Сварка под водой — обзор технологии с фото и видео
Каким образом обеспечивается работа сварки под водой и какое оборудование применяют. Требования к расходным материалам и к специалистам. Об этом далее.
Сварка под водой — поистине уникальный технологический процесс, ведь, казалось бы, как можно совместить несовместимое? Но с развитием кораблестроения, нефтяной отрасли и строительством морских установок возникла необходимость в проведении сварочных работ под водой. Впервые возможность подводной сварки была опытно доказана советским ученым К.К. Хреновым, а впоследствии данная технология получила широкое применение при осуществлении строительных и ремонтных работ на глубине.
Сферы применения подводной сварки
Сварка под водой — неотъемлемая часть любых ремонтных или монтажных работ металлических конструкций и деталей, находящихся ниже ватерлинии:
- нефтяных трубопроводов, по которым передается нефть и газ в различные страны и регионы
- морских и речных судов, которые подвергаются коррозии, различным повреждениям во время шторма и боевых действий и т.

- причалов и портовых сооружений, значительная часть которых находится ниже ватерлинии
- буровых вышек, платформ или дамб
- специальных технических сооружений вокруг скважин на морском дне и т.д.

Для того чтобы понимать, каким образом возможно воплотить настолько сложные задачи, необходимо иметь представление о технологических особенностях и принципах подводной сварочной деятельности.
Принципы работы подводной сварки
Сварка под водой может быть произведена разными способами, технологически значительно отличающимися друг от друга — сухая и мокрая:
- Сухая подводная сварка подразумевает под собой использование дорогостоящего дополнительного оборудования, обеспечивающего создание вокруг сварочного объекта под водой условий, при которых можно использовать обычные сварочные аппараты, применяемые и на суше. Это может быть подводная камера, отсек с кислородом, бокс и т.д. Как это происходит, мы опишем ниже.
- Мокрая подводная сварка осуществляется специалистом-сварщиком непосредственно в водной среде с использованием только приведенного в работу электрода и собственных навыков и умений. Каким образом это происходит?
 Каким образом это происходит?
Каким образом это происходит?В данном случае применяется метод дуговой сварки, который является наиболее распространенным. Сварочная дуга во время работы на глубине выделяет много тепловой энергии и испаряет воду вокруг себя, что создает заполненную газом сферу, позволяющую ей гореть вне зависимости от слоя воды вокруг. При этом продукты сгорания поднимают вокруг себя взвеси, затрудняющие видимость сварочного шва специалисту. В свою очередь, данный вид сварки подразделяется на подвиды:
- Полуавтоматическая. Сварщик вручную регулирует направление автоматической подачи проволоки. К плюсам данного метода можно отнести его длительность и лучшую видимость при рабочем процессе, поскольку в данном случае производится намного меньше продуктов горения, чем при ручном методе.
- Ручная. Сварщик использует электроды для подводной сварки, может свободно передвигаться и применять сварочное оборудование в труднодоступных местах.

Конечно, для проведения работ такой сложности используются не стандартное оборудование и расходные материалы, а специализированные, адаптированные под тяжелые условия применения. Каким требованиям они должны отвечать, рассмотрим далее.
Оборудование и расходные материалы для сварки на глубине
Сварочный процесс происходит в холодной воде с содержанием большого количества водорода. Для того чтобы компенсировать потерю тепла, дуге в водной среде необходимо более высокое напряжение, чем на суше, 30-35 В.
 Поэтому сварочные аппараты имеют напряжение 70-110 В. При сварочных работах может быть использован как переменный, так и постоянный ток. Наиболее часто используется постоянный ток с силой 180-220 А.
Поэтому сварочные аппараты имеют напряжение 70-110 В. При сварочных работах может быть использован как переменный, так и постоянный ток. Наиболее часто используется постоянный ток с силой 180-220 А.Электроды для сварки под водой имеют специальное водонепроницаемое покрытие (пленку), пропитанное водостойкими составами: парафином, нитролаками и т.д. Вес пленки должен быть не менее 150% от массы самого электрода, чтобы обеспечить надежную и длительную защиту стержня при работах в воде. Диаметр электрода составляет 4-6 мм.
Поверхность держателей и кабелей для такого вида работ герметична и обладает надежной электроизоляцией для обеспечения бесперебойной работы сварочной цепи.
Организация сварочного процесса под водой
Ранее уже упоминалось, что подводная сварка подразделяется на два основных типа: сухую и мокрую, принцип организации рабочего процесса которых значительно отличается друг от друга:
- Сухая сварка под водой. Данный вид работ используется нечасто, поскольку требует больших финансовых затрат, времени, подготовки и специализированного дополнительного оборудования (краны, суда, контролирующие и измерительные приборы и т.
- Сварка в сухой глубоководной камере или передвижном боксе. Данный вид работ используется нечасто, поскольку требует больших финансовых затрат и специализированного дополнительного оборудования (краны, суда и т.п.). При данном методе под воду погружается или сооружается глубоководная герметичная камера («кессон»), которая также герметично закрепляется вокруг рабочей поверхности. Сварщик работает внутри данной конструкции, в которой поддерживается атмосферное давление путем наполнения ее газом и вытеснения воды. Качество швов и условия работы при данном виде сварки ничем не уступают тем, что проводятся на суше.
- Гипербарическая сварка. Сварочный процесс осуществляется в камерах, где поддерживается газовая среда, вытесняющая воду. Сам специалист-сварщик находится вне данного бокса, сварка производится посредством электродной проволоки. Самое главное условие, которое должно соблюдаться при данном виде сварки — это очень плотное прилегание сварочных элементов в месте соединения.
- Мокрая сварка под водой. При данном виде сварки и водолаз и рабочий объект находятся в водной среде. Никакого специализированного дополнительного оборудования (помимо сварочного) при данном методе не требуется. Это существенно экономит время, дает свободу передвижения сварщику и не требует дополнительных затрат. Качество швов же, к сожалению, ввиду особенностей сварки, проводимой непосредственно в воде, уступает сухой подводной сварке.

Требования к подводным сварщикам
Данная профессия сопряжена со многими трудностями и риском, требует от специалистов абсолютного соблюдения техники безопасности и определенных знаний и навыков. Для того чтобы стать подводным сварщиком, вам необходимо иметь диплом по специальности «сварщик» и диплом технического дайвера. Только имея на руках данные специализации, вы сможете поступить в школу подводных сварщиков, где вас обучат всем необходимым нюансам и умениям для дальнейшей работы по данной специальности.

Если у вас есть вопросы, связанные с данной темой, или, может быть, вы работаете по данной специальности, оставьте свой комментарий или поделитесь личным опытом.
Электроды для подводной сварки: виды, производители
Под водой можно вести полноценные сварочные работы при выполнении определенных условий. Примером таких работ может служить ремонт судов, строительство мостов и опор, возведение подводного трубопровода. Совместить такие понятия, как сварка и вода, можно только при помощи специальных электродов. Они существенно отличаются от традиционных расходных материалов, использующихся при сварке черных металлов.
Существует несколько способов ведения сварочных работ под водой. Принцип работы электрода заключается в том, чтобы создать в месте горения своеобразный «козырек», который бы сохранял дугу. Этот козырек образуется за счет газов, вытесняющих воду. Газы образуются при горении веществ, входящих в состав электрода. Весь этот процесс осуществляется под высоким давлением.
Процедура сварки металлов под водой может осуществляться одним из стандартных методов:
- Сварка в сухой среде.
- Мокрая сварка, подразумевающая работу в полуавтоматическом режиме и режиме ММА.
- Сварка в специальном боксе, способном перемещаться в воде.
- Сварка с использованием рабочей камеры.
Популярностью пользуются именно два первых способа, так как являются наименее затратными. Покрытие электродов, состоящее из парафина или особого лака целлулоида, растворенного в ацетоне, при горении образует газовый пузырь. При изготовлении таких электродов заготовки погружают в расплавленный парафин.
Принципиально иной способ подразумевает создание мастеру таких условий, которые были бы схожи с наземными. В непосредственной близости к месту сварки монтируется камера, из которой откачивается воздух. Естественно в данном случае можно пользоваться обычными электродами, однако такой способ обладает существенным недостатком – большие затраты для создания камеры.
Нюансы
Особые электроды – это далеко не все особенности, которыми отличается сварка под водой. Подводная сварка осложняется трудным розжигом дуги. Факторами, негативно влияющими на розжиг, является высокая плотность воды, наличие ржавчины и плохая обработка поверхности металла. Внешнее давление воды, а также ускоренная теплоотдача становятся причиной крайне неровного и грубого шва, который впоследствии приходится обрабатывать. К герметичности шва предъявляются повышенные требования.
Сварка в воде требует определенного навыка. Дуга должна оставаться постоянной на протяжении всего процесса, ведь именно при горении дуги выделяется газ, который является защитным пузырем. Большое давление воды нельзя рассматривать только как негативный фактор. Благодаря ему увеличивается глубина проплавления металла.
Преломление света, не всегда хорошая прозрачность, наличие пены мешают сварщику точно наложить шов, поэтому часто приходится исправлять дефекты. Помимо этого, техника сварки под водой отличается от техника на суше. Шов накладывается только сверху вниз.
Помимо этого, техника сварки под водой отличается от техника на суше. Шов накладывается только сверху вниз.
Виды
Сразу выделим три наименования электродов, которыми часто пользуются в промышленности для проведения подводной сварки. Заметим, что это далеко не полный перечень марок с подобными свойствами. Многие мастера лестно отзываются об электродах немецкой фирмы ZELLER 555. Мы рассмотрим только продукцию российского производителя — ЦМ-7С, АНО-1 и ОЗС-3. Они предназначены не только для сварки в окружении воды, причем удовлетворяют всем требованиям качества и безопасности.
В плате технических требований они позиционируются, как и обычные расходные материалы для ручной дуговой сварки. Внутренний стержень изготовлен из стали с низким содержанием углерода. В составе обмазки особых отличий нет, однако она наносится на стержень более толстым и плотным слоем. В нее добавлены такие вещества, как парафин, целлулоидный лак и некоторые смолы. Они защищают обмазку от влаги, в противном случае покрытие просто раскиснет. Диаметр электродов для сварки под водой составляет 4-6 мм. Напряжение сети при подключении сварочного аппарата может варьироваться от 220 до 340 В.
Диаметр электродов для сварки под водой составляет 4-6 мм. Напряжение сети при подключении сварочного аппарата может варьироваться от 220 до 340 В.
Внимание мастеров могут привлечь электроды марки broco. Эти электроды рассчитаны не только на сварку, но и на резку металлов. Под водой можно проводить сварочные работы с углеродистой и нержавеющей сталью. Диаметр электродов может быть разным, он меняется от 3,2 мм до 9,5 мм. В составе стержня присутствует медь, которая улучшает проводимость. Серия SofTouch от компании broco характерна высокой температурой горения, достигающей 5000°C градусов.
Электроды марки МГМ-50К производят в России. Они считаются универсальными, то есть, адаптированы для проведения работ в условиях повышенной влажности. Важным показателем является то, что данная марка не избирательно к поверхности. Нет необходимости удалять ржавчину или предварительно зачищать плоскость контакта.
Наконец, еще один популярный вариант – ЭПС-52. При сварке практически не образуется дыма.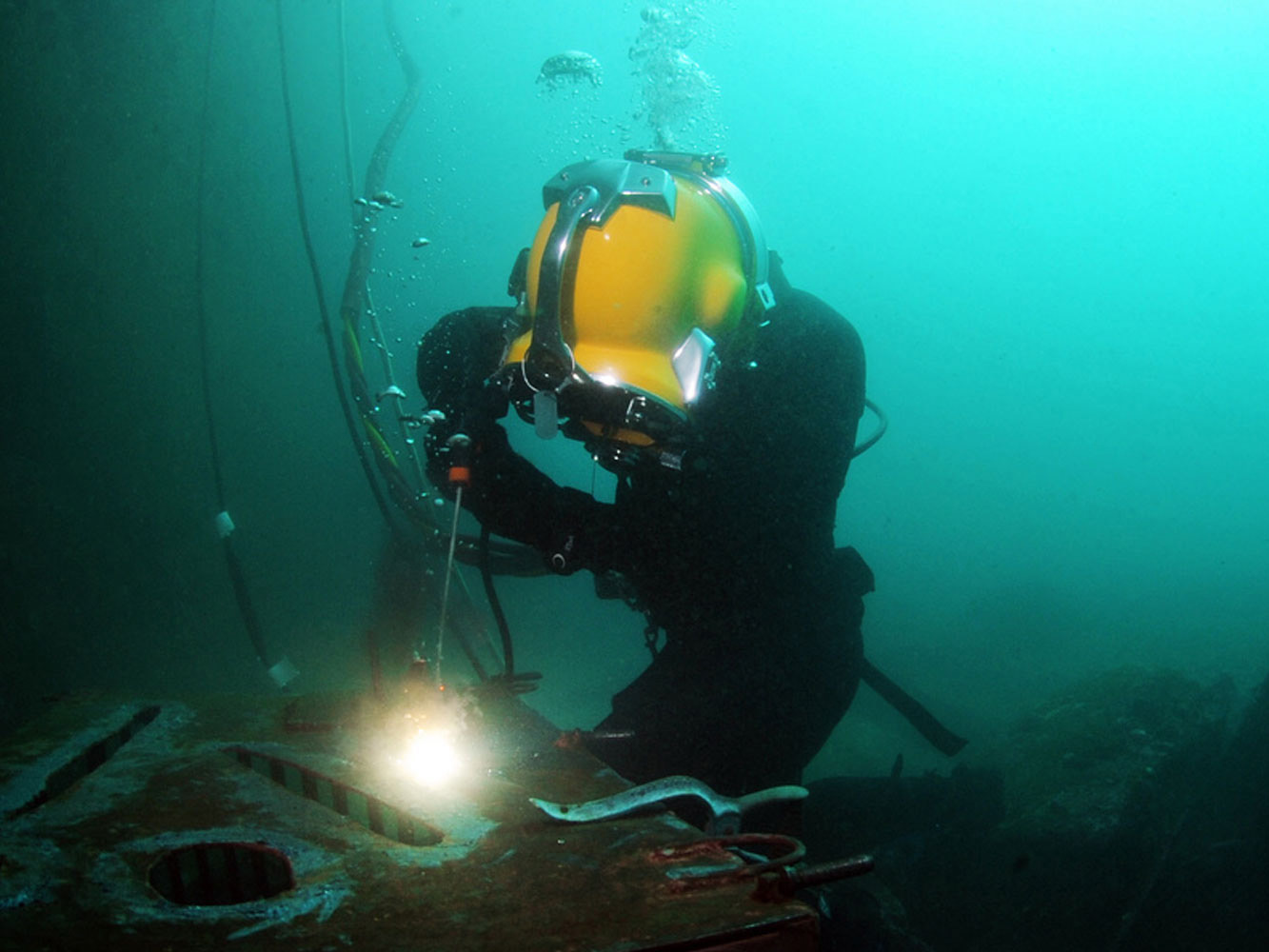 Эти электроды предназначены для сварки постоянным и переменным током. Основные параметры, на которые следует ориентироваться при выборе электродов, — диаметр, наличие гидроизолятора, повышенная проводимость металла и высокая температура горения.
Эти электроды предназначены для сварки постоянным и переменным током. Основные параметры, на которые следует ориентироваться при выборе электродов, — диаметр, наличие гидроизолятора, повышенная проводимость металла и высокая температура горения.
сварной шов и тонкости подводной технологии
С появлением объектов жизнедеятельности человека, которые располагаются на водоемах – трубопроводов, мостов, причалов – появилась необходимость их обслуживания и ремонта. Для ремонта подводного металлического оборудования и конструкций часто используется сварка.
Каким бы странным это ни казалось, она успешно работает в условиях, где на первый взгляд ничего гореть не может, в том числе и сварочная дуга. На самом деле дуга горит, хоть и под водой, но в среде газа. А вот природа этого газа может быть различна, и зависит она от технологии и способов подводной сварки.
Сухой и мокрый способ
Подводная сварка может производиться двумя способами:
- сухим;
- мокрым.

Разница между способами улавливается уже в названии, но нюансов гораздо больше.
Сухой способ представляет собой сварку в искусственной созданной воздушной среде, то есть когда электрод и свариваемые детали полностью находятся в среде воздуха или иного газа.
Для этого применяют специальные камеры, боксы, которые могут быть настолько велики, что и сварщик, находясь внутри, производит работы по технологии практически ничем не отличающиеся от сварки на воздухе.
При использовании мокрого способа деталь, электрод, а зачастую и сварщик, и все остальное оборудование находится в воде, что, несомненно, осложняет производство работ.
Для сварки под водой от сварщика требуется высокая квалификация, к тому же еще необходимы навыки водолаза. Этот способ стоит рассмотреть подробнее, потому что при нем и используются все принципы подводной сварки.
В результате сварки обоими способами шов получается разного качества. При использовании мокрого способа качество ниже.
 Но, в отличие от сухого, этот способ требует меньших затрат на оборудование и занимает меньше времени.
Но, в отличие от сухого, этот способ требует меньших затрат на оборудование и занимает меньше времени.Технология
Суть такого явления, как сварка под водой, объясняется тем, что при горении дуги, выделяется газ, который образует пузырь. Обволакивая электрод и свариваемые детали, газ высвобождает пространство для горения дуги.
В результате все тепло, выделяемое ею, расходуется на разогрев и плавление металла, который активно сопротивляется этому, охлаждаясь постоянно окружающей водой.
Температура ее в отдельных случаях может доходить и до отрицательных значений, если вода насыщена достаточным количеством солей.
Газ, выделяемый при горении дуги, частично является продуктом сгорания металлов. Некоторая его доля (водород и кислород) образуюся при разложении воды под действием электрического тока и высокой температуры.
Пузыри газа постоянно стремятся вверх, обладая меньшим весом и плотностью, чем вода, а в зоне сварки постоянно образуется новая порция газа.
Форма шва
Из-за всплывающего в беспорядочном движении газа, а также из-за продуктов сгорания, находящихся в нем (сажи, дыма), видимость в зоне сварки сильно затруднена.
Это обстоятельство определяет особенности конструкции швов при сварке под водой. Они производятся в виде тавров, то есть, когда соединяемые детали располагаются относительно друг друга под углом, близким к прямому. Если же соединяемые детали должны располагаться в одной плоскости, то сваривают их не встык, а внахлест.
Эти виды швов дают возможность работать электродом под водой даже при отсутствии достаточной видимости, ориентируясь по кромке соединяемых деталей, как бы «на ощупь».
Напряжение и ток
Напряжение, при котором производят сварку под водой, должно быть достаточно высоким, обеспечивающим устойчивое горение дуги. Как правило, оно варьируется в пределах 30-35 В.
Для подачи такого напряжения на глубину, требуются сварочные аппараты, способные «выдавать» напряжение 80-120 В и сварной ток 180-220 А. Подводная сварка может производиться как постоянным, так и переменным током, но лучшие результаты получаются при использовании постоянного тока.
Подводная сварка может производиться как постоянным, так и переменным током, но лучшие результаты получаются при использовании постоянного тока.
При увеличении глубины, на которой производятся сварочные работы, интенсивность горения дуги, а так же качество получаемых швов не изменяется. Необходимо только повышение напряжения для устойчивого горения. Поэтому возможности сварки под водой технически ничем не ограниченны. Предел глубины устанавливается только возможностями человеческого организма сварщика и устойчивостью оборудования для подводного использования.
Полуавтоматический способ
В силу того, что во время сварки в воде присутствует большое количество водорода, шов получается пористым. Одновременно отрицательное действие оказывает усиленное охлаждение материала водой.
Шов получается хрупким, неустойчивым на изгиб. Для получения удовлетворительного результата приходится при расчете конструкций учитывать большой запас прочности и надежности.
Сварка под водой в среде аргона не дает ощутимого эффекта, так как лишь немного снижает содержание водорода в шве.
Хороший результат дает применение полуавтоматической сварки с применением порошковой проволоки. Она имеет меньший диаметр, чем электрод.
При сварке полуавтоматом можно организовать постоянную и непрерывную механизированную подачу проволоки, что в сочетании с применением неплавящихся электродов позволит получить однородные швы большой длины.
Сварочная проволока не имеет покрытия, и поэтому контролировать процесс сварки под водой становится легче.
Материалы и оборудование
Силовое оборудование для сварки под водой – трансформаторы, преобразователи – могут ничем не отличаться от применяемых для обычной сварки. Исключение составляют конструкции, работа которых предусмотрена на большой глубине. Иногда изменена система охлаждения таких аппаратов.
Шланги и кабели
Шланги и кабели необходимо тщательно подбирать и проверять их целостность. Это необходимость обусловлена как требованиями электробезопасности, так и технологией производства работ.
Это необходимость обусловлена как требованиями электробезопасности, так и технологией производства работ.
Сварка очень часто проводится в морской воде, содержание солей в которой высоко. Такая вода является хорошим проводником электричества, поэтому при негерметичных кабелях возможна его утечка, что может оказать отрицательное воздействие на качество дуги.
Скафандр
Очевидно, что для защиты сварщика необходимо подводное снаряжение. Для работы на большой глубине костюм или скафандр может быть металлическим. Здесь кроется очередной подвох.
В соленой воде дуга может загореться на приличном расстоянии от металла, даже не касаясь его. А так как в воде может установиться положительная проводимость между свариваемой деталью и скафандром сварщика, то при небольшом расстоянии между электродом и скафандром может возникнуть разряд.
Электроды и проволока
Отдельного внимания заслуживают электроды для подводной сварки. Они должны быть выполнены из материала, не подверженного воздействию воды. Сварка под водой производится электродами из малоуглеродистой стали.
Обмазка покрывается специальными составами, препятствующими ее разрушению длительное время, создавая на поверхности водонепроницаемый слой.
В качестве таких составов могут применяться парафин, воск, растворенный в ацетоне целлулоид. Диаметр электродов для подводной сварки 4-6 миллиметров. Существуют специальные марки – Св-08, Св-08А, Св-08ГА, Св-08Г2.
При сварке полуавтоматом используется сварочная проволока следующих марок – СВ-08Г2С, ППС-АН1.
Затрудненные условия производства работ требуют правильной организации рабочего места, и соблюдения всех мер безопасности. Рабочее место должно быть выбрано таким образом, чтобы волны и течения не оказывали помех сварщику.
Рядом с местом работ не должно быть плавающих незакрепленных предметов. Смена электродов должна производиться только при выключенном питании.
Соблюдение всех правил и технологии подводных сварочных работ позволит получить отличные результаты при устройстве и ремонте гидросооружений, судов, монтаже подводного оборудования.
особенности подводных сварочных работ, выбор аппарата для сварки металлов под водой
Для множества людей выражение «сварка под водой» наверняка звучит странно. Однако технология, позволяющая делать это, изобретена уже более столетия назад и даже успела получить свое дальнейшее развитие. Интересные факты, а также многое другое о процессе проведения сварки под водой читайте в этой статье.
Что это такое и где применяется?
Описание подробной технологии осуществления подводной сварки было представлено инженером из СССР К. К. Хреновым в 1932 году. Однако впервые сварка под водой была применена в 1936 году, когда со дна Черного моря поднимали затонувшее судно. Спустя несколько лет с помощью подводной сварки отремонтировали днище ледокола под названием «Сибиряков».
Сейчас диапазон применения подводной сварки значительно расширился.
- Как уже было сказано, сварка используется при ремонте судов, в частности, при помощи сварки восстанавливают гребные винты и обшивки днищ.
- Довольно часто такую сварку используют при ремонте подводных трубопроводов – газовых или нефтяных. Они чаще всего наделены значением межгосударственной важности, что увеличивает и важность роли подводной сварки.
- Применяется при различных ремонтных работах на нефтяных вышках и даже дамбах.
- Часто используется на гидротехнических сооружениях. В частности, каждое строительство подобных конструкций требует проведения подводных сварочных работ.
- Применяется при ремонте подводных частей причалов, портов или мостов.
Сейчас есть школы, которые предлагают обучение по данной специальности.
 По завершении обучения выпускники получают две специальности – дайвера и сварщика.
По завершении обучения выпускники получают две специальности – дайвера и сварщика.Виды
Подводные сварочные работы по методу осуществления можно разделить на следующие виды.
- Работы, которые проводятся в воде. Также называют мокрой сваркой. Не требуют больших усилий, лишь соответствующей сноровки. Осуществляются традиционным способом – в воде разжигается электрод, нужные детали спаиваются. Не является надёжным способом сварки. Из-за большого количества водорода в воде при сварке шов металла получается пористым.
- Работы, которые проводятся в подводной, но изолированной среде. Также называют сухой сваркой. Такого рода сварка производится в особой камере, которая изолирует место сварки от окружающей среды. Такой способ является затратным, так как возникает необходимость спуска камеры с помощью особого дорогостоящего оборудования, а также приборов, заменяющих параметры окружающей среды и нагревателей вместе с ней. Нередки случаи, когда камера бывает настолько большой, что способна вместить в себя даже самого сварщика.
Методом пользуются лишь в том случае, когда есть высокая необходимость получить крепкое соединение.
- Работы, которые проводятся с использованием особого оборудования. Также называют ручной сваркой. Являются подвидом мокрой сварки. Производятся посредством электрода с непромокающей обмазкой. Используются в случаях, когда необходимо добиться герметичности шва. Для швов большой длины используют наплавочную порошковую проволоку.
- Также существует и гипербарическая сварка – она совмещает в себе два вида (сухую и мокрую). Весь процесс осуществляется в небольшом боксе, откуда вода вытесняется воздухом.
Что потребуется?
При подобных работах используются следующие аппараты.
- Генераторы тока – различные трансформаторы, инверторы и выпрямители. Значения напряжения, которым должны соответствовать приборы – 80-120 В, ампераж – 180-220 А. Как правило, используемые при обычной сварке приборы применяют и для подводной сварки. Иногда допускаются случаи дополнительной защиты аппаратов или оснащение их системой охлаждения при необходимости.
- Кабели и различные шланги. Они должны быть высокого качества и соответствовать всем требованиям техники безопасности. Перед каждым использованием необходимо проверять их на целостность.
- Электроды. Они в обязательном порядке должны изготавливаться из материалов, которые не подвергаются влиянию воды. Чаще всего это малоуглеродистая сталь. Диаметр – от 4 до 6 мм. Лучше всего использовать модели с одним из двух следующих покрытий – парафин и нитролак. Очевидно, что менять электроды нужно лишь при отключенных устройствах.
- Порошковая проволока. Подбирается индивидуально в зависимости от параметров обрабатываемого металла для каждого случая.
- Экипировка сварщика – скафандр. При использовании скафандра, сделанного из металла, важно особенно аккуратно соблюдать технику безопасности.
Для всех приборов и их составляющих важна герметичность и непроницаемость. В противном случае, так как вода является хорошим проводником электричества, последствия могут быть весьма плачевными.
Описание процесса
Очевидно, что принцип работы подводной сварки является аналогичным обычному подобному процессу – металл начинает плавиться под воздействием электрической дуги (электрического разряда). Однако вода при взаимодействии с высоким разрядом разлагается на кислород и водород. В итоге получается газовый пузырь, который, в свою очередь, позволяет электрической дуге гореть дальше. Очевидно, что пузыри газа поднимаются наверх, в то время как новые порции газа образуются непосредственно на месте работы. При применении сварочной проволоки количество возникающих пузырей меньше, чем при использовании электродов.
Части металлов, сваренные вместе, практически моментально охлаждаются без образования поверхностных слоев благодаря окружающей воде. Зачастую температура последней может доходить до минусовых отметок. Стоит отметить, что видимость обрабатываемой поверхности плохая. Происходит это из-за пузырьков газа и сажи, которая тоже является побочным продуктом сварки.
Как правило, водолазы варят с использованием высоких напряжений. Таким образом поддерживается горение дуги под водой. Значение напряжения колеблется в границах от 30 до 35 В при самом максимальном значении тока. Работы проводить предпочтительнее на постоянном токе, но допускается и использование переменного. Давление воды не влияет на качество работ. Однако с большим погружением в воде необходимо увеличивать и значение напряжения.
В следующем видео продемонстрирован процесс подводной сварки.
Подводная сварка технология и особенности проведения под водой
Преимущества и недостатки
В результате сгорания водорода не образуется никаких вредных веществ, в отличие от случаев, когда для сварки используется ацетилен. Происходит это потому, что при сгорании водорода в среде кислорода, образуется вода, точнее водяной пар, который не содержит никаких вредных примесей.Температура пламени водородно-кислородной смеси может регулироваться в пределах 600-2600 °C, что позволяет сваривать и резать даже самые тугоплавкие материалы.
Все вышеперечисленные свойства позволяют использовать водородную сварку в замкнутых пространствах, помещениях с плохой вентиляцией, в колодцах, тоннелях, подвалах домов.
Стоит отметить и такое преимущество водородной сварки, как возможность смены сопла горелки. Водород поддерживает пламя практически любой конфигурации и размера.
Использовать тонкую струю газа, дающую пламя не толще швейной иглы, можно даже при работе с ювелирными изделиями из драгоценных металлов. Для тонкого пламени не требуется наличие дополнительного кислорода, достаточно растворенного в воздухе.
Генератор водорода бытового назначенияНедостатком водородной сварки можно считать зависимость ее от наличия источника электроэнергии, необходимой для получения водорода. Использование баллонов с водородом не допускается по причине опасности их транспортировки и эксплуатации.
Атомно-водородный способ
Одной из разновидностей сварки, в которой задействован водород, является атомно-водородная сварка. Процесс ее основан на явлении диссоциации (распада) молекулярного водорода на атомы.
Для распада, молекула водорода должна получить значительное количество тепловой энергии. Атомное состояние водорода настолько неустойчиво, что длится лишь доли секунды. А далее происходит восстановление водорода из атомного в молекулярный.
При восстановлении выделяется большое количество теплоты, которую и используют при атомно-водородной сварке для разогрева и плавления свариваемых деталей из металла.
На практике весь процесс реализуется при помощи электросварки с двумя неплавящимися электродами. Для получения необходимого тока, возбуждающего дугу, может использоваться обычный сварочный аппарат. А вот держатель или горелка имеют необычную конструкцию.
Электроды и горелка
Электроды с горелкой, в которую подается водород, расположены под углом друг к другу. Дуга возбуждается между этими двумя электродами. Водород, или азотно-водородная смесь, подаваемые в зону дуги, под воздействием высокой температуры переходят в состояние атомарного водорода.
Далее при возвращении в молекулярную форму, водород отдает тепло, создающее температуру, которая в сумме с температурой дуги может достигать 3600 °C.
Поскольку диссоциации происходит с поглощением тепла (водород оказывает охлаждающее влияние), то напряжение для разжигания дуги должно быть достаточно высоким – около 250-300 В. в дальнейшем напряжение можно понизить до 60-120 В, и дуга при этом может отлично гореть.
Интенсивность горения будет зависеть от расстояния между электродами и количества водорода, подаваемого в зону сварки.
Горение дуги
Разжигание дуги производится кратковременным замыканием электродов между собой или на графитовой пластинке при обдувании электродов газом. После разжигания дуги, расстояние до свариваемых деталей поддерживается в пределах 5-10 мм.Если дуга не касается свариваемого металла, она горит равномерно и устойчиво. Ее называют спокойной. При малых расстояниях, до детали, когда пламя дуги почти касается детали, образуется сильный резкий звук. Такая дуга называется звенящей.
Технология сварки сходна с технологией обычной газовой.
Сварка с применением атомно-водородного метода была придумана и исследована в 1925 году американским ученым Лангмюром. В процессе исследований вместо дуги использовалась теплота от горения вольфрамовой нити, через которую пропускался водород.
Технология
Суть такого явления, как сварка под водой, объясняется тем, что при горении дуги, выделяется газ, который образует пузырь. Обволакивая электрод и свариваемые детали, газ высвобождает пространство для горения дуги.
В результате все тепло, выделяемое ею, расходуется на разогрев и плавление металла, который активно сопротивляется этому, охлаждаясь постоянно окружающей водой.
Температура ее в отдельных случаях может доходить и до отрицательных значений, если вода насыщена достаточным количеством солей.
Газ, выделяемый при горении дуги, частично является продуктом сгорания металлов. Некоторая его доля (водород и кислород) образуюся при разложении воды под действием электрического тока и высокой температуры.
Пузыри газа постоянно стремятся вверх, обладая меньшим весом и плотностью, чем вода, а в зоне сварки постоянно образуется новая порция газа.
Форма шва
Из-за всплывающего в беспорядочном движении газа, а также из-за продуктов сгорания, находящихся в нем (сажи, дыма), видимость в зоне сварки сильно затруднена.
Это обстоятельство определяет особенности конструкции швов при сварке под водой. Они производятся в виде тавров, то есть, когда соединяемые детали располагаются относительно друг друга под углом, близким к прямому. Если же соединяемые детали должны располагаться в одной плоскости, то сваривают их не встык, а внахлест.
Эти виды швов дают возможность работать электродом под водой даже при отсутствии достаточной видимости, ориентируясь по кромке соединяемых деталей, как бы «на ощупь».
Напряжение и ток
Напряжение, при котором производят сварку под водой, должно быть достаточно высоким, обеспечивающим устойчивое горение дуги. Как правило, оно варьируется в пределах 30-35 В.
Для подачи такого напряжения на глубину, требуются сварочные аппараты, способные «выдавать» напряжение 80-120 В и сварной ток 180-220 А. Подводная сварка может производиться как постоянным, так и переменным током, но лучшие результаты получаются при использовании постоянного тока.
При увеличении глубины, на которой производятся сварочные работы, интенсивность горения дуги, а так же качество получаемых швов не изменяется. Необходимо только повышение напряжения для устойчивого горения. Поэтому возможности сварки под водой технически ничем не ограниченны. Предел глубины устанавливается только возможностями человеческого организма сварщика и устойчивостью оборудования для подводного использования.
Сварка труб высокого давления особенности.
При выборе типа сварки необходимо учитывать и материал, из которого изготавливаются трубы, и их диаметр.
Сварка трубопровода высокого давления производится методом газовой или электродуговой сварки. При этом газовая сварка может применяться только в том случае, если диаметр труб трубопровода находится в пределах от 6 до 25 мм. Для труб большего диаметра должна применяться электродуговая сварка. При диаметре труб от 25 до 100 мм применяется ручная электродуговая сварка, если же диаметр труб превышает 100 мм, то возникает необходимость в полуавтоматической или автоматической сварке под флюсом, при этом подварка корня шва в любом случае производится вручную. Также следует учитывать, что в тех случаях, когда диаметр труб не превышает 40 мм, как правило, используется обычный сварной шов и производится V-образная разделка кромок. А вот при сварке труб диаметром более 60 мм чаще всего используются подкладные кольца.
И еще одной особенностью сварочных работ, проводимых с трубами высокого давления, является то, что при этом необходимо выполнять несколько слоев сварного шва – количество слоев зависит от вида трубопровода и от характеристик металла и может составлять от 4 до 10 штук.
Контроль сварных соединений. Исправление дефектов сварного соединения
При доизготовлении на месте эксплуатации, монтаже, ремонте, реконструкции оборудования под давлением должна применяться система контроля качества сварных соединений, гарантирующая выявление недопустимых дефектов, высокое качество и надежность эксплуатации этого оборудования и его элементов.
Контроль качества сварных соединений должен быть проведен в порядке, предусмотренном проектной и технологической документацией.
Визуальному осмотру и измерениям подлежат все сварные соединения с целью выявления следующих дефектов:
а) трещин всех видов и направлений;
б) свищей и пористости наружной поверхности шва;
в) подрезов;
г) наплывов, прожогов, незаплавленных кратеров;
д) отклонений по геометрическим размерам и взаимному расположению свариваемых элементов;
е) смещения и совместного увода кромок свариваемых элементов свыше предусмотренных норм;
ж) несоответствия формы и размеров шва требованиям технологической документации;
з) дефектов на поверхности основного металла и сварных соединений (вмятин, расслоений, раковин, непроваров, пор, включений и т.п.).
Ультразвуковую дефектоскопию и радиографический контроль проводятся в целях выявления в сварных соединениях внутренних дефектов (трещин, непроваров, шлаковых включений и т.п.).
Метод контроля (ультразвуковой, радиографический, оба метода в сочетании) выбирается исходя из возможности обеспечения наиболее полного и точного выявления дефектов конкретного вида сварных соединений с учетом особенностей физических свойств металла и данного метода контроля.
Объем контроля для каждого конкретного вида оборудования под давлением устанавливается, исходя из требований соответствующих руководств по безопасности и указывается в технологической документации.
Сварные соединения не должны иметь внешних или внутренних дефектов (повреждений), которые могут повлиять на безопасность оборудования. Минимальные значения механических характеристик сварных соединений оборудования должны быть не ниже минимальных значений механических характеристик соединяемых материалов.
Элементы оборудования, собираемые вместе, должны обеспечивать безопасность оборудования и соответствовать его назначению. Все неразъемные или сварные соединения элементов оборудования должны быть доступны для неразрушающего контроля.
Контроль качества монтажа (доизготовления) должен быть подтвержден удостоверением о качестве монтажа.
Удостоверение о качестве монтажа должно составляться организацией, производившей монтаж, подписываться руководителем этой организации, а также руководителем организации – владельца смонтированного оборудования под давлением и скрепляться печатями.
Организация, некачественно выполнившая монтаж (доизготовление), ремонт, реконструкцию оборудования под давлением несет ответственность в соответствии с действующим законодательством.
Недопустимые дефекты, обнаруженные в процессе монтажа (доизготовления), реконструкции, ремонта, испытаний должны быть устранены с последующим контролем исправленных участков.
Технология устранения дефектов устанавливается технологической документацией. Отклонения от принятой технологии исправления дефектов должны быть согласованы с ее разработчиком.
Методы и качество устранения дефектов должны обеспечивать необходимую надежность и безопасность работы оборудования.
Удаление дефектов следует проводить механическим способом с обеспечением плавных переходов в местах выборок. Максимальные размеры и форма подлежащих заварке выборок устанавливаются технологической документацией.
Разрешается применение способов термической резки (строжки) для удаления внутренних дефектов с последующей обработкой поверхности выборки механическим способом.
Полнота удаления дефектов должна быть проконтролирована визуально и методом неразрушающего контроля (капиллярной или магнитопорошковой дефектоскопией либо травлением).
Выборка обнаруженных мест дефектов без последующей заварки разрешается при условии сохранения минимально допустимой толщины стенки детали в месте максимальной глубины выборки и подтверждением расчетом на прочность.
Если при контроле исправленного участка будут обнаружены дефекты, то должно быть проведено повторное исправление в том же порядке, что и первое.
Исправление дефектов на одном и том же участке сварного соединения разрешается проводить не более трех раз.
В случае вырезки дефектного сварного соединения труб и последующей вставки в виде вварки отрезка трубы два вновь выполненных сварных соединения не считаются исправленными.
Полуавтоматический способ
В силу того, что во время сварки в воде присутствует большое количество водорода, шов получается пористым. Одновременно отрицательное действие оказывает усиленное охлаждение материала водой.
Шов получается хрупким, неустойчивым на изгиб. Для получения удовлетворительного результата приходится при расчете конструкций учитывать большой запас прочности и надежности.
Сварка под водой в среде аргона не дает ощутимого эффекта, так как лишь немного снижает содержание водорода в шве.
Хороший результат дает применение полуавтоматической сварки с применением порошковой проволоки. Она имеет меньший диаметр, чем электрод.
При сварке полуавтоматом можно организовать постоянную и непрерывную механизированную подачу проволоки, что в сочетании с применением неплавящихся электродов позволит получить однородные швы большой длины.
Материалы и оборудование
Силовое оборудование для сварки под водой – трансформаторы, преобразователи – могут ничем не отличаться от применяемых для обычной сварки. Исключение составляют конструкции, работа которых предусмотрена на большой глубине. Иногда изменена система охлаждения таких аппаратов.
Шланги и кабели
Шланги и кабели необходимо тщательно подбирать и проверять их целостность. Это необходимость обусловлена как требованиями электробезопасности, так и технологией производства работ.
Сварка очень часто проводится в морской воде, содержание солей в которой высоко. Такая вода является хорошим проводником электричества, поэтому при негерметичных кабелях возможна его утечка, что может оказать отрицательное воздействие на качество дуги.
Скафандр
Очевидно, что для защиты сварщика необходимо подводное снаряжение. Для работы на большой глубине костюм или скафандр может быть металлическим. Здесь кроется очередной подвох.
В соленой воде дуга может загореться на приличном расстоянии от металла, даже не касаясь его. А так как в воде может установиться положительная проводимость между свариваемой деталью и скафандром сварщика, то при небольшом расстоянии между электродом и скафандром может возникнуть разряд.
Электроды и проволока
Отдельного внимания заслуживают электроды для подводной сварки. Они должны быть выполнены из материала, не подверженного воздействию воды. Сварка под водой производится электродами из малоуглеродистой стали.
Обмазка покрывается специальными составами, препятствующими ее разрушению длительное время, создавая на поверхности водонепроницаемый слой.
В качестве таких составов могут применяться парафин, воск, растворенный в ацетоне целлулоид. Диаметр электродов для подводной сварки 4-6 миллиметров. Существуют специальные марки – Св-08, Св-08А, Св-08ГА, Св-08Г2.
При сварке полуавтоматом используется сварочная проволока следующих марок – СВ-08Г2С, ППС-АН1.
Затрудненные условия производства работ требуют правильной организации рабочего места, и соблюдения всех мер безопасности. Рабочее место должно быть выбрано таким образом, чтобы волны и течения не оказывали помех сварщику.
Рядом с местом работ не должно быть плавающих незакрепленных предметов. Смена электродов должна производиться только при выключенном питании.
Соблюдение всех правил и технологии подводных сварочных работ позволит получить отличные результаты при устройстве и ремонте гидросооружений, судов, монтаже подводного оборудования.
Обработка сварного шва при соединении труб высокого давления.
При сварке толстостенных труб, из которых состоит трубопровод высокого давления, металл попадает под воздействие высокой температуры, что приводит к появлению изменений в его структуре в месте самого сварного шва и на расстоянии примерно 1-2 сантиметра от него (то есть, в нагреваемой зоне). Это приводит к тому, что характеристики сварного шва снижаются, а значит, и гарантия того, что он выдержит неблагоприятные воздействия проходящей по трубопроводу и окружающей его среды, нет никакой. Для того, чтобы избежать этого, необходимо провести специальную обработку сварного шва и зоны, расположенной около него.
Чаще всего для этого применяется термообработка, особенности которой зависят от того, из какой именно стали изготовлены трубы и от их точных размеров. Если изготовление трубопровода ведется в производственных условиях, то для термообработки соединений используются специальные печи – это могут быть муфельные печи сопротивления, газовые горелки с кольцами или индукционные нагреватели.
Муфельная печь сопротивления используется для термообработки соединений толстостенных труб диаметром от 30 до 320 мм. При этом точная толщина стенок труб не имеет значения. В такой печи место соединения нагревается до 900 градусов.
Индукционные нагреватели обрабатывают соединение труб с помощью нагрева места соединения электрическим током промышленной частоты (в 50 Гц). Используется такой нагреватель для обработки соединения труб, диаметр которых превышает 100 мм, а толщина стенок –10 мм. Для того, чтобы произвести такую термообработку, само соединение и зону трубы, расположенную рядом с ним, обертывают листом асбеста, поверх которого укладывают несколько витков медного многожильного провода, сечение которого должно быть не меньше 100 кв.мм. При наматывании провода необходимо следить за тем, чтобы витки одновременно находились достаточно плотно друг к другу, но не касались друг друга – в противном случае может произойти замыкание.
Как видно из указанного выше, сварное соединение труб и последующая его обработка – задачи, рассчитанные на мастеров с большим опытом подобных работ.
При проведении сварки необходимо учитывать все особенности конкретного трубопровода – начиная от того, из каких труб он монтируется, и заканчивая тем, в каких условиях будет эксплуатироваться. Что касается последующей термообработки, здесь также необходимо знать нюансы подобной операции и соблюдать все технологические требования – только такой подход в результате позволит гарантировать высокое качество соединения.
Получение водорода
Водород можно получить при помощи электролиза воды, точнее, щелочного раствора гидроксида натрия (каустической соды, едкого натра, это все названия одного и того же вещества). Гидроксид добавляют в воду для ускорения реакции.
Для получения водорода достаточно опустить в раствор два электрода и подать на них постоянный ток. В ходе электролизного процесса на положительном электроде будет выделяться кислород, на отрицательном – водород. Объем выделяемого водорода будет в два раза больше, чем объем выделяемого кислорода.
В химическом выражении реакция выглядит следующим образом:
2H2O=2H2+O2
Остается технически разделить эти два газа и воспрепятствовать их смешиванию, поскольку в результате образуется смесь, обладающая огромной потенциальной энергией. Оставлять процесс без контроля крайне опасно.
Для сварки водород получают при помощи специальных аппаратов – электролизеров. Для их питания необходимо электричество напряжением от 230 В. Электролизеры, в зависимости от конструкции, могут работать на трехфазном токе и на однофазном.
В бытовых условиях
Для использования водородной сварки в быту необязательно покупать аппараты для получения водорода. Они, как правило, обладают большой производительностью и мощностью. К тому же, такие генераторы громоздкие и дорогие.
Питание и рабочая жидкость
Питание можно подавать от автомобильного зарядного устройства или от самодельного выпрямителя, который можно изготовить, имея подходящий трансформатор и несколько полупроводниковых диодов.
В качестве рабочей жидкости должен использоваться раствор гидроокиси натрия. Он будет являться лучшим электролитом, чем простая вода. По мере уменьшения уровня раствора, необходимо просто добавлять воду. Количество гидроксида натрия будет всегда постоянно.
Корпус и трубки
В качестве корпуса для генератора водорода можно использовать обычную литровую банку с полиэтиленовой крышкой. В крышке необходимо просверлить отверстия под диаметр стеклянных трубок.
Трубки будут использоваться для отвода образующихся газов. Длина трубок должна быть достаточной для того, чтобы нижние концы были погружены в раствор.
Внутри трубок должны быть размещены электроды, по которым подается постоянный ток. Места прохода трубок через крышку необходимо загерметизировать любым силиконовым герметиком.
Отвод водорода
Из трубки, в которой находится отрицательный электрод, будет выделяться водород. Необходимо предусмотреть возможность отвода его при помощи шланга. Отводить водород необходимо через гидрозатвор.
Он представляет собой еще одну полулитровую банку с водой, в крышку которой вмонтированы две трубки. Одну из них, по которой подается водород от генератора, погружают в воду. Вторая выводит прошедший через воду водород из затвора и через шланги или эластичные трубки подает к горелке.
Водяной затвор необходим для того, чтобы пламя от горелки не прошло в генератор при падении давления водорода.
Горелка
Горелку можно сделать из иглы от медицинского шприца. Толщина ее должна быть 0,6-0,8 мм. Для держателя иглы можно приспособить подходящие пластиковые трубки, части корпусов шариковых ручек, автоматических карандашей. Необходимо предусмотреть и подвод к горелке кислорода от генератора.
Интенсивность образования водорода и кислорода в генераторе будет зависеть от величины подаваемого напряжения. Поэкспериментировав с этими параметрами, можно достичь температуры пламени горелки 2000-2500 °C.
Изготовленный своими руками аппарат, выполняющий водородную сварку, возможно с успехом применять для резки или для соединения сваркой либо пайкой различных мелких деталей из черного и цветного металла. Это может понадобиться при ремонте различных предметов домашнего обихода, деталей автомобилей, различных металлических инструментов.
Подводная сварка: особенности и трудности | сварочные электроды — саморезы — гвозди — сетка рабица
Теоретическое обоснование возможности горения дуги под водой появились ещё в конце позапрошлого века, а в 1932 году советский инженер К.К. Хренов продемонстрировал, как выглядит подводная сварка практически.
Непосвящённым сварка под водой кажется чем-то парадоксальным и противоречащим законам физики, однако именно эти законы и делают такую сварку возможной: интенсивное испарение воды и выделение газов образуют пузырь, внутри которого и горит дуга.
Разумеется, подводная сварка выдвигает особые требования к изоляции: вода, а морская вода в особенности, является прекрасным проводником, и во избежание потерь электричества все подводящие провода должны быть изолированы с особой тщательностью. Того же требуют и правила техники безопасности. Электроды для сварки так же должны быть изолированы от воздействия воды. Остановимся на сварочных электродах подробнее.
Сварка под водой — электроды
Для дуговой сварки под водой применяются сварочные электроды диаметром 4-6 мм. Для подводной сварки хорошо подходят сварочные электроды с ферросплавами, улучшающими качество шва. Электроды для сварки под водой должны быть изолированы, для чего электроды пропитывают парафином, нитролаком, раствором смол и другими веществами. Изготавливают электроды для сварки под водой преимущественно из стали. Замена отработанных сварочных электродов в держателе возможна лишь при отключенном токе.
Стальной стержень сварочного электрода плавится быстрее, чем охлаждаемое водой покрытие. На электроде образуется своеобразный козырёк, внутри которого спрятан стержень. Благодаря этому козырьку электроды способствуют образованию устойчивого пузыря и горению дуги.
Сварка под водой — человек
Подводная сварка возможна практически на любых глубинах. Оборудование и сварочные электроды будут работать под слоем воды любой толщины. Глубина ограничивается лишь особенностями человеческого организма и конструкцией снаряжения.
Громоздкое водолазное снаряжение весьма затрудняет сварочные работы под водой. Неудобство усиливается плохой видимостью и неустойчивостью водолаза. Любое резкое движение или поток течения постоянно меняют положение работающего водолаза. К примеру, при сварке стыковых швов сварочные электроды легко теряют направление и уводят дугу в сторону.
В силу этих причин наиболее удобными при подводной сварке оказываются соединение внахлёст и тавровое соединение, когда кромки шва служат направляющими для сварочного электрода.
Здесь не обойтись без строгого выполнения правил техники безопасности. Запрещена работа с использованием автономных дыхательных аппаратов. Запрещено использование переменного тока. К подводным сварочным работам допускаются только опытные, квалифицированные водолазы.
В морской воде дуга возникает между сварочным электродом и любым металлическим предметом, даже без касания электрода, поэтому нельзя направлять электрод в сторону шлема или водолазного снаряжения.
Подъём водолаза с глубины проводится медленно, с остановками для стабилизации давления. В противном случае высок риск проявлений кессонной болезни. На глубине свыше 50 метров нормальная продолжительность работы не более 15 минут, а время подъёма в несколько раз превышает время работы. Получается, что нормальная работа водолаза-сварщика попросту невозможна при глубинах более 30-40 м.
Очевидно, что для работы на больших глубинах требуется использование автоматических сварочных установок, применение которых освободит человека от работы в тяжёлых условиях.
Комикс «Подводный сварщик» | Читайте онлайн комикс The Underwater Welder в высоком качестве
Подводный сварщикЖанр: драма, фэнтези, саспенс
Издатель: Top Shelf Productions
Сценарист: Джефф Лемир
Художник: Джефф Лемир
Дата публикации: август 2012 г.
Статус: Завершено Просмотры: 33,367 Закладка
Резюме:
Давление.Джек Джозеф, работающий подводным сварщиком на буровой вышке у побережья Новой Шотландии, привык к огромным нагрузкам на глубоководных работах. Однако ничто не могло подготовить его к давлению надвигающегося отцовства. По мере того, как Джек ныряет все глубже и глубже, он, кажется, отдаляется все дальше и дальше от своей молодой жены и их будущего сына. Но затем что-то происходит глубоко на дне океана. У Джека происходит странная и головокружительная встреча, которая навсегда изменит ход его жизни. … «Подводный сварщик» — это в равной мере исследование персонажей «синих воротничков» и головокружительная фантастическая эпопея. Это 250-страничный графический роман, в котором исследуются отцы и сыновья, рождение и смерть, память и правда, а также сокровища, которые мы все хороним глубоко внутри .
Опасности и риски при подводной сварке
Отказ от ответственности: welderportal.com поддерживается своей аудиторией. Когда вы совершаете покупку по ссылкам на нашем сайте, мы можем получать небольшую комиссию без каких-либо дополнительных затрат для вас.
Подводная сварка требует обширной подготовки и специальных навыков. Это опасная карьера, поэтому на этой работе самые привлекательные зарплаты. Однако, несмотря на опасности, многие пользуются этой прибыльной возможностью карьерного роста.Они работают в строительстве, геодезии и ремонте. Они часто работают на морских нефтяных вышках и трубопроводах. Подводные сварщики сталкиваются с определенными рисками каждый раз, когда они работают. Некоторые из них потенциально смертельны, а другие могут вызвать долгосрочные проблемы со здоровьем. Итак, ниже приведены некоторые из опасностей подводной сварки, связанных с этой работой.
Риски при подводной сварке
Удар электрическим током
Одна из самых больших угроз для подводных сварщиков — поражение электрическим током. Вода имеет небольшое сопротивление воде, поэтому она может легко пройти через нее, если ее оставить без присмотра.Это может произойти, если сварочное оборудование не приспособлено для работы под водой. Правильное оборудование должно быть изолировано и снабжено водонепроницаемым электродом. Перед использованием все основное оборудование необходимо протестировать.
Кроме того, в пресной воде дуга имеет тенденцию быть неустойчивой и нестабильной, что требует от сварщика опыта надежной фиксации сварного шва. В противном случае существует большая опасность поражения сварщика электрическим током.
Взрыв
Комбинация водорода и кислорода может привести к образованию множества газовых карманов.При воспламенении эти газовые карманы могут привести к смертельным взрывам.
Если во время влажной сварки вы слышите легкий хлопок, вероятно, это скопление пузырьков водорода и кислорода. В этом случае следует немедленно прекратить сварку и определить место скопления этих газов.
Толщина декомпрессии
Это состояние может возникнуть, если дайвер слишком быстро поднимается из зоны высокого давления в зону низкого давления. Это приводит к попаданию пузырьков азота в кровоток человека.Эти пузырьки, распространяющиеся по телу дайвера, могут вызывать множество неблагоприятных симптомов. Это может привести к сыпи, боли в суставах, параличу или даже в некоторых случаях к смерти.
Утопление
Даже самые опытные сварщики-подводники рискуют утонуть. Это может случиться даже при наличии соответствующего оборудования. Обычно это результат использования старого или плохо обслуживаемого оборудования, такого как маска, шланг или кислородный баллон. Другая возможная опасность — запутаться в подводных препятствиях или в стропах собственного снаряжения.Тем более, что чем глубже погружаешься, тем труднее увидеть.
Поэтому перед погружением всегда проверяйте свое оборудование, чтобы убедиться, что ничего не сломано и все работает правильно. Также убедитесь, что у вас есть полный резервуар для подачи воздуха.
Гипотермия
Температура под водой может быть очень низкой, что отводит тепло от тела. Сильная потеря тепла, если дайвер слишком долго остается в холодной воде, может вызвать проблемы с обменом веществ или даже органную недостаточность. Вот почему так важно иметь хорошо утепленный резиновый гидрокостюм для защиты от экстремальных температур.
Нарушение слуха
Длительное пребывание в помещении с высоким давлением может привести к временному и необратимому ухудшению слуха. Это также может вызвать повреждение легких и ушей.
Морская жизнь
Сварочный свет может привлекать планктон, который, в свою очередь, привлекает рыбу. Хотя они и не являются обычным риском, они могут мешать работе сварщика. Возникающая в результате задержка может вызвать другие потенциальные риски.
Почему люди решают пойти на такой риск?
Многие сварщики считают эту карьеру одновременно увлекательной и сложной.Более того, этот тип сварочного процесса необходим во многих отраслях промышленности по всему миру. Это означает высокий спрос на квалифицированных подводных сварщиков. В настоящее время не существует технологий, которые позволили бы выполнить эту работу без участия человека. Кроме того, подводные сварщики могут получать значительную заработную плату, недоступную для обычных сварщиков.
Готовится
Чтобы стать подводным сварщиком, вы должны сначала пройти специализированное обучение как сварке в этих особых условиях, так и дайвингу.Во время этих тренингов сварщики также узнают обо всех протоколах безопасности, которым они должны следовать во время своей работы.
Подводные сварщики также должны быть в хорошей физической форме. Многие компании даже требуют, чтобы их сотрудники прошли аттестацию «годной к работе» в качестве доказательства того, что у них хорошее здоровье. Это также можно делать в течение всего срока работы. Это отличный способ убедиться, что сварщик справляется со своими физическими задачами.
Подводные сварщики никогда не ныряют в одиночку. Это одно из основных правил подводного плавания с аквалангом.Многие компании также используют декомпрессионные камеры, которые постепенно опускаются и поднимаются сварщиками. Это помогает избежать изгибов.
Подводная сварка подразумевает работу с крупногабаритным оборудованием в часто опасных условиях. Поэтому неудивительно, что это связано с множеством рисков. Однако для сварщиков это прекрасная возможность получать хорошую зарплату. Они могут найти работу как на суше, так и за рубежом. Работа на суше может включать работы на плотинах, судах и мостах. Они обычно получают меньше заработной платы по сравнению с морскими сварщиками под водой, но они также работают по менее требовательному графику.Морские сварщики в основном работают на нефтяных вышках и крупных судах. Они могут рассчитывать на большие деньги, но для этого также потребуется много времени на море и долгие недели работы.
Как стать подводным сварщиком
Хотя карьера коммерческого водолаза и подводного сварщика может быть полезной, она не для всех. Отрасль требует полной отдачи, долгих часов, длительных поездок, отличного отношения и высочайшей этики работы.Если вы заинтересованы в том, чтобы стать профессиональным водолазом и подводным сварщиком, важно, чтобы вы были готовы к сложной физически и психологически сложной карьере.
Что вам понадобится
Если вы считаете, что стать подводным сварщиком — это то, что вам нужно, вот минимальные требования, которые вам нужно будет выполнить:
- Диплом средней школы или GED
- Умение плавать
- Механическая способность
- Сертификат коммерческого дайвинга
- Сертифицированный AWS тренинг по сварке
В поисках школы
Сертификация коммерческого дайвера требует значительно большего обучения, чем стандартная сертификация рекреационного акваланга.Как сертифицированный коммерческий дайвер, вы обучены работе в промышленных условиях, которые часто связаны с тяжелым строительством и опасными условиями труда, включая поражение электрическим током и травмы, связанные с давлением.
Коммерческие водолазы проходят специальную подготовку, которая позволяет им работать в самых разных условиях — от внутренних плотин и мостов до морских трубопроводов и нефтяных вышек.
Чтобы стать сертифицированным подводным сварщиком, вам потребуется официальное обучение подводной сварке в аккредитованной школе дайвинга и пройти их программу в соответствии с D3 Американского общества сварки.6 стандарт. Программа профессионального дайвера на воздушной смеси с газом не дает студенту права стать специалистом по подводной сварке. Для сертификации требуется дополнительное обучение.
Выбор подходящей школы — важный первый шаг к получению сертификата. Узнайте больше о том, что CDA Technical Institute предлагает своим студентам здесь.
Расходы и финансовая помощь
Получение необходимых сертификатов, чтобы стать коммерческим дайвером, связано с множеством затрат.Финансовая помощь (для тех, кто соответствует требованиям) — в виде грантов и ссуд — может помочь вам с необходимыми расходами на обучение подводной сварке. Вот некоторые из типичных затрат, связанных с сертификацией:
- Стоимость обучения
- Регистрационный взнос
- Комната и питание
- Книги / оборудование
- Физическое погружение
Чтобы просмотреть стоимость обучения и сборов CDA по программе профессионального дайвера (подводный сварщик), нажмите здесь.А для получения дополнительной информации о финансовой помощи, доступной в Техническом институте CDA, щелкните здесь.
Получить физическое погружение
CDA Tech предлагает вариант получения необходимого вам медицинского аттестата дайвера ADCI в первый день школы (399 долларов США). Тем не менее, это медицинское обследование может пройти любой сертифицированный врач-терапевт по гипербарии, утвержденный Канадским советом по сертификации дайверов (DCBC). Если у вас есть какие-либо вопросы, свяжитесь с нашим приемным отделением по телефону 888-974-2232 или свяжитесь с нами через веб-сайт здесь.
После окончания
Выпускникам CDA помогает директор по работе с учащимися, который предоставляет каждому студенту индивидуальные консультации по вопросам профессионального роста. Персонал как оффшорных, так и внутренних / прибрежных компаний, занимающихся дайвингом, регулярно связывается с CDA для набора наших выпускников. Следовательно, уровень трудоустройства CDA превышает 90%.
Чтобы просмотреть дополнительную информацию о том, где работают коммерческие дайверы, а также информацию о зарплате и карьере, щелкните одну (или несколько) ссылок ниже:
Руководство по подводной сварке
Примерно до 1965 года большая часть подводной сварки была мокрой.
Другие используемые методы — это строительство коффердамов и кессонов (см. Ниже) для крупных строительных конструкций.
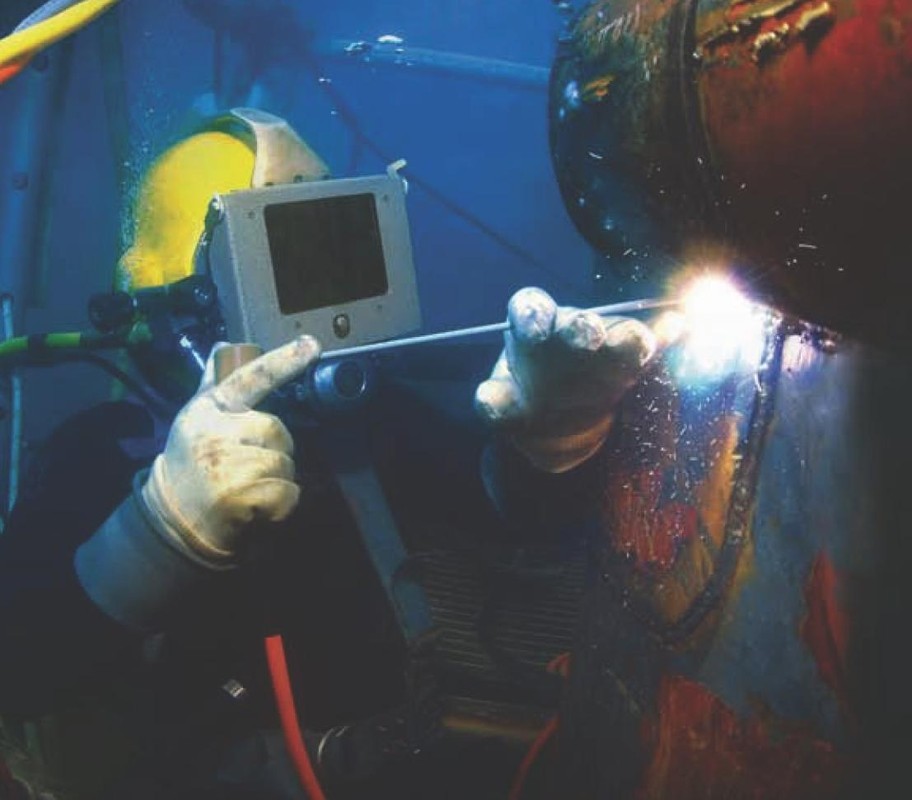
Мокрая сварка — это когда сварщик-дайвер и сам сварочный шов находятся под водой, и используется в основном сварка штучной сваркой (дуговая сварка в среде защитного металла).
Мокрая сварка с использованием дуговой сварки металлическим электродом в защитном газе (сварка штучной сваркой) отличается от сухой сварки тем, что используемый газ создает пузырь, когда вы находитесь под водой, что является основным фактором создания сварного шва:
Пузырь — важный фактор в процессе подводной сварки, потому что в газовом пузыре создается давление, и это позволяет ванне расплавленного металла образовывать валик, как при обычной сварке.
Скорость движения сварного шва и длина дуги должны быть правильными, потому что в противном случае образование пузырей станет нестабильным или полностью разрушится. Без газового пузыря нельзя сваривать под водой.
В дополнение к мокрой сварке можно использовать еще три метода подводной сварки, которые вынимают сварщика из воды, чтобы он мог выполнять сухую сварку, что в целом является лучшим способом сварки.
Использование коффердама Cofferdam исключает воду из уравнения, и они построены на краю водоема (или в зоне распыления), как показано ниже.Коффердам используется по многим причинам, но некоторые из общих применений для сварки — это ремонт судов и судов; корпуса, стыковочные узлы и др.
Коффердам Пример:
Пример кессона (с 1800-х годов):
Кессоны также используются аналогично коффердамам …
Мини-жилище — еще один способ сваривать под водой. Вот как это работает: сварщик-водолаз погружается в воду и помещает ограждение вокруг области, которую необходимо сварить.Затем газ используется для откачки воды из корпуса. Сварщик-дайвер выполняет сварочную процедуру, помещая в корпус только свои руки и сварочную горелку.
В некоторых случаях сварщик-водолаз проникает внутрь корпуса. Этот метод используется только в особых случаях. Видимость воды должна быть хорошей, а вольер иногда бывает прозрачным.
Основы подводной дуговой сварки экранированных металлов:
Ручная сварка или дуговая сварка в среде защитного металла — это процесс, наиболее часто используемый при подводной сварке.Принцип его работы заключается в том, что между водонепроницаемым электродом и свариваемой металлической поверхностью образуется дуга. Тепло от дуги достигает от семи тысяч градусов до одиннадцати тысяч градусов по Фаренгейту.
Этот интенсивный нагрев вызывает плавление основного металла и присадочного металла электрода (и кусочков покрытия на сварочном электроде). Маленькие шарики расплавленного металла проходят через дугу с такой силой, что образуют валик сварного шва на основном металле (работе).Они не капают. Их прижимают к металлу. В противном случае, если на вашу работу будут капать капли расплавленного металла, это не сработает, если вы будете в положении для сварки над головой.
Особенность этого электрода в том, что он имеет покрытие, называемое «флюсом», которое помогает защитить сварной шов от загрязнений во время сварки.
Преимущества мокрой сварки!
Кессоны, Коффердамы и мини-среды обитания — все это способы создания сухой шов. Если можно выполнять сухие сварные швы, это лучший способ чем мокрый сварка.Однако мокрая сварка быстрее и намного дешевле, чем методы сухой сварки.
Видите ли, у сварщика-дайвера больше свободы под водой, поэтому он может добраться до тех участков конструкции или корабля, которые нельзя добраться другими способами.
Также, Малый ямочный ремонт корпусов судов — это обычная работа по мокрой сварке, поскольку это просто и не требует дорогостоящей перемычки для сухой сварки или мини-среда обитания.
Кроме того, вы можете собрать водолаза-сварщика и быстро доставить его к труднодоступной площадке, а также можно очень быстро погрузить его в воду для сварки.
О подводной сварке корпусов судов:
Корпуса судов изготавливаются из различных марок стали. Например, киль корабля может быть изготовлен из более прочной стали, чем остальная часть корабля. Это имеет смысл, потому что в этих областях корпус больше нагружается.
Поскольку сталь разная, для ее сварки необходимо выбрать другой сварочный электрод. Стальные электроды обычно лучше подходят для высокопрочной стали.
Электроды для влажной сварки и сталь:
Токи и вольт для влажной сварки на глубине 50 футов (FSW):
Полярность и сварка под водой!
Использование переменного тока никогда не применяется для подводной сварки или резки.Это чертовски опасно! Если вас ударили током переменного тока, вы не сможете контролировать свои руки и, следовательно, не сможете отпустить.
При мокрой сварке чаще всего используется прямая полярность. Использование отрицательного электрода постоянного тока (DCEN) предоставит дайверу более долговечный держатель палки (он удерживает электрод).
DCEN используется не всегда. Иногда сварщики-водолазы используют положительный электрод постоянного тока (DCEP), имеющий обратную полярность. В этой таблице приведены несколько примеров того, когда это может быть целесообразным:
Таблица коммерческих водонепроницаемых электродов:
Список оборудования для подводной дуговой резки и сварки:
Установка оборудования для подводной дуговой резки:
Держатель электрода:
Основная процедура ремонта подводной прямоугольной заплаткой на трещинах:
Ниже приведен пример базового ремонта участка подводной сваркой (см. Изображение выше).
Если в подводной стальной конструкции есть трещина, обычно ее ремонтируют с помощью заплатки прямоугольной формы.
- Шаг 1. Используйте радиус в три дюйма, чтобы скруглить углы заплат.
- Шаг 2: Поместите прямоугольную заплату со скругленными углами на трещину, которую нужно отремонтировать. Используйте на нем угловой сварной шов. Вам необходимо обеспечить вентиляцию, поэтому не кладите валик на верхнюю трехдюймовую часть заплатки во время первого прохода корневой сварки.
- Шаг 3: Если вам нужно избежать сварки в верхнем положении, вы можете попробовать изменить угол накладки, повернув ее примерно на сорок пять градусов.
Статьи по теме:
Школы подводной сварки.
Зарплата подводного сварщика во всем мире в 2020 году
Подводные сварщики — одни из самых квалифицированных профессионалов в мире сварки. Их шкала заработной платы может быть прибыльной при наличии подходящих возможностей.
Они выполняют сложные и квалифицированные задачи в экстремальных условиях и окружающей среде. В обмен на предлагаемые ими навыки и услуги они получают шестизначную зарплату. Эти нишевые профессионалы могут рассчитывать на заработок до 100 000 долларов и более в год.
Это тот тип карьеры, который позволит вам заработать приличную сумму, наряду с путешествиями и приключениями.
Награды могут включать не только оплату. Эта работа интересна и увлекательна для многих в отрасли.
Помните, что это сварщики, которые строят, ремонтируют и обслуживают корабли для крупных корпораций и правительств по всему миру.
Подводные сварщики также помогают строить нефтепроводы и платформы, чтобы удовлетворить растущий мировой спрос на доступные энергоресурсы.
Без этих опытных профессионалов нынешняя экономика не смогла бы работать так же эффективно.
Требования к образованию и обучению
Стать сварщиком под водой может быть непросто, но образование и подготовка минимальны, и большая часть продвижения по карьерной лестнице происходит после приобретения опыта и знаний со временем.Выучить это не так сложно, как вы думаете. Однако для этого потребуется время и усилия.
С другой стороны, вы должны научиться, чтобы стать опытным дайвером, чтобы получить работу в этой области. В Соединенных Штатах есть много качественных школ, которые специализируются как на дайвинге, так и на подводной сварке, техниках и методах, которым вам нужно научиться, чтобы преуспеть в карьере подводного сварщика.
Эти школы и расходы на обучение будут инвестициями, которые непременно окупятся.Если вы хотите серьезно зарабатывать на жизнь, выполняя эту работу, вам нужно будет учитывать местоположение и доступность.
Offshore
Многие специалисты по подводной сварке проводят много времени на морских судах и нефтяных вышках. У них часто плотный график. Они часто работают по 80 и более часов в неделю. Они могут провести до одного месяца в открытом море, прежде чем вернуться в глубь страны. Кроме того, они подготавливают материалы к сварке, а затем убирают их, что само по себе является работой.
Ожидается выполнение большого количества буровых работ, установка устья скважины, а также проверка и стабилизация подводных нефтепроводов.
При работе в море следует обратить внимание на то, что большинство проектов и работ начинаются зимой из-за приливных волн, ураганов и в целом нестабильной погоды. Так что обычный сезон длится с апреля по ноябрь, как правило.
Как оффшорный сварщик, вы можете рассчитывать на заработок приблизительно от 40 000 до 100 000 долларов в год
.
Внутреннее судоходство
Сварочные работы на внутреннем судне в основном сосредоточены вокруг рек и озер.Эти сварщики работают на плотинах, небольших судах, доках и мостах, а также на других различных проектах.
Помимо сварки в пресной воде, другие описания рабочих мест, обязанности и задачи могут включать осмотр и ремонт стен плотины, резку подводного мусора, проверку канализационных труб (HAZMAT) и многое другое.
Ваша получаемая на руки заработная плата будет примерно от 40 000 до 80 000 долларов. В стране меньше возможностей для больших выплат, но ваш график будет намного менее напряженным и с меньшим количеством рабочих часов. Это лучший выбор для людей, которые хотят оставаться дома со своей семьей.
Получите сертификат: Чем больше сертификатов вы получите, тем лучше. Вы можете рассчитывать на более высокую заработную плату и более сложные задачи в своей области в результате более высокого уровня сертификации
Проблемы обучения и работы: Как и в любой другой серьезной карьере, вы должны соответствовать всем ожидаемым требованиям, критериям, ответственности и т. Д., Чтобы соответствовать удовлетворительные или лучшие стандарты.
Место работы: Чем дальше от берега вы путешествуете, тем больше, вообще говоря, вырастет ваша зарплата.Это связано с риском, которому вы подвергаетесь.
Прибыль и оплата сверхурочной работы
В связи с характером работы (особенно в оффшорной зоне) вы можете ожидать много сверхурочной работы (от 60 до 80 часов в неделю), что со временем составляет 50-процентное увеличение почасовой оплаты труда, что стандартно.
Еще один фактор, который следует учитывать при дополнительной оплате, заключается в том, что подводные сварщики на самом деле не сваривают намного глубже 15 метров, но многие другие морские работы выполняются на этом уровне и ниже.
Погружения с насыщением, например, очень конкурентоспособны.
Дайверы проводят дни или недели на больших глубинах, но за эту работу платят очень хорошо.
Это может быть от 1 до 4 долларов за фут глубины в море, океане или пресной воде. Может показаться, что это не большие деньги, но они обязательно прибавятся.
Дайверы часто работают на глубине более 500 футов.
Сварщики-подводники должны работать, когда и где позволяет погода, и возвращаться к своим семьям на зиму.
Для любых конкретных данных о заработной плате за подводную сварку Бюро статистики труда ежегодно выпускает отчет и предоставляет эти статистические данные.
Как стать сварщиком под водой
Помимо обучения и сертификации, вам нужен школьный диплом или G.E.D. Вам необходимо быть физически пригодным для работы и пройти несколько медицинских обследований. Во время этих обследований будут оцениваться ваше сердце, легкие, артериальное давление и другие важные факторы здоровья.
Может пригодиться опыт поверхностной сварки, но это не обязательно.
Конечно, есть отличные курсы для профессиональных дайверов и сварщиков, где вы узнаете все о дайвинге, сварке, безопасности и теории.
Для получения всей важной информации, которая может вам понадобиться об этой области карьеры, посетите
или.
Эти ресурсы — лучшие в стране. Если вы решили инвестировать в эту интересную и высокооплачиваемую профессию, они — подходящие ресурсы для проверки.
Перспективы подводных сварщиков
Заработная плата подводных сварщиков в 2020 г .: Шкала заработной платы под водой
ОТКАЗ ОТ ОТВЕТСТВЕННОСТИ: В ЭТОМ ЗАПИСИ ЕСТЬ ДОПОЛНИТЕЛЬНЫЕ ССЫЛКИ.ЭТО ЗНАЧИТ, ЧТО БЕСПЛАТНО ДЛЯ ВАС Я ПОЛУЧУ НЕБОЛЬШУЮ КОМИССИЮ, ЕСЛИ ВЫ ПОКУПАЕТЕ ПО МОЕЙ ССЫЛКЕ. Я БУДУ ТОЛЬКО ПРОДВИГАТЬ ТОВАРЫ И УСЛУГИ, КОТОРЫМ Я доверяю и 100% РЕКОМЕНДУЮ.
Приведите список одинаково интересных и высокооплачиваемых вакансий.
Мы предполагаем, что вы не можете найти большое количество вакансий, соответствующих этому критерию.
Угадайте что!
Подводная сварка — это именно та работа. Если вы понятия не имеете о зарплате подводного сварщика, знайте:
Подводные сварщики могут зарабатывать до 300 000 долларов в год.
Нет. Мы не блефуем.
Если вы внезапно заинтересовались подводной сваркой, мы готовы вам помочь. Более того, если вы подводный сварщик или хотите быть подводным сварщиком, мы вас тоже прикроем. Мы расскажем, как вы можете заработать состояние.
Итак, давайте углубимся в детали —
Заработная плата сварщика-подводника, шкала заработной платы подводного сварщика: средний доход
Средний доход на этой работе сейчас составляет 53 990 долларов в год. А это 25 долларов.96 на почасовой основе.
Диапазон колеблется от 25 000 до 80 000 долларов в год. Лучшие 10% получают в среднем почти 83740 долларов. С другой стороны, нижние 10% в среднем составляют около 30 700 долларов.
Некоторые факторы определяют ваш доход как подводного сварщика. Как и в любой другой работе, первым наиболее важным фактором является опыт. Во-вторых, расположение доходов.
Вот в чем дело-
Эти факторы в сумме с несколькими другими факторами могут увеличить зарплату подводного сварщика до 300 000 долларов в год.
Вы, должно быть, думаете, почему диапазон такой большой.
Ну, подводные сварщики могут заработать по часам или по проекту.
Допустим, вы подводный сварщик, который работает за 30 долларов в час. Теперь, если вы работаете по 8 часов в день, то это 240 долларов в день. Допустим, на завершение проекта у вас уходит 12 дней. Итак, вы получите 2880 долларов в этом проекте.
После этого вам понадобится еще 15 дней, чтобы найти другой план. Итак, давайте округлим ваш ежемесячный доход до 3000 долларов.
В конце года вы получите 36 000 долларов.
Предположим, вы опытный сварщик и работаете в отличном месте. Итак, вы начинаете заряжать 60 $ в час. Даже с этой двойной оплатой вы получаете 72000 долларов в год.
А что, если брать оплату по проектам?
Подводный сварщик с приличным опытом может взимать около 30 000 долларов за проект. И если вы сможете завершить этот проект в течение двух месяцев с некоторым превышением сроков, то вы получите 30 000 долларов за 3 месяца. Мы рассчитываем три месяца, потому что предполагаем, что вам понадобится около месяца, чтобы найти другое место работы.
Итак, исходя из этого метода, ваш годовой доход достигнет 120 000 долларов.
А что, если вы начнете брать 60 000 долларов за проект? Что, если вы стоите 75 000 долларов за проект? Что делать, если вы часто находите концерты?
Прежде чем вы начнете мечтать, мы хотели бы вернуть вас на землю.
Чтобы достичь таких высоких показателей оплаты, необходимо учитывать несколько факторов. Если вы хорошо воспользуетесь этими факторами, то сможете легко оправдать свои ожидания.
Но прежде чем познакомиться с этими факторами, мы хотели бы познакомить вас с карьерой подводного сварщика.
Типы подводных сварочных работ
Мы уже указали, что местоположение является довольно важным фактором при определении заработной платы подводных сварщиков.
Вот в чем дело —
Подводные сварщики делятся на две категории оплаты труда. И эти категории основаны на местонахождении и объеме их работы.
Это-
Морские и внутренние суши.
Что ж, мы идем еще дальше, добавляя зарплаты начинающим и опытным сварщикам.Кроме того, мы включили несколько примеров проектов подводной сварки.
Карьера оффшорного подводного сварщика
Оффшорные проекты обычно довольно большие. Большинство этих работ выполняется на морских платформах, нефтяных вышках или кораблях.
Примеры проектов
Мы собрали несколько проектов по сварке, которые может выполнить подводный сварщик. Итак, давайте рассмотрим эти —
- Оставление платформы и трубопровода
- Обследование и стабилизация подводных нефтепроводов
- Очистка подводной площадки
- Исследование опор якоря цепи
- Опора для бурения
- Мокрая сварка трубопровода нефтяной вышки
- Гипербарическая мокрая сварка трубопровода нефтяной вышки
- Установка устья скважины
- Ремонт турбин круизных судов или кораблей ВМФ
- Насыщенное погружение и осмотр
Некоторые проекты здесь также связаны с дайвингом.Сварщики-подводники также получают достаточную подготовку для выполнения обычных водолазных работ.
Диапазоны заработной платы сварщика-подводника
На основании опыта сварщика мы разработали два диапазона заработной платы —
№1. Новичок (сертификат Fresh): от 40 000 до 60 000 долларов в год в среднем
# 2. Ветеран (опыт работы не менее 3 лет): от 75 000 до 100 000 долларов США +
График работы подводного сварщика
Практическое правило здесь — от 4 до 6 недель в море.Потом 7-10 дней дома, потом снова на море. Если вы зарабатываете на проектах, вас ждут безумные сверхурочные.
Обычно морской сезон длится с апреля по ноябрь. Зимой погода становится немного суровой и непредсказуемой. Итак, зимой никаких концертов.
Однако стабильная работа во многом зависит от отрасли и компании.
Некоторые подводные сварщики работают круглый год, помогая в обслуживании судна.
Некоторые сварщики начинают сварку в цехах или сооружениях для поверхностной сварки.
Некоторые в это время занимаются другой работой. Некоторые берут отпуск.
Если вы любитель путешествий, сварка на море может вам подойти. Кроме того, морская сварка немного дороже, чем береговая сварка.
Карьера сварщика под водой на суше (внутренних / прибрежных участках)
Обычно, когда люди слышат подводную сварку, они думают, что кто-то сваривает большие трубы или корабли в океане.
Но подводный мир не означает, что он должен быть в океане.
Здесь мы также перечислили примеры работ или проектов сварщиков на суше.Вместе с тем, мы разработали категории доходов сварщиков. На десерт, как и раньше, мы подготовили график работы береговых сварщиков.
Итак, приступим —
Примеры проектов наземной подводной сварки
Некоторые из этих проектов требуют только дайвинга, и многие подводные дайверы делают это. Вот почему мы включили эти —
- Мокрая сварка водопроводных труб
- Обследование и ремонт стен плотины
- Очистка и обследование водонапорных башен и мостов
- Спасение и восстановление затонувших или поврежденных рыболовных судов
- Вырубка подводного мусора
- Проверка и ремонт канализационных труб
- Демонтаж разрушенных подводных конструкций
- Техническое обслуживание или ремонт входных сооружений АЭС
- Установка опорных стоек док-станции
Заработная плата сварщика подводных работ на суше
Как и раньше, здесь мы подготовили два диапазона заработной платы на основе опыта.Это-
№1. Новичок (сертификат Fresh): от 25 000 до 40 000 долларов в год
# 2. Ветеран (минимум три года опыта): от 50 000 до 80 000 долларов в год
График работы наземного подводного сварщика
Сварщики здесь обычно берутся за небольшие проекты. Или они работают на почасовой основе. Итак, рабочие дни обычные (от 40 до 45 часов в неделю).
Однако в зимний и весенний сезоны нагрузка увеличивается. Как мы уже заявляли, зимой погода становится немного суровой.Таким образом, судам и докам наносят определенные повреждения.
Потенциал подводной сварки по странам
Оффшорные дайверы работают по всему миру. Поскольку им приходится работать неделями или месяцами, их заработки зачисляются через близлежащие страны.
Однако эти доходы поступают от всех проектов, связанных с дайвингом. Многие считают подводную сварку лишь небольшой частью профессиональной ответственности дайвера.
Просматривая статистику, мы поняли, что страны используют три способа отчетности о заработной плате за подводную сварку.
Это:
# 1. Сквозной процентильный доход
# 2. Через числовые данные
# 3. По внутреннему месту работы
Все страны не используют все три метода. Итак, мы не смогли найти стандартного способа сравнения этих зарплат.
Теперь мы рассмотрим страну за страной и покажем данные о доходах от подводной сварки —
США
| Процентиль | 10% | 25% | 50% | 75% | 90% |
|---|---|---|---|---|---|
| Годовая заработная плата | 30 810 долларов | 37 840 долларов | 49 140 долларов | 66 570 долларов | 108 170 | долларов
Соединенное Королевство
Здесь внутренняя заработная плата составляет 50 000 фунтов стерлингов, а заработная плата офшоров составляет в среднем 67 000 фунтов стерлингов в год.
Канада
| 0–19,9 тыс. Долларов | 20–49,9 тыс. Долл. | 50 тыс. + | Среднее значение |
|---|---|---|---|
| 20% | 20% | 60% | 55 562 долл. США |
Австралия и Новая Зеландия
В Австралии заработная плата на внутреннем рынке составляет 65 000 австралийских долларов, а заработная плата за рубежом — 180 000 австралийских долларов.
Принимая во внимание, что в Новой Зеландии заработная плата на внутреннем рынке составляет 65 000 новозеландских долларов, а заработная плата за рубежом — 135 000 новозеландских долларов.
N.B. В записях Великобритании, Австралии и Новой Зеландии мы обнаружили гипербарическую зарплату сварщика в дневных ставках. Итак, мы сделали некоторые расчеты, чтобы узнать годовой доход. Для этого учтены средние рабочие дни водолазов и сварщиков. Сварщики на суше работают 150 дней, а сварщики на море работают 200 дней.
Коэффициент полезного действия для подводной сварки
Все это время мы рассказывали вам о коэффициентах шкалы заработной платы. Пришло время изучить их.
Если вы правильно разыграете эти карты, вы увидите огромный доход от этой профессии на определенном этапе. Итак, давайте рассмотрим эти компоненты, влияющие на доход.
Начнем от самых важных к наименее важным —
очков опыта
Если вы проходите через эту очередь ради быстрого заработка, то держитесь. Это не азартные игры или что-то в этом роде. Здесь вам нужно продвигаться вверх по лестнице.
После прохождения обучения коммерческому дайвингу вам нужно будет выбрать карьеру на море или на суше.
Как правило, сварщики в Северном море сначала находят работу на суше, а затем постепенно перебираются на море. В случае с американцами все наоборот. Их приоритет — идти в сторону Мексиканского залива.
Однако не имеет значения, где вы начнете свой путь. В первые дни вы должны принимать заказы от старших водолазов / сварщиков и владельцев морского бизнеса.
Просто задержите дыхание и проведите на этой работе около пяти лет. Впоследствии только ваш опыт принесет вам целое состояние.
Сертификат
У вас есть опыт, но как вы можете это доказать?
Нельзя ожидать, что кто-то отдаст вам свой корабль без проверки.
Итак, вам нужно получить сертификаты, подтверждающие ваше умение. Вы должны накапливать новые навыки и продолжать обучение.
Это будет хорошим знаком для работодателей.
Итак, получите сертификаты.
Окружающая среда
При подводной сварке есть три общие проблемы.Это-
- Нулевая видимость
- Температура замерзания
- Токи большой волны
Если вы хотите получить дополнительные деньги в свой карман, тогда вам следует начать принимать эти вызовы.
Однако все работы по подводной сварке индивидуальны. Вы должны выбрать ту, которая предназначена для обучения и заработка.
Глубина работы
Насколько глубоко вы готовы зарабатывать деньги?
Saturation или deep divers зарабатывают от 45 000 до 90 000 долларов в месяц.И эта сумма может быстро превысить 500000 долларов.
Это потому, что они получают эту плату за глубину от 1 до 4 долларов за фут. После 100 футов это увеличивается еще больше.
Кроме того, если вы сможете управлять длительными погружениями с погружениями с насыщением, это принесет вам большие бонусы.
Однако вам понадобится опыт нескольких лет, прежде чем пытаться отправиться в глубокое море.
Прочие факторы
Помимо этих важных факторов, вам следует рассмотреть некоторые другие вопросы.
Проверочные методы дайвинга, обращение с оборудованием, расстояние до берега, оплата сверхурочной работы и т. Д. Факторы.
Заключение
До сих пор мы исследовали все области подводной сварки. Мы обсудили факторы, которые превращают эту работу в высокооплачиваемую и увлекательную работу. Мы изучили карьерный путь подводной сварки.
Наконец, мы хотели бы повторить одно.
Подводная сварка не имеет короткого пути. Вы должны всегда продвигаться вверх.