Журнал сварочных работ образец заполнения СП 70.13330.2012
Содержание страницы
Журнал сварочных работ используется в производстве сварочных работ при изготовлении металлических конструкций в промышленном и гражданском строительстве. В журнал вносится информация об объекте строительства, указываются ответственные лица с их квалификационными данными, наименование соединяемых элементов и прочая информация. Журнал сварочных работ ведется мастером либо прорабом сварочно-монтажного участка и пишется от руки ежедневно.
Пояснение к оформлению журнала сварочных работ
Титульный лист 2
На данном листе пишется:
- Название организации, занимающейся сварочными работами.
- Наименование объекта, а также наименование строительства.
- Должность, фамилия, инициалы и подпись мастера, прораба, ответственного за сварку и оформление журнала.
- Организация или проектный институт разработавший проект/ рабочею документацию на свариваемые металлоконструкции.

- Проект/ рабочая документация (номер, шифр).
- Организация, разработавшая проект/ рабочую документацию для сварных металлоконструкций, а также шифр проекта производства работ. Как правило, сварочные работы находятся в составе общего ППР, на весь объект.
- Организация, должность, Ф.И.О. и подпись технадзора (строительного контроля) заказчика.
- Даты выполнения сварочных работ.

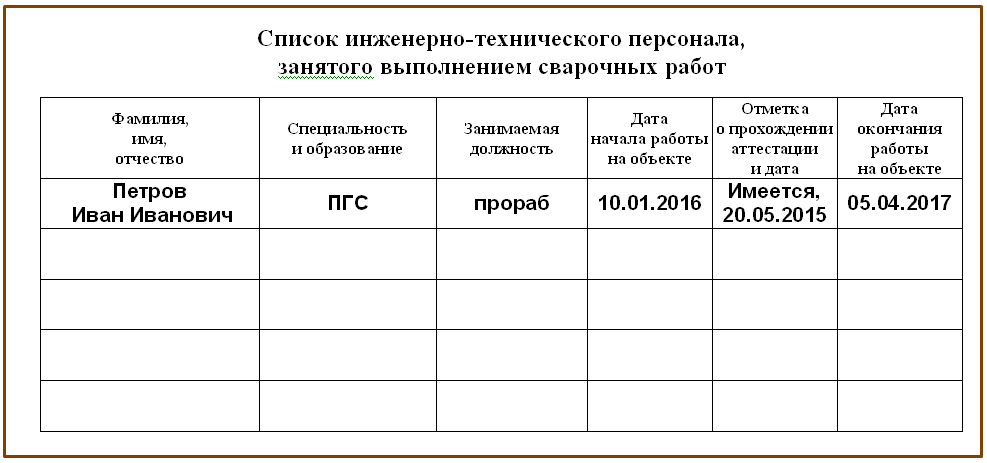
Список ИТР, ответственных за производство сварочных работ
Колонка 1. Ф.И.О. мастера либо производителя работ.
Колонка 2. Указывается строительная специальность или образование мастера/ производителя работ.
Колонка 3. Должность.
Колонка 4. Фактическая дата начала производства сварочных работ на объекте (не является датой началом ведения журнала).
Колонка 5. Информация о прохождении аттестации в сварочном производстве и дата аттестации.
Колонка 6.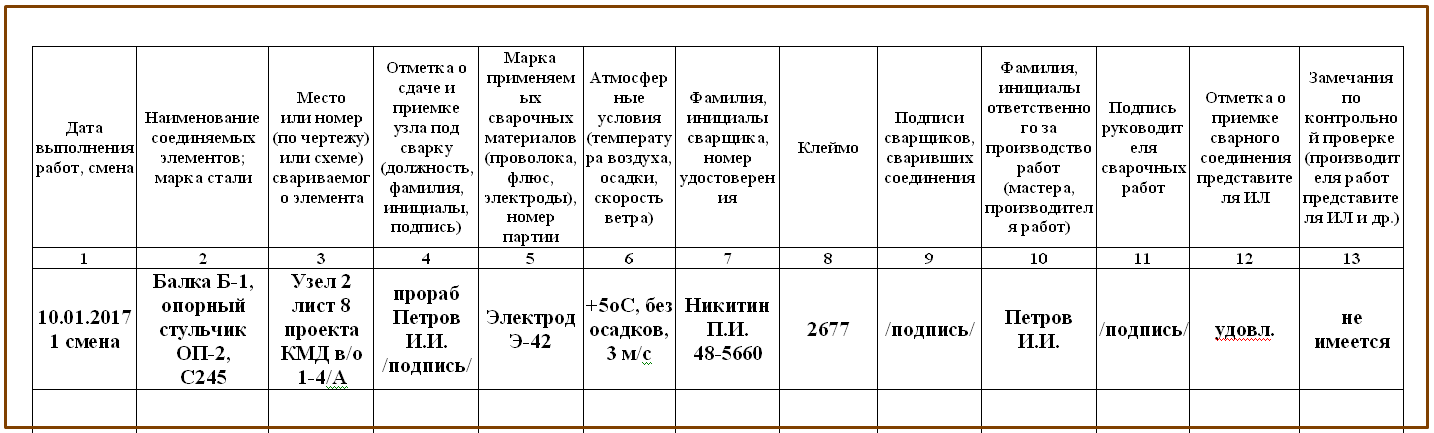 Дата окончания сварочных работ на объекте.
Дата окончания сварочных работ на объекте.
Список сварщиков
Ст. 1. Ф.И.О. сварщика.
Ст. 2. Разряд профессиональной квалификации сварщика.
Ст. 3. Номер присвоенного клейма сварщика.
Клеймо сварщика присваивается приказом организации, в которой он работает и остается за ним до конца строительства объекта
Ст. 4, 5, 6. Указываются данные об обучении на производство сварочных работ, а именно номер удостоверения (НАКС или другие), срок его действия и допуск по пространственным положениям.
Ст. 7. Пишется оценка допускных сварных стыков, а также номер акта допускного стыка.
Основные страницы журнала сварочных работ
Столбец №1. Указывается дата и смена сварки стыка.
Столбец №2. Пишется параметры свариваемых элементов/ деталей, а также марка стали каждого элемента.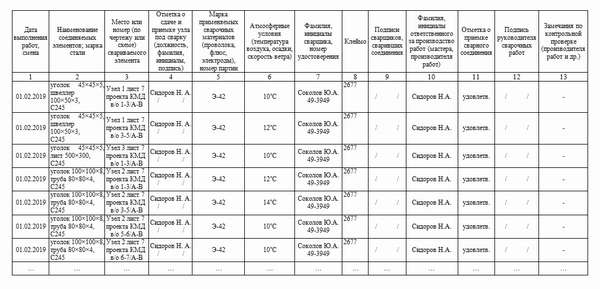
Столбец №3. Указывается маркировка свариваемого элемента/ деталей по проекту (рабочей документации). В случае производства сварочных работ по нескольким разделам проектной документации, дополнительно указывается шифр проекта и номер листа.
Столбец №4. Ставится фамилия, инициалы и подпись лица ответственного за сдачу под сварку и приемку сварного узла. Как правило, этим лицом является мастер либо прораб ответственный за сварку и оформление журнала.
Столбец №5. Указывается марка сварочных материалов, а также номер партии.
Столбец №6. Условия окружающей среды при сварке стыка-температура воздуха при сварке стыка. В случае выполнения сварочных работ на открытом воздухе, указывается осадки и скорость ветра.
Столбец №7. Ф.И.О. сварщика, а также номер удостоверения (указан в списке сварщиков).
Столбец №8. Номер присвоенного клейма сварщика.
Столбец №9. Подпись сварщика, указанного в столбце 7.
Подпись сварщика, указанного в столбце 7.
Столбец №10. Ф.И.О. мастера либо производителя работ ответственного за сварочные работы на данном объекте/ участке (Указан в списке ИТР, занятого производством сварочных работ).
Столбец №11. Подпись ответственного лица за сварочные работы сварщика, указанного в столбце 10.
Столбец №12. Пишется результат контроля сварного соединения. Вид контроля сварных стыков указывается в проектной или рабочей документации.
Столбец №13. Столбец для замечаний от контролирующих лиц.
Скачать журнал сварочных работ, приложение Б, СП 70.13330.2012
Скачать сварочный журналПоделиться в социальных сетях
Журнал сварочных работ Образец и бланк 2021 года
Журнал сварочных работ – важный документ в работе профессиональных строителей. В этом реестре сотрудником ведется учет всех проводимых сварочных работ на объекте. Вести его имеет право только сварщик третьего разряда и выше. Приказ о его ведении издается руководителем и подписывается сотрудником, который назначен для его ведения.
Приказ о его ведении издается руководителем и подписывается сотрудником, который назначен для его ведения.
ФАЙЛЫ
Скачать пустой бланк журнала сварочных работ .docСкачать образец журнала сварочных работ .doc
Обязанность вести журнал сварочных работ должна быть прописана в трудовом договоре или должностной инструкции работника. Трудовое законодательство в этом случае ясно дает понять, что невнимательность здесь недопустима. Ведь уровень ответственности при проведении всех строительных, в частности, сварочных, работ колоссальный.
Как заполняются графы
В документе на титульном листе ясно и четко даны конкретные названия граф, ошибиться здесь трудно. Так, в грамотно оформленном документе могут присутствовать:
- Название компании, которая выполняет поставленную задачу.
- На каком объекте выполняются сварные работы, его адрес и название.
- ФИО и должность сотрудника, который выполняет работы и заносит данные об их выполнении в журнал (в этом пункте предусмотрено место для подписи).
- Название компании, которая разрабатывала проектную документацию на выполнение работ. В этом пункте может стоять прочерк, если проектная деятельность не велась, а сотрудник действовал по готовым схемам и чертежам.
- Шифр проекта.
- Кто изготавливал соединяемые конструкции.
- ФИО представителя заказчика выполняемых сварочных работ с должностью и подписью сотрудника технического надзора.
- Датировка: начало и окончание ведения журнала.
Важный момент! Даже если на стройплощадке работают сразу две бригады сварщиков от разных организаций, они ведут отдельные журналы сварочных работ. И наоборот. Одна организация при переходе на другой объект обязана завести новый журнал.
После титульного листа материально ответственному лицу следует заполнить таблицу с данными о инженерно- техническом персонале, который занимался выполнением сварочных работ. В основном это инженеры и главные инженеры. Именно эти сотрудники сочли нужным соединять металлические элементы в конкретном месте и именно таким образом.
Список может состоять из одной или нескольких строк, это зависит от количества занятых в процессе проектировки и разработки технического задания сотрудников. В любом случае надо записывать данные о работниках максимально полно, с указанием ФИО, образования, категории, специализации и должности.
Два отдельных столбца посвящены дате начала и окончания работы на описываемом объекте. Если будет происходить судебное разбирательство, то по этим данным можно будет установить виновных в происшествии лиц. Обязательно должна присутствовать в этой таблице информация, есть ли у инженера, ответственного за корректное выполнение сварочных работы, отметка об аттестации по этому виду строительной деятельности.
В случае ее отсутствия руководитель не имеет права допускать этого специалиста к контролю за выполнением сварочных работ.
После таблицы с данными об инженерах следуют данные о собственно сварщиках, которые несут ответственность за качество проделанной работы и заверяют это своими подписями в последней графе.
- ФИО.
- Квалификационном разряде сотрудника.
- Номере личного клейма (оно ставится на каждом выполненном ответственно сварном соединении).
- Удостоверении сварщика (срок его действия, номер, в каком пространственном положении он имеет право сваривать швы).
- Качестве сварки предоставленных пробных образцов (удовлетворительно либо неудовлетворительно).
Клеймо сварщика представляет собой заготовку, состоящую из двух строк чисел высотой в 5 мм и 3 мм в рамке или без оной. Оно помогает определить, кто из сотрудников сваривал то или иное соединение. Особенно это касается сосудов, находящихся под давлением и других металлических соединений, от которых напрямую могут зависеть жизни людей.
Выполнение работы
О том, какие и в каком объеме проводились работы, рассказывает основная таблица журнала, чьи графы содержат:
- Дату выполнения работ, смену.
- Название соединяемых элементов, их марку стали.
- Место и номер сварочного соединения – определяется по чертежу либо схеме.
- Отметку о сдаче и приемке сваренного узла.
- Какие применялись сварочные материалы, номер партии их поставки.
- Климатические условия (обычно указывается только температура, но скорость ветра, наличие осадков тоже желательно прописывать).
- Данные сварщика, номер его удостоверения.
- Номер клейма и личную подпись сотрудника.
- Подпись ответственного за производство работ (мастер участка, главный инженер и пр., это обязательный пункт в каждой графе.).
- Состоялся ли прием сварного соединения. Если да, то ставится «удовлетворительно».
- Примечания либо замечания к выполненной работе.
В самом конце журнала отмечается, сколько в нем страниц прошито. Прошивка журнала предполагает соединение его отдельных страниц нитями, нумерацию каждой и заклеивание этой конструкции бумажной полоской.
Внимание! Храниться журнал сварочных работ должен не менее 10 лет с момента составления. А если сотрудники работали во вредных условиях труда, то все 75. При желании документацию такого рода передают в архив.
Где еще описаны рекомендации по заполнению
Документ подробно описывается и приводится в СНиП 3.03.01-87. Именно в этом акте прописана документация, которая заполняется для контроля строительных работ. Иногда журнал антикоррозийной защиты совмещают с журналом сварочных работ, так как антикоррозийная защита может производиться теми же лицами сразу же после сварки.
Журнал сварочных работ периодичность заполнения. Что такое журнал сварочных работ – пример заполнения сварщиком
Этот вид журналов относится к технической документации. В этом документе отражается полный объем всех работ, выполняемых сварщиком.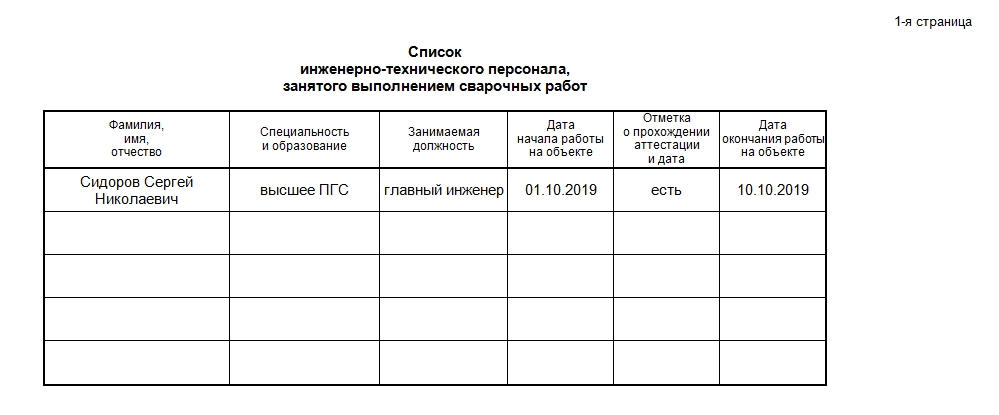 Кроме этого, здесь отражено качество, время выполнения той или иной работы и иные данные.
Кроме этого, здесь отражено качество, время выполнения той или иной работы и иные данные.
Так как это — один из видов исполнительной документации, ведение журнала обязательно для большинства профильных предприятий и компаний.
Виды сварочных журналов
Журнал относят к тому или иному виду, в зависимости от квалификации выполняемых работ.
- Журнал, который применяется в качестве контролирующей документации за . Этот вид сварочного журнала применяется на таких предприятиях как РЭС.
- Журнал по месту и по участкам. Этот вид документации заполняется только сварщиками, которые выполняют работы на отведенных участках. При этом один специалист может обслуживать несколько участков одновременно.
- Журнал сварщика, который занимается аргоновой сваркой.
Любой журнал скачать можно на специальных ресурсах. Все правила и формы заполнения сварочных журналов оговариваются между работодателем и работником. Особенности заполнения зависят от внутреннего распорядка и направления деятельности компании.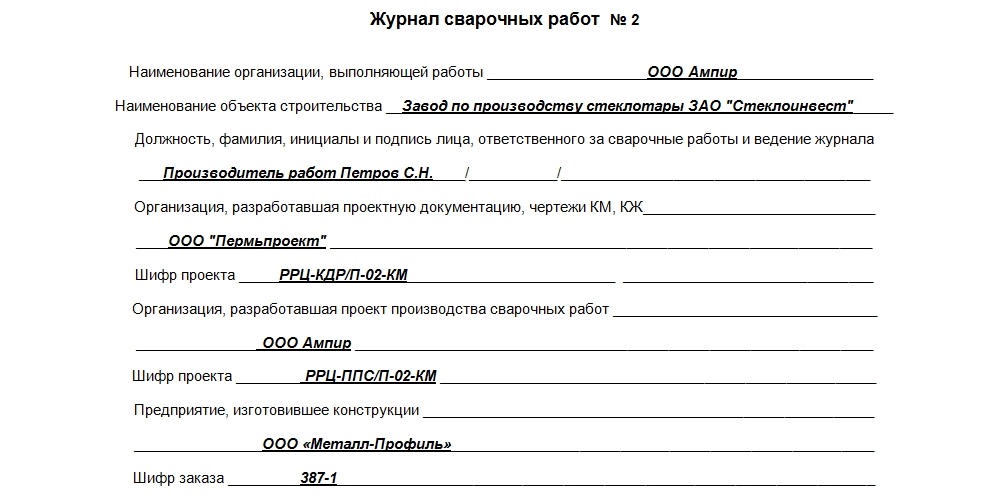
В первую очередь, в журнале необходимо указать полный перечень всех сотрудников, которые занимаются выполнением сварочных работ. В обязательный список данных, включаемых в журнал, должны быть внесены определенные данные.
- Ф. И. О.
- Специальность, специализация сварщика, его квалификация. В том числе — разряд.
- Должность, которую специалист занимает на объекте.
- Дата начала трудовой деятельности специалиста на указываемом предприятии.
- Необходимо вносить отметки о прохождении специалистом регулярной аттестации.
- При окончании сварочных работ в журнале должна быть отметка о дате сдачи работы. Данные указываются для каждого отдельного специалиста.
При отстранении либо увольнении сотрудников, которые выполняли определенную работу на определенном участке, в журнале должны быть указаны все данные на этого специалиста.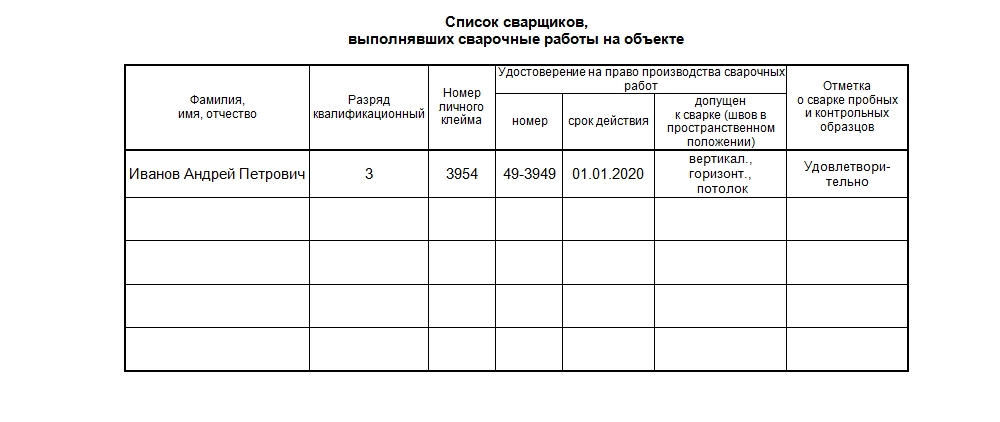
Порядок заполнения журнала
На первой странице нужно указать всю вышеуказанную информацию. Кроме этого, на странице указывается название организации, которая разработала проектную документацию, проект производства сварочных работ, в том числе — и все номера каждого документа, название компании, которая изготовила всю конструкцию и наименование компании, заказавшей выполнение работ.
В следующем разделе указывается полный список специалистов, работающих над выполнением этого заказа. В отдельный раздел заносят данные всех сварщиков.
Журнал сварочных работ, пример заполнения каждого раздела и страницы можно уточнить в специальных органах или технических организациях. Но есть установленный порядок.
- Требуется указать смену и дату выполнения всего комплекса работ.
- Перечислить все детали, с которыми работали сварщики. При этом уточняется марка стали и полный перечень всех используемых материалов.
- Указывается, где именно производились сварочные работы. То есть место или участок.
- В обязательном порядке необходима отметка о приеме либо сдаче объекта. Под этой отметкой в обязательном порядке должна находиться личная подпись.
- Обязательно необходимо указать при каких погодных условиях производились все сварочные мероприятия.
- Полные данные сварщика, номер личного удостоверения.
- Клейма.
- Личная подпись человека, который производил все работы.
- Ф. И. О. ответственного лица, который производит контроль за объектом, на котором осуществлялись все сварочные работы.
- Отметки о производстве дополнительного контроля за полным циклом или отдельными фазами выполненных работ. В этой графе можно указать и личное мнение, и замечания.
 При этом уточняется марка стали и полный перечень всех используемых материалов.
При этом уточняется марка стали и полный перечень всех используемых материалов.Каждая страница должна быть пронумерована и зашнурована. На месте печати компании должна стоять подпись руководителя компании, в которой трудится сварщик.
К каждому журналу могут прилагаться приложения. В том числе журнал сварочных работ – пример заполнения. То есть образец.
Итак, журнал сварочных работ скачать можно на нашем сайте. Кроме обязательных пунктов в журнал могут вноситься дополнительные данные и сведения.
Еще по этой теме на нашем сайте:
-
Очень востребованными во многих сферах стали такие работы, как сварочные. Применяются они и в строительстве, и в быту. У каждого может возникнуть необходимость в проведении…
Чтобы купить сварочную проволоку для полуавтомата, надо хорошо разбираться в этом изделии и знать его среднюю стоимость. Для каждого конкретного случая требуется материал с такими…
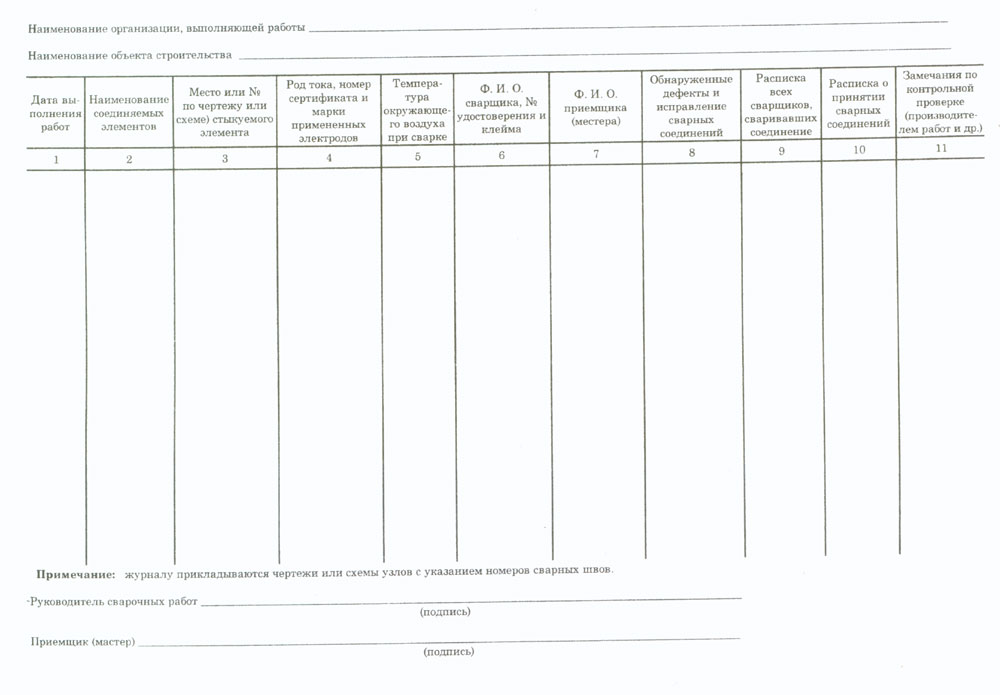
Журнал сварочных работ заполняется при проведении сварочных работ на объекте строительства. В нем отражаются наименования соединяемых элементов, сертификаты и марки применяемых сварочных материалов, личные данные сварщика и принимающего работу мастера.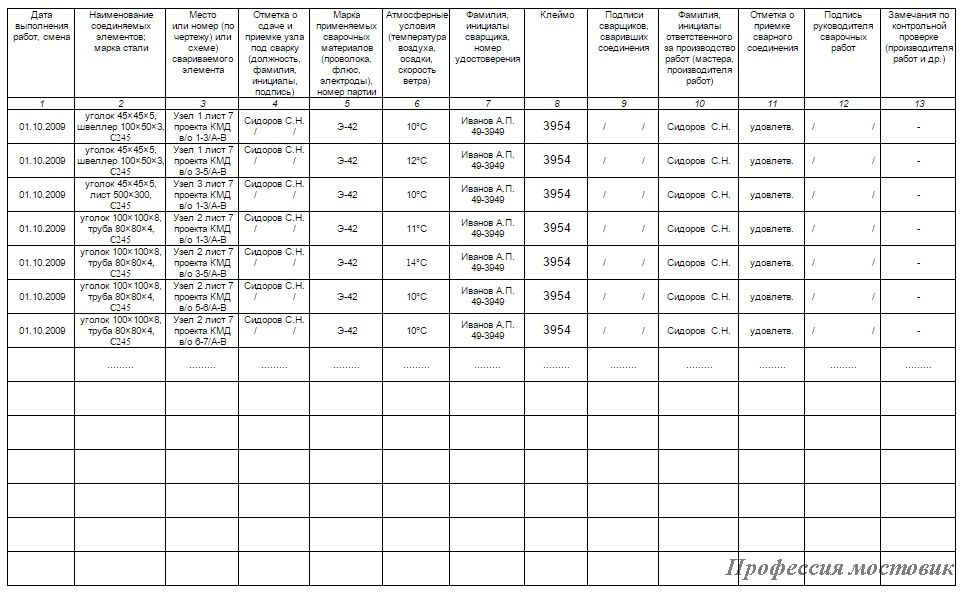 К журналу сварочных работ прикладываются чертежи или схемы узлов с указанием номеров сварочных швов. Журнал сварочных работ должен быть прошнурован, пронумерован и скреплен печатью и подписью руководителя организации, осуществляющей данные работы.
К журналу сварочных работ прикладываются чертежи или схемы узлов с указанием номеров сварочных швов. Журнал сварочных работ должен быть прошнурован, пронумерован и скреплен печатью и подписью руководителя организации, осуществляющей данные работы.
Записи в журнал сварочных работ вносят с даты начала выполнения работ по строительству, реконструкции, капитальному ремонту, монтажу объекта капитального строительства и до даты фактического окончания выполнения работ по строительству, реконструкции, капитальному ремонту, монтажу объекта капитального строительства. Разделы журнала сварочных работ ведут уполномоченные на ведение такого журнала представители застройщика или заказчика, лица, осуществляющего строительство, органа государственного надзора (если требуется) и иных лиц путем заполнения его разделов и граф.
Раздел «Общие сведения» заполняет уполномоченный представитель застройщика или заказчика.
Раздел «Список инженерно-технического персонала, занятого выполнением сварочных работ» заполняет уполномоченный представитель лица, осуществляющего строительство. В указанный раздел заносят сведения обо всех представителях инженерно-технического персонала всех исполнителей, занятых при строительстве, реконструкции, капитальном ремонте и монтаже объекта капитального строительства.
В указанный раздел заносят сведения обо всех представителях инженерно-технического персонала всех исполнителей, занятых при строительстве, реконструкции, капитальном ремонте и монтаже объекта капитального строительства.
Раздел «Список сварщиков, выполнявших сварочные работы на объекте» заполняет уполномоченный представитель лица, осуществляющего строительство. В указанный раздел заносят сведения обо всех сварщиках всех исполнителей, занятых при строительстве, реконструкции, капитальном ремонте и монтаже объекта капитального строительства.
Графы для заполнения журнала сварочных работ:1. Дата выполнения работ.
2. Наименование соединяемых элементов.
3. Место или по чертежу или схеме) стыкуемого элемента.
4. Отметка о сдаче и приемке узла под сварку (специалисту необходимо иметь аттестацию по визуальному и измерительному контролю)
5. Марка примененных сварочных материалов, номер партии.
6. Атмосферные условия.
Атмосферные условия.
7. Ф.И.О. сварщика, № удостоверения.
8. № клейма.
9. Подписи сварщиков, сваривших соединение.
10. Ф.И.О. ответственного за производства сварочных работ. (Специалист должен иметь аттестацию сварочного производства II или III уровня).
11. Отметка о приемке сварного соединения.
12. Подпись руководителя сварочных работ.(Специалист должен иметь аттестацию сварочного производства II или III уровня).
13. Замечания по контрольной проверке (производителем работ и др.).
Записи в журнал сварочных работ вносят в текстовой форме и подписывают соответствующие уполномоченные представители лиц, ответственные за ведение журнала. После завершения работ по строительству, реконструкции, капитальному ремонту, монтажу объекта капитального строительства заполненные журналы сварочных работ передаются застройщику или заказчику.
Журнал и порядок ведения
Чтобы соединение твердых предметов или их частей было неразъемным, его проводят на уровне межатомных связей. Процесс, позволяющий это осуществить, называется сварка, а работы по ее проведению – сварочные. предусмотрен законодательством, регулирующим ведение строительства.
Процесс, позволяющий это осуществить, называется сварка, а работы по ее проведению – сварочные. предусмотрен законодательством, регулирующим ведение строительства.
Меры безопасности при сварочных работах на высоте
Основные требования собраны в документе, утвержденные еще Государственным строительным комитетом СССР, который называется «Строительные нормы и правила» или СНиП 3.03.01-87 «Несущие и ограждающие конструкции». Он распространяется на производство работ и их приемку при строительстве и реконструкции зданий, сооружений, предприятий и так далее в любой отрасли экономики.
Ведение их, в том числе и сварочных, отражается в журналах. В СНиП им посвящена глава «Сварки и антикоррозийное покрытие закладных и соединительных изделий» и Приложение 2, которое является обязательным.
В Приложении 2 «Оформление обложек и страниц журнала…» детально описывает, как должен заполняться титульный и остальные листы этого документа, а также порядок его ведения.
На обложке журнала ставиться:
- порядковый номер;
- название организации исполнителя;
- название объекта;
- где они проводятся;
- данные ответственного за них и ведение журнала лица;
- сведения об организации проектировщике объекта и сварочных работ;
- шифры проектов.

Кроме того, на титульном листе указывается предприятие, которое:
- изготовило конструкции,
- шифр заказа,
- наименование заказчика и сведения о лице, осуществляющем технический надзор.
Все сварщики в бригаде должны быть экипированы защитными масками и костюмами Первая страница посвящается персоналу, который будет выполнять сварку. Указывается:
- специальность;
- образование;
- должность;
- сведения об их аттестации;
- дата начала и окончания работы на объекте.
Страница заполняется в форме таблицы . Следующая таблица посвящается сварщикам, занятым на объекте. В нее вносится:
Профессиональная маска сварщика- квалификация;
- личное клеймо;
- номер и срок действия его удостоверения;
- допуск и отметка о пробных и контрольных сварках образцов.
Начиная со второй страницы и до конца журнала, заполняется таблица, содержащая сведения:
- о дате выполнения;
- наименовании элементов, которые соединяются;
- марке стали, из какой изготовлены;
- месте и номере элемента;
- приемке узла;
- марке, применяемых материалов;
- атмосферных условиях.

А также данные: сварщика — ФИО, номер клейма и подпись их и ответственного лица. Записываются сведения о приемке соединения, ставится подпись руководителя и замечания.
Листы журнала нумеруются и прошиваются. Количество страниц и дата, указываются на последней странице обложки. Снизу ставится подпись руководителя организации, выдавшей журнал, его должность и ФИО. Указанные сведения скрепляются печатью.
Безопасность
Сварочное соединение используется для металлов, пластика и керамики. Источниками энергии для нее являются:
Сварочные перчатки- электрический ток;
- газовое пламя;
- лазерное излучение;
- ультразвук;
- трение;
- электронный пучок.
В процессе сварки есть опасность для природы, материальных ценностей, жизни и здоровья людей. Причем не только для тех, кто выполняет, но и для окружающих. Опасность исходит от применения высоких температур, электрического тока, излучения, вредных газов. Потому проведение сваривания требует предварительного обучения, а непосредственно перед ними инструктажа по технике безопасности.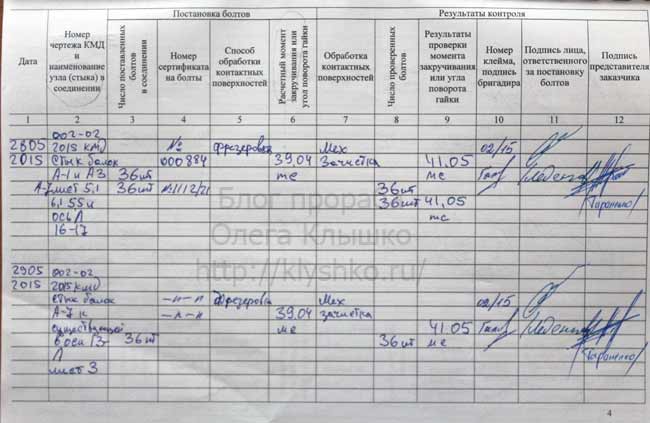
Работа без перчаток приводит к ожогам рук
Для начинающих сварочные работы – это, прежде всего, теоретические занятия на курсах или профильных учебных заведениях, а потом практические занятия под контролем опытных наставников.
Проведение строительных, монтажных, ремонтных или других подобных работ – процесс, связанный со многими рисками. Но и когда процесс закончен, и здание или сооружение введено в эксплуатацию, продолжают оставаться риски его обрушения в связи с некачественными работами или применением несоответствующих материалов. И сварочные одни из тех, которые требуют особого внимания, как при их проведении, так и при приемке и последующей эксплуатации сварного соединения, так и при обучении будущего сварщика, его аттестации и допуске.
Даже наземная сварка металлоконструкций требует придерживаться мер безопасности
Неслучайно на сварочные работы наряд допуск или распоряжение на них выдается обязательно в письменной форме с четким изложением их:
- содержания;
- места;
- условий;
- времени проведения;
- мер безопасности;
- состава бригады или данных конкретного работника;
- а также ответственного за их соблюдение.
При сварочных работах охрана труда заключается не только в инструктаже сварщиков, но и всех лиц, находящихся в непосредственной близости от их проведения.
Они могут проводиться собственными силами, при наличии работников, обладающих соответствующей квалификацией, опытом и допуском, а также сторонней специализирующейся в этой области организацией. Для ее привлечения составляется соответствующее письменное соглашение.
Договор на сварочные работы – это договор подряда или субподряда. Иногда его заключают в форме договора на оказание услуг. В любом случае с целью контроля качества и техники безопасности их проведения, обязательным приложением к договору должен быть, наряду с другими, журнал сварочных работ.
Видео: Безопасность при проведении сварочных работ
Приветствую, друзья! Сегодня продолжим тему «знакомство и оформление» со специальными строительными журналами работ. И на очереди — журнал сварочных работ. Вы, наверное, думаете, зачем нам все это нужно, да кому они нужны эти журналы?
И если кто то так думает, то очень глубоко ошибается. Я не устаю повторять, что записи в журнале это как вести личный дневник, но уже в строительстве, а тут уже ответственность. Да и нормативные документы никто не отменял. Как заполнять журнал вы поймете прочитав данную статью.
Я не устаю повторять, что записи в журнале это как вести личный дневник, но уже в строительстве, а тут уже ответственность. Да и нормативные документы никто не отменял. Как заполнять журнал вы поймете прочитав данную статью.
Образец журнала сварочных работ приведен в «Приложении Б» Свода правил 70.13330.2012 «Несущие и ограждающие конструкции» и он обязателен в применении.
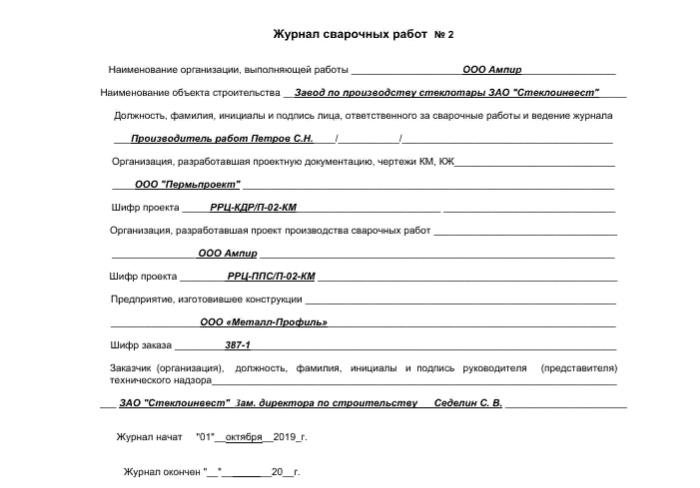
Титульный лист
Выкладываю образец заполнения титульного листа, думаю ничего сложного здесь нет.
Если Вам не видно, то нажмите на изображение и оно откроется в всплывающем окне.
В списке инженерно-технического персонала, занятого выполнением сварочных работ заполняем руководителей сварочных работ, производителей работ (начальников участка, прорабов). Сварщиков указывать здесь не надо, только ИТР.
Основная таблица, которую Вам придется заполнять ежедневно идет следующим чередом.
Заполняет данную таблицу ответственный производитель работ, а проверяет руководитель сварочных работ. Руководитель сварочных работ — это аттестованный мастер-сварщик, который непосредственно осуществляет руководство сварными работами на объекте.
Руководитель сварочных работ — это аттестованный мастер-сварщик, который непосредственно осуществляет руководство сварными работами на объекте.
Он должен иметь II уровень аттестации, чтобы стать руководителем сварочных работ. Это может быть как прораб или мастер, начальник участка, но ни как не сварщик, который непосредственно выполняет работы.
Ну конечно же как и любой другой журнал его надо прошнуровать, пронумеровать и закрепить печатью организации.
P.p.s. Подписывайтесь на блог и оставляйте комментарии!
Поддержите блог — скачайте электронную версию журнала сварочных работ за символическую цену!
В окне платежа после успешной оплаты нажмите на Перейти на сайт магазина и файл попадет в загрузки .
Скачать бесплатно:
P.s. Друзья, хочу Вам порекомендовать программу «Исполнительная документация» от Компании «АЛТИУС СОФТ» . Если хотите автоматизировать и ускорить процесс ведения исполнительной документации, то Вам не обойтись без данной программы.
 Спасибо!
Спасибо!Заполнение Журнала Сварочных Работ
Главная › Новости
Опубликовано: 26.02.2019
Я прораб! 1 сезон — 6 серия. Исполнительная документация.Журнал сварочных работ(ЖСР) относится к технической документации, обязательной к заполнению при монтажных и строительных работах на объекте и приобъектном участке. Обязанности по ведению данного журнала возложены на ответственное лицо, имеющее соответствующее образование или отметки о повышении квалификации с 3-им уровнем аттестации сварщиков и выше. На него оформляется приказ по ведению объекта и заносится соответствующая запись в ЖСР.
Внимание! Форма ЖСР приведена в «Приложении Б» Свода правил 70.13330.2012 «Несущие и ограждающие конструкции», ее редактирование и изменение допускается с согласованием с работниками.
Видеоурок № 15. Часть II. Общий журнал работ. Основные правила заполнения рабочей части журнала.
Заполнение журнала сварочных работ сродни ведению школьного дневника, хотя ответственность по его ведению куда больше, ведь на кону качество выполнения сварных соединений и персональная ответственность за выполнение и соблюдение всех норм и правил сварщиками.
Общий журнал работ
Как заполнять журнал сварочных работ
Особых сложностей в заполнении данного журнала нет, все интуитивно понятно. В каждой строке прописано какие записи должны быть внесены.
Титульный лист
На титульном листе прописывается адрес и наименование объекта, указываются шифры проектной документации и Ф.И.О производителя работ.
1-ая страница
1. На следующей странице заполняются строки с указанием инженерно-технического персонала при выполнении сварочных работ. В каждом столбце прописываются соответствующие сведения о профильном образовании, наличии аттестации и др.
На следующей странице заполняются строки с указанием инженерно-технического персонала при выполнении сварочных работ. В каждом столбце прописываются соответствующие сведения о профильном образовании, наличии аттестации и др.
2. Далее идет таблица с данными о сварщиках, где прописываются их инициалы, номер персонального клейма, номер свидетельства, допуск на проведение сварочных работ, отметка о контрольной сварке.
Обычно на объекте трудится несколько сварщиков, но в журнал прописывают одного или двух мастеров, имеющих корочки.
При заполнении могут возникнуть вопросы ,связанные с клеймом. Клеймо — своеобразная подпись аттестованного сварщика о выполненной работе, за что он несет персональную ответственность. Оно бывает нескольких видов с общей высотой символов 3-5 мм:
числа в два ряда с разными шрифтами без рамки; числа в две строки с рамкой.Их применение обязательно при сварке на сосудах, работающих под давлением, а также на ответственных металлоконструкциях.
Это таблица, которая подлежит заполнению ежедневно с учетом выполненной работы, здесь ставятся отметки о времени и качестве. Каждый столбец обязателен к заполнению, в которых указываются:
дата выполнения работ, либо номер смены; подробные размеры соединяемых элементов, марки стали; отмечаются узлы и номера свариваемых элементов по проекту; отметки о сдаче сваренного узла ответственному лицу; марка применяемых материалов; погодные условия при сварке; ФИО сварщика и № удостоверения; клеймо; личная подпись сварного; подпись прораба; отметка о приемке сварного соединения; подпись руководителя сварочных работ; замечания (если они имеются).Примером может служит фотография, прикрепленная ниже
Перед внесением записей в журнал его необходимо прошить, а страницы пронумеровать. Далее концы ниты проклеиваются листом бумаги, на котором ставится печать организации и подпись руководителя или иного уполномоченного лица. Оттиск печати должен захватывать лист журнала и частично находиться на куске бумаги.
Приветствую, друзья! Сегодня продолжим тему «знакомство и оформление» со специальными строительными журналами работ. И на очереди — журнал сварочных работ. Вы, наверное, думаете, зачем нам все это нужно, да кому они нужны эти журналы?
И если кто то так думает, то очень глубоко ошибается. Я не устаю повторять, что записи в журнале это как вести личный дневник, но уже в строительстве, а тут уже ответственность. Да и нормативные документы никто не отменял. Как заполнять журнал вы поймете прочитав данную статью.
Образец журнала сварочных работ приведен в «Приложении Б» Свода правил 70.13330.2012 «Несущие и ограждающие конструкции» и он обязателен в применении.
Титульный лист
Выкладываю образец заполнения титульного листа, думаю ничего сложного здесь нет.
Далее идет первая страница журнала
Если Вам не видно, то нажмите на изображение и оно откроется в всплывающем окне.
В списке инженерно-технического персонала, занятого выполнением сварочных работ заполняем руководителей сварочных работ, производителей работ (начальников участка, прорабов). Сварщиков указывать здесь не надо, только ИТР.
Сварщиков указывать здесь не надо, только ИТР.
Далее идет список сварщиков. Заполняем по образцу. Что то непонятно — спрашивайте в комментариях.
Основная таблица, которую Вам придется заполнять ежедневно идет следующим чередом.
Заполняет данную таблицу ответственный производитель работ, а проверяет руководитель сварочных работ. Руководитель сварочных работ — это аттестованный мастер-сварщик, который непосредственно осуществляет руководство сварными работами на объекте.
Он должен иметь II уровень аттестации, чтобы стать руководителем сварочных работ. Это может быть как прораб или мастер, начальник участка, но ни как не сварщик, который непосредственно выполняет работы.
Ну конечно же как и любой другой журнал его надо прошнуровать, пронумеровать и закрепить печатью организации.
Этот вид журналов относится к технической документации. В этом документе отражается полный объем всех работ, выполняемых сварщиком. Кроме этого, здесь отражено качество, время выполнения той или иной работы и иные данные.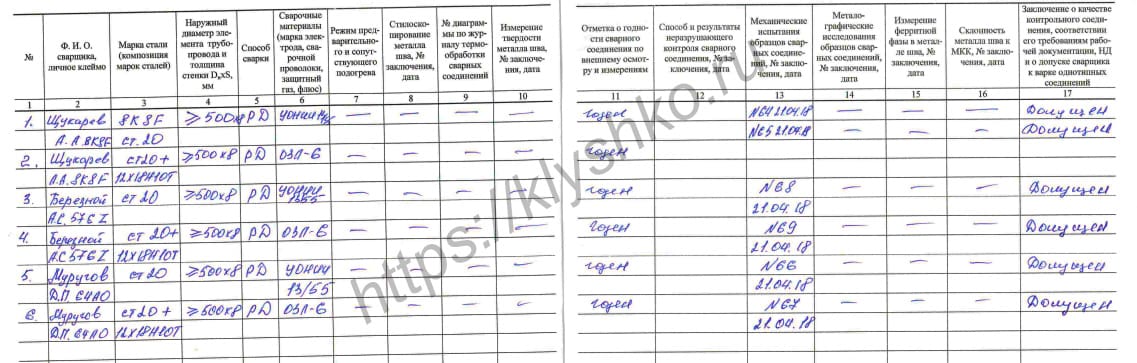
Так как это — один из видов исполнительной документации, ведение журнала обязательно для большинства профильных предприятий и компаний.
Виды сварочных журналов
Журнал относят к тому или иному виду, в зависимости от квалификации выполняемых работ.
Журнал, который применяется в качестве контролирующей документации за сварочно-монтажными работами. Этот вид сварочного журнала применяется на таких предприятиях как РЭС. Журнал по месту и по участкам. Этот вид документации заполняется только сварщиками, которые выполняют работы на отведенных участках. При этом один специалист может обслуживать несколько участков одновременно. Журнал сварщика, который занимается аргоновой сваркой.Любой журнал сварочных работ скачать можно на специальных ресурсах. Все правила и формы заполнения сварочных журналов оговариваются между работодателем и работником. Особенности заполнения зависят от внутреннего распорядка и направления деятельности компании. Но есть основные моменты, которые необходимо указывать в обязательном порядке. Журнал сварочных работ, пример заполнения его можно изучить на нашем сайте.
Журнал сварочных работ, пример заполнения его можно изучить на нашем сайте.
В первую очередь, в журнале необходимо указать полный перечень всех сотрудников, которые занимаются выполнением сварочных работ. В обязательный список данных, включаемых в журнал, должны быть внесены определенные данные.
Ф. И. О. Специальность, специализация сварщика, его квалификация. В том числе — разряд. Должность, которую специалист занимает на объекте. Дата начала трудовой деятельности специалиста на указываемом предприятии. Необходимо вносить отметки о прохождении специалистом регулярной аттестации. При окончании сварочных работ в журнале должна быть отметка о дате сдачи работы. Данные указываются для каждого отдельного специалиста.При отстранении либо увольнении сотрудников, которые выполняли определенную работу на определенном участке, в журнале должны быть указаны все данные на этого специалиста. В этом случае в журнал сварочных работ вносятся все стандартные данные. Подробный журнал сварочных работ скачать можно в разделе специальных ресурсов.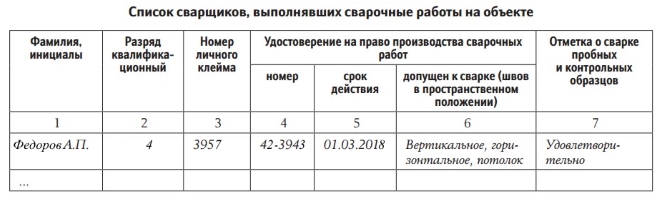
Порядок заполнения журнала
На первой странице нужно указать всю вышеуказанную информацию. Кроме этого, на странице указывается название организации, которая разработала проектную документацию, проект производства сварочных работ, в том числе — и все номера каждого документа, название компании, которая изготовила всю конструкцию и наименование компании, заказавшей выполнение работ.
В следующем разделе указывается полный список специалистов, работающих над выполнением этого заказа. В отдельный раздел заносят данные всех сварщиков.
Журнал сварочных работ, пример заполнения каждого раздела и страницы можно уточнить в специальных органах или технических организациях. Но есть установленный порядок.
Требуется указать смену и дату выполнения всего комплекса работ. Перечислить все детали, с которыми работали сварщики. При этом уточняется марка стали и полный перечень всех используемых материалов. Указывается, где именно производились сварочные работы. То есть место или участок. В обязательном порядке необходима отметка о приеме либо сдаче объекта. Под этой отметкой в обязательном порядке должна находиться личная подпись.
Вид используемой сварки.
Обязательно необходимо указать при каких погодных условиях производились все сварочные мероприятия.
Полные данные сварщика, номер личного удостоверения.
Клейма.
Личная подпись человека, который производил все работы.
Ф. И. О. ответственного лица, который производит контроль за объектом, на котором осуществлялись все сварочные работы.
Отметки о производстве дополнительного контроля за полным циклом или отдельными фазами выполненных работ. В этой графе можно указать и личное мнение, и замечания.
В обязательном порядке необходима отметка о приеме либо сдаче объекта. Под этой отметкой в обязательном порядке должна находиться личная подпись.
Вид используемой сварки.
Обязательно необходимо указать при каких погодных условиях производились все сварочные мероприятия.
Полные данные сварщика, номер личного удостоверения.
Клейма.
Личная подпись человека, который производил все работы.
Ф. И. О. ответственного лица, который производит контроль за объектом, на котором осуществлялись все сварочные работы.
Отметки о производстве дополнительного контроля за полным циклом или отдельными фазами выполненных работ. В этой графе можно указать и личное мнение, и замечания.Каждая страница должна быть пронумерована и зашнурована. На месте печати компании должна стоять подпись руководителя компании, в которой трудится сварщик.
К каждому журналу могут прилагаться приложения. В том числе журнал сварочных работ – пример заполнения. То есть образец.
Итак, журнал сварочных работ скачать можно на нашем сайте. Кроме обязательных пунктов в журнал могут вноситься дополнительные данные и сведения.
Кроме обязательных пунктов в журнал могут вноситься дополнительные данные и сведения.
Еще по этой теме на нашем сайте:
Сколько стоят сварочные работы — цена за шов от хорошего сварщика Очень востребованными во многих сферах стали такие работы, как сварочные. Применяются они и в строительстве, и в быту. У каждого может возникнуть необходимость в проведении. Сварочные швы и соединения — виды сварочных швов и обозначения Сварочные соединения используются во многих отраслях промышленности. Такое соединение применяется для неразъемного скрепления различных металлических элементов с помощью расплавления. В результате этого образуются сварочные швы. Дефекты сварочных швов — проверка и контроль сварочных швов Все встречающиеся дефекты швов можно разделить на три группы. В статье для большей наглядности представлены сварочные швы (фото) и их изъяны. Где можно купить сварочную проволоку для полуавтомата Чтобы купить сварочную проволоку для полуавтомата, надо хорошо разбираться в этом изделии и знать его среднюю стоимость. Для каждого конкретного случая требуется материал с такими.
Для каждого конкретного случая требуется материал с такими.Статьи по теме
Ростехнадзор разъясняет: Ведение и регистрация журналов работ при строительстве объекта капитального строительства
Регистрация журналов работ при строительстве объекта капитального строительства. К кому обращаться? Какой порядок проведения данной процедуры?
В соответствии с требованиями п.11. Порядка формирования и ведения дел при осуществлении государственного строительного надзора, утвержденного приказом Федеральной службы по экологическому, технологическому и атомному надзору от 26 декабря 2006 года N 1130 (РД-03-2006):
Регистрации подлежат полученные на основании части 5 статьи 52 Градостроительного кодекса Российской Федерации сброшюрованные, пронумерованные, с заполненными титульными листами общий и специальные журналы, предназначенные для учета выполнения работ по строительству, реконструкции объектов капитального строительства, посредством скрепления журнала печатью, проставления регистрационной надписи с указанием номера дела и внесения информации в карточку регистрации общих и специальных журналов, в которых ведется учет выполнения работ по строительству, реконструкции объекта капитального строительства по образцу, приведенному в приложении N 7 Порядка формирования и ведения дел при осуществлении государственного строительного надзора.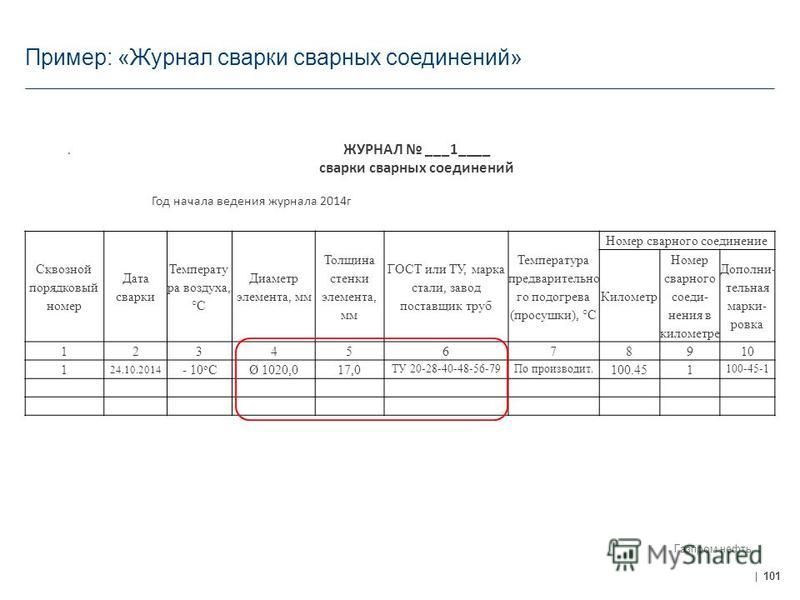
Карточка регистрации общих и специальных журналов, в которых ведется учет выполнения работ по строительству, реконструкции объекта капитального строительства включается (подшивается) в дело.
Зарегистрированный журнал не включается (не подшивается) в дело органом государственного строительного надзора и подлежит возвращению застройщику или техническому заказчику для ведения учета выполнения работ по строительству, реконструкции объекта капитального строительства.
В какой срок проходят регистрацию общие и специальные журналы работ?
Сроки регистрации журналов не регламентированы нормативными документами. Регистрация общих и специальных журналов работ осуществляется при личном обращении к должностному лицу, курирующему объект капитального строительства.
Можно ли вести несколько журналов по видам работ на разные позиции (журнал бурения, журнал погружения, журнал сварки, журнал антикоррозийных работ и т.
 д.) на строящемся большом объекте, где работает много подрядчиков и субподрядчиков, или необходимо вести один специальный журнал на все позиции? Если можно вести несколько журналов на специальные виды работ, необходимо ли их регистрировать в органах Ростехнадзора?
д.) на строящемся большом объекте, где работает много подрядчиков и субподрядчиков, или необходимо вести один специальный журнал на все позиции? Если можно вести несколько журналов на специальные виды работ, необходимо ли их регистрировать в органах Ростехнадзора?Специалистами Управления государственного строительного надзора Ростехнадзора дан ответ на данный вопрос.
Согласно требованиям пунктов 3, 4 Порядка ведения общего и (или) специального журнала учёта выполнения работ при строительстве, реконструкции, капитальном ремонте объектов капитального строительства, утверждённого приказом Ростехнадзора от 12.01.2007 № 7 (далее – РД-11-05-2007), специальные журналы работ, в которых ведётся учёт выполнения работ при строительстве, реконструкции, капитальном ремонте объекта капитального строительства (далее – специальные журналы работ), являются документами, отражающими выполнение отдельных видов работ по строительству, реконструкции, капитальному ремонту объекта капитального строительства, и подлежат передаче в орган государственного строительного надзора для регистрации, при этом журналы работ должны быть сброшюрованы и пронумерованы застройщиком или заказчиком, титульные листы указанных журналов должны быть заполнены.
В соответствии с пунктом 10 РД-11-05-2007 специальные журналы работ ведёт уполномоченный представитель лица, осуществляющего строительство, путём заполнения его граф начиная с даты выполнения отдельного вида работ по строительству, реконструкции, капитальному ремонту объекта капитального строительства до даты фактического окончания выполнения отдельного вида таких работ.
Таким образом, ведение специального журнала учёта выполнения работ может осуществляться подрядными и (или) субподрядными организациями, так как РД-11-05-2007 не ограничивает количество таких журналов по определённому виду работ.
Вместе с тем сообщаем, что согласно пункту 11 РД-11-05-2007 после завершения выполнения отдельных видов работ по строительству, реконструкции, капитальному ремонту объекта капитального строительства заполненные специальные журналы работ передаются застройщику или заказчику.
Можно ли вести специальные журналы работ (сварочных работ, сварки труб, бетонных работ, производства АКЗ и т.
 д.) в электронном виде? В каком нормативном документе прописан порядок ведения специальных журналов работ?
д.) в электронном виде? В каком нормативном документе прописан порядок ведения специальных журналов работ?Специалистами Управления государственного строительного надзора Ростехнадзора даны разъяснения по данному вопросу.
В соответствии с требованиями п. 5 статьи 52 Градостроительного кодекса Российской Федерации (далее – Кодекс) в случае, если в соответствии с Кодексом при осуществлении строительства, реконструкции объекта капитального строительства предусмотрен государственный строительный надзор, застройщик или технический заказчик заблаговременно, но не позднее чем за семь рабочих дней до начала строительства, реконструкции объекта капитального строительства, должен направить в уполномоченные на осуществление государственного строительного надзора органы извещение о начале таких работ, к которому прилагаются, в частности, общий и специальные журналы, в которых ведётся учёт выполнения работ.
В соответствии с требованиями Порядка ведения общего и (или) специального журнала учёта выполнения работ при строительстве, реконструкции, капитальном ремонте объектов капитального строительства (РД-11-05-2007), утверждённого приказом Федеральной службы по экологическому, технологическому и атомному надзору от 12. 01.2007 № 7, подлежащие передаче в орган государственного строительного надзора журналы работ должны быть сброшюрованы и пронумерованы застройщиком или заказчиком, титульные листы указанных журналов должны быть заполнены.
01.2007 № 7, подлежащие передаче в орган государственного строительного надзора журналы работ должны быть сброшюрованы и пронумерованы застройщиком или заказчиком, титульные листы указанных журналов должны быть заполнены.
Специальные журналы работ, в которых ведётся учёт выполнения работ при строительстве, реконструкции, капитальном ремонте объекта капитального строительства, являются документами, отражающими выполнение отдельных видов работ по строительству, реконструкции, капитальному ремонту объекта капитального строительства.
Требованиями указанных нормативных правовых актов ведение общего и специальных журналов в электронном виде не установлено.
Возможно ли ведение Раздела № 6 общего журнала работ в электронном виде, если данный раздел будет оформлен в виде Приложения, являющимся частью журнала, сшит и скреплен печатью.
В соответствии с требованиями пункта 4 Порядка ведения общего и (или) специального журнала учета выполнения работ при строительстве, реконструкции, капитальном ремонте объектов капитального строительства (РД-11-05-2007), утвержденного приказом Федеральной службы по экологическому, технологическому и атомному надзору от 12. 01.2007 № 7, подлежащие передаче в орган государственного строительного надзора журналы работ должны быть сброшюрованы и пронумерованы застройщиком или заказчиком, титульные листы указанных журналов должны быть заполнены. Порядок ведения общего журнала работ установлен частью II РД-11-05-2007. Требованиями указанных нормативных правовых актов ведение общего журнала в электронном виде не установлено.
01.2007 № 7, подлежащие передаче в орган государственного строительного надзора журналы работ должны быть сброшюрованы и пронумерованы застройщиком или заказчиком, титульные листы указанных журналов должны быть заполнены. Порядок ведения общего журнала работ установлен частью II РД-11-05-2007. Требованиями указанных нормативных правовых актов ведение общего журнала в электронном виде не установлено.
Прошу пояснить каким образом необходимо оформлять исполнительную документацию при изменении организационно-правовой формы организации и вносить изменения в титульные страницы общего журнала работ. Прошу разъяснить ситуацию, когда лицо, осуществляющее строительство (Генподрядчик), по контракту передает часть работ другому лицу (Подрядчику), допускается ли ведение общего журнала последним?
В соответствии с подпунктом «б» пункта 13 Положения об осуществлении государственного строительного надзора в Российской Федерации, утвержденного постановлением Правительства Российской Федерации от 01. 02.2006 № 54, порядок ведения общего и (или) специальных журналов, исполнительной документации устанавливается Федеральной службой по экологическому, технологическому и атомному надзору.
02.2006 № 54, порядок ведения общего и (или) специальных журналов, исполнительной документации устанавливается Федеральной службой по экологическому, технологическому и атомному надзору.
В соответствии с указанной нормой приказом Ростехнадзора от 12.01.2007 № 7 утвержден Порядок ведения общего и (или) специального журнала учета выполнения работ при строительстве, реконструкции, капитальном ремонте объектов капитального строительства (далее РД-11-05-2007).
Согласно приложению № 1 к РД-11-05-2007 в Титульном листе общего журнала работ предусмотрены сведения об изменениях в записях Титульного листа общего журнала работ.
Согласно требованиям пункта 4 РД-11-05-2007 общие и (или) специальные журналы работ (далее — журналы работ) подлежат передаче застройщиком или заказчиком заблаговременно, но не позднее чем за семь рабочих дней до начала строительства, реконструкции, капитального ремонта объекта капитального строительства одновременно с извещением, направляемым в соответствии с частью 5 статьи 52 Градостроительного кодекса Российской Федерации, в орган государственного строительного надзора в случаях, если в соответствии с частью 1 статьи 54 Градостроительного кодекса Российской Федерации при осуществлении строительства, реконструкции, капитального ремонта объекта капитального строительства предусмотрен государственный строительный надзор.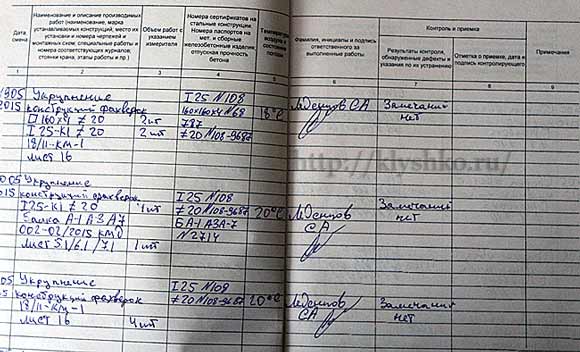 Подлежащие передаче в орган государственного строительного надзора журналы работ должны быть сброшюрованы и пронумерованы застройщиком или заказчиком, титульные листы указанных журналов должны быть заполнены.
Подлежащие передаче в орган государственного строительного надзора журналы работ должны быть сброшюрованы и пронумерованы застройщиком или заказчиком, титульные листы указанных журналов должны быть заполнены.
В соответствии с п. 8.3 РД-11-05-2007 раздел 3 «Сведения о выполнении работ в процессе строительства, реконструкции, капитального ремонта объекта капитального строительства» заполняется уполномоченным представителем лица, осуществляющего строительство.
Таким образом, РД-11-05-2007 не ограничивает количество общих журналов работ на объекте капитального строительства. Сведения о других лицах, осуществляющих строительство, их уполномоченных представителях указываются в Титульном листе общего журнала работ.
Вопрос от 25.12.2018:
О разъяснении отдельных норм законодательства Российской Федерации в части заполнения раздела 6, общего журнала работ
Ответ: В силу пункта 8.3 Приказа Ростехнадзора от 12.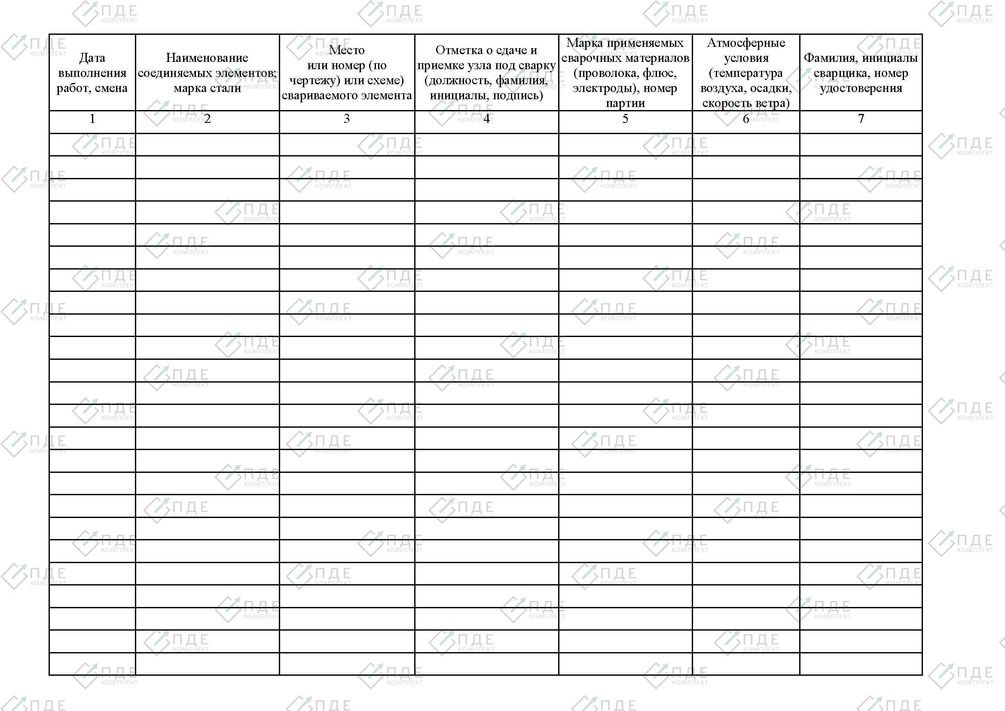 01.2007 № 7 «Об утверждении и введении в действие порядка ведения общего и (или) специального журнала учета выполнения работ при строительстве, реконструкции, капитальном ремонте объектов капитального строительства» (далее – РД 11-05-2007) раздел № 3 заполняется уполномоченным представителем лица, осуществляющего строительство.
01.2007 № 7 «Об утверждении и введении в действие порядка ведения общего и (или) специального журнала учета выполнения работ при строительстве, реконструкции, капитальном ремонте объектов капитального строительства» (далее – РД 11-05-2007) раздел № 3 заполняется уполномоченным представителем лица, осуществляющего строительство.
В указанный раздел включаются данные о выполнении всех работ при строительстве, реконструкции, капитальном ремонте объекта капитального строительства. Данные о работах, выполняемых при строительстве, реконструкции, капитальном ремонте объекта капитального строительства, должны содержать сведения о начале и окончании работы и отражать ход ее выполнения.
Описание работ должно производиться применительно к конструктивным элементам здания, строения или сооружения с указанием осей, рядов, отметок, этажей, ярусов, секций, помещений, где работы выполнялись. Здесь же должны приводиться краткие сведения о методах выполнения работ, применяемых строительных материалах, изделиях и конструкциях, проведенных испытаниях конструкций, оборудования, систем, сетей и устройств (опробование вхолостую или под нагрузкой, подача электроэнергии, давления, испытания на прочность и герметичность и др. ).
).
Согласно пункту 8.6 РД 11-05-2007 раздел № 6 включает в себя перечень исполнительной документации при строительстве, реконструкции, капитальном ремонте объекта капитального строительства и заполняется уполномоченным представителем лица, осуществляющего строительство.
В указанном разделе приводится перечень всех актов освидетельствования работ, конструкций, участков сетей инженерно-технического обеспечения, образов (проб) применяемых строительных материалов, результатов проведения обследований, испытаний, экспертиз выполненных работ и применяемых строительных материалов в хронологическом порядке.
В соответствии с положением о проведении строительного контроля при осуществлении строительства, реконструкции и капитального ремонта объектов капитального строительства, утвержденным постановление Правительства Российской Федерации от 21.06.2010 № 468, проведение контрольного мероприятия и его результаты фиксируются путем составления акта. Сведения о проведенных контрольных мероприятиях и их результатах отражаются в общем журнале работ с приложением к нему соответствующих актов.
Акты, составленные по результатам контрольных мероприятий, проводимых совместно подрядчиком и заказчиком, составляются в 2 экземплярах и подписываются их представителями.
В случае, предусмотренном абзацем вторым пункта 11 настоящего Положения, подрядчик в течение 3 дней после завершения контрольного мероприятия обязан направить заказчику 1 копию акта, составленного по результатам контрольного мероприятия.
Вопрос от 04.09.2019:
При проведении строительного контроля в раздел 4 общего журнала работ внесены данные о выявленных недостатках. По результатам устранения нарушений необходимо ли оформлять акт или достаточно отметки в журнале?
Ответ: На данный вопрос ответ дан Управлением государственного строительного надзора Ростехнадзора.
Частью 7 статьи 53 Градостроительного кодекса Российской Федерации установлено, что замечания застройщика, технического заказчика, лица, ответственного за эксплуатацию здания, сооружения, или регионального оператора, привлекаемых ими для проведения строительного контроля лиц, осуществляющих подготовку проектной документации, о недостатках выполнения работ при строительстве, реконструкции, капитальном ремонте объекта капитального строительства должны быть оформлены в письменной форме. Об устранении указанных недостатков составляется акт, который подписывается лицом, предъявившим замечания об указанных недостатках, и лицом, осуществляющим строительство.
Об устранении указанных недостатков составляется акт, который подписывается лицом, предъявившим замечания об указанных недостатках, и лицом, осуществляющим строительство.
Согласно пункту 12 Положения о проведении строительного контроля при осуществлении строительства, реконструкции и капитального ремонта объектов капитального строительства, утверждённого постановлением Правительства Российской Федерации от 21.06.2010 № 468, проведение контрольного мероприятия и его результаты фиксируются путём составления акта. Сведения о проведённых контрольных мероприятиях и их результатах отражаются в общем журнале работ с приложением к нему соответствующих актов.
Согласно пункту 8.4 Порядка ведения общего и (или) специального журнала учёта выполнения работ при строительстве, реконструкции, капитальном ремонте объектов капитального строительства (РД-11-05-2007), утверждённого приказом Ростехнадзора от 12.01.2007 № 7, в раздел 4 общего журнала работ включаются все данные о выявленных строительным контролем недостатках при выполнении работ по строительству, реконструкции, капитальному ремонту объекта капитального строительства, а также сведения об устранении указанных недостатков.
Вопрос от 13.12.2019:
Допустимо ли при проведении работ по капитальному ремонту использовать Общий журнал работ, напечатанный самостоятельно на многофункциональном устройстве, пронумерованный, прошитый и скрепленный печатью организации, осуществляющей капитальный ремонт, взамен Журнала, выпускаемого типографским способом.
Ответ: В соответствии с п.7 Порядка ведения общего и (или) специального журнала учета выполнения работ при строительстве, реконструкции, капитальном ремонте объектов капитального строительства (РД 11-05-2007), утвержденного Приказом Ростехнадзора от 12.01.2007 №7 (далее – Порядок), Общий журнал работ выпускается типографским способом в формате А4 по образцу, приведенному в Приложении №1 к настоящему Порядку. Порядок устанавливает правила ведения общего и (или) специального журнала, в которых учитывается выполнение работ при строительстве, реконструкции и капитальном ремонте объектов капитального строительства.
Журнал по монтажу строительных конструкций: инструкция по заполнению
Дорогие читатели, сегодня в статье рассмотрим журнал по монтажу строительных конструкций. Данный документ нужен для контроля качества монтажа. Его заполняют очень часто, также как и журнал сварочных работ, либо журнал бетонных работ. Поэтому дочитайте статью до конца, к тому в конце будет ссылка для скачивания данного журнала.
Нормативная база
Форма журнала приведена в приложении «А» к СП 70.13330.2012. В данном же своде правил установлены требования в каких случаях необходимо вести журнал по монтажу строительных конструкций.
Журнал выпускают в печатном виде в формате А4. Вы можете его приобрести, либо распечатать сами и прошить.
Заполнение
Думаю, вас больше всего интересует именно этот момент. Так как нигде нет четких инструкций как это правильно делать. Но мы попробуем разобраться. Итак, поехали.
Титульный лист
Сперва необходимо заполнить титульный лист журнала. Он стандартный как и для остальных специальных журналов. Тут вносятся сведения по монтажной организации, сведения по объекту, проектной документации, прописываются ответственные лица, даты начала и окончания работ.
Он стандартный как и для остальных специальных журналов. Тут вносятся сведения по монтажной организации, сведения по объекту, проектной документации, прописываются ответственные лица, даты начала и окончания работ.
Список ИТР
В данной таблице вписывают сведения на всех лиц инженерно-технического персонала, участвующих при строительстве.
Список АОСР
Похож на 6 раздел общего журнала работ. Тут вносят сведения по АОСР и АООК. По порядку их составления.
Основная таблица
Как и во всех журнала тут также имеется основная таблица, которую заполняют ежедневно. Она очень простая в составлении. Состоит из 9 столбцов. Заполняется посменно, в случае посменной работы.
Следует вовремя получать подписи ответственного бригадира за монтаж строительных конструкций. Иначе потом придется его искать.
Пример заполнения основной таблицы
Скачать журнал
Для скачивания журнала перейдите по ссылке.
P/S Если статья была полезна, то поделись ею в социальных сетях.
Общий журнал работ кс-6 — ЛАРСЕН ПАЙЛИНГ
14.02.2019 3734
Общий журнал работ – это форма КС-6, содержание и порядок его заполнения установлены Приказом Федеральной службы по экологическому, технологическому и атомному надзору от 12.01.2007 № 7 «Об утверждении и введении в действие Порядка ведения общего и (или) специального журнала учета выполнения работ при строительстве, реконструкции, капитальном ремонте объектов капитального строительства. РД-11-05-2007».
В данной статье мы постараемся максимально подробно, с примерами и разъяснениями, ответить на следующие вопросы:
— где можно взять Общий журнал работ или его бланки;
— как правильно оформлять и заполнять Общий журнал работ;
— какая организация отвечает за заполнение и ведение того или иного раздела данного журнала;
— на какие нормативные документы (помимо Приказа №7 от 12. 01.2007) необходимо ориентироваться при ведении и заполнении Общего журнала работ;
01.2007) необходимо ориентироваться при ведении и заполнении Общего журнала работ;
— сроки внесения данных в те или иные разделы журнала.
Для удобства наших читателей мы создали специальный раздел — Ответы на часто задаваемые вопросы .
Общий журнал работ можно купить в специализированных магазинах или распечатать самостоятельно. Второй вариант гораздо удобнее – вы можете распечатать именно то число страниц в определенном разделе, которое потребуется для вашего объекта.
Скачать Общий журнал работ: PDF, DOCX
Скачать образец заполнения Общего журнала работ
Основной документ, на который нужно ориентироваться при ведении Общего журнала работ – это Градостроительный кодекс Российской Федерации (далее – ГрК РФ). Рекомендуем следить за поправками и обновлениями, которые в него добавляются.
Основные термины
Застройщик (см. п. 16 статьи 1 ГрК РФ) – физическое или юридическое лицо, обеспечивающее на принадлежащем ему земельном участке или на земельном участке иного правообладателя строительство, реконструкцию, капитальный ремонт объектов капитального строительства, а так же выполнение инженерных изысканий, подготовку проектной документации для их строительства, реконструкции, капитального ремонта.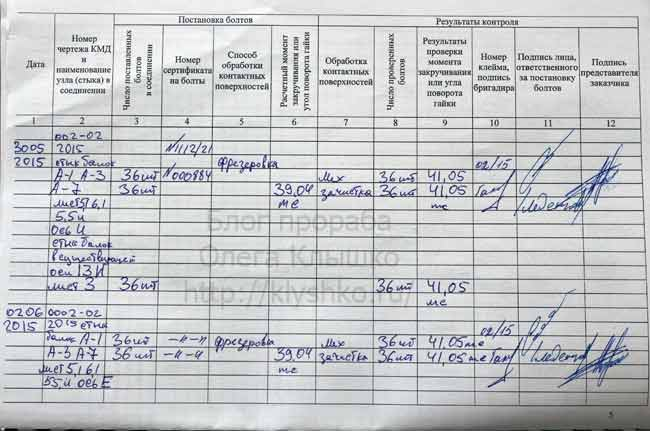
Технический заказчик (см. п. 22 статьи 1 ГрК РФ) — физическое лицо, действующее на профессиональной основе, или юридическое лицо, которое уполномочено застройщиком и от имени застройщика на следующие виды деятельности:
— заключение договоров о выполнении инженерных изысканий, о подготовке проектной документации, о строительстве, реконструкции, капитальном ремонте объектов капитального строительства;
— подготовка заданий на выполнение указанных видов работ;
— предоставление лицам, выполняющим инженерные изыскания и (или) осуществляющим подготовку проектной документации, строительство, реконструкцию, капитальный ремонт объектов капитального строительства, материалов и документов, необходимых для выполнения указанных видов работ;
— утверждение проектной документации;
— подписание документов, необходимых для получения разрешения на ввод объекта капитального строительства в эксплуатацию;
— осуществление иных функций, предусмотренных ГрК РФ.
Застройщик вправе осуществлять функции технического заказчика самостоятельно. В этом случае, лицо, осуществляющее перечисленные виды деятельности, называется Заказчиком.
Лицо, осуществляющее строительство (ранее – генеральный подрядчик) ) – организация (или физическое лицо, действующее на профессиональной основе), которая на основе договора с Застройщиком-Заказчиком или Техническим Заказчиком выполняет все работы на объекте (самостоятельно или с привлечением сторонних организаций, то есть субподрядчиков).
В принципе, возможна ситуация, когда Застройщиком, Заказчиком и Лицом, осуществляющим строительство, может быть одна и та же организация или физическое лицо.
Лицо, осуществляющее строительство (ранее – генеральный подрядчик)— организация (или физическое лицо, действующее на профессиональной основе), которая на основе договора с Застройщиком-Заказчиком или Техническим Заказчиком выполняет все работы на объекте (самостоятельно или с привлечением сторонних организаций, то есть субподрядчиков).
В принципе, возможна ситуация, когда Застройщиком, Заказчиком и Лицом, осуществляющим строительство, может быть одна и та же организация или физическое лицо.
Авторский надзор – контроль за соответствием строительных работ и материалов положениям проектной, сметной и рабочей документаций. Осуществляется авторский надзор теми организациями, которые эту документацию разрабатывали. Авторский надзор обязателен при строительстве особо опасных, технически сложных и уникальных объектов (полный перечень указан в статье 48.1. ГрК РФ). Обратите внимание, что Федеральный закон от 17.11.95 № 169-ФЗ устанавливает право автора архитектурного проекта не только осуществлять авторский надзор, но и требовать от заказчика предоставления права на участие в реализации проекта (в первую очередь это касается объектов, представляющих культурную ценность). Кроме того, в соответствии с п. 7.6 свода правил СП 48.13330.2011 «Организация строительства. Актуализированная редакция СНиП 12-01-2004», утверждённого Приказом Минрегиона России от 27 декабря 2010 г.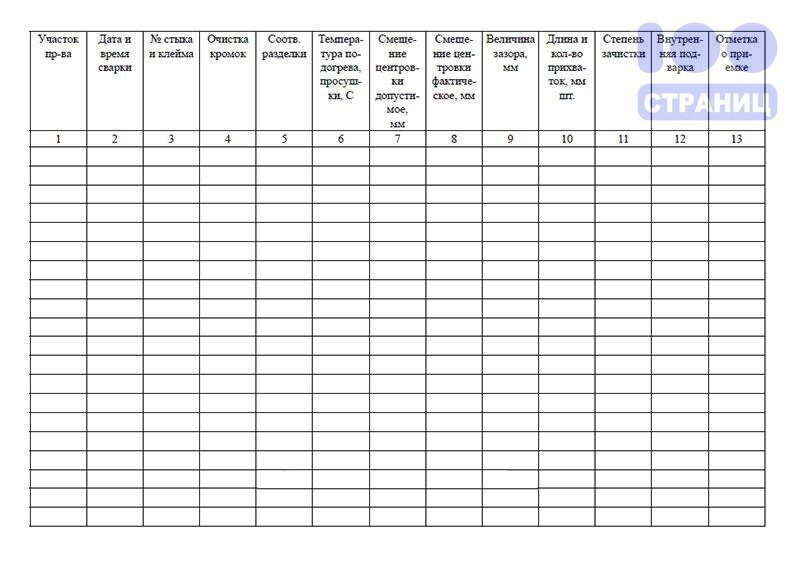 № 781, авторский надзор архитектора осуществляется автором-архитектором в инициативном порядке независимо от решения застройщика (заказчика) и наличия договора на авторский надзор по объекту. Территориальный орган по архитектуре и градостроительству по заявлению автора, удостоверившись в его авторстве, может выдать застройщику (заказчику) распоряжение об обеспечении допуска автора на объект строительства, возможности внесения им записей в журнал авторского надзора. Претензии автора-архитектора по реализации архитектурных проектных решений могут рассматриваться органом по градостроительству и архитектуре, решение которого является обязательным для застройщика (заказчика).
№ 781, авторский надзор архитектора осуществляется автором-архитектором в инициативном порядке независимо от решения застройщика (заказчика) и наличия договора на авторский надзор по объекту. Территориальный орган по архитектуре и градостроительству по заявлению автора, удостоверившись в его авторстве, может выдать застройщику (заказчику) распоряжение об обеспечении допуска автора на объект строительства, возможности внесения им записей в журнал авторского надзора. Претензии автора-архитектора по реализации архитектурных проектных решений могут рассматриваться органом по градостроительству и архитектуре, решение которого является обязательным для застройщика (заказчика).
Государственная экспертиза проектной документацииоценка соответствия проектной документации требованиям технических регламентов, в том числе санитарно-эпидемиологическим, экологическим требованиям, требованиям государственной охраны объектов культурного наследия, требованиям пожарной, промышленной, ядерной, радиационной и иной безопасности, а также результатам инженерных изысканий, и оценка соответствия результатов инженерных изысканий требованиям технических регламентов. Подробная информация о том, какие органы уполномочены проводить данную экспертизу, в каких случаях она требуется, а в каких – нет, и т.д., содержится в статье 49 ГрК РФ.
Подробная информация о том, какие органы уполномочены проводить данную экспертизу, в каких случаях она требуется, а в каких – нет, и т.д., содержится в статье 49 ГрК РФ.
Государственный строительный надзор – контроль соответствия выполнения работ и применяемых строительных материалов в процессе строительства, реконструкции объекта капитального строительства, а также результатов таких работ требованиям технических регламентов, проектной документации, в том числе требованиям энергетической эффективности и требованиям оснащенности объекта капитального строительства приборами учета используемых энергетических ресурсов. Осуществляется уполномоченными государственными организациями. В статье 54 ГрК РФ содержится подробная информация о Государственном строительном надзоре, объектах, для которых он обязателен, основаниях для его проведения и т.д.
Строительный контроль (ранее – технадзор) — проводится в процессе строительства, реконструкции, капитального ремонта объектов капитального строительства в целях проверки соответствия выполняемых работ проектной документации, требованиям технических регламентов, результатам инженерных изысканий, требованиям к строительству, реконструкции объекта капитального строительства, установленным на дату выдачи представленного для получения разрешения на строительство градостроительного плана земельного участка, а также разрешенному использованию земельного участка и ограничениям, установленным в соответствии с земельным и иным законодательством Российской Федерации. Строительный контроль проводится лицом, осуществляющим строительство. В случае осуществления строительства, реконструкции, капитального ремонта на основании договора строительный контроль проводится также застройщиком или техническим заказчиком либо привлекаемым ими на основании договора физическим или юридическим лицом. Застройщик или технический заказчик по своей инициативе может привлекать лицо, осуществляющее подготовку проектной документации, для проверки соответствия выполняемых работ проектной документации. Подробнее – в статье 53 ГрК РФ.
Строительный контроль проводится лицом, осуществляющим строительство. В случае осуществления строительства, реконструкции, капитального ремонта на основании договора строительный контроль проводится также застройщиком или техническим заказчиком либо привлекаемым ими на основании договора физическим или юридическим лицом. Застройщик или технический заказчик по своей инициативе может привлекать лицо, осуществляющее подготовку проектной документации, для проверки соответствия выполняемых работ проектной документации. Подробнее – в статье 53 ГрК РФ.
В общем журнале работ должна содержаться следующая информация:
— данные о всех организациях/компаниях/ИП/частных лицах, осуществлявших какую-либо экспертную, надзорную, контролирующую и т.п. деятельность, связанную с объектом;
— данные о всех организациях/компаниях/ИП/частных лицах, имеющих отношение к проектированию объекта;
— данные о всех организациях/компаниях/ИП/частных лицах, принимавших участие в работах на объекте;
— данные о разрешении на строительство, экспертизах проектной документации и т. п.;
п.;
— данные о всех специальных журналах работ, инструктажей, проверок знаний и (при необходимости) журналах авторского надзора, а так же перечень исполнительной документации;
— данные о сроках и видах всех работ, которые велись на объекте.
Пример заполнения Общего журнала работ
Обложка Общего журнала работ.
На обложке указываются:
— номер журнала;
— наименование организации, ответственной за его оформление;
— вид работ — строительство/капитальный ремонт/реконструкция, название объекта, его адрес/местоположение.
Обложку всегда заполняет Застройщик.
Титульный лист Общего журнала работ.
Он состоит из нескольких (в нашем примере пяти) страниц.
На первой странице снова указывается порядковый номер журнала, название и адрес объекта, далее заполняем пункты «Застройщик» и «Уполномоченный представитель Застройщика» (в бланке под строчками заполнения есть подсказки – что именно писать). Эти пункты всегда заполняет Застройщик.
Эти пункты всегда заполняет Застройщик.
Если Застройщик является одновременно и Заказчиком (далее в тексте статьи Застройщик-Заказчик), то в пунктах «Заказчик» и «Уполномоченный представитель Заказчика» мы просто повторяем информацию из предыдущих пунктов. Если Застройщик и Заказчик – разные организации, рекомендуем название пунктов поменять, соответственно, на «Технический заказчик» и «Уполномоченный представитель Технического заказчика», чтобы меньше путаться.
Переходим ко второй странице. Первый пункт – «Сведения о выданном разрешении на строительство». В ст. 51 ГрК РФ есть вся информация о том, какие документы нужно собрать для получения разрешения на строительство, кто его выдает, срок действия разрешения и т.д.
Вкратце, процедура получения разрешения на строительство выглядит так. Проектную документацию, инженерные и архитектурные схемы, необходимые для получения разрешения, собирает Застройщик-Заказчик или Технический заказчик. Эти документы вместе со свидетельством Застройщика на право собственности в уполномоченные органы передает Застройщик/Застройщик-Заказчик, он же получает разрешение на строительство.
Соответственно, данный пункт титульного листа заполняется Застройщиком или Застройщиком-Заказчиком.
Следующие пункты – «Лицо, осуществляющее подготовку проектной документации» (далее — Проектная организация/Проектные организации), «Уполномоченный представитель лица, осуществляющего подготовку проектной документации, по вопросам соответствия выполняемых работ проектной документации (далее – Авторского надзора)» и «Сведения о государственной экспертизе проектной документации». Они заполняются Застройщиком-Заказчиком или Техническим заказчиком.
Остановимся подробнее на следующих моментах.
В пункте «Проектная организация» есть строка «Сведения о разделах проектной документации». Сюда вписываются номера разделов, подготовленные данной проектной организацией. Порядок ведения разделов проектной документации (всего их 12) определяется постановлением Правительства РФ от 16.02.2008 N 87 (ред. от 28.04.2017) «О составе разделов проектной документации и требованиях к их содержанию», в нем же указаны номера и названия этих разделов. Если весь проект полностью готовит одна организация, то в данном пункте можно указать «Разделы 1 – 12». В случае если проектную документацию готовят несколько организаций, лучше добавить дополнительные пустые строчки в пункт «Проектная организация», для каждой организации вписываются номера подготовленных ею разделов проектной документации. Например: ООО «Чертежник» — раздел 4, ООО «Проектировщик» — разделы 1-3, 5-12. Если требуется Авторский надзор – в следующем пункте указывается уполномоченный представитель проектной организации, который будет его осуществлять. Соответственно, если проект готовила не одна организация, в данном пункте нужно указать представителей всех проектных организаций. Если Авторский надзор не требуется – этот пункт заполнять не нужно.
Если весь проект полностью готовит одна организация, то в данном пункте можно указать «Разделы 1 – 12». В случае если проектную документацию готовят несколько организаций, лучше добавить дополнительные пустые строчки в пункт «Проектная организация», для каждой организации вписываются номера подготовленных ею разделов проектной документации. Например: ООО «Чертежник» — раздел 4, ООО «Проектировщик» — разделы 1-3, 5-12. Если требуется Авторский надзор – в следующем пункте указывается уполномоченный представитель проектной организации, который будет его осуществлять. Соответственно, если проект готовила не одна организация, в данном пункте нужно указать представителей всех проектных организаций. Если Авторский надзор не требуется – этот пункт заполнять не нужно.
Переходим к следующему пункту. Если требуется Государственная экспертиза проектной документации – сюда вносятся номер, дата получения заключения и название организации, которая его выдала. Этот пункт заполняет Застройщик.
Далее идут пункты «Лицо, осуществляющее строительство» и «Уполномоченный представитель лица, осуществляющего строительство». Сюда Застройщиком-Заказчиком или Техническим Заказчиком вносятся данные об организации, выполняющей все работы на объекте своими или привлеченными силами и тех сотрудниках этой организации, которые отвечают за данный объект.
Следующие пункты касаются уполномоченных представителей Застройщика-Заказчика или Технического заказчика и Лица, осуществляющего строительство по вопросам Строительного контроля (ранее – Технадзора). Если Застройщик-Заказчик (либо Технический заказчик) и Лицо, осуществляющее строительство – одна и та же организация/физическое лицо, то заполняется только пункт «Уполномоченный представитель лица, осуществляющего строительство». Если же это разные организации/физические лица, то Застройщик-Заказчик (или Технический заказчик) должен так же осуществлять строительный контроль и назначить своего уполномоченного представителя.
Далее следует пункт «Другие лица, осуществляющие строительство». Сюда вносятся данные обо всех компаниях и физических лицах, выполнявших какие-либо работы на объекте (т.е. о субподрядчиках). Ведением этого пункта титульного листа занимается Лицо, осуществляющее строительство, поскольку именно эта организация либо сама ведет все работы, либо нанимает субподрядчиков. Рекомендуем для этого пункта титульного листа распечатать побольше страниц, так как зачастую на объекте работает очень большое количество подрядчиков.
Переходим к последней странице титульного листа.
Первый пункт — сведения о Государственном строительном надзоре (если он требуется). Этот пункт заполняется непосредственно представителем Государственного строительного надзора.
Далее Застройщик вносит Общие сведения об объекте – название, краткие проектные характеристики, даты начала и окончания работ. Обратите внимание – в примере мы рассматриваем объект капитального строительства, если работы связаны с реконструкцией или капитальным ремонтом – нужно это отметить.
После этого указывается количество страниц в журнале, ставится печать Застройщика, должность и подпись законного либо уполномоченного представителя Застройщика. Пункт «Регистрационная надпись органа государственного строительного надзора» заполняется, как указано в самом журнале, представителем государственного строительного надзора, им же присваивается регистрационный номер. На регистрацию журнал передает Застройщик-Заказчик или Технический заказчик.
Последний пункт – «Сведения об изменениях в записях Титульного листа».
Здесь могу быть отмечены, например, замена кого-то из ответственных лиц, изменения в реквизитах и т.п. Это пункт заполняется Застройщиком.
Общий журнал работ с заполненным титульным листом, прошедший регистрацию в органах Государственного строительного надзора передается для ведения Лицу, осуществляющему строительство и должен находиться на объекте строительства до момента завершения работ.
Возможна ситуация, когда в одном или нескольких разделах прошитого журнала заканчиваются страницы.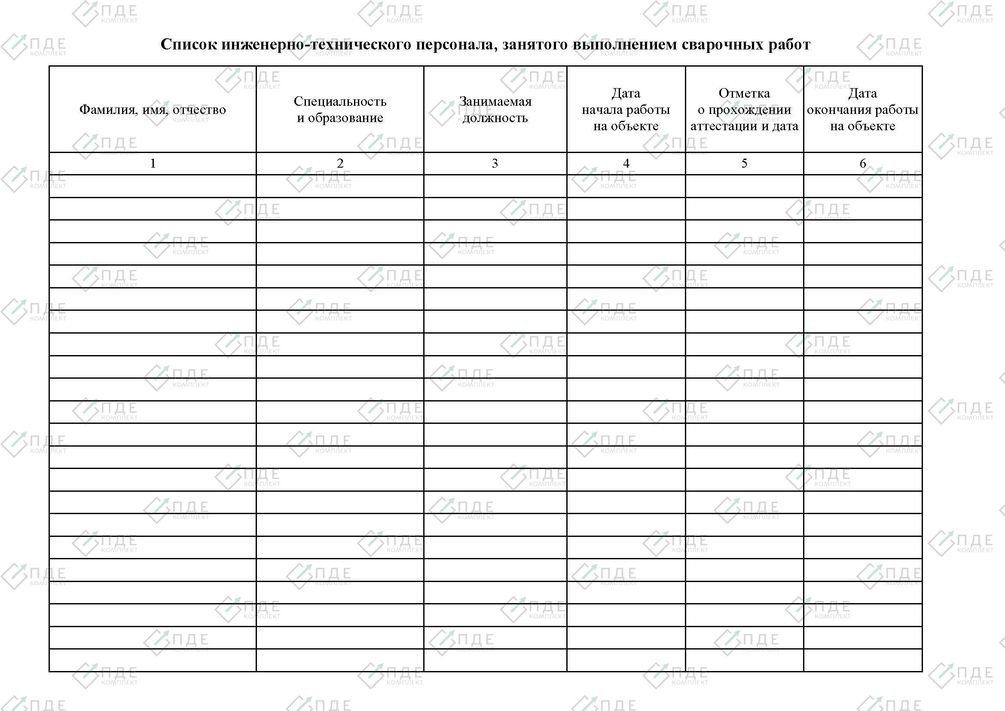 В этом случае ведение данного экземпляра журнала прекращается, в соответствующем пункте титульного листа указывается дата окончания ведения. Застройщик заводит новый журнал со следующим порядковым номером и передает его на объект, а законченный журнал хранится на объекте.
В этом случае ведение данного экземпляра журнала прекращается, в соответствующем пункте титульного листа указывается дата окончания ведения. Застройщик заводит новый журнал со следующим порядковым номером и передает его на объект, а законченный журнал хранится на объекте.
После завершения всех работ на объекте и прохождения итоговой проверки, Общий журнал работ передается Застройщику на постоянное хранение.
Разделы Общего журнала работ.
Разделы 1,2,3,5 и 6 заполняют уполномоченные представители Лица, осуществляющего строительство.
Раздел 4 заполняет уполномоченный представитель Застройщика-Заказчика или Технического заказчика.
Раздел 7 заполняет уполномоченный представитель Государственного строительного надзора.
Раздел 1. Список инженерно-технического персонала, занятого при строительстве, реконструкции, капитальном ремонте.
Здесь перечисляются представители всех организаций, ведущих работы на объекте.
Раздел 2. Перечень специальных журналов работ и авторского надзора
Здесь, соответственно, отмечаются все журналы, с указанием того, какая именно подрядная или проектная организация их вела. Специальные журналы должны находиться на объекте до момента его сдачи, а потом – храниться у Застройщика вместе с Общим журналом работ. Важный момент – для каждого вида работ и для каждой организации заводится свой специальный журнал. То есть, даже если сварочные работы на объекте выполняли десять разных компаний/физических лиц, требуется оформить десять журналов сварочных работ – отдельный для каждого подрядчика. Если одна компания выполняла несколько видов работ (например, сварку, откопку котлована и погружение ЖБИ-свай), то по каждому виду работ ведется отдельный журнал.
Раздел 3. Сведения о выполнении работ
Сюда ежедневно заносятся сведения обо всех работах, выполненных на объекте в этот день. Даже если определенный вид работ выполнялся в течении месяца, необходимо ежедневно отмечать, на каком участке, какой объем работ и с использованием каких материалов был сегодня выполнен.
Раздел 4. Сведения о строительном контроле Застройщика-Заказчика или Технического заказчика
Раздел 5. Сведения о строительном контроле Лица, осуществляющего строительство
В эти разделы заносятся данные о выявленных недочетах, например – несоответствие материалов или качества работ. Важный момент – обязательно должен быть поставлен срок устранения недочета («Немедленно», «К 08.04.2017» и т.д.). Необходимо так же следить, чтобы выявленные недочеты были либо устранены к указанному сроку, либо была указана объективная причина, по которой этот срок увеличили.
Если при проведении строительного контроля недочетов выявлено не было, это желательно отразить в журнале, чтобы не создалось впечатления, что контроль вообще не осуществляется.
На правильность ведения этих разделов часто обращают внимание при проведении Государственного строительного контроля и Авторского надзора.
Раздел 6.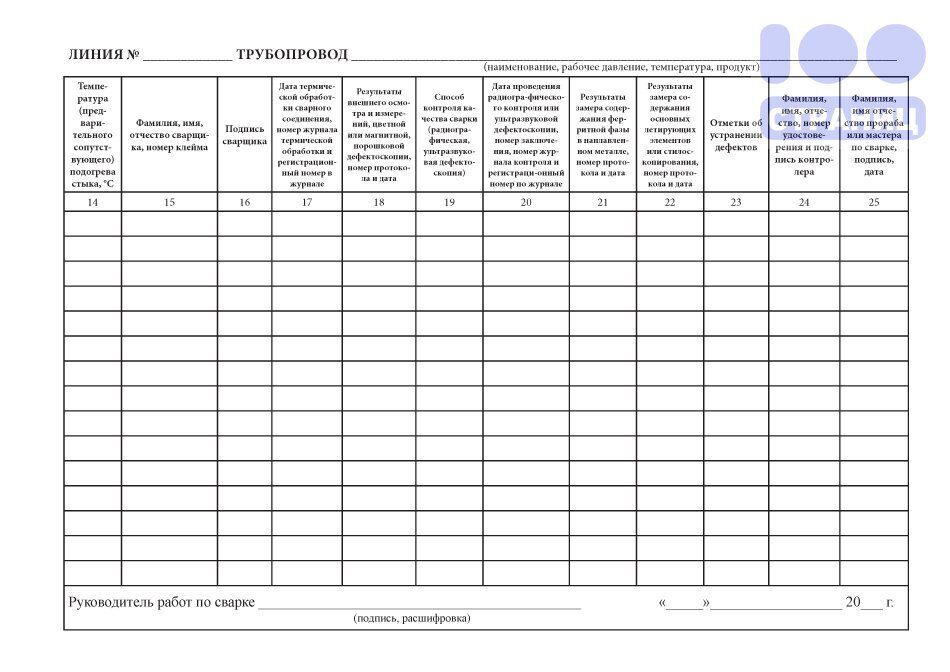 Перечень исполнительной документации
Перечень исполнительной документации
Сюда вносятся, например, акты приема-передачи работ и акты освидетельствования скрытых работ. Если Акт скрытых работ №2 принимают те же самые лица, что и Акт срытых работ №1, то можно не вписывать их еще раз, а поставить знак повтора.
Раздел 7. Сведения о Государственном строительном надзоре
В этом разделе отмечаются результаты проверок со стороны Госстройнадзора. Обратите внимание, что проверять могут не только соответствие работ и материалов проектной документации, но и правильность оформления и ведения всех журналов.
Обратите внимание – вносить записи в разделы 3 и 6 (Сведения о выполнении работ и Перечень исполнительной документации) может только уполномоченный представитель Лица, осуществляющего строительство.
Надеемся, что эта статья оказалась для вас полезной.
Если у вас остались какие-то вопросы, вы можете обратиться к разделу Ответы на часто задаваемые вопросы.
Скачать образец заполнения Общего журнала работ
Скачать Общий журнал работ бесплатно: PDF, DOCX
Поделиться статьёй:
A Справочник по сварке и производству
Справочник по сварке и производству
Огромная часть машиностроения — это производство и сварка. Изготовление и сварка позволяют изготавливать металлические конструкции различных форм и размеров. Его можно применять в различных отраслях промышленности, таких как машиностроение, строительство, судостроение и др.
Изготовление
Изготовление металла относится к строительству металлических конструкций. Это делается с помощью различных процессов, таких как резка, гибка, профилирование, сварка и сборка.
В процессе изготовления используются такие металлы, как сталь, алюминий и другие черные и цветные металлы. Эти металлы часто поставляются изготовителем в необработанном виде, затем они разрезаются, сгибаются и формуются в требуемые формы и размеры, готовые к сварке.
Сварка
Металл, полученный в процессе изготовления, затем сваривается с использованием ряда методов и процедур. Сварочные процессы часто включают в себя дуговую сварку, которая представляет собой технологию сварки, в которой используется источник питания для создания электрической дуги между электродом на сварочном стержне и самим материалом.Создаваемый ток выделяет огромное количество тепла, которого достаточно, чтобы расплавить основной материал.
Другие распространенные сварочные процессы включают:
- Дуговая сварка экранированного металла (SMAW) — также известная как ручная металлическая дуга (MMA). Благодаря использованию расходуемого электрода с флюсовым покрытием, который защищает зону сварки от окисления и загрязнения, SMAW выделяет в процессе сварки углекислый газ.
- Газовая дуговая сварка металла (GMAW) — автоматический или полуавтоматический процесс, в котором используется непрерывная подача проволоки. Поскольку электрод здесь непрерывный, скорость сварки при GMAW намного выше, чем при SMAW.
- Газовая дуговая сварка вольфрамом (TIG) — TIG использует смесь полуинертных газов для обеспечения процесса сварки, в котором используется неплавящийся вольфрамовый электрод, смесь инертного или полуинертного газа и отдельный присадочный материал. Этот процесс сварки часто требует от оператора высокого уровня квалификации и особенно полезен при сварке тонких материалов. Хотя этот процесс может быть медленным, он дает высококачественные сварные швы.
- Дуговая сварка порошковой проволокой (FCAW) — FCAW использует проволоку, состоящую из стального электрода, окружающего порошковый наполнитель. Этот провод дороже, чем стандартные одножильные провода, а также может выделять дым. Однако он обеспечивает высокую скорость сварки и отличное проплавление металла.
 Поскольку электрод здесь непрерывный, скорость сварки при GMAW намного выше, чем при SMAW.
Поскольку электрод здесь непрерывный, скорость сварки при GMAW намного выше, чем при SMAW. Здесь, в GET, мы обучаем учеников различным инженерным аспектам, включая сварку и производство. Если вы в настоящее время ищете стажировку в области сварки и производства, загляните на нашу страницу с текущими вакансиями.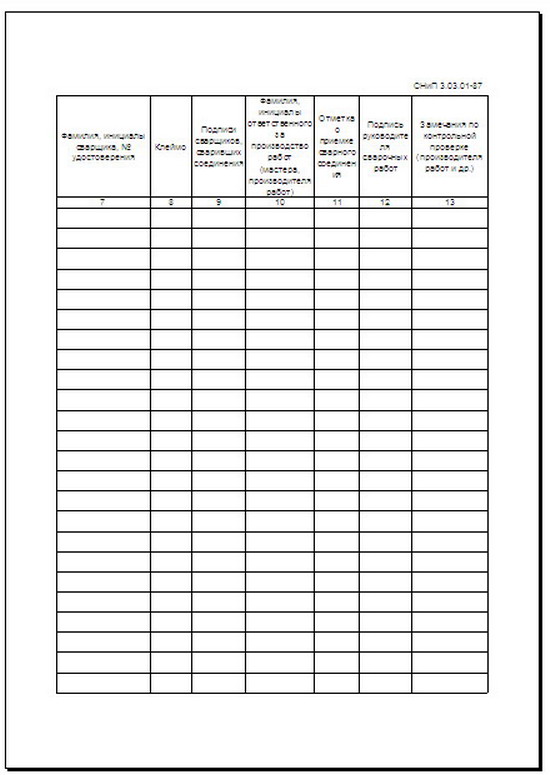
Для получения дополнительной информации, не стесняйтесь связаться с членом команды GET, посетив нашу страницу контактов или позвонив нам по телефону 01452 423461.
Шаблон журнала сварщиков— заполнить онлайн, для печати, заполняемый, пустой
Журнал учета непрерывности сварщиков
Видеоинструкция и помощь в заполнении и заполнении шаблона журнала сварщика
Инструкции и справка по форме журнала сварщиков
Привет, Джоди Харт, советы и хитрости по сварке, успокаивают многие технические трудности на этой неделе, поэтому я еще не выпустил сварочное видео, но я скоро вернусь к работе, и поэтому на этой неделе я подумал, что отвечу на комментарий, который поступил в видео на прошлой неделе вопрос звучит так: эй, как насчет того, чтобы провести небольшую сессию вопросов и ответов о вашем сварочном опыте, поскольку у вас сейчас 240 тысяч подписчиков в интересах обеспечения здесь ценности и хорошего контента Я хочу поговорить о своей карьере только в том виде, в каком она относится к тому, как это могло бы помочь молодому человеку, начинающему учиться сварщику, потому что совет от кого-то, кто уже был там, Кент может очень помочь, так что здесь все идет хорошо Я начал в колледже колледж не для меня Я был немного слишком незрелый в 18 лет я не видел никакого прогресса Я чувствовал себя потерянным, и я хотел сделать что-то еще, что-то своими руками, поэтому я хотел хорошо разбираться в автомеханике, эта программа была заполнена, а сварка не была такой, как я попал в w Полностью случайно, но мне понравилось в первый день Мне понравилось Я мог видеть Я вижу свет в конце туннеля Я вижу прогресс от первого часа ко второму часу уже вижу прогресс уже слышу, как ребята говорят о выходе Я получил работу по сварке труб и зарабатывал действительно хорошие деньги, поэтому я пошел в сварочную школу еще до того, как окончил сварочную школу. Моя первая сварочная работа была во время зимних каникул, и инструкторы посоветовали мне пойти и получить некоторый опыт, который у нас был. про пятинедельный перерыв, зимний перерыв, и там была местная местная потогонная мастерская, которую они наняли сварщиков, и они сказали, что не говорите им, что вы будете там всего на пять недель, Не волнуйтесь, вы все равно переживете большинство людей, что, как я обнаружил, так и есть, поэтому сидеть на ведре по десять часов в день, сжигая стержни большого диаметра 316 диаметром 1018, это была работа, хорошее хорошее впечатление, не то, что приятно так рад что я ушел через пять недель вернулся в школу, а потом пошел и взял трубу за пояс, и продолжал, и сваривал трубу около тринадцати лет, и все это было действительно хорошей работой несколько атомных бумажных фабрик другие электростанции Баб покупает такие вещи, а потом поворот событий у отца моей жены диагностировали рак, и она хотела сразу же вернуться домой Я накачался наркотиками с этой работы, это просто строительный язык, потому что я уволился, и я начал перебрасывать щупальца на другую работу, и при этом я пошел обратно в школу, которую, как я думал, я закончил, чтобы получить свой диплом, чтобы все это было в моем резюме, и все пришло к выводу, что у меня еще нет диплома, но я его получил Я получил своих уток подряд Я выполнили все требования, и поэтому они сказали, что вам следует проверить в Delta, мы только что отправили парня в Delta.
Моя первая сварочная работа была во время зимних каникул, и инструкторы посоветовали мне пойти и получить некоторый опыт, который у нас был. про пятинедельный перерыв, зимний перерыв, и там была местная местная потогонная мастерская, которую они наняли сварщиков, и они сказали, что не говорите им, что вы будете там всего на пять недель, Не волнуйтесь, вы все равно переживете большинство людей, что, как я обнаружил, так и есть, поэтому сидеть на ведре по десять часов в день, сжигая стержни большого диаметра 316 диаметром 1018, это была работа, хорошее хорошее впечатление, не то, что приятно так рад что я ушел через пять недель вернулся в школу, а потом пошел и взял трубу за пояс, и продолжал, и сваривал трубу около тринадцати лет, и все это было действительно хорошей работой несколько атомных бумажных фабрик другие электростанции Баб покупает такие вещи, а потом поворот событий у отца моей жены диагностировали рак, и она хотела сразу же вернуться домой Я накачался наркотиками с этой работы, это просто строительный язык, потому что я уволился, и я начал перебрасывать щупальца на другую работу, и при этом я пошел обратно в школу, которую, как я думал, я закончил, чтобы получить свой диплом, чтобы все это было в моем резюме, и все пришло к выводу, что у меня еще нет диплома, но я его получил Я получил своих уток подряд Я выполнили все требования, и поэтому они сказали, что вам следует проверить в Delta, мы только что отправили парня в Delta. Я не знал, что Delta нанял сварщиков, я даже не знал, что у них есть техническое обслуживание…
Я не знал, что Delta нанял сварщиков, я даже не знал, что у них есть техническое обслуживание…
Основные термины сварки
Ниже приведены мои нетехнические определения некоторых
основные сварочные условия. Они хороши для любителей дома и тех, кто только собирается
в сварочное поле. Большинство людей не хотят садиться и учиться сварке
словарный запас, и я не виню их, я тоже. Но если вы выучите это,
вы будете на голову выше большинства новичков.
Нажмите здесь, чтобы просмотреть наши сварочные печи и на номер
узнайте о преимуществах правильного хранения сварочных материалов!
Arc Blow — дуга ходить везде, куда вы НЕ хотите.Это происходит только в DC, бывает много вваривается в угол и, как полагают, каким-то образом вызвано магнетизмом. Иногда помогает переместить рабочий зажим в другое положение на стали.
Дуга
Резка — может выполняться стержнем 6010 или 6011 на станке
до «warp 10». (очень горячий) Можно использовать и другие стержни, но эти два
самый лучший. Здесь вы прорезаете сталь, используя силу дуги. Это
не сделает самый красивый разрез, но подойдет в крайнем случае, когда у вас нет фонарика.
(очень горячий) Можно использовать и другие стержни, но эти два
самый лучший. Здесь вы прорезаете сталь, используя силу дуги. Это
не сделает самый красивый разрез, но подойдет в крайнем случае, когда у вас нет фонарика.
Дуга Строжка — это когда сталь или металл разрезают дугой из углерода. электрод. Электрод представляет собой твердый углерод, обернутый медью для обеспечения проводимости. В Stinger имеет сжатый воздух, и когда кнопка нажата, он выпускает воздух на расплавленный разрезаемый металл. Машина повернута на «деформацию 10», что означает, что вы используют ОЧЕНЬ много ампер (тепло).
Примером может служить то, что мы зашли в работа, где 5 резервуаров из нержавеющей стали высотой около 10 этажей имели почти все сварные швы провалить рентгеновское обследование.Мы выдолбили сварной шов снаружи, а затем снова сварили. Мы затем выдолбил сварные швы изнутри и снова приварил к нашему предыдущему сварному шву.
толстый
нержавеющую сталь нельзя резать горелкой, и даже если бы это было возможно, из-за тепла она
деформация. Дуговая строжка обеспечивает концентрацию тепла в месте пропила.
Дуговая строжка обеспечивает концентрацию тепла в месте пропила.
Сплав — это элемент, добавленный к металлу. Примером может служить низкоуглеродистая сталь с добавлением хрома (резист ржавчина), и никель (делает его менее подверженным окислению, которым является ржавчина), который делает форму из нержавеющей стали.(наиболее распространенная нержавеющая сталь 304)
Чередование Current — меняет направление с положительного на отрицательное по синусоиде волна. Это создает неустойчивую дугу при большинстве сварочных процессов, поэтому постоянный ток является предпочтительным.
Сила тока — измеряет ток электричества и то же, что и ток, который является вашим теплом.
Arc — это то, что находится между конец электрода и основной металл. Сопротивление вызывает тепло.
Автомат Сварка — это сварка, выполненная таким оборудованием, как робот.
Резервное копирование
Полоса — это полоса или отрезок стали, стыкующийся до открытого зазора между
два куска стали. Сварочные стержни 6010 можно использовать для открытой стыковой сварки, но
7018 не может и требует подкладочной полосы для обеспечения поверхности для электрода
чтобы приварить. Некоторые резервные ленты обрезаются, а некоторые остаются на месте.
Сварочные стержни 6010 можно использовать для открытой стыковой сварки, но
7018 не может и требует подкладочной полосы для обеспечения поверхности для электрода
чтобы приварить. Некоторые резервные ленты обрезаются, а некоторые остаются на месте.
Бусина — наплавленный присадочный металл на и в рабочей поверхности, когда проволока или электрод плавится и вплавляется в сталь.Стрингер-бусинка — это узкая бусина, тянущее движение или легкие колебания, в то время как бусинка плетения шире с большей колебание.
Bevel — угловой срез или отшлифованный край заготовки чтобы обеспечить большее проплавление для более прочного сварного шва.
Взорвано — что вы будет, если сварить или порезать емкости с испарениями. НИКОГДА не сваривайте и не режьте контейнер, если он не новый или вы не знаете, что он был очищен и сертифицирован по безопасности! Контейнеры могут быть токсичными, легковоспламеняющимися или взрывоопасными.
Щетка — сталь
ручная щетка с проволочной щетиной, дисковая щетка для ручной шлифовальной машины, чашечная щетка для ручной шлифовальной машины,
или колесная щетка для настольной шлифовальной машины.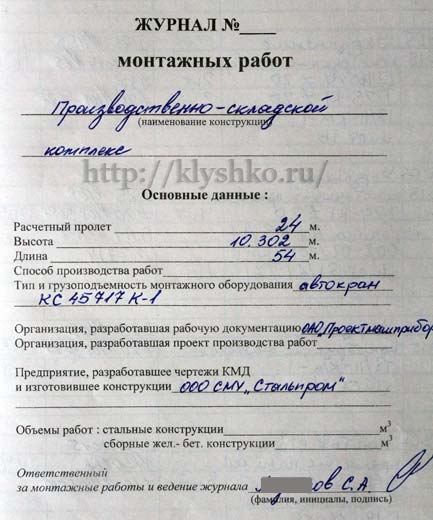 Они используются для очистки прокатной окалины, окисления,
грязь, масло и т. д. со стальных поверхностей. Чистота имеет первостепенное значение на
заготовку, чтобы убедиться в отсутствии дефектов сварного шва. Важно использовать нержавеющую
стальную щетку и щетку из мягкой стали.
Они используются для очистки прокатной окалины, окисления,
грязь, масло и т. д. со стальных поверхностей. Чистота имеет первостепенное значение на
заготовку, чтобы убедиться в отсутствии дефектов сварного шва. Важно использовать нержавеющую
стальную щетку и щетку из мягкой стали.
Build-Up Weld — здание
вверх по поверхности стальной детали, такой как зубья звездочки, поверхность
промежуточное колесо (удерживает гусеницу на гусеничном ходу, например, бульдозеры)
или краны), или ковш на фронтальном погрузчике.В большинстве случаев это намного дешевле
Сварщик создает компонент, а не заменяет его. Построить
сварные швы обычно выполняются электродами с твердой поверхностью.
Это тоже хороший способ
чтобы новый студент-сварщик научился правильному повторному запуску и врезке.
Разоренный Аут — невыполнение испытания сварного шва из-за дефектов сварных швов. «Он разорился на своих испытательных пластинах и не был принят на работу ».
Butt Joint —
просто то, что это такое . .. две части столкнулись друг с другом.Только верх и
нижняя поверхность может быть сварной. Без хорошего проплавления этот сварной шов не имеет
прочность многопроходного углового шва или стыка со скосом.
.. две части столкнулись друг с другом.Только верх и
нижняя поверхность может быть сварной. Без хорошего проплавления этот сварной шов не имеет
прочность многопроходного углового шва или стыка со скосом.
Заглушка — последний валик шва с разделкой кромок, его можно сделать плетением вперед-назад, или с бусинками стрингера, связанными друг с другом.
Также то, что вам нужно надеть
на голове при сварке MIG в вертикальном положении или во время любого процесса над головой, чтобы не было горячих искр
с твоей головы. (см. Кассинг.) Шляпы сварщика имеют маленький счет и такие высокие
им нужна сигнальная лампа, чтобы самолеты не врезались в них. Это так
их можно повернуть и натянуть на ухо при сварке трубы и головы
наклонен. Вы ДАЖЕ не хотите, чтобы капля расплавленного металла попала вам в ухо! Ты
Вы можете буквально услышать его шипение, когда страдаете от ожога. Сварочные шапки могли
выиграть любой конкурс уродливых шляп со всеми безумными точками в горошек, узорами пейсли и другими безумными
конструкции.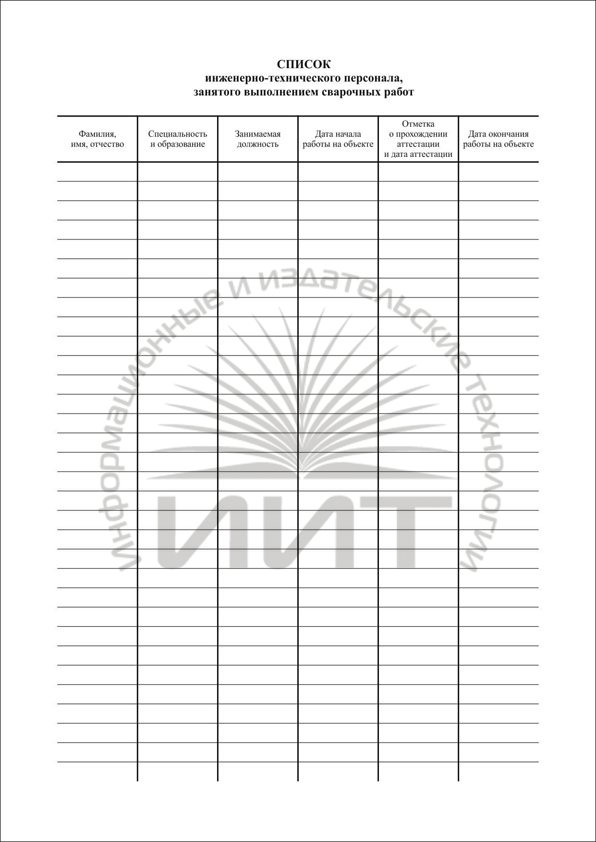
Cardinal Sin of Welding — см. Поднутрение.
Коалесценция — ах, это когда металл или сталь сплавлены (стыкованы) кузнечиком.
с покрытием Электрод — это флюс на присадочном металле сварочного стержня. Они использовали использовать голые штанги только в горизонтальном положении. Кто-то заметил, что ржавый удочка работала лучше, чем новая, поэтому они начали экспериментировать с разными покрытия на разные стержни. Они обнаружили, что некоторые покрытия создают экранирование. газ, защищавший сварочную ванну от атмосферных загрязнений.Загрязняющие вещества вызвать пористость и продольное растрескивание. Сварочная ванна защищает сварной шов был гладким и прочным и мог использоваться в разных положениях, а не просто плоский. Я могу только представить, сколько раз эти голые стержни застревали!
Вогнутость — Это когда валик углового сварного шва провисает внутрь от корневой грани к корню.
Расходные материалы
Вставка — это место, где присадочная проволока или пруток находится в зазоре, и вы привариваете их к
основной металл вместе с проволокой или прутком. Он становится единым целым с кузнечиком сварного шва.
Он становится единым целым с кузнечиком сварного шва.
Выпуклость — это когда валик углового сварного шва выступает наружу из корня.
к лицу.
Угловое соединение — Одно из пяти основных сварных соединений. Это это когда края двух пластин стыкуются друг с другом под углом 90 градусов. Это обычно имеет канавку для заполнения, обеспечивающую хорошее проникновение.
Защитное стекло или Защитная пластина — Прозрачные стеклянные или пластиковые линзы в бленде или очках для резки защищает линзу № 5 (для резки) или № 10, 11, 12 (для сварки) от попадания брызги на них.Жалко меня, черт возьми, когда студент забывает вставить его когда меняют линзу. Затем они сваривают его, и брызги портят # стекло, которое недешево! Вы должны часто менять крышки, поскольку они ограничивают ваш вид, когда они забрызганы или поцарапаны.
Трещина — Где
сварной шов ломается или разваливается. Хорошим примером может служить сварка чугуна.
Если он не был предварительно нагрет и нагрет правильно, или если используется неправильный электрод,
это взломает БОЛЬШОЕ ВРЕМЯ.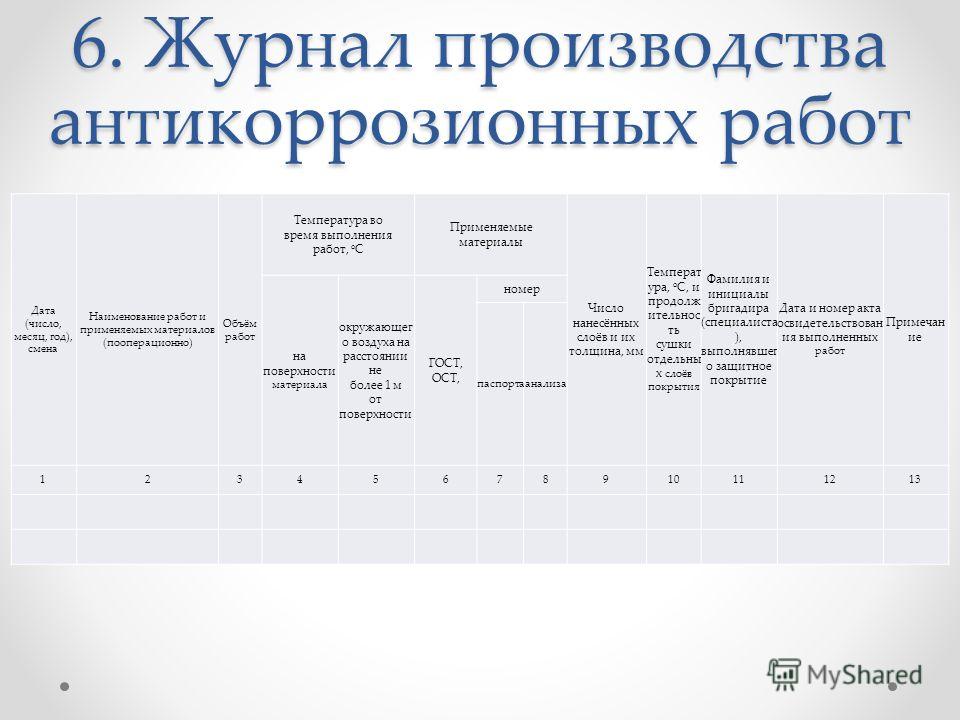 Иногда трещина будет проходить прямо перед сварным швом
бассейны во время сварки.
Иногда трещина будет проходить прямо перед сварным швом
бассейны во время сварки.
Вы должны предварительно нагреть, пост-нагревать и спустить чугунную катанку, который содержит никель. Уловка, чтобы предотвратить распространение трещины, — это просверлить отверстие до и после трещины, которую вы собираетесь сваривать. Выполните сварку, а затем заполнить отверстия. Отверстия не дают трещине распространяться.
Кратер — В конце сварного шва вы прожигаете сталь, не оставляя присадки. металл, оставляющий углубление в основном металле.При перезапуске вы хотите чтобы начать в конце трещины, приварите обратно к месту остановки сварного шва, а затем продолжайте движение в направлении сварки. Это предварительно нагревает и дает хорошее соединение. в бусину, которую вы только что положили.
Критическая температура — Это когда
основной металл переходит от солидуса к ликвидусу, когда вы его нагреваете во время
сварочный процесс. Это как раз в тот момент, когда он перестает быть твердой массой,
таять и становиться жидкостью. Это отличный термин для обсуждения за коктейлем
вечеринка, чтобы заставить вас казаться умным, ОСОБЕННО, если ваша аудитория мало знает о
сварка!
Это отличный термин для обсуждения за коктейлем
вечеринка, чтобы заставить вас казаться умным, ОСОБЕННО, если ваша аудитория мало знает о
сварка!
Ток — В электрической цепи ток является потоком электричества. То, на что вы свариваете, сопротивляется потоку, и это выделяет тепло. AMPS являются мерой вашего тока. Чтобы получить более техническую информацию, ток отрицательно заряженные электроны проходят через проводник, который обычно представляет собой проволоку.
Цилиндр р — В чем мы храним кислород и ацетилен для резки, и ЗАЩИТНЫЙ ГАЗ для Сварочные процессы MIG и TIG.Они бывают разных размеров, и вам нужно изучить перед покупкой. Если вы получите слишком мало одного, вы действительно устанете заправлять это все время.
Дефект — Что-то не так со сварным швом. Основные дефекты: продольные трещины, пористость, шлаковые включения и «кардинальный» Грех «сварки… Подрезка.
Глубина плавления — Насколько глубока ваша
присадочный металл проникает в металл с поверхности.
Постоянный ток — Сварка постоянным током — это самая плавная сварка с наименьшим количеством брызг.В
ток течет в одном направлении, от отрицательного к положительному. (Катод к аноду)
It
это похоже на то, когда вы включаете водяной шланг и вода вытекает. С DC
ток ВСЕГДА течет в одном направлении. Однако вы можете изменить сварку
приводит к изменению полярности.
Отрицательный электрод постоянного тока — Электричество ВЫХОД ИЗ сварочного стержня или проволоки рассеивается в заготовке, поэтому дает меньшее проникновение. Около 1/3 тепла приходится на конец стержня и 2/3 тепла. на заготовке.Это то, что вы хотите использовать для тонких металлов.
Прямой
Положительный токовый электрод — Электроэнергия течет НА сварочный стержень или проволоку
и, следовательно, больше нагревают стержень или конец проволоки. Это дает вам 2/3 тепла
на стержне и 1/3 на заготовке, что дает большее проникновение для толстых
металлы, потому что сила дуги проникает в сталь перед нанесением присадочного металла.
Пластичность — Металл изгибается и остается изогнутым, не ломаясь.
Рабочий цикл — это сколько времени машина может проработать за десять минут до он перегревается.
10% = 1 минута из каждых 10.
20% = 2 минуты из каждых 10.
Включено до 100%, при котором будет работать все время без остановки.
Для
машина на заводе или строительной площадке, вам нужен 100% рабочий цикл.
Для
ваша мастерская по хобби вы можете обойтись с 20 или 30%.
Даже в самом загруженном Фабрика через десять минут закончится.Если вы сварка клеем, вы можете пробежать чуть больше минуты. Тогда ты собираешься поднять капюшон, проверить Из того, что делают все остальные, подумай, что ты собираешься делать этой ночью, Отколите шлак, почистите сварной шов, проверьте, сколько сейчас времени, замените стержни и НАКОНЕЦ возвращаемся к сварке.
Edge Joint — Внешний край двух пластин
встали на 90 градусов параллельно друг другу.
Подготовка кромки — До приваривая край пластины или трубы, следует позаботиться о том, чтобы сварной шов был качественным.Это могут быть вырезаны резаком или скошены, обработаны шлифовальным станком, напильником или все три.
Электрод — Электроды либо покрыты флюсом, либо просто оголены. В области электрод называют стержнем при сварке штангой, а электродом — проволокой. Дуговая сварка MIG и порошковой проволокой.
Существует МНОГО различных типов электродов.
В Использовались голые стержни времен Второй мировой войны, которые можно было использовать только в горизонтальном положении. Это было ОЧЕНЬ легко воткнуть эти стержни, и я могу только представить, как это должно быть неприятно. были использовать их.Однажды парень заметил, что подобранный им ржавый стержень приварен лучше, чем новенькие.
Эксперименты с разными типами покрытий
как кремний и калий, было установлено, что флюс на стержне не только помогает
он горит лучше, но производит защитный газ, защищающий сварочную ванну от
атмосфера.
Держатель электрода — Ручной зажим, удерживающий сварку стержень и проводит электричество из стержня в ОТРИЦАТЕЛЬНОМ ЭЛЕКТРОДЕ ПРЯМОГО ТОКА, или в стержень в ПОЛОЖИТЕЛЬНОМ ЭЛЕКТРОДЕ ПРЯМОГО ТОКА.
Лицевая сторона — На пластине или сварка труб: ROOT PASS, HOT PASS, FILLER PASS и CAP. Корень проникает через заднюю часть пластины, крышка находится на поверхности, которую вы сварка, то есть лицо.
Вентилятор : Сварочные аппараты имеют вентилятор для охлаждения машины и предотвращения ее перегрева. (см. ОБЯЗАТЕЛЬНЫЙ ЦИКЛ) Некоторые фанаты работают постоянно, в то время как другие запускаются «по запросу», что означает, что он включается при необходимости и отключается, когда не требуется.
(Хорошая идея подуть
отключать сварочный аппарат сжатым воздухом не реже одного раза в месяц. Это сохраняет
пыль от накопления и возможного нарушения внутренней электрической работы.
На всех машинах есть вентиляционные прорези, и каждый из них должен быть продуван. )
)
Железо Металл — Железо получают из руды, добываемой на Земле. Смотри как Сталь сделана. Черный означает, что металл — это железо или железо со сплавами.
Наполнитель Металл — металл, добавляемый в сварочную ванну.Сварной шов можно выполнять с присадочный металл. Тонкий металл иногда сваривают путем плавления двух основных металлов. вместе.
Flash Burn — Это ожог от радиации. от УЛЬТРАФИОЛЕТОВЫХ лучей сварочной дуги. Он может обжечь кожу, как к солнечным ожогам и даже волдырям на роговице. Вы не понимаете этого до нескольких часов спустя когда кажется, что кто-то втирает тебе горячий песок в глаза.
Два моих студенты сваривали слишком близко друг к другу, и я сказал им двигаться, но они сказал, что они были в порядке.Да, что я знаю? Я делал это только 30 долбаных лет по сравнению с их тремя или четырьмя месяцами!
Уэлп, в ту ночь они были
в отделении неотложной помощи получают мазь для глаз и хорошее отделение неотложной помощи за 300 долларов
законопроект.
Вы никогда не должны находиться там, где можно увидеть свет сварочной дуги без защитные линзы, даже если они не сбоку от глаз. В моем магазине громко объявляем «СМОТРИТЕ В ГЛАЗА!» прежде чем зажигать дугу, чтобы предупредить чтобы закрыть глаза.
Угловой шов — Король сварных швов, потому что он используется во многих приложениях, в основном на тройниковых соединениях. . (См. СОЕДИНЕНИЯ.)
Два куски металла стыкуются встык под углом 90 градусов, бусинка проходит на полпути в каждый кусок. В зависимости от толщины может понадобиться одна бусинка или несколько бусинок. ПРИВЯЗАНЫ друг к другу.
Поверхность углового сварного шва — Поверхность или верх сварной шов.
Ветвь углового сварного шва — От пересечения стыка до конец сварного шва.На каждую тарелку будет по ножке.
Угловой шов Носок — это конец сварного шва на конце ножки. Опять будет один за каждую тарелку.
Корень углового сварного шва — Место начала сварного шва на пересечении
стыкованных плит.
Горловина углового шва — Расстояние от корень к лицу.
Для приведенных выше определений FILLET WELD см. Miller’s Tig.
Страница сварки для хорошей иллюстрации…
http: // www.millerwelds.com/education/TIGhandbook/pdf/TIGBook_Chpt7.pdf
Поток Измеритель — Давление в баллоне SHIELDING GAS может достигать 2400 фунтов. на дюйм. Расходомер снижает это давление до рабочего давления, обычно около 20-20 25 кубических футов в час.
Flux :
Очищает поверхность и при горении
создает ЗАЩИТНЫЙ ГАЗ, который защищает БАССЕЙН или ЛУЗУ от атмосферных воздействий.
загрязняющие вещества, вызывающие ДЕФЕКТЫ.
Дуговая сварка порошковой проволокой (FCAW) — Длинная тонкая плоская полоска пропускается через серию штампов, пока она не начнет скручиваться. По сторонам.Затем добавляется FLUX, и он проходит через матрицы, пока не будет свернутый в трубчатую проволоку.
Подобно ТВЕРДОЙ СТАЛЬНОЙ ПРОВОЛОКЕ, она катится и
используется аналогично MIG, обычно устанавливается на ОТРИЦАТЕЛЬНЫЙ ЭЛЕКТРОД ПРЯМОГО ТОКА. Когда
проволока плавится и превращается в НАПОЛНИТЕЛЬНЫЙ МЕТАЛЛ, ПОТОК горит и образует ЗАЩИТНЫЙ ГАЗ.
Когда
проволока плавится и превращается в НАПОЛНИТЕЛЬНЫЙ МЕТАЛЛ, ПОТОК горит и образует ЗАЩИТНЫЙ ГАЗ.
Следовательно, не требуется ЗАЩИТНЫЙ ГАЗ, поэтому его можно использовать на сквозняках или даже на ветру, в отличии от его двоюродного брата МИГа.
Испытание на свободный изгиб — Также называется управляемым изгибом тест, это разрушительный тест.Из испытательной пластины вырезается купон, сварной шов шлифованный, затем купон (обычно 1 ½ дюйма шириной и 7 дюймов длиной) сгибается в JIG. Затем он ВИЗУАЛЬНО ПРОВЕРЯЕТСЯ на предмет трещин и дефектов.
Это
это один из способов демонстрации КВАЛИФИКАЦИИ для получения сертификата. Сварка — это одно
из самых требовательных профессий, потому что сварщик всегда должен доказывать свою квалификацию.
У меня 30-летний опыт работы в цехе, профсоюзе металлургов и образования,
но если бы я пошел работать, скажем, в электростанцию, со сварщиком, который
поля всего пару лет, я бы еще сдать тест с ними!
Критически для выполнения сложных работ требуется квалификация РЕНТГЕНОВ, которая не разрушает, но показывает все!
Дым — Квалифицированный ДЖУРНИР или НОВИЧКА,
при резке и сварке всегда следует остерегаться испарений.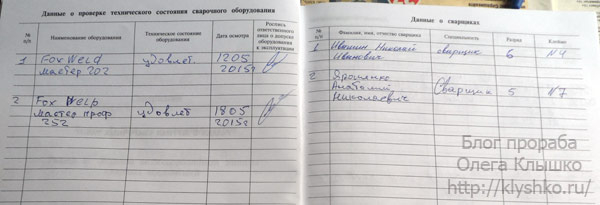
От GALVANIZED пары цинка, вызывающие тошноту, к более опасному газу фосгену, который может выделяться от УФ-ЛУЧЕЙ вокруг некоторых чистящих растворов ДЫМ может быть опасен!
Всегда убедитесь, что у вас есть надлежащая вентиляция, особенно в закрытых помещениях!
Предохранитель — Если вы покупаете сварочный аппарат для домашнего использования, убедитесь, что у вас есть подходящие предохранитель, чтобы вы не взорвали все. В старых домах убедитесь, что проводка были обновлены, иначе вы можете вызвать пожар из-за их перегрева.
Fusion — Как сказано в COALESCENCE, слияние — это плавление и соединение с основой металл или РОДИТЕЛЬСКИЙ МЕТАЛЛ вы свариваете кузнечика.
Это тоже слово
за то, что доктор хочет сделать с моей лодыжкой, которую я сломал, когда упал три
рассказы. Хочет взять кусок моей бедренной кости и прикрепить его к лодыжке. Беда
То есть, для заживления бедра потребуется больше времени, чем для заживления лодыжки! Итак . .. этот маленький
операции не будет.Черт возьми, мне все равно больно, когда я не сплю!
.. этот маленький
операции не будет.Черт возьми, мне все равно больно, когда я не сплю!
Оцинкованный — Электрохимический процесс, при котором низкоуглеродистую сталь погружают в жидкий цинк для
сделать его антикоррозийным. Я был удивлен, узнав, что это делается уже 150 лет!
Когда
вы свариваете оцинкованную сталь, вы должны сначала прожечь цинковое покрытие и
он производит ДЫМ, который может вызвать тошноту, как будто вас ударили в
кишка.
Молоко до, во время и после сварки должно помочь, но
хорошая вентиляция и вообще не дышать ею.
Газовая металлическая дуга Сварка (GMAW) — см. «МИГ»
Газовая дуговая сварка вольфрамом — см. «TIG»
Шов с разделкой кромок — Когда требуется очень прочный шов,
например, когда две колонны соединены вместе на высотном здании, важно
чтобы получить максимальное проникновение и сплавление. Это делается путем обрезки ФАСА
что вы можете приварить твердое тело от КОРНЯ к ЛИЦУ РОДИТЕЛЬСКОГО МЕТАЛЛА.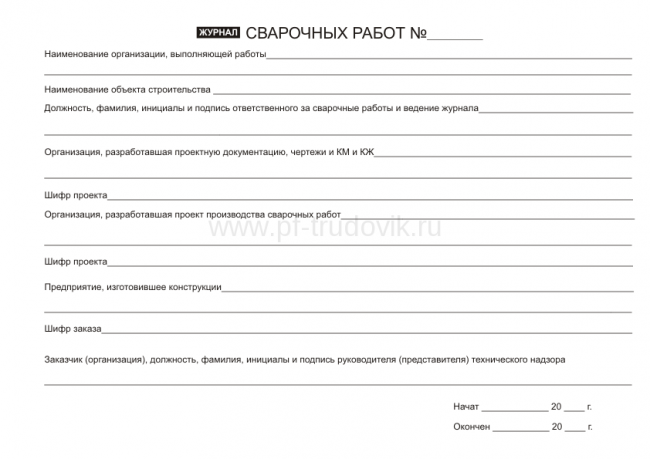
Тепло
Зона воздействия — кое-что, что многие сварщики не принимают во внимание, но должны.Любое время
при сварке металла или стали вы нагреваете область рядом со сварным швом. После этого
нагревается, остывает с разной скоростью в зависимости от температуры в магазине
или поле.
На строительных объектах зимой это может происходить очень быстро.
И нагрев, и охлаждение могут влиять на свойства в зависимости от того, какая основа
металл, на котором вы свариваете.
Зона термического влияния на низкоуглеродистую сталь обычно
ничего страшного. Однако, если вы свариваете чугун, например, без должного
предварительный нагрев и последующий нагрев, он треснет прямо на глазах.
Инвертор — Относительно новые, впервые я услышал о них лет 13 назад. Источник питания для сварочные аппараты, которые намного эффективнее обычных трансформаторов. машины используют и, следовательно, гораздо меньшие единицы.
Когда я впервые начал сварку
тридцать лет назад в магазине черного железа я использовал сварщика, который выглядел как большой
атомная бомба с ящиком наверху. Он был не менее четырех футов шириной, двух футов
глубокий и высотой около трех футов.
Он был не менее четырех футов шириной, двух футов
глубокий и высотой около трех футов.
Сегодня у них есть машины, которые могут все
что можно, плюс некоторые, и они размером с небольшой чемодан, что очень
удобнее для магазина и поля.
Iron Workers — Есть здесь есть пара значений. Первый — это союз, к которому я принадлежу, Интернационал Ассоциация мастеров строительства мостов, строительных, декоративных и арматурных изделий. В качестве название предполагает, мы работаем над конструкциями, начиная от высотных офисных башен, к плотинам, электростанциям и др.После трехлетнего ученичества я стал структурным сварщик. Есть и другие банды (бригады), такие как Raising Gang, Plumb Gang, Bolt-up Банды и разные банды. Хотя я работал над ними всеми, я потратил большую часть Я провела время в различных сварочных бригадах, так как сварка — моя настоящая любовь!
Это
также термин для машины, как ОГРОМНОЙ, так и достаточно маленькой, чтобы быть портативной. по вакансиям. Он может резать металл, резать углы и пробивать отверстия. Вы собираетесь инвестировать
минимум около пары тысяч за меньшую модель.Даже не хочу
подумать, сколько стоят большие.
по вакансиям. Он может резать металл, резать углы и пробивать отверстия. Вы собираетесь инвестировать
минимум около пары тысяч за меньшую модель.Даже не хочу
подумать, сколько стоят большие.
Прерывистый шов: Очень распространенный ошибка в сварке это сварка слишком много! Многие сварщики, особенно новичок в торговле: «чем больше шов, тем лучше он держится». Ну, это НЕ правда! Часто один или два дюйма сварного шва каждые пару дюймов держится так же хорошо, как и сплошной сварной шов.
На большинстве работ, будь то в магазин или поле, сварные швы будут на чертеже, чтобы вы знали, что именно сделать.Инженеры определяют, какой вид сварного шва лучше всего подходит для данного соединения.
Есть два типа прерывистых сварных швов. Приведу пример из завод по производству черного чугуна, на котором я когда-то работал:
1) «Цепь» на
На высоте двадцати футов мы найдем центр, скажем, на высоте десяти футов. Отметим два
дюймов, по одному дюйму с каждой стороны от центра.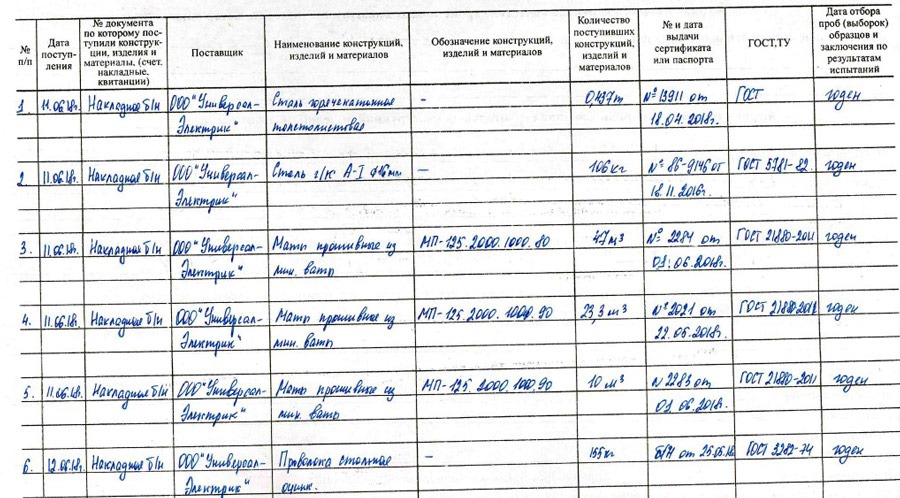 Затем из центра этого сварного шва
мы сделаем отметку на расстоянии двенадцати дюймов. На этой отметке мы бы измерили один дюйм на каждом
сторона.Таким образом, мы измеряли расстояние от центра до центра каждого сварного шва. В большинстве конструкций
почти все измеряется от центра.
Затем из центра этого сварного шва
мы сделаем отметку на расстоянии двенадцати дюймов. На этой отметке мы бы измерили один дюйм на каждом
сторона.Таким образом, мы измеряли расстояние от центра до центра каждого сварного шва. В большинстве конструкций
почти все измеряется от центра.
По другую сторону луч, мы бы зеркально отразили следы первой стороны.
Очевидно, что концы луч не выходил правильно по очереди, поэтому было важно, чтобы мы и поставьте два дюйма с каждого конца, даже если он был рядом с двумя другими отметки, которые мы сделали.
2) «Staggard» После нанесения отметок на одном сторону балки, мы поместим другую сторону между метками на первой сторона.
Эти сварные швы достаточно прочны, чтобы их удерживать, и сваривать их — излишне. эти стыки прочные. Когда сварщики переусердствуют, они лажают. несколькими способами…
- Нагревают основной металл, который может измениться его свойства неблагоприятно.
- Они тратят ненужное время. В магазине
и поле «Время — ДЕНЬГИ!»
- Они тратят материалы, используя
стержни, которые с каждым годом стоят все больше и больше.
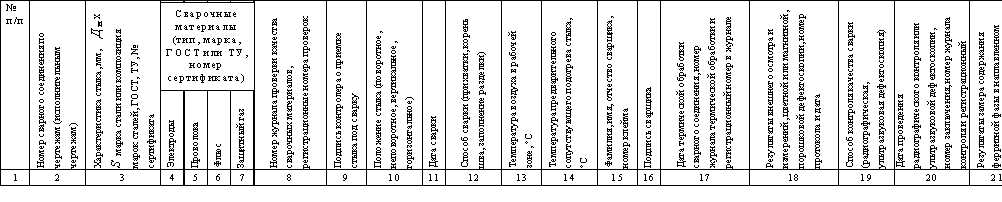 В магазине
и поле «Время — ДЕНЬГИ!»
В магазине
и поле «Время — ДЕНЬГИ!»Приспособление — Приспособление удерживайте металл или сталь, над которыми вы работаете, на месте во время изготовления.Они может быть стальным зажимом с помощью тисков или С-образного зажима, болтов прихваточным швом к столу, или очень сложные кадры. Позиционеры в крупных производственных цехах удерживают заготовку, вращают, вращать или вращать, чтобы можно было сваривать в плоском или горизонтальном положении.
Шарнир — Пересечение, где встречаются два разных раздела PARENT METAL. Быть в списке под СВАРНЫЕ СОЕДИНЕНИЯ. На электростанции спрашивали, сколько стыков мы сварили каждый день.
Было много разных типов, таких как балка к балке, балка к колонне, х подтяжки и т. д.Хотя это не был точный отчет, он дал бригадиру представление о том, что делается.
Отличная глава о JOINTS принадлежит Миллеру
Tighandbook . ..
..
http://www.millerwelds.com/education/TIGhandbook/pdf/TIGBook_Chpt7.pdf
Keyhole — При сварке открытого стыка или открытого шва с разделкой кромок с помощью STICK, MIG или TIG, откроется «замочная скважина». Когда стороны тарелки выгорят на каждой на стороне СВАРОЧНОГО БАССЕЙНА образовано отверстие, обеспечивающее хорошее ЗАВЯЗКУ и ПРОНИКАНИЕ.
Замочная скважина не должна становиться слишком большой, иначе WELD POOL будет водопад из задней части сустава.
Если замочная скважина становится слишком большой, остановитесь немедленно приступить к сварке, дайте пластине остыть и отрегулируйте проблема. (Слишком много тепла, неправильный угол стержня или слишком долгое пребывание в луже может быть причиной.)
Профсоюзы — Хороший сайт со списком профсоюзов
http://www.trcp.org/unions.aspx.
В
мой опыт работы с железом, я бы сказал, что у вас больше шансов на сварку
в следующем…
Boilermakers
Iron Рабочие
Трубопроводчики
Трубопроводчики
Листовой металл
Рабочие
Leads — Это линии от станка до того, что
вы проводите сварку по току. Это множество медных проводов, вплетенных в
один для проведения электричества, затем покрытый непроводящей резиной или пластиком
сворачивать.
Это множество медных проводов, вплетенных в
один для проведения электричества, затем покрытый непроводящей резиной или пластиком
сворачивать.
Важно убедиться, что на проводах нет разрывов или разрывов. обнажая оголенный провод, который может вызвать дугу на заземленной поверхности. Помимо шока или пожароопасности, особенно плохо, если бы он вступил в контакт с находящимся под давлением газовый баллон!
Liquidis — Слово, которое заставляет вас казаться умным, когда вы означают самую низкую температуру, при которой сталь или металл находятся в жидком состоянии. Угадайте, что такое «твердое» называется? (См. SMART TALK)
Сварочный аппарат — Оборудование работает
сварочный шов, пока человек смотрит, чтобы убедиться, что он работает правильно.Они также будут
визуально осмотрите выполненный шов. Будь то робототехника или машинная сварка,
большинство компаний предпочитают тех, кто занимается сваркой в полевых условиях, потому что они
«почувствовать» это.
Сварщики-подмастерье действительно чувствуют приварить TIE-IN к стали. Когда я ПРИКЛЮЧАЮ СВАРКУ с 7018, я буквально чувствую стержень слегка поддается, так как сливается со сталью.
Руководство Сварка — Сварку выполняет человек.В SMAW (палке) держат СИНГЕР и манипулируя СВАРОЧНЫМ ЭЛЕКТРОДОМ, чтобы управлять СВАРОЧНЫМ БАССЕЙНОМ. В МИГ они используют проволоку подачи пистолета МИГ, чтобы сделать то же самое. В TIG они используют горелкой и вручную подавая присадочный стержень.
Скорость плавления — Сколько стержня (электрода), проволоки или стержня TIG расплавляется за определенное время.
Точка плавления — Аааа, кузнечик, вот куда идет металл
от SOLIDUS к LIQUIDUS.См. УМНЫЙ РАЗГОВОР.
MIG (GMAW или газовый металл Дуговая сварка) — Технически это может называться GMAW, но в магазине и на местах все, что я когда-либо слышал, было Миг.
При сварке МИГ используется сплошная скрученная стальная проволока. на катушке и подается через сварочный провод с вкладышем в нем. Водители толкают, тянут
или оба, чтобы пропустить проволоку через вывод к СВАРКУ.
на катушке и подается через сварочный провод с вкладышем в нем. Водители толкают, тянут
или оба, чтобы пропустить проволоку через вывод к СВАРКУ.
Использует несколько разные смеси, но чаще всего я использовал либо диоксид углерода, либо или смесь инертного газа аргона и CO2 (обычно 75/25.75% аргона, 25% CO2) для защиты сварочной ЛУЧИ от атмосферы.
Стр. 2 — Основные термины сварки
Это Список условий сварки представлен вам компанией Keen Ovens, лидером в области сварочного хранения Духовки.
Руководство по пониманию технических требований к процедуре сварки (WPS), протокола квалификации процедуры (PQR) и протокола квалификации сварщика (WPQR)
Руководство по пониманию технических условий процедуры сварки (WPS), протокола аттестации процедуры (PQR) и протокола квалификации сварщика (WPQR)
Нагеш Гоэль, директор
СОДЕРЖАНИЕ
- Введение
- Что такое спецификация процедуры сварки (WPS)?
- Что такое протокол квалификации процедуры (PQR)?
- Какую информацию они должны включать?
- Что такое предварительная квалификация WPS?
- Что такое SWPS?
- Что такое квалификационная запись сварщика (WPQR)?
- Стандарты приемки.
- Документация
- Тестирование PQR / WPQR.
- Контроль и испытания сварных швов.

Введение
Сварка требует навыков. Определение того, «как сваривать», требует знания свариваемых материалов и процесса сварки, а также многих других факторов. Из-за огромного количества переменных, знания инженера-сварщика и навыки сварщика необходимо подтверждать серией тестов.Вся эта информация документируется в Спецификации процедуры сварки (WPS), Протоколе аттестации процедуры (PQR), Протоколе аттестации процедуры сварки (WPQR) и соответствующих отчетах об испытаниях.
Что такое спецификация процедуры сварки (WPS)?
WPS — это документ, описывающий, как сварка должна выполняться на производстве. Его цель — помочь в планировании и контроле качества сварочных работ. Они рекомендуются для всех сварочных операций, и большинство прикладных норм и стандартов делают их обязательными.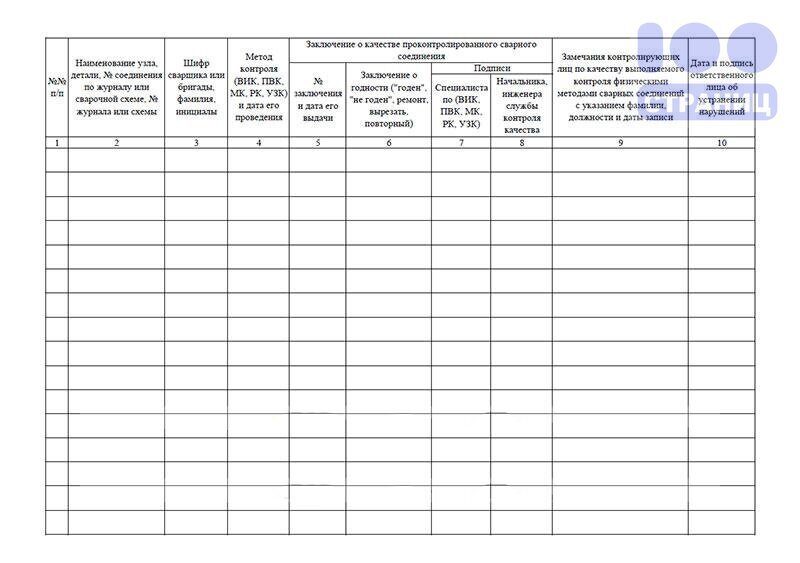
Что такое квалификационная запись процедуры (PQR)?
PQR требуется, когда необходимо продемонстрировать, что ваша компания способна производить сварные швы с правильными механическими и металлургическими свойствами.
Процедура сварки должна быть аттестована в соответствии с требованиями соответствующего стандарта процедуры сварки, такого как ASME Sec IX, а именно:
- Составьте спецификацию процедуры сварки (WPS), как указано выше.
- Сварите испытательный образец в соответствии с требованиями вашей спецификации.Установка соединения, сварка и визуальный осмотр завершенного сварного шва должны быть засвидетельствованы сертифицированным инспектором по сварке, таким как сертифицированный AWS CWI или инспекционный орган. Детали испытания, такие как сварочный ток, предварительный нагрев и т. Д., Должны быть записаны во время испытания.
- После завершения сварки контрольный образец должен быть подвергнут разрушающему и неразрушающему контролю, например рентгенографическим и механическим испытаниям, как определено стандартом на процедуру сварки. Эта работа должна выполняться в квалифицированной лаборатории, но инспекционный орган может потребовать засвидетельствования тестов и просмотра любых рентгенограмм.
- Если тест прошел успешно, вы или тестирующая организация заполняете соответствующие документы, которые инспектор тестирующей организации подписывает и утверждает.
 Эта работа должна выполняться в квалифицированной лаборатории, но инспекционный орган может потребовать засвидетельствования тестов и просмотра любых рентгенограмм.
Эта работа должна выполняться в квалифицированной лаборатории, но инспекционный орган может потребовать засвидетельствования тестов и просмотра любых рентгенограмм.Какую информацию они должны включать?
Достаточно подробных сведений, позволяющих любому компетентному лицу применить информацию и произвести сварной шов приемлемого качества. Количество деталей и уровень контроля, указанные в WPS, зависят от области применения и важности свариваемого соединения.
Для большинства приложений требуемая информация обычно аналогична той, которая записана в протоколе аттестации процедуры (PQR), за исключением того, что обычно допускаются диапазоны толщины, диаметра, сварочного тока, материалов, типов соединений и т. Д.
Если WPS используется вместе с утвержденной записью аттестации процедуры (PQR), то указанные диапазоны должны соответствовать диапазонам утверждения, разрешенным PQR.
Однако следует внимательно рассмотреть указанные диапазоны, чтобы убедиться, что они достижимы, чтобы эти диапазоны соответствовали хорошей сварочной практике.
Что такое предварительная квалификация WPS?
Некоторые коды, такие как AWS D1.1, допускают использование «Предварительно квалифицированных WPS», в соответствии с которыми установлено, что WPS, написанные для каждого кода, будут производить сварные швы с правильными механическими и металлургическими свойствами.В таких случаях нет необходимости готовить PQR. Однако предварительно аттестованные WPS имеют определенный диапазон параметров, при которых должен производиться сварной шов. Если параметры сварки выходят за пределы этих диапазонов, необходимо подготовить WPS с поддержкой PQR.
Что такое SWPS?
Стремясь стандартизировать и согласовать процесс утверждения WPS, AWS приступила к написанию «Спецификаций стандартных процедур сварки (SWPS)» при участии пионеров и экспертов в сварочной отрасли.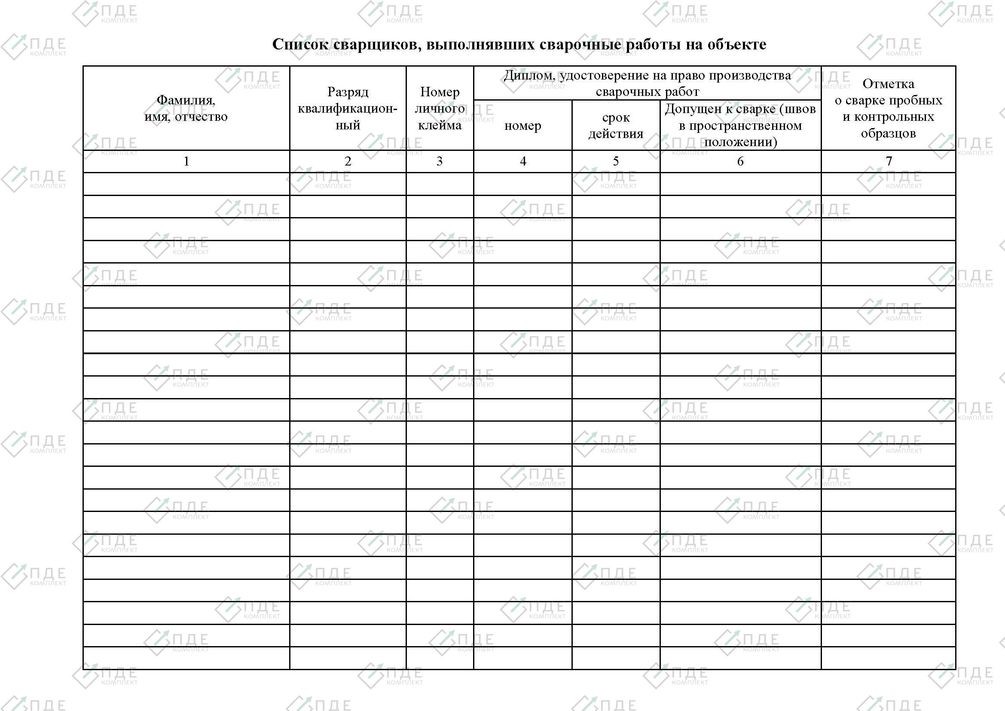 Была проведена обширная программа испытаний; затем эти SWPS поддерживались многочисленными PQR.
Была проведена обширная программа испытаний; затем эти SWPS поддерживались многочисленными PQR.
Если использование SWPS разрешено ссылкой на раздел кода, вашей компании не нужно проводить один или несколько квалификационных тестов процедуры. Вы можете просто приобрести соответствующий SWPS для неограниченного использования внутри компании в Американском обществе сварщиков (www.aws.org).
Что такое квалификационная запись сварщика (WPQR)?
После утверждения процедуры необходимо продемонстрировать, что все ваши сварщики, работающие с ней, обладают необходимыми знаниями и навыками для выполнения чистых и прочных сварных швов.Если сварщик удовлетворительно завершил испытание процедуры, то он автоматически утверждается, но каждый дополнительный сварщик должен быть одобрен путем прохождения аттестационного испытания по соответствующему стандарту, например ASME Sec IX, следующим образом:
- Завершите испытание сварного шва, как указано выше. Испытание должно моделировать производственные условия, а положение сварки должно соответствовать положению, в котором будут выполняться производственные швы, или более жесткому.
- Для максимального утверждения положения труба, наклоненная под углом 45 градусов (называемая положением 6G), допускает все положения, кроме вертикального вниз.
- Проверьте готовый сварной шов в соответствии с соответствующим стандартом, чтобы убедиться, что сварной шов чистый и полностью сплавленный.
- Для стыкового шва это обычно визуальный осмотр с последующей рентгенографией или испытаниями на изгиб.
- После завершения теста необходимые формы должны быть заполнены вами или тестирующей организацией и подписаны инспектором тестирующей организации.
- Обратите внимание, что любые изменения, требующие новой процедуры сварки (WPS), могут также относиться к утверждению сварщика. Точные сведения см. В справочном коде / стандарте.
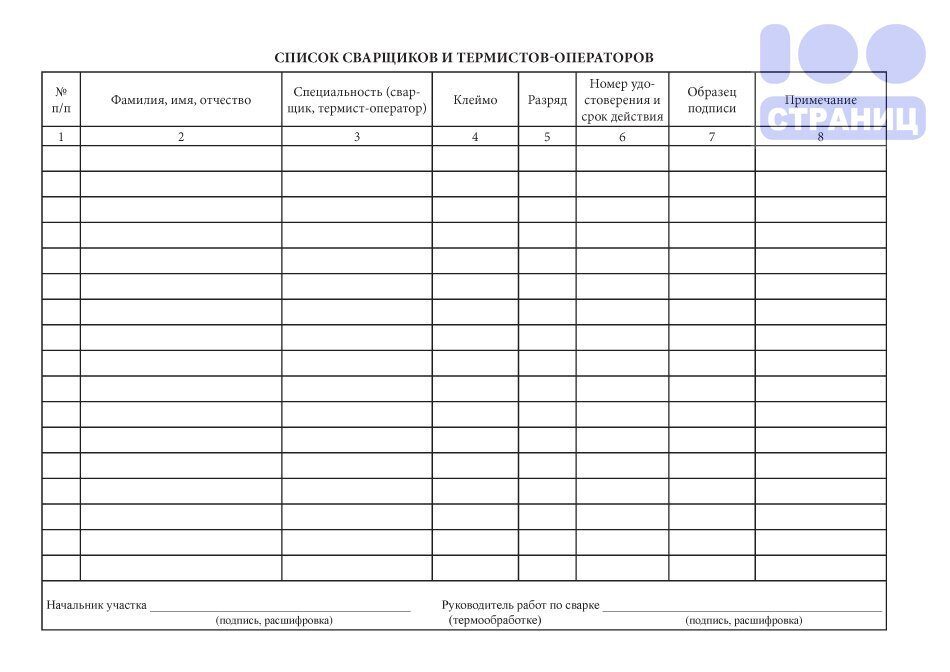
Стандарты приемки
В целом сварные швы должны иметь опрятный вид, как у мастера. Корень должен быть полностью проплавлен по всей длине сварного шва, профиль заглушки должен плавно переходить в основной материал, а сварной шов не должен иметь дефектов. Для уточнения деталей следует обращаться к стандарту приемки.
Для уточнения деталей следует обращаться к стандарту приемки.
Документация
Необходимые документы для успешной программы сварки:
- Спецификация процедуры сварки (WPS), Протокол аттестации процедуры (PQR), Отчет о независимых лабораторных испытаниях для PQR, Протокол аттестации сварщика (WPQR) и Отчет о независимых лабораторных испытаниях для WPQR; ИЛИ
- Предварительная квалификация процедуры сварки (применима только к некоторым нормам), Протокол аттестации сварщика (WPQR) и Отчет независимых лабораторных испытаний для WPQR; ИЛИ Кодекс
- принял стандартную спецификацию процедуры сварки (SWPS), протокол аттестации сварщика (WPQR) и отчет независимых лабораторных испытаний для WPQR
Тестирование PQR / WPQR
Для ваших купонов PQR и WPQR могут потребоваться следующие тесты Независимой испытательной лабораторией:
- Визуальный осмотр сварного шва сертифицированным инспектором по сварке AWS
- Испытание на изгиб
- Тест на твердость
- Испытание на поперечное растяжение
- Испытание на растяжение всех сварных швов
- Испытание на удар по Шарпи
- Химический анализ металла сварного шва
- Тест макросъемки
- Проверка крутящего момента
- Тест на отслаивание
- Тест на разрыв ников
- Радиографический тест
- Ультразвуковой тест
Проверка и испытание сварных швов
В дополнение к вышесказанному вам может потребоваться независимая проверка сварных швов следующим квалифицированным персоналом:
- Визуальный осмотр сертифицированным AWS инспектором по сварке (CWI)
- Радиографические испытания персоналом Уровня II, сертифицированным в соответствии с SNT-TC-1A
- Ультразвуковой контроль персоналом уровня II, сертифицированным в соответствии с SNT-TC-1A
- Испытание магнитными частицами персоналом уровня II, сертифицированным в соответствии с SNT-TC-1A
- Тестирование на проникновение персоналом уровня II, сертифицированным в соответствии с SNT-TC-1A
AEIS может выполнить вышеуказанные тесты на вашем предприятии или в нашей лаборатории.
Шаблон описания вакансии сварщика | Работоспособный
В обязанности сварщика входят:
- Чтение чертежей и чертежей и измерение для планирования расположения и процедур
- Определение подходящего сварочного оборудования или метода на основе требований
- Подготовка деталей к сварке согласно ТУ
Краткое описание вакансии
Мы ищем квалифицированного сварщика для резки и соединения металлов и других материалов на наших объектах или строительных площадках.Вы будете использовать соответствующее оборудование, чтобы собирать механические конструкции или детали с большой точностью. Ваша работа важна, поскольку она создает основу для сильной инфраструктуры.
Сварщик должен уметь пользоваться потенциально опасным оборудованием, соблюдая все меры безопасности. У идеального кандидата также будет твердая рука и большое внимание к деталям. Знание различных видов металлов и их свойств очень важно.
Обязанности
- Чтение чертежей и чертежей, а также снятие или снятие размеров для планирования расположения и процедур
- Определить подходящее сварочное оборудование или метод на основе требований
- Установите компоненты для сварки в соответствии со спецификациями (например,грамм. резать материал механической пилой по размеру)
- Используйте угловые шлифовальные машины для подготовки деталей, которые необходимо сваривать
- Выровняйте компоненты с помощью штангенциркуля, линейки и т. Д. И зажимов
- Сваривайте компоненты с помощью ручного или полуавтоматического сварочного оборудования в различных положениях (вертикальном, горизонтальном или потолочном)
- Ремонт машин и других компонентов путем сварки деталей и заполнения зазоров
- Испытание и осмотр сварных поверхностей и конструкции на предмет дефектов
- Поддерживать оборудование в состоянии, не нарушающем безопасность
Требования
- Опыт работы сварщиком
- Опыт использования различного сварочного оборудования и процедур (TIG, MMA и т. Д.)
- Опыт использования электрического или ручного инструмента (пилы, угольники, суппорты и т. Д.)
- Умение читать и интерпретировать техническую документацию и чертежи
- Знание соответствующих стандартов безопасности и готовность использовать защитную одежду (маска для лица, перчатки и т. Д.)
- Ловкость и внимание к деталям
- Свободно владеет английским языком
- Требуется успешное завершение соответствующей программы ученичества
- Профессиональная сертификация (e.грамм. Сварочный сертификат AWS) будет плюс
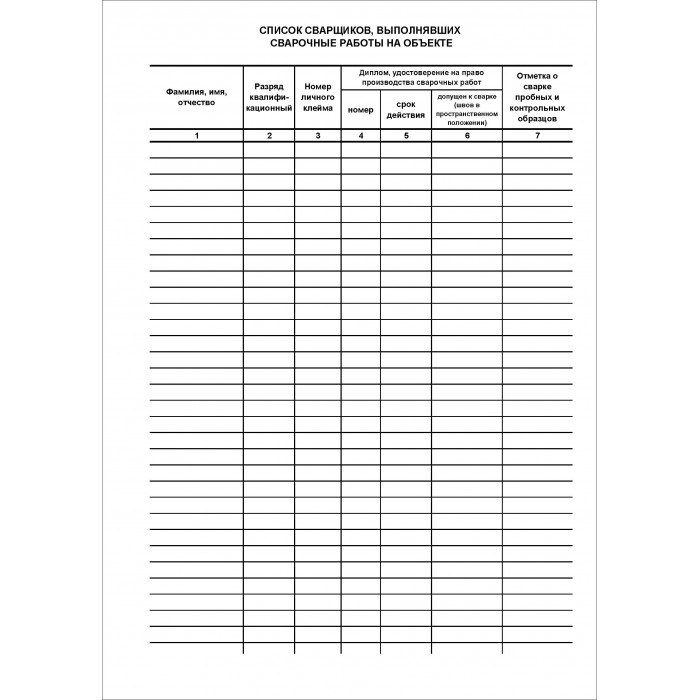 Д.)
Д.)Требования к огневым работам | Управление рисками
Что такое горячая работа?
Горячие работы определяются как операции по резке и сварке при строительстве / сносе, которые включают использование переносного оборудования для газовой или дуговой сварки или включают пайку, шлифовку или любые другие аналогичные операции, вызывающие искру, пламя или тепло. Горячие работы создают значительную опасность пожара в зданиях Университета Аризоны.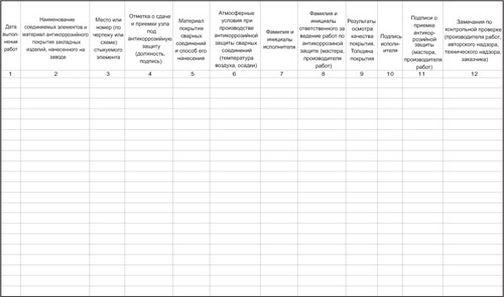
Разрешение на выполнение огневых работ.
Система разрешений на проведение огневых работ предназначена для информирования сторон, участвующих в любом строительстве, об опасностях, связанных с огневыми работами, и для принятия мер контроля для их снижения.
Разрешение на огневые работы — это средство, с помощью которого отделы планирования проектирования и строительства и службы управления рисками (RMS) могут быть в курсе и отслеживать строительные работы, связанные с огневыми работами. В разрешении на выполнение огневых работ также содержится пошаговый контрольный список по пожарной безопасности при проведении огневых работ и он служит напоминанием подрядчикам об их обязанностях по предотвращению пожаров до, во время и после проведения любых огневых работ.
Как работает система разрешений на огневые работы?
Прежде чем подрядчик сможет выполнить огневые работы по проекту строительства Университета Аризоны, он должен получить разрешение на выполнение огневых работ. Чтобы получить разрешение, лицо, запрашивающее разрешение на огневые работы, должно перейти на веб-сайт Службы управления рисками (этот веб-сайт). На этой странице веб-сайта перейдите на боковую панель в правой части этой страницы и нажмите «Hotwork Permit and Shutdown Request». Заполнив форму запроса разрешения на горячие работы, нажмите «отправить» внизу формы.Электронное письмо будет отправлено в службы пожарной безопасности RMS и FM. RMS рассмотрит разрешение и свяжется с заявителем, если возникнут вопросы или опасения. Если их нет, RMS ответит на запрос по электронной почте, включая номер разрешения в ответе. Электронное письмо с номером разрешения является разрешением. Разрешение и Контрольный список мер пожарной безопасности должны быть вывешены на месте проведения огневых работ на время проведения работ. Подрядчик может затем выполнить огневые работы, соблюдая меры предосторожности, указанные в Контрольном списке мер пожарной безопасности, и заполнив контрольный список.После завершения горячих работ подрядчик передает разрешение своему руководителю строительного проекта UA.
Чтобы получить разрешение, лицо, запрашивающее разрешение на огневые работы, должно перейти на веб-сайт Службы управления рисками (этот веб-сайт). На этой странице веб-сайта перейдите на боковую панель в правой части этой страницы и нажмите «Hotwork Permit and Shutdown Request». Заполнив форму запроса разрешения на горячие работы, нажмите «отправить» внизу формы.Электронное письмо будет отправлено в службы пожарной безопасности RMS и FM. RMS рассмотрит разрешение и свяжется с заявителем, если возникнут вопросы или опасения. Если их нет, RMS ответит на запрос по электронной почте, включая номер разрешения в ответе. Электронное письмо с номером разрешения является разрешением. Разрешение и Контрольный список мер пожарной безопасности должны быть вывешены на месте проведения огневых работ на время проведения работ. Подрядчик может затем выполнить огневые работы, соблюдая меры предосторожности, указанные в Контрольном списке мер пожарной безопасности, и заполнив контрольный список.После завершения горячих работ подрядчик передает разрешение своему руководителю строительного проекта UA.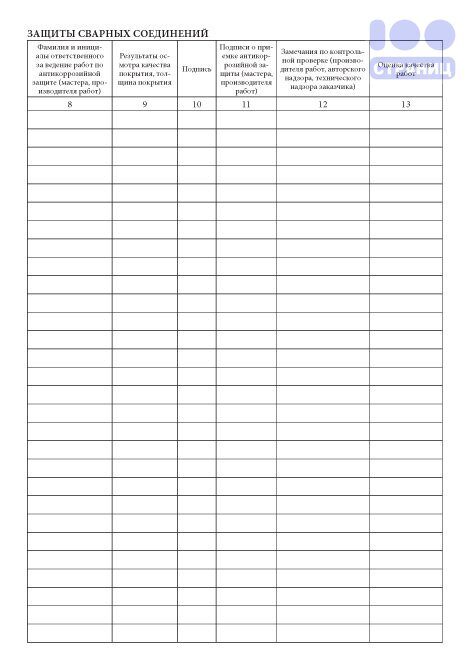
Когда необходимо разрешение на выполнение огневых работ?
Разрешения на проведение огневых работ необходимы для всех работ по резке или сварке, которые выполняются с помощью переносного газового или дугового оборудования или связаны с пайкой, шлифованием или любыми другими аналогичными видами деятельности, вызывающими искру, пламя или тепло, на строительных проектах Университета Аризоны.
Где необходимо разрешение на выполнение огневых работ?
Разрешение на проведение огневых работ необходимо для каждого здания, где будут проводиться огневые работы (инженерные тоннели считаются отдельными зданиями).Например, если один подрядчик выполняет работы в нескольких разных зданиях по одному проекту, разрешение необходимо для каждого здания.
Кому нужны разрешения на горячие работы?
Разрешения на проведение огневых работ необходимы каждому подрядчику или субподрядчику / торговому предприятию, выполняющему огневые работы по проекту. Например, если есть три различных субподрядчика / торговца, выполняющих горячие работы по одному проекту, каждый субподрядчик / торговое предприятие несет ответственность за получение разрешения на свою работу.
Как получить разрешение на выполнение огневых работ?
UA Risk Management Services выдает разрешения на горячие работы по электронной почте.Разрешение можно запросить в любое время, используя онлайн-форму заявки. Разрешения могут быть выданы только тогда, когда сотрудники службы пожарной безопасности RMS находятся на работе, часы работы RMS — будние дни с 8:00 до 17:00 (кроме праздничных дней).
Когда разрешение на горячие работы отправляется заявителю по электронной почте, менеджер проекта UA копируется.
Как долго действительно разрешение на выполнение огневых работ?
Срок действия разрешения на огневые работы ограничен 30 днями. Это рекомендации. Если есть условия, уникальные для проекта или деятельности, которую будет выполнять подрядчик, могут быть сделаны исключения.Свяжитесь с вашим менеджером строительного проекта UA для получения информации. Заполняя форму запроса на получение разрешения на горячие работы, заявитель указывает дату и время начала, а также дату и время окончания. Этот период должен соответствовать 30-дневному лимиту.
Этот период должен соответствовать 30-дневному лимиту.
Где должно быть размещено разрешение на огневые работы?
Разрешение на горячие работы должно быть вывешено на рабочем месте в доступном и заметном месте. Прицепы с сайта вакансий — приемлемое место.
Кто проверяет выполнение требований к огневым работам?
Подрядчик или субподрядчик / торговое предприятие, выполняющее огневые работы, в конечном итоге несет ответственность за выполнение своих работ по огневым работам надежным, пожаробезопасным образом и с соблюдением мер предосторожности, изложенных в разрешении на проведение огневых работ.Ответственный подрядчик или субподрядчик / торговый руководитель или бригадир должен проверять рабочую зону и ежедневно подписывать карточку.
Менеджер строительного проекта UA может периодически проверять место проведения работ и место проведения работ, чтобы убедиться, что подрядчик выполняет требования разрешения на проведение огневых работ.
Где найти Контрольный список мер пожарной безопасности
Щелкните и распечатайте Контрольный список мер пожарной безопасности. Контрольный список должен быть на месте все время, пока идут огневые работы.
Контрольный список должен быть на месте все время, пока идут огневые работы.
После оформления разрешения на огневые работы или завершения горячих работ… Что дальше?
После оформления разрешения на горячие работы или после завершения горячих работ подрядчик должен вернуть завершенное разрешение на выполнение горячих работ Менеджеру строительного проекта UA для ведения документации по проекту.После закрытия проекта разрешения на горячие работы могут быть либо утилизированы, либо сохранены.
История сварки
Средневековье
Сварка ведет свое историческое развитие с глубокой древности. Самые ранние образцы сварки относятся к эпохе бронзы. Маленькие золотые круглые коробки были сделаны сваркой внахлест под давлением. Считается, что эти коробки были изготовлены более 2000 лет назад. В железном веке египтяне и жители восточного Средиземноморья научились сваривать железные части вместе.Было найдено множество инструментов, изготовленных примерно за 1000 лет до нашей эры.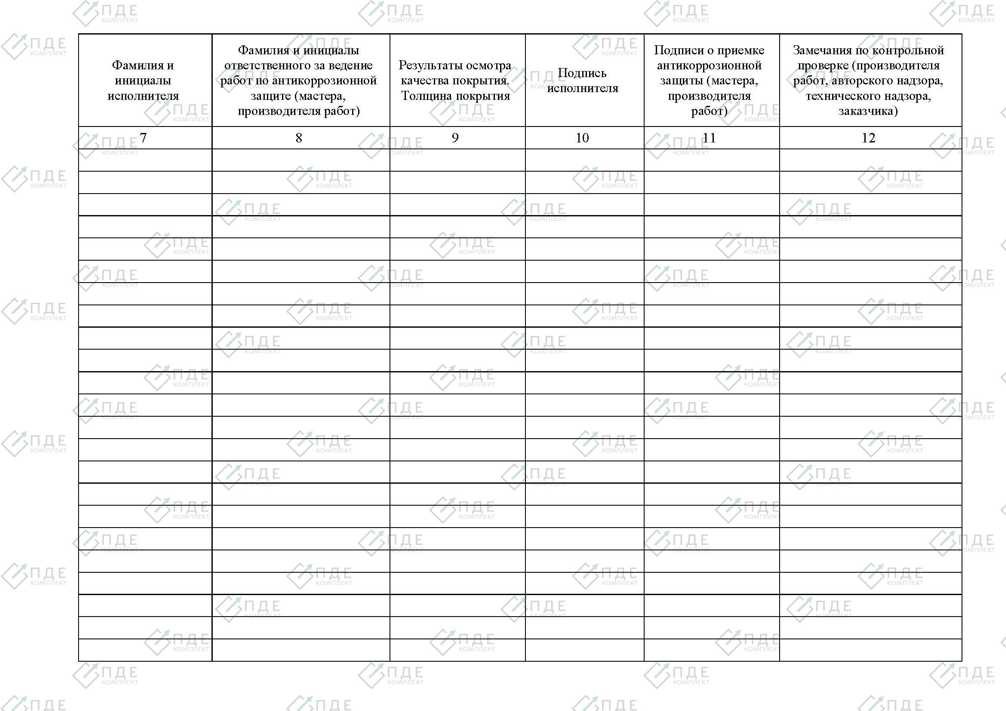
В средние века было развито кузнечное искусство, и было произведено множество изделий из железа, сваренных молотком. Сварка в том виде, в котором мы ее знаем сегодня, была изобретена только в 19 веке.
1800
Эдмунду Дэви из Англии приписывают открытие ацетилена в 1836 году. Создание дуги между двумя угольными электродами с использованием батареи приписывают сэру Хамфри Дэви в 1800 году.В середине 19 века был изобретен электрический генератор, и дуговое освещение стало популярным. В конце 1800-х годов были развиты газовая сварка и резка. Была разработана дуговая сварка угольной дугой и металлической дугой, и контактная сварка стала практическим процессом соединения.
1880
Огюст де Меритен, работавший в лаборатории Кабота во Франции, в 1881 году использовал тепло дуги для соединения свинцовых пластин аккумуляторных батарей. Это был его ученик, русский Николай Бенардос, работавший во французской лаборатории, который получил патент на сварку. Вместе со своим соотечественником Станиславом Ольшевским он получил британский патент в 1885 году и американский патент в 1887 году. В патентах показан один из первых электрододержателей. Это было началом дуговой сварки углем. Усилия Бенардоса ограничивались дуговой сваркой углем, хотя он умел сваривать не только свинец, но и железо. Углеродная дуговая сварка стала популярной в конце 1890-х — начале 1900-х годов.
Вместе со своим соотечественником Станиславом Ольшевским он получил британский патент в 1885 году и американский патент в 1887 году. В патентах показан один из первых электрододержателей. Это было началом дуговой сварки углем. Усилия Бенардоса ограничивались дуговой сваркой углем, хотя он умел сваривать не только свинец, но и железо. Углеродная дуговая сварка стала популярной в конце 1890-х — начале 1900-х годов.
1890
В 1890 г. Гроб Детройта был награжден первым в США патентом на процесс дуговой сварки с использованием металлического электрода.Это была первая запись металла, расплавленного из электрода, переносимого по дуге, чтобы нанести присадочный металл в стык для создания сварного шва. Примерно в то же время Н.Г. Славянов, русский, представил ту же идею переноса металла по дуге, но отливки металла в форме.
1900
Примерно в 1900 году компания Strohmenger представила в Великобритании металлический электрод с покрытием. Был тонкий слой глины или извести, но он обеспечивал более стабильную дугу. Оскар Кьельберг из Швеции изобрел электрод с покрытием или покрытием в период с 1907 по 1914 год.Штучные электроды получали погружением коротких отрезков голой железной проволоки в густую смесь карбонатов и силикатов и давая покрытию высохнуть.
Оскар Кьельберг из Швеции изобрел электрод с покрытием или покрытием в период с 1907 по 1914 год.Штучные электроды получали погружением коротких отрезков голой железной проволоки в густую смесь карбонатов и силикатов и давая покрытию высохнуть.
Между тем были разработаны процессы контактной сварки, в том числе точечная сварка, шовная сварка, выпуклая сварка и стыковая сварка оплавлением. Элиху Томпсон создал контактную сварку. Его патенты датированы 1885-1900 гг. В 1903 году немец по имени Гольдшмидт изобрел термитную сварку, которая впервые была использована для сварки железнодорожных рельсов.
За это время были усовершенствованы газовая сварка и резка.Производство кислорода, а затем сжижение воздуха, а также введение в 1887 году выдувной трубы или горелки способствовали развитию как сварки, так и резки. До 1900 года водород и угольный газ использовались с кислородом. Однако примерно в 1900 году была разработана горелка, пригодная для использования с ацетиленом низкого давления.
Первая мировая война вызвала огромный спрос на производство вооружения, и сварка была задействована. Многие компании возникли в Америке и Европе, чтобы производить сварочные аппараты и электроды в соответствии с требованиями.
1919
Сразу после войны в 1919 году 20 членов комитета по сварке военного времени Корпорации аварийного флота под руководством Комфорта Эйвери Адамса основали Американское сварочное общество как некоммерческую организацию, занимающуюся развитием сварки и связанных с ней процессов.
Переменный ток был изобретен в 1919 году К. Дж. Холслагом; однако он не стал популярным до 1930-х годов, когда электрод с толстым покрытием нашел широкое применение.
1920
В 1920 году была представлена автоматическая сварка.В нем использовалась проволока неизолированного электрода, работающая на постоянном токе, и напряжение дуги использовалось как основа для регулирования скорости подачи. Автоматическая сварка была изобретена П. О. Нобель компании General Electric. Его использовали для наращивания изношенных валов двигателей и изношенных колес кранов. Он также использовался в автомобильной промышленности для производства картеров заднего моста.
О. Нобель компании General Electric. Его использовали для наращивания изношенных валов двигателей и изношенных колес кранов. Он также использовался в автомобильной промышленности для производства картеров заднего моста.
В 1920-е годы были разработаны различные типы сварочных электродов. В течение 1920-х годов было много споров о преимуществах стержней с толстым покрытием перед стержнями с легким покрытием.Электроды с толстым покрытием, изготовленные методом экструзии, были разработаны Лангстротом и Вундером из A.O. Smith Company и использовались этой компанией в 1927 году. В 1929 году Lincoln Electric Company произвела экструдированные электродные стержни, которые были проданы населению. К 1930 году широкое распространение получили покрытые электроды. Появились правила сварки, требующие более качественного металла шва, что увеличило использование покрытых электродов.
В течение 1920-х годов проводились значительные исследования по защите дуги и области сварного шва подачей газа извне. Атмосфера кислорода и азота при контакте с расплавленным металлом сварного шва вызывает хрупкие, а иногда и пористые сварные швы. Исследования проводились с использованием методов газовой защиты. Александр и Ленгмюр работали в камерах, используя водород в качестве сварочной атмосферы. Они использовали два электрода, начиная с угольных электродов, но позже перейдя на вольфрамовые электроды. В дуге водород был заменен на атомарный водород. Затем он выдувался из дуги, образуя сильно горячее пламя атомарного водорода, переходящего в молекулярную форму и выделяющего тепло.Эта дуга вырабатывала вдвое больше тепла, чем кислородно-ацетиленовое пламя. Это стало процессом сварки атомарным водородом. Атомарный водород так и не стал популярным, но использовался в 1930-х и 1940-х годах для специальных сварочных работ, а затем и для сварки инструментальных сталей.
Атмосфера кислорода и азота при контакте с расплавленным металлом сварного шва вызывает хрупкие, а иногда и пористые сварные швы. Исследования проводились с использованием методов газовой защиты. Александр и Ленгмюр работали в камерах, используя водород в качестве сварочной атмосферы. Они использовали два электрода, начиная с угольных электродов, но позже перейдя на вольфрамовые электроды. В дуге водород был заменен на атомарный водород. Затем он выдувался из дуги, образуя сильно горячее пламя атомарного водорода, переходящего в молекулярную форму и выделяющего тепло.Эта дуга вырабатывала вдвое больше тепла, чем кислородно-ацетиленовое пламя. Это стало процессом сварки атомарным водородом. Атомарный водород так и не стал популярным, но использовался в 1930-х и 1940-х годах для специальных сварочных работ, а затем и для сварки инструментальных сталей.
H.M. Хобарт и П. Деверс проделывал аналогичную работу, но в атмосфере аргона и гелия. В их патентах, поданных в 1926 году, дуговая сварка с использованием газа, подаваемого вокруг дуги, была предшественницей процесса дуговой сварки газом вольфрамом. Они также показали сварку концентрическим соплом и электродом, подаваемым через сопло в виде проволоки. Это был предшественник процесса газовой дуговой сварки металла. Эти процессы были развиты намного позже.
Они также показали сварку концентрическим соплом и электродом, подаваемым через сопло в виде проволоки. Это был предшественник процесса газовой дуговой сварки металла. Эти процессы были развиты намного позже.
1930
Приварка шпилек была разработана в 1930 году на военно-морской верфи Нью-Йорка специально для крепления деревянных настилов к металлической поверхности. Сварка шпилек стала популярной в судостроении и строительстве.
Автоматическим процессом, который стал популярным, стал процесс дуговой сварки под флюсом.Этот процесс порошковой или газовой сварки был разработан National Tube Company для трубного завода в Маккиспорте, штат Пенсильвания. Он был разработан для продольных швов в трубе. Этот процесс был запатентован компанией Robinoff в 1930 году и позже был продан компании Linde Air Products Company, где он был переименован в сварку Unionmelt. Сварка под флюсом применялась при укреплении обороны в 1938 г. на верфях и артиллерийских заводах. Это один из самых производительных сварочных процессов, который остается популярным и сегодня.
1940
Дуговая сварка вольфрамовым электродом (GTAW) началась с идеи C.L. Гроб для сварки в атмосфере неокисляющего газа, который он запатентовал в 1890 году. Эта концепция была дополнительно усовершенствована в конце 1920-х годов Х.М. Хобартом, который использовал гелий для защиты, и П.К. Деверс, использовавший аргон. Этот процесс идеально подходит для сварки магния, а также нержавеющей стали и алюминия. Он был усовершенствован в 1941 году, запатентован Мередит и назван сваркой Heliarc. Позже лицензия была передана компании Linde Air Products, где была разработана горелка с водяным охлаждением.Процесс газовой дуговой сварки вольфрамом стал одним из самых важных.
Процесс газовой дуговой сварки (GMAW) был успешно разработан в Институте Мемориала Баттелле в 1948 году при спонсорской поддержке компании Air Reduction. В этой разработке использовалась дуга в защитном газе, аналогичная газовой вольфрамовой дуге, но вместо вольфрамового электрода использовалась электродная проволока с непрерывной подачей. Одним из основных изменений, сделавших процесс более удобным, стали электродные проволоки малого диаметра и источник питания постоянного напряжения.Этот принцип был запатентован ранее H.E. Кеннеди. Первоначально GMAW использовалась для сварки цветных металлов. Высокая скорость наплавки побудила пользователей опробовать этот процесс на стали. Стоимость инертного газа была относительно высокой, и не сразу получить экономию средств.
Одним из основных изменений, сделавших процесс более удобным, стали электродные проволоки малого диаметра и источник питания постоянного напряжения.Этот принцип был запатентован ранее H.E. Кеннеди. Первоначально GMAW использовалась для сварки цветных металлов. Высокая скорость наплавки побудила пользователей опробовать этот процесс на стали. Стоимость инертного газа была относительно высокой, и не сразу получить экономию средств.
1950
В 1953 году Любавский и Новошилов объявили о применении сварки плавящимися электродами в атмосфере углекислого газа. Сварочный процесс CO 2 сразу же завоевал признание, поскольку в нем использовалось оборудование, разработанное для дуговой сварки металла в инертном газе, но теперь его можно использовать для экономичной сварки сталей.Дуга CO 2 представляет собой горячую дугу, и для электродных проволок большего размера требуется довольно большой ток. Этот процесс стал широко использоваться с появлением электродных проволок меньшего диаметра и усовершенствованных источников питания. Эта разработка была разновидностью дуги короткого замыкания, которая была известна как сварка микропроволокой, сваркой короткой дугой и погружением, которые появились в конце 1958 — начале 1959 года. самый популярный из вариантов процесса газовой дуговой сварки.
Эта разработка была разновидностью дуги короткого замыкания, которая была известна как сварка микропроволокой, сваркой короткой дугой и погружением, которые появились в конце 1958 — начале 1959 года. самый популярный из вариантов процесса газовой дуговой сварки.
1960
Другим вариантом было использование инертного газа с небольшим количеством кислорода, обеспечивающего перенос дуги струйного типа. Он стал популярным в начале 1960-х годов. Недавнее изменение — использование импульсного тока. Ток переключается с высокого на низкое значение со скоростью, в один или два раза превышающей частоту сети.
Вскоре после внедрения сварки CO 2 был разработан вариант с использованием специальной электродной проволоки. Эта проволока, описываемая как электрод изнутри-наружу, была трубчатой в поперечном сечении с флюсующими агентами внутри.Процесс назывался Dualshield, что указывало на то, что для защиты от дуги использовался внешний защитный газ, а также газ, образованный потоком в сердечнике проволоки. Об этом процессе, изобретенном Бернаром, было объявлено в 1954 году, но он был запатентован в 1957 году, когда Национальная компания по баллонному газу повторно представила его.
Об этом процессе, изобретенном Бернаром, было объявлено в 1954 году, но он был запатентован в 1957 году, когда Национальная компания по баллонному газу повторно представила его.
В 1959 году был изготовлен электрод изнутри-наружу, не требовавший внешней газовой защиты. Отсутствие защитного газа сделало этот процесс популярным для некритических работ.Этот процесс получил название Innershield®.
Процесс электрошлаковой сварки был объявлен Советским Союзом на Всемирной выставке в Брюсселе в Бельгии в 1958 году. Он использовался в Советском Союзе с 1951 года, но был основан на работе, проделанной в Соединенных Штатах Р.К. Хопкинса, получившего патенты в 1940 году. Процесс Хопкинса никогда не использовался в значительной степени для присоединения. Процесс был усовершенствован, и оборудование было разработано в лаборатории института Патона в Киеве, Украина, а также в исследовательской лаборатории сварки в Братиславе, Чехословакия.Первое производственное использование в США было в Электромоторном подразделении General Motors Corporation в Чикаго, где это называлось процессом электроформования. В декабре 1959 года было объявлено о производстве сварных блоков дизельных двигателей. Этот процесс и его разновидности с использованием расходуемой направляющей трубы используются для сварки более толстых материалов.
В декабре 1959 года было объявлено о производстве сварных блоков дизельных двигателей. Этот процесс и его разновидности с использованием расходуемой направляющей трубы используются для сварки более толстых материалов.
В 1961 году компания Arcos Corporation представила еще один метод вертикальной сварки, названный «Электрогазом». В нем использовалось оборудование, разработанное для электрошлаковой сварки, но использовалась порошковая электродная проволока и газовая защита с внешним питанием.Это процесс с открытой дугой, так как шлаковая ванна не используется. В более новой разработке используются самозащитные электродные провода, а в другом варианте используется сплошной провод, но с газовой защитой. Эти методы позволяют сваривать более тонкие материалы, чем можно сваривать электрошлаковым способом.
Компания Gage изобрела плазменную дуговую сварку в 1957 году. В этом процессе используется ограниченная дуга или дуга, проходящая через отверстие, что создает дуговую плазму с более высокой температурой, чем вольфрамовая дуга. Он также используется для напыления металла, строжки и резки.
Он также используется для напыления металла, строжки и резки.
Процесс электронно-лучевой сварки, в котором в качестве источника тепла в вакуумной камере используется сфокусированный пучок электронов, был разработан во Франции. J.A. Стор из Французской комиссии по атомной энергии впервые публично раскрыл этот процесс 23 ноября 1957 года. В Соединенных Штатах автомобильная промышленность и промышленность по производству авиационных двигателей являются основными пользователями электронно-лучевой сварки.
Самый последний
Сварка трением, при которой используется скорость вращения и давление осадки для получения тепла от трения, была разработана в Советском Союзе.Это специализированный процесс, который применяется только тогда, когда необходимо сваривать достаточный объем аналогичных деталей из-за первоначальных затрат на оборудование и инструменты. Этот процесс называется инерционной сваркой.
Лазерная сварка — один из новейших процессов. Изначально лазер был разработан в Bell Telephone Laboratories как устройство связи. Из-за огромной концентрации энергии в небольшом пространстве он оказался мощным источником тепла. Он использовался для резки металлов и неметаллов.Доступно оборудование с непрерывным импульсом. Лазер находит применение для сварки в автомобильной металлообработке.
Из-за огромной концентрации энергии в небольшом пространстве он оказался мощным источником тепла. Он использовался для резки металлов и неметаллов.Доступно оборудование с непрерывным импульсом. Лазер находит применение для сварки в автомобильной металлообработке.
Информация любезно предоставлена Институтом сварочных технологий Хобарта. Эта статья была взята из книги «Современные сварочные технологии», 4-е издание, 1998 г., Ховард Б. Кэри. Опубликовано Prentice-Hall.
.