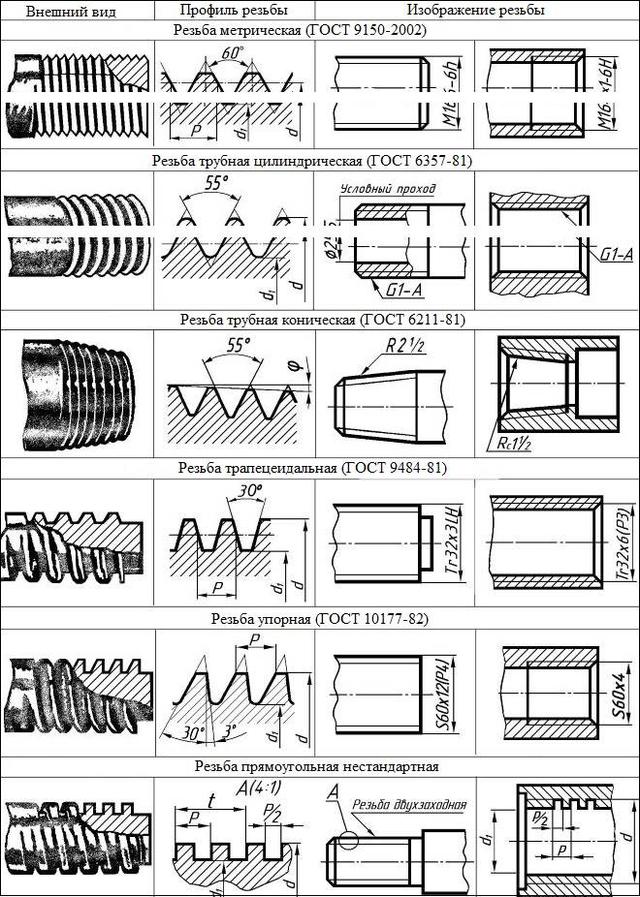 79346
79346Таблица резьбы гидравлических фитингов | Гидравлика Прямая
Руководство по идентификации
Быстрые ссылки
Сокращения
| НПТФ | Коническое топливо National Pipe |
| NPSM | National Pipe Straight Mechanical |
| ISO | Международная организация по стандартизации |
| SAE | Общество Автомобильных Инженеров |
| JIC | Объединенный промышленный совет |
| NFPA | Национальная ассоциация гидроэнергетики |
| BSP | Британский стандарт трубы |
| DIN | Deutsche Industrial Norme |
| JIS | Японский промышленный стандарт |
| BSPT | Британская стандартная труба с конусом |
| БСПП | Параллельная труба британского стандарта |
Введение
Поскольку соединители и порты находят множество применений в системах трубопроводов жидкости, вам необходимо правильно их идентифицировать, прежде чем добавлять или заменять их на трубе или шланге в конкретном приложении.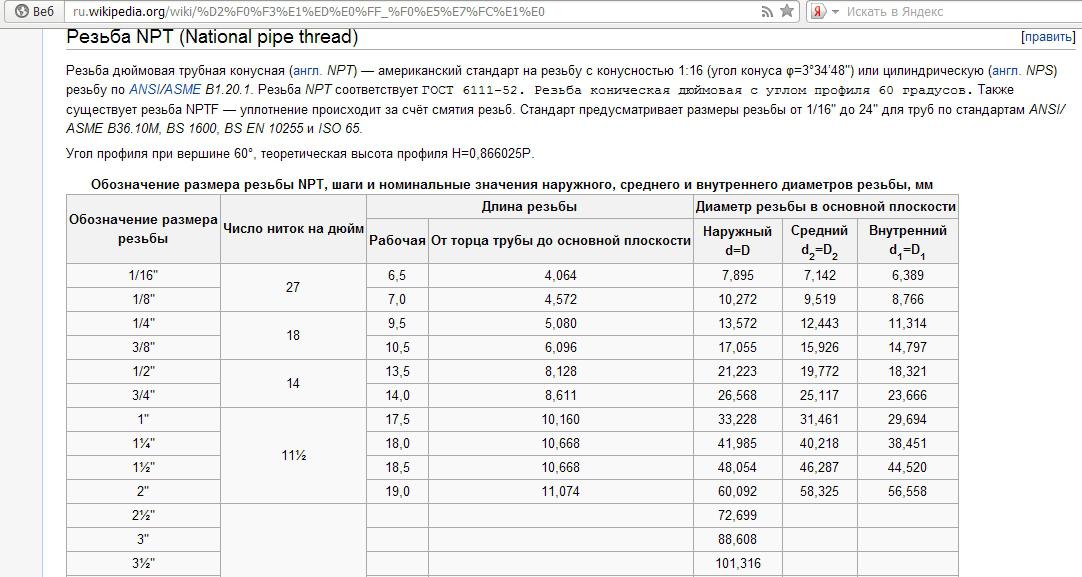
Производители используют идентификаторы, такие как ASME B1 .1 и ISO 261, для классификации основных характеристик резьбы: шага, угла, диаметра и формы. Некоторые организации, которые их разрабатывают, — это Международная организация по стандартизации, SAE International, Британская ассоциация и Deutsches Institut für Normung, а также Американское общество инженеров-технологов, Американский национальный институт стандартов.
Средства идентификации порта для жидкости и разъема
Штангенциркуль:
Используется для измерения внутреннего и внешнего диаметра резьбы
Калибр шага резьбы:
Используется для измерения количества резьбы на дюйм, а также расстояния между резьбой в метрических приложениях.
Точное измерение резьбы
Перед тем, как приступить к измерению резьбы трубы или трубки для жидкости, убедитесь, что они находятся в хорошем состоянии. Искаженная или изношенная резьба может привести к неточным измерениям.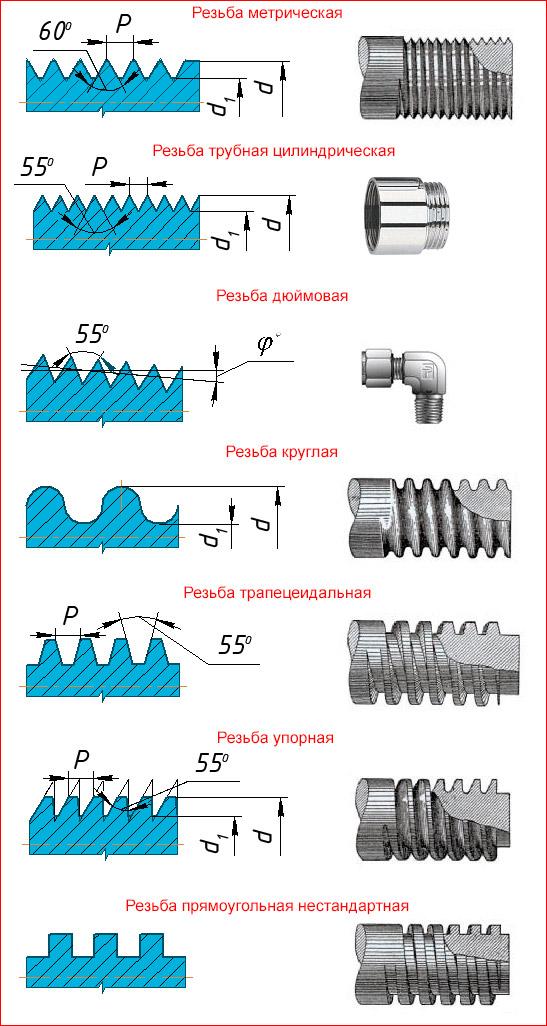 Убедившись, что ваши резьбы в хорошем состоянии, измерьте их диаметр и запишите. Идентификационный номер / OD. штангенциркуль — подходящий инструмент для этого. Сравните размеры, указанные в этом руководстве, с вашими записанными измерениями.
Убедившись, что ваши резьбы в хорошем состоянии, измерьте их диаметр и запишите. Идентификационный номер / OD. штангенциркуль — подходящий инструмент для этого. Сравните размеры, указанные в этом руководстве, с вашими записанными измерениями.
Важно отметить, что ваши измерения могут неточно совпадать со значениями, приведенными в этом руководстве.Небольшие различия в основном вызваны производственными допусками.
После измерения диаметра резьбы определите расстояние между ними в резьбы на дюйм. В случае метрических соединений измерьте расстояние между резьбой. Чтобы получить точное значение, убедитесь, что измеритель шага резьбы плотно прилегает к резьбе. Запишите значения и сравните свои измерения с цифрами, приведенными в этом руководстве.
Точное измерение фланцев с четырьмя болтами
Начните с измерения диаметра отверстия порта болта с помощью штангенциркуля.Как только вы это заметите, измерьте расстояние от центра до центра отверстий под болты, отметив наибольшее расстояние.
Штриховые номера
Размеры трубок и трубопроводов для жидкости обычно обозначаются аббревиатурами, известными как номера тире, и обычно используются при заказе деталей. При использовании номера тире для обозначения жидкостной трубы или трубы просто используется числитель дроби. Знаменатель (который всегда равен 16) обычно игнорируется. Например, 8/16 дюйма или 1/2 дюйма соответствует размеру -8.Примечание: номера тире являются номинальными.
Поскольку метрические измерения дают истинные размеры трубы или трубопровода для жидкости, тире не применяются. Например, для M12x1.0 внешний диаметр резьбы составляет 12 мм с интервалом между резьбой 1,0 мм,
Hydraulics Direct Отзывы
American Connections
Топливо для конических труб National Pipe (NPTF)
Наружная и внутренняя резьбы соединяются, и при их стыковке образуется уплотнение (т.е.е. деформация резьбы). Это известно как резьба с сухим уплотнением.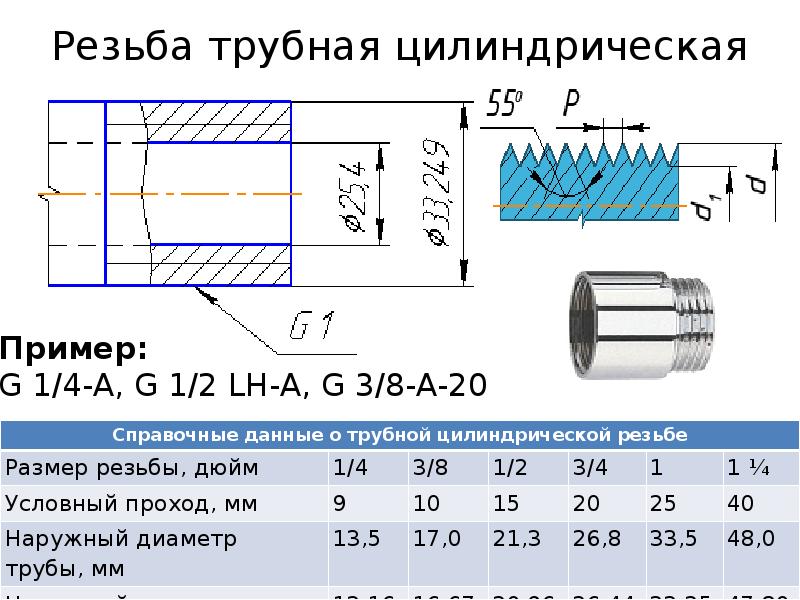 Если требуется дополнительное уплотнение, можно применить тефлон и смазку для труб. Национальная ассоциация гидроэнергетики (NFPA) не рекомендует это соединение для гидравлических систем, однако оно обычно встречается в системах трубопроводов жидкости
Если требуется дополнительное уплотнение, можно применить тефлон и смазку для труб. Национальная ассоциация гидроэнергетики (NFPA) не рекомендует это соединение для гидравлических систем, однако оно обычно встречается в системах трубопроводов жидкости
Примечание: оба разъема NPTF и BSPT выглядят одинаково, однако эти два соединения не взаимозаменяемы.
| Размер в дюймах | Размер тире | Количество потоков на дюйм | Наружная резьба O.Д. (в) | Внешний диаметр внутренней резьбы (дюймы) | ||
| 1 ⁄ 8 | -2 | 27 | 13 ⁄ 32 | 0,41 | 3 ⁄ 8 | 0,38 |
| 1 ⁄ 4 | -4 | 18 | 17 ⁄ 32 | 0. 54 54 | 1 ⁄ 2 | 0,49 |
| 3 ⁄ 8 | -6 | 18 | 11 ⁄ 16 | 0,68 | 5 ⁄ 8 | 0,63 |
| 1 ⁄ 2 | -8 | 14 | 27 ⁄ 32 | 0.84 | 25 ⁄ 32 | 0,77 |
| 3 ⁄ 4 | -12 | 14 | 1 1 ⁄ 16 | 1.05 | 1 | 0,98 |
| 1 | -16 | 11 1 ⁄ 2 | 1 5 ⁄ 16 | 1.32 | 1 1 ⁄ 4 | 1,24 |
| 1 1 ⁄ 4 | -20 | 11 1 ⁄ 2 | 1 21 ⁄ 32 | 1,66 | 1 19 ⁄ 32 | 1. 58 58 |
| 1 1 ⁄ 2 | -24 | 11 1 ⁄ 2 | 1 29 ⁄ 32 | 1,90 | 1 13 ⁄16 | 1,82 |
| 2 | -32 | 11 1 ⁄ 2 | 2 3 ⁄ 8 | 2.38 | 2 5 ⁄ 16 | 2.30 |
Прямая механическая труба National Pipe (NPSM)
Резьба как охватываемой, так и внутренней резьбы разъемов NSPM прямая, в то время как на вилке имеется внутренняя фаска 300, на внутренней стороне — перевернутое гнездо 300. Механическое соединение выполняется, когда и вилка, и мама соединяются вместе. Коническое седло создает герметичное соединение и обычно встречается в гидравлических системах.
Примечание. Внутренняя часть NPSM может уплотняться вместе с наружной резьбой NPTF с фаской.
| Размер в дюймах | Размер тире | Количество потоков на дюйм | Наружный диаметр резьбы (в) | Внешний диаметр внутренней резьбы (дюймы) | ||
| 1 ⁄ 8 | -2 | 27 | 13 ⁄ 32 | 0.41 год | 3 ⁄ 8 | 0,38 |
| 1 ⁄ 4 | -4 | 18 | 17 ⁄ 32 | 0,54 | 1 ⁄ 2 | 0,49 |
| 3 ⁄ 8 | -6 | 14 | 11 ⁄ 16 | 0.68 | 5 ⁄ 8 | 0,63 |
| 1 ⁄ 2 | -8 | 14 | 27 ⁄ 32 | 0,84 | 25 ⁄ 32 | 0,77 |
| 3 ⁄ 4 | -12 | 14 | 1 1 ⁄ 16 | 1. 05 05 | 1 | 0,98 |
| 1 | -16 | 11 1 ⁄ 2 | 1 5 ⁄ 16 | 1,32 | 1 1 ⁄ 4 | 1,24 |
| 1 1 ⁄ 4 | -20 | 11 1 ⁄ 2 | 1 21 ⁄ 32 | 1.66 | 1 19 ⁄ 32 | 1,58 |
| 1 1 ⁄ 2 | -24 | 11 1 ⁄ 2 | 1 29 ⁄ 32 | 1,90 | 1 13 ⁄16 | 1.82 |
| 2 | -32 | 11 1 ⁄ 2 | 2 3 ⁄ 8 | 2.38 | 2 5 ⁄ 16 | 2.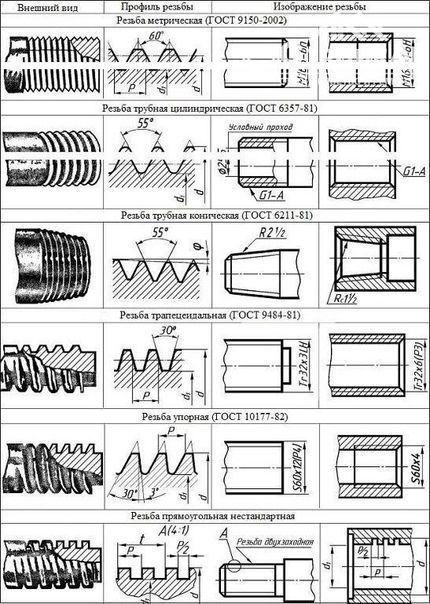 30 30 |
JIC под отбортовку 37 ° (SAE J514)
Широко распространенные в гидравлических системах, как охватываемая, так и внутренняя часть JIC этого соединения имеют конусное гнездо 37 °, а также прямую резьбу.Конусные гнезда охватываемого и охватывающего уплотнения вместе при соединении прямых резьб. Прямая резьба каждой половины механически удерживает соединение.
Примечание. Хотя большинство резьб SAE J514 выглядят идентично резьбам с развальцовкой SAE 45º, их углы посадки не совпадают.
| Размер в дюймах | Размер тире | Размер резьбы | Наружная резьба O.Д. (в) | Внешний диаметр внутренней резьбы (дюймы) | ||
| 1 ⁄ 8 | -2 | 5 ⁄ 16 — 24 | 5 ⁄ 16 | 0,31 | 9 ⁄ 32 | 0,27 |
| 3 ⁄ 16 | -3 | 3 ⁄ 8 — 24 | 3 ⁄ 8 | 0. 38 38 | 11 ⁄ 32 | 0,34 |
| 1 ⁄ 4 | -4 | 7 ⁄ 16 — 20 | 7 ⁄ 16 | 0,44 | 13 ⁄ 32 | 0.39 |
| 5 ⁄ 16 | -5 | 1 ⁄ 2 — 20 | 1 ⁄ 2 | 0,50 | 15 ⁄ 32 | 0,45 |
| 3 ⁄ 8 | -6 | 9 ⁄ 16 — 18 | 9 ⁄ 16 | 0.56 | 17 ⁄ 32 | 0,51 |
| 1 ⁄ 2 | -8 | 3 ⁄ 4 — 16 | 3 ⁄ 4 | 0,75 | 11 ⁄ 16 | 0. 69 69 |
| 5 ⁄ 8 | -10 | 7 ⁄ 8 — 14 | 7 ⁄ 8 | 0,88 | 13 ⁄ 16 | 0,81 |
| 3 ⁄ 4 | -12 | 1 1 ⁄ 16 — 12 | 11 ⁄ 16 | 1.06 | 1 | 0,98 |
| 7 ⁄ 8 | -14 | 1 3 ⁄ 16 — 12 | 1 3 ⁄ 16 | 1.19 | 1 1 ⁄ 8 | 1.10 |
| 1 | -16 | 1 5 ⁄ 16- 12 | 1 5 ⁄ 16 | 1,31 | 1 1 ⁄ 4 | 1,23 |
| 1 1 ⁄ 4 | -20 | 1 5 ⁄ 8 — 12 | 1 5 ⁄ 8 | 1. 63 63 | 1 9 ⁄ 16 | 1,54 |
| 1 1 ⁄ 2 | -24 | 1 7 ⁄ 8 — 12 | 1 7 ⁄ 8 | 1,88 | 1 13 ⁄ 16 | 1.79 |
| 2 | -32 | 2 1 ⁄ 2 — 12 | 2 1 ⁄ 2 | 2,50 | 2 7 ⁄ 16 | 2,42 |
SAE под отбортовку под 45 ° (SAE J512)
Эти соединители широко используются в системах низкого давления, таких как трубопроводы хладагента и топлива, а также в автомобильных трубопроводах.Обе половины имеют конусное гнездо под 45 °, а резьба каждого соединителя входит в зацепление, образуя плотное механическое соединение, при этом уплотнение образуется на конусе под 45 °.
Примечание: Соединители под развальцовку SAE 45 ° идентичны коннекторам под развальцовку JIC 37 °, за исключением углов седел.
| Размер в дюймах | Размер тире | Размер резьбы | Наружная резьба O.Д. (в) | Внешний диаметр внутренней резьбы (дюймы) | ||
| 1 ⁄ 8 | -2 | 5 ⁄ 16 — 24 | 5 ⁄ 16 | 0,31 | 9 ⁄ 32 | 0,27 |
| 3 ⁄ 16 | -3 | 3 ⁄ 8 — 24 | 3 ⁄ 8 | 0.38 | 11 ⁄ 32 | 0,34 |
| 1 ⁄ 4 | -4 | 7 ⁄ 16 — 20 | 7 ⁄ 16 | 0,44 | 13 ⁄ 32 | 0. 39 39 |
| 5 ⁄ 16 | -5 | 1 ⁄ 2 — 20 | 1 ⁄ 2 | 0,50 | 15 ⁄ 32 | 0,45 |
| 3 ⁄ 8 | -6 | 5 ⁄ 8 — 18 | 5 ⁄ 8 | 0.63 | 9 ⁄ 16 | 0,57 |
| 1 ⁄ 2 | -8 | 3 ⁄ 4 — 16 | 3 ⁄ 4 | 0,75 | 11 ⁄ 16 | 0.69 |
| 5 ⁄ 8 | -10 | 7 ⁄ 8 — 14 | 7 ⁄ 8 | 0,88 | 13 ⁄ 16 | 0,81 |
| 3 ⁄ 4 | -12 | 1 1 ⁄ 16 — 14 | 11 ⁄ 16 | 1. 06 06 | 1 | 0,99 |
| 7 ⁄ 8 | -14 | 1 1 ⁄ 4 — 12 | 1 1 ⁄ 4 | 1,25 | 1 5 ⁄ 32 | 1.16 |
| 1 | -16 | 1 3 ⁄ 8 — 12 | 1 3 ⁄ 8 | 1,38 | 1 9 ⁄ 32 | 1,29 |
Уплотнительное кольцо с прямой резьбой SAE (бобышка уплотнительного кольца)
SAE J1926-1 и ISO 11296-1
Внутренний порт бобышки уплотнительного кольца имеет уплотнительную поверхность, фаску и прямую резьбу.Штекерный разъем имеет уплотнительное кольцо и прямую резьбу. Уплотнение производится при вдавливании уплотнительного кольца в фаску. Наружная и внутренняя резьбы соединяются вместе, образуя механически прочное соединение. Это соединение часто встречается в гидравлических системах высокого давления.
Это соединение часто встречается в гидравлических системах высокого давления.
| Размер в дюймах | Размер тире | Размер резьбы | Наружный диаметр резьбы(в) | Внешний диаметр внутренней резьбы (дюймы) | ||
| 1 ⁄ 8 | -2 | 5 ⁄ 16 — 24 | 5 ⁄ 16 | 0,31 | 9 ⁄ 32 | 0,27 |
| 3 ⁄ 16 | -3 | 3 ⁄ 8 — 24 | 3 ⁄ 8 | 0.38 | 11 ⁄ 32 | 0,34 |
| 1 ⁄ 4 | -4 | 7 ⁄ 16 — 20 | 7 ⁄ 16 | 0,44 | 13 ⁄ 32 | 0. 39 39 |
| 5 ⁄ 16 | -5 | 1 ⁄ 2 — 20 | 1 ⁄ 2 | 0,50 | 15 ⁄ 32 | 0,45 |
| 3 ⁄ 8 | -6 | 9 ⁄ 16 — 18 | 9 ⁄ 16 | 0.56 | 17 ⁄ 32 | 0,51 |
| 1 ⁄ 2 | -8 | 3 ⁄ 4 — 16 | 3 ⁄ 4 | 0,75 | 11 ⁄ 16 | 0.69 |
| 5 ⁄ 8 | -10 | 7 ⁄ 8 — 14 | 7 ⁄ 8 | 0,88 | 13 ⁄ 16 | 0,81 |
| 3 ⁄ 4 | -12 | 1 1 ⁄ 16 — 12 | 11 ⁄ 16 | 1. 06 06 | 1 | 0,98 |
| 7 ⁄ 8 | -14 | 1 3 ⁄ 16 — 12 | 1 3 ⁄ 16 | 1.19 | 1 1 ⁄ 8 | 1.10 |
| 1 | -16 | 1 5 ⁄ 16 — 12 | 1 5 ⁄ 16 | 1,31 | 1 1 ⁄ 4 | 1,23 |
| 1 1 ⁄ 4 | -20 | 1 5 ⁄ 8 — 12 | 1 5 ⁄ 8 | 1.63 | 1 9 ⁄ 16 | 1,54 |
| 1 1 ⁄ 2 | -24 | 1 7 ⁄ 8 — 12 | 1 7 ⁄ 8 | 1,88 | 1 13 ⁄ 16 | 1. 79 79 |
| 2 | -32 | 2 1 ⁄ 2 — 12 | 2 1 ⁄ 2 | 2,50 | 2 7 ⁄ 16 | 2,42 |
Безупламенное сжатие (SAE J514)
Наружная половина этого соединения имеет седло 240 с прямой резьбой.На внутренней стороне имеется компрессионная втулка с прямой резьбой. Гайка с внутренней резьбой и трубка вместе с втулкой частично образуют охватывающее соединение. В случае охватываемой половины уплотнение образует уплотнение между седлом 24O и компрессионной втулкой. Благодаря охватывающей половине между трубкой и компрессионной втулкой образуется уплотнение. Нити сцепляются вместе, образуя механически прочную связь.
| Размер в дюймах | Размер тире | Размер резьбы | Наружная резьба O. Д. (в) Д. (в) | Внешний диаметр внутренней резьбы (дюймы) | ||
| 1 ⁄ 8 | -2 | 5 ⁄ 16 — 24 | 5 ⁄ 16 | 0,31 | 9 ⁄ 32 | 0,27 |
| 3 ⁄ 16 | -3 | 3 ⁄ 8 — 24 | 3 ⁄ 8 | 0.38 | 11 ⁄ 32 | 0,34 |
| 1 ⁄ 4 | -4 | 7 ⁄ 16 — 20 | 7 ⁄ 16 | 0,44 | 13 ⁄ 32 | 0.39 |
| 5 ⁄ 16 | -5 | 1 ⁄ 2 — 20 | 1 ⁄ 2 | 0,50 | 15 ⁄ 32 | 0,45 |
| 3 ⁄ 8 | -6 | 9 ⁄ 16 — 18 | 9 ⁄ 16 | 0. 56 56 | 17 ⁄ 32 | 0,51 |
| 1 ⁄ 2 | -8 | 3 ⁄ 4 — 16 | 3 ⁄ 4 | 0,75 | 11 ⁄ 16 | 0.69 |
| 5 ⁄ 8 | -10 | 7 ⁄ 8 — 14 | 7 ⁄ 8 | 0,88 | 13 ⁄ 16 | 0,81 |
| 3 ⁄ 4 | -12 | 1 1 ⁄ 16 — 12 | 11 ⁄ 16 | 1.06 | 1 | 0,98 |
| 7 ⁄ 8 | -14 | 1 3 ⁄ 16 — 12 | 1 3 ⁄ 16 | 1. 19 19 | 1 1 ⁄ 8 | 1.10 |
| 1 | -16 | 1 5 ⁄ 16 — 12 | 1 5 ⁄ 16 | 1,31 | 1 1 ⁄ 4 | 1,23 |
| 1 1 ⁄ 4 | -20 | 1 5 ⁄ 8 — 12 | 1 5 ⁄ 8 | 1.63 | 1 9 ⁄ 16 | 1,54 |
| 1 1 ⁄ 2 | -24 | 1 7 ⁄ 8 — 12 | 1 7 ⁄ 8 | 1,88 | 1 13 ⁄ 16 | 1.79 |
| 2 | -32 | 2 1 ⁄ 2 — 12 | 2 1 ⁄ 2 | 2,50 | 2 7 ⁄ 16 | 2,42 |
Торцевое уплотнение уплотнительного кольца (SAE J1453)
Это соединение обеспечивает впечатляющее сопротивление утечке и может использоваться в приложениях с давлением до 6000 фунтов на кв. На наружной половине соединения имеется уплотнительное кольцо с прямой резьбой. Внутренняя половина имеет обработанную плоскую поверхность с прямой резьбой. Уплотнение происходит, когда уплотнительное кольцо на охватываемом конце прижимается к гнезду с плоской поверхностью. Накидная гайка на внутренней половине удерживает соединение.
На наружной половине соединения имеется уплотнительное кольцо с прямой резьбой. Внутренняя половина имеет обработанную плоскую поверхность с прямой резьбой. Уплотнение происходит, когда уплотнительное кольцо на охватываемом конце прижимается к гнезду с плоской поверхностью. Накидная гайка на внутренней половине удерживает соединение.
| Размер в дюймах | Размер тире | Размер резьбы | Наружная резьба O.Д. (в) | Внешний диаметр внутренней резьбы (дюймы) | ||
| 1 ⁄ 4 | -4 | 9 ⁄ 16 — 18 | 9 ⁄ 16 | 0,56 | 17 ⁄ 32 | 0,51 |
| 3 ⁄ 8 | -6 | 11 ⁄ 16 — 16 | 11 ⁄ 16 | 0. 69 69 | 5 ⁄ 8 | 0,63 |
| 1 ⁄ 2 | -8 | 13 ⁄ 16 — 16 | 13 ⁄ 16 | 0,82 | 3 ⁄ 4 | 0.75 |
| 5 ⁄ 8 | -10 | 1–14 | 1 | 1,00 | 15 ⁄ 16 | 0,93 |
| 3 ⁄ 4 | -12 | 1 3 ⁄ 16 — 12 | 13 ⁄ 16 | 1.19 | 1 1 ⁄ 8 | 1.11 |
| 1 | -16 | 1 7 ⁄ 16 — 12 | 1 7 ⁄ 16 | 1,44 | 1 3 ⁄ 4 | 1.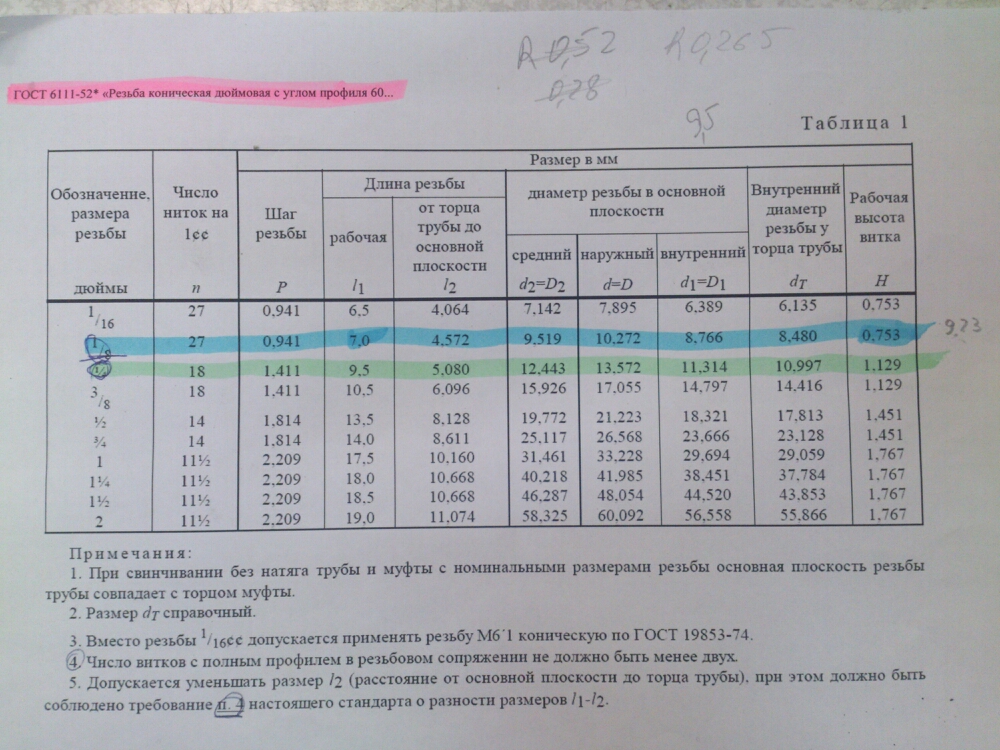 36 36 |
| 1 1 ⁄ 4 | -20 | 1 11 ⁄ 16 — 12 | 1 11 ⁄ 16 | 1,69 | 1 5 ⁄ 8 | 1,61 |
| 1 1 ⁄ 2 | -24 | 2–12 | 2 | 2.00 | 1 15 ⁄ 16 | 1,92 |
SAE с перевернутым конусом (SAE J512)
Широко используемое в автомобильных системах соединение с перевернутым конусом включает обработанный на станке охватываемый соединитель с гнездом 420 и расширяющуюся охватываемую трубку с гнездом 450. На внутренней стороне имеется гнездо 420, которое обеспечивает уплотняющую поверхность. Нити соединяются вместе, образуя механически прочную связь.
| Размер в дюймах | Размер тире | Размер резьбы | Наружный диаметр резьбы (в) | Внешний диаметр внутренней резьбы (дюймы) | ||
| 1 ⁄ 8 | -2 | 5 ⁄ 16 — 28 | 5 ⁄ 16 | 0. | 9 ⁄ 32 | 0,27 |
| 3 ⁄ 16 | -3 | 3 ⁄ 8 — 24 | 3 ⁄ 8 | 0,38 | 11 ⁄ 32 | 0.34 |
| 1 ⁄ 4 | -4 | 7 ⁄ 16 — 24 | 7 ⁄ 16 | 0,44 | 13 ⁄ 32 | 0,39 |
| 5 ⁄ 16 | -5 | 1 ⁄ 2 — 20 | 1 ⁄ 2 | 0.50 | 15 ⁄ 32 | 0,45 |
| 3 ⁄ 8 | -6 | 5 ⁄ 8 — 18 | 5 ⁄ 8 | 0,63 | 9 ⁄ 16 | 0. 57 57 |
| 7 ⁄ 16 | -7 | 11 ⁄ 16 — 18 | 11 ⁄ 16 | 0,69 | 5 ⁄ 8 | 0,63 |
| 1 ⁄ 2 | -8 | 3 ⁄ 4 — 18 | 3 ⁄ 4 | 0.75 | 23 ⁄ 32 | 0,70 |
| 5 ⁄ 8 | -10 | 7 ⁄ 8 — 18 | 7 ⁄ 8 | 0,88 | 13 ⁄ 16 | 0.81 год |
| 3 ⁄ 4 | -12 | 1 1 ⁄ 16 — 16 | 1 1 ⁄ 16 | 1.06 | 1 | 1,00 |
Фланец с четырьмя болтами (SAE J518 и ISO 6162)
Обычно используемый в гидравлических системах, фланец с четырьмя болтами хорошо подходит для соединения шланга и трубки от 1/2 до 3 дюймов. Уплотнение образуется между уплотнительным кольцом на охватываемой половине и гладкой поверхностью охватывающего порта (при этом уплотнительное кольцо устанавливается на кольцевую канавку охватываемой части). Две половинки зажима, удерживаемые четырьмя болтами, удерживают соединение вместе.
Уплотнение образуется между уплотнительным кольцом на охватываемой половине и гладкой поверхностью охватывающего порта (при этом уплотнительное кольцо устанавливается на кольцевую канавку охватываемой части). Две половинки зажима, удерживаемые четырьмя болтами, удерживают соединение вместе.
Доступны в двух группах давления: стандартное (код 61) и высокое давление (код 62).
| Размер в дюймах | Размер тире | Код 61 Расстояние между болтами | Код 61 Фланец О.Д. | Код 62 Расстояние между болтами | Код 62 Внешний диаметр фланца |
| 1 ⁄ 2 | -8 | 1 1 ⁄ 2 | 1 3 ⁄ 16 | 1 19 ⁄ 32 | 1 1 ⁄ 4 |
| 3 ⁄ 4 | -12 | 1 7 ⁄ 8 | 1 1 ⁄ 2 | 2 | 1 5 ⁄ 8 |
| 1 | -16 | 2 1 ⁄ 16 | 1 3 ⁄ 4 | 2 1 ⁄ 4 | 1 7 ⁄ 8 |
| 1 1 ⁄ 4 | -20 | 2 5 ⁄ 16 | 2 | 2 5 ⁄ 8 | 2 1 ⁄ 8 |
| 1 1 ⁄ 2 | -24 | 2 3 ⁄ 4 | 2 3 ⁄ 8 | 3 1 ⁄ 8 | 2 1 ⁄ 2 |
| 2 | -32 | 3 1 ⁄ 16 | 2 13 ⁄ 32 | 3 13 ⁄ 16 | 3 1 ⁄ 8 |
| 2 1 ⁄ 2 | -40 | 3 1 ⁄ 2 | 3 5 ⁄ 16 | н / д | н / д |
| 3 | -48 | 4 3 ⁄ 16 | 4 | н / д | н / д |
Пилотная резьба уплотнительного кольца
Это соединение широко используется в автомобильных и коммерческих системах кондиционирования воздуха.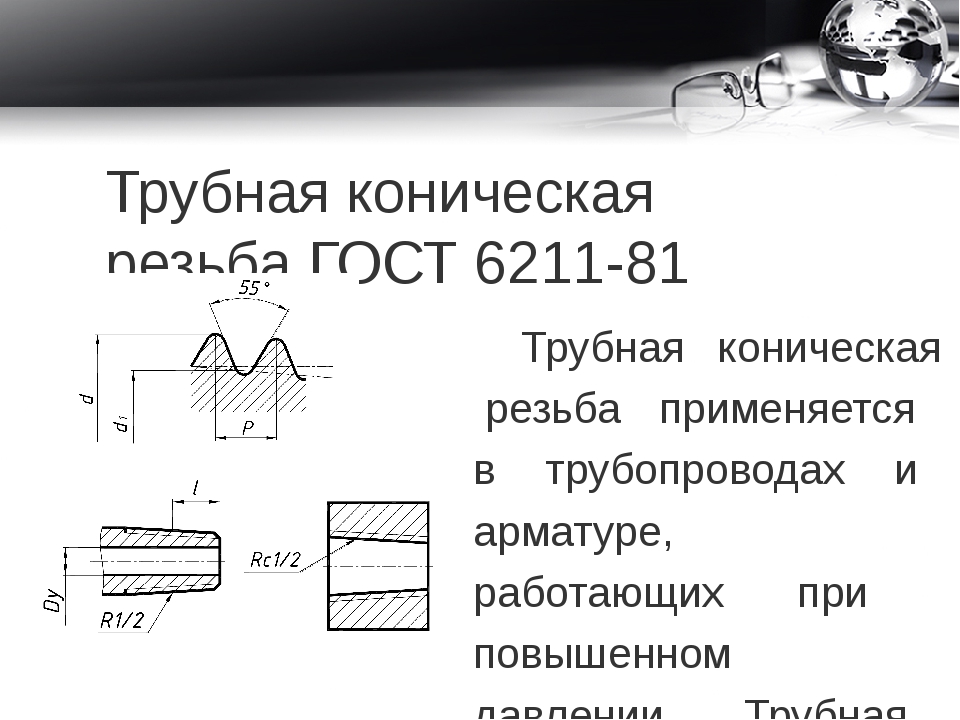 Как охватываемая, так и охватывающая части имеют направляющую (может быть длинной или короткой), а уплотнение создается при сжатии уплотнительного кольца. Нити плотно сцепляются друг с другом, образуя прочное механическое соединение.
Как охватываемая, так и охватывающая части имеют направляющую (может быть длинной или короткой), а уплотнение создается при сжатии уплотнительного кольца. Нити плотно сцепляются друг с другом, образуя прочное механическое соединение.
| Размер в дюймах | Размер тире | Наружная резьба | Внутренняя резьба | ||
| Размер резьбы | Нить О.Д. | Размер резьбы | Нить I.D. | ||
| 3 ⁄ 8 | -6 | 5 ⁄ 8 — 18 | 5 ⁄ 8 | 5 ⁄ 8 — 18 | 9 ⁄ 16 |
| 1 ⁄ 2 | -8 | 3 ⁄ 4 — 18 | 3 ⁄ 4 | 3 ⁄ 4 — 16 | 11 ⁄ 16 |
| 5 ⁄ 8 | -10 | 7 ⁄ 8 — 18 | 7 ⁄ 8 | 7 ⁄ 8 — 14 | 13 ⁄ 16 |
| 3 ⁄ 4 | -12 | 1 1 ⁄ 16 — 16 | 1 1 ⁄ 16 | 1 1 ⁄ 16 — 14 | 1 |
| Размер в дюймах | Размер тире | Длинный пилот | Короткий пилот | ||
Бусина О.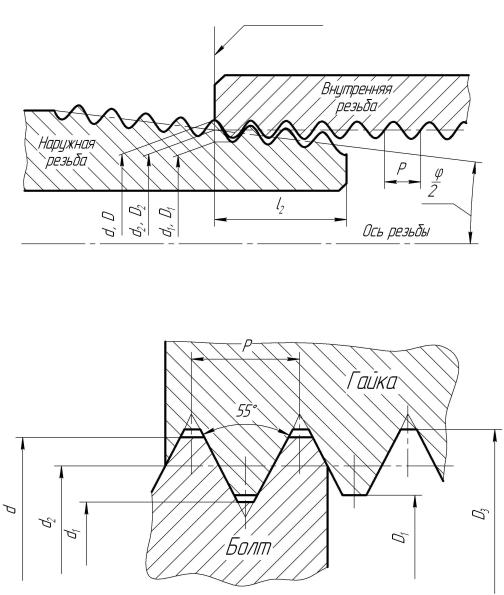 Д. (в) Д. (в) | Длина пилота (дюймы) | Бусина О.Д. (в) | Длина пилота (дюймы) | ||
| 3 ⁄ 8 | -6 | 0,52 | 0,28 | 0,52 | 0,19 |
| 1 ⁄ 2 | -8 | 0.64 | 0,39 | 0,64 | 0,19 |
| 5 ⁄ 8 | -10 | 0,77 | 0,39 | 0,77 | 0,19 |
| 3 ⁄ 4 | -12 | 0.91 | 0,39 | 0,91 | 0,19 |
Международные связи
Трубка британского стандарта
СоединенияBritish доступны в двух категориях: трубные параллельные британские стандарты (BSPP) и британские стандартные конические трубы (BSPT).
Параллельный трубопровод британского стандарта (BSPP)
На охватываемом конце имеется седло 300, с которым конусообразный носок охватывающего вертлюга образует уплотнение.
Примечание. Несмотря на то, что охватываемая часть сравнима с наружной резьбой Американского национального стандарта трубопровода (NPSM), они не взаимозаменяемы из-за разного шага резьбы.
| Размер в дюймах | Размер тире | Размер резьбы | Наружный диаметр резьбы (в) | Внешний диаметр внутренней резьбы (дюймы) | ||
| 1 ⁄ 8 | -2 | 1 ⁄ 8 — 28 | 3 ⁄ 8 | 0.38 | 11 ⁄ 32 | 0,35 |
| 1 ⁄ 4 | -4 | 1 ⁄ 4 — 19 | 33 ⁄ 64 | 0,52 | 15 ⁄ 32 | 0.47 |
| 3 ⁄ 8 | -6 | 3 ⁄ 8 — 19 | 21 ⁄ 32 | 0,65 | 19 ⁄ 32 | 0,60 |
| 1 ⁄ 2 | -8 | 1 ⁄ 2 — 14 | 13 ⁄ 16 | 0. | 3 ⁄ 4 | 0,75 |
| 5 ⁄ 8 | -10 | 5 ⁄ 8 — 14 | 7 ⁄ 8 | 0,88 | 13 ⁄ 16 | 0.80 |
| 3 ⁄ 4 | -12 | 3 ⁄ 4 — 14 | 1 1 ⁄ 32 | 1.04 | 31 ⁄ 32 | 0,97 |
| 1 | -16 | 1–11 | 1 5 ⁄ 16 | 1.30 | 1 7 ⁄ 32 | 1,22 |
| 1 1 ⁄ 4 | -20 | 1 1 ⁄ 4 — 11 | 1 21 ⁄ 32 | 1,65 | 1 9 ⁄ 16 | 1. 56 56 |
| 1 1 ⁄ 2 | -24 | 1 1 ⁄ 2 — 11 | 1 7 ⁄ 8 | 1,88 | 1 25 ⁄ 32 | 1,79 |
| 2 | -32 | 2–11 | 2 11 ⁄ 32 | 2.35 год | 2 1 ⁄ 4 | 2,26 |
Коническая труба британского стандарта (BSPT)
Коническая охватываемая часть соединяется с конической охватывающей рамкой, при этом уплотнение образуется в резьбе.
Примечание. Хотя охватываемая часть BSPT сопоставима с коническим топливом National Pipe (NPTF), они не взаимозаменяемы из-за различий в размере и форме резьбы.
| Размер в дюймах | Размер тире | Размер резьбы | Наружная резьба O. | Внешний диаметр внутренней резьбы (дюймы) | ||
| 1 ⁄ 8 | -2 | 1 ⁄ 8 — 28 | 3 ⁄ 8 | 0,38 | 11 ⁄ 32 | 0,35 |
| 1 ⁄ 4 | -4 | 1 ⁄ 4 — 19 | 33 ⁄ 64 | 0.52 | 15 ⁄ 32 | 0,47 |
| 3 ⁄ 8 | -6 | 3 ⁄ 8 — 19 | 21 ⁄ 32 | 0,65 | 19 ⁄ 32 | 0.60 |
| 1 ⁄ 2 | -8 | 1 ⁄ 2 — 14 | 13 ⁄ 16 | 0,82 | 3 ⁄ 4 | 0,75 |
| 5 ⁄ 8 | -10 | 5 ⁄ 8 — 14 | 7 ⁄ 8 | 0. 88 88 | 13 ⁄ 16 | 0,80 |
| 3 ⁄ 4 | -12 | 3 ⁄ 4 — 14 | 1 1 ⁄ 32 | 1.04 | 31 ⁄ 32 | 0.97 |
| 1 | -16 | 1–11 | 1 5 ⁄ 16 | 1,30 | 1 7 ⁄ 32 | 1,22 |
| 1 1 ⁄ 4 | -20 | 1 1 ⁄ 4 — 11 | 1 21 ⁄ 32 | 1.65 | 1 9 ⁄ 16 | 1,56 |
| 1 1 ⁄ 2 | -24 | 1 1 ⁄ 2 — 11 | 1 7 ⁄ 8 | 1,88 | 1 25 ⁄ 32 | 1. 79 79 |
| 2 | -32 | 2–11 | 2 11 ⁄ 32 | 2.35 | 2 1 ⁄ 4 | 2,26 |
Порт с плоским торцом и трубной параллельной резьбой британского стандарта (ISO 1179-1)
DIN 3852, часть 2
Параллельная резьба обеспечивает уплотнение с использованием ряда различных колец или шайб.Между охватываемым концом и гладкой плоской поверхностью на охватывающем конце образуется уплотнение.
Порт с плоским торцом и метрической резьбой (ISO 9974-1)
DIN 3852, часть 1
Параллельная резьба обеспечивает уплотнение с использованием ряда различных колец или шайб. Между охватываемым концом и гладкой плоской поверхностью на охватывающем конце образуется уплотнение.
ISO 261 Метрическая резьба
| Размер метрической резьбы | Наружная резьба O.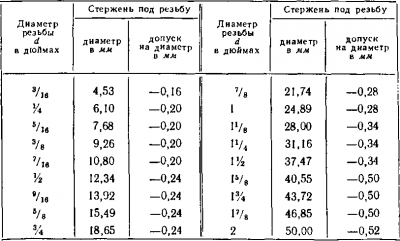 D. (мм) D. (мм) | Внутренний диаметр резьбы (мм) |
| M8 x 1,0 | 8 | 7 |
| M10 x 1,0 | 10 | 9 |
| M12 x 1,5 | 12 | 10,5 |
| M14 x 1.5 | 14 | 12,5 |
| M16 x 1,5 | 16 | 14,5 |
| M18 x 1,5 | 18 | 16,5 |
| M20 x 1,5 | 20 | 18.5 |
| M22 x 1,5 | 22 | 20,5 |
| M24 x 1,5 | 24 | 22,5 |
| M26 x 1,5 | 26 | 24,5 |
| M27 x 2,0 | 27 | 25 |
| М33 х 2.0 | 33 | 31 год |
| M36 x 2,0 | 36 | 34 |
| M42 x 2,0 | 42 | 40 |
| M45 x 2,0 | 45 | 43 |
M48 x 2. 0 0 | 48 | 46 |
ISO 6149 Метрический порт и концы шпильки
Резьба ISO 261 и уплотнительное кольцо
На наружной половине имеется уплотнительное кольцо и прямая резьба, а на внутренней половине — обработанная поверхность, фаска и прямая резьба. Уплотнительное кольцо на охватываемой половине сжимает фаску охватывающего порта, образуя уплотнение. (ISO 6149 аналогичен SAE J1926-1O-ring Boss, за исключением того, что ISO 6149 имеет метрическую резьбу.) Прямая резьба зацепляется, образуя прочное механическое соединение.
| Размер метрической резьбы | Наружный диаметр резьбы (мм) | Внутренний диаметр резьбы (мм) |
| M8 x 1,0 | 8 | 7 |
| M10 x 1,0 | 10 | 9 |
| M12 x 1.5 | 12 | 10,5 |
| M14 x 1,5 | 14 | 12,5 |
| M16 x 1,5 | 16 | 14,5 |
| M18 x 1,5 | 18 | 16. 5 5 |
| M22 x 1,5 | 22 | 20,5 |
| M27 x 2,0 | 27 | 25 |
| M33 x 2,0 | 33 | 31 год |
| M42 x 2,0 | 42 | 40 |
| M48 x 2.0 | 48 | 46 |
| M60 x 2,0 | 60 | 58 |
Метрическая система с конусом 60 °
DIN 7631
Штекерный соединитель имеет утопленный конус 60 ° и прямую резьбу; внутренняя резьба также имеет прямую резьбу и седло с шарнирным уплотнением. Уплотнение образуется между углубленным конусом на охватываемой части и коническим носиком охватывающей.Резьба обеих половинок сцепляется, образуя прочное механическое соединение. Это соединение распространено в гидравлических системах.
| Труба / Внутренний диаметр трубки (мм) | Размер метрической резьбы | Наружный диаметр резьбы (мм) | Внутренний диаметр резьбы (мм) |
| 6 | M12 x 1,5 | 12 | 10. 5 5 |
| 8 | M14 x 1,5 | 14 | 12,5 |
| 10 | M16 x 1,5 | 16 | 14,5 |
| 12 | M18 x 1,5 | 18 | 16.5 |
| 15 | M22 x 1,5 | 22 | 20,5 |
| 18 | M26 x 1,5 | 26 | 24,5 |
| 22 | M30 x 1,5 | 30 | 28.5 |
| 28 | M38 x 1,5 | 38 | 36,5 |
| 35 год | M45 x 1,5 | 45 | 43,5 |
| 52 | M52 x 1,5 | 52 | 50.5 |
Метрическая трубка на сжатие (DIN 2353, конус 24 °)
Штекерный соединитель имеет конус 240 с прямой резьбой, а три гнездовых соединителя имеют прямую резьбу с уплотнительной поверхностью. Уплотнение образуется между конусом самца и областями уплотнения самок.
Уплотнение образуется между конусом самца и областями уплотнения самок.
Фитинги доступны в двух категориях: DIN 2353 L (легкие) и DIN 2353 S (тяжелые). У каждой трубки свои размеры и размеры резьбы, как показано в следующей таблице:
| DIN 2353 L Трубка O.D. (мм) | DIN 2353 S Внешний диаметр трубы (мм) | Размер метрической резьбы | Наружный диаметр резьбы (мм) | Внутренний диаметр резьбы (мм) |
| 6 | M12 x 1,5 | 12 | 10,5 | |
| 8 | 6 | M14 x 1.5 | 14 | 12,5 |
| 10 | 8 | M16 x 1,5 | 16 | 14,5 |
| 12 | 10 | M18 x 1,5 | 18 | 16.5 |
| 12 | M20 x 1,5 | 20 | 18,5 | |
| 15 | 14 | M22 x 1,5 | 22 | 20,5 |
| 16 | M24 x 1. 5 5 | 24 | 22,5 | |
| 18 | M26 x 1,5 | 26 | 24,5 | |
| 22 | 20 | M30 x 2,0 | 30 | 28 |
| 28 | 25 | М36 х 2.0 | 36 | 34 |
| 30 | M42 x 2,0 | 42 | 40 | |
| 35 год | M45 x 2,0 | 45 | 43 | |
| 42 | 38 | M52 х 2.0 | 52 | 50 |
Японский промышленный стандарт JIS 300 Flare
На наружной половине имеется седло 30 ° с прямой резьбой, а на внутренней — также посадочное место 300 с прямой резьбой. Это соединение и отбортовка 37 ° похожи, однако его посадочное место 30 ° и размеры резьбы, похожие на BSPP, отличают его от американского отбортовки 37 °.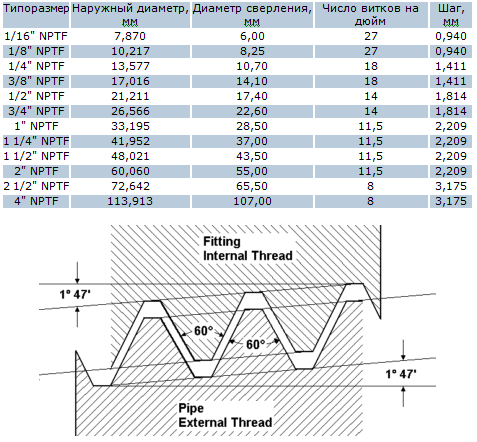
| Размер в дюймах | Размер тире | Размер резьбы | Наружная резьба O.Д. (в) | Внешний диаметр внутренней резьбы (дюймы) | ||
| 1 ⁄ 8 | -2 | 1 ⁄ 8 — 28 | 3 ⁄ 8 | 0,38 | 11 ⁄ 32 | 0,35 |
| 1 ⁄ 4 | -4 | 1 ⁄ 4 — 19 | 33 ⁄ 64 | 0.52 | 15 ⁄ 32 | 0,47 |
| 3 ⁄ 8 | -6 | 3 ⁄ 8 — 19 | 21 ⁄ 32 | 0,65 | 19 ⁄ 32 | 0. 60 60 |
| 1 ⁄ 2 | -8 | 1 ⁄ 2 — 14 | 13 ⁄ 16 | 0,82 | 3 ⁄ 4 | 0,75 |
| 5 ⁄ 8 | -10 | 5 ⁄ 8 — 14 | 7 ⁄ 8 | 0.88 | 13 ⁄ 16 | 0,80 |
| 3 ⁄ 4 | -12 | 3 ⁄ 4 — 14 | 1 1 ⁄ 32 | 1.04 | 31 ⁄ 32 | 0.97 |
| 1 | -16 | 1–11 | 1 5 ⁄ 16 | 1,30 | 1 7 ⁄ 32 | 1,22 |
| 1 1 ⁄ 4 | -20 | 1 1 ⁄ 4 — 11 | 1 21 ⁄ 32 | 1. 65 65 | 1 9 ⁄ 16 | 1,56 |
| 1 1 ⁄ 2 | -24 | 1 1 ⁄ 2 — 11 | 1 7 ⁄ 8 | 1,88 | 1 25 ⁄ 32 | 1.79 |
| 2 | -32 | 2–11 | 2 11 ⁄ 32 | 2.35 | 2 1 ⁄ 4 | 2,26 |
Komatsu 30 ° Flare (метрическая система JIS)
Это соединение имеет параллельную метрическую резьбу с седлом 30 ° и является обычным для оборудования Komatsu.Хотя метрическое соединение JIS и раструб JIS 300 похожи, последний имеет размеры резьбы, подобные BSPP.
| Размер тире | Размер метрической резьбы | Наружный диаметр резьбы (мм) | Внутренний диаметр резьбы (мм) |
| -6 | M18 x 1,5 | 18 | 16.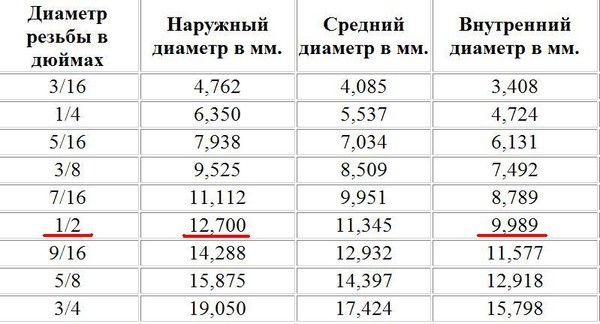 5 5 |
| -8 | M22 x 1,5 | 22 | 20,5 |
| -10 | M24 x 1,5 | 24 | 22,5 |
| -12 | M30 x 1,5 | 30 | 28.5 |
| -16 | M33 x 1,5 | 33 | 31,5 |
| -20 | M36 x 1,5 | 36 | 34,5 |
| -24 | M42 x 1,5 | 42 | 40.5 |
Таблица размеров фитингов
ТАБЛИЦА ИДЕНТИФИКАЦИИ НАРУЖНОЙ NPT
На линейных чертежах ниже показаны фактические размеры различных распространенных размеров резьбы NPT. Если вы не уверены, какой размер резьбы вы используете, положите фитинг на соответствующий рисунок, чтобы определить его размер.
ТАБЛИЦА ИДЕНТИФИКАЦИИ НАРУЖНОГО ПЕРЕХОДНИКА AN / ORB
На линейных рисунках ниже показаны фактические размеры различных распространенных размеров резьбы AN / ORB. Если вы не уверены, какой размер фитинга, вы положите его на соответствующий рисунок, чтобы определить его размер. ПРИМЕЧАНИЕ: — Резьба AN и ORB одного диаметра. Уплотнения AN с раструбом, уплотнения ORB с уплотнительным кольцом.
Если вы не уверены, какой размер фитинга, вы положите его на соответствующий рисунок, чтобы определить его размер. ПРИМЕЧАНИЕ: — Резьба AN и ORB одного диаметра. Уплотнения AN с раструбом, уплотнения ORB с уплотнительным кольцом.
ИДЕНТИФИКАЦИОННАЯ ТАБЛИЦА ШЕСТИГРАННОГО НД
На линейных чертежах ниже показаны фактические размеры различных распространенных типов фитингов, концов шлангов и переходников. Номер соответствует размеру гаечного ключа SAE.
|
|
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 75
75Направляющие размера резьбы NPT — получение правильного размера резьбы
Национальная трубная резьба — это стандартная резьба, используемая на сантехнической арматуре в Северной Америке (но не в большинстве остальных стран мира).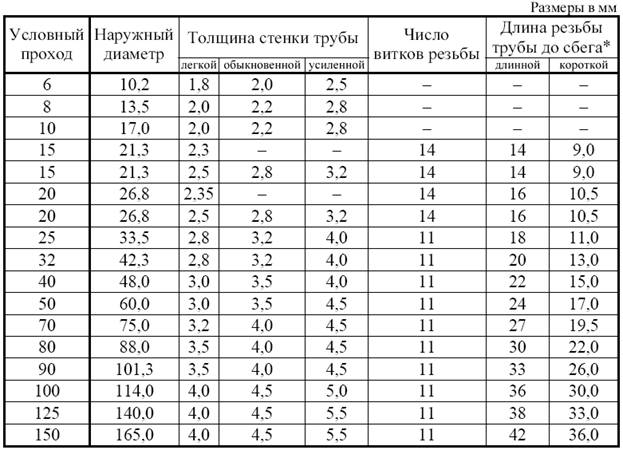
— Загрузите наш шаблон размера резьбы NPT здесь —
Номинальный размер относится не к внешней стороне трубы и даже не к внешней стороне резьбы, а к ее внутреннему отверстию — внутренней части трубы, по которой течет жидкость. Это имеет смысл при подборе размеров труб по расходу, но это сбивает с толку при измерении запасных частей.
Ниже приведены общие размеры резьбы NPT, используемых с чугунными радиаторами, и их соответствующие фактические наружные диаметры.Фактический внешний диаметр — это то, что вы можете измерить, глядя на штуцер клапана, втулку или отверстие в радиаторе.
| Номинальный размер трубы (NPT) | Число ниток на дюйм | Фактический внешний диаметр , НД | |
| дюйм | мм | ||
| 1 ⁄ 8 « | 27 | 0,405 | 10,3 |
| 1 ⁄ 4 « | 18 | 0.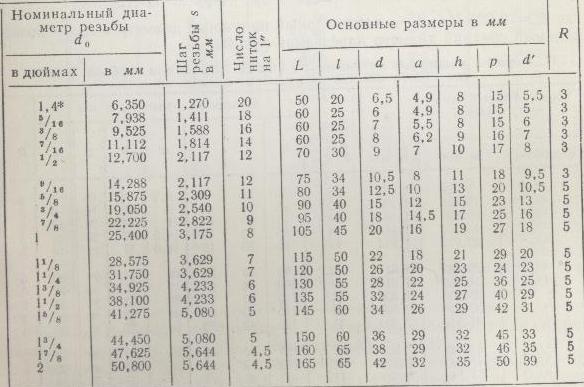 540 540 | 13,7 |
| 3 ⁄ 8 « | 18 | 0,675 | 17,1 |
| 1 ⁄ 2 « | 14 | 0,840 | 21,3 |
| 3 ⁄ 4 « | 14 | 1.050 | 26,7 |
| 1 « | 11- 1 ⁄ 2 | 1,315 | 33,4 |
| 1- 1 ⁄ 4 « | 11- 1 ⁄ 2 | 1.660 | 42,2 |
| 1- 1 ⁄ 2 | 11- 1 ⁄ 2 | 1.900 | 48,3 |
| 2 « | 11- 1 ⁄ 2 | 2,375 | 60,3 |
| 2- 1 ⁄ 2 « | 8 | 2,875 | 73,0 |
Первый раз вправо
Мы создали удобный PDF-файл, который вы можете распечатать дома и использовать в качестве шаблона при измерении резьбы. Загрузите наш шаблон размера резьбы NPT, распечатайте его на бумаге US Letter в масштабе 100% и следуйте инструкциям. Он включает в себя как круги, размер которых соответствует разной резьбе NPT, так и удобную отрезную рулетку, которая оборачивается вокруг трубы, если концы недоступны.
Загрузите наш шаблон размера резьбы NPT, распечатайте его на бумаге US Letter в масштабе 100% и следуйте инструкциям. Он включает в себя как круги, размер которых соответствует разной резьбе NPT, так и удобную отрезную рулетку, которая оборачивается вокруг трубы, если концы недоступны.
— Загрузите наш шаблон размера резьбы NPT здесь —
Разница между NPT и BSP
NPT — Национальная трубная резьба — это стандарт США. Большая часть остального мира использует BSP — British Standard Pipe.
NPT имеет уплощенные выступы и впадины, где BSP закруглен. NPT имеет угол резьбы 60º, а BSP — 55º.
В некоторых размерах NPT и BSP имеют одинаковое количество резьбы на дюйм — на 1/2 дюйма и 3/4 дюйма — но для всех других размеров они сильно отличаются. В таблице ниже указаны TPI для NPT и BSP типоразмеров, обычно используемых с бытовыми радиаторами.
| Номинальный размер трубы | NPT | BSP |
| Число ниток на дюйм | Число ниток на дюйм | |
| 1 ⁄ 8 « | 27 | 28 |
| 1 ⁄ 4 « | 18 | 19 |
| 3 ⁄ 8 « | 18 | 19 |
| 1 ⁄ 2 « | 14 | 14 |
| 3 ⁄ 4 « | 14 | 14 |
| 1 « | 11- 1 ⁄ 2 | 11 |
| 1- 1 ⁄ 4 « | 11- 1 ⁄ 2 | 11 |
| 1- 1 ⁄ 2 | 11- 1 ⁄ 2 | 11 |
| 2 « | 11- 1 ⁄ 2 | 11 |
| 2- 1 ⁄ 2 « | 8 | 11 |
Резьба, которую мы используем в наших радиаторах
Вкратце: товары для продажи в Северной Америке поставляются с резьбой NPT; товары для продажи в Европе поставляются с резьбой BSP.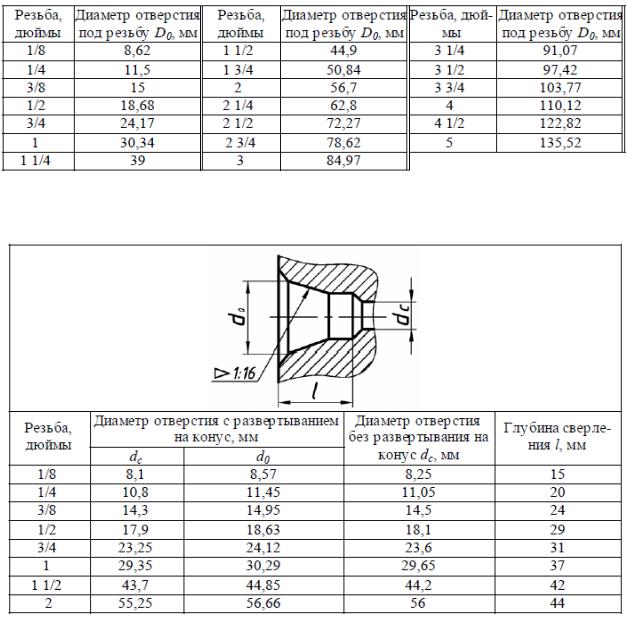
Наши радиаторы оснащены стальными втулками NPT для американского рынка.
В наших клапанах, предназначенных для рынка США, используются штуцеры с резьбой NPT, а там, где это компрессионный фитинг, они изготавливаются для трубы ½ «стандарта США с наконечником». Если в клапане используются резьбовые соединения, речь идет о стандарте США FIP (внутренняя железная труба).
Инструменты дизайна
ARIavCAD | Иконки для дизайнеров и инженеров | A.R.I. Фланцевый стол | Полезная техническая информация
ARIavCAD: удобное программное обеспечение для выбора воздушного клапана, которое повышает эффективность системы и снижает затраты.
ARIavCAD — это новейшая и наиболее совершенная программа для определения размеров и местоположения воздушных клапанов, доступная на рынке, теперь в удобном веб-формате. Это важный инструмент для всех разработчиков жидкостных систем при проектировании безопасных и эффективных систем транспортировки жидкостей. Принимайте уверенные и профессиональные решения на основе эффективных данных о работе воздушного клапана. База данных моделирования воздушного клапана основана на результатах измерения эффективного расхода воздушного клапана, измеренного и протестированного в A.R.I. усовершенствованная собственная воздушная лаборатория, спроектированная и изготовленная в соответствии с EN1074-4.
Принимайте уверенные и профессиональные решения на основе эффективных данных о работе воздушного клапана. База данных моделирования воздушного клапана основана на результатах измерения эффективного расхода воздушного клапана, измеренного и протестированного в A.R.I. усовершенствованная собственная воздушная лаборатория, спроектированная и изготовленная в соответствии с EN1074-4.
ARIavCAD предлагает следующие типы анализа для полной защиты трубопроводов:
Анализ скорости заполнения, безопасное заполнение трубопровода, анализ дренажа, анализ разрывов, анализ разрывов, анализ разделения водяного столба, анализ максимального расстояния, анализ энергосбережения.
Инженеры-конструкторыполучат индивидуальные решения с воздушными клапанами для своего конкретного применения, будь то сельское хозяйство, муниципалитет (системы очистки или сточных вод), промышленность или горнодобывающая промышленность.
Сотрудничайте со своей командой через Интернет
Новый ARIavCAD основан на веб-интерфейсе, что делает совместную работу над дизайном между вами и вашей командой совершенно беспрепятственной.
Снижение затрат на закупку с помощью интеллектуального выбора
ARIavCAD обеспечивает максимальную окупаемость инвестиций за счет выбора наиболее экономичной модели воздушного клапана для вашей отрасли.
Простая загрузка данных и удобный интерфейс
Просто загрузите информацию о поперечном сечении трубы (из файла CSV или AutoCAD) и данные характеристики насоса.Затем выполните точную настройку информации, а затем запустите отчет, чтобы получить рекомендации по воздушным клапанам от широкого ассортимента воздушных клапанов A.R.I. по местоположению, модели, размеру и количеству.
Воспользуйтесь опытом A.R.I. team
После того, как вы загрузили данные, A.R.I. Команда специалистов будет сопровождать вас в процессе выбора клапана, используя свои специальные знания и обширный опыт, чтобы гарантировать, что вы получите наилучшее общее решение.
Energy Analysis
В качестве дополнительной услуги A.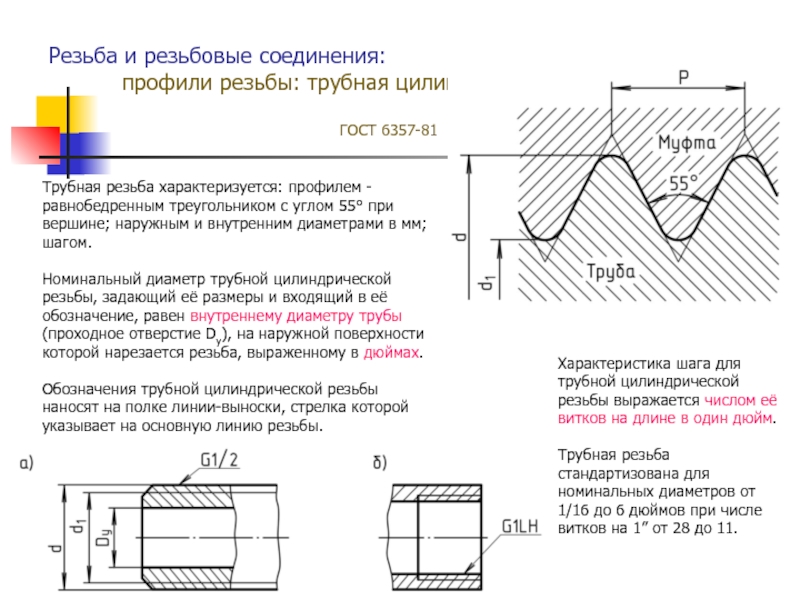 Команда инженеров R.I. может выполнить анализ энергопотребления для вашей системы, что существенно снизит затраты на электроэнергию в течение всего жизненного цикла вашей системы.
Команда инженеров R.I. может выполнить анализ энергопотребления для вашей системы, что существенно снизит затраты на электроэнергию в течение всего жизненного цикла вашей системы.
Щелкните здесь, чтобы зарегистрироваться в ARIavCAD: https://www.ariavcad.com/
Иконки для дизайнеров и инженеров
Файлы сжимаются в формате ZIP. Для распаковки файлов вам понадобится WinZip ™
.Полезная техническая информация
NPS (номинальный размер трубы)
Номинальный размер трубы (NPS) — это набор стандартных размеров труб, используемых для напорных трубопроводов в Северной Америке.Одни и те же размеры труб используются в Европе под разными названиями.
Размер трубы указывается двумя безразмерными числами: номинальным размером трубы (NPS) и графиком (SCH). Связь этих чисел с реальными размерами трубы немного странная. NPS очень слабо связано с внутренним диаметром в дюймах, но только для NPS от 1/8 до NPS 12.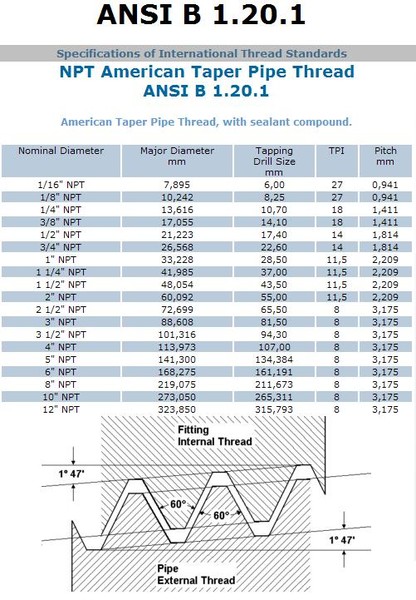 Для NPS 14 и более NPS равен внешнему диаметру (OD) в дюймах. Для данного NPS наружный диаметр остается постоянным, а толщина стенки увеличивается с увеличением SCH.Для данного SCH OD увеличивается с увеличением NPS, в то время как толщина стенки увеличивается или остается постоянной. Размеры труб задокументированы рядом стандартов, включая API 5L, ANSI / ASME B36.10M в США, BS 1600 и BS EN 10255 в Великобритании и Европе, а также ISO 65 на международном уровне.
Для NPS 14 и более NPS равен внешнему диаметру (OD) в дюймах. Для данного NPS наружный диаметр остается постоянным, а толщина стенки увеличивается с увеличением SCH.Для данного SCH OD увеличивается с увеличением NPS, в то время как толщина стенки увеличивается или остается постоянной. Размеры труб задокументированы рядом стандартов, включая API 5L, ANSI / ASME B36.10M в США, BS 1600 и BS EN 10255 в Великобритании и Европе, а также ISO 65 на международном уровне.
Для NPS от 5 и более DN равен NPS, умноженному на 25 (а не 25,4).
Наиболее часто используемые графики сегодня — это 40, 80 и 160. Существует широко распространенное мнение, что номер графика является индикатором рабочего давления, которое может выдержать труба.Например, в справочнике McGraw Hill Piping Handbook говорится, что номер спецификации можно преобразовать в давление, разделив график на 1000 и умножив на допустимое напряжение материала. Однако это не так. Номинальное давление фактически снижается с увеличением NPS и постоянным графиком.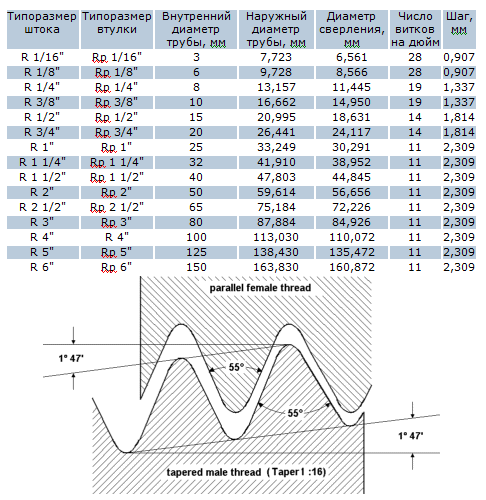
Различные стандарты для спецификации труб не идентичны. Часто некоторые размеры — или даже целые графики — присутствуют в одних стандартах, но отсутствуют в других. Когда разные стандарты частично совпадают, они обычно имеют одинаковые размеры.По этой причине источник расписаний не выделен в таблице ниже. Однако за пределами NPS 8 существуют разные версии расписаний 5, 10, 40 и 80. Одним из вариантов является наличие или отсутствие суффикса «S» после номера расписания. Как правило, «S» обозначает спецификацию из нержавеющей стали.
В некоторых спецификациях используются спецификации труб, называемые Standard Wall (STD), Extra Strong (XS) и Double Extra Strong (XXS), хотя на самом деле они относятся к более старой системе, называемой Iron Pipe Size (IPS).Номер IPS совпадает с номером NPS.
STD идентичен SCH 40S, а 40S идентичен 40 для NPS от 1/8 до NPS 10 включительно. XS идентичен SCH 80S, а 80S идентичен 80 для NPS от 1/8 до NPS 8 включительно. Для XXS существуют разные определения, но обычно он толще, чем таблица 160.
8 согласно NPS 3-1 / 2
НПС | DN | OD | Толщина стенки (дюймы) | ||||||
СЧ 5 | СЧ 10 | СЧ 30 | СЧ 40 | СЧ 80 | СЧ 120 | СЧ 160 | |||
1/8 | 6 | 0. | 0,035 | 0,049 | 0,057 | 0,068 | 0,095 | ? | ? |
3/16 | 7 | ? | ? | ? | ? | ? | ? | ? | ? |
1/4 | 8 | 0.540 | 0,049 | 0,065 | 0,073 | . | .119 | ? | ? |
3/8 | 10 | 0.675 | 0,049 | 0,065 | 0,073 | .091 | .126 | ? | ? |
1/2 | 15 | 0.840 | 0,065 | 0,083 | .095 | .109 | .147 | . | . 188 |
5/8 | 18 | ? | ? | ? | ? | ? | ? | ? | ? |
3/4 | 20 | 1.050 | 0,065 | 0,083 | .095 | .113 | .154 | .170 | ,219 |
1 | 25 | 1. | 0,065 | .109 | .114 | .133 | ,179 | .200 | ,250 |
1-1 / 4 | 32 | 1.660 | 0,065 | .109 | .117 | .140 | .191 | ,215 | ,250 |
1-1 / 2 | 40 | 1.900 | 0,065 | . | .125 | .145 | .200 | ,225 | . 281 |
2 | 50 | 2.375 | 0,065 | .109 | ? | .154 | ,218 | ,250 | . 344 |
2-1 / 2 | 65 | 2.875 | 0,083 | .120 | ? | . | ,276 | ,300 | .375 |
3 | 80 | 3.500 | 0,083 | .120 | ? | ,216 | ,300 | ,350 | .438 |
3-1 / 2 | 90 | 4.000 | 0,083 | .120 | ? | . 226 | .318 | ? | ? |
 405
405 088
088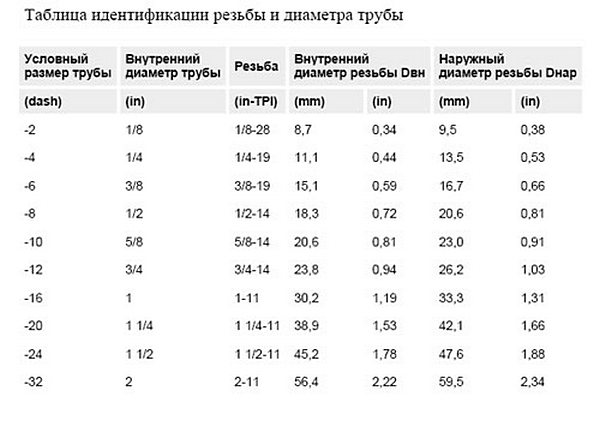 170
170 315
315 109
109 203
203от NPS 4 до NPS 8
НПС | DN | OD (дюймы) | Толщина стенки (дюймы) | ||||||||||
СЧ 5 | СЧ 10 | СЧ 20 | СЧ 30 | СЧ 40 | СЧ 60 | СЧ 80 | СЧ 100 | СЧ 120 | СЧ 140 | СЧ 160 | |||
4 | 100 | 4. | 0,083 | .120 | ? | ? | . 237 | . 281 | .337 | ? | .437 | ? | .531 |
4-1 / 2 | 115 | 5.000 | ? | ? | ? | ? | . 247 | ? | .355 | ? | ? | ? | ? |
5 | 125 | 5. | .109 | .134 | ? | ? | . 258 | ? | .375 | ? | .500 | ? | .625 |
6 | 150 | 6,625 | .109 | .134 | ? | ? | ,280 | ? | .432 | ? | . | ? | .719 |
8 | 200 | 8,625 | .109 | .148 | .250 | .277 | .322 | .406 | .500 | .593 | .718 | .812 | .906 |
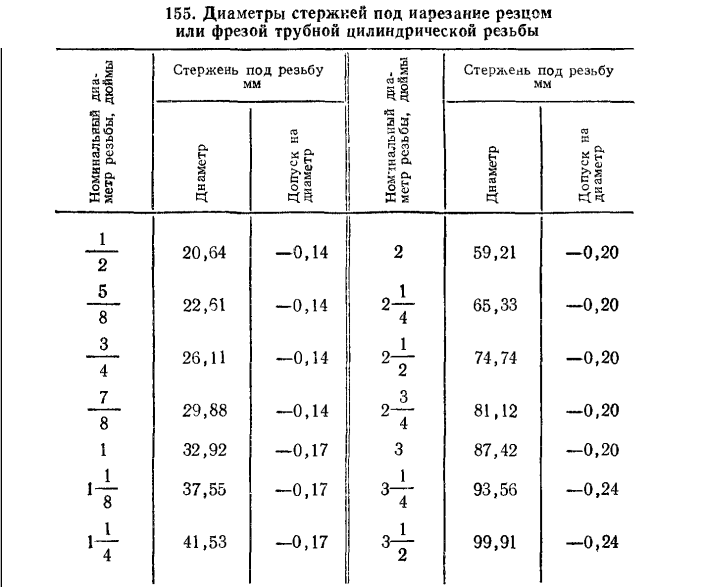 500
500 563
563 562
562от NPS 10 до NPS 24
НПС | DN | OD | Толщина стенки (дюймы) | ||||||||
СЧ 5с | СЧ 5 | СЧ 10с | СЧ 10 | СЧ 20 | СЧ 30 | СЧ 40с | СЧ 40 | ||||
10 | 250 | 10. | .134 | .134 | .165 | .165 | ,250 | .307 | .365 | .365 | |
12 | 300 | 12.75 | .156 | .165 | .180 | .180 | ,250 | .330 | .375 | .406 | |
14 | 350 | 14. | .156 | . 188 | ,250 | .312 | .375 | .375 | .437 | ||
16 | 400 | 16.00 | .165 | . 188 | ,250 | .312 | .375 | .375 | .500 | ||
18 | 450 | 18. | .165 | . 188 | ,250 | .312 | .437 | .375 | . 562 | ||
20 | 500 | 20.00 | . 188 | ,218 | ,250 | .375 | .500 | .375 | .593 | ||
24 | 600 | 24. | ,218 | ,250 | ,250 | .375 | . 562 | .375 | .687 | ||
 75
75 00
00 00
00 00
00от NPS 10 до NPS 24 (Продолжить)
НПС | DN | OD | Толщина стенки (дюймы) | ||||||||
СЧ 60 | СЧ 80-е | СЧ 80-е | СЧ 80 | СЧ 100 | СЧ 120 | СЧ 140 | СЧ 160 | ||||
10 | 250 | 10. | .500 | .500 | .500 | .593 | .718 | .843 | 1.000 | 1,125 | |
12 | 300 | 12.75 | .500 | .500 | .500 | .687 | .843 | 1.000 | 1,125 | 1,312 | |
14 | 350 | 14. | .593 | .500 | .500 | .750 | .937 | 1,093 | 1,250 | 1,406 | |
16 | 400 | 16.00 | .656 | .500 | .500 | .843 | 1,031 | 1,218 | 1,437 | 1,593 | |
18 | 450 | 18. | .750 | .500 | .500 | .937 | 1,156 | 1,375 | 1,562 | 1,781 | |
20 | 500 | 20.00 | .812 | .500 | .500 | 1,031 | 1,280 | 1,500 | 1,750 | 1,968 | |
24 | 600 | 24. | .968 | .500 | .500 | 1,218 | 1,531 | 1,812 | 2,062 | 2,343 | |
 75
75 00
00 00
00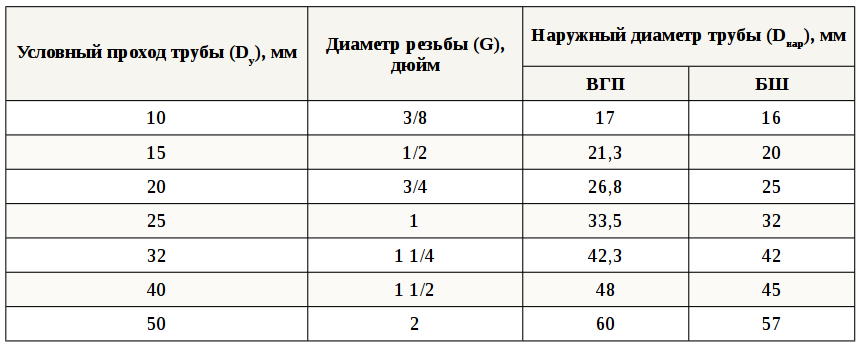 00
00
Скачать файл NPS
NPT (национальная трубная резьба)
Национальная трубная резьба — U.Стандарт S. для конической (NPT) или прямой (NPS) резьбы, используемой для соединения труб и фитингов. Стандарт ANSI / ASME B1.20.1 охватывает резьбу под углом 60 градусов с плоскими вершинами и впадинами в размерах от ⁄16 дюйма до 24 дюймов номинального размера трубы. Степень конусности для всех резьб NPT составляет ⁄16 (³⁄₄ дюйма на фут), измеренная путем изменения диаметра (трубной резьбы) на расстоянии. Конус, разделенный центральной линией, дает угол 1 ° 47 ’24 дюйма или 1,7899 ° при измерении от центральной оси.
Обычно используемые размеры: ⁄8, ¹⁄4, ³⁄8, ¹⁄2, ³⁄4, 1, 1 ¹⁄4, 1 ¹⁄2 и 2 дюйма, встречающиеся на трубах и фитингах у большинства U .Поставщики S. Для сжатого воздуха иногда используются меньшие размеры, чем указанные. Большие размеры используются реже, потому что другие методы соединения более практичны при 3 дюймах и более в большинстве приложений.
Номинальный размер трубы слабо связан с внутренним диаметром трубы сортамента 40. Из-за толщины стенки трубы фактический диаметр резьбы больше, чем NPS, в значительной степени для малых NPS. Трубы других типов имеют другую толщину стенки, но внешний диаметр (внешний диаметр) и профиль резьбы остаются такими же, поэтому внутренний диаметр трубы отличается от номинального диаметра.
Резьбовые трубы могут обеспечить эффективное уплотнение для труб, транспортирующих жидкости, газы, пар и гидравлическую жидкость. Эта резьба теперь используется в материалах, отличных от стали и латуни, включая ПВХ, нейлон, бронзу и чугун.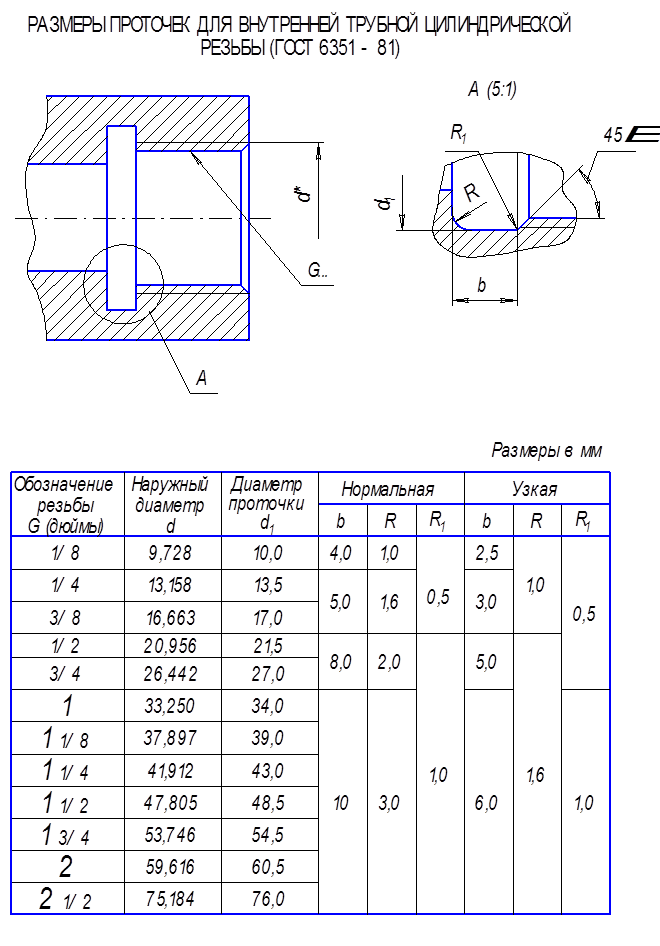
Конусность резьбы NPT позволяет им образовывать уплотнение при затягивании, поскольку боковые стороны резьбы прижимаются друг к другу, в отличие от фитингов с прямой резьбой или компрессионных фитингов, в которых резьба просто удерживает детали вместе и не обеспечивает уплотнения.Однако остается зазор между вершинами и основанием резьбы, что приводит к утечке вокруг этой спирали. Это означает, что фитинги NPT должны быть герметичными с помощью ленты для уплотнения резьбы или герметика для резьбы. (Использование ленты или герметика также поможет ограничить коррозию резьбы, что может сделать будущую разборку практически невозможной.)
Существует также полусовместимый вариант под названием NPTF или Dryseal, разработанный для обеспечения герметичного уплотнения без использования тефлоновой ленты или другого герметика.Резьба NPTF имеет такую же базовую форму, но с высотой гребня и корня, отрегулированной для посадки с натягом, что исключает путь спиральной утечки.
Иногда резьба NPT обозначается как MPT (наружная трубная резьба), MNPT или NPT (M) для наружной (внешней) резьбы и FPT (внутренняя трубная резьба), FNPT или NPT (F) для внутренней (внутренней) резьбы. Эквивалентное обозначение — MIP (внутренняя железная труба) и FIP (внутренняя железная труба).
Эквивалентное обозначение — MIP (внутренняя железная труба) и FIP (внутренняя железная труба).
Размеры трубной резьбы
Номинал | Наружный | Резьба | Шаг |
1/16 « | 0.3125 « | 27 | 0,03704 |
1/8 « | 0,405 « | 27 | 0,03704 |
1/4 « | 0,540 « | 18 | 0. |
3/8 « | 0,675 « | 18 | 0,05556 |
1/2 « | 0,840 « | 14 | 0,07143 |
3/4 « | 1.050 « | 14 | 0,07143 |
1 « | 1,315 « | 11½ | 0,08696 |
1¼ « | 1,660 « | 11½ | 0.08696 |
1½ « | 1. | 11½ | 0,08696 |
2 « | 2.375 « | 11½ | 0,08696 |
2½ « | 2.875 « | 8 | 0,12500 |
3 « | 3.500 « | 8 | 0,12500 |
4 « | 4.500 « | 8 | 0.12500 |
5 « | 5,563 « | 8 | 0,12500 |
6 « | 6,625 « | 8 | 0,12500 |
10 « | 10. | 8 | 0,12500 |
12 « | 12,750 « | 8 | 0,12500 |
14 «OD | 14 « | 8 | 0.12500 |
16 «OD | 16 « | 8 | 0,12500 |
18 дюймов OD | 18 « | 8 | 0,12500 |
20 «OD | 20 « | 8 | 0. |
24 «OD | 24 « | 8 | 0,12500 |
 05556
05556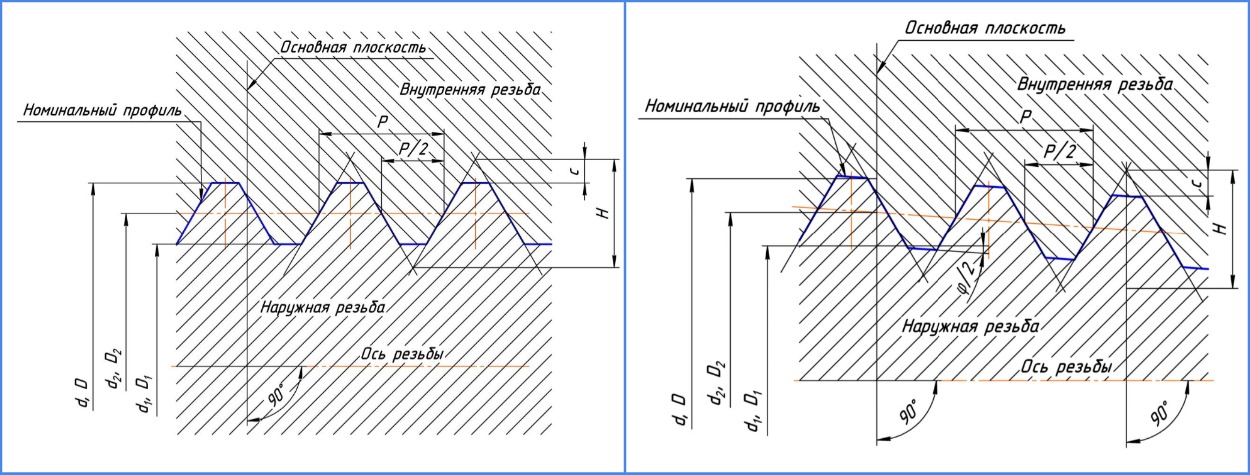 900 «
900 « 750 «
750 « 12500
12500Скачать файл NPT
BSPT (трубная резьба британского стандарта)
Британская стандартная трубная резьба (резьба BSP) — это семейство стандартных типов винтовой резьбы, которые были приняты во всем мире для соединения и герметизации концов труб путем сопряжения внешней (наружной) с внутренней (внутренней) резьбой.
Типы
Различают два типа резьбы:
Параллельная резьба постоянного диаметра. (G)
Коническая резьба, диаметр которой увеличивается или уменьшается по длине резьбы. (R)
Их можно объединить в два типа шарниров:
Соединительная резьба: это трубная резьба для соединений, герметичных за счет стыковки резьбы.
Они всегда используют коническую внешнюю резьбу, но могут иметь параллельную или конусную внутреннюю резьбу. (В континентальной Европе внутренняя трубная резьба с конусом обычно не используется.)Резьба с длинным винтом: это параллельная трубная резьба, используемая там, где герметичное соединение достигается за счет прижатия мягкого материала (прокладки) к поверхности внешней резьбы путем затягивания контргайки до муфты.
 Они всегда используют коническую внешнюю резьбу, но могут иметь параллельную или конусную внутреннюю резьбу. (В континентальной Европе внутренняя трубная резьба с конусом обычно не используется.)
Они всегда используют коническую внешнюю резьбу, но могут иметь параллельную или конусную внутреннюю резьбу. (В континентальной Европе внутренняя трубная резьба с конусом обычно не используется.)Форма резьбы
Как для конической, так и для параллельной трубной резьбы используется форма резьбы Витворта, которая имеет следующие характеристики:
симметричная V-образная резьба с углом между боковыми поверхностями 55 ° (измеряется в осевой плоскости)
Одна шестая этого острого V усечена вверху и внизу
резьба равномерно закруглена на гребнях и в основании по круговой дуге по касательной к боковым сторонам
теоретическая глубина резьбы, следовательно, равна 0.
В 64 раза больше номинального шага отношение между
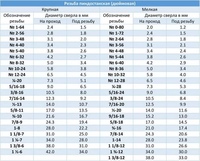 В 64 раза больше номинального шага отношение между
В 64 раза больше номинального шага отношение междуРазмеры трубной резьбы
Стандарты определяют список из 15 размеров резьбы в диапазоне от 1/16 до 6. Номер размера первоначально был основан на внутреннем диаметре, измеренном в дюймах (25,4 мм) стальной трубы, для которой предназначалась резьба, но в современной метрической версии стандарта просто номер размера.
Резьба | Резьба | Шаг | Наибольший диаметр | Калибр | Соответствующая труба | ||||
[мм] | [дюйм] | DN | OD | OD | Толщина — | ||||
1/16 | 28 | 0. | 7,723 | 0,304 | 4 | ||||
1/8 | 28 | 0,907 | 9.728 | 0,383 | 4 | 6 | 10,2 | 0,40 | 2 |
1/4 | 19 | 1,337 | 13.157 | 0,518 | 6 | 8 | 13,5 | 0,53 | 2,3 |
3/8 | 19 | 1,337 | 16. | 0,656 | 6,4 | 10 | 17,2 | 0,68 | 2,3 |
1/2 | 14 | 1,814 | 20.995 | 0,825 | 8,2 | 15 | 21,3 | 0,84 | 2,6 |
3/4 | 14 | 1,814 | 26.441 | 1,041 | 9,5 | 20 | 26,9 | 1,06 | 2,6 |
1 | 11 | 2. | 33.249 | 1,309 | 10,4 | 25 | 33,7 | 1,33 | 3,2 |
1¼ | 11 | 2.309 | 41.910 | 1,650 | 12,7 | 32 | 42,4 | 1,67 | 3,2 |
1½ | 11 | 2.309 | 47.803 | 1. | 12,7 | 40 | 48,3 | 1,90 | 3,2 |
2 | 11 | 2.309 | 59.614 | 2,347 | 15,9 | 50 | 60,3 | 2,37 | 3,6 |
2½ | 11 | 2.309 | 75.184 | 2,960 | 17,5 | 65 | 76,1 | 3,00 | 3,6 |
3 | 11 | 2. | 87.884 | 3,460 | 20,6 | 80 | 88,9 | 3,50 | 4 |
4 | 11 | 2.309 | 113.030 | 4,450 | 25,5 | 100 | 114,3 | 4,50 | 4,5 |
5 | 11 | 2.309 | 138.430 | 5,450 | 28,6 | 125 | 139,7 | 5,50 | 5 |
6 | 11 | 2. | 163.830 | 6.450 | 28,6 | 150 | 165,1 | 6.50 | 5 |
 907
907 662
662 882
882 309
309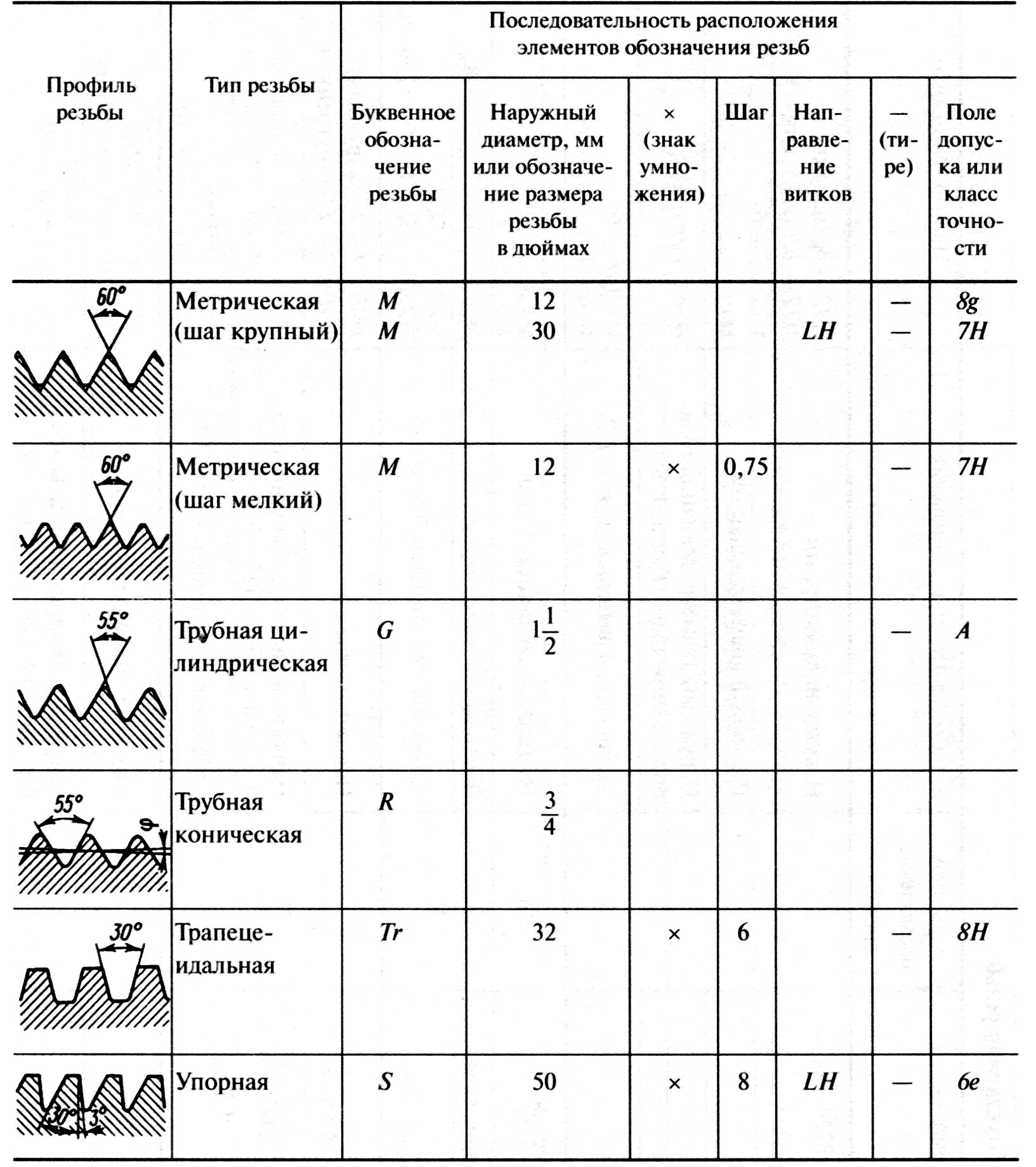 309
309Указанный наибольший диаметр — это внешний диаметр внешней резьбы. Для конической резьбы это диаметр на «измерительной длине» от малого конца резьбы.Конусность составляет «от 1 до 16», что означает, что на каждые 16 мм увеличения расстояния от конца диаметр увеличивается на 1 мм.
Обозначения трубной резьбы
Эти стандартные трубные резьбы формально называются следующей последовательностью блоков:
слова «Резьба трубная»
номер документа стандарта (например, «ISO 7» или «EN 10226»)
обозначение типа трубной резьбы:
G = внешнее + внутреннее параллельное (ISO 228)
R = внешний конус (ISO 7)
Rp = внутренняя параллельность (ISO 7)
Rc = внутренний конус (ISO 7)
размер резьбы
Резьба обычно правая. Для левой резьбы добавляются буквы «LH».
Для левой резьбы добавляются буквы «LH».
Пример: трубная резьба EN 10226 Rp 2 1/2
Скачать файл BSPT
Размеры
Потоки | |
1 галлон в минуту (США) | ,002228 куб. фут / второй |
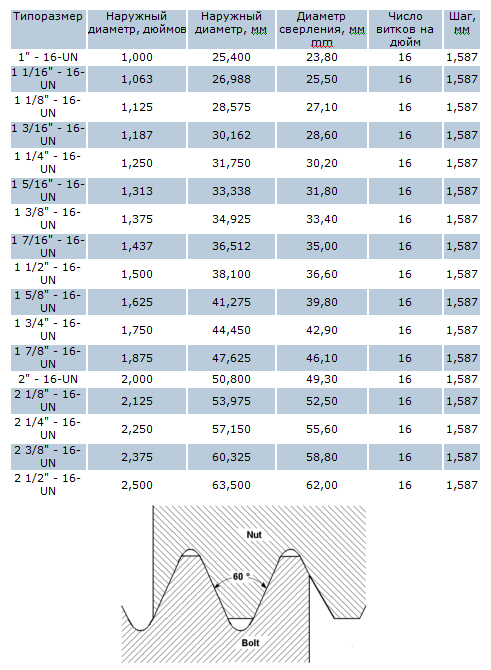 992 Акр дюймов / час.
992 Акр дюймов / час.Объем | |
1728 кубических дюймов | 0 галлонов 1 кубический фут |
 5236
5236Масса 100 футов трубы, заполненной водой | ||
Размер трубы | Пластик (125 #) | Утюг (Sch 40) |
1 « | 57 фунтов. | 206 фунтов. |
Сравнение расхода со скоростью | |||
Размер (ном.) | @ 3.0 ‘/ сек | @ 3,5 ‘/ сек | Рекомендуемый макс. |
½ « | 2,2 галлона в минуту | 2,64 галлонов в минуту | 2,2 галлона в минуту |

Потеря напора на 100 футов — медные трубки типа L | |||
Размер | Скорость (FPS) | галлонов в минуту | Потеря напора |
½ « | 5 | 3. | 10,12 |
 64
64  07 ‘
07 ‘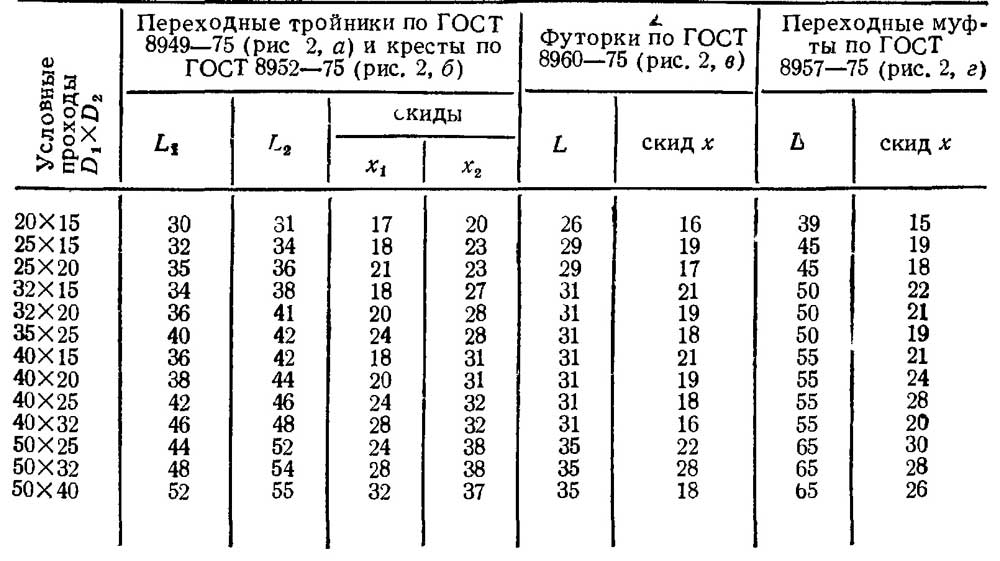 85 ‘
85 ‘ 55 ‘
55 ‘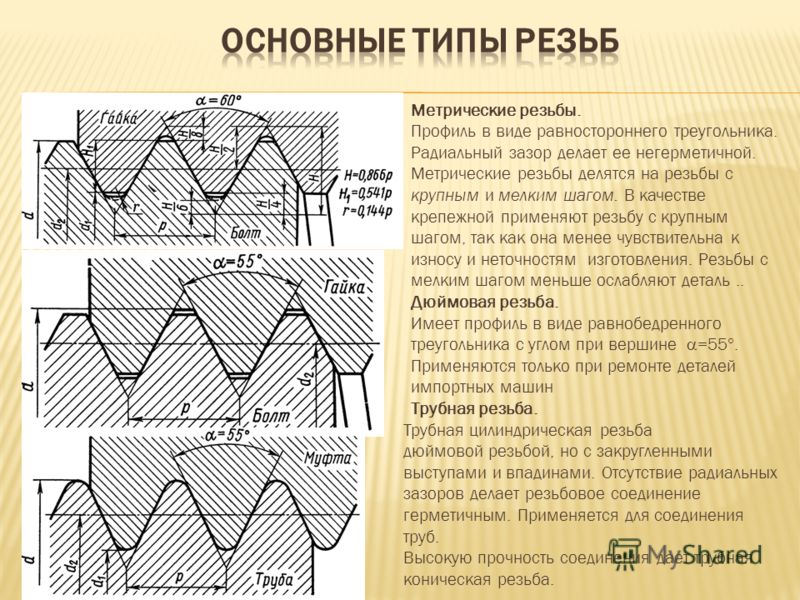 12 ‘
12 ‘