Основные положения техники безопасности при проведении сварочных работ
Нарушение техники безопасности при проведении сварочных работ нередко приводит к самым печальным последствиям – пожарам, взрывам и, как следствие, травмам, а то и гибели людей.
Также при сварке возможны следующие травмы: поражение электрическим током, ожоги от шлака и капель металла, травмы механического характера.
Для предотвращения всех этих положений важно неукоснительно соблюдать следующие меры предосторожности.
1. Надежная изоляция всех, проводов, связанных с питанием источника тока и сварочной дуги, наличие геометрически закрытых включающих устройств, заземление корпусов сварочных аппаратов. Заземлению подлежат: корпуса источников питания, аппаратного ящика, вспомогательное электрическое оборудование. Сечение заземляющих проводов должно быть не менее 25 мм2. Подключением, отключением и ремонтом сварочного оборудования занимается только дежурный электромонтер.
2. Применение в источниках питания автоматических выключателей высокого напряжения, которые в момент холостого хода разрывают сварочную цепь и подают на держатель напряжение 12 В.
3. Надежное устройство электрододержателя с хорошей изоляцией, которая гарантирует, что не будет случайного контакта токоведущих частей электрододержателя со свариваемым изделием или руками сварщика (ГОСТ 14651-69). Электрододержатель должен иметь высокую механическую прочность и выдерживать не менее 8000 циклов зажима электродов.
4. Работа в исправной сухой спецодежде и рукавицах. При работе в тесных отсеках и замкнутых пространствах обязательно использование резиновых галош и ковриков, источников освещения с напряжением не свыше 6-12 В.
5. При работе на электронно-лучевых сварочных установках необходимо максимально полная защита от воздействий жесткого рентгеновского излучения, связанного с горением дуги. Особую опасность для представляет и световой луч квантовых генераторов (лазеров), так как даже отраженные лучи лазера могут вызвать тяжелое повреждение глаз и кожи.
Защитные стекла, вставленные в щитки и маски, снаружи закрывают простым стеклом для предохранения их от брызг расплавленного металла. Щитки изготовляют из изоляционного металла — фибры, фанеры и т.д. По форме и размерам они должны полностью защищать лицо и голову сварщика (ГОСТ 1361-69).
Для ослабления резкого контраста между яркостью дуги и малой яркостью темных стен (кабины) последние должны быть окрашены в светлые тона (серый, голубой, желтый) с добавлением в краску окиси цинка с целью уменьшения отражения ультрафиолетовых лучей дуги, падающих на стены.
При работе вне кабины для защиты зрения работающих сварщиков и вспомогательных рабочих должны применяться переносные щиты и ширмы.
Предотвращение опасности поражения брызгами расплавленного металла и шлака.
Образующиеся при дуговой сварке брызги расплавленного металла имеют температуру до 1800 градусов Цельсия, при которой одежда из обычной ткани разрушается. Для защиты от таких брызг обычно используют спецодежду (брюки, куртку и рукавицы) только из специальной ткани. Куртки при работе не следует вправлять в брюки, а обувь должна иметь гладкий верх, чтобы брызги расплавленного металла не попадали внутрь одежды, так как в этом случае возможны тяжелые ожоги.
Для защиты от соприкосновения с влажной, холодной землей и снегом, а также с холодным металлом при наружных работах и в помещении сварщики должны обеспечиваться теплыми подстилками, матами, подколенниками и подлокотниками из огнестойких материалов с эластичной прослойкой.
Предотвращение отравления вредными газами и аэрозолями, выделяющимися при сварке.
Высокая температура дуги (6000-8000 °С) неизбежно приводит к тому, что часть сварочной проволоки, покрытий, флюсов переходит в парообразное состояние. Эти пары, попадая в атмосферу цеха, конденсируются и превращаются в аэрозоль конденсации, частицы которого по дисперсности приближаются к дымам и легко попадают в органы дыхания сварщиков.
Существуют строгие требования и к обеспечению вентиляции и очистке воздуха при сварочных работах. Для улавливания сварочного аэрозоля на стационарных постах (а там, где это возможно, и на нестационарных) необходимо устанавливать местные отсосы в виде вытяжного шкафа, вертикальной или наклонной панели равномерного всасывания для стола с подрешеточным отсосом и др. При сварке крупногабаритных серийных конструкций на кондукторах, манипуляторах и т. п. местные отсосы необходимо встраивать непосредственно в эти приспособления. При автоматической сварке под флюсом, в защитных газах, а также при электрошлаковой сварке применяют устройства с местным отсосом газов.
Меры взрыво- и пожарной безопасности
При использовании баллонов со сжатыми газами необходимо соблюдать установленные меры безопасности: не бросать баллоны, не устанавливать их вблизи нагревательных приборов, не допускать совместного хранения баллонов с кислородом и горючими газами. Газовые баллоны следует хранить в вертикальном положении. При замерзании влаги в редукторе баллона с СО2 необходимо отогревать его только посредством специального электроподогревателя, либо обкладывая ветошью, пропитанной горячей водой. Категорически запрещается отогревать любые баллоны со сжатыми газами открытым пламенем, так как это почти неизбежно приводит к взрыву баллона.
Взрывоопасность существует и при выполнении работ в помещениях, имеющих большое количество пылевидных органических веществ (пищевой муки, торфа, каменного угля). Эта пыль при определенной концентрации может давать взрывы большой силы. Помимо тщательной вентиляции для производства сварочных работ в таких помещениях требуется специальное разрешение органов пожарной охраны.
Предотвращение пожаров от расплавленного металла и шлака. Опасность возникновения пожаров по этой причине существует в тех случаях, когда сварку выполняют по металлу, закрывающему дерево либо горючие изолировочные материалы, на деревянных лесах, вблизи легко воспламеняющихся материалов и т. п. Все указанные варианты сварки не должны допускаться.
Профилактика травматизма при сборке и транспортировке сварных узлов
Предотвращение травм, связанных со сборочными и транспортными операциями (травмы механического характера). Важное значение имеет внедрение комплексной механизации и автоматизации, что значительно уменьшает опасность травм такого рода.
Основные причины травматизма при сборке и сварке:
- отсутствие транспортных средств для транспортировки тяжелых деталей и изделий; неисправность транспортных средств;
- неисправность такелажных приспособлений; неисправный инструмент: кувалды, молотки, гаечные ключи, зубила и т. п.;
- отсутствие защитных очков при очистке швов от шлака;
- отсутствие спецодежды и других защитных средств.


Меры безопасности в этом случае:
- все указанные средства и инструменты следует периодически проверять;
- такелажные работы должны производить лица, прошедшие специальный инструктаж;
- от рабочих необходимо требовать соблюдения всех правил по технике безопасности, включая работу в спецодежде, рукавицах;
- использование средств индивидуальной вентиляции (где это необходимо) и т. д.
Важное значение имеет внедрение комплексной механизации и автоматизации, что значительно уменьшает опасность травм такого рода.
| ← Влияние рода тока на дугу. Статическая вольт-амперная характеристика дуги | Пути легирования металла шва при сварке покрытыми электродами → |
|---|
Поделиться ссылкой:
Техника безопасности при сварочных работах
Сварочный аппарат, электроды, кабели, горелки и редукторы – главные материальные части успешного сварочного труда. Главные, но не единственные! Сварочные работы представляют реальную опасность для здоровья сварщика, а вот избежать этих опасностей вовсе не сложно.
Главные, но не единственные! Сварочные работы представляют реальную опасность для здоровья сварщика, а вот избежать этих опасностей вовсе не сложно.
Если высказаться коротко, то техника безопасности при сварочных работах сводится к очевидным истинам. Нельзя наплевательски относиться к своему организму. Нельзя приступать к работе и открывать сварочный кейс, думая только о сварке. Сначала подумайте о себе. Все сварочные швы мира не стоят удара током в 220 вольт. И острота зрения не вернется к сварщику, работавшему в полукустарной маске, будь он хоть трижды профессионал. Так что прислушайтесь к этим строчкам, мы ведь о вашем здоровье беспокоимся.
Рассмотрим основные сварочные опасности и методы их профилактики.
Электробезопасность
При сварке необходимо обеспечить для предотвращения даже случайной возможности поражения током – как самого сварщика, так и окружающих (напарника и т.д.) Для этого:
- Регулярно проверяйте исправность изоляции кабелей, электродержателей и надежность всех контактов до начала работ
- Отключайте сварочное оборудование во время простоя, перемещения, обеденного перерыва и т. д.
- Все замеченные неисправности устраняйте строго после полного обесточивания аппарата
- Пользуйтесь спецодеждой – крагами из искростойких материалов, обувью из кожи и войлока, спецовкой из рекомендованных материалов, при необходимости – каской.
- Не работайте под дождем (или снегом), даже если ваш аппарат «так умеет». Сварка при повышенной влажности – не только на улице в непогоду, но и внутри бойлерных, градирен, подвалов и т.д. — требует специальных навыков и большого опыта, иначе можно и электротравму получить, и оборудование серьезно испортить.
 д.
д.Оптическая безопасность
Поразительно, но экономия на сварочных масках и очках встречается повсеместно. Сейчас разработаны отличные маски типа «Хамелеон» (с ассортиментом ознакомиться по ссылке) с автоматической регулировкой прозрачности щитка – он затемняется только при зажигании дуги. В таких масках и работать одно удовольствие, и результатработы качественный, и подносить ее к лицу туда-сюда без конца не надо, и степень затемнения можно самостоятельно настроить. Так нет же! С потрясающим упорством многие начинающие сварщики хватают перед зажжением дуги дедовский щиток – и «зайчики кровавые в глазах» обеспечены на несколько суток вперед…
Так нет же! С потрясающим упорством многие начинающие сварщики хватают перед зажжением дуги дедовский щиток – и «зайчики кровавые в глазах» обеспечены на несколько суток вперед…
Пожарная безопасность
Сюда можно включить и защиту от возможных ожогов путем использования спецодежды, обуви, масок и специальных ширм. Будьте особо внимательны при зажигании дуги и во все время ее горения – это период повышенной опасности, не отвлекайтесь при работе. С опытом брызг расплавленного металла при работе будет все меньше, но даже сварщики с многолетним стажем не работают с расстегнутым воротом и закатанными рукавами – учтите это! Не ленитесь надеть рукавицы даже для контакта с кажущимся холодным металлом, а уж тем более при работе. У вас ведь только две руки, и ожоги на них не входят в ваши сварные планы, верно?
У вас ведь только две руки, и ожоги на них не входят в ваши сварные планы, верно?
Специальная безопасность
К ней относится:
- Защита от возможного взрыва при работе в замкнутом пространстве (металлической цистерне и т.д).
- Защита органов дыхания при работе с выделением вредных газов (оксиды марганца, хрома и пр.), для чего применяются респираторы типа «Снежок», совместимые со сварочными масками и удобные в работе.
- Защита при возможной работе на высоте – стандартные средства высотной безопасности (монтажные пояса, страховка) следует использовать в сочетании с повышенной осторожностью. На сварщике надета спецодежда, маска, его движения и углы обзора ограничены – при высотных работах пословица «тише едешь – дальше будешь» очень актуальна.
Берегите себя – безалаберность может стать причиной серьезной травмы. А вот мастерство вполне совместимо с осторожностью и аккуратностью.
Правила пожарной безопасности при проведении сварочных и других огневых работ на объектах народного хозяйства
Правила пожарной безопасности при проведении сварочных и других огневых работ на объектах народного хозяйства
I. Общие положения
Общие положения
1.1. Настоящие Правила предусматривают основные противопожарные требования, обязательные к выполнению при проведении сварочных и других огневых работ на всех объектах народного хозяйства, независимо от их ведомственной принадлежности.
1.2. Ответственность за обеспечение мер пожарной безопасности при проведении сварочных и других огневых работ возлагаются на руководителей предприятий, цехов, лаборатории, мастерских, складов, участков, установок, учреждений и хозяйств, в помещениях или на территориях которых будут проводиться огневые работы.
1.3. Руководители и инженерно-технические работники предприятий, цехов, установок и других производственных участков обязаны выполнять сами и следить за строгим выполнением настоящих Правил подчиненным персоналом. С выходом в свет настоящих Правил утрачивают силу “Инструкция о мерах пожарной безопасности при проведении огневых работ на промышленных предприятиях и на других объектах народного хозяйства”, утвержденная УПО МООП РСФСР 8 июля 1963 г. , а также аналогичные инструкции и правила, изданные (утвержденные), органами пожарной охраны других союзных республик.
, а также аналогичные инструкции и правила, изданные (утвержденные), органами пожарной охраны других союзных республик.
1.4. На основе настоящих Правил министерства и ведомства, а также руководители объектов могут издавать инструкции о мерах пожарной безопасности при проведении огневых работ, применительно к отдельному производству с учетом его специфики.
1.5. Места проведения сварочных и других огневых работ (связанных с нагреванием деталей до температур, способных вызвать воспламенение материалов и конструкций) могут быть:
постоянными, организуемыми в специально оборудованных для этих целей цехах, мастерских или открытых площадках;
временными, когда огневые работы проводятся непосредственно в строящихся или эксплуатируемых зданиях, жилых домах и других сооружениях, на территориях предприятий в целях ремонта оборудования или монтажа строительных конструкций.
1.6. К проведению сварочных и других огневых работ допускаются лица, прошедшие в установленном порядке проверочные испытания в знании требований пожарной безопасности с выдачей специального талона.
1.7. Постоянные места проведения огневых работ на открытых площадках и в специальных мастерских, оборудованных в соответствии с настоящими Правилами и правилами по технике безопасности, определяются приказом руководителя предприятия (организации).
1.8. Места проведения временных сварочных и других огневых работ могут определяться только письменным разрешением лица, ответственного за пожарную безопасность объекта (руководитель учреждения, цеха, лаборатории, мастерской, склада и т. п.). Форма разрешения прилагается (приложение № 2).
Примечания:
1. Проведение огневых работ без получения письменного разрешения может быть допущено на строительных площадках и в местах, не опасных в пожарном отношении, только специалистами высокой квалификации, хорошо знающими настоящие Правила и усвоившими программу пожарно-технического минимума. Список специалистов, допущенных к самостоятельному проведению огневых работ без получения письменного разрешения объявляется руководителем объекта.
2. Места и порядок проведения огневых работ с территориальными органами пожарной охраны, как правило, не согласовываются.
3. Порядок оформления разрешений и осуществления контроля за соблюдением мер пожарной безопасности при проведении огневых работ на объектах, охраняемых пожарной охраной МВД, определяется Наставлением по организации профилактической работы на этих объектах.
1.9. Разрешение на проведение временных (разовых) огневых работ дается только на рабочую смену. При проведении одних и тех же работ, если таковые будут производиться в течение нескольких смен или дней, повторные разрешения от администрации предприятия (цеха) не требуются. В этих случаях на каждую следующую рабочую смену, после повторного осмотра места указанных работ, администрацией подтверждается ранее выданное разрешение, о чем делается соответствующая в нем запись. При авариях сварочные работы производятся под наблюдением начальника цеха (участка) без письменного разрешения.
В целях обеспечения своевременного контроля за проведением огневых работ разрешения на эти работы от администрации объекта или цеха должны поступать в пожарную охрану, а там, где ее нет, в добровольную пожарную дружину (ДПД) накануне дня их производства.
Приступать к огневым работам разрешается только после согласования их с пожарной охраной (ДПД) и выполнения мероприятий, предусмотренных в разрешении на проведение огневых работ.
1.10. На выходные и праздничные дни разрешение на проведение временных огневых работ оформляется особо. Администрацией должен быть организован контроль за проведением этих работ.
1.11. Порядок организации и проведения огневых работ на пожаро- и взрывоопасных предприятиях химической, нефтехимической, газовой, нефтеперерабатывающей и металлургической промышленности определяется особыми положениями и инструкциями, разрабатываемыми и утверждаемыми Госгортехнадзором и согласованными с органами Госпожнадзора. При этом во всех случаях разрешение на право проведения огневых работ на таких объектах выдается только главным инженером или лицом, его замещающим.
1.12. Место проведения огневых работ необходимо обеспечить средствами пожаротушения (огнетушитель или ящик с песком, лопата и ведро с водой). При наличии в непосредственной близости от места сварки кранов внутреннего противопожарного водопровода напорные рукава со стволами должны быть присоединены к кранам. Все рабочие, занятые на огневых работах, должны уметь пользоваться первичными средствами пожаротушения.
При наличии в непосредственной близости от места сварки кранов внутреннего противопожарного водопровода напорные рукава со стволами должны быть присоединены к кранам. Все рабочие, занятые на огневых работах, должны уметь пользоваться первичными средствами пожаротушения.
1.13. В случае проведения огневых работ в зданиях, сооружениях или других местах при наличии вблизи или под местом этих работ сгораемых конструкций, последние должны быть надежно защищены от возгорания металлическими экранами или политы водой, а также должны быть приняты меры против разлета искр и попадания их на сгораемые конструкции, нижележащие площадки и этажи.
1.14. Проведение огневых работ на постоянных и временных местах без принятия мер, исключающих возможность возникновения пожара, категорически запрещается.
1.15. Приступать к проведению огневых работ можно только после выполнения всех требований пожарной безопасности (наличие средств пожаротушения, очистка рабочего места от сгораемых материалов, защита сгораемых конструкции и т. д.). После окончания огневых работ их исполнитель обязан тщательно осмотреть место проведения этих работ, полить водой сгораемые конструкции и устранить нарушения, могущие привести к возникновению пожара.
д.). После окончания огневых работ их исполнитель обязан тщательно осмотреть место проведения этих работ, полить водой сгораемые конструкции и устранить нарушения, могущие привести к возникновению пожара.
1.16. Ответственное лицо за проведение временных (разовых) огневых работ обязано проинструктировать непосредственных исполнителей этих работ (электросварщиков, газосварщиков, газорезчиков, бензорезчиков, паяльщиков и т. д.) о мерах пожарной безопасности, определить противопожарные мероприятия по подготовке места работ, оборудования и коммуникаций в соответствии с требованиями пожарной безопасности.
В период приведения этих работ ответственным лицом должен быть установлен контроль за соблюдением исполнителем огневых работ мер пожарной безопасности и техники безопасности.
1.17. ‘Руководитель объекта или другое должностное лицо, ответственное за пожарную безопасность помещения (территории, установки и т. п.), должны обеспечить проверку места проведения временных огневых работ в течение 3—5 часов после их окончания.
1.18. В пожароопасных и взрывоопасных местах сварочные, газорезные, бензорезные и паяльные работы должны проводиться только после тщательной уборки взрывоопасной и пожароопасной продукции, очистки аппаратуры и помещения, полного удаления взрывоопасных пылей и веществ, легковоспламеняющихся и горючих жидкостей и их паров. Помещение необходимо непрерывно вентилировать и установить тщательный контроль за состоянием воздушной среды путем проведения экспресс-анализов с применением для этой цели газоанализаторов.
При рассмотрении вопроса проведения огневых работ в пожаровзрывоопасных помещениях руководитель предприятия должен стремиться к тому, чтобы в этих помещениях проводились только работы, которые нельзя провести в местах постоянной сварки, или в помещениях, не опасных в пожарном отношении.
1.19. Перед сваркой емкостей (отсеки судов, цистерны, баки и т. д.), в которых находилось жидкое топливо, легковоспламеняющиеся и горючие жидкости, газы и т. д., должна быть произведена их очистка, промывка горячей водой с каустической содой, пропарка, просушка и вентилирование с последующим лабораторным анализом воздушной среды. Во всех случаях емкость должна быть отглушена от всех коммуникации, о чем следует делать запись в журнале начальников смен или специальном журнале по установке и снятию заглушек на коммуникациях. Сварка должна производиться обязательно при открытых лазах, люках, пробках, а также при действующей переносной вентиляции.
Во всех случаях емкость должна быть отглушена от всех коммуникации, о чем следует делать запись в журнале начальников смен или специальном журнале по установке и снятию заглушек на коммуникациях. Сварка должна производиться обязательно при открытых лазах, люках, пробках, а также при действующей переносной вентиляции.
1.20. Временные места проведения огневых работ и места установки сварочных агрегатов, баллонов с газами и бачков с горючей жидкостью, должны быть очищены от горючих материалов в радиусе не менее 5 м.
1.21. При проведении сварочных, бензорезных, газорезных и паяльных работ запрещается:
а) приступать к работе при неисправной аппаратуре;
б) производить сварку, резку или пайку свежеокрашенных конструкций и изделий до полного высыхания краски;
в) пользоваться при огневых работах одеждой и рукавицами со следами масел и жиров, бензина, керосина и других горючих жидкостей;
г) хранить в сварочных кабинах одежду, горючую жидкость и другие легкосгораемые предметы или материалы;
д) допускать к работе учеников и рабочих, не сдавших испытаний по сварочным и газопламенным работам и без знаний правил пожарной безопасности;
е) допускать соприкосновение электрических проводов с баллонами со сжатыми, сжиженными и растворенными газами;
ж) производить сварку, резку, пайку или нагрев открытым огнем аппаратов и коммуникаций, заполненных горючими и токсичными веществами, а также находящихся под давлением негорючих жидкостей, газов, паров и воздуха или под электрическим напряжением.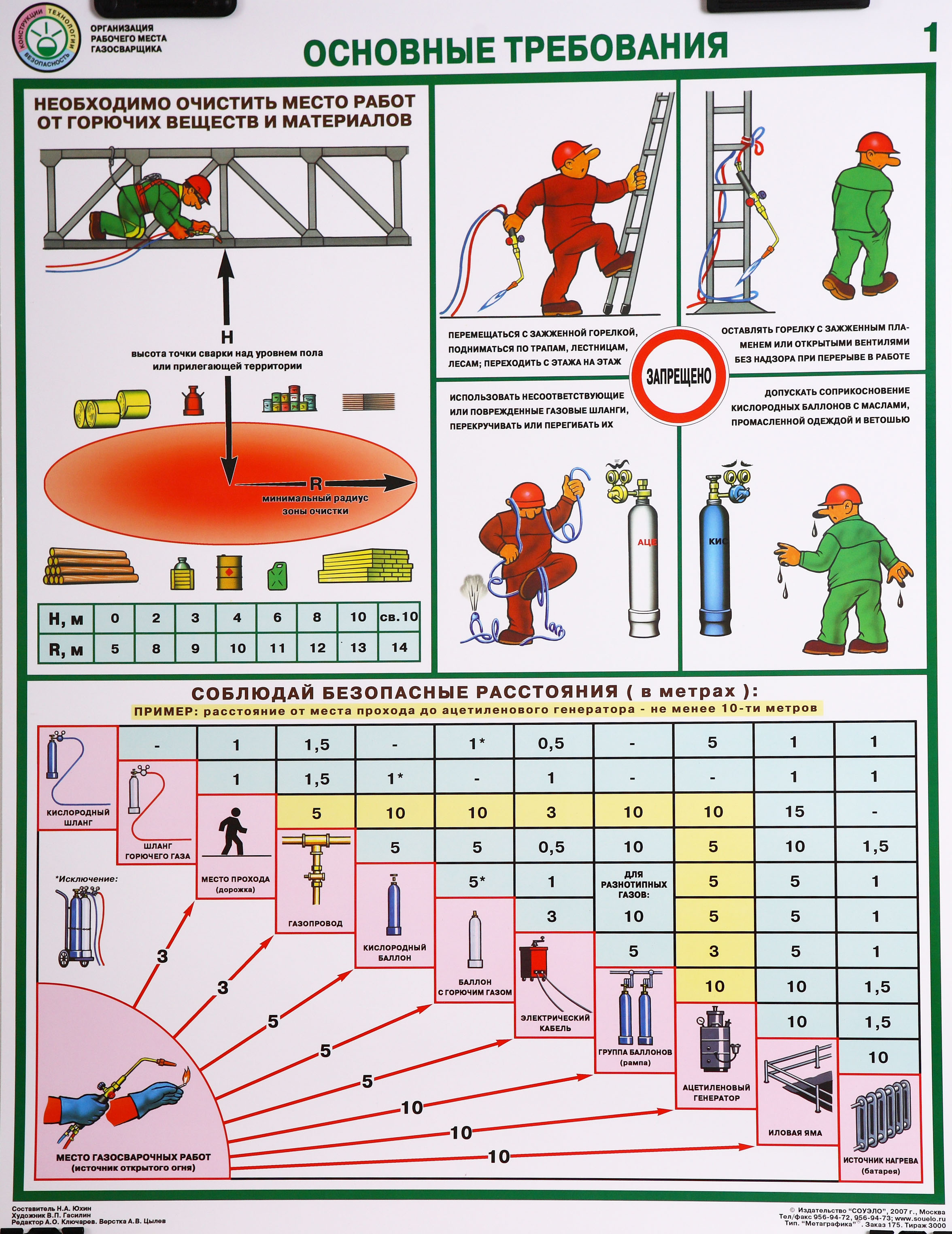
1.22. Лица, занятые на огневых работах, в случае пожара или загорания обязаны немедленно вызвать пожарную часть (ДПД) и принять меры к ликвидации загорания или пожара имеющимися средствами пожаротушения.
1.23. Лицо, ответственное за проведение огневых работ, обязано проверить наличие на рабочем месте средств пожаротушения, а после окончания работы осмотреть рабочее место, нижележащие площадки и этажи и обеспечить принятие мер, исключающих возможность возникновения пожара.
1.24. Огневые работы должны немедленно прекращаться по первому требованию представителя Госпожнадзора, Госгортехнадзора, технической инспекции совета профсоюза, профессиональной или ведомственной пожарной охраны, начальника добровольной пожарной дружины, пожарно-сторожевой охраны.
II. Газосварочные работы
2.1. Эксплуатация стационарных ацетиленовых генераторов разрешается только после приемки их техническим инспектором совета профсоюза.
Разрешение на эксплуатацию переносных ацетиленовых генераторов выдастся администрацией предприятий и организаций, в ведении которых находятся эти генераторы.
2.2. Переносные ацетиленовые генераторы для работы следует устанавливать на открытых площадках. Допускается временная их работа в хорошо проветриваемых помещениях.
Ацетиленовые генераторы необходимо ограждать и размешать не ближе 10 м от мест проведения сварочных работ, от открытого огня и сильно нагретых предметов, от мест забора воздуха компрессорами и вентиляторами.
Если сломался генератор ремонт генераторов в Москве осуществит компания Астартер, владеющая сетью специализированных мастерских по всей России. Ремонт осуществляется с гарантией.
При установке ацетиленового генератора вывешиваются аншлаги: “ВХОД ПОСТОРОННИМ ВОСПРЕЩЕН — ОГНЕОПАСНО”, “НЕ КУРИТЬ”, “НЕ ПРОХОДИТЬ С ОГНЕМ”.
2.3. Сварщик (резчик, паяльщик) при газопламенной обработке металлов должен руководствоваться настоящими Правилами, Правилами техники безопасности и производственной санитарии при производстве ацетилена, кислорода и газопламенной обработке металлов, Правилами безопасности в газовом хозяйстве, Правилами устройства и безопасной эксплуатации сосудов, работающих под давлением, и рабочей инструкцией по эксплуатации аппаратуры.
2.4. Ремонт газовых коммуникации с применением сварочной аппаратуры допустим только для действующих трубопроводов природного газа, расположенных вне зданий и территорий наружных установок, при соблюдении Правил безопасности в газовом хозяйстве и специальных инструкций, согласованных с местными органами Госгортехнадзора.
2.5. Контроль загазованности в районе аварии должен осуществляться с помощью газоанализаторов, а места утечки газа из трубопроводов определяться с помощью мыльной эмульсии. Применение для этих целей источников открытого огня, а также одновременное выполнение сварки, изоляции и подчистки траншеи на месте деформации газовых коммуникации запрещается.
2.6. По окончании работы карбид кальция в переносном генераторе должен быть полностью доработан. Известковый ил, удаляемый из генераторов, должен выгружаться в приспособленную для этой цели тару и сливаться в иловую яму или специальный бункер.
Открытые иловые ямы должны быть ограждены перилами, а закрытые — иметь несгораемые перекрытия и оборудованы вытяжной вентиляцией и люками для удаления ила.
Курение и применение источников открытого огня в радиусе менее 10 метров от мест хранения ила запрещается, о чем должны быть вывешены соответствующие объявления.
2.7. Закрепление газоподводящих шлангов на присоединительных ниппелях аппаратуры, горелок, резаков, редукторов должно быть надежным. Для этой цели должны применяться специальные хомутики.
Допускается вместо хомутиков закреплять шланги не менее чем о двух местах по длине ниппеля мягкой отожженной (вязальной) проволокой.
На ниппели водяных затворов шланги должны плотно надеваться, но не закрепляться.
2.8. Хранение и транспортировка баллонов с газами осуществляется только с навинченными на их горловины предохранительными колпаками. При транспортировке баллонов не допускать толчков и ударов.
К месту сварочных работ баллоны доставляются на специальных тележках, носилках, санках. Переноска баллонов на плечах и руках запрещается.
2.9. Баллоны с газом при их хранении, перевозке и эксплуатации должны быть защищены от действия солнечных лучей и других источников тепла.
Баллоны, устанавливаемые в помещениях, должны находиться от радиаторов отопления и других отопительных приборов и печей на расстоянии не менее 1 м, а от источников тепла с открытым огнем — не менее 5 м.
Расстояние от горелок (по горизонтали) до перепускных рамповых (групповых) установок должно быть не менее 10 м, а до отдельных баллонов с кислородом и горючими газами — не менее 5 м.
Хранение в одном помещении кислородных баллонов и баллонов с горючими газами, а также карбида кальция, красок, масел и жиров запрещается.
2.10. В сварочной мастерской при наличии не более 10 сварочных постов допускается для каждого поста иметь по одному запасному баллону с кислородом и горючим газом. Запасные баллоны должны быть либо ограждены стальными щитами, либо храниться в специальных пристройках к мастерской. При наличии в мастерской более 10 сварочных постов должно быть устроено централизованное снабжение газами.
2.11. При обращении с порожними баллонами из-под кислорода и горючих газов должны соблюдаться такие же меры безопасности, как и с наполненными баллонами.
2.12. В местах хранения и вскрытия барабанов с карбидом кальция запрещается курение, пользование открытым огнем и применение инструмента, могущего образовывать при ударе искры. Раскупорка барабанов с карбидом кальция производится латунными зубилом и молотком. Запаянные барабаны открываются специальным ножом. Место реза на крышке предварительно смазывается толстым слоем солидола.
2.13. Вскрытые барабаны с карбидом кальция следует защищать непроницаемыми для воды крышками с отогнутыми краями, плотно охватывающими барабан. Высота борта крышки должна быть не менее 50 мм.
2.14. В помещениях ацетиленовых установок, где не имеется промежуточного склада карбида кальция, разрешается хранить одновременно не свыше 200 кг карбида кальция, причем из этого количества в открытом виде может быть не более одного барабана.
Карбид кальция должен храниться в сухих, хорошо проветриваемых помещениях.
Барабаны с карбидом кальция могут храниться на складах как в горизонтальном, так и в вертикальном положении.
В механизированных складах допускается хранение барабанов с карбидом кальция в три яруса при вертикальном хранении, а при отсутствии механизации — не более трех ярусов при горизонтальном хранении и не более двух ярусов при вертикальном хранении. Между ярусами барабанов должны быть уложены доски толщиной 40-50 мм.
Ширина проходов между уложенными в штабеля барабанами с карбидом должна быть не менее 1,5 м.
2.15. Запрещается размещать склады для хранения карбида кальция в подвальных помещениях и низких затапливаемых местах.
2.16. При проведении газосварочных и газорезательных работ запрещается:
а) отогревать замерзшие ацетиленовые генераторы, трубопроводы, вентили, редукторы и другие детали сварочных установок открытым огнем или раскаленными предметами, а также пользоваться инструментом, могущим образовывать искры при ударе;
б) допускать соприкосновение кислородных баллонов, редукторов и другого сварочного оборудования с различными маслами, а также промасленной одеждой и ветошью;
в) курить и пользоваться открытым огнем на расстоянии менее 10 м от баллонов с горючим газом и кислородом, ацетиленовых генераторов и иловых ям;
г) работать от одного водяного затвора двум сварщикам, загружать карбид кальция завышенной грануляции или проталкивать его в воронку аппарата с помощью железных прутков и проволоки, работать на карбидной пыли;
д) загружать карбид кальция в мокрые загрузочные корзины или при наличии воды в газосборнике, загружать корзины карбидом более половины их объема при работе генераторов “вода на карбид”;
с) производить продувку шланга для горючих газов кислородом и кислородного шланга горючими газами, а также взаимозаменять шланги при работе, пользоваться шлангами, длина которых превышает 30 м. При производстве монтажных работ допускается применение шлангов длиной до 40 м. Применение шлангов длиной свыше 40 м допускается в исключительных случаях с разрешения руководителя работ и инженера по технике безопасности;
При производстве монтажных работ допускается применение шлангов длиной до 40 м. Применение шлангов длиной свыше 40 м допускается в исключительных случаях с разрешения руководителя работ и инженера по технике безопасности;
ж) перекручивать, заламывать или зажимать газоподводящие шланги;
з) переносить генератор при наличии в газосборнике ацетилена;
и) форсированная работа ацетиленовых генераторов путем преднамеренного увеличения давления газа в них или увеличения единовременной загрузки карбида кальция.
2.17. Запрещается применять медные инструменты для вскрытия барабанов с карбидом кальция, а также медь в качестве припоя для пайки ацетиленовой аппаратуры и в других местах, где возможно соприкосновение с ацетиленом.
III. Электросварочные работы
3.1. Электросварочные работы в зданиях должны производиться в специально для этого отведенных вентилируемых помещениях
3.2. Место для проведения сварочных работ в сгораемых помещениях должно быть ограждено сплошной перегородкой из несгораемого материала, причем высота перегородки должна быть не менее 2,5 м, а зазор между перегородкой и полом не более 5 см.
3.3. Полы в помещениях, где производятся сварочные работы, должны быть выполнены из несгораемых материалов. Допускается устройство деревянных торцовых полов на несгораемом основании в помещениях, в которых производится сварка без предварительного нагрева деталей.
3.4. Установки для электрической сварки должны удовлетворять требованиям соответствующих разделов Правил устройства электроустановок, Правил технической эксплуатации электроустановок потребителей и Правил техники безопасности при эксплуатации электроустановок потребителей с теми дополнениями, которые приведены в настоящих Правилах.
3.5. Электросварочные установки должны иметь техническую документацию, поясняющую назначение агрегатов, аппаратуры, приборов и электрические схемы.
3.6. Установка для ручной сварки должна снабжаться рубильником или ‘контактором’ (для подключения источника сварочного тока к распределительной цеховой сети), предохранителем (в первичной цепи) и указателем величины сварочного тока (амперметром или шкалой на регуляторе тока).
3.7. Однопостовые сварочные двигатели-генераторы и трансформаторы защищаются предохранителями только со стороны питающей сети. Установка предохранителей в цепи сварочного тока не требуется.
3.8. На временных местах сварки для проведения электросварочных работ, связанных с частыми перемещениями сварочных установок, должны применяться механически прочные шланговые кабели.
3.9. Применение шнуров всех марок для подключения источника сварочного тока к распределительной цеховой сети не допускается. В качестве питающих проводов, как исключение, могут быть использованы провода марки ПР, ПРГ, при условии усиления их изоляции и защиты от механических повреждений.
3.10. Для подвода тока к электроду должны применяться изолированные гибкие провода (например, марки ПРГД) и защитном шланге для средних условий работы. При использовании менее гибких проводов следует присоединять их к элсктрододержателю через надставку из гибкого шлангового провода или кабеля длиной не менее 3 метров.
3.11. Для предотвращения загораний электропроводов и сварочного оборудования должен быть осуществлен правильный выбор сечения проводов по величине тока, изоляции проводов величине рабочего напряжения и плавких вставок электропредохранителей на предельно допустимый номинальный ток.
3.12. Запрещается прокладывать голые или с плохой изоляцией провода, а также применять кустарные электропредохранители и провода, не обеспечивающие прохождения сварочного тока требуемой величины.
3.1.3. Соединения жил сварочных проводов нужно производить при помощи опрессования, сварки, пайки, специальных зажимов. Подключение электропроводов к электрододержателю, свариваемому изделию и сварочному аппарату производится при помощи медных кабельных наконечников, скрепленных болтами с шайбами.
3.14. Провода, подключенные к сварочным аппаратам, распределительным щитам и другому оборудованию, а также к местам сварочных работ, должны быть надежно изолированы и в необходимых местах защищены от действия высокой температуры, механических повреждений и химических воздействий.
Кабели (электропроводка) электросварочных машин должны располагаться от трубопроводов кислорода на расстоянии не менее 0,5 м, а от трубопроводов ацетилена и других горючих газов — не менее 1 м. В отдельных случаях допускается сокращение указанных расстоянии вдвое при условии заключения газопровода в защитную металлическую трубу.
3.15. В качестве обратного провода, соединяющего свариваемое изделие с источником сварочного тока, могут служить стальные шины любого профиля, сварочные плиты, стеллажи и сама свариваемая конструкция, при условии если их сечение обеспечивает безопасное, по условиям нагрева, протекание сварочного тока.
Соединение между собой отдельных элементов, используемых в качестве обратного провода, должно выполняться весьма тщательно (с помощью болтов, струбцин или зажимов).
3.16. Использование в качестве обратного провода внутренних железнодорожных путей, сети заземления или зануления, а также металлических конструкций зданий, коммуникаций и технологического оборудования запрещается. Сварка должна производиться с применением двух проводов.
Сварка должна производиться с применением двух проводов.
3.17. При проведении электросварочных работ в пожароопасных помещениях и сооружениях обратный провод от свариваемого изделия до источника тока выполняется только изолированным проводом, причем, по качеству изоляции он не должен уступать прямому проводу, присоединяемому к электрододержателю.
3.18. Электрододержатели для ручной сварки должны быть минимального веса и иметь конструкцию, обеспечивающую надежное зажатие и быструю смену электродов, а также исключающую возможность короткого замыкания его корпуса на свариваемую деталь при временных перерывах в работе или при случайном его падении на металлические предметы. Рукоятка электрододержателя должна быть сделана из несгораемого диэлектрического и теплоизолирующего материала.
3.19. Электроды, применяемые при сварке, должны соответствовать ГОСТУ и быть заводского изготовления, а также должны соответствовать номинальной величине сварочного тока.
При смене электродов в процессе сварки их остатки (огарки) следует выбрасывать в специальный металлический ящик, устанавливаемый у места сварочных работ.
3.20. Электросварочная установка на все время работы должна быть заземлена. Помимо заземления основного электросварочного оборудования в сварочных установках надлежит непосредственно заземлять тот зажим вторичной обмотки сварочного трансформатора, к которому присоединяется проводник, идущий к изделию (обратный проводник).
3.21. Сварочные генераторы и трансформаторы, а также все вспомогательные приборы и аппараты к ним, устанавливаемые на открытом воздухе, должны быть в закрытом или защищенном исполнении с противосыростной изоляцией и устанавливаться под навесами из несгораемых материалов.
3.22. Чистка агрегата и пусковой аппаратуры производится ежедневно после окончания работы. Ремонт сварочною оборудования должен производится в соответствии с установленными правилами производства планово-предупредительных ремонтов.
3.23. Температура нагрева отдельных частей сварочного агрегата (трансформаторов, подшипников, щеток, контактов вторичной цепи и др.) не должна превышать 75°.
3.24. Сопротивление изоляции токоведущих частей сварочной цени должно быть не ниже 0,5 мегом. Изоляция должна проверяться не реже 1 раза в 3 месяца (при автоматической сварке под слоем флюса — 1 раз в месяц) и должна выдерживать напряжение 2 кв в течение 5 мин.
3.25. Питание дуги в установках для атомно-водородной сварки должно производиться от отдельного трансформатора. Не допускается непосредственное питание дуги через регулятор тока любого типа от распределительной сети.
3.26. При атомно-водородной сварке в горелке должно быть предусмотрено устройство автоматического отключения напряжения и прекращения подачи водорода в случае разрыва цени.
Запрещается оставлять горелки без присмотра при горении дуги.
3.27. Расстояние от машин точечной, шовной и рельефной сварки, а также от машин для стыковой сварки до места нахождения сгораемых материалов и конструкций должно быть не менее 4 м при сварке деталей сечением до 50 .кв. мм, а от машин для стыковой сварки деталей сечением свыше 50 кв. мм — не менее 6 м.
мм — не менее 6 м.
IV. Огневые работы с применением жидкого горючего
а) Резка металла
4.1. При бензо-керосинорезных работах рабочее место организуется так же, как и при электросварочных работах. Особое внимание следует обращать на недопустимость разлива и правильность хранения легковоспламеняющихся и горючих жидкостей, соблюдение режима резки и ухода за бачком с горючим.
4.2. Хранение запаса горючего на месте проведения бензорезных работ допускается в количестве не более сменной потребности. Горючее следует хранить в исправной небьющейся плотно закрывающейся специальной таре на расстоянии не менее 10 м от места производства огневых работ.
4.3. Для бензо-керосинорезных работ следует применять горючее без посторонних примесей и воды. Заполнять бачок горючим более 3/4 его объема не допускается.
4.4. Бачок для горючего должен быть исправным и герметичным. На бачке необходимо иметь манометр, а также предохранительный клапан, не допускающий повышения давления в бачке более 5 атм. Бачки, не испытанные водой на давление 10 атм, имеющие течь горючей жидкости или неисправный насос, к эксплуатации НЕ ДОПУСКАЮТСЯ.
Бачки, не испытанные водой на давление 10 атм, имеющие течь горючей жидкости или неисправный насос, к эксплуатации НЕ ДОПУСКАЮТСЯ.
4.5. Перед началом бензорезных работ необходимо тщательно проверить исправность всей арматуры бензо-керосинорсеза, плотность соединении шлангов на ниппелях, исправность резьбы в накидных гайках и головках.
4.6. Разогревать испаритель резака посредством зажигания налитой на рабочем месте горючей жидкости запрещается.
4.7. Бачок с горючим должен находиться не ближе 5 м от баллонов с кислородом и от источника открытого огня и не ближе 3 м от рабочего места резчика. При этом бачок должен быть расположен так, чтобы на него не попадали пламя и искры при работе.
4.8. При проведении бензо-керосинорезных работ запрещается:
а) производить резку при давлении воздуха в бачке с горючим, превышающем рабочее давление кислорода в резаке;
б) перегревать испаритель резака до вишневого цвета, а также подвешивать резак во время работы вертикально, головкой вверх;
в) зажимать, перекручивать или заламывать шланги, подающие кислород и горючее к резаку;
г) использовать кислородные шланги для подвода бензина или керосина к резаку.
б) Паяльные работы
4.9. Рабочее место при проведении паяльных работ должно быть очищено от горючих материалов, а находящиеся на расстоянии менее 5 метров сгораемые конструкции должны быть надежно защищены от возгорания металлическими экранами или политы водой.
4.10. Паяльные лампы необходимо содержать в полной исправности и не реже одного раза в месяц проверять их на прочность и герметичность с занесением результатов и даты проверки и специальный журнал. Кроме того, не реже одного раза в год должны проводиться контрольные гидравлические испытания давлением.
4.11.Каждая лампа должна иметь паспорт с указанием результатов заводского гидравлического испытания и допускаемого рабочего давления. Лампы снабжаются пружинными предохранительными клапанами, отрегулированными на заданное давление, а лампы емкостью 3 литра и более — манометрами.
4.12. Заправлять паяльные лампы горючим и разжигать их следует в специально отведенных для этой цели местах. При заправке ламп не допускать разлива горючего и применения открытого огня.
4.13. Для предотвращения выброса пламени из паяльной лампы заправляемое в лампу горючее должно быть очищено от посторонних примесей и воды.
4.14. Во избежание взрыва паяльной лампы ЗАПРЕЩАЕТСЯ:
а) применять в качестве горючего для ламп, работающих на керосине, бензин или смесь бензина с керосином;
б) повышать давление в резервуаре лампы при накачке воздуха более допускаемою рабочего давления согласно паспорту;
в) заполнять лампу керосином более чем на 3/4 объема ее резервуара;
г) подогревать горелку жидкостью из лампы, накачиваемой насосом;
д) отвертывать воздушный винт и наливную пробку, когда лампа горит или еще не остыла;
с) разбирать и ремонтировать лампу, а также выливать из нее или заправлять ее горючим вблизи открытого огня, допускать при этом курение.
4.15. Применять паяльные лампы для отогревания замерзших водопроводных, канализационных труб и труб паро-водяного отопления в зданиях, имеющих сгораемые конструкции или отделку, КАТЕГОРИЧЕСКИ ЗАПРЕЩАЕТСЯ.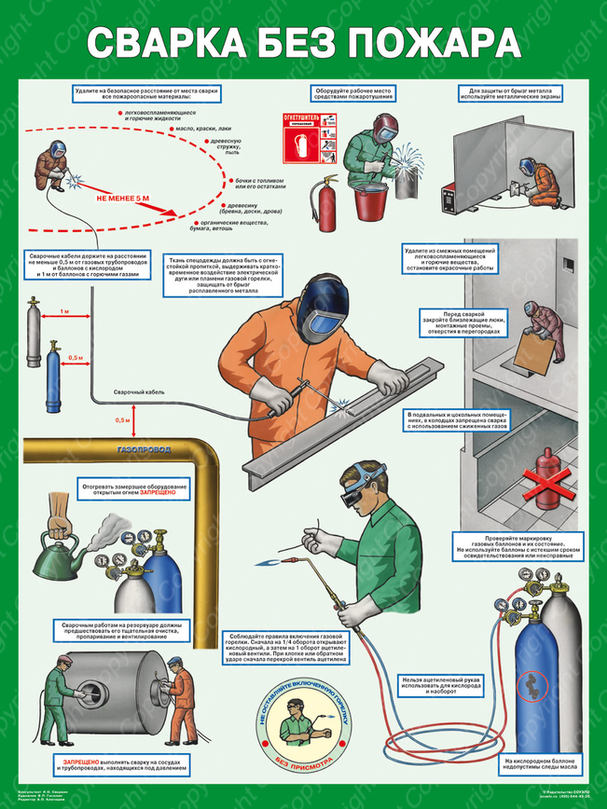
V. Варка битумов и смол
5.1. Котлы для растопления битумов и смол необходимо устанавливать на специально отведенных площадках, удаленных от вновь строящихся зданий, сгораемых построек и строительных материалов не менее чем на 50 м. Запрещается устанавливать котлы в чердачных помещениях и на покрытиях (за исключением несгораемых покрытий).
5.2. Каждый котел должен быть снабжен плотной несгораемой крышкой для защиты от атмосферных осадков и для тушения воспламеняющейся в котле массы, а также устройством, предотвращающим попадание битума при его вскипании в топочную камеру.
5.3. Во избежание выливания мастики в топку и ее загорания, котел необходимо устанавливать наклонно так, чтобы его край, расположенный над топкой, был на 5-6 см выше противоположного. Топочное отверстие котла должно быть оборудовано откидным козырьком из несгораемого материала.
5.4. После окончания работ топки котлов должны быть потушены и залиты водой.
5.5. Для целей пожаротушения места варки битума необходимо обеспечить ящиками с сухим песком емкостью 0,5 куб. м, лопатами и пенными огнетушителями.
5.6. При работе передвижных котлов на сжиженном газе газовые баллоны в количестве не более двух должны находиться в металлических вентилируемых шкафах, устанавливаемых на расстоянии не менее 20 м от работающих котлов.
Указанные шкафы следует держать постоянно закрытыми на замки.
Хранение запасных баллонов с газом должно осуществляться в помещениях, отвечающих требованиям пожарной безопасности.
Приложение 1
Приложение 2
Техника безопасности и охрана труда при проведении сварочных работ — Новости — Пресс-центр — Главная — Департамент государственного жилищного и строительного надзора Свердловской области Официальный сайт
28 сентября 2016
Техника безопасности и охрана труда при проведении сварочных работ
Производство сварочных работ при строительстве требует особого внимания в части соблюдения правил техники безопасности и охраны труда.
Квалификация сварщиков должна соответствовать требованиям, установленным Минтруда России. Сварщики должны иметь действующее аттестационное удостоверение по соответствующему способу сварки, не иметь медицинских противопоказаний к выполняемой работе. Сведения о номерах удостоверений, сроках их действия и шифрах клейм сварщиков должны быть размещены в общедоступном реестре аттестованного персонала в информационно-телекоммуникационной сети интернет, а удостоверения должны иметь соответствующий QR-код для проверки их подлинности. Присвоенные при аттестации шифры клейм должны быть закреплены за сварщиками приказом организации, выполняющей сварочные работы.
К сварочным работам допускаются сварщики, которые указаны в их удостоверениях. Электросварщики должны иметь группу по электробезопасности не менее II (пункт 8 приказа Федеральной службы по экологическому, технологическому и атомному надзору от 14 марта 2014 года № 102 «Об утверждении Федеральных норм и правил в области промышленной безопасности «Требования к производству сварочных работ на опасных производственных объектах»).
Электросварочные и газосварочные работы выполняются в соответствии с письменным распоряжением — нарядом-допуском на производство работ (далее — наряд-допуск), оформляемым уполномоченными работодателем должностными лицами, ответственными за организацию и безопасное производство работ (приказ Министерства труда и социальной защиты Российской Федерации от 23 декабря 2014 года № 1101н «Об утверждении правил по охране труда при выполнении электросварочных и газосварочных работ»).
Работники, выполняющие сварочные работы, должны быть обеспечены специальной одеждой, специальной обувью и другими средствами индивидуальной защиты, санитарно-бытовыми помещениями, а также смывающими и (или) обезвреживающими средствами. Рабочее место сварщика должно быть оснащено необходимым сборочно-сварочным оборудованием и первичными средствами пожаротушения. Стационарные рабочие места должны быть оборудованы системой вытяжной вентиляции в зоне сварки. (приказ Федеральной службы по экологическому, технологическому и атомному надзору от 14 марта 2014 года № 102 «Об утверждении Федеральных норм и правил в области промышленной безопасности «Требования к производству сварочных работ на опасных производственных объектах»).
Для дуговой сварки необходимо применять изолированные гибкие кабели, рассчитанные на надежную работу при максимальных электрических нагрузках с учетом продолжительности цикла сварки.
Соединение сварочных кабелей следует производить опрессовкой, сваркой или пайкой с последующей изоляцией мест соединений.
Подключение кабелей к сварочному оборудованию должно осуществляться при помощи спрессованных или припаянных кабельных наконечников.
При прокладке или перемещении сварочных проводов необходимо принимать меры против повреждения их изоляции и соприкосновения с водой, маслом, стальными канатами и горячими трубопроводами. Расстояние от сварочных проводов до горячих трубопроводов и баллонов с кислородом должно быть не менее 0,5 м, а с горючими газами — не менее 1 м.
В электросварочных аппаратах и источниках их питания элементы, находящиеся под напряжением, должны быть закрыты оградительными устройствами.
Электрододержатели, применяемые при ручной дуговой электросварке металлическими электродами, должны соответствовать требованиям ГОСТ на эти изделия.
Электросварочная установка (преобразователь, сварочный трансформатор и т.п.) должна присоединяться к источнику питания через рубильник и предохранители или автоматический выключатель, а при напряжении холостого хода более 70 вольт должно применяться автоматическое отключение сварочного трансформатора.
Металлические части электросварочного оборудования, не находящиеся под напряжением, а также свариваемые изделия и конструкции на все время сварки должны быть заземлены, а у сварочного трансформатора, кроме того, заземляющий болт корпуса должен быть соединен с зажимом вторичной обмотки, к которому подключается обратный провод.
В качестве обратного провода или его элементов могут быть использованы стальные шины и конструкции, если их сечение обеспечивает безопасное по условиям нагрева протекание сварочного тока.
Соединение между собой отдельных элементов, применяемых в качестве обратного провода, должно быть надежным и выполняться на болтах, зажимах или сваркой.
Запрещается использовать провода сети заземления, трубы санитарно- технических сетей (водопровод, газопровод и др. ), металлические конструкции зданий, технологическое оборудование в качестве обратного провода электросварки (п. 9.2.3., п.9.2.4, п.9.2.5., п. 9.3.1., п. 9.3.2. п. 9.3.3. п. 9.3.4. п. 9.3.5.п. 9.3.6. постановления Государственного комитета Российской Федерации по строительству и жилищно-коммунальному комплексу от 23 июля 2001 года № 80 «О принятии строительных норм и правил Российской Федерации «Безопасность труда в строительстве. часть 1. Общие требования»).
), металлические конструкции зданий, технологическое оборудование в качестве обратного провода электросварки (п. 9.2.3., п.9.2.4, п.9.2.5., п. 9.3.1., п. 9.3.2. п. 9.3.3. п. 9.3.4. п. 9.3.5.п. 9.3.6. постановления Государственного комитета Российской Федерации по строительству и жилищно-коммунальному комплексу от 23 июля 2001 года № 80 «О принятии строительных норм и правил Российской Федерации «Безопасность труда в строительстве. часть 1. Общие требования»).
Основной опасностью при дуговой ручной сварке является поражение электротоком. Источниками, повышающими опасность поражения электрическим током, являются сырость, грязь. Понижают данную опасность: сухая обувь, чистая, сухая одежда без элементов металлической отделки, сухое покрытие пола, не проводящее эл. ток, а также защитные резиновые галоши, коврики, варежки, перчатки служат дополнительным средством защиты от поражения электротоком.
Свариваемые поверхности конструкций и рабочее место сварщика следует защищать от дождя, снега, ветра. При температуре окружающего воздуха ниже минус 10 °C необходимо иметь вблизи рабочего места сварщика инвентарное помещение для обогрева, при температуре ниже минус 40 °C — оборудовать тепляк (п.10.1.7. Свод правил актуализированная редакция СНиП 3.03.01-87 «Несущие и ограждающие конструкции» СП 70.13330.2012).
При температуре окружающего воздуха ниже минус 10 °C необходимо иметь вблизи рабочего места сварщика инвентарное помещение для обогрева, при температуре ниже минус 40 °C — оборудовать тепляк (п.10.1.7. Свод правил актуализированная редакция СНиП 3.03.01-87 «Несущие и ограждающие конструкции» СП 70.13330.2012).
Назад к списку
Сварочные и другие огневые работы
Страница 19 из 26
Раздел 6
СВАРОЧНЫЕ И ДРУГИЕ ОГНЕВЫЕ РАБОТЫ
Раздел 6, Подраздел 1
Общие требования
8.1.1. К сварочным и огневым работам, в соответствии с НАПБ
В.01.034-99/111 (ГКД 34.03.303-99) «Правила пожарной безопасности в
компаниях, на предприятиях и в организациях энергетической отрасли
Украины», относятся все виды электросварочных, газосварочных
(газорезальных), бензогазорезальных и паяльных работ, разогрев
(варка) битумов и смол, а также другие работы с применением открытого
огня или нагрева деталей до температуры возгорания материалов и
конструкций.
Из всех вышеуказанных видов огневых работ в этом разделе не
рассматривается автоматическая, атомно-водородная, аргонодуговая и
контактная сварка, а также газоэлектрическое резание.
8.1.2. Все сварочные и другие огневые работы (электро- и
газосварка, газорезка, подогрев, пайка, отжиг и т. п.) необходимо
выполнять в соответствии с требованиями НАПБ А.01.001-95 «Правила пожарной безопасности в Украине», НАПБ В.01.034-99/111 (ГКД
34.03.303-99) «Правила пожарной безопасности в компаниях, на
предприятиях и в организациях энергетической отрасли Украины», Закона
Украины «О пожарной безопасности», ДНАОП 0.00-1.07-94 «Правила
устройства и безопасной эксплуатации сосудов, работающих под
давлением», ДНАОП 0.00-1.20-98 «Правила безопасности систем
газоснабжения Украины», ДНАОП 0.00-8.02-93 «Перечень работ с
повышенной опасностью», НАОП 1.4.10-1.04-86 «Правила техники
безопасности и производственной санитарии при электросварочных
работах», ГОСТ 12. 2.008, ГОСТ 12.3.003 и других действующих
2.008, ГОСТ 12.3.003 и других действующих
нормативных документов.
8.1.3. К электросварочным, газосварочным и другим огневым работам
должны допускаться работники не моложе 18 лет, прошедшие медицинский
осмотр, предусмотренную требованиями ДНАОП 0.00-1.16-96 «Правила
аттестации сварщиков» специальную подготовку и проверку теоретических
знаний и практических навыков по конкретным способам сварки и
определенным видам сварочных работ, сдавшие экзамен аттестационной
комиссии с оформлением его результатов в специальном удостоверении.
Работники, допустившие нарушение требований пожарной
безопасности, должны направляться на внеочередную проверку знаний.
Электросварщики должны иметь по электробезопасности группу не
ниже II.
8.1.4. Подготовку и аттестацию сварщиков на право выполнять
сварочные работы при изготовлении, монтаже, реконструкции и ремонте
объектов и оборудования необходимо проводить в соответствии с
требованиями ДНАОП 0. 00-1.16-96 «Правила аттестации сварщиков».
00-1.16-96 «Правила аттестации сварщиков».
8.1.5. Сварочные и другие огневые работы необходимо проводить
только после выполнения мероприятий, предотвращающих возникновение
пожара (после отключения оборудования, удаления с рабочего места всех
видов горючих материалов, защиты сгораемых конструкций и
оборудования, обеспечения первичными средствами пожаротушения и т.п.)
Место проведения сварочных и других огневых работ должно
обеспечиваться необходимыми средствами пожаротушения (огнетушителем
или ящиком с песком, лопатой и ведром с водой). Тип, ёмкость и
количество огнетушителей должны определяться в зависимости от их
огнетушительной производительности, ограничительной площади действия,
класса пожара горючих веществ и материалов в соответствии с
приложением 7 к настоящим Правилам.
При наличии в непосредственной близости от места проведения
сварочных и других огневых работ кранов внутреннего противопожарного
водопровода к этим кранам должны присоединяться напорные рукава со
стволами.
8.1.6. Перед началом выполнения сварочных работ в ёмкости, каждую
из них, в том числе и находившуюся в эксплуатации, необходимо
провентилировать пяти-шестикратной сменой воздуха.
8.1.7. Перед началом сварки ёмкость (резервуар, бак и т. п.), в
которой находилось жидкое топливо, легковоспламеняющиеся или горючие
жидкости, кислоты, газы и т. п., необходимо отсоединить от
трубопроводов, по которым вредные вещества могут попасть в эту
ёмкость, заглушить, а затем очистить, промыть горячей водой с
каустической содой, пропарить, просушить и провентилировать. После
этого ёмкость необходимо проверить — для подтверждения отсутствия
опасной концентрации вредных веществ.
8.1.8. Перед началом выполнения сварочных работ в подземном
сооружении в нём необходимо проверить содержание возможных вредных
веществ, взрывоопасных концентраций газов, паров
легковоспламеняющихся и горючих веществ.
Наличие вредных веществ необходимо проверить по методике,
приведенной в ДНАОП 1.1.10-1.02-01 «Правила безопасной эксплуатации
тепломеханического оборудования электростанций и тепловых сетей».
Предельно допустимая концентрация вредных веществ и газов в
подземном сооружении не должна превышать значений, приведенных в ГОСТ
12.1.005.
При выполнении огневых работ в ёмкостях, подземных сооружениях и
газоопасных помещениях необходимо установить контроль за состоянием
воздушной среды отдельно в их нижней и верхней частях путем
проведения экспресс-анализов с применением газоанализаторов.
Пробы воздуха необходимо отбирать с помощью шланга, который
опускают в люк подземного сооружения или резервуара.
При выявлении газа в рабочей зоне эту зону необходимо проветрить.
Запрещается спускаться в подземные сооружения и резервуары для
отбора проб воздуха.
8.1.9. При наличии в подземном сооружении вредных веществ
работать в этом сооружении не разрешается.
Продолжить выполнение работ в подземном сооружении разрешается
только после того, как будут установлены причины поступления вредных
веществ, устранено поступление их и повторной проверкой будет
подтверждено отсутствие таких веществ.
8.1.10. Сварка внутри барабанов котлов и других резервуаров, а
также в подземных сооружениях должна выполняться при: открытых лазах,
люках, пробках; усиленном действии приточно-вытяжной вентиляции,
которая должна обеспечивать содержание вредных веществ в пределах
допустимых концентраций и достаточное содержание кислорода.
Скорость движения воздух на рабочем месте внутри резервуара или
подземного сооружения должна быть от 0,3 до 1,5 м/с, температура
подаваемого воздуха — не ниже плюс 20 °С.
При выполнении огневых работ внутри закрытых ёмкостей с
применением сжиженных газов (пропана, бутана) и углекислоты вытяжная
вентиляция должна обеспечивать отсасывание из нижней части этих
ёмкостей.
Огневые работы в цокольных и подвальных помещениях, колодцах и в
других подземных сооружениях должны выполняться без применения
сжиженных газов.
8.1.11. Освещенность рабочей зоны при выполнении сварочных работ
внутри ёмкостей должна быть не менее 30 лк. Освещение этой зоны
должно осуществляться светильниками направленного действия,
установленными извне, или ручными переносными светильниками на
напряжение 12 В, оборудованными защитной сеткой.
Переносные светильники должны питаться от трансформатора с
заземленной вторичной обмоткой, установленного вне свариваемой
ёмкости.
Не допускается применение автотрансформаторов для питания
переносных светильников.
8.1.12. Для выполнения сварочных работ внутри барабанов котлов и
других резервуаров, а также внутри подземных сооружений необходимо
назначать не менее трех работников, которые заранее должны быть
проинструктированы о порядке проведения работы и о возможной
опасности при ее выполнении, а также необходимо проверить
правильность . их действий на рабочем месте. Один из работников должен
их действий на рабочем месте. Один из работников должен
выполнять сварочные работы внутри ёмкости или подземного сооружения,
второй — подстраховывать первого с помощью спасательной веревки, а
третий — следить за работой первого работника и предоставлять ему
помощь при передаче необходимого инструмента и материалов.
Работник, находящийся внутри резервуара или газоопасного
подземного сооружения, должен быть обеспечен спасательным лямочным
поясом со страховочным канатом. Спасательный пояс должен иметь
паспорт и бирку с отметкой о дате проведения последнего испытания.
Наблюдающие должны быть обеспечены такими же самыми средствами
защиты, как и сварщик, работающий внутри резервуара или сооружения.
Спасательные пояса должны иметь наплечные ремни со стороны спины
с кольцом на их пересечении — для закрепления спасательной веревки.
Пояс должен быть подогнан таким образом, чтобы кольцо размещалось не
ниже лопаток работника.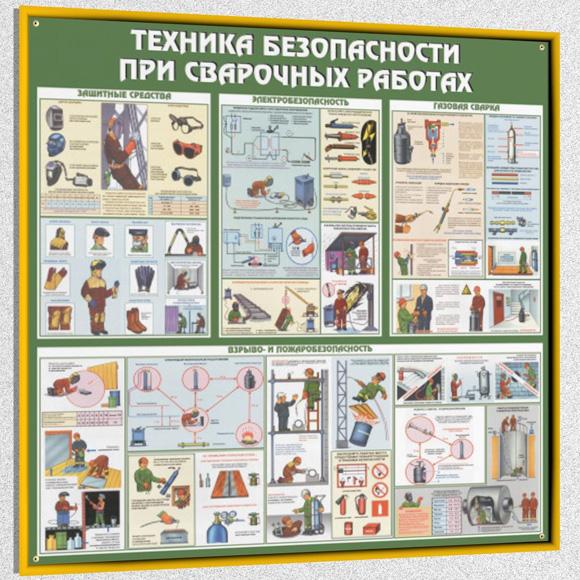
Запрещается применять пояса без наплечных ремней.
Наблюдающие не имеют права отходить от люка резервуара или
подземного сооружения до тех пор, пока там находится сварщик.
Один конец спасательной веревки должен быть прикреплен к
спасательному поясу сварщика, а второй в течение всего времени
выполнения работы должен быть в руках у наблюдающего (у работника,
страхующего сварщика).
При необходимости спуститься к потерпевшему один из наблюдающих
должен надеть шланговый противогаз и спасательный пояс и передать
конец спасательной веревки наблюдающему, оставшемуся вне резервуара
или подземного сооружения.
К выполнению сварочных работ должны допускаться только те
работники, на которых оформлен наряд-допуск.
8.1.13. В случае, если в закрытых сосудах или ёмкостях
одновременно выполняют работы несколько сварщиков при неблагоприятных
условиях, необходимо предусмотреть меры по одновременному оказанию
помощи всем сварщикам.
8.1.14. Запрещается одновременное выполнение электросварочных и
газопламенных работ внутри барабанов котлов и резервуаров.
8.1.15. При выполнении сварочных работ продолжительность
пребывания внутри резервуара или подземного сооружения, а также
продолжительность отдыха (с выходом из резервуара или сооружения)
должен определять работник, выдавший задание, в зависимости от
условий и характера выполняемой работы.
8.1.16. Работать в подземном сооружении или резервуаре (кроме
резервуаров для хранения топлива и масел) при температуре воздуха в
них выше плюс 33 °С допускается только в исключительных случаях (при
аварии, — если она угрожает жизни людей, может вызвать разрушение
оборудования и т. п.) и обязательно с разрешения руководителя работ и
под его непосредственным руководством. Такую работу можно выполнять
только при условии принятия необходимых мер по предотвращению ожогов
работников.
8.1.17. Запрещается выполнять сварочные и другие огневые работы
на сосудах, аппаратах, трубопроводах, коммуникациях и т. п.,
заполненных горючими или вредными веществами, а также в том случае,
если они находятся под давлением негорючих жидкостей, газов, пара
и воздуха или находятся под напряжением.
8.1.18. Временные сварочные и другие огневые работы в
производственных зданиях, сооружениях, на территории предприятий при
ремонте оборудования или монтаже строительных конструкций, на
электростанциях и в электрических сетях (кроме строительных площадок
и частных домовладений) необходимо выполнять в соответствии с
требованиями «Правил пожарной безопасности в Украине» по
наряду-допуску на выполнение временных огневых работ, форма которого
приведена в приложении 8 к настоящим Правилам.
Руководитель объекта и работник, ответственный за пожарную
безопасность помещения (территории, установки и т. п.), должны
п.), должны
обеспечить проверку места выполнения временных огневых работ в
течение 2 ч после окончания их.
8.1.19. Порядок выдачи и оформления наряда-допуска на выполнение
огневых работ должен соответствовать требованиям на выполнение работ
на оборудовании, приведенным в ДНАОП 1.1.10-1.02-01 «Правила
безопасной эксплуатации тепломеханического оборудования
электростанций и тепловых сетей».
В непредвиденных случаях выполнения огневых работ разрешается
выдавать наряд-допуск в день проведения таких работ.
8.1.20. Выполнение сварочных и других огневых работ без выдачи
наряда-допуска допускается в постоянных местах проведения огневых
работ, а также при возникновении аварий, но обязательно под
непосредственным наблюдением начальника цеха или по его указанию под
наблюдением другого ответственного инженерно-технического работника
этого же подразделения.
8. 1.21. Сварочные и другие огневые работы должны выполняться при
1.21. Сварочные и другие огневые работы должны выполняться при
условии:
— соблюдения правил безопасного выполнения таких работ и принятия
необходимых мер пожарной безопасности;
— ограждения места проведения работ — для предотвращения
травмирования работников разлетающимися искрами и окалиной, а также
для защиты их от излучения, выделяющегося при сварке;
— тщательной очистки свариваемых деталей снаружи и изнутри от
окалины, пыли, горючих и легковоспламеняющихся жидкостей, а их
поверхностей — от заусенцев;
— наличия средств пожаротушения на месте проведения сварочных
работ. Место, где надлежит выполнять огневые работы, необходимо
освободить от горючих веществ и материалов — в зависимости от высоты
места сварки над уровнем пола или близлежащей территории в радиусе,
указанном в таблице 8.1.
Таблица 8.1.
Радиус зоны огневых работ, проводимых на высоте
+-------------------------------------------------------------------+|Высота точки сварки над уровнем |0-2|2 |3 |4 |6 |8 |10 |Более|
|пола или прилегающей территории,м| | | | | | | |10 |
|---------------------------------+---+---+---+---+---+---+---+-----|
|Минимальный радиус зоны огневых |5 |8 |9 |10 |11 |12 |13 |14 |
|работ,м | | | | | | | | |
+-------------------------------------------------------------------+
8. 1.22. При сварке металлоконструкций массой более 15 кг
1.22. При сварке металлоконструкций массой более 15 кг
стационарные рабочие места необходимо оборудовать сборными стендами и
средствами механизации.
При сварке мелких и малогабаритных (массой до 15 кг) изделий
стационарные рабочие места необходимо оборудовать столами сварщиков.
8.1.23. Приступать к выполнению сварочных работ с лесов,
подмостей и люлек разрешается только после принятия мер,
предотвращающих загорание деревянных элементов и попадание брызг
расплавленного металла на работников, выполняющих работу, или
проходящих внизу людей, а также на сгораемые конструкции.
8.1.24. Выполнение сварочных работ с приставных переносных
лестниц не разрешается.
8.1.25. В местах выполнения сварочных работ не должны применяться
и храниться бензин, керосин, ацетон и другие легковоспламеняющиеся
жидкости.
8.1.26. Запрещается применять для предварительного обезжиривания
поверхностей под сварку и наплавку керосин, бензин, ацетон и другие
горючие и легковоспламеняющиеся вещества, а также трихлорэтилен,
дихлорэтан и другие хлорпроизводные углеводороды.
В исключительных случаях, при невозможности по техническим
причинам использовать пожаробезопасные моющие средства, допускается
применение горючих жидкостей в количествах, необходимых для
одноразового использования, но не более 1 л. В этом случае необходимо
применять только герметичную тару из небьющегося материала.
8.1.27. Запрещается на оборудовании, расположенном в одном
помещении, выполнять одновременно сварочные и лакокрасочные работы.
8.1.28. Сварщики должны быть обеспечены по действующим нормам
спецодеждой, спецобувью и другими средствами индивидуальной защиты,
которыми они обязаны пользоваться при выполнении работ.
8.1.29. Одежда и рукавицы сварщика не должны иметь следов масла,
жира, бензина, керосина, а также других горючих жидкостей.
8.1.30. Для защиты глаз и лица от действия ультрафиолетовых и
инфракрасных лучей сварщик должен пользоваться ручными или
наголовными щитками со стёклами-светофильтрами.
Светофильтры при сварке дуговым методом должны применяться в
зависимости от силы тока и способа сварки.
Назначение светофильтров различных марок из темного стекла для
электрогазосварочных и вспомогательных работ следующее:
— В-1 — для выполнения работ на открытых площадках — при наличии
яркого солнечного освещения и для вспомогательных работников — при
выполнении электросварочных работ в цехах;
— В-2 — для вспомогательных работников — при выполнении
электросварочных работ в цехах;
— Г-1 — для газосварщиков и вспомогательных работников — при
выполнении электросварочных работ на открытых площадках;
— Г-2 — для газосварщиков — при выполнении газосварочных работ и
резке средней мощности;
— Г-3 — для газосварщиков — при мощной газосварке и резке.
Применение светофильтров с темными стеклами для газосварки и
кислородной резки в зависимости от расхода ацетилена и кислорода
должно соответствовать указанному в таблице 8. 2.
2.
Выбор светофильтров из темного стекла для сварщиков, выполняющих
электродуговую и плазменную сварку, зависит от значения тока и
метода сварки и определяется данными таблицы 8.3.
8.1.31. Для обеспечения оптимальных условий зрительной работы
сварщика с учетом индивидуальных особенностей его зрения
рекомендуется кроме светофильтров, имеющих характеристики,
приведенные в таблицах 8.2 и 8.3, использовать светофильтр на один
номер больше или меньше. Если в этом случае оптимальные условия
зрительной работы сварщика не будут достигнуты, необходимо проверить
уровень освещенности и зрение сварщика.
Таблица 8.2. Светофильтры для газовой сварки и кислородной резки
(по ОСТ 21-6-87)
+-------------------------------------------------------------------+Таблица 8.|Обозначение |Расход ацетилена | Расход кислорода |
|светофильтра |при сварке, л/ч | при резке, л/ч ' |
|---------------------+----------------------+----------------------|
|С-1 |Не более 70 | |
|---------------------+----------------------+----------------------|
|С-2 |От 70 до 200 |От 900 до 2000 |
|---------------------+----------------------+----------------------|
|с-3 |От 200 до 800 |От 2000 до 4000 |
|---------------------+----------------------+----------------------|
|С-4 |Не менее 800 |От 4000 до 8000 |
+-------------------------------------------------------------------+
 3. Светофильтры, рекомендуемые при дуговых методах сварки по ОСТ 21-6-87 в зависимости от силы тока
3. Светофильтры, рекомендуемые при дуговых методах сварки по ОСТ 21-6-87 в зависимости от силы тока+-------------------------------------------------------------------+|Метод | Значение тока, А, для светофильтров |
|сварки | |
|-----------+-------------------------------------------------------|
| |С-1|С-2|С-3|С-4|С-5|С-6|С-7|С-8|С-9|С-10|С-11|С-12|С-13|
|-----------+---+---+---+---+---+---+---+---+---+----+----+----+----|
|Дуговая | | |15-|30-|60-|150|275|350|600|700 |900 | | |
|сварка | | |30 |60 |150| - | - | - | - | - | | | |
|металличес-| | | | | |275|375|600|700|900 | | | |
|ким | | | | | | | | | | | | | |
|электродом | | | | | | | | | | | | | |
|-----------+---+---+---+---+---+---+---+---+---+----+----+----+----|
|Дуговая | | |20-|30-|50-|80-|100|200|350|500 |700 |900 | |
|сварка | | |30 |50 |80 |100| - | - | - | - | | | |
|тяжелых | | | | | | |200|350|500|700 |900 | | |
|металлов | | | | | | | | | | | | | |
|металличес-| | | | | | | | | | | | | |
|ким | | | | | | | | | | | | | |
|электродом | | | | | | | | | | | | | |
|в среде | | | | | | | | | | | | | |
|инертных | | | | | | | | | | | | | |
|газов | | | | | | | | | | | | | |
|-----------+---+---+---+---+---+---+---+---+---+----+----+----+----|
|Дуговая | | | |15-|30-|50-|90-|150|275|350 |600 |800 | |
|сварка | | | |30 |50 |90 |150| - | - | - | - | | |
|легких | | | | | | | |275|350|600 |800 | | |
|сплавов | | | | | | | | | | | | | |
|металличес-| | | | | | | | | | | | | |
|ким | | | | | | | | | | | | | |
|электродом | | | | | | | | | | | | | |
|в среде | | | | | | | | | | | | | |
|инертных | | | | | | | | | | | | | |
|газов | | | | | | | | | | | | | |
|-----------+---+---+---+---+---+---+---+---+---+----+----+----+----|
|Дуговая | | |10-|15-|20-|40-|80 |100|175|275 |300 |400 |600 |
|сварка | | |15 |20 |40 |80 | - | - | - | - | - | - | |
|вольфрамо- | | | | | | |100|175|275|300 |400 |600 | |
|вым | | | | | | | | | | | | | |
|электродом | | | | | | | | | | | | | |
|в среде | | | | | | | | | | | | | |
|инертных | | | | | | | | | | | | | |
|газов | | | | | | | | | | | | | |
|-----------+---+---+---+---+---+---+---+---+---+----+----+----+----|
|Дуговая |30-|60-|100|150|175|300|400|600|700| | | | |
|сварка |60 |100| - | - | - | - | - | - | - | | | | |
|металличес-| | |150|175|300|400|600|700|900| | | | |
|ким | | | | | | | | | | | | | |
|электродом | | | | | | | | | | | | | |
|в среде | | | | | | | | | | | | | |
|углекислого| | | | | | | | | | | | | |
|газа | | | | | | | | | | | | | |
|-----------+---+---+---+---+---+---+---+---+---+----+----+----+----|
|Плазменная | | | | |30-|50-|100|175|300|350 |500 |700 |900 |
|сварка | | | | |50 |100| - | - | - | - | - | - | |
| | | | | | | |175|300|350|500 |700 |900 | |
|-----------+---+---+---+---+---+---+---+---+---+----+----+----+----|
|Воздушно- | | | | | | | | | | |500 |700 |900 |
|дуговая | | | | | | | | | | | - | - | |
|поверхност-| | | | | | | | | | |700 |900 | |
|ная резка, | | | | | | | | | | | | | |
|строгание и| | | | | | | | | | | | | |
|выплавка | | | | | | | | | | | | | |
|-------------------------------------------------------------------|
8. 1.32. После окончания огневых работ исполнитель обязан
1.32. После окончания огневых работ исполнитель обязан
тщательно осмотреть место проведения этих работ, при наличии
сгораемых конструкций полить их водой, устранить возможные
причины возникновения пожара.
Должностное лицо, ответственное за пожарную безопасность
помещения (участка, установки, территории и т. п.), где выполнялись
огневые работы, должно в соответствии с НАПБ А.01.001-95 «Правила
пожарной безопасности в Украине» в течение 2 ч обеспечить проверку
места проведения этих работ после окончания их. О приведении места
огневых работ в пожаробезопасное состояние производитель работ и
должностное лицо, отвечающее за пожарную безопасность, должны сделать
соответствующие записи в наряде-допуске на выполнение огневых работ,
форма которого приведена в приложении 8 к настоящим Правилам.
8.1.33. При подготовке к проведению сварочных и других огневых
работ и при выполнении их не разрешается:
— начинать работу в случае неисправности аппаратуры;
— размещать постоянные места для проведения огневых работ в
пожароопасных и взрывоопасных помещениях;
— допускать к сварочным и другим огневым работам работников, не
имеющих удостоверений и не прошедших в установленном порядке обучение
по программе пожарно-технического минимума и ежегодную проверку
знаний с получением специального удостоверения;
— выполнять огневые работы на свежеокрашенных конструкциях и
изделиях — до полного высыхания краски;
— использовать оголенные или с поврежденной изоляцией
электрические провода, а также применять нестандартные
предохранители;
— выполнять огневые работы на аппаратах и коммуникациях,
заполненных горючими и токсичными материалами, а также на находящихся
под давлением негорючих жидкостей, газов, пара и воздуха или под
электрическим напряжением;
— выполнять огневые работы на легких металлических конструкциях
зданий, имеющих сгораемые или тяжелосгораемые утепления.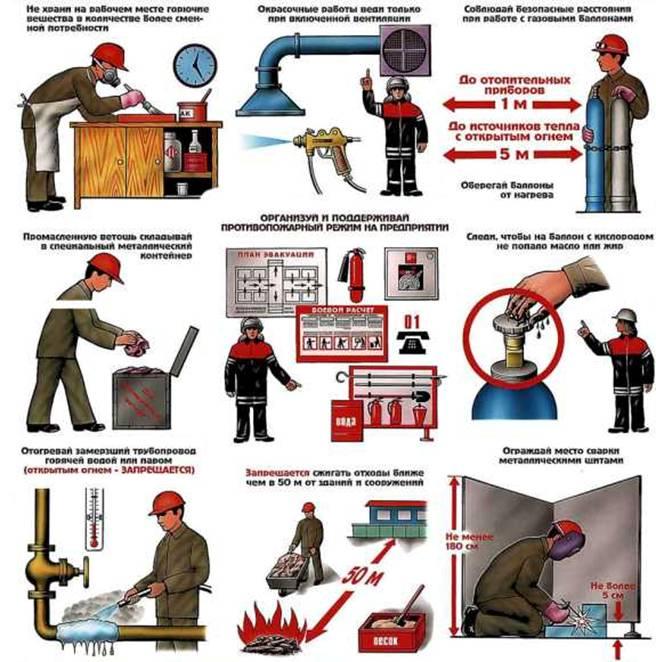
Техника безопасности при выполнении сварочных работ: нормативы, требования, запреты
Деятельность со сварочной аппаратурой признана вредной для здоровья. Это опасный труд, который требует аккуратности и ответственности. Вероятные опасности здесь буквально на каждом шагу.
Наличие горючих, взрывоопасных веществ, способных к возгоранию, взрыву. Высокие температуры деталей, задействование электричества.
Применение газовых соединений и прочих вредных веществ. Опасность для зрения. Потому соблюдать правила охраны труда критически важно.
Техника безопасности при сварке представляет собой нормативно-правовые акты, которые устанавливаются в компаниях. Эти документы называются Инструкции по охране труда.
Их формулировку определяет специализация организации. Если у предприятия четкая, узкая специализация, устанавливается общая Инструкция, если есть несколько направлений утверждается несколько Инструкций.
Содержание статьиПоказать
О необходимом для допуска к работе
Существует свод правил и положений, которые определяют, можно ли выдавать человеку доступ на производство или нет.
Итак, для разрешения приступать к работе требуется:
- Наличие у сотрудника достаточного по закону уровня квалификации.
- Проведение первичного и вводного инструктажей по правилам техники безопасности, а также иных инструктажей, установленных на производстве.
- Умение работать со сварной аппаратурой, использовать ее по назначению и указанию руководящих лиц.
- Иметь и использовать средства личной защиты. Следить за их исправностью, чистотой, целостностью. Ношение рабочей формы должно быть в соответствии с правилами: застегнутый воротник, откатанные рукава. Во время сваривания требуется использование рукавиц, защитных масок.
- Наличие навыков по оказанию первичной медицинской помощи до прибытия скорой помощи либо медиков предприятия.
- Уметь пользоваться противопожарным оборудованием на случай пожара. Знания о сигналах противопожарных устройств, запасных выходах, расположении средств противопожарной безопасности.
- При проявлении недомоганий, плохом самочувствии, прекращать сварочные работы либо подготовку к ним, и обращаться за медицинской помощью, сообщив об этом начальнику.
- При проявлении недомоганий у коллег – провести оказание первичной медпомощи, сообщить начальнику, и медперсоналу.
- Знать расположение на производстве аптечки. Разбираться в содержащихся там препаратах, уметь их использовать для оказания помощи.
- Следить за чистотой рабочего места, чистить сварочную аппаратуру не реже 1 раза в месяц. Не допускать загромождения пространства лишними предметами.
- При обнаружении поломки сварочной аппаратуры и/или кабелей, остановить работу и сообщить об этом руководству.
- Знать и исполнять Правила трудового распорядка и правила техники безопасности.
- Обеспечивать на сварочном месте заграждения из огнестойких материалов и заземление электросварного оборудования. Высота заграждения не менее 2 м, расстояние от стенки до пола не менее 50 мм.
- Обеспечить разметку рабочего места опознавательными знаками (или иным способом).
- Не обезжиривать металл огнеопасными жидкостями – керосином, бензином, а также их производными.
- Использовать только те рабочие механизмы, на применение которых есть разрешение и навык.
- Иметь документальное подтверждение медицинской проверки, разрешающей работу со сварным оборудованием.
- Не нарушать правила эксплуатации и техники безопасности.
- Не нарушать правила транспортировки газовых баллонов.
- Не появляться на производстве под воздействием алкоголя, наркотических или токсических веществ.
- Не допускать выполнение сварочных действий коллегами, находящимися под воздействием алкогольных, наркотических или токсических веществ.
- Сообщать о нарушениях руководству.
- Не употреблять на производстве продукты питания.
 Следить за их исправностью, чистотой, целостностью. Ношение рабочей формы должно быть в соответствии с правилами: застегнутый воротник, откатанные рукава. Во время сваривания требуется использование рукавиц, защитных масок.
Следить за их исправностью, чистотой, целостностью. Ношение рабочей формы должно быть в соответствии с правилами: застегнутый воротник, откатанные рукава. Во время сваривания требуется использование рукавиц, защитных масок. Не допускать загромождения пространства лишними предметами.
Не допускать загромождения пространства лишними предметами.
За нарушение Инструкции по охране труда и нарушений техники безопасности при сварочных работах, работник несет ответственность (от дисциплинарной до уголовной).
О вероятных опасностях на рабочем участке
Во время проведения сварных работ существует ряд опасностей.
- Искры, брызги металла. Они представляют собой расплавленные, раскаленные металлические осколки, которые разлетаются во все стороны, создавая угрозу попадания на открытую кожу и в глаза. При падении вниз, они могут разбиваться — радиус разлета увеличится. Правилами безопасности во время сварных работ предусмотрено ношение защитной одежды (рабочего костюма, обуви, перчаток, фартука, очков, каски, защитных масок), а также использование защитных щитков.
- Высокие температуры. Сварочная дуга, газовый резак и прочая подобная аппаратура предполагает деятельность с повышенными температурами. Обработанные ними предметы могут оставаться перегретыми, но выглядеть при этом холодными.
- Газ, аэрозоли. В сварном деле применяются аэрозольные приспособления, в состав наполнителя которых входят химвещества разного характера, которые могут выделять вредные соединения в окружающее пространство. Их состав отличается. Он зависит от типа сваривания. Для избежания опасности рабочее место должно хорошо вентилироваться, а работник – быть в респираторе.
- Излучение. Сварочные работы создают разные типы излучений, как невидимых (ультрафиолет, инфракрасный свет) так и видимых (яркие, резкие вспышки). Воздействие таких излучений губительно влияет на зрение, а потому работник должен использовать защитные щитки и очки.
- Электричество. Высокие показатели тока при сварке, проводящие его кабеля и дополнительные механизмы несут вероятность поражения электрическим разрядом. А потому должны быть исправны и использоваться в соответствии с правилами.
- Токсические вещества. При сваривании металлов в воздух выделяются ядовитые пылевые частицы. Особая токсичность характерна для окислов марганца, производных хрома и кремния. Эти вещества вредят ЦНС, внутренним органам, поражают кровь. Что еще раз говорит о необходимости мощной вентиляции.
- Шум. На производстве возможно наличие громких звуков (к примеру, при плазменно-дуговой резке металлов). Такой тип шумов опасен для слуха. Он негативно воздействует на нервную систему. При использовании «громкой» аппаратуры обязательно наличие защитных наушников.
- Механические повреждения. Взаимодействие с техникой всегда несет вероятность травм, ударов, порезов и подобных повреждений. Нужно проявлять осторожность.
- Освещение. Для проведения работ необходимо правильное освещение. Недостаточное количество света либо его переизбыток может привести к ошибкам, травмам.
- Взрывоопасные вещества. Сварочное дело тесно связано с использованием взрывоопасных веществ, таких как аргон. Что требует особой осторожности.
- Высота. Некоторые сварочные работы проводятся на высоте, что повышает риск для здоровья работника. Это требуют ответственности и осторожности, применения специальных средств безопасности.
- Перегрузки нервной системы. Деятельность в столь опасной среде, так или иначе, влияет на психическое состояние сварщика. Важно помнить об отдыхе.

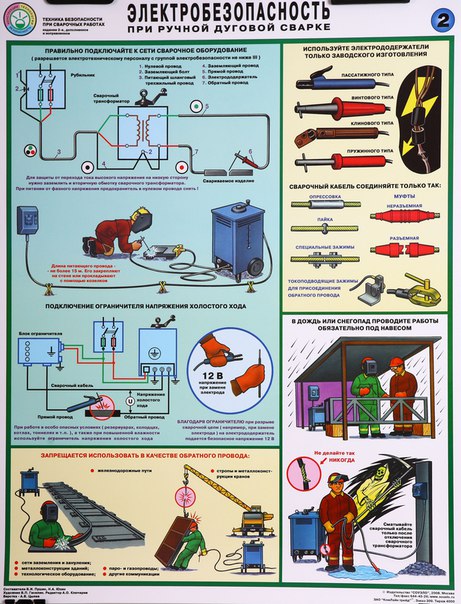 А потому должны быть исправны и использоваться в соответствии с правилами.
А потому должны быть исправны и использоваться в соответствии с правилами.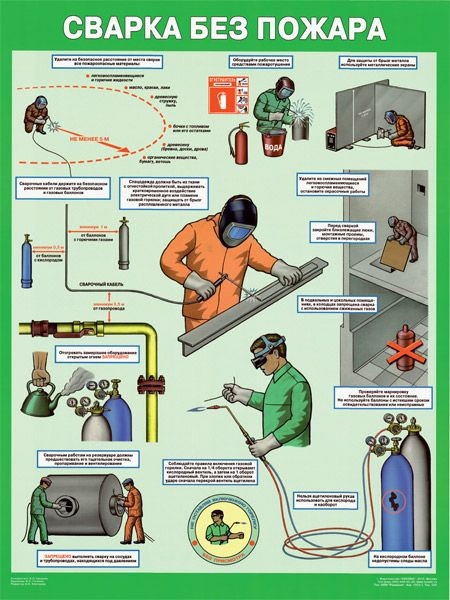 Сварочное дело тесно связано с использованием взрывоопасных веществ, таких как аргон. Что требует особой осторожности.
Сварочное дело тесно связано с использованием взрывоопасных веществ, таких как аргон. Что требует особой осторожности.Именно потому очень важно соблюдать технику безопасности при сварке.
О требованиях по безопасности до начала сварки
Перед работой сотрудник получает задание и должен ознакомиться с инструкцией по технике безопасности сварочных работ. Он должен быть одет по трудовому уставу – в рабочую форму без повреждений, масляных пятен и прочих опасных включений.
Проверить наличие защитных приспособлений личного и коллективного характера (очки, маски, щитки).
Место сварки должно быть в рабочем состоянии. При необходимости проводится его очистка от налета пыли, наличия грязи, других недопустимых вещей, мусора.
При необходимости проводится его очистка от налета пыли, наличия грязи, других недопустимых вещей, мусора.
Это относится к оборудованию, рабочим поверхностям и полу. Выходы должны быть свободны. В зоне доступа должна быть вода, песок либо огнетушитель.
Также перед работой проводится проверка окружающего пространства на опасные вещества, материалы, баллоны с газом. Расстояние от места сварки до ближайшего опасного предмета должно составлять не меньше десяти метров.
Перед сваркой работник должен проверить исправность рабочего оборудования и пройти инструкцию по технике безопасности. Убедится в отсутствии повреждений и поломок в сварном оборудовании, качество заземления, непрерывность изоляции кабелей, целостность сварной цепи и состояние устройства запуска.
Сварное место должно быть оборудовано заграждениями, экранами защиты, мощной, исправной вентиляцией. Деталь фиксируется надежно, сварочная область очищается от загрязнений и неровностей.
При сваривании неповоротных труб требуется защита от влаги – специальные коврики. При сваривании резервуаров для хранения горючих веществ следует проследить за чистотой и сухостью стенок.
При сваривании резервуаров для хранения горючих веществ следует проследить за чистотой и сухостью стенок.
При сварке автомобильных рам проводится заземление кузова, снятие топливного бака. Во время сварки работник должен следить за правильным применением аппаратуры.
При использовании генератора при температурах ниже нуля, он помещается в место с плюсовой температурой.
О требованиях по безопасности при сваривании деталей
В процессе сваривания деталей тоже существуют определенные правила безопасности.
Рядом со сварочной зоной не должны находиться опасные вещества. Допустимое расстояние до легко воспламеняемых вещей – 5 м, до взрывоопасных – 10 м. Газовые баллоны располагаются не ближе 5 метров.
Все ремонтные действия производятся ремонтными мастерами. Сварщик должен только проводить сваривание металлов, и отслеживать появление неисправностей.
Если сварная деятельность проводится на открытой местности во время осадков, место работы должно быть защищено навесами из устойчивых к возгоранию материалов.
При сваривании внутри крупных резервуаров задействовуется не меньше трех человек. Пока сварщик, обеспеченный спец поясом с креплениями и тросом (веревкой), проводит сварку внутри объекта, два его напарника контролируют (держат) систему крепления и страхуют работника внутри. В резервуаре не должно быть наличия вредных, токсичных веществ (газов либо иных соединений), которые могут навредить работнику.
При проведении сварки в закрытом пространстве или на глубине, применяется только оборудование с автоматическим отключением при рассоединении электрода и детали. Работа на высоте осуществляется только при помощи лесов.
Работа на высоте осуществляется только при помощи лесов.
Если работа происходит при искусственном освещении, рекомендовано использование ламп с показателем 12Вт. Очищение сварной поверхности производится только в защитных очках, подходящим средством.
Редукционный механизм приводится в действие плавно, без резких усилий. Направление подачи газа должно быть в противоположную сторону от сварщика. При рабочем перерыве вентиль нужно закрывать.
В случае перегрева резака, его использование прекращается. Резак остужается при помощи холодной воды.
О запретах на время сварочных работ
В список вещей, запрещенных во время сварки и нарушающих правила безопасности входит:
- Использование открытого огня при близком расположении ацетиленового трубопровода (3 м) или кислородного провода (1,5 м).
- Проведение газовой сварки рядом с ацетиленовыми генераторами либо кислородными баллонами (до 10 м).
- Присутствие посторонних в рабочей зоне.
- Наличие включенного электрического оборудования, оставленного без контроля.
- Работа без согласования с начальством.
- Сваривание металлов в закрытом пространстве с критическим уровнем пыли и газов.
- Введение в работу неисправной аппаратуры.
- Сваривание (резка) металла без закрепления, на весу.
- Наличие рядом с источниками повышенных температур (а также огнеопасными и взрывоопасными веществами) кабелей, газовых шлангов и прочих потенциально опасных вещей.
- Проведение сварки на одной вертикали с прочими мастерами.
- Передача кому-либо держателя электродов.
- Самостоятельный разбор оборудования.
- Самостоятельный ремонт оборудования.
- Выбрасывание огарков куда-либо, помимо предназначенной для этого металлической сумки.
- Удаление шлака до охлаждения шва.
- Перемещение сварочного оборудования, подключенного к электросети.
- Использование проводки с поврежденной либо отсутствующей изоляцией.
- Использование неверно подобранных электродов.
- Использование неисправного защитного щитка.
- Работа при отключенном отсосе.
- Использование загрязненных баллонов.
- Нарушение схем транспортировки баллонов.
- Передвижение с не отключенными электрическими инструментами за пределами сварочного места.
- Применение одного генератора для обеспечения током нескольких сварщиков (если модель генератора не имеет такой функции).
- Отсутствие контроля включенного генератора.

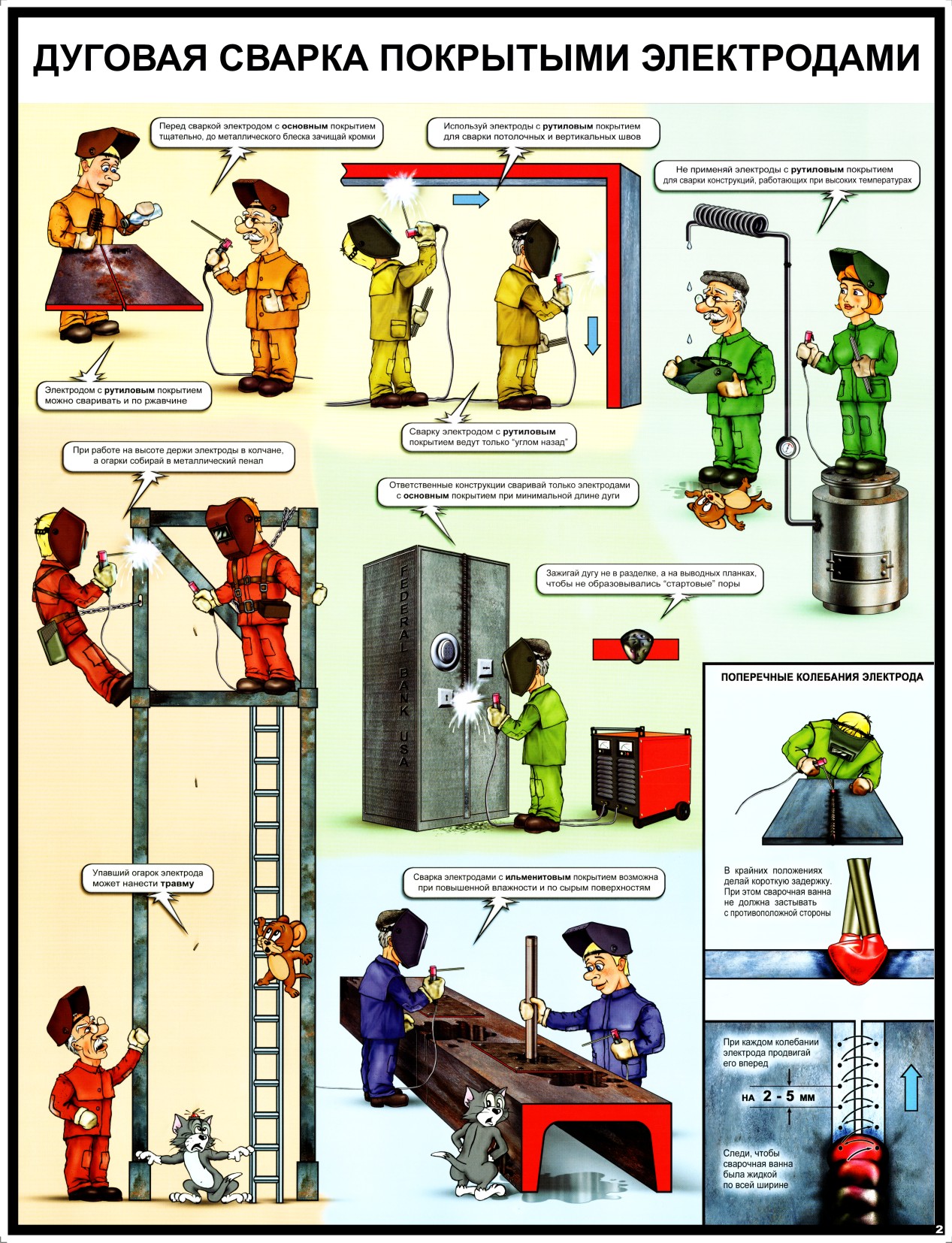
О требованиях по безопасности по завершении сварки
После того, как электромонтеры отключат оборудование, работник может свернуть сварные кабели. В рабочей зоне наводится порядок. Инструменты очищаются, раскладываются по местам.
То же происходит и предметами личной защиты. Баллоны помещаются на хранение после надевания колпаков.
Проводится проверка остатков карбида кальция. Работник принимает душ, переодевается.
Об обнаруженных в рабочее время неисправностях оборудования сообщается руководству.
О требованиях по безопасности при аварии
При нарушениях грубого характера, могут происходить аварии. Они возникают при:
- Неправильной работе с огнем.
- Недостаточной квалификации работника.
- Отсутствии необходимых навыков.
- Применении неисправной аппаратуры.
- Игнорировании защитных средств.
- Несоблюдении правил хранения опасных веществ.
- Грубом нарушении прочих инструкций охраны труда.
Аварийной называется ситуация, возникающая при взрыве, пожаре, либо поражении электричеством.
О правилах поведения при аварии
 youtube.com/embed/7o8G2aYb5J0?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/7o8G2aYb5J0?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>При возникновении аварии следует:
- Незамедлительно уведомить начальство.
- Уведомить соответствующие службы.
- Принять допустимые меры: отключить вентиляцию, оборудование, убрать из зоны поражения взрывоопасные вещества, начать эвакуацию персонала, принять меры по ликвидации возгорания.
- Оказать первичную медицинскую помощь получившим травмы коллегам.
- При утечке газа следует прекращение работы, возможное устранение проблемы (либо обращение в соответствующую службу), вентилирование помещения.
Следование инструкциям и правилам по охране труда несет в себе ключевое значение при безопасном проведении сварных работ.
Проведение инструктажей (первичных и повторных), привлечение к ответственности уже на стадии мелких нарушений – важные моменты в обеспечении безопасного труда.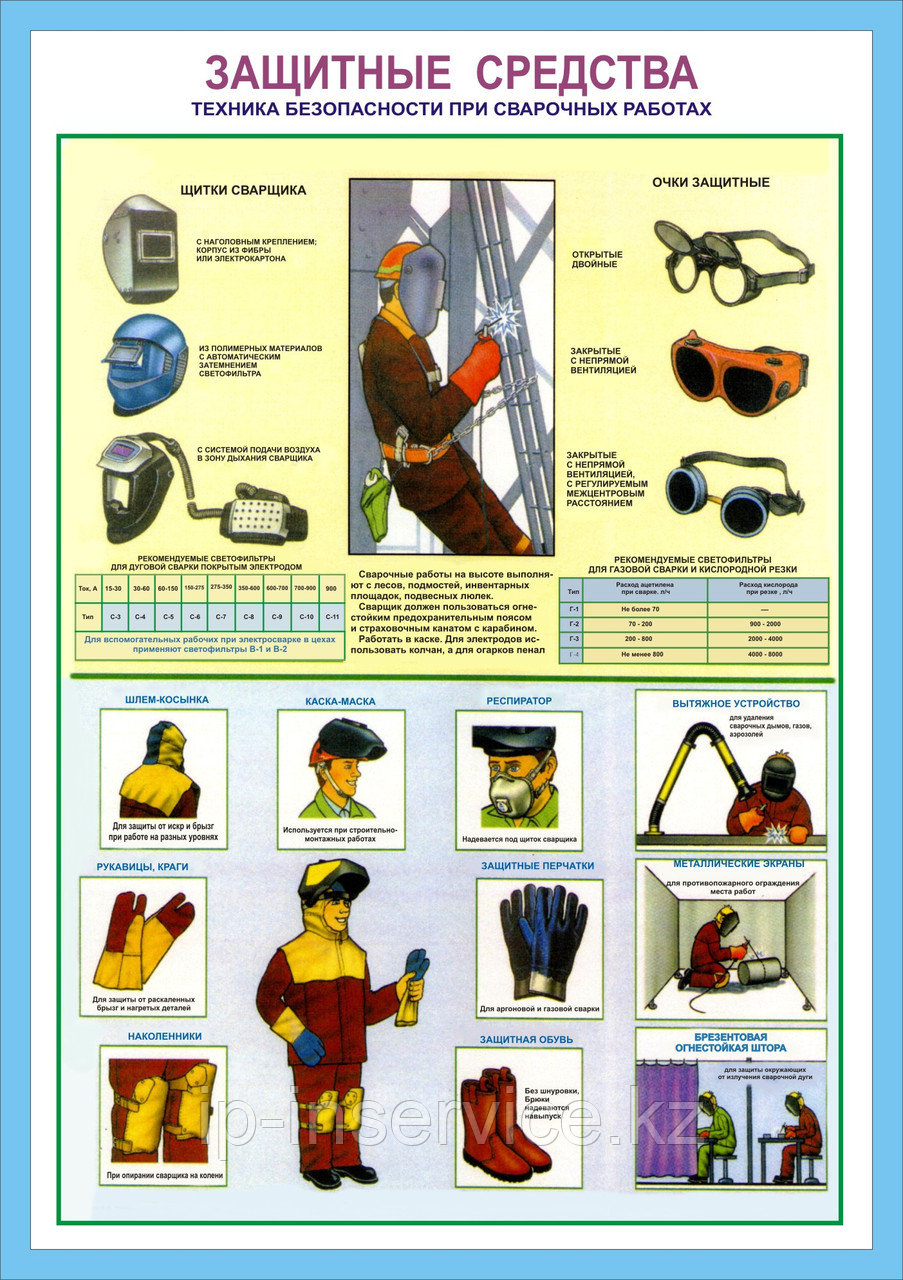
С 1 января 2021 г. вводятся в действие актуализированные правила по охране труда при выполнении электросварочных и газосварочных работ
- Главная
- Правовые ресурсы
- «Горячие» документы
- Приказ Минтруда России от 11.12.2020 N 884н «Об утверждении Правил по охране труда при выполнении электросварочных и газосварочных работ» (Зарегистрировано в Минюсте России 29.12.2020 N 61904)
Приказ Минтруда России от 11.12.2020 N 884н «Об утверждении Правил по охране труда при выполнении электросварочных и газосварочных работ» (Зарегистрировано в Минюсте России 29.12.2020 N 61904)
Правила распространяются на работников, выполняющих электросварочные и газосварочные работы, использующих в закрытых помещениях или на открытом воздухе стационарные, переносные и передвижные электросварочные и газосварочные установки, предназначенные для выполнения технологических процессов сварки, наплавки, резки плавлением (разделительной и поверхностной) и сварки с применением давления.
Правила обязательны для исполнения работодателями — юридическими и физическими лицами независимо от их организационно-правовых форм и форм собственности при выполнении электросварочных и газосварочных работ.
На основе правил и требований технической документации организации-изготовителя на конкретные виды электросварочного, газосварочного оборудования и инструмента работодателем разрабатываются инструкции по охране труда для профессий и (или) видов выполняемых работ, которые утверждаются локальным нормативным актом работодателя с учетом мнения соответствующего профсоюзного органа либо иного уполномоченного работниками представительного органа (при наличии).
Предусматривается, что в случае применения методов работ, материалов, технологической оснастки, оборудования и инструмента, требования к безопасному применению которых не предусмотрены правилами, при выполнении электросварочных и газосварочных работ следует руководствоваться требованиями соответствующих нормативных правовых актов, содержащих государственные нормативные требования охраны труда, и требованиями технической документации организации-изготовителя.
Признается утратившим силу Приказ Минтруда России от 23 декабря 2014 г. N 1101н, которым утверждены аналогичные правила.
Настоящий приказ вступает в силу с 1 января 2021 года и действует до 31 декабря 2025 года.
Перейти в текст документа »
Больше документов и разъяснений по коронавирусу и антикризисным мерам — в системе КонсультантПлюс.
Зарегистрируйся и получи пробный доступ
Дата публикации на сайте: 30.12.2020
Поделиться ссылкой:
5 Золотых правил сварки
«Золотые правила сварки» объясняет основы сварки.
Разработано директором Technoweld Грэмом Фраем, имеющим степень бакалавра образования для взрослых, международным инженером по сварке, а также огромным количеством признанных на национальном и международном уровнях квалификаций по надзору / контролю, но, что наиболее важно, вне производственных помещений.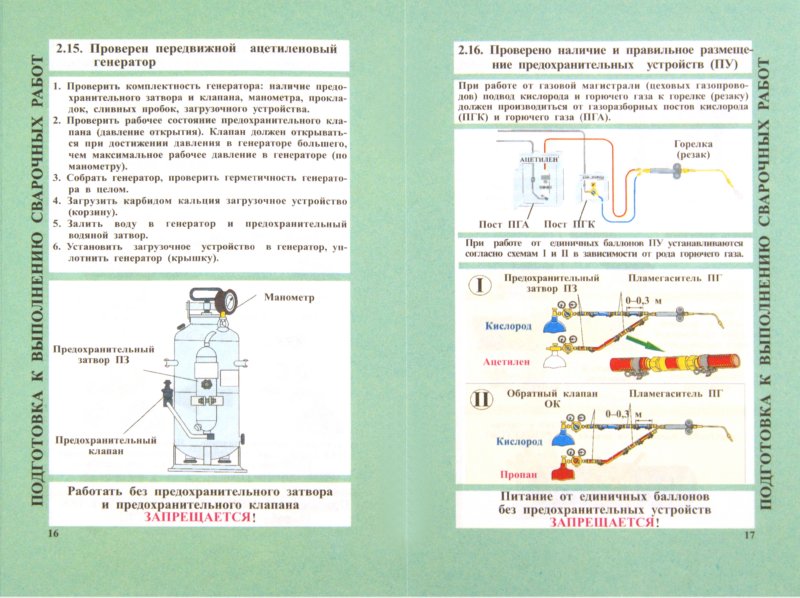
Technoweld имеет современный центр обучения сварке и имеет обширный опыт обучения взрослых и управления успешными программами обучения сварке.В состав центра входят полностью оборудованные сварочные посты с квалифицированным и опытным персоналом для проведения обучения и повышения квалификации. Technoweld может удовлетворить все ваши потребности в обучении.
Ваша безопасность превыше всего.
- Проверить все оборудование на предмет повреждений
- Проверьте окружающую среду на наличие опасностей
- Убедитесь, что вы соблюдаете правила техники безопасности
- Всегда используйте соответствующие СИЗ
Если не видите, значит, сварка не получается.
Убедитесь, что линзы чистые.
Невозможно рассчитывать на хороший сварной шов, если вы не видите подготовку шва и то, где вы хотите, чтобы он шел.
Если вам неудобно, вы не получите аккуратный сварной шов.
Убедитесь, что вы хорошо контролируете дугу. Попробуйте писать, не опираясь на стол, это будет неаккуратно. То же и со сваркой. Поддерживайте руку, чтобы уменьшить подвижность.
Невозможно получить хороший сварной шов, если ваше оборудование не работает должным образом.
Пилот Формулы-1 не сможет показать себя с лучшей стороны с плохо обслуживаемым оборудованием. То же и со сваркой. Вы будете постоянно останавливаться и получать плохой сварной шов, если ваш аппарат не работает должным образом.
Приваривайте снизу вверх.
Как и при строительстве дома, вы не можете класть кирпичи сверху. Металл шва — жидкость. Когда он входит, ему нужна поддержка, поэтому нам всегда нужно начинать снизу.
Сварочный металл всегда жидкий и хочет найти свой уровень.Переплетения всегда должны быть ровными, иначе металл шва будет провисать.
Если фундамент дома не ровный и прямой, кирпичи получатся такими же. Сделайте фундамент (первый проход) ровным и ровным, чтобы вам было за чем следовать.
Сделайте фундамент (первый проход) ровным и ровным, чтобы вам было за чем следовать.
Если ваш сварной шов шаткий, выровняйте его с помощью шлифовального станка перед нанесением следующего шва, иначе вы в конечном итоге будете следовать только шаткой форме.
Technoweld может предоставить все необходимое обучение сварке.У нас большой опыт в обучении взрослых, и мы понимаем, что составляет успешную программу обучения сварке.
Мы предлагаем обучение, отвечающее вашим потребностям, от базовой сварки металлическим электродом в газовой среде до расширенной сварки или программ сварки с использованием экзотических материалов.
Мы также предлагаем обучение на месте для групп персонала. Наша команда по обучению может работать с вами, чтобы провести обучение, адаптированное к вашей конкретной работе, способностям или сварочному проекту.
Подробнее о тренинге
Современные правила сварки
Почему сосуды под давлением, изготовленные по индивидуальному заказу, являются наиболее предпочтительными
Почему резервуары для воды из нержавеющей стали популярны
Какие бывают типы резервуаров с рубашкой?
Типы головок баков
Терминология головки цистерны
Нужен ли мне вакуумный бак?
Резервуары для горнодобывающей промышленности
Танки для аэрокосмической промышленности
Танки, обслуживающие зеленую энергетику
Резервуары для нефтегазовой промышленности
Для чего нужен танк с рубашкой?
Резервуары для целлюлозно-бумажной промышленности
Резервуары для очистки воды
Резервуары для химической промышленности
Резервуары для технологического нагрева
Соображения по поводу нового резервуара
Счастливых праздников!
Резервуары под давлением и безопасность
Еда и молочные суда
Отрасли, которые мы обслуживаем
Получение правильного танка с первого раза с Effecti
Различия между доступными стальными покрытиями
Качества, которые отличают изготовление конского глаза
3 главные причины, по которым резервуары под давлением по индивидуальному заказу являются идеей
3 способа изготовления неэффективных сосудов под давлением Hur
Изготовление индивидуальных баллонов с воздухом для повышения эффективности
3 фактора более важных, чем цена при покупке
Разница между сосудами U и UM
Как требования к сосудам под давлением меняют состояние t
Почему требуются сертификаты сосудов под давлением?
Советы по обслуживанию сосудов под давлением
Советы по проектированию сосудов под давлением
Как проверить и оценить резервуары под давлением
Сертификаты, урожденный изготовителем сосудов под давлением
Предупреждающие признаки усталости сосудов под давлением
Когда мне следует заменять напорный бак?
3 неизвестных фактора, которые могут снизить давление в резервуаре »
Как выбрать лучшую отделку стали для вашего пресса
3 наиболее распространенных типа сосудов под давлением
Какие сосуды под давлением сложнее всего настроить
Три столпа изготовления сосудов под давлением
Самые большие мифы о резервуарах из углеродистой стали
3 ошибки, которых следует избегать при создании давления
Ultimate Руководство по выбору Вашего давления в баллоне Mate
3 лучших блога по изготовлению резервуаров, на которые вы должны подписаться
Как профессионально выбрать напорный бак
Какие распространенные материалы сосудов под давлением наиболее состоят из меди?
5 главных вещей, которые нужно знать при выборе Materi
3 наиболее важных момента, которые следует учитывать при выборе
Важность Выбор подходящего Tank Pressure
Часто задаваемые вопросы о материалах резервуаров высокого давления и ответы на них
3 правила, которые нельзя нарушать при выборе материала резервуара
Как материалы резервуаров высокого давления изменились
Секрет успешного производства сосудов под давлением
3 малоизвестных фактора, которые могут повлиять на Fabri
Преимущества найма лучшего производителя резервуаров
3 проверенные стратегии общения с вашим загаром
Вы имеете дело со своим производителем резервуаров под давлением?
Сделайте сторонние сертификаты для сосудов под давлением
Узнайте, что может случиться, если вы получите неподходящего человека
3 вещи, которые нельзя делать при наличии давления
Единственное самое важное качество изготовления танков
Какие качества вам следует искать в своем Pressur
5 вещей, которые должен делать каждый производитель сосудов под давлением H
Доступные стальные покрытия
Настройка означает эффективность
100 основных правил, которые можно и нельзя делать в сварке
Умение работать с металлом — захватывающий и вдохновляющий опыт. Как сварщик, у вас будет возможность превратить некоторые из самых прочных материалов в мире в продукт, который будет полезен другим. Этот навык используется в автомобилестроении, строительстве дорог, строительстве и производстве систем вооружения и транспортных средств. Вот список из 100 правил, которые можно и чего нельзя делать в отношении любого сварочного аппарата MIG, сварочного аппарата TIG и аппарата плазменной резки.
Как сварщик, у вас будет возможность превратить некоторые из самых прочных материалов в мире в продукт, который будет полезен другим. Этот навык используется в автомобилестроении, строительстве дорог, строительстве и производстве систем вооружения и транспортных средств. Вот список из 100 правил, которые можно и чего нельзя делать в отношении любого сварочного аппарата MIG, сварочного аппарата TIG и аппарата плазменной резки.
Что можно делать в сварочных машинах
- Проверьте и дважды проверьте свою рабочую зону на предмет легковоспламеняемости.Убедитесь, что в полу нет отверстий или треснувших окон, через которые могут проходить искры.
- Удалите горючие жидкости и газы из этой зоны. Все, что нужно, — это небольшая искра, чтобы вызвать огромный взрыв.
- Уберите все горючие материалы на безопасное расстояние. Все горючие материалы должны находиться на расстоянии не ближе 20 футов от вашего проекта.
- Вымойте пол перед началом работы. Пыль и мусор на полу могут стать источником топлива для любых искр, которые могут там попасть.
- Закройте все горючие материалы, которые нельзя сдвинуть. Если вы не можете переместить их все с рабочего места, накройте их негорючими материалами, такими как металлическая пленка или асбестовая занавеска.
- Накройте и намочите горючий пол. Если сам напольный материал горюч, накройте его металлической пленкой или асбестовыми материалами.
- соблюдайте все надлежащие процедуры при работе с материалами, которые содержат или содержат легковоспламеняющиеся жидкости. Это включает изоляцию, гашение, продувку и инвертирование.Непосредственно перед сваркой MIG проверьте материалы, чтобы убедиться в отсутствии горючих паров. Подумайте о том, чтобы заполнить привариваемый контейнер / резервуар водой на расстоянии нескольких дюймов от рабочей зоны в качестве дополнительной меры предосторожности.
- Защитить шланги. Держите шланги на безопасном расстоянии от любого оборудования.
- Зафиксировать все цилиндры. Транспортируйте их только с установленными крышками.
- Убедитесь, что все электрическое оборудование установлено правильно. Соблюдайте все рекомендуемые пределы нагрузки цепи с рекомендуемой защитой цепи.
- Перед использованием размотайте все шланги. Шланги вашего оборудования должны быть размотаны и расположены на безопасном расстоянии от технологического процесса.
- Защитите сварочные провода. Накройте или подвесьте провода, чтобы предотвратить повреждение.
- Храните кислород и ацетилен в разных местах. Разделите газы на расстоянии не менее 20 футов или пятифутовым брандмауэром, рассчитанным на полчаса.
- При необходимости установить пожарную охрану. Если сомневаетесь, всегда проявляйте осторожность.
- Убедитесь, что огнетушитель легко доступен.Последнее, что вам нужно делать в случае пожара, — это копаться в поисках чего-нибудь, чтобы его потушить.
- Убедитесь, что между вами и другими сварщиками достаточно места. Вы не хотите оказаться на пути искр от другого оператора.
- Еще раз проверьте все соединения на вашей установке. Перед началом работы все муфты и фитинги должны быть плотно прижаты.
- Проверяйте все свое оборудование перед каждым использованием. Этот шаг очень важен, чтобы гарантировать, что вы не закончите работу с неправильно настроенной буровой установкой.
- Храните все газовые баллоны в вертикальном положении. Конец клапана должен быть направлен вверх, а не в сторону или к полу.
- Пользоваться средствами защиты глаз. На травмы глаз приходится примерно 25% всех травм, связанных со сваркой и плазменной резкой, и они, по сути, являются наиболее распространенными среди сварщиков. Особому риску подвержены те, кто производит промышленное / торговое оборудование, компьютерные материалы и металлические изделия. Надевайте защитные очки или защитные очки с боковым щитком, соответствующим ANSI Z87.1 всегда под вашим шлемом.
- Найдите лучший заземляющий зажим, который вы можете найти. Хороший заземляющий зажим будет иметь медные контактные точки на губках, а также шунт.
- Используйте хороший спрей для защиты от брызг. Если вы работаете в месте с соблюдением правил, вам, вероятно, потребуется приобрести утвержденный спрей для защиты от брызг. Однако, если вы работаете сварщиком-любителем или работаете у независимого подрядчика с собственным бизнесом, вы, возможно, сможете обойтись кулинарным спреем PAM, который имеет меньше рисков для здоровья и дешевле.
- Держите запасной вкладыш под рукой. Замените лайнер до того, как он достигнет точки, в которой проволока не сможет проходить должным образом.
- Используйте правильные цепи тока и предохранители в том месте, где вы подключаете свою установку. Убедитесь, что проводка достаточна для безопасного отвода тока.
- Используйте достаточный расход защитного газа. Средняя скорость потока составляет около 20 кубических футов в час. Однако, поскольку калибровка всех расходомеров будет отличаться, вам может потребоваться больше или меньше.
- Убедитесь, что у вас правильная вентиляция. Несоблюдение этого правила может убить вас.
- Носить длинные рукава. Короткие рукава не рекомендуются.
- Надеть респиратор. Ношение одного не делает вас слабаком. Респираторы защитят вас от вредных газов, которые используются в процессе сварки TIG.
- Тренируйтесь часто. Проведите тесты на металлоломе, чтобы убедиться, что ваши настройки и техника дадут желаемые результаты.
- Обратный шов для предотвращения деформации тонкого листового металла.Приварите несколько дюймов в начале, середине и конце и повторяйте, пока не будет сварен весь шов. Этот метод может помочь предотвратить чрезмерное коробление при попытке сварить непрерывный длинный шов.
- Убедитесь, что ваша установка издает правильные звуки. При плазменной резке на короткое замыкание говорится «услышать жареный бекон». По возможности стремитесь к более плавному звучанию. При сварке алюминия методом MIG вам нужно услышать гудящий звук, а не треск и треск.
- Убедитесь, что ваши сварные поверхности чистые.Грязь, ржавчина, масло и жир повлияют на качество сварного шва.
- Следите за перчатками. Они могут быть дорогими, поэтому, когда они станут жесткими и неподатливыми, обращайтесь с ними как с парой охотничьих ботинок со смазкой для ботинок и феном.
- Используйте тонкую перчатку на руке, на которой подается наполнитель. Некоторые сварщики рекомендуют использовать перчатки для механиков или перчатки для сварки TIG из козьей кожи.
- Используйте вольфрам наименьшего размера для выполнения поставленной задачи. Использование слишком большого электрода может привести к возникновению нестабильной дуги и загрязнению сварного шва.В худшем случае возникнет электрическая дуга внутри чашки и наружу сбоку от вольфрама, что приведет к разрушению тонких краев и потенциальной потере дорогостоящих деталей.
- При работе с алюминием в качестве сварочного аппарата TIG используйте умеренное количество горелочного газа. В отличие от стали, которая очень хорошо удерживает тепло, алюминий отводит тепло от сварочной ванны быстрее, чем вы можете поддерживать его.
- Рассмотрите возможность использования для защиты других газов, кроме аргона. Хотя аргон на сегодняшний день является наиболее распространенным и универсальным защитным газом, используемым при сварке TIG, вы получите лучшие результаты при использовании смеси гелия и аргона в определенных обстоятельствах.
- Использование Смесь гелия и аргона пятьдесят на пятьдесят для толстого алюминия и магния позволяет.
- Для толстых алюминиевых отливок используйте гелий и аргон в соотношении 3: 1. Соотношение гелия и аргона 3: 1 быстро образует лужи и обеспечивает более чистый сварной шов, чем 100-процентный аргон.
- Убедитесь, что в любом проекте есть вентиляционное отверстие, которое в конечном итоге будет герметичным. В противном случае воздух внутри нагреется и унесет защитный газ. В некоторых случаях он может взорваться в конце сварного шва и испортить вашу работу.
- Перед началом убедитесь в надежном заземлении. Поражение электрическим током может привести к серьезным травмам или смерти.
- Не держите в каждой руке по два оголенных провода. Электрический ток может пройти через провода и оператора, что может привести к смертельному поражению электрическим током.
- Не прикасайтесь руками к электроду и металлическим частям электрода кожей или одеждой.
- Изолируйте себя от рабочей зоны и земли.
- Всегда надевайте сухие перчатки в хорошем состоянии.
- Сохраняйте сухую изоляцию между вашим телом, объектом и землей.
- Используйте промышленную систему вентиляции при использовании сварочного аппарата внутри помещений для коммерческих целей. Для любителей позаботьтесь о достаточной вентиляции с открытыми окнами и вентиляторами.
- По возможности используйте вытяжной колпак. Вытяжные колпаки удаляют газы, если они выходят из рабочей зоны, чтобы ограничить воздействие.
- Носите соответствующие СИЗ (средства индивидуальной защиты). Это убережет от ожогов и воздействия дуговых лучей.
- Избегайте свернутых рукавов или манжет брюк при работе сварщиком TIG. Искры или горячий металл могут попасть в складки и прожечь кожу насквозь.
- Используйте надежные средства защиты слуха. Это поможет сохранить слух при работе в шумной обстановке и предотвратит попадание мусора в слуховой проход.
 Пыль и мусор на полу могут стать источником топлива для любых искр, которые могут там попасть.
Пыль и мусор на полу могут стать источником топлива для любых искр, которые могут там попасть.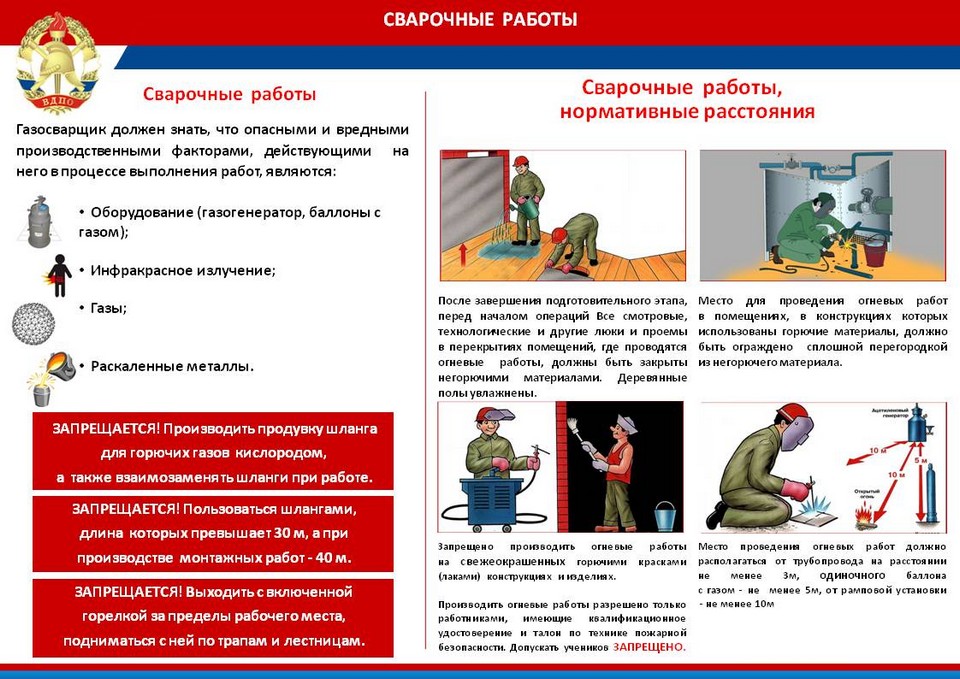
 Вы не хотите оказаться на пути искр от другого оператора.
Вы не хотите оказаться на пути искр от другого оператора. Хороший заземляющий зажим будет иметь медные контактные точки на губках, а также шунт.
Хороший заземляющий зажим будет иметь медные контактные точки на губках, а также шунт.
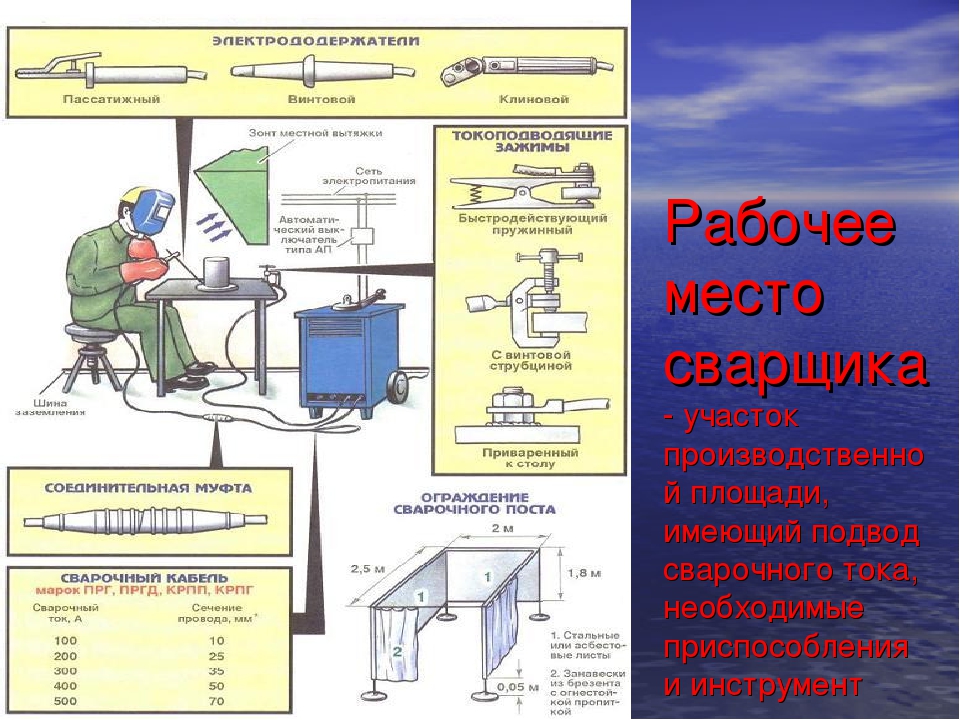
 В отличие от стали, которая очень хорошо удерживает тепло, алюминий отводит тепло от сварочной ванны быстрее, чем вы можете поддерживать его.
В отличие от стали, которая очень хорошо удерживает тепло, алюминий отводит тепло от сварочной ванны быстрее, чем вы можете поддерживать его.
 Это убережет от ожогов и воздействия дуговых лучей.
Это убережет от ожогов и воздействия дуговых лучей.Что нельзя делать при сварке
- Не допускайте перегрузки электрической цепи при использовании сварочного аппарата MIG. Это может создать опасность пожара.
- Не работайте в закрытом помещении. Вы можете убить себя от вдыхания опасных газов.
- Не работайте на сварочном аппарате без достаточных средств защиты глаз. Хотя большинство глазных травм носит временный характер, вы можете навсегда ослепнуть.
- Не используйте дешевые зажимы заземления, если это возможно. Использование дешевых зажимов увеличит время пуска и не обеспечит хорошее заземление.
- Не используйте в коммерческих целях ничего, кроме одобренного спрея для защиты от брызг.
- Не эксплуатируйте буровую установку с забитым хвостовиком. Работа с засоренным лайнером может привести к плохой подаче проволоки, возникновению гнезд птиц и ожогам спины.
- При сварке запрещается носить одежду с короткими рукавами или с манжетами. Вы можете получить ожоги от искр или горячего металла.
- Не допускайте контакта рук с острыми краями при открытии банок с электродами.
- Не работайте в зоне с горючими материалами.
- Не работайте в местах, где искры могут выходить из трещин в стенах или окнах и вступать в контакт с горючими материалами снаружи.
- Не работайте с горючими жидкостями или газами в этом районе. Единственная искра может вызвать огромный взрыв.
- Не начинайте проект, если пол грязный. Пыль и мусор — отличное средство для разжигания огня.
- Не сваривайте контейнер, который содержал или в настоящее время содержит легковоспламеняющиеся материалы, без соблюдения надлежащих процедур очистки.
- Не обращайте внимания на расположение шлангов. Держите их на безопасном расстоянии от любых механизмов и источников тепла.
- Не работать со спиральными шлангами. Засорение может привести к разрыву шлангов и травмам.
- Не перевозите баллоны без установленных крышек.
- Не храните баллоны боком или вверх ногами. Клапаны с крышкой всегда должны быть обращены вертикально.
- Не превышайте пределы нагрузки для электрических цепей. Все электрооборудование должно быть установлено в соответствии со спецификациями производителя.
- Не допускайте контакта проводов со сварочной поверхностью.Держите их закрытыми или подвешенными, чтобы предотвратить повреждение.
- Не храните баллоны с кислородом и ацетиленом в одном месте. Разнесите их на расстоянии не менее 20 футов.
- Не начинайте работу без огнетушителя. Ваш успех в предотвращении возникновения пожара зависит от того, насколько быстро вы его потушите.
- Не используйте ярлыки. Ярлыки приводят к долгим (и, возможно, опасным) задержкам.
- Не работайте в непосредственной близости от других сварщиков.Между вами и другими должно быть достаточно места, чтобы не допустить травм.
- Не начинайте работу, пока не перепроверете все свои соединения и муфты. Перед началом работы следует позаботиться о любых ослабленных соединениях.
- Не используйте аппарат для сварки TIG, не убедившись, что все правильно настроено.
- Не используйте оборудование, рассчитанное на более высокий ток, чем рассчитаны на схему и предохранитель.
- Не экономьте на деталях для сварочного аппарата.Покупайте качественные запчасти и аксессуары у проверенного продавца.
- Запрещается использовать сварочный аппарат без респиратора. Вдыхание газов, образующихся в процессе сварки, может нанести вред вашему здоровью.
- Не пытайтесь использовать сварщика без соответствующей подготовки. Если вы не знаете, что делаете, вы можете травмировать себя и других.
- Не продолжайте работу со своей установкой, если она звучит неправильно. Как MIG, так и TIG методы сварки подавляют определенные звуки при работе с разными металлами.
- Не используйте рваные или жесткие сварочные перчатки. Сделайте их эластичными с помощью смазки для ботинок.
- Не надевайте перчатки механика на руки, которые подают наполнитель. Их может быть трудно снять, если они станут слишком горячими для ношения.
- Не используйте вольфрам большего размера, чем необходимо для выполнения работы. Использование слишком больших электродов приведет к загрязнению сварного шва и может привести к нестабильному образованию дуги.
- Не используйте слишком много защитного газа. Каждый тип металла имеет свой собственный расход газа в горелке.
- Не используйте не рекомендуемые газовые смеси. Это могло вызвать серьезные проблемы.
- Не приваривайте проект, который будет герметичным на конце, не оставив небольшого вентиляционного отверстия. В противном случае это может закончиться потерей защитного газа или выдуванием сварного шва.
- Не эксплуатируйте буровую установку без надежного заземления. Поражение электрическим током может привести к травмам или смерти.
- Не держите две оголенные проволоки в каждой руке при использовании сварочного аппарата TIG. Это может привести к тому, что ваше тело станет проводником тока между проводами.
- Не допускайте контакта электрода с кожей или одеждой, чтобы избежать ожогов.
- Не надевайте мокрые перчатки или перчатки, которые изнашиваются или рвутся.
- Запрещается использовать сварочный аппарат на влажной изоляции.
- Не выполняйте сварку без средств защиты органов слуха. Это поможет предотвратить повреждение из-за шума окружающей среды, а также предотвратить попадание мусора в слуховой проход.
- Не выполняйте сварку без использования одобренных средств индивидуальной защиты. Это подвергает вас повышенному риску ожогов и травм.
- Не используйте 100-процентный аргон для сварки толстых алюминиевых отливок. Если вы это сделаете, ваш сварной шов может иметь дефекты.
- Не используйте сварочный аппарат без рекомендованных защитных газов. Всегда следуйте рекомендациям производителя.
- Не сваривайте, если в чем-то не уверены. Вы же не хотите укоренять в уме вредные привычки.
- Не сваривайте весь длинный шов на тонком листе металла. Это может привести к искажению изделия.
- Не используйте расход защитного газа выше или ниже того, что требуется для безопасности вашего проекта.
- Не сваривайте емкость, в которой раньше находились легковоспламеняющиеся жидкости, не заполнив ее водой на несколько дюймов ниже места проекта.

 Держите их на безопасном расстоянии от любых механизмов и источников тепла.
Держите их на безопасном расстоянии от любых механизмов и источников тепла.
 Как MIG, так и TIG методы сварки подавляют определенные звуки при работе с разными металлами.
Как MIG, так и TIG методы сварки подавляют определенные звуки при работе с разными металлами. Если вы это сделаете, ваш сварной шов может иметь дефекты.
Если вы это сделаете, ваш сварной шов может иметь дефекты.NASD — Безопасность дуговой сварки
Электродуговая сварка остается одним из наших самых полезных и экономящих время
единицы торгового оборудования. Почти каждая ферма, ранчо и профессионально-техническое училище
Сельскохозяйственный цех оборудован одним или несколькими сварщиками, которые
используются для изготовления, ремонта и / или образовательных программ. Большинство этих сварочных аппаратов обычно используют трансформаторы переменного / постоянного тока на 240 вольт.
виды, использующие электричество в качестве источника энергии. Портативные сварочные аппараты
относятся к типу с дизельным / бензиновым двигателем. Правильно установлен
и используемый дуговой сварщик очень безопасен, но при неправильном использовании
оператор может подвергнуться ряду опасностей, в том числе:
токсичные пары, пыль, ожоги, пожары, взрывы, поражение электрическим током,
радиация, шум и тепловой стресс.Любая из этих опасностей может
вызвать травму или смерть. Следуя предложениям и рекомендациям
в этой брошюре риски можно значительно минимизировать.
Большинство этих сварочных аппаратов обычно используют трансформаторы переменного / постоянного тока на 240 вольт.
виды, использующие электричество в качестве источника энергии. Портативные сварочные аппараты
относятся к типу с дизельным / бензиновым двигателем. Правильно установлен
и используемый дуговой сварщик очень безопасен, но при неправильном использовании
оператор может подвергнуться ряду опасностей, в том числе:
токсичные пары, пыль, ожоги, пожары, взрывы, поражение электрическим током,
радиация, шум и тепловой стресс.Любая из этих опасностей может
вызвать травму или смерть. Следуя предложениям и рекомендациям
в этой брошюре риски можно значительно минимизировать.
Когда
приобретая аппарат для дуговой сварки, вы можете быть уверены в надежности конструкции
если устройство соответствует требованиям Национальной ассоциации производителей электроэнергии
(NEMA) или стандарты безопасности для сварщиков дуговой сварки как
определяется Underwriters Laboratories (UL). Будь уверен, что
сварщик, которого вы покупаете, имеет печать одобрения одного
этих организаций.
Будь уверен, что
сварщик, которого вы покупаете, имеет печать одобрения одного
этих организаций.
Перед установкой дуговой сварки необходимо определить, нынешняя электрическая система способна справиться с повышенной нагрузка, необходимая сварщику. Ваш местный поставщик электроэнергии или квалифицированный электрик может помочь вам определить это.Для вашей безопасности очень важно установить сварочный аппарат в соответствие требованиям штата Аризона по охране труда и технике безопасности Регламенты администрации (AOSHA) и Национальная электротехническая Код (NEC) квалифицированным электриком. Неспособность сделать это может вызвать пожар, замыкание на землю или отказ оборудования. Следующее правила не являются полным списком, но являются особенно важными рекомендациями, которые следует придерживаться:
- В
рама или корпус сварщика должны быть должным образом заземлены.
- А предохранительный выключатель или контроллер должны быть расположен рядом с машиной (см. рисунок 1).
- сварщик или сварщики должны быть защищены предохранитель или автоматический выключатель на независимой цепи.

The
сварщик должен находиться в помещении с достаточной вентиляцией.В общем, при сварке металлов не считается
опасна, вентиляционная система, которая перемещает минимум
2000 кубических футов воздуха в минуту (CFM) на одного сварщика — это удовлетворительно.
Однако многие материалы считаются очень опасными и должны
выполнять сварку только в хорошо вентилируемых помещениях, чтобы предотвратить
накопление токсичных материалов или удаление возможного кислорода
недостаток не только для оператора, но и для других в непосредственной
окрестности. Такая вентиляция должна обеспечиваться вытяжной
система расположена как можно ближе к работе (см. рис.
2). При сварке или резке металлов с опасными покрытиями, такими как
в качестве оцинкованного металла оператор должен использовать приточный воздух
респиратор или респиратор, специально разработанный для фильтрации
специфический металлический дым. Материалы, входящие в очень опасные
категория: флюсы для сварочных стержней, покрытия или другие материалы.
содержащие соединения фтора, цинк, свинец, бериллий, адмий,
и ртуть.Также некоторые чистящие и обезжиривающие составы
поскольку металлы, которыми они были очищены, также опасны. Всегда
перед сваркой или резкой соблюдайте меры предосторожности производителя.
при наличии этих материалов.
Такая вентиляция должна обеспечиваться вытяжной
система расположена как можно ближе к работе (см. рис.
2). При сварке или резке металлов с опасными покрытиями, такими как
в качестве оцинкованного металла оператор должен использовать приточный воздух
респиратор или респиратор, специально разработанный для фильтрации
специфический металлический дым. Материалы, входящие в очень опасные
категория: флюсы для сварочных стержней, покрытия или другие материалы.
содержащие соединения фтора, цинк, свинец, бериллий, адмий,
и ртуть.Также некоторые чистящие и обезжиривающие составы
поскольку металлы, которыми они были очищены, также опасны. Всегда
перед сваркой или резкой соблюдайте меры предосторожности производителя.
при наличии этих материалов.
The
Аппарат для дуговой сварки способен создавать температуры, превышающие
10000 градусов по Фаренгейту, поэтому важно, чтобы на рабочем месте
быть пожаробезопасным. Этого можно добиться с помощью металлических листов.
или огнестойкие шторы в качестве противопожарных преград. Пол должен
быть бетоном или другим огнестойким материалом. Трещины в
пол следует залить, чтобы предотвратить искры и горячий металл.
вход. Если работа не может быть перенесена в пожаробезопасное место, тогда
зона должна быть безопасной, удалив или защитив горючие материалы.
от источников возгорания.В определенных сварочных ситуациях это может
необходимо попросить кого-нибудь следить за пожарами, которые могут
незамеченными, пока сварщик не закончит работу.
Этого можно добиться с помощью металлических листов.
или огнестойкие шторы в качестве противопожарных преград. Пол должен
быть бетоном или другим огнестойким материалом. Трещины в
пол следует залить, чтобы предотвратить искры и горячий металл.
вход. Если работа не может быть перенесена в пожаробезопасное место, тогда
зона должна быть безопасной, удалив или защитив горючие материалы.
от источников возгорания.В определенных сварочных ситуациях это может
необходимо попросить кого-нибудь следить за пожарами, которые могут
незамеченными, пока сварщик не закончит работу.
Подходит
оборудование для пожаротушения, такое как ведра с песком или
сухой химический огнетушитель типа ABC должен быть легко
имеется в наличии. Огнетушитель должен быть достаточно большим, чтобы
ситуация с размером 10 #, подходящим для большинства ферм и школ
магазины.
Очень важно, чтобы оператор и помощники были правильно одеты.
и защищен от тепла, ультрафиолетовых лучей и искр,
производится дуговой сваркой (см. рисунок 3). Для защиты тела
пара огнестойких комбинезонов с длинными рукавами без манжет
хороший выбор. Всегда избегайте одежды со слезами, заедами, разрывами,
или потертости, так как они легко воспламеняются от искры.Рукава
воротники должны быть застегнуты. Руки следует беречь
в кожаных перчатках. Пара высоких кожаных туфель,
желательно защитная обувь, это хорошая защита для ног. Если
надеты полуботинки, щиколотки должны быть защищены огнестойкой
леггинсы. Глаза следует защищать прозрачными очками, если
в противном случае человек носит очки по рецепту или защитные очки.Сварочный шлем или щиток для рук с фильтрующей пластиной и крышкой
пластина обязательна для защиты глаз от вредных лучей
дуги. Пластина фильтра должна быть не ниже 10 оттенка.
общая сварка до 200 ампер. Однако некоторые операции
такие как углеродно-дуговая сварка и сварочные работы на высоких токах
требуются более темные оттенки. Никогда не используйте шлем, если фильтрующая пластина
или крышка линзы треснула или сломана.Огнестойкая тюбетейка
для защиты волос и головы, а также средств защиты слуха в
рекомендуется шумная обстановка.
Пластина фильтра должна быть не ниже 10 оттенка.
общая сварка до 200 ампер. Однако некоторые операции
такие как углеродно-дуговая сварка и сварочные работы на высоких токах
требуются более темные оттенки. Никогда не используйте шлем, если фильтрующая пластина
или крышка линзы треснула или сломана.Огнестойкая тюбетейка
для защиты волос и головы, а также средств защиты слуха в
рекомендуется шумная обстановка.
Пластик
одноразовые зажигалки очень опасны в жару
и пламя. Очень важно, чтобы их не пронесли
карманы при сварке. Всегда обеспечивайте защиту посторонним
или другим рабочим путем сварки внутри должным образом экранированной области,
если возможно.Если вы не можете работать в закрытом помещении, тогда
защиту окружающих должен обеспечивать переносной экран
или щитом, или их защитными очками.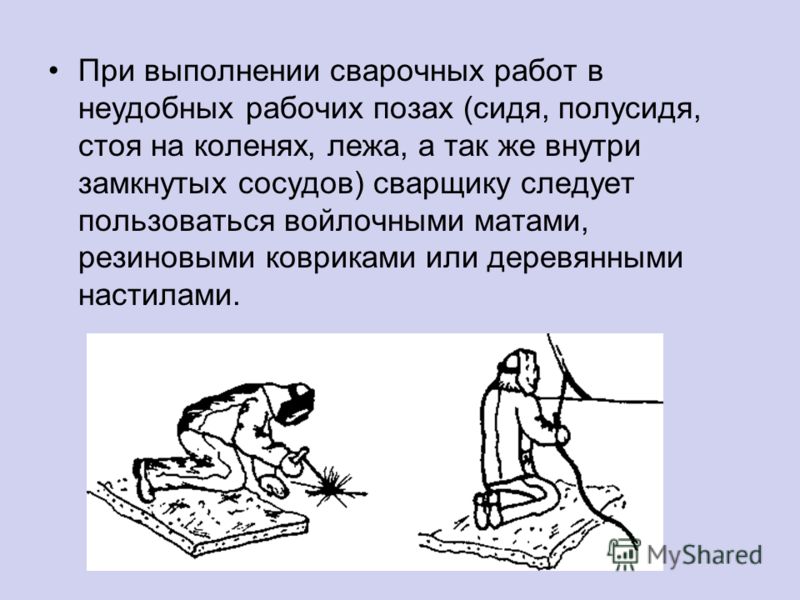
Это Важно проинструктировать всех, кто работает со сварочным аппаратом. о безопасном использовании квалифицированным преподавателем или сварщиком.
Потому что из-за их потенциально взрывоопасной природы, мы настоятельно рекомендуем запрещается выполнять сварку, резку или горячие работы с использованными бочки, бочки, цистерны или другие емкости при любых обстоятельствах.
Если возможно,
работа для сварки должна быть размещена на поверхность огнеупорной
на удобной высоте. Сварка никогда не должна выполняться напрямую
на бетонном полу. Тепло от дуги может вызвать выделение пара.
скопление на полу, которое может вызвать взрыв. В
кабели сварочного аппарата следует располагать так, чтобы искры и
на них не упадет металл. Их также следует держать свободными
смазки и масла и расположены там, где они не будут двигаться
над.
Их также следует держать свободными
смазки и масла и расположены там, где они не будут двигаться
над.
Электрический сварщики могут убить электрическим током. Если сварочная операция должен выполняться на стали или другом проводящем материале изолирующим мат должен использоваться под оператором. Если зона сварки мокрый или влажный, или оператор сильно потеет, тогда он / она следует надевать резиновые перчатки под сварочные перчатки.
Это
проще и безопаснее установить дугу на чистой поверхности, чем
грязный или ржавый. Поэтому металл всегда нужно тщательно
очистить проволочной щеткой или другим способом перед сваркой.
При скалывании шлака или чистке проволочной щеткой готового валика
Оператор всегда должен защищать свои глаза и тело
от летучих шлаков и стружки. Неиспользованные электроды и электрод
окурки нельзя оставлять на полу, так как они создают скольжение
опасность. С горячим металлом следует обращаться с металлическими щипцами или плоскогубцами. Закалку горячего металла в воде следует производить осторожно.
чтобы предотвратить болезненные ожоги выходящим паром. Любой металл
оставить остыть, следует тщательно пометить «HOT» с помощью мыльного камня.
Когда сварка закончена на день или приостановлена на любой
время, в течение которого электроды следует извлекать из держателя.Держатель следует разместить так, чтобы исключить случайный контакт.
происходят, и сварщик должен быть отключен от источника питания
источник.
Неиспользованные электроды и электрод
окурки нельзя оставлять на полу, так как они создают скольжение
опасность. С горячим металлом следует обращаться с металлическими щипцами или плоскогубцами. Закалку горячего металла в воде следует производить осторожно.
чтобы предотвратить болезненные ожоги выходящим паром. Любой металл
оставить остыть, следует тщательно пометить «HOT» с помощью мыльного камня.
Когда сварка закончена на день или приостановлена на любой
время, в течение которого электроды следует извлекать из держателя.Держатель следует разместить так, чтобы исключить случайный контакт.
происходят, и сварщик должен быть отключен от источника питания
источник.
- Всегда
работать на открытом, хорошо проветриваемом месте или вентилировать двигатель
вытяжка прямо на улице.
- Никогда заправляйте двигатель во время работы или при наличии открытого пламя.
- Протрите немедленно залейте пролитое топливо и дождитесь, пока пары разойдутся перед запуском двигателя. * Никогда не снимайте давление в радиаторе. крышка от двигателей с жидкостным охлаждением, пока они горячие, чтобы предотвратить ошпарить себя.
- Стоп двигатель перед выполнением любого обслуживания или неисправности стрельба.Систему зажигания следует отключить во избежание случайный запуск двигателя.
- Сохранить все ограждения и щиты на месте.
- Сохранить руки, волосы и одежду подальше от движущихся частей.

The
зона сварки всегда должна быть оборудована противопожарным покрытием и
хорошо укомплектованная аптечка. Желательно, чтобы один человек
пройти обучение оказанию первой помощи при лечении легких травм, которые могут
происходить. Все травмы, какими бы незначительными они ни казались, могут стать
более серьезно, если не лечить должным образом обученным медицинским персоналом.
Желательно, чтобы один человек
пройти обучение оказанию первой помощи при лечении легких травм, которые могут
происходить. Все травмы, какими бы незначительными они ни казались, могут стать
более серьезно, если не лечить должным образом обученным медицинским персоналом.
- Be убедитесь, что сварочный аппарат правильно установлен и заземлен.
- Никогда сваривайте без соответствующей вентиляции.
- Взять надлежащие меры предосторожности для предотвращения возгорания.
- Защитить все ваше тело в огнезащитной одежде, обуви и перчатки.
- Износ постоянная защита глаз.
- Сварной шов только в пожаробезопасной зоне.
- Никогда выполнять сварочные работы, резку или горячие работы с бывшими в употреблении барабанами, бочками, цистерны или другие емкости.
- Марка металл «ГОРЯЧЕЕ» с мыльным камнем.
- Сохранить под рукой хорошо укомплектованная аптечка.
Публикация №: 8818
Этот документ является частью серия от Cooperative Extension, Университета Аризона, Тусон, Аризона 85719.Дата публикации: май 1989 г.
Копье Fluegel, координатор по безопасности, и Брэдли Рейн, инженерно-технический отдел Специалист сельскохозяйственного колледжа Университета Аризона, Тусон, Аризона, 85719.
Информация об ограничении ответственности и воспроизведении: Информация в NASD не представляет политику NIOSH. Информация включена в NASD появляется с разрешения автора и / или правообладателя.Более
Правил безопасности | LSU Машиностроение и промышленное строительство
- Для использования сварочного оборудования требуется разрешение персонала цеха.
- Сварщики, помощники и все остальные в зоне сварки должны носить очки или щитки. рекомендованных оттенков при сварочных работах.
- Сварщик должен установить экран вокруг зоны сварки для защиты другой персонал в магазине из-за травм глаз.
- Проверяйте все сварочное оборудование перед каждым использованием на предмет возможных повреждений.
- Не прикасайтесь к баллонам с кислородом жирными руками, перчатками или тряпкой. Фатальные взрывы возникли по этой причине.
- Всегда прикрепляйте резервуары к сварочной тележке или неподвижному объекту. Никогда не позволяйте газовый баллон быть свободным.Замените предохранительные колпачки на всех цилиндрах, когда они не используются.
- При дуговой сварке убедитесь, что рабочий стол и / или рабочий стол правильно заземлены.
- Не выполняйте дуговую сварку во влажной зоне.
- Будьте внимательны к возможной опасности возгорания. Переместите свариваемый объект в безопасное место, или удалите с рабочей зоны все легковоспламеняющиеся материалы.
- Никогда не выполняйте сварку в том же месте, где выполняются обезжиривание или другие операции очистки.
- Держите поблизости подходящее оборудование для пожаротушения и знайте, как им пользоваться.
- Перекройте клапаны баллона, когда работа будет завершена, сбросьте давление из регуляторов, на мгновение открыв клапаны горелки, и отрегулировав регулятор клапаны. Никогда не оставляйте резак без присмотра с давлением в шлангах.
- Использовать все защитное оборудование и одежду.Не производите дуговой сварки ни с какой частью тело непокрыто, дуговая лампа является актиничным светом (чрезмерным ультрафиолетом) и вызовет ожоги, похожие на сильный солнечный ожог.
- Никогда не сваривайте внутри барабанов или в закрытых помещениях без соответствующей вентиляции или без использования респираторов или автономных дыхательных аппаратов.
- Проверяйте вентиляционную систему перед началом сварки, а затем периодически обеспечить адекватную производительность.Не допускайте попадания сварочного дыма в остальное. рабочих зон магазина.
- Никогда не резайте и не сваривайте емкости, в которых хранились взрывчатые или легковоспламеняющиеся материалы. Использовать предписанные методы очистки или затопления.
- Никогда не используйте гаечные ключи или инструменты, кроме тех, которые предусмотрены или одобрены газовым баллоном. производитель, чтобы открыть клапаны.Никогда не используйте молоток для открытия или закрытия клапанов.
- Соблюдайте все другие меры безопасности, необходимые для каждого конкретного типа сварки.
- Обеспечьте надлежащую вентиляцию при пайке или пайке. Флюсы кислые и токсичен.
- Запрещается сваривать окрашенные, оцинкованные или жирные, маслянистые металлы. Не только дым быть токсичным, но сварные швы будут неудовлетворительными и выйдут из строя.
Безопасность — это не просто набор информации и правил, которые необходимо запомнить. Безопасность — это культура. Вы живете этим, изучая это, и узнаете это, живя этим … так, чтобы вы и другие могли продолжай жить. БЕЗОПАСНОСТЬ очень важна!
10 Советы по безопасности при дуговой сварке | Хьюстон, Техас
Дуговая сварка может быть опасной деятельностью даже для самого опытного работника. Независимо от того, отвечаете ли вы за безопасность экипажа или являетесь независимым производителем, эти советы помогут вам обезопасить себя и других.
Совет № 1 — Прочтите руководство пользователя, предупреждающие таблички и соответствующие кодыВ руководстве будет содержаться важная информация по технике безопасности, а предупреждающие таблички на оборудовании покажут, чего конкретно следует избегать. Знание федеральных, государственных и местных норм и правил гарантирует соблюдение безопасных методов работы.
Совет № 2 — Избегайте поражения электрическим токомАппараты для дуговой сварки обычно работают в диапазоне от 80 до 120 В. Шок может быть опасным для жизни, особенно при наличии уже существующих заболеваний, и может привести к падению рабочих или столкновению с другим оборудованием.Не прикасайтесь к электроду или рабочей цепи, а также не обращайтесь к внутренним цепям, когда устройство находится под напряжением.
Совет № 3 — Защитите глаза и кожу от УФ-излученияВсегда надевайте перчатки без дырок и подходящую сварочную маску. Не надевайте шорты или короткие рукава и не закрывайте открытые участки кожи.
Наконечник № 4 — Избегайте ожоговИзбегайте работы с горячим оборудованием или металлом, который недавно был сварен. Если это необходимо, используйте изолирующие перчатки.Дайте оборудованию остыть, прежде чем использовать его снова.
Совет № 5 — Техническое обслуживание оборудованияНе злоупотребляйте оборудованием, так как это может вызвать его перегрев. Дайте время остыть и уменьшите ток, если это произойдет. Немедленно замените поврежденное оборудование. Не допускайте попадания на кабели масла и грязи и убедитесь, что электрические кабели не изношены.
Наконечник № 6 — Избегайте вдыхания паровПроветривайте замкнутые пространства или используйте респиратор. Если помещение не вентилируется естественным образом, используйте вентилятор или другую искусственную вентиляцию.Избегайте сварки материалов с покрытием, таких как гальванизированная или кадмиевая сталь, так как они будут выделять токсичные пары. Не выполняйте сварку рядом с химическими веществами. Тепло и ультрафиолетовые лучи могут вызвать выделение паров.
Совет № 7 — Защитите глаза и ушиПосле снятия сварочного шлема наденьте защитные очки или защитные очки, чтобы шлак не попал в глаза. Процесс сварки и некоторые виды оборудования могут создавать сильный шум, поэтому важно использовать средства защиты органов слуха.
Совет № 8 — Наденьте правую шестернюСварка может выбрасывать горячие частицы мусора. Даже после завершения сварочных работ крошечные кусочки шлака могут отслаиваться от сварного шва. Надевайте кожаную обувь и кожаный фартук, чтобы одежда не загорелась. Не носите одежду из синтетических материалов. Для лучшей защиты надевайте легкую сварочную куртку.
Наконечник № 9 — Защита от взрывовСварочные искры могут вызвать воспламенение горючих газов.В замкнутом пространстве, таком как автоцистерна, бочка или труба, это может вызвать взрыв. Газовые баллоны, используемые в процессе сварки, находятся под высоким давлением. Держите подальше, чтобы избежать искр или шлака и защитить их от чрезмерного нагрева.
Совет № 10 — Поддерживайте безопасную рабочую средуСледите за тем, чтобы на рабочем месте не было беспорядка, чтобы избежать падений и других несчастных случаев. Не работайте во влажных помещениях или в слишком тесных местах. Убедитесь, что все рабочие знают правила техники безопасности и соблюдают их.
Mig Welding Safety: руководство и изображения
К безопасности сваркиMIG следует относиться серьезно, поскольку сварщик должен быть защищен от воздействия тепла, газа, электричества и света, которые производят сварщики MIG.
Принципы безопасности довольно просты и сосредоточены на:
- Чистота и порядок, разместить сварочный аппарат в сухом месте на полу сварочной кабины
- Достаточное освещение
- Проверка на утечку газа
- Вентиляция по стандартам OSHA (также проверьте паспорт безопасности материалов для каждого свариваемого металла).Используйте респиратор, если этого требует паспорт безопасности материала.
- Безопасное хранение горючих газов и жидкостей, например, в специально разработанном ящике для хранения
- Проверить целостность электрических шнуров
- Защита от ожогов нагревом металла, электродами и ультрафиолетовым излучением
- Регулярное обслуживание оборудования и правильная установка
- Держите под рукой аптечку
- Используйте надлежащее сварочное оборудование, которое включает в себя защиту для глаз и защитную одежду (обувь / ботинки, перчатки, рубашка с длинным рукавом, брюки поверх ботинок с дополнительными бахилами (так называемые гетры), шляпу или шапочку сварщика, кожаную куртку или фартук.
- Держите под рукой огнетушитель
Размышляя о безопасности, думайте также и об окружающих. Сварочную дугу не следует видеть невооруженным глазом ближе, чем на 20 футов.
Меры предосторожности
Вентиляция, дым и газы
Может навредить вам, держите голову подальше от дыма. Используйте общую вентиляцию, средства защиты органов дыхания или местную вытяжную вентиляцию, как рекомендовано в паспорте безопасности материалов для свариваемого материала.
Не сваривайте грязную плиту или плиты, загрязненные неизвестным материалом.Перед сваркой удалите всю краску и гальванические покрытия.
Будьте осторожны при работе с защитой от двуокиси углерода, так как это может быть опасно. Используйте соответствующую вентиляцию.
Используйте более высокое процентное содержание аргона вместе с методом импульсного распыления, чтобы снизить опасность, связанную с газом.
Будьте особенно осторожны при сварке со следующими металлами, так как они содержат токсичные пары:
- свинец
- кадмий
- медь
- цинк
- бериллий
Не допускайте обезжиривания в зоне сварки
Не допускайте обезжиривания в зоне сварки.Обезжиривающие средства сделаны из четыреххлористого углерода, перхлорэтилена и трихлорэтилена могут распадаться на фосген под воздействием дуговых лучей.
Шкаф для легковоспламеняющихся материалов, соответствующий стандарту OSHA 1910.106 и NFPA Code 30 по безопасному хранению и обращению с легковоспламеняющимися жидкостямиПоказан: Шкаф безопасности Eagle 1932 для легковоспламеняющихся жидкостей, 2 дверцы, закрывающиеся вручную, 30 галлонов, высота 44 дюйма, ширина 43 дюйма, 18 дюймов Глубина, сталь, желтый
Дуговые лучи и брызги
Остерегайтесь дуговых лучей и брызг при рассмотрении планов безопасности при сварке MIG.
Лучи дуги и брызги могут повредить глаза и обжечь кожу. Во избежание этого используйте средства защиты глаз, ушей и тела.
Излучение электрической дуги может обжечь глаза и кожу так же, как сильный солнечный свет. Электрические дуги излучают как ультрафиолетовые, так и инфракрасные лучи. Используйте правильный фильтр.
Удар электрическим током
УДАР ЭЛЕКТРИЧЕСКИМ ТОКОМ может убить вас. Не прикасайтесь к токоведущим электрическим частям. Выключайте станок при выполнении любых ремонтных работ на пистолете. Отключайте машину от сети при выполнении любых ремонтных работ внутри машины.Если коснуться электрода и одновременно поработать или заземлить, может произойти удар.
- При нажатии на спусковой крючок катушка может сотрясать
- Никогда не прикасайтесь к металлическим частям электрододержателя и электрода мокрой одеждой или кожей
- Сохранять изоляцию между свариваемым или шлифуемым металлом
Безопасность устройства подачи проволоки
При регулировке или выравнивании приводных роликов отключите питание. Есть также несколько точек, где можно защемить пальцы.
Не направляйте провод на тело.
Защитное снаряжение
При сварке MIG требуется следующее защитное оборудование для сварки:
- Сварочная маска: как правило, высококлассная сварочная маска MIG с линзой номер 6 предназначена для работы с током до 30 ампер. Номер 14 следует использовать при использовании более 400 ампер (см. Таблицу ниже). Как правило, сразу после сварки закрывайте глаза. Если дуга все еще видна, необходимо использовать линзы более темного оттенка.
- Сапоги со стальным колпачком или другая подходящая обувь
- Защита глаз и защитные очки — защищают от состояния, называемого вспышкой сварщика, которое может необратимо повредить зрение. GMAW обычно использует номера оттенков 11-12.
- Покрытые длинные волосы
- Защитите затылок и шею от проблем, вызванных отраженным излучением
- Защитная одежда или кожаный фартук
- Кожаные перчатки
- Сварочные рукава или рубашка темного цвета с длинным рукавом: темный цвет уменьшает отражение.
- Наколенники — если вы планируете работать на низком уровне в течение длительного времени
Материалы, стойкие к лучистой энергии, включают шерсть, кожу и ткань с алюминиевым покрытием.
Рекомендации по линзе фильтраКак правило, начинайте с оттенка, который слишком темный, чтобы увидеть зону сварного шва. Затем выберите более светлый оттенок, обеспечивающий достаточный обзор зоны сварного шва, но не ниже минимума. При газокислородной сварке или резке, когда горелка излучает сильный желтый свет, желательно использовать линзу с фильтром, которая поглощает желтую или натриевую линию в видимом свете (спектрального) режима работы.** При этих значениях четко видна действительная дуга. Опыт показал, что более легкие фильтры можно использовать, когда дуга скрыта заготовкой. (Информация взята из ANSI Z49.1.2005.
Безопасное место для сварки
Пары и искры — две опасности, которые необходимо учитывать при проектировании помещения для сварки. Рассмотрим следующее:
- Освещение: чтобы вы могли видеть свою работу.
- Огнестойкое помещение: проверьте стены и пол на огнестойкость.Полы должны быть бетонными, а стены из шлакоблоков — это те материалы, которые необходимы. Спланируйте, где будет храниться каждый элемент оборудования. Как правило, все легковоспламеняющиеся объекты должны находиться на расстоянии не менее 35 футов от свариваемых предметов.
- Электрооборудование: спрогнозируйте типы оборудования и количество машин, которые будут работать, чтобы спланировать ваши потребности в электроэнергии. Многие типы сварочного оборудования будут работать с однофазным питанием 110, которое можно найти в домах в США с автоматическими выключателями на 20 А.Вы также можете захотеть получить доступ к 220-фазному обслуживанию (так же, как то, что используется для домашней сушилки для белья) к оборудованию, которое требует этого типа обслуживания.
- Вентиляция: Газы и дым, образующиеся при сварке, могут быть вредными, если их не проветривать должным образом.
Техника безопасности при сварке MIG
Подготовка к работе
Используйте его в качестве основного контрольного списка по технике безопасности при сварке MIG:
- Чистая и организованная рабочая зона
- Удалить легковоспламеняющиеся жидкости из зоны
- Проверить вентиляцию
- Снимите украшения и свободную одежду
- Проверить газовые линии на герметичность
Операционное оборудование MIG
- Очистить рабочую зону от посторонних лиц
- Установите шторку вспышки, чтобы защитить находящийся поблизости персонал
- Проверить положение кабеля, чтобы избежать повреждений из-за искр или материалов, которые могут упасть
- Проверить все настройки оборудования
- Большая часть риска от сварочного дыма и дыма может быть уменьшена за счет использования защитного газа с более высоким процентным содержанием аргона и импульсного режима переноса.
- Помните, что механизм подачи проволоки проталкивает проволоку, не нужно проталкивать горелку в дугу
- Не допускайте попадания брызг на форсунки.Брызги могут накапливаться и электрически соединять изолированное сопло с контактной трубкой. Брызги из чистой форсунки будут падать сами по себе. Вы можете нанести состав для предотвращения разбрызгивания на сопло, пистолет и конец контактной трубки. Что бы вы ни делали, не чистите насадку, стучав ею по твердой поверхности. Он может сломаться и повредиться.
Послеоперационный период
- Выключить машину
- Плотно закрыть газовый баллон
- Вернуть сварочный пистолет на хранение
Безопасность газового баллона
Предупреждающая табличка на сварочном цилиндреГаз также является проблемой при планировании безопасности при сварке MIG.В процессе сварки MIG используются баллоны или баллоны высокого давления.
Бутылки ВСЕГДА должны быть связаны. Неиспользуемые бутылки должны быть закрыты крышками.
Большинство цилиндров необходимо периодически проверять и повторно сертифицировать. Каждый баллон должен иметь маркировку, указывающую на его сертификационный статус. OSHA устанавливает стандарты для ацетилена, сжиженного нефтяного газа, кислорода и водорода.
Храните баллоны в защищенном месте вдали от опасностей, таких как жир, холод и огонь. Их следует закрепить, чтобы не опрокинуть.
Обязательно используйте правильный расходомер и регулятор для используемого баллона.
Пустые баллоны хранятся в вертикальном положении с закрытым клапаном.
Баллоны высокого давления имеют двухседельные клапаны и должны быть ВСЕ ВКЛ. Или ВСЕ ВЫКЛ.
Также прочтите : Выбор газового баллона правильного размера для MIG & TIG
Пожарная безопасность
В целях безопасности при сварке MIG не выполняйте сварку вблизи легковоспламеняющихся материалов или дыма. Например, держите сварные швы подальше от участков, где материалы окрашиваются или окунаются.