Сварка током прямой и обратной полярности
В зависимости от условий проведения сварочных работ используются различные способы подключения токовой цепи сварочного агрегата.
Прямая полярность при сварке предполагает подключение плюсовой шины к свариваемой заготовке, а минусовой – к рабочему электроду. В случае обратной подачи питающего тока подключение осуществляется «с точностью до наоборот».
Основное отличие в подключении
В случае прямой полярности сварочный кабель подключается к положительной клемме аппарата, так что носители электрических зарядов поступают к нему через обрабатываемое изделие. Отрицательный же полюс притока зарядов образуется в районе основного инструмента сварщика – держателя с электродом.
Описанное различие прямой и обратной полярности подключения к инверторам оказывает существенное влияние на температурный режим в зоне сварки.
Так, прямое подсоединение увеличивает температуру на анодном полюсе дугового разряда (знак «+») в сравнении с катодным контактом (знак «-»).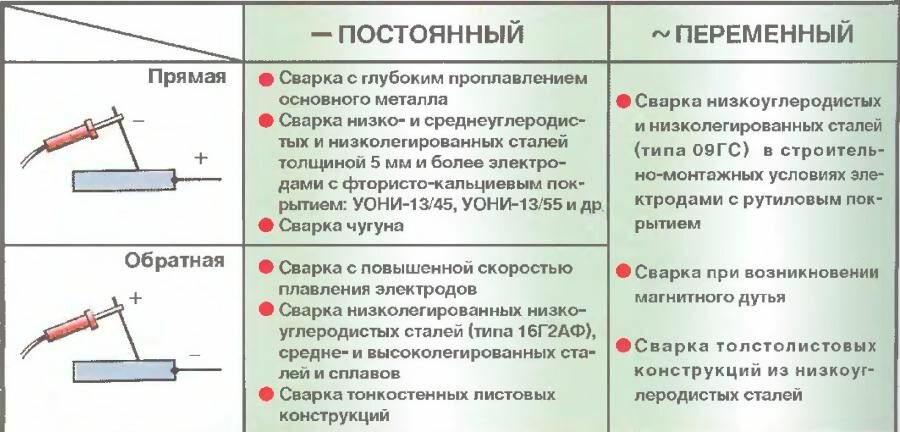
Прямая направленность тока обеспечивает выделение значительных количеств тепловой энергии со стороны заготовки. Вследствие этого прямую полярность можно применяться для резки крупногабаритных металлических конструкций и массивных стальных изделий с толстыми стенками.
При обратном включении картина распределения выделяемой тепловой энергии совершенно другая. В этом случае избыток тепла наблюдается на электроде сварочного инвертора, а со стороны обрабатываемой заготовки его уровень заметно понижается.
Вот почему обратная полярность используется в тех случаях, когда нужно свести к минимуму риски выбраковки заготовок, а также при проведении ювелирно выверенных, точных работ.
Обратную полярность применяют также при сварке тонколистовых материалов и сталей различной степени легирования, чувствительных к перегреву. Наибольшее распространение получило использование тока обратного включения при работе под флюсом, а также в среде инертных газов.
Постоянный и переменный ток
Помимо прямой и обратной полярности подачи напряжения, большое влияние на сварку оказывает род тока (постоянный или переменный). Зависимость сварочного процесса в этом случае проявляется в том, что при сварке постоянным током прямой направленности электрод выгорает значительно дольше.
Род и полярность тока, как факторы, совместно влияющие на особенности сварки, имеет смысл рассматривать лишь для постоянного напряжения.
При формировании электрической дуги в режиме переменного тока понятие полярности автоматически исключается из рассмотрения.
Влияние типа питающего напряжения (постоянное или переменное) сказывается при выборе оборудования для сварки. Оно выражается в следующих разноречивых факторах:
- при работе инвертором на постоянном токе удаётся получить более качественный и надёжный шов;
- тот же результат получается при работе с полуавтоматом;
- с другой стороны большинство электронных и автоматизированных систем сварки чувствительно к величине питающего напряжения и нуждаются в стабилизаторе;
- обычный трансформаторный преобразователь в части питающего напряжения не имеет строгих ограничений и может запускаться даже при сильно заниженных его показаниях.


По этой причине при большой нестабильности эксплуатируемой сети лучше всего приобретать обычный трансформаторный агрегат, работающий в режиме переменного тока (в какой-то мере жертвуя качеством).
В противном случае встроенные в инверторы электронные системы будут автоматически отключаться в самый неподходящий момент.
Влияние на выбор электродов
Род тока сказывается и на выборе электродов для сварки. Так, работающий на переменном токе агрегат сможет сваривать изделия только специально предназначенными для этих целей электродами.
При работе с такой аппаратурой допускается использовать и универсальные расходные материалы.
А вот электродами, предназначенными для использования в режиме постоянного тока (УОНИИ, например) этот аппарат работать не может. Отметим также, что инвертор может варить с практически любыми расходными материалами, но предпочтение обычно отдаётся универсальным стержням.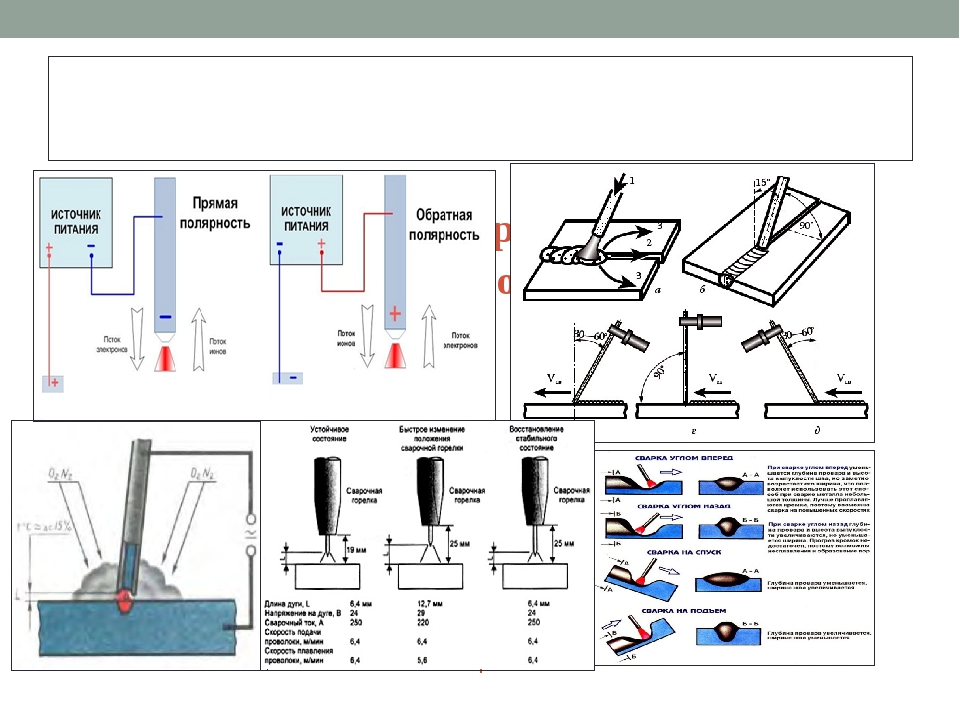
Таким образом, род тока, как фактор влияния на сварочные процедуры, определяет выбор подходящего аппарата и используемых при сварке электродов.
Особенности каждого из подключений
Изменение полярности подключения агрегата в первую очередь отражается на качестве сварочного шва и на состоянии электрода. Применение обратной полярности при сварке характеризуется следующими положительными чертами:
- повышенное количество тепловой энергии, расходуемое со стороны электрода;
- качественная и глубинная проплавка обрабатываемой заготовки;
- минимальное разбрызгивание со стороны сплавляемого изделия.
В свою очередь прямой ток ограничивает поступление тепла к заготовке со стороны электрода и меньшую по сравнению с обратной полярностью её проплавку. При этом электродный стержень всё равно быстро расплавляется и требует частой замены.
При оценке каждого из этих режимов нельзя гарантированно утверждать, что один из них предпочтительнее, чем другой.

На первый взгляд явное преимущество имеет сварка обратным током, но при этом должны учитываться и другие факторы сварочного процесса.
С этой целью для большинства используемых при сварке электродов рекомендуемая полярность указывается на их упаковке (на специальной этикетке).
Работа с полуавтоматом
Специфика работы полуавтоматических агрегатов предполагает определённую скорость подачи проволоки к месту соединения заготовок и соответственно этому – несколько режимов сварки.
Это может быть работа либо в среде защитных газов (аргона или углекислоты), либо со специальной порошкообразной проволокой. При этом полярность включения зависит от конкретно выбранного режима и определяется требованиями эффективности сварочных операций и их экономичности.
Обратная полярность востребована при сварке в среде защитных газов, тогда как прямая чаще всего применяется при работе с порошковой (флюсовой) проволокой.
За счёт правильно выбранной полярности подачи тока в полуавтоматическом режиме обеспечивается полное выгорание флюса и образование в зоне сварки требуемой защитной среды. В этом случае металл прогреваться заметно меньше, а его разбрызгивание сводится к возможному для данных условий минимуму.
В этом случае металл прогреваться заметно меньше, а его разбрызгивание сводится к возможному для данных условий минимуму.
Прямой полярностью при обращении с таким оборудованием сварщики пользуются при работе с вольфрамовыми электродами, чаще всего применяемыми для сплавления изделий из цветных металлов.
За счёт их использования удаётся повысить температуру в зоне нагрева, что очень важно для такого сложного в обработке металла, как алюминий.
Можно сделать вывод, что выбор той или иной полярности подключения питающего напряжения определяется рядом факторов, порой не связанных с классом используемого оборудования.
Основное влияние оказывает тип применяемого расходника (электрода), материал свариваемой заготовки и режим работы конкретного сварочного агрегата.
Полярность при сварке: обратная и прямая
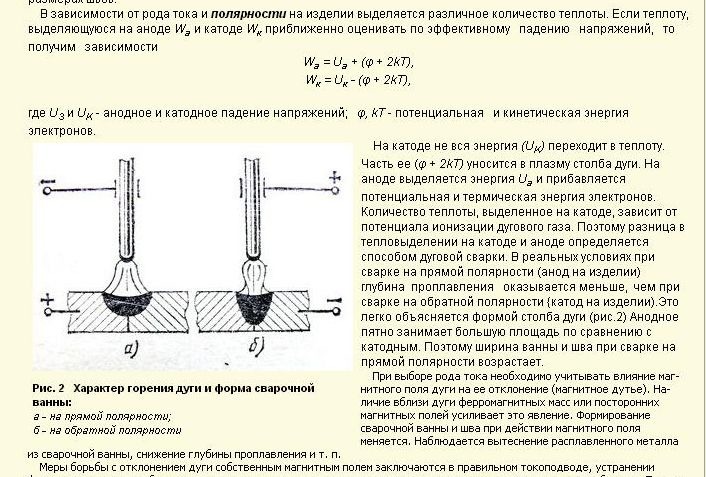
Сварочные работы, выполняемые с применением электрической сварочной дуги, в отличие от газового метода имеют определенные особенности.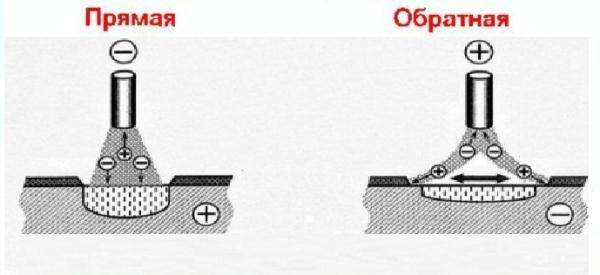
Электросварка, выполняемая при помощи электрической дуги, может осуществляться с применением как переменного, так и постоянного электротока. Используя постоянный электроток, можно выполнять электросварку прямой и обратной полярности.
В процессе сварочных работ электрод может быть подсоединен как к плюсовой, так и к минусовой клемме, и от этого будут зависеть конечные характеристики готового сварочного шва.
Что это такое?
 При выполнении электросварки термин «прямая полярность» значит то, что электрический ток проходит от выпрямителя сварочного устройства на поверхность заготовки с положительным зарядом. Плюсовая клемма устройства для сварки посредством специального электрокабеля соединяется с заготовкой, а на электрод, который подключен к минусовой клемме, через электродержатель проходит отрицательный электрический заряд.
При выполнении электросварки термин «прямая полярность» значит то, что электрический ток проходит от выпрямителя сварочного устройства на поверхность заготовки с положительным зарядом. Плюсовая клемма устройства для сварки посредством специального электрокабеля соединяется с заготовкой, а на электрод, который подключен к минусовой клемме, через электродержатель проходит отрицательный электрический заряд.Особенности процесса электросварки в этом варианте состоят в том, что положительный полюс анода имеет температуру, значительно превышающую показатели катода, который служит отрицательным полюсом. По этой причине использование электрического тока с прямой полярностью широко распространено при выполнении сварочных работ с деталями, имеющими толстые стенки. Кроме того, этот метод применяется и для проведения разрезания металла, а также в случаях, когда для выполнения того или иного процесса необходимо образование большого объема тепловой энергии. Что касается выполнения сварочного процесса с применением электротока обратной полярности, то для осуществления сварочных работ потребуется изменить порядок подключения в противоположном направлении. В этом случае отрицательный заряд клеммы со знаком «-» будет подаваться на рабочую поверхность заготовки, а положительный заряд от клеммы со знаком «+» будет направлен к сварочному электроду.
В этом случае отрицательный заряд клеммы со знаком «-» будет подаваться на рабочую поверхность заготовки, а положительный заряд от клеммы со знаком «+» будет направлен к сварочному электроду.
Особенностью обратной полярности сварочного электротока является то, что весь потенциал тепловой энергии приходится на электродный конец стержня, при этом сама заготовка нагревается гораздо меньше. Такой вариант электросварки позволяет аккуратно совмещать края заготовок, сведя риск их сквозного прожига к минимуму. Электросварка обратной полярности используется для работы с легированными или нержавеющими марками металла, с тонкостенными деталями, а кроме того, подходит и для тех металлов, перегрев которых во время проведения сварочных работ крайне нежелателен. Выполнение сварочного шва электротоком обратной полярности эффективно и для сварки с применением флюса либо среды защитных газов.
Обзор видов
Газовая сварка и процесс соединения заготовок, выполняемый электрической дугой, имеет принципиальные технологические отличия. На сварочные аппараты с подключением электротока спрос намного выше, так как автоматы-инверторы или полуавтоматы, применяемые для ручной электросварки, универсальны, что дает возможность их применения в бытовых условиях.
На сварочные аппараты с подключением электротока спрос намного выше, так как автоматы-инверторы или полуавтоматы, применяемые для ручной электросварки, универсальны, что дает возможность их применения в бытовых условиях.
Считается, что разница в работе с постоянным и переменным током существенна. Приобретая сварочный аппарат, пользователи редко меняют вид постоянного тока на переменный, так как варить постоянным током проще – надо лишь подключить источник питания. Однако не все так просто, как кажется.
Для получения долговечного и аккуратного шва нужно соблюдать технологию выполнения сварочного процесса, который имеет отличия в зависимости от того, как расположены на аппарате клеммы полярности.
Прямая
Обозначение «сварка прямой полярности» подразумевает процесс, во время которого на рабочую поверхность заготовки поступает положительный заряд электрического тока через сварочный выпрямитель.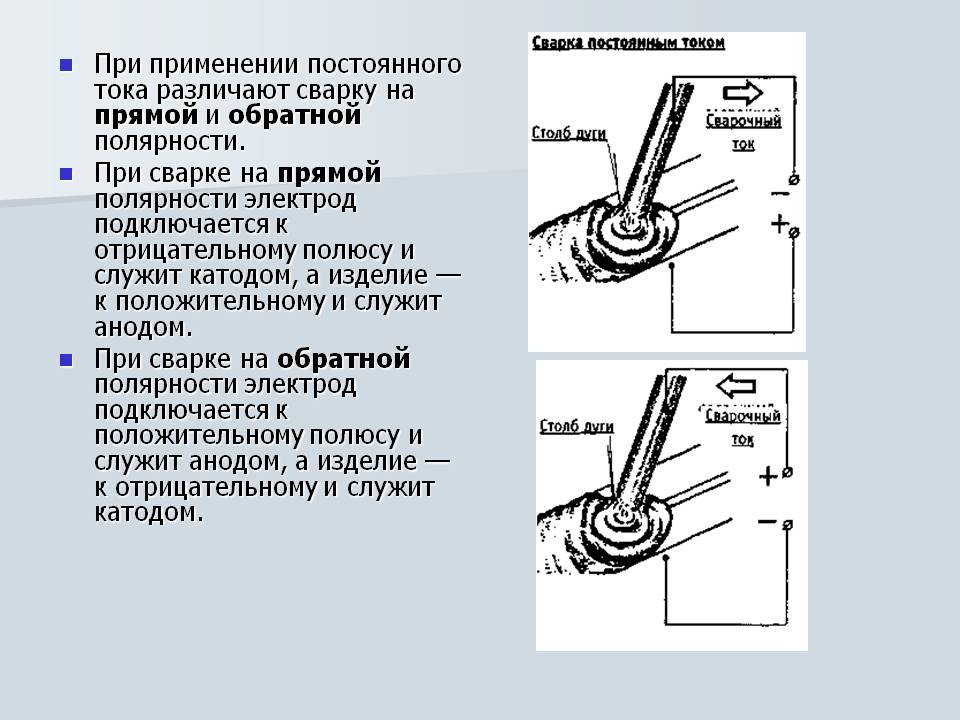 Смена полярности в каждом случае по-разному отражается на эффективности работы электрода. Электрическому току с прямой направленностью будут соответствовать следующие характеристики:
Смена полярности в каждом случае по-разному отражается на эффективности работы электрода. Электрическому току с прямой направленностью будут соответствовать следующие характеристики:
- во время процесса электросварки рабочая поверхность заготовки не накаляется, так как приток тепловой энергии к ней минимален;
- под действием электрода происходит достаточная глубина проплавки металла заготовки, но она гораздо меньшая, по сравнению со сваркой обратной полярности;
- в процессе работы сварочный электрод довольно быстро плавится, и чтобы выполнить весь объем работы, иногда требуется его замена;
- вероятность того, что в процессе сварки будут образовываться брызги металла, достаточно высока.
При выполнении сварочных работ с применением прямой полярности электротока скорость плавления у металла получается наиболее высокой, она почти вдвое выше, чем при сварке с применением электротока обратной полярности. Но есть нюанс, заключающийся в том, что образующаяся электродуга при методе прямой полярности электротока формирует свое нагревание не так стабильно, как это бывает при обратной полярности, а сам процесс электросварки сопровождается образованием брызг металла.
Обратная
С целью осуществления сварочных манипуляций, где применяется электроток обратной полярности, подключение клемм выполняют противоположным методом. К рабочей поверхности детали должен поступать отрицательный заряд с минусовой клеммы, тогда как на сварочный электрод будет подаваться положительный заряд тока от плюсовой клеммы.
Особенности электросварки обратной полярности заключаются в следующем:
- в процессе выполнения сварочных работ рабочая поверхность заготовки достаточно сильно нагревается;
- данный вид технологии обеспечивает довольно глубокую проплавку металла и качественный сварочный шов;
- сварочный электрод в процессе работы расплавляется очень медленно и не требует частой замены;
- при выполнении сварки разбрызгивание расплавленного металла очень незначительно.
Работая с постоянным электротоком, для соединения заготовок важно тщательно и равномерно прогреть рабочую поверхность до момента плавления металла. Делается это с целью образования на заготовках сварочной ванны. При этом если сила электротока недостаточна, то поверхность заготовки не будет прогрета надлежащим образом, а если мощность электротока чрезмерно высока, то поверхность детали будет перекалена, и в процессе выполнения электросварки электродуга станет поступать внутрь заготовки, отталкивая назад металл.
Какую использовать?
Одним из важных критериев, на котором основывается выбор полярности электросварки, является состав покрытия сварочного электрода.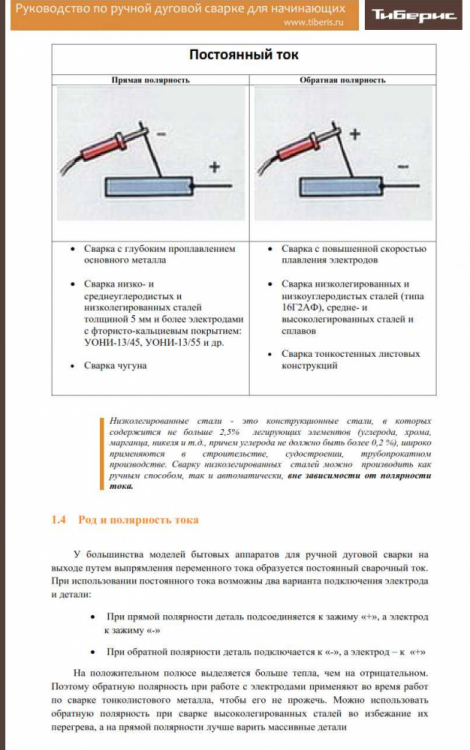 В зависимости от материала электрода подбирается режим электросварки. Например, черные угольные стержни, которые имеют свойство быстро нагреваться, выбирать для сварки методом обратной полярности нецелесообразно. Такие электроды быстро разрушатся, и процесс электросварки будет постоянно прерываться, кроме того, они не подходят для тонкого металла.
В зависимости от материала электрода подбирается режим электросварки. Например, черные угольные стержни, которые имеют свойство быстро нагреваться, выбирать для сварки методом обратной полярности нецелесообразно. Такие электроды быстро разрушатся, и процесс электросварки будет постоянно прерываться, кроме того, они не подходят для тонкого металла.
Правильная подборка электрода в этом случае зависит от состава материала заготовки. Если взять электрод без покрытия, то при электросварке в условиях прямой полярности он будет хорошо плавиться и гореть, а если работать с такой проволокой в условиях переменного электротока, электрод без покрытия гореть не будет. Прочность и внешний вид сварного шва зависит от полярности расположения полюсов. Чтобы получить максимально глубокую проварку металла, потребуется применить технологию использования постоянного тока с обратной направленностью. При таком расположении полюсов максимальный набор тепловой энергии будет в области анода.
Применение электросварки с обратной направленностью тока считается наиболее востребованным. Сварочный аппарат может осуществлять подачу сварочной проволоки с определенной скоростью, от этого будет зависеть выбор определенных вариантов технологий сварки. Электрический ток обратной полярности применяется для работы в среде защитных газов, а сварка с прямой направленностью используется при работе с флюсовой порошковой сварочной проволокой.
Прямая направленность электротока применяется для работы с цветными металлами, когда для сварки металла используют электрод из вольфрама.
Прямая и обратная направленность электротока выбирается исходя из ряда факторов, главными из которых являются состав расходных материалов, применяемое оборудование, вид металла заготовки и ее толщина. Вне зависимости от того, какая полярность подачи электротока будет выбрана, имеются определенные нюансы, которые важно учитывать.
Вне зависимости от того, какая полярность подачи электротока будет выбрана, имеются определенные нюансы, которые важно учитывать.
Известно, что используя постоянный электроток, можно получить сварочное соединение без наличия большого образования окалины из-за брызг. Остывший шов получается аккуратным и прочным. Такие характеристики шва объясняются тем, что при работе постоянным током не происходит частой смены полярностей, в отличие от работы переменным видом подачи электротока.
В случае, когда для сварочного процесса используютсяя электроды плавящегося типа, то ввиду разницы нагрева между катодом и анодом возможны прожоги поверхностей заготовок. Чтобы избежать прожога заготовки в участке подсоединения ее к электрокабелю, используют прижимную струбцину.
Заряд, который несет кабель, не играет роли – в том и другом случае струбцина выступает в качестве дополнительной защиты заготовки.
О том, как выбрать полярность при сварке электродами разных покрытий, смотрите в следующем видео.
в чем разница между обратной и прямой полярностью? Виды подключения кабелей сварочного инверторного аппарата. Что такое полярность?
Для электрической сварки различных видов металлических заготовок применяются специальные виды сварочных электродов, но для успешного процесса еще необходимо и правильно выбрать настройки на инверторном сварочном аппарате, чтобы технологический цикл соответствовал параметрам электрического тока. Принцип полярности, который применим к электросварочным устройствам, позволяет работать с металлическими заготовками любой толщины, выполняя качественный соединительный шов.
Используя полуавтоматическое сварочное устройство, сварщику нужно знать не только какой силы электроток ему потребуется, но и какая полярность катода и анода будет необходима. Любой инверторный сварочный аппарат можно настроить для работы с обычными металлами, цветными сплавами, а также с высокоуглеродистой или легированной сталью.
Что это такое?
При работе сварочного инверторного аппарата должна быть выбрана его полярность – другими словами, нужно определить, к какому гнезду с «+» или с «-» будет подключен сварочный электрод, а к какому – заготовка для сварки. От выбора порядка подключения электрического тока напрямую зависит полярность, которая бывает прямой и обратной.
Прямая полярность при электросварке инверторным сварочным аппаратом выбирается следующими действиями:
- к разъему на корпусе сварочного аппарата со знаком «+» подключают через электрокабель с клеммой рабочую заготовку, называемую «масса»;
- к другому разъему со знаком «-» через держатель подключают сварочный электрод.

Переменный или постоянный электрический ток, так же как и его полярность, определяется местоположением катодного и анодного пятна. Во время выполнения сварочных работ посредством прямой полярности заготовка будет сильно разогреваться, так как на ней сформировано анодное пятно, генерирующее огромный объем тепловой энергии такой интенсивности, что может расплавиться даже сама заготовка.
Особенности обратной полярности сварочного инвертора состоят в том, что присоединение клемм электрода и массы будет поменяно местами. К разъему со знаком «+» подключают сварочный электрод, а к разъему со знаком «-» – металлическую рабочую заготовку. В этом случае генерирование тепловой энергии, или как его еще называют «анодное пятно», будет обнаруживаться на конце сварочного электрода.
Подключение прямой или обратной полярности осуществить вручную возможно только при работе инвертора в режиме постоянного электротока, тогда как в режиме переменного тока смена полярностей на сварочном аппарате происходит в автоматическом режиме по несколько раз за 1 секунду.
Перемена места положения анодного пятна дает возможность выбора наиболее благоприятного режима работы для различного типа заготовок. Например, если нужно сварить чугунные или нержавеющие стальные заготовки, то выбирается режим обратной полярности. А для сварки алюминия нужен деликатный режим прямой полярности, необходимый для быстрого удаления окислительной пленки.
Для выполнения электросварки конкретных сплавов металла существуют определенные режимы настройки инверторного сварочного аппарата. Их выбор зависит от показаний температуры плавления металла и применяемого флюса. В случае, когда электросварочные работы выполняются с применением угольных электродов, применяется режим прямой полярности, так как нельзя допускать, чтобы флюс перегревался и приводил сварочный электрод в непригодность.
Их выбор зависит от показаний температуры плавления металла и применяемого флюса. В случае, когда электросварочные работы выполняются с применением угольных электродов, применяется режим прямой полярности, так как нельзя допускать, чтобы флюс перегревался и приводил сварочный электрод в непригодность.
Бывает и так, что для металла и сварочного электрода подходят противоположные по полярности настройки сварочного аппарата. В этом случае приходится подбирать оптимальное сочетание рабочих параметров инвертора, совмещая их с показателями силы электрического тока. В такой сложной ситуации следует учитывать рекомендации по использованию инверторного сварочного аппарата, которые имеются в его технической документации.
Обзор видов
Возможность различного подключения кабелей сварочного аппарата дает перемену полярности, в результате чего можно увеличивать глубину проникновения в металл и в конечном итоге добиться получения плотного сварочного шва на заготовках даже шириной меньше 0,5 мм.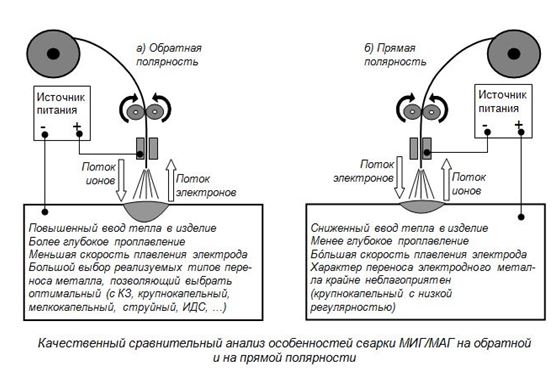 Разница между прямой и обратной последовательностью движения электрического тока состоит в возможности регулирования расположения электрической дуги относительно рабочей заготовки, а также в степени нагрева свариваемых поверхностей.
Разница между прямой и обратной последовательностью движения электрического тока состоит в возможности регулирования расположения электрической дуги относительно рабочей заготовки, а также в степени нагрева свариваемых поверхностей.
При изменении полярности подключения важно обращать внимание на то, что у анода тепловой энергии будет сгенерировано во много раз больше, чем в области катода. По умолчанию новый инверторный сварочный аппарат настроен на работу с прямым подключением полярности. При необходимости переставить провода с клеммами можно в любой момент. В этом случае сварщик решает сам, как и в какие разъемы подсоединять держатель электродов и прищепку на металл. При изменении полярностей движение электрического тока станет противоположным, меняя при этом и характеристику самого сварочного процесса.
Для изменения полярности подключения достаточно правильно поменять местами клеммы подсоединения к сварочному аппарату.
 Полярность подключения электрического тока может быть 2-х видов. Каждый тип электросварки имеет свои преимущества и недостатки.
Полярность подключения электрического тока может быть 2-х видов. Каждый тип электросварки имеет свои преимущества и недостатки.Прямая
Прямая полярность подключения обладает следующими характеристиками:
- в процессе электросварки получается довольно глубокий, но узкий шов на поверхности стыкуемых заготовок;
- процесс электросварки достаточно облегчен, что бывает особенно важно, если в сплаве отсутствует железо или толщина металлических заготовок равна 3 мм;
- электрическая дуга устойчива и постоянна, не склонна к срывам;
- сварочный процесс невозможно выполнить, если применять проволоку, у которой в составе имеется токопроводящий материал или она предназначена для выполнения работ в режиме переменного тока;
- с помощью электродуги можно выполнять резку металлических заготовок;
- сила электрического тока оказывает влияние на химический состав сварочного шва, делая его прочным и аккуратным;
- методика может применяться для выполнения сварочных работ в защитной среде аргона или гелия;
- нагрев присадочной проволоки или электропроводника происходит медленно;
- с данной технологией электросварки можно работать инверторами, которые функционируют в режиме высокочастотного электротока;
- при образовании шва снижен процент введения карбона в массу расплавленного металла.
Для успешного выполнения процесса электросварки при работе с постоянным электрическим током необходимо хорошо прогревать поверхность заготовки, доводя ее до момента плавления. Тем самым будет образовываться сварочная ванна. В данном случае прямая и обратная полярность направления электрического тока оказывает влияние на характеристики сварочной ванны. При работе в режиме прямой полярности в пределах ванны образуется среда, которая легко поддается заполнению расплавленным металлом. Он растекается, и движение сварочного электрода задает направление формируемому шву, контролируя при этом его глубину на объекте сваривания.
Обратная
Обратное подключение полярности электрического тока также имеет свои отличительные особенности:
- глубина сварочного шва невелика, но его толщина получается значительной;
- если нужно сварить две очень тонкие металлические пластины, то при таком методе их рабочая поверхность не будет деформирована;
- электродуга нестабильна, поэтому в данном случае нельзя использовать сварочный инвертор, который функционирует на невысоком электротоке;
- при работе риск прожога поверхности тонкостенных деталей минимален;
- для работы не применяются электроды, которые способны разрушаться от действия высоких температурных режимов;
- для получения качественного результата процесс подразумевает наличие минимального зазора между рабочими заготовками;
- сварочный процесс выполняется прерывистым типом шва.
Выбор полярности подключения сварочного инверторного аппарата обуславливает и выбор сварочных электродов. Например, при работе в обратном подключении угольные стержни будут быстро плавиться и сгорать, поэтому такой тип электрода применим только для работ в режиме прямого подключения. Качество ширины и глубины сварочного шва также находится в зависимости от выбора полярности. Чем выше сила электрического тока, тем глубже выполняется проваривание металла.
Если требуется большая глубина проплавки металла, то ее сможет обеспечить только режим обратного подключения электротока.
Нюансы выбора
Чтобы выполнить сварочные работы инверторным аппаратом, недостаточно подключить его к сети 220 вольт. Потребуется выбрать необходимые расходные материалы, а также определить полярность, по которой его следует подключать. Полярности меняют в зависимости от толщины и марки стали, а также от типа электрода.
При подборе полярности важно помнить, что в области анода (где разъем «+») будет всегда сгенерирована мощная тепловая энергия, способная разогревать металл до 4000°C, а на катоде (где разъем «-») температура плавления будет достигать не более 3000°C. Поэтому для выполнения сварки тонкого металла, важно правильно использовать клеммы полярности, чтобы не прожечь стенки металлической заготовки.
Чтобы не ошибиться в выборе полярности подключения электрического тока, необходимо учитывать следующие важные нюансы сварочной технологии.
- При выполнении электросварки металлических заготовок с толстыми стенками потребуется прожечь большую толщу материала, что даст возможность увеличения площади контакта металла с рабочей поверхностью и будет способствовать заполнению любых пустот. Для выполнения такой работы целесообразно применять метод электросварки с прямым подключением полярности.
- При выполнении электросварки деталей с тонкими стенками для защиты от сквозного прожига металлической заготовки на поверхность металла нужно посылать отрицательный заряд электротока, а на стержень сварочного электрода – положительный заряд. Если пренебречь этим правилом, готовый сварочный шов может получиться неровным или с отверстиями.
- Степень прогрева поверхности металлической заготовки и сварочного электрода выбирают путем настройки силы электрического тока на инверторном сварочном аппарате. Чем выше сила электрического тока, тем сильнее будет нагреваться электродуга и та область, к которой она прикасается. Если рабочая поверхность металлической заготовки расположена строго горизонтально, то сила электрического тока при его подаче будет снижена примерно на 15%.
Работая с инверторным сварочным инверторным аппаратом, следует понимать, что неправильно выбранный режим выполнения электросварки не сможет дать хороших и надежных результатов. Например, толстостенная металлическая заготовка при работе с обратной направленностью электротока плохо прогреется, и готовый сварочный шов будет очень поверхностным, не захватывающим глубокие слои материала. Для устранения этого недостатка и укрепления сварки придется делать шов и с другой стороны изделия, что в значительной мере увеличит затраты средств и времени.
Если начать сваривать тонкостенные заготовки металла в режиме положительной полярности, то металл быстро расплавится и начнет стекать, сварочный электрод его будет прожигать, а множественные брызги загрязнят рабочую поверхность деталей, и после сварки придется потратить много сил и времени, чтобы их удалить.
При правильном выборе режима работы на инверторном сварочном аппарате результат электросварки будет прочным и порадует своим внешний видом.
В следующем видео рассказывается о полярности при сварке.
Прямая и обратная полярность при сварочных работах
При проведении сварочных работ с помощью инверторного аппарата пользуются постоянным током. Выполнить необходимые действия поможет прямая и обратная полярность. Начинающих умельцев интересует вопрос, что это дает на практике ММА.
На что влияет полярность сварки
Во время проведения соединения металлических заготовок инвертором или полуавтоматом на стержне появляется пятно с высокой температурой, зависящей от полярности. При получении расходником питания через положительную клемму пятно разогревается до 390°, пользование минусовой – 320 градусов. Сильный нагрев позволяет варить детали на большую глубину.
Полярность при сварке тонких деталей выбирают прямую. Она годится и для работы с чувствительными металлами: с высоким содержанием углерода, нержавеющими составами, легированными сталями. Они проявляют боязнь к перегревам, поэтому при их соединении используют низкие температуры, но расход стержней при этом методе увеличивается.
Особенности прямой и обратной сварки
Для контроля процесса на инверторе меняется полярность: более глубокий шов получается при прямом подключении аппарата, когда главная нагрузка приходится на металл. На коробке с электродами производитель указывает полярность. Изделия, имеющие рутиловое покрытие (ОЗС-12, ОК-46, МР-3) работают при любом соединении проводов, хотя рекомендуется ток обратный. Постоянный дает стабильную дугу, шов получается более аккуратный.
Работа с применением прямой полярности характеризуется переносом расплавленного металла в зону образования шва каплями крупного размера. Глубина провара уменьшается, количество углерода снижается. При этом режиме дуга становится нестабильной, но заготовка прогревается правильно. У сварщика появляется возможность экономии электродов и присадочного материала. В состав шва входит больше марганца и кремния, углерод почти отсутствует.
При использовании тока обратной полярности производится соединение заготовок из тонкого металла. Цель процедуры – не допустить прожога. При данном режиме температура развивается ниже, чем при прямом подключении. Сварку рекомендуется вести прерывисто: сделать небольшой шов в начале, переместиться немного дальше, потом доработать оставшиеся промежутки. Эту схему можно изменять. Прием дает возможность избежать коробления свариваемых заготовок. Чем короче наложенные швы, тем меньше повреждений получает металл.
Соединение внахлест проводится с крепким и плотным сжатием заготовок с помощью струбцин или других приспособлений. Небольшой зазор приводит детали к прожогу. Сварка в стык выполняется с минимальными промежутками между отдельными кусками. Под тонкие листы подкладывается медная пластина, забирающая излишнее тепло. Специалисты высокого класса рекомендуют потренироваться на ненужных листах, чтобы после основной работы не латать полученные в результате прожогов дыры.
Различия при подключении
Перед проведением работ нужно правильно соединить все провода, идущие от сварочного оборудования, с заготовками и электродом. Для получения плотной и компактной дуги минус подается на расходник. Таким путем достигается прямая полярность, при которой металл нагревается до максимальной температуры. Минус на держателе должен быть при обратном токе. В этом случае самый сильный нагрев происходит на конце электрода. Способ подключения зависит от толщины деталей и отдельных свойств свариваемых изделий.
Зависимость от рода напряжения
Сварка с использованием постоянного тока проводится с хорошим прогревом заготовок и образованием ванны с расплавленным материалом. Сделать это можно с применением правильной полярности. При токе большой силы нагревание происходит при высоких температурах и достигает состояния, при котором дуга начинает отталкивать горячую жидкость. Соединения деталей в этом случае не происходит. При недостаточном токе заготовки не прогреваются до температуры плавления.
Необходимо добиться оптимального режима работы, глубина сваривания контролируется при помощи движений электрода. Скорость его перемещения оказывает влияние на качество шва: чем она меньше, тем выше температура расплава в ванне. По этой причине опытные мастера в инверторе выставляют большие токи и регулируют процесс рабочим стержнем, обмазка которого требует правильного выбора полярности.
Обратное подключение применяют при использовании угольных электродов, которые быстро разрушаются в условиях действия высоких температур. Лучше брать стержни чистые, не имеющие покрытия. Они характеризуется хорошим заполнением шва. Повышенные токи вызывают прожог сварочной ванны.
Отличия при работе с инвертором и полуавтоматом
На переменном токе работает промышленный полуавтомат, домашний инвертор – на «постоянке». У него есть кабеля для подключения к массе и к держателю. Меняя их положение, добиваются получения нужных режимов сварки. Аппарат данного типа отличается от других устройств:
- малыми габаритами;
- небольшим весом;
- высокой мощностью;
- способностью создавать ровный и аккуратный шов;
- доступной стоимостью;
- простотой обслуживания;
- легкостью транспортирования;
- полным отсутствием риска воспламенения.
Полуавтомат весит больше и стоит дороже инвертора. Главная разница и отличие заключается в способе работы: процесс соединения деталей осуществляется с помощью использования специальной проволоки.
Особенности сварочных работ
В домашних условиях при сращивании деталей чаще всего пользуются электродами и малогабаритными аппаратами инверторного типа. Их не рекомендуют применять для работы с нержавеющими и алюминиевыми предметами во избежание их коррозии. Эти изделия лучше сваривать под защитой аргона или других газов. Делается это с помощью полуавтомата, дающего качественный шов на заготовке любого состава.
В данном аппарате подача проволоки происходит специальным механизмом в толкающем или тянущем режиме. Иногда оба способа работают одновременно. Это является залогом высокого качества сварки. При выполнении операций с металлами необходимо использовать мощные струбцины для прижима заготовок, иначе они в местах появления малейших зазоров будут повреждены.
При прямой полярности
Этим способом соединяют толстые детали. Чтобы добиться качественного функционирования аппарата, нужно перевести его переключением проводов: плюсовой вывод – к массе, минус – к электроду. Свариваемый металл лучше прогревается при высоких температурах. Нужно следить за недопустимостью прожогов.
При обратной полярности
Инвертор подключается так: держатель и рабочий стержень – к плюсовой клемме, к минусу присоединяют с помощью зажимов массу. В этом случае на конце электрода создается температура, не позволяющая прожечь листы заготовки. Сварка в таком режиме ведет к перерасходу плавящихся материалов.
Преимущества и недостатки разных методов
Использование инверторов и выпрямителей дает возможность перемены полярности тока и регулировки зоны создания максимальной температуры. Прямое подключение применяется при следующих обстоятельствах:
- монтаж деталей из низколегированных, углеродистых и специальных сталей с помощью плавящегося электрода;
- сварка изделий из цветных металлов, текучих сплавов, тонких листов вольфрамовыми стержнями и наплавочной проволокой;
- раскрой заготовок.
Преимущества стандартного подключения:
- образующийся шов имеет красивую узкую форму;
- происходит провар на большую глубину;
- сварка ведется большим ассортиментом электродов;
- сохраняется высокая стабильность дуги.
Недостатки:
- сильное разбрызгивание расплавленной жидкости;
- появляется риск получения прожогов;
- в зоне нагрева появляются остаточные напряжения.
Обратная полярность включается для:
- работы без получения прогораний стальных заготовок малой толщины;
- сварки цветных металлов, высоколегированных сталей, нержавеющих материалов;
- выполнения действий с использованием флюса и защитного газа.
Недостатки метода:
- изделия провариваются на небольшую глубину;
- толстые заготовки для прочности приходится обрабатывать со всех сторон;
- требуются специальные электроды, выдерживающие высокие температуры;
- необходимость поддержки короткой дуги.
Сила тока настраивается экспериментальным путем.
По каким критериям нужно выбирать полярность
Этот параметр меняется при использовании постоянного тока. Для аппаратов, работающих на «переменке», это сделать невозможно. Выбор режима зависит от:
- толщины свариваемого металла;
- его состава и типа;
- марки электродов;
- качества расходников.
От правильного выбора полярности зависит качество и прочность шва.
Толщина металлического листа
Для соединения листов до 3 мм лучше использовать подключение минусового провода к заготовке. В таком случае больший нагрев создается на конце электрода. Способ годится для сварки заготовок из черных и цветных сплавов, легированных деталей, алюминиевых изделий.
Типы металлов
Материалы имеют разную внутреннюю структуру, которая обладает свойством меняться при воздействии температур. Если это происходит с зернистостью, нужно присоединить к массе минусовую клемму аппарата. Прямая полярность дает шов, уходящий в глубину детали, обратная – образует широкий валик.
Разновидности электродов
Для работы с тугоплавкими составами используется обратная полярность. Стержни нужно брать вольфрамовые. Угольные быстро разрушаются от высокой температуры: становятся хрупкими и крошатся.
Присадки и прочие расходники
При сварке используются различные материалы, образующие слой шлака. Для порошковой проволоки чаще всего нужно прямое подключение. Обратное применяется при работе с газом, защищающим зону сварки, позволяет корректировать стабильность дуги.
Зная, что такое полярность, какими свойствами она обладает, можно выбрать необходимый режим работы сварочного оборудования и получить качественный шов на заготовках любой толщины.
Прямая и обратная полярность при сварке: особенности
Сварку осуществляют путем воздействия на металл постоянного тока. Различают 2 режима воздействия – прямая полярность и обратная. При прямой полярности к электроду проводят минус, а к металлической детали плюс. Когда речь идет об обратной полярности, все происходит наоборот. Об особенностях каждого процесса расскажут специалисты.
Плюсы и минусы вариантов сварки
Полярность отличает разное влияние на деятельность электрода. Если полярность обратная, сварке присущи такие характерные черты:
- Тепло поступает к детали в большем объеме и в высоких температурах.
- Свариваемая заготовка проплавляется качественно, а сама сварка затрагивает глубокие слои материала.
- Электрод расплавляется медленно.
- Практически отсутствует образование брызг металла с заготовки в жидком состоянии.
Что касается переменного тока прямой направленности, его особенности следующие:
- Недостаточно тепла, подходящего к заготовке.
- Проплавка заготовки высокая, однако показатель все равно ниже, чем в предыдущем режиме.
- Заготовка плавится быстро, поэтому будьте готовы заменить старую новой.
- Металл при расплавлении образует брызги.
По мнению специалистов, сварка с обратной полярностью выгодно выделяется и является наиболее качественной. Как правильно подсоединить электроды, показывает в видеоинструкции сварщик: https://www.youtube.com/watch?v=GrVBaIZ3ddE.
Как правильно выбрать полярность
Несмотря на то что прямая полярность влияния переменного тока приветствуется в большинстве случаев, эксперты рекомендуют первым делом обращать внимание на материал, из которого сделана поверхность электродов. Если брать угольные расходные компоненты, при использовании обратного варианта они слишком быстро нагреваются и теряют целостность. А вот для проволоки без поверхностного слоя обратный способ станет наилучшим.
Чтобы сварочный шов получился аккуратным и едва заметным, тоже необходимо соблюдать полюса. Для глубокой проплавки рекомендуется ток обратной направленности. Связано это с повышенным теплообразованием на аноде и катоде.
Принимаясь за сварочный процесс, помните: чем больше скорость сварки, тем шов и глубина провара меньше.
Читайте также: Как осуществляется обозначение сварки на чертеже
Прямая и обратная полярность при сварке инвертором, режимы сварки
Появление инверторных сварочных аппаратов значительно расширило область их применения. Этот тип работ стал доступен каждому домашнему мастеру. Но не всегда владельцы моделей знают особенности использования. В частности — зачем нужна прямая и в каких случаях применяется обратная полярность при сварке инвертором.
Основы использования инверторного сварочного аппарата
Этот тип оборудования предназначен для выполнения электродуговой сварки, с помощью которой можно соединять или разрезать стальные заготовки. Для применения необходимо определиться с основными параметрами – выбрать сварочный ток и тип электродов. Затем можно приступать к работе.
Общий порядок использования инвертора
- Подготовка поверхности материала – очистка от ржавчины и обезжиривание. Это необходимо для формирования надежного шва.
- Выбрать режим сварочного тока и электроды. Они зависят от характеристик металла, параметров будущего сварочного шва.
- Клемму массы (плюс) нужно соединить с поверхностью металла. Важно, чтобы она не мешала выполнению основных операций.
- К электродному держателю подсоединяется «минус».
- Формирование дуги. Это можно делать чирканьем или постукиванием электродом об металл в районе шва.
- После формирования соединения с помощью молотка необходимо снять окалину.
Этот порядок сварочных работ не учитывает форму соединения, ориентацию электрода. Подобные тонкости понадобятся для формирования особых видов сварочных швов.
Подобные виды сварочных швов важны для цилиндрических ёмкостей, таких как локальные очистные станции ЛОС, нефтегазовые сепараторы, строительные резервуары.
Как правильно выбрать модель
Использование режимов прямой и обратной полярности доступно для всех видов инверторов. Однако помимо этой функции аппараты должны обладать дополнительными характеристиками. От этого зависит область их применения, скорость и комфорт выполнения работ. Поэтому к выбору модели необходимо подойти профессионально.
Рекомендуемый функционал инверторов:
- Горячий старт. Происходит кратковременное повышение тока для быстрого формирования дуги.
- Антиприлипание. При высоких значениях тока велика вероятность его приваривания к металлу. Снижение этой величины позволит сформировать максимально ровный шов.
- Форсаж. Активируется автоматически, когда на конце электрода появляется расплавленный металл. Кратковременное увеличение рабочего тока предотвратит прилипание.
- Переменный ток. Он необходим для сварочных работ с алюминиевыми заготовками.
- Пониженное значение холостого хода. Относится к мерам безопасности при эксплуатации в местах с повышенной влажностью или небольших помещениях. С помощью специального блока происходит снижение напряжения до 15 В.
- Тип индикации. Оптимальный вариант – цифровое отображение текущих параметров.
Также важно выбрать ток сварки, который напрямую зависит от диаметра используемого электрода и толщины металла.
При работе с инверторными сварочными аппаратами чаще всего используют электроды марки АНО и МР. Они подходят для формирования шва на стальных поверхностях. Сварка алюминиевых изделий или заготовок из сложных сплавов требует выбора специальных расходных материалов, могут использоваться присадки.
Когда применяется прямая и обратная полярность
Изменение полярности при работе обусловлено протекающими процессами. Помимо выбора основных параметров сварки можно поменять подключаемые клеммы местами. Ток идет от отрицательного элемента к положительному. В результате этого происходит нагрев первого.
Подобные операции рекомендуются в следующих случаях:
- Прямая полярность – к электроду подключен «минус», к металлу «плюс». Происходит нагрев поверхности последнего. Подобный режим необходим для обработки глубоких швов при большой толщине заготовки.
- Обратная полярность – электрод подсоединен к «плюсу», металл к «минусу». Возникает обратный процесс – нагрев электрода при холодном металле. Это нужно для обработки тонкостенных заготовок, но приводит к быстрому выгоранию электрода.
Применение того или иного режима зависит от поставленных задач. Простота смены клемм позволяет выполнять эти операции при обработке одной заготовки.
Обратная и прямая полярность при сварке с инвертором
При сварке конструкции постоянным током важно знать, что качество шва во многом будет зависеть от настроек устройства. Важным нюансом является то, что помимо регулятора тока необходимо выбрать правильную полярность. Их может быть всего два типа — прямая и обратная полярность при сварке инвертором.
Что означает прямая полярность?
Для получения качественного шва важно знать, какая полярность подходит для обрабатываемого материала.Общая суть сварочного инвертора заключается в том, что аппарат должен иметь гнезда «+» и «-». В зависимости от того, к какому разъему будет подключена масса и к какому электроду, будет зависеть полярность.
Прямая полярность подключается следующим образом: Добавьте массу к положительному разъему, а электрод к отрицательному. Здесь важно знать, что род и полярность тока будут обусловлены наличием анодного и катодного пятна. При наличии прямой полярности во время сварки на боковой стороне детали образуется более горячее анодное пятно.
Что означает обратная полярность?
При обратной полярности логично, что масса соединения и электрод меняются местами. То есть к положительному разъему подключите электрод, а к отрицательному — массу. Здесь необходимо понимать, что при соединении розеток таким способом анодное пятно тоже будет образовываться, но оно появится не на стороне заготовки, а на противоположной ей стороне, то есть на электроде.
Важное примечание! Подключение полярности вручную осуществляется только при сварке инвертором, то есть при наличии постоянного тока.В том же процессе, но на переменном токе, изменение полярности независимо происходит до сотен раз в секунду. Поэтому способ подключения значения не имеет.
Как видите, разница между прямой и обратной полярностью при сварке с инвертором заключается в том, что анодное пятно будет образовываться в разных местах.
Критерий выбора полярности
При смене подключения специалист меняет свою локальную концентрацию нагрева, передавая ее либо на заготовку, либо на сам электрод.Здесь важно знать, что розетка обогрева отвечает плюсом, а это значит, что при прямом подключении максимальная температура будет соблюдаться на сварочном шве. При обратном подключении максимальная температура идет на нагрев расходного элемента. Зная эту особенность, вы можете самостоятельно выбрать схему подключения, исходя из такого параметра, как толщина материала. Выбор между прямой и обратной полярностью во время сварки будет сильно зависеть от толщины металлического изделия.Если этот параметр имеет среднее или высокое значение, то лучше всего прибегнуть к прямой полярности. Это связано с тем, что сильный нагрев заготовки обеспечит более глубокий шов, что, в свою очередь, улучшит качество сварного шва. Прямая полярность также используется при резке кусков металла. И, наоборот, при сварке менее тонких металлических заготовок рекомендуется использовать обратное соединение, так как материал не будет перегреваться, но электрод расплавится намного быстрее.
Тип металла
Прямая и обратная полярность во время сварки также зависит от типа обрабатываемого металлического изделия.Важно понимать, что возможность самостоятельно менять тип соединения влияет на эффективность работы с разными видами заготовок. В качестве примера можно привести сварку нержавеющей стали или чугуна. При работе с такими материалами, то лучше использовать обратную полярность, что позволит избежать сильного перегрева сырья, которое спасет вас от создания огнеупорного сварного соединения. Но, например, для работы с таким металлом, как алюминий, при сварке лучше всего использовать прямую полярность.Так как при слабом нагревании пробить оксиды этого сырья будет очень и очень сложно. Чаще всего для каждого материала есть рекомендация, в которой прописано, с какой полярностью лучше обрабатывать эту преформу.
Типы электродов и проволоки
Еще одна очень важная деталь, которую необходимо учитывать при сварке с прямой или обратной полярностью, — это тип электрода, который, как и металл, имеет свои характеристики при различных температурных условиях.Чаще всего параметры связаны с типом флюса, используемого в основе расходного материала. Допустим, есть электрод угольного типа. Использовать обратное соединение для работы с этим элементом невозможно, так как слишком сильный нагрев этого типа потребляющего устройства приведет к перегреву флюса и изделие станет совершенно бесполезным. Можно использовать только сварку постоянным током с прямой полярностью. Здесь, как и в случае с металлическими преформами, чтобы не ошибиться, лучше всего изучить маркировку и рекомендации производителя по работе с каждым типом расходных материалов отдельно.
Свойства прямой полярности
Совершенно очевидно, что есть преимущества у сварки с прямой и обратной полярностью. Если говорить о первом типе соединения, то можно выделить следующие элементы:
- Полученный шов будет достаточно глубоким, но довольно узким;
- Применяется для сварки большинства металлических заготовок толщиной более 3 мм;
- Возможна сварка, например, цветной стали.
Что такое полярность при сварке?
С технической точки зрения сварка — это ручной труд, но сварщикам все же необходимо обладать достаточным объемом технических знаний, чтобы правильно выполнять свою работу.
Одна из вещей, которую вы бы часто слышали, если бы записались на занятия по сварке или даже просто пошли в магазин, — это «сварочный ток». Многие сварочные аппараты имеют маркировку AC или DC, которая описывает полярность аппарата. текущий.
Так какая полярность при сварке?
Электрическая цепь, которая образуется при включении сварочного аппарата, имеет отрицательный и положительный полюсы. Это свойство называется полярностью.
Полярность чрезвычайно важна при сварке, потому что выбор правильной полярности влияет на прочность и качество сварного шва.При неправильной полярности вы можете получить много брызг, плохое проплавление и потерять контроль над сварочной дугой.
Что такое постоянный и переменный ток?
AC означает переменный ток, а DC — постоянный ток. При переменном токе направление потока меняется, а при постоянном — только одно. Следовательно, сварочные аппараты и электроды с меткой постоянного тока имеют постоянную полярность, а метки переменного тока означают, что полярность меняется.
Чем отличаются токи переменного и постоянного тока при сварке?
Когда дело доходит до дуговой сварки в экранированном металле, широко используется постоянный ток, поскольку он имеет много преимуществ.Сварка на постоянном токе дает более плавную и стабильную дугу, и вы можете легче зажигать дугу.
Это приводит к меньшему количеству простоев и меньшему разбрызгиванию, а также снижает осложнения при сварке вертикально вверх и над головой.
Однако, хотя постоянный ток имеет свои преимущества, переменный ток может быть предпочтительным выбором для других случаев, например, для обучения сварке, поскольку он часто используется с недорогим оборудованием начального уровня. Переменный ток также предпочтителен для использования при сварке в судостроении или в любых условиях, когда дуга может дуть из стороны в сторону.
Три типа полярности
При сварке используются три разных типа полярности.
Постоянный ток прямой полярности
Это происходит, когда электрод сделан отрицательным, а пластины — положительным. В результате электроны текут от кончика электрода к пластинам основания.
Постоянный ток обратной полярности
Это происходит, когда электрод сделан положительным, а пластины — отрицательным. Затем электроны текут в обратном направлении от пластин основания к электроду.
Полярность переменного тока
Если источник питания выдает переменный ток, то и прямая, и обратная полярность будут возникать одна за другой в каждом цикле. В течение половины цикла электрод будет отрицательным, и, следовательно, опорные пластины будут положительными. В другой половине опорные пластины будут отрицательными, а электрод — положительными. Количество циклов, которые происходят в течение секунды, зависит от частоты источника питания.
Положительная полярность электрода постоянного тока (DCEP) при дуговой сварке
При источнике питания постоянного тока (DC), если электрод подключен к положительной клемме, а базовые пластины — к отрицательной клемме, это называется положительной или обратной полярностью электрода постоянного тока.
Электроны высвобождаются из базовой пластины и текут к электроду через внешнюю цепь. Непрерывный поток электронов в малом проходе создает дугу.
Электроны, испускаемые пластинами основания, ускоряются из-за разности потенциалов и ударяются об электрод с очень высокой скоростью. Это вызывает преобразование кинетической энергии электронов в тепловую, что приводит к выделению тепла на кончике электрода.
Принято считать, как правило, около двух третей всей дуги тепла генерируется на электроде, а остальные генерируется на базовой плите.Это приводит к быстрому плавлению электрода и увеличению скорости осаждения расходуемых электродов.
С другой стороны, опорная плита не плавится должным образом из-за недостатка тепла, что может привести к таким дефектам, как непровары или сильное усиление.
Однако поток электронов, который течет из базовой пластины, удаляет масло, покрывающее оксидные слои или частицы пыли, присутствующие на поверхности базовой пластины. Это называется очищающим действием от оксидов.
Плюсы DCEP
DCEP лучше очищает дугу, поэтому вероятность появления дефектов включения меньше. Большой объем наплавки означает, что сварка выполняется быстрее.
Он снижает деформацию, остаточные напряжения и полную резку, что обеспечивает лучшую производительность при сварке тонких листов. Он также подходит для соединения металлов с низкой температурой плавления, таких как медь.
Минусы DCEP
DCEP имеет более короткий срок службы неплавящихся электродов. Если скорость не отрегулирована должным образом, существует высокий уровень подкрепления.
При недостаточном плавлении и низком проплавлении невозможно правильно сплавить толстые пластины или металлы с высокими температурами плавления.
Отрицательная полярность электрода постоянного тока (DCEN)
В отличие от DCEP, когда электрод подключен к отрицательной клемме, а базовые пластины — к положительной, это называется отрицательной полярностью электрода постоянного тока или прямой полярностью. Электроны текут от электрода к пластинам основания.
Это вызывает больше тепла, чтобы быть сгенерированы на опорной плите, чем на электроде — опять же, в противоположность DCEP — и это означает, что скорость осаждения металла на электроде уменьшается.
Это также означает, что устраняются дефекты, вызванные недостаточной сваркой. DCEN, однако, не обладает очищающим действием, поэтому дефекты включения могут появиться, если вы не очистите опорные плиты должным образом перед сваркой.
Плюсы DCEN
DCEN означает, что возможно достаточное сплавление неблагородных металлов и, следовательно, правильное проникновение. Также снижается вероятность включения вольфрама и низкого усиления. DCEN — лучший выбор для металлов с высокой температурой плавления, таких как нержавеющая сталь.Толстые пластины также могут быть правильно соединены.
Минусы DCEN
В DCEN нет дуговой очистки, поэтому вероятность дефектов включения возрастает. Также наблюдается высокий уровень искажений и образование остаточных напряжений.
Имеется более широкая зона термического влияния, что приводит к низкой производительности из-за низкой скорости наплавки. Он не подходит для сварки тонких листов.
Полярность переменного тока
AC Polarity предлагает преимущества как DCEP, так и DCEN, поскольку оба происходят в цикле, но только в некоторой степени.
Полярность переменного тока обеспечивает умеренное очищение от дуги и совместима с большинством типов электродов, но не со всеми. Он обеспечивает лучшее плавление и проплавление металла и подходит для листов различной толщины.
Как полярность влияет на характеристики дуговой сварки?
Полярность — один из решающих факторов, влияющих на качество сварных соединений. Перед началом сварки необходимо выбрать правильную полярность в зависимости от требований, присадочных материалов, типа электрода и основного материала.
Параметры, на которые обычно влияет полярность сварного шва:
- Нанесение наполнителя. При использовании расходных электродов полярность DCEP увеличивает скорость осаждения.
- Провар сварного шва. Полярность DCEN увеличивает проплавление шва.
- Базовая пластина очистки. DCEP упрощает очистку опорных пластин и снижает риск дефектов включения.
- Армирование. DCEP вызывает глобулярный режим переноса металла и увеличивает ширину сварного шва.
- Зона термического влияния (ЗТВ). Полярность DCEN приводит к быстрому нагреву опорных пластин, и если скорость не отрегулирована, ЗТВ становится шире.
- Внешний вид сварного шва. Это зависит от многих других факторов, но в основном происходит от функции переменного тока.
Как правильно выбрать полярность?
Выбор полярности при сварке требует тщательного учета большого количества факторов.Некоторые из основных:
- Алюминий или магний в качестве основного металла лучше подходят для DCEP, поскольку он может разрушить оксидный слой, присутствующий на поверхности пластины. Точка плавления и является довольно низким, так что вы не требуют высокого тепловыделения вблизи опорной плиты.
- Для титана или нержавеющей стали AC — лучший вариант, поскольку он может дать вам все преимущества. Однако DCEN может увеличить HAZ.
- Если рабочий материал имеет плохую электронную эмиссию или требует высокого напряжения, то DCEP может привести к нестабильной дуге.
- Если опорная плита слишком толстая, предпочтительнее использовать DCEN и подготовить края. Точно так же для тонких пластин лучше подходит DCEP.
- При сварке TIG DCEP может привести к образованию шариков на кончике электрода, что может сократить срок службы электрода и привести к дефектам вольфрамовых включений.
Связанные вопросы
В чем разница между прямой и обратной полярностью? При прямой полярности электрод отрицательный, а опорные пластины положительные.При обратной полярности электроды положительные, а базовые пластины отрицательные. Прямая полярность обеспечивает высокое проплавление, а обратная полярность обеспечивает более высокую скорость наплавки.
Что лучше — прямая или обратная полярность? Поскольку к разным материалам предъявляются разные требования, любой из этих двух типов полярности может соответствовать разным материалам.
Что произойдет, если при сварке неправильная полярность? Использование неправильной полярности может привести к разбрызгиванию, плохому провару и потере контроля над дугой.
Лучшая цена двигателя прямого обратного хода — Отличные предложения на двигатель прямого обратного хода от мировых продавцов двигателей прямого обратного хода
Отличные новости !!! Вы попали в нужное место для двигателя вперед-назад. К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, которые предлагают быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене.Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, поскольку этот верхний передний реверсивный двигатель в кратчайшие сроки станет одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что у вас есть мотор переднего и заднего хода на AliExpress. Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в моторе прямого и обратного хода и думаете о выборе аналогичного товара, AliExpress — отличное место для сравнения цен и продавцов.Мы поможем вам разобраться, стоит ли доплачивать за высококачественную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь. А если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе.Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца. Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет. Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести forward reverse motor по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы. На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
Переключатель обратной полярности DPDT
- Дом
- Проектов
- Стойка угловой шлифовальной машины
- Подставка для камеры
- Гусеницы Caterpillar
- Шаблон для изготовления рулонов
- Подставка для тигля
- Видеорегистратор Hardwire
- Дневные ходовые огни
- Самодельный литейный завод
- Литейный цех
- Самодельное литейное производство
- Литейное производство EASY Insulation
- УЛУЧШЕННАЯ Гипсовая изоляция
- Электролитье
- Часть первая
- Часть вторая
- Часть третья
- Литейный цех
- Приманка для оперения
- Светодиодный ошейник
- Отливка из пеноматериала
- Отливка алюминиевого колеса
- Литье медной шестерни
- Литьевые ножи
- Отливка ножа Боуи
- Отливка бритвы Деруна
- Заклинание клингонского ножа
- Литье звездочки
- Отливка звездочки из гипса
- Подготовка пены
- Питатели и вентиляционные отверстия для гипса
- Потерянное литье из PLA
- Отливка подвески с кельтским узлом
- Литой кулон с саксонским крестом
- Дерево литья
- Литье по потере воска
- Отливка подвески Thors Hammer
- Отливка топора викингов
- Масляная горелка
- Простая масляная горелка
- Усовершенствования масляной горелки
- Насос
- Переоборудование светодиодных ламп
- Резак для пены с горячей проволокой
- Испытание двигателей инвалидных колясок
- Деревянные звездочки
- Учебники
- Автоэлектрика 101
- Электрические обжимные соединители
- Как подключить 4-полюсный кулисный переключатель с подсветкой
- Обзор PID
- Радиоуправление 101
- Реле
- Переключение обратной полярности
- Сварка 101
- Улучшение горелки для травки
- Разное видео
- Медный расплав
- резки огнеупорного кирпича
- Воздуходувка
- Безопасность держателей предохранителей Piggyback
- Возможность ПЕРЕГРУЗКИ Piggyback
- Газонокосилка с радиоуправлением
- Наклон двери навеса
- Отзывы
- Дом литейного завода Дьявола-Кузни
- Ленточнопильный станок для ткани 84714
- Pioneer SPH-DA120
- Диск Speedcutter
- Запросы
- Почему «нравится»
- Veg Oil Motoring
- Контактная информация
- Общая контактная информация
- Деловые запросы
- Запросы о сотрудничестве
- Пожертвования
- Стать покровителем
Подключение и использование переключателя DPDT — превращение отрицательного в положительный и наоборот
Сварка с прямой и обратной полярностью на постоянном токе: Maine Welding Company
Сварка на постоянном токе с прямой и обратной полярностью
Чтобы понять сварка с прямой и обратной полярностью постоянного тока , важно понимать схему электродуговой сварки , , которая аналогична любой электрической схеме.В простейших электрических цепях есть три фактора: ток или поток электричества; давление или сила, необходимая для протекания тока; и сопротивление, или сила, необходимая для регулирования потока тока.
Ток — это скорость потока, которая измеряется количеством электричества, протекающего по проводу за одну секунду. Термин «ампер» означает количество тока, протекающего в цепи в секунду. Буква I используется для обозначения силы тока в амперах. Давление — это сила, заставляющая течь ток.Мера электрического давления — вольт. Напряжение между двумя точками в электрической цепи называется разностью потенциалов. Эта сила или потенциал называется электродвижущей силой или ЭДС. Разница потенциалов или напряжений заставляет ток течь в электрической цепи. Буква E используется для обозначения напряжения или ЭДС.Сопротивление — это ограничение тока в электрической цепи. Каждый компонент в цепи, включая проводник, имеет некоторое сопротивление току.Ток легче протекает через одни проводники, чем через другие; то есть сопротивление одних проводников меньше других. Сопротивление зависит от материала, площади поперечного сечения и температуры проводника. Единицей измерения электрического сопротивления является ом. Обозначается буквой R.
Сварочные электрические цепи
Простая электрическая схема показана на рисунке 10-12. В эту схему входят два измерителя электрических измерений: вольтметр и амперметр.На нем также изображен символ батареи. Более длинная линия символа представляет собой положительный вывод. За пределами устройства, которое настраивает ЭДС, такого как генератор или аккумулятор, ток течет от отрицательного (-) к положительному (+). Стрелка показывает направление тока. Амперметр представляет собой измеритель низкого сопротивления, показанный круглым кругом и стрелкой рядом с буквой I. Давление или напряжение на батарее можно измерить с помощью вольтметра. Вольтметр представляет собой измеритель высокого сопротивления, показанный круглым кружком и стрелкой рядом с буквой E.Сопротивление в цепи показано зигзагообразным символом. Сопротивление резистора можно измерить омметром. Никогда не используйте омметр для измерения сопротивления в цепи при протекании тока.
Цепь для дуговой сварки . В схему, показанную на рисунке 10-12 выше, можно внести несколько изменений, чтобы представить схему дуговой сварки. Замените батарею сварочным генератором, поскольку они оба являются источником ЭДС (или напряжения), и замените резистор сварочной дугой, которая также является сопротивлением току.Схема дуговой сварки показана на рисунке 10-13. Ток будет течь от отрицательной клеммы через сопротивление дуги к положительной клемме.
Сварка постоянным током с обратной и прямой полярностью
На заре дуговой сварки , когда сварка проводилась неизолированными металлическими электродами на стали, было нормальным подключать положительную сторону генератора к изделию, а отрицательную сторону — к электроду. Это обеспечивало от 65 до 75 процентов тепла рабочей стороне контура для увеличения проникновения.При сварке отрицательным электродом полярность сварочного тока называлась прямой. Когда условия, такие как сварка чугуна или цветных металлов, делали целесообразным свести к минимуму нагрев основного металла, работа делалась отрицательной, а электрод положительным, и полярность сварочного тока считалась обратной. Чтобы изменить полярность сварочного тока, необходимо было снять кабели с клемм аппарата и заменить их в обратном положении. Первые электроды с покрытием для сварки стали давали лучшие результаты с положительной или обратной полярностью электрода; однако по-прежнему использовались неизолированные электроды.При использовании как неизолированных, так и закрытых электродов приходилось часто менять полярность. Сварочные аппараты были оборудованы переключателями, меняющими полярность выводов, и сдвоенными счетчиками. Сварщик мог быстро менять полярность сварочного тока. При маркировке сварочных аппаратов и переключателей полярности использовались эти старые термины, которые обозначали полярность как прямую, когда электрод был отрицательным, и как обратную, когда электрод был положительным. Таким образом, отрицательный электрод (DCEN) соответствует прямой полярности (dcsp), а положительный электрод (DCEP) совпадает с обратной полярностью (dcrp).
Амперметр, используемый в сварочной цепи, представляет собой милливольтметр, откалиброванный в амперах, подключенный через сильноточный шунт в сварочной цепи. Шунт представляет собой калиброванный провод с очень низким сопротивлением. Вольтметр, показанный на рисунке 10-12, будет измерять выходную мощность сварочного аппарата и напряжение на дуге, которые, по сути, одинаковы. Перед возникновением дуги или в случае ее разрыва вольтметр считывает напряжение на машине без тока, протекающего в цепи. Это называется напряжением холостого хода и выше, чем напряжение дуги или напряжение на машине, когда течет ток.
Еще одна единица в электрической цепи — это единица мощности. Скорость производства или использования энергии называется мощностью и измеряется в ваттах. Мощность в цепи — это произведение силы тока в амперах на давление в вольтах.