Сверление по кондуктору — Энциклопедия по машиностроению XXL
Для получения отверстий диаметром до 3,5 мм. в плоских стальных деталях толщиной до 3 и деталях из цветных металлов до 5 мм применяются следующие способы 1) сверление по кондуктору 2) кер-нование с последующим сверлением 3) пробивание в штампах. [c.231]Сверление по кондуктору в сравнении с другими названными методами получения отверстий малых диаметров является малопроизводительным и менее точным. При сверлении по кондуктору затрачивается значительное время на установку кондуктора или закладку в него детали, крепление и выем ее после сверления. Сверление малых отверстий по кондуктору менее точно потому, что к погрешности сверления вследствие зазора между сверлом и отверстием направляющей втулки добавляется погрешность изготовления кондуктора. При сверлении по кондуктору достигают точности межцентровых расстояний 0,05 мм на координату. [c.231]
При сверлении по кернам деталь свободно лежит на столе сверлильного станка или на подставке и легко подается от руки под сверло.

Сущность этого метода заключается в том, что с помощью дыропробивного штампа одновременно (за один ход ползуна пресса) получается значительное количество отверстий (20 и более), причем достигается большая точность межцентровых расстояний по сравнению с точностью, достигаемой сверлением по кондуктору или по кернам.
Получение необходимой точности сверления по кондуктору требует, чтобы в соединении съемной втулки кондуктора Q) 38 мм с его корпусом был средний зазор не выше 35 мкм, а допуск зазора не выше 45 мкм. Подобрать посадку по этим условиям в системе отверстия. Построить поля допусков. [c.28]
Сверление по кондуктору (4-й класс точности). 0,08 0,1 0,12 0,14 0,17
[c. 82]
82]
Сверление по разметке отверстий диаметров в мм до 3 1-0,5 Сверление по кондуктору отверстий диаметром в мм до 3 . . . . . t0,05
Задание предельного смещения осей от номинального расположения не вызывает затруднений на рабочем месте при таких операциях, как сверление по кондуктору, пробивка отверстий в штампах. [c.314]
Сверление по кондукторам с другой стороны. [c.406]
При разработке технического проекта и рабочих чертежей конструкций, в которых намечено сверление монтажных отверстий по кондукторам, необходимо тщательно учитывать особенности этого способа, так как не все виды монтажных соединений одинаково удобны для выполнения их путём сверления по кондукторам. [c.515]
Экономическую точность обработки внутренних поверхностей можно получить способами 5-й класс — сверлением без кондуктора, черновым зенкерованием и растачиванием резцом 4-й класс — сверлением по кондуктору, рассверливанием, зенкерованием и растачиванием резцов 3-й класс — черновым развертыванием и черновым шлифованием, 2-й класс — протягиванием, чистовым развертыванием, шлифованием и хонингованием, 1-й класс — ручным развертыванием и доводкой.
Погрешности в расположении центров отверстий. При сверлении по кондукторам основными причинами, вызывающими погрешности межцентрового расстояния, являются следующие.
Погрешность базирования Двб определяют соответствующими геометрическими расчетами или анализом размерных цепей, что обеспечивает в ряде случаев более простое решение задачи. Так, при сверлении по кондуктору отверстий в деталях, установленных на призме (рис. 1), заданный размер [c.40]
Сверление по кондуктору производится преимущественно для обработки небольших деталей в серийном и массовом производстве, а в ряде случаев при сверлении крупногабаритных корпусных деталей (с применением накладных кондукторов). При сверлении нескольких отверстий на токарных станках при повышенных требованиях к их взаимному расположению сверление может производиться по установочным шаблонам.
Сверление по кондуктору. Для направления режущего инструмента и фиксирования заготовки соответственно требованиям технологического процесса применяют различные кондукторы. Постоянные установочные базы приспособления и кондукторные втулки, обеспечивающие направление сверлу, повышают точность обработки. При сверлении по кондуктору сверловщик выполняет несколько простых приемов (устанавливает кондуктор, заготовку и снимает их, включает и выключает подачу шпинделя). [c.237]
Если станок не имеет таких устройств, то для определения достигнутой глубины сверления можно использовать специальный патрон (рис. 6.22, а) с регулируемым упором. Упорную втулку 2 патрона можно перемещать и устанавливать относительно корпуса 1 со сверлом на заданную глубину обработки. Шпиндель станка перемещается вниз до упора торца втулки 2 в торец кондукторной втулки 3 (при сверлении по кондуктору) или в поверхность заго- 1 W товки. Такой патрон обеспечивает
[c. 238]
238]
Однако сверление по кондуктору базовых отверстий с последующим их развертыванием и изготовление установочных пальцев по /77…/7Б обеспечивают более жесткий допуск на размеры. 4″ /4″и другие по третьему варианту, чем по первым двум.
Различают сверление по разметке и сверление по кондуктору. [c.235]
Сверление по кондуктору. Кондуктор, представляющий собой шаблон с отверстиями, в которые вставлены твердые закаленные втулки, позволяет сверлить отверстия без предварительной разметки. [c.236]
Правильно поставленная шпилька должна не только плотно сидеть в теле детали, но и быть строго перпендикулярной к той поверхности, в которую она ввернута. Для правильного положения шпильки нужно при сверлении отверстия под резьбу тщательно следить за тем, чтобы не было перекоса сверла. Лучше всего это требование выдерживается при сверлении по кондуктору. Глубину гнезда при сверлении нужно брать больше длины нарезанной части шпильки, для того чтобы сбег резьбы в гнезде не препятствовал завинчиванию шпильки.
Сверление по кондуктору производят в тех случаях, когда требуется получить более высокую точность, а также при достаточно большой партии одинаковых деталей. Этот способ намного производительнее сверления по разметке, так как отпадает надобность в самой разметке, в выверке детали перед ее обработкой крепление детали производится надежно и быстро снижается утомляемость рабочего и т. п. Наличие постоянных установочных баз и
Для сверления по кондуктору и для глубоких отверстий [c.65]
При сверлении по кондуктору сверло направляется кондукторной втулкой (нужно качественно затачивать сверла, иначе возможно заедание в отверстии) [c.240]
Сплошной материал Сверление, черновое и чистовое развертывание Сверление, развертывание Сверление по кондуктору [c.256]
Примечание. В скобках указаны предельно допустимые классы чистоты. Оптимальный класс чистоты для данного вида обработки.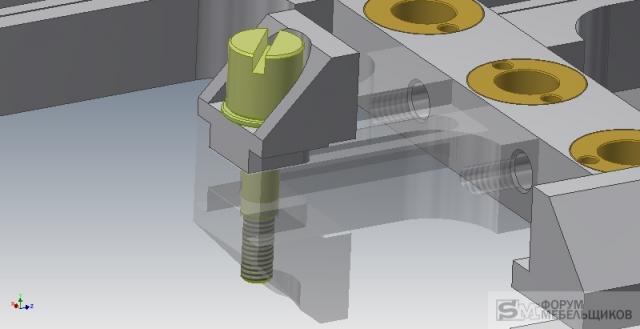
Строгание — чистовое (4 — 5), для чугуна За фрезерование чистовое (4—За ) фрезерование скоростное чистовое поперечной подачей чистовое (4—5) обтачивание скоростное подрезка торцов (4—5) сверление по кондуктору (4 — 5) шабрение грубое анодно-механическое разрезание заготовки — обычное (4 — 5), специальное электроконтактное разрезание листов (4 — 5) литье по выплавляемым моделям — мелкие детали из черных металлов (4—5) холодная штамповка в вытяжных штампах — глубокая вытяжка полых деталей простых форм холодная штамповка плоских деталей при пробивке
Задание предельного смещения осей от номинального расположения не вызывает затруднений на рабочем месте при таких операциях, как сверление по кондуктору, пробивка отверстий в штампах. На операциях, где каждый межосевой размер получается отдельным переходом (например, сверление и расточка по разметке и на координатных станках), возникает необходимость пересчета смещения осей (а) на предельные отклонения межосевых размеров.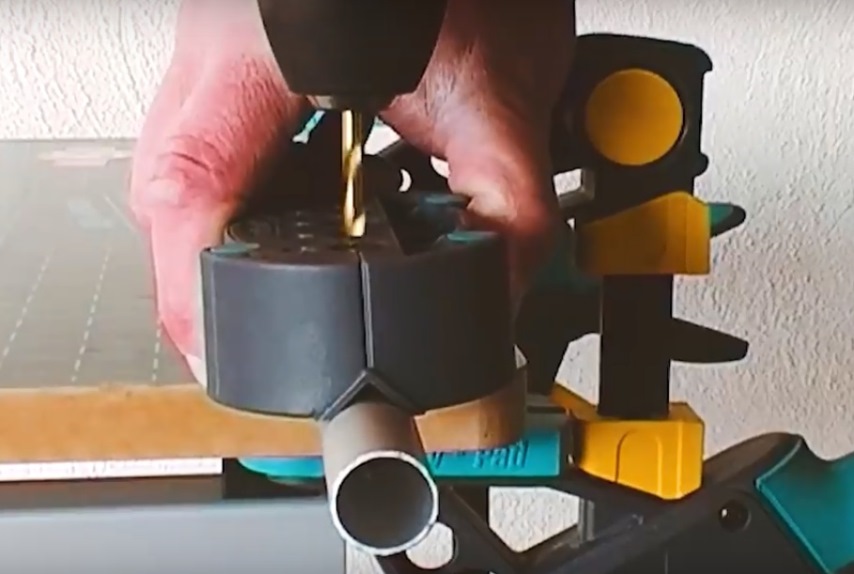 Формулы Для подобных пересчетов приведены в табл. 175.
Формулы Для подобных пересчетов приведены в табл. 175.
Сверлильные станки. Основные узлы и механизмы сверлильного станка. Сверление по кондуктору и разметке. [c.296]
Сверлильные станки. Основные узлы и механизмы сверлильно-. го станка. Настройка станка для сверления. Сверление по кондуктору и разметке. Сверление под развертывание. Охлаждение и смазка при сверлений. Причины поломки сверла. Выбор сверл. Затачивание Сверл. [c.322]
Сверление отверстий может выполняться по разметке с кернением мест сверления по кондукторам и шаблонам. [c.194]
Сверление по кондуктору. Кондукторы применяют для сверления отверстий в однотипных изделиях без предвари- [c.150]
Сверление по кондуктору. Рассверливание по кондуктору отвер-стий до 30 мм. Зенкероваиие чистовое. Растачивание резцами чистовое. [c.127]
Сверле-кие по разметке Сверление по кондуктору Растачивание, развертывание и шлифование Развертывание, шлифование, хонин-гование, протягивание Тонкое растачи- вание, протяги- вание Хонинго- вание, тонкое шлифо- вание
[c. 206]
206]
Сверление по разметке, шаблону и кондуктору
Сверление по разметке, шаблону и кондуктору — это способы механической обработки металла, которые применяют специалисты Группы Компаний «ЛИГ» при изготовлении деталей для наших заказчиков.
Сверление по разметке используется ГК «ЛИГ» при единичном и мелкосерийном производствах, когда изготовление кондукторов экономически неоправданно из-за небольшого числа обрабатываемых деталей. В этом случае на заготовках наносят контрольные окружности и центра будущего отверстия. При этом сверление по разметке должно производиться в два этапа: сначала предварительное сверление, а затем — окончательное. Предварительное сверление производят с ручной подачей, высверливая небольшое отверстие (0,25d). После этого отводят обратно шпиндель и сверло, удаляют стружку, проверяют совмещение окружности надсверленного отверстия с разметочной окружностью. Когда предварительное отверстие просверлено правильно сверление продолжают и доводят до конца.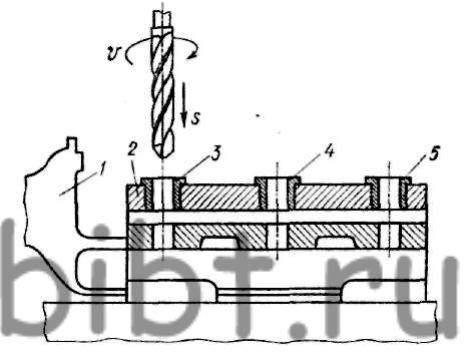 Однако если отверстие ушло в сторону, то должна производится соответствующая корректировка. При этом прорубают узким зубилом (крейцмейселем) две-три канавки 2 с той стороны от центра, куда нужно сместить сверло. Канавки направляют сверло в намеченное кернером место. После исправления смещения продолжают сверление до конца. Что касается точности сверления при данном способе гарантируемая точность при работе по разметке 0,5 мм, а при особо тщательном ведении процесса точность может быть повышена до 0,2 мм.
Однако если отверстие ушло в сторону, то должна производится соответствующая корректировка. При этом прорубают узким зубилом (крейцмейселем) две-три канавки 2 с той стороны от центра, куда нужно сместить сверло. Канавки направляют сверло в намеченное кернером место. После исправления смещения продолжают сверление до конца. Что касается точности сверления при данном способе гарантируемая точность при работе по разметке 0,5 мм, а при особо тщательном ведении процесса точность может быть повышена до 0,2 мм.
Когда необходимо просверлить отверстия в небольшой партии одинаковых деталей — применяют сверление по шаблону. Шаблон — это стальная пластина в форме детали, в которой выполнены все необходимые отверстия. Использование шаблона повышает производительность труда, а также положительно влияет на точность производимых работ. При этом устанавливается следующий порядок работ:
Через шаблон сверлят два контрольных отверстия на заготовке из металла (детали) в начале и в конце детали.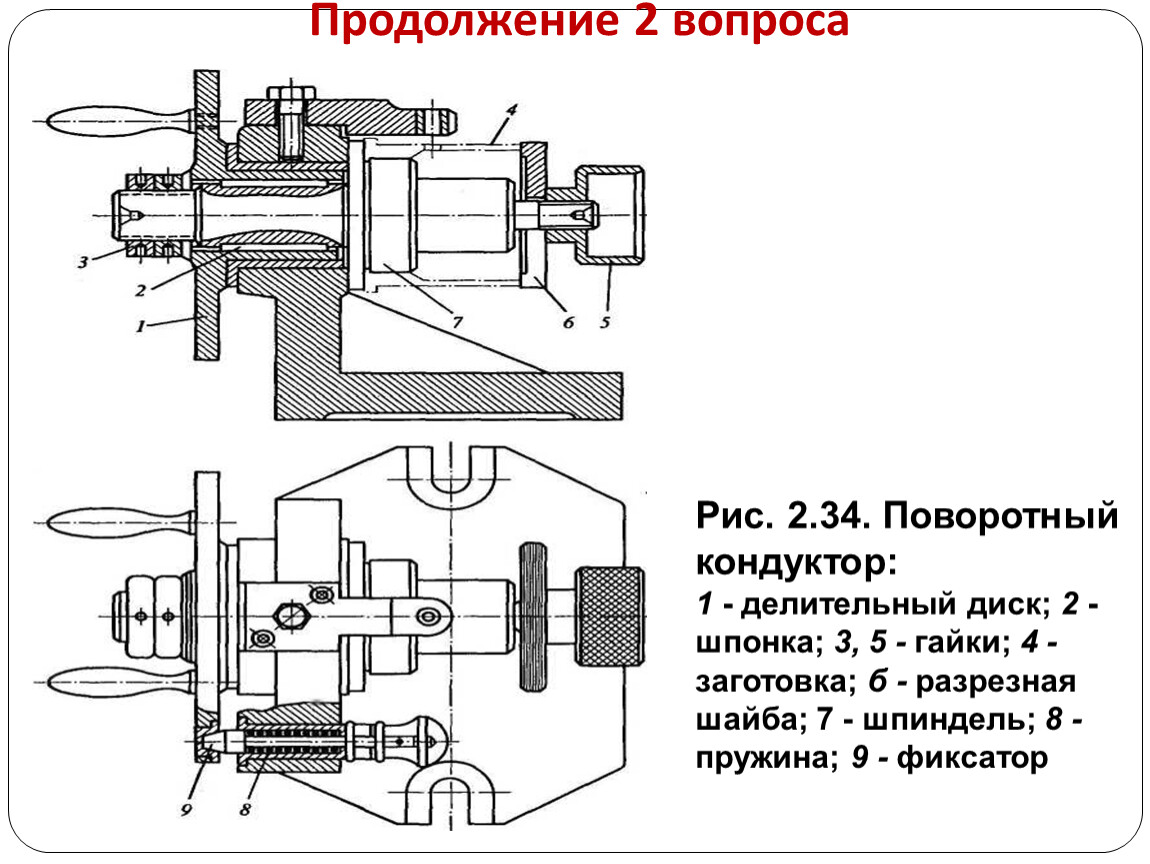 Расположение детали относительно шаблона фиксируют контрольными штифтами. Только когда шаблон и заготовка надежно зафиксированы, сверлят поочередно остальные отверстия. Когда же требуется просверлить несколько тонких металлоизделий, то детали собирают в пачку или пакет вместе с шаблоном. Для надежности данную конструкцию стягивают струбцинами. Особенностью обработки тонких металлоизделий при данном способе работ является то, что в ходе металлообработки необходимо использовать только плавную ручную подачу ;во избежании поломки сверла.
Расположение детали относительно шаблона фиксируют контрольными штифтами. Только когда шаблон и заготовка надежно зафиксированы, сверлят поочередно остальные отверстия. Когда же требуется просверлить несколько тонких металлоизделий, то детали собирают в пачку или пакет вместе с шаблоном. Для надежности данную конструкцию стягивают струбцинами. Особенностью обработки тонких металлоизделий при данном способе работ является то, что в ходе металлообработки необходимо использовать только плавную ручную подачу ;во избежании поломки сверла.
Что же касается сверления по кондуктору, то оно в основном применяется для обработки небольших деталей в серийном и массовом производстве. Когда требуется сверление крупногабаритных корпусных деталей применяют накладные кондуктора. Применение кондукторов, установочных баз, кондукторных втулок повышает точность обработки изделия, обеспечивают высокую повторяемость.
Все просверленные отверстия проверяются специальным измерительным инструментом. Например, диаметр отверстия контролируют предельным калибром с пробкой. Когда требуется просверлить глухие отверстия, то их глубину проверяют глубиномером.
Например, диаметр отверстия контролируют предельным калибром с пробкой. Когда требуется просверлить глухие отверстия, то их глубину проверяют глубиномером.
виды, применение, создание своими руками
При создании мебели практически все детали соединяются встык. Для такой цели используются шканты, в которых необходимо сделать отверстия. Именно для этого потребуется кондуктор. Подобное оборудование можно приобрести или выполнить своими руками.Описание и особенности приспособления
Кондуктор представляет собой планку с несколькими отверстиями и гильзами. Подобное приспособление фиксируется к необходимой детали, а затем в гильзу аккуратно вставляют сверло и выполняют отверстие. Для закрепления двух деталей потребуется один кондуктор, благодаря чему фиксация получается надежной.
Преимущества изделия:
- точность сверления;
- простота и быстрота создания отверстий.
Стоит отметить, что кондукторы иногда применяются в машиностроении, а не только в строительстве. Более того, с помощью данного приспособления можно выполнять отверстия в цилиндрических заготовках и трубах. Также кондуктор позволяет делать перпендикулярные отверстия.
Более того, с помощью данного приспособления можно выполнять отверстия в цилиндрических заготовках и трубах. Также кондуктор позволяет делать перпендикулярные отверстия.
Основные разновидности оборудования
Все кондукторы, используемые в различных отраслях, делятся на несколько групп.
- Накладная разновидность получила такое название из-за особенностей применения. Так, кондуктор аккуратно накладывают на определенную заготовку. Его фиксируют или оставляют без зажима. Благодаря подобному оборудованию удастся выполнить отверстия в ДСП.
- Поворотные модели предназначены для сверления цилиндрических поверхностей. Соответственно, оси поворота могут быть не только горизонтальными и вертикальными, но также и наклонными. В данном случае на корпусе предусмотрены направляющие втулки.
- Опрокидываемая разновидность незаменима при необходимости создания отверстий сразу в нескольких плоскостях.
- Скользящее приспособление приводят в рабочее положение перед выполнением всех отдельных отверстий.
 Соответственно, такой кондуктор не удастся закрепить на поверхности, из-за чего его использование окажется не очень удобным.
Соответственно, такой кондуктор не удастся закрепить на поверхности, из-за чего его использование окажется не очень удобным.
 Соответственно, такой кондуктор не удастся закрепить на поверхности, из-за чего его использование окажется не очень удобным.
Соответственно, такой кондуктор не удастся закрепить на поверхности, из-за чего его использование окажется не очень удобным.Способы и сферы применения кондуктора
Существует много способов использования подобного оборудования. Естественно, основной сферой считается строительная отрасль.
Мебельная промышленность
При сборке мебели может оказаться, что некоторых отверстий не хватает. Именно по этой причине придется сверлить различные детали своими руками. Чтобы выполнение работы не вызвало сложностей, необходимо использовать кондуктор. Это сделает сборку мебели точной и быстрой. Применение подобного оборудования действительно актуально, если у вас нет сверлильного станка.
Хотя сегодня существует большой выбор фурнитуры и крепежных изделий, в процессе сборки мебели по-прежнему часто используются шканты. Их необходимо устанавливать очень точно, иначе детали будут смещены. Чтобы избежать такого неприятного последствия, следует воспользоваться кондуктором.
Сверление труб
При необходимости подготовки отверстий в трубах и различных заготовках цилиндрической формы использование сверла окажется не лучшей идеей, поскольку оно нередко соскальзывает, а значит, отверстия не будут иметь нужной формы. Чтобы облегчить выполнение работы, следует воспользоваться универсальным кондуктором.
Стоит отметить, что существует специальное оборудование, которое позволяет выполнять перпендикулярные отверстия, а это очень важно при обработке скругленных элементов и кромок заготовок.
Покупной или самодельный кондуктор?
Как уже упоминалось ранее, подобное изделие незаменимо в процессе сборки мебели. Некоторые люди создают эти приспособления своими руками, а другие предпочитают покупать.Кондукторы продаются практически в любом строительном магазине, однако готовая продукция может не подойти для конкретных целей. Также важно помнить, что стоимость устройства зависит от назначения, размеров и фирмы-производителя. Самые простые варианты стоят недорого, чего нельзя сказать о профессиональном оборудовании с большим количеством дополнительных функций.
Самые простые варианты стоят недорого, чего нельзя сказать о профессиональном оборудовании с большим количеством дополнительных функций.
Многие потребители предпочитают делать кондуктор своими руками. Для этой цели потребуется металлический лист или деревянная доска. Здесь подготавливают отверстия, которые выступят в роли направляющих. В целом с такой работой справится каждый.
Создание кондуктора своими руками
Как уже упоминалось, сделать подобное изделие для сверления можно самостоятельно. Для этого нужно подготовить сварочный аппарат, болгарку, дрель и несколько слесарных инструментов. Также потребуется арматура размерами 10х10 мм.
- Заготовку зачищают наждачной бумагой и выполняют разметку. Согласно принятым стандартам расстояние между центрами должно составлять около 32 мм.
- Далее высверливаются шаблонные отверстия.
- Следующий этап – создание упора. Это может быть металлическая пластина толщиной в 1 мм. Ее аккуратно сгибают и подготавливают место для резьбы.
- Затем обе детали аккуратно соединяют.

Чтобы процесс сверления отверстий не вызвал никаких сложностей, стоит использовать кондуктор. Подобное оборудование действительно незаменимо в процессе сборки мебели. Его можно приобрести, но лучше сделать своими руками, ведь самодельное устройство точно подойдет под конкретные нужды.
Оцените статью: Поделитесь с друзьями!Кондукторы для сверления отверстий в мебели
Приспособлением для подготовки отверстий в изделиях является мебельный кондуктор для сверления отверстий, который широко применяется при изготовлении различных конструкций. Изготавливаются из металла, ДСП, массива и других строительных материалов. Кондуктор, являющийся проводником для сверлящего инструмента, возможно сделать самостоятельно. Применение этого приспособления облегчает труд при желании сделать мебель домашнему мастеру. Свою роль он прекрасно выполняет при сборке мебели, состоящей из отдельных блоков.
Свою роль он прекрасно выполняет при сборке мебели, состоящей из отдельных блоков.
Назначение
Данное приспособление требуется чтобы направить сверло с высокой точностью в заданное место, обеспечив при этом прямоту и точность его прохождения по всей глубине просверливания отверстия. Работая с ручной дрелью, довольно сложно выдерживать заданное направление. При необходимости выполнять ряд отверстий на определенном расстоянии друг от друга приходится делать разметку для каждого из них. В шаблоне для мебели имеются сквозные отверстия для вхождения сверла, места которых соответствуют чертежу изделия.
При отсутствии кондуктора приходится прибегать к более трудоемкому способу – накерниванию разметочных линий. Керн – это углубление на поверхности при ударе молотком по специальному конусу, называемому кернером. При установке кондуктора над заданной точкой начинать работать можно без накернивания. Сверло попадет в нужную точку точно и не отклоняется от заданного направления.
Кондуктор применяют на стадии сборки, крепежа фурнитуры и при иных технологических операциях. При необходимости выполнения нескольких рядов отверстий по шаблону кондуктор значительно экономит время. Практически незаменимым кондуктор бывает, когда отверстия планируются в закругленной форме. Конец сверла при нажатии соскакивает с обозначенного чертежом места. Кондуктор фиксируется на детали и точно выполняет работу.
При необходимости выполнения нескольких рядов отверстий по шаблону кондуктор значительно экономит время. Практически незаменимым кондуктор бывает, когда отверстия планируются в закругленной форме. Конец сверла при нажатии соскакивает с обозначенного чертежом места. Кондуктор фиксируется на детали и точно выполняет работу.
Практически для любой мебели кроме деревянной используют металлические конструкции. Часто они представляют собой трубы, сквозь которые необходимо просверлить ряд отверстий. В этом случае при изготовлении кондуктора особое внимание следует уделить надежному креплению его на металлической трубе. Как правило, угол при сверлении должен составлять 90˚. Более редкий и трудный вариант – сверление «наискось». При этом следует делать регулировку длины фиксирующих элементов. Сверлить по касательной невозможно, просто держа дрель в руках. Работа с использованием кондуктора для мебели делает этот процесс несложным. Следует выставить высоту. При этом заготовку плотно прижимают к упору. Отверстия получаются точными и под требуемым углом.
Отверстия получаются точными и под требуемым углом.
Мебельный кондуктор для сверления следует придерживать на детали, как бы хорошо он не был бы закреплен. Особенно это стоит делать вначале. Иначе существует вероятность смещения от вибрации.
Существенным достоинством применения проводника шаблона для мебельных изделий является то, что отверстия получаются соосными. При применении проводника отпадает необходимость делать расчет и размечать места для отверстий. Это понижает трудоемкость и уменьшает время работы.
Разновидности
Существующие типы кондукторов:
- накладные — их крепят на деталь, для которой он изготовлялся. При необходимости фиксируют струбцинами;
- поворотные — они предназначаются для сверления в цилиндрических поверхностях. Они оснащены различными осями поворота. Это позволяет работать под различными углами. На корпусе кондуктора имеются втулки, задающие направление;
- опрокидываемые — нужны при необходимости создать за одну установку несколько отверстий, расположенных в разных плоскостях;
- скользящие — проводник такого типа закрепления не требует. Его прикладывают к нужному участку поверхности. Это возможно в том случае, когда нет необходимости сверлить в точном месте. Для каждого отверстия применение происходит отдельно;
- универсальные — удобны способностью переналадки, что важно для мелкосерийного производства.
 Его прикладывают к нужному участку поверхности. Это возможно в том случае, когда нет необходимости сверлить в точном месте. Для каждого отверстия применение происходит отдельно;
Его прикладывают к нужному участку поверхности. Это возможно в том случае, когда нет необходимости сверлить в точном месте. Для каждого отверстия применение происходит отдельно;Наиболее часто применяемыми являются накладные кондукторы из нетяжелых материалов. Их легко устанавливать на поверхность в предусмотренном месте. С помощью накладных шаблонов можно сверлить отверстия в деталях из ДСП, плитах МДФ. Одним из вариантов является накладной кондуктор, имеющий револьверную головку. Поворотный вид подходит для деталей усложненной формы. Универсальные можно выбирать под евровинты, рафикс и так далее.
Правила применения
Кондукторы для мебели помогают избежать главной проблемы при работе – попадания сверла в деталь под неправильным углом. Эта ошибка зачастую может вызвать сложности при исправлении или даже отправить деталь в брак. Применение проводника шаблона при сверлении отверстий позволяет грамотно ориентировать инструмент на заданное место и не дает ему сбиться с направления. Отверстия выполняются для соединения блоков мебели и для размещения фурнитуры.
Отверстия выполняются для соединения блоков мебели и для размещения фурнитуры.
Если отверстие не сквозное, то на сверло следует надевать специальный упор — ограничитель. Иначе головка шурупа начнет проваливаться в сквозное отверстие. Если сверлим под заданным углом, то регулировать наклон поможет специфичный кондуктор.
Успешное применение шаблонов кондукторов возможно при надежном закреплении. Наиболее популярным способом крепления является применение струбцин. Такой вспомогательный инструмент изготавливается из металла или дерева. Струбцины, применяемые для крепления кондукторов для мебели, также могут быть изготовлены самостоятельно.
Другим способом крепления проводника являются пружинные упоры. Они прижимают кондуктор к поверхности детали за счет упругости. В качестве упора может подойти пружина, имеющая необходимое усилие. Еще одним способом фиксации является применение саморезов. Их ввинчивают в деталь, вследствие чего кондуктор удерживается от перемещения за счет сил трения.
Как сделать самостоятельно
На рынке строительных товаров существует достаточное количество проводников шаблонов для изготовления мебели. Среди домашних умельцев, занимающихся изготовлением мебели собственными руками, или рабочих мебельных цехов наиболее популярными являются:
- «Assistant» – устройство для разметки, обладающее многочисленными функциями;
- «Dubel-Profi» – проводник, в комплект которого входит несколько приспособлений в виде зажимов и линеек, что делает работу более удобной;
- «Кондор» – кондуктор, оснащенный возможностью позиционирования и имеющий различные втулки.
Удобными и многофункциональными являются мебельные кондукторы от производителя «Черон».
Домашние мастера, увлекающиеся изготовлением мебели, наверняка примут решение об изготовлении кондуктора собственноручно. Для них это будет привычной работой, но более быстрой и легкой. Для изготовления проводников, которыми являются кондуктора, потребуется деревянный брусок или металлический лист. В зависимости от этого, следует приготовить инструменты для работы. Кондуктор не обязательно надо делать универсальным. Иногда проще изготовить несколько проводников для сверла, каждый из которых будет применяться для разных целей.
В зависимости от этого, следует приготовить инструменты для работы. Кондуктор не обязательно надо делать универсальным. Иногда проще изготовить несколько проводников для сверла, каждый из которых будет применяться для разных целей.
Несложную модель возможно изготовить из материалов, имеющихся в доме. Ими могут быть: арматура, пластины из металла. Это позволит сэкономить свои средства. Изготовление кондуктора зависит от его вида. Необходимость его изготовления может возникнуть, когда сверлить потребуется нестандартные отверстия.
Перед началом изготовления проводника следует выполнить его чертеж. Существуют мебельные стандарты, которые регулируют расположение отверстий. При составлении чертежа следует их придерживаться.
Набором материалов и инструментов являются:
- лист металла или деревянный брусок;
- дрель;
- аппарат для сварки;
- набор слесарных инструментов;
- углошлифовальная машина;
- плоскогубцы;
- набор отверток;
- втулки;
- наждачная бумага;
- болгарка или ножовка по металлу;
- арматура;
- сварочный аппарат, который необходим при изготовлении усложненных конструкций.

При дополнительных требованиях недостающие детали и оборудование можно приобрести.
Этапы изготовления кондуктора для мебели:
- приготовить заготовку и зачистить ее;
- от арматуры, имеющей квадратный профиль, сечением приблизительно 10 х 10 мм, отрезать куски необходимой длины. Использовать можно ножовку по металлу или болгарку;
- центры отверстий располагаются на расстоянии 8 мм от края плиты. Это указано в стандартах по изготовлению мебели;
- согласно этим нормам отверстия располагают с шагом 32 мм друг от друга. Диаметр этих отверстий составляет 5 мм;
- использование кондуктора будет более удобным, если его оснастить упорами, в том числе поворотными. Для этого понадобится металлическая пластина размером 1х25 мм, которую надо согнуть под углом 90˚ и затем зафиксировать на изготовленном приспособлении;
- зафиксировать специальными зажимными приспособлениями – струбцинами отдельные части конструкции;
- соединить нужные части, используя резьбовой крепеж.
При пользовании мебельными проводниками образуется большое количество пыли. Чтобы она не мешала работе, конструкцию кондуктора дополняют небольшим поддоном. При сверлении стружка и мелкие частицы будут скапливаться там.
Мебельный шаблон кондуктор для сверления отверстий включает следующие части:
- угловые элементы корпуса, накладываемые поверх поверхности детали. Они соединяются с помощью шкантов, нагелей или конфирматов;
- направляющие втулки, в которые будет входить сверлящий инструмент;
- зажимы и фиксаторы. Их располагают с торцевой поверхности кондуктора для изготовления мебели.
При желании изготовить мебельный кондуктор самостоятельно, домашний мастер должен продумать, какие варианты встречаются у него наиболее часто. Чтобы не изобретать каждый раз новый вариант и не тратить на это время и деньги, имеет смысл изготовить кондуктор, который будет максимально универсальным именно для его рода деятельности.
Выбирая детали для конструкции, надо следовать указаниям нормативных материалов. Подбирая уголок, следует учесть, что согласно ассортименту ГОСТ 8510 наименьшие допускаемые размеры – 63×40×8 мм. Если полка обладает толщиной 8 мм, то на ней можно поместить втулку для правильного направления диаметром не более шесть мм. Диаметр отверстия в кондукторе при этих условиях должен быть менее 4 мм. Этот размер является нормальным.
Подбирая уголок, следует учесть, что согласно ассортименту ГОСТ 8510 наименьшие допускаемые размеры – 63×40×8 мм. Если полка обладает толщиной 8 мм, то на ней можно поместить втулку для правильного направления диаметром не более шесть мм. Диаметр отверстия в кондукторе при этих условиях должен быть менее 4 мм. Этот размер является нормальным.
При конструировании втулки ее размеры можно взять из ГОСТа 9941 или ГОСТа 9940 для цельносварных. Стоит подбирать трубу согласно диаметру внутреннего отверстия. Длину втулки выбирают не менее удвоенной высоте высверливаемого отверстия. Посадка втулки выбирается с натягом. Сколько будет отверстий и расстояние, на котором они располагаются, зависит от конкретного изделия. Хорошим вариантом является использование втулок от экструдера, используемого для протяжки проволоки. Материалы таких насадок – легированная сталь, в которую добавляется металл «победит». Срок службы их практически бесконечен.
Видео
Сверлильный кондуктор — непременный атрибут на крупном производстве, неважно на каком. Там, где много сверлят, он действительно необходим, особенно когда производство серийное или массовое.
С помощью кондуктора в значительной степени ускоряется производство, облегчается труд рабочего.
Кондуктор для сверления отверстий
Сверлильный кондуктор, как правило, представляет собой планку (пластину) с отверстиями и втулками (гильзами). Посредством кондуктора значительно проще, например, сверлить трубы.
Что касается производства мебели, то здесь они тоже применяются, хотя и относительно недавно.
С помощью такой оснастки производитель избавлен от следующих проблем:
- Разметка.
- Кернение (точечные углубления в материале под сверло).
- Сверловка с соблюдением перпендикулярности.

Последнее особенно сложно выполнимо, поскольку требует серьёзных навыков, обретаемых только с годами.
Некоторые операции, например, сверловка под шканты (короткие деревянные стержни, предназначенные для скрытой стыковки деталей), требует очень точной разметки, и не менее точной сверловки под углом 90°.
С таким приспособлением, как кондуктор, эти задачи решаются легко и просто.
Виды: выбираем нужный
Накладные. Они не нуждаются в фиксации перед их использованием по назначению. Конструктивно простые, мобильные, но их нужно держать свободной от дрели рукой, поскольку зачастую оснастка не закреплена в специальном устройстве, что не очень удобно. Учитывая простоту конструкции сделать его своими руками довольно просто. Применяется при сверлении ДСП и МДФ.
Кондукторы для сверления отверстий под углом. Конструкцию легко представить, поскольку название говорит само за себя. Такая оснастка может быть и накладной.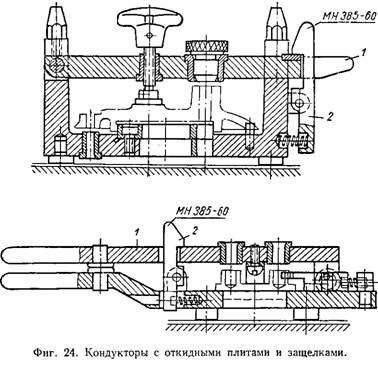 В производстве качественной мебели присутствует и сверление под углом, что представляет не самую простую операцию в производственном процессе — для этого нужен навык. Хотя и в этом случае иногда нарушается нужный угол, сборка в результате не будет уже такой качественной и страдает внешний вид мебели, особенно если она не из ДСП, а из дерева — здесь уж некрасивую сверловку не зашпатлюешь. Оснастка же нужной конструкции полностью избавляет от ненужных проблем.
В производстве качественной мебели присутствует и сверление под углом, что представляет не самую простую операцию в производственном процессе — для этого нужен навык. Хотя и в этом случае иногда нарушается нужный угол, сборка в результате не будет уже такой качественной и страдает внешний вид мебели, особенно если она не из ДСП, а из дерева — здесь уж некрасивую сверловку не зашпатлюешь. Оснастка же нужной конструкции полностью избавляет от ненужных проблем.
Поворотные кондукторы. В них имеются откидные кронштейны, и это позволяет произвести сверление на двух смежных плоскостях.
Скользящие редукторы. С их помощью без переустановок можно просверлить несколько отверстий. Для работы с такой оснасткой всё же требуются необходимые навыки.
Приспособление для сверления отверстий под шканты и конфирматы
Несмотря на то что на сегодняшний день в мебельной промышленности появилось много новой фурнитуры, старый добрый шкант применяется до сих пор. Это объясняется тем, что посредством этого предмета фурнитуры не видны соединения, и это особенно ценно в производстве мебели из натурального дерева.
Как уже говорилось, сверление под шканты создаёт немало проблем мебельщикам, особенно недостаточно квалифицированным.
Для того чтобы мебельные плоскости были идеально состыкованы, необходима точная разметка, а эта оснастка позволяет ускорить работу и довести качество таковой до нужного уровня.
Работа с конфирматами — специальными мебельными винтами — хоть и менее хлопотная, но тоже требует определённых навыков. А учитывая то, сколько нужно разметить и просверлить отверстий, перед тем, как закрутить конфирмат в одном мебельном изделии, такое приспособление в значительной степени ускорит работу, да и её качество тоже.
Простейшие устройства
- Кондуктор двухползунковый. Он позволяет сверлить отверстия в двух смежных (сопрягаемых) деталях. Приспособление сконструировано из двух линеек, которые служат направляющими и соединены с крепёжной планкой. Отверстия, выполненные в ней, дают возможность для установления планки на деталях разной ширины. Перемещаемые по линейкам корпуса (сменные) имеют набор направляющих втулок, где расстояния между ними разные. Кондуктор фиксируется посредством соединительной планки, с противоположной стороны же имеется ограничитель хода, поджимаемый винтом-барашком.
- Кондуктор многопозиционный. Крепится струбцинами. Конструкция позволяет производить вертикальное сверление. Изготовлен он из толстостенного алюминиевого уголка. Поскольку приспособление имеет значительную длину, оно оснащено промежуточным креплением в центре конструкции. Очень удачно применена толстая стенка уголка, что нельзя переоценить в момент накладки приспособления на поверхность детали и при переустановки кондуктора на 90°. Подбор расстояния между втулками осуществляется по самым распространённым величинам, предусмотренным для установки шкантов или конфирматов.
 Кондуктор фиксируется посредством соединительной планки, с противоположной стороны же имеется ограничитель хода, поджимаемый винтом-барашком.
Кондуктор фиксируется посредством соединительной планки, с противоположной стороны же имеется ограничитель хода, поджимаемый винтом-барашком.Порядок работы с кондуктором:
- Приспособление фиксируют на обрабатываемой детали.
- Гильзу вставляют в отверстие.
- Сверлят через гильзу.
Мебельный кондуктор своими руками: чертежи с размерами в помощь
Принцип этой оснастки:
- Корпус углового типа. Накладывается на плоскости деталей, которые потом будут соединяться между собой.
- Втулки направляющие. Через них будет входить сверло.
- Зажимные устройства. Они фиксируют кондуктор и выполнены с торцевой части.
 Накладывается на плоскости деталей, которые потом будут соединяться между собой.
Накладывается на плоскости деталей, которые потом будут соединяться между собой.Проектирование собственного кондуктора должно основываться на том, чтобы с помощью этой оснастки можно было делать большую часть выполняемых работ, связанных с крепежами различных типов.
Важно! Коль нужен универсальный помощник — это касается профессиональных мебельщиков, то лучше будет приобрести промышленную оснастку, которая сделана более точно и качественно. Именно такое приспособление будет предпочтительным и быстро себя окупит, особенно, если ещё учесть и то, что к этому устройству зачастую прилагается немало различных шаблонов, упоров и других мелочей, которые также необходимы в работе. Обходятся они гораздо дешевле, чем при покупке в розницу.
И всё же это приспособление, по необходимости, можно сделать своими руками.
Такая оснастка, возможно, нужна не так уж и часто в том или ином производстве, а уж домашнему мастеру — тем более. Так что многим пользователям сделать её самому будет значительно выгоднее.
Так что многим пользователям сделать её самому будет значительно выгоднее.
Если же проектирование таковой остаётся актуальным, то нужно подготовить материалы для изготовления самодельного кондуктора для сверления под конфирмат:
- Уголок. Свой выбор следует остановить на неравнополочном виде этого проката — его возможности более широки. Полку уголка надо выбирать наибольшей толщины, которая может доходить до 8 мм. Это вполне обосновано, поскольку тогда можно вставлять направляющие втулки, наружный диаметр которых достигает 6 мм. Исходя из этого, можно использовать свёрла от 3,5 до 4 мм. Если даже того диаметра и будет недостаточно, то материал рассверливают большим сверлом, не используя уже никаких других приспособлений.
- Направляющие втулки. Здесь будут предпочтительнее трубы из нержавеющей стали, которые подбираются, прежде всего, по внутреннему диаметру. Пример: труба 6×1,5 подходит для сверла не более 2,7 диаметром. Разъяснение: внутреннее отверстие её будет 3 мм, а небольшой зазор по всему внутреннему диаметру учитывается из-за термического расширения материала. Длина втулки — это глубина отверстия в уголке, умноженная на два и более. Посадка втулок либо переходная, либо с натягом, либо по системе вала. Последняя является наиболее целесообразной.
 Длина втулки — это глубина отверстия в уголке, умноженная на два и более. Посадка втулок либо переходная, либо с натягом, либо по системе вала. Последняя является наиболее целесообразной.
Длина втулки — это глубина отверстия в уголке, умноженная на два и более. Посадка втулок либо переходная, либо с натягом, либо по системе вала. Последняя является наиболее целесообразной.Вместо труб, конечно, можно использовать готовые втулки, применяемые в аппаратах по протяжке проволок — таковые имеются, например, в машиностроении. Такие детали (даже бывшие в употреблении), подойдут как нельзя кстати: они выполнены из легированных сталей и имеют практически неограниченный ресурс работы.
Выбор способа крепления
- Фиксация при помощи саморезов. Они вкручиваются в деталь, что не допускает смещения приспособления из-за силы трения. Это удобно тем, что эти отметки понадобятся для последующего сверления других отверстий.
- Упор пружинный. Он будет надёжно фиксировать кондуктор на детали. Для такого упора подойдёт плоская пружина с соответствующей силой прижима.
- Струбцины внешние. Под них необходимо подкладывать резиновые прокладки. В качестве материала идеально подойдёт рифлёная резина. Это, конечно, немного увеличивает вес оснастки, а эластичность подкладок может негативно повлиять на перпендикулярность втулок. Чтобы этого не произошло, сверло заводят во втулку с целью разметки отверстия, а уж потом зажимаются струбцины.
 Это, конечно, немного увеличивает вес оснастки, а эластичность подкладок может негативно повлиять на перпендикулярность втулок. Чтобы этого не произошло, сверло заводят во втулку с целью разметки отверстия, а уж потом зажимаются струбцины.
Это, конечно, немного увеличивает вес оснастки, а эластичность подкладок может негативно повлиять на перпендикулярность втулок. Чтобы этого не произошло, сверло заводят во втулку с целью разметки отверстия, а уж потом зажимаются струбцины.Для сверловки труб и деталей цилиндрической формы
В современной мебели используются не только ДСП, ДВП, МДФ и дерево. В качестве дополнительных элементов могут применяться стальные трубы различного диаметра. Покрытые хромом или из нержавеющей стали, они отлично дополняют общий мебельный ансамбль.
Очень сложно просверлить сферическую поверхность — сверло так и норовит соскользнуть в сторону. Да и разметить не так-то просто, когда отверстий много и они располагаются в несколько рядов.
Для того чтобы из трубы не получился пресловутый дуршлаг, а правильная деталь с точно выполненными отверстиями, понадобится кондуктор — это идеальное решение в создавшейся ситуации.
Есть кондукторы стальные, выполненные в виде регулируемой струбцины. Эта особенность конструкции позволяет зажимать в них трубы разного диаметра и сверлить в них отверстия с высокой точностью.
Эта особенность конструкции позволяет зажимать в них трубы разного диаметра и сверлить в них отверстия с высокой точностью.
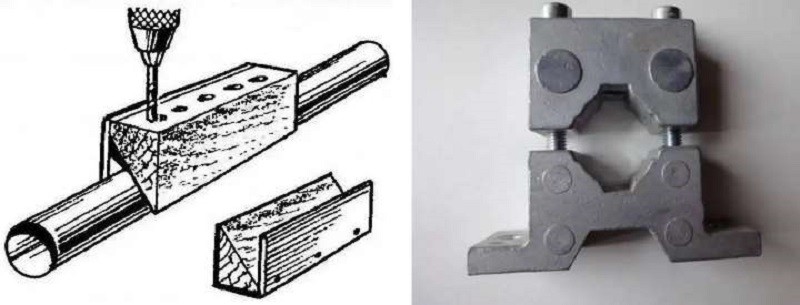
Не имея возможности изготовить такое приспособление, можно использовать бросовые материалы, сделав ещё более простое устройство, используя брусок и полоску фанеры. Так, брусок, разрезанный вдоль по диагонали на циркулярной пиле, можно прибить гвоздями или прикрутить саморезами под углом в 90° к фанере. Полученное устройство накладывается сверху на трубу, а полоска фанеры, упираясь в стол или верстак, не даёт нарушиться заданному углу. Заблаговременно просверлённые в бруске отверстия нужного диаметра размещены с учётом необходимых расстояний между будущими отверстиями, что позволит быстро и точно просверлить трубу точно по чертежам.
Мебельные кондукторы и шаблоны своими руками
Как делаются кондукторы, теперь понятно, равно как и их необходимость для производства мебели.
Не только кондукторы, но и шаблоны необходимы в мебельном производстве. Простейший шаблон, порой сэкономит массу времени и даст возможность не менее точной сверловки, чем кондуктор.
Простейший шаблон, порой сэкономит массу времени и даст возможность не менее точной сверловки, чем кондуктор.
Например, простейший металлический сборный накладной шаблон, состоящий из двух листовых заготовок размером 130×70 мм и стального квадрата сечением в 20 мм. Они соединены между собой винтами в верхней части конструкции — так прикреплены к квадрату. Квадрат просверлён под втулки, куда последние и запрессованы. Такое приспособление для сверления отверстий в торце детали, выполненной из ДСП, даст возможность сверлить, совершенно не задумываясь о разметке и перпендикулярном сверлении. А уж цена этой оснастки ниже всякого представления об экономии.
Вместо металла можно и нужно использовать те материалы, которые стоят недорого и легко обрабатываются.
- Фанера.
- Текстолит или стеклотекстолит — желательно толстый.
- Дерево твёрдых пород.
- Оргалит или его аналог.
Нужно иметь в виду, что эти материалы недолговечны, и для того, чтобы приспособления не приходилась делать каждый день, вполне резонно впрессовывать в них металлические трубки.
В заключение стоит подвести итоги сказанному. Делать кондуктор или шаблон самому или же купить его в магазине — это дело каждого в отдельности. Если домашнему мастеру надо сделать какую-нибудь мебель в единственном экземпляре и есть материал для кондуктора, а также и возможность его изготовления — можно воспользоваться этим. Возможно, что подобная оснастка мастеру больше никогда и не пригодится.
А вот если даже небольшая мебельная мастерская занимается производством серийной мебели, и в ней работает достаточно людей — проще, вероятно, приобрести что-то готовое, тем более, что эти незаменимые помощники мастеров понадобятся им в нескольких экземплярах.
В последнем случае имеет смысл приобретение более дорогих, точных и износостойких кондукторов вместо изготовления кустарных, которые менее точны и долговечны.
Во вчерашней теме про постройку шкафов очень много людей попросили рассказать о том, с помощью каких инструментов мы с товарищем собирали мебель.
Полагаю, что профессионалам это будет неинтересно, а многие так вообще скажут, что шаблоны можно было сделать самим и не тратить деньги.
Можно, но не имея опыта, это сложно и долго. Мы пошли по быстрому, нj затратному пути — купили готовые.
Однако, я очень благодарен всем, кто прислал мне чертежи своих шаблонов — это очень помогло вникнуть в тему и понять что к чему.
Вообще, как я понял для соединения дсп с помощью конфирматов используют два подхода:
1) Шаблоны для сверления торцевых и лицевых отверстий. Они могут быть и в виде линеек (как Черон) и в виде барабанов. Могут из себя представлять и целые системы, которые крепятся к листу дсп.
Но общий смысл в том, что каждый лист рассверливается по одиночке. Возможно, можно и сэкономить время и использовать другой метод.
2) Струбцины для фиксации листов лдсп под нужным углом (как правило 90 градусов) и конфирматное сверло. Плюс этого варианта в том, что за один проход мы получаем сразу обе дырки и можем тут же закрутить конфирмат.
Казалось бы, все легко и просто, но теперь попробуйте в квартире совместить под углом панели длиной 2600 и 1200 мм. Тяжело? разбегается? да, и в одиночку никак (не то, что в первом варианте).
Сведем плюсы и минусы каждого варианта.
Шаблоны/кондукторы:
+ Легкость в использовании.
+ можно работать в одиночку.
+ не нужно переживать за центровку сверла — как правило шаблоны/кондукторы имеют стальные вставки, которые позволяют сверлить прямо сквозь них.
— для работы потребуется несколько штук.
— дорого (если покупать).
— надо иметь либо чертежи, либо хорошо развитое пространственное мышление, так как каждая деталь сверлится отдельно.
Струбцины и конфирматное сверло:
+ Быстрота и простота в обращении.
+ за один «проход» получаем сразу готовые дырки в двух деталях.
+ недорого.
— тяжело работать в одиночку, особенно если детали большие.
— проблема с центровкой сверла.
Что выбрать каждый решает для себя сам. Но, скорей всего Вы так же как и мы скомпилируете оба варианта в один =) Например, конфирматное сверло очень удобно при прихватывании «по месту» уже соединенных больших деталей.
Итак, для сборки мебели были куплены шаблоны фирмы Черон (у них есть одноименный сайт).
Не сочтите за рекламу, но они смогли грамотно преподнести свой товар — у них на сайте лежат видео, которые помогают получить представление о работе с их изделиями.
Ну, и тут на драйве их посоветовали. В итоге решили купить их. И сейчас я расскажу про них и как ими работать.
Начнем с самого простого — шаблона для мебельных ручек. Я купил МШ-22 (96,128,160,192мм), но можно взять и попроще и подешевле (там под 96 и 128 мм).
В принципе, можно обойтись и без него, но повторюсь — деталей было очень много, а сборка осуществлялась по вечерам. Те, во главу угла ставилась экономия времени и облегчение условий труда.
Работа с этим шаблоном проста: отмечаем середину ручки, прикладываем МШ-22 и отмечаем место крепления с необходимым отступом от края двери (я брал 40 мм).
Сверление под углом — РИНКОМ
Содержание
Сверление под углом
-
Приспособления для сверления отверстий под углами
- Направляющие приставки для сверления отверстий под углами
- Кондукторы для сверления отверстий под углами
-
Что можно использовать в домашних условиях
- Металлический уголок
- Удлиненная гайка
- В заключение
Сверление под углом
При изготовлении различных деталей и изделий иногда возникает необходимость в сверлении отверстий под углами.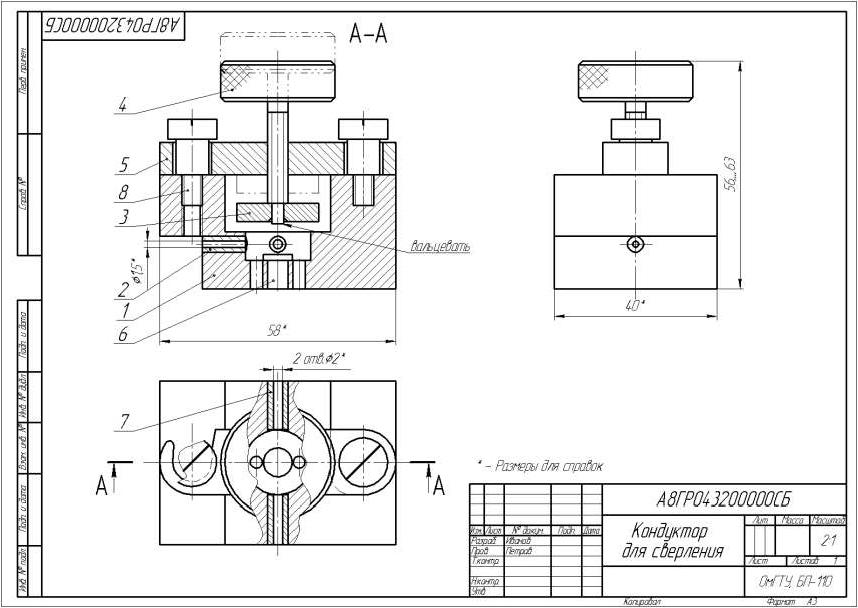 При этом точность должна быть максимальной. Достичь этого без использования специальных приспособлений сложно по следующим причинам.
При этом точность должна быть максимальной. Достичь этого без использования специальных приспособлений сложно по следующим причинам.
-
Осевое вращение инструмента сопровождается усиленным трением на режущих кромках. Оно стремится сдвинуть сверло в сторону. Особенно это заметно при начале сверления отверстий под прямым или иными углами. Усугубляет ситуацию кривизна обрабатываемой детали или заготовки. Накернивание помогает не всегда.
-
Точное направление выдержать очень сложно. При сверлении отверстий под углами, отличными от 90° это практически невозможно.
-
В процессе сверления отверстий сверло может отклониться в сторону. Это происходит под воздействием силы, возникающей по причине неравномерного трения о поверхности.
-
Сложность повышается до максимального уровня при необходимости просверлить под углом отверстие большого диаметра.

Снизить влияние вышеперечисленных негативных факторов помогает использование различных приспособлений. Для сверления отверстий под углами применяют приставки и кондукторы (они в зависимости от конструктивных особенностей могут называться накладками и шаблонами), а также подручные средства.
Приспособления для сверления отверстий под углами
Начнем с описания приставок.
Направляющие приставки для сверления отверстий под углами
Приставки для сверления отверстий под углами представляют собой конструкции, состоящие из:
-
станин;
-
направляющих;
-
перемещающихся по ним кареток, служащих для фиксации дрелей;
-
рукояток.
Фотография №1: приставка для дрели
В станине имеется вырез под углом в 45°. Он предназначен для фиксации труб и цилиндрических заготовок.
Он предназначен для фиксации труб и цилиндрических заготовок.
Фотография №2: сверление цилиндрической заготовки при помощи приставки
Эти приспособления бывают бытовыми, полупрофессиональными и профессиональными.
-
Устройства первого типа имеют лишь функцию регулировки наклона направляющих для установки нужного угла сверления. Удерживаются конструкции при помощи рукояток.
-
Полупрофессиональные приставки для сверления отверстий под углом могут оснащаться такими дополнительными приспособлениями, как системы фиксации станин и регуляторы глубины сверления. В некоторых моделях есть возможность изменения угла сверления как вдоль, так и поперек плоскости заготовок. За счет наличия дополнительных приспособлений такие приставки получаются более громоздкими.
-
Профессиональные модели. Также могут иметь различие дополнительные приспособления.
Главное отличие профессиональных приставок — наличие в конструкциях собственных патронов для фиксации сверл. Такое решение повышает точность получаемых отверстий, а также продлевает сроки службы дрелей и сверл.
 Главное отличие профессиональных приставок — наличие в конструкциях собственных патронов для фиксации сверл. Такое решение повышает точность получаемых отверстий, а также продлевает сроки службы дрелей и сверл.
Главное отличие профессиональных приставок — наличие в конструкциях собственных патронов для фиксации сверл. Такое решение повышает точность получаемых отверстий, а также продлевает сроки службы дрелей и сверл.
Изображение №1: профессиональная приставка для сверления отверстий под углом
Кондукторы для сверления отверстий под углами
Кондукторами (или шаблонами) называют различные по конструкции вспомогательные приспособления, которые используют при необходимости сверления точных отверстий различных диаметров в металле и иных материалах под различными углами.
Устройства делятся на 2 основных типа.
-
Кондукторы, предназначенные для сверления отверстий под прямыми углами.
-
Приспособления, для сверления отверстий под острыми и тупыми углами.
Фотография №3: накладной кондуктор для сверления отверстий под прямыми углами
Кроме того, кондукторы для сверления отверстий под углами делятся на различные типы по двум критериям.
1. Сфера применения.
-
Универсальные. Стандартные модели, изготовленные из стали. Подходят для решения большинства задач.
-
Мебельные. Предназначены для сверления отверстий для сборки мебели, ее монтажа, крепления фурнитуры и пр.
-
Кондукторы для коронок. Это специальные модели, предназначенные для сверления отверстий под углами не обычными сверлами и бурами, а алмазными коронками больших диаметров.
-
Приспособления для сверления кафеля и плитки. Оснащены системами подачи воды для охлаждения алмазных сверл.
-
Трубные модели. Предназначены для сверления цилиндрических заготовок.
2. Способ применения.
-
Накладные. Такие кондукторы для сверления отверстий под углами используют при обработке заготовок с плоскими поверхностями.
Приспособления удерживают руками или надежно фиксируют.
-
Скользящие. Такие приспособления не закрепляются. Их при использовании удерживают руками.
-
Поворотные. Их применяют при сверлении отверстий в деталях цилиндрических форм. Направление сверления задается при помощи втулок. Оно может быть вертикальным, горизонтальным и наклонным.
-
Опрокидываемые. Такие кондукторы для сверления под углами применяют при необходимости работы в различных плоскостях.
-
Закрепляемые. Они надежно крепятся к обрабатываемым поверхностям. Это удобно, но ограничивает свободу действий.
 Приспособления удерживают руками или надежно фиксируют.
Приспособления удерживают руками или надежно фиксируют.
Изображение №2: сверление металла с применением кондуктора
Что можно использовать в домашних условиях
В домашних условиях обычно приходится сверлить отверстия под прямыми углами. Для повышения точности можно воспользоваться двумя эффективными подручными средствами.
Для повышения точности можно воспользоваться двумя эффективными подручными средствами.
Металлический уголок
Это самое распространенное приспособление для сверления отверстий под углом 90°. Используется оно так.
-
Сделайте разметку при помощи керна.
-
Возьмите дрель и установите сверло в центр будущего отверстия.
-
Приложите уголок к сверлу так, чтобы он соприкасался с инструментом обеими сторонами.
-
Просверлите отверстие требуемой глубины.
Удлиненная гайка
Отверстия, полученные сверлением металла под прямым углом при помощи удлиненной гайки, также имеют высокую точность. Операция предполагает лишь удерживание приспособления нужного диаметра при сверлении с центрированием сверла в намеченной точке.
В заключение
Как видите, сверлить отверстия под углами можно при помощи различных приспособлений. Лучшие варианты — профессиональные приставки и закрепляемые кондукторы.
Лучшие варианты — профессиональные приставки и закрепляемые кондукторы.
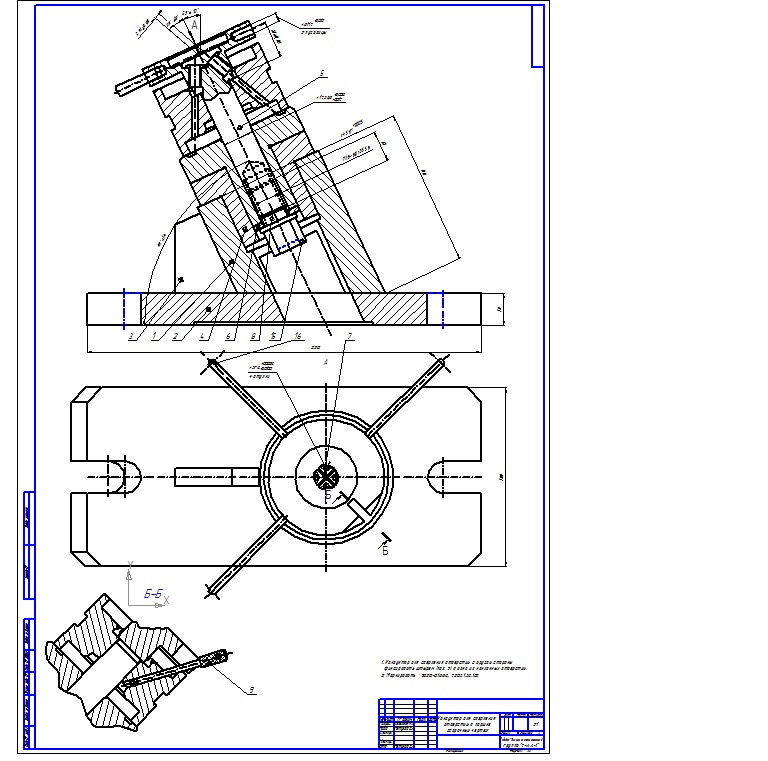
1М112 Кондуктор для сверления отверстий — Чертежи в AutoCAD’е
Сверление отверстий по кондуктору
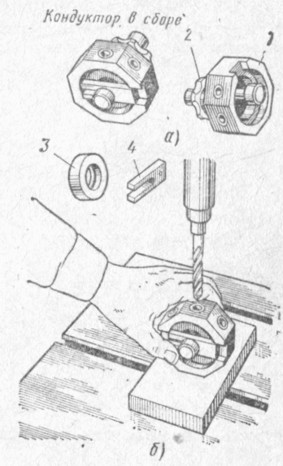
Сверление отверстий по кондуктору. Для повышения производительности труда и точности сверления отверстий применяют специальные приспособления — кондукторы. Использование кондукторов исключает необходимость разметки отверстий с накерниванем центров, значительно сокращает время на установку и выверку деталей при подготовке к сверлению. Точность сверления обеспечивается направлением сверла через направляющие закаленные втулки, укрепленные в корпусе кондуктора. Подготовка к работе и сверление по кондуктору проводятся в следующем порядке.
Щеткой очищают плоскость стола станка и кондуктора от стружек и грязи и по чертежу подбирают сверло требуемого диаметра и устанавливают в шпиндель станка. Пуская станок, проверяют правильность установки сверла на биение.
Кондуктор устанавливают на столе станка таким образом, чтобы опорное основание кондуктора плотно прилегало к плоскости стола, и налаживают станок на заданную глубину сверления. Выбирают наиболее производительный режим резания и производят наладку станка на определенную частоту вращения.
Выбирают наиболее производительный режим резания и производят наладку станка на определенную частоту вращения.
Деталь устанавливают в кондукторе и надежно закрепляют с помощью крепежных приспособлений.
Включают станок, перемещают кондуктор на столе станка так, чтобы при подводе сверла к втулке кондуктора оно точно входило в нее.
Удерживая левой рукой кондуктор, сверло через направляющую втулку подводят к детали и начинают сверление отверстия. При глубоком сверлении необходимо периодически выводить сверло из отверстия для удаления стружки из канавок сверла.
Во время ручной подачи не следует сильно нажимать на рукоятку управления, так как сверло может сломаться или затупиться от нагрева. При сверлении сквозных отверстий во избежание поломки сверла следует уменьшить подачу при выходе сверла.
После окончания сверления сверло отводят в верхнее положение и освобождают деталь из кондуктора. Кондуктор очищают от стружек, устанавливают следующую деталь и продолжают сверление в той же последовательности.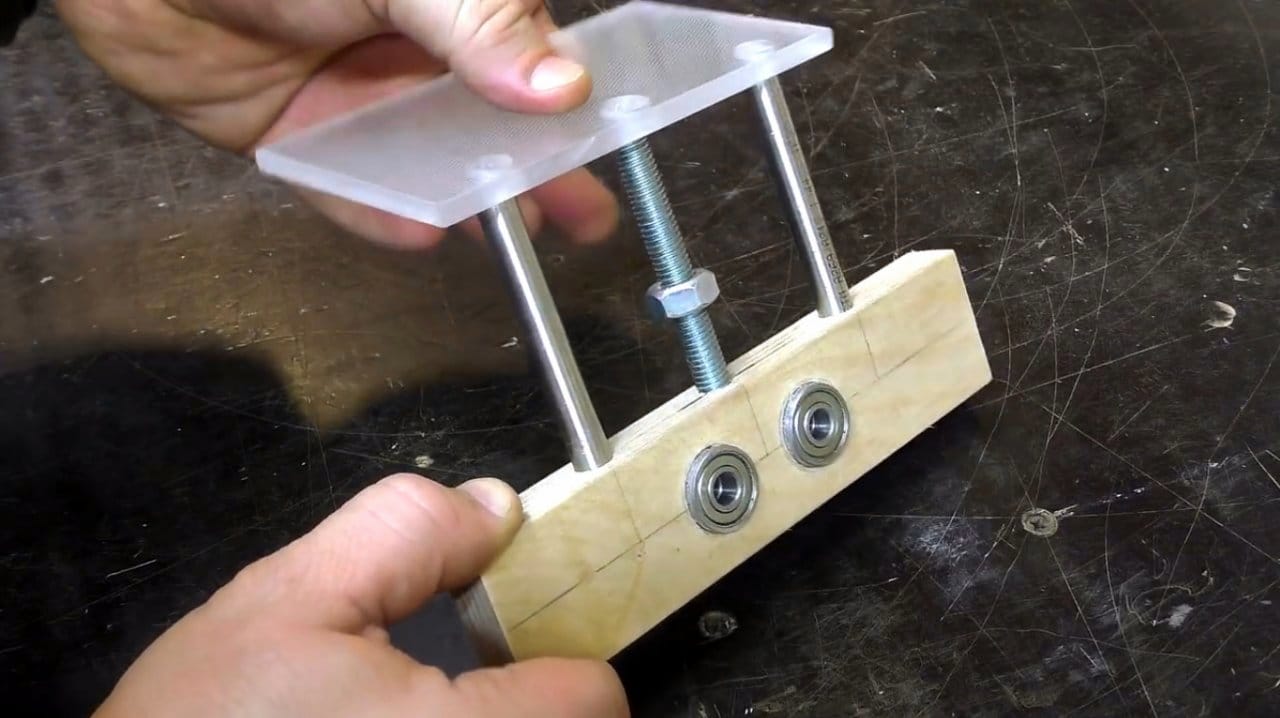 Диаметр отверстия проверяют калибром-пробкой.
Диаметр отверстия проверяют калибром-пробкой.
Кондуктор для сверления в торец
При изготовлении корпусной мебели, возникает необходимость иметь возможность точно и быстро производить засверливание в торец деталей. Как правило, эта необходимость обусловлена использованием евровинтов (конфирматов), при которых в торец деталей сверлятся отверстия диаметров 4,5-5,0 мм (зависит от плотности плиты) на глубину от 35-55мм (зависит от длины евровинтов).
Конечно, для таких целей существуют специальные сверлильно-присадочные станки, но они малодоступны частным мебельщикам или небольшим организациям по причине своей высокой цены, плюс к этому, станки не удобны по причине исключительно стационарного использования. Для упрощения работы мебельщика, были придуманы кондукторы – небольшие приспособления для точного сверления обычной ручной электродрелью. Сегодня на рынке существует несколько производителей, заплатив не малую цену, можно купить готовый кондуктор. В этой статье пойдет речь о том, как из подручного и легкодоступного материала за пару часов можно изготовить хороший самодельный кондуктор. В качестве направляющих сверло втулок, используем шариковые подшипники. Подшипники изготовлены из прочной стали, будут служить долго. Для того, чтобы сверло было хорошо сориентировано в кондукторе, для каждого рабочего расстояния применяются по два подшипника (подшипники расположены соосно другой под другом).
В этой статье пойдет речь о том, как из подручного и легкодоступного материала за пару часов можно изготовить хороший самодельный кондуктор. В качестве направляющих сверло втулок, используем шариковые подшипники. Подшипники изготовлены из прочной стали, будут служить долго. Для того, чтобы сверло было хорошо сориентировано в кондукторе, для каждого рабочего расстояния применяются по два подшипника (подшипники расположены соосно другой под другом).
Для изготовления кондуктора (на три рабочих фиксированных расстояния) нам понадобится:
- Кусочек плиты МДФ толщиной 16мм.
- Кусочек плиты МДФ толщиной 10мм.
- Шесть штук (по паре для каждого рабочего расстояния) любых шарикоподшипников с внутренним диаметром 5,0 мм, внешним диаметром не более 16 мм. Высота подшипника должна быть, по возможности, как можно меньше и не более 8мм.
- Десяток саморезов 4×25 мм.
-
Клей ПВА, «Суперклей».
- Футорка мебельная с внутренней резьбой M6 (см. фото).
-
Винт M6x50. Гайка M6. Шайба Гровера 6мм.

Изготовление корпуса кондуктора.
Для начала, необходимо изготовить сам корпус. Особо что-то пояснять по корпусу нет необходимости, все элементарно. Поперечное сечение корпуса – буква «П» с одной торцевой (закрытой) стенкой. Эта стенка будет использоваться в качестве упора, будет задавать нулевую точку, точку начала отсчета для сверления. При выполнении сверления, упор прижимается к торцу детали. Основные размеры:
- Внешний размер кондуктора произвольный.
- Верхняя деталь, в которую будут посажены подшипники, выполнена из МДФ 16мм, остальные детали — МДФ 10мм.
-
Расстояние между двумя боковинами (где будет размещена обрабатываемая деталь) равно 16,5 мм, что соответствует реальной толщине плиты плюс небольшой зазор для удобства установки и съема кондуктора.
- Расстояния между центрами подшипников и упором: 50, 70, 100 мм, — самые распространенные в мебельной практике.

Для сборки корпуса необходимо точно вырезать все четыре детали (верх, две боковых и одну торцевую), измерения рекомендуется выполнять штангенциркулем. Далее, размечаются и сверлятся отверстия для саморезов, которые будут скреплять все детали воедино. Сборка корпуса выполняется с клеем ПВА.
Расстояние между боковыми стенками кондукторасоставляет 16,5 мм (для ЛДСП номинальной толщины 16 мм).
Посадка подшипников.
После высыхания клея, приступаем к разметке и кернению отверстий для подшипников. Стараемся очень точно выполнить эту операцию! Для сверления отверстий под подшипники нам понадобится сверлильный станок или дрель, закрепленная в стойке. Выполнить точное сверление от руки очень сложно, но, при определенной сноровке, возможно. Размечаем карандашом центры подшипников, керним. По кернению сверлим три сквозных отверстия диаметром 2 мм. Зажимаем в сверлильный патрон перовое сверло (пёрку), диаметр пёрки должен равняться внешнему диаметру подшипников. Сверлим по два глухих (несквозных) отверстия для каждого подшипника с каждой стороны просверленного ранее сквозного отверстия. Глубина сверления пёркой (глубина проникновения центрального шипа не учитывается) должна быть примерно на 1 мм больше высоты подшипника. В результате, мы должны получить шесть посадочных отверстий (по три с каждой стороны) для подшипников. Можно попробовать вставить подшипники в посадочные места, подшипники должны входить свободно, но без заметного люфта. После примерок, нужно смазать снаружи каждый подшипник клеем и посадить до упора на свое место. Если используется «Суперклей» (он быстро впитывается и высыхает), то эта операция выполняется с применением резиновой киянки.
По кернению сверлим три сквозных отверстия диаметром 2 мм. Зажимаем в сверлильный патрон перовое сверло (пёрку), диаметр пёрки должен равняться внешнему диаметру подшипников. Сверлим по два глухих (несквозных) отверстия для каждого подшипника с каждой стороны просверленного ранее сквозного отверстия. Глубина сверления пёркой (глубина проникновения центрального шипа не учитывается) должна быть примерно на 1 мм больше высоты подшипника. В результате, мы должны получить шесть посадочных отверстий (по три с каждой стороны) для подшипников. Можно попробовать вставить подшипники в посадочные места, подшипники должны входить свободно, но без заметного люфта. После примерок, нужно смазать снаружи каждый подшипник клеем и посадить до упора на свое место. Если используется «Суперклей» (он быстро впитывается и высыхает), то эта операция выполняется с применением резиновой киянки.
Кондуктор сверху. Расстояния между центрами подшипников и упором.
Изготовление регулируемого упора.

Для возможности выполнять сверление на любых произвольных расстояния от упора (не только 50, 70, 100 мм), необходимо дополнить кондуктор несложным регулируемым упором — длинным винтом. Сверлим по центру торцевого упора сквозное отверстие диаметром на 0,5 мм меньше внешнего диаметра мебельной футорки (см. фото). Вкручиваем футорку. В футорку вкручиваем длинный винт, не забыв предварительно накрутить на винт гайку и надеть шайбу Гровера. Теперь, путем изменения глубины вкручивания винта, можно задать любое расстояние сверления от 0 до 100 мм.
Мебельная футорка. Для вкручивания футорки в корпус кондуктора понадобится шестигранный ключ.
Регулировочный винт кондуктора вкручивается в мебельную футорку.
Кондуктор. Вид сбоку.
Кондуктор. Вид изнутри.
Сверление отверстия в торце ЛДСП с применением самодельного кондуктора.
Вылет сверла. На такую максимальную глубину можно выполнить сверление. Длина применяемого сверла и глубина его крепления в патроне дрели должны выбираться с учетом толщины кондуктора (то есть, без малого, суммарной высоты двух подшипников).
Длина применяемого сверла и глубина его крепления в патроне дрели должны выбираться с учетом толщины кондуктора (то есть, без малого, суммарной высоты двух подшипников).
При желании, поверхность кондуктора можно отшлифовать мелкой наждачной бумагой, загрунтовать и покрасить (например, эмалью из баллончика). Практика показала, что точность сверления с кондуктором получается не хуже +/-0,5мм и во многом зависит от того, насколько реальная толщина делали (плиты ЛДСП) отличается от расчетной толщины. В любом случае, погрешность максимум в полмиллиметра не является критичной для сверления в торец при изготовлении корпусной мебели.
Похожие статьи:
типов приспособлений и приспособлений
До сих пор мы знаем, что зажимные приспособления и приспособления — это устройства, которые помогают в обработке рабочих мест и сокращают человеческие усилия, необходимые для производства этих деталей. Ранее было объяснено, почему токарный станок для центровки является идеальным станком для создания отдельных деталей различной формы и размера, но для производства аналогичных объектов в большом количестве его использование не так экономично.
Для различных типов объектов могут потребоваться сверлильные, фрезерные, строгальные, шлифовальные станки и т. Д.Для производства этих объектов одинаковой формы и размеров в массовом масштабе необходимы специальные инструменты путем удержания и определения местоположения, чтобы свести к минимуму повторяющуюся работу. Именно тогда в игру вступают различные типы приспособлений и приспособлений.
Принимая во внимание разнообразие выполняемых работ, качества и связанных функций, также различаются типы приспособлений и приспособлений. Ниже приведены различные виды приспособлений и приспособлений.
Типы приспособлений
Шаблонное приспособление: Шаблонное приспособление является самым простым из всех моделей.Пластина, имеющая два отверстия, действует как шаблон, который фиксируется на обрабатываемом компоненте. Сверло проводится через эти отверстия шаблона, и необходимые отверстия просверливаются в заготовке в одинаковых положениях относительно друг друга. как на шаблоне.
как на шаблоне.
Зажим для пластин: Зажим для пластин — это усовершенствованное приспособление для шаблона за счет включения в него втулок сверла. Зажим для пластин используется для сверления отверстий в больших деталях, сохраняя точное расстояние друг от друга.
Приспособление с каналом: Приспособление с каналом — это простой тип зажимного приспособления, имеющий поперечное сечение, напоминающее канал. Компонент вставляется в канал и фиксируется поворотом ручки с накаткой. Инструмент проводится через втулку сверла.
Шаблон для измерения диаметра: Шаблон для измерения диаметра используется для сверления радиальных отверстий в цилиндрической или сферической заготовке.
Зажимное приспособление для листьев: Зажимное приспособление для полотна имеет створку, которая может открываться или закрываться при работе для загрузки или погрузки.
Кольцевой шаблон: Кольцевой шаблон используется для сверления отверстий в деталях с круглыми фланцами. Изделие надежно зажимается на корпусе сверла, а отверстия просверливаются, направляя инструмент через втулки сверла.
Ящик-зажимное приспособление: Ящик-зажимное приспособление имеет коробчатую конструкцию, внутри которой жестко удерживается деталь, так что ее можно просверливать или обрабатывать под разными углами при одной настройке в зависимости от того, какая грань зажимного приспособления повернута к инструменту.
Типы светильников
Токарные приспособления: Эти приспособления обычно устанавливаются на передней части шпинделя станка или на планшайбе, и обрабатываемые детали удерживают их. При необходимости может потребоваться снабдить приспособление противовесом или уравновесить приспособление для разбалансировки.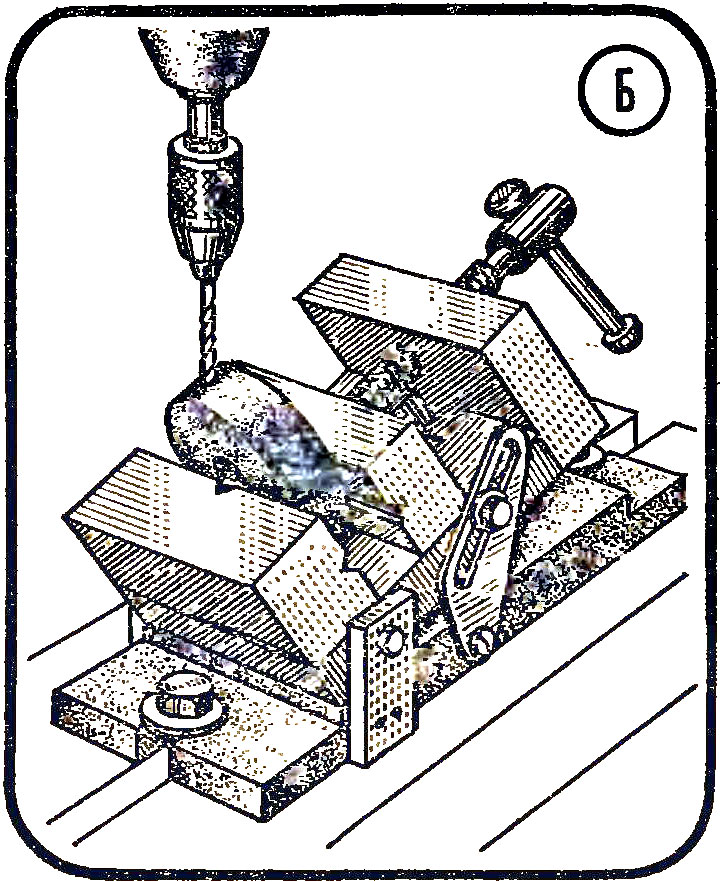
Фрезерные приспособления: Фрезерные приспособления обычно устанавливаются на передней части шпинделя станка или лицевой панели, и обрабатываемые детали удерживают их.Стол перемещается и устанавливается в правильное положение по отношению к фрезу. Заготовки располагаются в основании приспособления и зажимаются перед началом работы.
Протяжные приспособления: Протяжные приспособления используются на различных типах протяжных станков для определения местоположения, удержания и поддержки заготовок во время операций, таких как протяжка шпоночных пазов, например, протяжка шпоночных пазов, протяжка отверстий и т. Д.
Индексирующие приспособления: Некоторые компоненты нуждаются в механической обработке на разных поверхностях, чтобы их обработанные поверхности или формы располагались на равном расстоянии друг от друга.Такие элементы должны быть проиндексированы столько же, сколько и количество обрабатываемых поверхностей. Используемые удерживающие устройства (зажимные приспособления или приспособления) имеют подходящий механизм индексации. Приспособление, несущее такое устройство, известно как приспособление для индексации.
Используемые удерживающие устройства (зажимные приспособления или приспособления) имеют подходящий механизм индексации. Приспособление, несущее такое устройство, известно как приспособление для индексации.
Шлифовальные приспособления: Эти приспособления могут быть стандартными зажимными приспособлениями, такими как патроны, оправки, патрон с фасонными губками, магнитные патроны и т. Д.
Расточные приспособления: Это приспособление включает в себя почти все преобладающие принципы конструкции приспособлений и приспособлений, их конструкция не должна быть такой же прочной, как конструкция приспособлений для фрезерования, поскольку им никогда не приходится выдерживать такие большие нагрузки при резании, как при использовании приспособлений для фрезерования, потому что им никогда не приходится выдерживать такие тяжелые нагрузки резания, как при фрезеровании.
Приспособление для нарезания резьбы: Приспособление для нарезания резьбы специально разработано для позиционирования и надежной фиксации идентичных заготовок для нарезания внутренней резьбы в просверленных в них отверстиях. Компоненты нестандартной формы и несбалансированные компоненты всегда будут нуждаться в использовании таких приспособлений, особенно когда операция нарезки резьбы должна выполняться многократно в массовом масштабе на таких частях.
Компоненты нестандартной формы и несбалансированные компоненты всегда будут нуждаться в использовании таких приспособлений, особенно когда операция нарезки резьбы должна выполняться многократно в массовом масштабе на таких частях.
Дуплексные приспособления: Так называется приспособление, которое удерживает два одинаковых компонента одновременно и облегчает одновременную обработку этих компонентов на двух отдельных станциях.
Сварочные приспособления: Сварочные приспособления тщательно спроектированы так, чтобы удерживать и поддерживать различные свариваемые компоненты в надлежащих местах и предотвращать деформации сварных конструкций. Для этого фиксирующий элемент нужно тщательно подбирать; зажим должен быть легким, но прочным, зажимные элементы должны располагаться вне зоны сварки. Крепление должно быть достаточно устойчивым и жестким, чтобы выдерживать сварочные нагрузки.
Монтажные приспособления: Эти приспособления предназначены для удержания различных компонентов вместе в их правильном относительном положении во время их сборки.
Источник
Сообщение инженеров, https://www.theengineerspost.com/jigs-and-fixtures
Лучшие варианты! —
Полное руководство по кондукторам: лучшие варианты!
Есть два важных аспекта для успешного запуска массового производства — простая сборка и низкая стоимость единицы продукции. И именно здесь проявляется важность поиска лучшего кондуктора.
Сверлильные кондукторы — это производственные инструменты, используемые для точного изготовления дубликатов и взаимозаменяемых деталей.Они уникально разработаны для идентичной сборки и обработки большего количества компонентов и обеспечения взаимозаменяемости между ними.
В этом подробном руководстве мы подробно поговорим о кондукторах. Мы рассмотрим такие темы, как основные элементы бурового кондуктора, типы буровых кондукторов на рынке, плюсы и минусы буровых кондукторов, общие соображения при проектировании кондукторов, факторы, которые следует учитывать при покупке кондукторов, и т.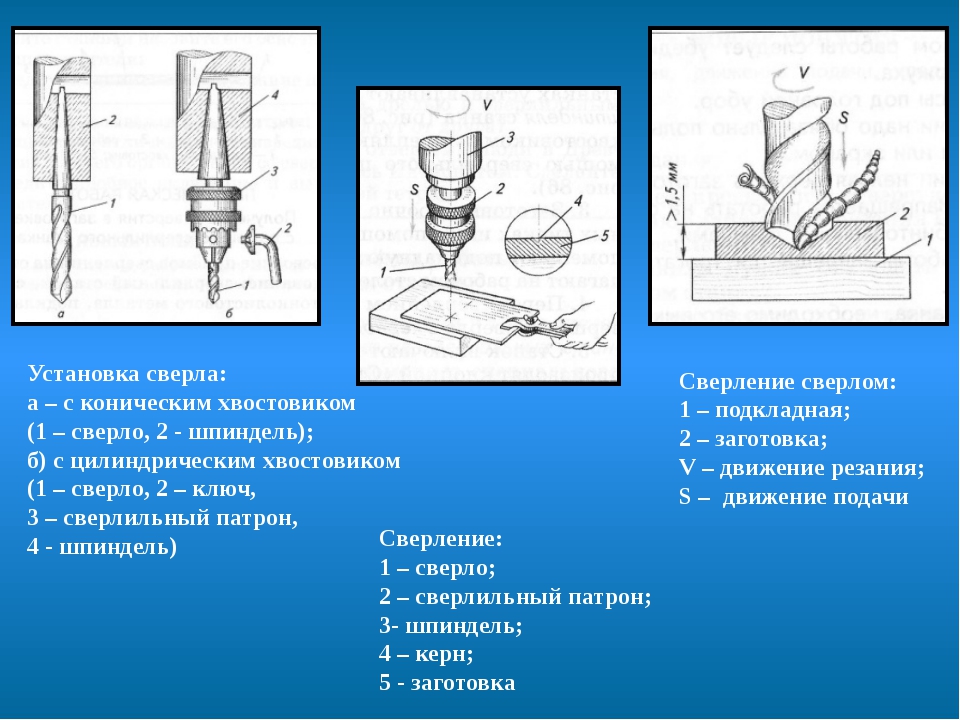 Д., А также выделим основные моменты. лучшие сверлильные приспособления на рынке.
Д., А также выделим основные моменты. лучшие сверлильные приспособления на рынке.
Kreg Jig K4 — наш лучший выбор в целом. Это надежный инструмент, которым легко пользоваться, поэтому независимо от того, новичок вы или эксперт, он справится со своей задачей. Цена очень доступная, а в комплекте есть все необходимое.
Проверить цену Купить на Amazon.comМы получаем комиссию, если вы переходите по этой ссылке и совершаете покупку без дополнительных затрат для вас.
Сверлильные кондукторы — обзор
Шаблонное приспособление определяется как инструмент, который направляет режущие и обрабатывающие инструменты.Drill jig3s — один из самых распространенных типов приспособлений на рынке.
Сверлильные кондукторы используются для сверления отверстий, которые точно расположены по отношению друг к другу, а также к определенным точкам и рабочим поверхностям. Расположение отверстий отмечается отверстиями в зажимном приспособлении, через которые проходит сверло.
Используя кондукторные приспособления, вы можете значительно повысить производительность за счет сокращения времени, затрачиваемого на использование кернера, высотомера или квадратного разметчика.
Если вам нужна максимальная точность или вы планируете использовать кондуктор в качестве постоянного инструмента, используйте втулку из закаленной стали для направления сверла.
Шаблонможно закрепить на заготовке, в которой вы будете сверлить отверстия, или заготовку вставить и зажать внутри шаблона. Если вы хотите просверлить более одного отверстия, вам придется сдвинуть кондуктор на столе в сторону сверлильного станка.
В таких случаях переместите кондуктор руками, чтобы зафиксировать положение под сверлом, чтобы сверло входило во втулку радиально. Однако, если у вас есть большой сверлильный станок, способный создавать высокий крутящий момент, убедитесь, что вы держите кондуктор с упорами или зажимаете его на столе сверлильного станка.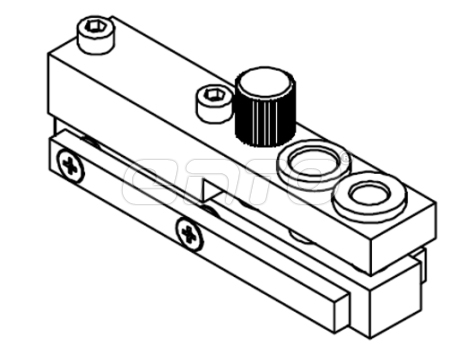
Сверлильные кондукторы обычно поставляются с ножками, которые могут скользить или опираться на стол сверлильного станка. Используя кондукторные приспособления, вы можете сверлить отверстия на более высоких скоростях, с большей точностью и с рабочими со средней квалификацией. Кроме того, кондукторы помогают производить взаимозаменяемые детали, поскольку каждая просверленная деталь имеет такую же схему расположения отверстий, как и другие детали.
Когда дело доходит до конкуренции с аналогичными продуктами на рынке, все коммерческие соображения указывают на одно — низкая стоимость единицы и высокое качество. А когда дело доходит до металлоконструкций, кондукторы могут очень помочь в достижении обеих целей.
Однако, прежде чем рассматривать кондукторы для работы, вы должны рассмотреть четыре фактора: количество единиц, которые необходимо произвести, приблизительную стоимость рабочей силы на единицу со сверлильным кондуктором и без него, стоимость бурового станка, включая затраты на его техническое обслуживание. , а также возможность использовать менее загруженный или менее ценный сверлильный станок с кондуктором.
, а также возможность использовать менее загруженный или менее ценный сверлильный станок с кондуктором.
После рассмотрения четырех важных факторов, упомянутых выше, если общие затраты на производство продуктов с приспособлением и без него равны, было бы неплохо полностью отказаться от приспособления.
Основные элементы бурового станка
Основные элементы бурового станка:
- Корпус сверлильного кондуктора — это конструкция коробчатого, рамного или пластинчатого типа, содержащая обрабатываемые детали. Обычно он очень жесткий и прочный.
- Зажимные элементы — Эти элементы помогают закрепить заготовку в определенном положении во время сверления.
- Фиксирующие элементы — Эти элементы помогают расположить заготовку в точном положении по отношению к сверлильному станку.
- Индексирующие элементы — Эти элементы присутствуют не во всех типах кондукторов. Однако вам может потребоваться индексировать заготовки в разных положениях для выполнения операций обработки различных поверхностей или мест.
- Шлифовальные и установочные элементы — Эти элементы помогают направлять режущий инструмент в случае кондуктора.
 Однако вам может потребоваться индексировать заготовки в разных положениях для выполнения операций обработки различных поверхностей или мест.
Однако вам может потребоваться индексировать заготовки в разных положениях для выполнения операций обработки различных поверхностей или мест.Типы буровых станков на рынке
Форма и стиль кондуктора должны зависеть от характера работы, требуемой степени точности и количества деталей, которые вы хотите просверлить.
Всего на рынке вы найдете шесть типов кондукторов. К ним относятся:
- Ящик для приспособлений
- Приспособление для канала
- Зажим для листьев
- Приспособление открытого типа
- Шаблонное приспособление
- Зажимная пластина
Давайте рассмотрим каждый тип более подробно.
Приспособление с коробкой
Если вы хотите просверлить отверстия более чем в одной плоскости заготовки, вам необходимо снабдить кондуктор эквивалентным количеством втулочных пластин. Затем все зажимные пластины собираются, чтобы принять форму коробки с одной стороной, открытой для загрузки и выгрузки заготовки. Напротив каждой зажимной пластины предусмотрены опорные ножки.
Затем все зажимные пластины собираются, чтобы принять форму коробки с одной стороной, открытой для загрузки и выгрузки заготовки. Напротив каждой зажимной пластины предусмотрены опорные ножки.
должны быть как можно более легкими, так как вам придется поднимать и перемещать их снова и снова.
Приспособление для канала
Поперечное сечение зажимных приспособлений для каналов напоминает швеллеры. Заготовка помещается в канал и зажимается. Затем сверлильный станок направляется через втулку для сверления, чтобы просверлить точные отверстия.Канальные кондукторы — самые экономичные сверлильные приспособления на рынке.
Прижимная лапка
Самая верхняя пластина зажимного приспособления для створок расположена таким образом, чтобы она могла вращаться вокруг точки опоры. Это позволяет легко загружать и выгружать заготовки. В случае зажимного приспособления пластина зажимная пластина является шарнирной. Вы найдете зажимные винты и втулки для сверл в зажимной пластине, которая крепится к опорной поверхности с помощью рым-болта.
Вы найдете зажимные винты и втулки для сверл в зажимной пластине, которая крепится к опорной поверхности с помощью рым-болта.
Приспособление открытого типа
В зажимном приспособлении открытого типа верхняя поверхность зажимного приспособления открыта, а заготовка размещается сверху.
Шаблонное приспособление
Шаблонное приспособление — это простейшая конструкция приспособления. Пластина содержит шаблон, сконструированный таким образом, что он имеет форму и размер, необходимые для просверливания. Шаблонная пластина обычно изготавливается из металла или дерева и содержит отверстия в точных местах, которые необходимо проделать в заготовке.
Размер шаблона соответствует размеру заготовки.
Используя шаблонное приспособление, вы можете сократить операции маркировки и повысить точность.Это самая экономичная приманка на рынке.
Приспособление для пластин
Зажимное приспособление пластинчатого типа представляет собой улучшенную версию приспособления для изготовления шаблона. Единственное отличие, которое вы обнаружите, заключается в том, что вместо простых отверстий пластина содержит втулки для сверления, которые направляют сверлильный станок. Вы можете закрепить заготовку на пластине и сверлить соответствующим образом.
Приспособления для пластиннастоятельно рекомендуются для массового производства.
Источники изображений: 1, 2;
Общие соображения при проектировании приспособлений
- Конструкция бурового кондуктора обычно зависит от характера выполняемой работы, требуемой степени точности и количества просверливаемых единиц
- Поскольку сверлильные кондукторы необходимо переворачивать и задавать, оператор должен с ними удобно работать.Не только это, но они также должны быть легкими, с оптимальной жесткостью и прочностью. Тем не менее, убедитесь, что вы не жертвуете качеством кондуктора, чтобы снизить его общий вес на несколько фунтов.
- Поскольку вам необходимо закрепить заготовку на кондукторе так, чтобы она оставалась в правильном положении, убедитесь, что вы используете крепежное устройство с кондуктором. Крепежные устройства обеспечивают быстрое перемещение и надежно удерживают заготовку, предотвращая случайное изменение положения во время сверления
- Хорошая идея закончить сверлильный кондуктор, удалив с его корпуса все царапины или незавершенные углы, чтобы избежать травм во время процесса сверления.
Другие факторы, которые существенно учитываются при сборке, проектировании и изготовлении кондукторов, включают:
- Направляющая для гладких режущих инструментов, таких как сверла и развертки
- Использование минимальных деталей для сборки кондуктора
- Максимальное использование стандартных деталей
- Оптимальная регулируемость и гибкость для минимальных изменений
- Точная, простая и быстрая индексация по мере необходимости
- Безопасное обращение с кондуктором на столе сверлильного станка
- Прочность и надежность
Факторы, определяющие целесообразность использования бурового станка
Обычно, когда в одной детали просверливаются два отверстия, расположение отверстий определяется с помощью пары разделителей, установленных на шкале.Расположение дорабатывается, пробивается укол с последующим сверлением отверстий.
Этот метод демонстрирует, насколько легко можно просверлить отдельную деталь без точных измерений. Однако когда дело доходит до сверления тысяч таких деталей, весь процесс сверления становится дорогостоящим делом.
В таких случаях сверлильные кондукторы являются экономичным вариантом. Однако сверлильные приспособления должны иметь отверстия, соответствующие размеру сверла и точно расположенные. Используя шаблон для сверления, вы можете снизить затраты на сверление тысяч деталей с использованием делителей и методом прокалывания поверхности.
Стоимость кондуктора + стоимость сверления <Стоимость сверления заготовок методом прокалывания и пробивки |
Шаблон для сверл с ножками и лапами
Когда вам нужно перемещать кондуктор вокруг стола сверлильного станка, чтобы просверлить несколько отверстий за один сеанс сверления; сверлильные приспособления обычно идут на ножках или на ножках. Чтобы ножки не сминались во время сверления, важно их закалить.Большинство представленных на рынке буровых станков поставляются с ножками из инструментальной стали.
Точность сверлильных кондукторов и машин, на которых они используются, связаны между собой
Хотя при проектировании кондукторов важно проявлять осторожность, чтобы убедиться, что их опоры не складываются и не опрокидываются во время сверления, также важно понимать, что стол сверлильного станка должен располагаться под углом 90 градусов к сверлу. веретено, и плоское, и верное.
Если какой-либо из критериев не выполняется, отверстия не будут располагаться под требуемым углом к рабочей поверхности заготовки.
На производственных предприятиях, где производятся взаимозаменяемые компоненты или компоненты должны обрабатываться должным образом, состояние машин тщательно контролируется, особенно тех частей, которые определяют точность конечных продуктов.
Как найти отверстия для буровой втулки — все, что вам нужно знать
При проектировании кондуктора наиболее важной частью процесса проектирования является определение местоположения отверстий для буровых втулок. Несмотря на то, что методы, используемые для поиска отверстий, различаются, они зависят от характера работы.
В тех случаях, когда точность не является проблемой, берется заготовка с правильно просверленными отверстиями, и точное местоположение отверстий передается на сверлильный кондуктор. Поскольку очень важно, чтобы отверстия под втулку в кондукторе были немного больше, чем отверстия в заготовке, размеры отверстий в кондукторе увеличиваются с помощью цековки.
Преимущества использования кондукторов
К преимуществам использования кондукторов для массового производства относятся:
- Исключение измерения, а также других методов настройки перед процессом обработки.
- Повышение точности обработки, поскольку заготовка располагается автоматически и не требуется ручная регулировка для направления инструмента.
- Производство идентичных и взаимозаменяемых деталей, что упрощает сборку.
- Больше производственных мощностей, так как за одну установку можно обрабатывать несколько деталей или несколько инструментов могут работать вместе.
- Сокращение трудозатрат за счет ограничения и дальнейшего упрощения погрузочно-разгрузочных работ.Даже оператор со средней квалификацией может выполнять эти задачи, поскольку большая часть работы выполняется на станках.
- Снижение затрат на контроль качества конечной продукции.
- Снижение общих затрат на обработку за счет частичной или полной автоматизации большинства процессов.
- Гибкость, позволяющая создавать отверстия в карманах, просто вставляя устройство на место.
- Легкое и быстрое создание прочных и привлекательных суставов.
Лучшие варианты кондукторов на рынке — наш лучший выбор
Здесь мы поговорим о лучших кондукторах на рынке в настоящее время.Изучив подробные обзоры всех продуктов, вы сможете выбрать лучшее кондукторное приспособление для вашего проекта бурения.
Если вы ищете лучшее на рынке приспособление для карманных отверстий, которое также легко доступно, вы можете рассмотреть систему карманных отверстий Kreg Jig K4. Вы можете использовать его как настольную систему или автономное приспособление, когда захотите.
Сверло, входящее в комплект поставки, оснащено функцией контроля глубины, что позволяет легко и быстро контролировать глубину сверления.Используя большую нишу для кемпинга, вы можете закрепить кондуктор для беспроблемного сверления.
Итак, используете ли вы кондуктор для небольшого домашнего ремонта или строите полки с нуля, вы можете положиться на систему Kreg Jig K4 Pocket Hole System, чтобы завершить свой проект за меньшее время, с минимальными усилиями и инвестициями.
Направляющая для сверления с 3 отверстиями позволяет сверлить идеально расположенные карманы в различных материалах. Не только это, но и все направляющие сверла имеют сердечник из закаленной стали, который поддерживает заготовку за счет 100% усилия сверления, что приводит к снижению износа заготовки, минимальному отклонению сверла и чистому отверстию в кармане.
Почему Kreg Jig K4 лучшеKreg Jig K4 — наш лучший выбор в целом. Это надежный инструмент, которым легко пользоваться, поэтому независимо от того, новичок вы или эксперт, он справится со своей задачей. Цена очень доступная, а в комплекте есть все необходимое.
Проверить цену Купить на Amazon.comМы получаем комиссию, если вы переходите по этой ссылке и совершаете покупку без дополнительных затрат для вас.
Плюсы
- Большой зажим для легкой установки
- Может использоваться как стационарное или переносное приспособление
- Поставляется с различными размерами карманных отверстий
- Съемная направляющая для сверла для домашнего ремонта
Минусы
- Некоторые существующие клиенты сообщили о недостающих частях в пакете
- Шаблон для сверления можно использовать только с материалами толщиной от ½ дюйма до 3/2 дюйма
Чем отличается Kreg K4 от K5? Узнай здесь!
Kreg Jig K5 Pocket Hole System несколько похожа на Kreg Jig K4 Pocket Hole System.Вы можете использовать его как настольную или переносную джиг-приманку. Таким образом, независимо от того, находитесь ли вы в пути или работаете дома, вы можете с комфортом использовать кондуктор, где захотите.
Шаблон для сверления поставляется с множеством промежуточных отверстий, которые позволят вам вставить винты в нужное место, при условии, что материал, который вы хотите просверлить, не очень толстый. Еще одна привлекательная особенность Kreg Jig K5 Pocket Hole System — это очень большие опорные крылья.
Эти крылья обеспечивают пользователям устойчивую основу при переносном бурении.Вы также можете открывать и закрывать опорные крылья, чтобы удерживать аксессуары, в зависимости от вашего удобства.
В целом, кондуктор прост в установке. Просто выберите основу шурупа, равную толщине вашего дерева, установите стопорное кольцо с помощью установочного блока сверла, потяните штифт, нагруженный пружиной, чтобы правильно расположить сверлильный блок, и отрегулируйте зажим заготовки.
Kreg Jig K5 Pocket Hole System также поставляется со съемным отверстием для пыли, которое можно перемещать с одной стороны на другую или прикреплять к обычному вакуумному шлангу.Итак, планируете ли вы построить журнальный столик или гаражный органайзер, вы можете максимально использовать возможности Kreg Jig K5 Pocket Hole, чтобы завершить свой проект по деревообработке в кратчайшие сроки. Найдите эту приманку здесь, на Amazon.
Возможно, вас также заинтересует: Лучшие альтернативы джигу Kreg на рынке!
Плюсы
- Может использоваться как настольная или переносная
- Большие опорные крылья с большой емкостью для хранения
- Прикрепленный зажим
- Простая регулировка толщины
- Поворотный пылесборник
Минусы
- Шаблон для сверления можно использовать только с материалами толщиной от ½ дюйма до 3/2 дюйма
- Некоторые существующие клиенты отметили, что регулировка зажима иногда может стать сложной задачей
Комплект Milescraft 13230003 Pocket Jig 200 поможет вам быстро соединить детали.Если вы хотите создать книжные полки, шкафы или полки для хранения вещей, вы можете извлечь максимальную пользу из набора сверл, чтобы безупречно завершить все проекты.
Самое лучшее в Milescraft 13230003 Pocket Jig 200 Kit — это то, что вы можете легко создавать угловые соединения, соединения рамы, соединения под углом, тройники или выполнять всевозможные ремонтные работы. Благодаря встроенной толщине доски вам не нужно снова и снова измерять толщину вручную.
Чтобы использовать комплект дрели на максимальном уровне, все, что вам нужно сделать, это установить глубину сверла и начать сверление.
Комплект сверлильного станка также поставляется с регулируемым зажимным магнитом, который поможет вам закрепить кондуктор на заготовке с помощью любого стандартного металлического зажима. Втулки из закаленной стали удобны для сверления точных отверстий.
В целом, Milescraft 13230003 Pocket Jig 200 Kit менее чем за 27 долларов может стать отличной покупкой. Вы можете легко выполнить все типы деревообрабатывающих проектов с помощью этого набора сверл в вашем ящике для инструментов. Проверьте это здесь, на Amazon.
Комплект Milescraft 1323 PocketJig200 | АмазонкаВ зажимное приспособление встроено 4 стандартных параметра толщины платы (1/2 ″, 3/4 ″, 1 ″ и 1-1 / 2 ″) со стрелкой, которая легко считывается, чтобы помочь определить толщину платы и легко ее отрегулировать. .
Купить на Amazon.com Учить большеМы получаем комиссию, если вы переходите по этой ссылке и совершаете покупку без дополнительных затрат для вас.
Плюсы
- Поставляется со встроенной шкалой толщины доски
- Может использоваться в различных деревообрабатывающих проектах
- Имеет втулки из закаленной стали хорошего качества для точного сверления отверстий.
- Прочный и прочный
Минусы
- Зажим не входит в комплект поставки
- Иногда бывает сложно найти совместимые винты
- Упор для забора пластиковый
Если вы ищете надежный набор для сверлильного станка, универсальное приспособление для сверления отверстий в алюминиевом кармане General Tools 850 All-in-One может стать отличной покупкой.Сверхдоступный комплект сверл-кондукторов позволяет работать практически со всеми типами деревообрабатывающих проектов, начиная от мелкого домашнего ремонта и заканчивая детально проработанными столярными работами.
Комплект из 76 предметов, который идет с материалами, можно легко хранить в прочном футляре для переноски. Независимо от того, являетесь ли вы энтузиастом деревообработки своими руками или экспертом, универсальный комплект для обработки отверстий с отверстиями для алюминия General Tools 850 All-in-One может стать хорошим выбором. Вы можете использовать кондуктор как настольный или переносной.
Плюсы
- Простота использования и настройки
- Поставляется со встроенной зажимной системой
- Может устанавливаться на столе или использоваться в качестве переносного кондуктора
- Позволяет устанавливать шурупы в сложных углах
- Может использоваться с деталями до 1 шт.5 дюймов толщиной
Минусы
- Поставляется с некачественными сверлами
- Также можно использовать для измельчения древесины
- Не так удобно, как приспособления Kreg
- Без регулировки высоты
- Отверстия, просверленные сверлом, не ровные
Kreg R3 Jig System может быть хорошей покупкой для домашних мастеров, которые ищут простую в использовании систему сверлильного кондуктора.
Сверлильную систему можно использовать как переносную сверлильную кондукторную систему, и вы можете использовать ее для немедленных ремонтных работ.Благодаря системе карманных отверстий Kreg R3 Jr. вам не нужно беспокоиться о толщине материала заготовки; С помощью кондуктора можно легко просверлить заготовки толщиной от 1 до 1,5 дюймов.
Система сверления легко регулируется, и марка даже предлагает цельнометаллическую направляющую решетки с системой кондуктора.
Адаптер зажимной площадки позволяет закрепить R3 на заготовке с помощью зажимов различных типов. Лучшее в системе Kreg R3 Jr. Pocket Hole Jig System — это то, что вы можете использовать ее в ограниченных ситуациях и в сложных углах.
Все, что вам нужно сделать, это закрепить экран через монтажное отверстие в верхней части приспособления. Каждое приспособление поставляется с сердечником из закаленной стали, на который дается пожизненная гарантия. Вы можете найти Kreg R3 Jr. здесь, на Amazon.
Плюсы
- Поставляется с отверстием для снятия стружки
- Сердечники из закаленной стали высокого качества с пожизненной гарантией
- Позволяет быстро исправить сломанные деревянные швы
- Может использоваться для крупных деревообрабатывающих проектов
- Комплект сверлильного кондуктора хорошо организован
- Легко крепится к любому зажиму
- Можно сделать идеальное отверстие в кармане
Минусы
- Не подходит для больших древесных плит
- Должен быть плотно зажат для уменьшения тряски
- В некоторых приспособлениях можно использовать только одно отверстие
Если вы ищете высококачественную и надежную кондукторную головку, Kreg K4MS может быть подходящей покупкой.Несмотря на то, что это несколько дороже, чем другие сверлильные кондукторы на рынке, это соотношение цены и качества. Если вы энтузиаст деревообработки своими руками и ищете комплексную систему сверлильного кондуктора с разнообразными принадлежностями, мы рекомендуем начать с Kreg K4MS.
Сверлильный кондуктор имеет уникальную конструкцию, обеспечивающую большую жесткость и надежную фиксацию заготовки. Направляющая с 3 отверстиями позволяет сверлить идеальные отверстия в материалах разной толщины и ширины.
Большое зажимное углубление и прочный зажим надежно фиксируют заготовку на месте.Помимо приспособления Kreg K4MS, вы получаете различные аксессуары, такие как зажим для лица и переносное основание. Вы также получите приспособление для сбора пыли для сбора остатков древесной стружки. Найдите его здесь, на Amazon.
Плюсы
- Поставляется со съемной направляющей сверла
- Можно использовать для толстых материалов
- Минимальное отклонение долота
- Имеет чистое закрывающееся отверстие для выбоины.
- На направляющие из закаленной стали предоставляется пожизненная гарантия.
Минусы
- Доска лиственных пород
- Немного дороже, чем многие другие сверлильные кондукторы на рынке
Факторы, которые следует учитывать при покупке кондуктора
Вот список факторов, которые учитывались нашими экспертами при выборе лучшего кондуктора на рынке.Убедитесь, что вы не упускаете эти факторы из виду при совершении покупки.
Качество строительства и использование
Качество строительства и использование взаимосвязаны. При поиске лучших на рынке вариантов приспособлений для сверления помните о типах проектов, над которыми вы будете работать, и о частоте использования.
Если вы знаете, что будете часто использовать кондуктор, купите высококачественный продукт. Кроме того, убедитесь, что он прочный и прочный, чтобы выдержать больше деревянных работ. Причем, кондуктор должен уметь вмещать доски разной толщины.
Сверла и другие принадлежности
Большинство комплектов сверл на рынке поставляется с сверлами. Поэтому купите комплект со сверлом, а не используйте старые или изношенные сверлильные приспособления.
Также купите набор сверл, в который входят зажимы, гаечные ключи, винты и другие аксессуары, которые вы, возможно, захотите использовать.
Возможности регулировки
Большинство приспособлений для карманных отверстий имеют предварительно заданные углы сверления (обычно 18 градусов). Хотя этот ракурс подходит для большинства проектов, он не подходит для всех из них.Поэтому было бы неплохо найти кондуктор, который легко позволит вам отрегулировать угол сверления в соответствии с вашим проектом.
Благодаря возможности регулировки под разными углами вы можете легко создавать потрясающие изделия из дерева, которые будут прочными и прочными.
Почему Kreg Jig K4 лучше
Kreg Jig K4 — наш лучший выбор в целом. Это надежный инструмент, которым легко пользоваться, поэтому независимо от того, новичок вы или эксперт, он справится со своей задачей. Цена очень доступная, а в комплекте есть все необходимое.
Проверить цену Купить на Amazon.comМы получаем комиссию, если вы переходите по этой ссылке и совершаете покупку без дополнительных затрат для вас.
Другие советы по покупке кондукторов
- Приобретайте кондукторные приспособления для советов от профессионалов.
- Найдите время для исследования. Перед покупкой проверьте продукт дважды.
- Изучите все части системы кондуктора и внимательно прочтите инструкции по эксплуатации.
- Используйте винт подходящего размера для работы по дереву.
Часто задаваемые вопросы о сверлильных станках
В чем разница между приспособлением и приспособлением?Приспособление — это удерживающее устройство, которое используется для поддержки зажимного приспособления или любого другого инструмента, который ему необходимо использовать, тогда как зажимное приспособление — это тип инструмента, который также управляет движением другого инструмента.
Что такое сверление кармана?Отверстие в кармане — это термин, относящийся к отверстию, которое было проделано под углом 15 градусов в одной заготовке и затем соединено с другой деталью саморезом.
Нужны ли мне специальные винты для отверстий в карманах?Да. Хотя обычные винты могут хорошо справиться с вашей задачей, вы рискуете получить секущиеся концы и испортить кусок дерева, поэтому лучше всего приобрести специальные винты с рифлеными кончиками, которые специально созданы для отверстий в карманах.
Последние мысли
Теперь, когда вы знаете почти все о кондукторах, вы, вероятно, понимаете, что кондукторы могут быть отличным инструментом для придания изящества вашим проектам в области деревообработки.
При поиске лучших вариантов сверлильного кондуктора на рынке обязательно учитывайте факторы, упомянутые в предыдущем разделе, чтобы купить кондуктор, который является эффективным, недорогим, долговечным, прочным и качественным. С сверлильными приспособлениями вам не понадобятся грязные клеи для укрепления стыков и фиксации деталей вместе.
В каждой мастерской найдется место для кондуктора, даже если он не будет часто использоваться. Но комплект сверла Kreg K4 Drill Jig Kit идеально отвечает всем требованиям.Он идеально подходит для новичков, энтузиастов DIY и экспертов по деревообработке. Он поставляется со всем необходимым: от съемной направляющей для сверления с 3 отверстиями для отверстий в карманах до уникального зажима, специально разработанного для столярных изделий с карманным винтом. В целом, комплект сверлильного кондуктора Kreg K4 универсален и доступен по цене.
Из всех лучших вариантов кондукторов на рынке; В конечном итоге ваш выбор будет зависеть от вашего бюджета и требований. Мы рекомендуем вам попробовать разные продукты, прежде чем ограничиваться одним.Кроме того, убедитесь, что выбранное вами кондукторное приспособление является портативным и имеет порт для сбора пыли. С помощью сверлильного приспособления хорошего качества даже плотники со средними навыками могут завершить свои проекты.
Мы надеемся, что наше руководство по сверлильным кондукторам оказалось для вас полезным. Если у вас есть какие-либо вопросы, не стесняйтесь оставлять их в разделе комментариев ниже. Наши специалисты помогут вам с ответами в кратчайшие сроки.
Разница между приспособлением и приспособлением | Приспособления и приспособления Определение, типы, применение и различия
Как приспособления, так и приспособления, используемые для станков, могут сократить рабочее время и повысить производительность.Приспособление против приспособления, в чем разница между приспособлением и приспособлением?
1. Основная функция
Jig в основном используется для многократного направления движения фрезы в заранее определенных местах на работе, а также для поддержки и определения местоположения детали. Приспособление в основном используется для фиксации, поддержки и размещения заготовки, а также для поддержания заданной ориентации, а не для направления фрезы.
2. Сложность
Приспособления, как правило, проще в использовании, в то время как приспособления довольно сложны и для работы могут потребоваться некоторые навыки и аксессуары.
3. Масса
Приспособления часто легче по весу для более быстрого обращения, в то время как приспособления обычно тяжелее и должны выдерживать силу резания и вибрацию
4. Установлено ли на машине
Приспособления не прикреплены к столу и могут удерживаться вручную без зажима при обработке, их также можно зажимать для тяжелых работ, и для этого не требуются какие-либо дополнительные приспособления, в то время как приспособления всегда прочно зажимаются на рабочем столе ЧПУ. станок и требует дополнительных принадлежностей, таких как блоки или калибры, для точного перемещения режущего инструмента.
5. Приложения для обработки с ЧПУ
Шаблоныобычно используются при сверлении, растачивании, развёртывании и нарезании резьбы, а приспособления применяются для фрезерования, обработки пазов, формовки, токарной обработки и строгания.
6. Стоимость
Приспособления обычно дороже приспособлений.
7. Проект
Конструкция зажимного приспособления часто бывает более сложной, а конструкция приспособлений проще.
8. Контакт с режущим инструментом
Приспособления не контактируют напрямую с режущим инструментом, они предназначены для индивидуальной подгонки к определенной детали.Но кондуктор соприкасается с инструментом, чтобы точно установить угол и положение.
9. Как это используется
Приспособления обычно изготавливаются из серого чугуна или стальных деталей с помощью сварки или болтов, в зажимных приспособлениях обычно используются стандартные детали, такие как втулки и винты.
Вы можете использовать зажимные приспособления и приспособления вместе для достижения требуемой точности и цели. Мы можем увидеть разницу в конструкции приспособления и приспособления непосредственно из следующего рисунка. Левый — приспособление, так как в нем есть отверстие для направления инструмента, а правое U-образное тело — приспособление, поскольку оно просто удерживает заготовку.
Приспособления и приспособления — применение и различие между приспособлениями и приспособлениями
Термины «приспособление» и «приспособление» часто называют синонимами друг друга, иногда оба термина используются вместе как «приспособление для приспособления». Хотя в процессе массового производства используются и приспособление, и приспособление, функционально это разные инструменты.
Что такое джиг-приманка?
Проще говоря, зажимное приспособление — это инструмент, который направляет режущий (или обрабатывающий) инструмент. Самый распространенный тип приспособления — это приспособление для сверления, которое направляет сверло для создания отверстий в желаемых местах.Использование шаблонов для сверления значительно увеличивает производительность за счет исключения времени, затрачиваемого на использование квадратного скребка, высотомера, центрирующего керна и т. Д. На рисунке ниже показана функциональность простого шаблона для сверления:
Подобно шаблонам для сверления, сварочные шаблоны и шаблоны для обработки дерева также довольно широко используется в промышленности. Шаблоны для обработки дерева подходят для создания сложных деревянных профилей.
Что такое приспособление?
Приспособление — это инструмент, который удерживает заготовку на станине точно в желаемом месте.Приспособление также сокращает непроизводительное время загрузки, разгрузки и фиксации заготовки. Например, вам нужно использовать фрезерный станок для создания фаски на углах прямоугольных заготовок. Вы можете использовать тиски, чтобы удерживать ее в желаемом положении, но в этом случае для каждой новой заготовки потребуется много времени для ее фиксации. С другой стороны, если вы можете изготовить приспособление для фрезерования, подобное показанному ниже, и прикрутить его к станине фрезерного станка, тогда вам не нужно тратить много времени на каждый раз закрепление заготовок:
Вы просто размещаете работу деталь, и она автоматически выровняется до необходимого угла, и вы сразу же запускаете операцию обработки, нет необходимости измерять угол и не нужно беспокоиться о точности.
Заключение
Как приспособления, так и приспособления используются для сокращения непроизводительного времени любого процесса массового производства. Принцип расположения или принцип 3-2-1, инструменты CAD (например, ProE) и инструменты FEA (например, ANSYS) используются для проектирования приспособлений, а также приспособлений. Шаблон используется для направления режущего инструмента (например, сверла), и для этого в шаблоне есть такие компоненты, как втулка, которая соприкасается с режущим инструментом. С другой стороны, приспособление никогда не контактирует напрямую с режущим инструментом.Приспособления обеспечивают положение и выравнивание заготовок для выполнения необходимых операций обработки.
Разница между приспособлениями и приспособлениями
Приспособления для автоматизированных производственных процессов
Чем приспособление отличается от приспособления? Вместо того, чтобы направлять производственный инструмент, приспособления удерживают заготовку в безопасном положении, ориентации или положении. Ярким примером, с которым были знакомы в Protolabs, является приспособление, в котором блок сырья зажимается внутри станка с ЧПУ.Тиски на вашем верстаке также являются приспособлением.
Приспособления — это важные производственные инструменты, обеспечивающие автоматизацию. Вам будет сложно найти автоматизированный производственный процесс, не связанный с приспособлениями. Например, сборочная линия для автомобилей невозможна без надежных приспособлений, которые фиксируют и направляют автомобили в процессе сварки и сборки. Их также можно использовать для удержания продукта на месте для оптического и лазерного сканирования для оценки качества изготовления. Прогуляйтесь по производственному предприятию, и вы обязательно наткнетесь на пару приспособлений.
Сочетание приспособлений и приспособлений для повышения точности
Совместное использование приспособлений и приспособлений помогает достичь точности производства, необходимой для правильного функционирования продуктов. Взгляните на свои двери, шкафы и стеллажи. Отверстия для дверной ручки, защелки и петель требуют точного размещения или направления для сверления. То же самое и со шкафами с вырезами «ласточкин хвост» или с отверстиями для полок по бокам шкафа. Без приспособлений и приспособлений книги соскользнули бы с полок, ящики были бы непрочными, а двери не закрывались бы должным образом.
Как производить приспособления и приспособления
Обработка с ЧПУ — наиболее распространенный производственный процесс для изготовления приспособлений и приспособлений, поскольку объемы обычно невелики. В некоторых случаях 3D-печать является наиболее логичным процессом, когда обработка геометрии слишком сложна или требует больших затрат. Важно отметить, что не все приспособления и приспособления должны быть из металла. Для многих областей применения пластик снизит затраты и удовлетворит ваши требования к рабочим характеристикам.
Rapid Manufacturing не заменит ваши существующие станочные цеха, но при правильном использовании он может стать ценным инструментом для производства заготовок для приспособлений и приспособлений или менее ответственных деталей, не требующих высокой точности.Protolabs может поддерживать допуски ± 0,005 дюйма для обработки с ЧПУ.
Для небольшого количества деталей мы рекомендуем наши возможности обработки с ЧПУ для наиболее распространенных кондукторов или приспособлений. Если для вашей детали требуется более сложная геометрия, которую сложно обрабатывать, мы рекомендуем 3D-печать. При больших объемах быстрое литье под давлением может производить от 25 до 10 000+ деталей из ряда термопластов инженерного класса.
Машиностроение: приспособления и приспособления
Самыми распространенными приспособлениями являются приспособления для сверления и растачивания.Эти инструменты принципиально одинаковы. Разница заключается в размере, типе и размещении буровых втулок. Расточные кондукторы обычно имеют втулки большего размера. Эти втулки могут также иметь внутренние масляные канавки для смазки расточной оправки. Часто расточные кондукторы используют более одной втулки для поддержки расточной оправки на протяжении всего цикла обработки.
Приспособления имеют гораздо более широкую область применения, чем приспособления. Эти оправки разработаны для применений, где режущие инструменты не могут управляться так же легко, как сверло.С приспособлениями, кромкоискателем, центральным искателем или измерительными блоками позиционируйте резак. Примеры наиболее распространенных приспособлений включают приспособления для фрезерования, приспособления для токарных станков, приспособления для пиления и приспособления для шлифования. Более того, приспособление можно использовать практически в любой операции, требующей точного соотношения положения инструмента и заготовки.
Приспособления чаще всего идентифицируются станком, на котором они используются. Примеры включают приспособления для фрезерования или токарного станка. Но функция приспособления также позволяет определить тип приспособления.То же самое и с основной конструкцией инструмента. Таким образом, хотя инструмент можно назвать просто приспособлением для фрезерования, он также может быть дополнительно определен как приспособление для двухкоординатного фрезерования пластинчатого типа. Кроме того, приспособление для токарного станка также можно определить как приспособление для токарного станка с угловым токарным станком. Конструктор инструмента обычно решает конкретную идентификацию этих инструментов.
Элементы приспособлений и приспособлений. Ниже представлены различные элементы приспособлений и приспособлений и их детали. 1: Корпус 2: Устройства обнаружения 3: Зажимные устройства 4: Направляющая для инструмента (втулка кондуктора) Корпус кондуктора обычно изготавливается из чугуна методом литья или сваркой различных плит и стержней из мягкой стали.Его можно подвергнуть термообработке для снятия напряжений. Корпус — самая заметная особенность джиг-приманки. Его основная цель — поддерживать и размещать работу. Различные корпуса джиг-приманки следующие: Приспособление плоского типа — это самый простой тип, он используется, когда нужно просверлить плоские отверстия. Он имеет либо втулки для сверления для направления инструментов, либо отверстия без втулок. Тип швеллера состоит из стандартного стального швеллера. Приспособление коробчатого типа используется, когда компонент требует сверления более чем в одной плоскости, и приспособление должно быть снабжено равным количеством пластин втулки сверла.Одна сторона коробки снабжена крышкой, которую можно открывать для вставки компонента и его выгрузки. Он должен быть максимально легким. В сборном кондукторе использовались дюбели и шурупы для изготовления элемента сварного типа. В нем используются стандартные стальные профили для ограниченного количества деталей, которые крепятся с помощью шурупов и дюбелей, установочные штифты и блоки расположены таким образом, чтобы можно было учесть самые большие вариации размеров обрабатываемой детали. Зажим листового типа просто изготовлен из стального блока, снабженного двумя регулируемыми фиксирующими винтами и подпружиненным плунжером.Он используется в случае измеряемых крупных компонентов, где это может быть как ненужным, так и для создания зажимного приспособления для удержания всего компонента, когда замятие ограничивается исключительно локальным участком заготовки. Штифты различной конструкции из закаленной стали являются наиболее распространенными установочными приспособлениями, используемыми для размещения заготовки в зажимном приспособлении или приспособлении. Хвостовик штифта запрессовывается или забивается в корпус зажимного приспособления или приспособления. Установочный диаметр штифта сделан больше, чем стержень, чтобы предотвратить его вдавливание в зажимное приспособление или корпус приспособления из-за веса обрабатываемой детали или сил резания.В зависимости от взаимоотношений между заготовкой и штифтом. Штифт можно классифицировать следующим образом:Когда в заготовке имеются рассверленные или окончательно обработанные отверстия, их можно использовать для определения местоположения, как показано на рисунке, это два типа установочных штифтов:
· Конические установочные штифты · Цилиндрические установочные штифты (B): Установочные штифты опоры:С помощью этих штифтов (также известных как опорные штифты) кнопки или подушечки для удобной поддержки плоской поверхности заготовки.У неподвижных опорных штифтов установочная поверхность либо плоская, либо изогнутая. Обычно используются опорные штифты с плоской головкой, которые обеспечивают расположение и опору для поверхности станка, поскольку во время размещения доступна большая площадь контакта. Это обеспечит точное и стабильное местоположение. Кнопки со сферической головкой или круглой головкой подголовника используются для поддержки грубых поверхностей (необработанных и литых поверхностей), поскольку они обеспечивают точечную опору, которая может быть стабильной в этих условиях. Опорные штифты регулируемого типа используются для заготовок, размеры которых могут варьироваться.Например, литье в песчаные формы, ковка или необработанные поверхности.
Штифты домкрата или пружинные штифты также используются для определения местоположения заготовки, размеры которой могут изменяться. Штифт может подниматься под давлением пружины или, наоборот, прижимается обрабатываемой деталью. Когда положение заготовки зафиксировано, штифт фиксируется в этом положении с помощью стопорного винта.
Элементы приспособлений и приспособлений: Если заготовка не может быть удержана фиксирующими устройствами или элементами, возникает необходимость зажать заготовку в зажимном приспособлении или корпусе приспособления.Самый распространенный пример зажимных приспособлений — настольные тиски. Целью зажима является оказание давления, чтобы прижать заготовку к установочным поверхностям и удерживать ее там в положении, соответствующем силам резания. В настольных тисках подвижная губка тисков оказывает усилие на заготовку, удерживая ее в правильном положении в неподвижной губке тисков. Обычно используются следующие зажимные приспособления:Зажимные винты используются для легкого зажима. Зажимные винты показаны на рис.
Это очень простое зажимное устройство, которое подходит только для легких работ и там, где обычный конец зажима неудобен. Показан типичный зажим с крюкообразным болтом.
Это очень простое и надежное зажимное устройство. Усилие зажима прикладывается подпружиненной гайкой.
Они состоят из ржавой пластины, центральной шпильки и пятки. Эту ловушку следует усилить в том месте, где вырезано отверстие для шпильки, увеличив толщину вокруг отверстия.Конструкция отличается от простого мостового зажима тем, что на внешнем конце зажима предусмотрена пятка для направления его скользящего движения при загрузке и разгрузке заготовки.
(E): качающийся ремень (фиксатор):Это особый тип зажима, который позволяет быстро загружать и выгружать обрабатываемую деталь. Для этого ремешок (защелка или крышка) можно откинуть из заготовки. Типичный качающийся ремень или фиксирующий зажим показан на рисунке.
Чтобы выгрузить заготовку, стопорную гайку откручивают примерно на один оборот, и это освобождает зажим.Когда зажим снят или откинут в сторону, заготовка может свободно проходить над гайкой. Для загрузки заготовки применяется обратная процедура.
>: Элемент приспособлений и приспособлений: 4: Направляющая для инструмента или зажимная втулка: Иногда жесткость режущего инструмента может быть недостаточной для выполнения определенных операций механической обработки. Затем для размещения инструмента относительно работы используются направляющие детали, такие как втулка кондуктора и шаблоны. Они должны быть точными, стойкими и изменчивыми.Втулки кондуктора используются при сверлении и растачивании, втулка входит в отверстие кондуктора, через которое проходит сверло. Диаметр втулки зависит от диаметра сверла. Втулки разных типов привариваются точечной сваркой или прикручиваются с помощью кондуктора. Втулки безголового типа запрессовываются в отверстие работы. Втулки обычно изготавливаются из инструментальной стали хорошего качества, чтобы обеспечить закалку при практически нулевых температурах и уменьшить опасность образования трещин при пожаре. Иногда втулки для направляющих инструментов могут быть из чугуна.Втулки из закаленной стали всегда предпочтительнее для направляющих сверл, разверток, метчиков и т. Д. Кусты американского стандарта делятся на три категории. 1: запрессованные изнашиваемые втулки 2: возобновляемые изнашиваемые втулки3: втулки линейного износа
Типы втулок (направляющие для инструмента / кондукторные втулки): 1: Прессовая посадка изнашиваемых втулок:Эти втулки используются, когда точность или чистовая обработка не важны, а в качестве инструмента используется спиральное сверло.Эти втулки устанавливаются непосредственно в корпус кондуктора и используются в основном для защиты от короткого замыкания. Есть две конструкции втулки с прессовой посадкой:
A> Обычный или безголовый куст B> Втулка с головкой или фланцемКогда направляющие втулки требуют периодической замены (из-за износа внутреннего диаметра втулки). Его заменяют просто заменяемой втулкой. Это фланцевые типы и скользящая посадка в шариковой втулке, которая запрессована в пластину кондуктора.Шариковая втулка обеспечивает повышенную износостойкость и сопрягается с заменяемой втулкой. Возобновляемые втулки не должны вращаться или подниматься сеялкой. Один из распространенных методов — использовать стопорный винт.
Эти втулки также известны как основная втулка, они постоянно прикреплены к корпусу кондуктора. Они действуют как направляющие для вводов возобновляемого типа. Кусты бывают с головкой или без.
Приспособление для фрезерования — это приспособление для удержания заготовки, которое прочно закреплено на столе фрезерного станка.Он удерживает заготовку в правильном положении, поскольку движение стола переносит ее мимо фрезы или фрез. Основы фрезерного оборудования: Тяжелая основа — важнейший элемент фрезерного приспособления. Это тарелка с плоской и гладкой нижней стороной. Полное приспособление построено из этой пластины. На нижней стороне пластины имеются ключи, которые используются для простого и точного выравнивания приспособления на столе фрезерного станка. Вставив их в один Т-образный паз в таблице.Эти ключи обычно устанавливаются в шпоночные пазы на нижней стороне пластины и удерживаются на месте винтом с головкой под торцевой ключ. Крепление крепится к столу станка с помощью двух Т-образных болтов, входящих в Т-образные пазы рабочего стола.После того, как приспособление было надежно закреплено на столе станка, обрабатываемая деталь, которая правильно расположена в приспособлении, должна быть правильно установлена относительно резцов. Это достигается за счет использования установочных блоков и щупов.Установочные блоки закреплены на приспособлении. Щупы размещаются между плоскостями резца и опорной точки на установочном блоке, чтобы получить правильную глубину резания и правильную боковую настройку. Блок изготовлен из закаленной стали и имеет рифленые опорные плоскости (поверхности щупов). При правильной настройке резак должен выходить за поверхность щупа не менее чем на 0,08 см, чтобы избежать повреждения блока при перемещении стола станка назад для разгрузки приспособления. Толщина используемого щупа должна быть выбита на основании приспособления рядом с установочным блоком.
3: Установочные и зажимные элементы: Те же принципы размещения и зажима, что и для фрезерных приспособлений, обсуждались выше. Некоторые принципы проектирования фрезерных приспособлений: 1: Давление резки всегда должно быть направлено на твердую часть приспособления (рис. А). 2: Зажимы всегда должны работать с передней части приспособления (рис. B). 3: Заготовка должна поддерживаться как можно ближе к упору инструмента (рис. C) Буровые кондукторы можно разделить на следующие категории: 2.пластинчатое приспособление 3. Приспособление открытого типа Это самый простой вид джиг-приманки; Это просто пластина, изготовленная по форме и размеру заготовки; с необходимым количеством проделанных отверстий. Его кладут на заготовку, и сверлом проделывается отверстие; который будет проходить через отверстия в пластине-шаблоне, должен быть закален, чтобы избежать его частой замены. Этот тип зажимного приспособления подходит, если необходимо изготовить лишь несколько деталей.Это усовершенствование шаблонного типа приманки.Вместо простых отверстий в пластине предусмотрены втулки для сверления, которые направляют сверло. Заготовку можно закрепить на пластине и просверлить отверстия. Зажим для пластин используется для сверления отверстий в крупных деталях с соблюдением точного расстояния между ними.
В этом приспособлении верхняя часть приспособления открыта; заготовка кладется сверху.
Зажимное приспособление с каналом — это простой тип приспособления с поперечным сечением, напоминающим канал. Компонент устанавливается внутри канала, располагается и зажимается с помощью ручки.Инструмент проводится через втулку сверла.
Это также своего рода зажимное приспособление открытого типа, в котором верхняя пластина расположена так, чтобы вращаться вокруг точки опоры, так что она полностью освобождает зажимное приспособление для облегчения загрузки и выгрузки обрабатываемой детали. Втулки сверла вставляются в пластины, которые также называются створками, защелками или крышками.
Когда отверстия предназначены для просверливания более чем одной плоскости обрабатываемой детали, в зажимном приспособлении должно быть равное количество втулочных пластин. Для установки приспособления на ножки стола станка напротив каждой пластины сверлильной втулки.Одна сторона зажимного приспособления будет снабжена поворотной створкой для загрузки и разгрузки заготовки, такое приспособление будет иметь форму ящика. Такая кондукторка должна быть максимально легкой. Поскольку он будет подниматься снова и снова. Показан типовой рисунок зажимного приспособления коробчатого типа: Принципы конструкции Общие для приспособлений и приспособлений: Есть несколько принципов, которые можно использовать при проектировании приспособлений и приспособлений. Шаблоны и приспособления должны быть достаточно жесткими, чтобы обеспечить заданную точность обработки.Это можно определить как «включение конструктивного элемента в приспособление или приспособление, которое позволит направить работу на приспособление и приспособление в неправильном положении, но не будет мешать загрузке и разгрузке заготовки». Существует множество устройств для защиты от неправильного обращения, таких как подставные колышки, блоки или штифты, которые очищают правильно расположенные детали, но предотвращают попадание неправильно загруженных деталей в зажимное приспособление и корпус приспособления. В зажимном приспособлении или корпусе приспособления предусмотрен зазор. (A), чтобы учесть любые отклонения в размерах компонентов, особенно при литье и ковке.(B) Для обеспечения возможности движений рук, чтобы заготовку можно было легко разместить в зажимном приспособлении или приспособлении и удалить после обработки.
Заусенец, выступающий на обрабатываемой детали в начале резания, называется мелким заусенцем, а в конце резания — большим заусенцем. Зажимные приспособления должны быть сконструированы таким образом, чтобы эти заусенцы не препятствовали снятию заготовки, для этого должны быть предусмотрены соответствующие канавки или прорези с зазором.
Использование выталкивающих устройств для выталкивания заготовки из зажимного приспособления или приспособления важно в двух положениях.(A) заготовка тяжелая (B) давление при механической обработке заставляет обрабатываемую деталь перемещаться по направляющим или в зависимости от зажимного приспособления или приспособления, а давление и заливка масла или охлаждающей жидкости вызовут заедание заготовки и ее трудно удалить на небольших приспособлениях и приспособлениях, штифт, расположенный под заготовкой, будет снимаем деталь радиально. Во избежание повреждения хрупкой и мягкой заготовки, а также готовой поверхности заготовки при зажиме. Вставки из мягкого материала, такого как медь, свинец, волокно, кожа, твердая резина и пластик, должны быть установлены на лицевых сторонах зажимов.Приспособления и приспособления должны быть безопасными и удобными в использовании, ниже приведены некоторые Факторы безопасности рабочего, работающего с приспособлениями и приспособлениями. (A): Следует избегать острых углов на корпусе приспособления и приспособления. (B): Прицельные поверхности должны быть очищены. (C): Болт и гайка должны находиться внутри корпуса зажимного приспособления или приспособления и не выступать на поверхности. Обработка детали должна быть хорошо видна рабочему. От него не требуется сгибать шею, чтобы увидеть обрабатываемую деталь или рабочие поверхности.Конструкция приспособления и приспособления должна быть простой. Завершенный дизайн требует большого ремонта. Они должны быть легко устанавливаемыми, дешевыми в изготовлении.Приспособление и приспособления должны быть простыми по конструкции, давать высокую точность, быть достаточно жесткими и иметь небольшой вес. Чтобы удовлетворить этим условиям, необходимо соблюдать экономический баланс.
ПРИЛОЖЕНИЯ ДЛЯ ДЖИГОВ И ФИКСАТОРОВКак правило, приспособления и приспособления, которые можно найти в механическом цехе, предназначены для операций механической обработки.Однако другие операции, такие как сборка, проверка, испытания и компоновка, также являются областями, где хорошо подходят удерживающие устройства. На рис. 1-7 показан список наиболее распространенных классификаций и применений зажимных приспособлений и приспособлений, используемых в производстве. Внутри каждой общей классификации существует множество различных вариаций, и многие владельцы работ на самом деле представляют собой комбинации двух или более представленных классификаций.
ПРИМЕНЕНИЕ ДЛЯ ВНЕШНЕЙ ОБРАБОТКИ: • Фрезерные приспособления • Приспособления для плоского шлифования • Строгальные приспособления • Приспособления для формовки Обработка цилиндрической поверхности • Цилиндрически-шлифовальные приспособления. Обработка неровной поверхности • Приспособления для ленточной пилы • Крепления для наружной протяжки ПРИМЕНЕНИЕ ДЛЯ ВНУТРЕННЕЙ ОБРАБОТКИ: Обработка цилиндрических и нестандартных отверстий • Приспособления для электроэрозионной обработки • Штанговые приспособления • Внутренние протяжные приспособления. НЕОБРАБОТАННЫЕ ПРИЛОЖЕНИЯ: • Сварочные приспособления. • Механосборочные приспособления (Заклепка, сшивание скобами, сшивание, скрепление булавками и т. Д.) • Приспособления для пайки • Приспособления для механического контроля • Приспособления для оптического контроля • Электронно-контрольные приборы • Малярные приспособления • Гальванические приспособления • Полировальные приспособления • Притирочные приспособления • Шаблоны макетов • Контрольно-измерительные приборы• Оборудование для термообработки
Модульные приспособления достигают многих преимуществ постоянного инструмента, используя только временную установку. Изображенные на рис. 1-4, эти рабочие объединяют идеи и элементы постоянного и общего назначения.Рисунок 1-4. Модульные держатели для рабочих сочетают в себе идеи и элементы как постоянного, так и временного крепления для изготовления недорогих, но надежных держателей для рабочих.Основное преимущество модульных приспособлений состоит в том, что инструмент с преимуществами постоянного инструментария (сокращение времени настройки, надежность, повышение производительности и сокращение числа принимаемых оператором решений) может быть построен из набора стандартных компонентов. По завершении цикла приспособление можно разобрать, чтобы можно было повторно использовать компоненты в другом приспособлении.Позднее оригинал можно будет легко восстановить по рисункам, инструкциям и фотографиям. Такое повторное использование позволяет создавать сложный высокоточный инструмент, не требуя соответствующего выделения компонентов приспособления.
приспособлений и приспособлений — вопросы с множественным выбором (MCQ) и ответы
Приспособления и приспособления — вопросы с множественным выбором (MCQ) и ответы
1-приспособления и приспособления используются для
(A) Массовое производство
(B) Производство идентичных деталей
(C) И «А», и «В»
(D) Ничего из вышеперечисленного
(Отв: C)
2-Использование приспособлений и приспособлений
(A) Облегчает использование менее квалифицированной рабочей силы для производства
(B) Исключает операции предварительной обработки, такие как маркировка, измерение, разметка и т. Д.
(C) сокращенное количество операций ручной обработки
(D) Все вышеперечисленное
(Отв: D)
3-Ниже приведены функции зажимного приспособления
(A) Холдинг
(B) Расположение
(C) Направляющая
(D) Все вышеперечисленное
(Отв: D)
4-А приспособление не
(A) Удерживает заготовку
(B) Найдите заготовку
(C) Направляйте инструмент
(D) Все вышеперечисленное
(Отв: C)
5 зажимных приспособлений не используются в
(А) Бурение
(B) Развертка
(C) Нарезание резьбы
(D) Фрезерный
(Отв: D)
6 креплений используются в
(A) Фрезерование
(В) Формовка
(C) Токарная
(D) Все вышеперечисленное
(Отв: D)
7-Принцип ______ гласит, что «для достижения максимальной точности определения местоположения точки локации должны располагаться как можно дальше друг от друга».
(A) Расположение по шести точкам
(B) Наименьшее количество баллов
(C) Крайние позиции
(D) Взаимно перпендикулярные плоскости
(Отв: C)
8-Следующее устройство надежно удерживает заготовку в зажимном приспособлении против сил резания
(A) Позиционирующее устройство
(B) Зажимное устройство
(C) Направляющее устройство
(D) Индексирующее устройство
(Отв: B)
9-Ниже приводится быстродействующий зажим
(A) Откидной зажим
(B) Зажим с кулачковым приводом
(C) Мостовой зажим
(D) Зажим кромочный
(Отв: B)
10-Следующий материал обычно используется для изготовления фиксирующих и зажимных устройств
(A) Высокоуглеродистая сталь
(B) Низкоуглеродистая сталь
(C) Быстрорежущая сталь
(D) Матричная сталь
(Отв: A)
11-Следующий тип зажимного приспособления используется для обработки более чем в одной плоскости
(A) Шаблон
(B) Приспособление для пластин
(C) Приспособление открытого типа
(D) Приспособление коробчатого типа
(Отв: D)
12-Следующий тип приспособления лучше всего подходит для сверления отверстий в полых цилиндрических деталях с относительно меньшим внешним и внутренним диаметром, например, втулки
(A) Цельнометаллическое приспособление
(B) Приспособление для горшков
(C) Коробчатое приспособление
(D) Приспособление открытого типа
(Отв: B)
13-Следующий тип зажимного приспособления используется для сверления серии эквидистантных отверстий по окружности
(A) Индексирующее приспособление
(B) Зажимная пластина
(C) Приспособление открытого типа
(D) Приспособление для горшков
(Отв: A)
14-Этот тип зажимного приспособления используется на многошпиндельных станках
(A) Индексирующее приспособление
(B) Универсальное приспособление
(C) Приспособление открытого типа
(D) Универсальное приспособление
(Отв: D)
15-Следующее приспособление можно использовать для нескольких различных деталей и операций
(A) Шаблон
(B) Универсальное приспособление
(C) Индексирующее приспособление
(D) Универсальное приспособление
(Отв: D)
16-Ниже приведены преимущества литых кондукторов или приспособлений
(A) Для литых кондукторов и приспособлений не требуется термообработка
(B) Предотвращает возникновение вибрации инструмента при фрезеровании
(C) при падении литых приспособлений или приспособлений они не смещаются или деформируются, хотя могут сломаться.