Процесс сварки. Виды сварки. | МеханикИнфо
Процесс сварки заключается в соединении двух или нескольких твердых тел, благодаря силам сцепления между атомами. Твердые тела могут быть как металлические, так и неметаллические (пластмасс, керамика, стекло)
Сейчас применяют разнообразные виды и методы сварки. Под видом сварки понимается группа процессов сварки, характеризуемых единым видом энергии, необходимой для образования сварного соединения, а также условиями введения её в металл. По виду сварки ее можно подразделить на электродуговую, электрошлаковую, контактную, газовую, электронно-лучевую, ультразвуковую, трением и др.
По методам защиты сварочной ванны от воздуха сварочные процессы подразделяются на сварку под флюсом, в защитных газах, покрытыми электродами, в водяном паре, в вакууме и т. д.
По степени автоматизации различают автоматическую, полуавтоматическую и ручную сварки.
Все виды сварки, перечисленные ранее, в свою очередь, делятся на группы.
— Сварка плавлением;
— Сварка давлением.
Возможно вам будут интересные другие мои статьи:
Электроды для ручной сварки. Подбираем сварочные электроды;
Сварочные электроды АНО-4 технические характеристики;
Электроды УОНИ-13/55 технические характеристики;
Электроды ОК 46.00 технические характеристики;
Сварочные электроды ЦЛ-11 технические характеристики.
Процесс сварки плавлением заключается в расплавлении кромок свариваемых деталей при нагреве. Благодаря чему образуется общая ванна, в которую, как правило, вводится присадочный материал. В результате совместной кристаллизации основного и присадочного металла образуется сварной шов. При отбортовке кромок или плотной сборке без зазоров сварку можно производить и без присадочного металла.
Процесс сварки давлением заключается в нагреве свариваемых деталей до пластичного состояния либо до оплавления, а образование сварного соединения происходит при сдавливании их внешним усилием. В ряде случаев при соединении пластичных метал тов сварка производится без нагрева, а при помощи только одного давлення (например, холодная сварка). К сварке давлением относятся следующие виды сварок: контактная, ультразвуковая, трением, диффузионная, газопрессовая, взрывом и др.
Классификация основных процессов сварки.
Классификация основных процессов сварки изображена на рисунке 1.
.
Рис.1. Классификация основных процессов сварки.
ЧИТАЙТЕ ТАКЖЕ:

Сварка как процесс. Виды сварки
Как происходит сварка.
К электроду и свариваемому изделию для образования и поддержания электрической дуги от источников сварочного тока подводится электроэнергия. Под действием теплоты электрической дуги кромки свариваемых деталей и электродный металл расплавляются, образуя сварочную ванну, которая некоторое время находится в расплавленном состоянии. В сварочной ванне электродный металл смешивается с расплавленным металлом изделия (основным металлом), а расплавленный шлак всплывает на поверхность, образуя защитную плёнку. При затвердевании металла образуется сварное соединение. Энергия, необходимая для образования и поддержания электрической дуги, получается от специальных источников питания постоянного или переменного тока.
Под действием теплоты электрической дуги кромки свариваемых деталей и электродный металл расплавляются, образуя сварочную ванну, которая некоторое время находится в расплавленном состоянии. В сварочной ванне электродный металл смешивается с расплавленным металлом изделия (основным металлом), а расплавленный шлак всплывает на поверхность, образуя защитную плёнку. При затвердевании металла образуется сварное соединение. Энергия, необходимая для образования и поддержания электрической дуги, получается от специальных источников питания постоянного или переменного тока.
В процессе электросварки могут быть использованы плавящиеся и неплавящиеся электроды. В первом случае формирование сварного шва происходит при расплавлении самого электрода, во втором случае — при расплавлении присадочной проволоки (прутков и т. п.), которую вводят непосредственно в сварочную ванну.
Для защиты от окисления металла сварного шва применяются защитные газы (аргон, гелий, углекислый газ и их смеси), подающиеся из сварочной головки в процессе электросварки.
Различают электросварку переменным током и электросварку постоянным током. При сварке постоянным током шов получается с меньшим количеством брызг металла, поскольку нет перехода через нуль и смены полярности тока.
В аппаратах для электросварки постоянным током применяются выпрямители.
Классификация
Классификация дуговой сварки производится в зависимости от степени механизации процесса, рода тока и полярности, типа сварочной дуги, свойств сварочного электрода, вида защиты зоны сварки от атмосферного воздуха и др.
По степени механизации различают:
* ручную дуговую сварку
* полуавтоматическую дуговую сварку
* автоматическую дуговую сварку
Отнесение процессов к тому или иному способу зависит от того, как выполняются зажигание и поддержание определённой длины дуги, манипуляция электродом для придания шву нужной формы, перемещение электрода по линии наложения шва и прекращения процесса сварки.
При ручной дуговой сварке указанные операции, необходимые для образования шва, выполняются человеком вручную без применения механизмов.
При полуавтоматической дуговой сварке плавящимся электродом механизируются операции по подаче электродной проволоки в сварочную зону, а остальные операции процесса сварки осуществляются вручную.
При автоматической дуговой сварке под флюсом механизируются операции по возбуждению дуги, поддержанию определённой длины дуги, перемещению дуги по линии наложения шва. Автоматическая сварка плавящимся электродом ведётся сварочной проволокой диаметром 1-6 мм; при этом режим сварки (ток, напряжение, скорость перемещения дуги и др.) более стабилен, что обеспечивает однородность качества шва по его длине, в то же время требуется большая точность в подготовке и сборке деталей под сварку.
По роду тока различают:
* электрическая дуга, питаемая постоянным током прямой полярности (минус на электроде)
* электрическая дуга, питаемая постоянным током обратной (плюс на электроде) полярности
* электрическая дуга, питаемая переменным током
По типу дуги различают
* дугу прямого действия (зависимую дугу)
* дугу косвенного действия (независимую дугу)
В первом случае дуга горит между электродом и основным металлом, который также является частью сварочной цепи, и для сварки используется теплота, выделяемая в столбе дуги и на электродах; во втором — дуга горит между двумя электродами.
По свойствам сварочного электрода различают:
* способы сварки плавящимся электродом
* способы сварки неплавящимся электродом (угольным, графитовым и вольфрамовым)
Сварка плавящимся электродом является самым распространённым способом сварки; при этом дуга горит между основным металлом и металлическим стержнем, подаваемым в зону сварки по мере плавления. Этот вид сварки можно производить одним или несколькими электродами. Если два электрода подсоединены к одному полюсу источника питания дуги, то такой метод называют двухэлектродной сваркой, а если больше — многоэлектродной сваркой пучком электродов.
Если каждый из электродов получает независимое питание — сварку называют двухдуговой (многодуговой) сваркой. При дуговой сварке плавлением КПД дуги достигает 0,7-0,9.
По условиям наблюдения за процессом горения дуги различают:
* открытую
* закрытую
* полуоткрытую дугу
При открытой дуге визуальное наблюдение за процессом горения дуги производится через специальные защитные стёкла — светофильтры. Открытая дуга применяется при многих способах сварки: при ручной сварке металлическим и угольным электродом и сварке в защитных газах.
Открытая дуга применяется при многих способах сварки: при ручной сварке металлическим и угольным электродом и сварке в защитных газах.
Закрытая дуга располагается полностью в расплавленном флюсе — шлаке, основном металле и под гранулированным флюсом, и она невидима.
Полуоткрытая дуга характерна тем, что одна её часть находится в основном металле и расплавленном флюсе, а другая над ним. Наблюдение за процессом производится через светофильтры. Используется при автоматической сварке алюминия по флюсу.
По роду защиты зоны сварки от окружающего воздуха различают:
* дуговая сварка без защиты (голым электродом, электродом со стабилизирующим покрытием)
* дуговая сварка со шлаковой защитой (толстопокрытыми электродами, под флюсом)
* дуговая сварка со шлакогазовой защитой (толстопокрытыми электродами)
* дуговая сварка с газовой защитой (в среде защитных газов)
* дуговая сварка с комбинированной защитой (газовая среда и покрытие или флюс)
Стабилизирующие покрытия представляют собой материалы, содержащие элементы, легко ионизирующие сварочную дугу. Наносятся тонким слоем на стержни электродов (тонкопокрытые электроды), предназначенных для ручной дуговой сварки.
Наносятся тонким слоем на стержни электродов (тонкопокрытые электроды), предназначенных для ручной дуговой сварки.
Защитные покрытия представляют собой механическую смесь различных материалов, предназначенных ограждать расплавленный металл от воздействия воздуха, стабилизировать горение дуги, легировать и рафинировать металл шва.
Наибольшее применение имеют средне — и толстопокрытые сварочные электроды, предназначенные для ручной дуговой сварки и наплавки, изготовляемые в специальных цехах или на заводах.
В последнее время получает распространение плазменная сварка, где дуга между инертными неплавящимися электродами используется для высокотемпературного нагрева промежуточного носителя, например — водяного пара. Известна также сварка атомарным водородом, получаемым в дуге между вольфрамовыми электродами, и выделяющем тепло при рекомбинации в молекулы на свариваемых деталях.
Газопламенная сварка
Источником теплоты является газовый факел, образующийся при сгорании смеси кислорода и горючего газа. В качестве горючего газа могут быть использованы ацетилен, водород, пропан, бутан, блаугаз, МАФ, бензин, бензол, керосин и их смеси. Тепло, выделяющееся при горении смеси кислорода и горючего газа, расплавляет свариваемые поверхности и присадочный материал с образованием сварочной ванны. Пламя может быть окислительным, «нейтральным» или восстановительным, это регулируется количеством кислорода.
В качестве горючего газа могут быть использованы ацетилен, водород, пропан, бутан, блаугаз, МАФ, бензин, бензол, керосин и их смеси. Тепло, выделяющееся при горении смеси кислорода и горючего газа, расплавляет свариваемые поверхности и присадочный материал с образованием сварочной ванны. Пламя может быть окислительным, «нейтральным» или восстановительным, это регулируется количеством кислорода.
* В последние годы в качестве заменителя ацетилена применяется новый вид топлива — сжиженный газ МАФ (метилацетилен-алленовая фракция). МАФ обеспечивает высокую скорость сварки и высокое качество сварочного шва, но требует применения присадочной проволоки с повышенным содержанием марганца и кремния (СВ08ГС, СВ08Г2С). МАФ гораздо безопаснее ацетилена, в 2-3 раза дешевле, и удобнее при транспортировке. Благодаря высокой температуре сгорания газа в кислороде (2927 °C) и высокому тепловыделению (20800 Ккал/м³) газовая резка с использованием МАФ гораздо эффективнее других газов в том числе и ацетилена.
* Огромный интерес представляет применение для газовой сварки использование дициана ввиду весьма высокой температуры сгорания (4500 °C). Препятствием к расширенному применению использования дициана для сварки и резки является его повышенная токсичность. С другой стороны эффективность дициана весьма высока и сравнима с электрической дугой, и потому дициан имеет значительную перспективу для дальнейшего прогресса в развитии газопламенной обработки. Пламя дициана с кислородом истекающее из сварочной горелки имеет резкие очертания, очень инертно к обрабатываемому металлу, короткое и имеющее пурпурно-фиолетовый оттенок. Обрабатываемый металл (сталь) буквально «течет», и при использовании дициана допустимы очень большие скорости сварки и резки металла.
* Значительным прогрессом в развитии газопламенной обработки с использованием жидких горючих может дать применение ацетилендинитрила и его смесей с углеводородами ввиду самой высокой температуры сгорания (5000 °C). Ацетилендинитрил склонен при сильном нагреве к взрывному разложению, но в составе смесей с углеводородами гораздо более стабилен. В настоящее время производство ацетилендинитрила очень ограниченное и продукт дорогой, но при развитии производства ацетилендинитрил может весьма ощутимо развить области применения газопламенной обработки во всех ее областях применения.
В настоящее время производство ацетилендинитрила очень ограниченное и продукт дорогой, но при развитии производства ацетилендинитрил может весьма ощутимо развить области применения газопламенной обработки во всех ее областях применения.
Электрошлаковая сварка
Источником теплоты служит флюс, находящийся между свариваемыми изделиями, разогревающийся проходящим через него электрическим током. При этом теплота, выделяемая флюсом, расплавляет кромки свариваемых деталей и присадочную проволоку. Способ находит своё применение при сварке вертикальных швов толстостенных изделий.
4 основных вида сварочных процессов (со схемами)
Сварка – это процесс соединения отдельных металлических деталей путем их плавления с последующим сплавлением.
Существует немало сварочных процессов, о многих из которых вы, возможно, никогда не слышали.
В некоторых высокотехнологичных методах используются лазеры, микроволны или электромагниты.
Существуют также низкотехнологичные методы, такие как плавка с помощью факела или горна, а затем ковка двух частей в одну.
Вот четыре наиболее часто используемых процесса сварки.
Четыре распространенных типа сварочных процессов
Существует много типов сварочных процессов, но наиболее распространенными являются четыре:
- Сварка MIG (GMAW)
- Сварка ВИГ (GTAW)
- Ручная сварка (SMAW)
- Дуговая сварка порошковой проволокой (FCAW)
Некоторые из причин, по которым они настолько доминируют:
- Промышленные потребности
- Доступность для мастеров-любителей
- При сварке TIG ключевым фактором является очень высокое качество.
- Простота в освоении (кроме TIG)
Все они представляют собой процессы дуговой сварки, то есть заготовка, заземляющий зажим и электрод замыкают электрическую цепь, когда электрод соприкасается. Подъем создает дугу.
Эта электрическая дуга достигает тысячи градусов, расплавляя металл и заставляя отдельные части течь вместе. В электроде используется присадочный металл, который плавится и заполняет зазор, становясь частью единого куска металла.
В электроде используется присадочный металл, который плавится и заполняет зазор, становясь частью единого куска металла.
Тысячи градусов тепла поверхности вызывают химические реакции с воздухом и такими веществами, как масло или ржавчина. Кислород и азот вызывают хрупкость, ржавление, пористость и возможное разрушение.
Каждый процесс защищает расплавленную сварочную ванну от воздуха и поверхностных загрязнений, заполняя область дуги инертными газами, которые не реагируют на другие химические вещества. Готовые сварные швы намного прочнее, однороднее и намного чище, не контактируя с воздухом при плавлении.
1. GMAW: Дуговая сварка металлическим электродом в среде защитного газа (сварка МИГ)
При сварке МИГ защитный газ подается из баллона с инертным газом под давлением. Дуга создается проволокой, которая также плавится, заполняя соединение.
Как это работает
Сварку GMAW обычно называют MIG. В этом процессе электрод представляет собой электрически заряженную проволоку, которая постоянно подается с моторизованной катушки в сварной шов, а также заливает сварной шов защитным газом.
Сварочный кабель к горелке MIG подключает питание, имеет втулку внутри для подачи электродной проволоки и включает газовый шланг как часть соединения горелки MIG.
В качестве защитного газа для MIG обычно используется двуокись углерода.
При использовании
Если скорость является проблемой, вы новичок или вам нужно снизить температуру, сварка MIG — ваш лучший процесс. Защитный газ добавляет сложности, но также обеспечивает хороший контроль температуры и чистый сварной шов.
Pros
- Подходит для производственной сварки
- Непрерывная подача проволоки означает простоту обучения
- Хороший термоконтроль
- Чистые сварные швы
- Легко учиться
Минусы
- Ветер может сдуть защитный газ
- Необходимо удалить всю краску и ржавчину
2. GTAW: Дуговая сварка вольфрамовым электродом в среде защитного газа (сварка ВИГ)
ВИГ — сложный процесс. Это требует больше знаний, ловкости, времени и опыта, чем другие процессы, но окупается более качественными, красивыми и прочными сварными швами.
Как это работает
Основным отличием TIG от других процессов является электрод. Электрод в горелке представляет собой короткий вольфрамовый стержень, заточенный под острие.
Отличие в том, что электрод не расходуется. Вместо этого, работая с горелкой одной рукой, оператор подает длинный стержень из присадочного металла в сварочную ванну. Этот металлический стержень поглощается сварочной ванной. Электрод только зажигает и поддерживает дугу, чтобы расплавить металл, как это сделал бы пламенный факел.
Благоприятные результаты во многом зависят от умения оператора правильно обращаться с горелкой, контролировать уровень нагрева и подавать присадочную проволоку с нужной скоростью. Подобно установке MIG, но без механизма подачи проволоки, соединение горелки TIG подает инертный газ под давлением для заполнения области дуги. Обычным защитным газом для сварки TIG является аргон.
Когда используется
Сварка ВИГ используется в местах, где необходимы прочные и чистые сварные швы. Некоторые конструкции, изготовленные с помощью сварки TIG, после сборки закрываются, и их сложно обслуживать. В качестве примеров можно привести каркасы самолетов, электроприборы, высококлассную электронику и каркасы безопасности гоночных автомобилей.
Некоторые конструкции, изготовленные с помощью сварки TIG, после сборки закрываются, и их сложно обслуживать. В качестве примеров можно привести каркасы самолетов, электроприборы, высококлассную электронику и каркасы безопасности гоночных автомобилей.
Другим случаем для TIG является обратная ситуация, когда сварной шов всегда виден и требует определенного уровня визуальной привлекательности или высокотехнологичной проверки. Некоторые примеры — открытые рамы хот-родов, нестандартный кузов или дизайнерская садовая мебель.
Pros
- Сварка алюминиевых и магниевых сплавов переменным током TIG
- DC TIG сварка латуни, меди, стали, нержавеющей стали и титана
- Лучшее качество, высочайшая точность
- Возможность сваривать очень тонкие материалы
- Без шлака
Минусы
- Требуется больше навыков и опыта, чтобы освоить
- Аппараты TIG дороже
Читайте также : Различия между MIG и TIG
3.
 SMAW: Дуговая сварка защищенным металлом (сварка электродом)
SMAW: Дуговая сварка защищенным металлом (сварка электродом)Сварка электродом появилась раньше, и это самая простая концепция. Люди занимаются сваркой электродами с конца 1800-х годов. Он имеет самую старую, простую и проверенную технологию.
Как это работает
Сварочный аппарат имеет источник питания и большие кабели с электрододержателем на одном проводе и тяжелым зажимом для заготовки на другом. Электрод представляет собой металлический стержень, похожий на кусок толстой проволоки. Они бывают разных металлов и сплавов.
Диаметр сварочного стержня варьируется. Подбирается по толщине металла. Сварочные стержни покрыты толстым слоем материала, называемого флюсом, который сгорает в дуге, образуя газ для защиты сварочной ванны.
По мере остывания металла флюс образует тонкую хрупкую корку, называемую шлаком, которую необходимо отколоть и смахнуть щеткой.
При использовании
Если его вообще можно сварить, то сварить палкой. Стержневая дуга предпочтительнее, когда трудно добраться до сварного шва или на сварном соединении есть ржавчина, масло и другие загрязнения. Он хорошо работает по стали, чугуну, алюминию, нержавеющей стали и твердым поверхностям сельскохозяйственного оборудования.
Профи
- Легко учиться
- Доступный
- Не чувствителен к загрязнению
- Можно сваривать практически любой металл
Минусы
- Тонкий металл может быть трудным в обработке
- Генерирует много тепла.
- Это занимает много времени
См. также : Различия между MIG и Stick
4. FCAW: Дуговая сварка с флюсовой проволокой
Сварка с флюсовой проволокой. также известный как безгазовая сварка MIG, представляет собой очень универсальный процесс, известный своей низкой стоимостью, простотой обучения и отличными результатами. Он также используется в производстве, но с изменениями защиты и более крупными машинами.
Как это работает
Подобно тому, как в процессе стержня электрод покрыт флюсом, в процессе FCAW используется полая проволока, заполненная флюсом.
FCAW подает катушку с проволокой через сварочный провод, как это делает MIG. Вы можете сваривать быстрее, чем аппараты для ручной сварки, потому что вы меняете электрод только тогда, когда заканчивается катушка с проволокой.
FCAW-S и FCAW-G
В основном используются два вида сварки под флюсом.
FCAW-S
«S» означает «самозащитный», и это наиболее распространенный метод с сердечником из флюса, потому что он недорогой, простой и эффективный.
FCAW-G
Также известная как сварка проволокой с двойным экраном, буква «G» означает, что в дополнение к стандартной проволоке с флюсовым сердечником используется внешний защитный газ. Этот подход обеспечивает более плавную и контролируемую дугу, чем процессы FCAW-S и MIG.
Когда используется
Чаще всего сварка под флюсом встречается среди любителей, малых предприятий и производственных цехов, поскольку она обеспечивает отличное проплавление, контроль температуры и простоту использования при невысокой стоимости по сравнению со сваркой MIG.
Профессионалы
- Вероятно, самый простой процесс для изучения
- Хорошо справляется с грязью, краской и ржавым материалом
- Можно использовать в ветреную погоду
- Ручка из толстой стали
Минусы
- Необходимо удалить шлак
- Дает много брызг
Подведение итогов
Хотя существует множество способов сварки, эти четыре процесса доминируют. Не бойтесь задавать вопросы знакомым сварщикам. Как только вы ознакомитесь с тем, что приносит каждый процесс, вы будете лучше подготовлены к принятию важных решений.
12 Различные типы сварочных процессов [Полное руководство]
Вы начинаете изучать процесс сварки?
Знаете ли вы о различных типах сварки процессов ?
Теперь вам нужно получить краткий обзор различных существующих сварочных процессов. Некоторые из них проще, в то время как другие процессы трудно освоить. Немногие процессы сварки дают чистый валик и не требуют очистки или требуют небольшой очистки, в то время как другие производят прямо противоположное.
Сварка – это не только созидание, но и искусство.
Конструктивные применения положительно влияют на вашу повседневную жизнь, так как автомобиль, которым вы управляете, офис, где вы работаете, бывает только со сваркой. Различные металлы требуют различных форм сварки.
Чтобы упростить тему, мы собрали основные инструкции по двенадцати различным типам сварочных процессов.
1. MIG – Дуговая сварка металлическим электродом в среде защитного газа (GMAW)Сварка MIG – это простая и популярная форма сварки, которую может легко использовать и освоить новичок.
MIG обозначает металл в инертном газе и иногда может называться дуговой сваркой металлическим газом (GMAW). Это полуавтоматический, быстрый процесс, при котором присадочная проволока подается через пистолет, а защитный газ выбрасывается вокруг для защиты от примесей из окружающей среды. Присадочная проволока, подаваемая на катушку, также действует как электрод.
Кончик проволоки действует как электрод для создания дуги с основным металлом, который плавится в качестве присадочного материала для создания сварного шва. Процесс является непрерывным и требует предварительной настройки параметров в соответствии с необходимостью сварки. Универсальный процесс сварки широкого списка металлов, при котором получается чистый, гладкий и визуально привлекательный сварной шов.
Эти типы сварки чувствительны к внешним факторам, таким как дождь, ветер и пыль, что делает их неудобными для использования вне помещений. Проблема качества сварки MIG заключается в образовании окалины и пористости, которые делают структуру непрочной.
Чаще всего процесс сварки MIG используется в автомобильной, строительной, сантехнической, робототехнической и морской промышленности. Предлагаемая сварка крепкая, прочная, способная выдерживать огромную силу.
2. Стержень – Дуговая сварка в защитном металле (SMAW) Это вековые типы сварочных процессов , которые время от времени регулярно совершенствуются.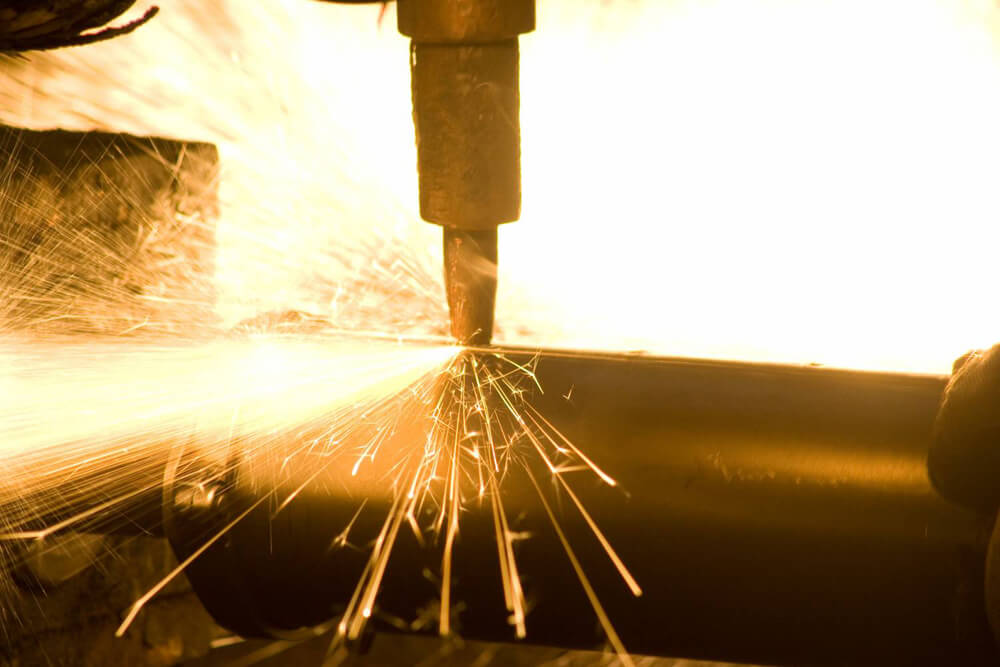 Это популярная сварка из-за ее низкой стоимости, легкости и простоты в эксплуатации. Процесс сопровождается сваркой разбрызгиванием, которая, по сути, нуждается в очистке.
Это популярная сварка из-за ее низкой стоимости, легкости и простоты в эксплуатации. Процесс сопровождается сваркой разбрызгиванием, которая, по сути, нуждается в очистке.
В качестве наполнителя здесь используется сменный стержневой электрод. Он генерирует дугу, когда конец стержня касается основного металла. Тепло дуги расплавляет присадочный металл электродов, образуя сварной шов. Он покрывает стержневой электрод флюсом, который создает защитное облако для защиты зоны сварки от окисления. Флюс при охлаждении превращается в шлак, который необходимо откалывать.
Хорошая сторона процесса заключается в том, что процесс сварки электродом можно выполнять на открытом воздухе и в неблагоприятных погодных условиях, таких как ветер и дождь. Поскольку можно сваривать ржавые, окрашенные и грязные металлы, это полезно при ремонте оборудования. На рынке представлено множество электродов, но ни один из них не подходит для тонких металлов. Прежде чем освоить сварку стержнем, требуется длительное обучение.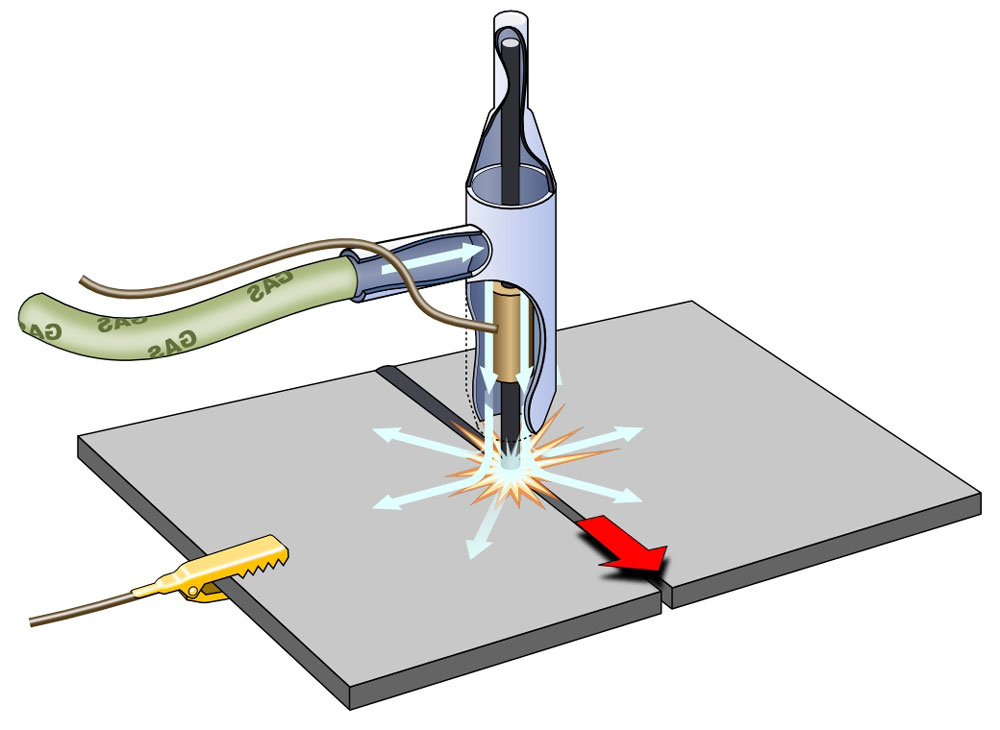
Сварка ВИГ возможна без присадочного материала. Неплавящийся вольфрамовый электрод используется для создания дуги при контакте с основным металлом. Сильная дуга плавит два металла и соединяет их. При необходимости можно использовать присадочную проволоку. Нужна постоянная подача защитного газа для защиты сварки от примесей окружающей среды. Он лучше работает в помещении и вдали от элементов.
Это прочный сварной шов, но его трудно освоить. Только опытный сварщик может выполнять это искусство, так как он использует обе руки одновременно для выполнения сварки. Результаты сварки точные, прочные, визуально привлекательные и не требуют очистки. Он используется для легкой сварки нержавеющей стали, алюминия, магния, никеля и меди. Этот процесс довольно популярен в отраслях, работающих с цветными металлами, таких как производство труб, велосипедов, автомобилей. Подходит для ремонта инструментов из алюминия, магния и нержавеющей стали.
FCAW аналогична сварке MIG, так как источник питания может выполнять оба типа сварки. Для сварки MIG требуется, чтобы присадочная проволока работала как электрод, непрерывно подаваемый из пистолета. И наоборот, FCAW имеет проволоку с сердечником в виде флюса и создает газовую защитную зону вокруг сварного шва. Нет необходимости в каком-либо внешнем защитном газе для этого типа сварки . Этот процесс универсален и подходит для толстых металлов.
Процесс сварки эффективен и хорошо подходит для тяжелых металлов при сварке при высокой температуре. Отсутствие необходимости в каком-либо внешнем газе делает выбор сварки по более низкой цене. Это полезно для более толстого металла и используется при ремонте тяжелого оборудования. Прежде чем получить красивый чистый сварной шов, нужно сделать очистку от шлака флюсом. Это легко делается на открытом воздухе, так как не требует защитного газа.
Это легко делается на открытом воздухе, так как не требует защитного газа.
Тип сварки включает покрытие металлических деталей, сварочной проволоки, дуги и сварочного соединения слоем флюса. Это делает процесс безопасным, так как отсутствуют выбросы сварочного дыма, сильные дуговые засветы и летучие шлаки. Барьер флюса защищает человека и робота, выполняющего сварку. Это более быстрый процесс для отраслей с высокой производительностью.
SAW быстро и эффективно производит прочный сварной шов с глубоким проплавлением с минимальной подготовкой. Защищает сварщика от ультрафиолетового и инфракрасного излучения благодаря флюсовому слою.
6. Газовая сварка/кислородно-ацетиленовая сварка Один из самых горячих методов сварки при температуре 3500 градусов Цельсия. Температура сварки здесь в семь раз выше, чем в самой большой и горячей печи для пиццы. Он выделяет тепло, когда смесь топливных газов и кислорода проходит через горелку. В процессе участвуют три типа пламени: нейтральное пламя, науглероживающее пламя и окислительное пламя.
В процессе участвуют три типа пламени: нейтральное пламя, науглероживающее пламя и окислительное пламя.
Процесс сварки имеет множество преимуществ. Он портативный из-за сжатого газа, заполненного в удобном стальном цилиндре. Он довольно прост в использовании, универсален для различных размеров металлов. Это очень безопасный и экономичный вариант, с которым легко справится даже новичок.
7. Термитная сваркаКогда термит (смесь порошка алюминия и оксида железа) воспламеняется, это приводит к ненасильственной экзотермической реакции. Чрезмерное тепло расплавляет металл и разливается по нужным поверхностям соединения. Жидкий металл затвердевает при охлаждении, образуя прочное сварное соединение.
Простой и быстрый способ соединения одинаковых и разнородных металлов. Этот процесс сварки не требует источника питания, нужно только нагреть термит до 1300 градусов по Цельсию.
8. Кузнечная сварка Что такое сварка ? Это самый старый метод сварки, когда мы задавались вопросом, что такое сварка. Эта техника отвечает веками. Металл здесь нагревался до ковкого состояния, которое забивалось в желаемую форму и, наконец, охлаждалось, чтобы принять форму.
Эта техника отвечает веками. Металл здесь нагревался до ковкого состояния, которое забивалось в желаемую форму и, наконец, охлаждалось, чтобы принять форму.
Этот процесс пришел мне на ум, когда кузнец работал над металлом. Это не ограничивается только этими профессионалами, но кузнечная сварка является выбором в аэрокосмической промышленности. Для этого процесса требуется опытный пользователь, но это популярный выбор, поскольку нет необходимости в каком-либо присадочном металле.
9. Электронно-лучевая сваркаЭтот тип сварки включает в себя воздействие луча высокоскоростных электронов на свариваемый металл. Энергия электрона передается листам для плавления сварочных металлов, которые можно соединить и сплавить.
Тип сварки используется во многих отраслях промышленности, таких как автоматизированные автомобильные детали и производство высокотехнологичных авиационных двигателей. Это может быть полезным инструментом в аэрокосмических компонентах, биметаллических пилах и узлах трансмиссии. Это идеальный выбор для герметизации электрических компонентов. Метод хорош для разнородных металлов с различной температурой плавления и теплопроводностью. Этот метод сварки хорош для тонкого и толстого металла.
Это идеальный выбор для герметизации электрических компонентов. Метод хорош для разнородных металлов с различной температурой плавления и теплопроводностью. Этот метод сварки хорош для тонкого и толстого металла.
Процесс сварки теперь заменен сваркой MIG в большинстве показаний. Это по-прежнему идеальный выбор для сварки вольфрамом. Этот металл жаростойкий, но этим методом можно плавить, не изменяя металл при их соединении и сварке. Они помещают два металлических вольфрамовых электрода в атмосферу водорода. Молекулы водорода при взрывном нагреве могут производить тепло до 3000 градусов по Цельсию. Необходимы надлежащие меры предосторожности, такие как перчатки сварщика, костюмы, защитные очки, каски.
11. Плазменная дуговая сварка Более новая технология, разработанная в 1954 году и похожая на сварку TIG. Они пропускают электрический ток через отверстие сопла, защищенное газами, для максимальной точности сварки небольшой площади. Это дает узкий валик, приятный шов, прочную и быструю сварку.
Это дает узкий валик, приятный шов, прочную и быструю сварку.
В этом методе использовалась чрезвычайно высокая температура для получения глубокого и прочного сварного шва. В авиационной промышленности используется этот метод, но он бесполезен для любителей и самодельщиков.
12. Сварка сопротивлениемЭто термоэлектрический процесс, при котором электрическое сопротивление используется для создания тепла, приводящего к расплавлению соединяемого материала. Эффективный сварочный процесс, который не загрязняет окружающую среду при минимальном потреблении электроэнергии. Он использует два электрода для точечной сварки, когда кончик электрода нагревается и плавится при охлаждении. Ниже приведены различных типа сварки .
- Точечная сварка
- Сварка швов
- Сварка с выступом
- Стыковая сварка оплавлением
Теперь мы ожидаем, что у вас есть общее представление о различных типах сварки.