При какой температуре паять полипропиленовые трубы, Aqua-Info
От того, насколько точно подобрана температура пайки при проведении работ по монтажу полипропиленовых труб, зависит качество и долговечность готовых коммуникаций. Помимо этого необходимо учесть как длительность нагрева материала, так и продолжительность его остывания. В материале представлена таблица, позволяющая понять, при какой температуре паять полипропиленовые трубы 20 мм, 25 мм и т.д.
Правильный подбор показателей будет способствовать повышению надёжности мест стыков. Если не соблюдать установленные требования, их прочность будет гораздо ниже, а сама коммуникация прослужит меньше.
Типы полипропилена и его особенности
В ходе изготовления полипропиленовых труб могут использоваться различные типы полимеров. Каждый из них подходит для эксплуатации в определённом температурном режиме. Это может быть:
- PN10. Выдерживает температуру не выше +40 °C, поэтому изделия из него предназначены лишь для трубопроводов холодного водоснабжения.

- PN16. Используется в сетях с температурным режимом до +60 °C.
- PN20. Является универсальным типом, подходящим для прокладки труб как холодного, так и горячего водоснабжения. Выдерживает до +95 °C, но с условием, что данное максимальное значение достигается только на непродолжительное время.
- PN25. Может использоваться в условиях продолжительного воздействия температуры свыше +95 °C.
При несоблюдении вышеуказанных требований и температуры пайки полипропиленовых труб, изделия быстро начнут деформироваться и изнашиваться. Также большое значение имеет и давление, на которое рассчитаны трубы из полипропилена конкретной марки. Вследствие этого выбор изделий для прокладки коммуникаций по принципу «что подешевле» не допустим. Результаты подобного подхода к делу могут быть самыми печальными: от возникновения протечки до разрыва трубопровода.
Диаметр полипропиленовых труб
Диаметр труб подбирается исходя из текущих требований и гидравлических расчётов. Представленная на рынке линейка размеров позволяет покрыть любые потребности. Для использования в домашних условиях чаще всего достаточно изделий диаметром до 40 мм. С большими домашнему мастеру сталкиваться практически не приходится – они предназначены для магистралей.
Представленная на рынке линейка размеров позволяет покрыть любые потребности. Для использования в домашних условиях чаще всего достаточно изделий диаметром до 40 мм. С большими домашнему мастеру сталкиваться практически не приходится – они предназначены для магистралей.
Цветные полипропиленовые трубы
Различие труб по цвету никак не говорит об их технических характеристиках. Но наличие цветных полос даёт полезную информацию, помогающую не перепутать различные марки изделия при проведении монтажа: синяя полоска говорит о том, что труба предназначена только для холодного водоснабжения, красная – подходит и для горячего. Лучше конечно ориентироваться на буквенно-цифровую маркировку, как более информативную.
Пайка полипропиленовых труб
В ходе проведения пайки концы полипропиленовых труб нагреваются, в результате чего содержащийся в них полимер размягчается. При соединении разогретых таким образом изделий возникает процесс, называемый диффузия.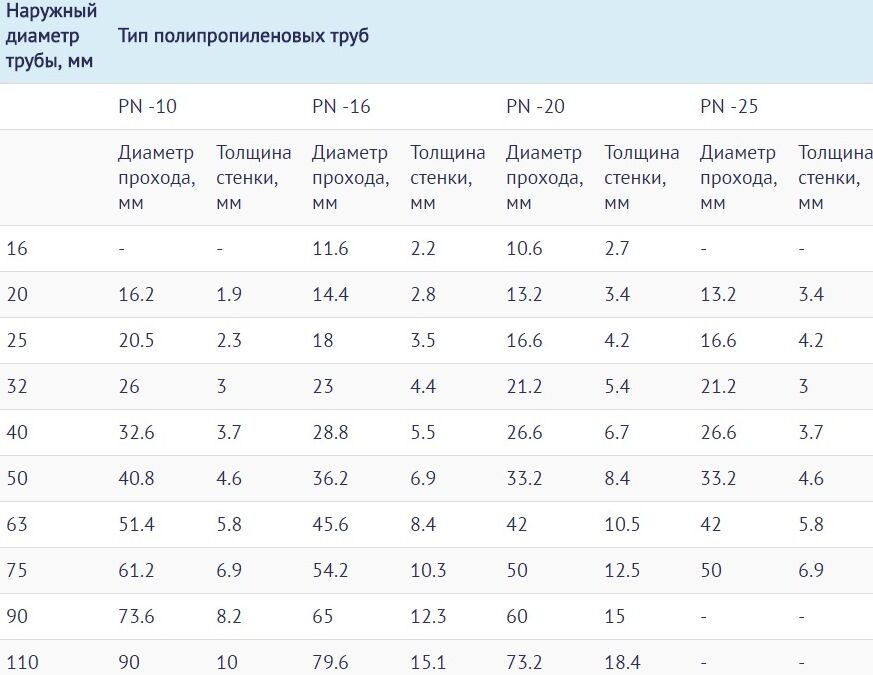 Молекулы взаимно проникают друг в друга, что приводит к самопроизвольному выравниванию их концентрации и созданию прочной молекулярной связи. Таким образом, спайка получается достаточно надёжной и герметичной. Однако при несоблюдении температурного режима диффузия происходит неравномерно или с нарушениями, поэтому качество такого стыка получается низким.
Молекулы взаимно проникают друг в друга, что приводит к самопроизвольному выравниванию их концентрации и созданию прочной молекулярной связи. Таким образом, спайка получается достаточно надёжной и герметичной. Однако при несоблюдении температурного режима диффузия происходит неравномерно или с нарушениями, поэтому качество такого стыка получается низким.
Внимание! Лучше паять строго указанное время, иначе излишний перегрев изделий повлияет также пагубно, как и недогрев. Детали деформируются, повреждается их геометрия, на внутренней стороне швов образуются наплывы. Последнее приводит к тому, что на месте стыка диаметр трубы уменьшается, а это серьёзно сказывается в дальнейшем на напоре воды.
Продолжительность воздействия паяльником на концы полипропиленовых труб напрямую зависит от их диаметра. Также нужно учитывать условия внешней среды. Проводить работы допускается при температуре воздуха не ниже -10 °C и не выше +90 °C.
Влияние внешней среды на процесс спайки может быть достаточно сильным. Дело в том, что между снятием с паяльника труб и их стыковкой проходит определённое время, за которое они начинают остывать. Чем ниже температура воздуха, тем быстрее это происходит, и тем хуже становится качество шва. Чтобы исправить положение, рекомендуется немного увеличивать продолжительность нагрева изделий. Если диаметр труб равен 20 мм и более, надо паять при температуре окружающей среды строго выше 0 °C.
Дело в том, что между снятием с паяльника труб и их стыковкой проходит определённое время, за которое они начинают остывать. Чем ниже температура воздуха, тем быстрее это происходит, и тем хуже становится качество шва. Чтобы исправить положение, рекомендуется немного увеличивать продолжительность нагрева изделий. Если диаметр труб равен 20 мм и более, надо паять при температуре окружающей среды строго выше 0 °C.
При какой температуре паять полипропиленовые трубы
Приведённая далее таблица наглядно демонстрирует зависимость времени нагревания и охлаждения от диаметра трубы.
Оптимальной температурой паяльника для соединения полипропиленовых труб считается 260 °C. Допустимо увеличивать этот показатель до 280 °C, но следует помнить, что в этом случае наружный слой полимера будет прогреваться больше внутреннего, и качество шва несколько ухудшится.
Спайка труб, армированных стекловолокном, производится с теми же показателями. Перед началом работы их необходимо обработать шейвером, чтобы снять наружный армированный слой.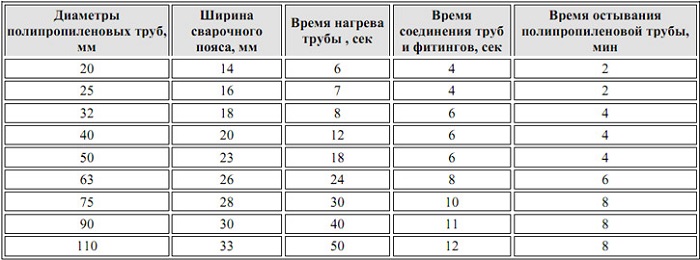
Разобравшись, сколько паять полипропиленовые трубы, стоит обратить внимание на следующие особенности работы:
- Недопустимо нарушать порядок проведения работ, когда исполнитель пропускает последний стык по причине невозможности установки паяльника между трубами. Это приводит к появлению деформации и статического напряжения.
- Отдельные детали нельзя нагревать последовательно. Их температура во время стыковки должна быть одинаковой, иначе процесс диффузии пройдёт неравномерно.
- Между местом спайки и паяльником не должно быть большого расстояния, чтобы исключить потери тепла. Оптимально – до 1,4 м.
Соблюдение соответствия температурного режима установленным технологическим требованиям и использование качественного паяльника являются залогом высокого качества производимых работ. Готовые коммуникации прослужат продолжительное время, а возникновение проблем в процессе эксплуатации сведётся к минимуму.
Полипропиленовые трубы — температура эксплуатации и другие особенности
В наши дни пластик считается наиболее предпочитаемым материалом для обустройства жилища. Самая современная его разновидность – полипропилен, который идеально подходит для создания напорных отопительных систем и систем водоснабжения.
Самая современная его разновидность – полипропилен, который идеально подходит для создания напорных отопительных систем и систем водоснабжения.
В отличие от стали полипропилен устойчив к большому количеству реагентов, надежен и прост в эксплуатации. Более того, осуществить монтаж труб можно самостоятельно, без помощи специалиста. Монтируются трубы пайкой, т.е. благодаря нагреву элементов. Соединение, получаемое в процессе нагрева, отличается особой прочностью и герметичностью.
Различают три типа:
- Трубы с различной толщиной стенок
- Трубы с армированием
- Трубы, которые подходят для давления с показателем 10, 16, 20 атмосфер.
Важным моментом при выборе полипропиленовых труб является то, какую температуру они способны выдерживать. Некоторые изготовители труб гарантируют пятидесятилетний срок эксплуатации, даже при максимальной температуре 95 градусов. Однако продолжительность срока службы также зависит и от другого фактора – давления.
Если давление будет низким, а температура напротив высокой или же наоборот, то труба прослужит довольно долго, но если оба показателя высокие, тогда срок эксплуатации сократится. Для увеличения срока службы труб важно, чтобы давление не превышало 6 атмосфер, а температура не была выше 75 градусов.
Самые надежные в плане эксплуатации армированные трубы акватерм (из материала Fusiolen) — температура, которую они могут выдерживать, достигает 120 градусов. Однако нельзя, чтобы такая температура была постоянной, ведь это значительно снижает срок службы трубы.
При температуре 175 градусов происходит плавление полипропиленовых труб, даже армированных. Но если температура трубы немного ниже отметки плавления при максимальном давлении, полипропиленовая труба без армирования лопнет, а с армированием такого не произойдет.
Трубы из полипропилена имеют массу преимуществ. Это высокая теплопроводность, отменная звукоизоляция, гигиеничность, долговечность, малый вес, прочность, отсутствие электрической проводимости, прекрасная технологичность, а также быстрый и легкий монтаж, не требующий особых усилий.
Полипропиленовые трубы превосходно себя зарекомендовали на современном строительном рынке, что одновременно с невысокой стоимостью делает их самыми востребованными. Качество исходных материалов и правильный монтаж – гарантия длительного срока эксплуатации.
Подводя итог, можно составить таблицу особенностей температуры.
Таблица особенностей эксплуатации полипропиленовых труб при различной температуре.
|
Температура |
Особенность |
|
свыше 120 градусов |
Разрыв или плавление трубы |
|
от 95 до 120 градусов |
Критическая температура, трубы выдерживают кратковременно. |
|
95 градусов |
Срок службы от 20 до 40 лет |
|
от 75 до 95 градусов |
Срок службы от 40 до 50 лет |
|
до 75 градусов |
Срок службы более 50 лет |
Минимальные сроки поставки
Весь ассортимент хранится на нашем складе в Москве, благодаря этому, мы можем поставить продукцию в самые кратчайшие сроки.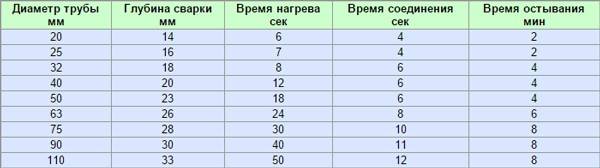 По Москве — в день оплаты, при наличии продукции на нашем складе или в течении нескольких дней при их отсутствии.
По Москве — в день оплаты, при наличии продукции на нашем складе или в течении нескольких дней при их отсутствии.
Так как наша компания представитель завода aquatherm GmbH — мы можем организовать быструю поставку из за границы даже сверх крупных объемов.
Купить полипропиленовые трубы
Что бы купить систему трубопроводов, пришлите нам спецификацию объекта или непосредственное количество необходимых труб и фитингов.
В большинстве случаев все продукция будет находится на нашем складе в Москве и Вы получите самые минимальные сроки поставки.
Как и чем паять полипропиленовые трубы
Полипропиленовые трубы, как и многие другие виды труб, нельзя соединять
просто так, встык. Для надёжного соединения необходимо использовать
фитинги – специальные муфты, в которые вставляются две смежных трубы,
соединяемые между собой. Фитинги могут быть как прямые, соединяющие под
прямым углом, так и угольники под 90 градусов или 45 градусов, а также
тройники.
Фитинги должны подходить по диаметру под трубу. Диаметр проверяется достаточно просто Кроме этого, фитинги должны соответствовать типу трубы. Полипропиленовые трубы делят на три вида – PN16, PN20 и PN25. Первые используют для холодной воды, вторые – для горячей, третьи – для горячей воды высокой температуры, в квартирах они обычно не применяются. Фитинги необходимо использовать такие, которые подходят для свариваемой трубы по материалу.
Подготовка к паянию
Перед пайкой паяльник удобнее всего закрепить на табуретке или на столике, большинство паяльников имеет удобную подставку, которую можно прижать к столику или табуретке струбциной. Затем из нарезанной массы деталей выбираются нужные.
Затем в паяльник устанавливается матрица и пуансон, соответствующие диаметру пайки. Из инструкции для инструмента по сварке полипропиленовых труб выбирается значение, сколько нужно держать на паяльнике трубу этого диаметра. Затем головки закрепляют и паяльник разогревают до нужной температуры.
Сварка простых звеньев
На разогретом паяльнике начинают разогревать свариваемые элементы. Их вставляют в матрицу и пуансон друг против друга, при этом стараются делать это без перекосов. Затем с небольшим усилием надавливают навстречу друг другу, при этом немного вращают вокруг оси во взаимно противоположном направлении туда-сюда, чтобы не опрокинуть паяльник.
Дойдя до конца, их выдерживают требуемое время, и вынимают из паяльника.
Сварка по месту
Применяется тогда, когда нужно приварить готовые простые звенья разводки к основной трубе. Делается она в положении паяльника «на весу». Делать это удобнее всего вдвоём – один держит паяльник и фиксирует рукой трубу, к которой надо приварить фитинг и разводку, второй держит в руке разводку или фитинг. Если вы вынуждены паять в одиночку – постарайтесь сделать так, чтобы основная труба была очень жёстко чем-то закреплена, иначе будет неудобно. Готовьтесь, что иногда придётся паять с «неудобной» руки.
Подготовка такая же, как и в случае с пайкой простых звеньев.
Выдерживается необходимая температура, паяльник удаляется, разогретые элементы соединяются. Затем к фитингу приваривается основная разводка, а к ней способом «сварка по месту» – отводящие трубы.
Как паять полипропиленовые трубы, не допускать ошибок
Для многих, кто не специализируется на монтаже отопительно-водопроводных сетей, станет открытием тот факт, что сварка полипропиленовых труб является самым ненадежным видом монтажа. А видные специалисты обходят трубы из полипропилена дальними дорогами, предпочитая им металлопластик и др., примерно также, как отдают предпочтение завсегдатаи пивной свежему пиву, а не прокисшему квасу.
И казалось-бы, с чего вдруг такое, ведь, известно, что паяют пластиковые трубы все, после чего водопроводы и отопительные магистрали, служат исправно, вроде-бы….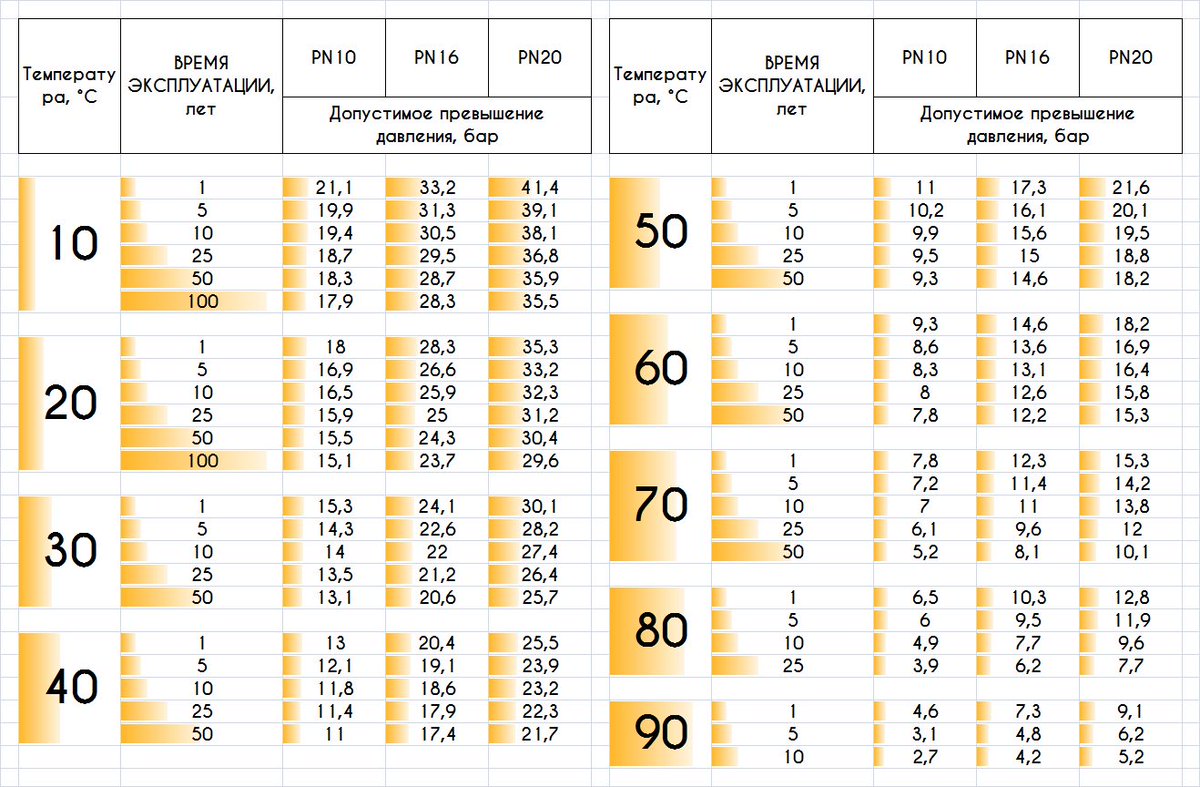
Как же сделать трубопровод из полипропилена путем полифузной сварки так, чтобы не случилось то, чего опасаются сведущие специалисты….
А что собственно может произойти?
Что происходит при сварке полипропилена
Ответ, как свариваются трубы с фитингами, находится в названии паяльника-утюга (народное прозвище сварочного аппарата для пластика). Его называю полифузом, из-за способности создавать диффузию вещества, т.е. проникновение, смешивание молекул.
При температуре разогрева примерно 260 град. С, возникает достаточная текучесть этого материала, для качественной глубокой диффузии.
Расплавленные слои на одной и другой детали, после их стыковки смешиваются, образовывается единый для обоих соединяемых деталей условный слой. Качество материала в этом слое не должно, в теории, отличаться от исходного вещества.
Но что-то не так, в этой, казалось-бы, безупречной технологии…
Какие полипропиленовые трубы годятся
Потребителей интересует практический вопрос, — какие полипропиленовые трубы применить для сборки водопровода, а какие для отопления, или горячего водоснабжения.
Все просто, сейчас о нас позаботились, чтобы не возникало сложностей. Имеются на витринах трубы из полипропилена в основном под маркировкой PN20 и PN25. Первые годятся для холодного водоснабжения, вторые для «цивилизованного» отопления и ГВС.
Здесь, цивилизация обозначает скорее недопустимость перегрева более 80 град С. Т.е. применение с автоматизированными котлами. У твердотопливных бывает всякое… Поэтому некоторый участок подачи от такого котла делают из металла, затем стаят армированную алюминием магистраль, затем уже полипропилен…
PN обозначает давление, а следующая за ним цифра — давление воды жидкости внутри трубы, которое она выдержит 50 лет не изменяясь, при температуре с 20 град.
Сейчас отличить трубы для отопления PN25 весьма просто – они с четко видимым слоем армировки из стекловолокна, может быть различного цвета, например, красного…
Какой паяльник применить
Для любительской пайки своими руками сгодится незамысловатый, недорогой паяльник мощностью от 800 Вт. Но самый дешевый лучше не покупать, там скорее всего слишком много будет недочетов, и он, наверное, быстро перегорит, развалится например, отломается ручка!
Но самый дешевый лучше не покупать, там скорее всего слишком много будет недочетов, и он, наверное, быстро перегорит, развалится например, отломается ручка!
Как паять (сваривать)
Лучше один раз увидеть.
Важно не перегревать детали и не слишком большое усилие к ним прилагать. А также должны быть сделаны отметки глубины на трубах, на которую можно их заводить в фитинги.
Что могут сказать специалисты о теории недочетов с практической точки зрения
Чаще всего при пайке труб из полипропилена нарушается температурный режим. Рекомендованная температура 260 — 270 градусов. Но как ее определить?
Это является наибольшей сложностью.
Европейские производители полифузов дают своему детищу инструкцию типа: \»С помощью контактного термометра установить, что паяльник разогрет до нужной температуры, после чего приступать к работе\».
Т.е. регулятор температуры паяльника даже европейские производители сами не могут назвать таким, который точно задает температуру. Что тогда говорить о китайских приборах или кооперативных?
Далее — в каких направлениях ошибаются монтажники, выполняя чудесную сборку…
Перегрев и излишние усилия на соединении
Происходит следующее — перегрев соединяемых деталей, излишне большие усилия к соединяемым деталям, прокручивание при соединении. В результате внутреннее сечение деталей заужается из-за наплывов выдавленного материала. Снаружи соединение подозрений не вызывает.
Если подобное происходит в системе отопления, то зимой под нагрузкой выясниться, что один радиатор или целая ветка окажутся более холодными. Придется обрезать и искать узкое место.
Недостаточный нагрев деталей
Недостаточный разогрев не обеспечит качественной диффузии. Соединение может дать течь, если не сразу, то в процессе эксплуатации.
Самое интересное, что под воздействием скачков давление, последовательных тепловых расширений, вибрации, происходит постепенное разрушение общего некачественного слоя сплавленных деталей.
Течь может появиться и через несколько лет. Или через несколько месяцев. При этом снаружи соединение как новенькое, пока с него не потечет вода.
Отчего могут возникнуть нарушения в готовом изделии…
- Разворот уже соединенных деталей на нужный угол — наиболее типичная ситуация работы «спустя рукава» или неопытными руками.
- Банальный перегрев почему то… Собственно градусника и нет никогда. Заплавление пропускного сечения.
- Работник просто торопится, паяльник не успевает прогреться. Или отключается электричество, чего не замечают…
Неопытность работника при неправильной работе регулятора температуры на приборе, — наиболее опасная для производства ситуация, так как можно сделать брак из целой кучи деталей на кругленькую сумму…
- Соединение разогретого конца трубы с холодной стороной фитинга. В спешке бывает и такое.
- Выполнение работ при температуре воздуха ниже 5 градусов С.
Правила не рекомендуют сваривать полипропилен при температуре +5 град С и ниже, если это произойдет, то о надежности соединений говорить не приходится.
- Перед началом пайки алюминиевая фольга должна быть удалена с торца трубы, т.е. выполняется торцевание трубы. Не редко, торцевание не делается, происходит расслоение трубы, коррозия алюминия, выход соединения со строя.
- Согласно инструкции все свариваемые поверхности должны быть чистыми, обеспыленными и обезжиренными. В противном случае в свариваемом шве окажется не надежное место. И это не редкость — пайка загрязненных, жирных деталей.
Почему не доверяют полипропилену
Ответ на поверхности, — потому что нельзя проконтролировать качество соединения. С виду все соединения нормальные.
Невозможно дать точную гарантию клиенту на этот трубопровод.
Не обеспечивается контроль со стороны специалиста за качеством работы монтажника, так как ничего нельзя сказать о действительном качестве.
Чтобы проверить качество полипропиленнового соединения, его можно только разрезать. Или просвечивать в лаборатории.
Так сваривать или выбросить?
Но стоит ли принимать подобное слишком близко к сердцу домашнему мастеру?
Для многих гораздо важнее, что полипропилен стоит копейки, его можно всегда дешево переделать, если он на виду.
Выполняя сварку внимательно, стараясь не перегревать, чтобы не перекрывать сечения, всегда можно рассчитывать на то, что дешевый трубопровод окажется и самым лучшим и долговечным….
Миллионы фрагментов трубопроводных сетей из полипропилена, сваренных подобным образом, радуют потребителей по всему миру, есть очень большой шанс оказаться в рядах этих счастливцев…
Как правильно паять пластиковые трубы своими руками
Для тех, кто умеет паять пластиковые трубы, не составит труда устроить систему отопления, горячего или холодного водоснабжения и другие бытовые трубопроводы. Сборка таких систем требует, прежде всего, надежного соединения труб, от которого зависит качество всей проделанной работы.
Фото 1. Конструкция паяльника для пластиковых труб.
Сварить их из разного вида пластика не так сложно, как может показаться … Полипропилен, полиэтилен и другие полимерные материалы. Они достаточно пластичны в работе, не требуют слишком сложного оборудования, их температура плавления намного ниже, чем у железа, их вес относительно невелик, как и жесткость. Но знание специфики каждого материала, того, что делать и в какой последовательности, необходимо.
Они достаточно пластичны в работе, не требуют слишком сложного оборудования, их температура плавления намного ниже, чем у железа, их вес относительно невелик, как и жесткость. Но знание специфики каждого материала, того, что делать и в какой последовательности, необходимо.
Необходимые инструменты и материалы
Сварка полипропиленовых труб своими руками требует определенного набора инструментов и материалов. Имеет смысл вначале кратко перечислить их и разобраться, что для чего предназначено.Итак, для качественной сварки труб вам потребуется:
- специальный паяльник или насадки для бытового паяльника;
- комплект насадок для такого паяльника;
- секатор (ножницы), предназначенный для ровной резки труб;
- пластиковых труб;
- муфты (фитинги) различных типов;
- переходники на резьбовые соединения; Бритва
- ; Триммер
- ;
- средство для обезжиривания пластиковых труб.
Как правильно паять полипропиленовые трубы? Этот вопрос задают начинающие мастера. На фото 1 видно, что конструкция паяльника довольно необычна. Он предназначен для нагрева пластика, точнее — труб определенного диаметра. Ведь установка пластиковых трубопроводов — это в основном сварка компонентов. Такой паяльник — аналог сварочного аппарата, применяемого для соединения стальных изделий.
На фото 1 видно, что конструкция паяльника довольно необычна. Он предназначен для нагрева пластика, точнее — труб определенного диаметра. Ведь установка пластиковых трубопроводов — это в основном сварка компонентов. Такой паяльник — аналог сварочного аппарата, применяемого для соединения стальных изделий.
предназначены для работы с трубами и фитингами малого или большого диаметра.Обычно они продаются в комплекте.
Вместо ножниц для резки пластиковых труб вполне можно использовать обычную ножовку по металлу. Но тогда получить ровный срез под прямым углом будет довольно сложно, да и сам процесс резки займет слишком много времени. Даже человек без специальных навыков отрезает трубу секатором прямо.
Все пластиковые трубы свариваются практически по одной технологии, но с некоторыми отличиями. ПВХ, полипропилен, полиэтилен, например, имеют разную температуру плавления.Также существуют армированные трубы, которые перед сваркой необходимо очистить от армирующего материала.
Муфты, или фитинги, соединительные элементы различного назначения … Например, фитинги для соединения резьбовых соединений, называемые американскими, тройники, уголки с разными углами изгиба, обычные муфты и т. Д. Как нетрудно догадаться, внутренний диаметр соединительного элементов примерно равен внешнему диаметру пластиковых труб.
Бритва — это инструмент, предназначенный для сбривания армирующего слоя, который находится сверху.Если этот армирующий слой внутренний, для его очистки уже нужен триммер.
Чтобы соединение было более прочным, место пайки необходимо предварительно обезжирить. Для этого используются составы, растворяющие жир, этанол или другие.
Помимо описанных инструментов вам может потребоваться строительный уровень, специальные маркеры и т. Д., Но они потребуются при проведении реальной сборки, например, системы отопления.
Пошаговое описание сварки полипропиленовых элементов
В качестве примера стоит описать процесс соединения полипропиленовых труб. Они являются наиболее распространенными, используются в армированной и неармированной форме для организации почти любых домашних трубопроводных систем.
Технология сварки полипропиленовых труб, как отмечалось выше, основана на относительно низкой температуре плавления исходного материала. Собственно, это основное свойство полипропилена или другого пластика, определяющее относительно невысокую стоимость монтажа трубопроводов.
При пайке труб, исходным материалом для изготовления которых является полипропилен, необходимо выполнить следующие действия:
- Отрежьте трубы до необходимой длины с помощью специальных ножниц.Необходимо тщательно проверить качество пропила и его угол по отношению к средней линии трубы.
- Подбирать фитинги с учетом их назначения и диаметра.
- Обезжирьте те участки трубы и фитинга, которые будут привариваться. Трубу необходимо обезжирить сверху, фитинг внутри.
- Включите паяльник, оснастите его насадками такого диаметра, которые нужны для пайки труб. Следует учитывать, что паяльник долго нагревается, поэтому его можно заранее включить.Его рабочая температура находится в определенном диапазоне; для регулировки есть регулятор, который необходимо установить в положение, необходимое для определенного типа трубы.
- При сварке армированных труб необходимо предварительно очистить стык от армирующего слоя. Для этого используется триммер или бритва, которые необходимо подготовить заранее.
- Вставьте трубку в подготовленную для нее насадку на паяльнике. Наденьте штуцер на насадку, так как его внутренняя сторона нагреется.Время нагрева зависит от параметров труб и фитингов, о которых пойдет речь ниже.
- По окончании нагрева вставить трубу в фитинг, прижав ее до упора. Нужно тщательно контролировать угол вставки, чтобы соединение не получилось неровным. Каждая труба и каждый фитинг имеют специальную полосу в виде выпуклого профиля, указывающую направление сварки. Если при пайке такие полосы разместить друг напротив друга, даже довольно сложная система труб будет находиться в одной плоскости.
- Время сварки полипропиленовых труб составляет несколько минут, поэтому их необходимо отложить до полного затвердевания, после чего можно приступать к монтажу на стене.
 Следует учитывать, что паяльник долго нагревается, поэтому его можно заранее включить.Его рабочая температура находится в определенном диапазоне; для регулировки есть регулятор, который необходимо установить в положение, необходимое для определенного типа трубы.
Следует учитывать, что паяльник долго нагревается, поэтому его можно заранее включить.Его рабочая температура находится в определенном диапазоне; для регулировки есть регулятор, который необходимо установить в положение, необходимое для определенного типа трубы.
Как видите, самостоятельно провести сварочный процесс не так уж и сложно. Но на самом деле необходимо немного потренироваться, прежде чем приступить к реальному применению знаний, полученных из представленного материала. Обучение не будет слишком дорогим, так как неармированные трубы и фитинги достаточно дешевы.Ошибка в реальной работе приведет к необходимости начать все сначала, потратив время и материалы.
Уже понятно, как паять полипропиленовые трубы, пора разобраться с некоторыми параметрами процесса.
Параметры, которые необходимо учитывать при сварке труб
Типы пластиковых труб: 1 — полиэтилен, 2 — полипропилен, 3 — металлопластик.
Каждый пластик плавится при определенной температуре, и это необходимо учитывать при сварке.Кроме того, существуют такие понятия, как рекомендуемая рабочая температура и точка размягчения.
Например, полипропилен плавится при нагревании до 175 ° C. Но если температура на 30 ° C ниже, материал начинает размягчаться, что приводит к необратимой деформации. При таких параметрах производители полипропиленовых труб рекомендуют температуру эксплуатации не выше 95 °. Для трубопроводов, по которым движется, например, кипящая вода, эти трубы не подойдут. Но если они усилены алюминием или другим металлом, их можно использовать и в жарких средах.
Сварка, при которой полипропиленовые трубы гарантированно надежно соединены, может выполняться только при определенных параметрах окружающей среды … По крайней мере, в помещении, где она выполняется, должно быть тепло. Ни один производитель не рекомендует проводить такие работы при минусовых температурах. А точность работы человека на морозе — понятие довольно относительное.
Заключение по теме
Важным моментом является время нагрева труб и фитингов паяльником.
Например, если термометры фиксируют на рабочем месте 20 ° С, то для трубы диаметром 20 мм с шириной приварной ленты до 16 мм необходимо потратить на нагрев 6 с, на нагрев 4 с.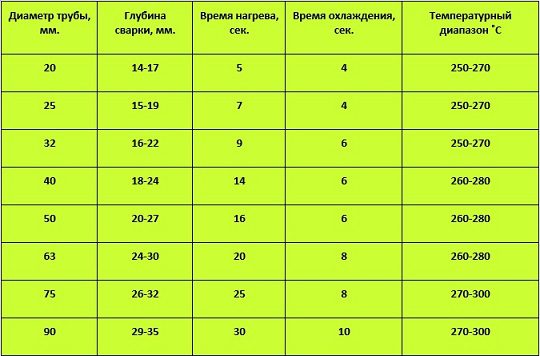 соединение и 2 минуты для полного затвердевания этого соединения.
соединение и 2 минуты для полного затвердевания этого соединения.
Таблица соотношений диаметров, длины места сварки и времени, затрачиваемого на основные операции, должна стать руководством к действию для тех, кто собирается сваривать пластиковые трубы для различных типов трубопроводов.
Ремонт — довольно дорогое удовольствие, поэтому многие предпочитают делать его самостоятельно в целях экономии. Но если поклейка обоев и укладка линолеума считаются простыми видами ремонта, то прокладка или замена коммуникаций требует определенных навыков и специального оборудования.
Например, многие опасаются необходимости подключения пластиковых труб при ремонте водопровода. На самом деле ничего сложного в этом нет, достаточно приобрести сварочный аппарат для пластиковых труб и изучить некоторые особенности процесса.
Для проведения сварочных работ с пластиковыми трубами вам потребуются следующие инструменты:
- строительная лента и карандаш (маркер) для измерения,
- труборез или строительный нож для резки труб,
- бритва (при сварке труб, армированных алюминиевой фольгой),
- напильник и мелкозернистая наждачная бумага для затирки заусенцев на отрезанных трубах,
- трубосварочный аппарат.

Также понадобится спирт для обезжиривания элементов конструкции в местах сварки и ветошь.
Что такое аппарат для сварки пластиковых труб
Сварочный аппарат для пластиковых труб предназначен для нагрева концов трубы и фитинга, которые будут соединяться друг с другом, до температуры, близкой к температуре плавления. Из-за размягчения материала после охлаждения они образуют единую монолитную конструкцию.
Само устройство состоит из опорной платформы и корпус оснащен:
- терморегулятор,
- световых индикаторов рабочего состояния прибора,
- ТЭН (зеркала, подошвы),
- ручки для регулировки положения зеркала.
В основании устройства есть два отверстия, на которые крепятся насадки, соответствующие диаметрам пластиковых труб. Самые распространенные насадки позволяют сваривать трубы от 16 до 32 мм, максимально возможный диаметр 63 мм.
Полезно! В процессе эксплуатации подошва и прикрепленные к ней насадки нагреваются до одинаковой температуры, что позволяет надежно соединять элементы трубопровода, не беспокоясь о том, что один из них недостаточно прогрет.

Аппараты для сварки пластмасс бывают двух видов: мечевидные и цилиндрические. Мечевидного аппарата вполне достаточно для домашнего использования, но у этого средства есть один недостаток — довольно слабая устойчивость.
Если вы приняли решение самостоятельно сделать водопровод для своего дома, то знайте, что лучшим материалом для этого будут пластиковые трубы. Чтобы быть в единой системе, нужно представить, как сваривается пластик. Однако пусть вас это не пугает, так как сам процесс пайки пластиковых труб не представляет особой сложности и не требует большого количества специальных инструментов.
Для производства сварочных работ вам потребуется:
- рулетка; Маркер
- ;
- строительный уровень;
- ножницы для резки пластиковых труб;
- Сварочный аппарат для пластиковых труб.
Практически у каждого ремесленника есть все инструменты, кроме последнего. Последний может понадобиться вам только один раз в жизни, поэтому гораздо лучше не покупать его, а взять в долг или арендовать.
Кратко о сварочном аппарате
Перед тем, как приступить к пайке, следует кратко ознакомиться с устройством, которое собираетесь использовать.
Важным элементом является подошва, которая оснащена ТЭНами. Удобство работы обеспечивается тем, что на подошве есть отверстия, позволяющие закрепить специальные насадки для пайки. Контроль температуры осуществляется с помощью термостата, расположенного на корпусе.
Процесс пайки труб
При начале пайки прибор необходимо установить в нужное положение и закрепить на нем насадки. подходящий размер … С помощью термостата установите требуемую температуру:
- 260 ° С для полипропиленовых труб;
- 220 ° C для полиэтиленовых труб.
Дайте прибору прогреться в течение 10-20 минут, пока индикатор не погаснет.
При пайке необходимо исходить из следующих данных:
| Внешний размер трубы, мм | |||||
| Расстояние до метки, мм | |||||
| Продолжительность нагрева, с | |||||
| Максимальная продолжительность технологической паузы, с | |||||
| Время охлаждения, мин |
Процесс пайки сводится к следующим операциям:
- Специальными ножницами отрезать трубу до необходимой длины с помощью спиртового раствора, очистить стыки от грязи и жира;
- Установить трубу и ответную муфту в патрубок и прогреть в течение времени, указанного в таблице;
- Соедините нагревательные элементы друг с другом, вставив трубу в розетку. Эту операцию необходимо выполнить в течение времени, указанного в таблице как технологическая пауза;
- После завершения операции проверьте качество полученного сварного соединения, которое будет заметно в виде пластиковых колец.
 Эту операцию необходимо выполнить в течение времени, указанного в таблице как технологическая пауза;
Эту операцию необходимо выполнить в течение времени, указанного в таблице как технологическая пауза;Мы только что изложили суть процесса пайки. Однако для обеспечения надежной работы трубопровода следует обратить внимание на следующие детали:
- Первую сварку следует провести через пять минут после прогрева паяльника.
- Если вам нужно сварить армированные трубы, вы должны использовать специальный инструмент, называемый бритвой, для удаления алюминия и полипропилена с трубы, которые образуют два верхних слоя. После этого трубы соединяются по уже описанному методу.
- Сварочные работы проводить только при плюсовой температуре окружающей среды.
- После сварки дайте подсоединенным трубам остыть, не позволяя им перекручиваться или двигаться. В случае, если соединительный шов некачественный, узел необходимо разрезать и процесс сварки повторить.

При работе с ним необходимо соблюдать определенные меры предосторожности, несоблюдение которых может повлиять на качество сварных соединений. В частности, следует помнить, что наконечники имеют тефлоновое покрытие для предотвращения накопления нагара. По окончании каждой операции с них нужно удалять расплавленные остатки деревянной лопаткой. Категорически запрещается удалять остатки материала после охлаждения насадок, так как это может повредить покрытие и вызвать неисправность всего устройства.
Любой современный дом, будь то частный особняк или городская квартира, обязательно оборудован различными инженерными сетями. А если так, то либо во время строительства, либо при ремонте или реконструкции, рано или поздно перед хозяевами встанет проблема установки или замены труб — и системы отопления. Мало кого сейчас привлекает трудоемкий и достаточно сложный монтаж стальных труб ВГП. Они дороги сами по себе, требуют значительных дополнительных затрат на транспортировку, а их обработка и подключение связаны со специфическими операциями, которые под силу далеко не каждому — резка, гибка, электрическая или газовая сварка, нарезание резьбы и т. Д.Плюс к «набивке» каждого резьбового соединения требуется особый подход, чтобы соединительный узел был качественным, без протечек.
Д.Плюс к «набивке» каждого резьбового соединения требуется особый подход, чтобы соединительный узел был качественным, без протечек.
Хорошо, что современные технологии позволяют обойтись без всех этих хлопот, используя полипропиленовые трубы. При правильном выборе материала и качественном монтаже контуры водоснабжения и отопления практически ни в чем не отступают от стали, по многим параметрам они намного превосходят. К тому же сама пайка полипропиленовых труб не так уж сложна, инструкция по выполнению которой будет рассмотрена в данной публикации.
Не все полипропиленовые трубы одинаковы Прежде чем приступить к рассмотрению инструкции по монтажу полипропиленовых труб, имеет смысл дать хотя бы общее представление об этом материале, в частности — о его разновидностях и сферах применения. Совершенно недопустимо выбирать трубы по принципу «какие дешевле» или «какие были». Последствия для неразборчивого домашнего мастера могут быть очень печальными — от деформации проложенного трубопровода до его разрыва или появления протечек в соединительных узлах.
Разницу в диаметре объяснять не нужно — в разных системах и в разных их сечениях используются их размеры, которые задаются гидравлическими расчетами. Диапазон диаметров от 16 до 110 мм позволяет практически полностью предусмотреть все возможные варианты. Причем практика показывает, что для дома или квартиры обычно достаточно сортимента до 40 мм, гораздо реже — до 50 ÷ 63 мм. Трубы большего диаметра — это, скорее, магистральные, и у них есть определенные особенности монтажа, но признаваться домашнему мастеру — вряд ли нужно.
Разница в цвете некоторых типов труб сразу бросается в глаза. Это то, на что меньше всего обращаешь внимания — белые, зеленые, сероватые и прочие стены — ничего не скажешь. Видимо, это всего лишь решение производителей как-то выделить свою продукцию на общем фоне. Кстати, для контуров отопления белый цвет однозначно будет предпочтительнее, так как трубопровод ненавязчиво впишется в любой интерьер, не создавая дисгармоничного цветового «пятна».
Но цветные полосы, если они есть, уже несут информативную нагрузку, понятную каждому. Синяя полоса — труба предназначена исключительно для холодного водоснабжения, красная — способна выдерживать повышенные температуры. Однако даже эта цветовая маркировка (которой, кстати, очень часто вообще не бывает) является лишь очень приблизительной, не раскрывая полностью эксплуатационные возможности конкретной трубы. Помогает просто не ошибиться при установке системы.Кстати, продольная линия хороша еще и тем, что она становится хорошим ориентиром при соединении сопрягаемых частей во время пайки.
Синяя полоса — труба предназначена исключительно для холодного водоснабжения, красная — способна выдерживать повышенные температуры. Однако даже эта цветовая маркировка (которой, кстати, очень часто вообще не бывает) является лишь очень приблизительной, не раскрывая полностью эксплуатационные возможности конкретной трубы. Помогает просто не ошибиться при установке системы.Кстати, продольная линия хороша еще и тем, что она становится хорошим ориентиром при соединении сопрягаемых частей во время пайки.
Гораздо больше информации дает буквенно-цифровая маркировка, которая, как правило, наносится на внешнюю стену. Здесь уже стоит присмотреться.
Международное сокращение полипропилена — PPR. Есть несколько типов материала, и вы можете найти обозначения PPRC, PP-N, PP-B, PP-3 и другие. Но чтобы полностью не запутать потребителя, существует более четкая градация труб — по типу, в зависимости от допустимого давления перекачиваемой жидкости и ее температуры.Всего таких типов четыре: ПН-10, ПН-16, ПН-20, ПН-25. Чтобы не рассказывать долго о каждом из них, можно дать табличку, характеризующую эксплуатационные возможности и область применения труб.
Чтобы не рассказывать долго о каждом из них, можно дать табличку, характеризующую эксплуатационные возможности и область применения труб.
трубы полипропиленовые
| Тип полипропиленовых труб | Рабочее давление (номинальное) | Применение труб | |
|---|---|---|---|
| МПа | техническая атмосфера, бар | ||
| PN -10 | 1.0 | 10,2 | Холодное водоснабжение. Как исключение — подводящие магистрали к контурам водяного «теплого пола», с максимальной рабочей температурой теплоносителя до 45 ° С. Материал наиболее доступный — по не особо выдающимся физико-техническим и эксплуатационным параметрам. |
| PN -16 | 1,6 | 16,3 | Самый популярный вариант для автономных систем холодного и горячего водоснабжения, с рабочей температурой не более 60 ° С, давлением не более 1.6 МПа. |
| PN -20 | 2,0 | 20,4 | Холодное и горячее автономное или центральное водоснабжение. Его можно использовать в автономных системах отопления, где гарантирован гидроудар. Температура охлаждающей жидкости не должна превышать 80 ˚С. Его можно использовать в автономных системах отопления, где гарантирован гидроудар. Температура охлаждающей жидкости не должна превышать 80 ˚С. |
| PN -25 | 2,5 | 25,5 | Горячее централизованное водоснабжение, системы отопления с температурой теплоносителя до 90 ÷ 95˚С, в том числе центральные. Самый прочный и не самый дорогой вид трубы. |
Конечно, чтобы труба могла выдерживать более высокие давления и температуры, у нее должны быть более толстые стенки. Значение толщины стенки и соответственно номинальный диаметр полипропиленовых труб разных типов — в таблице ниже:
| Диаметр трубы наружный, мм | Тип полипропиленовой трубы | |||||||
|---|---|---|---|---|---|---|---|---|
| PN -10 | PN -16 | PN -20 | PN -25 | |||||
| Диаметр прохода, мм | Толщина стенки, мм | Диаметр прохода, мм | Толщина стенки, мм | Диаметр прохода, мм | Толщина стенки, мм | Диаметр прохода, мм | Толщина стенки, мм | |
| 16 | — | — | 11.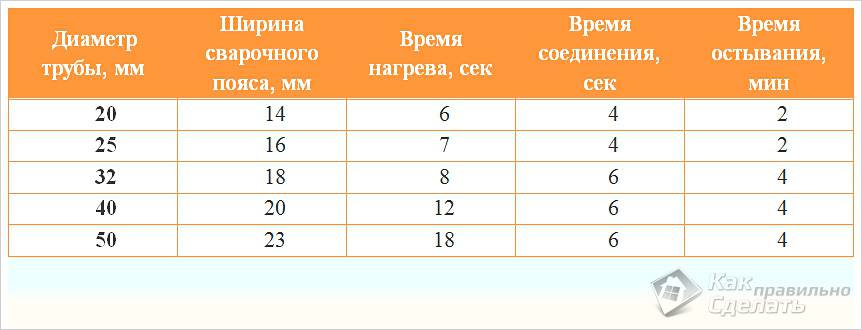 6 6 | 2,2 | 10,6 | 2,7 | — | — |
| 20 | 16,2 | 1,9 | 14,4 | 2,8 | 13,2 | 3,4 | 13,2 | 3,4 |
| 25 | 20,5 | 2,3 | 18 | 3,5 | 16,6 | 4,2 | 16,6 | 4,2 |
| 32 | 26 | 3 | 23 | 4.4 | 21,2 | 5,4 | 21,2 | 3 |
| 40 | 32,6 | 3,7 | 28,8 | 5,5 | 26,6 | 6,7 | 26,6 | 3,7 |
| 50 | 40,8 | 4,6 | 36,2 | 6,9 | 33,2 | 8,4 | 33,2 | 4,6 |
| 63 | 51,4 | 5.8 | 45,6 | 8,4 | 42 | 10,5 | 42 | 5,8 |
| 75 | 61,2 | 6,9 | 54,2 | 10,3 | 50 | 12,5 | 50 | 6,9 |
| 90 | 73,6 | 8,2 | 65 | 12,3 | 60 | 15 | — | — |
| 110 | 90 | 10 | 79.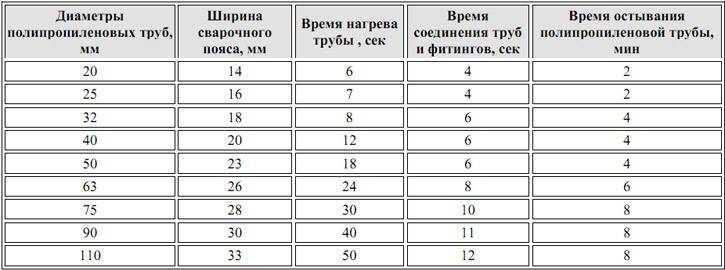 6 6 | 15,1 | 73,2 | 18,4 | — | — |
При всех достоинствах полипропилена у него есть еще и довольно существенный недостаток — очень значительное линейное расширение при нагревании. Если для холодных трубопроводов, расположенных внутри здания, это не так важно, то для труб горячего водоснабжения или для контуров отопления такая особенность может привести к провисанию, провисанию длинных участков, деформации сложных стыков, возникновению внутренних напряжений в корпус трубы, сокращающий срок ее службы.
Для минимизации эффекта теплового расширения используется армирование труб. Это может быть алюминий или стекловолокно.
Армирующая лента из стекловолокна всегда располагается примерно по центру толщины стенки трубы и никоим образом не влияет на технологию пайки.
А вот с алюминием несколько сложнее. Такое армирование бывает двух видов. В одном случае слой фольги расположен в непосредственной близости от внешней стенки трубы (на рисунке слева внизу). Другой вариант — армирующий пояс проходит примерно по центру стены. Для каждого из видов такой арматуры существуют особые технологические нюансы монтажа, о которых речь пойдет ниже.
Другой вариант — армирующий пояс проходит примерно по центру стены. Для каждого из видов такой арматуры существуют особые технологические нюансы монтажа, о которых речь пойдет ниже.
Армирование стекловолокном и алюминием значительно снижает линейное тепловое расширение полипропиленовых труб. Кроме того, слой алюминия выполняет еще одну функцию: он становится преградой против диффузии кислорода — проникновения молекул кислорода из воздуха через стенки трубы в теплоноситель.
Проникновение кислорода в жидкую среду теплоносителя может вызвать ряд негативных последствий, среди которых основными являются повышенное газообразование и активация коррозионных процессов, что особенно опасно для металлических деталей котельного оборудования. Армирующий слой способен многократно снизить этот эффект, поэтому такие трубы чаще всего используют именно для контуров отопления. В сантехнических системах вполне можно обойтись армированием стекловолокном, которое не оказывает существенного влияния на диффузию.
| Типы полипропиленовых труб | Обозначение | Коэффициент теплового расширения, м × 10 ⁻⁴ / ˚С | Скорость диффузии кислорода, мг / м² × 24 часа |
|---|---|---|---|
| Однослойные трубы: | |||
| PPR | 1,8 | 900 | |
| Многослойные трубы: | |||
| Полипропилен, армированный стекловолокном. | PPR-GF-PPR | 0,35 | 900 |
| Полипропилен, армированный алюминием. | PPR-AL-PPR | 0,26 | 0 |
На рисунке ниже показан пример маркировки полипропиленовой трубы:
1 — в первую очередь обычно идет наименование производителя, наименование модели трубы или ее артикул.
2 — материал изготовления и конструкция трубы. В данном случае это однослойный полипропилен.Трубы с армированием стекловолокном обычно маркируются как PPR-FG-PPR, а алюминиевые — PPR-AL-PPR.
Встречаются армированные трубы с внешним слоем полипропилена и внутренней стенкой из сшитого полиэтилена. У них будет такое обозначение, как PPR-AL-PEX или PPR-AL-PERT. На технологию пайки это не влияет, так как внутренний слой в ней не участвует.
3 — коэффициент стандартного размера трубы, равный отношению внешнего диаметра к толщине стенки.
4 — номинальные значения наружного диаметра и толщины стенки.
5 — вышеуказанный вид трубы по номинальному рабочему давлению.
6 — список международных стандартов, которым соответствует товар.
Трубы обычно продаются стандартной длиной 4 или 2 метра. Большинство торговых точек практикуют продажу в количестве, кратном 1 метру.
Для всех продаваемых труб представлены многочисленные аксессуары — фитинги с резьбой, для перехода на другой тип труб, с внешней или внутренней резьбой или с накидной гайкой американского типа, муфты, тройники, переходы диаметров, отводы пола с углом 90 и 90 °. 45 градусов, заглушки, обходные петли, компенсаторы и другие необходимые детали… Кроме того, можно приобрести краны, вентили, коллекторы, «косые» фильтры для грубой очистки воды, предназначенные для непосредственной впайки в полипропиленовый трубопровод.
45 градусов, заглушки, обходные петли, компенсаторы и другие необходимые детали… Кроме того, можно приобрести краны, вентили, коллекторы, «косые» фильтры для грубой очистки воды, предназначенные для непосредственной впайки в полипропиленовый трубопровод.
Одним словом, такое разнообразие позволяет подобрать наиболее удобную схему сборки системы практически любой степени сложности. Стоимость большинства этих деталей очень низкая, что позволяет приобретать их с определенной наценкой, хотя бы для того, чтобы провести небольшое учебное занятие перед началом практической установки — так сказать «набить руку».«
Способы соединения полипропиленовых труб Полипропилен — термопластичный полимер — при нагревании его структура начинает размягчаться, а при объединении двух равномерно нагретых до определенной температуры фрагмента происходит взаимная диффузия, а точнее даже полифузия, то есть взаимопроникновение материала. При остывании свойства полипропилена не меняются, а при качественном соединении — обеспечении оптимального нагрева и необходимой степени сжатия, после обратной полимеризации границы как таковой не должно быть — получается полностью монолитный агрегат.
Именно на этом свойстве основаны основные технологические приемы соединения полипропиленовых труб — этот метод часто называют полифузионной сваркой.
Такую сварку (пайку) можно производить муфтовым или стыковым методом.
- Приварка муфт — это как раз та технология, которая чаще всего применяется при устройстве водопровода или контуров отопления в доме или квартире. Он предназначен для труб малого и среднего диаметра, до 63 мм.
Его смысл в том, что любой соединительный узел предполагает использование двух частей — это сама труба и муфта, внутренний диаметр которой немного меньше наружного диаметра трубы.То есть в нормальном, «холодном» виде детали не поддаются спариванию. Муфта может выступать не только, простите за тавтологию, самой муфтой, но и монтажным участком тройника, ответвления, отвода, резьбового фитинга и других комплектующих.
Принцип такой сварки показан на схемах ниже.
Труба (поз. 1) и муфта или любой другой соединительный элемент (поз. 2) одновременно надвигаются на нагревательные элементы сварочного аппарата.
Пар предварительно устанавливается коаксиально на сам рабочий нагреватель необходимого диаметра, состоящий из металлической втулки (поз.4), в которую будет вставляться труба, и оправки (поз.5), на которую надевается необходимый соединительный элемент. .
Во время периода нагрева лента из расплавленного полипропилена примерно одинаковой ширины и глубины образуется вдоль внешней поверхности трубы и внутренней поверхности рукава (поз. 6). Важно выбрать правильное время нагрева, чтобы процесс плавления не охватил всю стенку трубы насквозь.
Обе части одновременно снимаются с нагревателя и соосно с усилием соединяются между собой. Внешний слой из расплавленного пластика из полипропилена позволяет трубе плотно входить в гильзу до упора по длине нагретого участка.
На этом этапе происходит процесс полифузии, охлаждения и полимеризации. В результате получается надежное соединение, которое хоть и показано на схеме заштрихованным участком (поз.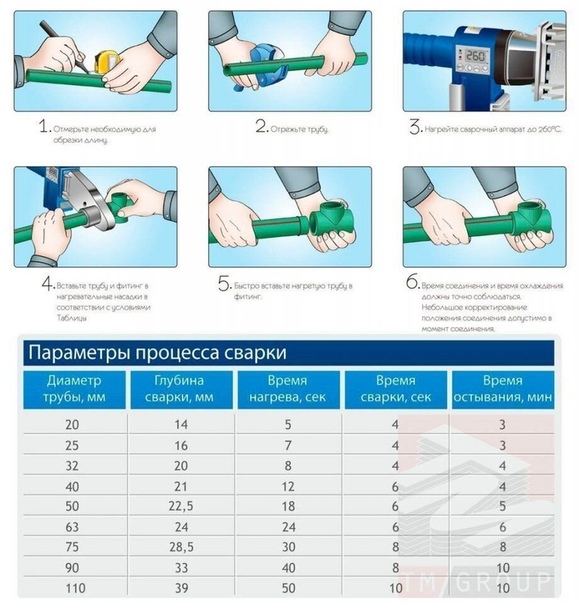 7), на самом деле, если вы посмотрите на разрез, вы его совсем не увидите — это практически монолитная стена.
7), на самом деле, если вы посмотрите на разрез, вы его совсем не увидите — это практически монолитная стена.
- Стыковая сварка выполняется немного иначе.
Одним из основных отличий является то, что детали обязательно одинаковы по внутреннему и внешнему диаметрам.
Первый шаг — точно подогнать концы, чтобы они идеально подходили друг к другу.
Трубы запрессованы с двух сторон фаской — вращающимся диском (поз. 2) с точно выровненными ножами (поз. 3)
Трубы снова прижимаются к центру, а на концах по всей толщине стенки образуются участки плавления полипропилена (поз.5).
И, по аналогии с предыдущим случаем, при охлаждении сварной шов полимеризуется, создавая надежное соединение между двумя трубами.
Принцип кажется простым, но это только на первый взгляд. При такой технологии сварки решающее значение имеет наиболее точное выравнивание сопрягаемых деталей. Кроме того, при сварке рукавов требуемая степень сжатия сопрягаемых расплавленных участков в большей степени обеспечивается разницей диаметров деталей. В этом случае требуется приложение значительной внешней силы, направленной строго по оси соединяемых труб. Все эти условия могут быть выполнены только при использовании специального достаточно сложного аппарата машинного типа.
В этом случае требуется приложение значительной внешней силы, направленной строго по оси соединяемых труб. Все эти условия могут быть выполнены только при использовании специального достаточно сложного аппарата машинного типа.
Машин для стыковой сварки немало, но почти все они имеют мощную станину с направляющими и зажимами для зажима труб на разный диаметр — для обеспечения совмещения соединения, съемный или наклонный облицовочный инструмент и нагреватель, механизм для создания требуемое сжатие — ручное, гидравлическое, электрическое и др..П.
Данная технология применяется, как правило, только профессионалами при прокладке магистральных труб, и вероятность столкнуться с ней на бытовом уровне практически нулевая.
Есть еще метод «холодной» сварки — с использованием клея на основе сильного органического растворителя. Дело в том, что при обработке таким составом поверхностные слои полимера размягчаются. В это время детали можно соединить в желаемом положении, а поскольку растворители обычно очень летучие, они быстро испаряются. тогда достаточно быстро начинается процесс обратной полимеризации.
тогда достаточно быстро начинается процесс обратной полимеризации.
Эта технология больше подходит для труб из поливинилхлорида (ПВХ), которые не обладают должной термопластичностью. Кроме того, у подобного способа соединения, пожалуй, больше недостатков и ограничений в использовании, чем преимуществ, поэтому он не пользуется особым спросом, тем более что существует простая и доступная технология полифузионных соединений для всех.
Что требуется для монтажных работИтак, в дальнейшем мы будем рассматривать исключительно сварку (пайку) полифузионных рукавов.Чтобы самостоятельно справиться с этой задачей, нужно подготовить ряд инструментов и аксессуаров.
- Прежде всего, это, конечно же, аппарат для сварки полипропиленовых труб. Такой инструмент того стоит — не такой уж и дорогой, и у многих ретивых владельцев он уже есть в домашнем «арсенале».
Сварочный аппарат должен сопровождаться наборами «муфта-оправка» необходимых диаметров. Большинство устройств позволяют одновременно разместить на своем ТЭН две, а иногда и три пары рабочих насадок, что дает возможность без перерывов на замену установить систему, в которой используются трубы различного диаметра.
Если у вас нет собственного устройства, и обстоятельства на данный момент не позволяют вам его приобрести, то многие магазины, салоны практикуют краткосрочную аренду с посуточной оплатой — вы можете воспользоваться этой возможностью.
Если вы решили купить аппарат для сварки полипропиленовых труб …
Все сварочные аппараты устроены примерно одинаково и работают по схожему принципу, но также имеют определенные отличия в компоновке и функциональности. Полезная информация для решивших совершить такую покупку размещена в статье нашего портала, специально посвященной.
В тексте можно встретить определение аппарата для пайки труб — но это всего лишь «игра слов». В данном случае разницы между этими понятиями нет.
- Для резки трубы требуются специальные ножницы. Причем они должны быть остро заточены, с исправным храповым механизмом, обеспечивающим плавный рез. Лезвие не должно иметь зазубрин или кривизны.
Трубу, конечно, можно разрезать ножовкой, просто металлическим листом или даже болгаркой, но это абсолютно не профессиональный подход, так как такими инструментами невозможно добиться необходимой точности и ровности пропила.
Аппарат для сварки полипропиленовых труб
- Необходимо подготовить разметочный инструмент — рулетку, линейку, строительный угольник, маркер или карандаш. Чтобы правильно разместить трубы, придется прибегнуть к использованию уровня.
- Если вы планируете паять полипропиленовые трубы с алюминиевой арматурой, то потребуются дополнительные инструменты.
— если труба имеет внешнее армирование, то потребуется бритва, которая очистит алюминиевый слой в месте проникновения.
— если алюминиевый армированный слой расположен глубоко в толще стены, то труба все равно требует предварительной подготовки, но в этом случае облицовочный инструмент уже используется.
Внешне фаска часто похожа на бритву, но есть разница между ними — она заключается в расположении ножей. У бритвы разрез идет по касательной параллельно оси трубы, а у фасовщика, поскольку даже название понятно, нож обрабатывает конец и снимает небольшую фаску.
Прочтите полезную статью, а также ознакомьтесь с разновидностями и критериями выбора на нашем портале.
Остановимся на этом подробнее при рассмотрении технологии пайки труб.
- Многие забывают об этом, но сварные участки труб и муфт необходимо очистить от грязи, пыли, влаги, а затем обезжирить. Это означает, что вам нужно приготовить чистую тряпку и растворитель на спиртовой основе (например, обычный этиловый или изопропиловый спирт).
Но нельзя использовать растворители на основе ацетона, сложных эфиров, углеводородов, так как полипропилен к ним не устойчив, а стенки могут плавать
- Также необходимо позаботиться о защите рук. Работать им придется в непосредственной близости от нагревательного элемента аппарата, а получить серьезный ожог проще простого.
 Работать им придется в непосредственной близости от нагревательного элемента аппарата, а получить серьезный ожог проще простого.
Работать им придется в непосредственной близости от нагревательного элемента аппарата, а получить серьезный ожог проще простого.Замшевые рабочие перчатки лучше всего подходят для этого дела — они практически не сковывают движения, не начнут тлеть от контакта с горячим обогревателем, надежно защитят руки.
И еще одно важное предупреждение. Большинство монтажных работ очень часто можно провести не к месту, но, например, на верстаке в мастерской — некоторые устройства даже имеют специальные кронштейны с зажимами для надежной фиксации на столе. Это удобно в том смысле, что собранный блок потом быстро устанавливается, например, в тесных и неудобных условиях ванны или туалета.
В любом случае, где бы ни проводилась пайка, необходимо обеспечить высокоэффективную вентиляцию.При нагревании полипропилена выделяется газ с резким запахом. Запах — это еще не самое страшное — при продолжительном вдыхании может возникнуть серьезное опьянение. Поверьте, это было испытано «на собственной шкуре». Автор этих строк провел сутки с температурой 39 ° после семи часов работы в достаточно просторном совмещенном санузле, с вроде бы исправной вентиляционной решеткой. Не повторяйте ошибок!
Автор этих строк провел сутки с температурой 39 ° после семи часов работы в достаточно просторном совмещенном санузле, с вроде бы исправной вентиляционной решеткой. Не повторяйте ошибок!
- В первую очередь начинающий мастер должен четко понимать, на что он собирается монтировать.Должен быть подготовлен подробный схематический чертеж, с заявленными размерами и указанием конкретных деталей — этот же «документ» станет основанием для покупки необходимого количества труб и комплектующих.
- Если условия позволяют, например, в помещении, где будет проводиться монтаж, еще нет отделки, то схему лучше всего перенести прямо на стены — так будет нагляднее, и можно будет замерить необходимый отрезки трубы буквально на месте.
Залог успеха — попытаться сделать максимально возможное количество узлов в удобном рабочем положении, на рабочем месте. Работать с паяльной машиной прямо на месте, да и в одиночку, без помощника — задача крайне сложная, и очень легко допустить ошибку. Понятно, что полностью избежать таких операций нельзя, но их количество следует свести к возможному минимуму.
Работать с паяльной машиной прямо на месте, да и в одиночку, без помощника — задача крайне сложная, и очень легко допустить ошибку. Понятно, что полностью избежать таких операций нельзя, но их количество следует свести к возможному минимуму.
- Паяльная машина готовится к работе.Рабочие пары надеваются на его подогреватель и стягиваются винтами — муфтами и оправками необходимых для работы диаметров. Если предполагается работа с одним типом трубы, то тут нечего мудрить — надевается одна пара, как можно ближе к торцу утеплителя.
Есть сварочные аппараты с цилиндрическими ТЭНами — у них несколько иное крепление рабочих элементов, как у хомута. Но разобраться в этом нетрудно.
- Работать будет намного удобнее, если устройство будет жестко закреплено на рабочей поверхности верстака.Очень круто, если в конструкции предусмотрен винт зажимного типа для крепления к краю столешницы. Но даже с обычным аппаратом можно попробовать придумать какую-то фиксацию. Например, если позволяет поверхность, ножки стенда прикручиваются к верстаку саморезами.
 Например, если позволяет поверхность, ножки стенда прикручиваются к верстаку саморезами.
Например, если позволяет поверхность, ножки стенда прикручиваются к верстаку саморезами.Даже с фиксированной опорой устройство может в ней «раскачиваться» — обязательно будет люфт. Здесь тоже можно предусмотреть свое крепление — просверлить отверстие и вкрутить саморез.Когда для удаленной работы нужен паяльник, снятие этого крепления — дело нескольких секунд.
- Паяльник подключен к сети. Если в нем есть терморегулятор, то он выставлен примерно на 260 ° C — это оптимальная температура для работы с полипропиленом. Не стоит никого слушать, что для 20-й трубы нужно 260 градусов, для 25 — 270 градусов и так далее — повышающие. Температура такая же, меняется только время нагрева сопрягаемых деталей.В любом случае те таблицы, которые прилагаются производителем в паспорте изделия, и которые будут размещены ниже в этой статье, рассчитаны именно на такой уровень нагрева.
- На паяльнике обычно есть световая индикация. Горящий красный свет означает, что нагревательный элемент работает. Зеленый — устройство вышло в рабочий режим.
 Зеленый — устройство вышло в рабочий режим.
Зеленый — устройство вышло в рабочий режим.Однако многие модели имеют свои особенности индикации. Некоторые устройства даже имеют цифровой дисплей с индикацией температуры.В любом случае прибор «даст вам знать», что он прогрелся до необходимого уровня.
- Ответные части готовятся к работе — отрезается необходимый отрезок трубы, подбирается соединительный элемент, согласно схеме монтажа.
- Не многие так делают, но пока технология требует — обязательной очистки места подключения от возможных грязи и пыли, обезжиривания. К тому же совершенно недопустимы даже малейшие капельки воды или влажная поверхность — водяной пар может попасть в слой расплава, создать там пористую структуру, и этот соединительный блок рано или поздно рискует протечь.
- Следующий шаг — разметить соединение. На трубе необходимо отмерять от конца и карандашом (маркером) отметить длину пенетрационной ленты. Именно до этого момента труба вставляется в нагревательную муфту, а затем в соединительную деталь. Каждому диаметру соответствует свое значение — оно будет указано в таблице ниже.
 Каждому диаметру соответствует свое значение — оно будет указано в таблице ниже.
Каждому диаметру соответствует свое значение — оно будет указано в таблице ниже.Вторая отметка наносится, если относительное положение сопряженных частей имеет значение. Например, с одной стороны отрезка трубы уже приварен отвод на 90 °, а с другой необходимо установить, скажем, тройник, но так, чтобы его центральный канал располагался под углом к отводу. относительно оси.Для этого сначала точно определяется положение деталей, а затем риск применяется через границу к обоим.
На выбор правильного положения при пайке будет не так много времени, и такая «хитрость» поможет точно расположить сопрягаемые детали.
- Следующим шагом будет прямая пайка соединения. Он, в свою очередь, также включает несколько этапов:
— С обеих сторон труба одновременно вставляется в гнездо паяльника, а на оправку надевается соединительный элемент.Труба должна доходить до сделанной отметки, штуцер — до упора.
— После того, как труба и соединительный элемент полностью вставлены, начинается время прогрева. Каждому диаметру соответствует свое оптимальное время, которое необходимо соблюдать.
Каждому диаметру соответствует свое оптимальное время, которое необходимо соблюдать.
— По истечении времени обе части снимаются с нагревательных элементов … У мастера буквально несколько секунд на то, чтобы придать деталям правильное положение и, конечно же, соосность, с усилием вставить одну в другую и вывести их к той же отметке.Простая регулировка без поворота вокруг оси допускается только в течение одной-двух секунд.
— В этом положении детали должны удерживаться без малейшего смещения в течение указанного периода фиксации.
— После этого собранный узел не должен подвергаться никакому напряжению в течение указанного периода охлаждения и полимеризации полипропилена. И только тогда его можно будет считать готовым
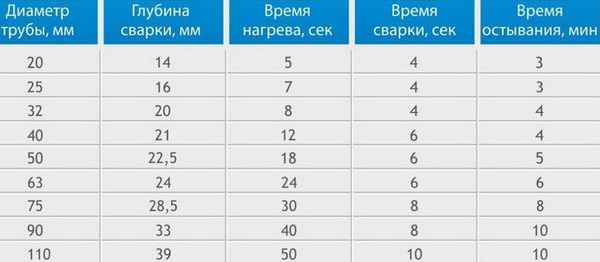
Теперь — об основных параметрах, которых необходимо придерживаться при установке.Для удобства восприятия они сведены в таблицу:
| Наименование индикаторов | Диаметр трубы, мм | ||||||
|---|---|---|---|---|---|---|---|
| 16 | 20 | 25 | 32 | 40 | 50 | 63 | |
| Длина сварного участка трубы, мм | 13 | 14 | 16 | 18 | 20 | 23 | 26 |
| Время нагрева, секунды | 5 | 5 | 7 | 8 | 12 | 12 | 24 |
| Время перестановки и подключения, сек | 4 | 4 | 4 | 6 | 6 | 6 | 8 |
| Время на исправление связи, сек | 6 | 6 | 10 | 10 | 20 | 20 | 30 |
| Время охлаждения и полимеризации агрегата, минут | 2 | 2 | 2 | 4 | 4 | 4 | 6 |
| Примечания: — Если свариваются тонкостенные трубы типа PN10, то период нагрева самой трубы уменьшается вдвое, но время нагрева соединительной части остается таким, как указано в таблице.  — Если работа ведется на открытом воздухе или в холодном помещении при температуре ниже + 5 ° С, то период прогрева увеличивается на 50%. | |||||||
Об уменьшении установленного времени прогрева не может быть и речи (за исключением случая, указанного в примечании к таблице) — качественное соединение не получится, да и узел обязательно потечет со временем . А вот что касается незначительного увеличения — у мастеров нет единства взглядов. Мотивация здесь в том, что трубы у разных производителей могут немного отличаться по материалу, то есть есть более жесткий или, наоборот, мягкий полипропилен.Но у мастеров накоплен опыт, точное знание используемого материала, и для новичка следует брать за основу рекомендуемые показатели.
Полезный совет — при покупке труб и комплектующих возьмите небольшой запас самых дешевых соединительных элементов и проведите эксперимент — обучение. Вы можете подготовить несколько отрезков трубы и выполнить пробную пайку.
При качественной пайке по окружности соединительного блока создается аккуратный хомут высотой около 1 мм, который не будет мешать свободному прохождению воды. С внешней стороны также образуется аккуратный воротник, не портящий внешний вид соединения.
С внешней стороны также образуется аккуратный воротник, не портящий внешний вид соединения.
ножницы для труб
Но перегрев уже чреват получением неисправного соединения. Расплавленный полипропилен начинает продавливаться внутрь при соединении частей, где образуется и затвердевает «юбка», которая в значительной степени закрывает проход. Напор воды в такой системе водоснабжения можно снизить, а кроме того, такой дефект часто со временем становится местом засора.
Проведение такого практического занятия поможет точно определить все параметры пайки и избежать ошибок.
Особенности работы с трубами с алюминиевой арматуройКак уже было сказано выше, здесь возможны два варианта — армирующий слой располагается у поверхности трубы, либо в глубине стены. Соответственно и способы подготовки трубы к сварке различаются.
- Понятно, что расположенный на поверхности алюминиевый слой просто не позволит полноценно прогреть и подключить агрегат. К тому же такие трубы всегда имеют чуть больший диаметр, и просто не войдут ни в нагревательную втулку, ни в соединительный элемент. Значит, необходимо очистить этот слой до «чистого» полипропилена.
Для этого используется специальный инструмент — бритва. В него вставляется кусок трубы и они начинают вращаться — установленные ножи аккуратно последовательно разрезают верхнее полимерное покрытие и алюминий снизу.
Обработка ведется до упора трубы в нижней части инструмента — размеры бритвы предусмотрены такие, что она будет разрезать фольгу точно в той полосе, которая требуется для сварного шва для заданного диаметра, то есть вам даже не нужно проводить соответствующую маркировку.
При пайке всю очищаемую область нужно прогреть, а затем полностью вставить в соединительную деталь. Запрещается оставлять снаружи даже тонкую полоску защищенной трубы.
- Если алюминиевая фольга спрятана в обшивке материала, то казалось бы, для качественной пайки она не подходит. Но здесь уже есть еще один нюанс.
 Но здесь уже есть еще один нюанс.
Но здесь уже есть еще один нюанс.Если труба не защищена с торца, то протекающая под давлением вода будет пытаться ее расслоить, найти выход между алюминиевым слоем и внешней полипропиленовой оболочкой.Алюминий к тому же может начать коррозию и потерять прочность. Результатом такого расслоения сначала становятся «пузыри» на теле трубы, которые затем обязательно заканчиваются крупной аварией.
Выход — создать такие условия, чтобы при сварке торец трубы и алюминиевый слой полностью покрывались расплавленным полипропиленом. А добиться этого можно обработкой специальным инструментом, о котором говорилось выше — фрезой.
Внешне он может быть похож на бритву, но у него ножи расположены иначе — точно выровняют торец, срежут фаску и снимут тонкую полоску алюминиевой фольги по окружности, примерно 1.5-2 мм от края. В процессе нагрева и стыковки деталей образовавшийся валик расплавленного полипропилена полностью закроет конец трубы, и сборка получит необходимую надежность.
Трубы с армированием стекловолокном не имеют монтажных особенностей.
- Процесс пайки, как уже говорилось, лучше всего проводить на удобном просторном рабочем месте, собирая по максимуму готовые узлы водопровода (контура отопления), а уже потом устанавливая и подключая их на место.
Работа «у стены» всегда более сложная, трудоемкая и нервная, поскольку приходится держать достаточно тяжелый аппарат одной рукой, одновременно обеспечивая нагрев обеих сопрягаемых частей. Часто без помощника такое сварное соединение практически невозможно. Поэтому стоит свести количество таких операций к минимуму.
Но важно не ошибиться. Для подключения агрегата необходимо обеспечить определенную степень свободы сопрягаемых деталей — их нужно развести, чтобы между ними установить сварочный аппарат (плюс греющая пара тоже имеет определенную ширину), затем осторожно, без перекоса вставить в оправку и муфту, после разогрева обеспечить поступательный отвод и затем соединение.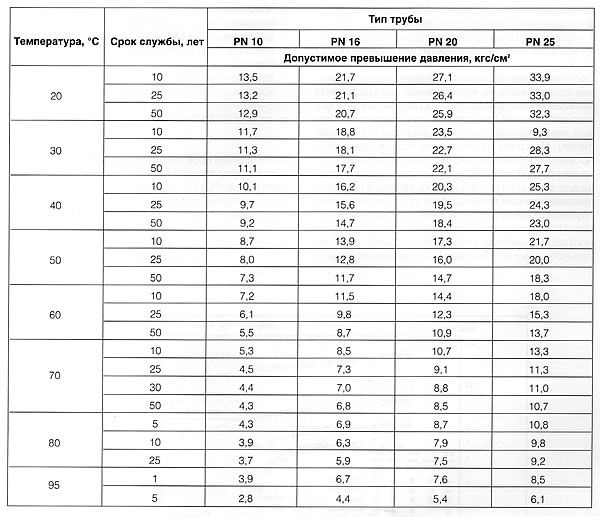 Следует заранее предусмотреть этот момент — хватит ли имеющегося люфта для выполнения всех этих манипуляций.
Следует заранее предусмотреть этот момент — хватит ли имеющегося люфта для выполнения всех этих манипуляций.
- Бывает, что неопытные мастера, не предвидя этого нюанса, сталкиваются с тем, что остался последний шов, и нет возможности его завершить. Что делать?
Выходом может быть вварка в разрез трубы разборной соединительной пары — штуцера с резьбой и муфты с накидной гайкой — «американка». Соединение получается надежным, и паять такие элементы уже не сложно даже в таких сложных условиях.
- Если хоть какой-то узел при установке вызывает хоть малейшее сомнение, без сожаления его следует вырезать и приварить другие детали. Поверьте, это не займет много времени и не повлечет серьезных затрат. Но если со временем такой сомнительный участок вдруг протечет, последствия могут быть очень печальными.
- Следующая группа ошибок уже упоминалась выше — это нарушение технологии пайки труб. Это включает недостаточный или чрезмерный нагрев. Усилие, прилагаемое к деталям во время соединения, должно быть умеренным. Слишком сильное сжатие создаст внутреннюю «юбку». Не менее опасно и недостаточное приложение силы — труба не входит в раструб соединительной детали до конца, остается небольшой участок увеличенного диаметра и утоненная стенка — потенциальное место прорыва!
 Слишком сильное сжатие создаст внутреннюю «юбку». Не менее опасно и недостаточное приложение силы — труба не входит в раструб соединительной детали до конца, остается небольшой участок увеличенного диаметра и утоненная стенка — потенциальное место прорыва!
Слишком сильное сжатие создаст внутреннюю «юбку». Не менее опасно и недостаточное приложение силы — труба не входит в раструб соединительной детали до конца, остается небольшой участок увеличенного диаметра и утоненная стенка — потенциальное место прорыва!- Не забывайте очищать свариваемые детали от грязи и жира. Возможно, это покажется незначительным, но на практике случаев, когда подобное пренебрежение впоследствии обернулось слабым соединением и образованием течи, вполне достаточно.
- Попытки изменить положение деталей в период схватывания и остывания стыка очень опасны. Внешне это может и не появиться, но в соединительном шве появляются микротрещины, которые впоследствии приводят к авариям. Связанный узел мне не нравится — «в топку» его, и сделай новый, но не пытайся менять!
- При зачистке армированной трубы даже крошечный кусочек фольги не должен оставаться на очищенном участке — это может стать потенциальным местом утечки в будущем.
- Еще одна рекомендация. Понятно, что материал должен быть качественным — не стоит гнаться за дешевизной, так как можно потерять намного больше, тем более что даже фирменные полипропиленовые трубы и комплектующие к ним не такие уж и дорогие. Но бывают случаи, когда при установке качественных труб, проведенной со строгим соблюдением технологии, соединительные узлы все же со временем начинали выходить из строя. А причина проста — действительно был использован качественный материал, но от разных производителей.На первый взгляд незначительные различия в химическом составе и физико-технических характеристиках полипропилена дали столь неожиданный результат — полноценной диффузии расплавов добиться не удалось.
 Понятно, что материал должен быть качественным — не стоит гнаться за дешевизной, так как можно потерять намного больше, тем более что даже фирменные полипропиленовые трубы и комплектующие к ним не такие уж и дорогие. Но бывают случаи, когда при установке качественных труб, проведенной со строгим соблюдением технологии, соединительные узлы все же со временем начинали выходить из строя. А причина проста — действительно был использован качественный материал, но от разных производителей.На первый взгляд незначительные различия в химическом составе и физико-технических характеристиках полипропилена дали столь неожиданный результат — полноценной диффузии расплавов добиться не удалось.
Понятно, что материал должен быть качественным — не стоит гнаться за дешевизной, так как можно потерять намного больше, тем более что даже фирменные полипропиленовые трубы и комплектующие к ним не такие уж и дорогие. Но бывают случаи, когда при установке качественных труб, проведенной со строгим соблюдением технологии, соединительные узлы все же со временем начинали выходить из строя. А причина проста — действительно был использован качественный материал, но от разных производителей.На первый взгляд незначительные различия в химическом составе и физико-технических характеристиках полипропилена дали столь неожиданный результат — полноценной диффузии расплавов добиться не удалось.Поэтому последний совет: используйте качественные трубы от одного производителя. Вероятно, очевидно, что все компоненты также должны быть одной марки.
В конце публикации — информативное видео о пайке полипропиленовых труб:
Видео: мастер делится секретами качественной пайки полипропиленовых труб В последнее время традиционные чугунные и стальные трубопроводы все чаще заменяются более современными продуктами химической промышленности — поливинилхлоридом и полипропиленом и трубами.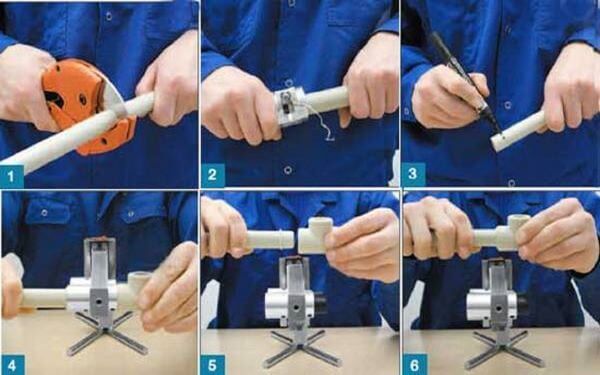 Но новые материалы требуют иной технологии соединения труб, и пайка в этом случае наиболее эффективна.
Но новые материалы требуют иной технологии соединения труб, и пайка в этом случае наиболее эффективна.
Примечание! Температура пайки, влияющая на качество стыка, зависит от размеров изделий — это можно увидеть в таблице ниже.
| Трубы полипропиленовые, маркировка | Характеристики и назначение |
|---|---|
| PN 10 | технические характеристики приемлемы для холодного водоснабжения до 20 градусов Цельсия, системы утепления полов до 45 градусов, при рабочем давлении — 1 МПа |
| PN 16 | характеристики определяют использование как для горячего (до 60 градусов Цельсия), так и для холодного водоснабжения, номинальное рабочее давление — 1.6 МПа |
| PN 20 | Технические характеристики труб данного типа позволяют использовать в системах горячего водоснабжения с температурой до 95 градусов, номинальным давлением — 2 МПа |
| PN 25 | Труба армированная полипропиленовая: характеристики подходят для горячего водоснабжения, а также для системы центрального отопления до 95 градусов Цельсия, номинальное давление — 2,5 МПа |
Шаг 1. Выбор того или иного исходного материала напрямую зависит от будущего назначения.Главный критерий разделения — это максимально допустимая температура рабочей среды. В связи с этим различают трубы для горячего, холодного и смешанного водоснабжения.
Выбор того или иного исходного материала напрямую зависит от будущего назначения.Главный критерий разделения — это максимально допустимая температура рабочей среды. В связи с этим различают трубы для горячего, холодного и смешанного водоснабжения.
Для точного определения необходимого количества труб и фитингов проводится обмер помещения и составляется его примерный план. На последнем указываются габариты будущей магистрали и всех ее элементов.
После покупки всех комплектующих можно переходить к следующему шагу.
Шаг 2. Необходимое оборудование
Принцип пайки заключается в нагреве концов соединяемых труб до требуемой температуры и последующей их фиксации. Для этого потребуется специальный прибор — сварочный аппарат.
Может быть трех типов:
Помимо самого устройства для работы потребуются:
О выборе насадок
Нагревательные форсунки должны соответствовать поперечному сечению подключаемых труб. Для этого нужно обратить внимание на определенные параметры:
Для этого нужно обратить внимание на определенные параметры:
- прочности;
- Сохранение формы при перепадах температур;
- теплопроводность.
Большинство сварочных аппаратов совместимы сразу с несколькими разными насадками, что чрезвычайно удобно при прокладке сложных линий.
Каждая форсунка имеет сразу два конца — один предназначен для нагрева внешней поверхности изделий, другой — для внутренней. Все наконечники покрыты тефлоновым спреем для предотвращения прилипания расплавленного спрея.Размеры патрубков колеблются от 2 см до 6 см, что полностью совпадает с обычным и поперечным сечением труб.
Когда план составлен, и все комплектующие закуплены, остается только тщательно очистить помещение. Особое внимание необходимо уделить пыли, ведь даже самые мелкие частицы, оседая на швах, легко могут нарушить герметичность.
Сначала в розетку вставляется насадка, после чего устройство включается. Дальнейшие действия зависят от выбранной техники пайки, поэтому рассмотрим их (приемы) более подробно.
Дальнейшие действия зависят от выбранной техники пайки, поэтому рассмотрим их (приемы) более подробно.
Метод № 1. Пайка диффузионная
При использовании данной технологии сварки материал соединяемых деталей взаимно проникает друг в друга и после охлаждения образует монолитный элемент. Один из наиболее распространенных методов обработки, который, однако, приемлем только для однородных материалов.
Примечание! В этом случае температура пайки достигает 265ᵒС.Именно при этой температуре плавится полипропилен.
Видео — Диффузионная пайка полипропиленовых труб
Способ №2. Пайка розеток
В раструбной сварке используются сварочные аппараты с различным сечением сопел. Сама процедура выглядит достаточно простой.
Шаг 1. Сначала нарезаются отрезки трубы необходимой длины. Важно, чтобы обрезка проходила исключительно под прямым углом.
Шаг 2. Концы изделий очищаются бритвой (если используются армированные трубы).
Шаг 3. Концы вставляются в сопло соответствующего сечения, нагреваются до температуры плавления и соединяются.
Примечание! Крайне важно, чтобы трубы не меняли своего положения по мере остывания.
Метод № 3. Пайка встык
Этот метод полезен при соединении труб большого диаметра. Как и в предыдущих вариантах, трубы разрезаются на отрезки необходимой длины, а концы тщательно очищаются.
Метод № 3. Пайка муфты
При сварке муфтой между соединяемыми элементами вводится дополнительная деталь — муфта. Прогрев происходит аналогично, но не нагреваются только соединительные элементы, но не основные секции.
Метод № 4. Пайка полифузионная
Разновидность диффузной технологии, отличающаяся тем, что плавится только один из двух соединенных элементов.
Способ №5.«Холодная» пайка полипропиленовых труб
Этот метод сварки включает нанесение специального клея на соединяемые трубы.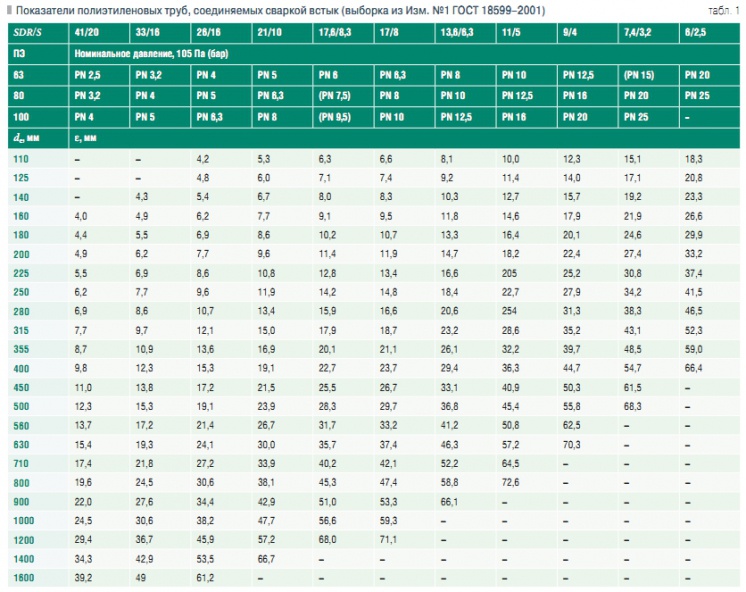 Характерно, что применение «холодной» сварки допустимо только в тех линиях, в которых давление рабочей жидкости незначительно.
Характерно, что применение «холодной» сварки допустимо только в тех линиях, в которых давление рабочей жидкости незначительно.
При перегреве или соединении труб малого диаметра существует опасность провисания внутренней поверхности. Эти пробки будут препятствовать свободному движению рабочей жидкости во время работы.
Во избежание этого необходимо проверить соединение на наличие таких дефектных участков. Место стыка необходимо продуть, и если воздух проходит свободно, то сварка однозначно очень качественная.
Примечание! После этого необходимо проверить герметичность соединения — для этого через спаянные элементы пропускается небольшое количество воды.
Важные правила пайки полипропилена
Для качественного и герметичного соединения необходимо придерживаться определенных правил.
Пайка труб из полипропилена в труднодоступных местах
На вопрос, в чем основная проблема при устройстве пластикового трубопровода, любой специалист ответит: пайка в труднодоступных местах . .. Для выполнения этой процедуры конструкция разбивается на несколько участков.
.. Для выполнения этой процедуры конструкция разбивается на несколько участков.
В первую очередь монтируется неудобная большая площадь. Желательно формировать его отдельно, а уже потом устанавливать на стационарное место.
После устранения проблемного места устанавливаются элементы меньшего размера и, соответственно, простые в установке.Это мероприятие должно проводиться как минимум с двумя людьми.
Видео — Установка в труднодоступных местах
Распространенные ошибки при пайке пластиковых труб
Видео — Технология пайки полипропиленовых труб
Результат
Навыки пайки полипропиленовых труб придут со временем. Здесь нет ничего сложного, хотя сначала будет повреждено несколько муфт и один-два десятка метров труб. И это не страшно, ведь они не такие уж и дорогие; по крайней мере автономность от сантехников дороже.
King Plastic Corporation СОВЕТЫ ПО СВАРке ТЕРМОПЛАСТИК
Из архивов IAPD
Сварка — это процесс соединения поверхностей путем их размягчения под действием тепла. При сварке термопластов одним из ключевых компонентов является сам материал. Пока существует сварка пластмасс, многие люди до сих пор не понимают основ, которые имеют решающее значение для правильной сварки.
При сварке термопластов одним из ключевых компонентов является сам материал. Пока существует сварка пластмасс, многие люди до сих пор не понимают основ, которые имеют решающее значение для правильной сварки.
Правило номер один при сварке термопластов — вы должны сваривать подобный пластик с подобным пластиком.Чтобы получить прочный и однородный сварной шов, необходимо убедиться, что ваша подложка и сварочный стержень идентичны; например, из полипропилена в полипропилен, из полиуретана в полиуретан или из полиэтилена в полиэтилен.
Вот несколько советов по сварке различных типов пластмасс и шаги по обеспечению надлежащего сварного шва.
Сварка полипропилен Полипропилен (ПП) — один из самых простых в сварке термопластов, который используется во многих различных областях.ПП имеет отличную химическую стойкость, низкий удельный вес, высокую прочность на разрыв и является наиболее стабильным по размерам полиолефином. Проверенные области применения полипропилена: оборудование для нанесения покрытий, резервуары, воздуховоды, травильные установки, вытяжные шкафы, скрубберы и ортопедия.
Проверенные области применения полипропилена: оборудование для нанесения покрытий, резервуары, воздуховоды, травильные установки, вытяжные шкафы, скрубберы и ортопедия.
Для сваривания полипропилена сварочный аппарат должен быть настроен на температуру около 572 ° F / 300 ° C; определение вашей температуры будет зависеть от того, какой тип сварочного аппарата вы приобретете, и рекомендаций производителя. При использовании термопластического сварочного аппарата с нагревательным элементом мощностью 500 ватт на 120 вольт регулятор воздуха следует установить примерно на 5 л. С.s.i. и реостат на 5. Выполняя эти шаги, вы должны быть в районе 572 ° F / 300 ° C.
Сварочный полиэтилен Другой довольно простой для сварки термопласт — полиэтилен (PE). Полиэтилен имеет ударопрочность, исключительную стойкость к истиранию, высокую прочность на разрыв, поддается механической обработке и имеет низкое водопоглощение. Проверенные области применения полиэтилена — это контейнеры и вкладыши, резервуары, лабораторные сосуды, разделочные доски и направляющие.
Самым важным правилом при сварке полиэтилена является то, что вы можете сваривать низкое давление с высоким, но не высокое с низким.Это означает, что вы можете приваривать сварочный стержень из полиэтилена низкой плотности (LDPE) к листу из полиэтилена высокой плотности (HDPE), но не наоборот. Причина проста. Чем выше плотность, тем сложнее сломать детали для сварки. Если компоненты не могут быть разделены с одинаковой скоростью, они не могут правильно соединиться. Помимо обеспечения совместимости плотностей, полиэтилен довольно легко сваривать. Для сварки ПВД вам необходимо иметь температуру приблизительно 518 ° F / 270 ° C, регулятор установлен на приблизительно 5-1 / 4 — 5-1 / 2, а реостат — на 5.Как и PP, HDPE поддается сварке при 572 ° F / 300 ° C.
Советы по правильной сварке Перед сваркой термопластов необходимо выполнить несколько простых шагов, чтобы обеспечить надлежащий сварной шов. Очистите все поверхности, включая сварочный стержень, метилэтилкетоном или аналогичным растворителем. Сделайте канавку на подложке, достаточную для размещения сварочного стержня, а затем обрежьте конец сварочного стержня под углом 45 °. Как только сварщик настроится на нужную температуру, вам необходимо подготовить основу и сварочный стержень.Благодаря использованию автоматической скоростной насадки большая часть подготовительной работы выполняется за вас.
Сделайте канавку на подложке, достаточную для размещения сварочного стержня, а затем обрежьте конец сварочного стержня под углом 45 °. Как только сварщик настроится на нужную температуру, вам необходимо подготовить основу и сварочный стержень.Благодаря использованию автоматической скоростной насадки большая часть подготовительной работы выполняется за вас.
Удерживая сварочный аппарат примерно в дюйме от подложки, вставьте сварочный стержень в наконечник и переместите его вверх и вниз три-четыре раза. Это приведет к нагреванию сварочного стержня при нагревании основы. Признаком готовности подложки к сварке является появление эффекта запотевания, похожего на дуновение на кусок стекла.
Сильно и последовательно надавите на пыльник наконечника.Пыльник проталкивает сварочный стержень в подложку. Если вы решите, как только сварочный стержень прилипнет к подложке, вы можете отпустить стержень, и он автоматически протянется.
Большинство термопластов можно шлифовать, и шлифовка не повлияет на прочность сварного шва. Используя наждачную бумагу с зернистостью 60, отшлифуйте верхнюю часть сварочного валика, затем обработайте влажную наждачную бумагу с зернистостью 360, чтобы получить чистую поверхность. При работе с полипропиленом или полиэтиленом их глянцевую поверхность можно вернуть, слегка нагревая поверхность желтой пропановой горелкой с открытым пламенем.(Имейте в виду, что следует соблюдать обычные процедуры пожарной безопасности.) После выполнения этих шагов у вас должен получиться сварной шов, похожий на фотографию внизу слева.
Используя наждачную бумагу с зернистостью 60, отшлифуйте верхнюю часть сварочного валика, затем обработайте влажную наждачную бумагу с зернистостью 360, чтобы получить чистую поверхность. При работе с полипропиленом или полиэтиленом их глянцевую поверхность можно вернуть, слегка нагревая поверхность желтой пропановой горелкой с открытым пламенем.(Имейте в виду, что следует соблюдать обычные процедуры пожарной безопасности.) После выполнения этих шагов у вас должен получиться сварной шов, похожий на фотографию внизу слева.
Учитывая приведенные выше советы, сварка термопластов может быть довольно простым процессом. Несколько часов практики сварки дадут возможность «почувствовать» правильное равномерное давление на стержень прямо в зону сварки. А эксперименты с разными видами пластики помогут освоить процедуру.Для получения информации о других процедурах и стандартах обратитесь к местному дистрибьютору пластмасс.
Дополнительные советы по сварке пластмасс
% PDF-1. 4
%
313 0 объект
>
endobj
xref
313 79
0000000016 00000 н.
0000002321 00000 н.
0000002477 00000 н.
0000003038 00000 н.
0000003592 00000 н.
0000004214 00000 н.
0000004407 00000 п.
0000006787 00000 н.
0000009095 00000 н.
0000009259 00000 н.
0000012406 00000 п.
0000015433 00000 п.
0000015933 00000 п.
0000016116 00000 п.
0000019333 00000 п.
0000022102 00000 п.
0000023902 00000 п.
0000025718 00000 п.
0000025830 00000 н.
0000025944 00000 п.
0000026058 00000 п.
0000026171 00000 п.
0000026286 00000 п.
0000026378 00000 п.
0000031364 00000 п.
0000031883 00000 п.
0000032487 00000 н.
0000032585 00000 п.
0000038041 00000 п.
0000038636 00000 п.
0000039274 00000 п.
0000039781 00000 п.
0000040090 00000 н.
0000040395 00000 п.
0000043303 00000 п.
0000043710 00000 п.
0000044164 00000 п.
0000044612 00000 п.
0000044890 00000 н.
0000045186 00000 п.
0000083346 00000 п.
0000083385 00000 п.
0000118997 00000 н.
0000119036 00000 н.
0000119113 00000 н.
0000119191 00000 н.
4
%
313 0 объект
>
endobj
xref
313 79
0000000016 00000 н.
0000002321 00000 н.
0000002477 00000 н.
0000003038 00000 н.
0000003592 00000 н.
0000004214 00000 н.
0000004407 00000 п.
0000006787 00000 н.
0000009095 00000 н.
0000009259 00000 н.
0000012406 00000 п.
0000015433 00000 п.
0000015933 00000 п.
0000016116 00000 п.
0000019333 00000 п.
0000022102 00000 п.
0000023902 00000 п.
0000025718 00000 п.
0000025830 00000 н.
0000025944 00000 п.
0000026058 00000 п.
0000026171 00000 п.
0000026286 00000 п.
0000026378 00000 п.
0000031364 00000 п.
0000031883 00000 п.
0000032487 00000 н.
0000032585 00000 п.
0000038041 00000 п.
0000038636 00000 п.
0000039274 00000 п.
0000039781 00000 п.
0000040090 00000 н.
0000040395 00000 п.
0000043303 00000 п.
0000043710 00000 п.
0000044164 00000 п.
0000044612 00000 п.
0000044890 00000 н.
0000045186 00000 п.
0000083346 00000 п.
0000083385 00000 п.
0000118997 00000 н.
0000119036 00000 н.
0000119113 00000 н.
0000119191 00000 н. 20t} 4w * OH | C’31’Boev
20t} 4w * OH | C’31’Boev
Полное руководство по пайке для гитаристов | Гитара.com
Мы освещаем множество проектов электроники для усилителей и гитар в наших функциях DIY. Возможно, мы считаем само собой разумеющимся, что все умеют паять, но даже те из нас, кто занимается пайкой десятилетиями, могут узнать что-то новое.
Это руководство разделено на две части. В первой части я поделюсь некоторыми профессиональными советами по паяльному оборудованию и передовым практикам. Во второй части я буду применять эту информацию к простому проекту, показывая, как сделать высококачественный гитарный кабель.
Железный могучий Существуют разные типы паяльников, и очень важно выбрать подходящий для себя. Утюги в виде карандашей представляют собой интегрированные блоки с утюгом на одном конце и дюбелем на другом. В большинстве из них есть подставка, на которой вы можете держать горячий утюг в перерывах между задачами. Это пригодится, если вы надеетесь избежать прожигания дыр на рабочем столе, ковре или в себе. Не спрашивайте меня, откуда я знаю … Я просто знаю.
Утюги для карандашей либо включены, либо выключены, а их рабочая температура фиксирована.Напротив, паяльные станции включают в себя утюг и подставку, которые могут быть интегрированы, а могут и не быть, но станция позволяет вам устанавливать рабочую температуру утюга. Некоторые взаимодействуют с датчиком в наконечнике, чтобы поддерживать эту температуру.
Изображение: Shutterstock
Паяльные пистолеты — еще один вариант. Они быстро нагреваются, но могут стать слишком горячими и не подходят для деликатной работы. Также доступны газовые паяльные горелки, но они лучше подходят для тонкой обработки металлов, и если у вас нет опыта, вы можете в конечном итоге поджечь что-то или кого-то.Для работы с гитарой и усилителем я бы порекомендовал паяльную станцию с контролем температуры.
Электростанции Для разных паяльных работ требуется разная мощность паяльника. Для пайки компонентов со сквозным отверстием на печатной плате не требуется много энергии, но пайка заземляющего соединения на шасси усилителя выходит за рамки возможностей большинства паяльников. Обычные работы в гитарных мастерских, требующие большей мощности, включают пайку заземляющих проводов на корпусах потенциометров и пружинных зажимах Stratocaster.В здании усилителя также потребуется изрядное количество энергии для сборки проушины и турели.
Обычные работы в гитарных мастерских, требующие большей мощности, включают пайку заземляющих проводов на корпусах потенциометров и пружинных зажимах Stratocaster.В здании усилителя также потребуется изрядное количество энергии для сборки проушины и турели.
Изображение: Shutterstock
Если у вас есть паяльник на 15 или 20 Вт, вы, вероятно, не сможете выполнять эту работу, потому что более крупные металлические части действуют как радиаторы, рассеивая тепло от паяльника. Когда утюг не может поддерживать достаточную температуру, припой не может плавиться и течь должным образом, образуя прочное соединение. Вы также в конечном итоге будете держать утюг на месте в течение длительного времени, и, несмотря на недостаточное количество тепла для пайки, вы все равно можете расплавить пластмассовые детали и повредить хрупкие электронные компоненты.
Все утюги могут достигать температуры, достаточной для плавления припоя, и более высокая мощность не обязательно означает, что утюг станет более горячим; на самом деле это означает, что он может поддерживать свою температуру даже при рассеивании тепла. Как показывает опыт, больше мощности всегда лучше, и утюга мощностью от 50 до 60 Вт должно хватить для большинства работ.
Припой для электроники бывает двух видов — на основе свинца и без свинца. Повышение осведомленности об опасности для здоровья, связанной со свинцом, привело к принятию законодательства, ограничивающего использование припоев на основе свинца в производстве.
Свинцовый припой обычно представляет собой смесь олова и свинца 60/40, плавящуюся при температуре около 190 ° C, и его использовали во всех винтажных гитарах, педалях и усилителях. Он по-прежнему широко продается, и это лучший вариант для реставрационных работ. Также доступен свинцовый припой 63/37, и его более быстрый переход из жидкого состояния в твердое может снизить риск «холодных» паяных соединений, когда детали перемещаются до того, как припой затвердеет.
Этот припой с свинцовыми выводами имеет соотношение олова и свинца 60/40, флюсовый сердечник из канифоли и 0. Внешний диаметр 7 мм
Внешний диаметр 7 мм
Бессвинцовый припой имеет более высокую температуру плавления, поэтому его немного сложнее использовать, и вам понадобится мощный паяльник. Это сплав олова, серебра и меди, и хотя бессвинцовые паяные соединения могут быть прочнее, они также могут быть более хрупкими.
Закон требует от производителей использовать припой, не содержащий свинца, и вы можете сделать то же самое по соображениям здоровья. С другой стороны, если вы занимаетесь пайкой относительно мало и большая часть ее связана с обслуживанием и ремонтом старого оборудования, вы можете использовать свинцовый припой.Я использовал и то, и другое, и, поскольку предпочитаю этилированный, я часто использую небольшой вытяжной вентилятор, который втягивает пары припоя в угольный фильтр.
Электрический припой содержит канифольный флюс, который растворяет оксид металла, способствует растеканию припоя и способствует сцеплению с металлическими частями. Припой для сантехники имеет кислотный флюс и не подходит для электроники. Доступны различные калибры паяльной проволоки, но я считаю, что 0,7 мм подходит для большинства применений.
Паяльники более высокого качества позволяют менять жала.Это важно по двум причинам: во-первых, изнашиваются насадки, а во-вторых, в зависимости от выполняемой работы можно использовать насадки разной формы.
Тонкие и острые наконечники конической формы идеально подходят для точных работ, например, для пайки гнезд для печатных плат. Некоторые наконечники больше похожи на маленькие стамески, а другие на отвертки с плоской головкой. При пайке на корпусе потенциометра, где необходимо распределить тепло по более широкой площади, предпочтительнее использовать более плоский наконечник.
Какую бы насадку вы ни использовали, желательно поддерживать ее в хорошем состоянии.Когда вы пытаетесь сделать паяные соединения, а расплавленный припой падает с железа, это означает, что наконечник окислился. Если он выглядит тусклым и черным, а не серебристым и блестящим, это почти наверняка так. Загрязнения на наконечнике также могут попасть в паяное соединение и вызвать его выход из строя.
Загрязнения на наконечнике также могут попасть в паяное соединение и вызвать его выход из строя.
Этому наконечнику несколько лет, и он уже проделал большую работу, но он в относительно хорошем состоянии и по-прежнему хорошо работает.
Возьмите за правило чистить наконечники припоя во время работы.У большинства держателей для утюга есть секция подноса с губкой, которую следует смочить водой перед началом работы. Протирая наконечник влажной (не мокрой) губкой после каждого паяного соединения, удаляет излишки припоя с наконечника. Некоторые предпочитают использовать вату из латуни или нержавеющей стали для очистки наконечников железа, чтобы предотвратить окисление.
После каждых нескольких стыков желательно протереть утюг, нанести свежий припой на наконечник и стереть излишки. Это предотвращает окисление наконечника, и это также следует делать в конце работы, прежде чем выключать утюг.Этот процесс называется «лужением», и здоровый железный наконечник должен выглядеть блестящим. Вы также должны залудить новые наконечники перед их использованием.
Вы также должны залудить новые наконечники перед их использованием.
Если вы чувствуете, что наконечник больше не работает, а чистка и лужение не помогают, у вас есть несколько вариантов. Вы можете попробовать обработать его активатором наконечника или просто заменить его. Наконечники относительно недорогие, но вы должны выбрать подходящий для вашего утюга.
Не взорватьПрипой не следует рассматривать как «металлический клей», который просто протирают утюгом и дают застыть.Чтобы обеспечить хорошее соединение, припой должен стекать по деталям, а это требует правильной техники пайки.
Будь то ножка резистора, торчащая через проушину или отверстие в печатной плате, или выводные провода конденсатора, обернутые вокруг револьверной головки или бирки, утюг следует использовать для нагрева области, где выполняется соединение. Оставив предварительно нагретый участок и кончик утюга все еще соприкасающийся с изделием, поднесите припой к стыку.
Он должен плавиться и стекать почти мгновенно, и главное здесь то, что припой течет в соединение, а не образует каплю на поверхности.Не пытайтесь расплавить припой на металлический наконечник, а затем перенести его на соединение, потому что флюс, который помогает припою соединиться, испарится, прежде чем выполнять свою работу.
Изображение: Shutterstock
Знать, какую температуру установить и как долго разогревать зону, приходит с опытом. Свинцовый припой плавится при температуре около 190 ° C, а не содержащий свинца — при температуре около 200 ° C. Для печатных плат температура утюга около 325 ° C должна быть безопасной отправной точкой, потому что совершенно необходимо не повредить плату.Если вы обнаружите, что этого недостаточно, поднимите температуру до 350 ° C и повторите попытку.
Для потенциометров, револьверных головок и проушин требуются более высокие температуры, и нет ничего плохого в том, чтобы начать с низкой температуры, а затем увеличивать ее, если припою требуется время для плавления и растекания. Опытные паяльщики часто предпочитают работать с утюгами, установленными на температуру 400 ° C или выше, чтобы входить и выходить за пару секунд.
Опытные паяльщики часто предпочитают работать с утюгами, установленными на температуру 400 ° C или выше, чтобы входить и выходить за пару секунд.
После того, как припой растечет, удалите утюг и дайте стыку остыть естественным образом.Не поддавайтесь искушению подуть на припой, чтобы ускорить процесс. При пайке транзисторов и операционных усилителей попробуйте прикрепить к ножкам зажим «крокодил». Он будет действовать как радиатор, отводящий тепло от хрупких компонентов.
Проверьте свои новые навыки пайки, сделав гитарный кабель самостоятельно.
Как и когда использовать горелки, тепловые пистолеты и паяльники
Немного тепла прожигает некоторые сложные проблемы с ремонтом дома. На нижнем уровне, от 200 до 400 градусов по Фаренгейту, тепло размягчает старую краску и шпатлевку.На более высоком уровне, от 400 до 800 градусов, он может размораживать замороженные замки и ржавые гайки, а также паять электрические и водопроводные соединения. Тем не менее, большая огневая мощь, до 3000 градусов, позволяет паять металлы (более прочная форма пайки, в которой используются более твердые присадочные материалы) и резать или сваривать железо и низкоуглеродистую сталь.
Высокая температура для домашнего использования создается электричеством или зажиганием газа, такого как пропан, MAPP (метилацетилен-пропадиен) или ацетилен, каждый из которых горит сильнее предыдущего. Хотя эти газы будут гореть сами по себе, используя кислород из воздуха, для выработки наибольшего количества тепла их необходимо сжигать вместе с чистым кислородом из отдельного резервуара.
Важно, чтобы тепловая мощность инструмента соответствовала поставленной задаче. Кислородно-ацетиленовая горелка за 245 долларов может сваривать сталь; он также может пропотевать медными трубками или карамелизироваться, но это было бы излишним. Приблизительно за 50 долларов каждая ручная пропановая горелка и кислородно-топливная комбинация, если вы много занимаетесь ремонтом заборов или труб, должны дать вам необходимое тепло в удобной упаковке.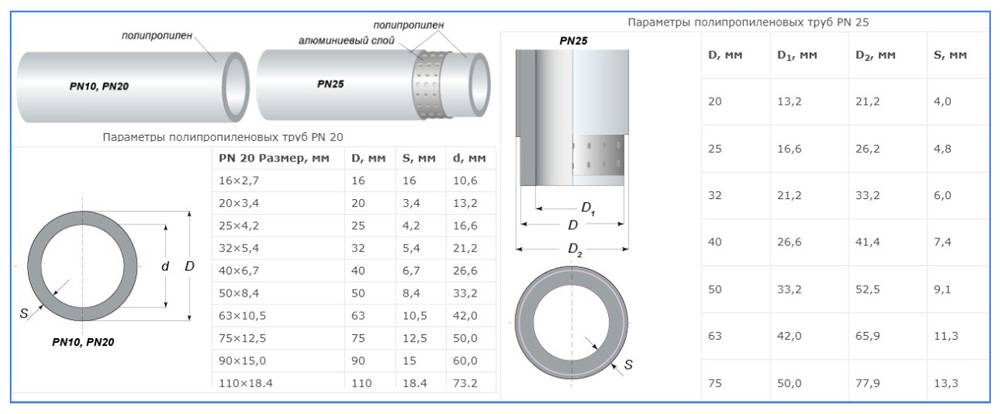
Типы горелок
Кислородно-топливная горелка (MAPP или пропан)Подходит Для: Резка и сварка чугуна и стали, как при ремонте ограждений.Эти газы не создают такого острого и эффективного пламени, как кислородно-ацетиленовая горелка.
Кислородно-ацетиленовыйПодходит для: Пайка, резка и сварка чугуна и стали. Внимание! Ацетилен сложнее контролировать и более опасен, чем другие виды топлива. Посетите магазин сварочных материалов, чтобы купить очки и другое защитное снаряжение — а также классы сварки — вам нужно будет использовать его безопасно.
На фото: Компактный комбинированный кислородно-ацетиленовый комплект, типичный для этих горелок.
Пропановая горелка Иллюстрация Дженнифер Термес Подходит для: Пайка медных труб, пайка и нагревание замерзших труб и заржавевших гаек.
На фото: Горелка с электронным зажиганием, более безопасным и надежным, чем искра, и наконечником, распространяющим пламя, который снижает тепло для смягчения краски и карамелизации продуктов.
Типы тепловых пушек и паяльников
Электрический фенДля: Смягчение старой краски, шпатлевки и асфальтовой плитки; термоусаживаемые полиэтиленовые пленки и электрические трубки; пайка (требуется специальная насадка).
На фото: Пистолет пистолетного типа с регулируемым управлением, который безопаснее, чем однотемпературный стержневой пистолет.
Паяльные инструменты электрические Фото Петра МерецкогоПодходит для: Пайка электрических соединений.
На фото: Утюг в виде карандаша и паяльник. Утюг нагревается дольше, но стоит дешевле.
Горячие точки
Пламя факела состоит из множества частей, каждая из которых имеет разную температуру. В то время как разные газы создают разное пламя, самая горячая точка любого пламени находится на вершине внутреннего конуса, где бледное пламя встречается с более глубоким внешним пламенем.
Как пользоваться резаками
| УРОВЕНЬ | ТЕМПЕРАТУРА | ЧТО МОЖНО СДЕЛАТЬ |
|---|---|---|
| УРОВЕНЬ | ТЕМПЕРАТУРА | ЧТО МОЖНО СДЕЛАТЬ |
| ГОРЯЧЕЕ | 200-400 градусов по Фаренгейту | Смягчающая краска и шпатлевка |
| 350-840 градусов по Фаренгейту | Пайка: соединение металлов низкотемпературным металлическим наполнителем | |
| ГОРЯЧЕЕ | 840–1500 градусов по Фаренгейту | Пайка: пайка с твердым наполнителем |
| 1300–1600 градусов по Фаренгейту | Резка стали | |
| ГОРЯЧИЙ | 1250–2800 градусов по Фаренгейту | Сварка: плавление металлов (обычно алюминия, железо или сталь) вместе |
Где найти
Электрический фен:
Сверхмощная тепловая пушка с регулируемой температурой Модель № 8977-20
Milwaukee Electric Tool Corporation
Brookfield, WI
800-729-3878
Milwaukee
Паяльные инструменты электрические:
Универсальный многоцелевой паяльник Weller с двойным нагревом (140/100 Вт) и паяльник с подсветкой Weller 25 Вт
Cooper Tools, Барри
Онтарио, Канада
Cooper Tools
Головка горелки из литого алюминия с пусковым механизмом:
Модель # TS4000T
Bernz-Omatic
Newell Company
Medina, NY
800-654-9011
Bernz-Omatic
Комплект кислородной / газовой пайки / сварки MAPP / резака:
Модель # OX2550KC
BernzOmatic
Горючие газы:
Пропан, MAPP и кислород — все от BernzOmatic.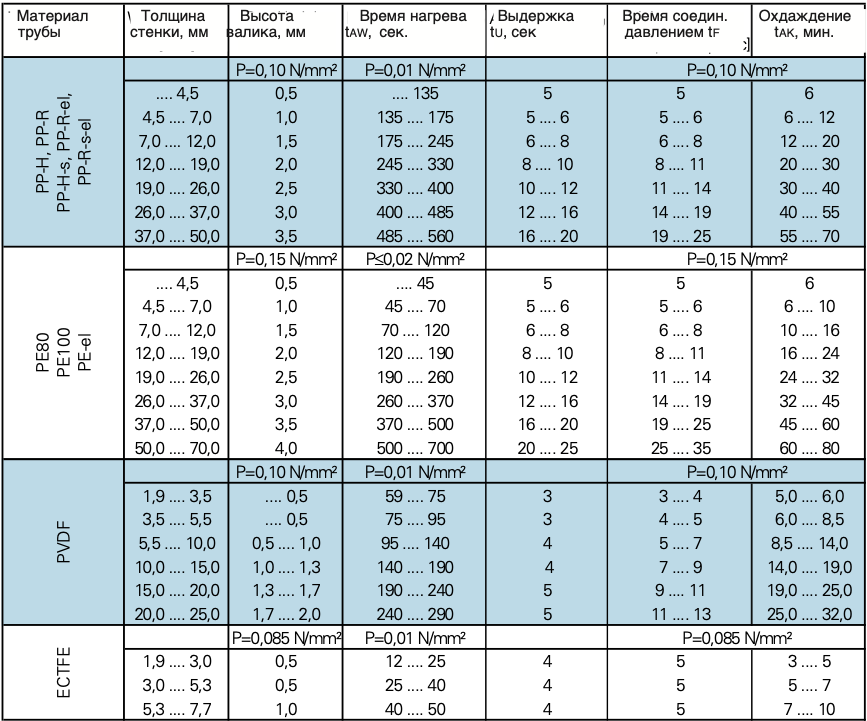
Кислородно-ацетиленовая горелка:
Модель # WT5000
Campbell Hausfeld
Harrison, OH
800-543-6400
Campbell Hausfeld
ATP
Сварка муфт
Самый распространенный метод соединения труб и фитингов из полипропилена — это «муфта термофузионной сварки». Возможна сварка внахлест следующих диаметров: от 20 до 160.Соединение выполняется путем одновременного плавления охватываемой и охватывающей поверхностей с помощью специального ручного или автоматического нагревательного устройства (Welder).Важно знать, что процесс сварки никак не влияет на степень химической стойкости соединений и сохраняет требования к внутреннему давлению труб.
Температура плавления при сварке муфтой должна быть от 250 ° C до 270 ° C.
видео
Стыковая сварка
Стыковая сварка — это экономичный и надежный способ соединения PP-R. Процесс сварки осуществляется путем постепенного нагрева двух концов сварного шва сварной пластиной и последующего соединения их под определенным давлением для получения стыкового сварного соединения.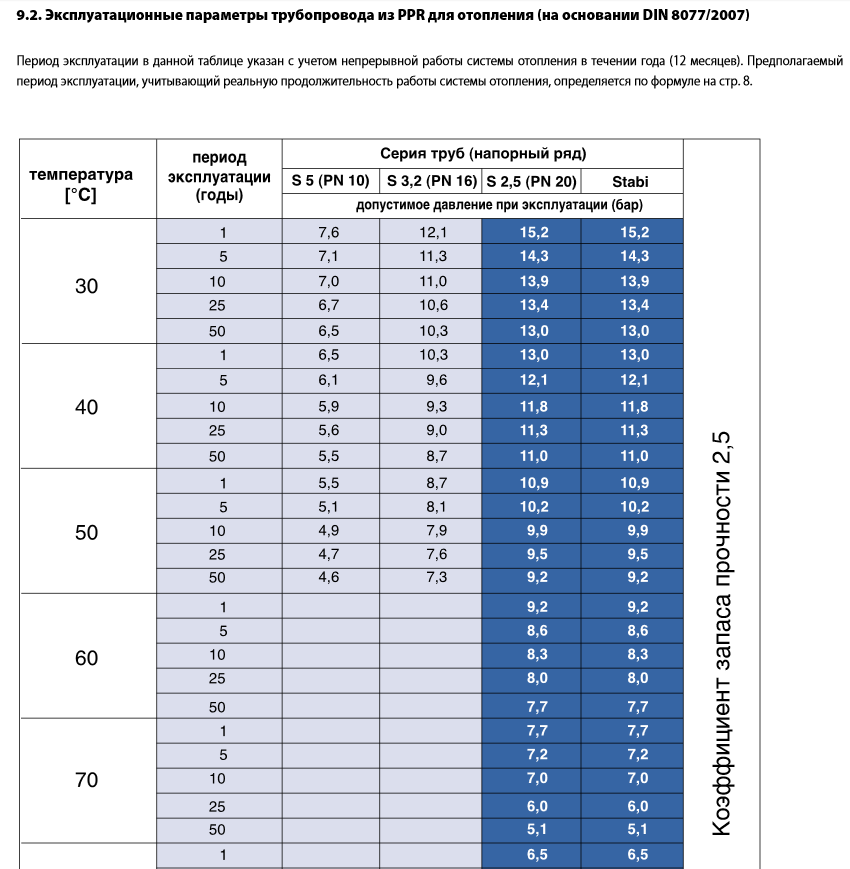
Этот процесс является обычным и технически подходящим для каждого диаметра, когда требуется предварительное изготовление или когда требуются специальные фитинги большого размера, например, для диаметров 160, 200, 250.
Инструкции, которым необходимо следовать, определены в следующем стандарте DVS 2207, глава 11.
видео
Сварка седла
Что касается раструбной сварки, то при сварке в седле соединение выполняется путем одновременного плавления охватываемой и охватывающей поверхностей с помощью специального ручного или автоматического нагревательного устройства (Welder).Важно знать, что процесс сварки никак не влияет на степень химической стойкости соединений и сохраняет требования к внутреннему давлению труб. Температура плавления при сварке муфтой должна быть от 250 ° C до 270 ° C.видео
Электромуфтовая сварка
Инструменты: электромуфтовая машинаПроцесс электромуфтовой сварки предполагает использование электрической розетки. Это внешняя втулка, в которую входят два конца трубы.

Внутренний упор в центре фитинга предотвращает соединение концов труб.
Индикаторы плавления обычно встраиваются в фитинг так, что при создании достаточного давления расплава индикаторы будут выступать, давая оператору визуальную индикацию того, что процесс сварки был успешно выполнен.
Электрические розетки в основном используются для ремонтных работ на существующих предприятиях или, как правило, там, где доступ к ним затруднен.
Инструкции, которым необходимо следовать, определены в следующем стандарте DVS 2207, глава 11.
Раздел 10.07 — Суставы и соединения, 248 Mass. Reg. 10.07
Ток через регистр Vol. 1435, 22 января 2021 г.
Раздел 10.07 — Соединения и соединения (1) Согласованность материалов . При установке фитинга или вставке трубопровода в существующую часть штабеля грунта, отходов, вентиляционного канала или дренажа фитинг или трубопровод должны быть из того же материала, что и существующий штабель или слив, с использованием метода соединения, описанного в 248 CMR 10. 07. (2) Типы соединений трубопроводных материалов . (a) Соединения медных труб (системы питьевого водоснабжения в зданиях) . 1. Соединения должны выполняться одним из следующих компонентов: a. Водяная труба из меди, соответствующая ASTM B88. г. Фитинги из литой бронзы, соответствующие стандарту ANSI B16-18. с. Фитинги из кованой меди в соответствии с ANSI-ASME B16-22. г. Развальцованные или паяные соединения для всех подземных трубопроводов внутри здания. Метод соединения меди под землей должен быть пайкой или развальцовкой. 2. В соединениях можно использовать фланцы из литой бронзы, соответствующие стандарту ANSI B16-24. 3. Метод соединения трубки и фитингов из меди и медного сплава должен осуществляться пайкой в соответствии со стандартной практикой ASTM B828 для выполнения капиллярных соединений путем пайки последних выпусков труб и фитингов из меди и медных сплавов или пайки в соответствии с ANSI7AWS.
07. (2) Типы соединений трубопроводных материалов . (a) Соединения медных труб (системы питьевого водоснабжения в зданиях) . 1. Соединения должны выполняться одним из следующих компонентов: a. Водяная труба из меди, соответствующая ASTM B88. г. Фитинги из литой бронзы, соответствующие стандарту ANSI B16-18. с. Фитинги из кованой меди в соответствии с ANSI-ASME B16-22. г. Развальцованные или паяные соединения для всех подземных трубопроводов внутри здания. Метод соединения меди под землей должен быть пайкой или развальцовкой. 2. В соединениях можно использовать фланцы из литой бронзы, соответствующие стандарту ANSI B16-24. 3. Метод соединения трубки и фитингов из меди и медного сплава должен осуществляться пайкой в соответствии со стандартной практикой ASTM B828 для выполнения капиллярных соединений путем пайки последних выпусков труб и фитингов из меди и медных сплавов или пайки в соответствии с ANSI7AWS. C3.4. 4. Флюсы, используемые при пайке или пайке труб и фитингов из меди и медных сплавов, должны соответствовать требованиям Совета и не содержать свинца. 5. Присадочные материалы для пайки или пайки труб и фитингов из меди и медных сплавов должны соответствовать требованиям Совета и не содержать свинца. 6. Флюсы, используемые с припоями или припоями, не должны содержать свинца. (б) Свинец обгоревший . Каждый обожженный (сварной) шов свинца: 1. внахлест; и 2. провода должны быть сплавлены вместе, чтобы образовался однородный сварной шов, по крайней мере, такой же толщины, как соединяемый вывод. (c) Труба для грунта из чугуна с конопаткой .Каждое герметизированное свинцовым уплотнением соединение чугунной раструбной и гладкой грунтовой трубы должно: 1. быть плотно набито дубом или пенькой; 2. быть заполненным расплавленным свинцом глубиной не менее одного дюйма и не выступать более чем на 1 / 8 дюймов ниже обода ступицы; 3.
C3.4. 4. Флюсы, используемые при пайке или пайке труб и фитингов из меди и медных сплавов, должны соответствовать требованиям Совета и не содержать свинца. 5. Присадочные материалы для пайки или пайки труб и фитингов из меди и медных сплавов должны соответствовать требованиям Совета и не содержать свинца. 6. Флюсы, используемые с припоями или припоями, не должны содержать свинца. (б) Свинец обгоревший . Каждый обожженный (сварной) шов свинца: 1. внахлест; и 2. провода должны быть сплавлены вместе, чтобы образовался однородный сварной шов, по крайней мере, такой же толщины, как соединяемый вывод. (c) Труба для грунта из чугуна с конопаткой .Каждое герметизированное свинцовым уплотнением соединение чугунной раструбной и гладкой грунтовой трубы должно: 1. быть плотно набито дубом или пенькой; 2. быть заполненным расплавленным свинцом глубиной не менее одного дюйма и не выступать более чем на 1 / 8 дюймов ниже обода ступицы; 3. не иметь краски, лака или других покрытий на соединительном материале до тех пор, пока соединение не будет испытано и одобрено; и 4. должны иметь свинцовую пробку за одну непрерывную заливку и герметично конопатить. (d) Расширение . Каждый расширительный материал должен соответствовать типу трубопровода, в котором он установлен. (e) Развальцовка . 1. Медные трубки . Каждое развальцованное соединение для водяных труб из мягкой меди должно быть расширено с помощью развальцовочного инструмента. 2. Сшитый полиэтилен (PEX ). Каждое развальцованное соединение (металлическая вставка или холодный компенсатор) для водяных трубок из сшитого полиэтилена (PEX) должно быть: a. изготовлен с использованием арматуры, соответствующей утвержденным стандартам; и б. установлен в соответствии с процедурами, рекомендованными производителем. (ж) Горячее литье . Состав для горячей заливки глиняных или бетонных канализационных труб или других материалов должен соответствовать следующим требованиям: 1.
не иметь краски, лака или других покрытий на соединительном материале до тех пор, пока соединение не будет испытано и одобрено; и 4. должны иметь свинцовую пробку за одну непрерывную заливку и герметично конопатить. (d) Расширение . Каждый расширительный материал должен соответствовать типу трубопровода, в котором он установлен. (e) Развальцовка . 1. Медные трубки . Каждое развальцованное соединение для водяных труб из мягкой меди должно быть расширено с помощью развальцовочного инструмента. 2. Сшитый полиэтилен (PEX ). Каждое развальцованное соединение (металлическая вставка или холодный компенсатор) для водяных трубок из сшитого полиэтилена (PEX) должно быть: a. изготовлен с использованием арматуры, соответствующей утвержденным стандартам; и б. установлен в соответствии с процедурами, рекомендованными производителем. (ж) Горячее литье . Состав для горячей заливки глиняных или бетонных канализационных труб или других материалов должен соответствовать следующим требованиям: 1. Не должен быть водопоглощающим и при заливке. 2. Сухая поверхность должна иметь сцепление не менее 100 P.S.I.G. Перед заливкой все поверхности стыка необходимо очистить и просушить. Если мокрые поверхности неизбежны, следует нанести подходящую грунтовку. 3. Компаунд не должен достаточно размягчаться, чтобы снизить эффективность соединения при воздействии температуры 160 ° F. 4. Состав не должен растворяться ни в каких отходах, переносимых дренажной системой. 5. Примерно 25% суставной щели у основания раструба должно быть заполнено джутом или пенькой. 6. Для удержания горячего компаунда во время заливки следует использовать разливочную манжету, веревку или другое устройство. 7. Каждый стык заливается за одну операцию, пока стык не будет заполнен.Стыки следует испытывать только через час после заливки. (г) Механическое (гибкое или скользящее соединение) . 1. Труба чугунная или труба из высокопрочного чугуна .
Не должен быть водопоглощающим и при заливке. 2. Сухая поверхность должна иметь сцепление не менее 100 P.S.I.G. Перед заливкой все поверхности стыка необходимо очистить и просушить. Если мокрые поверхности неизбежны, следует нанести подходящую грунтовку. 3. Компаунд не должен достаточно размягчаться, чтобы снизить эффективность соединения при воздействии температуры 160 ° F. 4. Состав не должен растворяться ни в каких отходах, переносимых дренажной системой. 5. Примерно 25% суставной щели у основания раструба должно быть заполнено джутом или пенькой. 6. Для удержания горячего компаунда во время заливки следует использовать разливочную манжету, веревку или другое устройство. 7. Каждый стык заливается за одну операцию, пока стык не будет заполнен.Стыки следует испытывать только через час после заливки. (г) Механическое (гибкое или скользящее соединение) . 1. Труба чугунная или труба из высокопрочного чугуна . Каждое механическое соединение в чугунной трубе или трубе из высокопрочного чугуна должно быть: a. с фланцевым буртиком, резиновым кольцом и соответствующим количеством крепежных болтов; или б. , выполненный с предварительно отформованным формованным кольцом, закрепленным путем стягивания трубы вместе таким образом, чтобы сжать формованное кольцо. 2. Глиняная трубка . Гибкие соединения между отрезками глиняной трубы могут быть выполнены с использованием упругих материалов как на гладком, так и на раструбном конце трубы. 3. Бетонная труба . Гибкие соединения между отрезками бетонной трубы могут быть выполнены с использованием резиновых материалов как на гладком, так и на раструбном конце трубы. 4. Труба из чугуна без ступицы без ступицы . Стыки для чугунных грунтовых труб и фитингов должны быть выполнены из: a.Манжета уплотнительная эластомерная ; и б. Зажим, зажимной винт и корпус из нержавеющей стали . 5. Разъемные муфты . Оцинкованные муфты, состоящие из двух или более частей, с компрессионными прокладками, могут использоваться с концевыми трубами и фитингами с пазами, как указано в 248 CMR 10.06. 6. Алюминиевая труба DWV . Стыки для соединения алюминиевых труб DWV или алюминиевых труб DWV с чугунными фитингами без гильзы должны выполняться с: a. переходник с заглушкой; и б. эластомерная уплотнительная втулка и зажим из нержавеющей стали, зажимной винт и корпус. (h) Пластик . 1. АБС. ПВХ и ХПВХ . а. Каждое соединение трубопроводов из АБС, ПВХ и ХПВХ, за исключением случаев, указанных в 248 CMR 10.13, должно быть выполнено с фитингами при помощи сварных соединений растворителем. г. Сварные соединения растворителем следует выполнять только с использованием цемента на основе растворителя, изготовленного специально для соединяемых материалов. 2. Сшитый полиэтилен (PEX) . а.
Каждое механическое соединение в чугунной трубе или трубе из высокопрочного чугуна должно быть: a. с фланцевым буртиком, резиновым кольцом и соответствующим количеством крепежных болтов; или б. , выполненный с предварительно отформованным формованным кольцом, закрепленным путем стягивания трубы вместе таким образом, чтобы сжать формованное кольцо. 2. Глиняная трубка . Гибкие соединения между отрезками глиняной трубы могут быть выполнены с использованием упругих материалов как на гладком, так и на раструбном конце трубы. 3. Бетонная труба . Гибкие соединения между отрезками бетонной трубы могут быть выполнены с использованием резиновых материалов как на гладком, так и на раструбном конце трубы. 4. Труба из чугуна без ступицы без ступицы . Стыки для чугунных грунтовых труб и фитингов должны быть выполнены из: a.Манжета уплотнительная эластомерная ; и б. Зажим, зажимной винт и корпус из нержавеющей стали . 5. Разъемные муфты . Оцинкованные муфты, состоящие из двух или более частей, с компрессионными прокладками, могут использоваться с концевыми трубами и фитингами с пазами, как указано в 248 CMR 10.06. 6. Алюминиевая труба DWV . Стыки для соединения алюминиевых труб DWV или алюминиевых труб DWV с чугунными фитингами без гильзы должны выполняться с: a. переходник с заглушкой; и б. эластомерная уплотнительная втулка и зажим из нержавеющей стали, зажимной винт и корпус. (h) Пластик . 1. АБС. ПВХ и ХПВХ . а. Каждое соединение трубопроводов из АБС, ПВХ и ХПВХ, за исключением случаев, указанных в 248 CMR 10.13, должно быть выполнено с фитингами при помощи сварных соединений растворителем. г. Сварные соединения растворителем следует выполнять только с использованием цемента на основе растворителя, изготовленного специально для соединяемых материалов. 2. Сшитый полиэтилен (PEX) . а. Все соединения должны выполняться с помощью фитингов, которые соединяются следующим образом: i. металлические вставки с медными обжимными кольцами; ii. Пресс-втулки из нержавеющей стали ; iii. фитинги холодного расширения с армирующими кольцами (PEX); или iv. компрессионные фитинги (с формованными прокладками) или механические соединения. г. Все соединения, соединяющиеся с другими материалами, должны выполняться с помощью переходного фитинга. с. Все методы соединения должны соответствовать существующим стандартам, изложенным в 248 CMR 10.06: Таблица 1 , если Правление не предоставило Отклонение, как указано в 248 CMR 3.04 (2): Варианты: d. Исключение : Металлические фитинги, используемые в системах очищенной воды, должны быть из нержавеющей стали типа 316. (i) Требования к сборному железобетону . 1. Каждая муфта из сборного железобетона должна быть сформирована как в раструбе, так и в раструбе трубы перед использованием.
Все соединения должны выполняться с помощью фитингов, которые соединяются следующим образом: i. металлические вставки с медными обжимными кольцами; ii. Пресс-втулки из нержавеющей стали ; iii. фитинги холодного расширения с армирующими кольцами (PEX); или iv. компрессионные фитинги (с формованными прокладками) или механические соединения. г. Все соединения, соединяющиеся с другими материалами, должны выполняться с помощью переходного фитинга. с. Все методы соединения должны соответствовать существующим стандартам, изложенным в 248 CMR 10.06: Таблица 1 , если Правление не предоставило Отклонение, как указано в 248 CMR 3.04 (2): Варианты: d. Исключение : Металлические фитинги, используемые в системах очищенной воды, должны быть из нержавеющей стали типа 316. (i) Требования к сборному железобетону . 1. Каждая муфта из сборного железобетона должна быть сформирована как в раструбе, так и в раструбе трубы перед использованием. 2. Поверхности муфты должны быть коническими, с боковым уклоном в три градуса к оси трубы, а длина должна быть равна глубине раструба. 3. Перед контактом с швами поверхности должны быть очищены и покрыты растворителями и клеями, как рекомендовано в стандарте. 4. Когда гладкий конец вставлен в манжету, он должен заедать до контакта с основанием муфты. 5. Материал должен быть инертным и устойчивым как к кислотам, так и к щелочам, (j) Требования к скольжению . 1. Каждое скользящее соединение должно быть выполнено с использованием утвержденного набивки или прокладочного материала, либо латунных компрессионных колец для шлифованного соединения. 2. Латунные соединения с заземленным соединением, которые позволяют регулировать трубку, обеспечивая при этом жесткое соединение при сборке, не считаются соединениями скольжения. 3. Муфты скольжения могут использоваться только на входе («со стороны дома») сифона. (к) Паяный .
2. Поверхности муфты должны быть коническими, с боковым уклоном в три градуса к оси трубы, а длина должна быть равна глубине раструба. 3. Перед контактом с швами поверхности должны быть очищены и покрыты растворителями и клеями, как рекомендовано в стандарте. 4. Когда гладкий конец вставлен в манжету, он должен заедать до контакта с основанием муфты. 5. Материал должен быть инертным и устойчивым как к кислотам, так и к щелочам, (j) Требования к скольжению . 1. Каждое скользящее соединение должно быть выполнено с использованием утвержденного набивки или прокладочного материала, либо латунных компрессионных колец для шлифованного соединения. 2. Латунные соединения с заземленным соединением, которые позволяют регулировать трубку, обеспечивая при этом жесткое соединение при сборке, не считаются соединениями скольжения. 3. Муфты скольжения могут использоваться только на входе («со стороны дома») сифона. (к) Паяный .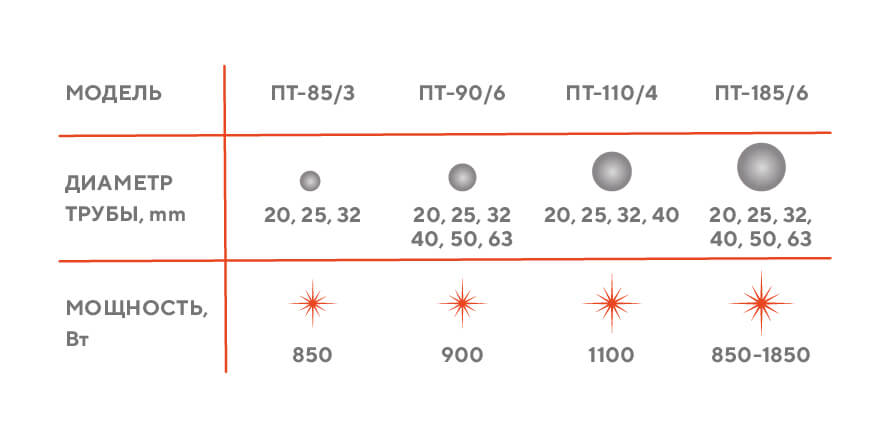 1. Каждое пайное соединение НКТ должно быть выполнено с фитингами. 2. Паяемые поверхности необходимо тщательно очистить, развернуть и вернуть на полнопроходной. 3. Соединения должны быть должным образом обработаны флюсом и закреплены бессвинцовым припоем. 4. Соединения медных водопроводных труб должны быть выполнены с использованием соответствующих латунных или кованых медных фитингов для воды и должным образом спаяны. 5. Паяные соединения труб и фитингов из медного сплава должны быть изготовлены в соответствии со стандартом ASTM B-828 и должны использовать припойные флюсы, соответствующие требованиям ASTM B-813. 6. Присадочные припои, используемые при изготовлении паяных соединений в системах питьевого водоснабжения, не должны содержать свинца. (l) Резьбовое . 1. Каждое резьбовое соединение должно соответствовать Американской национальной конической трубной резьбе. 2. Все заусенцы должны быть удалены.
1. Каждое пайное соединение НКТ должно быть выполнено с фитингами. 2. Паяемые поверхности необходимо тщательно очистить, развернуть и вернуть на полнопроходной. 3. Соединения должны быть должным образом обработаны флюсом и закреплены бессвинцовым припоем. 4. Соединения медных водопроводных труб должны быть выполнены с использованием соответствующих латунных или кованых медных фитингов для воды и должным образом спаяны. 5. Паяные соединения труб и фитингов из медного сплава должны быть изготовлены в соответствии со стандартом ASTM B-828 и должны использовать припойные флюсы, соответствующие требованиям ASTM B-813. 6. Присадочные припои, используемые при изготовлении паяных соединений в системах питьевого водоснабжения, не должны содержать свинца. (l) Резьбовое . 1. Каждое резьбовое соединение должно соответствовать Американской национальной конической трубной резьбе. 2. Все заусенцы должны быть удалены. 3. Концы труб должны быть развернуты и возвращены до размера полнопроходного отверстия, а все сколы должны быть удалены. 4. Допустимые к применению трубные соединения и ленты должны использоваться только на наружной резьбе. 5. Резьбовые соединения, используемые в системах трубопроводов системы питьевого водоснабжения здания, должны выполняться с использованием бессвинцового полиэтиленового герметика (например, тефлона R ), который наносится только на наружную резьбу. 6. Резьба в дренажной арматуре должна иметь резьбу для обеспечения надлежащего уклона и уклона, (м) Муфты . 1. Дренажная система . а. Соединения можно использовать только в уплотнении сифона или на входной стороне сифона. г. Соединения должны иметь заземляющие гнезда металл-металл. 2. Водопровод . Штуцеры в системе водоснабжения должны быть металл-к-металлу с грунтовыми гнездами. (n) Протертые .
3. Концы труб должны быть развернуты и возвращены до размера полнопроходного отверстия, а все сколы должны быть удалены. 4. Допустимые к применению трубные соединения и ленты должны использоваться только на наружной резьбе. 5. Резьбовые соединения, используемые в системах трубопроводов системы питьевого водоснабжения здания, должны выполняться с использованием бессвинцового полиэтиленового герметика (например, тефлона R ), который наносится только на наружную резьбу. 6. Резьба в дренажной арматуре должна иметь резьбу для обеспечения надлежащего уклона и уклона, (м) Муфты . 1. Дренажная система . а. Соединения можно использовать только в уплотнении сифона или на входной стороне сифона. г. Соединения должны иметь заземляющие гнезда металл-металл. 2. Водопровод . Штуцеры в системе водоснабжения должны быть металл-к-металлу с грунтовыми гнездами. (n) Протертые .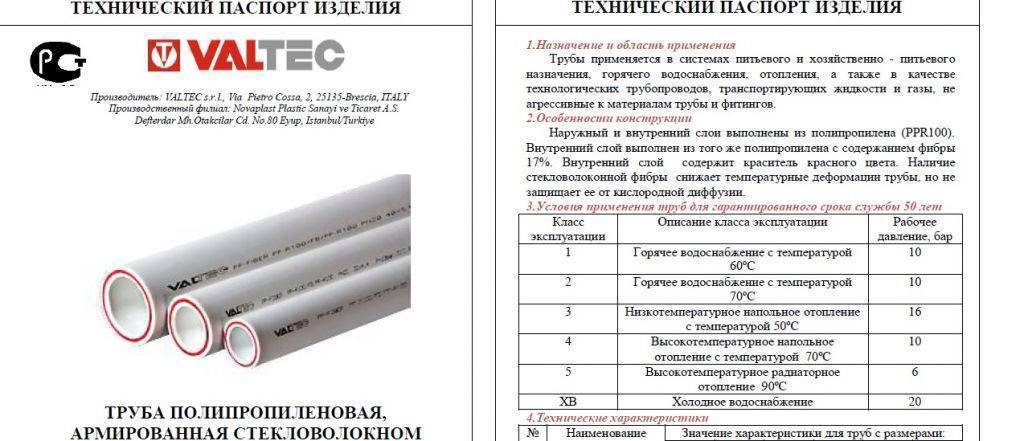 1. Каждое соединение в свинцовой трубе или фитингах, или между свинцовой трубой или фитингами и латунными или медными трубами, наконечниками, паяными ниппелями или ловушками, должно иметь полностью протертые соединения. 2. Протертые стыки должны иметь открытую поверхность на каждой стороне стыка, ширина которой больше или равна дюйма, а толщина должна соответствовать толщине соединяемого материала. 3. Соединения, протертые свинцом на фланцах стены или пола, должны выполняться с использованием свинцового кольца или фланца, размещенного за соединениями на стене или полу. 4. Соединения между свинцовой трубой и чугуном, сталью или кованым чугуном должны быть выполнены с помощью уплотнительного кольца, паяльного ниппеля или втулки. (o) Паяные соединения . 1. Флюс для пайки, если требуется, должен соответствовать требованиям ANSJ7AWS A5.31. 2. Паяльный присадочный металл и паяльные флюсы, используемые для изготовления паяных соединений в трубопроводах систем водоснабжения и питьевой воды, не должны содержать свинца.
1. Каждое соединение в свинцовой трубе или фитингах, или между свинцовой трубой или фитингами и латунными или медными трубами, наконечниками, паяными ниппелями или ловушками, должно иметь полностью протертые соединения. 2. Протертые стыки должны иметь открытую поверхность на каждой стороне стыка, ширина которой больше или равна дюйма, а толщина должна соответствовать толщине соединяемого материала. 3. Соединения, протертые свинцом на фланцах стены или пола, должны выполняться с использованием свинцового кольца или фланца, размещенного за соединениями на стене или полу. 4. Соединения между свинцовой трубой и чугуном, сталью или кованым чугуном должны быть выполнены с помощью уплотнительного кольца, паяльного ниппеля или втулки. (o) Паяные соединения . 1. Флюс для пайки, если требуется, должен соответствовать требованиям ANSJ7AWS A5.31. 2. Паяльный присадочный металл и паяльные флюсы, используемые для изготовления паяных соединений в трубопроводах систем водоснабжения и питьевой воды, не должны содержать свинца. (p) Соединения Victaulic: 1. Пресс Victaulic должен использоваться для соединения труб и фитингов для медных, оцинкованных труб Schedule 40 и труб из нержавеющей стали. 2. Система victaulic press 304 должна использоваться для соединения труб из нержавеющей стали Victaulic типа 304, соответствующих требованиям ASTM A-269, класс 304 / 304L (обозначение TP 304 UNS 530400). (3) Типы соединений трубопроводов из различных материалов . (a) От чугуна к медным трубкам . Каждое соединение между чугунными и медными трубками должно быть выполнено с использованием латунного уплотнительного кольца и надлежащим припаиванием медных труб к наконечнику. (b) От чугуна до керамической глины . 1. Каждое соединение между чугунным трубопроводом и трубопроводом из стеклокерамики должно быть выполнено из битумного компаунда горячей заливки или предварительно отформованного битумного кольца. 2. Это кольцо после набивки должно полностью заполнять кольцевое пространство между чугунной втулкой и ступицей из керамической глины.
(p) Соединения Victaulic: 1. Пресс Victaulic должен использоваться для соединения труб и фитингов для медных, оцинкованных труб Schedule 40 и труб из нержавеющей стали. 2. Система victaulic press 304 должна использоваться для соединения труб из нержавеющей стали Victaulic типа 304, соответствующих требованиям ASTM A-269, класс 304 / 304L (обозначение TP 304 UNS 530400). (3) Типы соединений трубопроводов из различных материалов . (a) От чугуна к медным трубкам . Каждое соединение между чугунными и медными трубками должно быть выполнено с использованием латунного уплотнительного кольца и надлежащим припаиванием медных труб к наконечнику. (b) От чугуна до керамической глины . 1. Каждое соединение между чугунным трубопроводом и трубопроводом из стеклокерамики должно быть выполнено из битумного компаунда горячей заливки или предварительно отформованного битумного кольца. 2. Это кольцо после набивки должно полностью заполнять кольцевое пространство между чугунной втулкой и ступицей из керамической глины. (c) Медные трубки и резьбовые соединения труб . 1. Каждое соединение, переходящее с медных труб на резьбовые, должно выполняться с использованием переходных фитингов из латуни или кованой меди. 2. Соединение между медной трубой и фитингом должно быть правильно припаяно, а соединение между резьбовой трубой и фитингом должно быть выполнено с помощью соединения стандартного номинального размера. (d) Свинец чугун, кованое железо или сталь . Каждое соединение между свинцовой и чугунной, кованой или стальной трубой должно быть выполнено с помощью протертых стыков с уплотнительным кольцом, паяльным ниппелем, втулкой или с помощью механического переходника. (e) Труба с резьбой к чугуну .Каждое соединение между трубами из кованого железа, стали или латуни и чугуна должно быть герметизировано, нарезано резьбой или должно быть выполнено с использованием утвержденных переходных фитингов. (f) Специальные соединения и соединения . Если специально не указано в 248 CMR 10.07 или других применимых разделах 248 CMR 10.00, материалы трубопроводов, в отличие от материалов, должны соединяться или соединяться с использованием переходников, переходных фитингов, предварительно изготовленных уплотнительных колец или втулок. (г) АБС или ПВХ для других материалов . 1. Резьбовые соединения . а. Соединения ABS или PVC (DWV) с резьбой должны использовать соответствующий переходник с наружной или внутренней резьбой. г. Следует использовать только резьбовую ленту или смазочное уплотнение или другой разрешенный к Продукту материал, рекомендованный производителем. 2. Чугунные втулочные соединения ступиц . а. Стыки должны быть соединены конопаткой свинцом и дубом или с помощью компрессионной прокладки, которая сжимается, когда пластиковая труба вставляется в чугунный конец ступицы трубы. г. Для этого подключения адаптеры не требуются. 3. Без ступичных соединений . а. Соединения, в которых внешний диаметр двух соединяемых труб или фитингов одинаков по диаметру, можно соединять с помощью эластомерной уплотнительной втулки и без ступичного зажима из нержавеющей стали. г. Соединение ПВХ с АБС осуществляется: i. с использованием переходника DWV «папа-мама»; или ii. с помощью зажима без ступицы, (h) Алюминиевая труба DWV для чугунной трубы или фитингов без хаба .Стыки для соединения алюминиевой трубы DWV или алюминиевой трубы DWV с чугунными фитингами из неглубокого чугуна должны быть выполнены с помощью эластомерной уплотнительной втулки и зажима из нержавеющей стали, зажимного винта, корпуса и концевых защитных крышек. (4) Соединения между дренажным трубопроводом и некоторыми приспособлениями . а. Соединения между дренажными трубами и туалетами, напольными раковинами, писсуарами на пьедесталах, фаянсовыми сифонами или другими подобными приспособлениями с напольными выпусками должны крепиться латунными, коваными медными, твердыми свинцовыми, железными или пластиковыми фланцами, заделанными конопаткой, пайкой или растворителем. приварен к фланцевому соединению. г. Между приспособлением и фланцем требуется прокладка, шайба или установочный состав. с. Используйте гайки и болты только из латуни или нержавеющей стали. г. Фланец пола должен быть прикреплен к конструктивно прочному основанию. e. Использование коммерческой шпатлевки или штукатурки в качестве закрепляющего состава запрещено. ф. Ниппели с резьбой Schedule 80 из ПВХ или АБС могут использоваться для подсоединения унитазов и писсуаров к держателям таких приспособлений. (5) Герметичность .Стыки и соединения в водопроводной системе должны быть газонепроницаемыми и водонепроницаемыми для давления, требуемого испытанием, за исключением тех частей трубопровода с перфорированными или открытыми стыками, которые устанавливаются для сбора и отвода грунтовых или просачиваемых вод в подземные ливневые стоки. . (6) Гидроизоляция проемов . (a) Соединения, заканчивающиеся на крыше вокруг водостоков и вентиляционных труб, должны быть водонепроницаемыми с помощью свинца, меди, алюминия или других материалов для гидроизоляции или гидроизоляции.
(c) Медные трубки и резьбовые соединения труб . 1. Каждое соединение, переходящее с медных труб на резьбовые, должно выполняться с использованием переходных фитингов из латуни или кованой меди. 2. Соединение между медной трубой и фитингом должно быть правильно припаяно, а соединение между резьбовой трубой и фитингом должно быть выполнено с помощью соединения стандартного номинального размера. (d) Свинец чугун, кованое железо или сталь . Каждое соединение между свинцовой и чугунной, кованой или стальной трубой должно быть выполнено с помощью протертых стыков с уплотнительным кольцом, паяльным ниппелем, втулкой или с помощью механического переходника. (e) Труба с резьбой к чугуну .Каждое соединение между трубами из кованого железа, стали или латуни и чугуна должно быть герметизировано, нарезано резьбой или должно быть выполнено с использованием утвержденных переходных фитингов. (f) Специальные соединения и соединения . Если специально не указано в 248 CMR 10.07 или других применимых разделах 248 CMR 10.00, материалы трубопроводов, в отличие от материалов, должны соединяться или соединяться с использованием переходников, переходных фитингов, предварительно изготовленных уплотнительных колец или втулок. (г) АБС или ПВХ для других материалов . 1. Резьбовые соединения . а. Соединения ABS или PVC (DWV) с резьбой должны использовать соответствующий переходник с наружной или внутренней резьбой. г. Следует использовать только резьбовую ленту или смазочное уплотнение или другой разрешенный к Продукту материал, рекомендованный производителем. 2. Чугунные втулочные соединения ступиц . а. Стыки должны быть соединены конопаткой свинцом и дубом или с помощью компрессионной прокладки, которая сжимается, когда пластиковая труба вставляется в чугунный конец ступицы трубы. г. Для этого подключения адаптеры не требуются. 3. Без ступичных соединений . а. Соединения, в которых внешний диаметр двух соединяемых труб или фитингов одинаков по диаметру, можно соединять с помощью эластомерной уплотнительной втулки и без ступичного зажима из нержавеющей стали. г. Соединение ПВХ с АБС осуществляется: i. с использованием переходника DWV «папа-мама»; или ii. с помощью зажима без ступицы, (h) Алюминиевая труба DWV для чугунной трубы или фитингов без хаба .Стыки для соединения алюминиевой трубы DWV или алюминиевой трубы DWV с чугунными фитингами из неглубокого чугуна должны быть выполнены с помощью эластомерной уплотнительной втулки и зажима из нержавеющей стали, зажимного винта, корпуса и концевых защитных крышек. (4) Соединения между дренажным трубопроводом и некоторыми приспособлениями . а. Соединения между дренажными трубами и туалетами, напольными раковинами, писсуарами на пьедесталах, фаянсовыми сифонами или другими подобными приспособлениями с напольными выпусками должны крепиться латунными, коваными медными, твердыми свинцовыми, железными или пластиковыми фланцами, заделанными конопаткой, пайкой или растворителем. приварен к фланцевому соединению. г. Между приспособлением и фланцем требуется прокладка, шайба или установочный состав. с. Используйте гайки и болты только из латуни или нержавеющей стали. г. Фланец пола должен быть прикреплен к конструктивно прочному основанию. e. Использование коммерческой шпатлевки или штукатурки в качестве закрепляющего состава запрещено. ф. Ниппели с резьбой Schedule 80 из ПВХ или АБС могут использоваться для подсоединения унитазов и писсуаров к держателям таких приспособлений. (5) Герметичность .Стыки и соединения в водопроводной системе должны быть газонепроницаемыми и водонепроницаемыми для давления, требуемого испытанием, за исключением тех частей трубопровода с перфорированными или открытыми стыками, которые устанавливаются для сбора и отвода грунтовых или просачиваемых вод в подземные ливневые стоки. . (6) Гидроизоляция проемов . (a) Соединения, заканчивающиеся на крыше вокруг водостоков и вентиляционных труб, должны быть водонепроницаемыми с помощью свинца, меди, алюминия или других материалов для гидроизоляции или гидроизоляции.