Основные принципы технологии пайки — Пайка
Основные принципы технологии пайки
Категория:
Пайка
Основные принципы технологии пайки
Технология пайки включает комплекс последовательно выполняемых операций, основными из которых являются подготовка поверхности соединяемых деталей, сборка, пайка и обработка деталей после пайки. Этот комплекс операций в том или ином объеме имеет место при всех способах пайки. Поэтому, несмотря на их разнообразие, технология пайки имеет много общего. Независимо от применяемого способа пайки для получения качественных паяных соединений требуются:
1. Тщательная очистка соединяемых поверхностей деталей перед пайкой от загрязнений и окисных пленок. Если при сварке загрязнения и окисные пленки в зоне шва приводят лишь к снижению прочностных и других характеристик сварного соединения, то при пайке они препятствуют взаимодействию между основным металлом и расплавленным припоем и, следовательно, образованию спаев.
2. Соблюдение при сборке деталей под пайку установленных зазоров.
3. Удаление окисной пленки с соединяемых поверхностей основного металла и припоя в процессе пайки. Для получения паяного соединения недостаточно очистить соединяемые поверхности металлов перед процессом пайки. Необходимо также обеспечить надежные условия удаления окисной пленки непосредственно в процессе пайки.
4. Равномерный нагрев соединяемых поверхностей деталей до температуры пайки. Если при сварке плавлением для образования шва необходимо лишь местное расплавление кромок соединяемых деталей, то при пайке требуется обеспечить одинаковые условия взаимодействия между флюсом (газовой средой), припоем и основным металлом. Принимая во внимание, что взаимодействие протекает в соединительном зазоре 0,1— 0,2 мм, легко представить, насколько важно иметь при пайке равномерную температуру нагрева. Только соблюдение этих общих для всех способов пайки условий протекания процесса пайки гарантирует высокое качество паяных соединений.
Выбор способа пайки определяется техническими требованиями к изделию, конструкцией паяемой детали, материалом, из которого она изготовлена, применяемым припоем, количеством изготовляемых деталей й оснащенностью предприятия оборудованием. При изготовлении небольшого количества деталей экономически целесообразно применять для пайки газовые горелки. При наличии на предприятии соответствующего оборудования можно использовать для этой цели индукционные и другие способы нагрева. При массовом производстве деталей наиболее рациональна механизированная пайка в печах с применением контролируемых газовых сред.
Процесс пайки определяется режимом пайки: температурой и условиями нагрева, выдержкой при температуре пайки и условиями охлаждения. В некоторых случаях режим пайки характеризуется также давлением, прикладываемым к соединяемым деталям в процессе пайки.
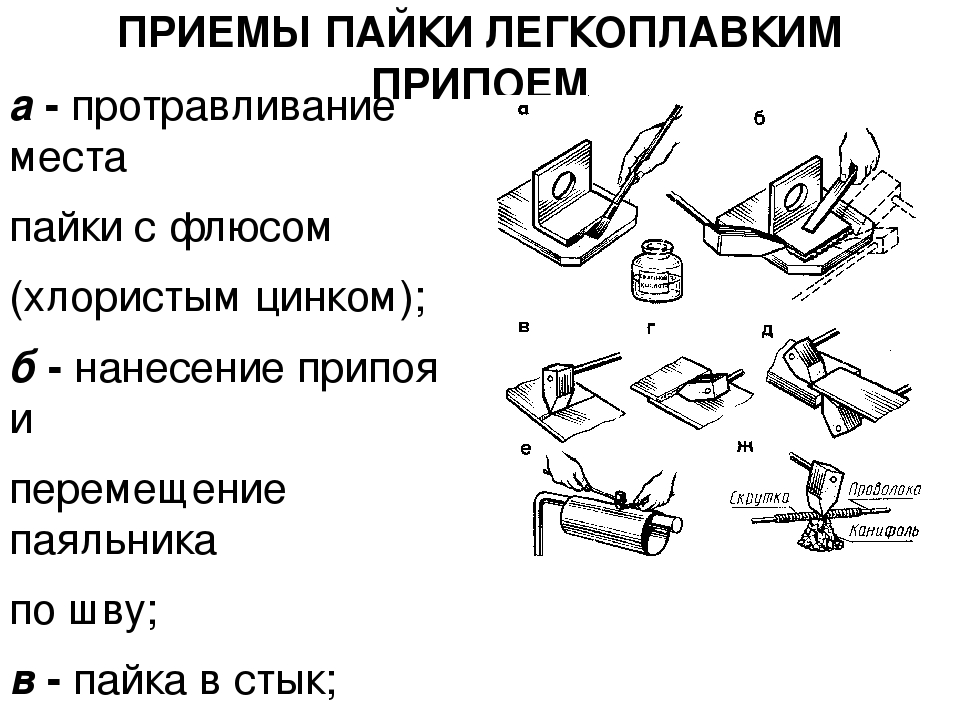
Приемы пайки мягкими припоями. При ручной пайке применяются паяльники различных конструкций. Процесс пайки начинают с подготовки мест спая,” затем после припаивания очищают шов.
При пайке твердыми припоями зазоры следует делать в пределах 0,5—1 мм и более.
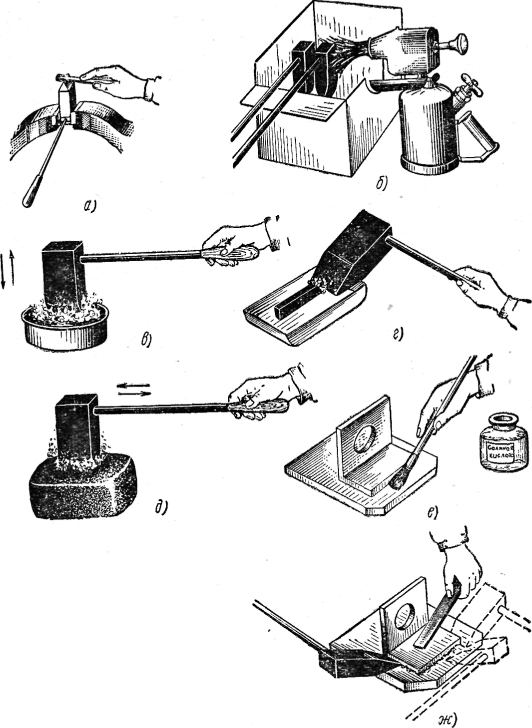
Сложные узлы собираются в приспособлениях, фиксирующих взаимное расположение деталей. Выбор паяльника зависит от формы и размеров соединяемых деталей, а также от характера паяльных работ. В большинстве случаев применяют молотковые паяльники. Торцовые паяльники используют обычно лишь при пайке в труднодоступных местах.
Подготовка паяльника состоит из заправки его напильником под углом 25—40°, снятия заусенцев и тщательного облуживания припоем. Зачищенный паяльник 4пп°еВают в Г0Рне> на огне паяльной лампы до 350— 400 °С или электронагревом, а затем его быстро снимают с огня и очищают от образовавшейся окалины (путем погружения в хлористый цинк).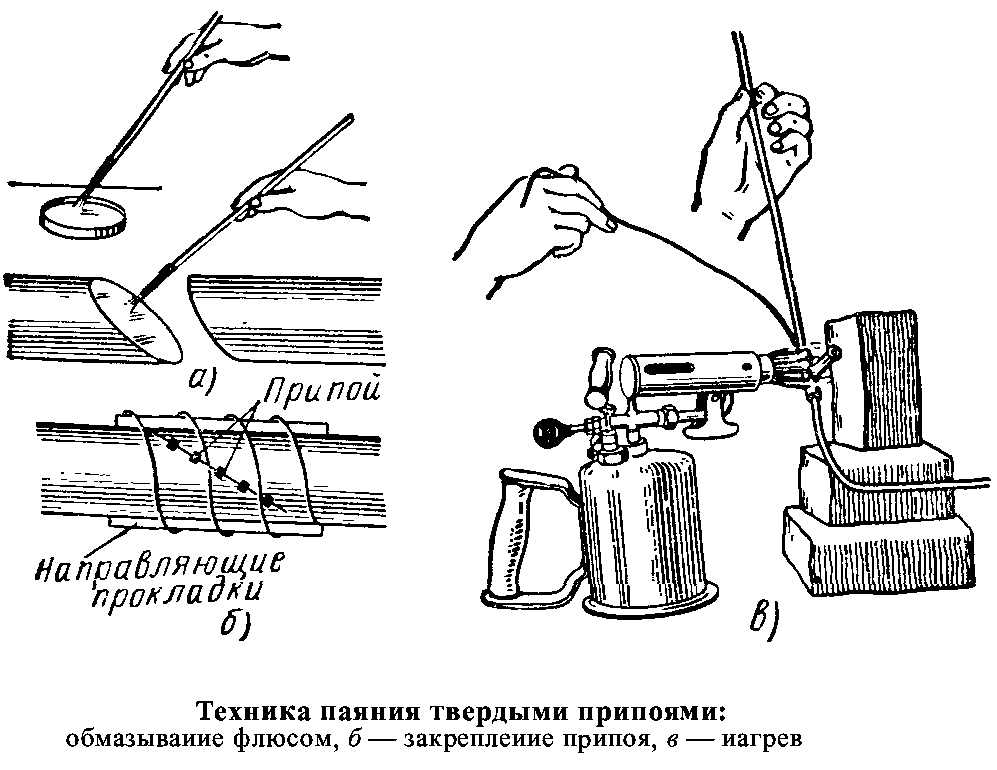
На подготовленное к пайке соединение наносят хлористый цинк или какой-либо другой флюс, а затем вводят припой. На рис. 181, а показан пример паяния трубы 1 по шву 3. Труба располагается на приспособлении— поддержке 2. При пайке паяльник Одержат в правой руке, а в левой — кусок припоя 5.
Для получения доброкачественного шва необходимо тщательно растереть паяльником припой по месту пайки до полного залуживания. Если при этом какая-либо часть шва не залуживается, то необходимо профлюсо-вать или зачистить это место заново.
Рис. 1. Пайка мягкими припоями
В процессе пайки рабочая часть паяльника должна лежать на спае всей поверхностью. Только в этом случае обеспечивается быстрый прогрев места спая и заполнение его припоем (рис. 1,б).
В последнее время начали применять весьма производительный способ пайки путем погружения соединяемых деталей в ванну с расплавленным припоем или с расплавленной солью. Для хорошего затекания припоя в швы соединяемых деталей в состав солей добавляют 4—5% буры. При пайке деталей в расплавленных солях обычно используют электрические соляные ванны для термической обработки инструмеМа и соляные электродные однофазные и трехфазные печи с автоматическим регулированием температуры.
Для хорошего затекания припоя в швы соединяемых деталей в состав солей добавляют 4—5% буры. При пайке деталей в расплавленных солях обычно используют электрические соляные ванны для термической обработки инструмеМа и соляные электродные однофазные и трехфазные печи с автоматическим регулированием температуры.
Приемы пайки твердыми припоями. Пайка твердыми припоями может производиться различными способами.
При пайке газопламенными горелками места спая нагревают пламенем паяльных ламп или газовых горелок. Для нагрева мелких деталей пользуются паяльной лампой или горелкой, работающей на осветительном газе или ацетилене. Для нагрева крупных деталей используют специальные и обычные сварочные кислородно-ацетиленовые горелки.
При пайке погружением деталей в ванну с расплавленными солями припой предварительно, еще в твердом виде, прикрепляют к месту спая деталей.
 Такой способ пайки в условиях массового производства деталей позволяет применять механизацию и автоматизацию процесса и вместе с тем обеспечивает высокое качество паяных соединений.
Такой способ пайки в условиях массового производства деталей позволяет применять механизацию и автоматизацию процесса и вместе с тем обеспечивает высокое качество паяных соединений.Наиболее рациональным способом является пайка с нагревом токами высокой частоты.
Однако в практике слесарной обработки часто пайка твердыми припоями осуществляется с помощью паяльных ламп, газовых горелок и в горнах.
Перед пайкой соединяемые части детали (изделия) должны быть тщательно очищены от грязи, окалины, жира и собраны с учетом зазоров под пайку.‘При пайке твердыми припоями заготовки в зависимости от назначения можно соединять встык, внахлестку и реже в замок (рис. 2,а). Затем места спая покрывают флюсом (бурой), укладывают припой и скрепляют мягкой проволокой, чтобы соединяемые части не сместились (рис. 2,б). После такой подготовки деталь осторожно вводят в зону пламени паяльной лампы или горелки и следят за процессом плавления. Вначале нагрев места спая нужно вести медленно. Когда вздувшаяся бура осядет, нагрев усиливают и продолжают его до тех пор, пока припой полностью не расплавится и не зальет место соединяемых частей детали. Чтобы ускорить расте-каемость припоя в зазоре соединения, поступают так: место спая покрывают флюсом и слегка водят по всему шву куском заостренной железной проволочки. Спаянным деталям дают медленно остыть; такое замедленное остывание повышает прочность соединения.
Когда вздувшаяся бура осядет, нагрев усиливают и продолжают его до тех пор, пока припой полностью не расплавится и не зальет место соединяемых частей детали. Чтобы ускорить расте-каемость припоя в зазоре соединения, поступают так: место спая покрывают флюсом и слегка водят по всему шву куском заостренной железной проволочки. Спаянным деталям дают медленно остыть; такое замедленное остывание повышает прочность соединения.
Рис. 2. Приемы сборки деталей для пайки твердыми припоями
Паяние можно вести и в такой последовательности. Подготовленную деталь покрывают флюсом и подвергают нагреву. Когда температура нагрева будет достаточной для расплавления припоя, вводят припой в спай и следят за его расплавлением и растеканием по шву. По окончании пайки дают детали охладиться, зачищают шов от излишка наплавленного припоя, затем промывают и высушивают деталь.
Реклама:
Читать далее:
Пайка алюминия и его сплавов
Статьи по теме:
Пайка. Основные понятия и определения
Основные понятия и определения
 Основные понятия и определения
Основные понятия и определенияРекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Пайка — это процесс получения соединений с межатомными связями путем нагрева соединяемых материалов ниже температуры плавления, смачивания их припоем, затекания в зазор и последующей его кристаллизации (ГОСТ 17325—79).
Припой — это металл или сплав, вводимый в зазор между соединяемыми деталями или образующийся в процессе пайки, имеющий более низкую температуру плавления, чем паяемые материалы.
Флюс — это активное химическое вещество, предназначенное для удаления окисной пленки с паяемого металла и припоя и защиты их от окисления в процессе пайки с целью снижения поверхностного натяжения и улучшения растекания жидкого припоя.
Паяемость — это свойство материалов образовывать соединение при заданном режиме пайки.
Режим пайки — это совокупность параметров и условий, при которых осуществляется пайка. Параметрами пайки являются температура, время выдержки, скорость нагрева и охлаждение.
Условия пайки — это способ нагрева, среда, припой и т. д.
Согласно современным представлениям процесс образования паяных соединений протекает в две стадии: возникновение и развитие физического контакта и образование химической связи между атомами контактирующих поверхностей вследствие квантомеханического взаимодействия их электронных оболочек.
При пайке возникновение физического контакта и возбуждение химической связи между атомами на поверхностях достигается на стадии смачивания жидким припоем поверхности паяемого металла. Прочность соединения зависит от типа действующих на контактной поверхности межатомных сил. При слабом взаимодействии, например при физической адсорбции, смачивание приводит к получению относительно малопрочных соединений. Если твердый и жидкий металлы способны к химическому взаимодействию, то смачивание обеспечивает образование прочной связи.
Если твердый и жидкий металлы способны к химическому взаимодействию, то смачивание обеспечивает образование прочной связи.
Количественным критерием смачивания служит краевой угол смачивания 0, который находят из условия равновесия векторов сил поверхностного натяжения капли жидкости на твердой поверхности (рис. 23.1).
Рис. 23.1. Схема процесса смачивания при пайке
σ1.3 = σ2.3 + σ1.2cos θ, где σ1.3 — поверхностное натяжение между твердым телом и газовой средой; σ2.3 — поверхностное натяжение жидкости на границе раздела с твердым телом; σ1.2 — поверхностное натяжение жидкости на границе с газовой средой. Отсюда следует, что
cos θ = (σ1.3 — σ2.3)/σ1.2.
При θ=180° смачивание отсутствует. При θ=0° наблюдается полное смачивание. Если 0°<θ<180°, имеет место частичное смачивание. Смачиваемость и растекаемость припоя при пайке оценивают по краевому углу смачивания, площади растекания, времени до начала смачивания и силе втягивания образца при смачивании (ГОСТ 23904—79).
Технологические возможности
1. Изготовление сложных по конфигурации узлов и конструкций, состоящих из множества элементов за один производственный цикл (нагрев).
2. Получение соединений из разнородных материалов, а также металлов с неметаллами — графитом, ферритом, керамикой.
3. Снижение металлоемкости и повышение коэффициента использования материалов.
4. Обеспечение высокой прецизионности соединяемых изделий.
5. Существенное уменьшение, а в случае низкотемпературной пайки полное исключение остаточных напряжений и деформаций.
6. За счет варьирования размеров соединяемых поверхностей (величины нахлестки) пайка позволяет получать равнопрочные с основным металлом соединения по своей надежности превышающие в ряде случаев надежность сварных соединений.
7. При низкотемпературной пайке образуется разъемное соединение, что весьма важно в производстве радио- и электронной аппаратуры, когда возникает необходимость демонтажа или замены отдельных элементов.
Как научиться паять ручным паяльником + пошаговый инструктаж
Главная страница » Как научиться паять ручным паяльником + пошаговый инструктаж
Учение – мать творения! И даже если творением рассматривается всего лишь обычная работа электропаяльником, без учёбы такую работу качественно не сделать. Держать в руках паяльник и паять оловом необходимо уметь каждому, в том числе девушкам. Поэтому рассмотрим простой и одновременно сложный технический момент — как научиться паять ручным паяльником и применять науку в случае необходимости. А необходимость пайки оловом допускается самая разная, будь то бытовые утюги, радио-розетки, электро-чайники, электронные платы и прочее.
Держать в руках паяльник и паять оловом необходимо уметь каждому, в том числе девушкам. Поэтому рассмотрим простой и одновременно сложный технический момент — как научиться паять ручным паяльником и применять науку в случае необходимости. А необходимость пайки оловом допускается самая разная, будь то бытовые утюги, радио-розетки, электро-чайники, электронные платы и прочее.
СОДЕРЖИМОЕ ПУБЛИКАЦИИ :
Какой нужно видеть пайку ручным паяльником?
Потребность разборки электронных устройств с целью ремонта – явление достаточно частое. Между тем, любая электроника, как правило, содержит печатную плату, где электронные компоненты соединяются в схему методом пайки.
Пайка электропаяльником – действия, направленные на создание прочного соединения электронных деталей путём плавления припоя с последующим нанесением расплава в точке сопряжения деталей.
ДЛЯ ПАЙКИ
Технология пайки при помощи ручного электропаяльника широко применяется для ремонта электроники. Поэтому желательно уметь пользоваться этой технологиейПрипой — сплав мягких металлов, способный при нагреве до некоторой температуры (~250ºC для припоя ПОС60) приобретать полужидкое состояние.
Когда же нагрев прекращается, припой в точке нанесения охлаждается, за счёт чего создаётся прочная электрическая связь.
Особенность такой пайки характерна тем, что спаянный узел также легко распаять, используя тот же инструмент – электрический паяльник.
Какие используются инструменты и аксессуары при пайке?
Основой для производства паяльных работ выступает относительно небольшое число инструментов и компонентов:
- Электрический (или другой) паяльник.
- Подставка для паяльника.
- Припой.
- Флюс (самый простой и популярный – канифоль).
Таким выглядит упрощённый вариант «железа» и аксессуаров для производства ручной пайки. Однако с повышением навыков электромонтажника и увеличением потребностей в паяльной работе, не исключается расширение ассортимента, когда дополнительно потребуется:
- Паяльная станция.
- Приспособление «Третья рука».
- Набор припоя, флюсов, паяльных паст.
Какой он — электрический паяльник?
Ручной инструмент — паяльник, питается от стандартной розетки переменного тока (220В). Есть инструмент прямого питания и питания через адаптер. Существуют паяльники ручного применения под разную мощность (10 – 100 Вт). Однако для большинства случаев пайки обычно достаточно прибора мощностью 25-40 Вт.
Есть инструмент прямого питания и питания через адаптер. Существуют паяльники ручного применения под разную мощность (10 – 100 Вт). Однако для большинства случаев пайки обычно достаточно прибора мощностью 25-40 Вт.
ПАЯЛЬНИКИ
Ручные конструкции паяльных инструментов производятся разных форм и конфигураций. Есть инструменты, дополненные разными формами наконечников и вспомогательными аксессуарамиГлавный инструмент паяльного процесса выпускается разными вариантами исполнения. Например, простой с рукояткой или в виде пистолета.
Конструкция большей части паяльников поддерживает взаимозаменяемость паяльных наконечников. Благодаря взаимной замене наконечников, реализуются разные способы пайки.
Работа с ручным паяльником требует осторожности и соблюдения правил эксплуатации, поскольку используется высокая температура нагрева 450-500ºC и высокое напряжение питания 220 В.
Какая лучше подставка под электропаяльник?
Этот аксессуар носит опционный характер, но рекомендуется в любом случае.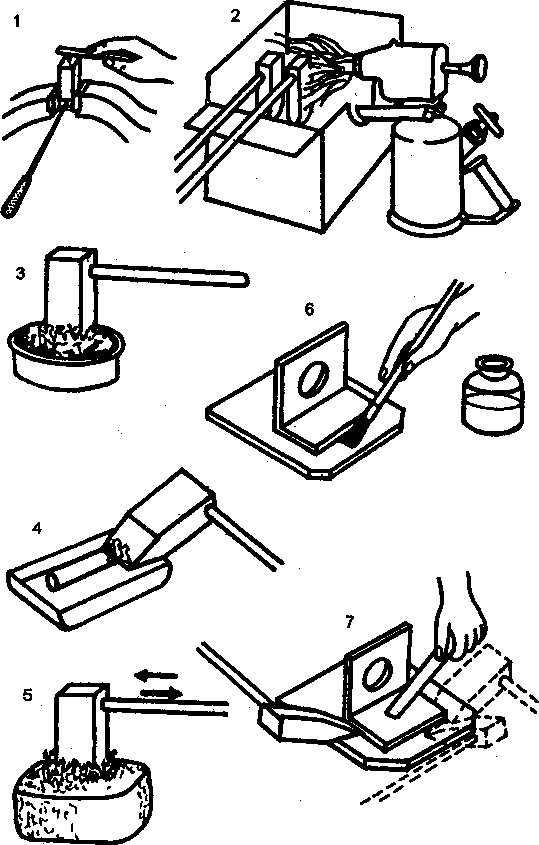 В принципе, пайку допустимо проводить и без наличия подставки под паяльник, но такой вариант сопровождается массой неудобств. Тем более, не рекомендуется работать без подставки начинающим электро-монтажникам.
В принципе, пайку допустимо проводить и без наличия подставки под паяльник, но такой вариант сопровождается массой неудобств. Тем более, не рекомендуется работать без подставки начинающим электро-монтажникам.
ПОДСТАВКИ
Подставка под парковку паяльного инструмента – аксессуар, которым обеспечивается не просто удобство пользования и пайки, но также безопасность для электромеханикаУдобная работа с подставкой видятся не только в парковке паяльника при производстве работ. Обычно подставка оснащается ванночками для припоя и флюса, что также дополняет комфорта при производстве пайки.
Поэтому, намереваясь заняться паяльными работами, следует обзавестись не только паяльником, но также удобной практичной подставкой.
Какие применяются припои и флюсы?
Существует масса разновидностей припоя применительно к условиям пайки. Этот аксессуар для пайки поставляется:
- свинцовым сплавом,
- бессвинцовым сплавом,
- с добавлением флюса,
- без добавления флюса.

Традиционно припой выпускается проволочной формой диаметром 0,8-15 мм, а также прутками. Проволочный вариант считается наиболее распространенным.
Для пайки электроники чаще всего используют бессвинцовый припой с добавлением канифоли или без добавления таковой. Бессвинцовый тип припоя основан на сплаве олова и меди.
Практикуется (значительно реже) свинцовый припой (60% олова, 40% свинца), но этот вариант считается вредным для здоровья и не рекомендуется к применению.
Применяя свинцовый припой для пайки паяльником, необходимо обеспечить более активную вентиляцию. После завершения паяльных работ обязательно мыть руки хозяйственным мылом.
ОЛОВЯННЫЕ
Неотъемлемые аксессуары пайки с помощью ручного паяльника – паяльная канифоль и припой в проволочном исполнении. Также существуют паяльные пасты и припои прутковой формыРабота с припоем сопровождается разными видами флюса. Среди применяемых вариантов есть вариант пайки, где в качестве флюса выступает кислота (пайка стали, нержавейки).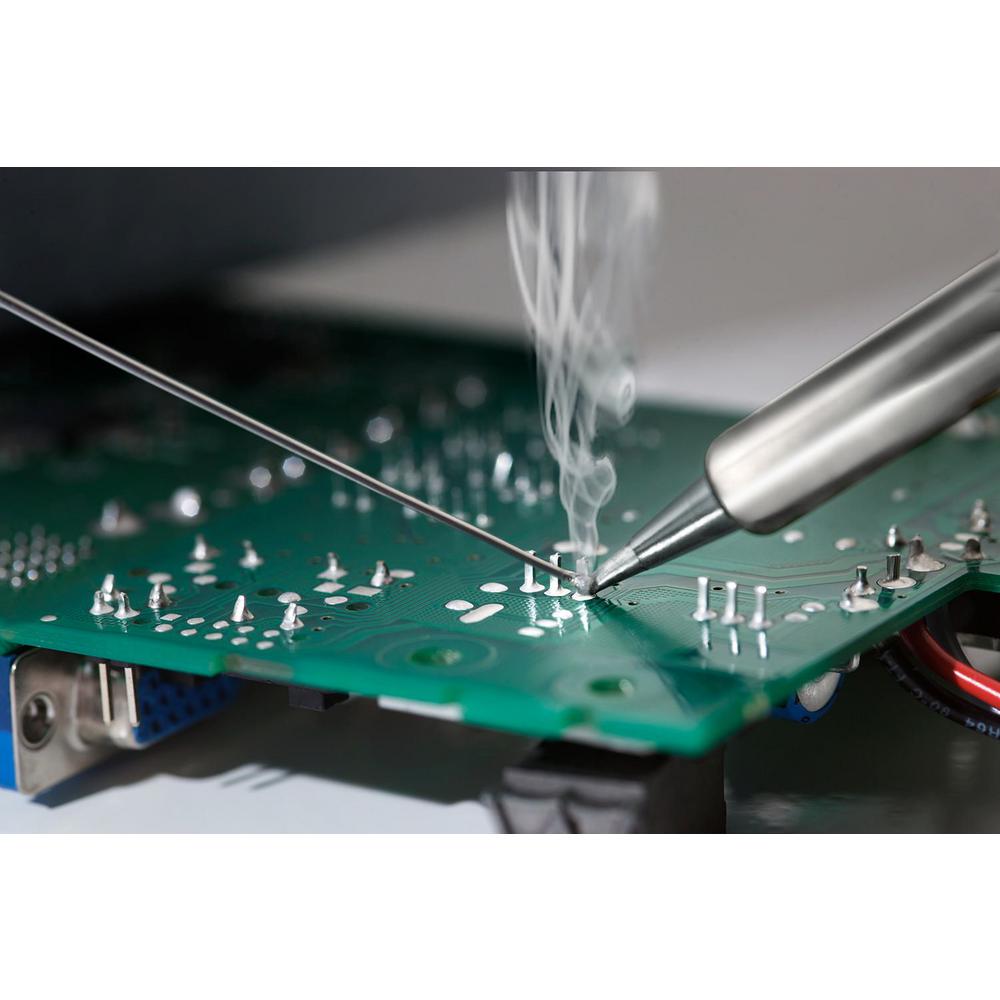
В этом случае рекомендуется отдельный «кислотный» сердечник паяльника, так как кислота быстро «съедает» цветной металл. «Кислотный» сердечник можно найти в специализированных магазинах.
Как паять ручным паяльником и чистить жало?
Производство пайки требует периодической очистки жала сердечника паяльника. На практике часто используется стандартная влажная губка, благодаря которой жало сердечника паяльника удаётся сохранять очищенным, оптимальным для работы.
Также губка достаточно эффективно снимает окисление, которое неизбежно образуется. Наличием плёнки окисления на жале сердечника паяльника закрывается рабочий слой припоя. Образуется плёнка чёрного цвета, блокирующая активное прилипание припоя и равномерное распределение по жалу.
Использование обычной влажной губки видится эффективным, но такой способ приводит к сокращению срока службы наконечника по причине расширения и сжатия меди. Кроме того, мокрая губка на время снижает температуру наконечника. Поэтому лучшей альтернативой для очистки видится применение латунной «губки».
Поэтому лучшей альтернативой для очистки видится применение латунной «губки».
ГУБКА ЛАТУНЬ
Удобное средств для выполнения чистки жала паяльника от окислов и остатков расплавленного припоя – латунная сетка. Более совершенная альтернатива традиционной мокрой губкиТакой аксессуар, как латунная «губка», представляет собой металлическую мелкую сетку из латуни, подобную той, что применяется для мойки посуды. Разница только в том, что моечная сетка делается из стали или нержавейки.
Зачем нужны паяльная станция и «третья рука»?
Более продвинутым инструментом в технологическом плане является паяльная станция. Инструмент такого вида практично использовать, когда существует необходимость постоянной работы, связанной с пайкой.
Паяльная станция обеспечивают большую гибкость в работе, плюс контроль работы (автоматическая регулировка температуры нагрева).
Преимущественной стороной паяльной станции является способность устройства держать заданную температуру паяльника.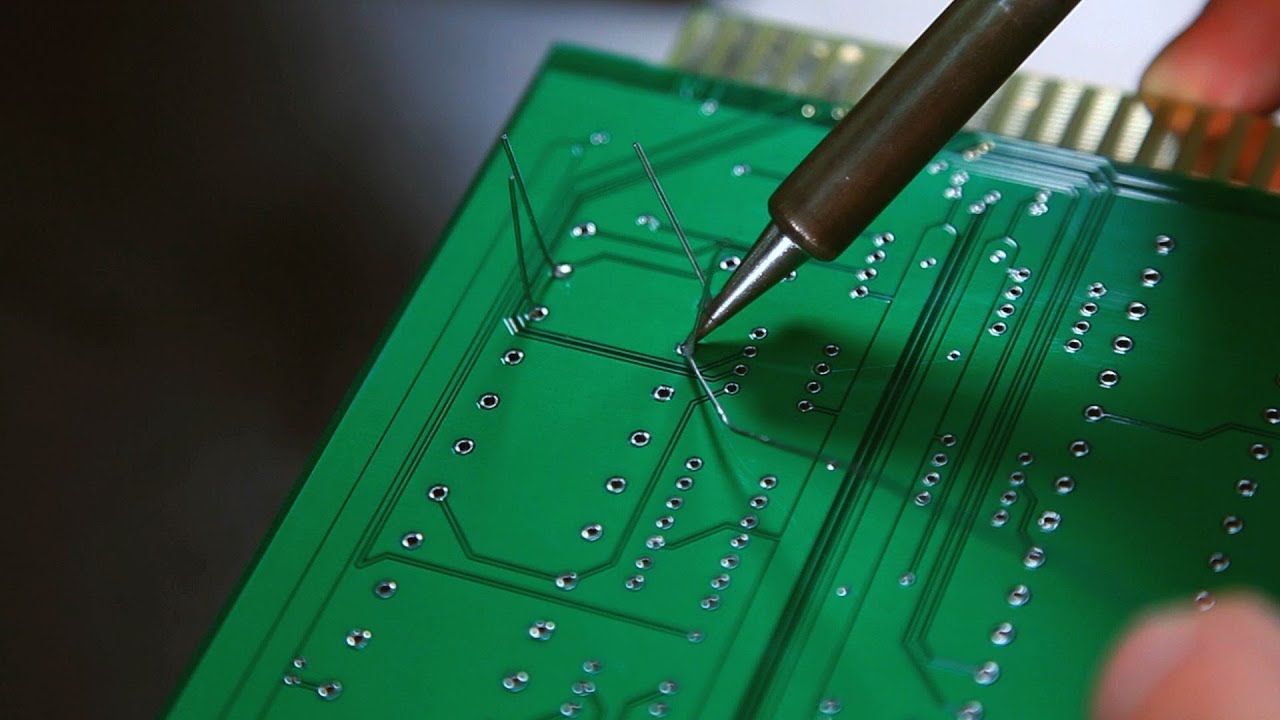 Такой подход способствует высокому качеству исполнения паяльных работ по целому ряду проектов.
Такой подход способствует высокому качеству исполнения паяльных работ по целому ряду проектов.
Паяльные станции способствуют созданию безопасного рабочего места, поскольку включают в конструкцию температурные датчики, настройки предупреждений и даже защиту паролем.
ТРЕТЬЯ РУКА
Паяльная станция и «третья рука» — инструменты для профессионального использования, когда дело касается объёмного выполнения работ, а также проведения пайки мелких электронных деталейДополнительно к паяльной станции, профессиональными электромонтажниками используется ещё один инструмент – так называемая «третья рука».
Речь идёт о специальном держателе, оснащённом увеличительным стеклом. При помощи такого держателя удобно паять миниатюрные детали и работать с электронными платами мелкой разводки.
Как паять ручным паяльником — пошаговый процесс
Прежде чем начинать пайку, следует подготовить паяльник и все необходимые аксессуары.
- Подготовить припой и флюс.
- Если паяльник новый, зачистить мелкой шкуркой жало до медного блеска.
- Нагреть жало сердечника паяльника до рабочей температуры (не выше 400ºC).
- Обмакнуть жало в канифоль и приложить к припою.
- Захватить небольшое количество припоя на жало.
- Тщательно облудить рабочие поверхности жала припоем.

Процедуру лужения жала рекомендуется выполнять на медной поверхности малой массы. Удачно подходят для лужения места широких дорожек любой бракованной печатной платы. Завершив лужение, можно приступать непосредственно к пайке.
ОТСОС ОЛОВА
Процедура пайки установленных электронных деталей сама по себе не представляет особых сложностей. Качество создания соединений зависит от правильной последовательности действий и от навыкаЧто нужно сделать, прежде чем паять ручным паяльником на чистых (не разу не паяных) контактах электронной платы? Все точки пайки требуется подготовить – зачистить наждачной бумагой «нулёвкой» до характерного блеска. Далее выполняются следующие действия:
- Вставить электронный компонент в соответствующие отверстия платы.
- Установить компонент по уровням вертикали/горизонтали.
- С обратной стороны платы (точки пайки) отогнуть выводы компонента под 45º.
- Обмакнуть жало наконечника паяльника в канифоль.
- Захватить небольшую часть припоя.
- Коснуться жалом поверхности платы в точке пайки.

Результатом касания, как правило, становится равномерное растекание расплавленного припоя вокруг вывода электронного компонента.
Как только припой заполнил точку пайки, жало паяльника следует отстранить, чтобы дать застыть нанесённому припою. Повторить операцию на следующей точке. Таким способом осуществляется пайка любых других точек на электронной плате.
Как паять ручным паяльником проводники схем?
Паяльная процедура, направленная на соединение проводов, несколько отличается от пайки на дорожках электронных плат.
Следует отметить: пайке оловянным припоем с применением канифоли и подобных флюсов подлежат только медные проводники или построенные на сплавах с большим содержанием меди.
НАБОР ПАЙКА
Как паять ручным паяльником провода – правильное лужение и корректная выдержка по времени контакта. Качество во многом зависит от состава спаиваемых жил проводникаИзначально требуется подготовить концы проводников под пайку – зачистить до характерного блеска и плотно скрутить (многожильные). Затем:
- Подготовленный конец проводника заводится вместе с жалом паяльника кратковременно в канифоль.
- Далее захватить жалом припой и нанести на зачищенный конец проводника, покрытый тонким слоем канифоли.
- Равномерно распределять жалом припой до полного захвата всей области конца проводника.
Выполняя последний пункт, следует контролировать процесс, чтобы не перегреть изоляцию провода.
Если изоляция начинает плавиться, следует отстранить паяльник на время и повторить лужение чуть позже. Проделать аналогичную процедуру с другим проводом. Затем наложить концы один на другой и залить припоем.
Также можно применить другой вариант:
- Зачистить концы проводников до блеска.
- Скрутить концы друг с другом.
- Обмакнуть коротко в расплавленную канифоль.
- Облудить и залить припоем.

Завершающий штрих как паять ручным паяльником
На этом практику начинающего электро-монтажника можно считать завершённой. Каждому, кто усвоил технологию пайки ручным паяльником, открываются широкие горизонты для творчества и работы.
Как правильно паять провода — правила, технология, хитрости
Среди многих способов соединения электропроводов пайка является наиболее надежным методом. Работа с паяльником требует усидчивости, понимания технологического процесса и определенных навыков. Ознакомиться с тем, как правильно паять провода можно по приведенным в статье видео, фото.
Технологические особенности
В процессе пайки припой заполняет пространство между электропроводами. Плавление самого припоя при этом происходит при температуре намного ниже, чем металлических проводов. Качество электрического контакта напрямую зависит от чистоты соединяемых элементов и их хорошего обволакивания припоем. Перед тем как паять проводку проводится очистка поверхности от окислительной пленки и жиров. Для этого используются специальные флюсы. Они повышают качество растекания расплавленной массы, а также снижают поверхностное натяжение.
Что необходимо для пайки
Пайка проводов требует наличия соответствующего инструмента, а также некоторых материалов. Комплект для спайки жил электропроводов включает:
- паяльник;
- припой;
- флюс;
- вспомогательные принадлежности.
Паяльник
При помощи этого инструмента проводится нагрев соединяемых деталей. Паяльник может использоваться газовый, термовоздушный, электрический. Наиболее практичны при работе дома электрические инструменты. Они состоят из ручки, нагревательного устройства, а также рабочего наконечника. Электропаяльник подключается к электросети и через некоторое время температура его жала достигает порядка 300 градусов. Этого вполне достаточно для плавления припоя и соединения элементов.
Припой
Данный металлический сплав имеет пониженную температуру своего плавления и хорошую текучесть. В него включают свинец, медь, а также олово, серебро, никель, кадмий. Спайка медных проводников проводится припоем ПОС-60. Эта марка показывает, что сплав состоит из олова со свинцом. В данном случае на оловянную составляющую приходится 60 %.
Наиболее удобным материалом является чистое олово, однако оно имеет весьма высокую стоимость. Выпускается припойный материал в виде пасты, гранул, порошка, проволоки, слитков или же фольге. Учтите, что для спайки алюминиевых электропроводов требуется применять специальные сплавы на цинковой основе. Для этих целей отлично подойдут такие материалы, как ЦА-15 и ЦО-12.
Флюс
Перед тем как припаять провод, проводится обработка места соединения специальным материалом. В состав флюса входит смесь специальных веществ органического и неорганического происхождения. При помощи данного вещества проводится подготовка места соединения перед спаиванием.
К наиболее применяемым флюсам относится ортофосфорная или ацетилсалициловая кислота, канифоль, соль бура и нашатырь. Сосновая смола весьма удобна при проведении паяльных работ, однако требует выполнения некоторых манипуляций. Нанесение кислоты на соединяемые детали и микросхемы проводится с помощью небольшой кисточки. Некоторые фирмы производители выпускают особую проволоку (припой) с имеющейся внутри канифолью. Это значительно ускоряет паяльный процесс и не требует отдельной обработки каждой жилы.
Вспомогательные принадлежности
К дополнительным принадлежностям для паяльных работ относится рабочее место, которое не будет бояться случайных капель расплавленного флюса или же припоя, подставка для электропаяльника, небольшой напильник. Помимо этого, понадобится губка (влажная ткань) для протирки паяльного наконечника, нож для зачистки соединяемых жил, шлифовальная шкурка, пассатижи, спирт, а также изолента.
Правильное соединение электропроводов для пайки
Перед тем как паять провода паяльником выполняется подготовка соединительных проводников. Для этого их жилы освобождаются от изоляционного слоя, зачищаются и обезжириваются. Соединение их вместе можно выполнять любым из известных способов. К наиболее распространенным методам относится механическая скрутка двух и более проводников. Учтите, что нельзя соединять вместе алюминиевые и медные жилы. Для этого используются специальные переходные клеммники.
Подготовка к работе
Для того чтобы понять, как паять правильно электрические провода, необходимо ознакомиться с самим процессом работы, а также провести подготовительный этап. Он предполагает выполнение непосредственной подготовки рабочего места. Для этого на столике для пайки располагаются все необходимые инструменты, материалы. Помещение, в котором будет проводиться пайка должно быть хорошо проветриваемым.
Электропаяльник должен находиться на специальной подставке недалеко от розетки. Следите, чтобы его кабель не касался горячего корпуса, а также жала. После выполнения данной подготовки проводится зачистка соединяемых жил от изоляции на расстоянии порядка 40 мм и удаляется оксидная пленка. Это можно выполнить при помощи наждачной бумаги мелкозернистого типа. Зачищенные жилы должны иметь блестящий металлический вид. Заранее позаботьтесь о наличии изоленты или же термоусадочной трубки.
Технология лужения
После выполнения подготовительных процедур проводится лужение зачищенных поверхностей. Это необходимо выполнить перед соединением между собой. Для этого нагревается паяльник, прогревается конец проводника. Нагретая жила погружается в канифоль, после чего припойным сплавом с жала паяльника проводится по очищенному участку. Для ускорения процедуры можно слегка проворачивать электропровод. После окончания данной процедуры жила будет иметь равномерный серебристый вид. Этот процесс повторяется для всех соединяемых электрических проводников.
Работа с припоем
Припойный сплав имеет определенную температуру плавления. При нагреве паяльником он переходит из твердого состояния в жидкое и растекается по соединяемым поверхностям. В этот момент происходят физические и химические процессы, обеспечивающие необходимую надежность соединения. Учтите, что хорошее покрытие припоем достигается исключительно на чистых поверхностях, освобожденных от оксидной пленки, а также жировых загрязнений. Использование припоев с входящей в их состав канифолью значительно ускоряет процедуру пайки.
Процесс пайки
Далее непосредственно рассмотрим, как правильно паять паяльником провода? Держа в одной руке пассатижи, выполняется скрутка проводов. При соединении жил небольшого сечения и малой длине спаиваемого места проводить скручивание вовсе не обязательно. В этом случае электрические проводники плотно прижимаются друг к другу. Во вторую руку берется предварительно нагретый электропаяльник, набирается на его наконечник небольшое количество припоя.
Прижимая с небольшим усилием жало к месту соединения проводников, разогреваются их концы. Дождавшись, когда нанесенная канифоль начнет плавиться, участок покрывается расплавленным припойным материалом. После его растекания и проникновения во все зазоры по жилам, соединительное место оставляют остывать. После этого выполняют изолирование соединенных жил при помощи изоленты или же термоусадочной трубки.
Чтобы полностью разобраться, как правильно паять электрические провода паяльником уделите особое внимание хорошему прогреву участка спайки. При недостаточной температуре припой не сможет провести необходимое смачивание поверхности перед застыванием. Это приведет к ухудшению качества спайки и снижению ее прочности. Такой процесс имеет название «ложной» или «холодной» пайки. Во время застывания припойного материала нельзя трогать соединяемые элементы. Они должны находиться в неподвижном состоянии до полного остывания припоя. На заключительном этапе спаянное место протирается спиртом для очищения от остатков флюса.
Чтобы надежно заизолировать соединение, необходимо намотать на запаянные жилы 3-4 слоя изоляционной ленты. При использовании термоусадочной трубки следует заранее ее надеть на один из концов провода. Длина этого изолятора должна быть на 20 мм длиннее неизолированного места. После спайки она натягивается на соединенный участок, нагревается с помощью обычной зажигалки или же фена. Полученное электрическое соединение будет заключено в герметичную изоляцию.
Хитрости пайки
Перед тем как соединять электрическим паяльником провода необходимо следить, чтобы его жало было в чистом виде. Это будет повышать теплопроводность и прочность соединения. Для очистки наконечника применяют влажную ткань.
При использовании флюса активного типа зачищенная жила проводника обрабатывается составом, прогревается электропаяльником с припоем в небольшом количестве, а далее – по стандартной технологии. При пайке скруток допускается пропустить процедуру лужения, а сразу обработать место соединения флюсом, после чего приступить к пайке скрученных проводников. В этом случае обязательно протирается место спайки спиртом для удаления остатков агрессивных химических материалов.
Многожильные проводники распушивают перед лужением и окунают в канифоль. Нанесение припоя проводится весьма тщательно, чтобы каждый проводник был им полностью покрыт. По окончании остывания жилы соединяются и пропаиваются электропаяльником с оловом.
Изучив основные технологические процессы и просмотрев видео, можно научиться свободно соединять электропровода методом пайки и даже переходить к более сложным работам.
Как правильно паять паяльником — обзор техники пайки
Пайка является технологической операцией, позволяющей получить неразъемное соединение элементов из разных материалов, что обеспечивается введением припоя с относительно низким температурным режимом плавления.
Существует несколько правил, объясняющих, как правильно паять паяльником и получить высокий результат при работе с таким инструментом.
Виды паяльников
Ручной инструмент, используемый в лужении и пайке, позволяет нагревать детали и флюс, а также расплавляет припой с последующим его нанесением на участки контактов спаиваемых элементов.
Основные виды паяльников представлены несколькими конструкциями:- Инструмент с нихромовым нагревателем в виде проволочной спирали, пропускающей переменные сетевые или постоянные/переменные токовые величины низкого напряжения. Современные модели отличаются контролем температурного режима нагрева наконечника при помощи встроенного термодатчика. Конструкция прибора может дополняться специальными изоляторами, снижающими тепловые потери и увеличивающими теплопередачу.
- Инструмент с керамическим стержневым нагревателем, срабатывающий в процессе подведения на контактную группу напряжения. Данный вид относится к категории наиболее совершенных приборов, отличающихся быстротой нагрева и длительным эксплуатационным сроком, а также имеющим широкий диапазон регулирования температурных показателей и уровня мощности.
- Индукционный инструмент осуществляет нагрев посредством катушечной части индуктора, а жало характеризуется наличием ферромагнитного покрытия, что способствует получению магнитного поля и разогреву сердечника. Поддерживание необходимого температурного режима на жале осуществляется в автоматическом режиме и не требует наличия термодатчика или какого-либо управляющего электронного устройства.
- Импульсный инструмент работает при нажатии и удержании в таком положении специальной кнопки «Пуск», чем и обусловлен практически мгновенный нагрев жала до оптимальных рабочих температурных показателей. Отечественные конструкции этого типа характеризуются наличием схемы, в которой медный проводной наконечник представляет собой часть электрической цепи, содержащей также частотный преобразователь и высокочастотный трансформатор. Наиболее современные импульсные модели обладают регулировкой по мощности и температурным показателям, что позволяет одинаково успешно паять мелкие электронные элементы и достаточно крупногабаритные детали.
- Газовый инструмент относится к категории практичных и автономных устройств, а в качестве теплового источника для достаточного прогрева наконечника служит сгораемый газ, которым заправляется прибор. Отсутствие насадки позволяет использовать такой вид паяльника в качестве традиционной газовой горелки.
- Автономный аккумуляторный инструмент характеризуется небольшими показателями мощности, поэтому применяется преимущественно в пайке наиболее мелких электронных элементов.
Особняком стоят так называемые паяльные станции, предназначенные, как правило, для выполнения больших по объемам и частых работ, связанных с пайкой.
Безусловно, крупный термовоздушный и инфракрасный паяльный инструмент не способен расцениваться в качестве достойного конкурента традиционным бытовым электрическим паяльникам, но обладает множеством преимуществ использования:
- нагрев области пайки выполняется посредством горячей воздушной струи, которая выбрасывается соплом паяльной станции;
- стандартный температурный режим сфокусированного воздушного прогрева составляет порядка 100-500 °C;
- в зависимости от вида воздушного давления приборы могут быть представлены турбинными и компрессорными станциями.
В паяльных станциях инфракрасного типа нагрев осуществляется под воздействием ИК-излучения при длине волны в пределах 2-10 мкм.
В популярных до недавнего времени старых паяльниках, нагреваемых на обычном открытом огне, сегодня отпала необходимость, тем не менее, выполненная своими руками простейшая конструкция иногда вполне может послужить заменой дорогостоящему оборудованию.
Разновидности припоев и флюсов
Припои — материалы, используемые в пайке и обладающие температурным режимом плавления ниже, чем данные показатели у соединяемых металлов. С этой целью применяются оловянные, свинцовые, кадмиевые, медные, никелевые, серебряные и некоторые другие виды сплавов:
- мягкие припои с температурным режимом плавления в пределах 300 °C представлены оловянно-свинцовыми сплавами, сурьмянистыми припоями для пайки оцинкованных или цинковых элементов, оловянно-свинцово-кадмиевыми припоями для пайки сверхчувствительных к перегревам изделий, оловянно-цинковыми и бессвинцовыми припоями;
- твердые припои с температурным режимом плавления выше 300 °C представлены, как правило, медно-цинковыми, медно-фосфористыми и серебряными припоями с разными видами добавок.
Флюсы — органические и неорганические вещества или смеси, позволяющие удалять оксиды со спаиваемой поверхности, защищающие ее от негативного воздействия внешней среды и активно понижающие поверхностное натяжение, а также заметно улучшающие распространение жидкого припоя:
- в зависимости от температурного интервала активности все смеси и вещества представлены низкотемпературными и высокотемпературными флюсами;
- в зависимости от природы растворителя используемые флюсы бывают водными и неводными;
- в зависимости от природы активатора, которым определяется действие, флюсы могут быть кислотными, канифольными и галогенидными, гидразиновыми и фторборатными, анилиновыми и стеариновыми, а также боридно-углекислыми;
- в зависимости от механизма действия флюсы выполняют защитные или химические функции, оказывают электрохимическое и реактивное действие;
- в зависимости от агрегатного состояния в пайке используются флюсы твердого, жидкого и пастообразного типа.
Самым простым и доступным в работе дешевым видом флюса, имеющим низкий ток утечки, является канифоль сосновая. Такой химически пассивный тип флюса находит очень широкое применение и обладает умеренной растворимостью в спиртах с глицерином.
К самым известным, высококачественным и популярным, но достаточно дорогостоящим флюсам зарубежного происхождения относятся IF-8001 Interflux, IF-8300 BGA Interflux, IF-9007 Interflux BGA и FMKANC32-005.
Вспомогательные материалы
Вспомогательные материалы представлены компонентами, которые не входят непосредственно в образуемые паяные соединения, но принимают участие в его образовании:
- паяльные флюсы — вспомогательные материалы, удаляющие оксиды с поверхности паяемых материалов и припоя, а также предотвращающие их образование;
- стоп-пасты и стоп-покрытия — вспомогательные материалы, используемые для подготовки поверхности конструктивных элементов и наносимые на паяемые участки, где нежелательным является применение жидкого припоя;
- припои — вспомогательные материалы, представленные специальными тугоплавкими или легкоплавкими сплавами, что зависит от входящих в состав металлов.
Синтетические клеи и ацетоны, используемые чаще всего в электромонтажных работах, относятся к пожароопасным и вредным вспомогательным веществам, поэтому их применение потребует неукоснительного соблюдения противопожарных и санитарно-гигиенических норм.
Основные вспомогательные материалы для пайки представлены припоями и флюсами, а также газовыми средами, облегчающими нанесение стоп-материалов на покрытия.
Температура пайки
Температурный режим пайки является одним из наиболее важных моментов при выполнении работы пайщиком, и оказывает непосредственное влияние на качество соединений металлов. При этом данный показатель должен превышать аналогичные показатели полного тинольного расплавления.
| Тип используемого припоя | Химический состав | Температурный режим плавления | ||
| Цинк | Медь | Серебро | ||
| ПМЦ-36 | 64 | 36 | – | 825 оС |
| ПСр-10 | 37 | 53 | 10 | 830 оС |
| ПСр-45 | 25 | 30 | 45 | 730 оС |
| ПМЦ-54 | 46 | 54 | – | 880 оС |
| ПСр-25 | 35 | 40 | 25 | 780 оС |
| ПСр-70 | 4 | 26 | 70 | 780 оС |
Согласно теории проводимых работ, до момента заполнения зазора и распределения во всех соединениях припой должен полностью расплавиться, поэтому температурный режим ликвидуса тиноля бывает самым низким, применяемым для высокотемпературной пайки. В то же время все спаиваемые элементы должны прогреваться более сильно.
Подготовка паяльника к работе
Первое включение нового паяльника в электрическую сеть сопровождается выделением из корпуса дыма, что обусловлено выгоранием лака и жиров, попавших в инструмент в процессе сборки или консервации. Именно по этой причине первое включение осуществляется в хорошо вентилируемых помещениях или на улице.
Жалу приобретенного паяльника необходимо при помощи паяльника придать оптимальную и удобную форму, поэтому конец его прогревается и отковывается. В результате такой несложной процедуры происходит максимальное уплотнение меди и продлевается общий срок эксплуатации инструмента.
Самыми часто используемыми и универсальными являются угловое жало и «на срез», а несколько реже применяется в работе ножевидная форма.
Подготовка деталей к пайке
Очистка загрязненных поверхностей производится механическими или химическими способами:- первый вариант предполагает зачистку поверхности при помощи напильника, металлической щетки, шлифовального круга или шкурки, а также применение пескоструйных аппаратов с последующим обдуванием струей сжатого воздуха;
- второй вариант основан на удалении жировых загрязнений, ржавчины и окалины бензином, трихлорэтиленом и различными щелочами с обязательной последующей промывкой под горячей и холодной водой.
Окалину и ржавчину требуется удалять в процессе протравливания раствором серной кислоты, после чего изделие промывается, а на труднодоступные участки наносится флюс. Пайка сложных узлов предполагает их фиксацию при помощи шпилек, болтов или специальных приспособлений.
Поверхности, которые не должны иметь припоя после выполнения пайки, требуется покрыть водной пастой на основе графита или мела.
Лужение
При отсутствии на жале паяльника специального защитного покрытия в обязательном порядке выполняется процесс лужения или покрытия его тонким оловянным слоем. С этой целью жало паяльника доводится до рабочей температуры, после чего окунается в канифоль, а полностью расплавленный припой аккуратно и тщательно растирается по поверхности наконечника. Также можно смочить кусок материи в растворе на основе хлористого цинка и протереть ей нагретое паяльное жало, после чего втереть в поверхность смесь из расплавленного припоя и каменной поваренной соли.
Процесс лужения нового паяльника
Лужение позволяет защитить устройство от коррозийных изменений и необоснованно быстрого износа, поэтому выполняется в процессе первого же включения инструмента после того, как перестанет выделяться дым.
Техника пайки паяльником
Существует несколько основных способов пайки при помощи паяльника, которые отличаются технологическим решением:
- низкотемпературная пайка может осуществляться в ручном и полуавтоматическом режиме, с использованием волны жидкого припоя или в процессе погружения в емкость, наполненную расплавленным припоем;
- высокотемпературная пайка выполняется с применением газовых горелок и высокочастотных токов, а также в процессе экзотермических работ.
Разные виды паяльников
Основные этапы пайки включают в себя подготовку деталей, обработку с применением флюса или лужение, прогрев спаиваемых деталей и тщательное нанесение припоя на участок пайки. Достаточно востребована так называемая пайка без применения припоя. Например, спаивание титана и меди не требует вспомогательных материалов, а базируется на таком явлении, как контактное плавление.
Холодная пайка является дефектом и характеризуется отсутствием образования прочного паяного соединения, поэтому обладает зернистостью структуры и тусклым цветом.
Пайка с канифолью
Колофонская смола, представленная хрупким и стекловидным аморфным веществом темного красного или светлого желтого цвета, широко применяется в качестве флюса.
Самым простейшим является СКФ, или спирто-канифольный флюс, который максимально прост в работе.
Прогретый паяльник опускается в канифоль и покрывается припоем, который наносится на спаиваемые поверхности.
Установленные в нужном положении детали спаиваются в процессе работы с ними паяльным жалом, покрытым припоем с канифолью.
Пайка с кислотой
Ортофосфорная кислота часто применяется в пайке как флюс для соединения углеродистых или низколегированных сталей, никелевых и медных сплавов. Механизм действия заключается в растворении оксидной пленки металлов, припое и дальнейшем разрыхлении с всплытием на поверхность флюса.
Применение ортофосфорной кислоты является предпочтительным при соединении более сложных материалов, чем серебро и медь.
Меры безопасности при пайке
При эксплуатации инструмента для пайки предусматриваются мероприятия, препятствующие поражению током и газовыми смесями, расплавленными солями и металлами.Использование индукционной пайки предполагает соблюдение правил безопасности при эксплуатации любых электротермических приборов.
В процессе пайки обязательно применяются специальные средства для индивидуальной защиты глаз, органов дыхания и кожных покровов.
Работа с взрыво- и пожароопасными вспомогательными материалами требует особо строгого соблюдения техники безопасности.
Заключение
Пайка является востребованным и абсолютно безопасным процессом только при соблюдении всех соответствующих технологических правил и определенных мер предосторожности. Для получения качественной пайки важно не только грамотно подойти к выбору инструмента и вспомогательных материалов, но также учитывать принцип работы паяльника и способы подготовки поверхностей.
Как правильно паять. Часть 3
Добрый день, друзья!
Вы уже знаете, что такое припои и флюсы и как устроен паяльник. Но то была теория. Теперь самое время перейти к практике! Поэтому рассмотрим теперь сам
Процесс пайки
Лучше всего сделать это на примере. Допустим, вам надо заменить вздувшиеся конденсаторы в блоке питания.
Вы уже приобрели новые конденсаторы необходимой емкости и соответствующего напряжения.
Выводы деталей обычно уже облужены (это делается на предприятии-изготовителе).
Но если деталь долго пролежала, да еще и в неблагоприятных условиях, луженый слой покрывается пленкой окислов. И может потребоваться повторная операция лужения.
Для этого надо очистить выводы детали от пленок. Можно сделать это при помощи монтажного ножа или ученической стирательной (жесткой) резинки. После зачистки выводы должны приобрести металлический блеск.
Затем нужно взять конденсатор за корпус (левой рукой, если вы правша) приставить поочередно выводы к куску канифоли и прижать их сверху разогретым до рабочей температуры жалом паяльника.
После того, как выводы конденсатора покроются тонкой пленкой расплавленной канифоли, следует отодвинуть их от куска канифоли и дать стечь ее лишним каплям.
Затем надо провести по выводам разогретым и облуженным жалом с небольшим количеством припоя. Припой должен покрыть тонким слоем выводы конденсатора.
После операции лужения вывод не должен заметно увеличить толщину. Если он заметно «потолстел», надо удалить лишний припой разогретым паяльником.
Предостережения при пайке
Электронные компоненты чувствительны к перегреву, поэтому не следует нагревать выводы дольше 3-5 секунд.С другой стороны, если вывод или место пайки не прогреты до нужной температуры, качественного лужения или пайки не получится. Могут встречаться случаи, когда деталь припаивается на контактную площадку, которая имеет большие размеры.
Медь хорошо проводит тепло, поэтому паяльником на 25 Вт такую площадку не прогреешь, сколько ни грей. В таких случаях необходимо использовать паяльник мощностью 40 Вт. Иногда нужно будет поднять напряжение на таком паяльнике или даже использовать паяльник еще большей мощности.
Вернемся к ремонту блока питания. Сначала нужно выпаять неисправные конденсаторы.
Для этого необходимо смочить места припайки выпаиваемой детали несколькими каплями спиртоканифольного флюса. Удобно подавать его из медицинского 5-кубового шприца.
Прогрев эти места паяльником несколько секунд, следует вытащить неисправный конденсатор. Отпаивать можно по одному выводу или сразу два (если позволяет ширина жала).
Применение флюса при отпайке деталей уменьшает нагрев в этом месте и препятствует появлению перемычек (или, иными словами, закороток) между контактными площадками. Нужно постоянно следить за формой жала. Если там будут раковины, тепловой контакт с местом пайки ухудшится. Неровный край жала может повредить печатные проводники и контактные дорожки платы.
Если при отпайке используется слишком мощный паяльник (60 Вт и более), контактные площадки могут отделиться от основания. Клей, которым они приклеены к основанию, не выдержит перегрева! Это затруднит дальнейший монтаж.
А что делать, есть отверстие залило припоем?
Если при выпаивании детали отверстие в контактной площадке затянуло припоем, следует использовать заостренную деревянную палочку для его очистки.
Можно использовать зубочистки, которые продаются в аптеках. Они сделаны из твердых сортов дерева и лучше выдерживают высокую температуру.
Зачем следуем смочить несколькими каплями жидкого флюса затянувшееся отверстие, установить заостренный конец палочки в центр площадки и прогреть это место. Припой расплавится, конец палочки войдет в отверстие и очистит его. Теперь можно припаивать новую деталь.
Необходимо вставить облуженные выводы конденсатора в соответствующие отверстия. Затем надо снова нанести на места паек по несколько капель жидкого флюса. И, придержав конденсатор с другой стороны (чтобы он вплотную прилегал к плате), припаять его выводы к контактным площадкам.
При этом на жале паяльника должно быть оптимальное количество припоя.
Какой должна быть качественная пайка?
Правильная пайка должна иметь красивый и блестящий вид.
Не должно быть промежутков между выводом детали и краем отверстия.
Но не должно быть и излишков припоя. Во время остывания припоя нельзя шевелить вывод детали, иначе пайка будет некачественной. Если пайка имеет серый вид и рыхлую поверхность, она также некачественна.
Такое случается, если пайка ведется перегретым паяльником или с недостаточным количеством флюса. Или если деталь не была неподвижной в процессе остывания припоя. Кстати сказать, немалое количество неисправностей в электронной технике бывает из-за плохого контакта в местах паек. Контакты (особенно у сильноточных деталей, которые подвергаются нагреву) могут ослабевать со временем.
Такую «засаду» как раз и можно узнать по серому цвету пайки и кольцеобразной трещине вокруг вывода детали.
Из-за таких паек могут происходить многие «таинственные» сбои в работе.
Бывает и такое, что внешне пайка выглядит образцово, но внутри «гнилая». Помочь этому «горю» легко.
Надо капнуть на подозрительное место несколько капель флюса и, взяв на жало небольшое количество припоя, восстановить пайку. После остывания припоя следует откусить бокорезами выступающие концы выводов, оставив 2 – 3 мм. Спиртоканифольный флюс нейтрален, так что, в принципе, можно не удалять его остатки. Но тогда место пайки будет иметь неряшливый вид.
Удалить остатки флюса можно тряпочкой, смоченной этиловым спиртом. Если паек было много, удалить остатки можно небольшой кисточкой с жесткой щетиной, смоченной тем же спиртом.
В заключение скажем, что при формовании выводов деталей после пайки следует придерживать удаляемый кусочек вывода, чтобы он не полетел кому-то в голову.
Либо применять специальные, «не стреляющие» бокорезы.
При ремонте техники, смонтированной согласно директиве RoHS, нужно увеличить температуру жала, так как бессвинцовые припои более тугоплавки.
Вот и все друзья. Теперь надо пробовать. Процесс пайки не такой сложный, как это может показаться после прочтения статьи. Дерзайте!
С вами был Виктор Геронда. До новых встреч!
Пайка, какие паяльные инструменты используются в процессе пайки?
Определение пайки :
Процедура, при которой два или более металлических изделия фиксируются как одно целое путем расплавления и пропуска металлического припоя (припоя) в стык, называется пайкой. Металлический наполнитель пространства имеет более низкую температуру разжижения или плавления, чем заготовка. Пайка применяется в электронике, сантехнике и мета-работах от прошивки до украшений.
Формы пайки :
Пайка разделена на две формы:
- Мягкая пайка: Это процедура фиксации мелких сложных деталей с низкой температурой плавления, которые были повреждены при пайке при высокой температуре. высокая температура.При пайке мягким припоем оловянно-свинцовый сплав используется в качестве наплавочного металла. Температура разжижения сплава наполнителя должна быть менее 400 ° C или 752 ° F. В качестве источника тепла в технологическом процессе используется газовая горелка. Несколько примеров мягкой пайки: олово-свинец для обычного использования, кадмий-серебро для прочности при более высоких температурах, олово-цинк для склеивания алюминия, свинцово-серебряный для прочности при более чем комнатная температура, цинк-алюминий для алюминия и противостояния износу и олово-серебро и олово-висмут для электротехнических изделий.
- Пайка твердым припоем: Согласно этой процедуре твердый припой объединяет две части металла, распределяясь по отверстиям детали, открывшимся из-за более высокой температуры. Металлический наполнитель пространства выдерживает более высокую температуру, чем 450oC или 840oF. Он состоит из двух элементов, а именно пайки и серебряной пайки.
- Пайка серебром : Это незагрязненная процедура, полезная для изготовления крошечного оборудования, проведения разного технического обслуживания и изготовления инструментов.В качестве наполнительного металла в нем используется сплав, включающий серебро. Серебро придает отличительные свойства при свободном ходе, но пайка серебром не рекомендуется для заполнения пространства, поэтому для точной пайки серебра рекомендуется другой флюс.
- Пайка: Пайка — это процедура соединения двух частей недрагоценных металлов путем создания жидкого металлического заполнителя пространства, который движется за счет притяжения сосуда через стыки и остывает, образуя прочное соединение посредством атомного магнетизма и диффузии. Создает очень прочное соединение.В качестве наполнителя пространства используется латунь.
Паяльные инструменты:
- Паяльник или пистолет: В первую очередь вам понадобится паяльник, который будет использоваться в качестве источника тепла для плавления припоя. Паяльные пистолеты серии от 15 Вт до 30 Вт подходят для большинства работ с электроникой или печатными платами. Если вы имеете в виду пайку тяжелых деталей и толстого кабеля, то вам стоит потратить их в утюге с максимальной мощностью около 40 Вт и выше или в большом паяльном пистолете.Основное различие между утюгом и пистолетом заключается в том, что утюг имеет форму карандаша и имеет точечный источник тепла для точной работы, тогда как пистолет представляет собой обычный пистолет с более высокой мощностью, нагреваемой электрическим током. прямо через него. Для использования в хобби с электричеством обычно выбирают паяльник, поскольку его заостренный наконечник и низкотемпературное средство лучше всего подходят для работы с печатными платами (например, для сборки комплектов). Пистолет для пайки обычно применяется при пайке твердых материалов, например, при креплении тяжелых кабелей, паяльной ленте к шасси или при работе с витражами.
- Припои: Материалы для заполнения пространства припоя можно получить из нескольких различных сплавов для различных применений. В электрическом сборе предпочтительным материалом для наполнения был эвтектический сплав из 37% свинца и 63% олова или 60 на 40, который почти одинаков по температуре сжижения. Другие сплавы наполнителей применяются при механической сборке, сантехнике и многих других областях.
Обычные составы для пайки основаны на олове и свинце, они указаны ниже.Разделение символизирует сначала долю олова, затем свинца, добавляя к 100%:
- 63/37: растворяется при 183 ° C или 361 ° F (эвтектика: простая смесь, которая растворяется в определенной точке, а не в диапазоне)
- 60/40: растворяется при температуре 183–190 ° C или 361–374 ° F
- 50/50: растворяется при температуре 185–215 ° C или 365–419 ° F
Другие обычные припои содержат низкотемпературные составы (обычно включая висмут), которые регулярно применяются для соединения предшествующих паяных соединений без распайки бывших звеньев, и высокотемпературные составы (обычно содержат серебро), которые применяются во время высокотемпературного процесса или для первоначальной фиксации деталей, которые могут не превратиться в непаянные во время дальнейшего процесса.Легирование серебра вместе с новыми металлами изменяет температуру разжижения, сцепление, характеристики во влажном состоянии и способность к растяжению. Из всех припоев серебряные припои имеют максимальную прочность и самое широкое применение. Существуют специальные сплавы с такими характеристиками, как высокая прочность, улучшенная электропроводность и более высокая степень защиты от износа.
Некоторые другие объекты, связанные с пайкой, приведены ниже:
- Паяльник: Паяльник — это устройство, используемое для пайки вручную.Он отводит тепло для размягчения припоя, чтобы он мог попасть в зазоры между двумя деталями. Паяльники часто используются для настройки, технического обслуживания и ограниченных производственных работ при сборке электрических цепей.
- Флюс для припоя: Флюс — это химический очищающий материал, заливочный агент или дистиллятор. При пайке металлов флюс выполняет тройную функцию: он удаляет ржавчину с объектов, подлежащих пайке; он перекрывает воздух, предотвращая появление ржавчины и, облегчая перемешивание, улучшает уникальность стекания жидкого припоя.
- Паяльная паста: Паяльная паста или паяльная паста используется для соединения выводов встроенных корпусов микросхем с соединительными концами (контактами) на чертеже схемы на печатной панели.
Полный порядок действий при пайке:
Основной процесс пайки состоит из следующих этапов:
- Лужение жала паяльника: до введения в действие нового паяльного жала или предыдущего грязного наконечник, мы должны залудить его.Процедура покрытия жала паяльником тонким слоем припоя известна как лужение. Это помогает отводить тепло между наконечником и частью, которую вы паяете, а также дает припою основу, из которой он будет стекать.
- Нагрейте утюг : осторожно нагрейте паяльник или пистолет. Убедитесь, что он полностью нагрелся до температуры, когда вы собираетесь расплавить на нем большое количество припоя. Это особенно важно, потому что, если паяльник новый, он, возможно, будет закрыт каким-то покрытием для удаления ржавчины.
- Установите немного места: , пока паяльник нагревается, создайте небольшое пространство для работы. Возьмите небольшой кусок влажной губки и положите его на дно подставки для паяльника или в таз под рукой. Положите кусок картона на случай, если вы уроните паяльник (возможно, сможете), и убедитесь, что у вас есть место для непринужденной работы.
- Тщательно смажьте кончик паяльного пистолета: Тщательно покройте кончик паяльного пистолета паяльным кремом.Чрезвычайно важно покрыть весь наконечник. Во время этой процедуры вы будете использовать значительное количество паяльного крема, и он будет сочиться, так что будьте готовы. Если вы оставите какую-либо точку наконечника открытой, она будет иметь тенденцию собирать остатки флюса и не будет хорошо проводить температуру, поэтому покрывайте наконечник паяльного пистолета сверху и снизу, полностью вокруг него, чтобы полностью обернуть его жидким припоем.
- Очистите наконечник паяльного пистолета : Поскольку вы уверены, что наконечник припоя полностью покрыт припоем, очистите наконечник на влажном кусочке губки, чтобы полностью избавиться от остатков флюса.Выполняйте это действие без промедления, чтобы флюс не высох и не затвердел.
Готово! Вы только что залудили жало паяльника. Это нужно делать каждый раз, когда вы заменяете жало или протираете его, чтобы паяльник сохранял первоклассную теплопередачу.
Что нужно помнить для безопасной пайки?
Поскольку пайка в целом не является опасным занятием, следует помнить об одном и нескольких моментах.Первым и наиболее очевидным является то, что он задействует высокие температуры. Паяльные пистолеты имеют температуру около 350 ° F или выше и могут очень быстро вызвать серьезные ожоги. Обязательно используйте подставку, чтобы удерживать паяльник, и держите провод вдали от мест с большим скоплением людей. Сам паяльник может упасть, поэтому возникает логика уклонения от пайки над открытыми частями тела. Убедитесь, что вы работаете в хорошо освещенной комнате или районе, где у вас достаточно места, чтобы разложить различные части вокруг. Убедитесь, что ваше лицо никогда не находится прямо над паяными соединениями, потому что дым от флюса и других покрытий будет беспокоить вашу дыхательную систему и глаза.Большая часть пайки состоит из свинца, поэтому вы должны избегать прикосновения к лицу во время работы с паяльником и всегда ополаскивать руки, прежде чем что-либо есть.
Что такое паяемость?
Паяемость подложки — это оценка легкости, с которой припойный узел может быть изготовлен из этих кусочков и деталей.
Советы и приемы по пайке:
Пайка требует практики. Эти советы должны помочь вам добиться успеха, чтобы вы могли прекратить практику и подготовиться к серьезным задачам.
- Используйте радиаторы: Радиаторы необходимы для проводов чувствительных механизмов, таких как транзисторы и ИС. Если у вас нет зажима на радиаторе, то отличной альтернативой станут плоскогубцы.
- Держите наконечник припоя в чистоте: Аккуратный наконечник из железа означает улучшенную теплопроводность и улучшенное соединение. Используйте влажный кусок губки, чтобы стереть кончик между стыками. Следите за тем, чтобы кончик припоя был хорошо луженым.
- Двойная проверка соединений: Когда собираются сложные схемы, хорошей практикой является проверка соединений после их пайки.Используйте увеличительное стекло, чтобы визуально изучить соединение, и измерительное устройство, чтобы проверить сопротивление.
- Сначала припаяйте мелкие детали: Припаяйте перемычки, резисторы, диоды и все другие мелкие детали перед тем, как приступить к пайке более крупных деталей, таких как транзисторы и конденсаторы. Это делает сборку намного проще.
- Установите чувствительные детали на конце: Вставьте полевые МОП-транзисторы, КМОП-микросхемы и другие застаившиеся чувствительные детали на конце, чтобы не повредить их при сборке других компонентов.
- Используйте достаточную аэрацию: большинство флюсов для пайки не должны всасывать воздух. Избегайте вдыхания образовавшихся паров и убедитесь, что область, в которой вы работаете, имеет достаточную аэрацию, чтобы остановить скопление токсичного дыма.
Щелкните «Методы пайки», чтобы узнать о процессе пайки на практике.
Что такое пайка? (с иллюстрациями)
Пайка соединяет два куска металла, например электрические провода, путем плавления их вместе с другим металлом с образованием прочной связи.Многие люди используют эту технику в своей области, от электротехники и сантехники до украшений и поделок. В ходе деликатной процедуры специальный материал, называемый припоем, обтекает две предварительно нагретые детали и прикрепляет их посредством процесса, аналогичного сварке или пайке.
Пайка применяется в электронике.Процесс пайки сложен и пугает на практике, но прост для понимания в теории. Основные принадлежности включают паяльник, который представляет собой металлический стержень, который нагревается до определенной температуры за счет электричества, как обычный утюг. Припой или проволока часто представляют собой сплав алюминия и свинца и требуют более низкой температуры плавления, чем соединяемый металл. Наконец, человеку, выполняющему эту технику, требуется очищающая смола, называемая флюсом, которая обеспечивает невероятную чистоту соединяемых деталей.Флюс удаляет с поверхности металла все оксиды, которые могут мешать молекулярным связям, позволяя припою плавно течь в соединение.
Паяем синий провод.Первым этапом пайки является очистка поверхностей сначала наждачной бумагой или стальной ватой, а затем расплавлением флюса на детали.Иногда флюс входит в состав сплава проволоки в простой в использовании смеси. Затем обе детали нагреваются железом до температуры выше точки плавления припоя (но ниже их собственной точки плавления). При прикосновении к стыку этот точный нагрев заставляет проволоку «течь» к месту самой высокой температуры и создает химическую связь. Материал не должен капать или капать, а плавно растекаться по всему стыку. Когда он остывает, он обеспечивает прочное и ровное соединение.
Наждачная бумага, которая используется для очистки поверхностей перед пайкой.Можно спаять вместе различные металлы, например, золото и серебро в ювелирных изделиях, латунь в часах и часах, медь в водопроводных трубах или железо в витражах из свинцового стекла. Все эти металлы имеют разные температуры плавления, поэтому используют разные припои. Некоторые «мягкие» провода с низкой температурой плавления идеально подходят для подключения печатной платы. Другой «твердый» припой, например, для изготовления браслета, требует горелки, а не паяльника, чтобы получить достаточно высокую температуру.Инженеры-электрики и любители могут извлечь выгоду из изучения искусства и науки этого процесса.
Когда медные трубы используются в сантехнике, их необходимо спаять. Паяльники обычно используются для соединения проводов и электронных компонентов на печатных платах.Процесс паяльной маскии этапы процесса паяльной маски — ALLPCB.com
Что такое процесс паяльной маски?
Паяльная маска Процесс включает в себя множество шагов. Общие шаги состоят из предварительной обработки — нанесения покрытия — сушки — предварительного обжига — регистрации — экспонирования — разработки — проверки — окончательного отверждения.
Процесс паяльной маски
1. Предварительная обработка
Трудно объединить вместе слой меди и слой припоя, если поверхность меди окислена или слишком гладкая.Слабая комбинация не может противостоять такому термическому удару в последующих процессах. Чтобы избежать этой проблемы, перед нанесением покрытия проводится предварительная обработка. Окисленный слой следует обезжирить с помощью предварительной очистки. А поверхность меди нужно сделать шероховатой, чтобы улучшить адгезию.
2. Покрытие
Покрытие, называемое также трафаретной печатью, предназначено для нанесения цвета паяльной маски на печатную плату в соответствии с требованиями клиентов.
3. Сушка
После трафаретной печати картон необходимо просушить не менее 15 минут перед предварительным выпечением. Это помогает снизить нагрузку на предварительную выпечку за счет испарения растворителя.
4. Предварительная выпечка
Целью предварительной запекания в туннельной печи является продолжение испарения растворителя чернил. Чрезвычайно важны предварительная температура, время и контроль вентиляции. Слишком высокая или слишком продолжительная температура перед выпечкой затруднит проявление.
5. Регистрация
После предварительного выпекания идет этап регистрации с пленкой.
6. Экспозиция
Перед экспонированием проверьте, чистые ли полиэфирная пленка и стеклянная рамка в рамке экспонирования. Затем включите выключатель питания аппарата экспонирования, а затем нажмите кнопку вакуума, чтобы выбрать программу экспонирования. Перед формальным экспонированием аппарат экспонирования должен проработать 5 раз безрезультатно, чтобы привести его в наилучшее рабочее состояние.Открытые участки останутся, а неэкспонированные участки будут размыты.
7. Проявление
Проявление заключается в удалении растворителя припоя с контактных площадок в некоторых затемняющих частях. Раствор для проявления — 1% Na2CO3. Температура жидкости обычно составляет от 28 до 32 градусов Цельсия. Перед формальной проявкой вы должны улучшить температуру проявочной машины, и раствор может достичь заданной температуры, чтобы достичь наилучшего эффекта проявки.
8. Проверка
После этапа проявки необходимо проверить наличие дефектов изображения и удалить заусенцы. Обращайте внимание на то, чтобы надевать перчатки из пряжи и держать доски по бокам в процессе проверки.
9. Окончательное отверждение
Поместите подходящие печатные платы в туннельную печь для запекания для окончательного термического отверждения. Иногда требуется дополнительное УФ-отверждение для улучшения химических и механических свойств паяльной маски.
| Советы для
Пайка алюминия А. Э. ГИКЛЕР И Ф. Х. ЛЕПРЕВОСТ, МЛАДШИЙ. Алюминий пайка может быть простой но имеет ряд критических областей, требующих жесткого контроля процесса. Прочный оксид алюминия делает большинство попыток паять, используя обычные средства сложно. Кроме того, следует позаботиться о выбор сплава из-за возможных последствий гальванической коррозии, потому что несхожести алюминия со многими обычными припоями.В разновидности алюминиевых сплавов, калибров и температур часто широко представлены различные результаты пайки и то, как алюминий принимает или отводит тепло При пайке необходимо тщательно изучить каждую отдельную работу. Левый. Купоны сплава 6111,2 ¥ 4 ¥ 0,036 дюйма с 2-дюймовым перекрытие. Верхний купон имеет 0,125 дюйма отверстие по центру в области перекрытия для облегчения введения проволоки из твердого припоя Zn / 15Al. Припой течет к каждому краю, обеспечивая полное смачивание стыка. Методы или процессы в пайка алюминия предполагает механическое трение алюминия припоем, пайка в ультразвуковой ванне, термическое напыление (эти три не используют флюсы), нагрев сборки индукцией, пламенем, инфракрасным излучением, горячей пластиной, печь, паяльник, лазер и дуговая лампа (обычно все предполагают использование флюсов).Пайка алюминия требует соответствующего объем тепла на компоненте, а не на припое. Из-за высокого теплопроводность и отражательная способность алюминия, источник тепла должен быть адаптированным к работе. Использование FluxБыстрый формирование слой оксида алюминия и сложность удаления этого оксидного слоя, поэтому припой может намочить алюминий — вот причины для использования флюса. В «Нормальная» пайка меди, удаление оксида меди относительно легко с мягкими органическими и неорганические флюсы.Алюминий оксид не так легко удаляется и может потребоваться более сильный флюс, такой как органический флюсы на основе аминов (до 285 ° C), неорганические флюсы (хлорид или фторид до 400 ° C) и комплексные фторалюминатные соли (см. выше 550 ° С). Использование механического трения, ультразвука или термического спрей зависит от использования расплавленного цинка для абразивной обработки или взрыва слой оксида алюминия и позволяющий подповерхностное смачивание алюминия. Флюс не используется. Мягкие припои на основе олова / цинка обычно используются с первые два флюса, так как их температура плавления ниже 330 ° C и цинковая часть помогает предотвратить гальваническую коррозию.На основе цинка твердый В припоях для активации используются флюсы, обеспечивающие более высокую температуру плавления. Остатки некоторых флюсов для мягкой пайки могут оставаться активными после пайку и ее необходимо удалить. Припои, обычно используемые для алюминия содержат цинк с небольшим количеством свинца, кадмия, олова, меди или алюминия. Однако любой припой, содержащий олово, может вызвать электрохимическое проблема коррозии из-за его гальванического потенциала. С ожидаемым всемирный запрет на использование свинца в припое, большинство отраслей уже переход на бессвинцовые припои.Это удаляет некоторые из более пластичных и / или доступны высокотемпературные мягкие припои. Кадмиевый припои были фактически запрещены из-за проблем со здоровьем. Верно. Крупный план подтверждает полное увлажнение. Внешний вид меняется, когда происходит реакция между флюсом и поверхностью. окисление, но остатки считаются некоррозионными. Стыки этого типа обычно прочнее, чем основной материал. Добавки Бессвинцовые и без кадмия Сплавы, которые обычно используются для пайки алюминия, включают 91Sn9Zn, 70Sn30Zn и 98Zn2Al.Другие сплавы семейства Zn / Al включают 85Zn / 15Al, 90Zn / 10Al и 97Zn / 3Al. Другие варианты 60Sn / 40Zn и 80Sn / 20Zn, которые относятся к семейству Sn / Zn. Алюминий часто есть другие добавлены элементы для повышения прочности, жесткости, коррозионной стойкости, обрабатываемость и формуемость. Некоторые добавки не вызывают проблем пайка, но магний — исключение. Магнийсодержащий алюминиевые сплавы (например, серии 5ххх и 6ххх) используются для увеличения отношение прочности к массе и для обеспечения лучшей коррозионной стойкости в некоторые приложения.Однако авторам неизвестны припои или флюс, который очень эффективен с магнийсодержащими алюминиевыми сплавами. Оксид магния очень быстро восстанавливается и не позволяет паять увлажнение должно иметь место. Титан и некоторые экзотические добавки, такие как ванадий и хром также могут вызывать проблемы. 1xxx (99% Al или выше), 2ххх (добавление меди), 3ххх (добавление марганца), 4ххх (кремний добавлен), и серии 7xxx (с добавлением цинка), как правило, паяются. 5xxx (с добавлением магния) серия, вероятно, не подлежит пайке, и 6xxx (с добавлением кремния и магния) может или не может быть припаяна в зависимости от индивидуального сплава.Сплав 6061 определенно паяемый и 2x |
Конвекционная пайка — Rehm Thermal Systems GmbH
- Процессы
- Программного обеспечения
- Компания
- Карьера
- Новости
- Связаться с нами
EN
+49 (0) 7344 9606-0 Конвекционная пайка- Vision TripleX
- VisionXP +
- VisionXS
- VisionXC
- Конвекционная пайка
- Конденсационная пайка
- Контактная пайка
- Тесты | Испытания