Термообработка металла: способы воздействия температур
Чтобы изменить технические характеристики металла, можно создать сплав на его основе и добавить к нему другие компоненты. Однако существует ещё один способ изменения параметров металлического изделия — термообработка металла. С её помощью можно воздействовать на структуру материала и изменять его характеристики.
Термообработка металлаОсобенности термической обработки
Термическая обработка металла — это ряд процессов, которые позволяют снять с детали остаточное напряжение, изменить внутреннюю структуру материала, повысить эксплуатационные качества. Химический состав металла после нагревания не изменяется. При равномерном разогревании заготовки изменяется размер зёрен структуры материала.
История
Технология термической обработки металла известна человечеству с давних времён. Во времена Средневековья, кузнецы разогревали и остужали заготовки для мечей с помощью воды. К 19 веку человек научился обрабатывать чугун. Кузнец помещал металл в емкость полную льда, а сверху засыпал сахаром. Далее начинается процесс равномерного разогревания, продолжающийся 20 часов. После этого чугунную заготовку можно было ковать.
Кузнец помещал металл в емкость полную льда, а сверху засыпал сахаром. Далее начинается процесс равномерного разогревания, продолжающийся 20 часов. После этого чугунную заготовку можно было ковать.
В середине 19 века, русский металлург Д. К. Чернов задокументировал то, что при нагревании металла, его параметры изменяются. От этого учёного пошла наука — материаловедение.
Для чего нужна термическая обработка
Детали для оборудования и узлы коммуникаций, изготавливающиеся из металла, часто подвергаются серьёзным нагрузкам. Дополнительно к воздействию давлением, они могут находиться в условиях критических температур. Чтобы выдержать такие условия, материал должен быть износоустойчивым, надёжным и долговечным.
Покупные конструкции из металла не всегда способны длительное время выдерживать нагрузки. Чтобы они прослужили гораздо дольше, мастера металлургии применяют термическую обработку. Во время и после нагревания химический состав металла остается прежним, а характеристики изменяются. Процесс термической обработки увеличивает коррозионную устойчивость, износоустойчивость и прочность материала.
Процесс термической обработки увеличивает коррозионную устойчивость, износоустойчивость и прочность материала.
Преимущества термообработки
Термическая обработка металлических заготовок является обязательным процессом, если дело касается изготовления конструкций для длительного пользования. У этой технологии существует ряд преимуществ:
- Повышенная износостойкость металла.
- Готовые детали служат дольше, снижается количество бракованных заготовок.
- Улучшается устойчивость к коррозийным процессам.
Металлические конструкции после термической обработки выдерживают большие нагрузки, увеличивается их срок эксплуатации.
Устойчивость к коррозииВиды термической обработки стали
В металлургии применяется три вида обработки стали: техническая, термомеханическая и химико-термическая. О каждом из представленных способах термической обработки необходимо поговорить отдельно.
Отжиг
Разновидность или еще один этап технической обработки металла. Это процесс подразумевает под собой равномерное нагревание металлической заготовки до определённой температуры и последующее её остывание естественным путём. После отжига исчезает внутреннее напряжение металла, его неоднородность. Материал размягчается под воздействием температуры. Его проще обрабатывать в дальнейшем.
Существует два вида отжига:
- Первого рода. Происходит незначительное изменение кристаллической решётки в металле.
- Второго рода. Начинаются фазовые изменения структуры материала. Его ещё называют полный отжиг металла.
Диапазон воздействия температур при проведении этого процесса — от 25 до 1200 градусов.
Закалка
Ещё один этап технической обработки. Металлическая закалка проводится для увеличения прочности заготовки и уменьшения её пластичности. Изделие разогревается до критических температур, а затем быстро остужается методом окунания в ванну с различными жидкостями. Виды закалки:
Виды закалки:
- Двухэтапное охлаждение. Изначально заготовка остужается до 300 градусов водой. После этого деталь кладут в ванну, заполненную маслом.
- Использование одной жидкости. Если обрабатываются небольшие детали используется масло. Большие заготовки охлаждаются водой.
- Ступенчатая. После разогревания заготовку охлаждают в расплавленных солях. После этого её выкладывают на свежий воздух до полного остывания.
Также можно выделить изотермический вид закалки. Он похож на ступенчатый, однако изменяется время выдержки заготовки в расплавленных солях.
Термомеханическая обработка
Это типовой режим термической обработки сталей. При таком технологическом процессе используется оборудование создающее давление, нагревательные элементы и ёмкости для охлаждения. При различных температурах заготовка подвергается разогреву, а после этого происходит пластическая деформация.
Отпуск
Это заключительный этап технической термообработки стали. Проводится этот процесс после закалки. Повышается вязкость металла, снимается внутреннее напряжение. Материал становится более прочным. Отпуск стали может проводиться при различных температурах. От этого изменяется сам процесс.
Проводится этот процесс после закалки. Повышается вязкость металла, снимается внутреннее напряжение. Материал становится более прочным. Отпуск стали может проводиться при различных температурах. От этого изменяется сам процесс.
Криогенная обработка
Главное отличие термической обработки от криогенного воздействия в том, что последний подразумевает под собой охлаждение заготовки. По окончанию такой процедуры детали становятся прочнее, не требуют проведения отпуска, лучше шлифуются и полируются.
При взаимодействии с охлаждающими средами температура опускается до минус 195 градусов. Скорость охлаждения может изменяться в зависимости от материала. Чтобы охладить изделие до нужной температуры, используется процессор который генерирует холод. Заготовка равномерно охлаждается и остаётся в камере на определённый промежуток времени. После этого её достают и дают самостоятельно нагреться до комнатной температуры.
Химико-термическая обработка
Ещё один вид термообработки, при котором заготовка разогревается и подвергается воздействию различных химических элементов. Поверхность заготовки очищается и покрывается химическими составами. Проводится этот процесс перед закалкой.
Поверхность заготовки очищается и покрывается химическими составами. Проводится этот процесс перед закалкой.
Мастер может насыщать поверхность изделия азотом. Для этого они нагревается до 650 градусов. При нагревании заготовка должна находиться в криогенной атмосфере.
Термообработка цветных сплавов
Представленные виды термической обработки металлов не подходят для различных видов сплавов и цветного металла. Например, при работе с медью проводится рекристаллизационный отжиг. Бронза разогревается до 550 градусов. С латунью работают при 200 градусах. Алюминий изначально закаляют, затем отжигают и подвергают старению.
Термообработка металла считается необходимым процессом при изготовлении и дальнейшем использовании конструкций и деталей для промышленного оборудования, машин, самолётов, кораблей и другой техники. Материал становится прочнее, долговечнее и устойчивее к коррозийным процессам. Выбор технологического процесса зависит от используемого металла или сплава.
Термическая обработка металла. Все что нужно знать о процессе…
После воздействия на сталь давлением (ковка, прессование, прокат, выдавливание) необходимо придать материалу дополнительные физико-механические свойства: жесткость и определенную твердость. Для этого в металлургии и производстве применяется воздействие температурами.
В данной статье рассмотрим все этапы и особенности процесса по порядку.
Параметры твердости и ее показатели
Твердость — один из интереснейших показателей для оценки свойств материала и металлических конструкций и деталей. На основе твердости можно вычислить прочность, параметры обрабатываемости, а также устойчивость к износу.
Последний показатель наиболее важен, поскольку он отвечает за срок службы и безопасность изделия из металла или сплава. В металлургической промышленности зарекомендовали себя несколько видов испытаний изделий на твердость:
- Твердость по Роквеллу.
 Это вариант быстрого, автоматизированного метода тестирования. При этом используется специфический инструмент конической или сферической формы, изготовленный из ультрапрочных материалов, в частности алмаз или твердый сплав. Данный инструмент производит давление на образец испытуемой детали. Сначала применяется испытательное количество силы для воздействия на образец, а затем прикладывается еще и дополнительная на необходимый промежуток времени. После этого дополнительное воздействие убирается и расчет твердости происходит по глубине проникновения и численных показателей N и S.
Это вариант быстрого, автоматизированного метода тестирования. При этом используется специфический инструмент конической или сферической формы, изготовленный из ультрапрочных материалов, в частности алмаз или твердый сплав. Данный инструмент производит давление на образец испытуемой детали. Сначала применяется испытательное количество силы для воздействия на образец, а затем прикладывается еще и дополнительная на необходимый промежуток времени. После этого дополнительное воздействие убирается и расчет твердости происходит по глубине проникновения и численных показателей N и S. - Твердость по Бриннеллю. Данный метод применяется в самых разных конструкциях, для металла от низкой до средней степени твердости. В данном случае инструментом избирается закаленный шарик из стали. Конечная величина зависит от прикладываемой силы, диаметра шарика, а также диаметра полученного отпечатка.
- Твердость по Виккерсу. Способ примени вне зависимости от твердости металла. Распространяется на конструкции, прошедшие химическую и термическую закалки. Инструментом для проверки считается алмазная пирамида, у которой угол при вершине равен 136°
- Твердость по Кнупу. Этот способ очень схож с методом Виккерса, но полученный отпечаток имеет форму удлиненного ромба. Для расчета необходимы показатели прилагаемой силы, параметры большой диагонали ромба.
- Твёрдость по отпечатку шариком. В данном случае метод больше подходит не для металла, а для изделий из твердой резины. В качестве инструмента используется закаленный шарик из стали с диаметров 0.5 см. Испытуемый образец не должен иметь толщину меньше диаметра шарика.
- По Мартенсу. Так оценивается пластическая и упругая деформация при помощи проникновения инструмента в виде пирамиды в испытуемый образец.
- Склероскоп. Этот способ помогает установить твердость громоздкий и крупных конструкций из металла.
 Это вариант быстрого, автоматизированного метода тестирования. При этом используется специфический инструмент конической или сферической формы, изготовленный из ультрапрочных материалов, в частности алмаз или твердый сплав. Данный инструмент производит давление на образец испытуемой детали. Сначала применяется испытательное количество силы для воздействия на образец, а затем прикладывается еще и дополнительная на необходимый промежуток времени. После этого дополнительное воздействие убирается и расчет твердости происходит по глубине проникновения и численных показателей N и S.
Это вариант быстрого, автоматизированного метода тестирования. При этом используется специфический инструмент конической или сферической формы, изготовленный из ультрапрочных материалов, в частности алмаз или твердый сплав. Данный инструмент производит давление на образец испытуемой детали. Сначала применяется испытательное количество силы для воздействия на образец, а затем прикладывается еще и дополнительная на необходимый промежуток времени. После этого дополнительное воздействие убирается и расчет твердости происходит по глубине проникновения и численных показателей N и S. Инструментом для проверки считается алмазная пирамида, у которой угол при вершине равен 136°
Инструментом для проверки считается алмазная пирамида, у которой угол при вершине равен 136°Вне зависимости от способа установления показателей прочности, после правильной квалифицированной термической обработки металл становится прочнее.
См.также: Обработка металла давлением
Суть процесса
Термическая обработка — это воздействие на металл температурой с целью получения материала с иными характеристиками. Термообработка применяется для получения следующих результатов:
- придать изделию необходимый уровень твердости в каком-либо отдельном узле или по всей поверхности металла;
- придать наилучшую микроструктуру сплаву или стали;
- корректировка химического состава в частицах микроструктуры различных сплавов.
При обработке высокими температурами легко добиться однородности материала. Это помогает в последующем при механической обработке узлов и механизмов. Также снижается риск получить на производстве бракованную деталь из данного материала.
Также при помощи термической обработки можно повысить возможность деформации заготовки, чтобы из приготовленного материала было проще сделать готовый узел или необходимую деталь.
Важно знать: Виды резки металла
Виды термической обработки металла
Существует 3 основных вида термической обработки металла:
- отжиг;
- закалка;
- отпуск.

Отжиг
Суть отжига — металл нагревают до определенной температуры, держат необходимый промежуток времени, после чего медленно охлаждают до обычной комнатной температуры.
Чаще всего отжиг производится для решения следующих задач:
- увеличение механических показателей материала;
- приведения материала к однородному состоянию;
- улучшение пластичности;
- повышение уровня сопротивляемости;
- уменьшение внутреннего сопротивления материала для последующей ковки.
- диффузионный;
- полный или неполный;
- сфероидизация;
- изотермический;
- нормализация.

Методов отжига больше, но это основные и наиболее часто используемые.
Также процедура полного отжига подразумевает улучшения свойств материала для обработки и избавления от внутреннего сопротивления. Полный отжиг применяется для обработки:
- стали с минимальным количеством карбона;
При полном варианте процесса изделие доводят критической температуры ( точка А3) и после необходимого периода времени охлаждают до комнатных показателей. Так как конкретные параметры температуры зависят от вида используемых материалов. В следствии чего, время передержки также напрямую зависит от вида сплава, подвергающегося данному технологическому процессу.
При неполном отжиге конечная цель иная — по возможности создать более мягкий и пластичный материал. В этом случаи температура нагрева может достигать 770 градусов. Охлаждение делится на 2 этапа: сначала в печи, а затем уже на открытом воздухе.
Изотермическая разновидность отжига используется для высокохромистых сталей.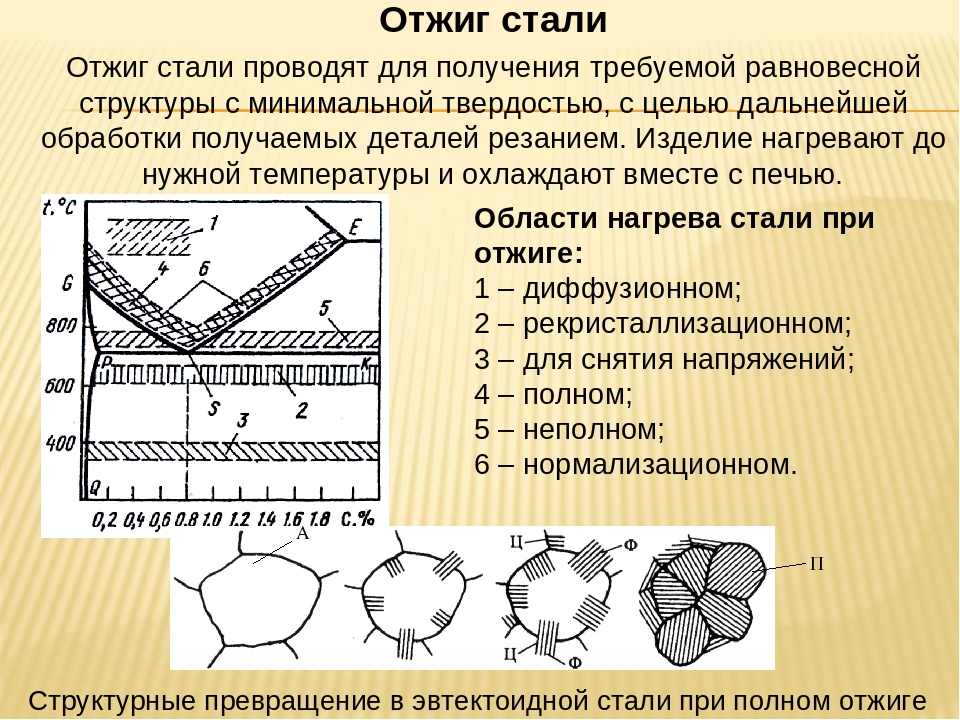
Закалка металла
При закалке происходит нагрев изделия до критических показателей. В следствии чего последующее охлаждение производится не постепенно и естественно, а резко и принудительно. При этом для снижения температуры применяются такие вещества как: сжатый воздух, водяной туман, а также жидкая полимерная закалочная среда. помимо прочности металл получает меньшие параметры вязкости и эластичности.
Способы закалки:
- Использование одной среды — простой метод, который, однако, имеет ограничения по материалу использования. Происходит быстрое охлаждение и возникает неравномерность температур. Нельзя так обрабатывать металл с большим содержанием углерода, поскольку такой материал может разрушиться от агрессивного воздействия.
- Многоступенчатая закалка — сначала металл термически обрабатывают, а после достижения необходимой температуры его укладывают в соляную ванну. Температура уравнивается и только потом материал охлаждают с использованием масла, воздуха или тумана.
- Светлая закалка. При таком методе, сначала материал выдерживают в соляной ванне с добавлением хлористого натрия. Потом его же охлаждают в ванне с едким натрием и едким калием.
- Самоотпуск. При таком способе деталь вытаскивается из системы охлаждения еще до того момента, как температура упадет. В центре заготовки или детали в это время еще сохранится высокий показатель температуры. После того, как закончен отпуск детали, ее охлаждают полностью с помощью погружения в специальную среду.
- Изотермическое закаливание. Аналог ступенчатой закалки с более долгим временем передержки в соляной ванне.
 Температура уравнивается и только потом материал охлаждают с использованием масла, воздуха или тумана.
Температура уравнивается и только потом материал охлаждают с использованием масла, воздуха или тумана.При таких методах металл приобретает иные свойства, поскольку резкое охлаждение влияют на внутреннее напряжение изделия. Но как показывает практика, при неправильном выборе среды для охлаждения можно испортить исходный материал. Важно, что именно используют для охлаждения.
Если материал или заготовка неравномерны по толщине, то в первую очередь охлаждают более толстую часть заготовки.
Длинные детали опускают в охлаждающую среду строго вертикально.
При нарушениях технологического процесса, при закалке могут возникнуть различные дефекты:
- крупнозернистая структура материала;
- повышенные параметры хрупкости;
- заготовку или деталь может при закалке покоробить;
- возникают трещины.
Исправить мелкие дефекты можно при помощи отжига, повторной закалки с использованием другой закалочной среды и соблюдением всех технологических деталей.
Отпуск
Отпуск — еще один вид воздействия высоких температур на исходный материал. Делится по показателям нагрева на низкий и высокий.
При низком варианте отпуска заготовку нагревают до 120-200°С. Применяется для последующего производства наиболее точных деталей и инструментов. После нагрева заготовку некоторое время держат при нужных показателях, а затем охлаждают естественным путем на воздухе.
Применяется для последующего производства наиболее точных деталей и инструментов. После нагрева заготовку некоторое время держат при нужных показателях, а затем охлаждают естественным путем на воздухе.
Сталь при такой обработке не только сохраняет свою первичную твердость, но и становится прочнее за счет разрушения некоторых остаточных веществ.
Иногда измерительные инструменты и наиболее точные механизмы обрабатывают при помощи низкого отпуска при температуре не выше 160°С. Этот процесс специалисты называют еще искусственным старением.
При процессе высокого отпуска температурные параметры гораздо выше 350-600°С. Охлаждение также происходит на воздухе. Особую эффективность данный метод показывает при обработке углеродистой стали.
Температурные рамки отпуска часто зависят от деталей, которые производятся. Например, при выпуске пружин и прочих деталей с переменными нагрузками используют отпуск при температуре 350-450°С.
Процедура отпуска проводится в специальных печах шахтного типа, как в воздушной, так и в масляной среде.
Химико-термическая обработка
Это комбинированный метод, который позволяет придать металлу необходимые свойства прочности, твердости, эластичности и вязкости.
Процесс термо-химической обработки включает три ступени:
- Диссоциация.
- Адсорбация.
- Диффузия.
При этом размер диффузионного слоя напрямую зависит от температуры и времени выдержки металла при определенной температуре.
Среды, в которых проводится насыщение разделяют на газовые, жидкие и твердые. Поскольку газовый вариант среды нагревается в разы быстрее, его использует чаще, как наиболее удобный.
Имеется несколько видов химико-термической обработки:
- Диффузная металлизация — сталь поверхностно насыщают металлами. Проводить данный процесс можно в любой из сред. В итоге получается тонкий диффузный слой. Температура проведения процесса — 900-1200°С. Детали получаются исключительно жаропрочными. В свою очередь в зависимости от используемых веществ металлизацию подразделяют на хромирование, борирование, алитирование.
- Науглероживание. Это процедура по насыщению поверхности основного металла углеродом. Повышает параметры твердости и износостойкости на поверхности металла.
- Азотирование. Процедура насыщения азотом. Производится при высоких температурах в аммиаке.
- Цианирование. Обработка стали двумя веществами — азотом и углеродом. Применяется на обработку стали с низким стартовым количеством углерода. Проводится в газовой или жидкой среде.
 В свою очередь в зависимости от используемых веществ металлизацию подразделяют на хромирование, борирование, алитирование.
В свою очередь в зависимости от используемых веществ металлизацию подразделяют на хромирование, борирование, алитирование.Заключение
Это основные методы химико-термической обработки. Они помогают предотвратить раннюю коррозию металла, улучшают его параметры прочности при малом изменении гибкости.
Термическая обработка металлов — один из основных процессов современной металлургической промышленности и различного вида производств. В зависимости от выбранного вида производится различное воздействие температурами, чтобы добиться эффектов прочности и твердости металла.
Также термообработка позволяет избежать дополнительного брака в готовых деталях. Основа всех термических процессов — воздействие температурой с остыванием, резким или естественным.
Термическая обработка стали и металлов
Основные свойства и качества металла определяются его структурой. Термическая обработка – наиболее распространенный способ воздействия на материал, который используется для изменения его структуры а, следовательно, и свойств. Как проводится термическая обработка стали и металлов – основные виды технологического процесса, и для каких целей используется этот вид обработки? Все эти знания можно получить, ознакомившись с основами технологии металлов – отрасли науки, изучающей приемы и способы создания и обработки металлических материалов.
Немного истории
Еще в древние времена мастера кузнецких дел использовали самые примитивные методы закалки. Для этого раскаленный кусок железа погружали в воду, масло или вино. Но время шло, и вместе с опытом развивались и способы закаливания металла.
В начале XIX века хрупкий чугун помещали в емкость со льдом и засыпали сахаром. После процесса нагревания продолжавшегося в течение 20 часов, чугун становился мягким и легко поддавался ковке.
Середина XIX века знаменательна тем, что русский изобретатель металлург Д. К. Чернов совершил выдающееся открытие. Он установил, что при смене температуры металл изменяет свои свойства.
Дмитрий Константинович Чернов стал основоположником науки изучающей свойства металлов – материаловедения.
В чем заключаются преимущества термообработки?
При проведении термической обработки улучшаются свойства металла, что очень ценно в масштабах современного промышленного производства. К основным преимуществам термообработки можно отнести:
- повышение износостойкости, а значит продление срока годности изделий из обработанного металла;
- значительное уменьшение процента бракованных изделий;
- экономия средств и ресурсов на производстве в результате повышения прочности и улучшения качественных характеристик деталей промышленного оборудования.

Суть термической обработки состоит в соблюдении определенной последовательности технологических операций по нагреву, выдержки и охлаждения металла.
Благодаря чему материалы приобретают иные физико-математические свойства за счет воздействия температур и изменения структуры металла.
Принципы обработки
Основной принцип – суммарное время термообработки на заготовку равняется времени необходимому на ее нагрев до требуемой температуры, времени выдержки металла под нужной температурой и способа охлаждения.
Время и степень нагрева материала определяется индивидуально, они зависят от нескольких факторов:
- размера обрабатываемой детали;
- вида металла;
- типа печи, в которой обрабатывается заготовка;
- скорости преобразования свойств материала.
Ознакомиться с основными видами и способами термической обработки можно на примере такого металла, как сталь. В современной промышленности сталь является самым востребованным видом металла. Она используется при изготовлении как массивных конструкций, так и при создании сверхточных инструментов.
Она используется при изготовлении как массивных конструкций, так и при создании сверхточных инструментов.
Изобретение этого материала стало возможным в результате получения сплава железа и углерода. Содержание углерода в стальном сплаве составляет не более 2,1%. Как производится термическая обработка стальных изделий?
Термическая обработка металлов
Классификация и виды термообработки
Существует несколько видов термической обработки стали:
- термическая – характеризуется исключительно температурным воздействием на свойства металлов;
- термомеханическая обработка – сочетание воздействия температуры и пластической деформации заготовки;
- химико-термическая обработка – представляет собой совокупность температурного воздействия с химическими веществами.
В зависимости от структуры стали, виды термической обработки подразделяются следующим образом:
- процесс отжига;
- нормализация;
- закалка;
- обработка холодом;
- отпуск.
Термическая обработка стали проводится для придания металлу свойств, необходимых при промышленной эксплуатации изделий, например, повышенной прочности. А также при технологических процессах, когда термическая обработка является промежуточной операцией, а не завершающей.
Это требуется когда необходимо осуществить понижение твердости стали для последующей обработки. Уменьшение твердости требуется при обработке начальных заготовок из стали. Для обработки же готовых деталей используются процессы, способствующие повышению их прочности, износостойкости и твердости.
Общее определение и виды отжига
В процессе литья, ковки и прочих операций, применяемых для изготовления заготовок, металл приобретает неоднородную структуру, появляются внутренние напряжения.
Неоднородность химического состава отливок вызывает дефекты и для его устранения применяется процесс отжига. Принцип этого способа состоит в том, что заготовку или деталь нагревают до определенной температуры, а затем производится процесс медленного охлаждения.
Отжиг также подразделяется на несколько режимов:
- отжиг 1-го рода – диффузионный, рекристаллизационный, уменьшающий напряжение металла;
- отжиг 2-го рода – полный, неполный, изотермический.
Описание отжига 1-го рода
Целью проведения термических операций, относящихся к 1 типу отжига, является устранение неоднородности и неравновесия структуры стали возникших в результате предшествующих технологических обработок. Исходя из состояния заготовки, к нему могут применяться следующие процессы:
- снятие внутренних напряжений;
- рекристаллизация;
- гомогенизация (диффузионный отжиг).
Отжиг 1-го рода применяется по отношению к любому виду металла или сплава, его проведение не влечет за собой какие-либо фазовые превращения. Решающими факторами этого способа термообработки стали являются: высокая температура нагрева и время выдержки металла при этой температуре.
Диффузионный отжиг или гомогенизация
Смысл диффузионного отжига заключается в нагреве заготовки до температуры не менее 1000˚C, выдержке при высоких температурах от 8 до 15 часов и постепенном охлаждении. В результате длительного воздействия нагрева ускоряются диффузионные процессы, благодаря чему структура металла становится более однородной.
При обработке этим методом легированной стали удается добиться ее пластичности, что значительно облегчает ее дальнейшую механическую обработку.
К недостаткам диффузионного метода относится – возможность возникновения следующих побочных эффектов:
- ухудшение механических свойств стали ввиду роста зерна;
- появление вторичной неоднородности и пористости;
- возникновение коагуляции избыточных фаз.
По этой причине гомогенизация считается предварительной обработкой.
После нее рекомендуется провести полный отжиг или нормализацию стали.
Отжиг методом рекристаллизации
В процессе проведения холодной пластической деформации в структуре стали может возникнуть неоднородность, а также изменения размеров и формы кристаллов и рост внутреннего напряжения металла.
Для устранения подобных явлений применяется рекристаллизационный способ отжига. Рекристаллизационный отжиг может быть двух видов: упрочняющий и смягчающий.
Смягчающий способ часто используется в качестве окончательной обработки – для улучшения пластичных свойств при сохранении достаточной прочности металла.
Упрочняющий вид отжига применяется для улучшения упругости таких деталей, как мембраны или пружины.
В промышленности рекристаллизационный тип отжига применяется в качестве предварительной обработки перед обработкой металла методом холодного давления, а также для окончательной обработки деталей для закрепления необходимых свойств.
Уменьшение напряжений металла (низкий отжиг)
Остаточное напряжение металла является побочным явлением литья, ковки или некоторых видов термической или механической обработки и способны вызвать разрушение металла. Низкий отжиг применяется для того, чтобы полностью или частично снять эти напряжения.
Метод состоит в том, что отжиг совершается при температурном режиме ниже 700˚C на протяжении примерно 20 часов. Этого времени достаточно для практически полной ликвидации остаточных напряжений.
Промышленная термообработка
Особенности отжига 2-го рода
При обработке стали методами отжига 2-го рода происходит полное или частичное изменение структуры материала. Происходит этот процесс из-за двойной перекристаллизации, благодаря которой размеры зерен уменьшаются, а также происходит устранение внутренних напряжений.
В промышленном производстве этот вид отжига используется при проведении предварительной или окончательной обработки заготовки.
Существуют следующие виды отжига 2-го рода:
- полный;
- неполный;
- сфероидизирующий отжиг;
- изотермический.
Значение полного отжига
Эта технология применяется для создания мелкозернистой структуры стальных заготовок, произведенных методом ковки, литья или горячей штамповки. В результате обработки материал становится пластичным, исчезает внутреннее напряжение. Сталь приобретает однородную мелкозернистую структуру.
Методом полного отжига обрабатывается сталь, предназначенная для последующей обработки резанием и закаливания изделия.
При проведении полного отжига температура нагрева превышает установленные критические показатели на 40–50˚C.
Процесс неполного отжига
При этом виде термической обработки стали фазовые превращения, как правило, отсутствуют или проявляются в количестве, не имеющем какого-либо влияния на результат. Изделия или заготовки из стали подвергаются нагреву при температурах выше нижнего критического уровня. После выдерживания в нагретом состоянии в течение определенного времени, металл медленно охлаждается.
Отжиг на зернистый перлит (сфероидизация)
Сфероидизирующий отжиг широко используется для термообработки углеродистой и легированной инструментальной стали. Металл нагревается примерно на 30˚C выше критической точки, и выдерживают установленное количество времени. До 600˚C процесс охлаждения проходит очень медленно в печи, затем сталь остывает на воздухе. Благодаря такому способу обработки удается получить зернистую (округлую) форму перлита, что значительно облегчает обработку резанием заготовки.
Изотермический отжиг
Суть изотермического отжига стали заключается в накаливании металла, его быстрого охлаждения до определенного температурного уровня и выдержки до распада аустенита.
Далее, охлаждение продолжают на открытом воздухе.
Структура стали при использовании этого метода становится более однородной, как при полном отжиге. Преимущество изотермического способа заключается в том, что по сравнению с полным отжигом весь технологический процесс занимает меньше времени. Изотермическая обработка применяется в основном для отжига небольших изделий – штамповок, заготовок для инструментов.
Нормализация стали
Процесс представляет собой нагрев стали, с небольшой выдержкой в определенном температурном режиме и с последующим охлаждением на воздухе, а не в печи.
Широко используется в качестве промежуточной обработки стали для улучшения структуры металла перед его закалкой, и для его смягчения перед резанием. По своей сути нормализация напоминает процесс отжига.
В основном процесс нормализации применяется для термической обработки углеродистых сталей. В результате отпадает необходимость в закалке стали со средним содержанием углерода.
В ходе обработки наступает полная перекристаллизация стали и устраняется крупнозернистость структуры. А также нормализацию часто применяют для термообработки низкоуглеродистой стали вместо полного отжига. Для стальных сплавов с высоким содержанием углерода полный отжиг необходим.
Закалка стали
Закалка – способ термической обработки стали, в процессе которого производится нагрев металла приблизительно до 900˚C, определенной выдержки и последующего очень быстрого охлаждения. Благодаря такой технологии повышается прочность и износостойкость сплава, и улучшение его других физико-механических характеристик.
Для проведения успешной термической обработки правильный выбор закалочной среды имеет большое значение.
Наиболее часто для проведения закалки используется:
- вода;
- солевые растворы;
- едкие щелочные материалы;
- технические масла.
Масло один из материалов используемый для закалки металла
Закаливаемость и прокаливаемость стали
Для закалки характерны следующие показатели – закаливаемость и прокаливаемость материала:
- Закаливаемость определяет твердость, которую приобретает сталь после проведения закалки. Твердость имеет прямую зависимость от содержания углерода в обрабатываемом металле. Например, к материалу с содержанием углерода ниже 0,3% закалка не применяется ввиду ее неэффективности.
- Прокаливаемость определяет глубину, на которую распространяется область закалки. Этот показатель зависит от химического состава стали, а также от скорости охлаждения. Чем быстрее происходит охлаждение металла, тем глубже прокаливается заготовка. Содержание углерода также имеет влияние на этот показатель – чем выше его содержание, тем больше степень прокаливания. Размер заготовки или детали являются еще одним фактором, определяющим глубину обработки – большим деталям требуется больше времени для остывания, следовательно, и прокаливание распространится на меньшую глубину.
Влияние способов охлаждения на закалку
В зависимости от способа охлаждения стали закалка классифицируется следующим образом:
- Закалка в одной среде – самый простой и наиболее часто применяемый в промышленности способ термообработки. Главным его недостатком является возможность возникновения внутренних напряжений металла.
- Закалка в двух средах – при использовании этого метода материал охлаждают попеременно в двух жидкостях. Для процесса могут быть использованы вода и масло.
- Изотермическая закалка – принцип этого метода аналогичен ступенчатой закалке. Для охлаждения материала используется расплавленная соль или масло. Этот вид закалки широко используется для заколки небольших деталей – шайбы, пружины, болты.
- Ступенчатая закалка – производится охлаждение изделия с помощью соляного раствора, имеющего температуру 200–300˚C. После определенного периода выдержки проводится окончательное остывание стали на открытом воздухе. Ступенчатая закалка способствует снятию внутренних напряжений и уменьшает возможность появления трещин.
В чем заключается процесс отпуска стали?
Отпуск – это вид завершающей стадии термической отделки стали, во время которого происходит окончательное формирование структуры материала. Процесс отпуска состоит из нагрева до температуры ниже критической точки, за которым следует охлаждение.
Сам процесс подразделяется на три вида:
- Низкий отпуск – происходит при температурном режиме 150–250˚C. При протекании процесса низкого отпуска происходит уменьшение внутренних напряжений и хрупкости металла, а вязкость стали немного повышается. Твердость при этом остается практически неизмененной.
- Средний отпуск – характеризуется тем, что процесс проходит при температуре от 350 до 450 ˚C. Отличие от других видов отпуска состоит в том, что твердость детали уменьшается, а вязкость значительно увеличивается. Используется для обработки деталей, которые при эксплуатации испытывают умеренные ударные нагрузки.
- Высокий отпуск – производится при соблюдении температурного интервала от 500 до 650˚C, с последующим постепенным охлаждением. Внутренние напряжения материала при этом практически устраняются. Прочность и пластичность при этом виде обработки имеют высокие характеристики в сочетании с достаточной твердостью металла. Высокий отпуск применяется для углеродистых и легированных видов заготовок, предназначенных для изготовления валов, шестерней.
Криогенная обработка
Отделка холодом также относится к способам термической обработки. Производится операция после проведения закалки методом охлаждения в специальных криогенных камерах при отрицательных температурах в течение установленного времени. После этого состояние детали возвращается к комнатной температуре. Криогенная отделка позволяет увеличить износостойкость и прочность изделий, а также повышает стойкость к коррозии.
Из всего вышеизложенного следует один важный вывод – термообработка стали является неотъемлемой частью современной промышленности.
Видео: Теория термической обработки стали
Этапы термообработки стали. | Блог ТС «Профиль»
Термообработкой стали называется совокупность этапов нагрева, выдержки и охлаждения твёрдых металлических сплавов. В результате в металле происходят изменения внутреннего строения и структуры, что в свою очередь приводит к получению заданных свойств стали. Твердость металла после термообработки измеряется по шкале Роквелла, подробно описанной в нашей статье «Методы определения твердости».
Процесс термической обработки стали включает в себя нагрев заготовки до требуемой температуры с определенной скоростью, выдержки при этой температуре в течении требуемого времени и охлаждение с заданной скоростью. В рамках этих процессов, можно выделить такие этапы, как: отжиг, нормализация, закалка, отпуск, обработка холодом. При изготовлении ножей из кованной стали термообработка занимает большее количество этапов: ковка, отжиг, шлифовка, повторный отжиг, правка остаточных искривлений, закалка, отпуск. В данной статье мы коснемся общих понятий процесса термообработки стали, выпущенной промышленным методом, когда заготовка клинка вырезается из уже готовой полосы металла.
1. Отжиг
Отжиг применяется для заготовок из углеродистой и легированной стали с целью снижения твердости или уменьшения внутренних напряжений. Отжиг также готовит структуру к последующей термообработке и улучшению неоднородности. Технологически отжиг представляет из себя медленное охлаждение раскаленной заготовки. Может применятся и так называемый изотермический отжиг при 760 ºС с быстрым охлаждением до 635 ºС, нахождением заготовки при этой температуре в течении 4-6 часов и дальнейшим охлаждением на воздухе.
2. Нормализация
Нормализация отличается от полного отжига способом охлаждения, которой после выдержки заготовки при температуре процесса производится на воздухе. При этом изменяется структура стали, она приобретает более высокую твердость и мелкозернистую структуру, чем при отжиге. Нормализация стали представляет собой нагрев до температур, на 50 °C выше точки завершения превращения избыточного цементита в аустенит. Нагревание ведется до полной перекристаллизации. Охлаждение производится в воздушной среде, чаще всего просто на месте термообработки. В результате сталь приобретает мелкозернистую, однородную структуру. Характеристики твердости и прочности стали после нормализации увеличиваются 10-15 %, чем после отжига. В так называемых заэвтектоидных инструментальных сталях, с содержанием углерода более 0,8% (именно такие стали в основном применяются в ножах), разрушается цементитная сетка, окружающая перлитные зерна. Это снижает хрупкость стали, подготавливает ее к закалке.
3. Закалка стали — это этап термообработки, который заключается в нагреве стали выше критической температуры с последующим резким охлаждением в жидких средах. Критической в данном случае будет температура, при которой произойдет изменение типа кристаллической решетки, то есть осуществится полиморфное превращение. Технологически закалка представляет собой форсированное охлаждение раскаленной стали. Она уменьшает структуру зерна, повышает твердость, прочность, износоустойчивость. Закалка состоит из нагрева стали до температуры выше или в интервале превращений, выдержки при этой температуре и последующего охлаждения обычно с большой скоростью (в водных растворах солей гидроксида натрия или хлорида натрия в воде, масле, в расплавленных солях, на воздухе). В процессе закалки сталь нагревается до высокой температуры порядка 750–1150 °C с последующим резким охлаждением, чтобы произошедшие фазовые превращения не успели вернуться к исходному состоянию.
Закалка делится на несколько видов:
1) Ступенчатая закалка
В некоторых случаях, для небольших заготовок, применяют закалку ступенчатым методом. Изделия нагревают, а затем помещают в щелочной расплав (от 3500 до 4000 С). Заготовку выдерживают определённый период времени, достаточный для выравнивания температуры внутри изделия. Легированные стали охлаждают в масле, нелегированные в воде. Данный способ обеспечивает необходимую твердость, а вероятность появления трещин и напряжений будет резко сокращаться.
2) Изотермическая закалка
Изотермическая закалка проходит в режиме ступенчатой, но при этом металл выдерживается в щелочи до тех пор, пока полностью не освободится от напряжений. После изометрической закалки не требуется проводить отпуск. Метод пригоден для обработки сложных деталей, подверженных деформациям и трещинам.
3) Закалка в одном охладителе
Закалка в одном охладителе применяется при работе с заготовками из углеродистых и легированных сталей. Обычно это достаточно «простые» ножевые стали, не требующие сложной обрабоки.
4) Прерывистая закалка в двух средах
Прерывистая закалка в двух средах применяется для обработки высокоуглеродистых сталей, при котором первоначально происходит быстрое охлаждение в воде, а затем медленное охлаждение в масле.
5) Струйчатая закалка
Струйчатая закалка– метод применяется при частичной (зонной) закалке изделия, реализуется в установках ТВЧ (установка нагрева токами высокой частоты) и индукторах обрызгиванием детали мощной струей воды.
Закалка является критически важным этапом термообработки. При нарушении технологии закалки могут возникнуть следующие дефекты:
1) Недостаточная твердость закаленной детали, в следствии низкой температуры нагрева, малой выдержки при рабочей температуре или недостаточной скорости охлаждения.
2) Перегрев, связаный с нагревом изделия до температуры, значительно превышающей необходимую температуру нагрева под закалку. Перегрев сопровождается образованием крупнозернистой структуры, в результате чего повышается хрупкость стали.
3) Пережог возникает при нагреве стали до весьма высоких температур, близких к температуре плавления (1200—1300° С) в окислительной атмосфере. Кислород проникает внутрь стали, и по границам зерен образуются окислы. После этого сталь приобретает высокую хрупкость и становится не пригодной к использованию под большими нагрузками, в первую очередь поперечными.
4) Окисление и обезуглероживание стали характеризуются образованием окалины (окислов) на поверхности деталей и выгоранием углерода в поверхностных слоях. Такая сталь может стать полностью непригодной к эксплуатации на клинке ножа.
5) На поверхности заготовки могут образовываться коробления и трещины, что бывает связано с возникновением внутренних напряжений. Во время нагрева и охлаждения стали происходят объемные изменения, зависящие от температуры и структурных превращений. Естественно, такие изменения приводят к полной непригодности заготовки.
Таким образом именно нарушения технологии на этапе закалки могут приводить к излишней хрупкости клинка, обычно называемой «перекалом», или же наоборот недостаточная твердость — «недокал». А также к скрытым внутренним напряжениям, из-за которых клинки ломаются под нагрузкой. Для улучшения рабочих качеств стали после закалки применяется так называемый «отпуск».
4. Отпуск
Отпуском стали называется процесс термообработки предварительно закаленной стали, способствующий повышению равновесия ее структуры. Отпуск применяется после закалки стальных заготовок, при этом повышаются вязкие свойства, уменьшается хрупкость и внутреннее напряжение.
Отпуск производится немедленно после закалки, путем нагрева стали до температуры 150–550 °C (в зависимости от марки стали) и охлаждения в воздушной среде, либо в воде или масле. Высокоуглеродистые стали отпускают в воде, при этом происходит достаточно быстрое охлаждение. Если оно будет замедленным, это может привести к «недокалу», сталь не приобретет необходимых прочностных свойств. Легированные нержавеющие стали отпускают в масле, в котором процесс охлаждения происходит медленней. К таким сталям, в частности, относятся современные порошки S30V, S35VN, Elmax, и т.п. Чаще всего отпуск таких сталей происходит при температурах от 175 до 220 градусов. Использование масла в данном случае обязательно, так как при увеличении скорости охлаждения, легированная сталь может растрескаться и станет не пригодной к использованию. Также большую роль в охлаждении играет и разновидность масла, в частности степень его плотности и текучести. Для некоторых марок высоколегированных сталей вместо масла применяется охлаждение воздушной струей после предварительного нагрева до 1050–1100 °C.
Очень важным фактором качественного отпуска является траектория движения и угол погружения клинка в охлаждающую среду. Нарушение технологии может привести к искривлению клинка. Важную роль здесь играет качественный отжиг, который и необходим для снятия внутренних напряжений, приводящих к искривлениям клинка.
Чаще всего для ножевых изделий используется низкотемпературный отпуск (до 2500 С). Он позволяет добиться повышения прочности и вязкости при сохранении твердости сплава (HRC остается в пределах от 58 до 63).
Для определения температуры при отпуске изделия, используется визуальное наблюдение цветов побежалости. В частности, ослепительно бело-голубой цвет заготовки, соответствует температуре порядка 1600 °С, желто-белый – 1200 °С, ярко-красный – 500 °С и т.п. Цвета побежалости одинаково проявляются и на сырой, и на закаленной стали.
5) Криообработка
Достаточно часто последним этапом термообработки клинков ножей становится криогенная обработка. Криообработка — это процесс обработки металлических заготовок при сверхнизких температурах (ниже −153°С (-243,4 °F)). Она производится в целях снятия остаточных напряжений и повышения износостойкости деталей. Она также способствует увеличению твёрдости, износостойкости, прочности и пластичности металлов. В среднем улучшение этих характеристик происходит в пределах 20 %, но такие показатели относятся в основном к хорошим легированным сталям, в том числе и порошковым быстрорезам. Среди них может быть качественная американская D2, а также ELMAX, VANADIS 10, K340. Специальное оборудование для проведения криогенной обработки называется «криогенный процессор». Он представляет собой низкотемпературную камеру, оснащенную системой управления процессом криогенной обработки. Общий цикл обработки в современных криопроцессорах происходит в течение трех суток: 24 часа происходит промораживание до минимальной температуры, 24 часа идёт выдержка заготовки при этой температуре и 24 часа происходит нагрев до изначальной температуры. В некоторых криопроцессорах существует технологическая возможность для нагнетания температуры до 200 градусов по Цельсию и это дает возможность производить отпуск металла.
Термообработка стали на клинке является одним из важнейших факторов, отвечающих за рабочие качества ножа и его эффективность в работе. Только при максимальной точности технологических процессов возможно получить максимальное качество закаленной стали. В свою очередь качество термической обработки сильно влияет на заточку ножа. Любые проблемы, возникавшие в этом процессе, обязательно проявят себя при заточке и не позволят качественно заточить нож. Только на ножах с отличной «термичкой» мы можем достичь максимального уровня остроты.
Термическая обработка
Термообработка металлов
Термическая обработка
Термической обработкой стали называется совокупность технологических операций ее нагрева, выдержки и охлаждения в твердом состоянии с целью изменения ее структуры и создания у нее необходимых свойств: прочности, твердости, износостойкости, обрабатываемости или особых химических и физических свойств.
Общая классификация видов термообработки: термическая, термомеханическая и химикотермическая обработка.
Основные операции термического воздействия: отжиг, закалка, отпуск (старение).
Термообработка бывает предварительная и окончательная.
Предварительная термообработка (отжиг поковок) проводится непосредственно после ковки с целью снижения твердости, для облегчения последующей механической обработки, уменьшения остаточных напряжений и подготовки структуры под окончательную термообработку.
Окончательная термообработка (нормализация, закалка с высоким отпуском и т.д.) придает металлу требуемый уровень механических свойств, обеспечивает необходимую структуру.
Отжигом называется процесс термообработки, состоящий из нагрева стали до заданной температуры, выдержки при этой температуре и последующего медленного охлаждения в печи.
Отжиг, при котором нагрев и выдержка металла производится с целью приведения его в однородное (равновесное) состояние за счет уменьшения (устранения) химической неоднородности, снятия внутренних напряжений и рекристаллизации называется отжигом первого рода.
В зависимости от того, какие отклонения от равновесного состояния устраняются, существуют следующие разновидности отжига 1-го рода: гомогенизационный, рекристаллизационный и уменьшающий напряжения отжиг.
Гомогенизационный (диффузионный) отжиг — это термическая обработка, при которой главным процессом является устранение последствий дендритной ликвации (химической неоднородности).
Рекристаллизационный отжиг — это термическая обработка деформированного металла, при которой главным процессом является рекристаллизация металла.
Отжиг, уменьшающий напряжения — это термическая обработка, при которой главным процессом является полная или частичная релаксация остаточных напряжений.
Отжиг, при котором нагрев производится выше температур фазовых превращений с последующим медленным охлаждением для получения структурно равновесного состояния, называется отжигом второго рода или перекристаллизацией.
Если после нагрева выше температур фазовых превращений охлаждение ведется не в печи, а на воздухе, то такой отжиг называется нормализацией, которая является переходной ступенью от отжига к закалке.
Закалка стали – процесс, состоящий из нагрева стали до определенной температуры, выдержки при этой температуре и быстрого охлаждения.
Цель закалки – придание высокой твердости и прочности за счет получения неравновесных структур. Эти неравновесные структуры можно получить лишь при очень высоких скоростях охлаждения.
В качестве закалочных сред (для быстрого охлаждения) используются вода, воздух, масло индустриальное и раствор щелочи.
Охлаждающая способность жидкостей различна.
Отпуск стали заключается в нагреве до определенных температур (более низких, чем при закалке), выдержке и охлаждении.
Цель отпуска – перевести структуру стали в более равновесное состояние, придать стали требуемые свойства. Кроме того при отпуске снимаются внутренние напряжения, полученные при закалке.
В зависимости от температуры, отпуск бывает низкий, средний, высокий.
При низком отпуске сталь нагревается до температуры 150-3000С. Это приводит к снижению внутренних напряжений в стали. При низком отпуске твердость стали снижается незначительно.
При среднем отпуске сталь нагревается до температуры 300-5000С. средний отпуск значительно понижает твердость и обеспечивает высокую вязкость стали. Среднему отпуску подвергают пружины, рессоры, штампы для холодной обработки.
Высокий отпуск проводят при температуре 500-6800С. высокий отпуск значительно понижает твердость и сопротивление разрыву и повышает пластичность и ударную вязкость. Высокому отпуску подвергают валы, оси и т.д.
Поверхностная закалка.
Поверхностная закалка состоит в нагреве поверхностного слоя стали выше АС3 с последующим охлаждением для получения высокой твердости и прочности в поверхностном слое детали в сочетании с вязкой сердцевиной.
Например, сталь 40 при печном нагреве закаливается с температур 840–860 °С, при индукционном нагреве со скоростью 250 °С/с — с температур 880–920 °С, а при скорости нагрева 400 °С/с — с температур 930–980 °C.
Нагрев под поверхностную закалку может быть произведен токами высокой частоты (ТВЧ) — наиболее распространенный метод или в расплавах металлов или солей, пламенем газовых или кислородно-ацетиленовых горелок, лазерным излучением.
При проведении поверхностной закалки, в основном, различают два способа термической обработки — общая закалка всей поверхности и линейная закалка. В первом случае вся закаливаемая поверхность нагревается одновременно и быстро охлаждается, во втором — нагрев поверхности осуществляется поэтапно с помощью мобильного нагревательного устройства и охлаждается непосредственно за ним следующим спреером — душевым устройством. Разновидности таких закалок различаются по способу относительного движения изделия и нагревающего устройства.
Химико-термическая обработка стали.
Химико-термической обработкой (ХТО) называется термическая обработка, заключающаяся в сочетании термического и химического воздействия с целью изменения состава, структуры и свойств поверхностного слоя стали.
Наиболее широко используются методы насыщения поверхностного слоя стали углеродом и азотом как порознь, так и совместно. Это процессы цементации (науглероживания) поверхности, азотирования — насыщения поверхности стали азотом, нитроцементации и цианирования — совместного введения в поверхностные слои стали углерода и азота. Насыщение поверхностных слоев стали иными элементами (хромом — диффузионное хромирование, бором — борирование, кремнием — силицирование и алюминием — алитирование) применяются значительно реже.
Цементация.
Под цементацией принято понимать процесс высокотемпературного насыщения поверхностного слоя стали углеродом. Так как углерод в α-фазе практически нерастворим, то процесс цементации осуществляется в интервале температур 930–950 °С.
Структура поверхностного слоя цементованного изделия представляет собой структуру заэвтектоидной стали (перлит и цементит вторичный), поэтому для придания стали окончательных — эксплуатационных — свойств после процесса цементации необходимо выполнить режим термической обработки, состоящий в закалке и низком отпуске; температурно-временные параметры режима термической обработки назначаются в зависимости от химического состава стали, ответственности, назначения и геометрических размеров цементованного изделия. Обычно применяется закалка с температуры цементации непосредственно после завершения процесса химико-термической обработки или после подстуживания до 800–850 °С и повторного нагрева выше точки АС3 центральной (нецементованной) части изделия. После закалки следует отпуск при температурах 160–180 °С.
Цементация как процесс химико-термической обработки, в основном, применяется для низкоуглеродистых сталей типа Ст2, СтЗ, 08, 10, 15, 20, 15Х, 20Х, 20ХНМ, 18ХГТ, 25ХГТ, 25ХГМ, 15ХГНТА, 12ХНЗА, 12Х2Н4А, 18Х2Н4ВА и др.
Цементация производится в углероднасыщенных твердых, жидких или газообразных средах, называемых карбюризаторами.
При твердофазной цементации процесс ведут следующим образом. Цементуемые детали упаковываются в цементационные ящики таким образом, чтобы их объем, в зависимости от сложности конструкции детали, занимал от 15 до 30 % объема цементационного ящика. Ящики загружают в печь, нагретую до температур от 600–700 °С и нагревают до температуры цементации — 930–950 °С. По окончании процесса цементации ящики вынимаются из печи — охлаждение деталей ведется внутри цементационных ящиков на воздухе.
Азотирование.
Под азотированном подразумевается процесс диффузионного насыщения поверхностного слоя стального изделия или детали азотом при нагреве в соответствующей среде.
Целью азотирования являются повышение твердости поверхности изделия, выносливости и износостойкости, стойкости к появлению задиров и кавитационным воздействиям, повышение коррозионной стойкости в водных средах и атмосфере.
Азотированию подвергаются самые разнообразные по составу и назначению стали — конструкционные и инструментальные, жаропрочные и коррозионностойкие, спеченные порошковые стали, а также ряд тугоплавких материалов.
Нитроцементация и цианирование стали.
Нитроцементация или цианирование стали — процессы химико-термической обработки, заключающиеся в высокотемпературном насыщении поверхности изделия азотом и углеродом. Причем процесс совместного насыщения поверхности азотом и углеродом в жидких ваннах принято называть цианированием, а насыщение в газообразных средах — нитроцементацией.
Силицирование — процесс химико-термичес-кой обработки, состоящий в высокотемпературном (950–1100 °С) насыщении поверхности стали кремнием. Силицирование повышает коррозионную стойкость стали в различных агрессивных средах — морской воде, растворах кислот, увеличивает окалиностойкость изделий до 800—1000 °С. В ряде случаев силицирование используется для придания детали антифрикционных свойств. Силицирование может производиться в газообразных и жидких средах как электролизным, так и безэлектролизным методом.
Хромирование — способ химико-термической обработки, состоящий в высокотемпературном (900–1300 °С) диффузионном насыщении поверхности обрабатываемой детали хромом в насыщающих средах с целью придания ей жаростойкости (до 800 °С), коррозионной стойкости в пресной и морской воде, растворах солей и кислот, эрозионной стойкости. Диффузионное насыщение поверхности стали хромом, также уменьшает скорость ползучести материала повышает его сопротивление термическим ударам. Хромирование также повышает предел выносливости стали при комнатных и повышенных температурах, что связано с возникновением в слое сжимающих напряжений.
Хромированию подвергаются стали различных классов — ферритных, перлитных и аустенитных, сталей различного назначения.
Термическая обработка сплавов. Виды термообработки
Термообработка сплавов является неотъемлемой частью производственного процесса чёрной и цветной металлургии. В результате такой процедуры металлы способны изменить свои характеристики до необходимых значений. В данной статье мы рассмотрим основные виды термообработки, применяемые в современной промышленности.
Сущность термической обработки
В процессе производства полуфабрикаты, металлические детали подвергаются термической обработке для придания им нужных свойств (прочности, устойчивость к коррозии и износу и т. д.). Термическая обработка сплавов – это совокупность искусственно созданных процессов, в ходе которых в сплавах под действием высоких температур происходят структурные и физико-механические изменения, но сохраняется химический состав вещества.
Назначение термообработки
Металлические изделия, которые используются ежедневно в любых отраслях народного хозяйства, должны отвечать высоким требованиям устойчивости к износу. Металл, как сырьё, нуждается в усилении нужных эксплуатационных свойств, которых можно добиться воздействием на него высокими температурами. Термическая обработка сплавов высокими температурами изменяет изначальную структуру вещества, перераспределяет составляющие его компоненты, преобразует размер и форму кристаллов. Всё это приводит к минимизации внутреннего напряжения металла и таким образом повышает его физико-механические свойства.
Виды термической обработки
Термообработка металлических сплавов сводится к трём незатейливым процессам: нагреву сырья (полуфабриката) до нужной температуры, выдерживанию его в заданных условиях необходимое время и быстрому охлаждению. В современном производстве используется несколько видов термообработки, отличающихся между собой некоторыми технологическими особенностями, но алгоритм процесса в общем везде остаётся одинаковым.
По способу совершения термическая обработка бывает следующих видов:
- Термическая (закалка, отпуск, отжиг, старение, криогенная обработка).
- Термо-механическая включает обработку высокими температурами в сочетании с механическим воздействием на сплав.
- Химико-термическая подразумевает термическую обработку металла с последующим обогащением поверхности изделия химическими элементами (углеродом, азотом, хромом и др.).
Отжиг
Отжиг – производственный процесс, при котором металлы и сплавы подвергаются нагреванию до заданного значения температуры, а затем вместе с печью, в которой происходила процедура, очень медленно естественным путём остывают. В результате отжига удаётся устранить неоднородности химического состава вещества, снять внутренне напряжение, добиться зернистой структуры и улучшить её как таковую, а также снизить твёрдость сплава для облегчения его дальнейшей переработки. Различают два вида отжига: отжиг первого и второго рода.
Отжиг первого рода подразумевает термическую обработку, в результате которой изменения фазового состояния сплава незначительны или отсутствуют вовсе. У него также есть свои разновидности: гомогенизированный – температура отжига составляет 1100-1200 , в таких условиях сплавы выдерживают в течение 8-15 часов, рекристаллизационный (при t 100-200 ) отжиг применяется для клёпаной стали, то есть деформированной уже будучи холодной.
Отжиг второго рода приводит к значимым фазовым изменениям сплава. Он также имеет несколько разновидностей:
- Полный отжиг – нагрев сплава на 30-50 выше критической температурной отметки, характерной для данного вещества и охлаждения с указанной скоростью (200 /час – углеродистые стали, 100 /час и 50 /час – низколегированные и высоколегированные стали соответственно).
- Неполный – нагрев до критической точки и медленное охлаждение.
- Диффузионный – температура отжига 1100-1200.
- Изотермический – нагрев происходит так же, как при полном отжиге, однако после этого проводят быстрое охлаждение до температуры несколько ниже критической и оставляют остывать на воздухе.
- Нормализованный – полный отжиг с последующим остыванием металла на воздухе, а не в печи.
Закалка
Закалка – это манипуляция со сплавом, целью которой является достижение мартенситного превращения металл, обеспечивающее понижение пластичности изделия и повышение его прочности. Закалка, равно как и отжиг, предполагает нагрев металла в печи выше критической температуры до температуры закалки, отличие состоит в большей скорости охлаждения, которое происходит в ванне с жидкостью. В зависимости от металла и даже его формы применяют разные виды закалки:
- Закалка в одной среде, то есть в одной ванне с жидкостью (вода – для крупных деталей, масло – для мелких деталей).
- Прерывистая закалка – охлаждение проходит два последовательных этапа: сперва в жидкости (более резком охладителе) до температуры приблизительно 300 , затем на воздухе либо в другой ванне с маслом.
- Ступенчатая – по достижению изделием температуры закалки, его охлаждают какое-то время в расплавленных солях с последующим охлаждением на воздухе.
- Изотермическая – по технологии очень похожа на ступенчатую закалку, отличается только временем выдержки изделия при температуре мартенситного превращения.
- Закалка с самоотпуском отличается от других видов тем, что нагретый метал охлаждают не полностью, оставив в середине детали тёплый участок. В результате такой манипуляции изделие приобретает свойства повышенной прочности на поверхности и высокой вязкости в середине. Такое сочетание крайне необходимо для ударных инструментов (молотки, зубила и др.)
Отпуск
Отпуск – это завершающий этап термической обработки сплавов, определяющий конечную структуру металла. Основная цель отпуска является снижение хрупкости металлического изделия. Принцип заключается в нагреве детали до температуры ниже критической и охлаждении. Поскольку режимы термической обработки и скорость охлаждения металлических изделий различного назначения могут отличаться, то выделяют три вида отпуска:
- Высокий — температура нагрева от 350-600 до значения ниже критической. Данная процедура чаще всего используется для металлических конструкций.
- Средний – термообработка при t 350-500, распространена для пружинных изделий и рессор.
- Низкий — температура нагрева изделия не выше 250 позволяет достичь высокой прочности и износостойкости деталей.
Старение
Старение – это термическая обработка сплавов, обуславливающая процессы распада пересыщенного металла после закалки. Результатом старения является увеличение пределов твёрдости, текучести и прочности готового изделия. Старению подвергаются не только чугун, но и цветные металлы, в том числе и легко деформируемые алюминиевые сплавы. Если металлическое изделие, подвергнутое закалке выдержать при нормальной температуре, в нём происходят процессы, приводящие к самопроизвольному увеличению прочности и уменьшению пластичности. Это называется естественное старение металла. Если эту же манипуляцию проделать в условиях повышенной температуры, она будет называться искусственным старением.
Криогенная обработка
Изменения структуры сплавов, а значит, и их свойств можно добиться не только высокими, но и крайне низкими температурами. Термическая обработка сплавов при t ниже нуля получила название криогенной. Данная технология широко используется в самых разных отраслях народного хозяйства в качестве дополнения к термообработкам с высокими температурами, поскольку позволяет существенно снизить расходы на процессы термического упрочнение изделий.
Криогенная обработка сплавов проводится при t -196 в специальном криогенном процессоре. Данная технология позволяет существенно увеличить срок службы обработанной детали и антикоррозионные свойства, а также исключить необходимость повторных обработок.
Термомеханическая обработка
Новый метод обработки сплавов сочетает в себе обработку металлов при высоких температурах с механической деформацией изделий, находящихся в пластичном состоянии. Термомеханическая обработка (ТМО) по способу совершения может быть трёх видов:
- Низкотемпературная ТМО состоит из двух этапов: пластической деформации с последующим закалкой и отпуском детали. Главное отличие от других видов ТМО – температура нагрева до аустенитного состояния сплава.
- Высокотемпературная ТМО подразумевает нагрев сплава до мартенситного состояния в сочетании с пластической деформацией.
- Предварительная – деформация производится при t 20 с последующей закалкой и отпуском металла.
Химико-термическая обработка
Изменить структуру и свойства сплавов возможно и с помощью химико-термической обработки, которая сочетает в себе термическое и химическое воздействие на металлы. Конечной целью данной процедуры помимо придания повышенной прочности, твёрдости, износостойкости изделия является и придание детали кислотоустойчивости и огнестойкости. К данной группе относятся следующие виды термообработки:
- Цементация проводится для придания поверхности изделия дополнительной прочности. Суть процедуры заключается в насыщении металла углеродом. Цементация может быть выполнена двумя способами: твёрдая и газовая цементация. В первом случае обрабатываемый материал вместе с углём и его активатором помещают в печь и нагревают до определённой температуры с последующей выдержкой его в данной среде и охлаждением. В случае с газовой цементацией изделие нагревается в печи до 900 под непрерывной струёй углеродосодержащего газа.
- Азотирование – это химико-термическая обработка металлических изделий путём насыщения их поверхности в азотных средах. Результатом данной процедуры становится повышение предела прочности детали и увеличение его коррозионной устойчивости.
- Цианирование – насыщение металла одновременно и азотом и углеродом. Среда может быть жидкой (расплавленные углерод- и азотсодержащие соли) и газообразной.
- Диффузионная металлизация представляет собой современный метод придания металлическим изделиям жаростойкости, кислотоустойчивости и износостойкости. Поверхность таких сплавов насыщают различными металлами (алюминий, хром) и металлоидами (кремний, бор).
Особенности термической обработки чугуна
Литейные сплавы чугуна повергаются термической обработке по несколько иной технологии, чем сплавы цветных металлов. Чугун (серый, высокопрочный, легированный) проходит следующие виды термообработки: отжиг (при t 500-650 ), нормализация, закалка (непрерывная, изотермическая, поверхностная), отпуск, азотирование (серые чугуны), алитирование (перлитные чугуны), хромирование. Все эти процедуры в результате значительно улучшают свойства конечных изделий чугуна: увеличивают эксплуатационный срок, исключают вероятность возникновения трещин при использовании изделия, повышают прочность и жаростойкость чугуна.
Термообработка цветных сплавов
Цветные металлы и сплавы обладают отличными друг от друга свойствами, поэтому обрабатываются разными методами. Так, медные сплавы для выравнивания химического состава подвергаются рекристаллизационному отжигу. Для латуни предусмотрена технология низкотемпературного отжига (200-300 ), поскольку этот сплав склонен при влажной среде к самопроизвольному растрескиванию. Бронза подвергается гомогенизации и отжигу при t до 550 . Магний отжигают, закаляют и подвергают искусственному старению (естественное старение для закалённого магния не происходит). Алюминий, равно как и магний, подвергается трём методам термообработки: отжигу, закалке и старению, после которых деформируемые алюминиевые сплавы значительно повышают свою прочность. Обработка титановых сплавов включает: рекристаллизационный отжиг, закалку, старение, азотирование и цементацию.
Резюме
Термическая обработка металлов и сплавов является основным технологическим процессом, как в чёрной, так и в цветной металлургии. Современные технологии располагают множеством методов термообработки, позволяющих добиться нужных свойств каждого вида обрабатываемых сплавов. Для каждого металла свойственна своя критическая температура, а это значит, что термообработка должна производиться с учётом структурных и физико-химических особенностей вещества. В конечном итоге это позволит не только достичь нужных результатов, но и в значительной степени рационализировать производственные процессы.
Термическая обработка
Термическая обработка — это метод, используемый для изменения физических, а иногда и химических свойств материала. Чаще всего применяется в металлургии. Термическая обработка также используется при производстве многих других материалов, таких как стекло. Термическая обработка включает использование нагревания или охлаждения, обычно до экстремальных температур, для достижения желаемого результата, такого как отверждение или размягчение материала. Методы термообработки включают отжиг, цементирование, дисперсионное упрочнение, отпуск и закалку.Примечательно, что хотя термин «термическая обработка» применяется только к процессам, в которых нагрев и охлаждение выполняются с конкретной целью преднамеренного изменения свойств, нагрев и охлаждение часто происходят случайно во время других производственных процессов, таких как горячее формование или сварка.
Термическая обработка металлов и сплавов
Металлические материалы состоят из микроструктуры мелких кристаллов, называемых «зернами» или кристаллитами. Природа зерен (т.е.размер зерна и состав) является одним из наиболее эффективных факторов, которые могут определять общее механическое поведение металла. Термическая обработка обеспечивает эффективный способ управления свойствами металла, контролируя скорость диффузии и скорость охлаждения внутри микроструктуры.
Металлурги часто разрабатывают сложные графики термической обработки для оптимизации механических свойств сплава. В аэрокосмической промышленности суперсплав может подвергаться пяти или более различным операциям термической обработки для достижения желаемых свойств.Это может привести к проблемам с качеством в зависимости от точности контроля температуры печи и таймера.
Отжиг
Отжиг — это метод, используемый для восстановления холодной обработки и снятия напряжений в металле. Отжиг обычно приводит к получению мягкого пластичного металла. Когда отожженной детали дают остыть в печи, это называется термообработкой «полный отжиг». Когда отожженную деталь вынимают из печи и дают остыть на воздухе, это называется «нормализующей» термообработкой.Во время отжига мелкие зерна рекристаллизуются с образованием более крупных зерен. В сплавах с дисперсионным твердением частицы растворяются в матрице, «растворяя» сплав.
Типичные процессы отжига включают «нормализацию», отжиг «снятия напряжения» для восстановления холодной обработки и полный отжиг.
Закалка и отпуск (закалка и отпуск)
Для закалки металл (обычно сталь или чугун) необходимо нагреть до состояния аустенитного кристалла и затем быстро охладить.В зависимости от сплава и других соображений (например, соображения максимальной твердости по сравнению с растрескиванием и деформацией) охлаждение может осуществляться принудительным воздухом или другим газом (например, азотом), маслом, полимером, растворенным в воде, или рассолом. При быстром охлаждении часть аустентита (в зависимости от состава сплава) превращается в мартенсит, твердую хрупкую кристаллическую структуру. Закаленная твердость металла зависит от его химического состава и метода закалки. Скорость охлаждения, от самой высокой до самой медленной, зависит от полимера (т.е.е. кремний), рассол, пресная вода, масло и нагнетаемый воздух. Однако слишком быстрая закалка некоторых сталей может привести к растрескиванию, поэтому высокопрочные стали, такие как AISI 4140, следует закалывать в масле, инструментальные стали, такие как 2767 или h23, для горячего деформирования — закалку на воздухе, а низколегированные. или стали со средним пределом прочности, такие как XK1320 или AISI 1040, должны быть закалены в рассоле или воде. Однако такие металлы, как аустенитная нержавеющая сталь (304, 316) и медь, при закалке дают противоположный эффект; они отжигаются.Аустенитные нержавеющие стали необходимо подвергнуть закалке, чтобы они стали полностью устойчивыми к коррозии, поскольку они значительно затвердевают.
Незакаленный мартенсит, хотя и очень твердый и прочный, слишком хрупкий, чтобы его можно было использовать в большинстве случаев. Метод, позволяющий решить эту проблему, называется закалкой. В большинстве случаев требуется, чтобы закаленные детали были отпущены (термообработка при низкой температуре, часто триста градусов по Фаренгейту или сто пятьдесят градусов по Цельсию) для придания некоторой прочности. Более высокие температуры отпуска (могут достигать тридцати тысяч градусов по Фаренгейту, в зависимости от сплава и области применения) иногда используются для придания дополнительной пластичности, хотя при этом теряется некоторый предел текучести.
Дисперсионное твердение
Некоторые металлы классифицируются как «металлы с дисперсионным твердением». При закалке дисперсионно-твердеющего сплава его легирующие элементы будут захвачены раствором, что приведет к получению мягкого металла. Старение «растворенного» металла позволит легирующим элементам диффундировать через микроструктуру и образовать интерметаллические частицы. Эти интерметаллические частицы будут зарождаться и выпадать из раствора и действовать как армирующая фаза, тем самым повышая прочность сплава.Сплавы могут стареть «естественным образом», что означает, что осадки образуются при комнатной температуре, или они могут стареть «искусственно», когда осадки образуются только при повышенных температурах. В некоторых случаях естественным образом стареющие сплавы могут храниться в морозильной камере, чтобы предотвратить затвердевание до тех пор, пока не будут выполнены дальнейшие операции — например, сборка заклепок может быть проще с более мягкой частью.
Примеры дисперсионно-твердеющих сплавов включают алюминиевые сплавы серий 2000, 6000 и 7000, а также некоторые суперсплавы и некоторые нержавеющие стали.
Выборочная закалка
Некоторые методы позволяют различным областям одного объекта подвергаться различной термообработке. Это называется дифференциальным упрочнением. Часто встречается в высококачественных ножах и мечах. Китайский цзянь — один из самых ранних известных примеров этого, а японская катана — наиболее широко известный. Другой пример — непальские хукури.
См. Также
* Сплав
* Отжиг (металлургия)
* Индукционный нагрев
* Осадочное упрочнение
* Углеродистая сталь
* Закалка
* Индукционная закалка
* Карбонитрирование
Ссылки
«Принципы металлургии» «.Рид-Хилл, Роберт. 3-е издание. PWS Publishing, Бостон. 1994.
Внешние ссылки
* [ http://www.metalimprovement.com/heat_hi.php Видео по основам термообработки ]
Фонд Викимедиа. 2010.
Растворная термообработка — это … Что такое Растворная термообработка?
термообработка в растворе — существительное: нагрев сплава до температуры, при которой конкретный компонент переходит в твердый раствор, с последующим охлаждением со скоростью, достаточно быстрой для предотвращения осаждения растворенного компонента… Полезный английский словарь
Термическая обработка — это метод, используемый для изменения физических, а иногда и химических свойств материала.Чаще всего применяется в металлургии. Термическая обработка также используется при производстве многих других материалов, таких как стекло. Термическая обработка…… Википедия
термическая обработка осаждением — существительное: обработка, включающая нагрев или старение сплава при повышенной температуре, чтобы вызвать выпадение компонента из твердого раствора… Полезный английский словарь
тепло — н. & v. n. 1 а состояние горячего.б ощущение или восприятие этого. c высокая температура тела. 2 Физика — это форма энергии, возникающая в результате случайного движения молекул тел, которая может передаваться посредством проводимости,…… Полезный английский словарь
Уравнение теплопроводности — Уравнение теплопроводности является важным дифференциальным уравнением в частных производных, которое описывает распределение тепла (или изменение температуры) в заданном регионе во времени. Для функции трех пространственных переменных (x, y, z) и одной временной переменной t,…… Wikipedia
Теплообменник — Сменный пластинчатый теплообменник Трубчатый теплообменник… Википедия
лечение — Медикаментозное или хирургическое лечение пациента.СМОТРИ ТАКЖЕ: терапия, терапия. [Пт. traitement (см. лечить)] активный t. терапевтическое средство или курс, предназначенный для облегчения основного заболевания… Медицинский словарь
Обработка сухой гнили — относится к методам, используемым для уничтожения грибка сухой гнили и уменьшения ущерба, наносимого грибком деревянным конструкциям, построенным человеком. Принято считать, что очаг грибка сухой гнили (Serpula lacrymans) в здании…… Wikipedia
Раствор пираньи — Раствор пираньи, также известный как травление пираньи, представляет собой смесь серной кислоты (h3SO4) и пероксида водорода (h3O2), используемую для очистки подложек от органических остатков.Поскольку смесь является сильным окислителем, она удаляет большую часть органических веществ, и это…… Wikipedia
Обработка коронным разрядом — полотен широко используется в процессах печати, нанесения покрытий и ламинирования для улучшения адгезии. Обработка коронным разрядом (иногда называемая воздушной плазмой) — это метод модификации поверхности, в котором используется низкотемпературная плазма коронного разряда для передачи…… Wikipedia
Тепловая и холодная обработка: что лучше?
Мы включаем продукты, которые мы считаем полезными для наших читателей.Если вы покупаете по ссылкам на этой странице, мы можем получить небольшую комиссию. Вот наш процесс.
Тепло и холод часто рекомендуются для облегчения ноющей боли, вызванной повреждением мышц или суставов.
Базовая тепловая терапия или термотерапия может включать использование бутылки с горячей водой, прокладок, которые можно нагревать в микроволновой печи, или теплой ванны.
Для лечения холода или криотерапии можно использовать бутылку с холодной водой, подушку, охлаждаемую в морозильной камере, или прохладную воду.
В некоторых случаях может помочь чередование тепла и холода, поскольку это значительно увеличивает приток крови к месту травмы.
Краткие сведения о холоде и термообработке:
- Холодная обработка уменьшает воспаление за счет уменьшения кровотока. Применять в течение 48 часов после травмы.
- Тепловая обработка улучшает кровоток и помогает мышцам расслабиться. Используйте при хронической боли.
- Чередование тепла и холода может помочь уменьшить мышечную боль, вызванную физической нагрузкой.
- Никогда не используйте слишком высокую температуру и никогда не кладите лед непосредственно на кожу.
Обработка холодом снижает приток крови к поврежденному участку. Это замедляет скорость воспаления и снижает риск отека и повреждения тканей.
Он также обезболивает больные ткани, действуя как местный анестетик, и замедляет передачу болевых сигналов в мозг.
Лед может помочь при опухших и воспаленных суставах или мышцах. Это наиболее эффективно в течение 48 часов после травмы.
Отдых, лед, компрессия и подъем (RICE) являются частью стандартного лечения спортивных травм.
Обратите внимание, что лед обычно не следует прикладывать непосредственно к коже.
Типы холодовой терапии
Некоторые способы использования холодовой терапии включают:
- холодный компресс или химический холодный компресс, прикладываемый к воспаленному участку на 20 минут каждые 4-6 часов в течение 3 дней. Холодные компрессы можно приобрести в Интернете.
- погружение в холодную, но не замораживающую воду, но не замораживание
- массирование области с помощью кубика льда или пакета со льдом круговыми движениями от двух до пяти раз в день в течение максимум 5 минут, чтобы избежать ожога льдом
В случае массажа льдом лед можно прикладывать непосредственно к коже, потому что он не остается на одном месте.
Лед нельзя прикладывать непосредственно к костным частям позвоночника.
Холодный компресс можно сделать, набив пластиковый пакет замороженными овощами или льдом и обернув его сухой тканью.
Для чего нужен лед?
Поделиться на Pinterest Холодный компресс, наложенный в течение 48 часов после травмы, может помочь уменьшить воспаление.Лечение холодом может помочь в следующих случаях:
- остеоартрит
- недавняя травма
- подагра
- штамм
- тендинит или раздражение в сухожилиях после активности
Холодная маска или обертывание вокруг лба могут помочь уменьшить боль при мигрени.
При остеоартрите пациентам рекомендуется использовать ледяной массаж или прикладывать холодные салфетки на 10 минут и 10 минут после этого.
Когда не использовать лед
Холод не подходит, если:
- есть риск спазмов, так как холод может усугубить их
- Человек уже замерз или область уже онемела
- есть открытый рана или волдыри на коже
- у человека есть какое-либо сосудистое заболевание или травма, или симпатическая дисфункция, при которой нервное расстройство влияет на кровоток.
- человек гиперчувствителен к холоду
Лед не следует использовать непосредственно перед активностью.
Не следует наносить непосредственно на кожу, так как это может привести к замораживанию и повреждению тканей тела, что может привести к обморожению.
Профессиональные спортсмены могут использовать ледяной массаж, погружение в холодную воду и камеры криотерапии всего тела, чтобы уменьшить повреждение мышц, вызванное физической нагрузкой (EIMD), которое может привести к отсроченной мышечной болезненности (DOMS). DOMS обычно возникает через 24-48 часов после тренировки.
Исследование, опубликованное в журнале The Cochrane Library в 2012 году, показало, что холодная ванна после тренировки может помочь предотвратить DOMS, по сравнению с отдыхом или бездействием.
Участники провели от 5 до 24 минут в воде при температуре от 50 до 59 градусов по Фаренгейту, или от 10 до 15 градусов по Цельсию.
Однако исследователи не были уверены, могут ли быть отрицательные побочные эффекты или другая стратегия может быть более полезной.
Криотерапия — это прежде всего обезболивающее. Он не восстанавливает ткани.
Лед и боль в спине
Лед лучше всего использовать при недавних травмах, особенно там, где выделяется тепло.
Может быть менее эффективным при болях в спине, возможно, потому, что травма не новая, или потому, что проблемная ткань, если она воспалена, лежит глубоко под другими тканями и вдали от холодного пресса.
Боль в спине часто возникает из-за повышенного напряжения мышц, которое может усугубляться холодными процедурами.
При болях в спине лучшим вариантом может быть тепловая обработка.
Воздействие тепла на воспаленный участок расширит кровеносные сосуды, улучшит кровоток и поможет расслабить больные и напряженные мышцы.
Улучшение кровообращения может помочь устранить накопление отходов молочной кислоты, возникающих после некоторых видов упражнений. Тепло также успокаивает психологически, что может усилить его обезболивающие.
Тепловая терапия обычно более эффективна при лечении хронической мышечной боли или болезненных ощущений в суставах, вызванных артритом, чем холод.
Виды термотерапии
К видам термотерапии относятся:
- применение безопасных обогревателей на территории. Многие продукты для нагрева доступны для покупки в Интернете, в том числе электрические грелки, бутылки с горячей водой, горячий компресс или тепловое обертывание.
- замачивание области в горячей ванне при температуре от 92 до 100 градусов по Фаренгейту или от 33 до 37.7 градусов Цельсия
- с использованием обработки нагретым парафином
- лекарства, такие как протирки или пластыри, содержащие перец, доступные для покупки в Интернете.
Тепловые пакеты могут быть сухими или влажными. Сухое тепло можно применять на срок до 8 часов, а влажное тепло — на 2 часа. Считается, что влажное тепло действует быстрее.
Обычно тепло следует прикладывать к области в течение 20 минут до трех раз в день, если не указано иное.
Одноразовые обертывания, сухие обертывания и пластыри иногда можно использовать непрерывно до 8 часов.
Для чего полезно тепло?
Тепло полезно для снятия:
- остеоартрита
- растяжения и растяжения
- тендинита или хронического раздражения и скованности в сухожилиях
- разогрева жестких мышц или тканей перед активностью
- облегчения боли или спазмов, связанных с шеей или спиной травмы, в том числе поясницы
Прикладывая тепло к шее, можно уменьшить спазмы, которые приводят к головным болям.
В 2006 году группа исследователей обнаружила, что пациенты с болью в пояснице, которые тренировались и использовали непрерывную терапию низкоуровневым тепловым обертыванием (CLHT), испытывали меньшую боль, чем те, кто не использовал CLHT.
Предыдущие исследования показали, что у некоторых людей CLHT снимает боль более эффективно, чем пероральные анальгетики, ацетаминофен и ибупрофен.
Однако эффективность термической обработки может зависеть от глубины ткани, пораженной болью или травмой.
Некоторые люди используют термическую обработку, часто в виде горячей ванны, чтобы предотвратить появление DOMS.
Есть некоторые свидетельства того, что это может помочь, но нагревание, которое применяется только в течение 5–20 минут, может быть менее эффективным, поскольку не имеет возможности воздействовать на более глубокие уровни ткани.
Некоторые исследователи предположили, что влажные химические тепловые пакеты, которые можно использовать в течение 2 часов, могут быть лучшим способом предотвращения DOMS посредством термической обработки.
Когда нельзя использовать тепло
Тепло подходит не для всех типов травм. Любая и без того горячая травма не улучшится от дальнейшего согревания. К ним относятся инфекции, ожоги или свежие травмы.
Тепло не следует использовать, если:
- кожа горячая, красная или воспаленная
- у человека дерматит или открытая рана
- область онемела
- человек может быть нечувствителен к теплу из-за периферической невропатии или аналогичное состояние
Сначала спросите врача о применении тепла или холода для человека с высоким кровяным давлением или сердечным заболеванием.
Избегать чрезмерного нагрева.
При воздействии холода на тело сужаются кровеносные сосуды, возникает вазоконстрикция. Это означает, что кровообращение снижается, а боль уменьшается.
Удаление холода вызывает расширение сосудов, поскольку вены расширяются, чтобы компенсировать это.
По мере расширения кровеносных сосудов улучшается кровообращение, а поступающий поток крови приносит питательные вещества, которые помогают заживлению поврежденных тканей.
Чередование тепла и холода может быть полезно для:
- травм, вызванных физическими упражнениями, или DOMS
Контрастная водная терапия (CWT) использует тепло и холод для лечения боли.Исследования показывают, что это более эффективно для уменьшения EIMD и предотвращения DOMS, чем бездействие.
Обзор исследований показал, что для элитных спортсменов CWT лучше снижает мышечную боль после тренировки, чем бездействие или отдых.
Однако исследователи отмечают, что это не может быть лучше других стратегий, таких как термообработка, холодная обработка, растяжение или сжатие. Они говорят, что необходимо больше доказательств.
Тепло не следует использовать при новой травме, открытой ране или если человек уже перегрелся.Температура должна быть комфортной. Он не должен гореть.
Лед нельзя использовать, если человек уже замерз. Прикладывание льда к напряженным или жестким мышцам спины или шеи может усилить боль.
Лечение теплом и холодом может не подходить для людей с диабетической невропатией или другим состоянием, уменьшающим ощущение тепла или холода, таким как синдром Рейно, или если они очень молоды или стары, или имеют когнитивные или коммуникативные трудности.
В таких случаях может быть трудно определить, когда жара или холод слишком велика.
Науке еще предстоит твердо установить эффективность терапии теплом и холодом, но ни одна из этих процедур не является очень эффективной, и опасность побочной реакции при нанесении на определенную точку тела обычно невелика.
Лица, страдающие хронической болью или несерьезной травмой, могут попробовать любой метод и найти собственное лучшее решение.
термическая обработка — Статьи, новости и результаты компании по термической обработке на geartechnology.com
Статьи о термообработке
(СПОНСИРУЕМОЕ СОДЕРЖАНИЕ)
Закалка в 4-м измерении: контроль деформации при термообработке На протяжении многих лет было разработано множество методов контроля деформации при термообработке, включая использование различных закалочных сред, оптимизацию циклов термообработки, изменения химического состава материала и даже закалки под давлением.А теперь узнайте о закалке в 4-м измерении! Том Харт из SECO / VACUUM представил веб-семинар, посвященный технологии 4D закалки, безопасному и простому процессу термообработки без участия оператора. Статья предоставлена Seco / Vacuum
www.geartechnology.com/sc/seco-vacuum-4d/
Статьи отсортированы по АКТУАЛЬНОСТИ. Сортировать по дате.
1 Выбор материала и термообработка (июль / август 1985 г.)
До достижения оптимальных механических свойств можно выбрать, рабочее напряжение должен быть определен на основе рекомендованных допустимые напряжения.
2 Выбор материала и подходящей термообработки для зубчатых колес (май / июнь 1986 г.)
Производственный процесс для изготовления зубчатого колеса в основном состоит из: выбора материала, предварительной формовки заготовки, формовки зуба, термообработки , и окончательное формование. Только путем тщательной интеграции различных операций в полную производственную систему можно получить оптимальную передачу. Окончательное применение зубчатого колеса определит, какие потребуются прочностные характеристики, которые впоследствии определяют материал, а термическая обработка — с.
3 Закалка под давлением и влияние предшествующей термической истории на деформацию во время термообработки (март / апрель 2014 г.)
Прецизионные компоненты (дорожки промышленных подшипников и автомобильные шестерни) могут деформироваться во время термообработки из-за эффектов свободной или неограниченной закалки в масле. Однако для минимизации этих эффектов можно использовать закалку под прессом. Этот метод закалки соответствует относительно строгим геометрическим требованиям, установленным промышленными производственными спецификациями.Эта специализированная методика закалки, применяемая для широкого спектра стальных сплавов, представлена здесь вместе с ситуацией, показывающей влияние предшествующей термической предыстории на деформацию, которая возникает во время закалки под давлением.
4 Влияние условий остаточного напряжения на несущую способность закаленных зубчатых колес (август 2018 г.)
Высоконагруженные зубчатые колеса обычно подвергаются закалке для обеспечения высоких требований к грузоподъемность.Несколько факторов, таких как материал , термообработка или макро- и микрогеометрия, могут влиять на допустимую нагрузку. Кроме того, состояние остаточного напряжения также значительно влияет на грузоподъемность. Состояние остаточного напряжения является результатом термообработки и может быть дополнительно изменено производственными процессами после термообработки , например шлифовка или дробеструйная обработка.
5 Выбор материала и термообработка Часть II Металлургические характеристики (сентябрь / октябрь 1985 г.)
Приблизительный предел прочности на разрыв любой стали измеряется по ее твердости, таблица 1.Поскольку твердость определяется как химический состав и термообработка , это два важных металлургических фактора при выборе зубчатых сталей.
6 микросекундная термообработка зубчатых колес (март / апрель 2000 г.)
Характеристики металлических поверхностей можно значительно улучшить с помощью термического процесса быстрого плавления и повторного затвердевания поверхности (RMRS). Когда поверхность металлической детали (например, шестерни) расплавляется и повторно затвердевает менее чем за одну тысячную секунды, возникающие в результате изменения материала могут привести к: Повышенная износостойкость и коррозионная стойкость, Улучшенная обработка поверхности и внешний вид, Повышенная однородность и чистота поверхности, а также Заделка поверхностных трещин и пор.
7 Ацетилен для термообработки новой формулы (сентябрь 2013 г.)
Ацетилен с растворителем ДМФ обеспечивает преимущества вакуумной цементации при низком давлении.
8 Термическая обработка деталей трансмиссии с низким уровнем деформации (октябрь 2011 г.)
В этой статье показано, как процессы науглероживания под низким давлением и закалки газом под высоким давлением успешно применяются к внутренним кольцевым шестерням шестиступенчатой автоматической трансмиссии .Конкретной задачей процесса термообработки было уменьшение деформации таким образом, чтобы полностью исключить последующие операции механической обработки.
9 вещей накаляются в 2015 году (март / апрель 2015)
В этом специальном разделе наши редакторы собрали последние новости и информацию, связанные с термообработкой шестерен. Здесь вы найдете широкий ассортимент новостей и предстоящих событий, которые помогут вам понять различные процессы термообработки , доступные для зубчатых колес, и выбрать лучший вариант для ваших проектов, независимо от того, подвергаете ли вы термообработку на месте или отправляете зубчатые колеса на коммерческий поставщик термообработки.
10 Термическая обработка зубчатых колес: влияние материалов и геометрии (март / апрель 2004 г.)
Конструкции зубчатых колес развиваются все ускоряющимися темпами, и производители зубчатых колес должны лучше понимать как выбор материалов и методов термообработки может оптимизировать механические свойства, сбалансировать общую стоимость и продлить срок службы.
11 Повышение рентабельности термической обработки (январь / февраль 2020 г.)
Будущее дает рынку зубчатых колес много поводов для размышлений в таких областях, как автоматизация, аддитивное производство и машинное обучение.
12 Проект XL Gears (январь / февраль 2014 г.)
Многие из существующих руководств по созданию больших высокопроизводительных зубчатых передач для редукторов ветряных турбин указывают на необходимость улучшения. Учтите: большой шлифовальный материал, используемый для компенсации деформации при термообработке , может значительно снизить производительность производства; а также материалы и производственные процессы — два других многообещающих направления улучшения. В представленной здесь работе исследуются закаливаемые легированные стали, которые в сочетании со специально разработанными процессами закалки и термообработки демонстрируют меньшую деформацию и, в свою очередь, требуют меньшего шлифовального материала.
13 Науглероживание при низком давлении с закалкой в газе под высоким давлением (март / апрель 2004 г.)
Высокие требования к рентабельности и улучшенному качеству продукции могут быть достигнуты с помощью нового низкого давления процесс науглероживания с газовой закалкой под высоким давлением. Можно сэкономить до 50% времени термообработки . Кроме того, можно уменьшить деформацию деталей зубчатой передачи за счет закалки в газе и снизить затраты на шлифование.В этой статье дается обзор принципов технологического процесса и требуемой технологии печи. Также несколько примеров практического применения представлены.
14 Новая печь ECM повышает эффективность производства компонентов PM (март / апрель 2014 г.)
Термическая обработка Обработка порошковых металлических материалов (PM), таких как Astaloy, требует четырех этапов — депарафинизации Высокотемпературное спекание, науглероживание и поверхностная закалка, которые обычно достигаются в специальных атмосферных печах для спекания и термообработки, соответственно, что приводит к промежуточным операциям обработки и повторяющимся циклам нагрева и охлаждения.В этой статье представлена концепция многоцелевой вакуумной печи периодического действия, способной реализовать все эти этапы в одном уникальном цикле. Здесь кратко излагаются многочисленные преимущества этой технологии, основная цель которых — использовать эту технологию для производства высоконагруженных трансмиссионных шестерен из материалов PM.
15 Аустемперированный чугун с шаровидным графитом (март / апрель 1985 г.)
Аустемперинг термическая обработка с (аустенизация с последующим быстрым охлаждением до температуры отпуска) были применялся к чугунам с шаровидным графитом на экспериментальной основе в течение ряда лет, но коммерческий интерес к процессу только недавно вышли на поверхность.
16 Науглероживание зубчатых колес большого модуля и большого диаметра (сентябрь / октябрь 2002 г.)
Науглероженные зубчатые колеса имеют более высокую прочность и более длительный срок службы по сравнению с зубчатыми колесами с индукционной закалкой или закалкой. Но в больших модульных зубчатых передачах термическая обработка науглероживанием становится трудоемкой и дорогостоящей и иногда не может достичь хорошей твердости из-за большого массового эффекта. Также непросто уменьшить деформацию шестерен во время термообработки .
17 Глубина корпуса и грузоподъемность зубчатых колес с науглероживанием (март / апрель 2002 г.)
По сравнению с компонентами без термообработки, зубчатые колеса с науглероженными зубьями характеризуются измененным профилем прочности в корпусе -упрочненный слой. Конструкция зубчатых колес с цементацией в корпусе основана на определенных значениях допустимых напряжений. Эти допустимые значения напряжения действительны только для определенной «оптимальной» глубины корпуса. Надлежащая термообработка и оптимальная глубина корпуса гарантируют максимальную прочность боковой поверхности зуба и корня зуба.
18 Механическое поведение и микроструктура обработанных поверхностей зубчатых сталей (март / апрель 1995 г.)
Ausforming, пластическая деформация термообработанных сталей в их метастабильных аустентных состояниях, была продемонстрирована несколько десятилетий назад чтобы получить стали с закалкой и отпуском, которые были более твердыми, прочными и более долговечными при усталостных нагрузках, чем стали с традиционной термообработкой. Чтобы избежать больших усилий, необходимых для формирования целых компонентов, таких как шестерни, кулачки и подшипники, процесс аусформинга придает дополнительную механическую прочность и долговечность только тем контактным поверхностям, которые подвергаются критической нагрузке.Процесс аусроллинга, используемый для чистовой обработки нагруженных поверхностей элементов машин, обеспечивает высокое качество текстуры поверхности и контроль геометрии. Геометрия, близкая к чистой форме, и топография поверхности элементов машины должны контролироваться, чтобы они соответствовали размерной чистоте сети и требованиям к конструкции прокатного штампа (ссылка 1).
19 Как науглероживать готовую шестерню (март / апрель 1995 г.)
Точная термообработка играет важную роль в производстве качественных науглероженных шестерен.Кажущиеся незначительными изменения в процессе термообработки могут существенно повлиять на качество, стоимость и время производства зубчатой передачи, как мы продемонстрируем на примере использования одного из зубчатых колес наших клиентов.
20 Выбор оборудования для термообработки (март / апрель 1995 г.)
Для термообработки инструментальных и легированных сталей конечный пользователь имеет широкий спектр основных типов оборудования для термообработки на выбор . В этой статье они рассмотрены и подробно описаны критерии, которые необходимо учитывать при выборе оборудования для конкретного применения.При таком выборе самым важным критерием должно быть качество инструмента или детали после обработки.
21 Основы закалки шестерен под прессом (март / апрель 1994)
Для большинства стальных зубчатых передач требуется приложение значительных нагрузок, что приводит к высоким изгибающим и сжимающим напряжениям. Чтобы материал (сталь) соответствовал этим критериям эффективности, шестерня должна быть подвергнута термообработке. С этой термической обработкой связано искажение.Чтобы контролировать деформацию и достичь повторяемых допусков на размеры, шестерня будет ограничена во время цикла закалки процесса термообработки . Этот тип закалки приспособлений является функцией оборудования для закалочного прессования зубчатых колес.
22 Обратное проектирование основ шестерни (июль / август 1991)
Нужно ли инженерам зубчатых передач заменять изношенную старую шестерню, выяснить, какова геометрия шестерни после термообработки деформация или просто узнайте параметры шестерен, изготовленных конкурентом, иногда возникает проблема с необходимостью определения геометрии неизвестных шестерен.В зависимости от требуемой степени точности доступны различные методы для определения точности неизвестной шестерни. Если важна высокая степень точности, необходимо использовать устройство для проверки зубчатых колес для проверки результатов. Часто делается несколько попыток проб и ошибок, прежде чем результаты достигнут необходимой степени точности.
23 Руководства по КИМ Carl Zeiss Andrew Tool с комплексным проектом Mars Rover (март / апрель 2011 г.)
В Andrew Tool КИМ были неотъемлемой частью производственных процессов в течение многих лет, но никогда не сталкивались проект с такими сложными измерениями, жесткими допусками, термообработкой с и очень короткими временными рамками.
24 Чистовая обработка твердых зубчатых колес с геометрически заданной режущей кромкой (ноябрь / декабрь 1999 г.)
Рыночный спрос производителей зубчатых колес на передачу более высоких крутящих моментов через редукторы меньшего размера неизбежно приводит к использованию корпусов закаленные шестерни с высоким качеством изготовления и поверхности. Для получения деталей высокого качества наблюдается возрастающая тенденция к устранению деформации, вызванной процессом, которая возникает во время термообработки , посредством последующей твердой обработки.
25 Свойства поверхностей зубьев при хонинговании зубчатых колес гальваническими инструментами (ноябрь / декабрь 2001 г.)
В последние годы требования к допустимой нагрузке и усталостной долговечности зубчатых колес постоянно возрастали, в то время как вес и объем приходилось быть уменьшенным. Для достижения этих целей большинство современных зубчатых колес подвергаются термообработке, поэтому поверхности зубьев обладают высокой износостойкостью. Вследствие термообработки неизбежно возникает деформация.При высокой геометрической точности и качестве, требуемых для зубчатых колес, необходим жесткий процесс обработки, обеспечивающий благоприятные свойства поверхностей зубьев и приповерхностного материала с высокой надежностью.
26 Красиво внутри (январь / февраль 2019)
Производители автомобильных зубчатых колес внесли значительные улучшения в производство внешних планетарных зубчатых колес, что позволило добиться более тихих передач. Кроме того, стабильность процесса повысилась благодаря применяемым процессам окончательной обработки после термообработки.В этой статье объясняются различные комплексные решения для резки и чистовой обработки шестерен с внутренним кольцом.
Анонсирование стендов на выставке Gear Expo 2017 и ASM Heat Treat 2017 (сентябрь / октябрь 2017 г.)
Новейшие технологии, представленные в Колумбусе, штат Огайо. 24-26 октября.
28 Анонсы стенда ASM (октябрь 2011 г.)
Вот некоторые из новых продуктов и технологий, доступных участникам выставки Heat Treat 2011.
29 Термическая обработка 4,0 (март / апрель 2017 г.)
Поставщики прилагают все усилия, чтобы сделать убедиться, что их оборудование для термообработки управляемо, воспроизводимо и эффективно, а производители продолжают внедрять технологию, которая дает специалистам по термообработке и их клиентам больше информации о том, что происходит внутри волшебного ящика.
30 Проверка вашего устройства для термообработки (июль 2016 г.)
На какие качественные и рабочие характеристики следует обратить внимание?
31 Новости отрасли (март / апрель 2016 г.)
Новости отрасли зубчатых колес
32 Практический подход к определению эффективной глубины газового цементации (март / апрель 2016 г.)
Эффективная глубина гильзы — важный фактор и цель при науглероживании газа, включая сложные процедуры в печи и требующие точного контроля многих тепловых параметров.Основываясь на теории диффузии и многолетнем опыте науглероживания, это paper рассчитывает эффективную глубину гильзы, зависящую от температуры науглероживания, времени, содержания углерода в стали и углеродного потенциала атмосферы. В свете этого анализа коэффициенты науглероживания при различных температурах и углеродных потенциалах для сталей с разными Содержание углерода было рассчитано для определения необходимого времени цикла науглероживания. Эта методика обеспечивает простое (без компьютерного моделирования) и практическое руководство. оптимизированного газового науглероживания и применяется в растениеводстве.Он показывает, что измеренная эффективная глубина корпуса деталей редуктора, охватывающая большую часть диапазона промышленного применения (от 0,020 дюйма до более 0,250 дюйма), хорошо согласуется с расчетом.
33 Противодействуя нефтяной пульсации (март / апрель 2016 г.)
Нефтяная промышленность (простите за каламбур) — это резервуар. Это может вызвать в воображении ужасающие образы других отраслей, которые следуют примеру за эффектом домино коллективного коллапса в избыточное нефтяное пятно, в котором отрасль в настоящее время тонет, но не все терпят поражение вместе с нефтяным сектором.
34 ASM Heat Treat 2015 (сентябрь / октябрь 2015 г.)
Кабины ASM 2015
35 Dont Get Burned (июль 2015 г.)
Джастин Лефевр (Joyworks LLC, Анн-Арбор, Мичиган), Кэти Хайринен (Applied Process, Inc., Ливония, Мичиган) и Васко Поповски (Applied Process, Inc.)
36 достижений в закалке — обсуждение настоящего и будущего Technologies (март / апрель 2005 г.)
Термическая обработка и закалка, возможно, являются наиболее важными операциями при производстве шестерен.В данной статье исследуются причины деформации при термообработке и закалке.
37 GT Extras (март / апрель 2015 г.)
В этом выпуске GT Extras представлена статья «Термическая обработка и индукционная закалка промышленных зубчатых колес», сокровищница технических статей по термообработке и призыв помощь в подготовке к 100-летию АГМА.
38 Новости отрасли (ноябрь / декабрь 2014 г.)
Полный раздел «Новости отрасли» из выпуска за ноябрь / декабрь 2014 г.
39 Руководство по термообработке зубчатых передач (июль 2014 г.)
Термическая обработка — одна из наиболее важных операций при производстве качественных зубчатых колес. Все можно сделать до совершенства, но если термообработка неправильная, все ваши усилия работа и усилия тратятся зря. Мы знаем как Для производителей зубчатых передач важно найти подходящего поставщика услуг по термообработке. Вот почему мы составили это Руководство по ресурсам для термической обработки — единственный каталог услуг по термической обработке. провайдеры, относящиеся к оборудованию промышленность.Все перечисленные здесь компании заинтересованы в сотрудничестве с производителями зубчатых колес, и многие из них обладают специальностями и возможностями, которые уникально подходят для типов продукции, которую вы производите.
40 Инновационный процесс индукционной закалки с предварительным нагревом для повышения усталостных характеристик компонента шестерни (июль 2014 г.)
Контактная усталость и усталость при изгибе — это два основных вида отказа стальных шестерен, в то время как точечная коррозия поверхности и выкрашивание два распространенных контактных усталостных разрушения, вызванные чередующимися подповерхностными напряжениями сдвига от контактной нагрузки между двумя сопряженными шестернями.А когда зубчатое колесо находится в эксплуатации под циклической нагрузкой, в корневом канале возникают концентрированные изгибающие напряжения — основная причина усталостных отказов при изгибе. Индукционная закалка становится все более популярным ответом на эти проблемы из-за согласованности процесса, снижения энергопотребления, чистой окружающей среды и улучшения качества продукции, но не без собственных проблем (неравномерные остаточные напряжения и усталость при изгибе). Таким образом, здесь предлагается новый подход, который позволяет гибко контролировать величину остаточного напряжения в областях гребня корня и боковой поверхности зуба путем предварительного нагрева перед индукционной закалкой.На примере внешней прямозубой цилиндрической зубчатой передачи из AISI 4340 эта новая концепция / процесс демонстрируется с использованием моделирования методом конечных элементов и коммерческого программного обеспечения DANTE.
41 Hot Stuff — Новости термообработки (март / апрель 2005 г.)
Последние новости о термообработке за март / апрель 2005 г.
42 Тепло продолжается — подготовка к индукционной закалке (Март / апрель 2005 г.)
В этой статье рассматривается профилактическое обслуживание и модификация оборудования для индукционной закалки различных типов шестерен.
43 Технология закалки ориентирована на точность размеров (март / апрель 2014 г.)
Новая технология от Eldec / EMAG помогает контролировать процесс индукционной закалки.
44 PPD для защиты от износа Обработка больших деталей открывает новые горизонты (март / апрель 2014 г.)
Экологичность, высокая эффективность и длительный срок службы продукта. Обладая такими характеристиками, технология импульсной плазменной диффузии (PPD) от Oerlikon Balzers зарекомендовала себя в качестве отраслевого стандарта для обработки крупногабаритной автомобильной прессовой оснастки.Теперь специалисты по технологиям нацелены на новые области применения этого передового процесса, предлагая альтернативу традиционным процессам с твердым хромированием.
45 Высокотемпературные материалы зубчатых передач (ноябрь / декабрь 2013 г.)
Какой материал зубчатых колес подходит для высокотемпературных (350 — 550 градусов C), использование высокого вакуума и чистой окружающей среды?
46 Новости отрасли (октябрь 2013 г.)
Полный раздел «Новости отрасли» из октябрьского выпуска журнала Gear Technology за 2013 год.
47 Науглероживание в вакууме занимает центральное место (июль 2008 г.)
ALD-Holcroft Vacuum Technologies Co. проведет двухдневный технический симпозиум в музее Генри Форда в Дирборне, штат Мичиган, 23 сентября — 24, 2008.
48 Heat Treat 2013 Карта и листинг (сентябрь 2013)
Ваш гид по будкам на выставке ASM Heat Treat 2013.
49 Перекличка по новым технологиям (сентябрь 2013 г.)
Интервью с участниками выставки ASM Heat Treat 2013, которая расположена в одном месте с Gear Expo.
50 Showstoppers (сентябрь 2013 г.)
Наш специальный рекламный раздел, в котором представлены экспоненты из Gear Expo и ASM Heat Treat 2013
51 Не спрашивайте, что ваш термообработчик может для вас сделать … (Июль 2017 г.)
Отправляя шестерни на термообработку, производители могут в конечном итоге случайно совершить ошибки, замедляющие производственный цикл. время. Мы поговорили с некоторыми специалистами по термообработке, чтобы получить лучший совет о том, как вы можете им помочь.
52 Gear Expo 2017 Showstoppers (сентябрь / октябрь 2017)
В этом специальном рекламном разделе представлены экспоненты из Gear Expo 2017 и ASM Heat Treat 2017.
53 Как провести аудит термической обработки (март / апрель 2013 г.)
Аудит цеха термической обработки являются жизненно важной частью любой программы хорошего качества — либо как часть самооценки или программы ISO для вспомогательного цеха, либо, что не менее важно, как часть оценки возможностей коммерческого поставщика термической обработки.В любом случае процесс аудита должен быть формальным по своему характеру и следовать определенным инструкциям.
54 Heat Treat 2019 (август 2019)
По мере того, как способы производства продолжают развиваться, промышленные выставки идут в ногу с этой эволюцией. Прекрасный пример этого можно найти на двухгодичном мероприятии Heat Treat 2019 в этом году (15 октября — 17 октября, COBO Center, Детройт)
55 Зеленая термообработка — без пота (ноябрь / декабрь 2009 г.)
Боб МакКалли из специалистов по комплексной термообработке описывает, как даже самые энергоемкие производственные процессы можно сделать «экологичными».»
56 Индукционная закалка шестерен и критических компонентов — Часть II (ноябрь / декабрь 2008 г.)
Часть I, которая была опубликована в выпуске за сентябрь / октябрь 2008 г., охватывала материалы зубчатых колес, желаемую микроструктуру, катушку дизайн и индукционная закалка зуб за зубом. Часть II охватывает закалку вращением и различные концепции нагрева, используемые с ней.
57 Hot Stuff — Новости термической обработки (март / апрель 2004 г.)
мир о термообработке.
58 ASM приносит тепло в Gear Expo (июль 2009 г.)
Пара для изготовления зубчатых колес и термообработки вместе, как прекрасное каберне и филе миньон. Теперь впервые два отрасли принимают этот симбиотический этой осенью в Индианаполисе. Конференция и выставка Общества термической обработки ASM International 2009 и любимая выставка Gear Technology, Gear Expo, объединятся 14–17 сентября в конференц-центре Индианы в Индианаполисе.
59 Новые процессы в вакууме (август 2007 г.)
В этой статье представлены новые разработки процессов науглероживания и нитроцементации при низком давлении с использованием газовой закалки под высоким давлением или прерывистая газовая закалка.
60 Независимые и коммерческие установки для обработки тепла? Разделенное решение (август 2007 г.)
Термическая обработка является жизненно важным этапом в процессе изготовления зубчатых колес, и это само собой разумеющееся. Но как сделать этот шаг может произойти по-разному.
61 Более короткий цикл науглероживания (март / апрель 2006 г.)
Компания Dana Corp. разрабатывает процесс науглероживания прямой конической шестерни до содержания углерода 0,8% за 60 минут меньше, чем при науглероживании в атмосфере с идентичной прямой фаской. (июнь 2020 г.) / Октябрь 2006 г.)
Было проведено исследование, чтобы изолировать влияние предварительной черновой машинной обработки на окончательную размерную деформацию.
64 Список стендов на выставке Heat Treat Expo 2019 (сентябрь / октябрь 2019 года)
Карта и списки выставки ASM Heat Treat Expo 2019.
65 Снятие фаски: жесткие и мягкие детали и до и после нагрева Обработка (июль 2019 г.)
Автор проводит простой эксперимент, чтобы проверить свои анекдотические знания о снятии фаски на твердых и мягких деталях.
66 ASM Heat Treat 2017 (сентябрь / октябрь 2017 г.)
Не пропустите этих экспонентов, размещенных вместе с Gear Expo.
67 Тенденции в области термообработки (июль 2019 г.)
Промышленность термообработки в США испытывает нехватку рабочей силы. Вот посмотрите, что делают в этой отрасли компании.
68 Шестерни азотирования 2019 (март / апрель 2019)
Беседа с Сабиной Кройцмайр из Rübig
69 Тенденции в области индукционной закалки (март / апрель 2019 г.)
с докторомВалерий Руднев, FASM, научный сотрудник IFHTSE, директор по науке и Технологии в Inductoheat, Inc.
70 Перемещающийся поток для термообработки (март / апрель 2019 г.)
Однокомпонентный поток оптимизирует производство для крупных производителей зубчатых передач.
71 FNA 2018 (август 2018)
Печи Северная Америка Выставка Основные моменты будущего термической обработки.
72 Исследование чувствительности процесса закалки под прессом и концепция проектирования оснастки для уменьшения деформации путем моделирования (июль 2018 г.)
Закалка под прессом предназначена для упрочнения стальных зубчатых колес при минимизации деформации, и этот процесс особенно применяется для закалка тонкостенных, торцевых и конических шестерен большого диаметра.Контроль размеров направлен на поддержание плоскостности, овальности, прямолинейности и постоянства радиального размера. Инструменты для закалки на прессе и разработка процесса были в основном основаны на опыте, с использованием метода проб и ошибок для внедрения новых процессов, новых материалов для зубчатых колес и конфигураций зубчатых колес.
73 Взгляд в будущее — новые технологии в термообработке (июль 2018)
В следующей статье освещаются некоторые из последних продуктов для термообработки, технологии и отраслевые новости для производства зубчатых передач.
74 Новости отрасли (май 2018 г.)
Полный раздел новостей отрасли из майского выпуска Gear Technology за 2018 г.
75 Последние достижения в области термообработки (март / апрель 2018 г.)
В следующей статье освещаются некоторые новые способы термообработки статьи о продуктах, технологиях и отраслевых новостях, которые попадались на наши столы.
76 Расширение границ (март / апрель 2018)
Индукционная закалка становится все более популярной альтернативой термохимическим диффузионным процессам, таким как науглероживание, и поэтому производители постоянно стремятся к расширить сферу что возможно с технологией.
77 Поставщики термообработки, ориентированные на шестерни (август 2013)
Поставщики термообработки обращают внимание на зубчатую промышленность и предстоящую объединенную выставку Gear Expo / Heat Treat 2013 для нового бизнеса.
78 Последние изобретения и инновации в области индукционной закалки зубчатых колес и зубчатых компонентов (март / апрель 2013 г.)
В этой статье исследуются расширяющиеся возможности индукционной закалки зубчатых колес с помощью таких методов, как закалка вращением или зубчатое упрочнение. зубные техники.
79 Вакуумная закалка в масле (ноябрь / декабрь 2011 г.)
В октябрьском выпуске журнала Gear Technology за 2011 г. была опубликована статья «Термическая обработка деталей трансмиссии с малыми деформациями», сочетание низкого давления науглероживание и закалка газом под высоким давлением в автомобильной среде. Здесь эксперт по термообработке Дэн Херринг объясняет, почему закалка в масле является подходящим выбором для многих областей применения.
80 Двухчастотная индукционная закалка зубчатых колес (март / апрель 1993 г.)
На типичном предприятии по производству зубчатых колес обработка зубьев шестерен сопровождается обработкой зубьев для их закалки.В процессе закалки зубья шестерни часто деформируются, что приводит к ухудшению и, как правило, изменчивому качеству. Термическая обработка зубчатых колес может включать множество различных типов операций, которые имеют общую цель — создание микроструктуры с определенными оптимальными свойствами. Двухчастотная индукционная закалка возникла из-за необходимости снижения затрат при одновременном повышении точности (минимизации искажений) двух процессов селективной закалки: индукции одиночного зуба и селективной науглероживания.
81 Термическая обработка — вызовы будущего (март / апрель 1996 г.)
Термическая обработка зубчатых колес представляет собой сложную задачу как для термообработчика, так и для производителя зубчатых колес.Количество и разнообразие переменных, задействованных в самом производственном процессе и последующем цикле термообработки, создают сложную матрицу факторов, которые необходимо контролировать для производства качественного продукта. Специалист по термообработке, специализирующийся на зубчатых передачах, или производитель зубчатых колес, выполняющий свою собственную термообработку, должны четко понимать эти вопросы, чтобы поставлять качественный продукт и в то же время получать прибыль. Ситуация также представляет собой ряд областей, в которых дальнейшие исследования и разработки могут значительно выиграть.
82 Влияние металлургии на производительность науглероженных зубчатых колес (март / апрель 1996 г.)
Зубчатые колеса спроектированы таким образом, чтобы изготавливаться, обрабатываться и использоваться без сбоев в течение всего расчетного срока службы зубчатых колес. Одна из целей INFAC (* см. Стр. 24) — помочь в производстве зубчатых колес для оптимизации производительности и увеличения срока службы. Один из способов добиться этого — выявить механизмы отказов и затем разработать стратегии их преодоления путем изменения производственных параметров.
83 Сведение к минимуму деформации зубчатых колес при термообработке (март / апрель 1996 г.)
Технология постепенного упрочнения за многие годы доказала, что дает очень хорошие результаты при термообработке науглероженных зубчатых колес. Это особенно выгодно для небольших компаний, подверженных более высокому конкурентному давлению. К сожалению, несмотря на то, что постепенное упрочнение является очень известным методом, его использование ограничено. Мы настоятельно рекомендуем эту технологию всем, кому необходимо производить зубчатые колеса высокого металлургического качества.
84 Отчеты INFAC о последних экспериментах по зубофрезерованию и термообработке (июль / август 1995 г.)
Чикаго. Представители INFAC (Завод приборов для зубчатых передач) на отраслевом брифинге в марте этого года.
85 Индукционная закалка зубчатых колес и критических компонентов — Часть I (сентябрь / октябрь 2008 г.)
Индукционная закалка — это метод термической обработки, который можно использовать для выборочной закалки частей зубчатых колес, таких как боковые поверхности , корни и вершины зубьев, обеспечивая повышенную твердость, износостойкость и контактную усталостную прочность, не влияя на металлургию сердечника и других частей компонента, которые не требуют изменений.В этой статье представлен обзор процесса и специальные соображения по термообработке шестерен. Часть I охватывает материалы зубчатых колес, желаемую микроструктуру, конструкцию катушки и индукционную закалку зуб за зубом.
86 Почему науглероживание в вакууме (март / апрель 2010 г.)
Альтернатива термообработки дает преимущества по сравнению с традиционными методами.
87 Термическая обработка зубчатых колес в 90-е годы: за гранью черной магии (март / апрель 1995 г.)
Термическая обработка — злой двойник в семействе зубчатых передач.Корректирующие процессы термообработки и пост-термообработки могут составлять до 50% или более от общей стоимости производства зубчатых колес, поэтому легко понять, почему в наши дни, когда «бережливое и экономичное» производство является модным, и каждая часть производственный процесс находится под пристальным вниманием, одни из самых суровых показателей приходится на термическую обработку.
88 Индукционная термообработка набирает обороты благодаря достижениям в технологии (март / апрель 2011 г.)
В последние годы наблюдается значительный интерес к расширению использования индукционной закалки в производстве зубчатых передач.За последние несколько лет многие ограничения индукционной закалки сузились благодаря последним достижениям в области технологий, материалов и методов обработки.
89 Исследование поверхностного слоя и износа азотированных зубчатых передач (март / апрель 1994 г.)
В этой статье мы охарактеризуем нитридные слои, образующиеся в результате различных процессов азотирования, и сравним их соответствующие характеристики износа. .
90 Общество термообработки (сентябрь 2011 г.)
Совместно расположенные выставки ASM и AGMA — популярный билет.
91 Мелочи много значат (март / апрель 1993 г.)
«Бог кроется в деталях», — говорит философ. Он имел в виду, что в масштабе Вселенной важны не только галактики, планеты, горные цепи или крупные реки. То же самое с субатомными частицами и генами. Все дело в мелочах.
92 Новые подходы к азотированию (март / апрель 1997 г.)
Процесс азотирования использовался для упрочнения зубчатых колес в течение многих лет, но наука и технология этого процесса не оставались неизменными.Были разработаны новые подходы, которые определенно представляют интерес для проектировщиков шестерен. К ним относятся как новые материалы, так и новые технологии обработки.
93 Контроль науглероживания шестерен высшего качества (март / апрель 1993 г.)
Зубчатая передача из науглероженной легированной стали имеет наибольшую несущую способность, но только при условии надлежащей термообработки. Для получения высококачественной цементации необходимо тщательно контролировать глубину корпуса, микроструктуру и твердость корпуса.
94 Замороженные шестерни (март / апрель 1993 г.)
Долговечность — самый важный критерий, используемый для определения качества шестерни. Замораживание металлов было признано в течение почти тридцати лет эффективным методом увеличения долговечности или «срока службы до износа» и уменьшения остаточного напряжения в инструментальных сталях. Недавняя область глубокой криогеники (ниже -300 градусов по Фаренгейту) принесла нам высокотемпературные сверхпроводники, сверхпроводящий суперколлайдер, криобиологию и системы магнитогидродинамического привода.Это также принесло металлам много дополнительных преимуществ в отношении долговечности.
95 Технология твердости шестерни (март / апрель 1992 г.)
В самом общем смысле увеличение твердости стальной шестерни увеличивает ее прочность. Однако для каждого процесса есть предел его эффективности. В этой статье содержится справочная информация по каждому из рассматриваемых процессов. В каждом разделе обсуждается желаемое и достижимое. Типовые процессы представлены вместе с комментариями к переменным, которые влияют на результат.Анализируя возможности и процессы, можно определить ограничения для каждого процесса.
96 Влияние поверхностного упрочнения на всю систему производства зубчатых колес (январь / февраль 1991 г.)
Науглероженные и закаленные зубчатые колеса обладают оптимальной нагрузочной способностью. Есть много альтернативных способов изготовления жесткого футляра на поверхности шестерни. Кроме того, селективное прямое упрочнение имеет некоторые преимущества в том, что его можно использовать на производственной линии, и утверждается, что могут быть получены результаты, эквивалентные науглероженным зубчатым колесам.В этой статье рассматриваются альтернативные способы науглероживания, азотирования и селективного прямого упрочнения с учетом оборудования, сравнительных затрат и других факторов. Целью должно быть получение желаемого качества при минимальных затратах.
97 Достижимые спецификации науглероживания (январь / февраль 1990 г.)
Распространенным недостатком чертежей зубчатых колес являются требования, предъявляемые к операциям термической обработки науглероживанием. Рекомендуемым решением этой проблемы является использование спецификаций термической обработки.Прежде всего, эти спецификации направляют дизайнера к правильной выноске. Во-вторых, они обеспечивают получение определенных металлургических характеристик и даже в некоторой степени обработки, обеспечивающих требуемые качества закаленной шестерни. Приведена предлагаемая структура спецификаций науглероживания.
98 Производственные испытания зубчатой стали без хрома науглероживающейся марки (май / июнь 1989 г.)
В течение многих лет хром был популярным сплавом для термообрабатываемых сталей, поскольку его вклад в закаливаемость не ограничивался смещением его затраты.Как следствие, он применяется в таких высокотоннажных марках стали, как серии 5100, 4100 и 8600; и, как результат, около 15% годового потребления хрома в США используется в конструкционных легированных сталях.
99 факторов, влияющих на вязкость разрушения высокоуглеродистых мартенситных сталей (январь / февраль 1989 г.)
Вязкость разрушения при плоской деформации двенадцати высокоуглеродистых сталей была оценена для изучения влияния легирующих элементов и содержания углерода и остаточный аустенит.Эти стали были специально разработаны для имитации микроструктуры науглероженного каркаса обычно используемых зубчатых сталей автомобильного типа. Результаты показывают, что небольшое изменение содержания углерода может значительно повлиять на K IC. Благоприятный эффект остаточного аустенита зависит как от его количества, так и от распределения. Эффект сплава, особенно никеля, становится значительным только после того, как содержание сплава превышает минимальное количество. Также полезны небольшие количества бора.
100 Выставка термообработки ASM (октябрь 2011 г.)
Карта и списки на конференцию и выставку общества термообработки ASM, которая в этом году проходит вместе с выставкой Gear Expo.
101 Контроль деформации зубчатой передачи и остаточных напряжений во время индукционной закалки (март / апрель 2012 г.)
Индукционная закалка широко используется как в автомобильной, так и в аэрокосмической промышленности редукторов для минимизации деформации при термообработке и получения благоприятных сжимающих остаточных напряжений для повышения утомляемости. Процесс нагрева при индукционной закалке существенно влияет на качество термообработанных деталей. Однако процессу закалки часто уделяется меньше внимания, хотя он не менее важен.
102 Руководство производителя по термообработке больших зубчатых колес (март / апрель 2012 г.)
Крупные зубчатые колеса, используемые в горнодобывающей, сталелитейной, строительной, внедорожной, морской и энергетической отраслях — массивные и прочный по своей природе — необходим для удовлетворения самых высоких производственных требований. Это, в свою очередь, означает, что особое внимание следует уделять методам термообработки, используемым для повышения износостойкости и прочностных свойств шестерен такого размера.
103 Преимущества зубчатых передач для ионного азотирования (ноябрь / декабрь 1996 г.)
Когда дело доходит до установления стандарта для изготовления зубчатых колес, автомобильная промышленность часто задает темп.Таким образом, когда автопроизводители начали шлифование после закалки для обеспечения точности, то же самое сделали и механические цеха, специализирующиеся на зубчатых передачах. Но при изготовлении шестерен по индивидуальному заказу небольшими частями шлифование после термообработки также может снизить прибыль.
104 Повышение твердости с помощью криогеники (март / апрель 1997 г.)
Инструментальный завод зубчатых передач (INFAC) провел металлургический эксперимент, в ходе которого изучалось влияние переменных процесса цементации и типов криогенной обработки на изменение микроструктуры материала.Первоначальный эксперимент был разработан таким образом, чтобы после циклов науглероживания те же тестовые образцы можно было использовать в будущем эксперименте.
105 Термическая обработка 2013 (март / апрель 2013 г.)
Обзор новейших технологий и тенденций в области термообработки.
106 Атмосферное науглероживание по сравнению с вакуумным (март / апрель 2002 г.)
В последние годы повышение надежности процесса науглероживания в вакууме позволило реализовать его преимущества при крупносерийном производстве важных компонентов операции.Результат: детали с повышенной твердостью и механическими свойствами.
107 Руководство покупателя по термообработке 1998 (март / апрель 1998 г.)
Справочник Gear Technology по поставщикам термообработки для зубчатой промышленности.
108 Большие зазубрины и радиальные трещины на закаленных червяках (май / июнь 2003 г.)
В последние пару лет многие исследовательские проекты были посвящены определению предельных нагрузок цилиндрических червячных передач.В этих проектах основное внимание уделялось нагрузочной способности червячного колеса, тогда как червяком пренебрегали. В этой публикации представлены исследования повреждений, таких как большие царапины и трещины на боковых сторонах закаленных червей.
109 Рабочие характеристики зубчатых червячных фрез при чистовой индукционной закалке и науглероживании зубчатых колес (май / июнь 2003 г.)
Для увеличения несущей способности закаленных зубчатых колес необходимо исключить деформацию зубьев шестерни, вызванную закалкой удаляется прецизионной резкой (зуботочением) и / или шлифованием.В случае больших шестерен с большими модулями зачистка твердосплавной фрезой более экономична, чем шлифование, когда не требуется высочайшая точность.
110 Характеристики остаточного аустенита в цементированных зубчатых передачах и его влияние на усталостные характеристики (май / июнь 2003 г.)
Науглероженные косозубые шестерни с высоким остаточным аустенитом были испытаны на усталость при контакте с поверхностью. Остаточный аустенит до испытания составлял 60% и был связан с низкой твердостью у поверхности корпуса.Однако испытанные шестерни показали хорошее сопротивление питтингу с усталостной прочностью более 1380 МПа.
111 Выбор процесса термообработки и материала для высокопроизводительных шестерен (март / апрель 2003 г.)
Выбор процесса термообработки и соответствующего материала, необходимого для высокопроизводительных шестерен, может оказаться весьма сложным.
112 Износостойкость зубчатых передач, азотированных плазменной и импульсной плазмой (март / апрель 2003 г.)
В данном исследовании износ зубчатых колес, азотированных плазменным и импульсным плазменным азотом, из стали 42CrMo4 режим скольжения и питтинга.
113 Резка закаленных шестерен (ноябрь / декабрь 2002 г.)
Потребность в улучшенных трансмиссиях, в которых используются шестерни и коробки передач с меньшими габаритными размерами и с меньшим уровнем шума, заставила инженеров-технологов искать различные методы передачи обработка. Этот поиск привел к требованию закаленных шестерен.
114 Прогнозирование реакции на термическую обработку науглероженной косозубой шестерни (ноябрь / декабрь 2002 г.)
С помощью программного обеспечения DANTE было разработано и выполнено моделирование методом конечных элементов для изучения реакции науглероженной стали 5120 косозубая передача на закалку в солевом расплаве.Компьютерное моделирование включало нагрев, науглероживание, перенос и погружение в ванну с расплавом соли, закалку и охлаждение на воздухе. Результаты моделирования включали распределение углерода в фазах, изменение размеров, твердость и остаточное напряжение на протяжении всего процесса. Прогнозируемые результаты сравнивались с результатами измерений твердости, размеров и остаточного напряжения. Превосходное совпадение прогнозов и измеренных значений для этой зубчатой передачи из науглероженной стали 5120 обеспечивает основу для оценки различных параметров процесса и их соответствующей важности в характеристиках не только этих термообработанных деталей, но и других составов и форм.
115 Контроль деформаций с помощью инновационных технологий термообработки в автомобильной промышленности (август 2008)
Надлежащий контроль деформации после термической обработки компонентов трансмиссии в автомобильной промышленности является важной мерой в обеспечении высокого качества деталей и минимизация последующих процессов жесткой обработки с целью снижения общих производственных затрат.
116 Экологичный бизнес (август 2008 г.)
Отрасль термообработки способствует сохранению окружающей среды и энергии.
117 Науглероживание под низким давлением крупных деталей трансмиссии (сентябрь / октябрь 2009 г.)
Часто требуемые характеристики твердости деталей, изготовленных из стали, можно получить только путем соответствующего нагрева лечение. В производстве трансмиссий процесс упрочнения корпуса обычно используется для изготовления деталей с твердой и износостойкой поверхностью и соответствующей твердостью сердечника. Огромный потенциал для рационализации, который есть только частично используется, становится доступным, если сокращается время обработки цементного раствора.Науглероживание под низким давлением (LPC) предлагает сокращение времени обработки по сравнению с обычным науглероживанием газом из-за высокого содержания углерода. массовый расход, свойственный процессу (ссылка 1).
118 Индукционная термообработка: вещи помнят, вещи забыты (март / апрель 1997 г.)
Многие потенциальные проблемы не проявляются при использовании новых систем индукционной термообработки. Оператор должным образом обучен, параметры настройки уже разработаны.Все свежо в голове. Но по мере старения оборудования, смены персонала или новых деталей необходимо обрабатывать на старом оборудовании, смены персонала или новые детали необходимо обрабатывать на старом оборудовании, важная информация может быть потеряна в случайном порядке.
119 Индукционная закалка зубчатых колес под флюсом (март / апрель 2001 г.)
Процесс индукционной закалки зуб за зубом для поверхностного упрочнения зубьев шестерен в компании David Brown успешно выполняется более 30 лет. лет.Этот опыт, подкрепленный глубокими исследованиями и разработками, дал инженерам Дэвида Брауна гораздо большее понимание и уверенность в результатах, получаемых в процессе. Кроме того, полевой опыт и усовершенствование конструкции зубчатых колес и производственных процессов с учетом процесса индукционной закалки теперь обеспечивают гарантированное качество обработанных зубчатых колес.
120 Расчет оптимального содержания углерода на поверхности для цементированных зубчатых колес (март / апрель 2001 г.)
Для высококачественных науглероженных зубчатых колес с цементированной закалкой очень важен контроль нагара в корпусе.Хотя жесткий контроль за углеродом возможен, соперничает, какой оптимальный целевой уровень углерода может быть шире, чем допуск.
121 Джеффри Пэрриш, Науглероживание: микроструктуры и свойства, 2-е изд., ASM, 1999, 247 страниц. (май / июнь 2000 г.)
Джеффри Пэрриш обновил и расширил свою предыдущую книгу: «Влияние микроструктуры на свойства науглероженных компонентов». Теперь он содержит как минимум вдвое больше материала. Список литературы и библиография включают 449 ссылок.
122 Индукционная термообработка зубчатых колес (март / апрель 2000 г.)
Индукционная закалка и отпуск зубчатых колес и критических компонентов традиционно являются горячими темами при термической обработке. В последние годы производители зубчатых колес расширили свои знания в этой технологии для создания качественных зубчатых колес.
123 Долговечность науглероживания под низким давлением (сентябрь / октябрь 2008 г.)
Откройте любой журнал по термообработке сегодня, и вы обязательно найдете множество ссылок (статьи, технические статьи и / или рекламные объявления) содействие науглероживанию при низком давлении (LPC).Несведущие люди могут подумать, что это очередная вспышка в кастрюле, но, в отличие от прошлого, на этот раз у процесса есть ноги.
124 Ферритные зубчатые колеса для нитроцементации для повышения износостойкости и уменьшения искажений (март / апрель 2000 г.)
Качество изготовления зубчатых колес зависит от контролируемых допусков и геометрии. В результате ферритная нитроцементация стала предпочтительным методом термообработки для многих производителей зубчатых передач.Основными причинами этого являются: 1. Процесс ведется при низких температурах, т.е. ниже критических. 2. Методы закалки увеличивают усталостную прочность до 125% без деформации. Ферритная нитроцементация используется вместо науглероживания с обычной и индукционной закалкой. 3. Он устанавливает градиент базовой твердости, т.е. устраняет яичную скорлупу на TiN, TiAIN, CrC и т. Д. Кроме того, этот процесс также может применяться для фрезерных станков, протяжек, сверл и других режущих инструментов.
125 Новый подход к мойке деталей при термообработке (март / апрель 1999 г.)
Новые инновации в управлении моечными машинами для обработки деталей, которые дают мощные, неожиданные преимущества. Просто экономически эффективные методы работы в цехах комбинируются по-новому, чтобы добиться значительного улучшения качества и значительного увеличения прибыли. Использование этих этапов на ранних этапах процесса может значительно сократить расходы на вывоз мусора и значительно снизить экологические обязательства при непрерывном производстве более чистых деталей.
126 Металлургические аспекты, которые необходимо учитывать при проектировании зубчатых колес и валов (март / апрель 1999 г.)
В своем Руководстве по проектированию зубчатых колес (ссылка 1) Дадли заявляет (или преуменьшает): «Лучшая передача люди во всем мире начинают понимать, что металлургическое качество так же важно, как и геометрическое качество ». Геометрическая точность без металлургической целостности любой высоконагруженной передачи или вала приведет только к потере усилий всех заинтересованных сторон — разработчика редуктора, производителя и заказчика — поскольку жизненный цикл компонента будет преждевременно сокращен.Науглероженные автомобильные шестерни или валы с неправильной твердостью поверхности, глубиной корпуса или твердостью сердечника могут даже не завершить основной гарантийный период, прежде чем полностью выйдут из строя, что приведет к значительным расходам и потере престижа для производителя и клиента. Неожиданный преждевременный отказ большого промышленного редуктора или вала в угольной шахте или мельнице может привести к потере производства и прибыли, пока машина не работает, поскольку запасные компоненты могут быть недоступны. К счастью, такой сценарий встречается нечасто.Самые известные производители зубчатых передач и валов во всем мире никогда не пренебрегают металлургическим качеством своей продукции.
127 451 по Фаренгейту: Подготовка к индукционной закалке (март / апрель 1998 г.)
Итак, вам поставили задачу купить систему индукционного нагрева для термообработки: это пугает, но нет значит невозможно, задание. С помощью информации в этой статье вы сможете найти общий язык со своим поставщиком и получить инструменты для работы с ним или с ней, чтобы получить подходящую машину для вашей работы.
128 Выбор подходящего устройства для термообработки (март / апрель 1998 г.)
Термическая обработка является критически важной операцией в производстве зубчатых колес. Это может улучшить или ухудшить качество вашего конечного продукта. Тем не менее, его производители часто передают на аутсорсинг кому-то другому. Тогда возникает решающий вопрос: как узнать, что вы выбрали подходящую термообработку? Как вы можете гарантировать получение конечного продукта, если передали этот важный процесс кому-то другому?
129 Остаточные шестерни и валы: жесткие решения (март / апрель 2001 г.)
Пропитанные чугуны и стали предлагают инженерам-конструкторам альтернативу традиционным комбинациям материалов и процессов.В зависимости от материала и области применения закалка может дать производителям зубчатых колес и валов следующие преимущества: простоту изготовления, повышенную прочность на изгиб и / или контактную усталость, лучшую износостойкость или улучшенные демпфирующие характеристики, что приводит к снижению шума. Остаточные материалы используются для улучшения рабочих характеристик шестерен и валов во многих областях применения в самых разных отраслях промышленности.
Новости Новости О термообработке
Универсальная печь 1 Grieve предлагает различные виды термообработки (4 сентября 2019 г.)
No.841 — это универсальная печь с температурой 650 ° F (343 ° C) от компании Grieve, которая в настоящее время используется для различных видов термообработки по … Читать новости
2 Прикладной процесс для строительства нового завода по термообработке в Арканзасе ( 13 марта 2018 г.)
Applied Process, Inc. расширится за счет нового завода по термообработке стоимостью в несколько миллионов долларов в Форт-Смит, штат Арканзас. Завод площадью 51 000 квадратных футов будет … Читать новости
3 Seco / Warwick поставляет систему вакуумной термообработки компании Galvamet (9 мая 2017 г.)
Seco / Warwick разрабатывает систему вакуумной термообработки, оснащенную абс. Давлением 10 бар.Система газовой закалки, шестая в серии систем … Читать новости
4 Bodycote открывает завод термообработки в Джорджии (1 июля 2016 г.)
Bodycote недавно объявила, что ее новая установка для термообработки в Ковингтоне, штат Джорджия, открыта открытым. Совершенно новый объект площадью 60 0002 футов, … Читать новости
5 Bodycote откроет завод термообработки в Сан-Луис-Потоси (15 июня 2016 г.)
Bodycote объявила, что компания откроет новый завод ультрасовременная установка для термообработки в Сан-Луис-Потоси, Мексика.Мексика является одним из … Читать новости
6 Bodycote объявляет об открытии двух заводов термообработки на юго-востоке США (19 января 2016 г.)
Bodycote объявила, что компания откроет два новых завода термообработки на юго-востоке США .В Ковингтоне, штат Джорджия, откроется новый завод … Читать новости
7 Bodycote откроет новый объект термообработки в Иллинойсе (11 мая 2020 г.)
Bodycote откроет новый современный завод в Элджине, штат Джорджия, США. Иллинойс, США.Новый специально построенный объект был спроектирован как замена … Читать Новости
8 Seco / Warwick предлагает семинар по термообработке 4.0 (12 августа 2019 г.)
Seco / Warwick проведет семинар по термообработке 4.0 10 сентября — 12, 2019 в самом сердце гор Карконоше в Голембевском … Читать новости
9 проектов Ipsen Здоровые продажи печей непрерывной термообработки (28 января 2013)
По мере появления новых подходов к энергоэффективной эксплуатации печей встретила повышенный интерес со стороны разнообразной клиентской базы, сообщает Ipsen h… Читать новости
Термические обработки | Узнайте о том, чем мы занимаемся в Electroheat
- MyOvenOnline
- Войти
- Английский
- Шведский
- Английский
- Компания
- Карьера
- Реселлеры
- Список литературы
- Продукты
- Промышленные печи и печи
- Вакуумные печи
- Камерные печи и печи
- Климатические камеры и климатические камеры
- Технологические линии термической обработки
- Конвейерные печи
- Временные печи и печи
- Печи с выдвижным подом
- Верхние конвейерные печи
- Стандартные печи
- оборудование
- Печи с шагающими балками
- Колокольня печь — СИСТЕМА 250/251
- Запасные части печи
- Оборудование для термообработки (PWHT)
- Мобильные установки для термообработки
- Регистраторы
- Нагреватели с керамическими прокладками
- Кабели и разветвители
- разъемы
- Инструменты для измерения и калибровки
- Высокотемпературная изоляция
- Контроллеры
- Принадлежности
- Дополнительное оборудование
- Печи для прутковой сварки
- Переносной нагреватель сварочного стержня — HP7
- Шкаф для сухого хранения — SD220
- (S) Стержневая печь повторной сушки — SDO400
- (M) Стержневая печь повторной сушки — EDO400
- (L) Стержневая печь повторной сушки — EDO535
- Запасные части
- Духовки промышленные б / у
- Воздухонагреватели и нагревательные батареи
- Воздухонагреватель — FHU 36
- Мобильный отопительный агрегат — HA 27
- Тепловентиляторные агрегаты
- Мобильный отопительный агрегат — HA 33
- Батареи электрического обогревателя
- Цифровой контроллер и регистратор
- Операторские интерфейсы — ЧМИ
- Цифровой регистратор
- Системы контроля температуры
- ISOPAD® — Решения для электрического отопления
- Нагревательные кабели и ленты
- Гибкие нагревательные панели
- Нагревательные рубашки
- Шланги с подогревом
- Барабанные нагреватели
- Нагреватели для газовых баллонов
- Принадлежности
- Изоляционные и жаропрочные материалы
- Superwool® — Теплоизоляционные одеяла
- Высокотемпературные ткани
- Промышленные печи и печи
- Услуги
- Термическая обработка
- Обработка металлов
- Электрооборудование
- Техническое обслуживание и ремонт
- Модернизация и реконструкция
- Обучение
- Услуги по аренде
- Служба персонала
- Термическая обработка
- Проектов
- Контакт
Термическая обработка клопов | Стоимость, эффективность и подготовка
Узнайте о затратах на термообработку клопов и о соображениях, которые следует учитывать.Хотя затраты могут варьироваться, подходящие специалисты помогут убедиться, что ваше лечение от постельных клопов стоит каждого пенни.
Термическая обработка клопов: стоимость и соображения
Постельные клопы, от матраса и пружинного матраса до ковра и плинтусов, могут гнездиться практически в любом месте вашей спальни. Фактически, большинство заражений постельных клопов происходит в пределах нескольких футов от их хозяина, принимающего пищу из человеческой крови, например, вашей кровати или другой мебели.Не говоря уже о том, что они могут прятаться в щелях размером с гвоздь в стене. Таким образом, постельных клопов бывает сложно убить, независимо от того, насколько вы подготовлены. Поэтому термообработка постельного клопа может быть одним из наиболее эффективных решений. Стоимость будет варьироваться в зависимости от типа применяемого лечения и размера заражения.
Успешное избавление от клопов зависит от раннего выявления, надлежащей готовности и правильных методов лечения. Вот здесь и появляется термическая обработка.Итак, что такое термическая обработка клопов и как тепло убивает клопов? Давайте посмотрим на некоторые из распространенных методов, используемых некоторыми специалистами по борьбе с вредителями.
Может ли горячий ящик убить клопов?
Помещая такие предметы, как обувь, химчистка, одеяла, сумки с одеждой или даже багаж, в горячий ящик, устойчивое тепло используется для уничтожения постельных клопов. Обычно сушилка используется для одежды и постельного белья, а термокамера используется для вещей, которые нельзя сушить в сушилке. В обоих случаях тепло проникает в небольшие щели, которые невозможно проверить.Смертельные температуры для постельных клопов колеблются от 117 до 122 градусов по Фаренгейту. Тем не менее, стенки горячих ящиков нагреваются до более высокой температуры, чем предполагаемый смертельный диапазон, чтобы проникнуть внутрь предметов, помещенных в них. Это может помочь убить всех клопов на всех этапах их жизненного цикла.
Важно, как нагревается ящик. Неправильный или неправильно используемый источник тепла может вызвать возгорание, поэтому следует соблюдать осторожность при использовании этого метода. Кроме того, некоторые предметы могут быть повреждены источником тепла, если он слишком близко или слишком горячий. Надлежащая вентиляция должна применяться к некоторым источникам тепла, таким как газ или пропан, для их безопасного использования внутри здания, и вы всегда должны проверять инструкции производителя по стирке всех применимых предметов перед нагреванием любого предмета в сушилке или термокамере.
Убьет ли Steam клопов?
Убьет ли Steam постельных клопов? Короче говоря, да, пар — это еще одна форма тепла, которая может помочь убить постельных клопов, личинок и яиц. Обработка паром не более трудоемка, чем другие методы. Однако он не предназначен для проникновения в материалы достаточно глубоко, чтобы убить скрытых клопов. Фактически, Университет Миннесоты заявляет, что пропаривание может убить клопов в трещинах и щелях не глубже 2 дюйма.
Обработка паром лучше всего работает с такими предметами, как пружины, каркасы кроватей, одеяла, простыни, шторы и подушки.Его даже можно использовать на нескольких предметах, не вызывая разрушения. Тем не менее, при приготовлении на пару используется высокая температура (до 230 ° по Фаренгейту), что может повредить некоторые предметы. Не говоря уже о том, что при неправильном обращении он может представлять опасность для детей и взрослых. Таким образом, вам следует проконсультироваться со специалистом по борьбе с вредителями и инструкциями соответствующих производителей по стирке, чтобы определить, является ли обработка паром правильным решением для вашего дома.
Может ли сушилка убивать клопов?
Как уже говорилось выше, обычные сушилки для домашней одежды также могут уничтожить постельных клопов.Фактически, стиральная машина и горячая мыльная вода могут помочь их убить. Однако есть много вещей, которые нельзя стирать. Вместо этого эти предметы могут пройти цикл сушки без повреждений. Сюда входят мягкие игрушки и предметы, предназначенные только для химчистки. Одно только тепло сушилки для белья может убить клопов. Рекомендуется сушить вещи на сильном огне не менее 20 минут. Имейте в виду, что некоторые вещи нельзя мыть в стиральной или сушильной машине. Всегда обращайтесь к инструкциям производителя по стирке.Кроме того, важно держать свежеочищенные предметы подальше от заражения. В противном случае они могут легко заразиться повторно.
Сколько стоит лечение от клопов?
Так сколько же стоит термообработка клопов? Цены могут варьироваться в зависимости от специалиста по борьбе с вредителями, типа используемой термической обработки и размера заражения. Обязательно изучите местные компании по борьбе с вредителями, чтобы убедиться, что затраты на лечение клопов стоят каждого пенни.
Как подготовиться к термообработке от клопов?
Если вашему дому предстоит термическая обработка от клопов, подготовка жизненно важна. В то время как ваш специалист по борьбе с вредителями должен предоставить все необходимые инструкции, Университет штата Северная Каролина также рекомендует выполнить следующие действия перед обработкой:
• Не перемещайте предметы в другую комнату в вашем доме. Это может вызвать распространение заражения на другие районы.
• Запечатайте все предметы на земле в полиэтиленовые пакеты.Если эти предметы заражены, их запечатывание может заманить внутрь постельных клопов.
• Постирайте листы в соответствии с инструкциями производителя и храните их в закрытых пластиковых пакетах после очистки. Не удаляйте эти предметы, пока ваш специалист по борьбе с вредителями не сочтет их чистыми.
Если у вас дома есть клопы, назначьте встречу с Terminix. Наши обученные специалисты могут помочь определить лучшее решение для вашего дома, которое может включать или не включать какой-либо тип термической обработки. Они даже могут помочь вам пройти через необходимые шаги для подготовки, чтобы вы могли извлечь максимальную пользу из своих услуг.