Как сделать профилегиб своими руками: видео инструкция, схемы
Качественное сгибание вытянутого металлического проката невозможно без применения специальных устройств, называемых профилегибами, при отсутствии средств на их приобретение или выполнении разовых работ их рекомендуют сделать своими руками. Они имеют сравнительно простую конструкцию и технологию сборки, при использовании правильных чертежей и инструкций на выходе получается достаточно надежное устройство для изменения конфигурации труб и профиля без предварительного нагрева. В большинстве случаев они имеют ручной привод, но при необходимости в схему добавляют гидроцилиндр или электродвигатель, окончательное решение принимается исходя из поставленных задач.
Оглавление:
- Когда нужен?
- Конструкция
- Простая и прокатная модель
- Профилегиб с подвижным катком
- Советы
В каких случаях рекомендуют сделать профилегиб своими руками
Потребность в таком инструменте возникает при необходимости получения определенного радиуса закругления на конкретном участке или по всей длине заготовки.
Изготовление самоделок целесообразно при отсутствии серьезных требований к точности радиуса изгиба и обработке профилей со сравнительно небольшим сечением. С их помощью успешно подготавливаются элементы для закладки теплиц, фигурные опоры или беседки, сгибаются хомуты в армокаркасе или колена трубопроводов при монтаже отопительных систем. Работа с ними не требует серьезной квалификации и подготовки, они ценятся за простую конструкцию и в большинстве случаев имеют механический привод. Изгиб заготовок на таких устройствах занимает больше времени и нуждается в определенных усилиях со стороны оператора, но в плане функциональности любой самостоятельно изготовленный ручной механизм не уступает аналогичному заводскому. Изменение класса профилегиба возможно при подключении гидравлического или электрического привода, но такие действия требуют определенных навыков.
Изгиб заготовок на таких устройствах занимает больше времени и нуждается в определенных усилиях со стороны оператора, но в плане функциональности любой самостоятельно изготовленный ручной механизм не уступает аналогичному заводскому. Изменение класса профилегиба возможно при подключении гидравлического или электрического привода, но такие действия требуют определенных навыков.
Устройство и основные узлы
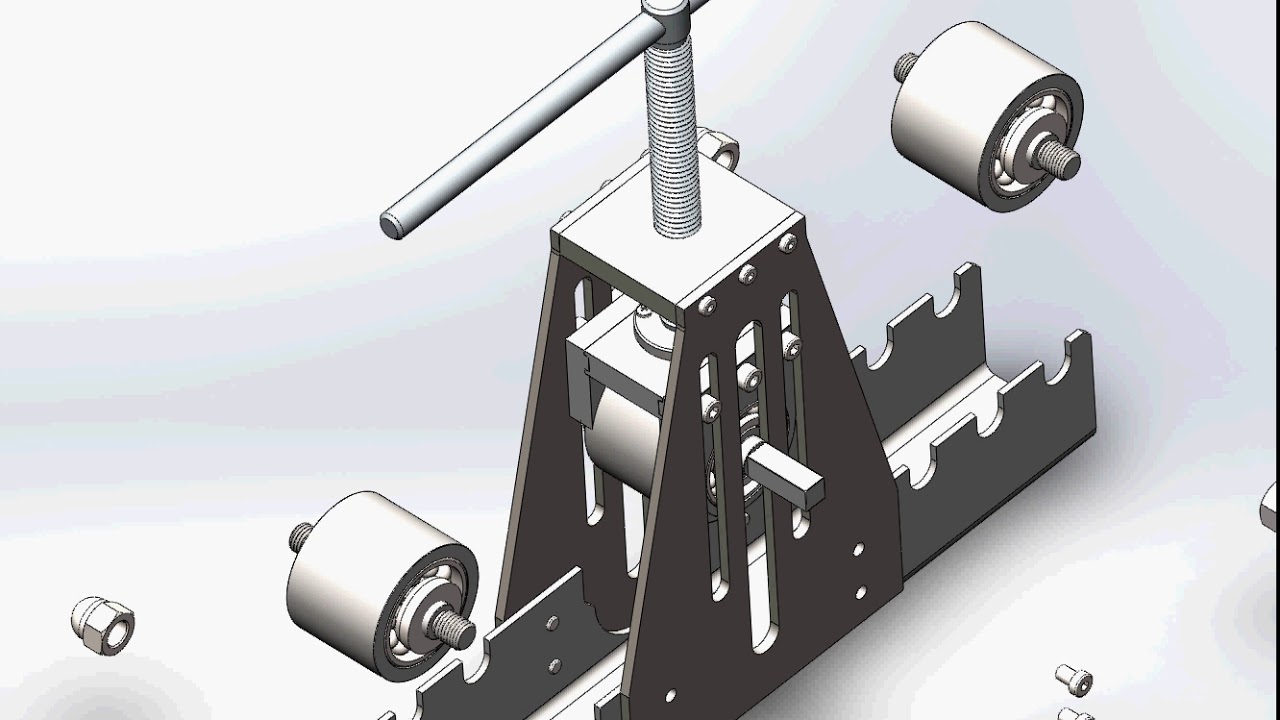
Конструктивное исполнение зависит от типа и принципа действия этого инструмента, самый простой и распространенный ручной профилегиб прокатного типа состоит из следующих элементов:
- Основания, чаще всего представленного в виде устойчивой и прочной металлической станины (в случае самоделок – сварной).
- Двух опорных боковых роликов, отвечающих за продольное перемещение профиля. В оптимальном варианте они способны к синхронному вращению.
- Прижимного подвижного ролика, выполняющего функции ведущего и обеспечивающими соответственное механическое воздействие, приводящее в итоге к изгибу заготовки.
 Как правило, он имеет чуть больший диаметр в сравнении с опорными боковыми или не уступает им.
Как правило, он имеет чуть больший диаметр в сравнении с опорными боковыми или не уступает им. - Узла контроля усилия прижима. У ручных моделей эти функции выполняет винтовая пара, установленная на перпендикулярно приваренном к станине прочном корпусе, у гидравлических – домкраты или поршневой механизм. При изготовлении устройства своими силами чаще всего останавливаются на первом варианте, при котором держатель ведущего ролика имеет жесткое соединение с прижимным винтом.
 Как правило, он имеет чуть больший диаметр в сравнении с опорными боковыми или не уступает им.
Как правило, он имеет чуть больший диаметр в сравнении с опорными боковыми или не уступает им.Принцип действия такого ручного инструмента основан на сгибании заготовок путем их прокатывания между опорными валиками с одновременным давлением ведущего. В этом плане они выгодно отличаются от обычных трубогибов с неподвижными элементами, при аккуратном воздействии и достаточном усилии на них без проблем осуществляется радиальный изгиб профиля с сечением до 32 мм включительно без риска деформации заготовки. Более сложные заводские конструкции оснащаются блоками ЧПУ, контролирующими градиент сгиба или подвижными нижними валами с контроллерами перемещения.
Инструкция по изготовлению простейшего устройства для сгиба профиля
При выполнении в домашних условиях работ по незначительному изменению формы и конфигурации проката и труб с сечением не более 20 мм достаточно использования примитивного варианта профилегиба, а именно – трех закрепленных в бетоне штырей. При этом возможны два пути: установка их под углом в 90 ° с последующим бетонированием на предварительно подготовленной площадке, или заливка тяжелой плиты, вынимаемой из формы и размещаемой в разных местах. В качестве опорных штырей для таких самодельных профилегибов используется швеллер или обрезки круглого проката с сечением от 70 мм, рекомендуемый интервал между ними составляет 4-5 см.
Потребность в сложных чертежах в данном случае отсутствует, секрет заключается в отслеживании перпендикулярности выступающих частей, достаточном их заглублении (в идеале – на треть длины) и заливке качественным мелкозернистым бетоном или ЦПС. По понятным причинам стационарные площадки признаны более устойчивыми и удобными в сравнении с тяжелыми плитами, по окончании работ и необходимости освобождения пространства штыри просто срезаются.
Преимуществом такой конструкции является простота и возможность установки опор с учетом сечения профиля, отсутствие каких-либо условий при выборе направлении или угле изгиба, минусом – ограничение в диаметре, при работе с заготовками с сечением свыше 20 мм создаваемых усилий недостаточно. В таких случаях рекомендуется сделать профилегиб с более сложным механизмом.
Инструкция по изготовлению своими руками устройства прокатного типа
Для сборки такого устройства потребуются уголки или квадратные трубы с сечением от 50 мм для сваривания корпуса, швеллеры или профиль с толщиной от 150 для станины, круглые заготовки, металлическая цепь, обеспечивающая синхронное вращение опорных роликов, и ее натяжитель, навариваемые приводные звездочки, винтовая передача, болты и гайки. Работы начинают с составления простой, но точной схемы ручного профилегиба, подготовки инструмента (двери, болгарки и сварочного аппарата) и элементов. Для изготовления самоделки нет необходимости в покупке нового и дорогостоящего металлопроката, допускается вырезание деталей из целого и не изъеденного ржавчиной лома. При этом все элементы рекомендуется очистить и слегка прошлифовать.
Работы начинают с составления простой, но точной схемы ручного профилегиба, подготовки инструмента (двери, болгарки и сварочного аппарата) и элементов. Для изготовления самоделки нет необходимости в покупке нового и дорогостоящего металлопроката, допускается вырезание деталей из целого и не изъеденного ржавчиной лома. При этом все элементы рекомендуется очистить и слегка прошлифовать.
В ходе сборки придерживаются следующей последовательности действий:
1. Из толстого швеллера вырезается отрезок нужной длины, проводится разметка станины.
2. Из уголка или прямоугольного проката сваривается П-образный корпус, выполняющий в дальнейшем функции кронштейна для винтовой пары. Для ее удержания в верхней части по центру просверливается соответствующее отверстие. После проверки качеств швов конструкция приваривается к двум сторонам станины.
3. В верхней части корпуса ручного профилегиба приваривается гайка регулятора прижимного ролика и вкручивается опорный винт.
4. Из круглого лома с помощью болгарки вырезаются заготовки под опорные ролики, на оси которых привариваются передаточные звездочки для удержания велосипедной цепи. Установленные на подшипниках ролики привариваются к станине с учетом обязательной симметрии с ее центром. Цепь закрепляется на звездочках и натягивается. В конечном итоге получаются зафиксированные на невысоких подиумах вращающиеся «гантели», удерживающие в центре сгибаемый профиль. Одна из осей делается удлиненной, в последствии к ней приваривается ручка, с помощью которой осуществляется вращение.
5. Подготавливается узел прижимного механизма с жесткой фиксацией к нижней части опорного винта.
6. Все элементы закрепляются на корпусе и станине, сварочные швы слегка зачищаются.
Конструктивные различия у собираемых своими силами ручных профилигибов проявляются прежде всего в виде и размерах опорных и прижимных роликов. Они могут иметь закрепляемые по бокам шайбы-кольца для удержания профиля или обходиться без них. Все возможные насадки привинчиваются надежными болтами, это же относится к любым не привариваемым элементам с жестким соединением. Расстояние между ними (или длина цилиндрических валиков) подбирается исходя из ширины прокатываемых заготовок, что является еще одним преимуществом самоделок (отсутствуют какие-либо ограничения, размеры узлов подгоняются под нужды пользователя).
Все возможные насадки привинчиваются надежными болтами, это же относится к любым не привариваемым элементам с жестким соединением. Расстояние между ними (или длина цилиндрических валиков) подбирается исходя из ширины прокатываемых заготовок, что является еще одним преимуществом самоделок (отсутствуют какие-либо ограничения, размеры узлов подгоняются под нужды пользователя).
К сгибанию профиля можно приступать непосредственно после сборки, при правильной защите от коррозийных воздействий и смазке вращающихся участков полученное устройство прослужит долго.
Технология сборки ручного инструмента с подвижным опорным катком
При наличии поршневых пальцев, шатунного механизма, старых подшипников и автомобильного домкрата стоит сделать станочную конструкцию с приваренными уголками к станине опорными роликами. В качестве фиксатора в таких устройствах используется все та же винтовая пара, вращение в них передается на ось прижимного валика. Основание при этом является монолитным только до угла корпуса с ведущим узлом, плечо со вторым опорным валиком соединено с ним шарнирно. Ниже него устанавливается домкратный механизм, обеспечивающий подъем штока и измерение радиуса изгиба профиля в нужную сторону.
Основание при этом является монолитным только до угла корпуса с ведущим узлом, плечо со вторым опорным валиком соединено с ним шарнирно. Ниже него устанавливается домкратный механизм, обеспечивающий подъем штока и измерение радиуса изгиба профиля в нужную сторону.
Преимуществом такого исполнения является высокая надежность и массивность рабочих узлов, такие профилегибы успешно используются в небольших мастерских и в частных целях. Корпус для удержания и подъема прижимного механизма рекомендуют делать цельным, из куска швеллера, при выровненном по горизонтали плече он по-прежнему должен находиться в центре. Такие самоделки в принципе не ломаются, единственной проблемой при их изготовлении является подбор деталей.
Рекомендации
Изготавливаемая конструкция самодельного профилегиба должна быть максимально прочной и устойчивой. Для этого рекомендуется:
- Обеспечивать максимально высокое качество сварки швов, при отсутствии соответствующего опыта этот этап сборки стоит доверить специалистам.
- Подготовить на станине отверстия для прикручивания к верстаку или основанию.
- Тщательно отслеживать центровку корпуса с винтовой парой.
- Покрыть корпус и основание антикоррозийными составами.
При планировании частого и интенсивного использования стоит сразу сделать качественный профилегиб с гидравлическим приводом, это сэкономит время и силы работника. Конструктивное исполнение при этом меняется мало, в схему просто добавляется домкрат вместо винтовой пары. Это решение позволяет проводить без проблем операции по сгибанию профиля с сечением до 50-60 мм, за исключением сплошного стального швеллера, при потребности в работе с такими заготовками к роликам подключают электрический привод. Но подобные ситуации у частных лиц возникают редко, в большинстве случаев им достаточно сделать ручное устройство прокатного типа.
Как изготовить профилегиб из хлама своими руками
В данном обзоре автор показывает, как из разного хлама можно сделать своими руками небольшой профилегиб.
При помощи этого приспособления (мини станка) можно сгибать профильные трубы разного сечения дугой, и даже делать из них кольца.
В качестве основания используется кусок швеллера. Также потребуется сделать валы из реактивной тяги «Жигулей» и подшипников.
Основные этапы работ
Первым делом автор размечает кусок швеллера и разрезает его болгаркой, но не до конца. Потом надо будет приварить навесы. И только после этого дорезаем швеллер болгаркой до конца. Сварные швы и края в месте реза зачищаем лепестковым диском.
На следующем этапе привариваем к швеллеру отрезки профиля — это будут «посадочные места» для валов с подшипниками.
Далее из отрезков уголка автор делает две стойки для профилегиба с отверстием под центральный вал.
После этого автор приступает к изготовлению нижнего основания профилегиба. Для этого потребуется толстая пластина из металла и куски профиля.
Сборка профилегиба
Дальше необходимо будет при помощи сварки соединить вместе нижнюю и верхнюю часть профилегиба.
К нижнему основанию автор приваривает автомобильный домкрат. К внутренней стороне швеллера надо приварить кусок шпильки, которая будет входить в паз на домкрате.
На последнем этапе на болты прикручиваем два стойки из уголка. Потом останется только сделать ручку и покрасить готовое изделие.
Подробно о том, как сделать своими руками профилегиб для домашней мастерской и гаража, смотрите в видеоролике на сайте.
Оцените запись
[Голосов: 2 Средняя оценка: 5]Станок для гибки профиля, изготовление профилегиба электрического своими руками
Профилегиб — это станок для загибания профиля и труб в заданный угол. Устройство гнет уголок, тавр, двутавровую балку, швеллер. Для работы с различными видами проката используют вальцы с поверхностью, по форме напоминающей сечение профиля, гнутье труб делают на валах простого вида. Гнущее усилие обеспечивается при помощи гидравлического прижима, при этом металл деформируется. Электрические заводские станки способны создать давление на профиль около 8 тонн и больше.
Гнущее усилие обеспечивается при помощи гидравлического прижима, при этом металл деформируется. Электрические заводские станки способны создать давление на профиль около 8 тонн и больше.
Работа профилегибочного станка
Для работы станков используют принцип холодного деформирования, но есть два типа агрегатов, отличающихся направлением приложения силы. Схемы различаются конструктивными схемами, особенностью расположения валов (подвижных и статически неподвижных) и привода, но они работают с одинаковой эффективностью.
В первом случае прижимающий валик двигается в направлении сверху, это распространенная схема, применяемая в трубогибах и станках для изгибания профиля. Если вал прижимает заготовку снизу, то это второй вариант действия деформационной силы. Боковые ролики неподвижны, движется только центральный вал, принцип используется в агрегатах с гидравликой.
Изготовление профилегибочного станка
Несмотря на кажущуюся сложность агрегата, можно изготовить профилегибочный станок своими руками. Чертежи выполняются самостоятельно или подбираются из интернета, при этом схематическое изображение подойдет мало, требуется деталировочное изображение элементов с указанием точных размеров. Самодельные агрегаты обычно изготавливают для работы с профилем до 50−60 мм в диаметре.
Чертежи выполняются самостоятельно или подбираются из интернета, при этом схематическое изображение подойдет мало, требуется деталировочное изображение элементов с указанием точных размеров. Самодельные агрегаты обычно изготавливают для работы с профилем до 50−60 мм в диаметре.
Подготовка материалов и узлов
Для изготовления станка потребуются элементы:
- подшипниковые узлы с роликами качения, запрессованными в них;
- металлический швеллер высотой 80 см;
- три вала из стали в диаметре 8 см каждый;
- велосипедная колесная цепь или можно взять цепь от «жигулевской» шестерни;
- стальная полоска, ее толщина не должна быть меньше 5−6 мм;
- болты М20, длиной не меньше 6 см, к ним соответствующие гайки;
- металлическая арматура с гладкой поверхностью диаметром 12 мм.
Чтобы сделать заготовки для станины, отрезают от швеллера две поперечные детали длиной 20 см и два продольных куска по 70 см. На продольных заготовках торцы скашивают под 70˚.
На продольных заготовках торцы скашивают под 70˚.
Первоначальный этап работы
Для определения точного места крепления подшипников прикладывают их к верху двух продольных деталей станины и делают разметку болтов. Для работы по металлической поверхности используют керн. Узлы подшипников откладывают в сторону, а в деталях станины просверливают сквозные отверстия, используя электрическую дрель и сверло диаметром 20 мм по металлу.
Боковые крепежные детали для вала изготавливают из швеллера, они делаются по месту, применительно к диаметру вала, выбранного для станка. Для прохождения вала в крепежных деталях сверлят отверстия. Чтобы от больших усилий во время работы вал не изменил своего положения, края отверстия усиливают стальными полосками, общая толщина сборной стенки в просвете отверстия составляет не менее 1 см.
Прижимной узел формируется из предварительно подготовленного куска швеллера длиной, равной ширине вала, концы заготовки скашиваются под 45˚.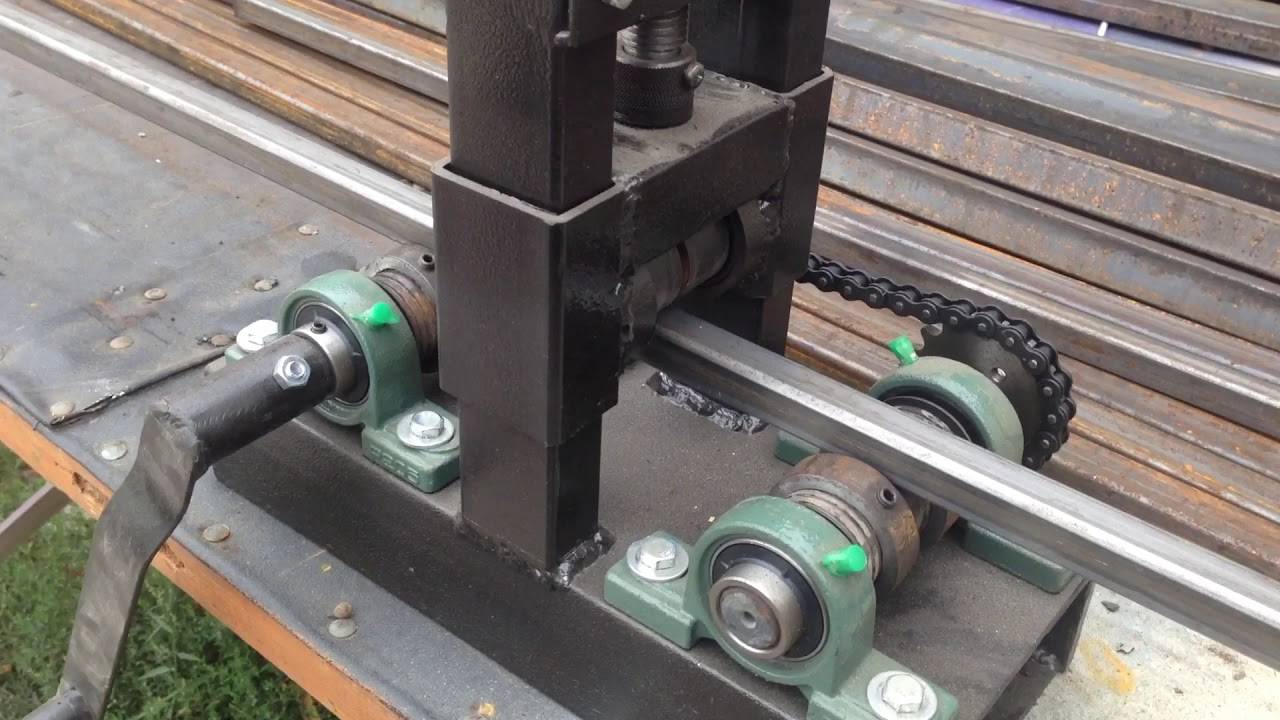 Остов для вала делается П-образной формы, используется два боковых куска швеллера и поперечная заготовка. Из остатков металлического профиля получаются еще две заготовки длиной по 50 см, их используют для придачи направления движению вала.
Остов для вала делается П-образной формы, используется два боковых куска швеллера и поперечная заготовка. Из остатков металлического профиля получаются еще две заготовки длиной по 50 см, их используют для придачи направления движению вала.
Последующий этап изготовления
От полосовки из металла режут два куска, их длина рассчитывается так, чтобы они свободно помещались во внутреннюю часть швеллера — это будут крепежные детали для болтового соединения. Чтобы обеспечить прохождение болтов, сверлят сквозные отверстия в пластинах, располагая их от края на 1 см. Готовые крепежные детали помещают в полость швеллера и приваривают.
В готовую конструкцию станины вставляют вал, затем соединяют при помощи сварки продольные и поперечные заготовки. К готовой станине крепят вертикальные направляющие полозья из швеллера, чтобы по ним мог двигаться узел прижима.
Прижимной центральный болт будет располагаться в отверстии диаметром 22 мм, отверстие сверлят так, чтобы болт свободно двигался в нем, но не смог выпасть.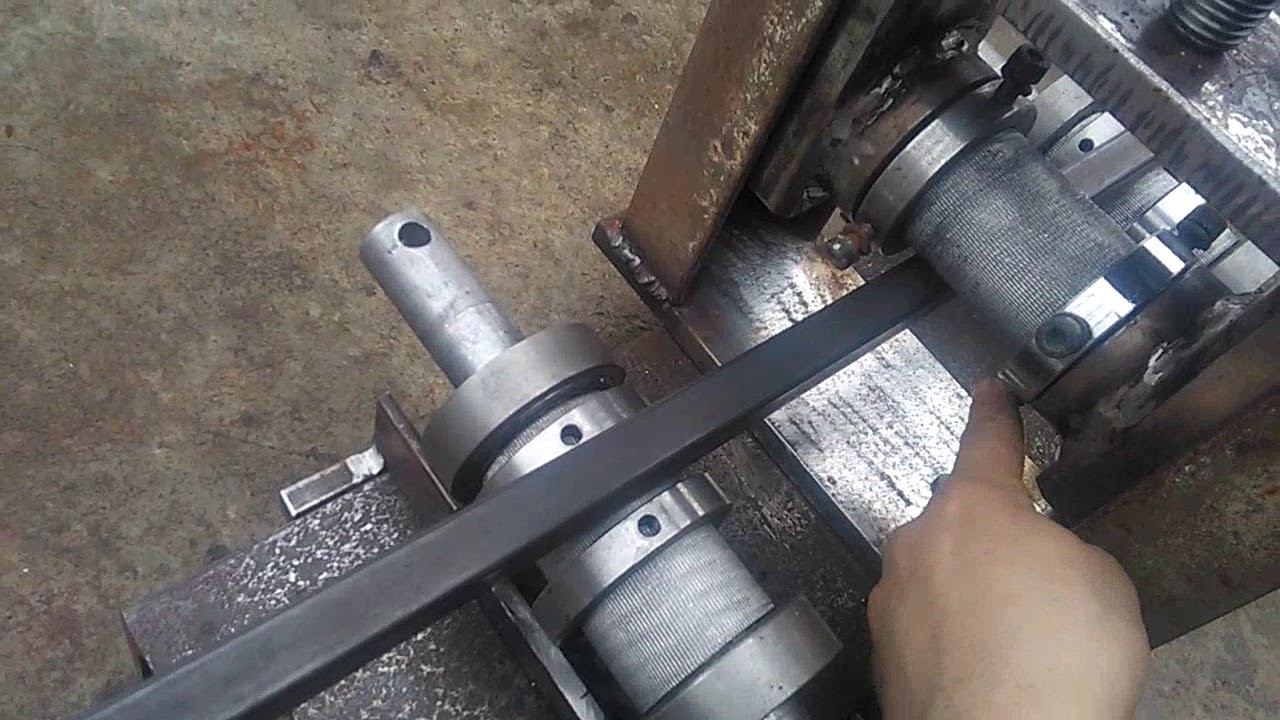 Для достижения такой цели на конце болта наваривают небольшие стопорящие наплывы.
Для достижения такой цели на конце болта наваривают небольшие стопорящие наплывы.
Направлявшие полозья для движения каретки будут расположены на поперечной перекладине, для которой берут две заготовки из швеллера, их размер определяют по расстоянию между полозьями. В теле полозьев делают два отверстия, размечают их так, чтобы они совпадали с имеющимися в прогонах. Для центральной гайки выполняют сквозное отверстие, на котором сваркой приваривают гайку.
Для крепления перекладины вверху используют два болта, которые проходят насквозь. Чтобы сделать надежное крепление, используют граверные шайбы. Подшипниковые узлы закрепляют болтами, пропуская их через соответствующие отверстия, для затяжки применяют граверные шайбы. Сверху конструкции рамы располагают валы, которые находятся на узлах подшипников.
После проделанной работы соединяют сваркой шестерни со ступицами, для этого последняя деталь приваривается под цепью. Шпиндельный вал и ступица должны быть одинакового размера в диаметре.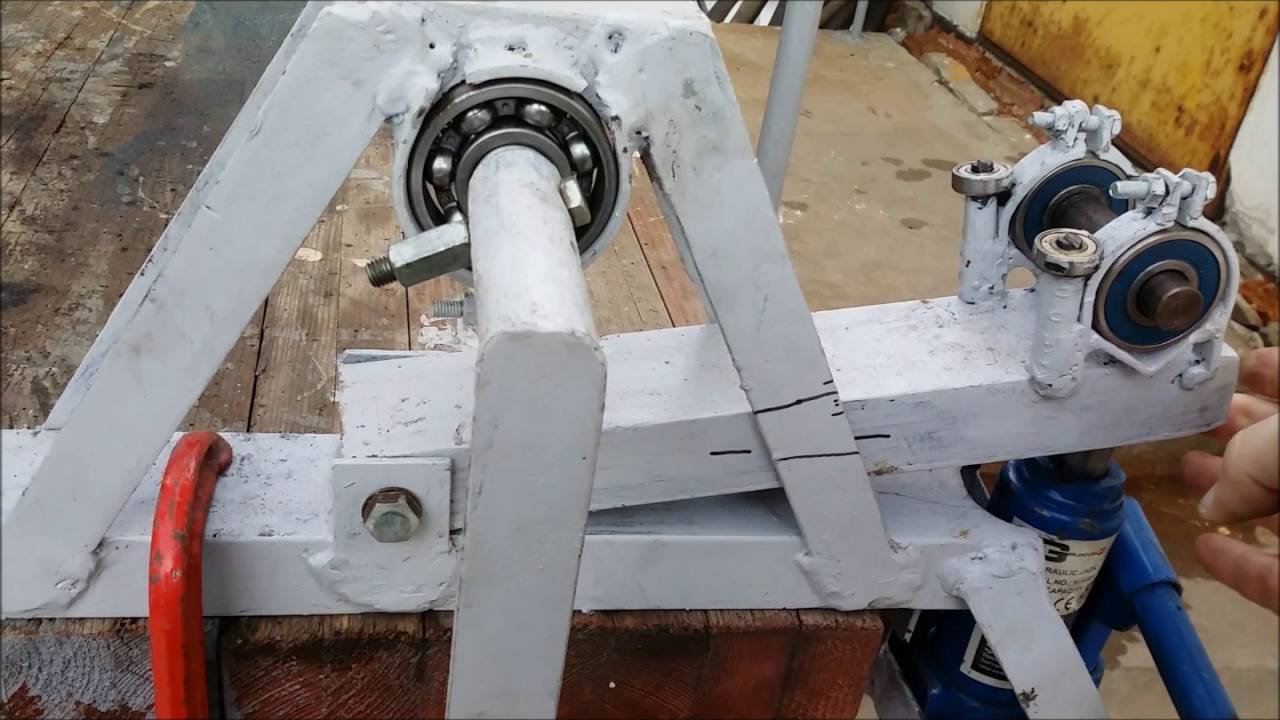 Чтобы обеспечить надежное соединение, на ступице наплавляют выступающую борозду, а в теле вала протачивают поперечную канавку. Чаще всего шестеренку просто приваривают к валу, затем надевают на шпиндели и затягивают с помощью простой гайки и контргайки.
Чтобы обеспечить надежное соединение, на ступице наплавляют выступающую борозду, а в теле вала протачивают поперечную канавку. Чаще всего шестеренку просто приваривают к валу, затем надевают на шпиндели и затягивают с помощью простой гайки и контргайки.
Последний этап
В середине направляющего вертикального швеллера под низом ворота приваривают ось для закрепления самого ворота, располагают ее со стороны, где расположены шестерни. Перед сваркой проверяют соотношение оси и полозьев так, чтобы при необходимости цепь можно было удалить или накинуть, но в рабочем положении она была натянута.
Чтобы сделать стандартный ворот, используют часть полосы из стали, ее длина составляет 50 см. К одному концу заготовки приваривают кусок прутка, который будет исполнять роль ручки. Другим концом полосу приваривают к ступице, причем диаметр последней детали равен внутреннему диаметру приготовленных шестеренок.
На рукояточную ступицу напрессовывают шестеренку, предназначенную для прохождения по ней цепи, работу выполняют с помощью тисков. Чтобы процесс пошел быстрее и удобнее, шестеренку нагревают до высокой температуры (не менее 120˚С). При таких условиях увеличивается посадочное отверстие и запрессовка облегчается, тем более что остывание приведет к сужению отверстия, шестеренку невозможно будет снять.
Чтобы процесс пошел быстрее и удобнее, шестеренку нагревают до высокой температуры (не менее 120˚С). При таких условиях увеличивается посадочное отверстие и запрессовка облегчается, тем более что остывание приведет к сужению отверстия, шестеренку невозможно будет снять.
Для изготовления узла прижима берут остаток арматуры и продевают в отверстие на краю болта, получается подобие рукояти. Перед надеванием цепи на тройку рабочих шестеренок крепят ступицу на укрепленную заранее ось и затягивают основной и контргайкой. В результате для передачи вращательного движения вырисовывается надежный редуктор.
Окончательный этап состоит в окрашивании станины и всех неподвижных элементов агрегата, чтобы предупредить распространение коррозионного процесса на металлических деталях. Передвигающиеся и поворачивающиеся узлы и детали не красят, также нельзя обрабатывать краской трущиеся друг об друга запчасти.
 youtube.com/embed/FavBjUEEpPk» allowfullscreen=»allowfullscreen»/>
youtube.com/embed/FavBjUEEpPk» allowfullscreen=»allowfullscreen»/>Тонкости изготовления агрегата
Первоначальным требованием является подготовка чертежей. В интернете можно скачать схемы профилегиба ручного. Своими руками чертежи придется переделывать, так как все предложенные схемы не могут соответствовать множественным типам профилей и проката.
Несмотря на простоту сборки, следует предусмотреть правильное расположение всех элементов, чтобы в процессе колоссальной нагрузки при изгибе не расшатывались детали. Неточное расположение валов и направляющих для движения каретки приведет к вырыванию профиля в работе или получения неправильного (угловатого, перекошенного) радиуса, материал будет испорчен.
Из интернета берут чертежи только в случае совпадения очертаний профиля, что на практике случается очень редко. Использовать можно только схемы станины и расположения прижимного оборудования, ступиц с шестеренками и рукоятки вращения. Чертеж можно считать годным для изготовления по нему гибочного станка только в определенном случае:
Использовать можно только схемы станины и расположения прижимного оборудования, ступиц с шестеренками и рукоятки вращения. Чертеж можно считать годным для изготовления по нему гибочного станка только в определенном случае:
- если при составлении чертежа не были допущены ошибки технического характера, эту сторону может определить только специалист, поэтому следует проконсультироваться у опытного механика;
- описание процедуры сборки выполнено подробно и присутствуют все разметки и размеры для работы, помимо основного чертежа предусмотрены деталировочные схемы с указанием взаимного расположения рабочих и вспомогательных элементов, крепежных деталей;
- в конструкции применяются материалы и детали, приобретение которых не составит труда.
В основном составляет чертеж мастер самостоятельно, при этом в основе лежат готовые схемы, а он приспосабливает их под собственные нужды. В процессе конструирования обращается внимание на некоторые нюансы:
- очертания опорных поверхностей вальцов выбирают не только учитывая поперечное сечение профиля, но и его форму и конфигурацию, иногда такую работу проделать сложно;
- учитывается, по какой стороне профиля будет вестись изгиб, например, полка уголка будет снаружи арки или внутри нее.

Учитывать конфигурацию проката нужно для того, чтобы после прохождения профиля по валикам получить качественно изогнутый профиль без сминания его продольных выступов. Особенно это важно для изделий крупного поперечного сечения, без тщательного подбора поверхности роликов профиль придет в негодность, и его трудно будет применить по назначению.
Выбор формы рабочей поверхности ролика
Прокат небольшого сечения, например, тонкая труба или квадрат хорошо изгибается без сложных поверхностей, опорную боковую сторону вальцов выполняют плоской и ровной. Остальной прокат требует таких решений, по которым определены и стандартизованы некоторые решения:
- Чтобы гнуть трубы прямоугольного или квадратного поперечного сечения, боковую поверхность валиков обтачивают в виде ровной поверхности с прямоугольными бортами по краям. Такая конструкция нужна, чтобы профиль своими внешними размерами прочно входил в образовавшуюся ложбинку. Бок ответного вальца делают размером, соответствующим внутреннему размеру расстояния между бортами опорного ролика. Его поверхность прочно входит между ними и придерживает профиль от вырывания.
- Овальная или круглая арматура или пруток успешно гнется на роликах с вырезанной на боковой поверхности канавкой требуемого сечения.
- Если нужно изогнуть уголок по наружной плоскости (у готовой арки снаружи располагается внутренняя уголковая часть), то контур изгибающего ролика изготавливается плоским, но по краю пускается сдерживающий борт. Ответный вал делается плоским по боку, на станке рабочее положение вальцов выбирается так, чтобы щель между ними равнялась толщине полки уголка.
- Изгибание уголка по внутренней поверхности требует выполнения удерживающего борта на ответном валу, а основной ролик делается с ровной поверхностью.
- Швеллер гнут аналогично уголку, только удерживающие бортики располагают с двух сторон опорного или ответного вала. Это зависит от того, с какой стороны готовой арки будут располагаться полки швеллера.
- Для сгибания двутавровой балки поверхности ответного и опорного ролика делают ровными и одинакового размера, равного внутреннему расстоянию между полками двутавра. Торцы валов проходят в полости между полками проката и предупреждают возможную деформацию.
- Иногда требуется изгибать швеллер или двутавровую балку поперек полок. В таком случае требуется изготовить сложную поверхность ответного и основного вала, на которой предусматривается удерживающий борт с обеих сторон.
 Такая конструкция нужна, чтобы профиль своими внешними размерами прочно входил в образовавшуюся ложбинку. Бок ответного вальца делают размером, соответствующим внутреннему размеру расстояния между бортами опорного ролика. Его поверхность прочно входит между ними и придерживает профиль от вырывания.
Такая конструкция нужна, чтобы профиль своими внешними размерами прочно входил в образовавшуюся ложбинку. Бок ответного вальца делают размером, соответствующим внутреннему размеру расстояния между бортами опорного ролика. Его поверхность прочно входит между ними и придерживает профиль от вырывания. Это зависит от того, с какой стороны готовой арки будут располагаться полки швеллера.
Это зависит от того, с какой стороны готовой арки будут располагаться полки швеллера.Оборудовать профилегиб, который будет универсальным для работы с любым профилем, нельзя. Идеальным решением будет подобрать комплекты съемных роликов, которые будут храниться на каждый удобный случай, а крепиться в случае необходимости при помощи болтового соединения. Эти особенности рассчитываются еще на стадии проектирования и отмечаются в чертежах.
 youtube.com/embed/wxTnQp0UZKc» allowfullscreen=»allowfullscreen»/>. Оцените статью: Поделитесь с друзьями!
youtube.com/embed/wxTnQp0UZKc» allowfullscreen=»allowfullscreen»/>. Оцените статью: Поделитесь с друзьями!чертежи и схемы с размерами, процесс изготовления
Мы приветствуем нашего уважаемого читателя и предлагаем Вашему вниманию статью о том, как изготовить трубогиб для профильной трубы своими руками. Если Вы любите мастерить, строите дом или обживаете усадьбу, рано или поздно возникнет необходимость собрать металлоконструкции из профильных труб, при этом иногда необходимо согнуть заготовки.
Процесс гибки трубных заготовок не слишком сложен, но для него необходимы приспособления – трубогибы. Вполне возможно изготовить приспособление для гнутья самостоятельно.
Для чего используют трубогиб
Профильная труба – пустотелый профиль квадратного, прямоугольного, овального сечения с тонкой стенкой. Профильные трубы очень широко применяют в строительстве, промышленности, добывающем комплексе, сельском хозяйстве. Применяют квадратные и прямоугольные изделия и в быту: при монтаже металлоконструкций, для изготовления мебели, садовых построек, навесов, теплиц, оград, беседок, навесов, павильонов, пергол. Использование именно профильной конструкции обусловлено высокими технологическими характеристиками – прочностью, жесткостью, высокой устойчивостью к смятию или скручиванию.
Одновременно сталь обладает определенной пластичностью – тонкостенные трубы можно изгибать. Но при изгибе труба может перегнуться, образовать заломы и складки – эти дефекты уменьшают прочность труб и не слишком эстетично выглядят. Поэтому для гибки применяют специальные приспособления – трубогибы.
При прокладке трубопроводов и изготовлении гнутых конструкций гибка позволяет свести к минимуму количество сварных швов и соединительных фитингов, что позволяет сэкономить немало средств.
Главные технические моменты при изготовлении трубогиба
- Для того, чтобы квадратный или прямоугольный профиль согнуть в красивую дугу, без дефектов, на прокатном ролике обязательно должно быть ребро по центру (для малых радиусов). Оно будет вминать внутреннюю сторону профиля и никаких лишних заломов не будет. Высота ребра зависит от нужного вам радиуса изделия, в среднем можете использовать до 5 мм.
- Профиль должен двигаться строго перпендикулярно основного ролика, любое отклонение приведёт к появлению винтовых заломов на изделии. Поэтому на вспомогательных роликах должны быть направляющие. Учтите это при продумывании конструкции!
- Расстояние между роликами влияет на несколько факторов, во-первых на усилие, которое нужно приложить в прокате профиля, чем меньше расстояние — тем тяжелее. Во-вторых это влияет на саму длину трубы, которую нужно сделать. Поэтому продумайте изначально конструкцию так, чтобы вспомогательные ролики были передвижными.
- Нужно обратить особое внимание на диаметр роликов, если он будет слишком мал, профиль будет проскальзывать. В заводских изделиях используются ролики с насечками до 250 мм, это конечно зависит от толщины и величины профиля, который будет прокатываться. В нашем случае можете взять от 20 мм.
- Чтобы согнуть круглую трубу используются специальные ролики с выемкой. Обычные ролики сплющат круглую трубу в овал.
Какой профилегиб выбрать?
В данной статье мы не будем рассматривать промышленные профилегибы с гидро или электроусилителями, остановимся на том, что легко сможем соорудить в гараже из подручных материалов и с минимальными затратами. Так же есть ряд конструкций, которые не очень легки в производстве, например ручной арбалетный трубогиб не имеет смысла делать, так как уже на 5 трубе у вас сильно устанут руки. Поэтому подробнее остановимся на 3 типах, самых универсальных из всех.
Ручной роликовый трубогиб своими руками
Обкатные (роликовые) трубогибы бывают с 3 или 2 роликами, в первом случае дополнительный ролик служит прижимной силой и при правильном подходе даёт более идеальную деталь на выходе, во втором варианте усилие нужно приложить большее и точность немного меньше. Такая конструкция используется для маленьких профилей, с небольшой толщиной стенки.
Изготавливаем ролики для трубогиба без токарных работ
Нам понадобятся несколько обрезков от листового металла разной толщины. Она зависит от ширины профиля, так что выбирайте под свои задачи, в нашем случае это 10, 8 и 6 мм.
Чтобы сделать валец, нам нужны круги, с помощью циркуля отмечаем их на листах, из 8 мм сделаем 1 круг, а из 10 и 6 сделаем по 2 штуки. Самое главное отметить центр и нарисовать правильную окружность.
Берём в руки болгарку и стараемся максимально возможно обрезать лишнее, чтобы остался практически ровные круг. Проще на этом этапе удалить всё лишнее, так как дальше это будет сделать сложнее и дольше.
Необходимо сделать отверстие в центре круга, закрепляем в тисках и берём сверло, у меня это будет 10 мм.
После того, как сделали все заготовки, нужно превратить их в идеальные окружности. Для этого вставляем болт, закрепляем его, не забудьте контргайку!
Зажимаем в дрель и идём к наждаку или можно в болгарку закрепить лепестковой круг.
У вас должно получиться примерно вот так
У центрального круга нужно закруглить края, так как он будет вдавливать трубу, нужно чтобы металл не порвался.
Собираем все круги вместе и валец (ролик) готов. Вы можете рассверлить отверстие под больший диаметр, я так и сделаю. Нагрузка всё таки не меленькая, пусть будет потолще. Вот так можно изготовить ролик для профилегиба своими руками без токарных работ, а все лишь с помощью болгарки и дрели.
Этот ролик сделан под 20 трубу, внутренние два круга по 6 мм и центральный 8 мм. У этой конструкции есть большой плюс, Вы можете менять центральный круг, ну скажем, на 4 мм и получится трубогиб под 15 профиль. Далее собираем сам основу и ручку и пробуем, что получилось.
Изготавливаем основу и собираем трубогиб под малые радиусы
Для основы можно взять так же листовое железо и несколько уголков. В нашем случае сама станина будет сделана из листа 8 мм, обрезаем её болгаркой и делаем отверстия под ролик и крепёж. Центральное отверстие для нашего ролика (который делали выше), все 6 нижних нужны для крепежа, 4 для уголка, чтобы крепить наш трубогиб в тески и 2 для крепления упора.
Для надежного крепления профилегиба в тесках, изготавливаем Т-образный элемент из двух кусков уголка. Надёжнее всего приварить их друг к другу и потом зачистить шов, чтобы поверхность была ровная. Делаем отверстия с резьбой 8 мм.
Прикрепляем болтами уголок к основе, учтите, с обратной стороны болты торчать не должны.
Зажимаем в тисках основную конструкцию и берём шпильку, на которую будет крепиться основной ролик.
Закрепляем ролик на основу.
Нужно изготовить упор, на примере это сделано из уголка и небольшого листа металла, с одной стороны он крепиться на шпильку ролика, с другой к основанию на болты.
Крепим упор к основанию, получается вот такая конструкция.
Следующим шагом нам нужно сделать ручку, конструкция может быть любая, это не принципиально важно. Края крепятся к шпильке. В примере ручка сделана из кусков уголка, куска профиля и вспомогательный ролик сделан из обычных подшипников, которые были под рукой.
Крепим ручку и можно работать.
На видео показаны первые тесты, автор согнул несколько профильных труб 20 мм, так же на видео показан более подробный процесс сборки и некоторые нюансы с размерами. К сожалению, чертежей этого трубогиба автор и конструктор не указал, но эффективность такой конструкции подтверждена на деле. Благодарим Николая за труд!
Универсальный трубогиб своими руками без токарки
Данная модель действительно является самой универсальной (на взгляд редактора), автор этого трубогиба подошёл к делу с головой и придумал новую конструкцию. Главное отличие от классической схемы в том, что к протяжному валу подаётся платформа опорных роликов, а не наоборот, как мы привыкли. Это позволило облегчить конструкцию и сделать её более компактной, путём удаления «башенки» с прижимным механизмом. На протяжении полугода конструкция дорабатывалась и далее описана последняя версия на текущий момент (май 2020 года). Модель настолько хороша, что может гнуть сразу два профиля по 40 мм или четыре профиля по 20 мм, так же способна делать круги малого радиуса (135 мм).
Изготавливаем вал для трубогиба без токарных работ (с чертежом)
Нам понадобятся следующие материалы:
- Стержень 20 мм (у нас взят кусок стабилизатора от жигулей)
- 204 подшипники
- Шайбы 24 х 44 мм
На стержень одеваем первый подшипник и провариваем со всех сторон
Далее одеваем шайбу 24 х 44 мм и тоже провариваем
После каждого слоя с шайбой придётся обрабатывать болгаркой поверхность
В итоге получится вот такая конструкция, использовано 5 подшипников и 6 шайб
Начинаем проваривать по внешнему контуру каждое соединение
У вас должна получиться вот такая заготовка, старайтесь проварить всё очень тщательно
Зажимаем заготовку в тисках и сбиваем неровности болгаркой с зачистным кругом
Следующим шагом нужно закрепить наш вал так, чтобы он мог крутиться, можно взять 2 подшипника и 2 куска трубы
Устанавливаем на болгарку лепестковый диск и доводим вал до идеального состояния
Вот такой результат работ получается, монолитная конструкция, очень прочная и надёжная
Чертеж вала для трубогиба без токарных работ
Сердцевина — это труба закалённого металла 20 мм, взят кусок стабилизатора от классических жигулей. Прямоугольники с линиями — это шайбы 24 х 44 мм, между ними 204 подшипники, которые идеально подходят для основания. Красным цветом на чертеже отмечены места сварки.
Видео изготовления вала для профилегиба
Изготавливаем и собираем универсальный трубогиб своими руками (с чертежами)
Для начала посмотрите на схему, чтобы было понимание как он выглядит и что у вас должно получиться по итогу.
Нам понадобятся следующие материалы:
- 12 швеллер
- труба ¾»
- круг диаметром 20 мм
- серьга рессоры от Газели — 2 шт.
- домкрат
- шайба кузовная 20 мм — 4 шт
- труба ½»
- шпильки М10×50
- квадрат 10×10 мм
- болты М6×25
- труба водопроводная 2″
- болты М6×30
- гайки М8
- гайки М6
- шайбы М6
Чертежи с размерами трубогиба для профильной трубы
Далее идут 2 видео с полным описанием изготовления каждой детали и полноценной сборкой. Обязательно посмотрите, автор очень доходчиво объясняет почему каждый элемент конструкции трубогиба сделан именно так.
Видео изготовления корпуса для вала трубогиба под профильную трубу
Видео изготовления трубогиба своими руками
Заключение
Изготовление трубогибочного агрегата вполне доступно своими руками. Желаем нашему постоянному читателю научиться самому гнуть трубы для гнутых металлических конструкций и изготовить удобный трубогиб. Пусть любая информация с нашего сайта Вам пригодится. Подписывайтесь на нашу рассылку, делитесь полезностями с друзьями в соцсетях.
основы выгибания, технология и изготовление
Если без воды и ни туды, и ни сюды, то без трубы вообще и ни туды, и ни сюды. По трубам не только текут вода, стоки, хладоагент. По трубам поступает газ, проходят коммуникации, тяги управления механизмами. В строительстве и ремонте нельзя обойтись без разного рода профилей, стандартных и фасонных. Все это нужно гнуть, и не как попало, а по форме и в размер. Можно ли сделать хороший профилегибочный станок своими руками? Можно, а как – посмотрим. Принципы изгибания труб и профилей одни и те же, т.к. труба – разновидность профиля.
Требования к изгибам
Прежде чем браться за принципы и конструкции, нужно знать, до какой степени трубы и профили можно изгибать. Изгиб на угол – это уже не изгиб, а надлом: нести нагрузку и пропускать поток он не способен. Требования к изгибам труб таковы:
- При толщине стенки трубы до 2 мм и диаметре d=5-20 мм минимально допустимый радиус изгиба R=4d; при d=20-35 мм R=5d; при d более 35 мм трубу гнуть нельзя, изгиб нужно делать сборным из секций.
- Если толщина стенки более 2 мм, то при d до 35 мм R=3d; d=35-60 мм R=4d и d=60-140 мм R=5d. Трубы еще шире гнуть опять же нельзя.
- Трубы особо тонкостенные, толстостенные и особо толстостенные гнуть нельзя.
Указанные значения касаются труб из конструкционной стали, латуни и титана. Для меди и металлопластика их можно принять такими же: малая прочность металла компенсируется его высокой пластичностью. Для алюминия значения минимального радиуса изгиба, выраженного в диаметрах трубы, нужно увеличить на единицу (если для стали R=4d, то для такого же алюминия будет R=5d), а для дюраля – не менее чем на 2 единицы. То же касается труб стальных хромированных и никелированных (хром и никель очень хрупки). Бронзовые трубы гнуть, как правило, нельзя, за исключением труб из бериллиевой бронзы. Кадмированные стальные трубы гнутся как обычные.
Примечание: у особо тонкостенных труб нормируется толщина стенки трубы в зависимости от диаметра просвета; скажем, при диаметре просвета в 5 мм стенка может быть 0,3; 0,4; 0,5 мм, а при диаметре просвета в 80 мм – 1,2; 1,4; 1,6; 1,8; 2,0 мм. Для толстостенных и особо толстостенных труб нормируется отношение диаметра просвета к толщине стенки трубы 6-12,5 для толстостенных и менее 6 – для особо толстостенных.
Допустимые радиусы изгиба и его способы для профилей указываются в спецификациях на них. В первом приближении можно считать d равным НАИБОЛЬШЕМУ размеру сечения профиля. Важно знать, что нажим на профиль при изгибании должен быть на его сплошную или выпуклую сторону, иначе противоположная пойдет складками. Любой гибочный станок должен конструироваться и изготовляться с учетом этих обстоятельств.
Классификация гибочных станков
Не промышленные гибочные станки классифицируются по следующим признакам:
- По способу изгибания – см. соотв. раздел.
- По мобильности – стационарные, переносные и носимые.
- По типу привода – ручной, электрический, гидравлический.
- По кинематике передаточного механизма – толкатель, винт, шестерни, зубчатая рейка с храповиком.
Пояснения к п. 2: стационарный станок требует установки на прочной устойчивой опорной поверхности, слева на рис. Переносной (в центре) не дает реакции на опору и может быть установлен где угодно. Носимый кроме того и не дает момента отдачи, им можно пользоваться на весу, справа на рис.
Стационарный, переносной и носимый трубогибы
Примечание: торговое обозначение «мобильный гибочный станок» может обозначать любой, кроме стационарного на отдельном фундаменте. Поэтому при покупке руководствуйтесь приводимыми ниже сведениями, особенно что касается опорной поверхности. К примеру, ручным гидравлическим трубогибом на обычном столе пользоваться нельзя – качать рукоятку домкрата приходится со значительным усилием, и оно передается на стол.
Настольный гидравлический трубогиб с автомобильныи домкратом
Любой профилегиб может быть большим и маленьким, легким и тяжелым, предназначенным для тонкой и грубой работы, развивающим усилие в пару килограмм или несколько тонн. Взгляните на рис. слева: простейшая сварная рама, автомобильный домкрат, который не потерял пригодности для использования по прямому назначению. Такой самодельный профилегибочный станок поместится на верстаке, а гнуть им можно все, что в принципе гнется.
Рекомендации самодельщикам
Чтобы сделать профилегиб своими руками, который будет гнуть трубы с уголками, а не сам себя, нужно правильно подобрать по усилию изгибания размеры деталей станины. Предполагается, что изготовлена она будет из обычной конструкционной стали.
Толщину металла деталей станины следует брать не менее 1/6 диаметра изгибаемой трубы. К примеру, если нужно гнуть трубы до 35 мм, то металл станины нигде не должен быть тоньше 6 мм, иначе туда пойдет концентрация напряжений. Вспомним первейший из законов сопромата: где тонко, там рвется.
Толщина опорной плиты должна быть вдвое больше, так же как наименьшая толщина пуансона с матрицей. Диаметры роликов выбираются не менее трех диаметров трубы для изгибания прокатом, и по допустимому радиусу изгиба во всех остальных случаях.
Размеры полок уголка, из которого сваривается станина, должны быть не меньше трех диаметров трубы, а размер полки швеллера – не менее 2 его диаметров. Например, при тех же 35 мм максимум изгибаемых для станины нужен либо уголок 100х6, и это на пределе, либо швеллер 70х6.
Как гнут трубы и профили?
Пластичной изгибной деформации без надрыва вытянутых деталей, сплошных и полых, можно добиться такими способами:
- выгибанием по шаблону;
- выдавливанием;
- прессованием;
- прокаткой;
- комбинированным способом – обкаткой по ложементу.
Лучковый трубогиб
По первому способу действует простейший и древнейший лучковый трубогиб, см. рис. Все, что для него нужно – круглая деревяшка, веревка, два прочных прутка или палки-воротка и хорошо прокаленный, а затем промытый песок. Песком набивают трубу, обстукивая молотком для усадки, а воротками закручивают веревку. Из изогнутой трубы песок выковыривают проволочным крючком.
Лучковый способ имеет существенный недостаток: практически на протяжении всего процесса изгибания векторы усилий на концах трубы имеют касательную к ее оси составляющую. Поэтому хорошей точности таким способом добиться невозможно, и в сегодняшних серийных трубогибах он не применяется.
При разовой работе без особых требований к точности лучковый трубогиб может выручить и в наши дни. Если требуется большой радиус изгиба, например, для дуг теплицы, шаблон делают из вбитых в деревянный щит штырей. Но для работ более точных и ответственных лучше поискать чертежи профилегибочного станка, а какая конструкция для какой цели лучше подходит, мы разберемся далее. Заодно посмотрим, какой из готовых покупных для чего годится.
Выдавливание
Выдавливание только внешне похоже на лучковое изгибание, вывернутое наизнанку. На самом деле выдавливание – прессовка без матрицы, одним пуансоном. Роль матрицы играют две жесткие опоры по концам изгиба: вращающиеся ролики или поворотные башмаки. Поэтому вектор усилия всегда перпендикулярен трубе и можно получить точный изгиб.
Выдавливание как способ гнутья хорошо тем, что никогда не дает складок, скорее труба порвется. Но для выдавливания нужно постепенно и плавно нарастающее усилие, чтобы металл изгибаемого профиля успевал течь, из-за чего в промышленности выдавливание применяется нечасто: мала производительность. Но в бытовых трубогибах превращается в достоинство неповоротливость ручной гидравлики и ее небольшая отдача на руку, позволяющая чувствовать материал, а компактный гидродомкрат дает усилие в тонны.
Ручной гидравлический трубогиб
Гидравлический профилегиб с ручным приводом – наиболее частое исполнение переносных мощных трубогибов (см. рис): вес – несколько кг, электропитание не требуется, а гнуть можно стальные трубы до 76-100 мм. Домкрат может быть как встроенным собственным, так и автомобильным; под него делают седло с оголовком. Радиус изгиба меняют заменой пуансона-башмака из комплектного набора.
Однако мобильный гидротрубогиб со сменными башмаками требует установки на прочную опору из-за существенного усилия отдачи, и нельзя получать фигурные изгибы. Поэтому выгибающие профилегибы применяются в основном для монтажа водопроводной и газовой разводки от магистрали до квартиры, а также в мастерских, производящих гнутые детали штучно или мелкой серией.
Часто используется мелкий давящий трубогиб для монтажа тонкостенных медных или металлопластиковых труб: такой ручной инструмент с реечно-храповой подачей пуансона размером чуть больше пассатижей, но тонкие трубы гнет очень точно. Особенно пригоден такой для монтажа сплит-систем, там из-за свойств хладоагента складки на трубках недопустимы.
Изгиб прессованием
При изгибании прессованием обрабатываемая деталь зажимается между не вращающимися пуансоном и матрицей. Сделать профилегиб – пресс также можно самому из обычных слесарных тисков, куска негодного тормозного барабана и половинки шкива: в губках тисков сверлят отверстия, нарезают в них резьбу и крепят на болтах пуансон с матрицей. Изгибание сводится к сдавливанию тисками; его точности много способствует консистентная смазка рабочих поверхностей. Важное условие – подобрать друг к другу по сечению матрицу с пуансоном, как показано на рисунке; особенно это важно для гнутья уголков.
Пуансоны и матрицы для изгибания прессованием
Точный изгиб прессом требует тщательной разработки профиля матрицы и пуансона с учетом остаточных деформаций металла детали. Но зато одним ударом штампа можно получить изгиб очень сложной конфигурации, поэтому гнутье прессованием применяется в основном в промышленности.
Изгиб прокаткой
При гнутье прокаткой деталь протаскивают между двумя опорными роликами и вращающимся роликом-пуансоном, подачу которого можно менять зубчатой рейкой с храповиком, гидравликой или винтом. Ручной профилегибочный станок такого типа – конструкция довольно сложная, см. рис. справа, и требует прочной опоры из-за больших усилий отдачи. Но прокатной профилегиб имеет следующие важные преимущества:
Ручной станок для изгибания прокаткой
- Высокая производительность – скорость ручного гнутья может быть до 3 м/мин и более.
- Капролактамовыми или фторопластовыми роликами с прямоугольными канавками можно гнуть тонкостенные профили сложного сечения, как показано на рис. слева.
- Скосом роликов, как показано стрелками там же, можно получать цилиндрические спирали.
- Меняя в процессе работы подачу пуансона, можно получать детали с переменным радиусом изгиба, в т.ч. плоские спирали.
- Комбинируя два последних способа, можно получать спирали конические и другие детали с пространственным изгибом.
Сложное гнутье в домашних условиях на прокатном (или еще – протяжном) профилегибе лучше всего получается при работе вдвоем: подручный крутит ворот протяжки, а мастер регулирует скос и подачу. Таким способом удается получать сложные большие пружины или декоративные детали, которые потом вполне сходят за высококачественную художественную ковку, и по соответствующей цене. В промышленности прокатные гибочные станки с микропроцессорным управлением также используются очень широко.
Профилегибочный станок с перекашиваемыми фторопластовыми роликами
Роликовая гибка
Роликовое изгибание – комбинация изгиба с прокаткой: ролик-пуансон обкатывается по закрепленной с одного конца трубе, прижимая ее к ролику-ложементу или башмаку. Поскольку коренной конец трубы закреплен неподвижно, касательная составляющая вектора усилия на нем не возникает, длинный рычаг дает возможность создать изгибающее усилие, сравнимое с гидравликой, а под катящимся пуансоном металл хорошо и быстро течет.
Роликовый трубогиб дает приемлемую точность и неплохую для ручной работы производительность: изгиб производится одним движением рычага. Но гнуть им можно только трубы – профили мнутся из-за неравномерного давления пуансона на поверхность детали, и металл начинает течь волнами.
Роликовый трубогиб для тонкостенных труб
Однако гнутье роликом стальных труб требует прочной опоры и значительных усилий, а гнутье мелких тонкостенных достаточно серьезного навыка: слишком быстро или резко дернув рычаг, можно трубку или сплющить, или погнать по ней складки. Опытные мастера с набитой рукой для монтажа сплитов, квартирного газа или металлопластика предпочитают пользоваться именно роликовыми мелкими трубогибами (см. рис. справа): по размерам и весу они лишь немногим больше реечно-храповых с выдавливанием, а производительность труда за счет скорости изгибания получается в 2-3 раза выше.
Видео: ручной трубогиб
Об электроприводе
Электрический трубогиб
Бытовой электрический профилегиб (см. рис) вовсе не машина для лентяев, как его иногда называют. Он имеет важное достоинство: не дает отдачи ни на опору, ни на руки, а усилие дает как гидравлический. Поэтому электрический гибочный станок можно поставить на мягкую землю, на ветхий пол веранды на даче и т.п.
Но его нужно подключить к электросети, а потребленную электроэнергию оплатить по тарифу. Кроме того, для пользования простым электрическим профилегибом необходим навык: отдачи на руку нет, не успел выключить – профиль пошел складками, или надломился, или потянулся.
Видео: самодельный профелегибочный станок с электроприводом
Итог
Теперь вы знаете о бытовых профилегибочных станках и инструменте все основное и существенное. Надеемся, что данный материал поможет вам выбрать сообразно цели использования конструкцию для самостоятельного изготовления или модель для покупки.
***
© 2012-2020 Вопрос-Ремонт.ру
Загрузка…что еще почитать:
Вывести все материалы с меткой:Ручной трубогиб профилегиб своими руками
Автор этого видеоролика (канал «Всё о сварке и самоделках») решил сделать маленький трубогиб или, иначе говоря, профилегиб. В мастерской не было приспособления, чтобы гнуть кольца. Решил быстренько изготовить. Ломал голову, как выполнить просто и функционально. Ну вроде как решил, осталось собрать.
Как будет механизм трубогиба-профилегиба работать?
Трубопрофиль 60 на 60 на 4 мм, размеры позже остальные. Надо замерять, в конце ролика будет об этом. Подшипники без разницы какие. Внутренний диаметр 12, наружный безразлично. Так как подшипники мелкие, если у кого-то есть покрупнее, например автомобильные, получше.
Будет маленький зазор, обязательно чтобы эта часть ходила, она еще обрежется. Другая будет толкаться шпилькой. Будет просверлено, то есть будут болты на всякий случай, насквозь, а будет сам вороток. Вороток, токарки нету, поэтому приходится придумывать из того, что есть. Старый шарнир валялся, хорошо на металлолом не выкинул. Палец какой-то – это будет ось. Сам шарнир где-то отрежется, сверху к нему будет приварена ручка, а может прикручена, а палец тоже будет обрезаться, будет ввариваться. На пальце будет крутиться обрезанный шарнир, то есть сам вороток, а другая часть будет ездить.
Обязательно надо будет оставить зазор, наверно 1 мм хватит. Будет пластина. Никуда не денется и пластина, к которой приварится гаечка с резьбой или нарезана и резьба. А будет крышка стоять, крышечка с полосы 5 толщиной, 2 шайбы, чтобы толкать вперед и назад в этом механическом трубогибе.
Осталось собрать. Одна часть профилегиба почти готова, осталось сверху прикрутить барашек.
Как будет двигаться эта конструкция? – просто. Приварил крышку с полосы, с 5-ки, резьбу не стал резать, она и не нужна, зашплинтовал. Шайба со шплинтом – нагрузки на нее не будет – она будет тянуть бегунок назад. Еще о станке для этого дела тут.
Подробнее об изготовлении трубогиба профилегиба далее с 4 минуты. Все сделаем своими руками. А если есть необходимость все сделать на скорую руку без загибателя, то читайте о методе.
Простая конструкция ручного трубогиба
Настоящий мастер в своём арсенале имеет множество разнообразных инструментов, на все случаи жизни. При этом большинство приспособлений сделаны своими руками. В статье вы найдете простую инструкцию и чертежи как сделать самодельный трубогиб для профильной трубы.
Ручной трубогиб
Для чего нужен трубогиб?
Еще сто лет назад дома строили из самана и глины. Сейчас же большинство построек создаются из легких металлических каркасов. Множество беседок, почти все заборы, пристройки требуют металлические профильные трубы.
Самодельный трубогиб
Но в строительстве не все объекты должны быть угловатыми и ровными. Иногда, чтобы добиться особого уюта приходится делать плавные изгибы. Именно в таких случаях и пригождается самодельный трубогиб.
Основные детали
Перед тем как приступать к сборке нужно внимательно изучить чертежи и понять принцип действия приспособления. Если каких-то деталей вам не удастся найти у себя в хозяйстве их всегда можно купить в магазине, в итоге самодельный трубогиб выйдет все-равно дешевле заводского.
Принцип работы трубогиба
Самый простой фронтальный трубогиб изготавливается из следующих деталей:
— металлические валики или вальцы с подшипниками;
— приводная цепь;
— механизм привода;
— пружина, желательно из лигированной стали;
— две шестеренки, одна ведущая, другая ведомая;
— арматура на оси вращения и приводную ручку;
— домкрат, лучше всего реечный;
— швеллер или двутавр для рамы.
В крайнем случае металлические вальцы можно заменить на деревянные или пластиковые. Но, как вы сами понимаете, металл будет намного надежнее.
Принцип действия прост: ручка вращает ведущую шестеренку и вал, это вращение через цепь передается на ведомый вал, который подает профильную трубу, а третий валу установлен в определенном положении, загибает эту трубу.
В этом видео наглядно показана работа самодельного трубогиба:
Сборка самодельного трубогиба и некоторые нюансы
Процесс сборки прост до безобразия, но все-же придется повозиться со сваркой и центровкой деталей:
1) Изготовьте раму на которой будет стоять приспособа.
2) Соберите оси вращения с вальцами, подшипниками.
Важно как можно точнее центрировать шестеренки. Сбой в оси на пол-миллиметра приведет к неравномерному сгибу профильной трубы. То же самое относится и к прижимному валу, поэтому лучше всего изготовить все три детали одного размера.
3) Приварите к двум прокатным валам шестеренки, именно через них, с помощью цепи, будет передаваться вращение.
Прижимной вал должен быть надежно зафиксирован, чтобы во время прогона профильной трубы угол изгиба оставался неизменным.
4) Соедините ведущую шестеренку с ручкой, для вращения вальца.
А на этом видео показан немного другой трубогиб, более простой с описанием сборки в домашних условиях:
zen.yandex.ru/media/economremont/
Профилегиб для теплицы своими руками
Назрела необходимость увеличить площадь теплицы. Посмотрев цены готовых теплиц ужаснулся и решил сделать станок для гибки профиля. Мою идею поддержал друг и причем значительно облегчив задачу: «С тебя чертеж-с меня изготовление».
Он тоже планирует летом себе сделать теплицу и гостевой навес-веранду такого типа:
Покопавшись в интернете и рассмотрев различные конструкции, отзывы эксплуатации был сделан чертеж будущей конструкции. Теперь даже стыдно вспоминать – настолько он был дилетантским. Вообщем внешне будущая конструкция должна была выглядеть где то так:
Первое же обсуждение конструкции профилегиба внесло массу изменений. С исправленными чертежами отправились к токарю- попросить выточить ролики. Токарь посмотрел на наши чертежи и предложил отказаться от цепной передачи в пользу ременного. Причем тут же на куске бумаги рассчитал будущую нагрузку на шкивы (вот что значит советское образование!). На следующий день ролики и шкивы были готовы. Собрали всю конструкцию.
Видя какая получается красавица –профилегиб, решили покрасить его полимерной краской. Вчера наконец вся конструкция была собрана и испытана.
Прогнали через станок трубу 40х40х2 и дюймовку с толщиной стенок 3 мм. Все работает изумительно, пробуксовок нет, ручка вращается легко одной рукой.
Друг теперь настаивает на подключении электродвигателя с редуктором, благо один из шкивов сделан двойным. Я тут придерживаюсь позиции «Лучше- враг хорошего».
На очереди изготовление мангала, который легко превращается и в барбекюшницу и в печку для казана. «Три в одном» вообщем.
Так же надо сделать новую печку для бани с хитрым дополнительным обогревом камней от колосника.
zen.yandex.ru/media/poleznoe
Профилегиб своими руками. Профилегибы ручные своими руками. Профилегибы ручные своими руками
Гибка металлических профилей может осуществляться разными гибочными установками. Одним из самых лучших способов для этой цели является профилегибочный станок или попросту профилегиб. Только стоит такое оборудование довольно дорого, поэтому оно не всем доступно. Тем не менее, упрощенный вариант станка можно сделать самостоятельно, при этом подогнав его под ваши потребности. О том, как сделать профилегиб расскажем далее.
Характеристики профилегиба
Для начала рассмотрим классификацию профилегибов, их конструкцию, а также принцип работы.
Сегодня такие инструменты широко используются для изготовления различных труб из металлических профилей. Профилегибочные станки способны гнуть как часть, так и весь профиль. Некоторые модели позволяют согнуть заготовки даже на 360 градусов. Причем для этого может использоваться любой материал. Для того чтобы изогнуть металл под нужным углом, нередко также применяют самодельные профилегибы.
Для осуществления гибки не требуется предварительного нагревания детали. Инструмент работает путем холодного проката. С помощью профилегиба можно получить детали различной формы. Они могут быть как симметричными, так и несимметричными, с одним или с несколькими изгибами.
Такие станки способны сделать изгиб всего за один прокат. Профили могут быть обработаны как в вертикальной, так и горизонтальной плоскости. Профилегиб позволяет делать из металлических заготовок и профилей окружности, зигзаги, спирали. Кроме того, при помощи них можно сделать как закрытые, так и открытие профили. Они также способны изготовить детали с плавным переходом.
На сегодняшний день данные станки широко используются в различных областях промышленности, в том числе при строительстве, ремонте зданий и автомобилей, а также при производстве мебели.
Процесс сгибания на профелегибах состоит из двух основных движений:
- Прокатывание заготовки между роликами.
- Одновременный поджим верхнего (или боковых) ролика.
Конструкция профилегибов
Гибочные станки представляют собой устройство, оснащенное механическим, гидравлическим или электрическим приводом. Они обычно имеют небольшие габариты и массу. Создавать детали различной конфигурации можно благодаря использованию специальных насадок.
По конструкции различают несколько разновидностей систем роликовых профилегибов:
- Станок с верхним подвижным роликом. Считаются самыми простыми. Ведь в этом случае в движение приходит только верхний ролик. В установках ручного типа ролик перемещается за счет редуктора. В гидравлических станках — при помощи гидросистемы. Тот факт, что ролики расположены сверху, позволяет рассчитать возможный радиус для изгиба изделий. При этом градиент и погрешность при деформации профиля являются небольшими.
- Установки с левым подвижным роликом. Эти станки удобны, если необходимо завить спираль. Отличие данной конструкции от предыдущей заключается только в механике привода ролика. Некоторые модели оснащаются программным управлением, что позволяет контролировать градиент гибки, а также гнуть деталь по индивидуальным чертежам. Существуют модели, с заранее установленными функциями гибки.
- Станок с подвижными нижними (боковыми) роликами. Данные устройства используются для работы с профилями большого размера. Это достигается благодаря тому, что усилие во время гибки распределяется на оба нижних вала. Данные виды станков оснащаются гидравлическим приводом. При этом у каждого вала имеется свой контролер положения. Ролики в этом случае перемещаются по сегменту окружности, из-за чего эта конструкция стала самой распространённой.
- Установка со всеми подвижными роликами. Данные станки имеют самую сложную конструкцию. Они сочетают в себе все основные достоинства профилегибов, указанных выше. Они могут выполнять работы, которые на остальных станках можно сделать только по отдельности. Таким образом, эту конструкцию можно назвать универсальной.
Принцип работы профилегиба
Профилегиб отличается от прочих трубогибочных станков тем, что деформация металла происходит за счет проката, а не с помощью изгиба.
Порядок работы:
- Этот инструмент довольно жёстко устанавливается. После чего через отверстие в раме закрепляется материал (профиль) при помощи анкерных болтов.
- Перед началом работы нужно обязательно проверить, правильно ли выполнено заземление механических и электрических соединений.
- Перед первым пуском ролики станка обязательно нужно очистить от смазки. Это можно сделать при помощи простой сухой тряпочки. Кроме того, необходимо проверить, чтобы напряжение сети соответствовало характеристикам инструмента.
- Затем следует обкатка станка на холостом ходу в течение получаса. Если за это время были обнаружены неполадки, то работу нужно остановить и обязательно устранить все найденные неисправности.
- Если станок исправен, то нужно очистить все детали от масла.
- Затем следует проверить твердость материала (по всей длине заголовки она должна быть одинаковая).
- После чего ролики нужно настроить под обработку изгибаемой детали. Это делается следующим образом:
- сначала откручивается гайка крепления прижимных и опорных роликов. Это можно выполнить с помощью ключа;
- затем ролики устанавливаются на валы со шпонкой;
- они закрепляются с помощью гаек;
- далее прижимной ролик поднимают в верхнее положение. Это выполняется с помощью рукоятки.
Когда ролики настроены, заготовка зажимается между валами. После чего она прокатывается между ними под высоким давлением, что приводит к изгибу профиля. Чтобы задать радиус кривизны, нужно поднять и опустить верхний вал. Если профилегиб ручной, то механизм приводится в движение при помощи вращаемого оператором рычага. Электрический вариант работает за счет установленного электродвигателя.
Классификация профилегибов
Существует несколько типов таких станков. Каждый из них имеет свои характерные особенности. Различают следующие виды установок:
- Профилегибы электрические.
- Гидравлические.
- Ручные.
Изготовление профилегибов ручных своими руками
Чертеж профилегиба:
Самодельный профилегиб стоит использовать только в том случае, если он нужен для простого сгибания трубы. Для более объемных работ требуется уже приобретать профессиональные станки.
Итак, если вы решили сделать этот инструмент, то, прежде всего, нужно знать, что его конструкция подбирается в зависимости от диаметра трубы. Так, если она имеет диаметр менее 20 миллиметров, то её можно согнуть при помощи бетонной плиты с отверстиями. Сгибание в этом случае происходит следующим образом:
- В плиту вставляются стальные штыри.
- Трубу поместить между штырями и выгнуть на необходимый угол.
Если диаметр трубы больше 25 миллиметров, то тут потребуется инструмент более сложной конструкции.
Порядок работ:
- Для изготовления профилегиба своими руками нужно прикрепить сначала ролики на основание. Они должны иметь круглое сечение боковой грани. Важно, чтобы диаметр сечения был такой же, как и у трубы для сгибания.
- Труба вставляется между роликами, после чего один из её концов фиксируется.
- Свободный конец материала нужно прикрепить к лебедке.
- Затем механизм лебедки приводится в действие.
- Лебедка останавливается, когда труба достигнет необходимого изгиба.
Ещё один вариант самодельного станка:
- Для этого потребуется цементный раствор. Он смешивается из расчета, что на одну часть цемента понадобится четыре части песка.
- Затем толстые отрезки труб диаметром 80-90 миллиметров нужно будет вставить в площадку, засыпанную щебнем, на расстоянии примерно 40-50 миллиметров друг от друга.
- Затем площадка заливается цементом. Важно, чтобы при этом трубы остались строго вертикальными.
- Нужно дождаться, пока площадка высохнет (на это требуется обычно до 2 суток).
- Чтобы не появились трещины и деформация, перед нагреванием трубу следует набить кварцевым речным песком. Перед этим один её конец затыкается пробкой.
- Затем песок в небольшом количестве засыпается в обрезок трубы. После чего он подогревается до темно-вишневого цвета.
- Когда материал остынет, можно набить песком остальной объем трубы.
- Если труба имеет длину не более 1,5-2 метров, то набить её можно вручную небольшими порциями. Чтобы при этом не образовывались пустоты, нужно после каждой порции обстукивать внешнюю сторону молотком. Главное, чтобы песок немного не доходил до верхнего края трубы. Это место понадобится для пробки.
- В забитой пробке должно быть несколько отверстий. Они нужны для того, чтобы из трубы могли выйти образовавшиеся газы.
- Затем нужно взять мел и нанести с помощью него метку в месте наибольшего изгиба. Его радиус должен быть не более 3-4 диаметров трубы.
- Если необходимо согнуть трубу под углом 45 градусов, то интервал прогревания берется равным 3 её диаметрам.
- Если нужно согнуть материал под углом 60 градусов, то допускается взять интервал прогрева равный 4 диаметрам.
- Если трубу нужно будет согнуть под прямым углом, то место прогрева должно быть равно примерно 6 её диаметрам.
- Когда труба полностью прогреется, то от неё отлетит вся окалина. В этот момент нужно прекратить дальнейший нагрев.
- Если появляются искры, то это является признаком того, что нагрев был слишком долгим.
- Важно, чтобы труба была изогнута за один прогрев. В противном случае, структура металла может ухудшиться. Во время работы обязательно нужно соблюдать все правила безопасности.
- Когда труба приняла желаемую форму, то пробка из неё вытягивается, а кварцевый песок высыпается.
Коко Бендер • Приемная комиссия • Льюис и Кларк
Lewis & Clark открыли для меня двери и помогли закрепиться на музыкальной сцене Портленда.
Внешкольные
Музыкальный руководитель — Girl Circus Orchestra, Fighting Instruments of Karma Marching Band / Камерный оркестр, L&C Community Chorale, L&C Wind Ensemble
Какие три слова вы бы использовали для описания L&C?
Сообщество, совершенство, воодушевление
Что побудило вас пойти в Lewis & Clark?
Я знал, что хочу продолжить изучение музыки в колледже, а также получить более широкое образование, которое дает гуманитарный колледж.Что укрепило мой выбор, так это знакомство со Сьюзен Смит, директором по игре на фортепиано, когда я впервые посетил кампус. Я был полностью очарован ее добротой, ясностью и внимательностью к музыке, а также пышной и лесистой территорией кампуса.
Как вы описываете гуманитарные науки?
Как фруктовый пирог — всего понемногу, чтобы приготовить ароматное блюдо со взбитыми сливками наверху и хлопьевидной корочкой!
Почему вы выбрали музыку?
Когда я выбрал L&C, это было не совсем с намерением специализироваться на музыке.В первый год я играл в группе на флейте, еженедельно брал уроки игры на фортепиано у Сьюзан Смит, руководил сценой на музыкальном факультете и погрузился в музыку и искусство! К концу первого года я понял, что нет ничего, что я люблю больше, чем фортепиано. Следующие четыре года я хотел посвятить музыке.
Какой у вас был любимый урок? Как это расширило ваши знания?
Моим любимым уроком была МАТЕМАТИКА 103, Перспективы в математике, которая не является основным введением в математику.В год, когда я его изучал, его преподавал Пол Аллен, который сосредоточил внимание на топологии, то есть на изучении геометрии, карт и пространства. Как предмет, который находился далеко за пределами моей сферы интересов (которая на тот момент была полностью музыкой), это был самый увлекательный урок, который я посещал. Профессор Аллен познакомил меня с расширяющейся мыслью о том, что конкретные идеи также аморфны и что каждый объект может быть уменьшен до самой простой геометрической формы, такой как квадрат, круг или бублик.Это повлияло на то, как я анализировал и разучивал музыку, разбивая сложные отрывки на мельчайшие строительные блоки, сохраняя при этом более крупную структуру.
Кто ваш наставник в кампусе? Почему вы считаете этого человека своим наставником?
Моим наставником была Сьюзен Смит. Как мой учитель по игре на фортепиано, она руководила моей музыкальной, художественной и технической подготовкой к игре на фортепиано. Обучение игре на фортепиано проводится один на один, и у нас были интимные и близкие отношения.
Чем вы занимались после выпуска?
Я преподаю в большой фортепианной студии на северо-западе Тихого океана и часто выступаю в Портленде, как соло, так и совместно.В настоящее время я учусь у Томаса Оттена. Я продолжил свою работу с Girl Circus, женским цирком, который знакомит с цирковым искусством и обучением девочек из PNW.
Как Льюис и Кларк подготовили вас к работе / в аспирантуре / волонтерской работе / к тому, чем вы собираетесь заниматься?
Lewis & Clark открыли для меня двери и помогли закрепиться на музыкальной сцене Портленда. Мои профессора и коллеги познакомили меня с влиятельными музыкантами, в том числе с моим нынешним учителем, и подготовили меня к исполнению, преподаванию, менеджменту искусства и постановке сцены.Уроки и семинары L&C дали мне уверенность в том, что я могу свободно и легко общаться и верить в себя и свои идеи. Мне повезло, что я до сих пор поддерживаю связи через L&C.
Теперь, когда вы уже какое-то время закончили колледж, что, по вашему мнению, является самым важным, чему вы научились в Lewis & Clark?
Саморефлексия, самодисциплина, мотивация, настойчивость и организаторские способности важны для всех сторон жизни. Очень важно уделить время себе и подумать.Главное — делать то, что делает вас счастливыми!
Каковы ваши карьерные цели?
Моя конечная цель — стать концертным пианистом и погрузиться в сочинения POC и женщин, как исторические, так и современные. Я уже достиг некоторых своих мини-целей, таких как обучение игре на фортепиано и наличие большой фортепианной студии, и я работаю над тем, чтобы получить степень магистра и доктора по игре на фортепиано. Вы можете следить за моими успехами на моем сайте или в инстаграмме.
решают изменить мир к лучшему: CCBA принимает бывшего сенатора из Техаса.Флоренс Шапиро и Мисси Бендер за круглым столом по углубленным выборам
Шестнадцать лет назад Мисси Бендер была волонтером в детском саду своей дочери в начальной школе Даффрон в Плано, когда она поняла, что может сделать больше, чтобы помочь людям. «Я почувствовала этот невероятный момент, когда только что поняла, что могу помочь ее друзьям, ее одноклассникам, но почему бы мне просто не помочь всем детям в школьном округе», — сказала она.
Кто-то предложил ей баллотироваться в школьный совет.Она сделала домашнее задание и записалась в качестве кандидата. Два года спустя, в 2006 году, Бендер победил на выборах. Она проработала 13 лет в школьном совете Плано до 2019 года, включая три года в качестве президента.
Но эта история восходит к 1975 году, когда Бендер вместе с семьей переехала в Плано. Она училась в пятом классе начальной школы Forman и окончила школы Plano. Она стала первой в своей семье, окончившей колледж.
Постепенно она полюбила свое сообщество.Поиск должности не был вопросом политики. Это было искреннее призвание и страсть к делу.
«Я почувствовала себя очень связанной с образованием из-за моего опыта в школьном округе Плано и того, как это изменило мою жизнь», — сказала она.
Во время первого из серии подробных видеозаписей дискуссий с кандидатами о баллотировании в местный офис Бендер присоединился к другому первопроходцу в сфере образования, бывшей сенатору от Техаса Флоренс Шапиро, чтобы дать советы о том, как добиваться избранной должности.Вместе они обрисовали влияние выборных должностных лиц на вопросы образования.
Переговоры с кандидатами являются частью инициативы Collin County Votes Делового альянса округа Коллин в партнерстве с Local Profile с целью повышения осведомленности и участия в местных выборах. CCBA, празднуя свое 10-летие, привлекает лидеров бизнеса и способствует сотрудничеству, чтобы добиться регионального воздействия в ключевых областях, обеспечивая жизнеспособность сообщества в будущем. Моника Шортино, директор CCBA, модерировала недавнюю онлайн-беседу.
Хотя Бендер и Шапиро имеют разное происхождение и разный опыт, оба подчеркнули важность изучения проблем и связи со своими сообществами,
После того, как Бендер окончила колледж, ее мать получила высшее образование.
«Это полностью изменило жизнь моей семьи», — сказала она. «Я хотел, чтобы это случилось для других».
Мисси Бендер Начни с волонтерстваСтать кандидатом на любой пост начинается с волонтерства и построения отношений, сказал Шапиро, сенатор-республиканец в течение 20 лет с 1993 по 2013 год, который также был председателем комитета по образованию Сената Техаса.
До того, как занять государственную должность, она основала Лигу Плано Служения, теперь известную как Младшая Лига округа Коллин, и стала ее первым президентом. Она также основала Центр информационных услуг, когда в Плано проживало 50 000 жителей по сравнению с почти 300 000 сегодня.
Как и в случае с Бендером, для того, чтобы стать кандидатом, потребовалось лишь немного подтолкнуть его. В 1979 году бывший газетный издатель Луиза Шерилл попросила Шапиро перейти в офис, потому что он уходит из городского совета Плано. Шапиро победил и был членом городского совета Плано в течение 13 лет, включая два года в качестве мэра до 1992 года.
«Это во многом стало результатом моей волонтерской работы в обществе», — сказал Шапиро. «Есть неправильное выражение, что у вас должны быть деньги. Я в это не верю. У вас должна быть эта система поддержки и правильное сообщение в нужное время ».
Шапиро, у которой было трое маленьких детей в 1979 году, когда она была членом городского совета, сказала, что механизм поддержки особенно важен для кандидатов-женщин.
«Без системы поддержки это одинокое, уединенное место», — сказала она.«Важно, чтобы у вас были люди, которые могут вас подбодрить и поддержать».
Волонтерская работа помогла Бендер найти свою миссию после того, как она оставила свою карьеру консультанта по менеджменту в IBM и переехала в Плано с мужем во время беременности.
«Я была дома, и все изменилось», — сказала она. «Теперь я мать, и кто я на тот момент. Я пять лет искал, пытаясь понять, что мне делать. У меня было призвание что-то сделать ».
По ее словам, юниорская лига— отличный способ узнать о сообществе и о том, как эффективно работать волонтером.Она также принимала участие в работе ассоциации домовладельцев, ассоциации домовладельцев и различных мероприятий в ее церкви.
«Я ничего не знала о политике, — сказала она. «В этом путешествии я научился и начал свою гражданскую главу в своей жизни».
Узнать о проблемахПрежде чем принять решение баллотироваться в офис, Бендер сказал, что важно узнать о проблемах и о том, как формируется политика.
«Я решила, что если я собираюсь работать в школьном совете, то мне следует пойти на собрание школьного совета», — сказала она.«Так что я начал ходить на собрания».
Бендер делал записи и записывался в райкомы, чтобы узнать, как все работает. Она купила книгу о том, как провести местные выборы и побеждать. Она брала интервью у людей, чтобы выяснить, о чем они думают.
«Это похоже на ведение малого бизнеса», — сказала бывшая бизнесвумен. «У вас должен быть план».
Попав в офис, вы продолжаете учиться.
Плано рос экспоненциально в 1980-х, когда Шапиро был членом городского совета.Она зависела от сотрудников мэрии в понимании терминологии, и она ходила на общественные слушания, чтобы услышать, о чем говорят жители.
«Город был в огне, и мы действительно изучали все, что могли, о планировании и зонировании, росте, потенциальном росте и о том, куда мы собирались», — сказала она. «Мы буквально учились строить город».
Шапиро служила мэром Плано, когда бывший сенатор США Кей Бейли Хатчисон, казначей штата в то время, сказала ей, что она будет идеальным кандидатом для участия в гонке республиканского сената штата против давно действующего демократа.
В то время как школьные советы и городские советы являются беспартийными, Шапиро пришлось узнать, каково это — участвовать в вечеринке, — более интенсивный опыт, связанный со многими другими проблемами.
Гордые достиженияШапиро никогда не забудет одну мучительную проблему. Вскоре после того, как она победила на выборах, кто-то схватил 7-летнюю девочку из парка в Плано и убил ее. Следователи начали замечать зияющие дыры в системе уголовного правосудия. Шапиро и группа законодателей собрали экспертов из окружных прокуроров и служб защиты детей, чтобы устранить эти зияющие дыры.
Серия ее законопроектов стала известна как Законы Эшли. Они сурово наказывают сексуальных хищников и быстро стали национальным эталоном в борьбе с сексуальными преступниками.
«Я думаю об этой маленькой девочке каждый уик-энд Дня труда и ее замечательной семье, которая заставила нас почувствовать, что то, что мы делаем, было хорошо и что мы многого добиваемся», — сказал Шапиро, возглавлявший комитет по делам государства перед тем, как переключиться на образование.
Там она познакомилась с Бендером, который часто обращался к Шапиро за советом по созданию местного видения образования.
Частью этого видения стало создание средней школы Academy High School округа Плано, междисциплинарной альтернативы STEAM обычной старшей школе, которая предлагает совместные командные проекты и возможность посещать занятия без структурированных часов занятий.
«В моем понимании эта школа — воплощение будущего образования», — сказал Бендер. «Это инкубатор, это как научно-исследовательский центр школьного округа».
Школа предлагает трансформирующие уроки для других школ округа.
«Это было похоже на начало больших перемен и возможностей, основанных на том, что находит отклик у студентов, как они хотят учиться и чему они хотят научиться», — сказала она.
В поисках разнообразияПо словам Шапиро, по мере того, как округ Коллин продолжает расти с более разнообразным ландшафтом, необходимо поощрять лидеров из разных слоев общества к активным действиям.
По словам Шапиро, разнообразие должно быть во всех сферах, включая пол, расу и даже возраст.
«Очень важно, чтобы все граждане всегда чувствовали себя представленными, а это значит, что у вас должен быть разносторонний совет любого рода», — сказала она. «Как только они чувствуют, что не представлены, они прекращают голосование».
Протяни руку кому-нибудь другому, предложила она.
«Вы можете спросить себя, почему я, заслуживаю ли я этого места?» — сказал Бендер. «Но потом я понимаю, почему не я. Нам нужно помочь людям увидеть себя такими. Если у меня есть все это умение и страсть, я заслуживаю места за столом.Вы должны помочь им вообразить это для себя ».
Выйти на голосНе прекращается участвовать в выборах. Кандидаты полагаются на явку избирателей, которая на местных выборах является исторически низкой.
«Вы должны обучать, вы должны вовлекать избирателей в какую-то тему, которая их интересует, а затем вам нужно дергать их душевные чувства по поводу гражданской активности», — сказал Шапиро.
Большинство людей настолько заняты другими делами в своей жизни, что обычно не обращают внимания на то, что влияет на них на местном уровне.«Вот где необходимо долгосрочное решение», — сказал Шапиро, указывая на чрезвычайный пункт губернатора Грега Эбботта для законодательного органа, требующий проведения в школах уроков гражданской активности.
Многие не понимают роли, ответственности и решений школьного совета, которые влияют на их жизнь, сказал Шапиро.
«Если в долгосрочной перспективе этому будет уделяться больше внимания, мы увидим рост явки избирателей», — сказала она. «Это займет много времени. Но нужно научить людей использовать свой голос не только на выборах, но и круглый год.”
СвязанныеДраган Бендер: всегда наготове
В этом сезоне Драган Бендер появился в стартовом составе всего лишь в 14 играх, а две игры назад он устоял на своем месте, играя на новой позиции.
Деандре Эйтон и Ришон Холмс получили травмы в матче с «Хорнетс» в прошлую субботу, и, поскольку других центровых в составе не было, «Финикс Санз» пришлось рассчитывать на Бендера, чтобы выйти на стартовую роль. При росте 7 футов 1 дюйм и 225 фунтах Бендер всегда имел размер, чтобы играть в центре, но в основном играл на позиции сильного форварда с тех пор, как был выбран на драфте в 2016 году.
«Это другое», — сказал Бендер. «Разные весовые категории и все такое. Все сводится к усилиям ».
Бендер получил свои первые два старта в сезоне за последние две игры, играя сезонный максимум по минутам в каждом матче. Быть готовым и быть готовым было самым большим фактором для Бендера, поскольку он перешел с 7,7 минут в первые 14 игр до 29,7 в последних двух.
«Садитесь. Будьте профессионалом. Ты работаешь. Делай то, что тебе нужно, — сказал Бендер.«Просто подготовьтесь мысленно с того момента, как я выхожу на арену сегодня утром. Будьте готовы ко всему, что случится. Если он не играет или не играет, что бы это ни было. Просто нужно быть готовым стать профессионалом и делать свою работу ».
Санз играли подряд игры против «Миннесота Тимбервулвз» в обоих стартах, поскольку Бендер столкнулся с непростой задачей — противостоять Матчу звезд Карлу-Энтони Таунсу. После того, как до этого момента Бендер играл очень экономно на протяжении всего сезона, у Бендера был небольшой период адаптации, прежде чем он вернулся в ритм действий НБА.
«Я почувствовал определенную усталость в первые пару минут», — сказал Бендер. «Получите первое дыхание. Как только вы перестанете это делать, это будет просто игра. Вы там весело проводите время, играете в игру, пытаетесь выиграть. Это определенно то, что я искал ».
Его результативность была продемонстрирована: в воскресенье он сделал свой первый дабл-дабл в сезоне, а во вторник — еще один дабл-дабл. Бендер продолжает использовать свои возможности на площадке со средним показателем 12.5 очков при 45-процентной стрельбе, 10 подборах и двух передачах в обоих стартах.
«Каждый раз, когда вы выходите на площадку, это возможность, — сказал Бендер. «Это то, к чему нужно отнестись серьезно и уметь выйти и выступить. В конце концов, это не обо мне. Речь идет о победах. Речь идет о движении вперед вместе с командой ».
Бендер не только продюсирует, когда находится на площадке, но и держит защиту в напряжении. Угроза его трехочкового броска позволяет сочетать пик-н-поп и пик-н-ролл.
«Это дает нам преимущество в атакующей игре, поскольку мы каждый раз можем сбивать с толку оборону», — сказал Бендер. «Возможность бросить немного и добавить немного, определенно дает защите, о чем подумать, и это хорошо для нас».
Его товарищи по команде должны обратить внимание на его усилия, результативность и общее влияние на центральную позицию.
«Он играет очень, очень агрессивно. Мне это нравится, — сказал Джош Джексон. «Мне вообще-то нравится видеть, как он много играет в пятерке. Я думаю, что это дает нам возможность.Противники должны уважать его стрельбу. В последних двух играх (Таунс) он очень хорошо играл в защите, так что снимаю шляпу перед ним, он нам очень помогает ».
Бендер получит еще одну возможность, начиная с пятерки, поскольку Эйтон остается в стороне с растяжением левой лодыжки. В четверг вечером Бендер встретится с Юсуфом Нуркичем, когда в город приедут Portland Trail Blazers. Обязательно следите за происходящим на Fox Sports Arizona.
калькуляторов — Bender Private Wealth Management Group, Scranton PA
В начале 2020 года 61% U.Опрошенные работники С. заявили, что планирование выхода на пенсию вызывает у них стресс. 1 Доверие инвесторов постоянно подвергалось проверке в течение года, и вполне вероятно, что этот процент вырос — возможно, даже значительно. Если вы окажетесь среди тех, кто испытывает стресс в преддверии Нового года, эти советы могут помочь вам сосредоточиться и улучшить свою стратегию пенсионных накоплений в 2021 году.
1. Рассмотрите возможность увеличения своей экономии всего на 1%. Если вы участвуете в плане пенсионных сбережений на работе, возьмите на себя обязательство увеличить ставку взносов всего на 1%, а затем попытайтесь увеличить ее снова, когда это возможно, пока не достигнете максимально допустимой суммы.Приведенная ниже диаграмма демонстрирует огромную разницу, которая может дать со временем только 1% больше ежегодного вклада.
Сила 1%
Мария и Ник наняты одновременно с годовой зарплатой в 50 000 долларов. Оба перечисляют 6% своей зарплаты на пенсионные счета и получают повышение на 3% каждый год. Ник поддерживает 6% -ную ставку на протяжении всей своей карьеры, в то время как Мария увеличивает ее на 1% каждый год, пока не достигнет 15%. Через 30 лет Мария накопила бы более чем в два раза больше, чем у Ника.
Предполагает среднегодовую норму доходности 6%. Этот гипотетический пример математического сложения используется только в иллюстративных целях и не отражает результативность каких-либо конкретных инвестиций. Он предполагает ежемесячные взносы и ежемесячное начисление сложных процентов. Сборы, расходы и налоги не учитывались и, если бы они были включены, снизили бы результативность. Фактические результаты могут отличаться.
2. Изучите свою налоговую ситуацию .Имеет смысл периодически пересматривать свою стратегию пенсионных накоплений в свете вашей текущей налоговой ситуации. Это потому, что планы пенсионных накоплений и IRA не только помогают вам накапливать сбережения на будущее, они могут помочь снизить ваши подоходные налоги прямо сейчас.
Каждый доллар, который вы вносите в традиционный (не связанный с Roth) план пенсионных сбережений на работе, уменьшает сумму вашего текущего налогооблагаемого дохода. Если ни вы, ни ваш супруг (а) не охвачены трудовым планом, взносы в традиционный IRA полностью вычитаются в пределах годового лимита.Если вы, ваша супруга или оба участвуете в трудовом плане, ваши взносы в IRA могут по-прежнему вычитаться, если ваш доход не превышает определенных лимитов.
Обратите внимание, что в конечном итоге вам придется платить налоги на взносы и доходы, когда вы снимаете деньги. Кроме того, снятие средств до достижения возраста 59½ лет может облагаться штрафом в размере 10%, если не применяется исключение.
3. При необходимости выполните повторную балансировку. Турбулентность рынка в течение последнего года могла привести к смещению целевого распределения активов в сторону более агрессивного или консервативного профиля, чем это соответствует вашим обстоятельствам.Если ваш портфель не перебалансируется автоматически, возможно, сейчас самое подходящее время, чтобы посмотреть, нужно ли вносить корректировки.
Как правило, существует два способа ребалансировки: (1) вы можете сделать это быстро, продав ценные бумаги или акции в классе (-ах) активов с избыточным весом и переместив выручку в категорию (-ы) с недостаточным весом, или (2) вы можете перебалансировать постепенно, направляя новые инвестиции в класс (ы) с недостаточным весом, пока не будет достигнуто целевое распределение. Имейте в виду, что продажа инвестиций в налогооблагаемый счет может привести к налоговым обязательствам.Распределение активов — это метод, используемый для управления инвестиционным риском; это не гарантирует прибыль и не защищает от инвестиционных потерь.
4. Пересмотрите свою цель сбережений. Когда вы впервые начали откладывать в свой пенсионный план или IRA, вы, возможно, прикинули, сколько вам может понадобиться накопить, чтобы с комфортом выйти на пенсию. Если вы испытали какие-либо серьезные изменения в жизни за последний год — например, смена работы или семейного положения, наследство или появление нового члена семьи — вы можете по-новому взглянуть на свою общую цель сбережений, а также на предположения. используется для его создания.По мере изменения обстоятельств в вашей жизни, вероятно, будет развиваться и ваша стратегия сбережений.
5. Изучите все особенности своего плана. Планы пенсионных накоплений по месту работы могут варьироваться от работодателя к работодателю. Насколько вы знакомы с особенностями вашего плана? Предлагает ли ваш работодатель соответствующий взнос и / или участие в прибылях? Вы знаете, как это работает? Подлежат ли взносы и доходы компании графику перехода прав (т. Е. Периоду ожидания, прежде чем они станут полностью вашими), и если да, то понимаете ли вы параметры? Предлагает ли ваш план ссуды или снятие средств в трудных условиях? При каких обстоятельствах вы можете получить доступ к деньгам? Можете ли вы делать взносы Roth или после уплаты налогов, которые могут стать источником необлагаемого налогом дохода при выходе на пенсию? Просмотрите краткое описание плана, чтобы убедиться, что вы максимально используете все его возможности.
Любое инвестирование связано с риском, включая возможную потерю основной суммы долга, и нет гарантии, что какая-либо инвестиционная стратегия будет успешной.
1) Научно-исследовательский институт льгот сотрудникам, 2020
Эта информация не предназначена для использования в качестве совета или рекомендаций по налогообложению, праву, инвестициям или выходу на пенсию, и на нее нельзя полагаться, чтобы избежать каких-либо федеральных налоговых штрафов. Вам рекомендуется обратиться за советом к независимому специалисту в области налогообложения или юриспруденции.Содержание получено из источников, которые считаются достоверными. Ни представленная информация, ни высказанное мнение не являются приглашением к покупке или продаже какой-либо ценной бумаги. Этот материал был написан и подготовлен компанией Broadridge Advisor Solutions. © 2021 Broadridge Financial Solutions, Inc.
Что делать после отбойного станка
Представьте, что вы спешите с работы и попадаете в пробку на загруженном шоссе, и когда вы замедляетесь до остановки, вы слышите безошибочный визг тормозов, которые пытаются замедлить машину, идущую позади вас.Через несколько секунд вас бросает вперед, и ваше сердце начинает биться со скоростью милю в минуту. В этот сюрреалистический момент «это не произошло просто так» вы можете задаться вопросом: «Что будет дальше?»
Выполните следующие четыре шага, чтобы подготовиться к следующей небольшой автомобильной аварии:
Сохраняйте спокойствие и оценивайте ситуацию
Часто изгиб крыльев не приводит к травмам, но это не значит, что вам не следует анализировать свои ощущения перед тем, как расстегнуть ремни.Большинство последних моделей автомобилей GM оснащены OnStar, и в зависимости от модели вашего автомобиля и плана подписки у вас может быть доступ к соединению в одно касание с обученными консультантами по чрезвычайным ситуациям.
Постарайтесь не позволять эмоциям брать верх; потратьте несколько минут на то, чтобы прийти в себя. Убедитесь, что вы можете безопасно выйти из автомобиля, и определите, нужно ли вам связываться с полицией. Не забудьте указать безопасную зону для обмена информацией с другим водителем.
Согласно 911.gov, если вы не уверены, следует ли вам звонить в полицию, позвоните в службу 911 и объясните ситуацию оператору.Консультанты по чрезвычайным ситуациям могут помочь вам определить, нужны ли дополнительные действия.
Сбор страховой информации
Получите у другого водителя следующую информацию, если она вам понадобится для страхового возмещения:
- Имя водителя, адрес, номер телефона, номер водительского удостоверения, штат выдачи — убедитесь, что адрес в водительском удостоверении и указанный адрес совпадают.
- Имена и контактная информация всех пассажиров и свидетелей
- Страховая компания, номер полиса и номер телефона
- Описание автомобиля, включая номерной знак
Экономия времени: сделайте снимок своей страховой карты и отправьте текстовое сообщение другому водителю.Информацию будет легко читать, и вы будете знать, что у вас есть правильный контактный номер для другого водителя.
Обратите внимание на ваше местоположение
Страховая компания захочет узнать точное место, где произошла авария, поэтому ищите отметку мили, перекресток или выездной знак поблизости. Если это безопасно, сделайте снимки места аварии и подробные фотографии повреждений транспортных средств.
Экономия времени: Используете GPS для навигации? Сделайте снимок экрана GPS или снимок экрана приложения «Карты» на мобильном устройстве.
Сообщить о несчастном случае в страховку
Если другой водитель виноват, сообщите о происшествии в его или ее страховую компанию. Вы также можете уведомить свою страховую компанию, даже если вам не нужно подавать иск. В случае сомнений обратитесь в свою страховую компанию и позвольте им определить, кто виноват.
Если ваш последний краногиб стал последней остановкой для вашей надежной поездки, не забудьте проверить наш контрольный список для покупки автомобиля, в котором изложено все, что вам нужно знать о покупке или аренде вашего следующего автомобиля GM.
Автор: Келли Шефер Хилл, GM Financial
Футбольная мама, энтузиаст корги, помощник учителя виртуального обучения, Келли Шефер Хилл носит много шляп, но одна вещь, от которой она не может оставаться в стороне, — это данные и забавные факты. Когда она не пишет сообщение, чтобы ответить на ваши вопросы, она тусуется со своей семьей.
Готовы сесть за руль?
Посмотрите, имеете ли вы право на получение финансирования.
Применить сейчасПрофиль клиента: Beaumont Benders Ringette
Для рингетистов общение является ключевым моментом. Как и в хоккее, десять фигуристов (по пять на команду) носятся взад и вперед по покрытому льдом катку, работая вместе, чтобы пробить кольцо мимо вратаря другой команды.Игроки должны постоянно проходить кольцо, чтобы продвигаться вперед, поэтому один игрок не может взять верх над игрой.
Beaumont Benders, канадская молодежная команда по рингетту и клиент TeamSnap, олицетворяют командную работу и дух этого вида спорта. В эпоху кульминации, когда индивидуальная производительность иногда может превалировать над командной работой, приятно видеть команду, которая действительно работает вместе.
«[Рингетт] играет с большим количеством передач, что делает его отличным командным видом спорта», — говорит Лэндин Карр, помощник главного тренера Бендерса и ветеран рингеттов.«Из-за того, что все пасы делаются для подъема и спуска по льду, а тела не задерживаются из-за ударов, рингетту был присвоен ярлык:« Самая быстрая игра на льду »».
Любая команда, играющая на таких высоких скоростях, требует дисциплины, и это обычно происходит без тесных взаимоотношений между товарищами по команде. Бендеры — это сплоченная группа трудолюбивых людей, и их количество объединяет их.
«У нас небольшая команда, состоящая всего из девяти фигуристов и вратаря, — говорит Ландин, — поэтому обязательно, чтобы у нас были все девушки на тренировках и играх, иначе мы не смогли бы соревноваться с таким маленьким числом.”
Общение вне льда так же важно для Бендеров, как и общение на нем. Вот где на помощь приходит TeamSnap. Если кто-то не может этого сделать, Лэндин, другие тренеры и игроки должны знать об этом немедленно. В конце концов, с девятью игроками все может стать немного рискованным, если только несколько игроков пропустят игру.
«Мне как тренеру нравится, что девочки и их родители могут заранее сообщить нам, кто будет на тренировках, играх или мероприятиях», — говорит Ландин. «У меня есть TeamSnap на моем телефоне, и я легко могу видеть цифры, которые у меня будут, когда я буду составлять планы тренировок.Или я могу сообщить другим тренерам, что буду отсутствовать или опаздываю, просто поставив это на свой телефон ».
В свои 19 лет Ландин уже много сделал в спорте. В этом сезоне она четвертая как тренер, восьмая как судья и двенадцатая игра. Несмотря на ее долгие годы в спорте, некоторые игроки и родители удивлены появлением молодого помощника тренера, но это не перевешивает положительные моменты.
«Я считаю, что мне легче заставить игроков слушать меня или общаться со мной, поскольку я всего на пять-шесть лет старше их и занимаюсь спортом», — говорит Ландин.
Для любого тренера, моложе или старше, помощь молодым спортсменам в раскрытии их потенциала всегда выгодна. Тренеры обеспечивают преданность делу, лидерство и вдохновение, которые необходимы многим командам для достижения успеха. Для Лендин тренерская работа — это помощь своим игрокам в улучшении.
«Моя любимая часть коучинга — это когда я могу показать девочкам то, чего они, возможно, никогда раньше не видели или никогда не думали делать, и они могут использовать этот навык или правильно играть во время игр и тренировок», — говорит она.«Девочки будут слезать со льда, взволнованно смотреть на меня и кричать:« Вы это видели ?! »- так весело видеть, как они совершенствуют такие навыки».
А каким словом Лендин описывает свою команду? Что ж, это просто.
«Амбициозно», — говорит она. «Игроки, тренеры и родители трудолюбивы и преданы делу весь сезон».
Когда вы занимаетесь самым быстрым видом спорта на льду, не всегда легко поддерживать связь — но Бендеры продолжают делать это каждый сезон, на льду и за его пределами.
Кайл Масса — стажер по маркетингу в TeamSnap, специализирующийся на социальных сетях. Вне работы Кайл любит писать, бегать, читать, заниматься рок-музыкой и аллитерацией.
Baileigh R-M3 Ручной вальцегибочный станок — резаки и гибочные станки для арматуры
Пока что доволен этим роликом. Определенно лучше, чем эквивалент HF, и я не нашел ничего лучше по этой цене.Amazon, должно быть, прочитал эти отзывы, потому что, когда я получил свой, он был в коробке размером с небольшой чемодан, и на ролике было так много пузырчатой пленки, что вы могли бы уронить его со здания, и он бы не стал не было ни царапины.Так что хорошо.
Первая проблема, которую я заметил, заключалась в том, что хромированная крышка, защищающая шестерни, была ослаблена, но когда я затягивал винты с внутренним шестигранником больше, чем от руки, она заедала. Поэтому я использовал латунную выколотку для «купола» внутренней части крышки, создав немного больший зазор, а затем применил Loctite для винтов. Кажется, сейчас все работает нормально, но если они снова начнут расшатываться, я могу использовать трубку 1/4 дюйма, чтобы сделать некоторые проставки. Небольшая проблема, просто раздражающая.
Сам ролик, однако, работает отлично.Мой первый проект состоял в том, чтобы сделать всепогодный подстаканник для моего трактора, повернув плоский стержень 1 x 1/8 дюйма до примерно 3 дюймов в диаметре. Машина не пропустила ни одной доли. Как рекомендовано в другом месте, я взял свой время и не пытался делать слишком много изгибов в каждом проходе. Я также сделал несколько удилищ 1/4 дюйма с аналогичными результатами.
У меня под рукой нет плоского стержня 3/16 дюйма, поэтому я еще не пробовал его. Я, правда, немного нервничаю, пытаясь это сделать, но я определенно не тороплюсь с ним. тем не менее, делайте 1/8 дюйма материала в течение всего дня.Кто-то упомянул поломку машины при сгибании стержня 1/8 дюйма. Я не понимаю, как это возможно, потому что вы можете согнуть стержень 1/8 дюйма вокруг пальца, но, возможно, у них есть неисправный узел. В конце концов, это из Китая.
Он оставляет на материале следы накатки, но я не знаю, что еще можно сделать.