Размер сверл для нарезки резьбы
Полезная таблица — диаметр резьбы и шаг
Многие из вас сталкивались с нарезанием внутренней резьбы с помощью метчика и у многих возникал вопрос — какого диаметра должно быть сверло под резьбу, к примеру М8 или М10. Ведь при нарезке резьбы первоначальной задачей становится сверление отверстия подходящего диаметра, чтобы метчик резал металл не слишком туго и в то же время не болтался. Поэтому расскажу, как можно самому высчитать правильный диаметр сверла под любую метрическую резьбу.
На самом деле все просто, как вы знаете, параметров резьбы всего 2: это диаметр и шаг. Еще можно заметить(для тех кто не знает), что резьба бывает стандартная(со стандартным шагом) и любая другая. К примеру, стандартная резьба для 10 мм — это 1.5мм, то есть М10*1.5. Но ведь встречается довольно часто резьба 10*1.25 и 10*1. Буква М на резьбе означает, что резьба метрическая.
Диаметры сверл под метрическую (M) резьбу
А бывает еще трубная(читать про трубные плашки). Ну а в этой статье мы разберем все нюансы нарезания метрической резьбы и конечно же узнаем, как вычислить диаметр сверла под резьбу.
Значит, как я уже говорил, в основу расчетов берем диаметр и шаг. Просто вычитаем из диаметра шаг резьбы и полученная цифра будет диаметром требуемого сверла. Давайте посчитаем диаметр сверла под резьбу М8(стандартная).
8 минус 1.25(стандартный шаг) получаем 6.75 мм — именно такое сверло нужно, чтобы нарезать резьбу М8. А например, резьба 8*1 — сверло получится диаметром 7 мм.
Надеюсь, все понятно. Также предоставлю вам нужную табличку стандартных резьб(то есть вы сможете узнать, какой шаг стандартный у определенного диаметра) и диаметр сверл для них.
Таблица стандартной резьбы и диаметр сверла для них.
| диаметр резьбы | шаг резьбы | сверло под резьбу |
| М2 | 0.45 | 1.5 мм |
| М3 | 0.5 | 2. 5 мм 5 мм |
| М4 | 0.7 | 3.3 мм |
| М5 | 0.8 | 4.2 мм |
| М6 | 1 | 5 мм |
| М7 | 1 | 6 мм |
| М8 | 1.25 | 6.7-6.8 |
| М9 | 1.25 | 7.7-7.8 |
| М10 | 1.5 | 8.5 |
| М11 | 1.5 | 9.5 |
| М12 | 1.75 | 10.2-10.3 |
| М14 | 2 | 12 мм |
| М16 | 2 | 14 мм |
| М18 | 2.5 | 15.5 |
| М20 | 2.5 | 17.5 |
| М22 | 2.5 | 19.5 |
| М24 | 3 | 21 |
| М27 | 3 | 24 мм |
| М30 | 3.5 | 26.5 |
| М33 | 3.5 | 29.5 |
| М36 | 4 | 32 мм |
Помимо стандартной резьбы встречаются шаги 0.75(для мелких резьб до М10), 1 мм, 1.25 мм, 2 мм(у крупных метчиков и плашек).
Надеюсь, данная статья помогла вам самостоятельно рассчитать требуемый диаметр сверла под нарезаемую резьбу.
Кстати, резьбу нарезайте не «на сухую», а подливайте машинного или бытового масла. Это снизит нагрузку на метчик-плашку, да и резать так гораздо легче.
Еще статьи по теме:
Таблицы размеров сверла и отверстий под резьбу: метрические, дюймовые
Диаметр отверстия (сверла) под резьбу
Для резьбовых соединений чаще всего применяют метрическую резьбу. Кроме метрической резьбы существует еще довольно много различных видов резьба, на них мы останавливаться не будем.
Внутреннюю резьбу нарезают с помощью метчиков. Метчик — металлорежущий инструмент для нарезания внутренней резьбы в предварительно просверленных отверстиях. Бывают ручные и станочные метчики. При нарезании глубокой резьбы обычно применяют комплект из двух или трех метчиков: первый метчик – предварительный нарезает черновую резьбу, второй нарезает полноценную резьбу и в случае наличия третьего мечика происходит калибровка резьбы.
Большое значение имеет правильный подбор диаметров отверстия под резьбу. Если диаметр отверстия больше, чем следует, то внутренняя резьба не будет иметь полного профиля – соединение будет непрочное. При диаметре меньше необходимого вход метчика в него затруднителен, это приводит к срыву первых витков резьбы или в худшем случае к заклиниванию и поломке метчика.
В первом столбце нижеследующей таблицы представлены метрические резьбы от М2 до М48. Во втором столбце представлен крупный шаг, применяемый для каждой метрической резьбы. При нарезании резьбы по возможности следует придерживаться именно этих значений шага. В третьей колонке указаны диаметры отверстия (сверла) под метрическую резьбу с крупным шагом. В некоторых исключительных случаях необходимо применение более мелкого шага диаметры отверстий под мелкий шаг представлены в последующих столбцах таблицы.
Таблица отверстий под метрическую резьбу
| Диаметр резьбы | Шаг (стандартный) | Диаметр отверстия (сверла) | Шаг | Отверстие | Шаг | Отверстие |
| М2 | 0,4 | 1,6 | 0,25 | 1,75 | ||
| М3 | 0,5 | 2,5 | 0,35 | 2,65 | ||
| М4 | 0,7 | 3,3 | 0,5 | 3,5 | ||
| М5 | 0,8 | 4,2 | 0,5 | 4,5 | ||
| М6 | 1,0 | 5,0 | 0,75 | 5,2 | 0,5 | 5,5 |
| М7 | 1,0 | 6,0 | 0,75 | 6,2 | 0,5 | 6,5 |
| М8 | 1,25 | 6,7 | 1,0 | 7,0 | 0,75 | 7,2 |
| М9 | 1,25 | 7,7 | 1,0 | 8,0 | 0,75 | 8,2 |
| М10 | 1,5 | 8,5 | 1,25 | 8,7 | 1,0 | 9,0 |
| М11 | 9,5 | 1,0 | 10,0 | 0,75 | 10,2 | |
| М12 | 1,75 | 10,2 | 1,5 | 10,5 | 1,25 | 10,7 |
| М14 | 2,0 | 12,0 | 1,5 | 12,5 | 1,25 | 12,6 |
| М16 | 2,0 | 14,0 | 1,5 | 14,5 | 1,0 | 15,0 |
| М18 | 2,5 | 15,4 | 2,0 | 16,0 | 1,5 | 16,5 |
| М20 | 2,5 | 17,4 | 2,0 | 18,0 | 1,5 | 18,5 |
| М22 | 2,5 | 19,4 | 2,0 | 20,0 | 1,5 | 20,5 |
| М24 | 3,0 | 20,9 | 2,0 | 22,0 | 1,5 | 22,5 |
| М27 | 3,0 | 23,9 | 2,0 | 25,0 | 1,5 | 25,5 |
| М30 | 3,5 | 26,4 | 3,0 | 26,9 | 2,0 | 28,0 |
| М33 | 3,5 | 29,4 | 3,0 | 29,9 | 2,0 | 31,0 |
| М36 | 4,0 | 31,9 | 3,0 | 32,9 | 2,0 | 34,0 |
| М39 | 4,0 | 34,9 | 3,0 | 35,9 | 2,0 | 37,0 |
| М42 | 4,5 | 37,4 | 4,0 | 37,9 | 3,0 | 38,9 |
| М45 | 4,5 | 40,4 | 4,0 | 40,9 | 3,0 | 41,9 |
| М48 | 5,0 | 42,8 | 4,0 | 43,9 | 3,0 | 44,9 |
ГОСТ 19257-73 — Отверстия под нарезание метрической резьбы.
При изготовлении резьбовых отверстий под метрические болты, винты, шпильки сначала в материале просверливается отверстие, а затем при помощи метчика в нем нарезается резьба. Но прежде чем приступить к сверлению, необходимо подобрать оптимальный диаметр сверла под планируемую внутреннюю резьбу, воспользовавшись специальной таблицей соответствия. Приведенные в ней значения применимы для
Если размер отверстия будет больше положенного, то есть риск получить недостаточно глубокую резьбовую канавку и как следствие ослабленное соединение. Если размер отверстия слишком мал, то будут трудности при работе с метчиком, так как возникает большое сопротивление резанию, нагревание инструмента, налипание стружки на режущие кромки, заклинивание и даже поломка метчика.
Пользоваться таблицей очень просто. Для этого важно знать основные параметры метрической резьбы – это ее шаг (Р) и номинальный диаметр (d), которые измеряются в долях метра. Под шагом понимают расстояние между двумя вершинами соседних витков. За номинальный диаметр принимают наружный диаметр резьбы, который равен расстоянию между крайними точками наружных выступов винтовой линии.
Таблица рекомендуемых диаметров отверстий под резьбу, мм
| d резьбы | Шаг | d сверла | Шаг | d сверла | Шаг | d сверла | Шаг | d сверла | Шаг | d сверла | Шаг | d сверла |
| 2 | 0.4 | 1.6 | 0.25 | 1.75 | ||||||||
| 3 | 0.5 | 2.5 | 0.35 | 2.65 | ||||||||
| 4 | 0.7 | 3.3 | 0.5 | 3.5 | ||||||||
| 5 | 0.8 | 4.2 | 0.5 | 4.5 | ||||||||
| 6 | 1 | 5 | 0.75 | 5.2 | 0.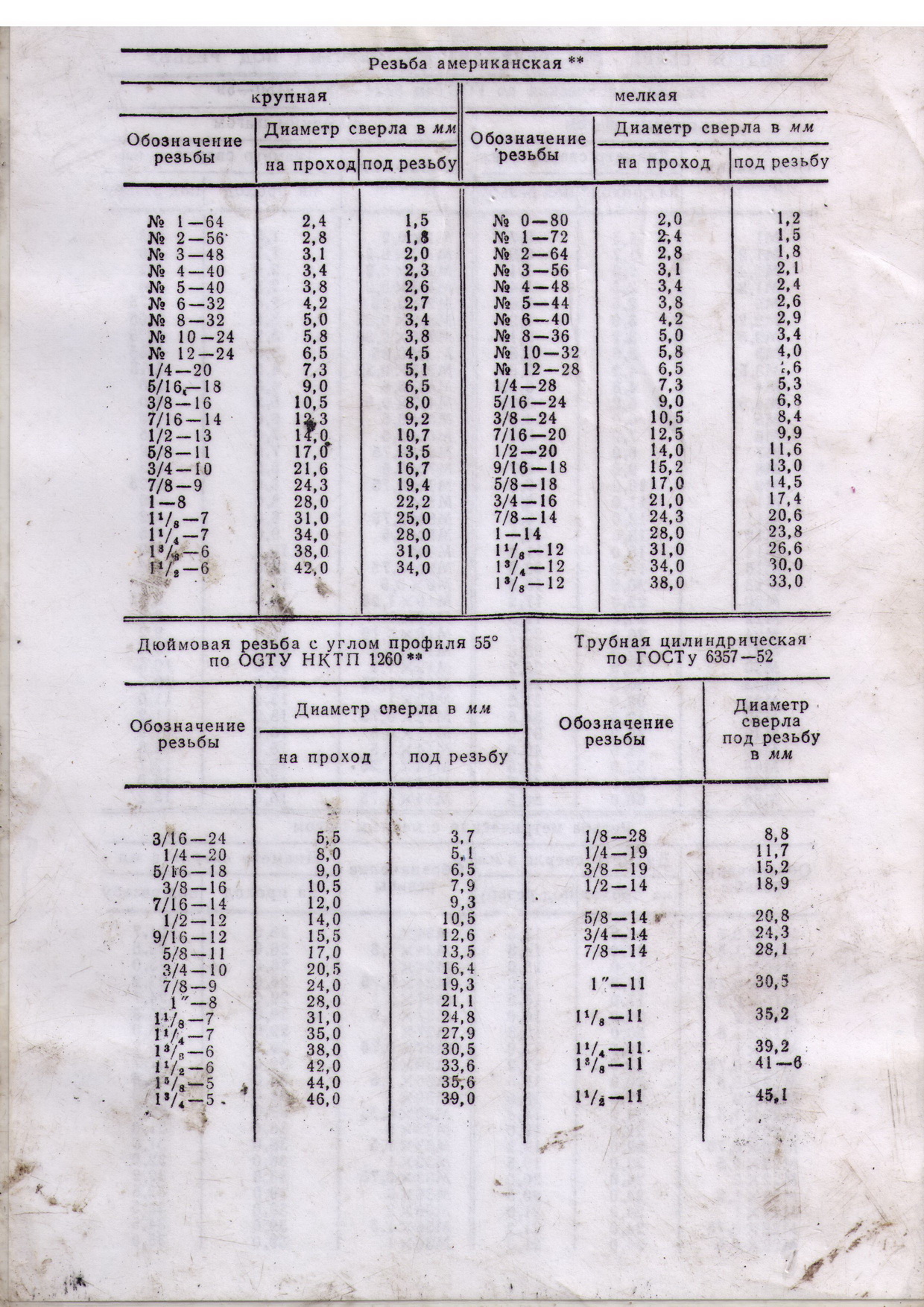 5 5 | 5.5 | ||||||
| 7 | 1 | 6 | 0.75 | 6.2 | 0.5 | 6.5 | ||||||
| 8 | 1.25 | 6.7 | 1 | 7 | 0.75 | 7.2 | 0.5 | 7.5 | ||||
| 9 | 1.25 | 7.7 | 1 | 8 | 0.75 | 7.2 | 0.5 | 8.5 | ||||
| 10 | 1.5 | 8.5 | 1.25 | 8.7 | 1 | 9 | 0.75 | 9.2 | 0.5 | 9.5 | ||
| 11 | 1.5 | 9.5 | 1 | 10 | 0.75 | 10.2 | 0.5 | 10.5 | ||||
| 12 | 1.75 | 10.2 | 1.5 | 10.5 | 1.25 | 10.7 | 1 | 11 | 0.75 | 11.2 | 0.5 | 11.5 |
| 14 | 2 | 12 | 1.5 | 12.5 | 1.25 | 12.6 | 1 | 13 | 0.75 | 13.2 | 0.5 | 13.5 |
| 16 | 2 | 14 | 1.5 | 14.5 | 1 | 15 | 0.75 | 15.2 | 0.5 | 15.5 | ||
| 18 | 2.5 | 15.4 | 2 | 16 | 1.5 | 16.5 | 1 | 17 | 0.75 | 17.2 | 0.5 | 17.5 |
| 20 | 2.5 | 17.4 | 2 | 18 | 1.5 | 18.5 | 1 | 19 | 0.75 | 19.2 | 0.5 | 19.5 |
| 22 | 2.5 | 19.4 | 2 | 20 | 1.5 | 20.5 | 1 | 21 | 0.75 | 21.2 | 0.5 | 21.5 |
| 24 | 3 | 20.8 | 2 | 22 | 1.5 | 22.5 | 1 | 23 | 0.75 | 23.2 | ||
| 27 | 3 | 23.9 | 2 | 25 | 1.5 | 25.5 | 1 | 26 | 0.75 | 26.2 | ||
| 30 | 3.5 | 26.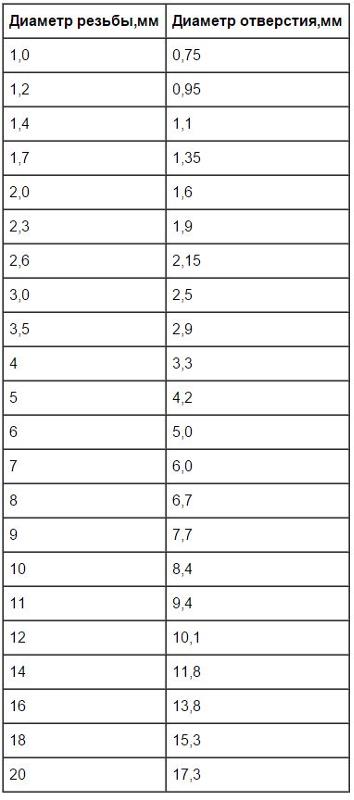 4 4 | 3 | 26.9 | 2 | 28 | 1.5 | 28.5 | 1 | 29 | 0.75 | 29.2 |
| 33 | 3.5 | 29.4 | 3 | 29.9 | 2 | 31 | 1.5 | 31.5 | 1 | 32 | 0.75 | 32.2 |
| 36 | 4 | 31.9 | 3 | 32.9 | 2 | 34 | 1.5 | 34.5 | 1 | 35 | ||
| 39 | 4 | 34.9 | 3 | 35.9 | 2 | 37 | 1.5 | 37.5 | 1 | 38 | ||
| 42 | 4.5 | 37.4 | 4 | 37.9 | 3 | 38.9 | 2 | 34 | 1.5 | 40.5 | 1 | 41 |
| 45 | 4.5 | 40.4 | 4 | 40.9 | 3 | 41.9 | 2 | 43 | 1.5 | 43.5 | 1 | 44 |
| 48 | 5 | 42.8 | 4 | 43.9 | 3 | 44.9 | 2 | 46 | 1.5 | 46.5 | 1 | 47 |
Из таблицы видно, что диаметр сверла меньше наружного диаметра резьбы примерно на величину шага, то есть:
На практике многие домашние мастера постоянно пользуются этой простой формулой, когда нет возможности обратиться к таблице.
Например, для М10х1.5: Dотв = 10 – 1.5 = 8.5 мм
Этот способ вполне приемлем, когда резьбонарезание выполняется ручным способом в условиях слесарной мастерской. Если планируемое резьбовое соединение в процессе эксплуатации не будет подвергаться серьезным нагрузкам, то можно допустить незначительное увеличение величины отверстия. На сборочном производстве, где требуется высокая точность размеров резьбового профиля, любые отклонения неприемлемы. Диаметры отверстия под резьбу с полем допуска устанавливает ГОСТ 19257-73.
Как подобрать диаметр сверла под резьбу? Резьбовое соединение деталей – это часто применяемый способ соединения деталей разных видов. Различают два Вида по типу поверхности резьбы:
Инструменты применяемые для нарезания Резьбы на деталях это
Прежде, чем нарезать внутреннюю резьбу нужно сделать отверстие, правильно подобрав его диаметр. И сразу встает вопрос: «Как подобрать диаметр сверла под резьбу?» Ведь, если отверстие сделать большого размера, то резьба будет недостаточно глубокой и быстро скосится, если маленького, то сломается сам инструмент в процессе сверления Самый простой способ — это воспользоваться специальной Таблицей Диаметров сверл под резьбу, где указаны основные параметры: маркировка, Диаметр Резьбы, Шаг Резьбы, Диаметр сверла под резьбу Параметры, указанные в таблице, соответствуют ГОСТу: размеры отверстий для любого диаметра резьбы, с учетом шага резьбы и допусков. Диаметры отверстия под резьбу с полем допуска устанавливает ГОСТ 19257-73 Если этой Таблицы сверл под резьбу нет в нужный момент под рукой, то можно воспользоваться простым методом, рассчитав диаметр отверстия по формуле: Из наружного диаметра резьбы вычесть шаг и в результате получается диаметр сверла. Как видно, рассчитать диаметр сверла под резьбу несложно. Можно воспользоваться готовой таблицей или использовать простую формулу для вычисления нужного диаметра. Например, для М10х1.5: Dотв = 10 – 1.5 = 8.5 мм Магазин инструментов «Инструмент-Уфа» предоставляет возможность купить в Уфе все необходимое оборудование и оснастку для нарезания резьбы в материалах любой твердости, выполнения различных металлорежущих и слесарных работ Таблица рекомендуемых диаметров отверстий под резьбу, мм
Изготавливаем и поставляем Все Инструменты для Металлообработки: сверла, метчики, плашки, фрезы, развертки, резцы, калибры, зенкеры зенковки, ролики протяжки, долбяки, цековки, оправкипресс-формы, оснастку, шестерни согласно ГОСТ и по чертежам заказчика В магазине продается профессиональный инструмент для токарей-фрезеровщиков представленные компанией ООО «АНГО», а также инструменты от мировых ведущих производителей
Алфавитный каталог: Адаптеры, переходники и держатели для бит Алмазная и эльборовая паста, ГОИ Алмазные головки Алмазные карандаши, иглы, алмазы в оправе Алмазные круги Алмазные надфили Алмазные напильники Алмазные отрезные диски Алмазные сверла и коронки Биты двухсторонние Биты квадратные тип S Биты крестовые РZ Биты крестовые РН Биты шлицевые SL Бородки, высечки и кернеры Борфрезы твердосплавные Бруски ручные алмазные Бруски хонинговальные тип АБХ Бруски шлифовальные Буры твердосплавные Взрывобезопасный инструмент Воротки для метчиков и плашкодержатели Воротки и оснаcтка для торцевых головок Вставки к пробкам Втулки 7:24 MAS 403 BT / КМ Втулки 7:24 ГОСТ 25827 исп.1 / КМ Втулки 7:24 ЧПУ NT / КМ Втулки HSK / КМ Втулки R8 / КМ Втулки КМ / КМ для концевых фрез Втулки КМ / КМ для центров Втулки КМ / КМ с лапкой и клинья Втулки поддерживающие к оправкам для фрез Гайковерты и винтоверты Гидравлическое оборудование Глубиномеры Головки делительные Головки измерительные Головки расточные Головки торцевые с хвостовиком Головки торцевые сменные Головки торцевые сменные дюймовые Головки шарнирные Головки шлифовальные — наборы Головки шлифовальные конические KW(ГКЗ), EW(ГК) Головки шлифовальные угловые DW(ГУ) Головки шлифовальные цилиндрические AW(ГЦ) Головки шлифовальные шаровые FW(ГШЦ), F2W(ГШ) Гребенки резьбонарезные Диски сепарационные Диски фибровые и самозацепляемые Долбяки и шеверы Долота и стамески Домкраты Заготовки — стержни круглые Р6АМ5 и ВК6М Заготовки резцов квадратные Р6АМ5 Заготовки резцов прямоугольные Р6АМ5 Заклепочники и заклепки Замки Заточные станки Зенкеры насадные Зенкеры с коническим хвостовиком Зенкеры твердосплавные насадные Зенкеры твердосплавные с коническим хвостовиком Зенковки с коническим хвостовиком Зенковки с цилиндрическим хвостовиком Зерно шлифовальное Зубила Измерительный инструмент уценённый Инвентарь Индикаторы Калибры разные Квадратные неперетачиваемые пластины Кельмы и шпатели Клейма и маркеры Клещи для снятия стопорных колец Клуппы и плашки к ним Ключи для круглых шлицевых гаек Ключи комбинированные Ключи накидные кольцевые коленчатые Ключи разводные Ключи разные Ключи рожковые гаечные Ключи торцевые Ключи трубные Ключи уцененные Ключи шестигранные имбусовые Ключи шестигранные TORX имбусовые Ключи шестигранные дюймовые имбусовые Кольца промежуточные к оправкам для фрез Кольца резьбовые Крепежная оснастка УСП Круги вулканитовые Круги зачистные обдирочные Круги и пасты полировальные Круги отрезные Круги шлифовальные 2П, 3П, 4П, ПВ, ПВД Круги шлифовальные ПП прямого профиля Круги шлифовальные лепестковые радиальные КЛ Круги шлифовальные лепестковые радиальные КЛО Круги шлифовальные лепестковые торцовые КЛТ Круги шлифовальныеЧК (т.
Таблица диаметра Сверл под Дюймовую резьбу
| ||||||||||||
 Этот способ позволяет много раз разбирать и собирать части деталей, без потери эксплуатационных свойств
Этот способ позволяет много раз разбирать и собирать части деталей, без потери эксплуатационных свойств 4
4 5
5 75
75 75
75 9
9 5
5 9
9 11) ЧЦ (т.6) Т (т.12) Круглогубцы Круглые неперетачиваемые пластины Кувалды Кусачки Лебёдки, тали и стропы Линейки Ломы, лопаты Малярный инструмент и принадлежности Манжеты (сальники) Металлорежущий инструмент уценённый Метчики гаечные Метчики гаечные ЛЕВЫЕ Метчики для трапецеидальной резьбы TR Метчики дюймовые BSW/BSF резьба Уитворта Метчики дюймовые UNC/UNF м/р Метчики дюймовые UNC/UNF ручные Метчики дюймовые для резьб G, Rc K Метчики дюймовые резьба G ручные ЛЕВЫЕ Метчики машинно-ручные Метчики машинно-ручные ЛЕВЫЕ Метчики машинно-ручные твёрдосплавные Метчики ручные Метчики ручные ЛЕВЫЕ Микрометры Молотки киянки Муфты кулисно-крестовые плавающие Наборы алмазного инструмента Наборы бит Наборы измерительного инструмента Наборы ключей Наборы концевых мер длины и поштучно Наборы метчиков и плашек Наборы напильников, надфилей и рашпилей Наборы отверток Наборы сверл и буров Наборы сверл уценённые Наборы свёрл по дереву Наборы слесарно-монтажного инструмента Наборы торцевых головок Наборы фрез Надфили Наковальни Напаиваемые пластины Напильники квадратные Напильники круглые Напильники плоские Напильники полукруглые Напильники ромбические Напильники трехгранные Напильники уценённые Ножи и лезвия Ножи к фрезам Ножницы для резки арматуры, кабеля, троса Ножницы по металлу Ножовки по металлу Нутромеры Оправки для насадных зенкеров и развёрток Оправки для насадных и торцовых фрез Оправки контрольные с хвостовиком Оправки контрольные центровые Оправки переходные для сверлильных патронов Оснастка для кольцевых корончатых сверл Оснастка к электроинструменту Оснастка уценённая Отвертки Параллелограмм неперетачиваемые пластины Патроны быстросменные с шариками Патроны резьбонарезные для метчиков Патроны сверлильные Патроны токарные и комплектующие Патроны фрезерные Патроны цанговые и цанги ER Патроны цанговые и цанги-втулки переходные Паяльное оборудование и принадлежности Пилки для электролобзиков Пилы дисковые по дереву Пилы и ножовки по дереву Пилы по металлу и сегменты Пластины разные Плашки для метрической резьбы Плашки для метрической резьбы ЛЕВЫЕ Плашки дюймовые BSW/BSF резьба Уитворта Плашки дюймовые UNC/UNF Плашки дюймовые для резьб G, R K Плиты поверочные и станины Плиты, призмы и блоки магнитные Плоскогубцы Пневмосверлильные машины Подшипники качения Подшипники корпусные Подшипники линейные (шариковые втулки) Подшипники шарнирные (Ш, ШС, ШМ и т.
11) ЧЦ (т.6) Т (т.12) Круглогубцы Круглые неперетачиваемые пластины Кувалды Кусачки Лебёдки, тали и стропы Линейки Ломы, лопаты Малярный инструмент и принадлежности Манжеты (сальники) Металлорежущий инструмент уценённый Метчики гаечные Метчики гаечные ЛЕВЫЕ Метчики для трапецеидальной резьбы TR Метчики дюймовые BSW/BSF резьба Уитворта Метчики дюймовые UNC/UNF м/р Метчики дюймовые UNC/UNF ручные Метчики дюймовые для резьб G, Rc K Метчики дюймовые резьба G ручные ЛЕВЫЕ Метчики машинно-ручные Метчики машинно-ручные ЛЕВЫЕ Метчики машинно-ручные твёрдосплавные Метчики ручные Метчики ручные ЛЕВЫЕ Микрометры Молотки киянки Муфты кулисно-крестовые плавающие Наборы алмазного инструмента Наборы бит Наборы измерительного инструмента Наборы ключей Наборы концевых мер длины и поштучно Наборы метчиков и плашек Наборы напильников, надфилей и рашпилей Наборы отверток Наборы сверл и буров Наборы сверл уценённые Наборы свёрл по дереву Наборы слесарно-монтажного инструмента Наборы торцевых головок Наборы фрез Надфили Наковальни Напаиваемые пластины Напильники квадратные Напильники круглые Напильники плоские Напильники полукруглые Напильники ромбические Напильники трехгранные Напильники уценённые Ножи и лезвия Ножи к фрезам Ножницы для резки арматуры, кабеля, троса Ножницы по металлу Ножовки по металлу Нутромеры Оправки для насадных зенкеров и развёрток Оправки для насадных и торцовых фрез Оправки контрольные с хвостовиком Оправки контрольные центровые Оправки переходные для сверлильных патронов Оснастка для кольцевых корончатых сверл Оснастка к электроинструменту Оснастка уценённая Отвертки Параллелограмм неперетачиваемые пластины Патроны быстросменные с шариками Патроны резьбонарезные для метчиков Патроны сверлильные Патроны токарные и комплектующие Патроны фрезерные Патроны цанговые и цанги ER Патроны цанговые и цанги-втулки переходные Паяльное оборудование и принадлежности Пилки для электролобзиков Пилы дисковые по дереву Пилы и ножовки по дереву Пилы по металлу и сегменты Пластины разные Плашки для метрической резьбы Плашки для метрической резьбы ЛЕВЫЕ Плашки дюймовые BSW/BSF резьба Уитворта Плашки дюймовые UNC/UNF Плашки дюймовые для резьб G, R K Плиты поверочные и станины Плиты, призмы и блоки магнитные Плоскогубцы Пневмосверлильные машины Подшипники качения Подшипники корпусные Подшипники линейные (шариковые втулки) Подшипники шарнирные (Ш, ШС, ШМ и т.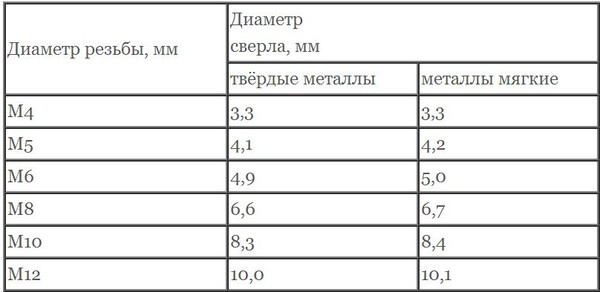 д.) Пожарное оборудование Полотна ручные и машинные Пресса Приборы Призмы поверочные и разметочные Пробки гладкие Пробки резьбовые Проволочки для измерения среднего диаметра резьбы Протяжки Прочее (станки и оснастка) Прочие товары уценённые Пятигранные неперетачиваемые пластины Развертки конические 1:10 Котельные Развертки конические 1:16 Rc и K Развертки конические 1:30 Развертки конические 1:50 Развертки конические под конус Морзе Развертки машинные с коническим хвостовиком Развертки машинные с цилиндрическим хвостовиком Развертки насадные Развертки ручные разжимные Развертки ручные регулируемые Развертки ручные с цилиндрическим хвостовиком Деревообрабатывающий инструмент Рашпили и рихтовочные напильники Резцедержатели, держатели сверл хвостовик VDI Резцы отрезные Резцы подрезные Резцы проходные Резцы расточные Резцы расточные для головок-оправок, КРС Резцы резьбовые Резцы сборные с механическим креплением пластин Резцы со вставками оснащенными СТМ Резцы строгальные Резцы чистовые широкие и специальные Ромбические неперетачиваемые пластины Рубанки и фуганки Рулетки Сварочное оборудование Сварочное оборудование — газопламенное Сварочное оборудование — электроды Сверла двухсторонние Р6М5 Сверла кольцевые корончатые по бетону и дер Сверла кольцевые корончатые по кирпичу Сверла кольцевые корончатые по металлу Р6М5 Сверла кольцевые корончатые по металлу Т15К6 Сверла по дереву Сверла с коническим хвостовиком Сверла с коническим хвостовиком длинные Сверла с коническим хвостовиком короткие Сверла с утолщённым цилиндрическим хвостовиком Сверла с утолщённым цилиндрическим хвостовиком левые Сверла с цилиндрическим хвостовиком Сверла с цилиндрическим хвостовиком левые Сверла с цилиндрическим хвостовиком длинные Сверла с цилиндрическим хвостовиком короткие Сверла с цилиндрическим хвостовиком короткие левые Сверла с цилиндрическим хвостовиком уцененные Сверла ступенчатые конусные Сверла ступенчатые под резьбу Сверла твердосплавные к/х по металлу Сверла твердосплавные цилиндрический хвостовик по металлу Сверла твердосплавные цилиндрический хвостовик по металлу 2-х сторонние Сверла твердосплавные с цилиндрический хвостовик по бетону Сверла твердосплавные центровочные Сверла центровочные Сверлильные станки Сегменты шлифовальные Сетка абразивная Системы охлаждения, СОЖ, смазки Скобы гладкие листовые с пластинами твердосплавными Скобы гладкие регулируемые Скобы индикаторные и рычажные Слесарно-монтажный инструмент уценённый Слесарный инструмент, разный Смазки подшипников Средства защиты Средства измерений Стенкомеры и толщиномеры Стойки и Штативы Столы поворотные и координатные Стопорные кольца Стопорные кольца эксцентрические Строительный инструмент разный Струбцины слесарные Струбцины столярные Съемники Тиски слесарные Тиски станочные Тиски станочные специальные Топоры Трехгранные ломаные неперетач.
д.) Пожарное оборудование Полотна ручные и машинные Пресса Приборы Призмы поверочные и разметочные Пробки гладкие Пробки резьбовые Проволочки для измерения среднего диаметра резьбы Протяжки Прочее (станки и оснастка) Прочие товары уценённые Пятигранные неперетачиваемые пластины Развертки конические 1:10 Котельные Развертки конические 1:16 Rc и K Развертки конические 1:30 Развертки конические 1:50 Развертки конические под конус Морзе Развертки машинные с коническим хвостовиком Развертки машинные с цилиндрическим хвостовиком Развертки насадные Развертки ручные разжимные Развертки ручные регулируемые Развертки ручные с цилиндрическим хвостовиком Деревообрабатывающий инструмент Рашпили и рихтовочные напильники Резцедержатели, держатели сверл хвостовик VDI Резцы отрезные Резцы подрезные Резцы проходные Резцы расточные Резцы расточные для головок-оправок, КРС Резцы резьбовые Резцы сборные с механическим креплением пластин Резцы со вставками оснащенными СТМ Резцы строгальные Резцы чистовые широкие и специальные Ромбические неперетачиваемые пластины Рубанки и фуганки Рулетки Сварочное оборудование Сварочное оборудование — газопламенное Сварочное оборудование — электроды Сверла двухсторонние Р6М5 Сверла кольцевые корончатые по бетону и дер Сверла кольцевые корончатые по кирпичу Сверла кольцевые корончатые по металлу Р6М5 Сверла кольцевые корончатые по металлу Т15К6 Сверла по дереву Сверла с коническим хвостовиком Сверла с коническим хвостовиком длинные Сверла с коническим хвостовиком короткие Сверла с утолщённым цилиндрическим хвостовиком Сверла с утолщённым цилиндрическим хвостовиком левые Сверла с цилиндрическим хвостовиком Сверла с цилиндрическим хвостовиком левые Сверла с цилиндрическим хвостовиком длинные Сверла с цилиндрическим хвостовиком короткие Сверла с цилиндрическим хвостовиком короткие левые Сверла с цилиндрическим хвостовиком уцененные Сверла ступенчатые конусные Сверла ступенчатые под резьбу Сверла твердосплавные к/х по металлу Сверла твердосплавные цилиндрический хвостовик по металлу Сверла твердосплавные цилиндрический хвостовик по металлу 2-х сторонние Сверла твердосплавные с цилиндрический хвостовик по бетону Сверла твердосплавные центровочные Сверла центровочные Сверлильные станки Сегменты шлифовальные Сетка абразивная Системы охлаждения, СОЖ, смазки Скобы гладкие листовые с пластинами твердосплавными Скобы гладкие регулируемые Скобы индикаторные и рычажные Слесарно-монтажный инструмент уценённый Слесарный инструмент, разный Смазки подшипников Средства защиты Средства измерений Стенкомеры и толщиномеры Стойки и Штативы Столы поворотные и координатные Стопорные кольца Стопорные кольца эксцентрические Строительный инструмент разный Струбцины слесарные Струбцины столярные Съемники Тиски слесарные Тиски станочные Тиски станочные специальные Топоры Трехгранные ломаные неперетач. пластины Трехгранные неперетачиваемые пластины Трубогибы, трубоприжимы и труборезы Угломеры и Угломеры-транспортиры Угольники Уровни Фрезы дисковые 3-х сторонние Фрезы дисковые 3-х сторонние твердосплавные Фрезы дисковые зуборезные мелкомодульные Фрезы дисковые зуборезные модульные Фрезы дисковые пазовые Фрезы для Т-образных пазов Фрезы для Т-образных пазов твердосплавные Фрезы для пазов «ласточкин хвост» Фрезы для пазов сегментных шпонок Фрезы концевые радиусные Фрезы концевые радиусные твердосплавные Фрезы концевые с коническим хвостовиком Фрезы концевые с механическим креплением твердосплавных пластин Фрезы концевые с цилиндрическим хвостовиком Фрезы концевые твердосплавные конический хвостовик Фрезы концевые твердосплавные цилиндрический хвостовик Фрезы отрезные-прорезные Фрезы полукруглые вогнутые и выпуклые Фрезы резьбовые гребёнчатые Фрезы торцевые насадные Фрезы торцевые насадные твердосплавные Фрезы угловые Фрезы цилиндрические насадные и конический хвостовик Фрезы червячные для зубчатых колес Фрезы червячные для зубьев звездочек Фрезы червячные для шлицевых валов Фрезы шпоночные к/х уцененные Фрезы шпоночные с коническим хвостовиком Фрезы шпоночные с цилиндрическим хвостовиком Фрезы шпоночные твердосплавные конический хвостовик Фрезы шпоночные твердосплавные цил. хв. Хомуты Цековки Центры и задние бабки Циркули разметочные -Кронциркули Чертилки слесарные Шаберы Шарики и ролики Шестигранные неперетачиваемые пластины Шланги пневматические Шланги промышленные Шлифлента на тканевой основе водост. Шлифмашины и бормашины Шлифшкурка на бумажной основе водост. Шлифшкурка на бумажной основе неводост. Шлифшкурка на тканевой основе водост. Шлифшкурка на тканевой основе неводост. Шприцы и масленки Штангенглубиномеры Штангенинструмент разный Штангенрейсмасы Штангенциркули Штревели Щетки стальные зачистные Экстракторы Электрические шлифовальные машины Электроинструмент разный Электроперфораторы Электроточило Эльборовые круги Ящики инструментальные
пластины Трехгранные неперетачиваемые пластины Трубогибы, трубоприжимы и труборезы Угломеры и Угломеры-транспортиры Угольники Уровни Фрезы дисковые 3-х сторонние Фрезы дисковые 3-х сторонние твердосплавные Фрезы дисковые зуборезные мелкомодульные Фрезы дисковые зуборезные модульные Фрезы дисковые пазовые Фрезы для Т-образных пазов Фрезы для Т-образных пазов твердосплавные Фрезы для пазов «ласточкин хвост» Фрезы для пазов сегментных шпонок Фрезы концевые радиусные Фрезы концевые радиусные твердосплавные Фрезы концевые с коническим хвостовиком Фрезы концевые с механическим креплением твердосплавных пластин Фрезы концевые с цилиндрическим хвостовиком Фрезы концевые твердосплавные конический хвостовик Фрезы концевые твердосплавные цилиндрический хвостовик Фрезы отрезные-прорезные Фрезы полукруглые вогнутые и выпуклые Фрезы резьбовые гребёнчатые Фрезы торцевые насадные Фрезы торцевые насадные твердосплавные Фрезы угловые Фрезы цилиндрические насадные и конический хвостовик Фрезы червячные для зубчатых колес Фрезы червячные для зубьев звездочек Фрезы червячные для шлицевых валов Фрезы шпоночные к/х уцененные Фрезы шпоночные с коническим хвостовиком Фрезы шпоночные с цилиндрическим хвостовиком Фрезы шпоночные твердосплавные конический хвостовик Фрезы шпоночные твердосплавные цил. хв. Хомуты Цековки Центры и задние бабки Циркули разметочные -Кронциркули Чертилки слесарные Шаберы Шарики и ролики Шестигранные неперетачиваемые пластины Шланги пневматические Шланги промышленные Шлифлента на тканевой основе водост. Шлифмашины и бормашины Шлифшкурка на бумажной основе водост. Шлифшкурка на бумажной основе неводост. Шлифшкурка на тканевой основе водост. Шлифшкурка на тканевой основе неводост. Шприцы и масленки Штангенглубиномеры Штангенинструмент разный Штангенрейсмасы Штангенциркули Штревели Щетки стальные зачистные Экстракторы Электрические шлифовальные машины Электроинструмент разный Электроперфораторы Электроточило Эльборовые круги Ящики инструментальные 4х0.3
4х0.3 75
75 5
5Диаметр отверстия под метрическую резьбу: с помощью таблицы и без
Несмотря на простоту нарезки внутренней резьбы в сравнении со многими другими металлорежущими операциями, что вполне доступно к выполнению при минимальном наборе инструментов в бытовых условиях, необходимо выполнить некоторые требования для получения надежного соединения. Одно из этих требований – точный подбор диаметра отверстия под номинальный размер метрической резьбы. Если он будет ниже необходимого, то существует риск поломки метчика, если больше – то будет ослабление резьбового соединения, деформация нитей и выход из строя детали. Рассмотрим особенности подбора сверла под диаметр метрических резьб.
Выбор диаметра с помощью таблицы
Подобрать необходимый диаметр сверла можно с помощью приведенной ниже таблицы или другой справочной документации.
Для получения искомого значения необходимо знать два параметра – номинальный диаметр резьбы (d) и её шаг (Р). Первое представляет собой расстояние между противоположными вершинами витков винтовой линии. Шаг резьбы – это расстояние между вершинами соседних витков. Зная эти значения можно легко определить потребный диаметр сверла для подготовки отверстия.
Упрощенный подбор
Вполне возможно, что не всегда в вашем распоряжении будет таблица для выбора диаметра. В том случае, если к резьбовому соединению не предъявляются высокие требования и оно не будет подвергаться повышенным нагрузкам, то можно определить искомое значение по простой формуле:
В том случае, если к резьбовому соединению не предъявляются высокие требования и оно не будет подвергаться повышенным нагрузкам, то можно определить искомое значение по простой формуле:
Дотв = d – P
Где Дотв – это потребный диаметр отверстия; d – номинальный диаметр резьбы и р – её шаг
Так, если взять резьбу М5х0,8 то мы получим диаметр с отверстия равный: 5-0,8=4,2 мм.
Также хотим отметить, что при ручной нарезке резьбы в бытовых условиях или в слесарной мастерской допускается небольшое увеличение диаметра отверстия относительно табличного значения. В целом же, подбор диаметра отверстия под резьбу регулирует ГОСТ 19257-73.
Особенности нарезки
Перед использованием метчика необходимо произвести сверление отверстия, диаметр которого вы определили по указанной выше методике. Далее приходит очередь метчика. Для получения витков соответствующих требованиям к данному типу резьб необходима постепенная нарезка. Металл тонкими слоями поэтапно снимается с обрабатываемой поверхности, образуя требуемую форму витков. Поэтому при одном проходе резьбонарезной инструмент разделен на отдельные черновые и чистовые участки. Второй вариант – это использовании набора из двух или трех метчиков, которыми поочередно, в порядке присвоенного номера, производится нарезка резьбы во внутреннем отверстии.
При нанесении резьбы необходимо установить метчик строго вертикально относительно поверхности детали. Производить нарезку следует с помощью воротка, наиболее удобным является вариант конструкции с трещоткой. Деталь должна быть надежно зафиксирована, нарезка производится путем вращения резьбонарезного инструмента по часовой стрелке. Для удаления стружки необходимо чередовать рабочие вращения метчика с обратными. Как правило, после совершения половины оборота по часовой стрелке необходимо произвести четверть оборота назад.
Для облегчения процесса нарезки и отвода тепла рекомендуется использование смазочных материалов.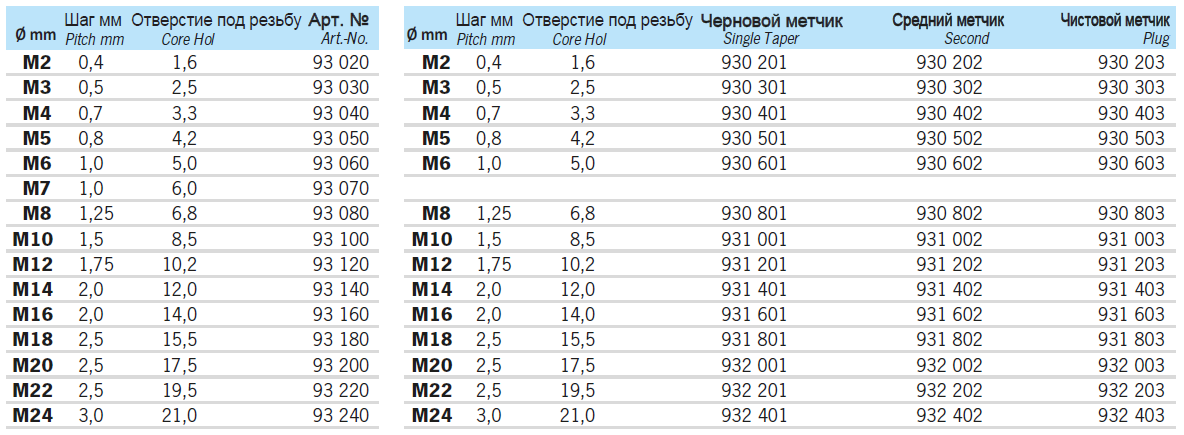 Для этих целей может быть использован солидол, олифа для стали, керосин или скипидар для алюминия. Также возможно использование и машинных масел.
Для этих целей может быть использован солидол, олифа для стали, керосин или скипидар для алюминия. Также возможно использование и машинных масел.
Выбор сверла для нарезания резьбы
Чтобы определить диаметр сверла под резьбу нужны таблицы. Они есть в этой статье, а также основные правила и особенности правильной нарезки.
Таблица рекомендуемых диаметров отверстий под резьбу, мм
| ⌀ резьбы | Шаг | ⌀ сверла | Шаг | ⌀ сверла | Шаг | ⌀ сверла | Шаг | ⌀ сверла | Шаг | ⌀ сверла | Шаг | ⌀ сверла |
| 2 | 0.4 | 1.6 | 0.25 | 1.75 | ||||||||
| 3 | 0.5 | 2.5 | 0.35 | 2.65 | ||||||||
| 4 | 0.7 | 3.3 | 0.5 | 3.5 | ||||||||
| 5 | 0.8 | 4.2 | 0.5 | 4.5 | ||||||||
| 6 | 1 | 5 | 0.75 | 5.2 | 0.5 | 5.5 | ||||||
| 7 | 1 | 6 | 0.75 | 6.2 | 0.5 | 6.5 | ||||||
| 8 | 1.25 | 6.7 | 1 | 7 | 0.75 | 7. 2 2 | 0.5 | 7.5 | ||||
| 9 | 1.25 | 7.7 | 1 | 8 | 0.75 | 7.2 | 0.5 | 8.5 | ||||
| 10 | 1.5 | 8.5 | 1.25 | 8.7 | 1 | 9 | 0.75 | 9.2 | 0.5 | 9.5 | ||
| 11 | 1.5 | 9.5 | 1 | 10 | 0.75 | 10.2 | 0.5 | 10.5 | ||||
| 12 | 1.75 | 10.2 | 1.5 | 10.5 | 1.25 | 10.7 | 1 | 11 | 0.75 | 11.2 | 0.5 | 11.5 |
| 14 | 2 | 12 | 1.5 | 12.5 | 1.25 | 12.6 | 1 | 13 | 0.75 | 13.2 | 0.5 | 13.5 |
| 16 | 2 | 14 | 1.5 | 14.5 | 1 | 15 | 0.75 | 15.2 | 0.5 | 15.5 | ||
| 18 | 2.5 | 15.4 | 2 | 16 | 1.5 | 16.5 | 1 | 17 | 0.75 | 17.2 | 0.5 | 17.5 |
| 20 | 2.5 | 17.4 | 2 | 18 | 1.5 | 18.5 | 1 | 19 | 0.75 | 19.2 | 0.5 | 19.5 |
| 22 | 2.5 | 19.4 | 2 | 20 | 1.5 | 20.5 | 1 | 21 | 0.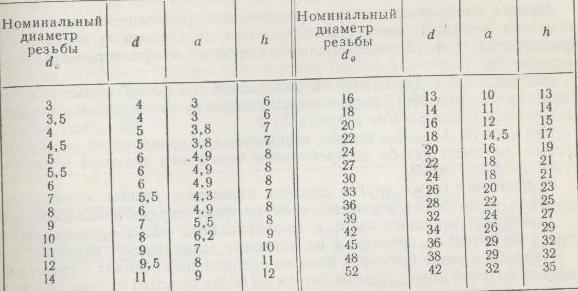 75 75 | 21.2 | 0.5 | 21.5 |
| 24 | 3 | 20.8 | 2 | 22 | 1.5 | 22.5 | 1 | 23 | 0.75 | 23.2 | ||
| 27 | 3 | 23.9 | 2 | 25 | 1.5 | 25.5 | 1 | 26 | 0.75 | 26.2 | ||
| 30 | 3.5 | 26.4 | 3 | 26.9 | 2 | 28 | 1.5 | 28.5 | 1 | 29 | 0.75 | 29.2 |
| 33 | 3.5 | 29.4 | 3 | 29.9 | 2 | 31 | 1.5 | 31.5 | 1 | 32 | 0.75 | 32.2 |
| 36 | 4 | 31.9 | 3 | 32.9 | 2 | 34 | 1.5 | 34.5 | 1 | 35 | ||
| 39 | 4 | 34.9 | 3 | 35.9 | 2 | 37 | 1.5 | 37.5 | 1 | 38 | ||
| 42 | 4.5 | 37.4 | 4 | 37.9 | 3 | 38.9 | 2 | 34 | 1.5 | 40.5 | 1 | 41 |
| 45 | 4.5 | 40.4 | 4 | 40.9 | 3 | 41.9 | 2 | 43 | 1.5 | 43.5 | 1 | 44 |
| 48 | 5 | 42.8 | 4 | 43.9 | 3 | 44.9 | 2 | 46 | 1.5 | 46.5 | 1 | 47 |
Из таблицы видно, что диаметр сверла меньше наружного диаметра резьбы примерно на величину шага, то есть:
Dотв = диаметр – P
На практике многие домашние мастера постоянно пользуются этой простой формулой, когда нет возможности обратиться к таблице.
Например, для М10х1.5: Dотв = 10 – 1.5 = 8.5 мм
Этот способ вполне приемлем, когда резьбонарезание выполняется ручным способом в условиях слесарной мастерской. Если планируемое резьбовое соединение в процессе эксплуатации не будет подвергаться серьезным нагрузкам, то можно допустить незначительное увеличение величины отверстия. На сборочном производстве, где требуется высокая точность размеров резьбового профиля, любые отклонения неприемлемы. Диаметры отверстия под резьбу с полем допуска устанавливает ГОСТ 19257-73.
Полезные советы 25.09.2020 10:46:01
Юрий Баринов
Спасибо! Вроди бы простая вещь, но всегда чешешь репу, когда нужна нормальная резьба. С одной стороны хочется поплотнее, с другой стороны метчик сломал – испортил деталь. его уже не выковыряешь от туда
26.01.2021 22:14:29
Игорь
Спасибо!
05.06.2020 07:30:38
Отверстия по ГОСТ
Госстандарт был утвержден еще в СССР в 1973 году. Затем нормативы проверялись, переутверждались, но не изменились, потому что были каждый раз признаны самыми эффективными. Стандарт сочетает в себе сразу несколько документов и предназначен для нарезки различных сплавов – чугуна, стали, алюминия, меди. Он обеспечивает соблюдение размерного ряда, чтобы крепеж хорошо держался и имел максимальную износостойкость и прочность. Нормативный акт – ГОСТ 19257-73.
Как найти какое сверло под резьбу без таблицы ?
Предположим, требуется нарезать резьбу М10х1.5.
- Узнаем номинальный диаметр резьбы: 10 мм.
- Узнаем номинальный шаг резьбы: 1.5 мм
- Вычитаем из первого значения второе: 10-1.5=8.5 мм
- Результат – 8.5 мм !
Усвоив этот метод можно легко и просто выбрать правильное сверло для нарезания резьбы.
Необходимость подбора сверл для резьбы
Чтобы сделать самостоятельно внутреннюю резьбу, возьмите свою заготовку и просверлите в нем отверстие, которое будет соответствовать по диаметру тому инструменту, который предназначен для нарезки. И каждое из таких отверстий должно строго соответствовать размеру инструмента. Именно для этого нужно внимательно подбирать под резьбу диаметр сверла.
И каждое из таких отверстий должно строго соответствовать размеру инструмента. Именно для этого нужно внимательно подбирать под резьбу диаметр сверла.
На сегодняшний день в продаже есть сверла с разным диаметром по размеру. Начиная от минимального размера в 0,5 мм и заканчивая крупными коническими сверлами размером порядка 0,05 мм. В зависимости от вида выполняемых работ посредством сверления можно сделать отверстия разного диаметра под те или иные нужды.
Таблицы, инструменты, процесс
Чтобы нарезать спираль, необходимо просверлить отверстие. При этом диаметр оно должно быть на 1 мм или на 2 мм уже, чем предполагаемое сечение, так как именно на этом расстоянии будут находиться сами витки. От этого зависит, насколько большими будут спирали. Информация о диаметре сверла для нарезки внутренней и наружной резьбы указана ниже в таблице. Также мы подробно расскажем, какие приспособления необходимо использовать, какие действия выполнять.
Как нарезается резьба?
Получение винтовых канавок на наружной и внутренней поверхностях деталей производится резьбонарезным инструментом. Проще выполнять эту операцию снаружи. Имея токарный станок, выполняют подобное с помощью специальных резцов.
Нарезание метрической и трапециевидной резьбы с помощью резца
На практике за один проход подобную операцию выполняют редко. Обычно проводят ее в несколько приемов. При этом настраивается станок так, чтобы его резцедержатель перемещался по строго определенному закону. Нужна повторяемость действий.
Для выполнения подобных операций задействуют ходовые винты (в них нарезана прямоугольная резьба). Перед каждым новым проходом резцедержатель возвращается на исходную позицию. Выставляется новая глубина резания, начинается новый процесс.
Внимание! Довольно часто для наружного нарезания заставляют суппорт двигаться на выход (вправо). Для этого резцы переворачивают вниз режущими кромками, задают обратное вращение шпинделю токарного станка.
Для нарезки внутренних резьб имеются резьбонарезные резцы проходного типа. У них имеется усиленная штанга, проникающая внутрь отверстия.
Общий вид токарных резцов для нарезания внутренних резьб
При обработке детали внутри отверстия возникают определенные сложности:
- процесс зрительно не контролируется. Приходится ориентироваться только на настройки и режимы, задаваемые оборудованию по рекомендациям технолога и мастера наладчика;
- затруднен вывод стружки, поэтому приходится многократно производить нарезку с небольшой подачей. Смазывающая охлаждающая жидкость (СОЖ) не только охлаждает деталь, она выводит стружку из отверстия;
- приходится часто пользоваться измерительным инструментом и вспомогательными шаблонами, чтобы контролировать ход нарезания винтовых канавок. Применяют специальные калибры проходного и непроходного типа.
Процесс формирования резьбы с помощью резца
Если со сквозными отверстиями токари справляются довольно умело, то при работе с глухими (непроходными) углублениями в теле детали работа усложняется довольно значительно. Но иногда из-за особенностей конструкции нет иного способа создать внутреннюю резьбовую поверхность. Поэтому приходится применять подобные резцы.
Значительно ускоряют работу специальные гребенки. У них используется не один, а несколько режущих кромок. Они последовательно врезаются в тело детали, снимая металл на определенную глубину.
Гребенки для нарезания резьбы снаружи и в отверстии:
а – угол резания тупой; б – угол резания острый; в – гребенка для формирования резьбовой канавки внутри детали
Особенно удобны подобные инструменты в тех случаях, когда нарезается довольно длинные участки. Для ходовых винтов используют подобные гребенки. С их помощью с одной установки можно обработать длинную заготовку (до 3…5 м). На станкостроительных заводах применяют именно такие способы формирования резьбовых конструкций.
Основные параметры
В зависимости от различных характеристик выбирают одну из классификаций. Отличительные особенности:
- измерительная система для исчисления – российские ГОСТы. Работа всех отечественных заводов по изготовлению крепежного инструмента настроена на миллиметры, в то время как за границей активно используются дюймы;
- сколько ниток взять для захода – одну, две или три – от этого зависит интенсивность закручивания и наибольшая прочность, самыми распространенными являются двухзаходные;
- геометрические особенности профиля – круг, квадрат, трапеция, треугольник;
- направление развития витков – вправо или влево;
- где находится нарезка по отношению к детали – снаружи, как на шурупах, или изнутри, как на гайках;
- форма самой поверхности – цилиндр или конус. Другими словами, есть ли расширение (на примере шурупа или самореза) к шляпке, или сечение одинаково по всей длине, как у винта или болта;
- назначение изделия, чтобы было понятно, как и какие сверла подобрать под резьбу.
Согласно вышеперечисленным параметрам можно различить ряд разновидностей. Каждая обозначается на чертежах и схемах по-особенному. Напишем, в чем заключаются отличия.
- BSW, UTS, NPT – дюймовая;
- M – метрическая, для нее предусмотрен ГОСТ 9150-2002.
- MK – коническая, ГОСТ 6211-81.
- MJ – цилиндрическая, ГОСТ 6357-81.
- Кр – круглая, для сантехники.
- Tr – трапиецевидная, ГОСТ 9484-81.
- E – с круглым профилем, эдисоновская.
- S – упорная ГОСТ 10177-82.
- S45 – упорная усиленная.
- G и R – трубные.
Эта маркировка не только соответствует надписям на чертежах, но и составляет одну из частей номенклатуры для многочисленных крепежных изделий.
Параметры отверстия для резьбы
Размеры подготовленного отверстия должны строго соответствовать номинальным типоразмерам резьбы. Также нужно образовать фаску, которая облегчит центровку резьбонарезного инструмента. Длина отверстия должна превышать длину резьбы, поскольку в нижней его части будет образовываться недорез, состоящий из сбега и недовода. Для определения размеров этих частей подготовительного отверстия следует руководствоваться данными ГОСТ 10549-80 и ГОСТ 27148-86.
При работе с хрупким материалом, таким как чугун, глубину сверления следует дополнительно увеличить на 25 %. Для многих облегченных сплавов повышающий коэффициент увеличивают еще больше.
Но самым важным параметром отверстия является его диаметр, поэтому нужно выбрать определенные размеры сверл под резьбу. Эти размеры будут отличаться в зависимости от типа резьбы и ее геометрических характеристик. Если отверстие будет больше необходимого, то полученная резьба будет иметь слишком неглубокую канавку. Это приведет к снижению надежности и последующему разрушению резьбового соединения. Если же диаметр отверстия будет слишком зауженным, то качественно нарезать в нем резьбу будет невозможно. Это скорее приведет к поломке резьбонарезного инструмента.
Следует учитывать, что нарезку резьбы можно выполнять практически во всех распространенных металлах и сплавах. Исключением являются хрупкие или жесткие металлы, например, каленое железо. Качественного профиля резьбы добиться не удастся, а поэтому на надежность этого резьбового соединения рассчитывать не стоит.
Приспособления
Нарезание может происходить двумя способами – на станке, и вручную. В первом случае оператор производит несколько действий:
- зажимает заготовку в тисках;
- задает на пульте управления нужные параметры;
- получает готовую деталь.
Процедуру можно проводить на различных материалах – дерево, пластик, но в статье описана процедура поиска диаметров свёрл для нарезания резьбы в металле. Самый простой пример – это различный металлический крепеж – шурупы, винты, саморезы, а также гайки (и другие детали с внутренней нарезкой). На более сложные массивные конструкции наносится аналогичным образом, только в увеличенном масштабе.
Второй способ требует специального инструмента – плашки и метчики. Первые представляют собой круглую основу с внутренними лезвиями, расположенными асимметрично. Внутрь отверстия необходимо установить заготовку и вращать приспособление. Для этого на торцах плашки есть отверстия, в них помещается рабочий инструмент, который будет заменять рычаг. В домашних условиях это часто бывает отвертка.Как мы можем увидеть, размерами они также отличаются. Они маркируются аналогично. Посмотрим по таблице, какие сверла для наружней резьбы (плашки) по металлу применяются в зависимости от диаметра прутка:
| Сечение, мм | М6 | М8 | М10 | М12 | М14 | М16 | М18 | М20 |
| Размер стержня, заготовки, мм | 5,8 | 7,8 | 9,8 | 11,8 | 13,7 | 15,7 | 17,7 | 19,8 |
Второе приспособление называется метчик. Оно предназначено для того, чтобы делать внутреннюю нарезку, предположим, на гайку. Их разновидностей очень много, под разные цели и назначения. Но все они построены по одному принципу. Требуется просверлить отверстие, а затем вкручивать в него инструмент, который имеет 1, 2 или 3 режущие части. Соответственно появляется заданное количество нитей.
Материал изготовления – высокопрочная углеродная инструментальная сталь. Только она длительное время не нуждается в заточке и может резать другие металлы. Желоба и канавки имеют острые края, они создают зеркальное отображение собственным виткам на заготовке.
Таблицы выбора диаметра сверла под резьбу
При выполнении внутренней резьбы под нее предварительно сверлится отверстие. Оно не равно диаметру резьбы, так как при нарезании часть материала не удаляется в виде стружки, а выдавливается, увеличивая размер выступов. Потому перед нанесением необходимо выбрать диаметр сверла под резьбу. Это можно сделать по таблицам. Они есть для каждого типа резьбы, но приведем наиболее популярные — метрическую, дюймовую, трубную.
| Метрическая резьба | Дюймовая резьба | Трубная резьба | |||||
|---|---|---|---|---|---|---|---|
| Диаметр резьбы, дюймы | Шаг резьбы, мм | Диаметр сверла, мм | Диаметр резьбы, дюймы | Шаг резьбы, мм | Диаметр сверла, мм | Диаметр резьбы, дюймы | Диаметр отверстия под резьбу, мм |
| M1 | 0.25 | 0,75 | 3/16 | 1.058 | 3.6 | 1/8 | 8,8 |
| M1,4 | 0,3 | 1,1 | 1/4 | 1.270 | 5.0 | 1/4 | 11,7 |
| M1.7 | 0,35 | 1,3 | 5/16 | 1.411 | 6.4 | 3/8 | 15,2 |
| M2 | 0,4 | 1,6 | 3/8 | 1.588 | 7.8 | 1/2 | 18,6 |
| M2.6 | 0,4 | 2,2 | 7/16 | 1.814 | 9.2 | 3/4 | 24,3 |
| M3 | 0,5 | 2,5 | 1/2 | 2,117 | 10,4 | 1 | 30,5 |
| M3,5 | 0,6 | 2,8 | 9/16 | 2,117 | 11,8 | – | – |
| M4 | 0,7 | 3,3 | 5/8 | 2,309 | 13,3 | 11/4 | 39,2 |
| M5 | 0,8 | 4,2 | 3/4 | 2,540 | 16,3 | 13/8 | 41,6 |
| M6 | 1,0 | 5,0 | 7/8 | 2,822 | 19,1 | 11/2 | 45,1 |
| M8 | 1,25 | 6,75 | 1 | 3,175 | 21,3 | – | – |
| M10 | 1,5 | 8,5 | 11/8 | 3,629 | 24,6 | – | – |
| M12 | 1,75 | 10,25 | 11/4 | 3,629 | 27,6 | – | – |
| M14 | 2,0 | 11,5 | 13/8 | 4,233 | 30,1 | – | – |
| M16 | 2,0 | 13,5 | – | – | – | – | – |
| M18 | 2,5 | 15,25 | 11/2 | 4,33 | 33,2 | – | – |
| M20 | 2,5 | 17,25 | 15/8 | 6,080 | 35,2 | – | – |
| M22 | 2,6 | 19 | 13/4 | 5,080 | 34,0 | – | – |
| M24 | 3,0 | 20,5 | 17/8 | 5,644 | 41,1 | – | – |
Еще раз обращаем ваше внимание что диаметр сверла под резьбу дан для крупной (стандартной резьбы).
Какое сверло лучше использовать
Современная промышленность предлагает потребителям широкий выбор приспособлений для обработки различных поверхностей. Встречаются следующие сверла по металлу:
- Спиральные. Наиболее распространенный вид. Представляет собой инструмент цилиндрической формы, изготовленный из высококачественных материалов. Чаще всего используют быстрорежущую сталь. Максимальный диаметр буравчика может достигать 80 мм. Их используют на крупных металлообрабатывающих предприятиях.
- Ступенчатые. Имеют форму расширяющегося бура. Их нельзя использовать в качестве подготовительного инструмента перед применением метчика. Основная область использования – обработка тонколистового металла.
- Перовые. Универсальный инструмент. Особенность – наличие съемных режущих пластин. С их помощью можно получить отверстие идеальной формы. Перовые сверла – относительно недорогой инструмент. Их редко используют для сверления отверстий под нарезку. Основная сфера применения – исправление дефектов и перекосов.
- Удлиненные. Такая конструкция позволяет выполнить глухие или сквозные отверстия на значительной глубине. Эксплуатация таких приспособлений предусматривает использование смазочно-охлаждающей жидкости, которую подают по специальным каналам. На промышленных предприятиях используют буравчики для обработки сверхтвердых материалов.
- Центровочные. Относятся к токарным приспособлениям. Используются для сверления отверстий с целью дальнейшего закрепления заготовки в центрах.
Необходимо обращать внимание на класс точности. От этого параметра зависит чистота готового отверстия. Существует три класса точности:
- «В». Самый низкий класс. Позволяет оформлять отверстия с точностью до 15 квалитета.
- «В1». Инструмент повышенной чистоты. Показатель точности – до 14 квалитета.
- «А». Приспособление повышенной точности. Позволяет выполнять отверстия в диапазоне 10–13 квалитета. Отличаются высокой стоимостью.
Выбор правильного размера сверла для оформления отверстия перед нарезкой резьбы – важная процедура, от качества выполнения который зависит надежность будущего соединения.
А вы пользуетесь формулой подбора или предпочитаете руководствоваться вспомогательными таблицами? Напишите о вашем методе в блоке комментариев.
Автор статьи
Эксперт по обработке металлов давлением
Оценка статьи:
(
1
оценок, среднее:
5,00
из 5)
Поиск записей с помощью фильтра:
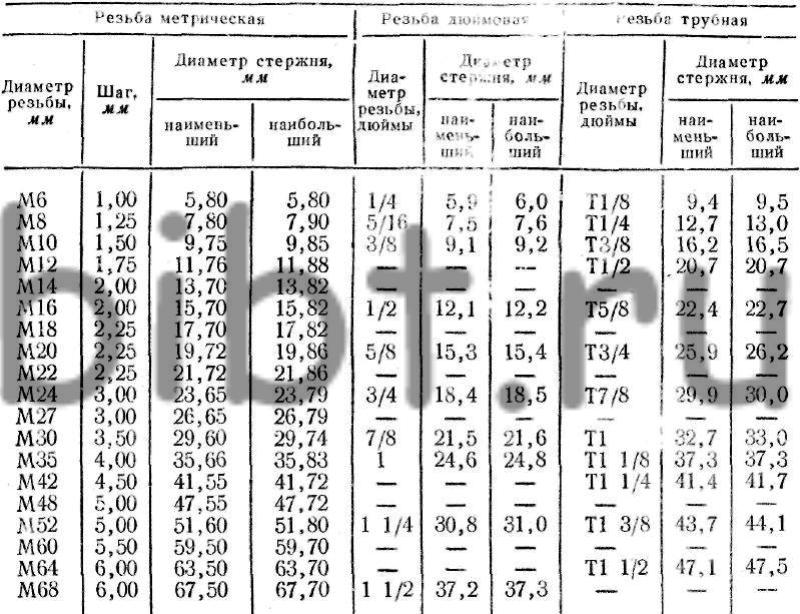
Таблица диаметров прута для наружной резьбы
Для заготовки нет строгого сечения, обычно предлагается диапазон.
| Спираль, мм | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 24 | 27 | 30 |
| Шаг, мм | 1 | 1,25 | 1,5 | 1,75 | 2 | 2 | 2,25 | 2,25 | 2,25 | 3 | 3 | 3,5 |
| Минимальное и максимальное сечение стержня, мм | 5,8 | 7,8 – 7,9 | 9,75 – 9,85 | 11,76 – 11,88 | 13,7 – 13,82 | 15,7 – 15,82 | 17,7– 17,82 | 19,82 – 19,86 | 21,72 – 21,86 | 23,65 – 23, 79 | 26,65 – 26,79 | 29,6 – 29,74 |
Размеры метрические и дюймовые
Эти знания понадобятся, если вам предстоит работать не только с отечественной маркировкой, но и с зарубежной.
| Окружность спирали в дюймах | Сечение сверла в мм |
| 1/8 | 8,9 |
| 1/4 | 11,9 |
| 3/8 | 15,8 |
| 1/2 | 19 |
| 2/4 | 24,3 |
| 1 | 30,5 |
| 1,25 | 39,2 |
| 1,75 | 41,6 |
| 1,5 | 45 |
В статье мы рассказали про резьбовые сверла, привели таблицы. Будьте внимательны при выборе правильных размеров.
Метрические резьбы М5-М48. Диаметры отверстий и диаметры сверл под нарезание метрической резьбы с различными шагами.
| |||||
как нарезать резьбу метчиком
Резьбовые соединения применяются везде, нет ни одного механизма, где бы не было такого соединения. Начиная от самолета и заканчивая мобильным телефоном – везде соединения на болтах, гайках и шурупах, а где болты там и резьба. Иногда возникает потребность самому нарезать резьбу. Если купить болты и шурупы с различной резьбой не проблема, то нарезать резьбу внутри детали дело отнюдь не легкое.
Чем делают резьбу, инструмент для нарезания резьбы.
Инструмент для нарезания внутренней резьбы называется метчик. Метчики делают из специальной быстрорежущей стали РМ5. Метчики закаливаются специальным образом, не приобретайте китайские метчики и метчики непроверенных производителей – сталь может быть мягкой.
Такой инструмент может и нарежет резьбу в пластмассе, дереве или текстолите, может быть удастся нарезать резьбу в меди и алюминии, но он сломается при первой же попытке нарезать резьбу в металле.
Каким диаметром сверлить отверстие под резьбу.
Чтобы нарезать резьбу просто и без усилий нужно правильно просверлить отверстие. Если взять слишком маленькое сверло то нарезать резьбу будет проблематично, инструмент может заклинить, а то и вовсе он может сломаться, особенно это касается нарезания резьбы в твердых сталях и чугунах.
Если же просверлить слишком большое отверстие, то метчик не прорежет достаточную глубину витков, как итог винт будет плохо держаться в детали, соединение получится не прочным.
Как правильно нарезать резьбу метчиком.
Для нарезания качественной резьбы часто используют два и даже три метчика. Первым метчиком нарезают черновую резьбу, вторым метчиком делают чистовую резьбу, третий метчик обычно служит для того чтобы «откалибровать» резьбу (применяется для более точной резьбы).
Чтобы качественно нарезать резьбу в детали, нужно взять метчик №1. Метчик предварительно смазывается машинным маслом. Держа инструмент перпендикулярно к поверхности, постепенно закручивают его внутрь. Закрутив на метчик на оборот, делают пол-оборота назад, это делают для того чтобы стружка от металла не забивала метчик.
После того как резьба нарезана, очищают деталь от стружки и мусора, и если нужно прогоняют резьбу метчиком №2.
Общие правило подсчета резьбы.
Чтобы вычислить диаметр отверстия для резьбы можно воспользоваться следующей формулой:
Отверстие под метчик = Диаметр резьбы – шаг резьбы.
Пояснение: у резьбы есть два параметра первый это шаг резьбы второй это диаметр резьбы. Если у вас есть метчик с обозначением М8х1, то это означает что метчик имеет метрическую резьбу (на это указывает буква М), 8 – номинальный диаметр, 1 – шаг резьбы.
Пример: Нужно нарезать резьбу М8 с шагом 1.25. Согласно формуле делаем расчет: Отверстие под метчик = 8 – 1.25 = 6.75. Сверлим отверстие сверлом 6.7 если метчик новый, или 6.8 если метчик старый.
Отверстие под резьбу М4
Допустим требуется нарезать резьбу под М4 с шагом 1 и 1.25. Сделаем расчет:
Диаметр отверстия под резьбу М4 = 4 – 1 = 3
Диаметр отверстия под резьбу М4 с шагом 1.25 = 4 – 1,25 = 2.75
Чтобы нарезать резьбу под М4 нужно просверлить отверстие диаметром 3мм для резьбы с шагом 1, и 2.75мм для резьбы с шагом 1.25.
Отверстие под резьбу М5
Часто требуется нарезать резьбу под М5 с шагом 1. Расчет такой:
Диаметр отверстия под резьбу М5 = 5 – 1 = 4.
Чтобы нарезать резьбу под М5 с шагом 1 нужно сверло диаметром 4мм.
Какое отверстие сверлить под резьбу М6
Резьба М6 наверное самая распространенная в мире, поэтому сделаем расчет для того чтобы узнать диаметр отверстия под резьбу М6. Согласно формуле:
Отверстие под резьбу М6 шаг 1 = 6 – 1 = 5
Отверстие под резьбу М6 шаг 1.25 = 6 – 1.25 = 4.75
Таким образом потребуется сверло диаметром 5 мм для резьбы М6х1, и диаметр 4,75 для резьбы М6х1.25
Какое отверстие сверлить под резьбу М8
Резьба М8 тоже довольно часто встречается, поэтому сделаем расчет:
Диаметр отверстия под резьбу М8 = 8 – 1 = 7
Диаметр отверстия под резьбу М8х1.25 = 8 – 1.25 = 6.75
Диаметр сверла под резьбу М8 получается соответственно 7 и 6.75 мм, для шага резьбы 1 и 1.25.
Какое отверстие сверлить под резьбу М10
Иногда требуется нарезать резьбу М10х1.5 и М10х1.25. Произведем расчет для этих значений.
Диаметр отверстия под резьбу М10 шаг 1.5 = 10 – 1.5 = 8.5
Диаметр отверстия под резьбу М10 шаг 1.25 = 10 – 1.25 = 8.75
Таким образом согласно формуле получаем следующие значения: для шага 1.5 берем сверло 8.5мм, для шага 1.25 сверло диаметром 8.75мм.
Какое отверстие сверлить под резьбу М12
Для того чтобы соединение было надежным и прочным, произведет расчет для резьбы М12.
Диаметр отверстия под резьбу М12 шаг 1.5 = 12 – 1.5 = 10.5
Диаметр отверстия под резьбу М12 шаг 1.75 = 12 – 1.75 = 10.25
Сверлим отверстие сверлом 10.5 для шага 1.5, и сверлом 10.25 для шага 1.75.
Диаметр отверстия под резьбу М16
Ну и напоследок сделаем расчет для резьбы М16 с шагом 2.
Отверстие под резьбу М16 = 16 – 2 = 14
Сверлить нужно сверлом диаметром 14.
Диаметр сверла под резьбу таблица.
Для более точного определения отверстий для нарезания резьбы можно воспользоваться таблицей приведенной ниже. Таблица справедлива для сталей, алюминия, меди и их сплавов. Жирным в таблице выделен основной шаг резьбы.
|
Резьба |
Шаг резьбы |
Диаметр отверстия номинальный (предельный) |
|
М2 |
0,25 |
1,75–1,77 (1,81) |
|
0,4 |
1,60–1,62 (1,68) |
|
|
М2,5 |
0,35 |
2,15–2,17 (2,22) |
|
0,45 |
2,05–2,07 (2,13) |
|
|
М3 |
0,35 |
2,65–2,67 (2,72) |
|
0,5 |
2,50–2,52 (2,58) |
|
|
М4 |
0,5 |
3,50–3,52 (3,64) |
|
0,7 |
3,30–3,33 (3,46) |
|
|
М5 |
0,5 |
4,50–4,52 (4,64) |
|
0,8 |
4,2–4,23 (4,42) |
|
|
М6 |
0,5 |
5,50–5,52 (5,64) |
|
0,75 |
5,20–5,23 (5,42) |
|
|
1,0 |
4,95–5,00 (5,21) |
|
|
М7 |
0,5 |
6,50–6,52 (6,64) |
|
0,75 |
6,20–6,23 (6,42) |
|
|
1,0 |
5,95–6,00 (6,26) |
|
|
М8 |
0,5 |
7,50–7,52 (7,64) |
|
0,75 |
7,20–7,23 (7,42) |
|
|
1 |
6,95–7,00 (7,21) |
|
|
1,25 |
6,70–6,75 (6,96) |
|
|
М9 |
0,5 |
8,50–8,52 (8,64) |
|
0,75 |
8,20–8,23 (8,42) |
|
|
1 |
7,95–8,00 (8,21) |
|
|
1,25 |
7,70–7,75 (7,96) |
|
|
М10 |
0,5 |
9,50–9,52 (9,64) |
|
0,75 |
9,20–9,23 (9,42) |
|
|
1 |
8,95–9,00 (9,21) |
|
|
1,25 |
8,70–8,75 (8,96) |
|
|
1,5 |
8,43–8,50 (8,73) |
|
|
М11 |
0,5 |
10,50-10–52 (10,64) |
|
0,75 |
10,20–10,23 (10,42) |
|
|
1 |
9,95–10,00 (10,21) |
|
|
1,5 |
9,43–9,50 (9,73) |
|
|
М12 |
0,5 |
11,50–11,52 (11,64) |
|
0,75 |
11,20–11,23 (11,42) |
|
|
1 |
10,95–11,00 (11,21) |
|
|
1,25 |
10,70–10,75 (10,96) |
|
|
1,5 |
10,43–10,50 (10,73) |
|
|
1,75 |
10,20–10,25 (10,56) |
|
|
М14 |
0,5 |
13,50–13,52 (13,64) |
|
0,75 |
13,20–13,23 (13,42) |
|
|
1 |
12,95–13,00 (13,21) |
|
|
1,25 |
12,70–12,75 (12,96) |
|
|
1,5 |
12,43–12,50 (12,73) |
|
|
2 |
11,90–11,95 (12,30) |
|
|
М16 |
0,5 |
15,50–15,52 (15,64) |
|
0,75 |
15,20–15,23 (15,42) |
|
|
1 |
14,95–15,00 (15,26) |
|
|
1,5 |
14,43–14,50 (14,73) |
|
|
2 |
13,90–13,95 (14,30) |
|
|
М18 |
0,5 |
17,50–17,52 (17,64) |
|
0,75 |
17,20–17,23 (17,42) |
|
|
1 |
16,95–17,00 (17,21) |
|
|
1,5 |
16,43–16,50 (16,73) |
|
|
2 |
15,90–15,95 (16,30) |
|
|
2,5 |
15,35–15,40 (15,88) |
|
|
М20 |
0,5 |
19,50–19,52 (19,64) |
|
0,75 |
19,20–19,23 (19,42) |
|
|
1 |
18,95–19,00 (19,21) |
|
|
1,5 |
18,43–18,50 (18,73) |
|
|
2 |
17,90–17,95 (18,3) |
|
|
2,5 |
17,35–17,40 (17,88) |
Общие правила выбора сверла.
Сверло из набора выбирайте как можно ближе к посчитанному диаметру отверстия. Для твердых материалов, стали и чугуна допускается незначительное увеличение сверла, для мягких материалов, дерева, текстолита, пластмассы допускается уменьшение диаметра сверла. Чтобы совсем стало все понятно смотрите видео как нарезать резьбу метчиком вручную.
При сверлении ручной дрелью помните, что отверстие получается чуть больше за счет биения инструмента (отверстие разбивается), в соответствии с этим выбирайте сверло с запасом в меньшую сторону.
При нарезании резьбы не забывайте подливать машинного масла или смазки ВД-40 или другой аналогичной.
Не торопитесь. Лучше нарезать резьбу медленно и аккуратно.
Удачи Вам в нарезании резьбы.
Метрические резьбы. Диаметры стержней и допуски на них под метрическую резьбу М3-М50, выполняемую плашками. Диаметры сверл М1-М10 для высверливания отверстий под метрическую резьбу. Нарезание резьб п
Чтобы определить требуемый диаметр отверстия для нарезания резьбы, таблица является наиболее удобным инструментом. Можно с этой целью произвести математические расчёты, но если таблица составлена по ГОСТ, потребность в лишних манипуляциях отсутствует.
- Резьбовое отверстие служит для создания разъемных соединений. Но если с наружной нарезкой проблем не возникает, поскольку любой необходимый крепеж, изготовленный по ГОСТ, можно приобрести в магазинах, то внутренняя резьба требует более тщательного подхода;
- Для нарезания внутренней метрической резьбы размеров М4, М5, М6, М8, М10, М12 применяют ручные инструменты или специализированные станки;
- Для получения метрической внутренней резьбы требуется выполнить соответствующее отверстие под будущую резьбу в заготовке;
- Выполняемые отверстия под метрическую нарезку должны соответствовать диаметру инструмента, который служит для нарезки;
- Каждое выполняемое отверстие предусматривает необходимость использовать инструмент определенного размера;
- Для этих целей мастер обязан грамотно подобрать диаметр сверла под нарезку резьбы;
- Нарезание крупных отверстий большого диаметра используются специализированные станки. В них сверла отличаются конусным типом хвостовика;
- Обычные сверла оснащаются хвостовиком цилиндрической формы;
- Размер конуса непосредственно зависит от размера сверла. Чем больше диаметр сверла, тем больше его конус;
- При необходимости выполнить нарезание внутренней резьбы типа М4, М5, М6, М8, М10, М12, диаметр требуемого отверстия выбирается на основе диаметра резьбы и шага резьбы;
- Чтобы определить, какой размер должен иметь диаметр, требует определиться с размерами отверстий. Для упрощения данной задачи используется специальная таблица, составленная по ГОСТ. Это означает, что таблица предусматривает выполнение стандартизированных операций. За счет этого удается получить однотипную продукцию, которая подходит для различного рода резьбовых соединений.
Ориентируясь по таблице и следуя строго ее параметрам, вы сможете выполнить своими руками внутреннюю нарезку нужного диаметра, и метизы, болты приобрести в специализированном магазине. При этом соединение окажется идеально подобранным.
Виды нарезки
Резьба внешне напоминает винтовые канавки с постоянным сечением. При этом резьба делится на два типа:
- Внутренняя;
- Наружная.
Резьбовое соединение имеет широкую сферу применения. Проблематично отыскать места, где ее не используют. За счет резьбы деталям придается вращение, поступательное движение, крепление. Практически все механизмы, машины и узлы обязательно включают в себя резьбовое соединение.
При этом нарезку делят на две большие группы:
- Однозаходная нарезка;
- Многозаходное резьбовое соединение.
В зависимости от направления движения винтов по резьбе, ее делят на:
- Левостороннюю;
- Правостороннюю.
Если брать во внимание стандартизированные по ГОСТ системы размеров, нарезку можно разделить еще на три вида.
- Трубная. Ее отличительная особенность — это изначальный диаметр, который ориентируется на размер трубного отверстия. В этой ситуации осуществляется только наружная нарезка.
- Метрическая. Она характеризуется профилем, выполненным в виде треугольника. Угол профиля может составлять 60 градусов. Размеры определяются в миллиметрах. Если шаг большой, маркировка включает цифры и буквенные значения. Цифра — это величина наружного диаметра. Если метрическая резьба имеет нестандартный небольшой шаг, тогда к буквенному обозначению типа М4, М5, М6, М8, М12 добавляют число, которое указывает на шаг. В этой ситуации маркировка представлена как М6х0,6.
- Дюймовая. У дюймовых видов резьбы отличительной особенностью выступает величина угла профиля. Для дюймовых типов она обычно составляет до 55 градусов. Величина отверстия обозначается в дюймах, а от количества нитей зависит шаг.
Метчики
- Метчик — это основной инструмент, предназначенный для нарезания резьбы. При этом метчики могут быть ручными или станочными. По данной характеристике определяют, применяется ли метчик на ручном инструменте или используется как рабочий инструмент специализированного станка;
- Метчики ручного типа выпускают комплектами;
- Обычно комплект включает три метчика;
- Первые два метчика из набора выполняют предварительные мероприятия, а последний доводит резьбу до требуемого чистового состояния;
- С помощью метчика-доводчика удается получить оптимальную по размеру и форме нарезку;
- Каждый метчик имеет свой номер, указанный на хвостовике;
- В некоторых случаях метчиков в комплекте только два, где первый — предварительный, а второй — чистовой;
- Метчики изготавливаются на основе высоколегированной стали, что позволяет им работать с твердыми сортами металла;
- Чтобы выполнить наружную резьбу, используется специальная плашка;
- Плашка бывает круглой или призматической.
Внутренняя нарезка
- Чтобы оснастить заготовку отверстием под резьбу внутреннего типа, первый делом следует грамотно подобрать размер сверла для М4 или другого размера резьбы согласно ГОСТ.
- Выбрав сверло, мастер приступает к выполнению отверстий под резьбу.
- Чтобы перейти к использованию специального метчика для нарезки М4, сначала выполненное отверстие обрабатывается инструментом — зенкером. Это позволяет добиться нужной чистоты отверстия.
- В процессе нарезки канавок в металлической заготовке материал немного выдавливается. Из-за этого важно правильно подобрать размер сверла. Сверло используется несколько больше, чем внутренний резьбовой диаметр используемого инструмента.
- При работе с металлом повышенной твердости существенно изменить величину отверстия при формировании канавок не удастся из-за характеристик материала.
- Если выполняется обработка металла средней или небольшой твердости, размеры сделанного отверстия сильно меняются. При совпадении величины отверстия с внутренним резьбовым диаметром начнется активное выдавливание в процессе обработки. Излишки будут негативно воздействовать на метчик. Инструмент начнет перегреваться, стружка прилипнет к внутренним поверхностям. В результате вы получите резьбу с неправильными канавками, плюс сильно рискуете сломать свой метчик.
- Для определения диаметра подходящего сверла используется специализированная таблица. В ней четко указаны все основные параметры, что позволяет новичку быстро разобраться во всех нюансах.
Таблица
Таблица состоит из нескольких основных столбиков.
- В первом указываются размеры метрической резьбы. Она бывает от М2 до максимального значения М48;
- Второй столбец — это место, где указывается крупный шаг. Он используется для каждого размера метрической резьбы. Причем в зависимости от диаметра, шаг отличается, постепенно увеличиваясь по мере роста диаметра резьбы. Когда вы нарезаете канавки, ориентируйтесь именно на эти параметры;
- Третий столбец указывает на диаметр сверла (отверстия) под выполняемую метрическую нарезку с крупным шагом.
Иногда может требоваться использовать мелкий шаг, что случается достаточно редко. Но и на этот случай в таблице предусмотрен отдельный столбец, на показатели которого следует ориентироваться в подобных ситуациях.
Таблица 1.
| Диаметры | Допуски на диаметр стержня | Диаметры | Допуски на диаметр стержня | ||
| резьбы | стержня | резьбы | стержня | ||
| Резьба с крупным шагом | |||||
| 3 | 2,94 | -0,06 | 12 | 11,88 | -0,12 |
| 3,5 | 3,42 | -0,08 | 16 | 15,88 | -0,12 |
| 4 | 3,92 | -0,08 | 18 | 17,88 | -0,12 |
| 4,5 | 4,42 | -0,08 | 20 | 19,86 | -0,14 |
| 5 | 4,92 | -0,08 | 22 | 21,86 | -0,14 |
| 6 | 5,92 | -0,08 | 24 | 23,86 | -0,14 |
| 7 | 6,90 | -0,10 | 27 | 26,86 | -0,14 |
| 8 | 7,90 | -0,10 | 30 | 29,86 | -0,14 |
| 9 | 8,90 | -0,10 | 33 | 32,83 | -0,17 |
| 10 | 9,90 | -0,10 | 36 | 35,83 | -0,17 |
| 11 | 10,88 | -0,12 | 39 | 38,83 | -0,17 |
| Резьба с мелким шагом | |||||
| 4 | 3,96 | -0,08 | 24 | 23,93 | -0,14 |
| 4,5 | 4,46 | -0,08 | 25 | 24,93 | -0,14 |
| 5 | 4,96 | -0,08 | 26 | 25,93 | -0,14 |
| 6 | 5,96 | -0,08 | 27 | 26,93 | -0,14 |
| 7 | 6,95 | -0,10 | 28 | 27,93 | -0,14 |
| 8 | 7,95 | -0,10 | 30 | 29,93 | -0,14 |
| 9 | 8,95 | -0,10 | 32 | 31,92 | -0,17 |
| 10 | 9,95 | -0,10 | 33 | 32,92 | -0,17 |
| 11 | 10,94 | -0,12 | 35 | 34,92 | -0,17 |
| 12 | 11,94 | -0,12 | 36 | 35,92 | -0,17 |
| 14 | 13,94 | -0,12 | 38 | 37,92 | -0,17 |
| 15 | 14,94 | -0,12 | 39 | 38,92 | -0,17 |
| 16 | 15,94 | -0,12 | 40 | 39,92 | -0,17 |
| 17 | 16,94 | -0,12 | 42 | 41,92 | -0,17 |
| 18 | 17,94 | -0,12 | 45 | 44,92 | -0,17 |
| 20 | 19,93 | -0,14 | 48 | 47,92 | -0,17 |
| 22 | 21,93 | -0,14 | 50 | 49,92 | -0,17 |
- Внутренняя резьба: нарезают с помощью метчиков. Метчик — металлорежущий инструмент для нарезания внутренней резьбы в предварительно просверленных отверстиях. Бывают ручные (вращаются при помощи воротка) и станочные, гаечные и инструментальные (маточные и плашечные).При нарезании глубокой резьбы обычно применяют комплект из трех метчиков: первый метчик (обозначение — одна риска) — предварительный, второй (две риски) нарезает резьбу и третий (три риски или без низ) ее калибрует. Гаечные метчики пригодны для нарезания короткой резьбы (как в гайке) и имеют последовательно расположенные режущие кромки; после прохождения всей длины получают полную резьбу.
- Большое значение имеет правильный выбор диаметров отверстия. Если диаметр больше, чем следует, то внутренняя резьба не будет иметь полного профиля и получится непрочное соединение. При меньшем диаметре отверстия вход метчика в него затруднителен, что ведет к срыву первых витков резьбы или к заклиниванию и поломке метчика. Диаметр отверстия под метрическую резьбу можно приближенно определить, умножив размер резьбы на 0,8 (например, для резьбы М2 сверло должно иметь диаметр 1,6 мм, для М3 — 2,4-2,5 мм и т.д. (см.. таблицу).
- Необходимо смазать режущую часть метчика густым маслом (напр. солидол), животным жиром (салом) или растительным маслом — жидкое моторное масло лучше не использовать, так как оно зачастую портит резьбу — и вставить в отверстие.
- Затем необходимо внимательно следить за тем, чтобы метчик шел точно по оси отверстия во избежание поломки. После нарезки 4-5 витков, метчик извлекается из отверстия и очищается от стружки. После этого его еще раз смазывают и вновь ввертывают в отверстие, нарезают еще 4-5 витков, продолжая операцию до упора (при глухом отверстии или до выхода метчика (при сквозном отверстии).
- Затем очищают первый метчик, кладут его на место и берут метчик с двумя рисками, смазывают его, вручную ввертывают его в отверстие и, как только он начнет врезаться в металл, надевают на него вороток. После нарезания каждых 5-6 витков метчик очищают от стружки и смазывают до полного прохода отверстия.
- Затем очищают второй метчик, кладут его на место, берут последний метчик с тремя рисками, также смазывают жиром, рукой ввертывают в отверстие до зацепления, надевают вороток и осторожно калибруют резьбу. Очистку от стружки и смазывание повторяют, как и ранее.
- Дюймовыми метчиками резьба нарезается также как и метрическими. Для нарезания резьбы на трубах применяют клуппы, обычно с регулируемыми режущими элементами в диапазоне резьб для труб с внутренним диаметром от 1/4 до 4 дюймов. Резьбы на трубах и стернях большого диаметра лучше нарезать на токарно-винторезных станках.
- Диаметр верл для высверливания отверстий под метрическую резьбу следует подбирать по таблице 2.
| Наружный диаметр резьбы, мм | Диаметр сверла (мм) для | |
| Чугуна, бронзы | Стали, латуни | |
| 1 | 0,75 | 0,75 |
| 1,2 | 0,95 | 0,95 |
| 1,6 | 1,3 | 1,3 |
| 2 | 1,6 | 1,6 |
| 2,5 | 2,2 | 2,2 |
| 3 | 2,5 | 2,5 |
| 3,5 | 2,9 | 2,9 |
| 4 | 3,3 | 3,3 |
| 5 | 4,1 | 4,2 |
| 6 | 4,9 | 5 |
| 7 | 5,9 | 6 |
| 8 | 6,6 | 6,7 |
| 9 | 7,7 | 7,7 |
| 10 | 8,3 | 8,4 |
Склад болтов
— Таблица размеров метчиков и сверл
для США| Отвод | Фракционное сверло | Число сверл | Сверло для письма |
|---|---|---|---|
| № 0-80 | 3/64 « | – | – |
| № 1-64 | – | 53 | – |
| № 2-56 | – | 50 | – |
| № 3-48 | – | 47 | – |
| № 4-40 | 3/32 « | 43 | – |
| № 5-40 | – | 38 | – |
| № 6-32 | 7/64 « | 35 | – |
| № 8-32 | – | 29 | – |
| № 10-24 | 5/32 « | 25 | – |
| № 10-32 | 5/32 « | 21 | – |
| № 12-24 | 11/64 « | 16 | – |
| 1/4 «-20 | 13/64 « | 7 | – |
| 1/4 «-28 | 7/32 « | 3 | – |
| 5/16 «-18 | 17/64 « | – | F |
| 5/16 «-24 | – | – | I |
| 3/8 дюйма -16 | 5/16 « | – | – |
| 3/8 дюйма -24 | 21/64 « | – | Q |
| 7/16 «-14 | 23/64 « | – | U |
| 7/16 «-20 | 25/64 « | – | – |
| 1/2 «-13 | 27/64 « | – | – |
| 1/2 «-20 | 29/64 « | – | – |
| 9/16 «-12 | 31/64 « | – | – |
| 9/16 «-18 | 33/64 « | – | – |
| 5/8 «-11 | 17/32 « | – | – |
| 5/8 «-18 | 37/64 « | – | – |
| 3/4 «-10 | 21/32 « | – | – |
| 3/4 «-16 | 11/16 « | – | – |
| Размер сверла рассчитан на глубину резьбы 75%. | |||
Знайте, что вы нажимаете | Разработка режущего инструмента
Ключ к успешному нарезанию резьбы — это знание истинного размера просверленного отверстия.
В то время как многие факторы способствуют отказу или поломке метчика, часто упускается из виду один основной очевидный фактор — размер просверленного отверстия. Проблема в том, что этот коэффициент нельзя точно рассчитать с использованием традиционных диаграмм для метчиков и сверл.
За годы, прошедшие с момента разработки первой схемы метчиков / сверл, произошло много изменений — программируемое оборудование, жесткое нарезание резьбы, синхронное нарезание резьбы, улучшенные державки, специализированные жидкости для нарезания резьбы и высококачественные метчики премиум-класса.
Самое главное, что сверла, используемые для выполнения отверстий под резьбу, улучшились. Усовершенствованная геометрия вершин сверления, новые формы канавок, отверстия для охлаждающей жидкости, улучшенные сплавы HSS и карбидов, а также покрытия, такие как TiN и TiCN, многое сделали для улучшения качества и размера просверленных отверстий.
Поскольку рекомендации по сверлению разрабатывались для серий крупной (UNC) и тонкой (UNF) резьбы стандартного размера, размеры сверл были выбраны на основе испытаний, показывающих, что стандартное универсальное сверло с длинной головкой — со стандартным острием 118 ° угол — размер отверстия будет больше измеренного диаметра сверла.Это стало известно как «вероятный размер отверстия», который часто указывается в таблицах метчиков / сверл рядом с десятичными эквивалентами размеров сверл (таблица 1). Например, сверло № 7 (диаметр 0.2010 дюйма) в среднем дает отверстие, которое на 0,0038 дюйма больше диаметра сверла. Это приведет к просверленному отверстию размером 0,2048 дюйма, примерно 70% высоты резьбы. По сравнению со спецификациями малого диаметра для метчика 1 / 4-20 UNC-2B (от 0,1960 дюйма до 0,2070 дюйма), размер готового отверстия близок к верхнему пределу, 0.0022 «при минимальном максимальном диаметре (Таблица 2). Сверло удаляет как можно больше материала из отверстия, снижая нагрузку на метчик. Это облегчает нарезание резьбы и снижает вероятность поломки метчика. И остается ниже максимального минимального диаметра диаметр предотвращает образование слишком мелкой резьбы.
Современные сверла, оснащенные более точными и высокоскоростными станками, производят отверстия, которые намного ближе к фактическому измеренному размеру сверла или даже меньше диаметра сверла.Изготовление отверстий с предварительной нарезкой меньшего размера значительно увеличивает рабочую нагрузку на метчик. Переход на одно из этих продвинутых сверл может привести к поломке метчика там, где его раньше не было. Стандартное сверло № 7 может больше не соответствовать размеру сверла для резьбы 1 / 4-20 UNC-2B. Может потребоваться сверло 13/64, № 6 или даже № 5, чтобы сделать отверстие размером 70% от высоты резьбы.
Определение размера сверла
ФРАКЦИОННЫЕ РАЗМЕРЫ UNC и UNF | |||||
Номинал | Рекомендуемый | Вероятно | % Резьба | ||
Сверло | ДЕК | ||||
1 / 4-20 | 7 | 0.2010 « | 0,2048 « | 70 | |
5 / 16-18 | Ф | 0,2570 дюйма | 0,2608 « | 72 | |
3 / 8-16 | 5/16 | 0.3125 « | 0,3169 « | 72 | |
7 / 16-14 | U | 0,3680 « | 0,3726 « | 70 | |
1 / 2-13 | 27/64 | 0.4219 « | 0,4266 дюйма | 73 | |
Таблица 1: Типовая таблица метчиков / сверл с указанием возможных размеров отверстий.
Если таблицы для метчиков и сверл не подходят для современной практики обработки, то как установить правильный размер сверла? Для начала учтите следующие факторы:
Просверленное отверстие должно соответствовать характеристикам класса резьбы.Выбранное сверло должно обеспечивать размер отверстия между минимальным и максимальным малым диаметром для данного класса резьбы. Например, для резьбы 1 / 4-20 UNC-2B можно использовать любое сверло, которое производит отверстие диаметром от 0,1960 до 0,2070 дюйма. После того, как отверстие просверлено, важно измерить отверстие, чтобы проверить его размер, используя калибры со штифтом или пробкой, соответствующие минимальным и максимальным характеристикам малого диаметра. Размеры минимального и максимального малого диаметра резьбы винта можно найти во многих публикациях.Промышленный стандарт ASME B1.1 является одним из лучших источников этой информации.
Удалите сверлом как можно больше материала для заданной длины зацепления, чтобы облегчить нарезание резьбы. Наряду с уменьшением сил резания и уменьшением поломки метчика эта стратегия также принесет пользу операции сверления. Сверла большего размера менее хрупкие и имеют меньшее отношение глубины к диаметру, а их большие канавки облегчают эвакуацию стружки.
ВНУТРЕННЯЯ РЕЗЬБА | ||||||
Класс | Minor Dia.Базовый 0,1850 « | Диаметр шага. Базовый 0,2175 « | ||||
Макс. | Мин. | Тол. | Макс. | Мин. | Тол. | |
1Б | 0,2070 « | 0.1960 « | 0,0110 « | 0,2248 « | 0,2175 « | 0,0073 « |
2B | 0,2070 « | 0,1960 « | 0,0110 « | 0,2224 дюйма | 0,2175 « | 0,0049 « |
3Б | 0.2067 « | 0,1960 « | 0,0107 « | 0,2211 « | 0,2175 « | 0,0036 « |
2 | 0,2060 « | 0,1959 « | 0,0101 « | 0,2201 « | 0,2175 « | 0,0036 « |
3 | 0.2060 « | 0,1959 « | 0,0101 « | 0,2201 « | 0,2175 « | 0,0026 « |
Таблица 2: Незначительные диаметры и шаговые диаметры для резьбы 1 / 4-20 UNC.
Длина зацепления
Хотя лучше всего использовать сверло максимального размера, это может отрицательно сказаться на прочности резьбового узла в некоторых ситуациях.Если, например, деталь или гайка с внутренней резьбой были сделаны из чего-то тонкого, такого как толстый листовой металл, одна или две резьбы в гайке могут быть недостаточно прочными, чтобы выдержать нагрузку при затягивании винта. Поэтому для тонких деталей рекомендуется использовать сверло наименьшего размера для максимального процента резьбы, чтобы резьба оставалась как можно более прочной.
По мере того, как длина резьбового зацепления между гайкой и винтом, также известная как длина зацепления, становится больше, большее количество витков резьбы способствует прочности собранной гайки и винта; следовательно, размер отверстия может быть увеличен.Таким образом, сверление с минимальным малым диаметром в тонких деталях и с максимальным меньшим диаметром в более длинных сборках.
Чтобы определить правильные размеры отверстий, обеспечивающие максимальную прочность при различной длине зацепления, обратитесь к стандарту ASME или другим коммерческим руководствам, содержащим эту информацию. Если посмотреть на рекомендуемые размеры отверстий для резьбы 1¼4-20 UNC-2B (Таблица 3), то длины зацепления указаны с точки зрения диаметров резьбы. Другими словами, «1 / 3d» указывает длину зацепленной резьбы между гайкой и болтом при сборке.Одна треть диаметра резьбы 1/4 дюйма составляет 0,083 дюйма. Это означает, что если бы болт длиной 3/4 дюйма был ввинчен в гайку толщиной 0,083 дюйма, то можно было бы сказать, что длина зацепления составляет 1/3 диаметра (1 / 3d). Обратите внимание, что для этой короткой длины зацепления диапазон размеров отверстия, рекомендуемый для резьбы класса 2B, составляет от 0,1960 «до 0,2020», или около нижнего предела.
Теперь посмотрим на большую длину зацепления. По мере увеличения зацепления рекомендуемый размер просверленного отверстия перед нарезанием резьбы увеличивается. Рекомендуемый размер предварительно просверленного отверстия от 2 / 3d до 1 1 / 2d равен 0.2020 «до 0,2070», или около верхнего предела. Этот диапазон часто называют длиной зацепления «1 диаметр». Рекомендации по меткам / диаграммам сверления обычно основываются на этой длине.
Диаметр | 1B и 2B | 3Б | ||
Макс. | Мин. | Макс. | Мин. | |
К 1 / 3д вкл. | 0.2020 « | 0,1960 « | 0.2013 « | 0,1960 « |
1 / 3д — 2 / 3д | 0,2040 « | 0,1990 « | 0,2040 « | 0,1986 « |
2 / 3д — 1-1 / 2д | 0.2070 « | 0.2020 « | 0,2067 « | 0.2013 « |
1-1 / 2d-3d | 0,2100 « | 0,2040 « | 0.2094 « | 0,2040 « |
Таблица 3: Рекомендуемые пределы размера отверстия для различной длины зацепления для резьбы 1 / 4-20 UNC.
В крайних случаях, когда длина зацепления превышает диаметр резьбы более чем в 1 1/2 раза (1 1/2d), размер отверстия может быть увеличен до 0,2100 дюйма, или на 0,0030 дюйма больше максимального предела малого диаметра 0,2070 дюйма. Дополнительная резьба в зацеплении позволяет уменьшить высоту резьбы при сохранении прочности сборки. Однако следует соблюдать осторожность, прежде чем применять это правило. Именно зацепление между двумя частями позволяет использовать отверстие большего размера. размер, а не глубина резьбового отверстия.Если бы резьбовое отверстие имело глубину 3/4 дюйма, а длину винта — всего 1/4 дюйма, зацепление было бы диаметром 1, и это правило не применялось бы.
Большая длина зацепления с большим процентом резьбы (небольшие размеры просверленных отверстий) не увеличивает значительно прочность закрепленной резьбы. Фактически, в некоторых случаях было доказано, что большая длина зацепления может фактически снизить прочность сборки из-за накопленных ошибок резьбы, которые с большей вероятностью возникают при высоком процентном содержании резьбы.Поэтому не поддавайтесь желанию использовать более длинные крепежные детали и резьбу с высоким процентом резьбы в попытке усилить резьбовые соединения.
Метчики для резьбонарезания
В метчиках для нарезания резьбы используются сверла большего диаметра, чтобы обеспечить смещение материала детали. Материал смещается внутрь, образуя конечный малый диаметр резьбы. Таблица 3: Рекомендуемые пределы размера отверстия для различной длины зацепления для резьбы 1 / 4-20 UNC
Например, рекомендуемый размер сверла для резьбы 1 / 4-20 UNC — No.1 (диаметр 0,228 дюйма) на таблице метчиков / сверл. Однако принцип сверления с увеличенным или вероятным превышением размера применим и к этим рекомендациям. Поскольку высокопроизводительные сверла производят отверстия меньшего размера, диаметр сверла, возможно, придется увеличить до предотвратить поломку метчика или грубую резьбу из-за чрезмерного смещения материала. Как и в случае с отверстиями, просверленными для метчиков, размер отверстия намного важнее, чем диаметр сверла, использованного для его выполнения.
При нарезании резьбы или нарезании резьбы использование метчика для получения резьбы меньшего диаметра не рекомендуется.Хотя использование метчиков для получения меньшего диаметра не является хорошей идеей, метчики можно использовать для устранения заусенцев, образующихся ниже малого диаметра в детали во время нарезания резьбы. Метчики, используемые для этой цели, называются «управляемыми корневыми метчиками». Меньший диаметр метчика регулируется размером просверленного отверстия в детали. Во время нарезания резьбы заусенцы, образовавшиеся на малом диаметре, «срезаются» на меньший диаметр метчика, оставляя резьбу гладкой. Заусенцы обычно имеют небольшие размеры и не должны сильно влиять на силу резания.Если, однако, метчик требуется для удаления большего количества материала, чем небольшие заусенцы, усилие резания или формовки может превысить разрывной момент метчика.
Хотя многие факторы влияют на поломку метчика и производительность метчика, определение правильного размера отверстия часто упускается из виду или считается само собой разумеющимся. Хотя диаметр сверла важен, наиболее важным является размер готового отверстия. Для достижения наилучших результатов используйте сверло любого размера, обеспечивающего оптимальный размер отверстия.
Об авторе
Дэвид Мискинис (David Miskinis) — специалист по продукции в Greenfield Industries, Evans, GA.
Калькулятор размеров метчика
Глоссарий- TDS : (размер сверла для метчика)
- Размер отверстия, которое необходимо просверлить перед нарезанием резьбы.
- Imperial UN : (Форма резьбы Imperial Unified National)
- Стандарт, описывающий форму внутренней или внешней резьбы с использованием дюймовых размеров.Выполнение резьбы, соответствующей этим спецификациям, гарантирует, что она будет работать с резьбовыми отверстиями или валами других производителей, которые следуют этим спецификациям. общие спецификации.
- Метрическая система ООН : (Американская метрическая унифицированная национальная форма резьбы)
- Стандарт, описывающий форму внутренней или внешней резьбы с использованием метрические миллиметровые размеры. Выполнение резьбы, соответствующей этим спецификациям, гарантирует, что она будет работать с резьбовыми отверстиями или валами других производителей, которые следуют этим спецификациям. общие спецификации.
- ПРИМЕЧАНИЕ : Американский стандарт метрической резьбы ООН совместим с международным стандартом ISO. стандарт резьбы.
- Наружный диаметр :
- Это наибольший диаметр винтовой части резьбы. Наибольший внешний диаметр винта или наибольший внутренний диаметр резьбового отверстия.
- ПРИМЕЧАНИЕ : Размер шестигранника болта или гайки не имеет значения при определении размера резьбы.
- TPI : (число ниток на дюйм)
- Число витков резьбы, или «V» на длине одного дюйма, которое, в свою очередь, определяет размер «V» формы спиральной части резьбы.
- ПРИМЕЧАНИЕ : Если длина резьбовой части винта или резьбового отверстия меньше или больше одного дюйма, размер V-образной формы по-прежнему определяется числом резьбы, которое поместит вдоль одной длина в дюймах.
- Шаг : (Расстояние между каждой резьбой, или «V»)
- Расстояние, на которое винт или гайка будут увеличиваться каждые 360 °.
- ПРИМЕЧАНИЕ : Большинство основных размеров имеют грубую и мелкую резьбу.
- Метчик для резки :
- Инструмент, который делает спиральную часть резьбового отверстия режущим материалом, когда он движется по предварительно просверленному отверстию. Метчики обычно имеют острые «канавки», чем-то напоминающие спирали сверла, где стружка может накапливаться и выбрасываться из отверстия
- ПРИМЕЧАНИЕ : Метчики поставляются в наборах по 3 штуки; Начальный кран, средний кран и нижний кран.Их следует использовать именно в таком порядке при нарезании непробиваемых отверстий.
- Метчик для формования : (Метчик для холодной штамповки)
- Инструмент, который создает спиральную часть резьбового отверстия путем формирования или деформации материала при его движении вдоль предварительно просверленного отверстия. Эти метчики не имеют «канавок» и обычно имеют овальную или не совсем круглую форму.
- ПРИМЕЧАНИЕ : Размер сверла для метчика отверстия, в котором будет нарезаться холодная нарезка, обычно больше, чем у аналога для метчика.
- Процент резьбы : (77% резьбы — это то, что вы хотите использовать)
- 100% резьба — это 3/4 qtr , или (6/8 th ) полного треугольника 60 °, что является максимально допустимой высотой полной резьбы V-образной формы, включая лыски. В спецификации ООН указано, что общая высота резьбы должна составлять 5/8 – этой максимальной высоты. От 75% до 80% резьбы примерно соответствует 5/8 th этой максимальной высоты.
- ПРИМЕЧАНИЕ : Если нарезание резьбы затруднительно для обработки материалов или при использовании небольших метчиков, используйте более низкий процент резьбы, например от 60% до 70%.
Обновлено: 19 декабря 2019 г.
Метрическая таблица для метчиков и сверл
Спиральное сверло было изобретен Стивеном Морсом из Ист-Бриджуотер, Массачусетс, в 1861 году. Он получил патент США 38,119 на свое изобретение на 7 апреля 1863 года. Первоначальный метод изготовления заключался в том, чтобы вырезать две канавки на противоположных сторонах круглого стержня, а затем поверните стержень, чтобы получить винтовые канавки.Это дало инструменту название.В настоящее время сверло обычно делается путем вращения прутка при перемещении его мимо шлифовального круга для нарезания канавок таким же образом, как и режущие косозубые шестерни. Инструменты, известные как спиральные сверла, в настоящее время производятся в диаметрах, охватывающих широкий диапазон. от 0,05 мм (0,002 дюйма) до 100 мм (4 дюйма). Длина до 1000 мм (39 дюймов) доступна для использования в руке с приводом. инструменты.
Геометрия и заточка режущих кромок имеют решающее значение для рабочих характеристик сверла.Пользователи часто выбрасывайте затупившиеся мелкие насадки и заменяйте их новыми, поскольку они недороги и их хорошо заточить сложно. Для более крупных бит доступны специальные шлифовальные приспособления. Специальный шлифовальный инструмент доступны для заточки или изменения формы режущих поверхностей на спиральных сверлах, чтобы оптимизировать сверло для конкретного материал. -Википедия
Таблица стандартных метрических размеров метчиков и сверл
| M1x0.25 | 0,75 | M4x0,35 | 3,6 |
| M1.1×0.25 | 0,85 | M4x0,5 | 3,5 |
| M1,2×0,25 | 0,95 | M5x0,5 | 4,5 |
| M1,4×0,3 | 1,1 | M6x.5 | 5,5 |
| M1,6×0,35 | 1,25 | M6x.75 | 5,25 |
| M1,7×0,35 | 1,3 | M7x75 | 6,25 |
| M1,8×0,35 | 1,45 | M8x.5 | 7 |
| M2x0.4 | 1,6 | M8x.75 | 7,25 |
| M2.2×0.45 | 1,75 | M8x1 | 7,5 |
| M2,5×0,45 | 2,05 | M9x1 | 8 |
| M3x0,5 | 2,5 | M10x0.75 | 9,25 |
| M3,5×0,6 | 2,9 | M10x1 | 9 |
| M4x0,7 | 3,3 | M10x1,25 | 8,8 |
| M4,5×0,75 | 3,7 | M11x1 | 10 |
| M5x0.8 | 4,2 | M12x75 | 11,25 |
| M6x1 | 5 | M12x1 | 11 |
| M7x1 | 6 | M12x1,5 | 10,5 |
| M8x1,25 | 6,8 | M14x1 | 13 |
| M9x1.25 | 7,8 | M14x1,25 | 12,8 |
| M10x1,5 | 8,5 | M14x1,5 | 12,5 |
| M11x1,5 | 9,5 | M16x1 | 15 |
| M12x1.75 | 10,2 | M16x1.5 | 14,5 |
| M14x2 | 12 | M18x1 | 17 |
| M16x2 | 14 | M18x2 | 16 |
| M18x2,5 | 15,5 | M20x1 | 19 |
| M20x2.5 | 17,5 | M20x1,5 | 18,5 |
| M22x2,5 | 19,5 | M20x2 | 18 |
| M24x3 | 21 | M22x1 | 21 |
| M27x3 | 24 | M22x1.5 | 20,5 |
| M30x3,5 | 26,5 | M22x2 | 20 |
| M33x3,5 | 29,5 | M24x1,5 | 22,5 |
| M36x4 | 32 | M24x2 | 22 |
| M39x4 | 35 | M26x1.5 | 24,5 |
| M42x4,5 | 37,5 | M27x1,5 | 25,5 |
| M45x4,5 | 40,5 | M27x2 | 25 |
| M48x5 | 43 | M28x1,5 | 26,5 |
| M52x5 | 47 | M30x1.5 | 28,5 |
| M56x5,5 | 50,5 | M30x2 | 28 |
| M60x5,5 | 54,5 | M33x2 | 31 |
| M64x6 | 58 | M36x3 | 33 |
| M68x6 | 60 | M39x3 | 36 |
Расчет размеров резьбонарезного сверла.
Общая информация
Как правило, для метрической резьбы резьбонарезное сверло можно рассчитать путем вычитания шага из диаметра резьбы. например, для резьбы M5x0,75 нарезное сверло составляет 5-0,75 мм = 4,25 мм.
Для дюймовой резьбы размер резьбового сверла рассчитывается таким же образом, диаметр минус шаг. например, для 3 / 4,10 UNC шаг = 0,1, диаметр = 0,75, нарезное сверло = 0,65 = 16,5 мм.
Крупная и мелкая метрическая резьба
Чтобы рассчитать размер резьбового сверла для метрической резьбы, вычтите шаг из основного диаметра. Выберите следующий больший стандартный размер сверла.
РАЗМЕР РЕЗЬБЫ | СВЕРЛО (ММ) | РАЗМЕР РЕЗЬБЫ | СВЕРЛО (ММ) | РАЗМЕР РЕЗЬБЫ | СВЕРЛО (ММ) |
|---|---|---|---|---|---|
M1x0,25 | 0,75 | M9x0,75 | 8.3 | M18x2 | 16 |
M1.2×0.25 | 0,95 | M9x1 | 8 | M18x2,5 | 15,5 |
M1,4×0,3 | 1.1 | M9x1,25 | 7,8 | M20x1 | 19 |
M1,6×0,35 | 1,25 | M10x0,5 | 9,5 | M20x1,5 | 18.5 |
M1,8×0,35 | 1,45 | M10x0,75 | 9,3 | M20x2 | 18 |
M2x0,4 | 1,6 | M10x1 | 9 | M20x2.5 | 17,5 |
M2,2×0,45 | 1,75 | M10x1,25 | 8,8 | M22x1 | 21 |
M2,5×0,45 | 2,05 | M10x1.5 | 8,5 | M22x1,5 | 20,5 |
M2,6×0,45 | 2,15 | M11x1 | 10 | M22x2 | 20 |
M3x0.35 | 2,65 | M11x1,25 | 9,8 | M22x2,5 | 19,5 |
M3x0,5 | 2,5 | M11x1,5 | 9,5 | M24x1 | 23 |
M3.5×0,35 | 3,15 | M12x0,5 | 11,5 | M24x1,5 | 22,5 |
M3,5×0,6 | 2,9 | M12x0,75 | 11,3 | M24x2 | 22 |
M4x0.5 | 3,5 | M12x1 | 11 | M24x3 | 21 |
M4x0,7 | 3,3 | M12x1,25 | 10,3 | M25x1.5 | 23,5 |
M4,5×0,5 | 4 | M12x1,5 | 10,5 | M25x2 | 23 |
M4,5×0,75 | 3,75 | M12x1.75 | 10,3 | M27x3 | 24 |
M5x0,5 | 4,5 | M13x1 | 12 | M30x3,5 | 26,5 |
M5x0.75 | 4,25 | M14x1 | 13 | M33x3,5 | 29,5 |
M5x0,8 | 4,2 | M14x1,25 | 12,8 | M36x4 | 32 |
M6x0.5 | 5,5 | M14x1,5 | 12,5 | M39x4 | 35 |
M6x0,75 | 5,25 | M14x2 | 12 | M42x4.5 | 37,5 |
M6x1 | 5 | M15x1 | 14 | M45x4,5 | 40,5 |
M7x0,5 | 6,5 | M15x1.5 | 13,5 | M48x5 | 43 |
M7x0,75 | 6,25 | M16x1 | 15 | M52x5 | 47 |
M7x1 | 6 | M16x1.25 | 14,8 | M56x5,5 | 50,5 |
M8x0,5 | 7,5 | M16x1,5 | 14,5 | M60x5,5 | 54,5 |
M8x0.75 | 7,25 | M16x2 | 14 | M64x6 | 58 |
M8x1 | 7 | M18x1 | 17 | M68x6 | 62 |
M8x1.25 | 6,8 | M18x1,5 | 16,5 | M72x6 | 66 |
Резьба UNC и UNF
UNC | СВЕРЛО (ММ) | UNF | СВЕРЛО (ММ) |
|---|---|---|---|
1.64 | 1,55 | 0,8 | 1,25 |
2,56 | 1,8 | 1,72 | 1,55 |
3,48 | 2,1 | 2.64 | 1,85 |
4,4 | 2,3 | 3,56 | 2,1 |
5,4 | 2,6 | 4,48 | 2,4 |
6.32 | 2,8 | 5,44 | 2,7 |
8,32 | 3,4 | 6,4 | 2,9 |
10,24 | 3,9 | 8.36 | 3,5 |
12,24 | 4,5 | 10,32 | 4,1 |
1 / 4,20 | 5,1 | 12,28 | 4,6 |
5/16.18 | 6,6 | 1 / 4,28 | 5,5 |
3 / 8,16 | 8 | 5 / 16,24 | 6,9 |
7 / 16,14 | 9,4 | 3/8.24 | 8,5 |
1 / 2,13 | 10,8 | 7 / 16,20 | 9,9 |
9 / 16,12 | 12,2 | 1 / 2,20 | 11,5 |
5/8.11 | 13,6 | 9 / 16,18 | 12,9 |
3 / 4,10 | 16,5 | 5 / 8,18 | 14,5 |
7 / 8,9 | 19,5 | 3/4.16 | 17,5 |
1 дюйм 8 | 22,2 | 7 / 8,14 | 20,5 |
1,1 / 8,7 | 25 | 1 дюйм 12 | 23,2 |
1.1 / 4,7 | 28,2 | 1,1 / 8,12 | 26,5 |
1,3 / 8,6 | 30,8 | 1,1 / 4,12 | 29,5 |
1,1 / 2,6 | 34 | 1.3 / 8,12 | 32,8 |
1,3 / 4,5 | 39,5 | 1,1 / 2,12 | 36 |
2 дюйма 4,1 / 2 | 45,3 |
Резьба BSW и BSF
BSW | СВЕРЛО (ММ) | BSF | СВЕРЛО (ММ) |
|---|---|---|---|
1/8.40 | 2,54 | 3 / 16,32 | 3,97 |
3 / 16,24 | 3,7 | 1 / 4,26 | 5,37 |
1 / 4,20 | 5,08 | 5/16.22 | 6,8 |
5 / 16,18 | 6,5 | 3 / 8,20 | 8,3 |
3 / 8,16 | 7,9 | 7 / 16,18 | 9,7 |
16.07.14 | 9,3 | 1 / 2,16 | 11,1 |
1 / 2,12 | 10,6 | 9 / 16,16 | 12,7 |
9 / 16,12 | 12,2 | 5/8.14 | 14,1 |
5 / 8,11 | 13,6 | 16,14 11,14 | 15,6 |
3 / 4,10 | 16,5 | 3 / 4,12 | 16,9 |
13/16.10 | 18,1 | 13 / 16,12 | 18,5 |
7 / 8,9 | 19,4 | 7 / 8,11 | 19,9 |
15 / 16,9 | 21 | 1 «10 | 22.9 |
1 дюйм 8 | 22,2 | 1,1 / 8,9 | 25,8 |
1,1 / 8,7 | 24,9 | 1,1 / 4,9 | 28,9 |
1,1 / 4.7 | 28,1 | 1,3 / 8,8 | 31,8 |
1,3 / 8,6 | 30,7 | 1,1 / 2,8 | 34,9 |
1,1 / 2,6 | 33,9 | 1.5 / 8,8 | 38,1 |
1,5 / 8,5 | 36,2 | 1,3 / 4,7 | 40,8 |
1,3 / 4,5 | 39,4 | 1,7 / 8,7 | 44 |
1.7 / 8.4.1 / 2 | 42 | 2 дюйма 7 | 47,2 |
2 дюйма 4,1 / 2 | 45,2 |
Трубная резьба BSP и BSPT
BSP | СВЕРЛО (ММ) | BSPT | СВЕРЛО (ММ) |
|---|---|---|---|
1/16.28 | 6,8 | 1 / 16,28 | 6,2 |
1 / 8,28 | 8,8 | 1 / 8,28 | 8,2 |
1 / 4,19 | 11.8 | 1 / 4,19 | 10,9 |
3 / 8,19 | 15,3 | 3 / 8,19 | 14,5 |
1 / 2,14 | 19,1 | 1 / 2,14 | 18 |
5/8.14 | 21,1 | 3 / 4,14 | 23 |
3 / 4,14 | 24,6 | 1 дюйм 11 | 29 |
7 / 8,14 | 28,4 | 1.1/4 дюйма 11 | 38 |
1 дюйм 11 | 30,9 | 1,1 / 2 ”11 | 44 |
1,1 / 8,11 | 35,6 | 2 дюйма 11 | 55 |
1.1 / 4,11 | 39,6 | 2,1 / 2 дюйма 11 | 71 |
1,3 / 8,11 | 42 | 3 дюйма 11 | 83 |
1,1 / 2,11 | 45,5 | ||
1.3 / 4,11 | 51,4 | ||
2 дюйма 11 | 57,3 | ||
2,1 / 4 дюйма 11 | 63,4 | ||
2.1/2 ”11 | 72,9 | ||
2,3 / 4 дюйма 11 | 79,2 | ||
3 дюйма 11 | 85,6 |
Сверла для метчиков без канавки
МЕТРИЧЕСКИЕ | СВЕРЛО (ММ) | UNC | СВЕРЛО (ММ) | UNF | СВЕРЛО (ММ) |
|---|---|---|---|---|---|
1.6×0,35 | 1,45 | 1,64 | 1,67 | 0,8 | 1,38 |
2×0,4 | 1,8 | 2,56 | 1,98 | 1.72 | 1,69 |
2,5×0,45 | 2,3 | 3,48 | 2,27 | 2,64 | 2 |
3×0,5 | 2,8 | 4.4 | 2,56 | 3,56 | 2,31 |
3,5×0,6 | 3,2 | 5,4 | 2,89 | 4,48 | 2,6 |
4×0.7 | 3,7 | 6,32 | 3,14 | 5,44 | 2,91 |
4,5×0,75 | 4,2 | 8,32 | 3,8 | 6.4 | 3,22 |
5×0,8 | 4,6 | 10,24 | 4,34 | 8,36 | 3,84 |
6×1 | 5,6 | 12.24 | 5,01 | 10,32 | 4,47 |
8×1,25 | 7,4 | 1 / 4,20 | 5,77 | 1 / 4,28 | 5,94 |
10×1.5 | 9,3 | 5 / 16,18 | 7,3 | 5 / 16,24 | 7,5 |
12×1,75 | 11,2 | 3 / 8,16 | 8,8 | 3/8.24 | 9 |
14×2 | 13,1 | 7 / 16,14 | 10,3 | 7 / 16,20 | 10,5 |
16×2 | 15,1 | 1/2.13 | 11,8 | 1 / 2,20 | 12,1 |
Резьба BA
РЕЗЬБА | СВЕРЛО (ММ) |
|---|---|
0 | 5 |
1 | 4.4 |
2 | 3,9 |
3 | 3,4 |
4 | 2,95 |
5 | 2,6 |
6 | 2.25 |
7 | 2 |
8 | 1,75 |
9 | 1,5 |
10 | 1,35 |
Таблица сверл для метчиков — Окончательная таблица в дюймах и метрических единицах (мм и дюймы)
Вам нужно прямо сейчас увидеть диаграмму детализации и табуляции? Перейти к вкладке Drill Chart .
Метчики — это режущие инструменты, используемые машинистами для нарезания или формирования винтовой резьбы. Первое зарегистрированное использование метчиков в металлообработке относится к 18 веку, а британский инженер и промышленник Джозеф Клемент популяризировал этот инструмент в середине 19 века. Затем мы увидели, что стандарты появляются при нарезании резьбы с помощью таблицы сверл. Как следствие, разработка ответвителей соответствовала этой стандартизации, обеспечивая повышенную совместимость.
Процесс нарезания резьбы
Как и следовало ожидать, метчики бывают всех форм и размеров, чтобы соответствовать стандартизированной резьбе.Поэтому таблица сверл для метчиков очень важна. Чтобы правильно создать поток, потребуется набор из трех ответвлений, соответствующих одному и тому же размеру бит; а именно нижний, промежуточный и конусный метчики. Промежуточный метчик или пробковый метчик используется в первую очередь для начала вырезания материала из отверстия без резьбы. Вот почему он имеет коническую коронку, позволяющую машинисту правильно выровнять ее.
К сожалению, из-за формы он не может нарезать резьбу до конца отверстия.Итак, далее идет кран дна, который может это сделать. Однако нижний метчик не может начать нарезание резьбы на необрезанном отверстии, поэтому он может участвовать в процессе нарезания только в качестве второго или третьего метчика. Метчик с конусом используется только в определенных ситуациях, например, когда материал очень твердый или отверстие слишком маленькое. Метчик с коническим отверстием отличается плавным переходом диаметра, что обеспечивает менее агрессивное резание. Это сводит к минимуму риск повреждения просверленного отверстия. Если конус должен идти первым, то второй следует за промежуточным метчиком, и резьба заканчивается метчиком для нижней части.
Геометрия резьбы и сверление отверстия
Как видно из вышеизложенного, для создания резьбы сначала необходимо просверлить отверстие в заготовке. Определив болт, который мы хотим использовать в конкретном случае, у нас уже есть техническая спецификация резьбы, на которой он будет размещен. Болты классифицируются по кодам спецификаций, например: —
«M» обозначает «метрический диаметр» резьбы (см. Таблицу сверл для метчиков ниже), который в нашем случае составляет 4 мм. Второе число (0.7) — шаг, который соответствует расстоянию между двумя соседними резьбами в миллиметрах. Наконец, 20 — это длина болта в мм, измеренная от кончика резьбы до низа головки (за исключением болтов с овальной головкой).
Итак, если мы хотим просверлить отверстие для болта в нашем примере, нам потребуется сверло меньше 4 мм. Материал нужно будет разрезать и вытолкнуть, чтобы образовалась резьба в этом отверстии. Если это так, можем ли мы просто использовать сверло следующего наименьшего доступного размера.Это будет сверло на 3,7 мм, но использование этого сверла оставит недостаточный запас для создания соответствующей глубины резьбы. Практическое правило заключается в том, что правильное сверло для метчика составляет около 85% для крупной резьбы и 90% для мелкой резьбы, которая имеет большее количество резьб на осевое расстояние. В нашем случае правильное сверло для метчика будет ближе всего к 3,4 мм снизу, и это сверло для метчика 3,3 мм или 0,13 дюйма. Более низкие проценты, такие как «75% глубины резьбы», также широко используются и считаются безопасными.
Чтобы помочь вам понять разницу между мелкими и грубыми, классификация M4 включает: —
- Крупная резьба 0,7 мм
- Тонкая резьба 0,5 мм
- Экстра мелкая резьба 0,35 мм
Чем меньше значение шага, тем на меньшую глубину должна заходить резьба. Итак для: —
- M4-07 используем метчик 3,3 мм
- M4-05 используем сверло 3,5 мм
- M4-035 мы используем 3.Сверло 6 мм
В соответствии со стандартом метрической резьбы ISO, глубина резьбы должна составлять 0,614 x шаг, поэтому меньшее число шага также приводит к более низкому значению глубины резьбы. Теперь инженеры могут сесть и вручную рассчитать правильное сверло для метчика. Или они могут проконсультироваться с таблицей сверления метчика, подобной тем, которые приведены в следующем разделе.
Некоторые предпочитают использовать несколько произвольные, но надежные формулы, например: «Dtap = номинальный диаметр — шаг резьбы». Эта формула работает как для метрических, так и для британских единиц измерения, а также для всех 60-градусных резьб (все болты ISO, DIN, UTS, UNC, UNS и UNF).Таблица для первого метчика, приведенная ниже, дана в мм, а следующая — в дюймах. Оба варианта доступны в виде распечатываемой таблицы сверления метчиков в формате PDF.
Таблица сверл для метчика (мм и дюймы)
Приведенные размеры сверл являются «ближайшими» размерами сверл. Загрузите схему сверления метчика в формате PDF здесь.
| РАЗМЕР ОТВЕРСТИЯ | МЕТЧИКИ | МЕТЧИКИ ДЛЯ ФОРМИРОВКИ TRU-FLO ™ | |||
| ДЮЙМОВ | МЕТРИЧЕСКИЙ | РАЗМЕР СВЕРЛА | ДЕСЯТИЧНАЯ ЭКВИВАЛЕНТНАЯ | РАЗМЕР СВЕРЛА | ДЕСЯТИЧНАЯ ЭКВИВАЛЕНТНАЯ |
| 0-80 | 3/64 | .0469 | 54 | .0550 | |
| M1,6 X 0,35 | 1,25 мм | .0492 | 1,45 мм | .0571 | |
| M1,8 X 0,35 | 1,45 мм | .0571 | 1,65 мм | .0650 | |
| 1-64 | 53 | .0595 | 51 | .0650 | |
| 1-72 | 53 | .0595 | 51 | .0650 | |
| м2 х 0,40 | 1,60 мм | .0630 | 1,80 мм | .0709 | |
| 2-56 | 50 | .0700 | 5/64 | .0781 | |
| 2-64 | 50 | .0700 | 47 | .0785 | |
| М2,2 Х 0,45 | 1,75 мм | .0689 | 2,00 мм | .0787 | |
| М2,5 х 0,45 | 2,05 мм | .0807 | 2.30 мм | .0906 | |
| 3-48 | 47 | .0785 | 43 | .0890 | |
| 3-56 | 46 | .0810 | 2.30 мм | .0905 | |
| 4-40 | 43 | .0890 | 38 | . 1015 | |
| 4-48 | 42 | .0935 | 2,60 мм | . 1024 | |
| м3 х 0,50 | 2,50 мм | .0984 | 7/64 | . 1094 | |
| 5-40 | 38 | . 1015 | 33 | .1130 | |
| 5-44 | 37 | .1040 | 2,90 мм | .1142 | |
| M3,5 X 0,60 | 2,90 мм | .1142 | 3,20 мм | .1260 | |
| 6-32 | 36 | . 1065 | 1/8 | .1250 | |
| 6-40 | 33 | .1130 | 3,25 мм | .1280 | |
| M4 X 0,70 | 3.30 мм | . 1299 | 3,70 мм | . 1457 | |
| 8-32 | 29 | . 1360 | 25 | . 1495 | |
| 8-36 | 29 | . 1360 | 24 | . 1520 | |
| M4,5 X 0,75 | 3,70 мм | . 1476 | 4,10 мм | .1614 | |
| 10-24 | 26 | .1470 | 11/64 | .1719 | |
| 10-32 | 21 | . 1590 | 16 | .1770 | |
| M5 X 0,80 | 4,20 мм | .1654 | 14 | . 1820 | |
| 12-24 | 16 | .1770 | 5 мм | . 1969 | |
| 12-28 | 15 | .1800 | 7 | . 2010 | |
| M6 X 1,00 | 5,00 мм | . 1969 | 7/32 | .2188 | |
| 1 / 4-20 | 7 | . 2010 | 1 | .2280 | |
| 1 / 4-28 | 3 | . 2130 | 15/64 | . 2340 | |
| M7 X 1,00 | 6,00 мм | .2362 | F | 0,2570 | |
| 5 / 16-18 | F | 0,2570 | L | . 2900 | |
| 5 / 16-24 | I | 0,2720 | M | ,2950 | |
| M8 X 1,25 | 6,70 мм | 0,2638 | 7,40 мм | ,2913 | |
| M8 X 1.0 | 7,00 мм | .2756 | 19/64 | 0,2969 | |
| 3 / 8-16 | 5/16 | .3125 | S | . 3480 | |
| 3 / 8-24 | Q | .3320 | т | .3580 | |
| M10 X 1,50 | 8,50 мм | .3346 | U | ,3680 | |
| M10 X 1,25 | 8,70 мм | .3425 | 9,40 мм | .3701 | |
| 7 / 16-14 | U | ,3680 | Y | .4040 | |
| 7 / 16-20 | 25/64 | .3906 | Z | .4130 | |
| M12 X 1,75 | 10,20 мм | . 4016 | 11,20 мм | .4409 | |
| M12 X 1,25 | 10.80 мм | .4252 | 11,50 мм | . 4528 | |
| 1/2-13 | 27/64 | .4219 | 15/32 | .4682 | |
| 1/2-20 | 29/64 | .4531 | 12,25 мм | .4823 | |
| M14 X 2,00 | 12,00 мм | .4224 | 33/64 | . 5156 | |
| 9 / 16-12 | 31/64 | .4844 | 17/32 | .5312 | |
| 9 / 16-18 | 33/64 | . 5156 | 13,50 мм | .5315 | |
| 5 / 8-11 | 17/32 | .5312 | 14,75 мм | . 5807 | |
| 5 / 8-18 | 37/64 | .5781 | 15,25 мм | . 6004 | |
| M16 X 2.00 | 14,00 мм | .5512 | 19/32 | .5938 | |
| M16 X 1,50 | 14,50 мм | . 5906 | 15,25 мм | . 6004 | |
| M18 X 2,50 | 15.50 мм | .6102 | 39/64 | .6094 | |
| M18 X 1,50 | 16,50 мм | .6496 | 17,25 мм | .6791 | |
| 3 / 4-10 | 21/32 | 0.6562 | 45/64 | 0,7031 | |
| 3 / 4-16 | 16/11 | 0,6875 | 23/32 | 0,7188 | |
| M20 X 2,50 | 17,50 мм | 0,689 | |||
| M20 X 1,50 | 18,50 мм | 0,7283 | |||
| M22 X 2,50 | 19,50 мм | 0,7677 | |||
| M22 X 1.50 | 20,50 мм | 0.8071 | |||
| 7 / 8-9 | 49/64 | 0,7656 | |||
| 7 / 8-14 | 13/16 | 0,8125 | |||
| M24 X 3,00 | 21,00 мм | 0,8268 | |||
| M24 X 2,00 | 22,00 мм | 0,8661 | |||
| 1-8 | 7/8 | 0.875 | |||
| 1-12 | 59/64 | 0,9219 | |||
| M27 X 3,00 | 24,00 мм | 0,9449 | |||
| M27 X 2,00 | 25,00 мм | 0,9843 | |||
| 1-1 / 8-7 | 63/64 | 0,9844 | |||
| 1-1 / 8-12 | 1-3 / 64 | 1.0469 | |||
| M30 X 3,50 | 26,50 мм | 1.0433 | |||
| M30 X 2,00 | 28,00 мм | 1,1024 | |||
| 1-1 / 4-7 | 1-7 / 64 | 1,1094 | |||
| 1-1 / 4-12 | 1-11 / 64 | 1,1719 | |||
| M33 X 3.50 | 29,50 мм | 1,1614 | |||
| M33 X 2,00 | 31,00 мм | 1,2205 | |||
| 1-3 / 8-6 | 1-7 / 32 | 1,2188 | |||
| 1-3 / 8-12 | 1-19 / 64 | 1,2969 | |||
| M36 X 4,00 | 32,00 мм | 1,2598 | |||
| M36 X 3.00 | 33,00 мм | 1,2992 | |||
| 1-1 / 2-6 | 1-11 / 32 | 1,3438 | |||
| 1-1 / 2-12 | 1-27 / 64 | 1.4219 | |||
| M39 X 4,00 | 35,00 мм | 1,378 | |||
| M39 X 3,00 | 36,00 мм | 1,4173 | |||
Размер просверленных отверстий для трубной резьбы
Приведенные размеры сверл являются «ближайшими» размерами сверл.Загрузите PDF-файл с размерами отверстий для трубной резьбы здесь.
| НОМИНАЛЬНЫЙ РАЗМЕР | NPT | НПТФ | NPSC | НПСМ | NPSF | НПСИ | BSPT | БСПП |
| 1/16 — 27 | D (0,246) | D (0,246) | 0,25 | 0.25 | 0,25 | |||
| 1/8 — 27 | Q (0,332) | Q (0,332) | 0,3437 | 0,3593 | 0,3437 | 0,3437 | ||
| 1/8 — 28 | 0,3281 | 0,3437 | ||||||
| 1/4 — 18 | 0,4375 | 0,4375 | 0,4375 | 0,4687 | 0,4375 | 0.4375 | ||
| 1/4 — 19 | 0,4375 | 0,4531 | ||||||
| 3/8 — 18 | 0,5625 | 0,5781 | 0,5781 | 0.6093 | 0,5781 | 0,5781 | ||
| 3/8 — 19 | 0,5781 | 0,5937 | ||||||
| 1/2 — 14 | 0.7031 | 0,7031 | 0,7187 | 0,75 | 0,7187 | 0,7187 | 0,7187 | 0,7343 |
| 5/8 — 14 | 0,8125 | |||||||
| 3/4 — 14 | 0,9062 | 0,9218 | 0,9218 | 0,9646 | 0,938 | 0,965 | ||
| 7/8 — 14 | 1.1093 | |||||||
| 1–11 | 1,1718 | 1,1875 | ||||||
| 1 — 11-1 / 2 | 1,1406 | 1,1562 | 1,1562 | 1.2031 | ||||
| 1-1 / 4 — 11 | 1,5 | 1,5468 | ||||||
| 1-1 / 4 — 11-1 / 2 | 1.4843 | 1,5 | 1.5 | 1,5468 | ||||
| 1-1 / 2 — 11 | 1,75 | 1,7656 | ||||||
| 1-1 / 2 — 11-1 / 2 | 1,7343 | 1,7343 | 1,75 | 1.7913 | ||||
| 1-3 / 4 — 11 | 2 | |||||||
| 2–11 | 2.2187 | 2,25 | ||||||
| 2 — 11-1 / 2 | 2.2031 | 2,2187 | 2,2187 | 2,2638 |