чертежи и размеры ручного профилегиба. Как сделать гибочный станок для профильной трубы?
Профессиональное оборудование, при помощи которого гнут металлический профиль, стоит недешево. Сегодня не каждый в состоянии себе его позволить. При наличии необходимых деталей и чертежей его можно изготовить самостоятельно.
Принцип работы гибочного станка
Листогиб может подойти и для профильной трубы. Такое оборудование позволяет обеспечить необходимым строительным материалом. Большие компании давно не заказывают гнутый профиль и листы, проще и дешевле изготавливать их на месте строительства в нужном количестве. Изготовить своими руками подобное приспособление несложно. Ручной станок прост в использовании. Из названия становится ясно, что основная задача такого оборудования – создание профиля из металла, при этом сечение может отличаться в зависимости от вида изделия.
Подобное оборудование позволяет выполнить следующие операции:
- создание деталей, которые имеют прямоугольное или квадратное сечение;
- производство таких элементов, как швеллера, уголки и другие изделия сортового проката;
- изменение формы труб;
- сгибание арматуры разного сечения.
Если более подробно рассмотреть чертеж такого станка, становится понятно, что его рабочие элементы располагаются особым образом. Ролики в конструкции могут оказывать механическое воздействие на определенный участок заготовки, меняя форму только в этом месте, а могут изменять ее по всей протяженности. Особая конструкция такого приспособления позволила упростить процесс гибки металлического профиля. Отпала необходимость его предварительно нагревать, чтобы сделать металл более мягким и податливым.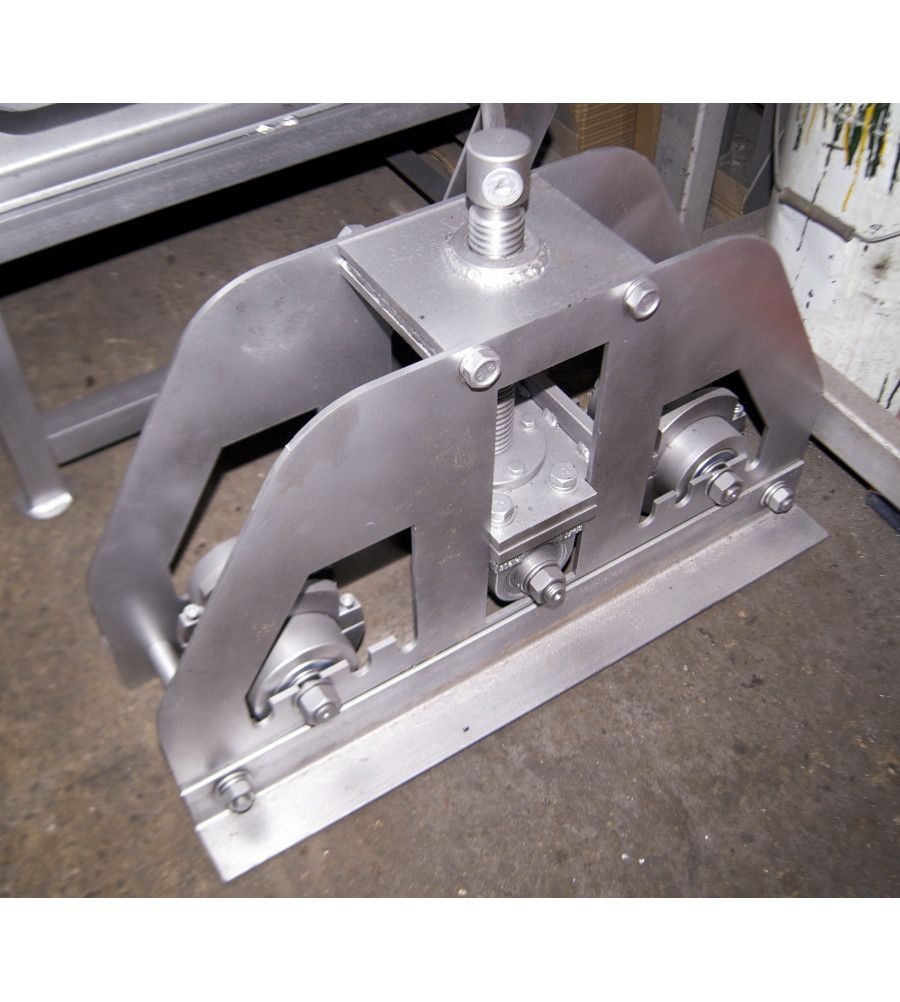
- замкнутый профиль или открытый;
- спиралевидная форма;
- окружность разного диаметра.
 Электрический обладает сложной конструкцией, для его создания необходимо иметь определенные знания. Изготавливаемые с помощью подобного оборудования элементы широко используются в разных сферах жизни, в том числе в промышленности:
Электрический обладает сложной конструкцией, для его создания необходимо иметь определенные знания. Изготавливаемые с помощью подобного оборудования элементы широко используются в разных сферах жизни, в том числе в промышленности:- химической;
- энергетической;
- нефтеперерабатывающей;
- строительной;
- мебельной.
Правила изготовления
 После оборудование можно будет использовать каждый раз, когда появится необходимость починить конструкцию, где используется гнутый профиль.
После оборудование можно будет использовать каждый раз, когда появится необходимость починить конструкцию, где используется гнутый профиль. Перед тем как приступать к изготовлению профилегиба, нужно понять, какая конструкция выглядит более привлекательной для пользователя. Обязательно выполняют небольшой чертеж. Готовый можно скачать в интернете. Чем проще выбранная конструкция, тем меньшим функционалом будет обладать станок. Если не планируется налаживать производство по изготовлению гнутого профиля, то такого приспособления будет вполне достаточно. Простота и отсутствие больших финансовых затрат при создании профилегиба позволят быстро приступить к работе.
 С простым чертежом можно разобраться и самостоятельно. В конструкции такого профилегиба должно быть бетонное основание, несколько зафиксированных штырей. Именно между ними и будет происходить гибка металла.
С простым чертежом можно разобраться и самостоятельно. В конструкции такого профилегиба должно быть бетонное основание, несколько зафиксированных штырей. Именно между ними и будет происходить гибка металла.Бетонное основание желательно организовать под навесом. Можно использовать двор или гараж.
На этапе подготовки в земле закрепляют несколько швеллеров. Вместо них подойдут трубы, диаметр которых должен быть 7 см. Они должны стоять по отношению к поверхности земли под углом в 90 градусов.
Вместо них подойдут трубы, диаметр которых должен быть 7 см. Они должны стоять по отношению к поверхности земли под углом в 90 градусов.
Пользоваться таким простым профилегибом можно уже через трое суток. Трубу или профиль потребуется поместить между установленными швеллерами и согнуть, приложив собственные усилия.
Изделия из нержавеющей стали также можно сгибать при помощи такого нехитрого станка.Если предполагается делать изделия из заготовок с большим диаметром, чем 2 см, то такое оборудование не поможет. Конструкцию станка придется усовершенствовать. Бетонное основание также будет важной составляющей, но в качестве дополнения потребуется установить два прута.
Пруты играют роль осей, куда помещают ролики. Размер желоба обязан соответствовать тому диаметру, которым обладает сгибаемая труба. Чтобы использовать станок, потребуется установить заготовку между роликами, а один ее конец прочно закрепить.
Подготовка инструментов и материалов
В зависимости от того, какой профилегиб предполагается сделать, инструменты и материалы будут отличаться. Если это ручной станок, для его сборки понадобятся:
- швеллер 14П или небольшие отрезки трубы с сечением;
- 1 ролик и 2 валика, которые станут играть роль опоры;
- несколько подшипников;
- ручка, посредством которой ролик будет приводиться в движение;
- 4 ограничительных кольца, между ними расстояние будет зависеть от диаметра используемой заготовки;
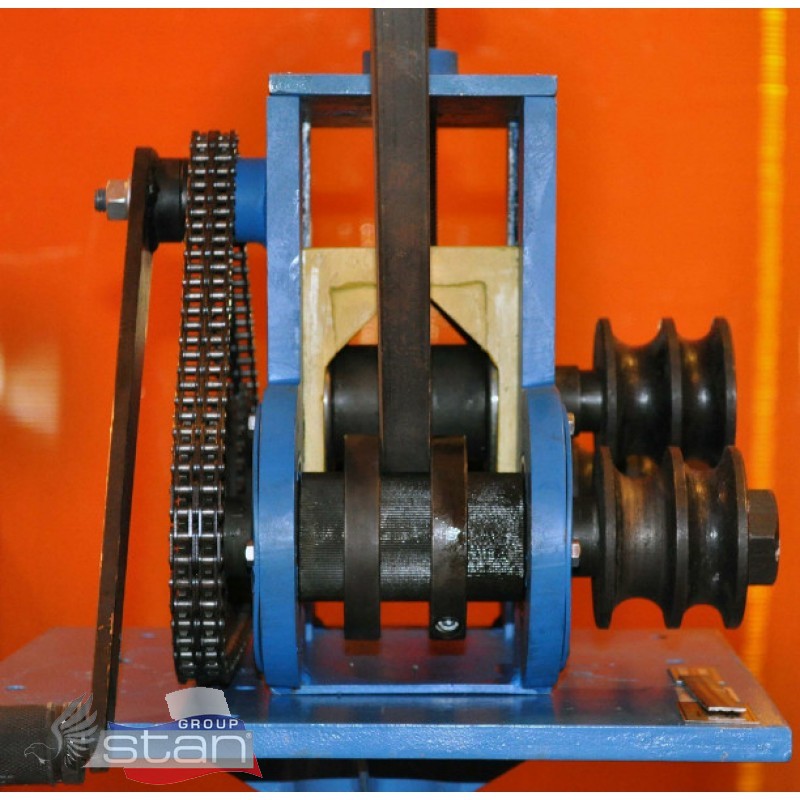
- цепь привода и 2 звездочки;
- для цепи потребуется ограничитель;
- несколько гаек типа М8;
- винт для регулировки;
- пара пружин;
- несколько болтов, используемых в качестве фиксирующих элементов.


Когда планируется изготовить электрический самодельный профилегиб, потребуются следующие элементы:
- двигатель мощностью 1500 Вт;
- редуктор червячного типа;
- швеллера или трубы диаметром 7 см.
Остальные детали схожи с теми, что нужны при изготовлении ручного профилегиба.
Размеры и чертежи
В зависимости от того, какой профилегиб планируется сделать, схема будет отличаться. Чертеж может быть более подробным для тех, кто плохо разбирается в теме. Без предварительной подготовки изготовить качественный профилегиб будет сложно.
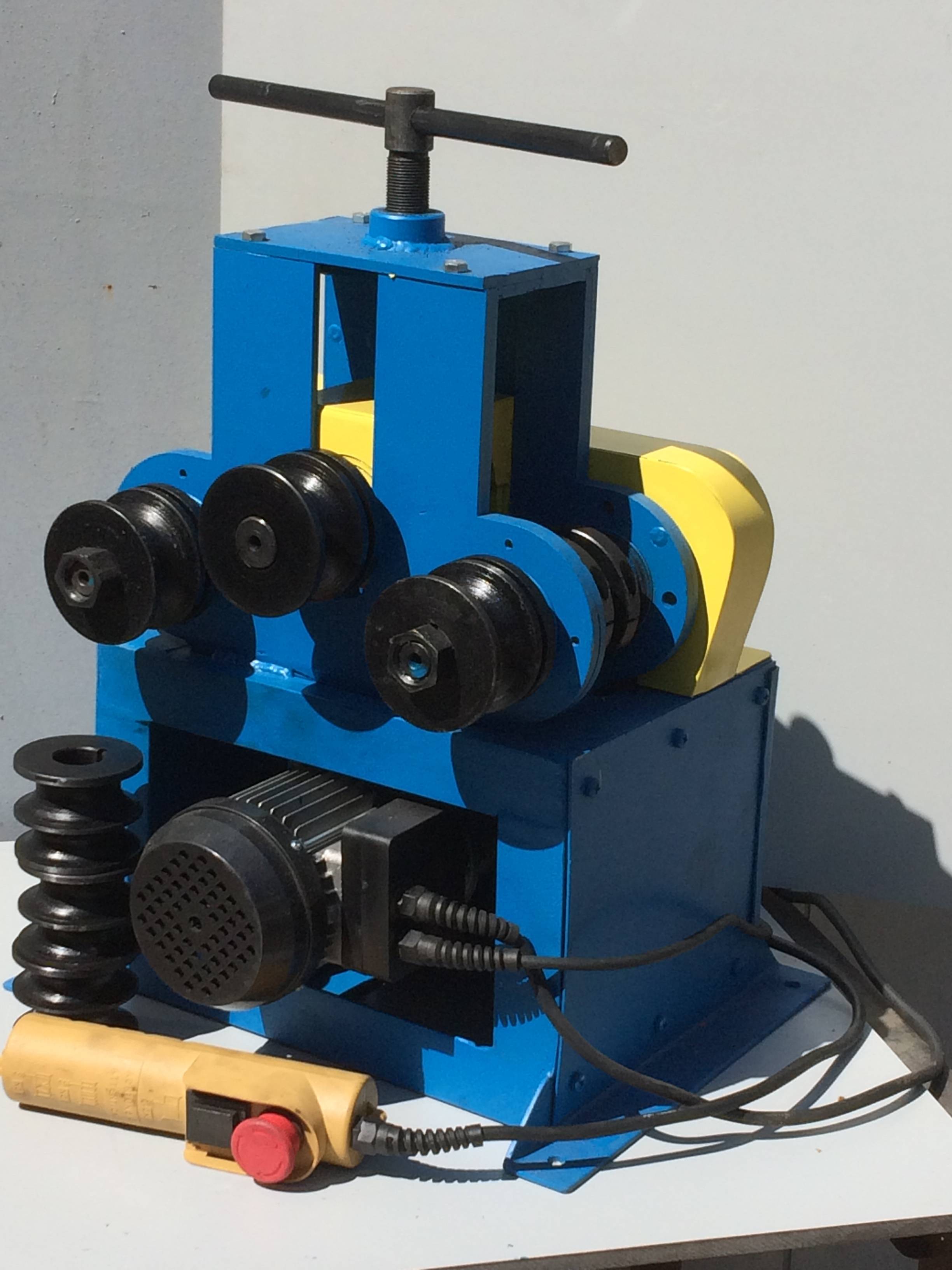
При более подробном рассмотрении схемы становится понятно, что основными рабочими элементами конструкции профилегиба являются ролики. Два играют роль опоры, а последний – рабочий вал.
Деформация заготовки происходит постепенно, что значительно облегчает работу. Таким образом, пользователю удается получить изгиб под необходимым углом. Такое постепенное воздействие призваны обеспечивать направляющие. Именно они ограничивают свободный ход и помогают добиться желаемого эффекта. Схема заводского и самодельного профилегиба не сильно отличается, только сложностью в исполнении. В целом основные элементы конструкции присутствуют в обоих вариантах.
Самодельный трубогиб можно изготовить и из других элементов. Для создания ручного станка потребуется:
- несколько пластин, толщина которых должна быть от 5 до 8 мм;
- массивное основание, роль которого может играть толстая металлическая пластина;
- уголки в количестве 4 штук с размером стенок 50 мм и длиной 300 мм;
- ролики.

Для работы нужно иметь навыки использования сварочного аппарата.
На металлическое основание приваривают уголки. Именно они выполняют роль направляющих. Вспомогательные ролики требуется зафиксировать посредством болтов. Для придания жесткости основанию приваривают с другой стороны также 2 уголка. На верхние торцы направляющих необходимо приварить металлическую пластину. В ней проделывается отверстие с диаметром большим, чем обладает вкручиваемый винт, основная роль которого – оказать давление на сгибаемую заготовку. Самым последним монтируется рабочий винт. Его нижняя часть жестко крепится к рабочему ролику, посредством которого и будет формироваться необходимый изгиб.
Перемещение профиля или трубы между роликами можно обеспечить ручным или электрическим приводом. После того как станок будет собран, пришло время делать пробную гибку металла. Только во время работы станут видны недочеты, и оборудование потребуется отрегулировать необходимым образом.
Только во время работы станут видны недочеты, и оборудование потребуется отрегулировать необходимым образом.
Поэтапное описание работ
Пошаговая инструкция по созданию ручного профилегибочного станка включает несколько этапов:
- подготовка площадки для установки;
- сборка станка;
- установка станка;
- проверка работы.
Для создания самодельного профилегиба можно использовать домкрат, рельсу, швеллер или просто уголок. Посредством подробного чертежа сделать самому такой агрегат довольно просто.
После того как пользователь решит, что именно будет использоваться в качестве площадки для установки оборудования, стоит приступать к сборке изделия. Для небольших профилегибов можно использовать в качестве площади для установки обычный верстак.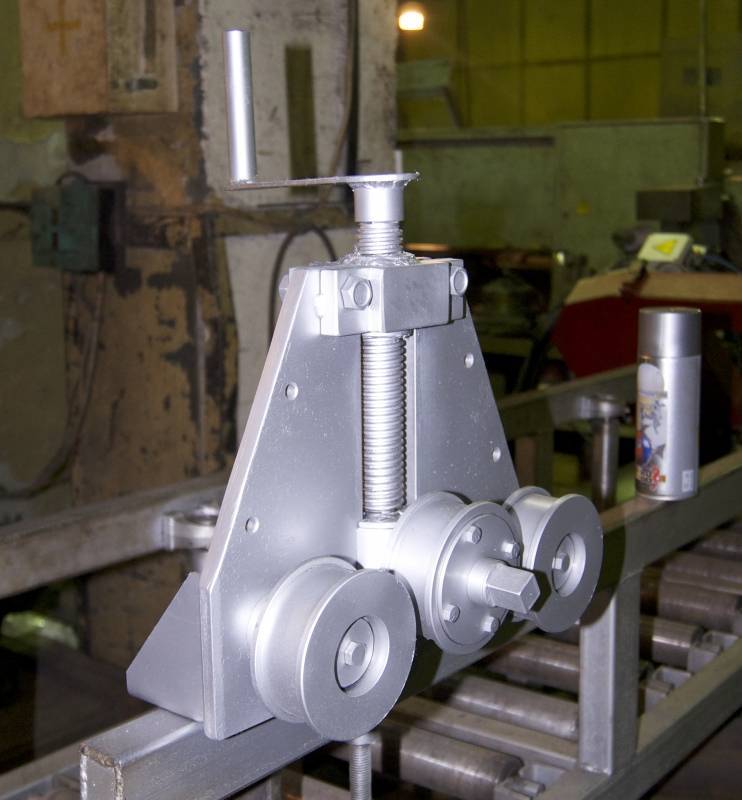 Те станки, что создаются из рельсов, обладают большой массой, поэтому под ними должна быть только бетонированная плоскость.
Те станки, что создаются из рельсов, обладают большой массой, поэтому под ними должна быть только бетонированная плоскость.
На втором этапе необходимо изготовить П-образный регулятор и основу конструкции будущего профилегиба.
Станину сваривают посредством специального аппарата и электродов. В используемом отрезке швеллера потребуется сделать небольшое отверстие по размеру ввариваемой гайки. В нее вкручивают заранее подготовленный винт. Только после выполнения этой работы приваривают ролики, вал, подложки.
Следующий этап работы – установка звездочек. Сначала делают отметки на концах валиков. Пазы и канавки можно нарезать дрелью. Звездочки можно взять с велосипеда. Для прочной фиксации их стоит приварить. Действия повторяют на второй стороне. Следующий этап работ – монтаж цепи. Она и звезды необходимы для установки рукоятки, посредством вращения которой профиль будет двигаться. В качестве ручки можно использовать педаль от того же велосипеда. Как и в любом другом случае, после сборки станка потребуется провести пробную гибку металлической заготовки.
Она и звезды необходимы для установки рукоятки, посредством вращения которой профиль будет двигаться. В качестве ручки можно использовать педаль от того же велосипеда. Как и в любом другом случае, после сборки станка потребуется провести пробную гибку металлической заготовки.
С помощью подобной конструкции не наладить большого объема работ.
Используемая труба может достигать толщины не более 2.2 мм. Если у пользователя есть токарный станок, и он умеет работать на нем, стоит сделать валы точного размера под используемые заготовки. Если для создания станка используются старые запчасти, то внешний вид несложно облагородить. Необходимо очистить металл от ржавчины, если необходимо, снять краску. После поверхность обрабатывается антикоррозийным составом. Так станок дольше проработает. В конце желательно покрыть металл краской.
Так станок дольше проработает. В конце желательно покрыть металл краской.
Если профилегиб изготавливается электрическим, то технология не сильно отличается. Единственным нюансом является подключение электрического привода в сеть. Обязательно под электропривод подготавливается дополнительная металлическая площадка. К ней его потребуется надежно прикрепить. Чтобы станок заработал, цепь привода требуется пропустить через звезду установленного электромотора.
Полезные советы
Современные конструкции ручного профилегиба позволяют создавать не просто гнутые заготовки для металлических конструкций, а красивые арки. Они, в свою очередь, могут стать основой для дачной теплицы, забора, беседки.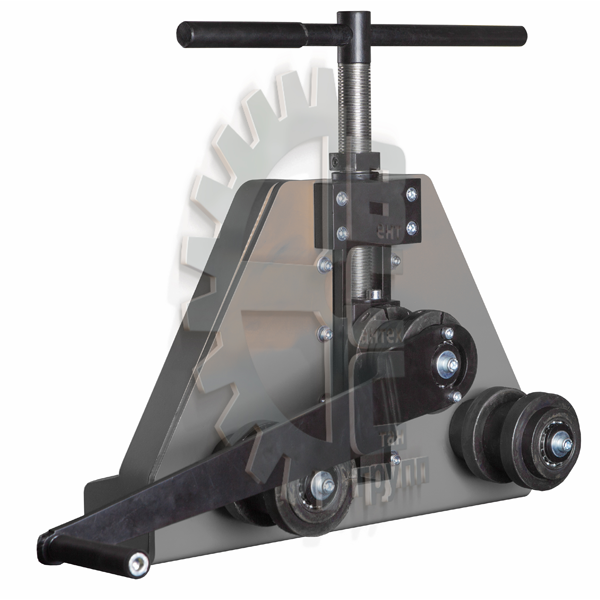
Чтобы смастерить такой станок, потребуется использовать простой автомобильный домкрат. В составе такого оборудования один из валиков должен быть подвижным. Чтобы создать такой станок, потребуется в ранее описанную конструкцию внести ряд изменений:
- на станину устанавливают подвижное плечо с валиком, крепление производят шарнирами;
- домкрат отвечает за регулировку угла, под которым поднимается плечо.
Если рассмотреть представленную конструкцию более подробно, то сложно не заметить, что рабочий шток домкрата упирается в поворотную платформу. Именно это усилие позволяет ее поднять. При создании самодельного профилегиба в некоторых случаях домкрат устанавливается на площадке сверху, а не на отдельно созданной нижней. Конкретно в рассматриваемом случае этот элемент играет роль винтового приспособления, именно он создает необходимое прижимное усилие.
Для подъема вальца с краю не всегда используется гидравлическое приспособление, достаточно простого винтового домкрата.
Механизировать станок можно, не только используя электромотор, поскольку не у каждого такой найдется под рукой. Вполне подойдет дрель, в функционале которой предусмотрен регулятор оборотов. Также можно приспособить перфоратор, но он должен быть большой мощности. Если инструмент присоединить к рабочему валу, то станок придет в действие.
В следующем видео представлено описание самодельного профилегиба.
 youtube.com/embed/3vOJ8_sBDic?modestbranding=1&iv_load_policy=3&rel=0″/>
youtube.com/embed/3vOJ8_sBDic?modestbranding=1&iv_load_policy=3&rel=0″/>
Как изготовить профилегиб своими руками чертежи
Металлические профили сегодня получили самое широкое применение в строительстве. Очень часто встречается ситуация, когда нужно провести изменение формы применяемого профиля. Гибка профиля осуществляется с применением специального станка, промышленный вариант исполнения которого обходится довольно дорого. Именно поэтому многие рассматривают возможность изготовить профилегиб своими руками. Самодельное устройство будет обладать также привлекательными эксплуатационными качествами, может применяться при налаживании массового или серийного производства. Рассмотрим подробнее то как сделать профилегиб своими руками, что для этого требуется и многие другие моменты.
Технология изготовления профилегиба
Профилегибочный станок можно изготовить своими руками при применении подручных материалов.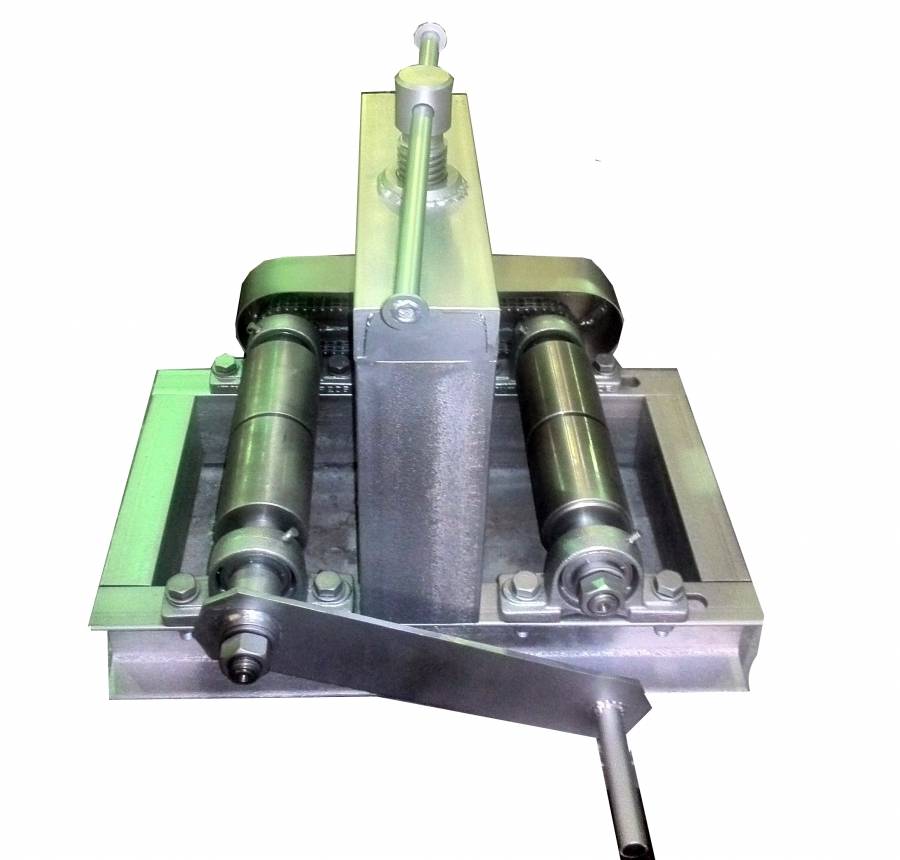 К особенностям изготавливаемой конструкции можно отнести следующие моменты:
К особенностям изготавливаемой конструкции можно отнести следующие моменты:
- Массивная пластина может применяться в качестве основания. При создании простейшей конструкции на пластину наваривается два уголка, которые выступают в качестве направляющих. В интернете также можно встретить чертежи, которые предусматривают применение дерева. Стоит учитывать, что профилегиб с основанием из дерева не сможет выдержать серьезное механическое воздействие. Именно поэтому, если станок будет применяться для гибки стального профиля, то следует применять в качестве основного материала стальные пластины и уголки большего сечения.
- Проводится крепление вспомогательных роликов, которые предназначены для фиксирования заготовки. Рекомендуется проводить крепление роликов через болты, под которые в уголках создаются отверстия. За счет применения болтов можно будет регулировать расстояние между двумя роликами, изменяя радиус гибки. Наладка станка может проводиться в течение короткого промежутка времени.
- К нижней части применяемой пластины привариваются уголки. Они предназначены для существенного увеличения жесткости основания. Следует провести крепление уголков в месте концентрации нагрузки. К данным уголкам также проводится крепление элементов, которые будут применяться для фиксации устройства на основании.
- Для того чтобы изготовить профилегиб своими руками, к верхним направляющим приваривается пластина с отверстиями. Их диаметральный размер должен быть больше, чем сечение применяемого винта для передачи усилия.
- Проводится монтаж рабочего винта, через который передается усилие. Подобный элемент, сделанный своими руками, жестко соединяется с рабочим роликом, через который передается давление.
- В качестве привода применяется механизм, передающий физическое усилие. Примером можно назвать домкрат или редуктор. При создании ручки не стоит забывать о том, что при увеличении длины рукоятки существенно повышается передаваемое усилие. Это связано с тем, что рукоятка применяется в качестве рычага. Электрический профилегиб изготовить своим руками достаточно сложно, так как требуется провести установку электродвигателя и снизить количество оборотов, увеличив передаваемое усилие. Для этого также может устанавливаться понижающий редуктор.
- Как правило, изготавливаются ролики из подручных материала. Для этого используется труба определенного диаметра. Кроме этого, при изготовлении могут применять дерево. Стоит учитывать, что деревянные ролики рассчитаны на относительно невысокую нагрузку. Поэтому подобные профилегибы могут применяться для гибки профиля из цветных металлов.

 Электрический профилегиб изготовить своим руками достаточно сложно, так как требуется провести установку электродвигателя и снизить количество оборотов, увеличив передаваемое усилие. Для этого также может устанавливаться понижающий редуктор.
Электрический профилегиб изготовить своим руками достаточно сложно, так как требуется провести установку электродвигателя и снизить количество оборотов, увеличив передаваемое усилие. Для этого также может устанавливаться понижающий редуктор.Профилегиб своими руками, чертежи которого можно встретить в интернете, можно изготовить только при наличии определенных материалов и инструментов. После создания конструкции можно сделать пробную гибку, после чего отрегулировать положение всех элементов. Как только все элементы были отрегулированы можно провести укрепление конструкции.
Необходимые инструменты и материалы
Для изготовления рассматриваемого устройства требуются определенные материалы и инструменты:
- Ролики для профилегиба можно изготовить самостоятельно или приобрести. Как правило, при изготовлении роликов применяется сверхпрочная сталь, которая должна выдерживать давление. В качестве роликов могут использоваться валы. Ролики можно снять с других устройств.
- При изготовлении основания применяются пластины толщиной 5-8 мм. Они предназначены для принятия высокой нагрузки. Для усиления конструкции можно приобрести четыре уголка длиной 30 см.
- Усилие может передаваться при помощи специального механизма, к примеру, редуктора. Изготовить его своими руками достаточно сложно, но можно получить устройство из разбора. Кроме этого, большой популярностью пользуются устройство для гибки из домкрата.
 Как правило, при изготовлении роликов применяется сверхпрочная сталь, которая должна выдерживать давление. В качестве роликов могут использоваться валы. Ролики можно снять с других устройств.
Как правило, при изготовлении роликов применяется сверхпрочная сталь, которая должна выдерживать давление. В качестве роликов могут использоваться валы. Ролики можно снять с других устройств.Создать станок своими руками можно исключительно при наличии определенных инструментов:
- Сварочного аппарата. Для того чтобы создать прочную конструкцию соединение отдельных элементов проводится при применении сварки. Этот метод соединения характеризуется высокой надежностью и прочностью.
- Болгарка. Для изменения длины и формы применяемых материалов применяется метод механической обработки. Работать с металлом можно при применении специальных кругов, предназначенных для работы со сталью.
- Различные измерительные приборы. Создаваемая конструкция должна иметь точные размеры, так как в противном случае получить изделие с требуемыми показателями будет невозможно.
- Напильники или шлифовальное оборудование. Стоит учитывать, что при резке могут образовываться заусенцы и другие дефекты, которые требуют обработки при применении специального инструмента.
 Работать с металлом можно при применении специальных кругов, предназначенных для работы со сталью.
Работать с металлом можно при применении специальных кругов, предназначенных для работы со сталью.Куда сложнее создать устройство с электрическим или гидравлическим приводом.
Конструкция профилегибочного станка
Самодельные гибочные станки могут изготавливаться только при применении чертежей. Подходящий чертеж профилегиба можно скачать в интернете. Рассмотрим устройство, которое предназначено для гибки заготовки прямоугольного или квадратного сечения.
Схема профилегиба своими руками имеет следующие особенности:
- Основным элементом конструкции можно назвать три ролика, размеры которых могут быть самыми различными. Расстояние между валами может быть самым различным, так как они применяются в качестве опоры. Третий валик применяется для передачи давления и формирования загиба.
- Третий валик имеет определенную свободу хода, который ограничивается специальными направляющими.
- Усилие передается через редуктор. За счет этого механизма небольшое усилие может применяться для гибки заготовок из различных металлов с разным показателем площади сечения.
 Расстояние между валами может быть самым различным, так как они применяются в качестве опоры. Третий валик применяется для передачи давления и формирования загиба.
Расстояние между валами может быть самым различным, так как они применяются в качестве опоры. Третий валик применяется для передачи давления и формирования загиба.Часть нагрузки через опоры передается на основание конструкции. Этот момент определяет то, что при изготовлении основания применяются самые прочные материалы.
Классификация профилегибов
Основным признаком классификации можно назвать тип установленного привода. Для того чтобы провести изменение формы металлического изделия требуется прикладывать достаточно большое усилие. По рассматриваемому критерию станки для гибки профиля делятся на несколько основных групп:
Кроме этого, основными показателями можно назвать:
- показатель усилия, прикладываемого к заготовке;
- размеры оборудования;
- степень мобильности оборудования;
- степень автоматизации работы устройства.
Рассмотрим наиболее распространенные разновидности гибочных станков подробнее.
Гидравлические станки
В промышленности большое распространение получили станки с гидравлическим приводом. Это связано с тем, что профилегиб гидравлический обладает высоким показателем эффективности. К особенностям подобного оборудования можно отнести нижеприведенные моменты:
- В большинстве случаев гибочное оборудование для профиля с гидравлическим приводом выполнено в стационарном виде. С помощью подобного станка можно проводить обработку профилей любого сечения и в любом количестве.
- Гидравлический привод не требует прикладывания физической силы. За счет чего существенно упрощается процесс обработки.
- При желании можно автоматизировать процесс изготовления изделий.
Однако, гидравлический профилегибочный станок изготовить своими руками практически невозможно. Это связано со сложностью конструкции. Рассматривая гидравлический привод, следует учитывать нижеприведенные моменты:
- Устройство должно быть постоянно подключено к источнику энергии.
- Следует проводить периодическое обслуживание профилегиба для увеличения срока службы.
- Стоимость создаваемого привода довольно велика, так как для создания высокого давления требуется специальное оборудование.
Сегодня в промышленности устанавливаются исключительно покупные гидравлические станки, так как они обладают высокой надежностью и эффективностью в применении.
Электрические профилегибы
Довольно большое распространение получили станки с электрическим приводом. За счет подачи энергии на электродвигатель создается крутящий момент, который через привод передается на рабочий орган. Профилегиб электрический характеризуется следующим образом:
- Оборудование более компактное, обладает высокой эффективностью. В сравнении с гидравлическим приводом электрический заменяет меньше места.
- Современный профилегиб с электроприводом позволяет проводить гибочные работы с высокой точностью. При этом заготовка обладает высокой прочностью.
- Электрический привод позволяет автоматизировать процесс производства. В продаже встречаются варианты исполнения полуавтоматического типа.
 При этом заготовка обладает высокой прочностью.
При этом заготовка обладает высокой прочностью.Электрический профилегибочный агрегат устанавливается в небольших мастерских, а также в быту. В отличии от гидравлического варианта исполнения, рассматриваемый предназначен для создания меньшего давления. Кроме этого, устройство зачастую не обладает защитой от перегрузки.
Ручные станки
Дешевле всего обходятся станки с ручным приводом. Это связано с простотой конструкции. Профилегиб ручной характеризуется следующим образом:
- Устройство обладает небольшими габаритами и простотой в эксплуатации. Ручные профилегибочные станки самые дешевые, а также их просто изготовить.
- Чаще всего рассматриваемое оборудование встречается в частных мастерских или гаражах.
- Стоит учитывать, что ручной профилегибочный станок может применяться для гибки труб небольшого диаметра. Это связано с тем, механический привод не может создавать сильное давление.
- При применении ручного профилегиба нельзя изготовить изделие, которое соответствует чертежу.
 Это связано с тем, механический привод не может создавать сильное давление.
Это связано с тем, механический привод не может создавать сильное давление.Самодельный ручной профилегиб
Механический привод получил довольно широкое распространение, так как он простой в изготовлении. Большая часть чертежей, которые предназначены для изготовления конструкций своими руками, связаны именно с профилегибами рассматриваемого типа.
Назначение профилегиба
Создать самодельный профилегиб относительно несложно, устройство предназначается для концентрации и передачи усилия. При применении гибочного станка можно проводить работы следующего типа:
- Гибка металлического профиля квадратного и прямоугольного сечения. Профиль может изготавливаться при применении различных металлов.
- Придание изогнутой формы трубам, которые изготавливаются из стали или цветных металлов.
- Гибка прудков различного сечения.
- Загибание различных видов проката: уголки, швеллеры и другие.

Большинство изготавливаемых моделей применяются для загиба заготовки с различными показателями. Кроме этого, многое оборудование применяется для изгиба профиля в холодном состоянии.
В заключение отметим, что для бытового применения можно изготовить профилегиб своими руками. Это связано с высокой стоимостью промышленных вариантов исполнения. Созданный станок может иметь относительно небольшие размеры, устанавливаться в небольшой мастерской. Большинство моделей может применяться для изгиба металлической заготовки в горизонтальной и вертикальной плоскостях.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
При строительных работах часто приходится применять изделия из металла, и в большинстве случаев с их монтажом проблем не возникает, поскольку это происходит на прямолинейных участках. Но иногда металлические трубы нужно согнуть под определенным углом. При промышленном строительстве используются специальные приспособления для гибки. Но если речь идет о частных незначительных работах, покупать дорогостоящее оборудование не нужно, достаточно лишь знать, как сделать ручной профилегиб своими руками.
При промышленном строительстве используются специальные приспособления для гибки. Но если речь идет о частных незначительных работах, покупать дорогостоящее оборудование не нужно, достаточно лишь знать, как сделать ручной профилегиб своими руками.
Сферы применения
Профилегибы сделать самостоятельно не так уж и сложно, а еще они просты в применении. Они нужны, чтобы придавать металлическим профилям с разным сечением изогнутую форму. Конструкция оборудования предусмотрена так, что их ключевые составляющие, ролики, способны воздействовать как на отдельные участки изделий, так и целиком на них.
Посредством профилегибов можно обрабатывать профили без необходимости предварительного нагрева и получать контуры с углами изгиба до 360 градусов. С помощью таких устройств можно выполнить такие операции:
- деформировать заготовки с цельным профилем с прямоугольным или квадратным сечением;
- сгибать уголки, швеллеры и другой сортовой прокат;
- сгибать трубы на основе разных металлов;
- выполнять гибку прутков из металла с разным сечением.
Металлические контуры могут иметь одинаковые или разные углы изгиба, а также асимметричную или симметричную конфигурацию. Металлическая заготовка по вертикали или горизонтали изгибается через ролики за один прокат. В итоге можно приобрести замкнутые или открытые конструкции, спиралевидные, а также с разным диаметром.
Ручные и электрические профилегибы широко применяются при производстве оборудования и деталей для таких отраслей:
- нефтепереработка;
- химическая промышленность;
- энергетика;
- мебельное производство;
- строительство и не только.
Самодельные профилегибы преимущественно используются в мелких частных мастерских или для домашних работ.
Конструкция трубогибов
Прибор для сгиба профилей может быть разных видов, в любом случае он имеет небольшой вес и размеры. Работа происходит посредством технологии холодного проката, для обработки изделий и гибки используются специальные насадки.
Как уже говорилось, ключевой деталью профилегибов являются ролики. По типу их работы и размещения оборудование подразделяется на такие категории:
- с подвижным роликом сверху — такая разновидность самая распространенная и самая простая. Если конструкция ручная, то ролик двигается посредством редуктора, если гидравлическая, то благодаря гидросистеме. Устройство дает минимальную погрешность;
- с подвижным роликом слева — кроме свойства сгибать детали, устройство может делать спирали. Станки оснащены ЧПУ, с помощью которых можно устанавливать параметры работы;
- с подвижными роликами внизу — используются для обработки крупных изделий. Бывают только гидравлическими и работают на полной автоматизации;
- со всеми подвижными роликами — это устройство самое сложное и совмещает свойства перечисленных ранее видов. Производит полный цикл работ по гибке.
Чертеж для самодельного трубогиба выполняется в зависимости от его разновидности. Однако в каждом обязательно присутствуют:
Рама нужна для того, чтобы закреплять на ней остальные детали. Для заводских изделий характерна закрытая сложная конструкция, отличающаяся безопасностью использования. А для самодельных профилегибов используется открытая рама, которую просто сделать самому, однако по сравнению с закрытой она будет менее безопасной.
Для заводских изделий характерна закрытая сложная конструкция, отличающаяся безопасностью использования. А для самодельных профилегибов используется открытая рама, которую просто сделать самому, однако по сравнению с закрытой она будет менее безопасной.
Принцип работы изделия
Профилегибы предназначены для прокатки и деформации заготовок. Независимо от конструкции изделия принцип его работы всегда одинаковый:
- перед работой удалите с прибора сухой тряпкой смазку и вхолостую запустите его примерно на полчаса. За это время можно будет отыскать возможные погрешности или поломки;
- открутите гайки валиков;
- установите и зафиксируйте ролики;
- прижимный валик поднимите;
- заготовку очистите и зафиксируйте болтами.
Затем деталь прокатывается между валами, тем самым обеспечивается ее сгибание. Для регулировки движения нужно передвигать вверх или вниз верхний вал. Если устройство ручное, это происходит посредством поднятия рычага, а если электрическое, то с помощью привода.
Если устройство ручное, это происходит посредством поднятия рычага, а если электрическое, то с помощью привода.
Разновидности профилегибов
Конструкции для деформации профилей имеют несколько классификаций. Они могут отличаться друг от друга по степени мобильности, типу привода и передаточного механизма. По типу привода изделие может быть: гидравлическим; ручным; электрическим.
Прибор гидравлического типа больше всего распространен в промышленных сферах, он способен быстро и качественно обрабатывать конструкции разных размеров. Также он актуален при работе с канализацией или трубопроводом. Гидравлические трубогибы бывают как заводскими, так и самодельными. Однако если вы собираетесь их делать своими руками, нужно иметь достаточный опыт работы с промышленным оборудованием.
Электрический трубогиб
Такая конструкция не очень габаритная и тяжелая, но должна устанавливаться стационарно. Благодаря им можно проделывать качественные и точные работы. Профилегибы такого типа могут быть как целиком электрическими, так и частично механическими. Второй вариант будет стоить дешевле, но управление им будет частично ручным. А приборы с автоматикой для долгой автономной работы обойдутся намного дороже.
Профилегибы такого типа могут быть как целиком электрическими, так и частично механическими. Второй вариант будет стоить дешевле, но управление им будет частично ручным. А приборы с автоматикой для долгой автономной работы обойдутся намного дороже.
Их используют в промышленных целях и чаще приобретают в готовом виде. Но некоторые изготавливают электрические конструкции самостоятельно на основе листовых металлов и обрезков судовой корпусной стали. Корпус делается с помощью фрезерного станка, для шкивов используется старый корабельный вал.
Для привода берется электрический мотор с мощностью в 1500 Вт. Оптимальные показатели скорости и крутящего момента достигаются благодаря подбору шестерен. Прокат профиля упрощается за счет того, что двигатель имеет два направления движения.
Однако такая конструкция очень сложная. Наиболее простой метод механизации ручного профилегиба — это подключить его к рабочему валу перфоратора или же дрели с регулятором оборотов.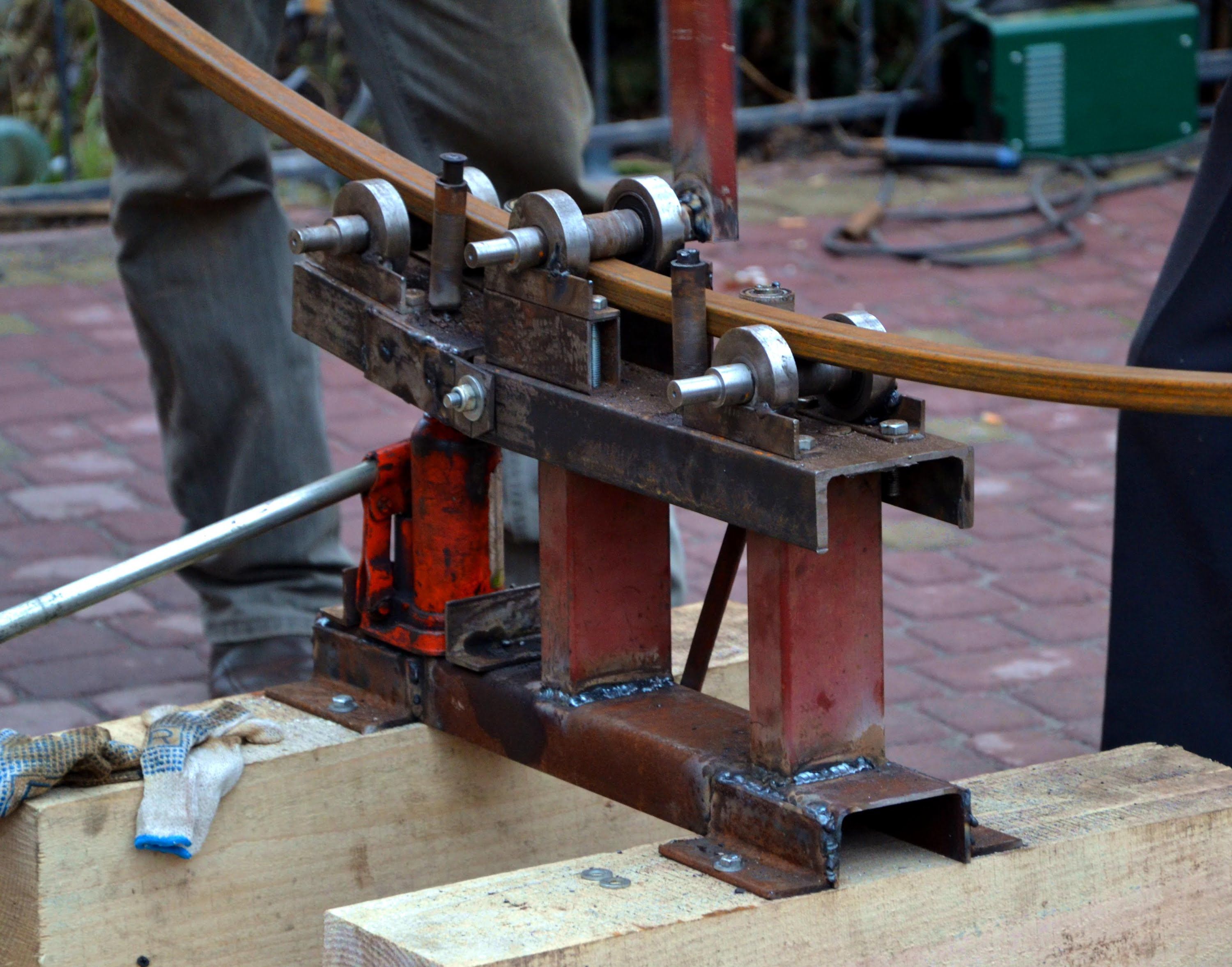
Ручная конструкция
Ручной трубогиб наиболее распространен среди тех, кто занимается гибкой труб для частных целей. Это изделие имеет такие преимущества:
- низкую цену. Готовое изделие очень простое и недорогое в производстве;
- мобильность или малый вес;
- поломки случаются очень редко — в устройстве отсутствует электроника, поэтому снижается риск поломок;
- возможность собрать изделие своими руками из подручных средств.
Ручные трубогибы для профилей — самые распространенные. Однако и они имеют свои минусы:
- точность работы не будет высокой, поскольку отсутствует аппаратное управление;
- потребуется прилагать физические усилия;
- невозможность обрабатывать крупные детали, поскольку максимально допустимый размер деталей для гибки составляет 4 на 4 см;
- чтобы результат был точнее, требуется потратить больше времени.
Обычно для домашних нужд такого прибора вполне достаточно. Однако если объем будет большим, а сами заготовки очень крупными, то лучше отдать предпочтение гидравлическим и электронным устройствам.
Ручной профилегиб своими руками
Своими руками такую конструкцию можно изготавливать по-разному. В одном из вариантов силовой основой является станина. Для ее изготовления потребуется взять стальные швеллеры разных размеров и уголки.
Подвижные частицы делаются на основе опорных старых подшипников и классического лома. Винтовой упор можно взять от старых струбцин. Винт должен иметь силовую прямоугольную или трапециевидную резьбу, а вот метрическая резьба давления не выдержит. Для сборки конструкции подготовьте:
- болгарку;
- мощную дрель;
- аппарат для сварки.
Станина должна иметь П-образный кронштейн для винтового упора. Сварка выполняется обычным полуавтоматом. Швы должны быть высокого качества, поскольку именно к ним прилагаются усилия на разрыв.
Проделайте отверстие в верхнем швеллере и приварите гайку, затем вкрутите опорный винт, который будет выступать в роли регулятора высоты прижимного катка.
Опорные ролики делаются на основе простого лома и обрабатываются посредством болгарки.
Два опорных ролика будут одновременно двигаться, с этой целью на каждую ось следует приварить одинаковые звездочки от велосипеда, подшипники привариваются так, чтобы соблюдалась симметрия с центральной частью станины, соблюдая при этом натянутость цепи.
Одна ось должна быть чуть длиннее, чтобы закрепить ручной привод, а катки устанавливаются на подиумы. В случае максимального опущения центрального ролика радиус изгиба детали не будет большим.
Для ручки привода можно брать шатун от педалей, его нужно приварить к длинной оси одного из роликов.
Если нужно увеличить усилие на воротке прижимного ролика, на него надевается труба нужного диаметра.
Другой вариант изготовления конструкции будет решать аналогичные задачи, но будет иметь другой принцип работы.
Данная конструкция будет оснащена опорным подвижным катком. В роли роликов используются пальцы нужного диаметра, допускается использование старых поршневых подшипников.![]()
В этой конструкции не будет специального крепления для подшипников, они будут привариваться прямо к станине посредством уголков. Ручку делают из шатуна, а на оси опорного катка сточена лыска. Фиксатором является простой винт.
Профиль протягивается верхним прижимным роликом. Особенностью такого изделия является опорный подъемный каток. Плечо соединяется со станиной, в роли привода подойдет автомобильный гидравлический домкрат. Радиус изгиба профильной трубы уменьшается за счет постепенного поднятия штока.
И первый, и второй вариант конструкции может быть отличным самодельным решением для использования в хозяйстве и даже в небольшой мастерской.
Как видим, дорогостоящие заводские профилегибы для домашнего применения совсем не нужны, особенно если вы не будете их часто использовать. В таком случае их можно сделать из подручных материалов своими руками, тем более что это не очень сложно.
При изготовлении металлоконструкций из профильных труб необходимость в их сгибании возникает часто. Арочные перекрытия, каркасы теплиц, элементы детских площадок — вот лишь небольшой перечень объектов, требующих монтажа скруглённых профилей. На производстве для получения труб с заданным радиусом кривизны используют специальное оборудование. Учитывая громоздкость и высокую стоимость таких станков, для нерегулярного использования в бытовых целях их приобретение нецелесообразно. Для домашней мастерской или гаража профилегиб можно изготовить своими руками. Всё, что для этого понадобится, найдётся в той же мастерской или отыщется по гаражам друзей и знакомых. Заинтересовались такой конструкцией? Тогда облачайтесь в рабочую одежду и беритесь за дело!
Арочные перекрытия, каркасы теплиц, элементы детских площадок — вот лишь небольшой перечень объектов, требующих монтажа скруглённых профилей. На производстве для получения труб с заданным радиусом кривизны используют специальное оборудование. Учитывая громоздкость и высокую стоимость таких станков, для нерегулярного использования в бытовых целях их приобретение нецелесообразно. Для домашней мастерской или гаража профилегиб можно изготовить своими руками. Всё, что для этого понадобится, найдётся в той же мастерской или отыщется по гаражам друзей и знакомых. Заинтересовались такой конструкцией? Тогда облачайтесь в рабочую одежду и беритесь за дело!
Профилегибочный станок. Для чего он нужен?
Универсальный производственный гибочный станок
О назначении профилегибочного станка говорит его название. Это сгибание металлических профильных труб в целях получения определённого радиуса закругления на необходимом участке или по всей длине заготовки. Воспользовавшись профилегибом, или по-другому трубогибом, можно выполнить несколько технологических операций с металлопрокатом различного типа:
- сгибание металлического прутка или арматуры, включая заготовки из пружинистой стали;
- гибка профильного металлопроката квадратного или прямоугольного типа;
- получение колен из круглых труб или их сгибание под нужным углом;
- скругление деталей любой длины из сортового проката (уголки, двутавры, швеллеры).

Существует несколько моделей гибочных станков. Одни позволяют прилагать усилия только на определённом участке заготовки. Другие прокатывают трубу между роликами, осуществляя давление по всей длине. Почему-то именно последние получили у специалистов название «профилегибы», хотя и те и другие напрямую относятся к оборудованию одного типа. Кстати, прокатывание заготовки позволяет без предварительного нагрева получить изделие сложной конфигурации, причём изгибы можно сделать под углом от 1° до 360° в произвольных плоскостях.
Профилегиб прокатного типа
Так же, как и промышленные аналоги, самодельные профилегибы имеют электрический привод или работают на мускульной тяге. Разумеется, использование электродвигателя позволяет не только облегчить процесс обработки заготовок, но и значительно его ускорить.
Классификация профилегибов
В зависимости от типа привода, который, в свою очередь, непосредственно влияет на мощность и производительность станка, профилегибы разделяют на несколько типов.
Гидравлические станки
Профилегибочный станок с гидравлическим приводом. Мощный и очень дорогой
Гидравлические трубогибы представляют собой промышленное оборудование, поэтому имеют высокую мощность и предназначены для стационарной установки. Такие агрегаты используют преимущественно в условиях мелкосерийного и серийного производства, когда требуется получить большое количество однотипных заготовок. Гидравлический привод полностью снимает нагрузку с оператора, предоставляя ему возможность управления станком нажатием кнопок.
Достоинства гидравлических станков:
- высокая скорость работы;
- полное отсутствие ручного труда;
- простота эксплуатации;
- возможность изгиба профиля большого сечения.
К недостаткам устройств этого типа относится высокая стоимость, стационарная конструкция и сложность, обусловленная применением гидравлического привода.
Электрические профилегибы
Электрический профилегиб с винтовой передачей. Недорого и функционально
Недорого и функционально
Гибочные станки, использующие электромоторы, также представляют собой стационарное оборудование, поскольку требуют подключения к электрической сети. Электропривод обычно сочетается с винтовой передачей, что удешевляет стоимость оборудования, однако и делает невозможным изгиб профилей большого сечения. Именно поэтому такие станки встречаются на небольших предприятиях и даже в частных мастерских. Кстати, существуют конструкции самодельных устройств с электрическим приводом, которые функционируют никак не хуже заводских аналогов.
Достоинства электрических профилегибов:
- относительно низкая стоимость;
- скорость обработки заготовок;
- простота конструкции;
- высокая точность сгибания;
- возможность применения цифровых технологий управления станком.
К недостаткам можно отнести всё то же отсутствие мобильности и невозможность сгибания профилей увеличенного размера.
Ручные станки
Ручной профилегиб. Дешёвый, мобильный вариант
Дешёвый, мобильный вариант
Ручное гибочное оборудование отличается простотой, компактностью и низкой стоимостью. Благодаря несложной конструкции с приводными валиками и подвижным роликом, работа с профилегибами этого типа не требует никакой квалификации. При необходимости станок можно легко перенести к месту монтажа, а доступная цена подобных устройств обуславливает их широкое применение в домашнем хозяйстве. Конечно, конструкция не лишена и недостатков:
- нет возможности точно контролировать радиус изгиба;
- увеличенное время обработки заготовок;
- высокие физические нагрузки на оператора;
- обработка профилей с небольшим поперечным сечением.
Преимущества и простота конструкции ручных профилегибов делают их привлекательными для изготовления в кустарных условиях, поэтому такие станки получили огромную популярность у домашних умельцев. Кстати, ручные гибочные приспособления можно перенести в среднюю категорию, при необходимости дополнив конструкцию электрическим приводом.
Конструкция и принцип действия гибочных агрегатов
Конструкция простейшего профилегиба прокатного типа
Основными элементами профилегибочного станка являются валы, закреплённые на прочной металлической станине. При этом пара прокатных валиков отвечает за продольное перемещение заготовки, а подвижный ролик обеспечивает нажатие на деталь. В зависимости от конструкции агрегата, усилие прижима регулируют в широких пределах при помощи винтовой пары, домкрата или гидравлического механизма. Прокатные валики приводятся в действие при помощи электродвигателя или вручную. Последний вариант применяется на небольших приспособлениях и чаще всего повторяется умельцами в домашних условиях.
Кроме этого, существуют и другие конструкции профилегибов:
- агрегаты с левым подвижным роликом используют для получения спиралей. Чаще всего такие станки оснащаются ЧПУ и позволяют сгибать детали, точно контролируя градиент гибки;
- станки с подвижными нижними валами сгибают габаритные заготовки, поэтому оснащаются гидравлическим приводом. Наличие контроллера положения каждого вала позволяет получать детали сложной формы, вплоть до закручивания заготовок в спирали;
- модели, в которых все ролики являются подвижными, представляют собой элиту профилегибочного оборудования и могут работать с деталями любой конфигурации и толщины.
 Наличие контроллера положения каждого вала позволяет получать детали сложной формы, вплоть до закручивания заготовок в спирали;
Наличие контроллера положения каждого вала позволяет получать детали сложной формы, вплоть до закручивания заготовок в спирали;Основным отличием профилегибочных станков от другого трубогибочного оборудования заключается в том, что конфигурация заготовки меняется не загибом вокруг неподвижного ролика, а методом холодного проката. Это позволяет изменять конфигурацию заготовок любого сечения и длины. Подобная конструкция и послужит основой для самодельного станка, который мы предлагаем сделать самостоятельно.
Схема, которая показывает принцип работы прокатного трубогиба
Необходимые инструменты и материалы
Для изготовления станка для гибки профильных труб понадобится достаточно большое количество деталей, однако это не значит, что все позиции из списка придётся покупать. Преимущественное число необходимых материалов найдётся в любом гараже или мастерской. Вот то, что потребуется в процессе работы:
Преимущественное число необходимых материалов найдётся в любом гараже или мастерской. Вот то, что потребуется в процессе работы:
- уголки или профильные трубы для изготовления корпуса станка;
- швеллеры или металлопрофиль крупного сечения для основания станины;
- заготовки для изготовления валов и ролика;
- цепь;
- натяжитель цепи;
- приводные звёздочки;
- корпуса подшипников;
- подшипники;
- гидравлический домкрат или винтовая передача;
- ручка приводного вала;
- пружины — при использовании домкрата;
- болты и гайки.
Большинство деталей для изготовления самодельного профилегиба найдётся в каждом гараже
Инструмент, который понадобится в процессе работы, найдётся у каждого мастера:
- угловая шлифовальная машина;
- электрическая дрель;
- набор свёрл по металлу;
- молоток;
- сварочный аппарат;
- набор рожковых и торцевых ключей.
Единственная трудность, с которой придётся столкнуться, это изготовление приводных валиков и нажимного ролика. Возможность выточить их из заготовки на токарном станке есть лишь у счастливых обладателей подобного оборудования. Тем не менее, не стоит отчаиваться — в любой организации найдётся токарь, который недорого изготовит детали по представленным чертежам. Остальные элементы станка можно использовать б/у.
Возможность выточить их из заготовки на токарном станке есть лишь у счастливых обладателей подобного оборудования. Тем не менее, не стоит отчаиваться — в любой организации найдётся токарь, который недорого изготовит детали по представленным чертежам. Остальные элементы станка можно использовать б/у.
Всё, что понадобится для изготовления профилегиба
Механизм цепной передачи можно позаимствовать от привода газораспределительного механизма автомобильных двигателей, а корпуса подшипников (и сами подшипники) — из старой сельхозтехники.
Варианты изготовления ручных профилегибочных станков
Чтобы изготовить профилегибочный станок, необязательно в точности повторять существующую конструкцию. Намного проще создать устройство по собственным чертежам, исходя из того, что есть под рукой. Это позволит сэкономить время и деньги и даст возможность сконструировать приспособление, которое идеально подойдёт как по назначению, так и по месту для установки. Именно поэтому в сети можно найти множество приспособлений, использующих один и тот же принцип, но различающихся по исполнению.
Именно поэтому в сети можно найти множество приспособлений, использующих один и тот же принцип, но различающихся по исполнению.
Чертёж трубогиба с радиальным воздействием на заготовку
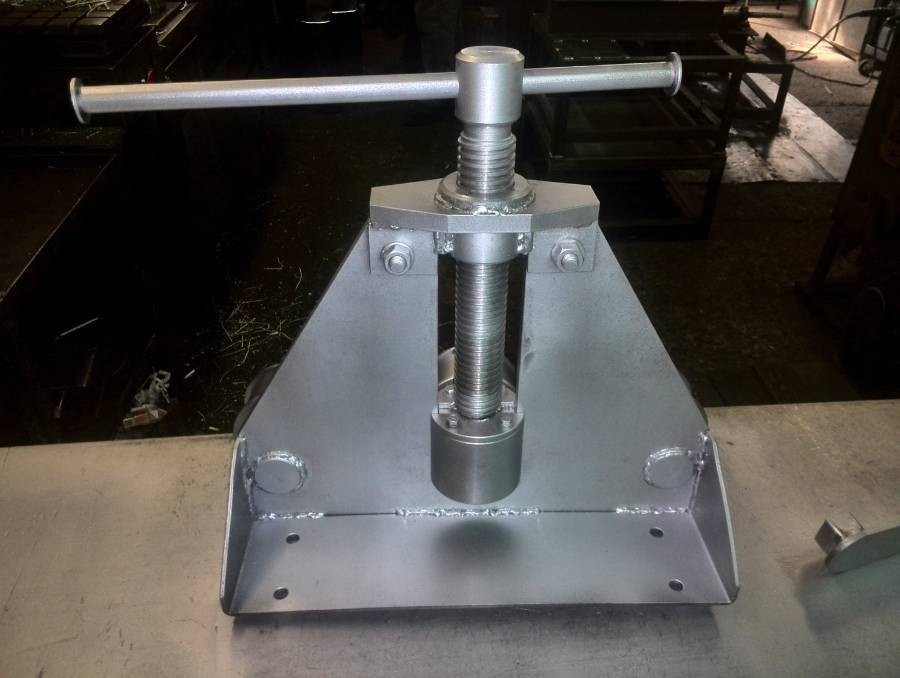
Одна из конструкций позволяет выполнять радиальное сгибание прямоугольных профильных труб благодаря использованию двух роликов, один из которых является подвижным, а другой — опорным (направляющим). Деформация заготовки по нужному радиусу осуществляется нажатием и перемещением рабочего ролика вокруг направляющего. Корпус устройства изготавливают из стального листа толщиной до 8 мм и металлических уголков. Чтобы избежать непроизвольного смещения заготовки, перед сгибанием её зажимают между неподвижным роликом и специально установленным упором.
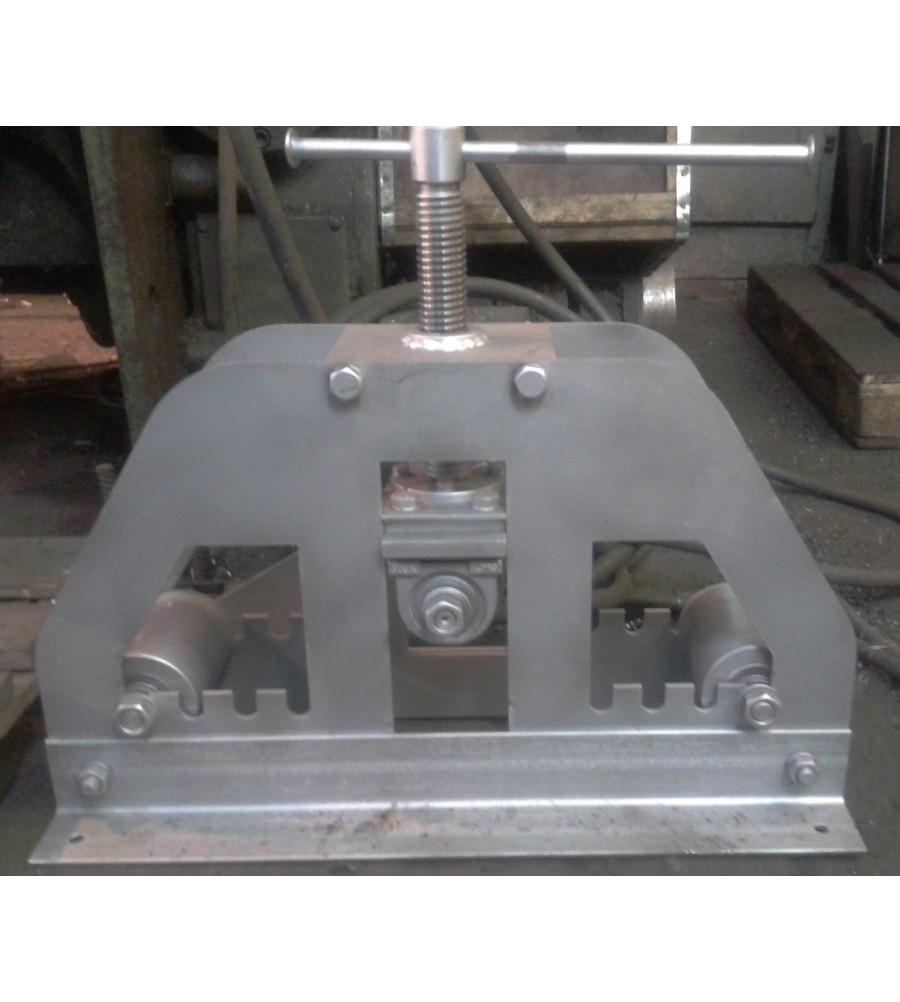
Самодельный прокатный станок для гибки для профильных труб
Более универсальным является станок прокатного типа, конструкция которого описана выше.
Кроме того, существуют и другие, по-настоящему простые конструкции, позволяющие сгибать трубы по шаблону. К сожалению, качество и точность выполняемой деформации оставляют желать лучшего, а для получения другого радиуса придётся изготавливать новый шаблон.
К сожалению, качество и точность выполняемой деформации оставляют желать лучшего, а для получения другого радиуса придётся изготавливать новый шаблон.
Приспособления для гибки труб по шаблону
При изготовлении ручного станка следует учесть некоторые моменты:
- чтобы при сгибании габаритных заготовок профилегиб не опрокидывался, его станину делают устойчивой и массивной. Лучшим материалом для изготовления можно считать швеллер или двутавровую балку;
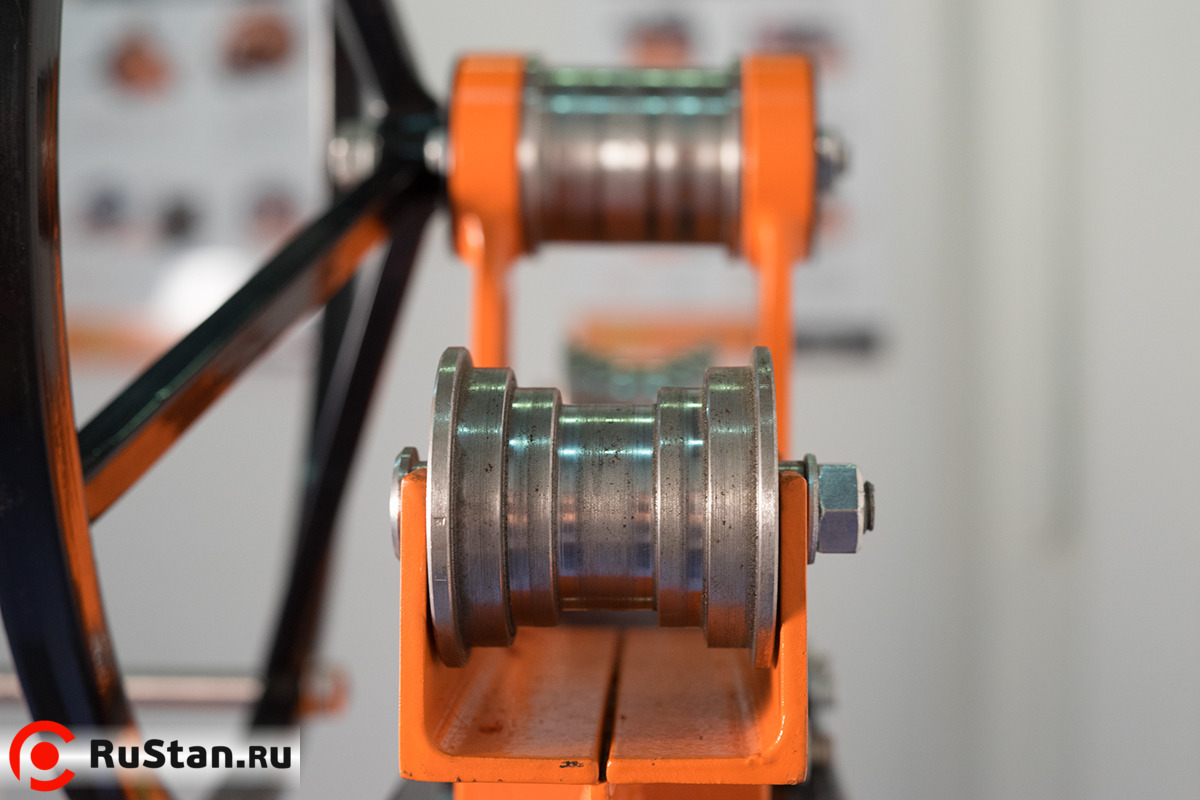
- вальцы станка должны иметь низкую шероховатость и повышенную твёрдость. Лучше, если их конфигурация будет повторять форму профилей самых используемых размеров;
- конструкция корпуса должна обеспечивать изменение расстояния между осями приводных валов. Увеличенная дистанция позволит прокатывать заготовки с большим поперечным сечением, тогда при уменьшении межосевого расстояния можно будет получать изгибы малого радиуса;
- рычаг привода должен обеспечивать лёгкость вращения при работе, поэтому его не следует делать слишком коротким.
Большинство соединений при изготовлении профилегиба выполняют при помощи сварочного аппарата. Тем не менее, полностью обойтись без болтовых соединений не удастся — подвижные элементы конструкции крепятся именно таким способом.
Изготовление прокатной конструкции своими руками
Для самостоятельного изготовления рекомендуем воспользоваться наиболее распространённой конструкцией профилегибочного станка с двумя нижними валами и нажимным роликом. Проще всего установить на агрегат ручной привод, который при необходимости можно будет легко переоборудовать в электрический.
Чертежи устройства
Как уже говорилось, профилегиб лучше спроектировать самостоятельно, исходя из собственных условий и предпочтений. В работе можно ориентироваться на чертежи станков, которыми с удовольствием делятся изготовившие их мастера.
инженер поможет — Ручные профилегибы
Что такое профилегиб?Прежде всего этот инструмент используется при создании разного рода профилей и для укладки труб под воду и газ. Его можно применять для гибки большого количества материалов под разные нужды. Это могут быть швеллеры, балки, трубы и многое другое. С помощью этого устройства можно выгибать продолговатый твердый предмет на 360 градусов. Могут захватывать как часть заготовки, так и всю ее целиком, если она, конечно, не огромная.
Его можно применять для гибки большого количества материалов под разные нужды. Это могут быть швеллеры, балки, трубы и многое другое. С помощью этого устройства можно выгибать продолговатый твердый предмет на 360 градусов. Могут захватывать как часть заготовки, так и всю ее целиком, если она, конечно, не огромная.
Если требуется изогнуть что-либо под нужным углом, то чаще всего в ход идет ручной профилегиб. С его помощью можно прокатывать заготовку без нагрева, что весьма полезно в некоторых ситуациях. Могут получаться как симметричные детали, так и несимметричные. Все зависит от профессионализма человека, работающего на таком устройстве.
Можно даже сделать из трубы, например, или из профиля окружности нужного диаметра, если это, конечно, необходимо. Проще говоря, профилегиб это инструмент, с помощью которого можно создавать, выгнутые под нужным углом, детали из разного рода материалов.
Если рассматривать классификацию таких устройств, то можно привести такой перечень
— электрические профилегибы;
— гидравлические профилегибы;
— ручные профилегибы.
Все они различаются конструкцией, но цель у всех одинакова.
Какие бывают ручные профилегибы
Стоит рассказать и об устройстве такого аппарата. Чаще всего это станок с любым возможным видом привода. Конструкция делается мобильной, облегченной и как можно меньших размеров. Эти свойства будут полезны в быту, ведь не всегда найдется место под огромнейший заводской станок для прокатки. Могут применяться специальные насадки для достижения определенных целей. Расположение и формы верхнего ролика также могут изменяться в зависимости от потребностей.
Виды верхнего ролика профилегиба
подвижный только верхний ролик. Чаще всего применяется при создании спиралей;
передвигающимися являются нижние боковые ролики. Основная цель- изгибание профилей больших размеров;
все ролики могут двигаться. Такой род станков очень сложен по структуре. Он обладает всеми плюсами вышеназванных и является универсальным инструментом;
Все зависит от фантазии специалиста, создающего аппарат. Такие устройства можно сделать самостоятельно или же купить в магазине.
Такие устройства можно сделать самостоятельно или же купить в магазине.
Методика первого варианта заключается в том, что по заготовке двигаются ролики, которые выдавливают ее нужным способом. Обрабатываемые профиль или труба выгибаются вокруг неподвижной оправы. Угол чаще всего составляет не более 180 градусов.
Суть второго заключается в том, что они изгибают трубу специальным устройством в определенном месте. Оправа в этом случае движется к заготовке. Шанс появления складок и ненужных выгибаний стремится к нулю. Пользоваться таким устройством можно даже одной рукой.
Третий вариант — гидравлической профилегиб. Применяется для изгибания очень толстостенных материалов. При работе на помощь приходят гидравлические поршни, создающие давление на заготовку в несколько десятков тонн. Угол при такой обработке составляет около 180 градусов.
Где используются ручные профилегибы?Если ответить коротко на такой вопрос, то — в большом количестве сфер. Если перечислить, то это строительство, спорт, нефтехимическая промышленность, мебельное производство, создание электрических аппаратов, автомобилестроение. На производстве чаще всего используются огромные автоматические станки, но не обходится и без ручных, которые являются уникальными и незаменимыми помощниками.
Если перечислить, то это строительство, спорт, нефтехимическая промышленность, мебельное производство, создание электрических аппаратов, автомобилестроение. На производстве чаще всего используются огромные автоматические станки, но не обходится и без ручных, которые являются уникальными и незаменимыми помощниками.
При использовании профилегибов можно сделать замечательные конструкции. Это могут быть и каркасы парников, и навесы для автомобилей, домой и беседок. Сфера применения просто огромна и ограничивается только лишь фантазией. Если, к примеру, необходимо создать какую-либо деталь, содержащую выгнутости, профилегиб станет незаменимым инструментом.
НюансыСтоит сказать и о том, что при использовании ручных аппаратов будут наблюдаться недостатки. В первую очередь — это радиус выгибания. Его при неавтоматическом аппарате проконтролировать практически невозможно. Отметить нужно и тот факт, что требуется применение огромного количества усилий, если гидравлического ручного профилегиба под рукой нет.
Очень часто умельцы создают подобного рода устройства своими руками. Они имеют различную структуру, но принцип работы приблизительно одинаков. Отличие заключается чаще всего в прикладываемых усилиях. Стараются снизить прикладываемую силу любыми способами: меняется размер роликов, ручка перемещается в разные позиции, меняется положение оправы.
Если сравнивать автоматические и ручные профилегибы, то сложно будет сказать, какой из них лучше. У каждого имеются свои преимущества и недостатки.
Устройства, использующиеся на производстве, чаще всего имеют огромные размеры и стоят довольно-таки много. Ручные приборы могут поместиться, например, в багажнике автомобиля и им легко пользоваться в гараже или любых других маленьких помещениях. Цена таких устройств может варьироваться от нуля и до нескольких тысяч. Все зависит от того, где приобретать или же из какого материала делать самостоятельно. Благо, в интернете можно найти огромное количество пособий и наглядных видео-инструкций на эту тематику.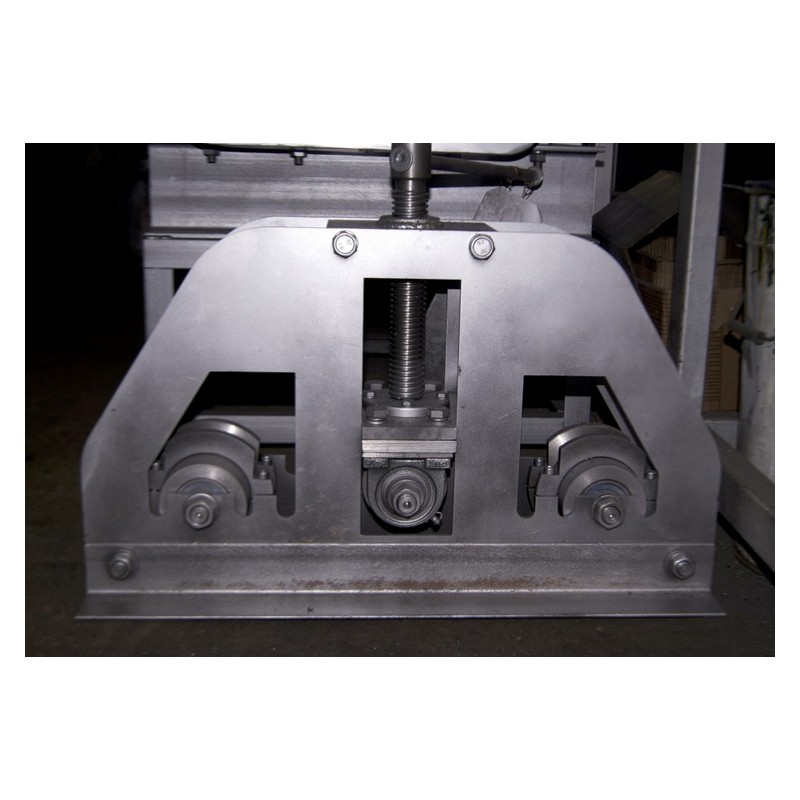 Можно найти даже чертежи с подробным разъяснением. В итоге все получается уже готовым для создания самого профилегиба, за исключением, конечно, материала.
Можно найти даже чертежи с подробным разъяснением. В итоге все получается уже готовым для создания самого профилегиба, за исключением, конечно, материала.
Самые простые конструкции, благодаря своей бесхитростности и дешевизне их изготовления в короткие сроки позволяют мгновенно приступить к гибке.
Изготовление профилигеба для обработки профилей или труб меньше 19 мм
Профилегибы для профиля меньше 19 мм имеют до безобразия элементарную конструкцию. Можно сделать простую конструкцию в которую входят бетонного основания, а также зафиксированные в ней стальные штыри. Именно между штырями будет осуществляться гибка металла.
Перед началом работ, нужно уплотнить участок грунта маленького размера. Далее этот участок засыпают его щебенкой и заливается раствором бетона, состоящего из замеса песка и цемента (в пропорции 4:1). Перед тем как залить раствор из бетона, нужно закрепить пару швеллеров или труб диаметром не менее 60 мм. под 90° с поверхностью основания, с расстоянием между ними 3,5–4,5 см.
под 90° с поверхностью основания, с расстоянием между ними 3,5–4,5 см.
Дать бетону высохнуть 2–3 дня.
Метод пользования полученным профилегибом
Сгибаемый профиль вставляют между выходящим над бетонным основанием штырем и гнут на нужный угол. Очень удобно что, такой трубогиб, который мы с Вами сделали своими руками, очень хорошо используется для гибки деталей из нержавеющей стали.
Изготовление профилигеба для сгибания профилей или труб больше 19 мм
Для таких диаметров самодельный профилегиб будет маленько сложнее в изготолвении. Его изготовления также связано с заливкой бетонного основания (по принципу как в примере выше), а далее закрепления в нем двух металлических штыря с круглым сечением. Прутки в этом случае являются осями для крепления на них роликов с размерами желобков соответствующих диаметру сгибаемого профиля.
Метод пользования полученным профилегибом
Профиль ставят между роликами и фиксируют за конец. Другой конец при помощи троса закрепляют к лебедке. Лебедка создает нужное усилие для выполнения процесса гибки.
Другой конец при помощи троса закрепляют к лебедке. Лебедка создает нужное усилие для выполнения процесса гибки.
Чертежи для изготовления самодельного гибочного станка
По этому чертежу можно сделать своими руками станок для гибки труб почти любого сечения.
Это устройство состоит из трех роликов, два применяются для опоры, а последний в этом случае является рабочим валом. Рабочий ролик деформирует профиль постепенно, до получения изгиба с нужными параметрами. Плавное действие на сгибаемый профиль создается тем, что рабочий ролик имеет некоторый свободный ход, который специально ограничивается направляющими.
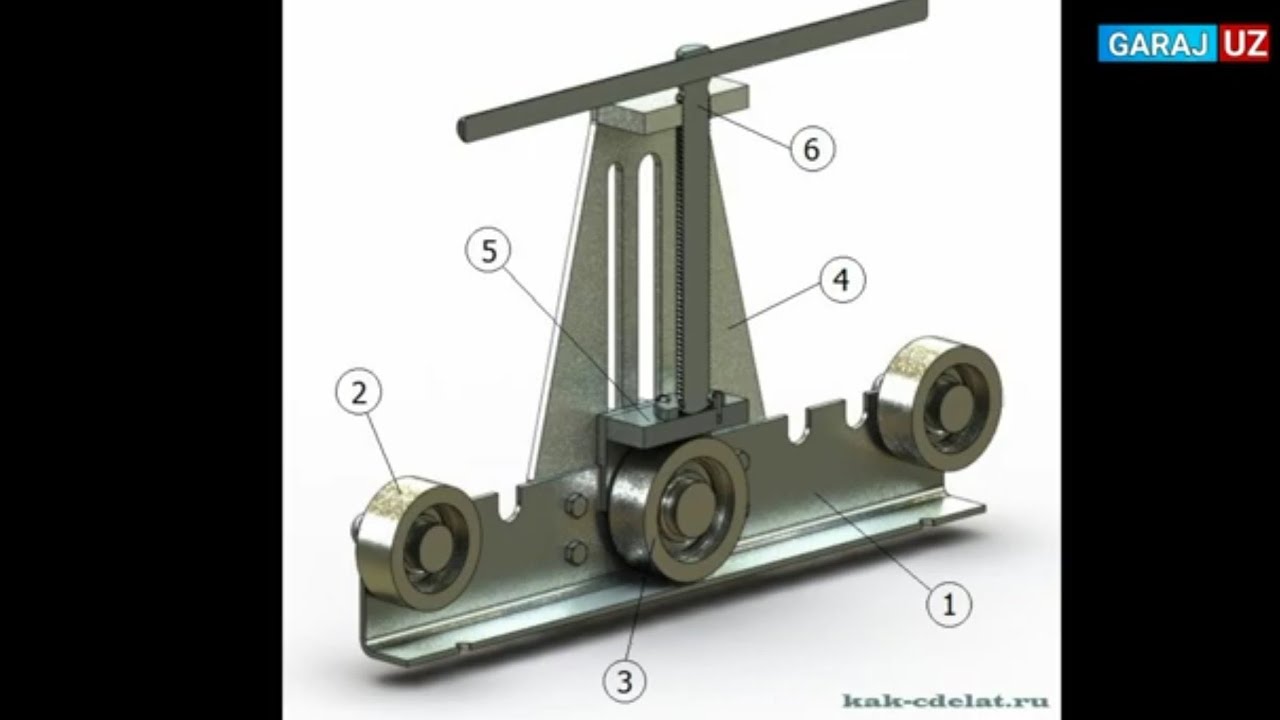
Конструкция самодельного станка для гибки
1 несколько пластин толщиной от 4 до 7 мм;
2 несущая пластина;
3 четыре уголка с длиной 29 см, с размером полок 4,9 см;
4 основной ролик;
5 вспомогательные ролики.
Изготовление профилигеба по чертежу
К пластине (1) приваривают два уголка (3), которые в дальше будут иметь функцию направляющих. К пластине (1) при помощи болтов крепят вспомогательные ролики (5). К нижней части основания для увеличения жесткости приваривают два уголка (3). А к верхним торцам направляющих уголков приваривают пластину с отверстием, диаметр которой больше, чем сечение Вашего винта, применяемого для получения нужного давления на сгибаемый профиль.
К пластине (1) при помощи болтов крепят вспомогательные ролики (5). К нижней части основания для увеличения жесткости приваривают два уголка (3). А к верхним торцам направляющих уголков приваривают пластину с отверстием, диаметр которой больше, чем сечение Вашего винта, применяемого для получения нужного давления на сгибаемый профиль.
Далее выполняется монтаж рабочего винта. Нижняя часть винта жестко соединяется с рабочим роликом (5), формирующим требуемый изгиб профиля.
Обрабатываемый профиль перемещается при помощи рукоятки или с помощью электрического привода.
После того как профилегиб собран по чертежу, нужно провести пробную гибку металла, для регулировки всех элементов приспособления, и только после этого его можно применять по назначению.
В заключение можно сказать о том, что ручные профилегибы имеют большое количество плюсов и они достаточно мобильны. Популярность таких аппаратов растет с каждым годом.
Популярность таких аппаратов растет с каждым годом.
Станок для гибки корпусов кораблей Stierli Bieger
Информация о товареГибочные станки серии SE разработаны специально для гибки судовых профилей на каркасах судов. Наряду с типичной судовой рамой HP (также известной как профиль Holland, рамка HP или плоский баллон) возможны также гибочные профили, такие как L-образные и T-образные профили. Профили гнутся индивидуально или попарно.Станок также можно использовать для гибки труб и правочных работ. Доступны как ручные, так и современные системы управления с ЧПУ. Станки используются на верфях в качестве гибочных станков для производства или для ремонта судов.
Убедитесь сами в преимуществах нашей машины для гибки судовых профилей:
- Различные универсальные применения для обработки судовых профилей:
- Гибка судовых рам (профилей HP)
- Гибка L-профилей
- Гибка Т-образных профилей
- Гибка кромок плоской стали
Другие области применения:
- Гибка труб
- Проведение правочных работ
- Гибка плоской стали
- Гибка круглой стали
- Формовочные инструменты и т. Д…
 Д…
Д…- Простые в освоении системы управления
Наши органы управления спроектированы таким образом, что оператор может очень быстро научиться ими пользоваться.Современная система управления ЧПУ имеет четко разработанный пользовательский интерфейс. Графические символы поддерживают и облегчают рабочий процесс.
Система ручного управления очень популярна и проверена на практике десятилетиями. Систему управления можно подобрать буквально за несколько минут.
- Очень прочный, надежный Конструкция станка
Жесткая и прочная конструкция станка гарантирует точную работу с превосходной долговременной точностью. - Прочные опорные балки для точных результатов гибки
Наши опорные балки чрезвычайно прочные, что очень важно для получения точных результатов изгиба.
- Очень прочная направляющая система цилиндра
Очень прочная конструкция цилиндра означает, что открытые направляющие не требуются. Полностью закрытая направляющая система предлагает множество преимуществ, которые помогают поддерживать длительный срок службы и долгосрочную точность:
— Направляющая система защищена от износа
(в отличие от открытых направляющих)
— Не требуется дополнительная смазка, не требуется обслуживание .
— Наша концепция направляющих позволяет полностью закрыть рабочий стол.
Весы не могут попасть в систему направляющих. - Высокая точность повторения
Сочетание очень жесткой конструкции станка, точной гидравлики и использования высококачественных компонентов управления обеспечивает высокую точность повторения.
 Полностью закрытая направляющая система предлагает множество преимуществ, которые помогают поддерживать длительный срок службы и долгосрочную точность:
Полностью закрытая направляющая система предлагает множество преимуществ, которые помогают поддерживать длительный срок службы и долгосрочную точность: - Остановка под нагрузкой
Правильный пресс может останавливаться под нагрузкой для выполнения наладочных работ или ручной правки.
- Плавная регулировка рабочей скорости от 0 до 10 мм / с
Плавная регулировка рабочей скорости является большим преимуществом для точных регулировочных работ. Гибка может выполняться на полной скорости в автоматическом режиме без снижения скорости при достижении точки изгиба. - Мобильный или кран
При необходимости гибочный или правильной станок Stierli можно переместить в другое место установки. - Простая загрузка судовых профилей
Открытая конструкция с большой шириной вставки позволяет легко загружать и перемещать детали с помощью крана или моторизованного роликового конвейера.
 Гибка может выполняться на полной скорости в автоматическом режиме без снижения скорости при достижении точки изгиба.
Гибка может выполняться на полной скорости в автоматическом режиме без снижения скорости при достижении точки изгиба.гидравлический станок для гибки алюминия-Zubni ordinace Onderkova
Рейтинг пользователей 5/5 Металлообрабатывающие гибочные станки на продажу В наличии
ноябрь 07,2020 Металлообрабатывающие станки для гибки на складе В наличии 3 роликогибочных станка с приводом от одинарной зубчатой передачи с твердой ручкой48 Гибочный станок для гибки листового металла из алюминиевой стали 20 калибр из мягкой стали 14 манометров Ручной трубогибочный станокПосмотрите полный список на ebay.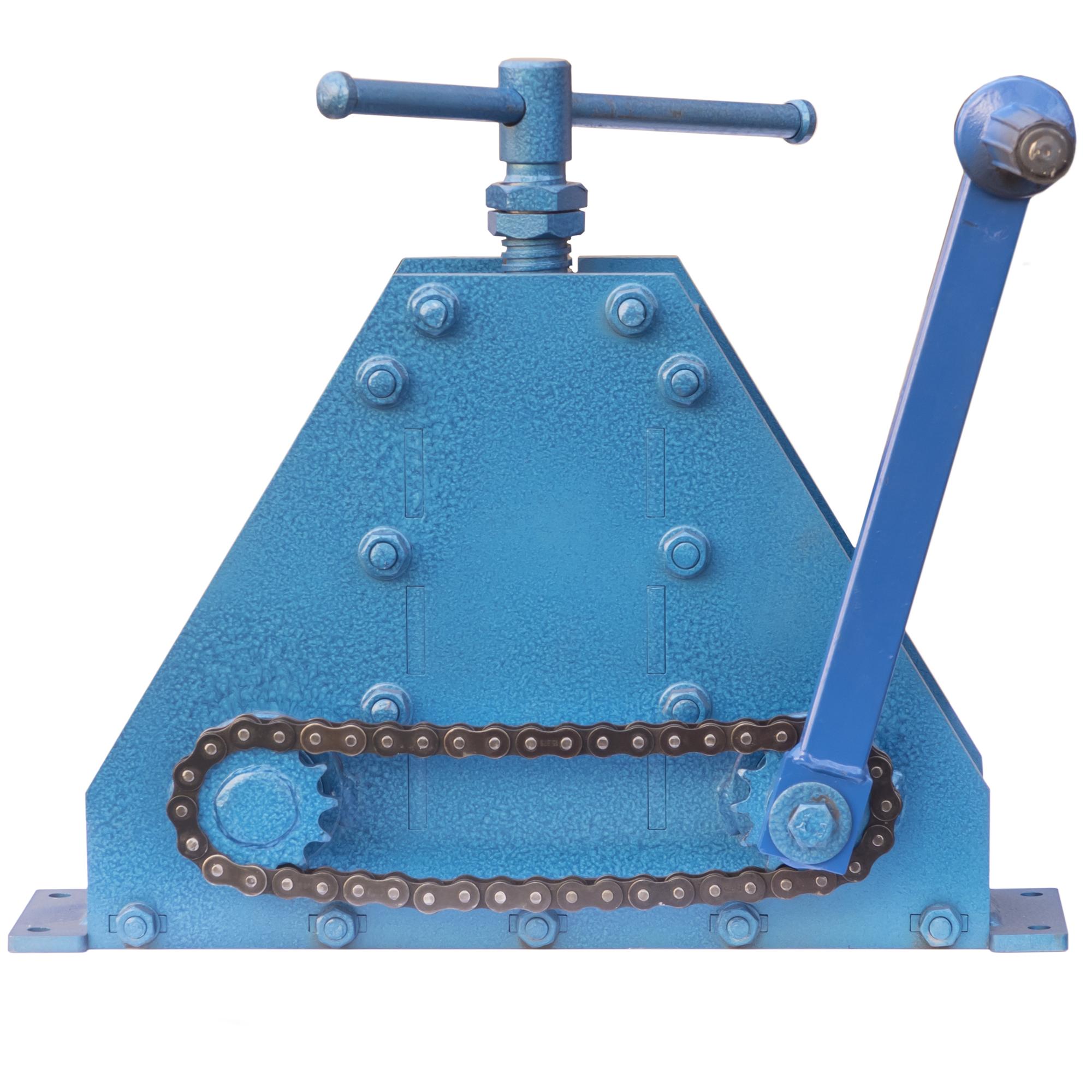 Люди также спрашиваютЧто такое гибочный станок с ЧПУ? Что такое гибочный станок с ЧПУ? Гибочные станки с ЧПУ — это лучший выбор в отрасли гибочных станков для производства деталей, требующих малого радиуса и тонкостенных гибов.Ссылка hinesbending / cnc-benders / результаты по этому вопросуЧто такое трубогиб? Что такое трубогиб? Трубогиб изготовлен из цельного литого алюминия с обработанными и окрашенными поверхностями.Рычаг для легкого изгиба без сжатия трубок Точный угол с указанием градусов 0 -180 Гидравлический станок для гибки алюминия № 176; Цельнолитая стальная конструкция с обработанными и окрашенными поверхностями. Работы с алюминием, медью и сталью. Трубогиб — экономия на этом руководстве. Трубогиб. Специалист по листогибочным машинам. Yash Machine Tools — ведущий производитель, экспортер и поставщик листогибочных машин высшего качества.Высококачественное и прочное оборудование для гибки металлических листов включает в себя гибочный ролик, шину, фальцовку, гидравлический пресс, чугунный рабочий, высечку, силовой пресс, листогибочный пресс, клепку, ножницы, машины для листового металла и многие другие машины.
Люди также спрашиваютЧто такое гибочный станок с ЧПУ? Что такое гибочный станок с ЧПУ? Гибочные станки с ЧПУ — это лучший выбор в отрасли гибочных станков для производства деталей, требующих малого радиуса и тонкостенных гибов.Ссылка hinesbending / cnc-benders / результаты по этому вопросуЧто такое трубогиб? Что такое трубогиб? Трубогиб изготовлен из цельного литого алюминия с обработанными и окрашенными поверхностями.Рычаг для легкого изгиба без сжатия трубок Точный угол с указанием градусов 0 -180 Гидравлический станок для гибки алюминия № 176; Цельнолитая стальная конструкция с обработанными и окрашенными поверхностями. Работы с алюминием, медью и сталью. Трубогиб — экономия на этом руководстве. Трубогиб. Специалист по листогибочным машинам. Yash Machine Tools — ведущий производитель, экспортер и поставщик листогибочных машин высшего качества.Высококачественное и прочное оборудование для гибки металлических листов включает в себя гибочный ролик, шину, фальцовку, гидравлический пресс, чугунный рабочий, высечку, силовой пресс, листогибочный пресс, клепку, ножницы, машины для листового металла и многие другие машины.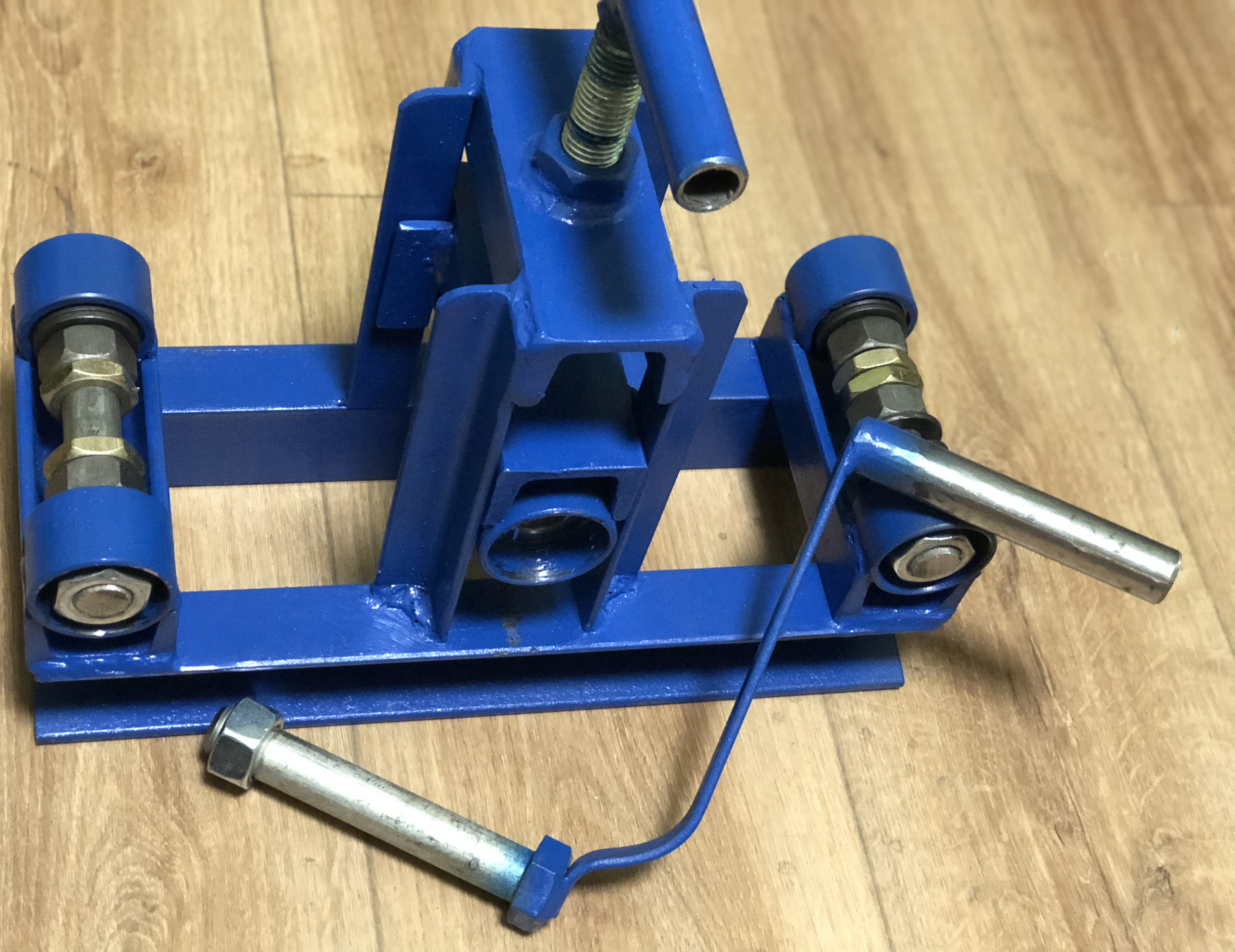 опыт и управленческие навыки для производства гибки листового металла высокого качестваСпециалист по листогибочным машинамО нас.Yash Machine Tools — ведущий производитель, экспортер и поставщик высококачественных листогибочных машин. , Фальцевальный, гидравлический пресс, Металлургический рабочий, Вырубной, Силовой пресс, Листогибочный пресс, Клепальный станок, Резка, станки для листового металла и многие другие машины.
опыт и управленческие навыки для производства гибки листового металла высокого качестваСпециалист по листогибочным машинамО нас.Yash Machine Tools — ведущий производитель, экспортер и поставщик высококачественных листогибочных машин. , Фальцевальный, гидравлический пресс, Металлургический рабочий, Вырубной, Силовой пресс, Листогибочный пресс, Клепальный станок, Резка, станки для листового металла и многие другие машины.
Обзоры 2Трубогибочные станки Отзывы 2Metal Bending Princess Auto
Тормоз для гибки металла 36 дюймов с подставкой Артикул 8536526. Сравнить 369,99 $ Листогибочный станок и роликовый станок с проскальзыванием, артикул 8536492. Сравнить 749,99 $ 599,99 Переносной трубогиб 16-тонный гидравлический трубогиб Артикул 8708018. Сравнить 219,99 $ Ручной трубогиб для гибки алюминиягидравлическая трубогибочная машинагидравлическая трубогибочная машина для гибочных станков для трубогибочная машина для гибки алюминиевых стержнейалюминиевые гидравлические фитингиалюминиевые гидроцилиндры для продажиНекоторые результаты удалены в ответ на уведомление о требованиях местного законодательства.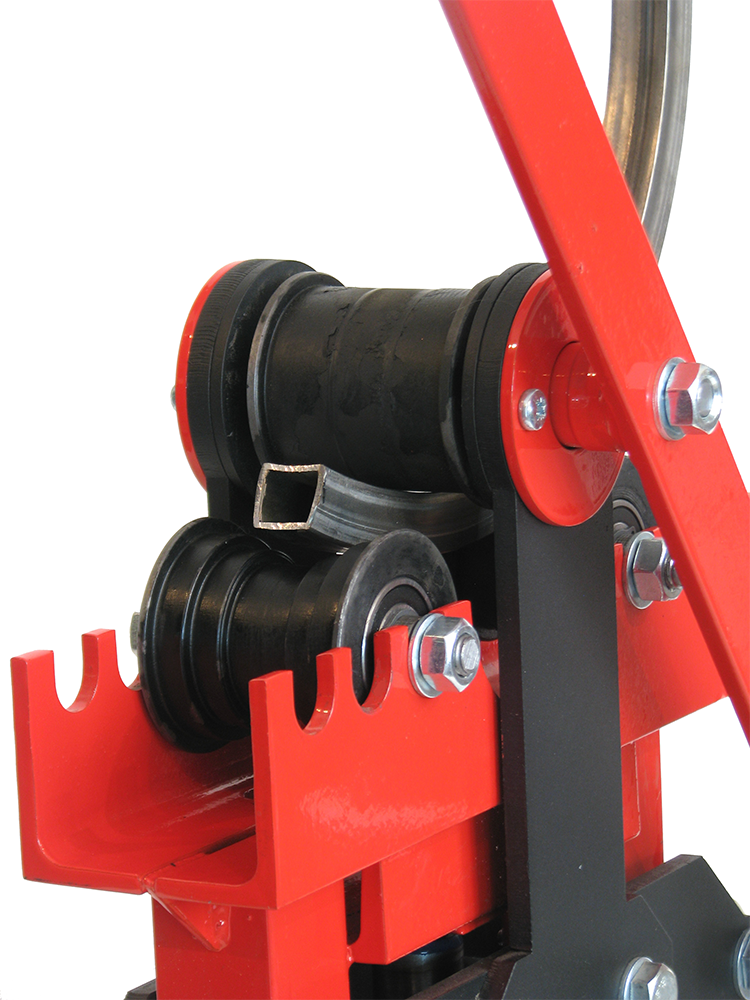 Для получения дополнительной информации, пожалуйста, см. Здесь.Предыдущий123456СледующийГидравлический станок для резки алюминиевого профиля (горячая продажа Наша продукция экспортируется в США, Великобританию и т. Д., Пользуясь фантастической репутацией среди клиентов в области гибочных станков для горячей продажи, трубогибочных станков, уплотнения металлических труб «Внимательно обслуживайте и добивайтесь качества», эта компания всегда настаивала на том, чтобы начинать с основы развития предприятия, внедряя зрелое гуманное управление внутри компании.
Для получения дополнительной информации, пожалуйста, см. Здесь.Предыдущий123456СледующийГидравлический станок для резки алюминиевого профиля (горячая продажа Наша продукция экспортируется в США, Великобританию и т. Д., Пользуясь фантастической репутацией среди клиентов в области гибочных станков для горячей продажи, трубогибочных станков, уплотнения металлических труб «Внимательно обслуживайте и добивайтесь качества», эта компания всегда настаивала на том, чтобы начинать с основы развития предприятия, внедряя зрелое гуманное управление внутри компании.
Похожие запросы о гидравлической машине для алюминия bendi
гидравлическая трубогибочная машинагидравлическая трубогибочная машина для гибочных машин для трубогибочная машина для гибки стальных стержнейалюминиевые гидравлические фитингиалюминиевые гидроцилиндры для продажиНекоторые результаты удалены в связи с уведомлением о требованиях местного законодательства.Для получения дополнительной информации см. Здесь. 12345ДалееГидравлический гибочный станок, Гидравлический трубогибочный станок Гидравлический трубогибочный станокГидравлический трубогибочный станокГидравлический станок для гибки труб уведомление о требованиях местного законодательства. Для получения дополнительной информации см. здесь. Листогибочный пресс Окончательное руководство (обновление 2020 г.) Гидравлический листогибочный станок MfgCNC объединяет технологию числового управления, сервопривод и гидравлическую технологию.Управляйте левым и правым цилиндрами, чтобы выдвигаться и возвращаться, управляя работой клапана. Этот процесс заставляет верхнюю балку (плунжер) листогибочного пресса подниматься и опускаться.
Для получения дополнительной информации см. здесь. Листогибочный пресс Окончательное руководство (обновление 2020 г.) Гидравлический листогибочный станок MfgCNC объединяет технологию числового управления, сервопривод и гидравлическую технологию.Управляйте левым и правым цилиндрами, чтобы выдвигаться и возвращаться, управляя работой клапана. Этот процесс заставляет верхнюю балку (плунжер) листогибочного пресса подниматься и опускаться.
Гибочный листогибочный пресс: основы (Руководство по гибке листового металла
3) Отрегулируйте рабочий режим гидравлического листогибочного станка в положение толчковой регулировки, снимите верхнюю и нижнюю формы и другие аксессуары, установите механический блок в самое верхнее положение, отключив муфту на шестерне приводного вала механического блока.Основы гибки листогибочного пресса (Руководство по гибке листового металла 3) Отрегулируйте рабочий режим гидравлического листогибочного станка в положение толчковой регулировки, снимите верхнюю и нижнюю формы и другие аксессуары, переведите механический блок в самое верхнее положение, отключив муфту механический блок приводной вал шестерни. Металлообрабатывающие гибочные станки на продажу В наличии Nov 07,2020 Металлообрабатывающие гибочные станки на продажу В наличии Наборы для настройки Tapco Найдите много новых подержанных опций и получите лучшие предложения на комплекты для настройки Tapco в лучшем онлайн-магазине pEastwood 18in Mini Тормозной коленогиб для металла Алюминий 16-го калибра или сталь 20-го калибра Найдите много новых отличных подержанных опций и получите лучшие предложения для 18-дюймового мини-металлического гибочного устройства Eastwood Гидравлический трубогиб список на ebayМеталлический листогибочный станок по лучшей цене в ИндииГидравлический листогибочный станок 3мм х 2500мм 65 тонн.Гидравлическая система рупий 4,35 лакх.Радж.Гибочная машина для листового металла Yangli.Гибочная машина для листового металла Yangli.
Металлообрабатывающие гибочные станки на продажу В наличии Nov 07,2020 Металлообрабатывающие гибочные станки на продажу В наличии Наборы для настройки Tapco Найдите много новых подержанных опций и получите лучшие предложения на комплекты для настройки Tapco в лучшем онлайн-магазине pEastwood 18in Mini Тормозной коленогиб для металла Алюминий 16-го калибра или сталь 20-го калибра Найдите много новых отличных подержанных опций и получите лучшие предложения для 18-дюймового мини-металлического гибочного устройства Eastwood Гидравлический трубогиб список на ebayМеталлический листогибочный станок по лучшей цене в ИндииГидравлический листогибочный станок 3мм х 2500мм 65 тонн.Гидравлическая система рупий 4,35 лакх.Радж.Гибочная машина для листового металла Yangli.Гибочная машина для листового металла Yangli.
Машина для гибки листового металла по лучшей цене в Индии
Гидравлический листогибочный станок 3MM X 2500MM 65 TON.Rs 4,35 Lakh.Raj Гидравлическая система.Yangli Листогибочный станок Yangli.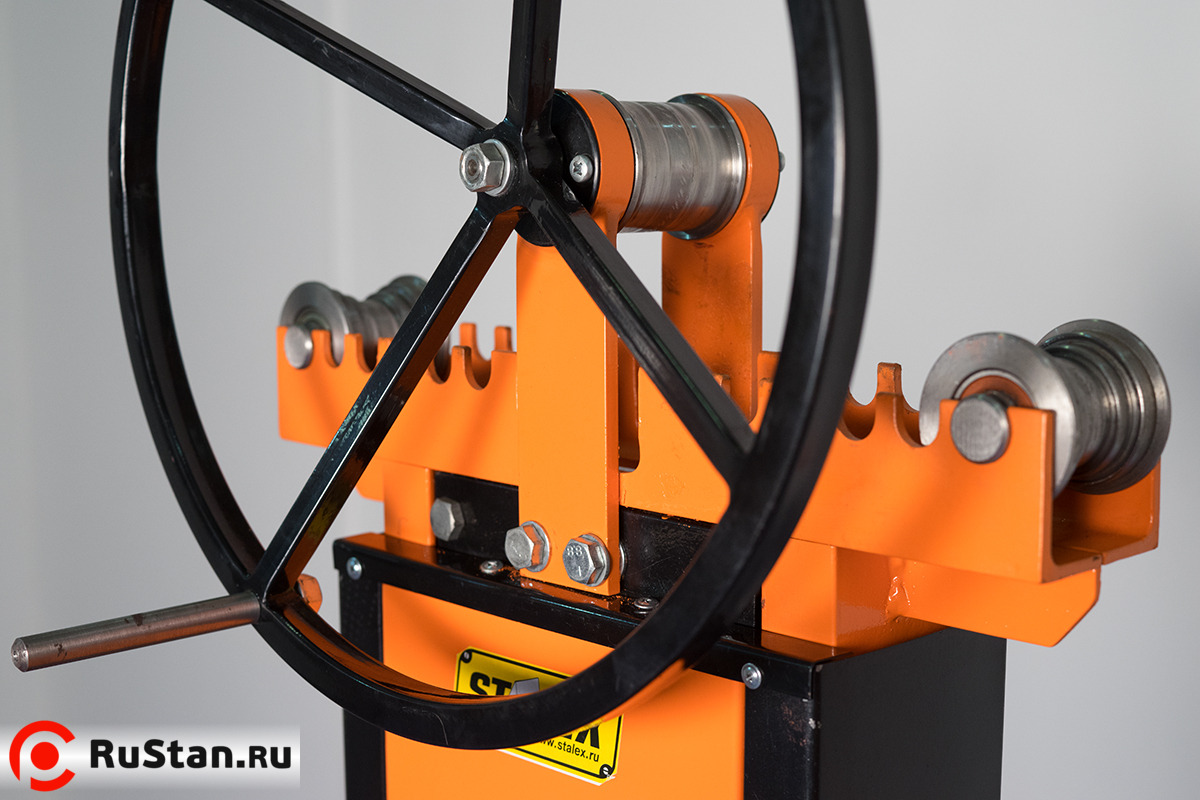 Rs 7 Lakh.Tarmac Engineering Solutions. Гидравлический листогибочный пресс Листогибочный пресс.2,50 рупий.Monotech Engineers Private Limited. Гибочный станок для листового металла, 320 V.Metal Bending Princess Auto36-дюймовый гибочный пресс для металла со стойкой, артикул 8536526. Сравнить Листогибочный пресс и проскальзывающий валок за 369,99 долл. США, артикул 8536492. Сравнить 749,99 долл. США. Гидравлический трубогиб 16 тонн SKU 8708018. Сравнить $ 219,99 Ручной трубогибМеханический гидравлический листогибочный станок Гидравлический листогибочный станок для листового металла. Характеристики продукта 1. Слайдер оснащен механизмом синхронизации торсионного вала.2. Установите механизм регулировки эксцентриситета. 3. Верхняя матрица с точным механизмом компенсации может улучшить точность гибки заготовки. 4. Угол изгиба можно регулировать, дисплей счетчика пройденного пути
Rs 7 Lakh.Tarmac Engineering Solutions. Гидравлический листогибочный пресс Листогибочный пресс.2,50 рупий.Monotech Engineers Private Limited. Гибочный станок для листового металла, 320 V.Metal Bending Princess Auto36-дюймовый гибочный пресс для металла со стойкой, артикул 8536526. Сравнить Листогибочный пресс и проскальзывающий валок за 369,99 долл. США, артикул 8536492. Сравнить 749,99 долл. США. Гидравлический трубогиб 16 тонн SKU 8708018. Сравнить $ 219,99 Ручной трубогибМеханический гидравлический листогибочный станок Гидравлический листогибочный станок для листового металла. Характеристики продукта 1. Слайдер оснащен механизмом синхронизации торсионного вала.2. Установите механизм регулировки эксцентриситета. 3. Верхняя матрица с точным механизмом компенсации может улучшить точность гибки заготовки. 4. Угол изгиба можно регулировать, дисплей счетчика пройденного пути
Крупнотоннажный электрогидравлический листогибочный пресс с ЧПУ с DA
Крупнотоннажный электрогидравлический листогибочный пресс с ЧПУ и DA-58T, 800-тонный станок для гибки металла 6000 мм на продажу.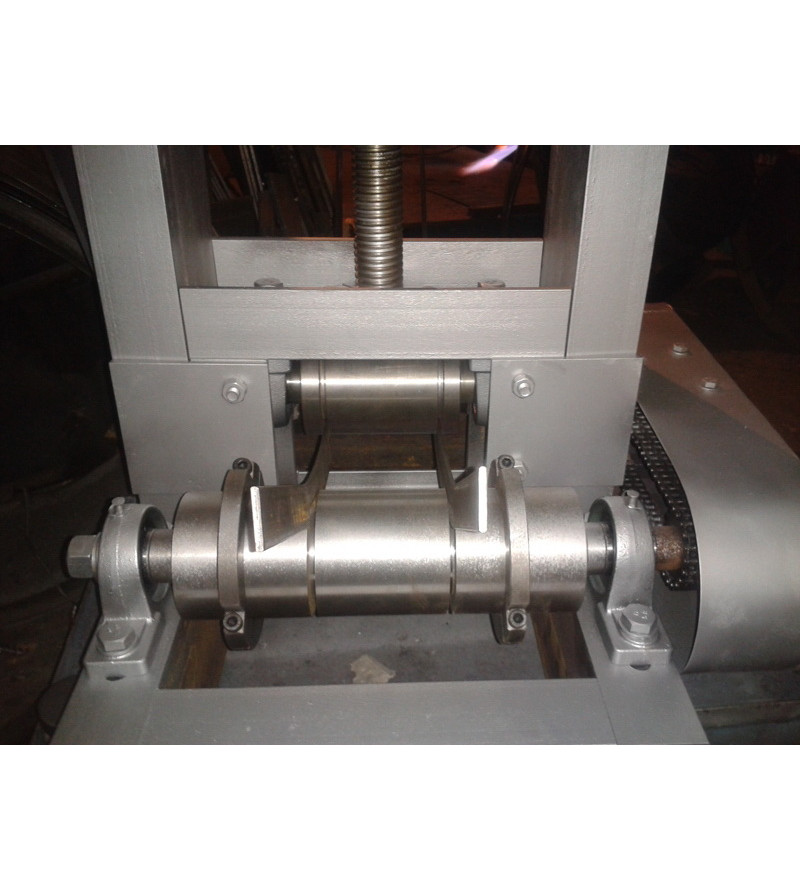 Основные характеристики Вся сварная конструкция машины обеспечивает высокую жесткость; Машина разработана с помощью программного обеспечения ANSYS, которое может обеспечить изображение гидравлической машины для гибки алюминия. Гидравлическая гибочная машина — Гидравлические гибочные машины. Машина для гибки алюминиевого профиля по последней цене.Гидравлический станок для снятия изгиба Стальной пруток, название модели / номер Gw 42j (мотор разрыва) 75000 рупий за штуку Получить последнюю цену Название модели / номер GW 42J (мотор разрыва) Максимальный радиус изгиба 6-40 мм (только для круглого стального прутка) ) и 6-32 мм (TMT бар) Марка Topall. Автоматическая степень автоматизации. IBOSAD HVAC Охлаждение 90 градусов, гидравлическое ручное управление Приводится в действие гидравлическим давлением и в сочетании с силой руки, он может легко сгибать трубу и экономить больше труда, чем другие ручные гибочные машины. литейные формы из сплава 1 / 4,5 / 16,3 / 8,1 / 2,5 / 8,3 / 4,7 / 8 дюймовые формы, быстрое и плавное гидравлическое действие, специальное регулируемое механическое устройство, что делает формовочную головку быстро и точно определить три позиции
Основные характеристики Вся сварная конструкция машины обеспечивает высокую жесткость; Машина разработана с помощью программного обеспечения ANSYS, которое может обеспечить изображение гидравлической машины для гибки алюминия. Гидравлическая гибочная машина — Гидравлические гибочные машины. Машина для гибки алюминиевого профиля по последней цене.Гидравлический станок для снятия изгиба Стальной пруток, название модели / номер Gw 42j (мотор разрыва) 75000 рупий за штуку Получить последнюю цену Название модели / номер GW 42J (мотор разрыва) Максимальный радиус изгиба 6-40 мм (только для круглого стального прутка) ) и 6-32 мм (TMT бар) Марка Topall. Автоматическая степень автоматизации. IBOSAD HVAC Охлаждение 90 градусов, гидравлическое ручное управление Приводится в действие гидравлическим давлением и в сочетании с силой руки, он может легко сгибать трубу и экономить больше труда, чем другие ручные гибочные машины. литейные формы из сплава 1 / 4,5 / 16,3 / 8,1 / 2,5 / 8,3 / 4,7 / 8 дюймовые формы, быстрое и плавное гидравлическое действие, специальное регулируемое механическое устройство, что делает формовочную головку быстро и точно определить три позиции
IBOSAD HVAC Охлаждение 90 градусов Гидравлическое руководство
Приводимый в действие гидравлическим давлением и в сочетании с силой руки, он может легко сгибать трубы и экономить больше труда, чем другие ручные гибочные машины.Формы из алюминиевого сплава Формы размером 1 / 4,5 / 16,3 / 8,1 / 2,5 / 8,3 / 4,7 / 8 дюймов, быстрое и плавное гидравлическое действие, специальное регулируемое механическое устройство, благодаря чему формовочная головка быстро Гидравлический гибочный станок, гидравлический гибочный станок — все. Найдите свой гидравлический гибочный станок среди 358 продуктов ведущих брендов (Knuth, EUROMAC, AKYAPAK MAKINA SAN TIC,) на сайте DirectIndustry, отраслевого специалиста для ваших профессиональных покупок. -Гибочный станок для гибки металла Нажмите для просмотраСравнение цен на гидравлический гибочный станок для гибки металла (RPB 40X2500), получите сравнение цен на гидравлический гибочный станок для гибки металла в Китае (RPB 40X2500) от производителей прокатного оборудования поставщики на Видеоканале
Гидравлические листовые тормозные машины для гибки металла и
Chicago Dreis Krump Листовые тормозные машины с гидравлическим и механическим приводом и кнопочным управлением, позволяющие сгибать металл в различные формы, включая формы коробок и поддонов.Ниже вы увидите наши гидравлические листогибочные станки для гибки металла толщиной до 1/4 дюйма [6,4 мм]. Гидравлический листогибочный станок — ChinaTsinfa является профессиональным поставщиком-производителем гидравлических гибочных станков в Китае. Гидравлический листогибочный станок особенно подходит. для гибки листового металла.Существует много различных видов тоннажа: 40 тонн, 50 тонн, 63 тонны, 80 тонн, 100 тонн, 125 тонн, 160 тонн, 200 тонн, 300 тонн, 400 тонн, 500 тонн, 600 тонн, 800 тонн. гидравлический листогибочный пресс GUJRI INDUSTRIES INTERNATIONAL PRIVATE LIMITED, Мы имеем дело с широким спектром силовых прессов, станков для резки с кривошипом, станков для гибки листового металла, станков для резки под кривошипом, гидравлических ножниц, станков для резки листового металла
GUJRI INDUSTRIES INTERNATIONAL PRIVATE LIMITED,
Мы имеем дело с широким ассортиментом силовых прессов, станков для резки с кривошипом, станков для гибки листового металла, станков для резки листового металла с кривошипом, гидравлических ножниц, станков для резки листового металла. гибочный станок 1.Основным корпусом гибочного станка будет упаковка без покрытия в контейнер, покрытый полиэтиленовой пленкой. 2. Стальная проволока зафиксирует станок в контейнере, на случай каких-либо повреждений при встряхивании на море. 3. Запасные части будут упакованы в контейнер. Гидравлический листогибочный станок с сервоприводом и синхронизированным управлением с ЧПУ Китай Гидравлический листогибочный станок с сервоприводом и синхронизированным управлением с ЧПУ Листогибочный пресс для листового металла, Подробная информация о листогибочном прессе в Китае, листогибочный станок с ЧПУ Гидравлический листогибочный станок с сервоприводом для листового металла
результатов по этому вопросу Что такое трубогиб? Что такое трубогиб? Трубогиб — это относительно простой инструмент для точного и последовательного изгиба различных труб, включая медные трубы, стальные трубы и трубы на основе алюминия.Как пользоваться трубогибом Результаты DoItYourself по этому вопросу Гидравлические трубогибы — гибочные станки — Grainger Industrial Supply результаты по этому вопросу
Гидравлический трубогиб Cadillac — это гидравлический ротационный ленточнопильный станок Baileigh RDB-125.На нем можно согнуть алюминиевые трубки наружным диаметром до 2,5 (!), А с кольцевым манометром, который идеально подходит для любого типа повторяющейся гибки деталей, которую вы хотите выполнить.
Трубогибочный станок без оправки CC90 CNC
ПАНЕЛЬ УПРАВЛЕНИЯ ESA S625
Трубогибы Nargesa управляются с помощью интуитивно понятного и простого в использовании 7-дюймового цветного сенсорного экрана с новейшей технологией 4.0. Просто введите размеры трубы, толщину, угол изгиба или кривых и выберите матрицу из библиотеки, и система управления автоматически запрограммирует остальные параметры; коррекция упругого восстановления (упругая отдача), рекомендуемая скорость вращения, необходимость в опоре резцедержателя и возможна ли заданная кривая… Все это может быть изменено конечным пользователем по своему усмотрению. Это некоторые из наиболее важных функций этой системы управления.
- Хранит до 10 000 программ.
- Можно запрограммировать до 50 различных углов на одной детали.
- Размеры могут быть запрограммированы в дюймах или миллиметрах.
- Библиотека имеющихся штампов с возможностью программирования новых.
- Библиотека труб различной формы и различной толщины.
- ЧПУ может поставляться на более чем 20 различных языках.
- Автоматическая или ручная регулировка скорости вращения от 1,5 до 5,4 об / мин.
- Ручной или автоматический режим.
- Автоматическая коррекция упругого восстановления (упругая отдача).
- Счетчик штук.
- Независимая коррекция программируемой конечной степени кривой.
- 4.0 Технологии
- Диагностика аварийных сигналов на экране.
- Предупреждение о профилактическом обслуживании.
- Может быть удаленно подключен производителем без необходимости выезжать на место установки.
- Предупреждение на экране, если необходимо использовать опору резцедержателя.
- Цветной сенсорный экран 7 дюймов с разрешением 800 x 480
- Силиконовый диск 128 МБ
- 2 аналоговых входа, разрешение 12 бит.
- 16 цифровых входов (24 В постоянного тока).
- 16 цифровых выходов (24 В постоянного тока, 0.7 А макс.) Защита от перегрузок и коротких замыканий.
- 1 последовательный порт RS232
- 1 порт CAN с 9 контактами разъема D-Sub F.
- Источник питания 24 В постоянного тока
- 1 порт USB
Основное руководство по панелегибу (вы должны знать)
История панелегибаВ Европе и Соединенных Штатах на компании часто приходится более высокая доля затрат на человеческие ресурсы, особенно в Северной Европе, где подавляющее большинство компаний стремятся справиться с высокими издержками, связанными с человеческими проблемами.
Таким образом, европейские и американские предприятия давно поставили в повестку дня «повышение эффективности производства и сокращение рабочей силы» и запустили серию автоматических и интеллектуальных инициатив.
Все больше компаний начинают задумываться о приобретении более интеллектуального оборудования и даже используют автоматизированные, беспилотные производственные линии.
Прошло 40 лет с тех пор, как Savagnini представила первый в мире листогиб P4 в 1977 году.
Революционные универсальные гибочные инструменты и роботы для панелегиба salvagnini P4 представили в отрасли гибкую автоматизированную технологию формовки листового металла в конце 1970-х годов.
панелегиб SalvagniniP1 Lean панелегиб s
Панелегиб P1 Lean (рис. 1) — самая маленькая модель в семействе панелегибов Savagnini с большой длиной формования 1250 мм, полным сервоприводом, высокой скоростью, среднее энергопотребление всего 3 кВтч в час. Небольшой размер станка позволяет изготавливать мелкие детали, что очень рентабельно.
P2L-21 compact панелегиб
Панелегиб P2L-21 Compact (Рис. 2) — это основная машина, используемая в коммерческой кухонной промышленности, с длиной формования 2180 мм. Новое поколение P2L оснащено серводвигателем с прямым приводом, который может удовлетворить большинство требований обработки панельных изделий, занимая площадь 6 м × 3 м. Цилиндровый гибридный привод обеспечивает долгосрочную стабильность оборудования и снижает нагрузку на техническое обслуживание, при этом среднее энергопотребление составляет всего 5 кВтч в час.
P4-2116 HPT Стандартный панелегиб
P4-2116 HPT — это стандартный панелегиб с полуавтоматической загрузкой и разгрузкой (рис. 3), который можно использовать во время машинного производства. Операции по загрузке и разгрузке могут выполняться без остановки производства, что значительно увеличивает эксплуатационную готовность машины. Как стандартный панелегиб, P4 может быть загружен дополнительными опциями для увеличения производственных мощностей, что делает его идеальным устройством для нескольких крупных производителей холодильников.
S4 + P4 f гибкая производственная система
S4 + P4 FMS позволяет производить большее разнообразие и меньшие количества продуктов, которые еще не доступны.
Что такое панелегибРаньше формовка панелей выполнялась на специальных производственных линиях или на ручных гибочных машинах под давлением.Панелегиб имеет естественные преимущества перед листогибочными машинами для обработки панелей — экономия труда и скорость; хорошая повторяемость и однородность заготовки.
С появлением панелегиба Savagnini формовка листового металла впервые вступила в эпоху полной автоматизации.
Существует три основных типа традиционной гибки и формовки листового металла:
Однако, несмотря на то, что уровень автоматизации растет, он так и не смог устранить узкое место эффективности.
В панелегибе нет необходимости менять матрицу, рабочий ход короткий, подача быстрая, и только один оператор должен «вставлять» и «вынимать» лист.
Одна машина может плавно завершить позиционирование листа за один проход для четырехсторонней гибки… порядок, эффективность и интеллект могут быть такими простыми.
Общая эффективность панелегиба в 3-4 раза выше, чем у ручного гибочного станка.
Панелегиб для всех потребностей пользователей в гибке, компактный, быстрый и энергоэффективный.Высокоинтеллектуальная система оперативного управления обеспечивает эффективную гибку различных деталей.
Можно сказать, что панелегиб — это революция по сравнению с традиционным гибочным прессом.
Однако из-за высокой единовременной стоимости вложения он пока не был принят большинством пользователей обработки листового металла.
Принцип работы панелегиба Панелегибимеет новую концепцию конструкции, т.е. гибка вниз верхним ножом и гибка вверх нижним ножом, количество раз гибки не ограничено.
Изгибающие силы распределяются в поперечном направлении и создаются колеблющимися элементами (гибочными ножами). Сила реакции связывания создается двумя компонентами, прочно прикрепленными к листу.
Изгиб вниз (отрицательный изгиб)
Изгиб вверх (положительный изгиб)
Длину гибки можно регулировать автоматически, что упрощает производство без участия человека, что схематично показано на Рисунке 8.
Панелегиб ’ S-структура 1. Универсальный инструментальный нож и гибочный ножПанелегибочный станок использует универсальный регулируемый универсальный инструмент с верхними и нижними гибочными ножами.
Нет необходимости подготавливать большое количество инструментов для гибки в соответствии с формой и размером заготовки, что значительно снижает стоимость форм и инструментов, время изготовления форм и инструментов, а также время подготовки верхней и нижней части. формы и инструменты.
Кроме того, сокращается запас форм и инструментов, что облегчает управление производством.
Кроме того, поскольку нет необходимости разрабатывать и производить специальные формы и инструменты для каждого продукта, это значительно сокращает цикл разработки новых продуктов и повышает конкурентоспособность предприятий на сегодняшнем все более конкурентном рынке.
2 . Быстрые и эффективные системы автоматической регулировки формыПри складывании коробчатых деталей необходимо отрегулировать длину формы в соответствии с длиной внутреннего края заготовки, существует три метода регулировки.
- Первый — ручная настройка и занимает 3 мин.
- Второй тип — полуавтоматический, занимает 90 секунд.
- Третий тип — это автоматическая регулировка (ALA), которая совпадает с другими рабочими этапами, поэтому время на регулировку не требуется.
Перед сгибанием позиционирование выполняется двумя режущими углами листа вместо краев листа, что полностью исключает ошибку позиционирования, вызванную срезанием листа, а также повышает точность позиционирования.
Лист нужно позиционировать только один раз в процессе гибки панели, чтобы избежать совокупной ошибки, вызванной повторным позиционированием листа.
Это значительно улучшает конечную точность готового продукта.
4 . Высокоточные и многофункциональные роботыМанипулятор может перемещать лист вперед и назад, а также совершать прерывистые повороты на 90 °, 180 ° или 270 ° во время многосторонней гибки.
Если пользователю нужен особый угол поворота, он также может быть оснащен поворотным устройством с ЧПУ.
Как показано на рисунке 3, панелегиб зажимает заготовку с помощью вращающегося манипулятора, который затем прижимает заготовку к верхнему и нижнему прессам листа. Между верхним и нижним гибочными ножами верхний и нижний гибочные ножи воздействуют на сгибаемую часть листа, совершая необходимые движения для получения требуемого программой угла изгиба и радиуса дуги.
Когда одна сторона сгибается, робот автоматически поворачивает лист на 180 °, так что противоположная сторона сгибается, а затем две другие стороны.
Когда все четыре стороны листа согнуты, манипулятор выходит. Панель освобождается и может быть снята оператором.
Если машина оборудована автоматической системой загрузки и выгрузки, листогибочная машина может также автоматически изгибать лист, помещенный в указанное место, после перфорации и резки.
После завершения гибки детали будут автоматически сняты и аккуратно сложены, что может обеспечить автоматизацию процесса гибки, снизить трудоемкость рабочих, а также избежать несчастных случаев, связанных с качеством, которые происходят из-за рабочих.
Точность гибки деталей во многом зависит от движения манипулятора.
Таким образом, манипулятор панелегиба имеет высокую степень точности позиционирования, чтобы гарантировать точность гибки деталей.
5 . Расширенная система ЧПУ Системы ЧПУ панелегибаоснованы на Windows NT, с дружественным интерфейсом и интуитивно понятным, простым в использовании человеко-машинным диалогом.
Имеются мощные функции моделирования, вмешательства и документирования; функции самодиагностики и удаленного обслуживания.
Помимо кодов деталей для неисправностей, они также могут отображаться графически.
Функция удаленного обслуживания позволяет разработчикам программного обеспечения получать удаленный доступ к системе управления заказчика, вмешиваться и диагностировать или изменять программы.
В большинстве случаев система возвращается в нормальный режим работы, что устраняет необходимость в посещении ремонтной службы: или, пока не прибудет техник по обслуживанию, можно поддерживать базовую нормальную работу.
6 . Разнообразие конфигурацийДля удовлетворения требований различных пользователей и различных продуктов панелегибы доступны в различных моделях и конфигурациях.
Например:
а) можно загружать или выгружать вручную.
b) Оснащенный автоматической системой загрузки и разгрузки, производство может осуществляться без участия человека.
c) может быть соединен с системой штамповки и резки, чтобы стать интеграцией FMS (гибкой производственной системы) для штамповки, резки и складывания.
7 . A Преимущества панелегибаПреимущества:
(1) Нет необходимости менять пресс-формы, верхний и нижний инструменты, что позволяет сократить эксплуатационные расходы, производственные затраты и затраты на управление, а также значительно повысить эффективность производства.
(2) Благодаря усовершенствованной конструкции и динамической компенсации гибочного ножа он имеет очень хорошую точность гибки. Его угловая точность составляет ± 0,5 °, а параллельность двух противоположных сторон после изгиба составляет ± 0,1 мм / м.
(3) Поскольку его гибочный механизм отличается от других подобных машин, он может выполнять процессы гибки, которые другие гибочные центры не могут выполнять. Следовательно, это может значительно упростить и сделать структуру продукта более рациональной.
Например:
для коробчатой детали первоначально требовалось 8 пластин для гибки после сварки, но с помощью панелегиба P4 ее можно изготовить из 1 пластины, что значительно снижает вес деталей и время обработки.
В то же время это также сокращает время разработки продукта, снижает затраты на разработку продукта и производственные затраты, а также повышает конкурентоспособность продукта на рынке.
(4) Он имеет функцию изгиба снизу вверх, поэтому он может избежать явления вдавливания, которое возникает при гибке некоторых деталей с очень высокими требованиями к поверхности (например, зеркальная нержавеющая сталь) и большой длины, а также когда оба торцы обрабатываются, что значительно улучшает внешний вид гнутой детали.
(5) В процессе обработки подача и вращение листа являются непрерывными и автоматическими, поэтому время обработки намного короче, чем у других гибочных центров, особенно складные коробчатые детали более очевидны, но также значительно повышают эффективность.
(6) Он имеет мощную программную функцию для автоматической регулировки уплотнителя листов и автоматического создания программы гибки, что значительно сокращает время подготовки.
(7) Это чрезвычайно выгодно не только для мелкосерийного производства многих разновидностей, но и для массового производства штучных изделий и подходит для производственных приложений на предприятиях по обработке листового металла.
Недостатки:
Насколько я понимаю, самым большим и единственным недостатком этой машины для гибки листового металла является ее дороговизна. Разовые вложения слишком велики для бизнеса.
Характеристики гибочного станка PanderПанелегибы характеризуются следующими характеристиками:
(1) Для компаний, детали которых требуют обработки пеной (например, холодильники, пароварки для риса и т. Д.), Согласованность предоставленных деталей устраняет необходимость устранения утечек, что приводит к значительному повышению эффективности обработки и качества продукции.
(2) Используя метод позиционирования с вырезом по углам, можно всегда поддерживать точный размер внешней контрольной поверхности и обеспечивать высокую степень согласованности внешней части.
Высокая точность может быть сохранена даже при отклонении прямолинейности кромки листа после выгрузки.
Для деталей с ограниченными рабочими габаритами, которые необходимо повторно фальцевать на обычном гибочном станке, размер деталей остается под контролем благодаря точным внешним размерам.
Рис.10 Сравнение методов позиционирования
(3) Для тонких листов из нержавеющей стали (толщиной 0,8 мм или меньше) при ручной гибке сложно обеспечить согласованность стремления оператора к эффективности и синхронизации операций, а изгиб со смещением неизбежен.
Панелегибу не нужно поднимать пластину в процессе гибки больших панелей, что позволяет избежать изгиба со смещением, вызванного тем, что пластина не поднимается на место.
Качество поверхности, эффективность производства по сравнению с листогибочным прессом значительно улучшились, в среднем более чем на 40%.
(4) Высокая гибкость обработки позволяет производить мелкосерийное и смешанное производство.
Уникальная технология ABA панелегиба позволяет быстро регулировать длину пресса даже во время смены кромок роботом.
Это означает, что для завершения процесса сгибания сначала длинной кромки, а затем короткой кромки (короткая обертка длинной) требуется всего 2–3 секунды.
Также можно обрабатывать продукты, требующие частой регулировки длины пресса.
(5) Выполните большую часть процесса, который не может быть завершен листогибочным прессом, для разработки новых продуктов, обеспечивающих передовые технологии. Он предоставляет передовые технологические средства для разработки новых продуктов.
По сравнению с обычными гибочными станками, его обрабатывающая способность относительно высока.
Вот пример:
На рис. 11 показана контурная форма ручки двери холодильника, разработанная для заказчика. Две разные формы были разработаны для того, чтобы покупатель мог выбрать и оценить.Первоначально заказчик производил аналогичный продукт на сборочной линии с пятью листогибочными прессами без контроля качества. При использовании панелегиба P4 качество продукта контролировалось, а время обработки сокращалось до одной минуты.
Рисунок 11 Контур ручки двери холодильника
(6) Целевая профессиональная конфигурация.
Панелегиб имеет широкий спектр гибочных инструментов, из которых клиенты могут выбирать, и рекомендуется, чтобы клиенты использовали гибочный инструмент с тонким красным кружком для тонких листов в целом.
Рисунок 12 Выбор гибочного инструмента
(7) Для отраслей, где широко используется хромомарганцевая нержавеющая сталь марки «201», этот материал отличается высокой твердостью и отскоком при изгибе. Панелегиб с новой технологией компенсации свойств материала в стандартной комплектации значительно улучшил обрабатываемость продукции и повысил показатели успешности первой детали.
(8) Панелегибы доступны в различных конфигурациях в зависимости от требований заказчика и размера инвестиций.
Применение панелегибаПанелегиб подходит для производства профессиональной посуды для предприятий общественного питания и пищевой промышленности, духовок, систем приготовления пищи, систем очистки (посудомоечные машины, машины для мытья посуды и т. Д.), Холодильников, морозильников быстрого приготовления, холодильных прилавков и морозильных камер, мебели из нержавеющей стали, системы вентиляции (вытяжки, вытяжные вентиляторы и др.).
Также подходит для гибки электротехнических шкафов, лифтов и лифтов.
Примеры продукции, обработанной на панелегибе Детали гибочного инструмента для панелегибаСтандартная ширина инструмента для панелегиба составляет 160 мм, а минимальное поперечное сечение по габаритным размерам составляет 131 см. 2 .
Этот размер — один из лучших в области гибки панелей.
В станок интегрирована независимая система блокировки, которая обеспечивает гибкость в процессе гибки.
Конструкция, количество и обращение с инструментами для гибки панелегиба позволяют машине сгибать даже очень чувствительные поверхности без царапин и вмятин.
Кроме того, процесс гибки также обеспечивает низкий износ гибочных инструментов.
Панелегиб перемещается вертикально по металлической панели в процессе гибки. Кроме того, есть коммерчески доступные панелегибы, которые вращаются.
В процессе гибки к панелегибу прилагается давление 80 тонн, чтобы обеспечить плоскостность металлического листа и избежать вмятин при изгибе.
Система гибки панелегиба позволяет производить передний, обратный, широкий, изогнутый и прямой угол гибки панели в процессе гибки!
Как показано на рисунке ниже.
ДВЕРЬ С РУЧКОЙ
Изготовлен из цельного куска. Предусматривает выполнение 8 сторон и переворачивание панели во время цикла.
Эту последнюю операцию можно выполнить только на полуавтомате.
Для его изготовления необходимо использовать PSA с набором инструментов и двумя лезвиями SA.
НАКЛАДНАЯ ПАНЕЛЬ
Панель имеет радиусные изгибы разных размеров, дополненные кромкой без ограждений. Даже если поверхность имеет эффект апельсиновой корки (а значит, она очень хрупкая) и ее изготовление производится без использования защитной пленки, на панели нет ни малейшего следа.
Длина 3000 мм.
ДЕМОНСТРАТИВНАЯ ПАНЕЛЬ
Эта панель была создана, чтобы показать способность выполнять детали с более чем одним отрицательным изгибом, а также способность выполнять изгибы, которые действительно замкнуты между собой и с изгибами противоположного радиуса.Завиток показывает способность работать очень специфическим образом.
Для его реализации необходимо использование стола с кистями.
РАБОЧИЙ СТОЛ
Новые возможности для реализации рабочих столов, в частности, для предприятий общественного питания. Для них характерно отсутствие уголков и сварных швов. Эта панель также демонстрирует возможность реализации радиальных углов, как положительных, так и отрицательных, без необходимости сдерживания.
Они могут изготавливаться длиной до 3000 мм и подъемом до 200 мм.
Для его реализации необходим вариант PSA с видеокамерой и одним SA-отвалом.
ЗАДНЯЯ ПАНЕЛЬ С БОЛЬШИМ ОТВЕРСТИЕМ
Вытяжное отверстие было проделано перед процессом гибки, и это показывает критическую ситуацию при обращении.
На самом деле панель следует обрабатывать рисунком вверх, а изгибы — вниз.
В конце исполнения панель будет иметь четыре стороны с загибами вниз.
ПЕРЕДНИЙ ДЛЯ ПЕЧИ-ХОЛОДИЛЬНИКА
Характерный манипулятор, состоящий из вакуумных чашек, позволяет манипулировать панелями с изгибами или центральными рисунками. Изготовление этой панели предусматривает ее переворачивание между первой и третьей стороной, операцию, которую может выполнить только полуавтомат.
ВЫПУСКНОЙ ВЕНТИЛЯТОР
Панель изготавливается с фиксированным концом.Это решение позволяет исключить большинство сварных швов, значительно сокращая отходы производства. Кроме того, сварка вертикальных углов больше не требует маскировки.
ДВЕРЬ С РУЧКОЙ
Показанный изгиб был выполнен в последний раз с использованием PSA с двумя функциями, способными выполнять изгиб с отрицательным радиусом.
ЗАЩИТА КОМПРЕССОРА
Выполнение изгибов с большим радиусом для этой панели определенно не является проблемой, и специальные инструменты не требуются.Все производится стандартными инструментами. Радиусный угол, даже если он высотой 7 мм, может быть выполнен без необходимости герметизации, и в результате не будет никакой деформации.
ПОВЕРХНОСТЬ ФРИТЮРНИЦЫ
Эта особенность была выполнена с использованием вертикального движения манипулятора для управления нагрузкой вниз для последнего показанного поворота.
Для производства этой панели необходимо было установить на панелегибе PSA и зажимы для листов.
РАЗДВИЖНЫЕ ДВЕРИ НАРУЖНЫЕ И ВНУТРЕННИЕ
Интересные примеры, демонстрирующие способность производить скрытые отрицательные изгибы.
Для их исполнения необходим СРП.
ДВЕРНАЯ СТОЙКА
С помощью опции «Режущий блок» можно создавать очень маленькие формы, изгибаться только с двух сторон, а затем вырезать их подходящим лезвием. После того, как форма вырезается, она выгружается в бункер, расположенный на стороне машины.
«Режущий блок» — это опция PSA.
ПАНЕЛЬ
Особенность этой панели касается нижней центральной части. На самом деле, его невозможно обработать с помощью зажимов для листов.
Панелегиб система видеонаблюденияОператор может визуализировать, что происходит с металлическим листом на этапе гибки, с помощью видеокамеры, и он может активно вмешиваться, изменяя изгибы, выполняемые машиной.
Это решение действительно важно для выполнения панелей впервые или для выполнения гибов на панелях, поступающих из разных партий. Как только желаемый результат будет достигнут, оператор может сохранить примененный процесс, чтобы его можно было выполнить на следующих панелях для гибки. Этого не происходит, потому что использование сложных алгоритмов полезно только при наличии точного знания материала (типа, толщины, длины), а от простого движения джойстика.
Использование видеокамеры дает возможность контролировать различные упругие отдачи и таким образом получать «первую удачную деталь».
Панелегиб против листогибочного пресса Упрощение процессов гибкиВ листогибочных прессах для обработки панели часто требуется более одного человека.
Для одного человека становится затруднительным обращение с деталями длиной более 1500 мм.
На самом деле конкретные движения в процессе гибки.
В панелегибе обращение с панелью касается только ее загрузки на рабочий стол, ее поворота в стороны для сгибания и выгрузки конечного продукта.
Оператору нужно только загрузить металлический лист для гибки, и он должен выгрузить конечный продукт.
В случае расширенного панелегиба оператор выгружает только конечный продукт.
Кроме того, традиционные системы гибки требуют, чтобы оператор запомнил последовательность гибки для выполнения. В полуавтоматическом панелегибе оператору нужно только повернуть панель в нужное для машины положение.
Обработка панели с тормозами
Переворачивание панели на шаровом столе панелегиба
Снижение трудозатратДля листогибочных прессов требуются квалифицированные рабочие с определенным опытом и способностью отслеживать и контролировать этапы гибки.Панелегибом может пользоваться только один человек без каких-либо специальных навыков: станок автоматически выполняет все этапы гибки. Это может привести к снижению затрат на персонал (наем неквалифицированного персонала) и к более высокой производственной гибкости (использование станка более чем одним человеком)
Где находится рынок для панелегиба ? Панелегиб— это машина для автоматизированного производства, и до октября 2008 года мало кто в мире знал о существовании полуавтоматических панелегибов.
Только две компании впервые представили на выставке EuroBLECH свои полуавтоматические листогибочные машины.
Согласно исследованию рынка, существуют потенциальные, но неудовлетворенные потребности в области гибки листового металла.
Спрос указывает, что в течение многих лет процесс гибки выполнялся вручную на листогибочных прессах.
Почему это потенциальная потребность?
Это потому, что никто не знает другого решения для гибки, кроме листогибочного станка.
До сих пор (автоматизация листогибочного пресса) эта попытка не привела к каким-либо значимым результатам.
Панелегибы подходят для следующих областей продукции1 . Для производства нержавеющей стали
Компания производит или поставляет следующие виды продукции: духовки, системы приготовления пищи (плиты, грили и т. Д.).), системы очистки (посудомоечные машины, машины для мытья чашек и т. д.), холодильники, морозильные камеры, мебель из нержавеющей стали, системы вентиляции, электрооборудование и аксессуары, лифты….
2 . Для других металлических листов
Компания производит и поставляет следующие виды продукции: лифты, грузовые лифты, окрашенные шкафы, защитные двери, инженерные двери (противопожарные перегородки и т. Д.).), внутренняя или внешняя крышки…
Кому нужно панелегиб- Предприятия, в основном занимающиеся производством изделий из нержавеющей стали.
- Предприятия, ориентированные на качество продукции
- Продукция мелкосерийная или изготавливается на заказ.
- Компании, продукция которых сосредоточена в производстве и переработке листогибочных прессов
- Предприятия, продукция которых имеет сложные технологические процессы
Как мы все знаем, цена, естественно, различается в зависимости от механизма продукта или производственного процесса.
Продажа панелегиба зависит не только от ценового фактора.
Продажа основана не только на предложении продукта, но и на необходимости предоставить конкретное и жизнеспособное решение.
Решение должно включать сравнение преимуществ использования панелегиба с другими гибочными станками того же типа, всестороннее сравнение и анализ производительности, времени обработки и количества персонала.
Кроме того, если вам нужен более эффективный способ гибки ваших изделий, технология панелегиба может вам в этом помочь.
Он может реализовать процессы гибки, которые невозможны на других листогибочных машинах.
Бессмысленно сравнивать разные товары только по цене. Если сравнение чисто по цене, то переговоры либо заканчиваются, либо всегда заканчиваются неудачей.
Топ-5 производителей панелегибовВ настоящее время самые известные панелегибы, включая следующие 5 брендов:
- Сальваньини
- Прима-мощность
- РАН
- Trumpf
- Амада
— это действительно чрезвычайно продвинутая и современная гибочная машина, которая полностью отделяет качество продукта от уровня квалификации рабочих и обеспечивает производство высококачественной продукции.
В то же время панелегиб значительно снижает трудоемкость рабочих.
Кроме того, он дает суб-инженерам множество новых идей по дизайну и дает большие преимущества для разработки новых продуктов, так что предприятие имеет преимущество на постоянно меняющемся рынке продуктов.
Полное руководство по выпуску выхлопных труб
В этой главе я обсуждаю трубу, которая направляет выхлопные газы от коллекторов к окончанию выхлопного тракта, а также размеры трубы, материалы, методы изгиба, зажимы трубы и опоры трубы.
Этот технический совет взят из полной книги ПРОИЗВОДИТЕЛЬНОСТЬ ВЫХЛОПНЫХ СИСТЕМ: КАК РАЗРАБОТАТЬ, ИЗГОТОВИТЬ И УСТАНОВИТЬ. Подробное руководство по этой теме вы можете найти по этой ссылке:
УЗНАТЬ БОЛЬШЕ ОБ ЭТОЙ КНИГЕ
ПОДЕЛИТЬСЯ ЭТОЙ СТАТЬЕЙ: Пожалуйста, не стесняйтесь поделиться этой статьей на Facebook, на форумах или в любых клубах, в которых вы участвуете. Вы можете скопировать и вставить эту ссылку, чтобы поделиться: https://musclecardiy.com/performance/the -направляющая-выхлопная труба с полным набором характеристик /
Материалы
Чтобы выбрать выхлопную трубу для конкретного применения, сначала рассмотрите свой бюджет.Факторы затрат включают материалы, количество труб (одинарная или двойная система), нанесение специального покрытия и работу по гибке труб. Нержавеющая сталь дороже низкоуглеродистой стали. Преимущества использования нержавеющей стали — более длительный срок службы с точки зрения коррозионной стойкости и превосходная теплопередача. Если ваш бюджет ограничен, если вы не планируете эксплуатировать автомобиль в различных климатических условиях и не слишком озабочены поверхностной коррозией, вам, безусловно, подойдет мягкая сталь. Трубы из низкоуглеродистой стали доступны в виде голой стали, но также обычно предлагаются с коррозионно-стойкой алюминизированной или оцинкованной обработкой поверхности.Если ваш бюджет позволяет, предпочтительнее нержавеющая сталь, особенно с точки зрения долговечности и долговечности внешнего вида.
Рекомендации по установке и зазору
Что касается установки на транспортное средство, вы можете собрать систему, купив трубы различной формы (прямые, предварительно изогнутые под углом 45 и 90 градусов и т. Д.) И обрезав их по длине. Отрезки между трубами должны быть либо сварены, либо соединены зажимом. Другой вариант — приобрести предварительно сформированный комплект, который уже имеет форму, подходящую для вашего конкретного автомобиля.Многие производители предлагают комплектные системы для популярных автомобилей, включая трубы и глушители, которые обычно требуют только сборки и установки.
Еще один вариант — настроить всю систему выпуска выхлопных труб для вашего конкретного применения. Индивидуальный подход часто требуется для уникальных приложений, таких как специальные уличные штанги, где заранее спроектированная система может быть недоступна. Выбор вашей системы трубопроводов зависит как от стоимости, так и от того, какой объем работы вы предпочитаете выполнять самостоятельно.
Выбор диаметра трубы должен основываться на размере двигателя и существующем или планируемом уровне мощности в лошадиных силах. Как правило, для двигателя V-8, ориентированного на рабочие характеристики, требуется диаметр трубы от 2,5 до 3,5 дюймов. Имейте в виду, что для любого конкретного случая диаметр трубы должен быть немного больше для одиночной выхлопной системы, чем для двойной. Однако больше не всегда лучше. Если труба слишком большого диаметра, вы теряете скорость потока выхлопных газов, что может фактически снизить производительность двигателя.Обратите внимание на проблемы с зазором на всю ходовую часть. Размещение труб слишком близко к полу может привести к чрезмерной теплопередаче на пол и ковер. Кроме того, если трубы расположены достаточно близко к полу, раме или подрамнику, они могут соприкоснуться, что приведет к раздражающему удару или раздражающему резонансному шуму. Помните, что выхлопная система соединена с двигателем и перемещается в зависимости от движения двигателя на опорах. В отличие от некоторых гоночных автомобилей с жестко установленным двигателем, у уличных автомобилей есть опоры двигателя и трансмиссии, которые обеспечивают некоторое соответствие.
Точный изгиб оправки позволяет производителю жатки добиться точности Убедитесь, что трубы должным образом очищают трансмиссию и карданный вал. Если трубы расположены слишком близко к трансмиссии, температура трансмиссионной жидкости может повыситься, что потенциально может привести к повреждению трансмиссии. Вообще говоря, я поддерживаю зазор не менее 1 дюйма между выхлопной трубой и трансмиссией или линиями охлаждения трансмиссии. Обратите внимание на зазор карданного вала, чтобы трубы не соприкасались с карданным валом.При пробном монтаже труб поддерживайте автомобиль на подъемнике или стойках и позвольте задней подвеске висеть без нагрузки. Если вы планируете использовать переходную трубу с двухтрубной системой, убедитесь, что кроссовер очищает карданный вал даже при ненагруженной задней подвеске.
Если вы не используете боковую вытяжку, ваши трубы направляются к области заднего бампера. В результате трубы должны проходить над задней осью или под ней. Если трубы проходят через ось, достаточный зазор между трубами и картером оси имеет решающее значение.Когда подвеска автомобиля загружена, сожмите подвеску, попросив помощника подбрасывать заднюю часть автомобиля вверх и вниз, наблюдая за зазором между кузовом и осью. Если трубы проходят под осью, проверьте зазор при ненагруженной задней подвеске. Выхлопная система любого транспортного средства должна выходить за пределы тела, чтобы выхлопные газы не попадали в салон автомобиля. Если вы планируете установить выхлопную систему во всю длину с трубами, выходящими из задней части, наконечники должны быть на одном уровне с задним бампером или немного за ним.Если трубы недостаточно длинные или вы хотите улучшить внешний вид, добавьте выхлопной наконечник из нержавеющей стали или хрома на выход каждой трубы. Поскольку выхлопные патрубки видны, предпочтительнее использовать нержавеющую сталь из-за ее коррозионной стойкости.
При планировании места прокладки выхлопной трубы всегда помните о требованиях к подвеске. Система должна иметь надлежащую опору, чтобы свести к минимуму движение и избежать нагрузок. Если система не поддерживается должным образом, вес глушителей и труб может легко вызвать чрезмерное напряжение в ряде мест, в том числе на коллекторе коллектора и даже на всем протяжении крепления фланца коллектора на головках цилиндров.Избегайте использования твердых вешалок на улице. Все опорные подвески должны обеспечивать некоторую степень податливости, чтобы выдерживать вибрацию выхлопной системы, раскачивание двигателя во время ускорения и замедления, а также позволять выхлопным трубам расширяться и сжиматься при нагревании и охлаждении. Если вы решите использовать привлекательные подвески для заготовок, они должны иметь, по крайней мере, термостойкие втулки.
Размер выхлопной трубы
Как и в случае карбюраторов или распредвалов, больше не обязательно лучше.Диаметр выхлопной трубы должен соответствовать объему двигателя и уровню выходной мощности. Хотя труба большего диаметра может выглядеть круто, если диаметр слишком большой для применения, вы теряете скорость выхлопа, и в результате страдает мощность от низкого до среднего диапазона. В мире труб указанные диаметры всегда относятся к наружному диаметру трубы. В результате внутренний диаметр немного меньше, величина которого определяется толщиной стенки трубы / калибром.
Труба CFM
Вам нужно определить объем впуска двигателя, а затем приблизительно сопоставить этот объем с выхлопом.Формула (которая также содержится в главе 7) для нахождения этого:
Объем впуска двигателя = об / мин x 0,001 x рабочий объем ÷ 2
Как вы могли догадаться, выхлопная труба начинается с прямой длины. Это одна из складских стеллажей для труб из нержавеющей стали на заводе Corsa.Изгиб Crush оставляет характерную выемку вдоль горловины изгиба. Эта деформация приводит к некруглому поперечному сечению в области изгиба. Хотя это, безусловно, функционально, с точки зрения высокой производительности, это не обеспечивает оптимального потока.
Например, если ваша цель — получить оптимальную производительность, скажем, при 4000 об / мин, а рабочий объем двигателя составляет 350 кубических сантиметров, объем составляет 700 кубических футов в минуту (4000 x 0,001 x 350 ÷ 2). Общий CFM выхлопных труб должен быть в том же диапазоне. Чтобы определить идеальный диаметр выхлопной трубы, см. «Диаметр выхлопной трубы» на странице 138. Чтобы получить точную оценку пропускной способности трубы, см. «Труба CFM» на странице 139.
Гибка труб
Для выхлопной трубы автомобиля доступны три типа изгиба трубы: раздавливание, складывание и оправка.Процесс гибки можно выполнять вручную или с помощью гидравлики.
Гибка с раздавливанием
Также называемый прессовым, плунжерным или компрессионным изгибом, раздавливающий изгиб относится к изгибу трубы, для которого используются только радиальная матрица и опорные башмаки, без поддерживающей оправки, размещенной внутри трубы. Результат, хотя и функциональный, — изгиб на внутренней стороне радиуса. Когда труба протягивается через радиальную матрицу, внешняя часть изгиба трубы (называемая пяткой) растягивается, в то время как внутренняя часть изгиба (называемая горловиной) сжимается, оставляя небольшое углубление вдоль внутренней части изгиба.
Выхлопные трубы, предназначенные для установки на конкретных серийных автомобилях, включают в себя соответствующие подвесные штифты, уже приваренные на месте.
Производители выхлопных труб обычно производят трубы для конкретного применения в транспортных средствах в больших количествах в определенный день, поэтому калибровка инструментов и станков не требует изменения в течение этого дня.
Несмотря на то, что трубы могут быть согнуты с помощью процесса складывания или раздавливания для OEM и OEM-заменителей, большинство высокопроизводительных труб изгибаются на оправке, чтобы максимизировать поток и получить приятный внешний вид.
Производители выхлопных труб часто хранят свои прототипы труб для справки, если в будущем потребуются какие-либо изменения. Это лишь некоторые из сотен шаблонов проектирования в Stainless Works.
Морщинистое изгибание приводит к появлению ряда морщин вдоль горловины изгиба. Труба нагревается до размягчения металла, а затем изгибается. Когда труба изгибается, внешняя часть изгиба трубы растягивается, а область горловины сжимается, заставляя внутреннюю часть изгиба складываться в виде складок.Это обычно встречается на трубах, выпускаемых производителями оригинального оборудования или заменяющих их.
Это один из самых распространенных и наиболее экономичных с точки зрения оборудования видов гибки. Типичный вытяжной цех, вероятно, использует этот тип гибочного станка. В то время как гибка оправки может привести к получению гладкой, однородной поверхности как с внешней, так и с внутренней стороны радиуса изгиба, дробильный станок обеспечивает, за неимением лучшего термина, оригинальный внешний вид фабрики. Изгиб с раздавливанием дает некруглую, несколько эллиптическую форму, которая немного ограничивает поток.
Изгиб морщин
В этом процессе гибки, который также называют складчатым изгибом, не используется оправка. Тепло нагревается до тех пор, пока труба не раскалится докрасна. Когда труба продвигается вдоль фильеры, внутренняя горловина изгиба сжимается, образуя серию складок в форме гармошки. Этот тип изгиба обычно встречается во многих трубах OEM и послепродажного обслуживания с прямой заменой.
Морщинистые изгибы немного уменьшают внутренний диаметр, а также создают серию выступов, которые могут влиять как на поток, так и на звук.Этот тип изгиба, который приводит к появлению складок по внутреннему радиусу, обычно достигается во время высокопроизводительного процесса. Изгибание складок не является обычным явлением для гибки своими руками или в любом специализированном магазине.
Изгиб оправки
Как раздавливание, так и гибка с образованием складок искажают диаметр трубы в области изгиба. Изгибание оправки может обеспечить более гладкий, практически непрерывный конечный продукт без перегибов и складок. Гибка на оправке отличается от гибки с раздавливанием тем, что оправка находится внутри трубы.Оправка поддерживает внутренние стенки трубы, когда труба проходит через матрицу и опорные башмаки, что приводит к изгибу, который практически не имеет изменений диаметра или профиля. Оправка также смазывается, обычно литиевой смазкой, для обеспечения плавного скольжения внутри трубы. Однако то, что оправка помещается внутрь трубы, не означает автоматически, что у вас не будет небольшой деформации внутри радиуса изгиба.
Оправки состоят из серии шариков с закругленными гранями с радиусными гранями, которые скреплены гибким тросом.Ряд шариков (обычно изготовленных из латуни) может изгибаться и следовать радиусу изгиба, поддерживая внутренние стенки трубы во время процесса изгиба. Ширина и количество шариков влияют на окончательный вид. Кроме того, чтобы добиться сверхгладкого внутреннего изгиба, на гибочном станке используется шлифовальная матрица, которая сглаживает любые неровности при прохождении трубы через матрицы, что приводит к плавному изгибу, сохраняющему исходный диаметр и улучшающему внешний вид. в то же время.
Изгиб на оправке благодаря внутренней опоре трубы в процессе гибки сохраняет круглый и постоянный внутренний диаметр и не подвержен внешней деформации.
Вот сравнение изгиба оправки (слева) и деформации (справа). Обратите внимание на деформацию внутреннего радиуса (стрелка) деформируемого изгиба.
Для гибки труб на оправке используется оправка, вставляемая в трубу в области изгиба, чтобы поддерживать трубу и предотвращать ее сжатие или деформацию.Оправка состоит из серии «шариков», скрепленных тросом. Диаметр, ширина и количество шара определяются диаметром трубы, длиной изгиба и углами изгиба, которые необходимо выполнить.
Шарики оправки могут вращаться по траектории ленты. По мере того как труба изгибается в радиусной матрице и ее опорных башмаках, серия шариков следует за изгибом, обеспечивая опору для стенки трубы.
Оправка устанавливается в зависимости от диаметра изгибаемой трубы. На шарики оправки наносится смазка, обеспечивающая плавное скольжение по трубе.
Грязесъемник расположен на одной линии с радиусным штампом. Это позволяет сгладить незначительные деформации поверхности трубы, вызванные изгибом оправки.
Гнутогибочные станки наиболее распространены в автосервисах и местных трубогибочных мастерских. Ручной или полуавтоматический станок требует, чтобы оператор располагал трубу для каждого изгиба.
Оборудование для гибки оправки дорогое и, как правило, используется только в высокопроизводительных цехах по производству выхлопных газов и специализированных выхлопных цехах высокого уровня.Если вы покупаете коллекторы у любого из ведущих производителей, трубы гнуты на оправке, как и выхлопные трубы от производителей выхлопных систем, таких как Stainless Works, Corsa, Borla, Flowmaster и т. Д. Многие независимые специализированные магазины предлагают гибку на оправке, если вам это необходимо. иметь специальные компоненты выхлопной системы, изготовленные на заказ, чтобы соответствовать вашему автомобилю, а стандартные системы недоступны. По сравнению с гибкой с раздавливанием или сгибанием гибка на оправке является более предпочтительным методом, поскольку она обеспечивает плавные и последовательные изгибы.Фактически, он не производит резких изменений объема в области изгиба: может быть достигнута оптимальная производительность двигателя. Предварительно изготовленная изогнутая на оправке труба или изготовление нестандартной трубы с использованием изгиба на оправке является более дорогостоящим, но с точки зрения оптимизации производительности и внешнего вида оно того стоит. Ты получаешь то, за что платишь.
Ручные гибочные станки
Комплект с ручным управлением, включающий набор штампов и опорных башмаков, позволяет вручную сгибать выхлопную трубу.Грубая сила с помощью рычага, который протягивает трубу через гибочную головку, выполняет гибку. Это дешевый, но трудоемкий маршрут. Хотя ручные трубогибы для выхлопных труб подходят для выполнения основной функции изгиба трубы под заданным углом, результаты далеко не идеальны для достижения оптимальных результатов. Поскольку у трубы нет внутренней опоры, изгиб вручную приводит к изгибам и участкам защемления на внутренней стороне изгиба. Если вас не заботит однородность диаметра или внешний вид трубы, вам, безусловно, подойдут ручные гибочные станки.Машины имеют широкий диапазон как по стоимости, так и по качеству. Недорогие импортные инструменты можно купить всего за 200-700 долларов, но качество может сильно различаться. Имейте в виду, что существует разница между трубогибами и трубогибами. Недорогие трубогибы, которые выполняют адекватную работу, обычно подходят для труб малого диаметра до примерно 1/2 дюйма в диаметре. Дешевые трубогибы, доступные в магазинах со скидкой, обычно предназначены для гибки тонкостенных труб диаметром до 2 дюймов.
Чтобы приспособить выхлопные трубы, трубогиб должен работать с трубами запланированного диаметра, который, вероятно, находится в диапазоне от 2,5 до 3,5 дюймов. Наименее дорогостоящие инструменты обычно включают приспособление для гибки (часто предназначенное для закрепления на лабораторных тисках) и набор «башмаков», которые подходят для труб различного диаметра. Ручные гибочные станки полезны для выполнения основной функции создания изгиба, но вы не добьетесь внутреннего радиуса без искажений. Внутренняя часть изгиба имеет трещину, при которой внутренняя часть изгиба пытается слегка сжаться, не имея возможности поддерживать постоянный диаметр по всей области изгиба.Эти относительно недорогие гибочные станки можно приобрести в различных розничных магазинах, например у поставщиков инструментов со скидкой. Качество сильно различается, и многие из них производятся за рубежом.
С помощью гибочного станка раздавливающего типа труба помещается между радиусным штампом и парой опорных башмаков. Радиальная матрица обычно имеет горловину под углом 180 градусов, а опорные башмаки прямые
Поскольку труба изгибается за счет гидравлической силы, опорные башмаки (размещенные на соседних рычагах штампа, раздвинутые) создают желаемый угол.
Во время гибки с раздавливанием внешняя стенка трубы растягивается, в то время как внутренняя стенка (или горловина трубы) слегка сжимается.
На ручном гибочном станке указатель вручную позиционируется по шкале градусов для желаемого изгиба. Как только указатель достигает желаемого угла, оператор вручную останавливает процесс гибки.
Другие типы ручных гибочных станков требуют ручной настройки всех точек радиуса осевой линии и углов трубы.Они обеспечивают гидравлическое усилие для фактического выполнения изгибов. В этом случае термин «ручной» просто означает необходимость для оператора установить трубу в правильном положении (по длине и под углом) для предполагаемого изгиба. В зависимости от размера, количества функций и качества этот тип гибочного станка может варьироваться в цене от 800 до более чем 4000 долларов. Опять же, без оправки, обеспечивающей внутреннюю опору трубы, вы получите небольшую деформацию внутреннего радиуса изгиба. Некоторые владельцы могут смириться с небольшой деформацией или складками на трубах, но многие производители двигателей и гонщики считают это неприемлемым.Для ручной гибки радиусная матрица — это приспособление, обеспечивающее угол гибки. Опорные башмаки (иногда также называемые грязесъемниками) обеспечивают контактную поверхность на внешней стороне изгиба, противоположную радиусной матрице. Труба зажата между радиусной плашкой и опорными башмаками. Опорные башмаки расположены на соседних шарнирах, что позволяет им поворачиваться, следуя изгибу, обеспечиваемому радиусной плашкой. В то время как оператор должен вручную позиционировать трубу для каждого изгиба и для каждого угла изгиба, гидроцилиндр обеспечивает изгибающее усилие.
Гибочные станки способны не просто сгибать трубы. В зависимости от доступных штампов вы можете выполнять ряд других задач, включая развальцовку трубы, расширение, уменьшение, развальцовку шара и многое другое. При использовании штампов и опорных башмаков без внутренних поддерживающих оправок для выполнения изгиба внутренняя часть изгиба несколько искажается, немного уменьшая диаметр по длине изгиба, с небольшими выпуклостями на каждом конце изгиба. Вот где действительно проявляется преимущество изгиба на оправке.Поскольку оправка (расположенная внутри трубы) поддерживает стенки трубы во время изгиба, вы избегаете небольшого обрушения внутренней части изгиба. Если вам нужна максимальная производительность и оптимальный внешний вид для поддержания постоянного диаметра трубы без перегибов, изгиб оправки — единственный выход, и вы просто не добьетесь этого с помощью ручного гибочного станка. Если ваша цель — получить плавную и визуально привлекательную выхлопную систему, у вас есть три варианта: купить готовый комплект от ведущего производителя выхлопных систем, который уже разработан для вашего автомобиля, поставить автомобиль на специальную трубу. у которого есть станок для гибки оправки, или, если вы настаиваете на изготовлении собственного, приобретите секции труб различной формы (прямые, 45-градусные, 90-градусные и т. д.), чтобы вы могли собрать свою систему вместе, обрезав и сварив. Использование шаровых фланцевых соединителей на выходах коллектора коллектора помогает регулировать углы труб.
Гибочные станки с ЧПУ
Трубогиб с ЧПУ высоко ценится за точность, повторяемость и скорость производства. После того, как программа была написана для трубы заданной длины, в машину помещается прямой участок трубы выбранного диаметра.После настройки машины для достижения окончательной формы трубы необходимо нажать кнопку. Машина автоматически подает трубу на заданное расстояние, выполняет изгиб, поворачивает трубу в нужном направлении, делает следующий изгиб и т. Д. Машина выполняет работу, в то время как техник контролирует работу от начала до конца.
Гибка с ЧПУ (числовое программное управление) выполняется путем создания программы профиля для длины трубы, которая затем управляет гибочным станком.После того, как образец трубы разработан, этот образец отображается в цифровом виде для создания программного обеспечения. Здесь технический специалист компании Corsa строит образец трубы с помощью координатно-измерительной машины (КИМ). Информация о шаблоне затем отправляется на гибочный станок с ЧПУ, где можно изготавливать несколько труб, точно соответствующих исходному шаблону.
Для высокопроизводительных трубных конструкций (в первую очередь для OEM-приложений) на гибочных станках с ЧПУ иногда используются специальные штампы вместо штампов с радиусом выбранного размера.Это позволяет оператору ЧПУ подавать прямую трубу в станок, при этом все изгибы создаются автоматически с использованием выбранных компьютером штампов, когда труба движется по рабочей траектории. (Фото любезно предоставлено Эддисон-Макки)
Здесь на гибочном станке с ЧПУ используются специальные штампы для конкретных приложений. (Фото любезно предоставлено Эддисон-Макки)
Конструкция выхлопной трубы запрограммирована для гибочного станка с ЧПУ. Техник ЧПУ проверяет, что правильная программа загружена, и контролирует процесс гибки как на штампах, так и на экране монитора.
После того, как прямая секция трубы помещена в станок для гибки с ЧПУ, автоматический станок для гибки запускается.
Гибочный станок с ЧПУ протягивает трубу через матрицы, автоматически поворачивая трубу для нескольких изгибов в соответствии с программой.
Гибочные станкис ЧПУ дороги и в основном используются производителями выхлопных систем. Приятная особенность гибки с ЧПУ — ее повторяемость. Последняя труба в производственном цикле, сформированная в соответствии с определенной программой, идентична первой трубе, которая была сформирована.
Форма трубы
Нет правила, согласно которому труба должна быть круглой. Доступны специальные матрицы, позволяющие создавать овальный профиль. Зачем вам овальная трубка? Эта форма предпочтительна в первую очередь при наличии проблем с зазором. В то время как овальная труба может быть изготовлена с тем же объемом поперечного сечения, что и круглая труба, овальная труба уже в одной плоскости, что обеспечивает дополнительный дорожный просвет для автомобилей с чрезвычайно низким дорожным просветом (например, во многих приложениях NASCAR).Это позволяет пропускать тот же объем, обеспечивая более компактную установку (по сравнению с ходовой частью и землей). Овальные трубы также используются на уличных удилищах, где либо дорожный просвет, либо внешний вид (или и то, и другое) являются проблемой.
Материалы выхлопных труб включают низкоуглеродистую сталь, с покрытием или без покрытия, а также нержавеющую сталь различных сортов. Некоторые OEM-системы, рекламируемые как нержавеющие, содержат очень мало сплавов и могут ржаветь, как показано здесь на примере удаленной OEM-системы «нержавеющая сталь».Если вам нужна система из нержавеющей стали, вы должны обратиться к качественному производителю послепродажного обслуживания.
Нет закона, согласно которому выхлопная труба должна быть круглой. Овальные трубы, обеспечивающие дополнительный дорожный просвет, можно легко приобрести у производителей выхлопных труб для гонок. (Фото любезно предоставлено Burns Stainless)
Овальная выхлопная труба обеспечивает дополнительный дорожный просвет при сохранении объема выхлопа. Труба овального профиля выпускается в прямом и угловом сечении. (Фото любезно предоставлено Vibrant Performance)
С точки зрения внешнего вида, овальные трубы придают выхлопной системе более уникальный вид.Если вы выберете овальную трубу, вы не сможете делать свои собственные изгибы, но пока вы можете разложить систему, используя комбинацию прямых, 45-градусных и / или 90-градусных труб, доступны необработанные секции. для обрезки по длине и сваривания.
Материалы и покрытия для труб
Обычные материалы включают низкоуглеродистую сталь и различные марки нержавеющей стали. Низкоуглеродистая сталь — это материал, который легче всего сгибать, тогда как нержавеющие материалы немного жестче, но все же хорошо адаптируются, когда их формуют на прецизионном гибочном станке, управляемом квалифицированным специалистом.Как вы могли догадаться, цены на материалы тоже различаются; Низкоуглеродистая сталь — наименее дорогая, а нержавеющая сталь более высокого качества — самая дорогая.
Низкоуглеродистая сталь
Труба из мягкой стали требует покрытия для защиты от коррозии. Это может быть алюминиевая труба (где расплавленный алюминий наносится на внешнюю сторону трубы во время производства), оцинкованную трубу, обработанную во время производства, или нанесение специальных покрытий. Эти покрытия могут включать высокотемпературную краску, высокотемпературную порошковую краску или специальные керамические покрытия.Из множества вариантов керамические покрытия являются наиболее прочными. Однако имейте в виду, что большинство керамических покрытий (или любых других покрытий в этом отношении) наносятся только на внешние поверхности. Хотя труба из низкоуглеродистой стали после покрытия служит дольше, как с точки зрения функции, так и внешнего вида, низкоуглеродистая сталь все же может разрушаться изнутри. Все выхлопные системы подвергаются воздействию влаги на внутренних стенках просто из-за тепловых изменений, которые возникают в результате холодного запуска двигателя от нагрева до охлаждения.
Нержавеющая сталь
Нержавеющая сталь, хотя и подвергается воздействию тех же условий, гораздо более устойчива как к внешним условиям, так и к внутреннему потоотделению.Однако бывают разные марки нержавеющей стали. Многие автопроизводители предлагают то, что они называют выхлопными системами из нержавеющей стали, хотя на самом деле это может быть очень недорогая стальная формула «таинственной смеси» с очень небольшим процентным содержанием сплава. Например, в конце 1980-х, когда моя команда по шоссейным гонкам участвовала в гонках на выносливость в автосалоне на Ford Mustang GT, автомобили поставлялись с завода, оборудованные короткими трубчатыми выхлопными коллекторами, которые рекламировались как сделанные из нержавеющей стали. После одной гонки коллекторы стали коричневыми и покрылись небольшим количеством ржавчины.Нержавеющий материал, вероятно, более прочный, чем низкоуглеродистая сталь, но определенно не соответствовал своему названию.
Источники характеристик вторичного рынка, как правило, используют более высокие сорта нержавеющей стали, такие как 304 или 321. Они имеют гораздо более высокое содержание сплава и не ржавеют. Некоторые производители выхлопных систем предлагают широкий выбор марок нержавеющей стали по соответствующей цене. Например, более высокая марка, 321, обеспечивает более высокое сопротивление усталости и лучше подходит для экстремальных температур и условий вибрации, таких как турбонаддув.С точки зрения функциональности, даже нержавеющая сталь может выиграть от вторичного керамического покрытия. Хотя нержавеющая сталь поглощает тепло с меньшим тепловым излучением наружу, чем низкоуглеродистая сталь, нанесение керамического термобарьерного покрытия еще больше улучшает это. Чем меньше теплового излучения, тем эффективнее становится выхлопная система с точки зрения управления температурой и (по крайней мере, теоретически) характеристик двигателя.
Высококачественная нержавеющая сталь обеспечивает отличный отвод тепла и устойчивость к ржавчине / коррозии.Кроме того, высококачественную нержавеющую сталь можно полностью отполировать до хромового вида.
Чтобы избежать проблем с внешним видом и увеличить срок службы системы, требуются компоненты системы с керамическим покрытием или система из 100% нержавеющей стали. Единственное реальное отличие, которое следует учитывать, заключается в том, что керамическое покрытие защищает только внешнюю поверхность труб, поэтому может иметь место долговременная коррозия внутри труб. Труба из высококачественной нержавеющей стали обеспечивает антикоррозионную защиту как внутренних, так и внешних стен.
Естественно, самые высокие уровни тепла присутствуют в коллекторах выхлопных газов, при этом температура выхлопных газов уменьшается по мере прохождения выхлопных газов через остальную часть системы. Для максимальной производительности керамическое покрытие коллекторов более выгодно, чем покрытие остальной части системы. Если вы используете во всей системе высококачественную нержавеющую сталь, вам, вероятно, не нужно покрывать остальную часть системы (после коллекторов). Если ваше приложение представляет собой уличную игрушку, и вы используете коллекторы, трубы и глушители из нержавеющей стали, единственная причина для оправдания дополнительного керамического покрытия — это внешний вид цвета.Если коллекторы и остальная система изготовлены из низкоуглеродистой стали, то покрытие (любого типа) обязательно необходимо. По крайней мере, имеет смысл сочетание коллекторов с керамическим покрытием, алюминизированных труб и глушителей с алюминированным или порошковым покрытием. С точки зрения функциональности, низкоуглеродистая или нержавеющая сталь — приемлемый выбор практически для любого применения, включая уличные, дрэг-рейсинги, шоссейные гонки и гонки по бездорожью. Преимущества нержавеющей стали включают повышенную прочность, меньшее тепловое излучение, немного меньший вес и внешний вид.
Iconel
Для уличного применения, где важна долгосрочная защита от ржавчины, нержавеющая сталь — лучший выбор. Для очень экстремальных применений, где выхлопное тепло и напряжение выхлопной трубы невероятно высоки, например, в Формуле 1, широко используется инконель из-за его сопротивления усталости при высоких температурах и, как следствие, способности выдерживать экстремальные уровни тепла. Однако с инконелем очень трудно работать, и его стоимость обычно в четыре или пять раз превышает стоимость нержавеющей стали сопоставимого размера.
Титан
Еще одним экзотическим металлом, используемым в экстремальных условиях, является титан, который отличается легким весом и более высокой коррозионной стойкостью по сравнению с нержавеющей сталью. Опять же, стоимость — это фактор; обычно она в десять раз дороже нержавеющей стали.
Переходные трубы
Выхлопная система кроссовера используется с V-образным двигателем, который имеет два противоположных ряда цилиндров и двойную выхлопную систему. Для повышения эффективности выхлопа двигателя (и увеличения мощности) можно использовать ряд методов, которые включают подключение каждого ряда системы с двойным выхлопом.
Кроссовер выхлопной трубы соединяет трубы со стороны водителя и со стороны пассажира в точке пересечения коллекторов и глушителей. Это соединение правого и левого выхлопа может помочь выровнять импульсы выхлопа двигателя и может улучшить продувку выхлопных газов. Во время продувки поток каждой трубы помогает вытягивать выхлоп через соседнюю трубу, которая очень похожа на две ветви ручья, которые соединяются, образуя реку, и в этом случае скорость течения увеличивается.
Эта система оснащена кроссовером X-образной формы. Он помогает уравновешивать импульсы сгорания двигателя и улучшает отвод выхлопных газов. Когда двойные трубы сливаются, импульсы каждого ряда двигателей помогают вместе вытягивать выхлопные газы через каждую трубу.
Вот пример кроссовера с Н-образной трубой. Хотя он помогает сбалансировать импульсы двигателя между двумя рядами двигателей, он мало что делает для улучшения продувки выхлопных газов.
При разработке двойной системы для установки H-образной трубы или любого кроссовера убедитесь, что расположение кроссовера не мешает вертикальному перемещению карданного вала.Обратите внимание, что эта H-образная труба расположена перед выходом коробки передач.
Эта X-образная труба состоит из четырех отдельных частей для получения прямых параллельных входов и выходов.
Эта X-образная труба была разработана с противоположными углами входа и выхода. (Фото любезно предоставлено Burns Stainless)
Объединенные переходники обрезаются с высокой точностью для обеспечения потока, а затем тщательно привариваются TIG для герметизации всех швов. Это приводит к плавному переходу потока с минимальной турбулентностью потока выхлопных газов, в отличие от прямой уравнительной трубы, которая приварена под углом 90 градусов к основным трубам.
Сгибание двух труб вместе может привести к образованию пересечения и эллиптического выреза на каждой трубе, где они соединяются, сливаются и свариваются. Этого также можно добиться, соединив две трубы вместе с помощью дополнительных труб по схеме H или X. Конструкция с H-образной трубой представляет собой просто горизонтальную трубу, которая проходит слева направо и соединяет две трубы. Х-образная труба соединяет две стороны вместе с дополнительным X-образным расположением труб. Конструкция с объединенной или X-образной трубой обеспечивает более плавный поток, чем конструкция с H-образной трубой, поскольку она имеет более высокую степень продувки выхлопного потока.
В некоторых случаях выбор конструкции кроссовера может зависеть от шасси и клиренса автомобиля. Вообще говоря, слияние любого типа кроссовера (а не двух отдельных трубок двигателя) должно улучшить мощность и крутящий момент. В зависимости от конкретного двигателя и выбранной конструкции выхлопной системы кроссоверное соединение также может влиять на звук выхлопа.
Преобразование в систему с двойным выхлопом
Преобразование системы с одним выхлопом в двойную имеет смысл только при работе с двигателем с двумя рядами цилиндров (двигатель V-образного типа).Переход на двойную систему обеспечивает улучшенное дыхание, а не заглушает оба берега в один выхлопной тракт. Это снижает ограничение выхлопа и значительно улучшает балансировку импульсов выхлопа от банка к банку. Помимо преимущества в производительности, переход на двойную систему просто улучшает звук двигателя. Реальность такова, что для уличной машины звук выхлопа является важным фактором. Переход с одинарного на сдвоенный может обеспечить преимущество в производительности в зависимости от множества переменных, включая рабочий объем двигателя и выходную мощность.В некоторых случаях, например, с двигателями мощностью менее 300 л.с., вы можете не получить никакой дополнительной мощности, но улучшите внешний вид, установив два выхлопных патрубка вместо одного. Помимо этого, вам необходимо рассмотреть следующие области, прежде чем приступить к делу.
Крышка коллектора
Оригинальная система с одним выхлопом, вероятно, имеет чугунные выпускные коллекторы, которые переходят друг в друга через спускную трубу, и в этом случае переход от одного из коллекторов должен быть перекрыт.В зависимости от вашей марки, модели и года выпуска эти колпачки могут быть доступны на вторичном рынке или вам необходимо их изготовить. Кроме того, выходное отверстие одного коллектора может иметь другой диаметр, чем выходное отверстие другого коллектора. Эту проблему можно решить, если в вашем выпускном цехе уменьшите или увеличьте диаметр трубы с любой стороны, где она соединяется с коллектором. С другой стороны, вы можете приобрести пару выпускных коллекторов с одинаковым диаметром выпускного отверстия или перейти на пару трубчатых коллекторов.
Материал
В большинстве случаев, когда кто-то переходит с одинарной на двойную выхлопную систему, обычно происходит модернизация литых выпускных коллекторов на трубчатые коллекторы. В конце концов, причина перехода с одинарного выхлопа на двойной — это повышение производительности, поэтому решение о переходе на коллекторы в значительной степени предрешено.
Подвески для труб
В зависимости от конкретного автомобиля и заводских опций, доступных для этой марки, модели и года выпуска, установка двойной системы могла быть или не планироваться автопроизводителем.Это означает, что вам необходимо определить собственное расположение трубодержателей и уделить пристальное внимание свободному пространству для установки глушителя. Это может определять форму и размер глушителей, которые подходят, не затрагивая приводной вал, топливопроводы, топливный бак, заднюю подвеску и задний мост, в дополнение к соображениям дорожного просвета.
Подвески для вторичного рынка из алюминия и нержавеющей стали доступны в самых разных конфигурациях.Этот образец от Stainless Works крепится к трубе с помощью Т-образного болта.
Фитинг
Что касается формы глушителя, овальный профиль обычно обеспечивает больший зазор, чем круглый профиль. Опять же, это зависит от диаметра трубы, которую вы используете, и от типа звука, который вам нужен. Еще одна область, которая может вызывать беспокойство, — это поперечина трансмиссии. Если автомобиль изначально был оборудован одним выхлопом, поперечина трансмиссии может иметь только один выступ для зазора между трубами, и в этом случае вам необходимо установить двугорбую поперечину для размещения двойной системы.
Убедитесь, что у вас достаточно места для двойных труб; они должны правильно очистить топливный бак. Если топливный бак немного смещен, возможно, вам не хватит зазора для трубы с одной стороны. Для этого может потребоваться замена топливного бака на бак с возможностью установки по центру слева направо. Обычно выхлопные трубы должны располагаться на расстоянии не менее 1,5 дюймов от топливного бака, и предпочтительнее дополнительный зазор. Если ваша модель автомобиля никогда не предлагалась с двойной выхлопной системой, вам необходимо заказать гнутые трубы в специализированной мастерской по выпуску выхлопных газов.Также обратите внимание на заднюю обшивку. Если на задней панели имеется единственный вырез для выхлопного патрубка, переход на двойную систему, вероятно, потребует выемки на противоположной стороне, чтобы добиться правильной посадки и сбалансированного внешнего вида.
Если исходная система с одним выхлопом имела поперечный глушитель (расположенный сбоку под автомобилем), вам необходимо тщательно выбрать глушители, чтобы они соответствовали новому продольному расположению. Если вам просто не хватает дорожного просвета для размещения двух глушителей, установленных на одной линии с трубами, альтернативой может быть использование перегородок, установленных внутри прямых участков сдвоенных труб.Начальная точка начинается с заголовков, потому что завершение заголовков на коллекторах определяет, где начинаются каналы. Коллектор обычно имеет монтажный фланец, который обеспечивает точку крепления трубы. Хотя фиксированный ответный фланец на передней части трубы может работать во многих случаях, угол, обеспечиваемый установленным коллектором коллектора, может стрелять прямо назад, или он может наклоняться немного вверх или вниз, влево или вправо.
Разъемы
Чтобы обеспечить определенную степень регулировки угла, рассмотрите возможность использования шарового соединителя.Это обеспечивает точку поворота, позволяющую отрегулировать начальный угол трубы в соответствии с вашим приложением. Слегка затяните болты шарового разъема; достаточно плотно, чтобы удерживать положение, но достаточно свободно, чтобы можно было двигаться, пока вы продолжаете прокладывать трубы назад. Опять же, в зависимости от конкретного транспортного средства, вы должны иметь возможность проложить прямые участки трубы от коллектора назад, сохраняя их несколько параллельно полу транспортного средства. Найдите лучшие места для глушителей с точки зрения посадки и зазора между днищем и приводным валом.
В большинстве случаев глушители располагаются перед задней осью и топливным баком. Убедитесь, что место установки обеспечивает достаточно места между задней частью глушителей и любыми препятствиями, такими как задняя ось и топливный бак, чтобы максимально удобно продолжить работу с любыми необходимыми изгибами труб. По возможности временно подвесьте глушители в нужных местах. Это обеспечивает легкую цель для прокладки передних труб от коллекторов к глушителям, так что вы можете определить длину трубы и любые необходимые изгибы.По крайней мере, расположите каждый глушитель в желаемом месте и нанесите мелом отметки на живот, чтобы создать отметки для определения длины глушителя.
Проверить необходимый путь от коллектора до впускного отверстия глушителя. Если повезет, вы сможете проложить прямую трубу между коллекторами и глушителями. Если путь требует, чтобы трубы располагались под углом внутрь к центру днища, передние трубы могут потребовать небольшого изгиба внутрь и последующего изгиба, который восстанавливает параллельный проход назад к глушителям.Здесь пригодится использование глушителей со смещенными впускными и выпускными патрубками, так как это может свести к минимуму или даже исключить необходимость создания каких-либо изгибов в передних трубах.
Гибкая муфта в оплетке из нержавеющей стали с внутренней втулкой обеспечивает соединение трубы с трубой, которое снижает или устраняет напряжение между двумя концами трубы. Гибкая муфта полезна в областях с сильным движением или высокой вибрацией, где требуется определенная степень «деформации». (Фото любезно предоставлено Vibrant Performance)
Зажим с V-образной лентой в сборе с соединительными фланцами состоит из трех частей.К каждому концу трубы приварены фланцы муфты. Когда два фланца трубы стыкуются друг с другом, канавка внутри зажима с V-образной лентой захватывает пару фланцев. В затянутом состоянии хомут обеспечивает герметичное и прочное соединение. (Фото любезно предоставлено Vibrant Performance)
Резиновые амортизаторы подвески и короткая гибкая муфта используются на этом Pontiac G8 GT 2008 года выпуска. Использование гибкой муфты устраняет предполагаемые точки напряжения выхлопной трубы.
Зажимы этого типа можно приваривать к трубе.Если вы можете представить желаемый стиль и форму вешалки, скорее всего, кто-то на вторичном рынке ее предложит.
Если вы собираете систему самостоятельно, имейте в виду, что шаровые соединители часто могут помочь в достижении желаемых углов, хотя они добавляют немного объема вдоль пути. Собирая секции вместе, подумайте об использовании трубных хомутов ленточного типа, а не хомутов с U-образными болтами. Ленточные зажимы не деформируют трубу и обеспечивают дополнительное пространство для маневра при настройке системы.Кроме того, хомуты ленточного типа обеспечивают превосходное уплотнение стыков и упрощают последующий демонтаж системы.
Для подсоединения каждой трубы к глушителю требуется один из двух подходов: сварка или зажим. Труба может проскользнуть в шейку глушителя, для чего потребуется внешний диаметр трубы, соответствующий внутреннему диаметру шейки глушителя. Это известно как скользящее соединение. Например, если глушитель имеет внутренний диаметр 3 дюйма, труба должна иметь внешний диаметр 3 дюйма. Затем прочное соединение может быть выполнено сваркой или с помощью зажима для трубы (опять же, я предпочитаю ленточные зажимы).Если наружный диаметр трубы и шейки глушителя равны, скользящее соединение нецелесообразно, если вы не используете инструмент для расширения трубы, чтобы немного увеличить диаметр шейки глушителя.
Однако есть и другие способы выполнить эту задачу. Когда два конца стыкуются друг с другом, для фиксации соединения можно использовать широкий ленточный зажим или, если хотите, концы можно сварить вместе. Если вы столкнулись с двумя разными внешними диаметрами, можно использовать ступенчатый ленточный зажим, который имеет разные диаметры на каждом конце.
Гибка и установка выхлопной трубы
Шаг 1:
Начиная с отрезка прямой трубы, установщик вручную вставляет его в опорные башмаки ленточной машины. Трубогиб с ручным управлением и гидроусилителем является наиболее распространенным типом ручных трубогибов.
Шаг 2:
После измерения угла, необходимого для передней трубы, техник изгибает 45 градусов.
Шаг 3:
После того, как труба выпущена из гибочного станка, она испытывается на транспортном средстве.Это позволяет технику обрезать лишнюю длину в области переднего изгиба, чтобы учесть расстояние падения трубы от коллектора относительно передней поперечины.
Шаг 4:
Изогнутая и обрезанная по длине передняя труба проверяется на прилегание к коллектору коллектора перед сваркой.
Шаг 5:
Помощник удерживает переднюю трубу на месте, пока сварщик накладывает несколько прихваточных швов, чтобы прикрепить трубу к выпускному отверстию коллектора коллектора.
Шаг 6:
Сварщик завершает полный шов передней трубы коллектора коллектора.
Шаг 7:
Соединительная труба полностью приваривается к глушителю, пока доступна, перед тем, как присоединить ее к концу передней трубы.
Теплозащитное покрытие
Если ваша система требует использования каталитических нейтрализаторов, имейте в виду, что преобразователи должны быть расположены в начале потока выхлопных газов перед глушителями.Каталитические нейтрализаторы вызывают проблемы с высокой температурой, поэтому убедитесь, что они имеют достаточный зазор относительно пола, топливопроводов, тормозных магистралей, линий охлаждения трансмиссии и т. Д. По сути, вы хотите обеспечить как можно больший зазор вокруг преобразователей. Добавление теплозащитного материала — всегда хорошая идея; например, на нижней стороне пола рядом с местами расположения преобразователей. Качественный теплозащитный материал доступен от таких фирм, как DEI, и его можно обрезать, чтобы он соответствовал желаемому месту.Не прикрепляйте тепловой экран непосредственно к преобразователю; вы хотите, чтобы тепло излучалось от корпуса преобразователя. В зависимости от местоположения теплозащитный экран можно установить с помощью заклепок с крупной головкой или шурупов.
Если преобразователь проходит рядом с водопроводом или жгутом проводов, теплоизоляция трубчатого или оберточного типа может быть закреплена непосредственно на линиях или проводах, находящихся в непосредственной близости от преобразователя. Опять же, такие источники, как DEI, предлагают широкий спектр продуктов с тепловым экранированием, специально разработанных для применения в выхлопных системах гоночных автомобилей.
Опоры выхлопной системы
Трубы, глушители и / или каталитические нейтрализаторы должны поддерживаться в любом применении, в котором выхлопная система выходит за пределы коллекторов. Правильная опора системы снимает напряжение с коллекторов, предотвращает контакт с землей и устраняет или снижает вибрации и гармоники системы. На любом серийном автомобиле вы заметите, что выхлопные подвески включают в себя какой-либо изолятор или демпфирующее устройство. Это может быть усиленный резиновый ремешок или стержень, приваренный к трубе или глушителю и вставленный в резиновую опору на шасси.Использование таких демпфирующих устройств происходит по нескольким причинам. Податливое соединение, такое как резина или уретан с мягким твердым покрытием, гасит вибрации, которые в противном случае передаются от выхлопной системы к шасси. Это соответствие также позволяет выхлопной системе перемещаться по отношению к двигателю с точки зрения вибрации и нагрузки крутящего момента, не нагружая выхлопную систему. Изоляторы также позволяют вытяжной системе изменять свою длину из-за тепловых условий.
Учтите, что выхлопные трубы сделаны из металла, который имеет тенденцию сжиматься в холодном состоянии и расширяться в горячем состоянии.Температурное изменение длины трубы может быть небольшим, но за счет обеспечения совместимых опорных соединений любые температурные изменения размеров компенсируются податливостью опор. Последнее, что вы хотите сделать, — это жестко прибить всю выхлопную систему. Если вы используете сплошные трубы и опоры глушителя, напряжения будут накапливаться по мере того, как двигатель раскачивается на его опорах, поскольку система испытывает термический рост и т. Д. Кроме того, при жесткой установке выхлопной системы резонанс выхлопных газов двигателя передается непосредственно на шасси, в результате в диапазоне надоедливых шумов.
Пользовательские выхлопные подвески всегда должны иметь какой-либо тип эластичной втулки. Эти полированные подвески из нержавеющей стали оснащены изолирующими втулками из уретана.
Даже скромная подвеска со стальной лентой должна иметь соответствующий армированный резиновый изолятор. Этот стиль позволяет использовать обычный U-образный болт для захвата трубы.
Доступны различные стили нестандартных подвесок для выхлопных газов. Они предназначены для крепления к конструкционной поверхности (такой как направляющая рамы, поперечина или кронштейн) с помощью пары винтов с головкой под торцевой ключ.Затем сварной кронштейн на трубе прикрепляется к подвеске с помощью одного болта и гайки, проходящих через уретановую втулку. Втулка обеспечивает определенную гибкость при движении трубы и помогает изолировать вибрации трубы. Показанный здесь тип обеспечивает три варианта расположения втулки, позволяя при желании обрезать лишнюю неиспользуемую часть алюминиевой подвески.
Опорная стойка служит для сохранения положения и угла трубы, пока установщик продолжает приваривать переднюю часть трубы к передней трубе.
Подвесы для выхлопной системы вторичного рынка, изготовленные из хромированной или полированной нержавеющей стали, доступны на рынке уже несколько десятилетий. Многие из этих вешалок отлично смотрятся и дополняют индивидуальный внешний вид. Однако просто убедитесь, что есть какое-то соответствие в виде резины или уретана.
Прочная опора, которая вообще не позволяет системе двигаться, просто не лучшая идея, по крайней мере, для уличного транспорта. Если выхлопные трубы и глушители поддерживаются на шасси прочными опорами, которые не обеспечивают соответствия, вы рискуете создать напряжения, которые могут привести к трещинам сварных швов на трубах коллектора.Это может даже привести к повреждению креплений фланца коллектора к головке блока цилиндров в виде сломанных болтов фланца или трещин и утечек в точках соединения первичной трубы с фланцем. Помимо нагрузок, которые могут возникать в выхлопной системе из-за вибрации и вращательного движения двигателя во время ускорения и замедления, при повышении температуры выхлопной системы во время работы трубы могут немного увеличиваться в длине из-за теплового расширения, которое может создавать напряжения в каждом стыке. . Даже если ничего не трескается и не ломается, прочная выхлопная система вызывает раздражающие резонансы в салоне.Точки крепления подвески выхлопной системы должны защищать систему от чрезмерного напряжения и обеспечивать некоторую податливость, чтобы минимизировать раздражающее гудение и нежелательный резонанс в салоне.
Я не говорю, что ваша выхлопная система должна иметь возможность валяться под автомобилем, как мокрая лапша, но ей нужна небольшая степень изоляции между выхлопной системой и шасси. Чтобы дополнительно учитывать допуск на перемещение трубы во время тепловых изменений и вибрации, некоторые OEM-разработчики и даже разработчики по индивидуальному заказу могут использовать гибкую муфту, которая состоит из короткого участка гибкой трубы с экраном из нержавеющей стали.Это обеспечивает небольшой угол наклона трубы и, в некоторых случаях, может снизить вибрацию.
Трубные соединения
При подключении труб к трубам или труб к глушителям доступно несколько способов крепления. Обычной практикой является использование соединения внахлест (также называемого скользящим соединением), когда одна труба скользит в другую трубу (или трубу с глушителем), или стыкового соединения, когда две трубы имеют одинаковый наружный диаметр.
Соединение внахлест
При соединении внахлест наружный диаметр одной стороны входит в внутренний диаметр сопрягаемой стороны.С этим типом фитинга соединение фиксируется седельным зажимом, сваркой или ленточным зажимом. Седельный зажим, часто называемый U-образным зажимом, имеет закругленное внутреннее седло, соединенное с U-образным болтом. Этот тип зажима при затягивании сжимает две трубы вместе. Это обычный зажим, который использовался десятилетиями. Недостаток — обжимное действие. Это может затруднить разделение двух труб в будущем. Сварка стыка непрерывным валиком обеспечивает отличное уплотнение, но имеет недостатки.Сварка — не всегда практичный вариант для мастера своими руками. Кроме того, поскольку сварное соединение является постоянным, будущая разборка потребует обрезки трубы (труб). Кроме того, процесс сварки обесцвечивает трубы и разрушает любое защитное покрытие, нанесенное на трубы.
Хомут с ступенчатой лентой представляет собой альтернативу. Этот трубчатый зажим из нержавеющей стали имеет разный диаметр на каждом конце, причем размер каждого конца соответствует двум разным диаметрам трубы. Ленточный зажим имеет разрезной шов с упором.Как только ленточный хомут установлен на место, затягивается пара болтов, чтобы плотно прижать ленту к трубам. Из-за большой площади контакта ленты трубы не обжимаются. Это обеспечивает простой способ закрепления труб, улучшает внешний вид и упрощает будущую разборку.
Стыковое соединение
При использовании стыкового соединения две сопряженные трубы имеют одинаковый наружный диаметр, поэтому у вас есть три варианта выполнения соединения.Вы можете сварить трубы вместе. Вы можете использовать ленточный зажим для трубы определенного диаметра. (Этот тип ленточного зажима имеет одинаковый диаметр от конца до конца.) С другой стороны, вы можете использовать расширитель трубы, чтобы немного увеличить одну из труб, чтобы создать собственное соединение внахлест. Если на соединение не наложен непрерывный валик сварного шва, зажим любого типа может привести к очень незначительной утечке выхлопных газов. Я редко использую седельные зажимы, если не выполняю реставрацию, в которой мне нужно воспроизвести дизайн оригинального производителя.Каждый раз, когда я использую седельный или ленточный зажим, я сначала наношу тонкую полоску высокотемпературного RTV, такого как Permatex Ultra Copper, на внешнюю поверхность труб, где происходит контакт. Это действует как смазка при соединении труб вместе и служит для заполнения любых небольших пустот, которые в противном случае могли бы обеспечить путь утечки.
Широкий ленточный хомут из нержавеющей стали — лучший выбор для трубных соединений, чем обычный U-образный болт, поскольку широкая площадь основания ленты не обжимает трубы.
Ленточные зажимы доступны как «прямые» с общим диаметром на всем протяжении, предназначены для соединения двух труб одинакового диаметра.Ступенчатые конструкции, подобные показанной здесь, позволяют легко соединять трубы разного диаметра.
Ленточные зажимы имеют стопорные блоки в зоне стыковки. Болт проходит через один блок и ввинчивается в другой блок.
Сверхширокие ленточные хомуты очень удобны для соединений труба-труба и труба-глушитель. Из-за конструкции без обжима ленточные зажимы также могут допускать небольшое тепловое расширение по длине трубы. Да, ленточные хомуты дороже седельных хомутов, но преимущества намного перевешивают разницу в стоимости.
Стили стыковки
Сопряжение труба-труба или коллектор-труба может включать один из нескольких стилей сопряжения. Надвижное соединение включает фитинг одной трубы в другую трубу, закрепленную, как описано ранее, сваркой или зажимом выбранного типа. Соединение с раструбом или шаровой головкой включает пару фланцев, которые соединяются болтами, захватывая два конца.
Труба с плоским развальцовкой имеет расширенный охватывающий раструб с плоской поверхностью на каждой трубе.Каждая сопряженная труба имеет фланец с двумя или тремя болтами, закрепленный на каждой трубе. Уплотнение создается плоской высокотемпературной прокладкой, помещенной между двумя фланцами. Раструб с шаровой головкой, часто встречающийся на некоторых соединениях коллектора коллектора и некоторых каталитических нейтрализаторах, имеет раструб с охватываемым радиусом / шаром на коллекторе, соединенный с раструбом с внутренним радиусом на присоединительной трубе. Фланцы с каждой стороны соединения прикрепляют коллектор к трубе двумя или тремя болтами, в зависимости от исполнения.
Зажим с V-образной лентой в сборе с соединительными фланцами состоит из трех частей. К каждому концу трубы приварены фланцы муфты. Когда два фланца трубы стыкуются друг с другом, канавка внутри зажима с V-образной лентой захватывает пару фланцев. В затянутом состоянии хомут обеспечивает герметичное и прочное соединение. (Фото любезно предоставлено Vibrant Performance)
Зажим с Т-образным болтом получил свое название от формы регулировочного болта. Он имеет тройник на захваченном конце и наружную резьбу на противоположном конце.Это может быть хорошим выбором при стыковке двух труб разного диаметра, когда на конце трубы большего диаметра есть прорези, которые позволяют ей сжиматься вокруг трубы меньшего диаметра.
Ленточный зажим из нержавеющей стали с Т-образным болтом обеспечивает надежное крепление и приятный внешний вид для установки выхлопного патрубка с выемкой / разрезным входом. Ленточный зажим сжимает наконечник в достаточной степени, чтобы обеспечить надежное крепление без обжима наконечника или трубы.
Широкополосные хомуты доступны как предварительно отформованными, так и в виде плоской ленты, которая легко сгибается и придает форму трубе, с легко сгибаемой лентой из низкотемпературной нержавеющей стали.
Хомут с плоской лентой формируется вручную вокруг трубы. Затем он скрепляется парой болтов и гаек. Неформованный ленточный зажим дешевле, чем предварительно сформированный, но не имеет стопорного блока между зажимными концами. Он также не обеспечивает герметичность, как предварительно сформированный ленточный зажим.
Широкие ленточные хомуты из нержавеющей стали бывают разных диаметров, как для стыковых труб одного диаметра, так и для крепления труб разных диаметров.Это позволяет быстро выполнить любое соединение труба-труба или труба-глушитель.
Предварительно сформированные ленточные хомуты (рассчитанные на определенный диаметр трубы) доступны для всех обычных диаметров труб. Прямоточный ленточный хомут имеет одинаковый диаметр от конца до конца и используется при стыковке двух труб одинакового диаметра
Преимущество шаровой насадки в том, что она позволяет легко регулировать угол наклона трубы. Раструб с внутренней резьбой на трубе может поворачиваться на раструбе с охватываемым шаром, что обеспечивает дополнительную точную настройку с точки зрения угла трубы.Этот стиль не требует установки плоской прокладки между фланцами. Зажим с V-образной лентой часто используется в тех случаях, когда выхлопная система подвергается частой разборке / повторной сборке. Зажим с V-образной лентой похож на зажим с Т-образным болтом, в котором плоская лента затягивается с помощью болта, который входит в внутреннюю резьбу. В отличие от зажима с Т-образным болтом с гладкой плоской внутренней поверхностью, зажим с V-образной лентой имеет канавку на внутренней поверхности. Поскольку каждый сопряженный конец трубы имеет плоский развальцовку, кромки раструба входят в канавку зажима и обеспечивают стыковое соединение двух труб.Регулировочный болт затягивается, чтобы удерживать трубы вместе. С помощью этого типа зажима можно легко подсоединять и отсоединять одну трубу от другой.
Вариант зажима с V-образной лентой предназначен для труб с прямым концом, не имеющих развальцовки. Этот тип зажима включает пару раструбов, которые надеваются на трубы и привариваются к ним. Развальцовка представляет собой механически обработанные детали, которые привариваются к трубам, что исключает необходимость развальцовки концов труб. Приварные раструбы также обеспечивают дополнительную массу и прочность для более прочного соединения.Оба типа зажима с V-образной лентой работают одинаково. Единственное отличие состоит в том, что для одного требуются концы труб с развальцовкой, а для другого — более существенные, и требуется приваривать охватываемые кольца к трубам. В каждом варианте канавка на внутренней стенке зажима захватывает вместе два выступающих выступа с выступом.
Примеры установок выхлопной системы
Я рассмотрел установку всех основных компонентов выхлопной системы. Теперь я собираюсь показать вам установку полной системы и X-pipe в пошаговом формате, чтобы вы могли выполнить ту же задачу с вашим конкретным проектным транспортным средством.
2014 Chevy / GMC 1500 Установка Cat-Back
Этот проект представляет собой полную установку производительной выхлопной системы Flowmaster на грузовик Chevrolet / GMC 1500 2014 года, чтобы вы могли увидеть, как устанавливается вся система. Вы можете выполнить тот же самый основной процесс для установки любой выхлопной системы на американский автомобиль с задним приводом V-8. Поднимите автомобиль на подъемнике или стеллаже на рабочую высоту. Если у вас нет доступа к подъемнику, поднимите автомобиль и надежно поддержите его прочными подпорками.Подпереть оригинальный глушитель подставкой. С помощью ножовки или сабельной пилы отрежьте выхлопную трубу сразу за глушителем. Отделите проволочные подвески на выхлопной трубе от резиновых опор на автомобиле и снимите выхлопную трубу. Этот шаг может быть необязательным, но он упрощает удаление.
Шаг 1:
С помощью гаечного ключа на 15 мм ослабьте болт на зажимном шаровом соединении за каталитическим нейтрализатором. Отсоедините проволочные подвески от резиновых опор и опустите впускную трубу и глушитель от автомобиля.Смазка, такая как WD-40, облегчает удаление. Вам необходимо снять шаровой фиксатор со штатной системы и сохранить его, так как он будет использован при установке новой системы. (Фото предоставлено Flowmaster)
Шаг 2:
Поместите узел впускной трубы на место на шаровом соединении и затяните его достаточно, чтобы удерживать, но все же оставьте небольшую регулировку. Подсоедините подвеску на трубе к резиновой опоре на транспортном средстве. (Фото предоставлено Flowmaster)
Шаг 3:
Если вы устанавливаете систему на грузовик Crew Cab с 6.5-футовая станина, поместите удлинительную трубу (PN TB700S) на заднюю часть впускной трубы (PN 26401S). Поместите зажим из комплекта на скользящую посадку и затяните достаточно, чтобы удерживать его на месте. Эта удлинительная труба не используется в моделях Double Cab или Crew Cab с платформой 5,5 футов. (Фото предоставлено Flowmaster)
Шаг 4:
Поместите прилагаемый 3-дюймовый зажим на впускное отверстие нового глушителя, затем надвиньте впускной патрубок на заднюю часть впускной трубы. Обязательно используйте подставку для поддержки глушителя. Затяните зажим ровно настолько, чтобы удерживать глушитель на месте.(Фото предоставлено Flowmaster)
Шаг 5:
Наденьте резиновую подвеску (номер детали HA168) на конец подвески рамы со стороны водителя (номер детали 226HA). Используя прилагаемые болты, шайбы, гайки и опорные пластины (номер по каталогу HA566), прикрепите сборку к раме на стороне водителя транспортного средства, используя имеющееся угловое продолговатое отверстие в направляющей рамы. Примечание. Опорные пластины устанавливаются с обеих сторон рамы между подвеской, шайбами и болтами, чтобы закрыть продолговатые отверстия. Это предотвращает прогиб подвесов каркаса в продолговатые отверстия.Поместите два из прилагаемых 2,5-дюймовых зажима на выпускные отверстия глушителя со стороны пассажира и со стороны водителя. Установите выхлопную трубу со стороны пассажира (номер детали 86095S) над задней осью и вставьте ее в выпускное отверстие глушителя со стороны пассажира. Подсоедините две подвески на трубе к резиновым опорам автомобиля. При регулировке труба должна находиться на расстоянии примерно 3/4 дюйма от амортизатора. (Фото предоставлено Flowmaster)
Шаг 6:
Поместите переднюю выхлопную трубу со стороны водителя (номер детали 86094S) на заднюю ось и вставьте эту выхлопную трубу в выходное отверстие глушителя со стороны водителя.Поместите прилагаемый 2,5-дюймовый зажим на заднюю часть трубы. Задняя выхлопная труба со стороны водителя (номер по каталогу 86096S) присоединяется к передней части. Подсоедините подвеску, приваренную к задней части трубы, к резиновой подвеске, которая была установлена на этапе 5. При регулировке труба должна располагаться по центру между амортизатором и запасным колесом. Затяните зажимы ровно настолько, чтобы удерживать положение. (Фото предоставлено Flowmaster)
Шаг 7:
Наденьте трубы бокового выхода (PN 86097S) или трубы заднего выхода (PN 86098S) на концы обеих осевых труб и поместите 2 штуки из комплекта поставки.5-дюймовый зажим на каждое из этих скользящих соединений. Затяните зажимы ровно настолько, чтобы удерживать положение. Поместите два наконечника из нержавеющей стали (PN ST461) на выпускные трубы и затяните их до упора. Поверните выпускные трубы и наконечники на нужное расстояние от кузова или бампера, чтобы срезы на наконечниках находились в нужных местах. (Фото предоставлено Flowmaster)
Шаг 8:
Отрегулируйте положение всех труб и глушителя, чтобы обеспечить их удобную посадку. Необходимо поддерживать минимальный зазор 3/4 дюйма вокруг всех деталей; не забывайте о перемещении подвески.Надежно затяните все зажимные соединения. Поместите прилагаемые держатели подвесок 1/2 дюйма на конец каждой впускной трубы и держателей выхлопной трубы. Наденьте держатель подвески 7/16 дюйма на заднюю подвеску рамы со стороны водителя до резиновых опор, чтобы надежно удерживать систему на месте. Чтобы трубка сапуна задней оси не касалась выхлопной трубы со стороны водителя и не могла быть повреждена, используйте входящую в комплект стяжку, чтобы закрепить трубку сапуна на кронштейне тормозной магистрали, расположенном на картере задней оси. Убедитесь, что в шланге достаточно провисания, чтобы подвеска могла полностью сжаться и растянуться.Для более надежной установки Flowmaster рекомендует сваривать все соединения с скользящей посадкой. (Фото предоставлено Flowmaster).
2011 Ford Mustang GT XO-Pipe Установка
В этом проекте показано, как установить X-pipe на Ford Mustang GT 2011 года выпуска. Х-образная труба уравновешивает давление и количество импульсов выхлопных газов и, следовательно, является обычным компонентом выхлопной системы, устанавливаемым на мощных автомобилях с двигателем V8. Установка X-pipe является обычной для всей выхлопной системы на конкретном автомобиле, которая обычно включает коллекторы, глушители и выхлопную трубу из нержавеющей стали.
Шаг 1:
С помощью торцевого ключа на 13 мм ослабьте сферические зажимы на входе H-образной трубы со стороны пассажира и со стороны водителя. Обратите внимание, что некоторые Мустанги поставлялись с головкой болта, обращенной в сторону от земли. Используйте гаечный ключ с открытым зевом на 13 мм, чтобы ослабить конец с резьбой, а затем поверните его вручную, чтобы снять зажим. (Фото любезно предоставлено Corsa Performance)
Шаг 2:
Используя гаечный ключ на 15 мм, ослабьте зажимы после сборки Н-образной трубы.(Фото любезно предоставлено Corsa Performance)
Шаг 3:
Со стороны водителя с помощью отвертки с плоским лезвием подденьте зажимной пружинный зажим со стопорного штифта на H-образной трубе. Повторите это со стороны пассажира. (Фото любезно предоставлено Corsa Performance)
Шаг 4:
Сдвиньте оба зажима по направлению к задней части автомобиля к свободному концу H-образных труб. Сдвиньте оба зажима назад, чтобы снять стандартную H-образную трубу. (Фото любезно предоставлено Corsa Performance)
Шаг 5:
Вытяните переднюю часть H-образной трубы из зажимного соединения с обеих сторон и сдвиньте выпускные концы из зажимов до полного снятия.(Фото любезно предоставлено Corsa Performance)
Шаг 6:
Зажимы на выходных концах будут использоваться повторно. Снимите их с Н-образной трубы и установите на осевые трубы. (Фото любезно предоставлено Corsa Performance)
Шаг 7:
В комплект Corsa XO-pipe входят два 70-миллиметровых сферических зажима и один 2,75-дюймовый зажим. Нанесите прилагаемую противозадирную смазку на резьбу всех зажимов. (Это необходимо для предотвращения истирания гаек.) Выровняйте все зажимы так, чтобы центр каждого болта зажима находился под углом 90 градусов от выемки в трубе. Все хомуты следует затягивать качественным динамометрическим ключом. (Использование пневматического пистолета приводит к повреждению зажима и может привести к разъединению соединения.) Предварительно соберите узел трубы XO с отдельной трубкой со стороны привода, плоским 2,75-дюймовым зажимом над расширителем и одним 70-миллиметровым зажимом. сферический зажим на каждом конце. Выровняйте зажимы так, чтобы они были доступны при установке. (Фото любезно предоставлено Corsa Performance)
Шаг 8:
Вставьте выпускной патрубок XO в зажимы на входе осевых труб.(Фото любезно предоставлено Corsa Performance)
Шаг 9:
Установив зажимы, удерживайте узел трубы XO параллельно земле и затяните передние сферические зажимы с усилием 21 фут-фунт. (Фото любезно предоставлено Corsa Performance)
Шаг 10:
Установите переднюю развальцовку трубы XO со стороны пассажира на стыковочную трубу приклада и повторите это со стороны водителя. Удерживайте трубу XO параллельно земле, затягивая передние сферические зажимы.(Фото любезно предоставлено Corsa Performance)
Шаг 11:
Сдвиньте задние зажимы вперед так, чтобы задний край оказался примерно по центру между двумя отверстиями в кронштейне оси оси. Используя гаечный ключ на 15 мм, затяните четыре болта на задних зажимах и 2,75-дюймовый зажим на стороне привода трубы XO с усилием 45 фут-фунт. (Фото любезно предоставлено Corsa Performance)
Шаг 12:
Настоятельно рекомендуется проверять все зажимы и повторно затягивать их до рекомендованного момента после первоначальных дорожных испытаний автомобиля, поскольку термоциклирование может вызвать небольшое ослабление.Перед проверкой герметичности обязательно дождитесь полного остывания выхлопной системы. Затяните все зажимные болты с усилием 45 фунт-футов. (Фото любезно предоставлено Corsa Performance)
Написано Майком Мавригианом и опубликовано с разрешения CarTechBooks
ПОЛУЧИТЕ СДЕЛКУ НА ЭТУ КНИГУ!
Если вам понравилась эта статья, вам понравится вся книга. Нажмите кнопку ниже, и мы отправим вам эксклюзивное предложение на эту книгу.
Станок для гибки алюминия
Станок для гибки алюминия Kijiji в Онтарио.- Купить, продать и сэкономить с
Найдите гибочный станок для алюминия в Канаде Посетите Kijiji Объявления, чтобы купить, продать или обменять что угодно Новые и подержанные товары автомобили недвижимость услуги вакансии
Экструзионно-гибочный станок для алюминия Производители Поставщики
В основном используется гибочный станок с ЧПУ для обычного алюминиевого термического разрыва алюминиевое окно прямоугольная стальная труба труба из нержавеющей стали 2. Имеет три
Perfect Laser автоматический алюминиевый трехмерный канал для гибки букв
Perfect Laser — предлагает трехмерные канальные станки для гибки букв самый быстрый и точный гибочный станок позволяет маркер для знаков для изготовления трехмерного алюминиевого канала
Станок для гибки спиралей алюминия — расходные материалы
На станке для гибки спиралей алюминия вы можете создать всю красоту традиционной спиральной работы.
Профилегибочная машина по лучшей цене в Индии
Использование / применение: Промышленность. Бренд: WELDOR. Гибочный материал: углеродистая сталь, нержавеющая сталь и алюминиевые профили. Материал: Углеродистая сталь
Инструменты для гибки металла Промышленные поставки металла
Гибочный станок 30 дюймов. Гибка материала шириной до 48 дюймов; Может выполнять изгибы до 90 градусов и углы до 45 градусов; Гибка алюминия до 14 и 18
Поставщики канальных и гибочных станков для алюминия Оптовики
Оптовые продавцы и дилеры канальных и гибочных станков для алюминия в Дубае.Мы продаем оптом алюминиевый станок для гибки букв Channelume с
Dayton 45J327 $ 1152,34 Ручной станок для гибки бисера Zoro.com
Zoro: G7627812; Номер производителя: 45J327. Конструкция: алюминиевая рама Вместимость мягкой стали Толщина: 18. Матрица: 4 комплекта стандартных роликов Характеристики: База
Алюминиевый и стальной сайдинг HomeTips
Экспертные советы по алюминиевому и стальному сайдингу преимущества и недостатки металлического сайдинга с советами по обслуживанию установки и забота Присоединяйтесь к нам, чтобы получить отличные советы по экономии c
Да, алюминиевые iPhone 6 и 6 Plus изгибаются, если подвергать их слишком сильному давлению, потому что физика iMore
Каждый раз, когда появляется новый iPhone, возникает новый страх, что люди расстраиваются тем или иным образом, который оказывается сильно раздутым.Be it Antennagate с iPhone 4
Алюминиевый канальный станок для гибки букв для всех алюминиевых рулонов
Лучшая машина для гибки букв с алюминиевым каналом с каналом для изготовления букв, автоматическая гибка алюминиевых профилей и обрезных букв с каналом.
Профилегибочный станок Arkus 12 производитель станок для гибки металла
Предназначен для гибки небольших стальных и алюминиевых профилей и может быть оборудован для гибки очень малых радиусов. Компактный трубогиб Arkus12 обеспечивает превосходный гибочный инструмент для труб для медных труб
JCXAGR Outdoor Aluminium
Бесплатная доставка в течение 2 дней.Купите JCXAGR трубогибочный станок для гибки труб для установки на открытом воздухе, гибочный станок для алюминиевых труб и пружин на Walmart.com.
Станок для гибки алюминия — Производители Поставщики и экспортеры
Получите проверенные списки поставщиков и экспортеров станков для гибки алюминия станков для гибки алюминия. Эти алюминиевые гибочные машины
Китай Ручная фальцевальная машина для металла 2 мм Алюминиевый лист Руководство
Изготовление закрытых коробок, треугольников, чередующихся изгибов в различных плоскостях и круглых предметов, таких как устройства для прокрутки.Гибка различных материалов, включая
Лазерная резка и гибка алюминия — 247TailorSteel
С помощью ультрасовременного оборудования 247TailorSteel вы можете вырезать алюминиевый лист по индивидуальному заказу, согнуть и удалить заусенцы.
Что нужно знать о трубах — Bendco Machine and Tool
Универсальные трубогибочные машины — это автоматические станки, которые обычно представляют собой гибочные машины для алюминиевых труб, которые, пожалуй, являются наиболее жесткими формами из-за того, что это
Find Aluminium Bender For Продажа — Станок для гибки алюминия
Ищете станок для гибки алюминия на продажу? Kingtool aluminium machinery Специализируется на станках для гибки алюминиевых листов.
FREE 1000 DIY Projects Handbook Самодельный гибочный инструмент и
Этот самодельный гибочный инструмент является более дешевой альтернативой вашим дорогостоящим станкам для гибки металла. — ГРИЛЛИАНТНЫЙ DIY. Алюминий — очень универсальный материал.
Central Machinery 30 in. Гибочный тормоз — Harbor Freight
Замечательные предложения на этот 30-дюймовый гибочный тормоз на Harbor Freight. Оцинкованная сталь 18-го калибра, алюминий 16-го калибра; Изгибает до 90º; Усиленный для тяжелых условий эксплуатации
Боковой изгиб
«Женское здоровье» может получать комиссию по ссылкам на этой странице, но мы предлагаем только те продукты, в которые верим.Почему нам доверяют? Держите пару гантелей на расстоянии вытянутой руки ладонями друг к другу
Гибка и формовка алюминиевых профилей Alexandria Industries
Инженеры по экструзии алюминия могут внести решающий вклад в гибку Формовочная машина с вытяжкой может одновременно изгибать и поднимать профили до
Гибка плоской стали или алюминиевый плоский пруток с помощью гибочных станков Stierli
Гибка плоского стального листа — одно из основных применений гибочного станка Stierli.В зависимости от толщины листа клиновые блоки различных размеров могут изгибаться.
3 лучших способа сварки алюминия DoItYourself.com
Сварка алюминия — непростая задача, особенно для тех, кто не зарабатывает этим на жизнь. Хотя в этой статье будут представлены 3 безопасных способа сварки алюминия, следует отметить, что weldi
МАГАЗИН ТРУБ ДЛЯ ГИБКИРОВАНИЯ ТРУБ — ДОМ
* И у нас есть возможность сгибать твердый стальной пруток толщиной до 3 дюймов. 5. Мы работаем над все типы материалов.* Мягкая сталь. * Хромолибден. * Нержавеющая сталь. * Алюминий. *
Типы материалов, подходящие для роликов в вальцегибочных машинах
30 мая 2019 г. Металл. Обычно в вальцегибочных станках используются такие металлы, как сталь и алюминий. Стальные ролики, как правило, являются ведущим вариантом из двух из-за
Обоснование: зачем преобразовывать трубогибочный станок с
28 июля 2020 г. Независимо от того, изгибают ли они низкоуглеродистую нержавеющую сталь, медь или алюминий, эти машины сгибают мили и мили труб с бесконечные углы.
Tre C Гибочные машины: трубогиб: трубогиб — станок J и S
Машины серии CR от 3C-C.L.O.M.E.A. это высокопроизводительные гидравлические машины для гибки стальных и алюминиевых профилей. Наружные ролики
▷ Профилегибочные станки бывшие в употреблении Станки для гибки алюминия и стали
Конструкция таких профильных станков обычно одинакова: два ролика лежат в ряд, а третий ролик расположен поперек них в шахматном порядке. Обрабатываемая деталь представляет собой машину для гибки букв с алюминиевым каналом
для всех видов профиля
Самая дешевая машина для гибки букв с алюминиевым каналом для плоских и любых профильных материалов — лучший выбор для изготовления трехмерных вывесок с крышкой для обрезки букв профиля.
Bendingrollco.com
По всем вопросам, касающимся вальцегибочной машины, обращайтесь в BENDINGROLLCO к специалистам по гибочным вальцам, современным технологиям, мощным конструктивным решениям.
Китай Ведущая рама тележки с ЧПУ, индукционная алюминиевая 3-осевая труба
Рама тележки с ЧПУ, индукционная алюминиевая 3-х осевая трубогибочная машина широко используется для гибки металлических труб, изгибов труб на стулах, велосипедных рамах 26 июня 2019 г. Я считаю, что все знакомы со светящимися канальными буквами, производимыми на гибочной машине с алюминиевым каналом.До
Профильная гибка — Решения Carlson Fabri ion — Металлообрабатывающее оборудование
Эта универсальная профилегибочная машина отличается высоким швейцарским мастерством. Каждая машина может сгибать стальные и алюминиевые профили высочайшего качества с помощью гибки алюминия
DoItYourself.com
Алюминий фасция обеспечивает защиту тех частей вашего дома, которые не защищены крышей. Алюминиевая облицовка защищает те части вашего дома, которые не защищены крышей.На
C.L.O.M.E.A. Soc.Coop.
Гибочно-разборная машина для горизонтальной и вертикальной обработки. Подходит для профилей из алюминия и железа, таких как трубные плиты и средние
CNC-обработка листового металла — услуги автоматизированной гибки панелей
Предварительно загрунтованные алюминий и сталь. Прикладные программы для гибки и формовки металлов с ЧПУ. Использование автоматизированного листогибочного станка Salvagnini P4 Dalsin Industries имеет
прецизионных гибочных станков с ЧПУ. Услуги по гибке металла eMachineShop
Гибочное оборудование с ЧПУ в дополнение к нашим станкам для резки листового металла.eMachineShop регулярно сгибает пластичные металлы, такие как алюминий от 5052 до
Гидравлическое оборудование для гибки шин и формования металлов EHRT
Гибка медных шин, стальных шин или алюминия; наши гибочные станки Standard оснащены гидравлическим приводом и эксклюзивным набором инструментов. Узнать больше
Eagle гибочные машины
Хотя вальцегибочные машины Eagle технически являются профильными вальцами, это наши вальцегибочные машины обрабатывают низкоуглеродистую сталь, нержавеющую сталь, алюминий, титан
Гибочные станки TRUMPF
Гибочные станки TRUMPF воплощают в себе обширный опыт и новаторские инновации когда дело доходит до гибки в штампе и гибки панелей.
гидравлический листогибочный станок-Der Quadrateclub Steel — Стальной лист для судостроения, поставщики и производители холоднокатаной стали
гидравлический вальцегибочный станок, гидравлический вальцегибочный
предлагает 4678 гидравлических вальцегибочных станков. Около 15% из них — это трубогибочные машины, 32% — листогибочные прессы и 1% — гибочные станки для арматуры. Вам доступны самые разные варианты гидравлических вальцегибочных машин, например в качестве типа машины, местного сервисного центра и основных торговых точек.Гидравлический вальцегибочный станок, гидравлический вальцегибочный станок предлагает 4678 видов гидравлических вальцегибочных станков, из которых около 15% — это трубогибочные машины, 32% — листогибочные прессы и 1% — гибочные станки для арматуры. Доступны такие сведения, как тип машины, местный сервисный центр и основные торговые точки. Универсальный гидравлический листогибочный станок серии W12S Универсальный гидравлический листогибочный вальцегибочный станок серии W12S В машине используется четырехроликовая конструкция с верхним роликом в качестве главного привода , обеспечивающий изгиб пластин с крутящим моментом за счет зацепления шестерни замедлителя и шестерни верхнего ролика.Нижний ролик движется вертикально и через него воздействует на поршень.
V Станок для нарезания канавок, гибочный станок, ножницы
Найдите на allmachinetool высокотехнологичный и качественный станок для обработки канавок, гибочный станок, ножницы, прокатный станок, гидравлический металлообрабатывающий станок от профессиональных производителей и поставщиков. Мы предложим вам лучший сервис и конкурентоспособные цены. + 86-21-6521 -8882 [email protected] Машины для гибки труб, уголков и плоских прутковМодели RM-40 и RM-55 подходят для гибки и прокатки мелких деталей.Для частых пользователей гидравлические станки Rh55, H55 и H85 регулируют радиус изгиба с помощью кнопок, и у них есть цифровая индикация, показывающая верхнее и нижнее положение гибочного валка, что помогает повторять вашу работу. Профилегибочная машина. Металлопрокат сгибает металлические листы и листы в специальные конструкции, например круглую или дугообразную форму, и широко используется в судостроении, нефтяной промышленности, химическом машиностроении, оборудовании, котлах и т. Д.
Вальцегибочные станки на продажу
Гидравлический трубогиб Woodward Fab для трубогибочного каркаса, руководство по эксплуатации труб WFPB1000.2995,00 долл. США. 99,99 долл. США доставка. 22 просмотра. Трубопрокатный станок для гибки труб Woodward Fab # WFTR5. 929,99 долл. США. Ручной трубогибочный станок квадратной и прямоугольной формы из низкоуглеродистой меди. Связанные поиски гидравлического гибочного станка. Гидравлический трубогибочный станок. Гидравлический трубогибочный станок. Гибочный станок для трубогибочных машин. информацию см. здесь.Предыдущая123456СледующаяГидравлические вальцегибочные станки Вальцегибочные станки для металла Для вашего следующего проекта в области металлообработки приобретите ассортимент гидравлических вальцегибочных станков от Baileigh Industrial. Найдите свой следующий роликогибочный станок для металла прямо сейчас. Позвоните сегодня! 1-844-477-7707 (только США) (920) 684-4990 (международный) Свяжитесь с нами.Простой заказ..Быстрая доставка.Северная Америка.Выберите другую страну / язык. Станок для гибки труб для гибки трубок Используется станок для гибки стальных прутков Некоторые результаты удалены в связи с уведомлением о требованиях местного законодательства.Для получения дополнительной информации см. Здесь. 12345Далее 1-844-477-7707 (только США) (920) 684-4990 (международный) Свяжитесь с нами.Простой заказ..Быстрая доставка.Северная Америка.Выберите другую страну / язык
Похожие запросы о гидравлический гибочно-вальцовый станок
гидравлический трубогибочный станок гидравлический трубогибочный станок для трубогибочных станков с использованием гибочного станка для стальных прутков Некоторые результаты удалены в связи с уведомлением о требованиях местного законодательства.Для получения дополнительной информации см. Здесь. Листогибочная машина Листогибочная машина Листогибочная машина Гибочная машина — это станок для гибки листового и листового материала, чаще всего листового металла. Он формирует заданные изгибы, зажимая заготовку между подходящим пуансоном и матрицей. Две С-образные рамы образуют стороны листогибочного пресса, соединенные между собой. Листогибочные станки KAAST Machine Tools Высококачественные листогибочные станки европейского производства. В этих современных гидравлических 4-х вальцегибочных станках используются такие компоненты ведущих производителей, как Siemens, Rexroth, Bosch, Parker, Atos, Telemechanique, SKF, NSK и FAG для обеспечения высокого качества на протяжении всей жизни.Более 50 лет опыта в гибке листового металла и тысячи рекомендательных клиентов гарантируют вам первоклассную поддержку в любом
.Листогибочные станки KAAST Machine Tools High
Листогибочные машины Высококачественные европейские листогибочные машины. В этих современных гидравлических 4-вальцегибочных станках используются компоненты ведущих производителей, таких как Siemens, Rexroth, Bosch, Parker, Atos, Telemechanique, SKF, NSK и FAG для обеспечения высокого качества. Более чем 50-летний опыт в гибке листового металла и тысячи рекомендательных клиентов гарантируют вам первоклассную поддержку в любом листогибочном станке. — Листогибочный станок. При производстве листового металла используются разные типы листогибочных станков.Гидравлическая листогибочная машина Механическая листогибочная машина Листогибочная машина с ЧПУ Листогибочная машина с ЧПУ Эти машины также известны под разными названиями в разных странах, например, листогибочная машина, листогибочная машина, листогибочная машина, листогибочная машина и т. Д. Листогибочные станки с гидравлическим приводом, 68 рядов № 0183; компания Akyapak производит 4-х валковые гидравлические листогибочные машины с
станками.Листогибочные вальцы на продажу, Новые б / у машины Продажа
Гидравлический листогибочный вал Heisteel 3/8 x 6 футов, угловая насадка 19 500 долларов США Мы рады предложить на ваше рассмотрение (1) Гидравлический валок Heisteel для гибки листов 3/8 x 6 футов Номер запаса 13597 Прейскурантная цена 19 500 долларов США Производитель Heisteel Номер модели Тип FIX Серийные листогибочные машины — Гидравлический листогибочный станок Производитель листогибочных машин — Гидравлический листогибочный станок, предлагаемый Victory Machinery Corporation, Мумбаи, Махараштра.Вальцегибочный станок для труб Трубопрокатный станок Гидравлические вальцегибочные станки Baileigh Просмотреть все. Гидравлический вальцегибочный станок позволяет работать с большими наружными диаметрами и более прочными материалами. В наш широкий ассортимент входят машины для повседневной работы в промышленных цехах, вплоть до массивных гибочных станков для архитектурных проектов.
Люди также спрашивают, что такое гибочный станок с ЧПУ? Что такое гибочный станок с ЧПУ? Гибочные станки с ЧПУ являются первым выбором в отрасли гибочных станков для производства деталей, требующих малого радиуса и тонкостенных гибов. Ссылка на гибочные станки с ЧПУ / результаты по этому вопросу Трубогиб? Что такое трубогиб? Трубогиб изготовлен из цельного литого алюминия с обработанными и окрашенными поверхностями.Рычажный механизм для легкого изгиба без разрушения НКТ. Указанный градусник точный угол 0-180 гидравлический гибочно-вальцовый станок № 176; Цельнолитая стальная конструкция с обработанными и окрашенными поверхностями. Работы с алюминием, медью и сталью. Трубогиб — экономия на этом ручном Трубогибе. Руководство по эксплуатации четырехвалкового листогибочного станка W12
.Вальцегибочная машина. Мы предлагаем вам трехвалковые и четырехвалковые листогибочные ролики, в том числе механического и гидравлического типа. Мы также предлагаем профилегибочные машины для прокатки угловой стали, двутавровой балки и гидравлических гибочных станков. гибочные машины MCP, угловые гибочные машины — чтобы избежать прогиба валов, планетарная направляющая система приводится в действие гидравлическими цилиндрами, установленными вне основной рамы машины, как можно ближе к области гибки.- Направляющие ролики, регулируемые в трех направлениях, приводятся в действие гидроцилиндрами, управляемыми с пульта управления.
Гидравлический листогибочный станок, угловой вальцегибочный станок, лист
Roccia Rundbiegen представляет собой идеальный баланс между производительностью, универсальностью и точностью. Машины, разработанные для СОВЕРШЕНСТВА. Итальянский стиль, немецкие технологии, электронная точность, гидравлическая мощность, механическая прочность для гидравлического листопрокатного станка, углового вальцегибочного станка, гибочного станка и многого другого. , Угловые гибочные машины — Чтобы избежать прогиба валов, планетарная направляющая система приводится в действие гидравлическими цилиндрами, установленными вне основной рамы машины, как можно ближе к области гибки.- Направляющие ролики, регулируемые в трех направлениях, приводятся в действие гидроцилиндрами, управляемыми с панели консоли. Гидравлические гибочные станки MCP, угловые гибочные машины — Чтобы избежать прогиба валов, планетарная направляющая система приводится в действие гидравлическими цилиндрами, установленными вне основной машины. рама, как можно ближе к области гибки. — Направляющие ролики, регулируемые в трех направлениях, приводятся в действие гидроцилиндрами, управляемыми с пульта управления.
Гидравлический гибочный станок, Гидравлический гибочный станок — Все
Гидравлический гибочный пресс T22 Chamaleon снабжен боковой осью со специальным кольцепрокатным оборудованием для процесса гибки.Основные характеристики гибки Сравнить этот продукт Удалить из инструмента сравнения.Посмотреть другие продукты Полугидравлические трубогибочные машины UZH Line Трубогибы серии UZMA UZH — это полугидравлический гибочный станок, гидравлический гибочный станок — все Предоставляется гидравлический гибочный пресс T22 Chamaleon с боковой осью со специальным кольцепрокатным оборудованием для процесса гибки.Основные особенности гибки Сравнить этот продукт Удалить из сравнения инструмент.Посмотреть другие продукты Полугидравлические трубогибочные машины UZH Line Трубогибы серии UZMA UZH являются полугидравлическими роликовыми Вальцегибочная машина — Листогибочная машина Гидравлическая вальцегибочная машина Мы являемся ведущим производителем листопрокатных машин, производителей листогибочных машин, листогибочных машин, листопрокатных машин с ЧПУ, листогибочных станков и листопрокатных машин из Раджкота, Индия.
Четырехвалковый гидравлический листогибочный станок, Китай прокатный
Гидравлический листогибочный станок с четырьмя роликами специально разработан для прокатки широкого, малого и толстого листов. Этот вальцегибочный станок отличается высокими технологиями, многофункциональностью, высокой точностью и удобством в эксплуатации. Это идеальное оборудование для гибки листов большого или среднего размера. Гидравлический гибочно-прокатный станок с 2 барабанами CCoherer Гидравлический гибочно-прокатный станок с 2-мя роликами. Описание продукта. Готовая машина для производства концов.Гидравлический двухвалковый листогибочный станок в основном используется для прокатки всех видов тонких металлических листов в цилиндрические заготовки. Один из роликов представляет собой стальной ролик, а другой ролик представляет собой стальной роликовый сердечник с внешним листогибочным станком China, листогибом. Валки, прокатка Компания Huaxi Machinery является ведущим производителем высококачественных гибочных станков с ЧПУ и гидравлических 3/4 валков, угловых валков, правильных станков, гидравлических прессов, листогибочных машин, ножниц и т. Д., Применяет итальянские передовые технологии поворотных направляющих, префектную прокатку и предварительную прокатку. -гибка, богатый опыт работы на станках для обработки листового металла обеспечивает получение качественной и долговечной продукции.
Китай Гидравлический листогибочный станок с ЧПУ
Станок имеет функцию предварительного сгибания кромки листа и может сгибать лист один раз без необходимости повторной прокатки с комбинированной процедурой или с предварительным сгибанием и гибкой ролика. Верхний ролик является основным приводным роликом, нижний ролик и два боковых валка движение вверх и вниз управляется гидравликой. americanmachinetoolsChina Гидравлическая вальцегибочная машина с ЧПУ для листового металла Машина имеет функцию предварительного изгиба кромки листа и может гнуть лист один раз без какой-либо повторной прокатки с комбинированной процедурой или предварительным изгибом и гибкой валка в нужную форму.Верхний валок — это главный приводной валок, нижний валок и два боковых валка — движение вверх и вниз контролируется гидравлической 3-х валковой гибочной машиной, 3-х валковой листогибочной машиной, 3-х валковой механически гидравлической симметричной 3-х валковой гибочной машиной. приводятся в действие опусканием верхнего ролика и качением верхнего и нижнего роликов. Выходной вал главного редуктора передается на два нижних ролика через набор шестерен, а направление вращения вала ролика изменяется. получается путем переключения главного двигателя.
3-валковая гибочная машина, 3-валковая листогибочная машина, 3-валковая
Механически-гидравлический симметричный трехвалковый гибочный станок. Пирамидальный вальцегибочный станок. Он приводится в действие опусканием верхнего ролика и прокаткой верхнего и нижнего роликов. Выходной вал главного редуктора передается на два нижних ролика через набор шестерен, а изменение направления вращения вала ролика достигается путем переключения главного двигателя. (PDF) Конструкция и изготовление вальцегибочной машины Гидравлическая ручная гибочная машина с ручным управлением — это машина, которая используется для гибки стержня или заготовки вручную. .С помощью гидравлической энергии можно выполнять процесс гибки труб. (PDF) Проектирование и изготовление вальцегибочной машины Гидравлическая ручная гибочная машина для заготовок — это машина, которая используется для гибки стержня или заготовки вручную. процесс может быть осуществлен.
результатов по этому вопросу Что такое трубогиб? Что такое трубогиб? Трубогиб — это относительно простой инструмент для точного и последовательного изгиба различных труб, включая медные трубы, стальные трубы и трубы на основе алюминия.Как использовать трубогиб. Результаты DoItYourself на этот вопрос. Что такое гидравлический трубогиб? Что такое гидравлический трубогиб? Гидравлические трубогибы — это механизмы, которые используют гидравлическое давление для сгибания металлических труб и кабелепроводов различных размеров под определенными углами. Гидравлические трубогибы — гибочные станки — Grainger Industrial Supply результаты для этого вопроса
Гидравлический вальцегибочный станок Мы являемся ведущим производителем листопрокатных станков, производителей листогибочных станков, листопрокатных станков, листопрокатных станков с ЧПУ, листогибочных станков и листопрокатных станков из Раджкота, Индия.