Температура плавления меди в домашних условиях
Как расплавить медь в домашних условиях | Сделай все сам
admin · 19.05.2017
Изделия из меди могут быть дюже прекрасны, и появляется соблазн сделать что-то медное своими руками. Для этого металл нужно расплавить. В литейном деле по большей части используются три основные разновидности этого металла: красная чистая медь и ее сплавы: бронза и латунь.
Вам понадобится
- Тигель
- Щипцы для тигля
- Муфельная печь
- Древесный уголь
- Горн
- Бытовой пылесос
- Крюк из железный проволоки
- Форма
Инструкция
1. В тигель положите куски металла. Поставьте тигель в муфельную печь. Установите регулятор нагрева в необходимую позицию. Отслеживать за плавлением металла дозволено в окошко печи, которое есть на дверце. В ходе плавления на поверхности металла образуется окисная пленка.
2.
3. Если нет муфельной печи, дозволено расплавить медь автогеном, направив пламя от днища тигля вверх. При этом плавление будет протекать при отличном доступе воздуха. Для предохранения металла от насыщенного окисления рекомендуется присыпать его поверхность слоем толченого древесного угля.
4. Желтую медь (латунь) и легкоплавкие разновидности бронзы дозволено расплавить паяльной лампой. Тезис плавки тот же, что и при применении автогена. Пламя должно максимально охватывать тигель.
5. Если нет ни автогена, ни паяльной лампы, дозволено воспользоваться простым горном.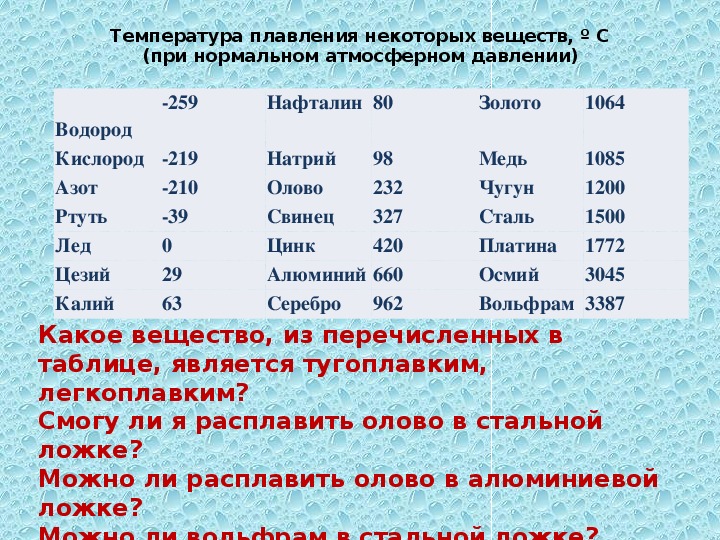 В этом случае установите тигель на слой древесного угля.
В этом случае установите тигель на слой древесного угля.
Для возрастания температуры горения угля примените принудительное вдувание в зону горения воздуха. Для этого подойдет бытовой пылесос, работающий на выдувание. Шланг пылесоса неукоснительно должен иметь металлический наконечник.
Отверстие наконечника дозволено заузить для приобретения больше тонкой струи воздуха.
Совет 2: Как расплавить медь?
Если у вас появилась надобность расплавить металл для каких-нибудь целей, вы столкнетесь с рядом задач, которые дозволено решить и все равно исполнить данную процедуру собственными руками. Скажем, расплавить медь не так трудно, как многие другие материалы. И при желании это абсолютно реально сделать самому.
Совет 3: Как плавить медь
Дабы расплавить медь , как однако, и всякий иной металл отличнее пользоваться особым оборудованием и трудиться под начальством мастера. Но если обстоятельства вас принудили заняться плавкой металла дома, то сделайте особую плавильную печь.
Совет 4: Как расплавить латунь
Латунь представляет собой многокомпонентный сплав меди с некоторыми другими легирующими элементами. Изделия из латуни владеют многими пригодными качествами и частенько применяются при изготовлении самых многообразных конструкций в практике домашнего мастера. Одним из способов первичной обработки латуни является плавление.
Вам понадобится
- — муфельная печь;
- — паяльная лампа;
- — газовая горелка;
- — тигель;
- — древесный уголь;
- — железная проволока;
- — форма для выплавки металла.
Совет 5: Как сделать печь для древесного угля
Реформирование древесины в уголь осуществляется с подмогой процесса пиролиза, под которым подразумевается распад органических соединений в итоге их деструкции под действием высокой температуры. Разложение древесины производится в газовой бескислородной среде, в реторте.
В процессе пиролиза выдаются парогазы, которые выводятся через патрубок. Позже этого в устройстве происходит отделение газа от жидкости. Сегодня существует громадное число агрегатов, предуготовленных для термического разложения древесины.
Позже этого в устройстве происходит отделение газа от жидкости. Сегодня существует громадное число агрегатов, предуготовленных для термического разложения древесины.
При наличии нужных материалов печь для изготовления древесного угля дозволено сделать своими руками.
Вам понадобится
- — керамический кирпич;
- — шамотный кирпич;
- — глина и песок;
- — железный лист;
- — вентилятор наддува;
- — чугунные колосники;
- — рычажный терморегулятор;
- — дверцы.
Плавление меди в домашних условиях: происхождение, физические свойства и температура плавления
Добывать и плавить медь люди научились с древности. Уже в то время элемент находил широкое применение в быту и из него делали различные предметы.
Сплав меди с оловом (бронзу) научились делать около трех тысяч лет назад, из него получалось хорошее оружие. Бронза сразу стала популярной, поскольку отличалась прочностью и красивым внешним видом.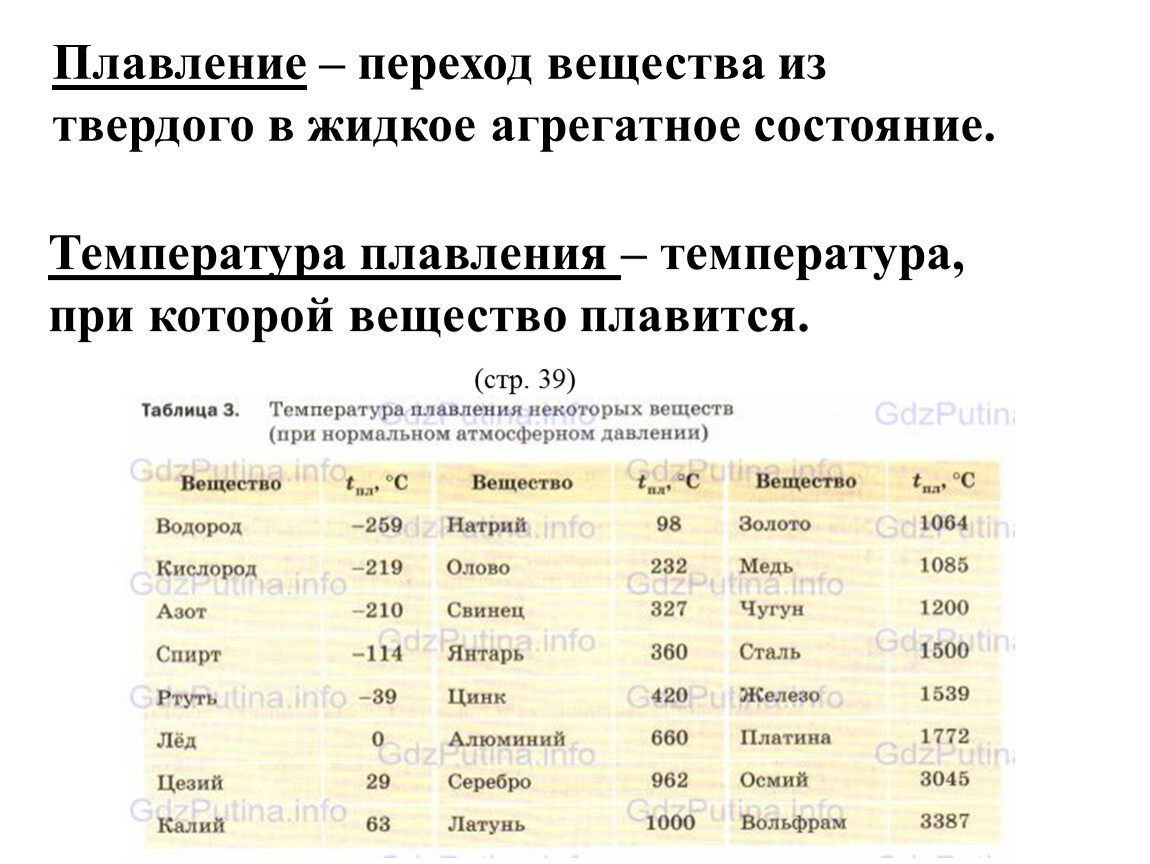
Из нее изготавливали украшения, посуду, орудия труда и охоты.
Благодаря невысокой температуре плавления человечеству не составило большого труда быстро освоить производство меди в домашних условиях. Как происходит процесс плавления меди, при какой температуре начинает плавиться?
Происхождение и нахождение меди в природе
Свое название химический элемент получил от названия острова Кипр (Cuprum), там его научились добывать еще в 3 тысячелетии до н.э. В периодической системе химических элементов у меди 29 атомный номер, она расположена в 11 группе 4-го периода. Элемент является пластичным переходным металлом, имеющим золотисто-розовый цвет.
По распространению в земной коре элемент занимает среди других элементов 23 место и чаще всего встречается в виде сульфидных руд. Самыми распространенными видами являются медный колчедан и медный блеск. На сегодняшний день есть несколько способов получения меди из руды, но любая из технологий требует поэтапного подхода, чтобы достичь конечного результата.
Самыми распространенными видами являются медный колчедан и медный блеск. На сегодняшний день есть несколько способов получения меди из руды, но любая из технологий требует поэтапного подхода, чтобы достичь конечного результата.
В самом начале развития цивилизации люди научились получать и использовать медь, а также ее сплавы. Уже в то далекое время они добывали не сульфидную, а малахитовую руду.
В таком виде она не нуждалась в предварительном обжиге.
Смесь руды с углями помещали в глиняный сосуд, которые опускали в небольшую яму, после чего смесь поджигали, угарный газ помогал восстановиться малахиту до состояния свободной меди.
В природе медь встречается не только в руде, но и в самородном виде, самые богатые месторождения находятся на территории Чили. Сульфиды меди часто образуются в среднетемпературных геотермальных жилах. Часто медные месторождения могут быть в виде осадочных пород — сланцы и медяные песчаники, которые встречаются в Читинской области и Казахстане.
Физически свойства
Пластичный металл на открытом воздухе быстро покрывается оксидной пленкой, она и придает элементу характерный желтовато-красный оттенок, в просвете пленки могут иметь зеленовато-голубой цвет. Медь относится к тем немногим элементам, которые имеют заметную для глаза цветовую окраску. Она обладает высоким уровнем тепло- и электропроводности — это второе место после серебра.
- Плотность — 8,94*103 кг/м3
- Удельная теплоемкость при Т=20оС — 390 Дж/кг*К
- Электрическое удельное сопротивление в температурном режиме от 20-100оС — 1,78*10-8Ом/м
- Температура кипения — 2595оС
- Удельная электропроводность при Т=20оС — 55,5-58 МСм/м.
Температура плавления меди
Процесс плавления происходит, когда металл из твердого состояния переходит в жидкое и у каждого элемента есть своя температура плавления. Многое зависит от наличия примесей в составе металла, обычно медь плавится при температуре 1083оС.
Когда к ней добавляют олово, то температура плавления снижается и составляет 930-1140оС, температура плавления здесь будет зависеть от содержания в сплаве олова. В сплаве меди с цинком температура плавления становится еще ниже — 900-1050оС.
В процессе нагрева любого металла происходит разрушение кристаллической решетки. По мере нагревания температура плавления становится выше, но затем она остается постоянной, после того как достигла определенного температурного предела. В такой момент и происходит процесс плавления металла, он полностью расплавляется и после этого температура снова начинает повышаться.
Когда начинает происходить охлаждение металла, то температура начинает снижаться и в какой-то момент она остается на прежнем уровне до момента полного затвердения металла. Затем металл затвердевает полностью и температура снова снижается. Это можно увидеть на фазовой диаграмме, где отображен весь температурный процесс с начала момента плавления и до затвердения металла.
Разогретая медь при нагревании начинает переходить в состояние кипения при температуре 2560оС. Процесс кипения металла очень напоминает процесс кипения жидких веществ, когда начинает выделяться газ и на поверхности появляются пузырьки. В моменты кипения металла при максимально высоких температурах начинает выделяться углерод, который образуется в результате окисления.
Плавление меди в домашних условиях
Низкая температура плавления позволила людям в древности расплавлять металл прямо на костре и затем использовать готовый металл в быту, чтобы сделать оружие, украшения, посуду, орудия труда. Для плавления меди в домашних условиях понадобятся следующие предметы:
- Тигель и специальные щипцы для него.
- Древесный уголь.
- Муфельная печь.
- Горн.
- Бытовой пылесос.
- Форма для плавления.
- Стальной крюк.
Весь процесс происходит поэтапно, для начала металл нужно положить в тигель, после чего разместить в муфельную печь. Установить нужную температуру и наблюдать за процессом через стеклянное окошко. В процессе плавления в емкости с металлом появится окисная пленка, ее необходимо убрать, открыв окошко и стальным крюком отодвинуть в сторону.
Установить нужную температуру и наблюдать за процессом через стеклянное окошко. В процессе плавления в емкости с металлом появится окисная пленка, ее необходимо убрать, открыв окошко и стальным крюком отодвинуть в сторону.
https://www.youtube.com/watch?v=5l0ZlXDYHOI
Если нет муфельной печи, то медь можно расплавить с помощью автогена, плавление будет происходить при нормальном доступе воздуха. Используя паяльную лампу можно расплавить желтую медь (латунь) и легкоплавкие виды бронзы. Следить за тем, чтобы пламя охватило весь тигель.
Если в домашних условиях нет ничего из перечисленных средств, тогда можно воспользоваться горном, установив его на слой древесного угля. Чтобы усилить температуру можно использовать бытовой пылесос, включив режим выдувания, но только если шланг имеет металлический наконечник. Хорошо, если наконечник будет иметь зауженный конец, чтобы струя воздуха была более тонкой.
В современных промышленных условиях медь в чистом виде не применятся, ее состав содержит в себе много различных примесей — железа, никеля, мышьяка и сурьмы, а также других элементов.
Качество готового изделия определяется наличием процентного содержания примесей в сплаве, но не более 1%. Важными показателями являются тепло- и электропроводность металла.
Медь широко используется во многих отраслях промышленности благодаря своей пластичности, гибкости и низкой температуре плавления.
- Александр Романович Чернышов
- Распечатать
Источник: https://stanok.guru/cvetnye-metally-i-splavy/med/temperatura-i-usloviya-dlya-plavleniya-medi-v-domashnih-usloviyah.html
Температура плавления меди: как расплавить металл в домашних условиях — пошаговая инструкция
Медь – крайне популярный и распространенный металл, используемый при производстве электроники, передаче электроэнергии, а также изготовлении разнообразных сплавов.
Какова же температура плавления меди, как ее добывают и чем она интересна? Расскажем обо всем этом.
Как получают медь
Запасы этого металла на Земле сравнительно невелики (по сравнению с другими элементами). Причем встречается он как в виде самородков, так и в составе сложных соединений.
Причем встречается он как в виде самородков, так и в составе сложных соединений.
Чаще всего это медный колчедан, халькопирит, борнит и халькозин. Находят их в осадочных породах, но чаще всего – в гидротермальных жилах.
Общее количество месторождений меди в мире довольно велико, однако действительно крупных, имеющих важное стратегическое значение, всего несколько.
! меди в руде очень невелико – 0,3–1%, в зависимости от конкретного месторождения.
На территории России это Удокан, расположенный в Забайкальском крае. Если рассматривать Европу, то крупнейшим месторождением является немецкий Мансфельд. В ближнем зарубежье такими запасами может похвастать Казахстан – они есть в городе Жезказган.
Серьезный медоносный пояс расположен в Центральной Африке. В США также имеется крупное месторождение – Моренси. Наконец, Чили может похвастать сразу двумя серьезными точками добычи – Кольяуси и Эскондида.
Добывается медная руда открытым методом. Лишь сравнительно малая часть месторождений, где сырье залегает на большой глубине, использует шахтный метод.
После добычи руда проходит сложнейшую обработку, позволяющую отделить чистый металл от шлака. Для этого применяются разные методы: электролиз, гидрометаллургия, а также пирометаллургия.
Каким образом наши предки плавили медь
Это древнейший металл, который освоили люди. Удивительная пластичность стала ее главным достоинством. Именно благодаря ему даже при наличии примитивных орудий труда можно обрабатывать металл, изготавливая из него предметы обихода и разнообразные орудия труда.
! Латинское название «cuprum» происходит от названия острова Кипр, на котором было обнаружено крупное месторождение. Точное происхождение русского слова «медь», увы, неизвестно – существует лишь несколько теорий.
Обрабатывать первый металл наши предки научились примерно в 4 тысячелетии до нашей эры. Находя необычные по цвету булыжники, люди пытались обрабатывать их, привычно ударяя тяжелыми камнями. Однако самородки не раскалывались, а лишь деформировались. Таким образом первобытные мастера получили возможность изготовить первые орудия труда.
Находя необычные по цвету булыжники, люди пытались обрабатывать их, привычно ударяя тяжелыми камнями. Однако самородки не раскалывались, а лишь деформировались. Таким образом первобытные мастера получили возможность изготовить первые орудия труда.
Этим и был обусловлен переход от каменного века к медному. На изготовление металлического оружия уходило не больше сил, чем на каменное. Зато оно служило значительно дольше, а при повреждении медный топор или нож можно было отремонтировать – каменные аналоги приходилось делать заново.
При скольких градусах плавится медь? На сегодняшний день эта температура не кажется специалистам большой – всего 1083 градуса по Цельсию.
Однако для древних металлургов она была недостижимой, так что плавить материал для полноценной обработки научились значительно позже – только в 3 тысячелетии до нашей эры, когда появились необходимые технологии.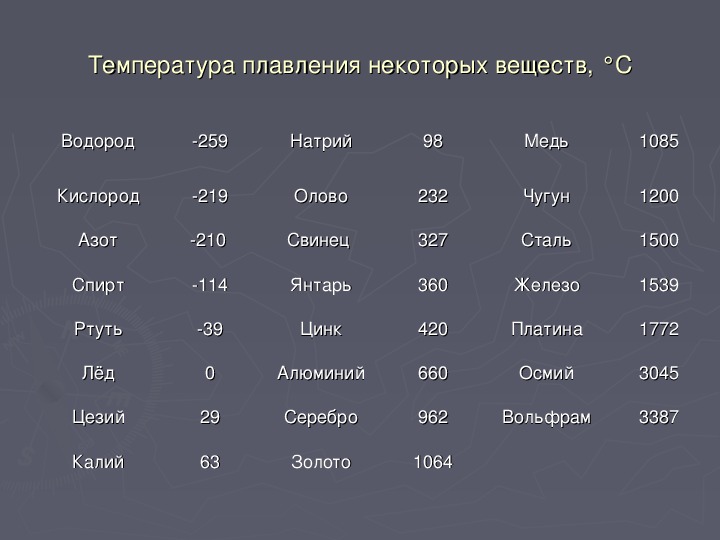 Однако и до этого во многих поселениях мастера нагревали медные самородки на кострах, замечая, что горячий металл поддается обработке значительно легче.
Однако и до этого во многих поселениях мастера нагревали медные самородки на кострах, замечая, что горячий металл поддается обработке значительно легче.
Что изменилось со временем
Конечно, современные медные изделия не идут ни в какое сравнение с теми, которые изготавливались пять тысячелетий назад.
Вместо грубых медных ножей, топоров и наконечников для стрел и копий сегодня выпускаются сложнейшие детали для электроники. А ведь все свойства металла остались неизменными.
При какой температуре плавится медь сегодня, при такой плавилась и тысячи лет назад. Зато значительно улучшились технологии.
Например, раньше чистый (сравнительно чистый, конечно) металл из руды добывали самыми примитивными способами. Например, в глиняный кувшин складывали руду и уголь.
Сосуд устанавливали в яму, смесь поджигали, а яму засыпали. При горении угля выделялся угарный газ.
Контактируя с рудой, он запускал реакцию, в результате которой выделялся металл и небольшое количество воды.
Сегодня, как уже говорилось выше, для удаления примесей из руды применяют разные методы. Используя специальный график плавления меди и различные методы обработки, специалисты могут получить практически абсолютно чистый металл. Рассмотрим для примера гидрометаллургический как самый простой для понимания.
Медная руда заливается серной кислотой. Медь как сравнительно активный металл вступает в реакцию, превращаясь в сульфат меди. Железо при контакте с ним вытесняет медь. В результате реакции получается сульфат железа и медь.
Физические свойства
Обладает редким цветом – золотисто-розовым, что весьма необычно для металлов. Сравнительно легко вступает в реакцию, а также соединяется с другими металлами, значительно изменяя их свойства. Демонстрацией этого является процесс горения – достаточно смешать чистый металл с серой и нагреть смесь.
Востребованным ее делает прекрасная электропроводность – лучшими показателями обладает только серебро.
Кроме того, она может похвастать хорошей теплопроводностью, что делает незаменимым материалом при производстве тепловых трубок и радиаторов охлаждения. Температура кипения меди довольно велика – 2567 градусов по Цельсию.
Плавка металла в домашних условиях или промышленных проходит одинаково. Температура повышается постепенно и постоянно. Однако при получении достаточного количества тепла кристаллическая решетка разрушается.
В этот момент температура прекращает подниматься, несмотря на то, что нагрев не прекращается. Температура плавления меди, как говорилось выше, составляет 1085 градусов по Цельсию.
Только после того, как металл полностью расплавится, будет продолжаться повышение температуры. Кипит он при 2567 градусов по Цельсию.
При охлаждении кристаллическая решетка восстанавливается и металл затвердевает. Температура кристаллизации – 1085 градусов, а при понижении она становится еще более плотной.
Сплавы могут иметь сильно отличную температуру плавления. Например, температура плавления алюминия и меди – 1040 градусов по Цельсию.
Как расплавить в домашних условиях
Некоторые люди имеют хобби, связанные с литьем из металлов. Те же, кто только встает на этот увлекательный путь, часто интересуются, как расплавить медь в домашних условиях. Для этого понадобится:
- форма для плавления;
- щипцы;
- сырье для плавки;
- газовая горелка высокого давления – лучшее решение, так как горн есть не в каждом хозяйстве;
- защитное снаряжение (очки, толстые перчатки).
Если у вас есть все необходимое, можно начинать плавку в домашних условиях. Пошаговая инструкция довольно проста:
- Металл по возможности измельчить – можно при помощи напильника превратить в опилки. Это позволит быстрее расплавить его.
- Поместить в форму для плавления – она должна быть из материала с высокой температурой плавления.
- Надеть защитное снаряжение, зажечь горелку и направить струю пламени на сырье.
- Когда медь расплавится, захватить форму для плавления щипцами и вылить жидкий металл в подготовленную форму.
Как видите, все довольно просто. Впрочем, этот метод подойдет не для всех сплавов. Например, температура плавления и стали слишком высока – обычная горелка здесь не подойдет. Это касается также сплава меди и железа.
Сфера применения весьма обширна. Приведем лишь несколько примеров:
- передача электричества – низкое сопротивление делает этот металл крайне востребованным;
- приборостроение – устойчивость перед водой, в том числе морской, очень важна во многих сферах;
- при пайке – также благодаря хорошей электропроводности;
- водопроводные трубы – она прекрасно проводит тепло;
- радиаторы охлаждения – теплопроводность металла позволяет не только согревать помещения, но и охлаждать оборудования.
Теперь вы знаете все о меди, способах ее получения, истории, использовании, а также способах обработки в домашних условиях. Наверняка эти знания окажутся для вас полезными.
Источник: https://stroim.guru/polezno-znat/temperatura-plavleniya-med.html
Температура плавления и кипения меди
Медь входит в семёрку самых древних металлов, с которыми люди познакомились на самом начальном этапе своего существования. Период с 4 по 3 тысячелетие до нашей эры так и называется медный век в истории развития человечества. Древние люди изготавливали из неё предметы быта, орудия труда и боевое оружие. Это стало возможным благодаря относительно невысокой температуре плавления меди.
Купрум: характеристика элемента
Научное наименование меди Cuprum (Купрум) происходит от названия греческого острова Кипр, где медь начали добывать ещё в середине третьего тысячелетия до нашей эры.
В периодической таблице Менделеева химический элемент медь имеет 29 атомный (порядковый) номер, находится в 11 группе четвёртого периода. Принадлежит к пластичным переходным металлам. В чистом виде имеет характерный золотисто-розовый цвет.
Чистую медь легко окислить, поэтому в естественных условиях она всегда образует на своей поверхности тонкую оксидную плёнку, которая придаёт ей красноватый оттенок.
Нахождение в природе
В природе встречается в самородном виде и в виде соединений.
Самые крупные месторождения самородной меди находятся в США в районе озера Верхнего. Именно в этом районе был найден самый крупный медный самородок весом 3560 килограмм. А также много самородной меди встречается в рудных горах Германии.
В России и на постсоветском пространстве добыча меди происходит путём извлечения из сульфидной руды. Её можно добыть, извлекая из медного колчедана или халькопирита CuFeS2. Наиболее известны такие месторождения, как Удокан в Забайкалье и Джезказган в Казахстане.
Сульфиты меди чаще всего образуются в так называемых среднетемпературных гидротермальных жилах. Могут образовываться и в осадочных породах в виде медистых песчаников и сланцев.
Как правило, медная руда всегда добывается открытым способом. Процентное содержание чистой меди в руде составляет от 0,2 до 1,0 процента в зависимости от месторождения.
Медные сплавы
Являются самыми первыми металлическими сплавами, получение которых человечество освоило ещё на самой заре своего развития. При какой температуре плавится медь, зависит от того, в каком сплаве она находится. В настоящее время наиболее известны и востребованы такие сплавы, как:
- Латунь. Сплав с добавление цинка, содержание которого может доходить до 40%. Цинк повышает пластичность и прочность металла. Температура, при которой латунь плавится, составляет 880 — 950 градусов.
- Бронза. Сплав с оловом, с добавлением некоторых других компонентов, таких как кремний, бериллий, свинец. Получать бронзу из меди человек научился ещё в самом начале бронзового века. Бронза не утратила своей актуальности даже с наступлением века железа, например, ещё в начале 20 века стволы пушек изготавливали из так называемой орудийной бронзы. Температура, при которой бронза начинает плавиться, составляет 930 — 1140 градусов.
- Мельхиор. Кроме меди, содержит в своём составе 5−30% никеля. Никель увеличивает прочность медного сплава и повышает его электрическое сопротивление. Кроме того, сильно повышается коррозионная стойкость. Температура плавления — 1170 градусов. По своим внешним характеристикам мельхиор очень похож на серебро, раньше его называли белой медью. Но он обладает более высокой механической прочностью, чем обычное серебро.
- Дюраль, или дюралюминий. Основную массу сплава составляет алюминий 93%, на медь приходится 5%, оставшиеся 2% занимают марганец, железо и магний. Название происходит от названия немецкого города Дюрен, где в 1906 году был впервые получен этот высокопрочный сплав алюминия. Одной из его особенностей является тот факт, что его прочностные характеристики с течением времени имеют тенденцию к увеличению. Поэтому он не теряет своей прочности после нескольких лет эксплуатации, как другие металлы. В настоящее время этот сплав является основой самолётостроения.
- Ювелирные сплавы. Сплавы меди с золотом. Тем самым увеличивается устойчивость драгметалла к механическим воздействиям и истиранию.
Переплавка меди дома
Этот металл обладает целым набором полезных свойств, которые делают её весьма желанным металлом в домашнем хозяйстве. А относительно невысокая температура при плавлении и изрядное количество медного лома, которое можно обнаружить на ближайшей свалке, позволяют задавать вопрос о том, как расплавить медь в домашних условиях, не как риторический, а вполне реальный и практический.
График плавления меди
Расплавление любого металла заключается в том, что под воздействием высоких температур разрушается кристаллическая решётка и металл переходит из твёрдого состояния в жидкое. Можно выделить некоторые закономерности, свойственные любому металлу в процессе расплавления:
- Во время нагревания температура внутри металла повышается, но кристаллическая решётка не подвергается разрушению. Металл сохраняет своё твёрдое состояние.
- При достижении температуры плавления, для меди это 1083 градуса, температура внутри металла перестаёт повышаться, несмотря на то что общий нагрев и передача тепла продолжаются.
- После того как вся масса метала переходит в расплавленное состояние, температура внутри металла снова начинает резко повышаться.
В случае процесса охлаждения расплавленного металла происходит всё то же самое, но в обратной последовательности.
Сначала происходит резкое снижение температуры внутри металла, затем на значении 1080 градусов падение температуры прекращается до тех пор, пока вся масса метала не перейдёт в твёрдое состояние.
После этого температура снова начинает резко падать, пока не сравняется с температурой окружающего воздуха и кристаллизация не завершится окончательно.
Температура кипения
Медь начинает активно выделять углерод в виде пузырьков газа при температуре 2560 градусов. Внешне это очень напоминает кипение воды. На самом деле это процесс активного окисления меди, в результате которого металл теряет практически все свои уникальные свойства.
Детали, отлитые из кипящей меди, имеют в своей структуре большое количество пор, которые будут уменьшать механическую прочность материала и ухудшать его декоративные свойства.
Потому в процессе плавки необходимо внимательно следить за температурой и не допускать закипания меди.
Способы плавки
Медный лом можно переплавить в домашних условиях разными способами в зависимости от технического оснащения домашней мастерской. При этом нужно иметь в виду, что придётся нагревать медь не до её температуры плавления, а чуть выше — примерно до 1100−1200 градусов.
Для этих целей годятся следующие приспособления:
- Муфельная печь. Наиболее рациональное решение проблемы расплавления меди, так как такая печь позволяет регулировать температуру во время процесса плавки, что очень удобно. Подобные лабораторные печи оснащены специальным окном из жаропрочного стекла, что позволяет постоянно осуществлять визуальный контроль всего процесса.
- Газовая горелка. Ручная газовая горелка размещается под дном ёмкости из тугоплавкого материала, в которой непосредственно будет размещаться медный лом. Этот способ предполагает наличие тесного контакта расплавляемой массы металла с воздухом, что будет способствовать усилению процесса окисления расплавляемого металла. Чтобы этому как-то противостоять, на расплавляемую массу сверху насыпают слой древесного угля.
- Паяльная лампа. Способ практически ничем не отличается от плавки с помощью газовой горелки. Но в этом случае невозможно достигнуть относительно высоких температур, поэтому он годится для переплавки сплавов меди, которые обладают меньшей температурой плавления, чем чистая медь.
- Кузнечный горн. На раскалённые древесные угли специального костра помещается тугоплавкий тигель с измельчённым металлом. Для ускорения процесса расплавления задействуют обычный бытовой пылесос, включённый в режиме выдувания. Труба пылесоса должна быть небольшого диаметра и иметь металлический наконечник, в противном случае она расплавится. Данный способ подходит для тех, кто занимается плавкой меди дома регулярно и имеет дело с большими объёмами исходного материала, который необходимо отжечь.
- Микроволновая печь. Бытовая мощная микроволновка с небольшими изменениями конструкции может легко плавить довольно большие объёмы медного лома. Для этого необходимо убрать из микроволновки вращающуюся тарелку, а вместо неё поместить соответствующих размеров тигель, который необходимо сделать из тугоплавкого материала, например, из шамотного кирпича.
Пошаговая инструкция
Процесс плавления любого металла происходит поэтапно и подчиняется определённому алгоритму, который одинаков как для промышленного производства, так и для кустарного. Для тех, кто озадачен вопросом плавки меди в домашних условиях, пошаговая инструкция будет выглядеть следующим образом:
- Необходимо взять тугоплавкий тигель. Металл в измельчённом состоянии насыпается в тигель. После этого тигель помещается в предварительно прогретую муфельную печь. С помощью специального окошка наблюдают за процессом расплавления.
- После полного расплавления всего объёма медного лома тигель с помощью специальных длинных щипцов извлекается из печи.
- На поверхности расплавленного металла образуется плёнка его оксида. Эту плёнку необходимо аккуратно сдвинуть в сторону к одной из стенок тигля. Для этих целей используют специальный крючок, изготовленный из тугоплавкого металла.
- После того как металл освобождён от оксидной плёнки, необходимо его очень быстро разлить в предварительно подготовленные формы.
Практические рекомендации
Температура плавления меди в домашних условиях зависит от того, в каком сплаве она содержится.
Техническая чистая медь содержится в проводах и кабелях, а также в обмотках трансформаторов, электродвигателей и генераторов. При этом нужно иметь в виду, что химически чистая медь содержится только в столовых приборах и в прочей кухонной утвари. Во всех остальных случаях в ней присутствуют те или иные вредные компоненты.
В чистом виде обладает повышенной вязкостью в расплавленном состоянии, поэтому отливать из неё изделия сложной конфигурации и небольших размеров очень сложно. Гораздо легче для этих целей использовать латунь.
В сплавах бронзы, изготовленных вначале и середине прошлого века, использовали в качестве компонентов мышьяк и сурьму. Поэтому следует избегать расплавления так называемой старинной бронзы, так как пары мышьяка могут привести к отравлению организма.
Источник: https://obrabotkametalla.info/splavy/temperatura-plavleniya-i-kipeniya-medi
Температура плавления меди
На заре человечества люди пытались освоить создание различных элементов из металлов. Такие вещи были более изящные, тонкие и долговечные. Одним из первых была «покорена» медь. Наличие руды требовало расплавления материала и отделения от шлака.
Это выполнялось в раскаленных углях на земле. Температуру нагнетали мехами, создающими жар. Процесс был горячим и трудоемким, но позволял получать необычные украшения, посуду и орудия труда.
Отдельным направлением стало изготовление оружия для охоты, которое могло служить долгое время.
Температура плавления меди относительно невысока, что позволяет и сегодня плавить ее в бытовой обстановке и производить предметы, необходимые для ремонта механизмов или электрического оборудования. Какая температура плавки у меди и ее сплавов? Чем можно выполнить эту процедуру в домашних условиях?
Главное о меди
В таблице Менделеева этот материал получил название Cuprum. Ему присвоен атомный номер 29. Это пластичный материал, отлично обрабатывающийся в твердом виде шлифовальным и резным оборудованием. Хорошая проводимость напряжения позволяет активно использовать медь в электрике и промышленном оборудовании.
В земной коре материал находится в виде сульфидной руды. Часто встречаемые залежи обнаруживаются в Южной Америке, Казахстане, России. Это медный колчедан и медный блеск.
Они образовываются при средней температуре, как геотермальные тоненькие пласты. Находят и чистые самородки, которые не нуждаются в отделении шлака, но требуют плавления для добавки других металлов, т. к.
в чистом виде медь обычно не используется.
Красновато-желтый оттенок металл имеет благодаря оксидной пленке, покрывающей поверхность сразу, при взаимодействии с кислородом. Оксид не только придает красивый цвет, но и содействует более высоким антикоррозийным свойствам. Материал без оксидной пленки имеет светло-желтый цвет.
Плавится чистая медь при достижении 1080 градусов. Это относительно невысокая цифра позволяет работать с металлом как в производственных условиях, так и дома. Другие физические свойства материала следующие:
- Плотность меди в чистом виде составляет 8,94 х 103 кг/м квадратный.
- Отличается металл и хорошей электропроводностью, которая при средней температуре в 20 градусов является 55,5 S.
- Медь хорошо передает тепло, и этот показатель составляет 390 Дж/кг.
- Выделение углерода при кипении жидкого материала начинается от 2595 градусов.
- Электрическое сопротивление (удельное) в температурном диапазоне от 20 до 100 градусов — 1,78 х 10 Ом/м.
График плавления меди имеет пять ступеней процесса:
- При температуре 20-100 градусов металл находится в твердом состоянии. Последующий нагрев содействует изменению цвета, что происходит при удалении верхнего оксида.
- При достижении отметки температуры в 1083 градуса, материал переходит в жидкое состояние, а его цвет становится абсолютно белым. В этот момент разрушается кристаллическая решетка металла. На небольшой период рост температуры прекращается, а после достижения полностью жидкой стадии, возобновляется.
- Закипает материал при 2595 градусах. Это схоже с кипением густой жидкости, где также происходит выделение углерода.
- Когда источник тепла выключается, то пиковая температура начинает понижаться. При кристаллизации происходит замедление снижения температуры.
- После обретения твердой стадии, металл остывает окончательно.
Температура плавления бронзы немного ниже из-за наличия в составе олова. Разрушение кристаллической решетки этого сплава происходит при достижении 950-1100 градусов. Медный сплав с цинком, известный как латунь, способен плавиться от 900°C. Это позволяет работать с материалами при несложном оборудовании.
Плавление в бытовых условиях
Плавка меди в домашних условиях возможна несколькими способами. Для этого понадобиться ряд приспособлений. Сложность процесса зависит от использования конкретного вида оборудования.
Самым простым способом для плавления меди дома является муфельная печь. У мастеров по металлу найдется такое устройство, которым можно будет воспользоваться. Кусочки металла ложатся в специальную емкость — тигель.
Он устанавливается в печь, на которой выставляется требуемая температура. Через смотровое окно можно заметить процесс перехода в жидкое состояние, и открыв дверцу удалить оксидную пленку. Делать это необходимо стальным крюком и в защитной перчатке.
Жар от печи довольно сильный, поэтому действовать необходимо аккуратно.
Еще одним способом плавки меди в домашних условиях является пропан-кислородное пламя. Оно хорошо подходит и для сплавов металла с цинком или оловом. В качестве рабочего инструмента в руках мастера может быть горелка или резак.
Ацетилен-кислородное пламя тоже подойдет, но погреть материал придется немного подольше. Кусочки сплава помещают в тигель, устанавливаемый на жаропрочное основание. Горелкой выполняют произвольные движения по всему корпусу емкости.
Быстрый эффект можно получить, если следить чтобы факел пламени касался поверхности тигеля кончиком синего цвета. Там наибольшая температура.
Еще одним способом является мощная микроволновка. Но чтобы повысить теплосберегающие свойства и защитить внутренние детали техники от перегрева, необходимо поместить тигель в жаропрочный материал и накрыть его сверху. Это могут быть специальные виды кирпича.
Самым простым в экономическом плане способом служит слой древесного угля, на который устанавливается горн с медью. Усилить жар можно при помощи пылесоса, работающего на выдув. Кончик шланга направленный на угли должен быть металлическим, а сопло иметь плоскую форму для усиления потока воздуха.
Изготовление деталей и других элементов из меди, путем ее плавки в домашних условиях, возможно благодаря относительно низкой температуре разрушения кристаллической решетки в материале. Используя описанные выше приспособления и ознакомившись с видео, у большинства получится реализовать эту цель.
Поделись с друзьями
Источник: https://svarkalegko.com/tehonology/plavka-medi-v-domashnih-usloviyah.html
Как расплавить медь в домашних условиях
Медь хорошо проводит электроток, что позволяет использовать ее в электрике и промышленном оборудовании. Она также очень пластична и отлично обрабатывается шлифовальным и резным оборудованием. Изделия из этого металла получили широкое распространение не только на производстве, но и в быту. Поэтому многие мастера задумываются, как расплавить медь в домашних условиях и сделать из нее что-нибудь полезное.
Основные характеристики металла
В земле данный цветмет залегает в виде руды. Его запасы имеются в России, Казахстане, Южной Америке. Из-за оксидной пленки металл имеет рыжевато-желтый оттенок. К тому же, оксид не только дает интересный цвет, но и усиливает антикоррозийные качества металла. Без оксидной пленки материал окрашен в светло-желтый тон.
Месторождения меди
Температура плавления чистой меди составляет 1082°C, для сплавов этот показатель колеблется в пределах 930–1100°C. Это не слишком большое значение, которого достаточно, чтобы расплавить медь в домашних условиях.
Характеристики данного металла следующие:
Физические свойства меди
- медь хорошо отдает тепло, этот показатель составляет 390 Дж/кг;
- плотность – 8,93 х 103 кг/м²;
- в процессе кипения металла при t = 2595°C происходит выделение углерода;
- удельное сопротивление при температуре от 20 до 100°C составляет 1,78*10 Ом/м.
Температура плавления бронзы ниже, чем у меди, из-за имеющегося в его составе олова – 960–1050°C. Сплав данного металла с цинком плавится при температуре от 900°C. Это позволяет плавить его с помощью несложных нагревающих устройств.
График плавления
График плавления металла состоит из пяти ступеней:
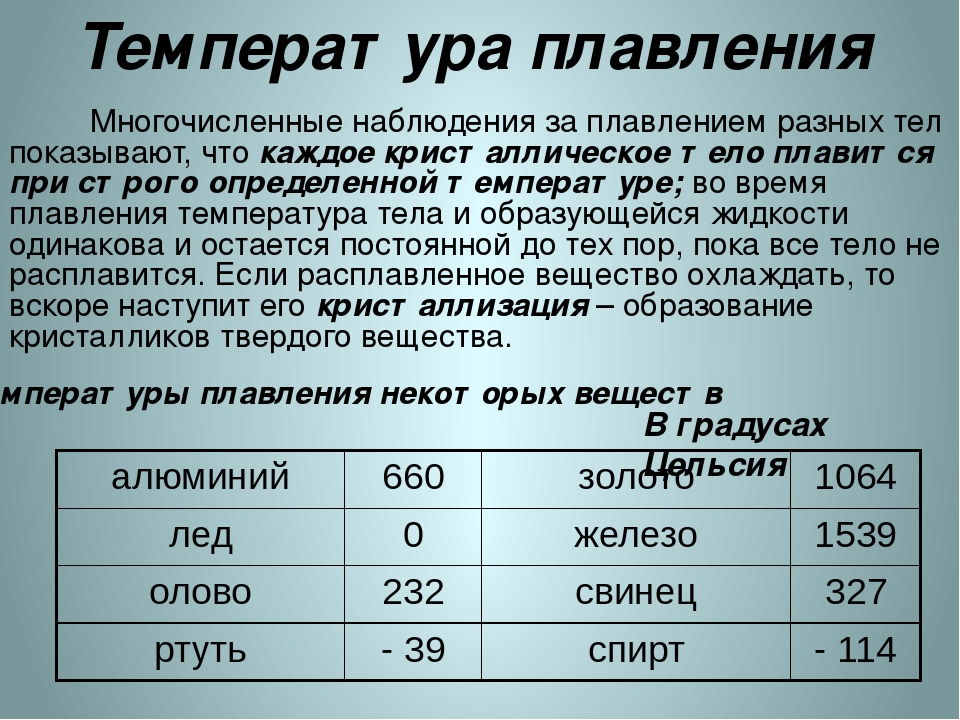
Температура плавления разных веществ
- Первая ступень – при t = 20–100°C материал сохраняет твердое состояние. Следующее нагревание способствует удалению оксидной пленки, и медь изменяет свой цвет.
- Вторая ступень – при t = 1082°C металл переходит в жидкое состояние, его цвет становится белым. В этот период разрушается кристаллическая решетка материала.
- Третья ступень – при t = 2595°C цветмет начинает кипеть, выделяя углерод.
- Четвертая ступень – нагревание прекращается, металл остывает, а пиковая температура постепенно снижается.
- Пятая ступень – материал возвращается в твердое состояние, и металл остывает окончательно.
Выбирая лом для вторичной переработки, необходимо учесть, что чистая медь применяется в электротехнических приборах. Бронзовые или латунные сплавы, из которых сделаны многие старинные вещи, зачастую содержат в себе ядовитые вещества. Поэтому работая с ними, следует соблюдать меры предосторожности.
Методы, используемые для плавления меди дома
Плавка меди в домашних условиях возможна несколькими способами. Для этого понадобятся определенные инструменты:
- сырье;
- жаропрочный тигель;
- огнеупорная подставка;
- проволочный крюк;
- щипцы для извлечения горячего тигля;
- средства защиты: очки, костюм, перчатки.
Плавление меди дома и на производстве происходит одинаково. Этого добиваются следующими методами:
- с помощью муфельной печи;
- с использованием кислородного пламени;
- горном;
- паяльной лампой;
- плавлением в микроволновой печи.
Процесс плавления меди в домашних условиях
С помощью муфельной печи
Литье меди с помощью муфельной печи — довольно простой и удобный метод. Медное сырье измельчают на части, чтобы они быстрее расплавились. Готовый материал кладут в графитовый тигель и помещают в разогретую печь. Форма для литья должна иметь большую температуру плавления, чем цветмет.
Когда сырье станет жидким, тигель с помощью щипцов извлекают из печи. Крюком с поверхности металла убирают оксидную пленку. Затем жидкость наливают в заранее подготовленную форму.
Из чего состоит муфельная печь
Газовая горелка или паяльная лампа
Плавление меди горелкой
Специальную печь может заменить газовая горелка или паяльная лампа. Ее размещают под дном емкости с металлом и следят, чтобы пламя охватывало днище полностью.
При использовании данного метода материал быстро окисляется, поэтому, чтобы не образовалась толстая оксидная пленка, сверху сырье присыпают частицами древесного угля.
Для плавления легкоплавких сплавов из латуни или бронзы вполне достаточно газовой горелки или паяльной лампы.
Горн
Расплавить медь можно с помощью горна. Для этого тигель с измельченным сырьем размещают на раскаленном древесном угле. Чтобы ускорить плавление, используют домашний пылесос, включенный в режиме выдувания. Труба должна иметь металлический зауженный наконечник, так как под воздействием высокой температуры пластик расплавится. Такой метод подойдет для тех, кто регулярно занимается плавлением меди дома.
Чтобы повысить температуру, следует вдувать в горн больше воздуха.
Чертеж передвижного горна
Микроволновая печь
Поможет расплавить медь в домашних условиях мощная микроволновая печь. Для этого убирают вращающуюся тарелку. Чтобы сохранить работоспособность внутренних деталей техники, необходимо поместить тигель в жаропрочный материал, например, обложить огнеупорными кирпичами.
Плавка металлов в микроволновке
Видео по теме: Плавка меди в микроволновке
Пайка латунных труб
Пайка латунных труб газовой горелкой, оловянно-свинцовыми и другими припоями распространена, но выполнять её самостоятельности решаются немногие. В действительности, паять латунные трубы можно и в домашних условиях.
Основы пайки
Пайка предназначена для получения неразъёмных соединений. Её выполняют, вводя между соединяемыми элементами расплавленный припой. Пайку используют для соединения разнородных металлов, иногда она — единственный допустимый способ крепления.
Нередко пайку путают со сваркой, но схож у этих методов соединения только результат работы. При сварке плавят основной материал, а при пайке — связующий металл (обрабатываемые детали сохраняют целостность). Метод пайки применяют и для работы с мелкими деталями, т.к. они не деформируются и сохраняют структуру.
Пайка — распространённый способ создания неразъёмных соединений. Её активно используют для соединения медных труб в холодильной технике, теплообменниках и прочем оборудовании. Также пайка используется для соединения латунных труб.
Особенности пайки латунных труб
Чаще всего паяльник используют при работе со сплавом меди и цинка — латунью. Она встречается в промышленности и домашнем хозяйстве, из неё делают радиаторы и трубы.
Для пайки латунных труб нужен подходящий флюс. Канифольно-спиртовые флюсы для этой цели не подходят, т.к. неспособны удалять оксидную плёнку с поверхности латуни. Хорошим выбором станут флюсы с содержанием буры или фторобората калия. Их содержание в растворе составляет примерно пять процентов.
Значение имеет и припой. Плавка латунных труб с высоким содержанием меди может выполняться с помощью серебреных и медно-фосфорных компонентов. Учитывайте, что при использовании таких припоев латуни интенсивно испаряются, поэтому паять нужно в условиях высокого нагрева.
В некоторых случаях используют латунь с меньшей температурой плавления, чем у сплава, из которого изготовлены трубы. Паяют латунные трубы и твёрдым припоем, например, медным L-CuP6. Твёрдый припой даст лучший результат и обеспечит большую прочность соединения.
Для пайки латуни с высоким содержанием меди используют припои ПСр72, Пср45, ПСр12, ВСр40. Для соединения латуни с большим количеством цинка подойдёт ПСр40.
Подготовка припоя и флюса
Изготовить припой и флюс вы можете самостоятельно. Сделать припой можно, взяв медь и серебро в соотношение два к одному. Положите их в тигель и расплавьте газовой горелкой. Не забывайте помешивать образуемую смесь. Когда она станет однородной, поместите емкость в холодной воду. Затем содержимое емкости нарезают или применяют в виде стружки.
Для изготовления флюса нужны бура для пайки латуни и борная кислота. Возьмите их в соотношении один к одному и залейте водой. На 20 грамм требуется 250 мл воды.
Как паять латунь в домашних условиях
Пайка латунных труб в домашних условиях не вызовет у вас сложностей. Чтобы выполнить такую работу, вам не потребуются специальные инструменты — достаточно газовой горелки (а в некоторых случаях и паяльника), припоя, флюса и бура. Последние два элемента требуются, чтобы шов не был слабым.
Рекомендации по выполнению пайки латунных труб:
- Паяйте на теплостойком материале. Обрабатываемые трубы в местах соединения намочите флюсом и нанесите припой. Начните их греть;
- Прогревайте трубы постепенно — это нужно для прочного сцепления припоя с трубами. Затем нагрейте трубы до появления красного оттенка;
- Припой легко затекает в зазоры и прочно спаивает трубы между собой. Обратите внимание на разницу между температурой плавления припоя и латуни. Если она невелика, не перегревайте материал;
- Промойте трубы от флюса.
Таким образом вы получите прочное сцепление латунных труб, которые прослужат вам многие годы.
Изготовление высококачественных печатных плат в «домашних» условиях
Таити!.. Таити!..
Не были мы ни на каком Таити!
Нас и тут неплохо кормят!
© Кот из мультика
Вступление с отступлением
Как в бытовых и лабораторных условиях делали платы раньше? Способов было несколько например:
- рисовали будущие проводники рейсфедерами;
- гравировали и резали резаками;
- наклеивали скотч или изоленту, потом рисунок вырезали скальпелем;
- изготавливали простейшие трафареты с последующим нанесением рисунка с помощью аэрографа.
Недостающие элементы дорисовывали рейсфедерами и ретушировали скальпелем.
Это был длительный и трудоемкий процесс, требующий от «рисователя» недюжинных художественных способностей и аккуратности. Толщина линий с трудом укладывалась в 0,8 мм, точность повторения была никакая, каждую плату нужно было рисовать отдельно, что сильно сдерживало выпуск даже очень маленькой партии печатных плат (далее ПП).
Что же мы имеем сегодня?
Прогресс не стоит на месте. Времена, когда радиолюбители рисовали ПП каменными топорами на шкурах мамонтов, канули в лету. Появление на рынке общедоступной химии для фотолитографии открывает перед нами совсем иные перспективы производства ПП без металлизации отверстий в домашних условиях.
Коротко рассмотрим химию, используемую сегодня для производства ПП.
Фоторезист
Можно использовать жидкий или пленочный. Пленочный в данной статье рассматривать не будем вследствие его дефицитности, сложностей прикатывания к ПП и более низкого качества получаемых на выходе печатных плат.
После анализа предложений рынка я остановился на POSITIV 20 в качестве оптимального фоторезиста для домашнего производства ПП.
Назначение:
POSITIV 20 фоточувствительный лак. Используется при мелкосерийном изготовлении печатных плат, гравюр на меди, при проведении работ, связанных с переносом изображений на различные материалы.
Свойства:
Высокие экспозиционные характеристики обеспечивают хорошую контрастность переносимых изображений.
Применение:
Применяется в областях, связанных с переносом изображений на стекло, пластики, металлы и пр. при мелкосерийном производстве. Способ применения указан на баллоне.
Характеристики:
Цвет: синий
Плотность: при 20°C 0,87 г/см3
Время высыхания: при 70°C 15 мин.
Расход: 15 л/м2
Максимальная фоточувствительность: 310-440 нм
Подробнее о POSITIV 20 можно почитать здесь.
В инструкции к фоторезисту написано, что хранить его можно при комнатной температуре и он не подвержен старению. Категорически не согласен! Хранить его нужно в прохладном месте, например, на нижней полке холодильника, где обычно поддерживается температура +2 +6°C. Но ни в коем случае не допускайте отрицательных температур!
Если использовать фоторезисты, продаваемые «на розлив» и не имеющие светонепроницаемой упаковки, требуется позаботиться о защите от света. Хранить нужно в полной темноте и температуре +2 +6°C.
Просветитель
Аналогично, наиболее подходящим просветителем я считаю постоянно используемый мной TRANSPARENT 21.
Назначение:
Позволяет непосредственно переносить изображения на поверхности, покрытые светочувствительной эмульсией POSITIV 20 или другим фоторезистом.
Свойства:
Придает прозрачность бумаге. Обеспечивает пропускание ультрафиолетовых лучей.
Применение:
Для быстрого переноса контуров рисунков и схем на подложку. Позволяет значительно упростить процесс репродуцирования и сократить временные затраты.
Характеристики:
Цвет: прозрачный
Плотность: при 20°C 0,79 г/см3
Время высыхания: при 20°C 30 мин.
Примечание:
Вместо обычной бумаги с просветителем можно использовать прозрачную пленку для струйных или лазерных принтеров в зависимости от того, на чем будем печатать фотошаблон.
Проявитель фоторезиста
Существует много различных растворов для проявления фоторезиста.
Советуют проявлять с помощью раствора «жидкое стекло». Его химический состав: Na2SiO3*5H2O. Это вещество обладает огромным числом достоинств. Наиболее важным является то, что в нем очень трудно передержать ПП вы можете оставить ПП на не фиксированное точно время. Раствор почти не изменяет своих свойств при перепадах температуры (нет риска распада при увеличении температуры), также имеет очень большой срок хранения его концентрация остается постоянной не менее пары лет. Отсутствие проблемы передержки в растворе позволит увеличить его концентрацию для уменьшения времени проявления ПП. Рекомендуют смешивать 1 часть концентрата с 180 частями воды (чуть более 1,7 г силиката в 200 мл воды), но возможно сделать более концентрированную смесь, чтобы изображение проявлялось примерно за 5 секунд без риска разрушения поверхности при передержке. При невозможности приобретения силиката натрия используйте углекислый натрий (Na2СO3) или углекислый калий (K2СO3).
Также рекомендуют бытовое средство для прочистки сантехники «Крот».
Не пробовал ни первое, ни второе, поэтому расскажу, чем проявляю без каких-либо проблем уже несколько лет. Я использую водный раствор каустической соды. На 1 литр холодной воды 7 граммов каустической соды. Если нет NaOH, применяю раствор KOH, вдвое увеличив концентрацию щелочи в растворе. Время проявления 30-60 секунд при правильной экспозиции. Если по истечении 2 минут рисунок не проявляется (или проявляется слабо), и начинает смываться фоторезист с заготовки значит, неправильно выбрано время экспозиции: нужно увеличивать. Если, наоборот, быстро проявляется, но смываются и засвеченные участки, и незасвеченные либо слишком велика концентрация раствора, либо низкое качество фотошаблона (ультрафиолет свободно проходит сквозь «черное»): нужно увеличивать плотность печати шаблона.
Растворы травления меди
Лишнюю медь с печатных плат стравливают с помощью разных травителей. Среди людей, занимающихся этим дома, зачастую распространены персульфат аммония, перекись водорода + соляная кислота, раствор медного купороса + поваренная соль.
Я всегда травлю хлорным железом в стеклянной посуде. При работе с раствором нужно быть осторожным и внимательным: при попадании на одежду и предметы остаются ржавые пятна, которые с трудом удаляются слабым раствором лимонной (сок лимона) или щавелевой кислоты.
Концентрированный раствор хлорного железа подогреваем до 50-60°C, в него погружаем заготовку, стеклянной палочкой с ватным тампоном на конце аккуратно и без усилия водим по участкам, где хуже стравливается медь, этим достигается более ровное травление по всей площади ПП. Если не выравнивать принудительно скорость, увеличивается требуемая продолжительность травления, а это со временем приводит к тому, что на участках, где медь уже стравилась, начинается подтравливание дорожек. В итоге имеем совсем не то, что хотели получить. Очень желательно обеспечить непрерывное перемешивание травильного раствора.
Химия для смывки фоторезиста
Чем проще всего смыть уже ненужный фоторезист после травления? После многократных проб и ошибок я остановился на обыкновенном ацетоне. Когда его нет смываю любым растворителем для нитрокрасок.
Итак, делаем печатную плату
С чего начинается высококачественная печатная плата? Правильно:
Создание высококачественного фотошаблона
Для его изготовления можно воспользоваться практически любым современным лазерным или струйным принтером. Учитывая, что мы используем в рамках данной статьи позитивный фоторезист, там, где на ПП должна остаться медь, принтер должен рисовать черным. Где не должно быть меди принтер ничего не должен рисовать. Очень важный момент при печати фотошаблона: требуется установить максимальный полив красителя (в настройках драйвера принтера). Чем более черными будут закрашенные участки, тем больше шансов получить великолепный результат. Цвет не нужен, достаточно черного картриджа. Из той программы (рассматривать программы не будем: каждый волен выбирать сам от PCAD до Paintbrush), в которой рисовался фотошаблон, печатаем на обычном листе бумаги. Чем выше разрешение при печати и чем качественнее бумага, тем выше будет качество фотошаблона. Рекомендую не ниже 600 dpi, бумага не должна быть сильно плотной. При печати учитываем, что той стороной листа, на которую наносится краска, шаблон будет класться на заготовку ПП. Если сделать иначе, края у проводников ПП будут размытыми, нечеткими. Даем просохнуть краске, если это был струйный принтер. Далее пропитываем бумагу TRANSPARENT 21, даем просохнуть и фотошаблон готов.
Вместо бумаги и просветителя можно и даже очень желательно использовать прозрачную пленку для лазерных (при печати на лазерном принтере) или струйных (для струйной печати) принтеров. Учтите, что у этих пленок стороны неравнозначны: только одна рабочая. Если будете использовать лазерную печать, крайне рекомендую сделать «сухой» прогон листа пленки перед печатью просто прогоните лист через принтер, имитируя печать, но ничего не печатая. Зачем это нужно? При печати фьюзер (печка) прогреет лист, что неизбежно приведет к его деформации. Как следствие ошибка в геометрии ПП на выходе. При изготовлении двусторонних ПП это чревато несовпадением слоев со всеми вытекающими А с помощью «сухого» прогона мы прогреем лист, он деформируется и будет готов к печати шаблона. При печати лист во второй раз пройдет сквозь печку, но деформация при этом будет куда менее значительной проверено неоднократно.
Если ПП несложная, можно нарисовать ее вручную в очень удобной программе с русифицированным интерфейсом Sprint Layout 3.0R (~650 КБ).
На подготовительном этапе рисовать не слишком громоздкие электрические схемы очень удобно в также русифицированной программе sPlan 4.0 (~450 КБ).
Так выглядят готовые фотошаблоны, распечатанные на принтере Epson Stylus Color 740:
Печатаем только черным, с максимальным поливом красителя. Материал прозрачная пленка для струйных принтеров.
Подготовка поверхности ПП к нанесению фоторезиста
Для производства ПП используются листовые материалы с нанесенной медной фольгой. Самые распространенные варианты с толщиной меди 18 и 35 мкм. Чаще всего для производства ПП в домашних условиях используются листовые текстолит (прессованная с клеем ткань в несколько слоев), стеклотекстолит (то же самое, но в качестве клея используются эпоксидные компаунды) и гетинакс (прессованная бумага с клеем). Реже ситтал и поликор (высокочастотная керамика в домашних условиях применяется крайне редко), фторопласт (органический пластик). Последний также применяется для изготовления высокочастотных устройств и, имея очень хорошие электротехнические характеристики, может использоваться везде и всюду, но его применение ограничивает высокая цена.
Прежде всего, необходимо убедиться в том, что заготовка не имеет глубоких царапин, задиров и тронутых коррозией участков. Далее желательно до зеркала отполировать медь. Полируем не особо усердствуя, иначе сотрем и без того тонкий слой меди (35 мкм) или, во всяком случае, добьемся разной толщины меди на поверхности заготовки. А это, в свою очередь, приведет к разной скорости вытравливания: быстрее стравится там, где тоньше. Да и более тонкий проводник на плате не всегда хорошо. Особенно, если он длинный и по нему будет течь приличный ток. Если медь на заготовке качественная, без грехов, то достаточно обезжирить поверхность.
Нанесение фоторезиста на поверхность заготовки
Располагаем плату на горизонтальной или слегка наклоненной поверхности и наносим состав из аэрозольной упаковки с расстояния примерно 20 см. Помним, что важнейший враг при этом пыль. Каждая частица пыли на поверхности заготовки источник проблем. Чтобы создать однородное покрытие, распыляем аэрозоль непрерывными зигзагообразными движениями, начиная из верхнего левого угла. Не применяйте аэрозоль в избыточных количествах, так как это вызывает нежелательные подтеки и приводит к образованию неоднородного по толщине покрытия, требующего более длительного времени экспозиции. Летом при высокой температуре окружающей среды может потребоваться повторная обработка, либо необходимо распылять аэрозоль с меньшего расстояния для уменьшения потерь от испарения. При распылении не наклоняйте баллон сильно это приводит к повышенному расходу газа-пропеллента и как следствие аэрозольный баллон прекращает работу, хотя в нем остается еще фоторезист. Если вы получаете неудовлетворительные результаты при аэрозольном нанесении фоторезиста, используйте центрифужное покрытие. В этом случае фоторезист наносится на плату, закрепленную на вращающемся столе с приводом 300-1000 оборотов в минуту. После окончания нанесения покрытия плата не должна подвергаться воздействию сильного света. По цвету покрытия можно приблизительно определить толщину нанесенного слоя:
- светло-серый синий 1-3 микрона;
- темно-серый синий 3-6 микрон;
- синий 6-8 микрон;
- темно-синий более 8 микрон.
На меди цвет покрытия может иметь зеленоватый оттенок.
Чем тоньше покрытие на заготовке, тем лучше результат.
Я всегда наношу фоторезист на центрифуге. В моей центрифуге скорость вращения 500-600 об/мин. Крепление должно быть простым, зажим производится только по торцам заготовки. Закрепляем заготовку, запускаем центрифугу, брызгаем на центр заготовки и наблюдаем, как фоторезист тончайшим слоем растекается по поверхности. Центробежными силами излишки фоторезиста будут сброшены с будущей ПП, поэтому очень рекомендую предусмотреть защитную стенку, чтобы не превратить рабочее место в свинарник. Я использую обыкновенную кастрюлю, в днище которой по центру сделано отверстие. Через это отверстие проходит ось электродвигателя, на которой установлена площадка крепления в виде креста из двух алюминиевых реек, по которым «бегают» уши зажима заготовок. Уши сделаны из алюминиевых уголков, зажимаемых на рейке гайкой типа «барашек». Почему алюминий? Маленькая удельная масса и, как следствие, меньше биения при отклонении центра массы вращения от центра вращения оси центрифуги. Чем точнее отцентрировать заготовку, тем меньше будут биения за счет эксцентриситета массы и тем меньше усилий потребуется для жесткого крепления центрифуги к основанию.
Фоторезист нанесен. Даем ему просохнуть в течение 15-20 минут, переворачиваем заготовку, наносим слой на вторую сторону. Даем еще 15-20 минут на сушку. Не забываем о том, что попадание прямого солнечного света и пальцев на рабочие стороны заготовки недопустимы.
Дубление фоторезиста на поверхности заготовки
Помещаем заготовку в духовку, плавно доводим температуру до 60-70°C. При этой температуре выдерживаем 20-40 минут. Важно, чтобы поверхностей заготовки ничто не касалось допустимы только касания торцов.
Выравнивание верхнего и нижнего фотошаблонов на поверхностях заготовки
На каждом из фотошаблонов (верхний и нижний) должны быть метки, по которым на заготовке нужно сделать 2 отверстия для совмещения слоев. Чем дальше друг от друга метки, тем выше точность совмещения. Обычно я их ставлю по диагонали шаблонов. По этим меткам на заготовке с помощью сверлильного станка строго под 90° сверлим два отверстия (чем тоньше отверстия, тем точнее совмещение я использую сверло 0,3 мм) и совмещаем по ним шаблоны, не забывая о том, что шаблон должен прикладываться к фоторезисту той стороной, на которую была произведена печать. Прижимаем шаблоны к заготовке тонкими стеклами. Стекла предпочтительнее всего использовать кварцевые они лучше пропускают ультрафиолет. Еще лучшие результаты дает оргстекло (плексиглас), но оно имеет неприятное свойство царапаться, что неизбежно скажется на качестве ПП. При небольших размерах ПП можно использовать прозрачную крышку от упаковки компакт-диска. За неимением таких стекол можно использовать и обычное оконное, увеличив время экспозиции. Важно, чтобы стекло было ровным, обеспечивая ровное прилегание фотошаблонов к заготовке, иначе невозможно будет получить качественные края дорожек на готовой ПП.
Заготовка с фотошаблоном под оргстеклом. Используем коробку из-под компакт-диска.
Экспозиция (засветка)
Время, требуемое для экспонирования, зависит от толщины слоя фоторезиста и интенсивности источника света. Лак-фоторезист POSITIV 20 чувствителен к ультрафиолетовым лучам, максимум чувствительности приходится на участок с длиной волны 360-410 нм.
Лучше всего экспонировать под лампами, диапазон излучения которых находится в ультрафиолетовой области спектра, но если такой лампы у вас нет можно использовать и обычные мощные лампы накаливания, увеличив время экспозиции. Не начинайте засветку до момента стабилизации освещения от источника необходимо, чтобы лампа прогрелась в течение 2-3 минут. Время экспозиции зависит от толщины покрытия и обычно составляет 60-120 секунд при расположении источника света на расстоянии 25-30 см. Используемые пластины стекла могут поглощать до 65% ультрафиолета, поэтому в таких случаях необходимо увеличивать время экспозиции. Лучшие результаты достигаются при использовании прозрачных плексигласовых пластин. При применении фоторезиста с длительным сроком хранения время экспонирования может потребоваться увеличить вдвое помните: фоторезисты подвержены старению!
Примеры использования различных источников света:
| Источник света | Время | Расстояние | Примечание |
|---|---|---|---|
| ртутная лампа Philips HPR125 | 3 мин. | 30 см | покрытие из кварцевого стекла толщиной 5 мм |
| ртутная лампа 1000W | 1,5 мин. | 50 см | покрытие из кварцевого стекла толщиной 5 мм |
| ртутная лампа 500W | 2,5 мин. | 50 см | покрытие из кварцевого стекла толщиной 5 мм |
| кварцевая лампа 300W | 3-4 мин. | 30 см | покрытие из кварцевого стекла толщиной 5 мм |
| солнечный свет | 5-10 мин. | лето, в полдень, безоблачно | покрытие из кварцевого стекла толщиной 5 мм |
| лампы Osram-Vitalux 300W | 4-8 мин. | 40 см | покрытие из кварцевого стекла толщиной 8 мм |
Лампы УФ-излучения
Каждую сторону экспонируем по очереди, после экспозиции даем выстояться заготовке 20-30 минут в затемненном месте.
Проявление экспонированной заготовки
Проявляем в растворе NaOH (каустическая сода) подробнее смотрите в начале статьи при температуре раствора 20-25°C. Если до 2 минут проявления нет мало время экспозиции. Если проявляется хорошо, но смываются и полезные участки вы перемудрили с раствором (слишком велика концентрация) или слишком велико время экспозиции при данном источнике излучения или фотошаблон низкого качества недостаточно насыщенный печатаемый черный цвет позволяет ультрафиолету засвечивать заготовку.
При проявлении я всегда очень бережно, без усилий «катаю» ватным тампоном на стеклянной палочке по тем местам, где должен смыться засвеченный фоторезист, это ускоряет процесс.
Промывка заготовки от щелочи и остатков отслоившегося засвеченного фоторезиста
Я делаю это под водопроводным краном обычной водопроводной водой.
Повторное дубление фоторезиста
Помещаем заготовку в духовку, плавно поднимаем температуру и при температуре 60-100°C выдерживаем 60-120 минут рисунок становится прочным и твердым.
Проверка качества проявления
Кратковременно (на 5-15 секунд) погружаем заготовку в подогретый до температуры 50-60°C раствор хлорного железа. Быстро промываем проточной водой. В местах, где фоторезиста нет, начинается интенсивное травление меди. Если где-то случайно остался фоторезист, аккуратно механически удаляем его. Удобно это делать обычным или офтальмологическим скальпелем, вооружившись оптикой (очки для пайки, лупа часовщика, лупа на штативе, микроскоп).
Травление
Травим в концентрированном растворе хлорного железа с температурой 50-60°C. Желательно обеспечить непрерывную циркуляцию травильного раствора. Плохо стравливающиеся места аккуратно «массируем» ватным тампоном на стеклянной палочке. Если хлорное железо свежеприготовленное, время травления обычно не превышает 5-6 минут. Промываем заготовку проточной водой.
Плата вытравлена
Как готовить концентрированный раствор хлорного железа? Растворяем в слегка (до 40°C) подогретой воде FeCl3 до тех пор, пока не перестанет растворяться. Фильтруем раствор. Хранить нужно в затемненном прохладном месте в герметичной неметаллической упаковке в стеклянных бутылках, например.
Удаление уже ненужного фоторезиста
Смываем фоторезист с дорожек ацетоном или растворителем для нитрокрасок и нитроэмалей.
Сверление отверстий
Диаметр точки будущего отверстия на фотошаблоне желательно подбирать таким, чтобы впоследствии было удобно сверлить. Например, при требуемом диаметре отверстия 0,6-0,8 мм диаметр точки на фотошаблоне должен быть около 0,4-0,5 мм в таком случае сверло будет хорошо центроваться.
Желательно использовать сверла, покрытые карбидом вольфрама: сверла из быстрорежущих сталей очень быстро изнашиваются, хотя сталь можно применять для сверления одиночных отверстий большого диаметра (больше 2 мм), так как сверла с напылением карбида вольфрама такого диаметра слишком дорогие. При сверлении отверстий диаметром менее 1 мм лучше использовать вертикальный станок, иначе ваши сверла будут быстро ломаться. Если сверлить ручной дрелью неизбежны перекосы, ведущие к неточной стыковке отверстий между слоями. Движение сверху вниз на вертикальном сверлильном станке самое оптимальное с точки зрения нагрузки на инструмент. Карбидные сверла изготавливают с жестким (т.е. сверло точно соответствует диаметру отверстия) или с толстым (иногда называют «турбо-») хвостовиком, имеющим стандартный размер (обычно, 3,5 мм). При сверлении сверлами с карбидным напылением важно жестко закрепить ПП, так как такое сверло при движении вверх может приподнять ПП, перекосить перпендикулярность и вырвать фрагмент платы.
Сверла маленьких диаметров обычно вставляются либо в цанговый патрон (различных размеров), либо в трехкулачковый патрон. Для точной фиксации закрепление в трехкулачковом патроне не самый лучший вариант, и маленький размер сверла (меньше 1 мм) быстро делает желобки в зажимах, теряя хорошую фиксацию. Поэтому для сверл диаметром меньше 1 мм лучше использовать цанговый патрон. На всякий случай приобретите дополнительный набор, содержащий запасные цанги для каждого размера. Некоторые недорогие сверла производят с пластиковыми цангами выбросите их и купите металлические.
Для получения приемлемой точности необходимо правильно организовать рабочее место, то есть, во-первых, обеспечить хорошее освещение платы при сверлении. Для этого можно использовать галогенную лампу, прикрепив ее на штативе для возможности выбирать позицию (освещать правую сторону). Во-вторых, поднять рабочую поверхность примерно на 15 см выше столешницы для лучшего визуального контроля над процессом. Неплохо было бы удалять пыль и стружку в процессе сверления (можно использовать обычный пылесос), но это не обязательно. Надо отметить, что пыль от стекловолокон, образующаяся при сверлении, очень колкая и при попадании на кожу вызывает ее раздражение. И, наконец, при работе очень удобно пользоваться ножным включателем сверлильного станка.
Типичные размеры отверстий:
- переходные отверстия 0,8 мм и менее;
- интегральные схемы, резисторы и т.д. 0,7-0,8 мм;
- большие диоды (1N4001) 1,0 мм;
- контактные колодки, триммеры до 1,5 мм.
Старайтесь избегать отверстий диаметром менее 0,7 мм. Всегда держите не менее двух запасных сверл 0,8 мм и менее, так как они всегда ломаются именно в тот момент, когда вам срочно надо сделать заказ. Сверла 1 мм и больше намного надежнее, хотя и для них неплохо бы иметь запасные. Когда вам надо изготовить две одинаковые платы, то для экономии времени их можно сверлить одновременно. При этом необходимо очень аккуратно сверлить отверстия в центре контактной площадки около каждого угла ПП, а для больших плат отверстия, расположенные близко от центра. Положите платы друг на друга и, используя центрующие отверстия 0,3 мм в двух противоположных углах и штифты в качестве колышков, закрепите платы относительно друг друга.
При необходимости можно зенковать отверстия сверлами большего диаметра.
Лужение меди на ПП
Если нужно облудить дорожки на ПП, можно воспользоваться паяльником, мягким низкоплавким припоем, спиртоканифольным флюсом и оплеткой коаксиального кабеля. При больших объемах лудят в ванных, наполненных низкотемпературными припоями с добавлением флюсов.
Наиболее популярным и простым расплавом для лужения является легкоплавкий сплав «Розе» (олово 25%, свинец 25%, висмут 50%), температура плавления которого 93-96°C. Плату при помощи щипцов помещают под уровень жидкого расплава на 5-10 секунд и, вынув, проверяют, вся ли медная поверхность покрыта равномерно. При необходимости операцию повторяют. Сразу же после вынимания платы из расплава его остатки удаляют либо с помощью резинового ракеля, либо резким встряхиванием в направлении, перпендикулярном плоскости платы, удерживая ту в зажиме. Другим способом удаления остатков сплава «Розе» является нагрев платы в термошкафу и встряхивание. Операция может проводиться повторно для достижения монотолщинного покрытия. Чтобы предотвратить окисление горячего расплава, в емкость для лужения добавляют глицерин, так чтобы его уровень покрывал расплав на 10 мм. После окончания процесса плата отмывается от глицерина в проточной воде. Внимание! Данные операции предполагают работу с установками и материалами, находящимися под действием высокой температуры, поэтому для предотвращения ожога необходимо пользоваться защитными перчатками, очками и фартуками.
Операция лужения сплавом олово-свинец протекает аналогично, но более высокая температура расплава ограничивает область применения данного способа в условиях кустарного производства.
Хочу поделиться еще одним способом лужения при помощи сплава «Розе», также проверенным на практике. Обыкновенная водопроводная вода наливается в консервную банку или небольшую мисочку, добавляется немного лимонной кислоты или уксуса, ставится на плиту. В кипящую воду помещается плата, высыпается несколько застывших капель сплава «Розе», которые тут же плавятся в кипящей воде, и ваткой, намотанной на длинный пинцет или палочку (чтобы не обжечься паром), аккуратно размазываются по дорожкам. По завершении процесса вода сливается, а застывшие остатки сплава складываются в какую-либо емкость до следующего использования.
Не забудьте после лужения очистить плату от флюса и тщательно обезжирить.
Если у вас большое производство можно использовать химическое лужение.
Нанесение защитной маски
Операции с нанесением защитной маски в точности повторяют все, что было написано выше: наносим фоторезист, сушим, дубим, центруем фотошаблоны масок, экспонируем, проявляем, промываем и еще раз дубим. Само собой, пропускаем шаги с проверкой качества проявления, травлением, удалением фоторезиста, лужением и сверлением. В самом конце дубим маску в течение 2 часов при температуре около 90-100°C она станет прочной и твердой, как стекло. Образованная маска защищает поверхность ПП от внешнего воздействия и предохраняет от теоретически возможных замыканий при эксплуатации. Также она играет не последнюю роль при автоматической пайке не дает «сесть» припою на соседние участки, замыкая их.
Все, двусторонняя печатная плата с маской готова
Мне приходилось таким образом делать ПП с шириной дорожек и шагом между ними до 0,05 мм (!). Но это уже ювелирная работа. А без особых усилий можно делать ПП с шириной дорожки и шагом между ними 0,15-0,2 мм.
На плату, показанную на фотографиях, я маску не наносил не было такой необходимости.
Печатная плата в процессе монтажа на нее компонентов
А вот и само устройство, для которого делалась ПП:
Это сотовый телефонный мост, позволяющий в 2-10 раз снизить стоимость услуг мобильной связи ради этого стоило возиться с ПП ;). ПП с распаянными компонентами находится в подставке. Раньше там было обыкновенное зарядное устройство для аккумуляторов мобильного телефона.
Дополнительная информация
Металлизация отверстий
В домашних условиях можно выполнить даже металлизацию отверстий. Для этого внутренняя поверхность отверстий обрабатывается 20-30-процентным раствором азотнокислого серебра (ляпис). Затем поверхность очищается ракелем и плата сушится на свету (можно использовать УФ-лампу). Суть этой операции в том, что под действием света азотнокислое серебро разлагается, и на плате остаются вкрапления серебра. Далее производится химическое осаждение меди из раствора: сернокислая медь (медный купорос) 2 г, едкий натр 4 г, нашатырный спирт 25-процентный 1 мл, глицерин 3,5 мл, формалин 10-процентный 8-15 мл, вода 100 мл. Срок хранения приготовленного раствора очень мал готовить нужно непосредственно перед применением. После осаждения меди плату промывают и сушат. Слой получается очень тонким, его толщину необходимо увеличить до 50 мкм гальваническим способом.
Раствор для нанесения медного покрытия гальваническим способом:
На 1 литр воды 250 г сульфата меди (медный купорос) и 50-80 г концентрированной серной кислоты. Анодом служит медная пластинка, подвешенная параллельно покрываемой детали. Напряжение должно быть 3-4 В, плотность тока 0,02-0,3 A/см2, температура 18-30°C. Чем меньше ток, тем медленнее идет процесс металлизации, но тем качественнее получаемое покрытие.
Фрагмент печатной платы, где видна металлизация в отверстии
Самодельные фоторезисты
Фоторезист на основе желатина и бихромата калия:
Первый раствор: 15 г желатина залить 60 мл кипяченой воды и оставить для набухания на 2-3 часа. После набухания желатина поставить емкость на водяную баню при температуре 30-40°C до полного растворения желатина.
Второй раствор: в 40 мл кипяченой воды растворить 5 г двухромовокислого калия (хромпик, порошок ярко-оранжевого цвета). Растворять при слабом рассеянном освещении.
В первый раствор при интенсивном перемешивании влить второй. В полученную смесь пипеткой добавить несколько капель нашатырного спирта до получения соломенного цвета. Фотоэмульсия наносится на подготовленную плату при очень слабом освещении. Плата сушится до «отлипа» при комнатной температуре в полной темноте. После экспонирования плату при слабом рассеянном освещении промыть в теплой проточной воде до удаления незадубленного желатина. Чтобы лучше оценить результат, можно окрасить участки с неудаленным желатином раствором марганцовки.
Усовершенствованный самодельный фоторезист:
Первый раствор: 17 г столярного клея, 3 мл водного раствора аммиака, 100 мл воды оставить для набухания на сутки, затем греть на водяной бане при 80°C до полного растворения.
Второй раствор: 2,5 г бихромата калия, 2,5 г бихромата аммония, 3 мл водного раствора аммиака, 30 мл воды, 6 мл спирта.
Когда первый раствор остынет до 50°C, при энергичном перемешивании влейте в него второй раствор и полученную смесь профильтруйте (эту и последующие операции необходимо проводить в затемненном помещении, солнечный свет недопустим!). Эмульсия наносится при температуре 30-40°C. Дальше как в первом рецепте.
Фоторезист на основе бихромата аммония и поливинилового спирта:
Готовим раствор: поливиниловый спирт 70-120 г/л, бихромат аммония 8-10 г/л, этиловый спирт 100-120 г/л. Избегать яркого света! Наносится в 2 слоя: первый слой сушка 20-30 минут при 30-45°C второй слой сушка 60 минут при 35-45°C. Проявитель 40-процентный раствор этилового спирта.
Химическое лужение
Прежде всего, плату необходимо декапировать, чтобы удалить образовавшийся окисел меди: 2-3 секунды в 5-процентном растворе соляной кислоты с последующей промывкой в проточной воде.
Достаточно просто осуществлять химическое лужение погружением платы в водный раствор, содержащий хлорное олово. Выделение олова на поверхности медного покрытия происходит при погружении в такой раствор соли олова, в котором потенциал меди более электроотрицателен, чем материал покрытия. Изменению потенциала в нужном направлении способствует введение в раствор соли олова комплексообразующей добавки тиокарбамида (тиомочевины). Такого типа растворы имеют следующий состав (г/л):
| 1 | 2 | 3 | 4 | |
|---|---|---|---|---|
| Двухлористое олово SnCl2*2H2O | 5,5 | 5-8 | 20 | 10 |
| Тиокарбамид CS(NH2)2 | 50 | 35-50 | — | — |
| Серная кислота H2SO4 | — | 30-40 | — | — |
| Винная кислота C4H6O6 | 35 | — | — | — |
| Каустическая сода NaOH | — | 6 | — | — |
| Молочнокислый натрий | — | — | 200 | — |
| Сернокислый алюминий-аммоний (алюмоаммонийные квасцы) | — | — | — | 300 |
| Температура, °C | 60-70 | 50-60 | 18-25 | 18-25 |
Среди перечисленных наиболее распространены растворы 1 и 2. Иногда в качестве поверхностно-активного вещества для 1-го раствора предлагается использование моющего средства «Прогресс» в количестве 1 мл/л. Добавление во 2-й раствор 2-3 г/л нитрата висмута приводит к осаждению сплава, содержащего до 1,5% висмута, что улучшает паяемость покрытия (препятствует старению) и многократно увеличивает срок хранения до пайки компонентов у готовой ПП.
Для консервации поверхности применяют аэрозольные распылители на основе флюсующих композиций. Нанесенный на поверхность заготовки лак после высыхания образует прочную гладкую пленку, которая препятствует окислению. Одним из популярных веществ является «SOLDERLAC» фирмы Cramolin. Последующая пайка проводится прямо по обработанной поверхности без дополнительного удаления лака. В особо ответственных случаях пайки лак можно удалить спиртовым раствором.
Искусственные растворы для лужения ухудшаются с течением времени, особенно при контакте с воздухом. Поэтому если у вас большие заказы бывают нечасто, то старайтесь приготовить сразу небольшое количество раствора, достаточное для лужения нужного количества ПП, а остатки раствора храните в закрытой емкости (идеально подходят бутылки типа используемых в фотографии, не пропускающие воздух). Также необходимо защищать раствор от загрязнения, которое может сильно ухудшить качество вещества.
В заключение хочу сказать, что все же лучше использовать готовые фоторезисты и не заморачиваться с металлизацией отверстий в домашних условиях великолепных результатов все равно не получите.
Как расплавить медь в домашних условиях
Медные изделия смотрятся очень красиво и стильно, тем самым вызывая желание создать изделие из меди собственноручно. В этих целях металл нужно предварительно расплавить. В процессе литья в большинстве своем используют несколько основных видов меди — чистую красную и такие сплавы как бронза и латунь.
Процесс плавки медных изделий в муфельной печи
Для начала в тигель необходимо положить подготовленные куски металла, после чего разместите тигель в муфельной печи. Отрегулируйте нагрев до нужной позиции. Когда металл начинает плавится, на его поверхности наблюдается появление окисной пленки.
Когда достигается определенная температура плавления, нужно открыть дверцу и прихватить тигель с помощью щипцов. Стальным крюком следует сдвинуть образовавшуюся окисную пленку, после чего, вылить расплавившийся металл в приготовленные заранее формы. В случае, если в муфельной печи есть необходимая мощность, в ней есть возможность расплавлять разнообразные сплавы из меди или красную медь.
Как расплавить медь при помощи других способов
Если нет возможности использовать муфельную печь, есть альтернатива – расплавить металл при помощи автогена, при этом, пламя следует направлять от дна тигля по направлению вверх. Этот процесс сопровождается хорошим доступом воздуха. Для того, чтобы избежать сильного окисления меди, можно посыпать сверху толченый древесный уголь.
Желтая медь, так называемая латунь, и некоторые виды бронзы, обладающие легкоплавкостью, можно расплавить при помощи паяльной лампы. Этот процесс в чем-то сходен с использованием автогена, стоит учесть, что тигель должен быть максимально охваченным пламенем.
Если нет возможности использования автогена или паяльной лампы, используйте обыкновенный горн. Нужно установить тигель поверх слоя древесного угля. Для повышения температуры горения, можно применить технологию вдувания воздуха в зоны горения. В этих целях можно воспользоваться бытовым пылесосом, работающим на выдувание. Его шланг должен быть оснащен металлическим наконечником, который можно заузить, что даст возможность получить значительно тоньше струю воздуха.
Красная медь обладает вязкоплавкостью, поэтому она практически не подходит для фигурного отлива. Для такой процедуры лучше подходит латунь. Она и легче плавится, и цвет у нее намного ярче.
Не рекомендуют переплавлять старинную бронзу, происхождение которой вам неизвестно, так как в ней может быть мышьяк.
Как расплавить медь в домашних условиях температура, сосуд
Медь является одним из очень распространенных сплавов на данное время. Очень популярным вопросом можно назвать то, как расплавить медь дома. Высокие литейные свойства дают возможность получать качественные и точные изделия, применять сплав в качестве покрытия. Литье меди может проходит при отсутствии особенного оборудования. Процесс отличается достаточным количеством самых разных свойств, которые рассмотрим ниже.
Температура плавления
Самым из довольно основных параметров каждого сплава можно назвать температуру плавления. Она может зависеть от концентрации легирующих компонентов в составе. Литье меди в чистом виде проходит при температуре 1080 °C, при которой кристаллическая решётка перестраивается и сплав становится жидким. Расплавлять медь можно даже в случае наличия примеси в виде олова, однако при этом температура плавления может варьировать в границе от 930 до 1140 °C.
В состав могут добавлять цинк, благодаря чему выходит латунь. От концентрации этого легирующего элемента плавка может проходит при 900 ?C.
При рассмотрении свойств плавки меди принимается во внимание температура кипения. Данный показатель составляет 2 560 °C. Дома достичь аналогичной температуры как правило невозможно. На процесс кипения указывает возникновение пузырьков газа.
Нельзя доводить сплав до состояния кипения. Связывают это с тем, что после выделения газов структура становится пористой. Благодаря этому уменьшаются не только декоративные, но и механичные качества.
Очередность действий
Если понадобится дома можно получить изделия декоративного характера или практического назначения. Плавка меди дома подробная инструкция выглядит так:
- Сырье измельчается, после этого помещается в тигель. Необходимо учесть, что при уменьшении размеров кусочков металла значительно убыстряется процесс плавки.
- После наполнения тигеля, он помещается в печь, которая заблаговременно разогревается.
- Расплавленный сплав необходимо извлечь из печи с помощью специализированных клещей. Из-за энергичного процесса окисления на поверхности может возникать гомогенная пленка. Прежде чем проводить литье из меди ее необходимо удалить.
- Металл бережно заливают в подготовленную емкость. Необходимо учесть, что при попадании расправленного сплава на открытые участки тела возможно появятся серьезные травмы. По мимо этого, определенные материалы при контакте возгораются. По этому требуется соблюдать крайнюю осторожность.
При рассмотрении того, как плавить медь дома необходимо учесть, что можно применять не только печи. В большинстве случаев применяется атмосферная горелка, которой нагревается днище тигля. Процесс менее результативный, однако при этом на подготовку уходит не хватает времени.
В качестве оборудования для нагрева может применяться обыкновенная лампа для паяльных работ. При использовании такой технологии необходимо учесть, что контакт меди с воздухом приводит к быстрому возникновению окиси. В большинстве случаев Для снижения интенсивности окисления поверхность покрывается измельченным деревянным углом.
Оборудование для плавки меди
Предварительный этап учитывает приобретение особенного оборудования. Расплавить медь дома можно если есть наличие:
- Муфельной печи. Современные варианты выполнения дают возможность контролировать мощность нагрева очень точно, благодаря чему значительно упрощается процесс плавки и можно достичь очень качественного результата.
- Тигель, который предназначен для расположения шихты и ее плавки.
- Щипцы, с помощью которых тигель вытягивается с печи. Необходимо учесть, что поверхность будет накалятся, по этому необходимо применять специализированный механизм из огнеупорного сплава.
- Крючек и бытовой пылесос.
- Кокс для покрытия поверхности.
- Форма из огнеупорного материала, по которой будет проходит литье.
- Атмосферная горелка или горн для увеличения пластичности сплава.
Плавка атмосферной горелкой
Приобретают оборудование профессиональное исключительно в случае, когда литье меди проходит иногда. Оно отличается большой ценой, а еще эффективностью в использовании.
Муфельная печь
Легче всего проводить переплавку меди дома во время установки муфельной печи. Среди ее свойств отметим:
- Можно обогревать шихту до более больших температур, благодаря чему увеличивается текучесть. Это связано с большим коэффициентом полезного действия, так как стенки конструкции отражают и аккумулируют тепло.
- Убыстряется процесс плавки.
- Большая продуктивность. Одинаковое теплораспределение дает возможность одновременно плавить большое количеств меди.
Плавление меди в самодельной печи
По мимо этого, муфельная печь довольно легка в установке если исполнять все правила безопасности. Проблемы по установке аналогичного оборудования дома очень часто появляются из-за причины внушительных размеров конструкции.
Атмосферная горелка
Литье из меди дома при использовании атмосферной горелки часто проходит например если изделия сделанные из меди делают очень нечасто. Аналогичные процесс отличается маленькими денежными расходами. При подборе аналогичной технологии принимается во внимание:
- Небольшой критерий КПД.
- На момент плавки появляются проблемы с одинаковым теплораспределением.
- Делать работу следует на пространстве открытого типа с соблюдением правил пожарной безопасности.
Атмосферная горелка может подогреть тигель за считанные минуты. Необходимо учесть, что медь будет быстро окисляться.
Лампа для паяльных работ
Плавление при использовании паяльных ламп проходит очень нечасто. Это связано с низкой эффективностью аналогичного способа. Как и в прошлом случае, во время использования паяльной лампы происходит активное окисление поверхности.
Плавка меди в самодельной печи с помощью паяльной лампы
При использовании паяльной лампы принимается во внимание тот фактор, что для разогрева металла потребуется достаточно много времени. При этом нагрев должен проходить без перерыва, так как металл стынет быстро, после этого начинает кристаллизоваться.
Дома отливка медных заготовок может проходит в горне. Такая печь отличается следующими характерностями:
- Она часто применяется в кузнечном деле.
- Необходимо учесть пониженный показатель КПД, за счёт которого на плавку меди уходит довольно много времени.
- Отличают две конструкции: закрытого и открытого типа.
Температура плавки при использовании горна практически невысокая. По этому не вся медь может плавится рассматриваемым способом.
Плавление при помощи самодельных устройств
Плавку можно проводить при использовании самодельных конструкций. Очень часто они предоставлены комбинированием теплового источника и корпуса из теплоотражающего материала. Переплавить медь дома можно во время использования аналогичных устройств.
В основном, за счёт создания специализированной отражающей конструкции увеличивается КПД и убыстряется процесс нагрева шихты. Сделать отражающий корпус для тигля можно во время использования огнеупорного кирпича.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Похожие статьи
3 причины, по которым нельзя плавить собственные слитки лома
Выглядит круто. Это может быть забавное хобби, которым можно заняться с друзьями или в вашем дворе… плавить и лепить свои собственные слитки металлолома. Хотя это может быть забавным или интересным видео на YouTube, если вы хотите, чтобы заработал как можно больше денег на металлоломе , мы не настоятельно рекомендуем никогда не плавить свои собственные ломовые слитки.
Почему нельзя плавить металлолом
Просматривая на YouTube видео о металлоломе, очень легко наткнуться на него и попасть в черную дыру «домашней плавки».Обычно у кого-то есть керамическое приспособление, которое они купили или построили сами, чтобы бросать в них небольшие куски металла или алюминиевые банки. Обычно это приводит к заливке форм расплавленным металлом. Некоторые формы очень креативны или просто спроектированы так, чтобы выглядеть как обычные слитки.
В то время как некоторые из этих плавильных заводов являются любителями и делают это для развлечения, есть много переработчиков, которые тоже этим занимаются, думая, что они могут продать эти слитки на своей местной свалке металлолома, чтобы получить прибыль за свои усилия.Вот тут и начинаются ошибки…
Склады металлолома редко принимают самодельные слитки металлолома
Один из распространенных вопросов и комментариев, который мы видим в нашей группе в Facebook, на канале YouTube и в других социальных сетях, — это : «На что я могу рассчитывать, что мне заплатят за самодельный слиток металлолома?» . Есть много проблем с продажей и переработкой самодельных металлических слитков. Когда склады металлолома представлены самодельными слитками лома, которые, как утверждают скребки, состоят из 100% чистого металла (будь то медь, алюминий и т. Д.)), они очень редко платят максимальную цену или вообще платят. Ниже приведены некоторые из причин, по которым свалки отказываются или платят небольшую цену за самодельные слитки:
3 причины, по которым складами металлолома не покупают слитки расплавленного металла
- Они не знают, что внутри — В то время как те, кто плавит слитки, заявляют, что они чистый металл, склады металлолома этого не знают. Насколько им известно, внутри слитка могут быть небольшие камни или другие материалы.
- Их трудно утилизировать — При утилизации слитков, складам металлолома, которые их покупают, трудно найти для них реальных покупателей.Поскольку это не проверенные плавленые слитки, более крупные покупатели часто отказываются от этих слитков или платят за них очень низкую цену.
- Склады металлолома обычно никогда не платят за чистый металл — Допустим, расплавленный слиток является подлинным и чистым, очень редко (если вообще) склады металлолома знают, как платить за чистый металл. Помните, что они привыкли платить определенную цену, зная, что металлы будут обрабатываться. Таким образом, они не знакомы с процессом переработки чистых слитков, поэтому не будут знать, что за это платить.
Что можно делать с металлическими слитками
Если вы хотите найти способы заработать деньги на плавке металлов или изготовлении самодельных слитков, вы можете посетить сайты перепродажи, такие как eBay. Если у вас есть возможность плавить свои собственные слитки дома, вы можете найти несколько уникальных форм, которые можно будет создавать уникальные формы или стили для перепродажи людям со схожими интересами. Это может быть веселое и интересное хобби. Быть безопасным!
Как максимально эффективно использовать металлолом
Если вы рассматривали вариант плавки металлов в домашних условиях, мы надеемся, что эта информация окажется полезной и отговорит вас от решения проблемы на местном складе металлолома.Вместо этого, если вы хотите получить максимальную прибыль от металлолома, мы всегда рекомендуем вам как можно больше разделять и очищать металл. Кроме того, не забудьте следить за текущими ценами на металлы, чтобы знать, когда продавать.
Статьи по теме:
Проблемы литья меди и медных сплавов
Чистую медь чрезвычайно трудно отлить, а также склонны к растрескиванию поверхности, проблемам с пористостью и образование внутренних полостей.Характеристики литья меди можно улучшить добавлением небольших количеств элементы, включая бериллий, кремний, никель, олово, цинк, хром и серебро.
Медные сплавы в литом виде (обозначены нумерацией UNS системы от C80000 до C99999) указываются, когда такие факторы как прочность на разрыв и сжатие, износостойкость при подвергается контакту металл-металл, обрабатываемости, термической обработке и электропроводность, внешний вид и коррозия сопротивление — это соображения для максимального увеличения продукта представление.Литые медные сплавы используются для приложений такие как подшипники, втулки, шестерни, фитинги, корпуса клапанов, и разные компоненты для химической обработки промышленность. Эти сплавы разливают во многие виды отливок. такие как песок, ракушка, паковочная масса, постоянная плесень, химикаты песочное, центробежное и литье под давлением.
Семейство литейных сплавов на основе меди можно разделить на: три группы по степени застывания (диапазон замерзания). В отличие от чистых металлов, сплавы затвердевают в диапазоне температуры.Затвердевание начинается, когда температура опускается ниже ликвидуса; он завершен, когда температура достигает солидуса. Ликвидус — это температура, при которой металл начинает замерзать, а солидус — это температура, при которой металл полностью замороженный.
Сплавы I группы
Сплавы группы I — это сплавы с узким диапазоном замерзания. (около 50 o C), то есть диапазон 50 o C между температурой ликвидуса и солидуса.Сплавы I группы включает: медь (UNS № C81100), хром-медь (C81500), желтая латунь (C85200, C85400, C85700, C85800, C87900), марганцевая бронза (C86200, C86300, C86400, C86500, C86700, C86800), алюминиевая бронза (C95200, C95300, C95400, C95410, C95500, C95600, C95700, C95800) никелевая бронза (C97300, C97600, C97800), белая латунь (C99700, C99750).Чистая медь и хромовая медь. Технически чистый медь и сплавы с высоким содержанием меди очень трудно плавятся и очень восприимчивы к газообразованию.В случае хрома меди, потери хрома на окисление при плавке составляют проблема. Медь и хром-медь следует плавить под плавающая крышка из флюса для предотвращения окисления и захвата водорода из влаги в атмосфере. В случае медь, дробленый графит должны покрывать расплав. С хромом медь, крышка должна быть изготовлена из специального флюса. сплав. Когда температура расплавленного металла достигает 1260 o C, либо кальций борид или литий следует погрузить в ванну с расплавом, чтобы раскислить расплав.Затем металл следует заливать без снятие плавающей крышки.
Желтая латунь. Эти сплавы вспыхивают или теряют цинк из-за к испарению при температурах, относительно близких к температура плавления. По этой причине в увеличить текучесть и свести к минимуму испарение цинка. Надлежащее количество алюминия, которое должно удерживаться в латуни, составляет От 0,15 до 0,35%. Выше этого количества происходит усадка. во время замерзания, и использование стояков становится необходимым.После добавления алюминия плавление желтой латуни это очень просто и не требует флюсования. Цинк должен быть добавляется перед заливкой для компенсации потерь цинка при плавлении.
Марганцевые бронзы. Эти сплавы тщательно составные желтые латуни с определенным количеством железа, марганец и алюминий. Металл следует расплавить и нагревается до температуры факела или до точки, при которой цинк пары оксида могут быть обнаружены.На этом этапе металл должен вынуть из печи и залить. Нет флюса требуется с этими сплавами. Единственное дополнение, необходимое с эти сплавы — цинк. Требуемая сумма — это то, что необходимо вернуть содержание цинка к исходному анализ. Это варьируется от очень небольшого, если вообще есть, когда разливается тепло всего слитка, до нескольких процентов, если тепло содержит высокий процент переплавки.
Алюминиевая бронза. Эти сплавы необходимо плавить. осторожно в окислительной атмосфере и нагревают до правильная температура печи. При необходимости дегазаторы могут быть перемешивается с расплавом при выпуске газа из печи. От заливка глухого литника перед нарезанием резьбы и осмотром металла после замораживания можно сказать, сжалась ли она или выделяется газ. Если проба вытекла или вылилась через заслонку литник при застывании, дегазация необходима. Дегазаторы удаляют водород и кислород.Также доступны флюсы, преобразующие ванну расплава. Это в виде порошка и обычно представляют собой фториды. Они помогают в устранении оксиды, которые обычно образуются на поверхности расплава во время плавления и перегрев.
Никелевая бронза. Эти сплавы, также известные как никель серебро, трудно плавиться. Они легко газируют, если не тают должным образом, потому что присутствие никеля увеличивает растворимость водорода. Тогда тоже высшая заливка температура усугубляет накопление водорода.Эти сплавы должны быть плавится в окислительной атмосфере и быстро перегревается до надлежащей температуры печи, чтобы учесть температуру потери при флюсовании и транспортировке. Фирменные флюсы доступны и должны быть перемешаны с расплавом после выпуска. печь. Эти флюсы содержат марганец, кальций, кремний, магний и фосфор и отлично справляются с удалением водород и кислород.
Белая марганцевая бронза. В этом семья; оба они представляют собой медно-цинковые сплавы, содержащие большое количество марганца и, в одном случае, никеля. Они есть сплавы типа марганцевой бронзы; их легко растопить, и можно заливать при низких температурах, потому что они очень текучие. Их нельзя перегревать, так как это бесполезно. Если сплавы чрезмерно перегреты, цинк испаряется и изменен химический состав сплава. Обычно флюсы не используется с этими сплавами.
Сплавы II группы
Сплавы II группы — это те, которые имеют промежуточное диапазон замерзания, то есть диапазон замерзания от 50 до 110 o C между ликвидусом и солидусом. Сплавы II группы: бериллиевая медь (C81400, C82000, C82200, C82400, C82500, C82600, C82800), кремниевая латунь (C87500), кремниевая бронза (C87300, C87600, C87610, C87800), медно-никелевый (C96200, C96400).Бериллиевые меди. Эти сплавы очень токсичны и опасно, если пары бериллия не улавливаются и не истощаются с помощью соответствующего вентиляционного оборудования.Их следует растопить быстро в слегка окислительной атмосфере, чтобы свести к минимуму потери бериллия. Их можно успешно растопить и перелить при относительно низких температурах. Они очень текучие и льются хорошо.
Кремниевая бронза и латунь. Сплавы, известные как кремниевые бронзы, сплавы UNS C87300, C87600 и 87610, относительно легко плавится, и его следует заливать правильно температуры заливки. При перегреве они могут забрать водород.Хотя дегазация требуется редко, при необходимости один из запатентованных дегазаторов, используемых с алюминиевой бронзой можно успешно использовать. Обычно защитные флюсы не используются. здесь. Кремниевые латуни (сплавы UNS C87500 и C87800) имеют отличная текучесть и может заливаться чуть выше их диапазон замораживания. Ничего не получается от чрезмерного нагрева, и в некоторых случаях, если это происходит, тепло может выделяться газом. Здесь опять же, никаких покрывающих флюсов не требуется.
Медно-никелевые сплавы. Эти сплавы (90Cu-10Ni, UNS C96200 и 70Cu-30Ni, UNS C96400) следует плавить осторожно. потому что присутствие никеля в высоких процентах не увеличивает только температура плавления, но и восприимчивость к поглощение водорода. Практически во всех литейных цехах эти сплавы плавится в индукционных электрических печах без сердечника, поскольку скорость плавления намного выше, чем у топливного печь. При такой плавке слитка металл следует быстро нагреть до температуры немного выше температура заливки и раскисление с помощью одного запатентованных дегазаторов, используемых с никелевой бронзой или, еще лучше, опустив 0.1% Mg приклеить ко дну ковш. Это делается для того, чтобы удалить весь кислород. предотвратить любую возможность паровой пористости от происходит. Обычно нет необходимости использовать покровные флюсы. если ворота и стояки очищены дробеструйной очисткой перед таяние.
Сплавы III группы
Сплавы III группы имеют широкий диапазон замерзания. Эти сплавы имеют диапазон замерзания значительно выше 110 o C, даже до 170 o C.Сплавы группы III: свинцовый красный латунь (C83450, C83600, C83800), свинцовые полукрасные латуни (C8400, C84800), оловянная бронза (C, C, C90700, C91100, C91300), свинцовая оловянная бронза (C92200, C92300, C92600, C92700), оловянная бронза с высоким содержанием свинца (C92900, C93200, C93400, C93500, C93700, C93800, C94300).Эти сплавы, а именно свинцовые красные и полукрасные латуни, олово и оловянная бронза с содержанием свинца и оловянная бронза с высоким содержанием свинца обрабатываются то же самое в отношении плавления и флюсования и, следовательно, может быть обсуждали вместе.Из-за больших диапазонов замораживания было обнаружено, что охлаждение или создание крутой температурный градиент, намного лучше, чем использование только кормушки или стояки. Озноб и стояки следует использовать в соединение друг с другом для этих сплавов. За это причина, лучшая температура заливки — самая низкая, будет заливать формы без неправильного прогона или холодного закрытия. В отлаженный литейный цех, на каждом шаблоне должна быть заливка температура, которая поддерживается за счет погружения пирометр.
Флюсование. Что касается флюсования, эти сплавы должны быть выплавленный из шихты, состоящей из слитков и чистый, без песка ворота и подступенки. Растапливание должно производиться быстро в слегка окисляющая атмосфера. При правильном обращении температура печи и охлаждение до правильной заливки температура, тигель удален или металл выпущен в ковш. На этом этапе используется раскислитель (15% люминофора). медь). Фосфор — восстановитель (раскислитель).Этот продукт необходимо тщательно измерять, чтобы удаляется достаточно кислорода, но остается небольшое количество улучшить текучесть. Этот остаточный уровень фосфора должен быть тщательно контролируется химическим анализом в диапазоне от 0,010 и 0,020% P . Если присутствует больше, внутренний при механической обработке отливок может возникнуть пористость и вызвать утечку и испытаны под давлением.
В дополнение к фосфорной меди следует добавлять чистый цинк при точка, в которой снимаются скиммеры и температурные испытания место перед заливкой.Это заменяет цинк, потерянный испарение при плавлении и перегреве. С этими сплавы, покровные флюсы используются редко. На некоторых литейных заводах в горение которых не может быть должным образом контролировано, окисляющие флюсы добавляются во время плавки с последующим окончательным раскисление фосфорной медью.
Радиоактивное хранилище
Таблица Менделеева HomeС тех пор, как в августе 2003 года вышла моя научно-популярная статья о цинковом литье, я получил несколько вопросы о том, действительно ли цинковое литье безопасно, и несколько человек сказали мне, что это не так, включая уважаемого профессора химии, который назвал меня «глупым» за то, что я рекомендовал цинк в качестве литой металл на том основании, что его использование вызовет серьезные проблемы со здоровьем.
Однако это не так: расплавленный чистый цинк не вызывает проблем со здоровьем, помимо очевидных. ожоги, если облить себя.
Есть два основных пути, по которым люди думают, что цинковое литье представляет опасность для здоровья: Сварка оцинкованной (оцинкованной) стали и литье латуни (медно-цинкового сплава). Оба эти вида деятельности могут вызвать тошноту от вдыхания паров оксида цинка, поэтому люди опасения по поводу цинкового литья не совсем безосновательны.Но эти виды деятельности различаются важные способы отливки чистого цинка.
При оценке любого риска я всегда хотел бы сначала спросить, что является наихудшим из возможных может случиться? В случае плавления свинца, например, ответ довольно мрачный: даже незначительное количество свинца в организме может вызвать серьезные, долгосрочные неврологические нарушения или, возможно, рак. Особенно для детей, воздействие едва обнаруживаемых уровней Свинец был тесно связан с повреждением головного мозга. Не стоит возиться со свинцом.
Следующий вопрос: существуют ли невидимые кумулятивные эффекты, которые могут причинить вам вред? без вашего ведома, пока не станет слишком поздно. Например, горячая плита либо горит вы или нет: если вы закончите готовить, не обожгясь, вы можете быть уверены что через неделю ты не проснешься с ожогом. Загар — это другое дело: вы можете загореть годами не болеете, а потом вдруг обнаруживаете, что у вас рак кожи. Свинец — еще один пример того, что имеет невидимые, долгосрочные вредные последствия.
Итак, что самое худшее, что может произойти от воздействия цинка, и может ли оно вызвать скрытые долгосрочные эффекты?
Когда цинк нагревается до высокой температуры (при температуре кипения около 900 ° C или выше), он горит и образует дым оксида цинка. Как и любой другой дым, оксид цинка раздражает легкие, что приводит к затруднению дыхания: Это не опасная ситуация, и она сразу проясняется, когда вы уходите от источник дыма. Люди, подвергавшиеся воздействию высоких концентраций оксида цинка в течение длительного периода времени, могут также развиваются состояния, известные как «цинковый озноб», «лихорадка от металлического дыма», «лихорадка медных отливок» или ряд других заболеваний. другие красочные термины.Это включает лихорадку, тремор и другие неприятные симптомы.
Однако лихорадка от дыма от металла, которая в наши дни встречается редко, является чисто временным заболеванием. который проходит без каких-либо известных долгосрочных эффектов или осложнений. Конечно нечего смеяться примерно, но максимальным недостатком воздействия цинка является лихорадка и тряска, которые проходят и тогда тебе станет лучше. Это не похоже на свинец или солнечный загар, который может быть опасным для жизни. последствия в дороге или угарный газ, который может убить вас на месте.
И вы не можете получить цинк даже при плавлении и литье чистого цинка.
Сварка оцинкованной стали выделяет пары цинка, потому что сварка происходит при очень и очень высоких температурах. температуры: цинковое покрытие на дюйм или около того во всех направлениях от сварного шва выгорели вздымающимися белыми облаками оксида цинка. Тот, кто научился сваривать, будет многократно предупреждены о необходимости ношения специальной маски при сварке оцинкованной стали, и это хорошая идея. Я всегда использую его при сварке оцинкованного листа.
Плавящаяся латунь (медно-цинковый сплав) также выделяет большое количество паров оксида цинка, потому что температура плавления латуни высока, близка к температуре кипения цинка. По факту, парциальное давление паров цинка над кастрюлей с расплавленной латуни может составлять почти половину атмосферы! Неудивительно, что такой горшок выделяет большое количество бело-голубого дыма оксида цинка.
Но ситуация с горшком с расплавленным чистым цинком около его точки плавления 420 ° C очень разные. Парциальное давление паров цинка над только что расплавленным цинком составляет примерно в 2500 раз ниже, чем температура плавления типичных латунных сплавов.А горшок с расплавленным цинком быстро образует корку из твердого шлака оксида цинка, который, вероятно, снижает фактическое давление паров цинка до нуля, кроме случаев, когда металл только что перемешанный или налитый (и тогда это всего лишь 1/2500 количества, полученного при литье латуни).
Пары оксида цинка очень легко увидеть: они представляют собой ярко-белые или сине-белые частицы дым, видимый даже при очень низких концентрациях. Я видел, как создается оксид цинка разными способами, включая сварку, обжиг металлического цинка паяльной лампой, перегрев кастрюли с цинком и т. д.Я даже видел оксид цинка, образующийся при плавлении цинка в микроволновой печи. Но за все годы литья цинка я ни разу не видел дыма оксида цинка, идущего из горшка. цинка расплавляли на электрической плите. Этого просто не бывает, потому что температура не достаточно высок.
Возможно, образуется небольшая концентрация оксида цинка ниже порог видимости. Если бы это был свинец или оксид свинца, это было бы проблемой, потому что вдыхать даже небольшое количество свинца очень плохо.Но это явно не в случае с цинком. Вдыхание малых концентраций цинка не вызывает долгосрочные или постепенные эффекты. Не накапливается в крови или нервной системе. как свинец может. Если вы не чувствуете немедленного неприятного эффекта от того, что вы делаете с цинком, то он не причиняет вам никакого вреда.
На основании этих фактов я абсолютно убежден, как и ряд экспертов. химиков, металлургов и литейщиков, с которыми я консультировался, что плавление чистого цинка или сплавы, содержащие цинк (но не свинец), плавящиеся при температуре около 450 ° C или ниже, не представляет опасности для здоровья от вдыхания паров цинка.Да, ты определенно можешь очень сильно обжечься, если пролишь ее, но это то, что ты есть о чем беспокоиться.
Периодическая таблица на главную
Медь для заливки водой: 5 шагов (с изображениями)
Включите кузницу немного, прежде чем вода закипит, чтобы она могла нагреться. Когда вода закипит, выключите плиту и ОСТОРОЖНО переместите кастрюлю с водой рядом с кузницей. Теперь поместите тигель в кузницу и закройте двери кузницы, если в ней есть двери.Как только вы увидите, что металл в верхней части тигля стал жидким, дайте ему впитаться еще примерно 1-2 минуты. Это гарантирует, что весь металл полностью расплавится и будет достаточно горячим, чтобы не затвердеть, как только его вынут из кузницы.
Выньте тигель и быстро переместитесь в горшок. Медленно наклоняйте тигель до тех пор, пока не будет вытекать постоянная непрерывная струя меди. Медь следует насыпать прямо в центр горшка.
На данный момент многое происходит.Первые ~ 10 секунд вода даже не будет напрямую контактировать с медью. Кипящая вода настолько близка к точке испарения, что окружающего тепла, окружающего расплавленную медь, достаточно для превращения воды в пар. Это создает так называемую паровую рубашку: карман пара, который окружает всю массу меди в котле. Эта паровая рубашка замедляет охлаждение меди в достаточной степени, чтобы позволить ей осесть в кармане ткани, оставаясь при этом в жидкой фазе, и затем сформировать идеальный диск.Слой расплавленного флюса поднимается к вершине медного диска и сдувается паровой рубашкой. В этот момент полотно не горит, потому что оно окружено водой, которая сохраняет его прохладу и не дает доступу кислорода. Примерно через 8 секунд медь станет полностью твердой, и через пару секунд ей не хватит энергии, чтобы поддерживать паровую рубашку. Паровая рубашка рассеивается, часто с громким хлопком или грохотом, позволяя кипящей воде контактировать с медью.Как только вода соприкасается с медью, требуется всего пара секунд, чтобы охладить ее до температуры окружающей воды и отжечь в процессе. В конце вы можете видеть, что флюс неплотно прилегает к медному диску. На этом этапе медь можно легко удалить из воды щипцами или чем-то подобным. Если у вас нет щипцов, вы можете просто слить воду или подождать, пока она остынет.
Нужно расплавить металл? Сделай сам, используя провод и электричество
Чтобы расплавить металл, требуется много времени — обычно требуется какой-нибудь сверхмощный резак и много свободного времени.Но если вы знакомы с применением электрической энергии и имеете базовые представления о науке, вы действительно можете довольно быстро расплавить металл, используя немного электричества и немного проволоки.
Металл можно расплавить, используя простые домашние предметы.
Установка на удивление проста и довольно безопасна. Это работает так: вы скручиваете провод в катушку и пропускаете через нее переменный ток. Это основной способ создания электромагнитов. При прохождении электричества в середине катушки создается магнитное поле.Если вы поместите в эту область какой-нибудь металл, например, алюминий, он не только будет подвешен в воздухе, но и атомы внутри объекта будут генерировать собственные небольшие токи, которые, в свою очередь, также создают крошечные магнитные поля. Это также помогает пропускать электрический ток через само поле.
Помещение металла в магнитное поле помогает генерировать ток внутри самого поля.
Теперь, если объект диамагнитен, то крошечные магнитные поля будут противоположны полям в катушке и будут генерировать силу, которая отталкивает его.Поскольку небольшие токи, возникающие в металле, встречаются с сопротивлением, металл нагревается; чем с большим сопротивлением они сталкиваются, тем больше выделяется тепла. В конце концов, количество выделяемого тепла больше, чем может выдержать металл, и он начинает плавиться.
Впечатляет, да, но что действительно интересно наблюдать, так это то, что металл действительно тает в воздухе.
Ток, создаваемый металлом в магнитном поле, встречает сопротивление, когда встречает ток, создаваемый катушкой; по мере увеличения сопротивления металл выделяет больше тепла.
Видите ли, сила магнитного поля удерживает расплавленный металл вместе, пока остается питание. Однако в момент отключения электричества металл выпадает из поля и приземляется расплавленной кучей жидкости внизу.
Ниже приводится полная видеодемонстрация техники. Следует отметить, что пользователь в этом ролике использовал инвертор мощности для изменения тока со скоростью 204 000 раз в секунду, что значительно выше частоты, чем все, что вы могли бы получить дома (типичный домашний ток меняется 60 раз в секунду).К сожалению, нет никаких указаний на то, сколько тока и напряжения используется в видео. Используемый кусок металла — это алюминий весом 2,6 грамма.
Наслаждайтесь:
История через geek.com
Подробнее о журнале Electronic Products Magazine
Основные типы плавильных печей для меди для Foundry-Cooldo
Основные типы плавильных печей для меди и их отличияПлавильная печь относится к машинам для плавки металлических слитков, некоторых металлолома и некоторых компонентов сплавов в требуемые сплавы путем шлакования, рафинирования и других операций.Выбор печи для плавки меди в основном основан на двух параметрах: 1: Металлолом (медь, бронза, латунь) 2: Готовые продукты.
Обычно мы используем сырье, такое как медь, латунный сплав, и после плавления мы отливаем конечный продукт в медные стержни, слитки, стержни, электронные изделия и т. Д.
Здесь мы проясним разницу между различными типами плавки меди Машины на рынке
Классификация по тепловой энергии
По типу тепловой энергии медеплавильные печи можно разделить на три категории:
1: Топливо — природный газ, нефть сжиженный газ, газ, дизельное топливо, мазут. Эти источники топлива вырабатывают тепловую энергию путем сжигания топлива, которое нагревает печь.
2: Электрический нагрев: вырабатывает тепловую энергию за счет электризации резистора для нагрева металлов. Этот метод обычно используется в плавильных печах с кремниевым углеродным стержнем.
3: Индукционный нагрев: основанный на принципе электромагнитного индукционного нагрева, при котором переменный ток создает магнитное поле, он нагревает печь с использованием индукционного тока.
См. Следующую диаграмму:
| Газ Плавка меди с обожженной медью печь | 976 0 плавильнаяпечь | Кремний C арбон стержень Медь плавильная печь | электромагнитная индукция | высокотемпературный стержень из карбида кремния |
| Максимальная температура | 1350C | 1700C | 1350C |
| Нагрев время | 2,5 ч | 90 мин. | |
| Преимущества | Нет необходимости в электричестве; Подходит для некоторых потребителей с проблемами подачи электроэнергии | Высокая скорость плавления; Высокая эффективность, круглосуточная непрерывная работа | Просто и удобно; Нет необходимости в электричестве и газе; Можно использовать сразу после установки |
| Недостатки | Потребители должны предоставить источники природного газа | Потребляемая мощность больше | Скорость плавления не такая высокая |
Далее мы собираемся подробно рассказать о преимуществах и недостатки различных плавильных печей.
MF ( Medium F Requency ) Induction M 0 url
60007 9008 :
Диапазон питания: 80 ~ 2500 кВт;
Основное назначение: выплавка Лом медных, латунных, металлических материалов из бронзы;
Мощность плавления: 0.05Т-5Т;
Преимущество:
1: Высокая эффективность плавления; значительная экономия электроэнергии; компактная конструкция и сильная перегрузочная способность.
2: намного меньше дыма и пыли, что создает лучшую рабочую среду
3: Простой рабочий процесс в сочетании с надежной плавкой
4: Равномерный состав металла и легирование
5: Температура плавления быстро повышается, а также легко контролировать
6: Эти печи отличаются высоким коэффициентом использования и легко заменяемыми частями.
7: Экранирование утечки магнитного ярма длинной дуги; Уменьшение внешнего магнитосопротивления; Рассеивание магнитного потока на обоих концах экранированной катушки, а также поперечное сечение ярма — бесшовная и компактная внутренняя стенка дуги, увеличивающая эффективный магнит площадь проводимости и обеспечивает лучшую опору для нижнего кольца: уникальная катушка положительного и отрицательного вращения значительно повышает эффективность системы F urnace
В настоящее время печь для плавки меди с использованием газа (или сжиженного нефтяного газа) в качестве топлива намного более рентабельна и экологична.Общая конструкция газоплавильной печи такова, что кожух сварен из прочной стали 20Г. Внутри имеется огнеупорный и теплоизоляционный слой. В корпусе печи установлена промышленная горелка, которая может сжигать металл и плавить цветные металлы с высокой скоростью плавления, а также дополнительно оборудованы вентиляторы, регулирующие отсечки газа. Газовая печь для плавления меди обычно включает в себя вагранку, токарный нагреватель (или конвертер), отражательную печь и т. Д., Которые в основном используются для изготовления медных опор.но газовая плавильная печь этого типа обычно требует более высоких требований к сырью
Газовая плавильная печь для меди : газовая (топливная) тигельная плавильная печь и печь для выдержки может использоваться для плавки , литье и горячее покрытие цветных металлов, таких как алюминий, цинк, серебро, свинец, олово и медь.
Преимущество;
1: Использование природного газа (легкое дизельное топливо) в качестве топлива является чистым и безопасным, что помогает содержать мастерскую в чистоте, чистоте и простоте управления.
2: Тепловая эффективность высокая, а эксплуатационные расходы низкие. По сравнению с тигельными печами с электронагревателем их плавильная способность и КПД выше. Низкое энергопотребление, что полностью исключает затраты на замену электронагревательного корпуса.
3: В плавильных печах Cooldo Gas используется импортная горелка известной международной марки для полного сжигания дизельного топлива. Выхлопные газы полностью свободны от загрязнений. Конструкция нескольких каналов для теплового потока полностью использует энергию, вырабатываемую горелкой, что значительно повышает эффективность тепловой работы (не уверен, что это означает), что приводит к значительной экономии энергии.
4: Они особенно подходят для работы в условиях низкой доступности электроэнергии. Потребляемая мощность одной печи составляет всего 180 ~ 300 ВА, поэтому нет необходимости беспокоиться об увеличении мощности для увеличения производства.
5: Cooldo Запатентованная газовая печь для плавления металлов превращает высокотемпературные отходящие газы, выходящие из печи, в высокотемпературную завесу с горячим воздухом. Это поможет нагреть и предварительно нагреть расплав, что сократит время плавления и повысит эффективность работы.Благодаря двойному контролю температуры он может автоматически регулировать температуру, автоматическое плавление, автоматическую термоизоляцию, а также может проводить определение температуры расплавленного металла на месте. Внизу печи есть защитная дверца. В маловероятном случае аварии в тигле раздастся звуковой сигнал, что даст оператору время предпринять соответствующие действия и минимизировать любые возможные потери. Крупносерийное и длительное непрерывное производство значительно повысит производительность этих плавильных печей, что даст более высокие экономические показатели, чем кокс и уголь.
Плавильная печь с кремний-углеродным стержнем:
Промышленные плавильные печи сопротивления — это промышленные печи, которые используют электрический ток для нагрева электрического нагревательного элемента, тем самым нагревая заготовку или материал. Это нагревательные печи, которые используют ток для выработки тепловой энергии через резистивный материал.
В механической промышленности печи сопротивления используются для нагрева металла предварительной ковки; термическая обработка; пайка; агломерат порошковой металлургии; обжиг и отжиг стеклокерамики; металлический расплав с низкой температурой плавления; сушка песка и пленки краски и т. д.
Как правило, электрические печи выбирают нагревательный элемент в зависимости от различных рабочих температур, которые вам требуются. Как правило, температура в печи из железо-хромовой алюминиевой проволоки достигает температуры менее 1200 градусов, а электрическая печь из карбида кремния может быть используется примерно до 1400 градусов. Если требуется более высокая температура, мы предлагаем использовать кремний-молибденовый стержень и электрические печи ZrO2. В промышленности печи для плавления карбида кремния широко используются из-за их простых, стабильных и надежных рабочих характеристик.
Преимущество:
Печь для плавки кремниевых и углеродных стержней:
1: Легко достижимые высокие температуры по сравнению с топливными печами.
2: Может нагревать внутреннюю часть материала.
3: Простота использования в контролируемой атмосфере и вакуумных печах.
4: Печи сопротивления не имеют потерь тепла на выхлопе топливных печей, что означает высокий тепловой КПД.
5: Легко контролируемая температура, дистанционное управление и точная настройка.
6: Быстро нагревается.
7: Превосходные рабочие характеристики без загрязнения окружающей среды.
Как заработать на плавке | Малый бизнес
Автор Chron Contributor Обновлено 17 сентября 2020 г.
Начните собственное плавильное предприятие, чтобы зарабатывать деньги на металлоломе. Поскольку при плавке металл нагревается до момента его ликвидации, необходимы специальные разрешения и меры безопасности. При наличии правильного оборудования и планирования можно перерабатывать медь, латунь и сталь, а также другие металлы в слитки для продажи розничным и промышленным клиентам.
Сбор лома
Что лучше всего сдать в металлолом за деньги? Медь, один из наиболее часто перерабатываемых металлов в Северной Америке, — хорошее начало. Этот металл можно найти во всем, от DVD-плееров до домашних водопроводных систем. Накопление меди и других металлов, таких как латунь и алюминий, может быть относительно простым из-за их использования в домашних условиях и на предприятиях. Однако важно собирать отходы этично, чтобы избежать осложнений при продаже слитков третьим лицам.В некоторых центрах утилизации требуются удостоверения личности с фотографией и отпечатки пальцев для продажи из-за незаконной деятельности, связанной со сбором металлолома.
Мастерская и безопасность
В печах и кузницах используется топливо, такое как пропан, для нагрева тиглей до температуры, соответствующей плавлению металла. Чтобы использовать такое оборудование, операторы должны носить защитные очки, термостойкие перчатки и прочную одежду. Огнетушители, аптечки и другие меры предосторожности необходимы для обеспечения безопасности операторов и соблюдения стандартов Управления по охране труда.На веб-сайте Гарвардского университета по охране окружающей среды и безопасности есть полезные ссылки.
Агентство по охране окружающей среды запрещает загрязнение жилой почвы побочными продуктами плавления, такими как шлак, свинец и мышьяк. Соблюдение правил ограничения содержания опасных веществ имеет важное значение для успеха в бизнесе.
Лицензия и разрешения плавильного завода
Для начала плавильного бизнеса оператору необходимо получить бизнес-лицензию от городских и, возможно, государственных властей, в зависимости от выбранной бизнес-структуры.При получении лицензии городскому отделу зонирования и планирования может потребоваться санкционировать плавильное производство и выдать разрешение. В некоторых сельских районах может не быть ограничений или разрешений, необходимых для ведения такого бизнеса.