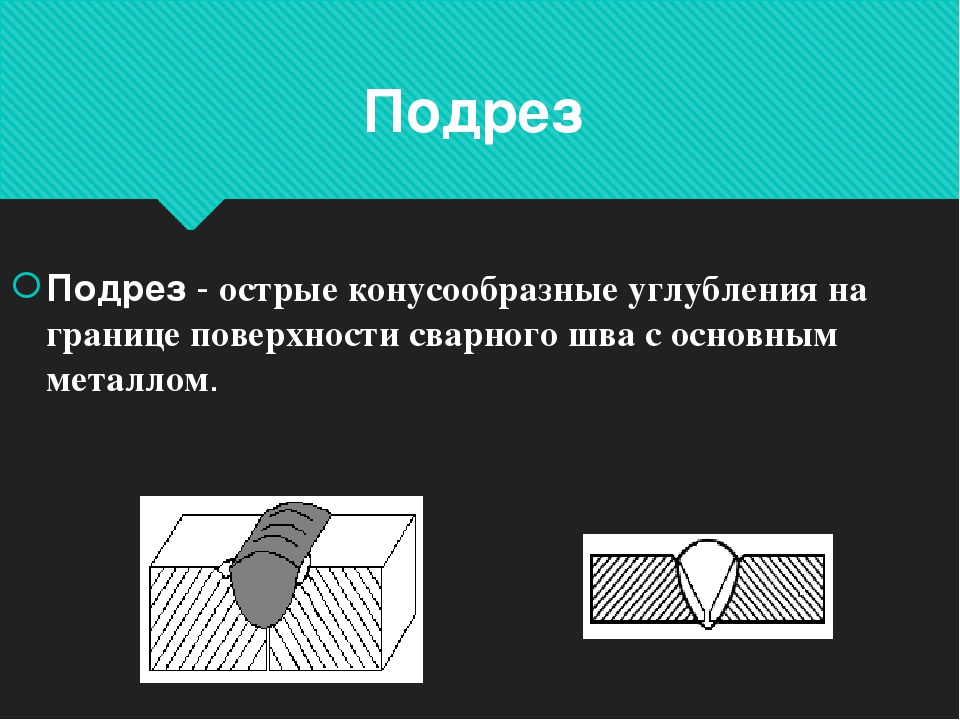
Подрез сварного шва фото
Все встречающиеся дефекты швов можно разделить на три группы. В статье для большей наглядности представлены сварочные швы (фото) и их изъяны:
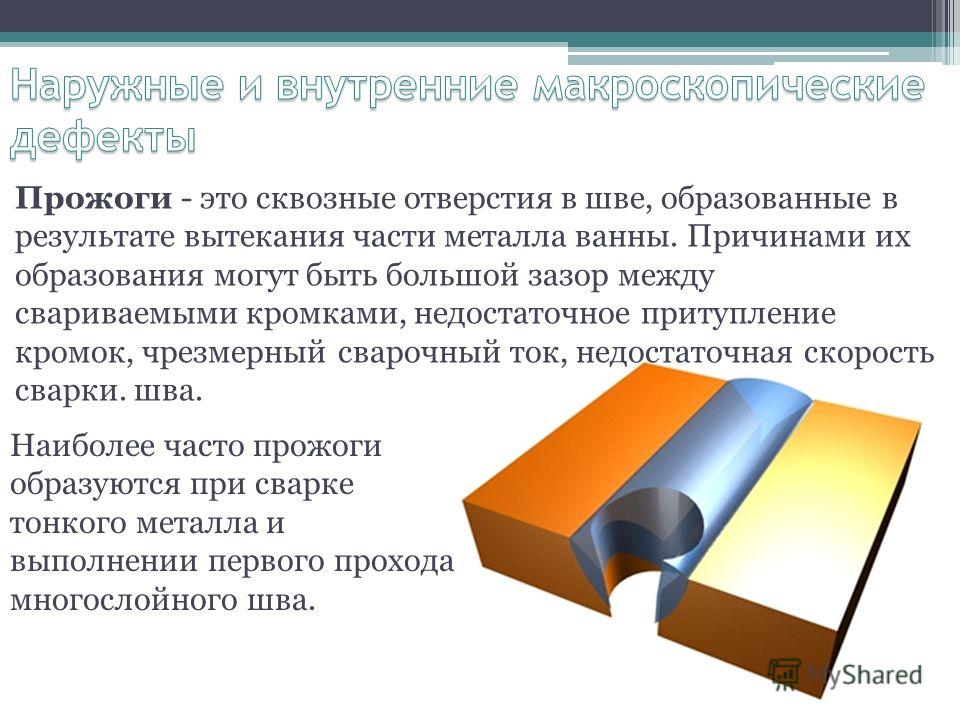
1. Наружные, к которым относятся наплывы, трещины, подрезы, не заваренный кратер, свищ и поверхностное окисление; 2. Внутренние — механические примеси, наличие пор, непровары, оксидные и вольфрамовые включения, перегрев и пережог металла; 3. Сквозные дефекты представлены прожогами.
Кратко разберём основные характеристики перечисленных изъянов, а также причины, которые могут их вызывать.
Дефекты швов при сварочных работах
Наплывы
Этот дефект возникает при накатывании расплавленного металла на основной. Но при этом они не образуют единую структуру соединения. Причинами наплывов может стать окалина на кромках или недостаточный прогрев обрабатываемой поверхности из-за малой силы подаваемого тока.
Трещины
Данные дефекты сварочных швов являются самыми опасными, так как способны быстро привести к разрушению конструкций.
- холодные трещины появляются в момент остывания шва после сварки в результате снижения прочности металла во время сварочного напряжения. Причинами их появлений становятся влажные швы или используемые материалы.
- горячие трещины образуются, когда температура металла достигает 1100–13000С. В этот момент его пластические свойства резко снижаются, и начинается процесс кристаллизации. Если в металле повышенное содержание кремния, фосфора, серы, никеля или водорода, то на границах кристаллических решёток образуются микроскопические разрывы, которые быстро распространяться и вдоль шва, и поперёк него.
Трещины появляются при неправильном закреплении деталей, нарушении технологии процесса сварки, использовании некачественных или неподходящих электродов или быстром охлаждении поверхности.
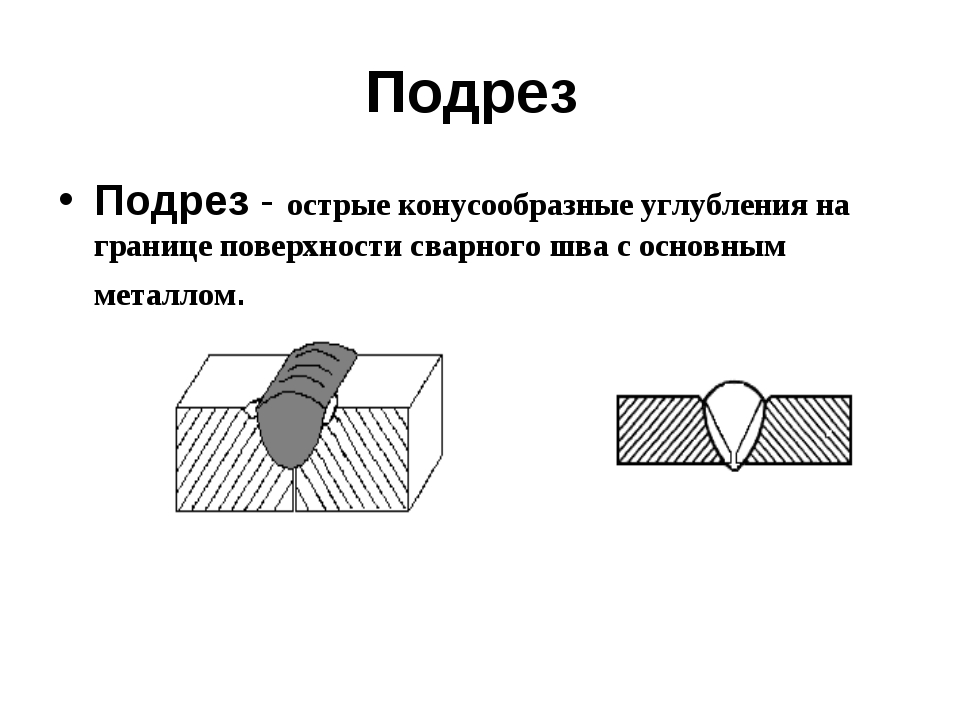
Подрезы
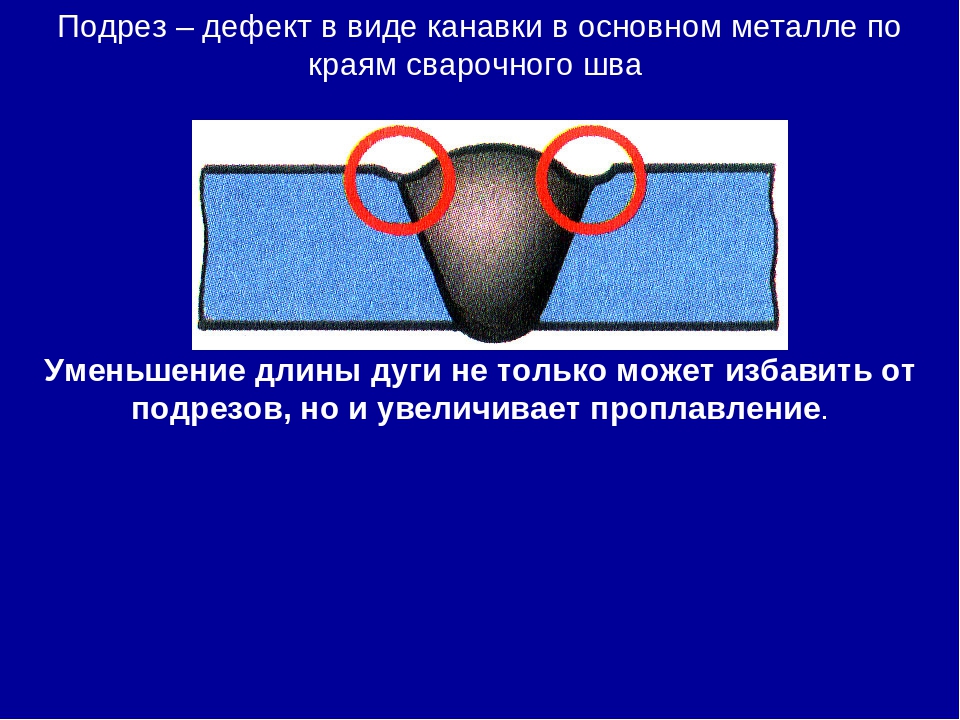
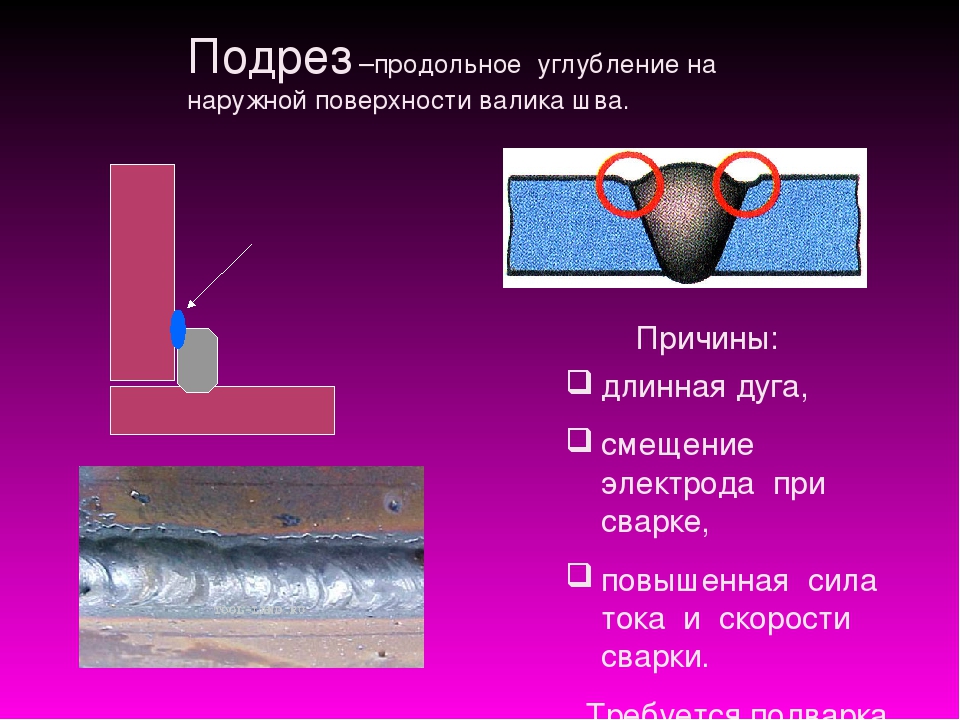
Подрезы представляют собой небольшие углубления, образованные там, где проходит граница сварного шва и основного металла.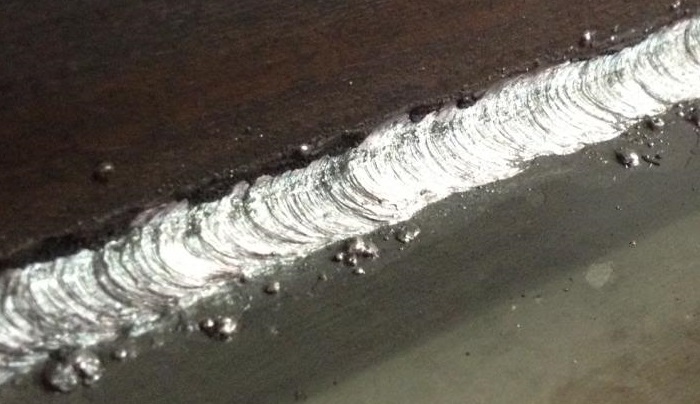 Возникают они в результате большой силы подаваемого тока. Во время сварки угловых швов может произойти смещение электрода. Это приводит к стеканию расплавленного металла на горизонтальную полку и меняет катет сварочного шва, что влечёт за собой образование подрезов.
Возникают они в результате большой силы подаваемого тока. Во время сварки угловых швов может произойти смещение электрода. Это приводит к стеканию расплавленного металла на горизонтальную полку и меняет катет сварочного шва, что влечёт за собой образование подрезов.
Кратеры
Кратеры являются углублениями, возникающими в момент резкого обрыва сварочной дуги. Они уменьшают сечение шва и снижают его прочность.
Свищи
Свищи представляют собой полости, образованные в швах во время сварки. Они снижают прочность соединения и приводят к появлению трещин. Свищи возникают в результате недостаточной обработки поверхности или плохого качества используемой присадочной проволоки.
Непровар
Непровары — это дефекты сварочных швов, которые проявляются отсутствием местного несплавления основного и наплавленного металла.
Причинами могут служить наличие на кромках окалины, масляных пятен или ржавчины, снижение силы тока, а также большой скорости сварки. Во время вибрации конструкции непровары снижают её прочность от 40 до 70 процентов.
 Во время вибрации конструкции непровары снижают её прочность от 40 до 70 процентов.
Во время вибрации конструкции непровары снижают её прочность от 40 до 70 процентов.Посторонние включения
К посторонним включениям относят шлак, окислы металлов, вольфрам и другие механические примеси. Они образуются, если режим сварки выбран неправильно, зачистка металла проведена не качественно или было произведено его быстрое охлаждение. Данный дефект приводит к уменьшению диаметра сечения шва и снижению его прочности.
Перегрев и пережог металла
Пережог и перегрев возникают в результате подачи большого сварочного тока или при малой скорости сварки. Они приводят к хрупкости металла и снижению его ударной вязкости.
Прожог
Проверка сварочных швов должна начинаться с осмотра на наличие прожогов, представляющих собой сквозные отверстия в сварочных отверстиях. Возникают они при подаче тока большой силы при малой скорости сварки или при резком обрыве подачи защитного газа.
Контроль сварочных швов осуществляется несколькими способами в зависимости от того происходит ли процесс разрушения сварного соединения или нет.
Методы контроля
Главным неразрушающим методом является внешний осмотр, затем следует проверка на герметичность, наличие поверхностных и скрытых дефектов.
Разрушающие методы включают в себя различные испытания, проводимые с контрольными образцами для получения полной характеристики швов. Особое внимание заслуживает корень шва сварка. Она должна быть проведена особо тщательно, так как от неё зависит качество всех последующих работ.
Сварочные швы фото показывают, как выглядят описанные дефекты работы для того, чтобы облегчить их распознавание и дальнейшее устранение.
Еще по этой теме на нашем сайте:
Очень востребованными во многих сферах стали такие работы, как сварочные. Применяются они и в строительстве, и в быту. У каждого может возникнуть необходимость в проведении.

Сварка медных проводов своими руками — используем графитовые электроды для сварки
Что такое соединение электропроводки, известно любому мужчине. Каждый хоть раз в жизни сталкивался с выполнением такой работы, как сварка медных проводов своими руками. И все.
Кислородные баллоны для сварки — какой должна быть сварочная смесь в баллонах
В данной статье рассказывается о том, что такое кислородные баллоны для сварки и как их используют. Эти агрегаты имеют стальную цилиндрическую форму с выпуклым днищем.
Нормы и требования к сварочным постам
Оборудовать место для проведения работ, связанных с огнем, нужно так, чтобы не создавалось опасности для окружающих и для самого сварщика. Взрывоопасные и пожароопасные комнаты сразу.
Изъян, называемый подрезом, это углубление, образующееся рядом со швом. Из-за уменьшения толщины металла на месте дефекта снижается прочность сварного соединения. Внешне подрезы выглядят как усадочные канавки по всей длине шва или на отдельных участках.
Причины возникновения
Чаще всего изъяны, называемые подрезами, получаются у неопытных сварщиков при неправильном выборе тока. Также причиной могут стать:
- плохая смачиваемость металла заготовок;
- изменение длины дуги при наложении сварного шва;
- значительные отклонения электрода от оси стыка;
- неудобное для сварки расположение заготовок;
- некачественная подготовка кромок;
- завышение скорости проведения работы;
- неправильный угол наклона электрода.
Способы предотвращения подрезов сварных швов
Риск образования дефектов сводится к минимуму, если подготовка стыка выполнена в полном объеме, а сварка проводится с соблюдением технологических правил:
- Чтобы не было подреза на сварном шве, заготовки для улучшения смачиваемости предварительно подогревают. Это улучшает растекание жидкого металла по ширине стыка, снижает вероятность образования очагов напряженности.
- При неправильном положении электрода дефекты появляются из-за неравномерного нагрева кромок. При соединении разных по толщине деталей большую часть тепла направляют на толстую кромку. Углеродистую сталь сваривают, наклоняя электрод углом вперед.
- При повышенной скорости сварки металл в центральной части шва быстро остывает, создавая по краям усадочные канавки. Однако чрезмерное снижение скорости не избавляет от проблемы. Поэтому оптимальное значение выбирают в соответствии с маркой свариваемого железа.
- Вероятность образования огрехов значительно возрастает при неверном выборе защитного газа. Углеродистую сталь сваривают в среде из смеси инертного и углекислого газа. Для работы с другими материалами тип газа выбирают в зависимости от вида свариваемого металла.
- У неопытных сварщиков дефекты чаще всего появляются при нарушении правил проведения сварочных работ. Когда диаметр электрода меньше ширины шва, приходится делать поперечные движения с большой амплитудой. После такой сварки образование подрезов неизбежно. Поэтому по возможности нужно уменьшать ширину соединения или сваривать его несколькими проходами.
- При наложении вертикальных швов огрехи образуются из-за сложности заполнения пространства стыка расплавленным металлом. Поэтому соединение заготовок, если есть такая возможность, следует выполнять в горизонтальном положении с меньшим расходом электродов. Чтобы исключить образование подрезов, угловые швы накладывают способом «в лодочку».
- Лучшим способом для предотвращения подрезов считается создание сварных соединений инверторами с функциями MIG/MAG. Кроме усадочных канавок эти аппараты позволяют избежать появления других изъянов на сварных швах.
 При соединении разных по толщине деталей большую часть тепла направляют на толстую кромку. Углеродистую сталь сваривают, наклоняя электрод углом вперед.
При соединении разных по толщине деталей большую часть тепла направляют на толстую кромку. Углеродистую сталь сваривают, наклоняя электрод углом вперед.
Устранение подрезов
Для устранения такого дефекта участок изъяна очищают от шлака и грязи, а затем заваривают тонким швом. Желательно, чтобы у электрода был высокий показатель смачиваемости. Однако при этом увеличивается потребность в расходных материалах. Чтобы избежать непредусмотренных затрат, подрезы в сварных швах устраняют аргонодуговой сваркой неплавящимся электродом. После нагрева огрех замазывают расплавленным металлом. Однако такой метод исправления не рекомендуется, если соединение было выполнено другим видом сварки, так как внутри могут быть поры, посторонние включения и пр. Чтобы прочность не уменьшалась, участки сварного соединения с многочисленными подрезами вырубают или вырезают до основного металла и переваривают. Размер удаляемой части должен превышать длину изъяна на 1- 2 см с каждой стороны.
Чтобы избежать непредусмотренных затрат, подрезы в сварных швах устраняют аргонодуговой сваркой неплавящимся электродом. После нагрева огрех замазывают расплавленным металлом. Однако такой метод исправления не рекомендуется, если соединение было выполнено другим видом сварки, так как внутри могут быть поры, посторонние включения и пр. Чтобы прочность не уменьшалась, участки сварного соединения с многочисленными подрезами вырубают или вырезают до основного металла и переваривают. Размер удаляемой части должен превышать длину изъяна на 1- 2 см с каждой стороны.
После исправления сварные соединения проходят повторную проверку. При выявлении дефектов отправляются на доработку. Один и тот же участок допускается исправлять в зависимости от сорта стали не более 2 — 3 раз. Это связано с изменением характеристик металла после повторной сварки. При исправлении следует учитывать, что при усилении сварного соединения снижается стойкость к вибрации.
Допускаются ли подрезы в сварных швах
Смонтированные конструкции принимают в эксплуатацию, если размеры подрезов в сварных швах не превышают указанных в ГОСТ30242-97 норм.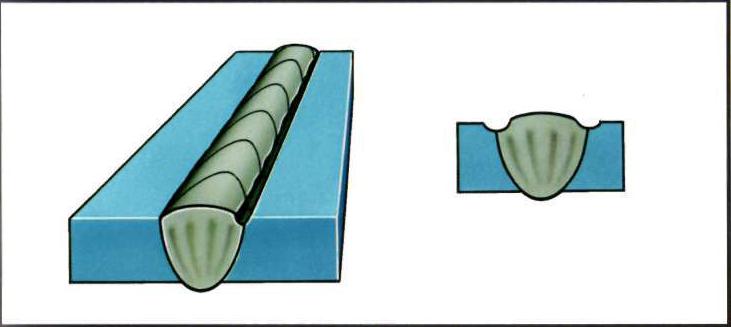 Окончательное решение принимают после рассмотрения следующих факторов:
Окончательное решение принимают после рассмотрения следующих факторов:
- размер конструкции и длина шва;
- как дефект влияет на прочность изделия с учетом начального и остаточного напряжения;
- вид и параметры изъяна;
- характеристики подреза по текучести, сопротивляемости, вязкости, пластичности;
- в каких условиях будет эксплуатироваться смонтированная конструкция;
- степень влияния дефекта на функциональность.
Прибор для замера изъянов должен иметь необходимый предел измерения. Поэтому следует внимательно изучить инструкцию, чтобы знать его возможности. Прибором с пределом до 5 мм не получится с необходимой точностью измерить дефект до 2 мм.
Даже у многоопытных сварщиков случаются подрезы, поэтому новичкам не следует расстраиваться, если не все швы получаются идеальными. Чтобы снизить количество огрехов в период обучения сварку лучше выполнять многофункциональными инверторами. Дополнительные опции такого оборудования компенсируют недостаток опыта.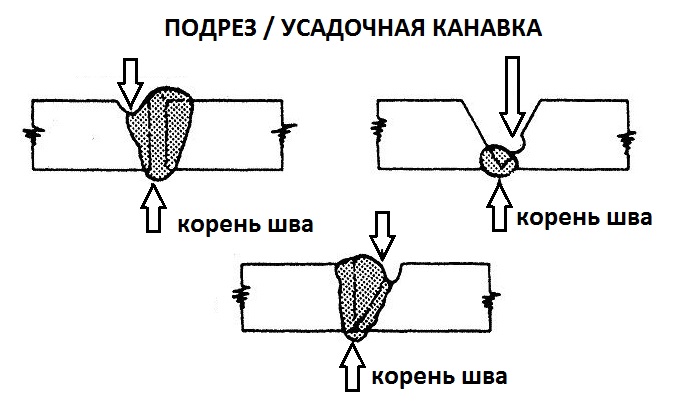
Имеющиеся фактические дефекты на металлическом изделии усложняют принцип использования конструкции по прямому назначению. Но, если грамотно и профессионально провести устранение дефекта, например подрез дефект сварного шва, то можно добиться отличных результатов механических и физических свойств материала. Чаще всего подрез сварного шва признается явным изъяном технологического процесса, который возникает от естественного перегрева металла, или места, где образован шов, так называемая технологическая усадка на кромках, которые происходят в процессе плавления. Чаще всего этот эффект возникает тогда, когда сварщик использует высокую скорость проведения сварочных мероприятий, а также в случае нарушения технологических процессов сварки, например, есть место появления высокого сварочного тока.
Кроме этого, неправильный угол наклона изделия, создаёт направление зоны горения дуги сварочного аппарата в места с тонкими краями, что в свою очередь создаёт технологическую глубину подреза сварного шва. В результате, в естественной газовой среде, при достаточно высоких температурах можно сжечь металл, а это, приводит к нарушению прочности конструкционного строения металла.
В результате, в естественной газовой среде, при достаточно высоких температурах можно сжечь металл, а это, приводит к нарушению прочности конструкционного строения металла.
Как образуются дефекты?
Попробуем разобраться, что такое подрез сварочного шва и как он влияет на физическую природу строения металла. Сам подрез является конструкционным углублением внутри основного металла, имеющий расположение по краям готового сварного шва. Чаще всего такой дефект возникает по причине появления излишнего показателя силы сварочного тока в рабочем процессе варки или пайки металла. Также причины подреза сварного шва вызваны неконтролируемой длиной электрической дуги. В данном случае длина сварного шва неестественным образом увеличиться, а края готовых кромок сильно оплавятся.
На представленных фото подрез сварного шва можно заметить, если видны смещения электрода к самой видимой и близкой части горизонтальной стенки. При этом сама вертикальная стенка оплавляется максимально быстро, чем горизонтальная. Расплавленный в данном случае металл мгновенно стекается по горизонтальной части. В этом случае возникает допуск подреза сварного шва на вертикальной части, а в горизонтальной плоскости образуются наплывы.
Расплавленный в данном случае металл мгновенно стекается по горизонтальной части. В этом случае возникает допуск подреза сварного шва на вертикальной части, а в горизонтальной плоскости образуются наплывы.
Способы предотвращения появления дефектов
Несмотря на то, что есть определённый технологический регламент контроля дефекта ГОСТ 30242-97 подреза сварного шва, рекомендуется все же предотвратить эти явления, соблюдая минимальные требования, в числе которых представлены следующие:
- Соблюдение температурного режима. Как известно, подрез сварного шва это процесс, который получаете в результате перегрева, и высокие показатели силы тока, являются основными причинами увеличения температуры и образования подреза.
- Угол наклона. Нередко в качестве дефекта служит банальное несоблюдение рабочего угла наклона, который имеет свои характеристики. Используйте рекомендуемый угол наклона, а высокую температуру сварки направляйте в зону, где есть более толстый слой металла. Таким образом, вы сумеете придерживать требуемые нормы подреза сварного шва.
- Скорость. Быстрая скорость сварки приводит к тому, что допускается подрез сварного шва. В результате дефекты будут очевидными, а это в свою очередь негативно сказывается на характеристиках прочности соединения. Рекомендуем попробовать свои силы и научиться выстраивать скорость проведения сварочных работ.
 Таким образом, вы сумеете придерживать требуемые нормы подреза сварного шва.
Таким образом, вы сумеете придерживать требуемые нормы подреза сварного шва.работать умеренно, не допускать высоких скоростей работы, но и медленная работа не даёт нужного результата.»
- Правильный выбор газа. Дополнительным отрицательным моментом работы в среде газа MAG-сварки, станет неправильный выбор экранирующего газа, который ставит перед собой проблему — допускаются ли подрезы сварных швов. Правильный выбор типа газа, а также его соответствие с металлами, станет гарантией качества проведённой работы. Для углеродистых сталей оптимальным вариантом станет двуокись углерода, а лучше в сочетании с различными группами инертных газов.
- Соблюдение технологии сварки. В ряде случаев предусматривается что подрез сварного шва можно замерить с помощью специальных слесарных инструментов, которые есть у каждого сварщика. В процессе сварки используйте только тот диаметр электродов, который является оптимальным для данного класса или группы металлов. Если нет возможности исключить полностью подрез, то используйте оптимальную рабочую зону шва. В крайнем случае, допускается использование многопроходных швов.
- Правильное рабочее положение. Некоторые сварщики допускают оплошность в виде того, что сварка осуществляется в горизонтальном положении. Это случай создаёт определённую усадку на металле, точнее на ее кромках. Самым оптимальным вариантом в данном случае является вертикальное положение свариваемых деталей. Здесь же вы получите дополнительный плюс в виде адекватного расходования электрода в процессе сварки.
- Использование многофункциональных систем сварки. При необходимости, используйте не только MAG-сварку, а аналог типа MIG. Это в конечном итоге даст хороший результат и меньше всего будут заметны дефекты сварки в целом. Смело комбинируйте различные варианты сварочных аппаратов в рабочем процессе.
 В ряде случаев предусматривается что подрез сварного шва можно замерить с помощью специальных слесарных инструментов, которые есть у каждого сварщика. В процессе сварки используйте только тот диаметр электродов, который является оптимальным для данного класса или группы металлов. Если нет возможности исключить полностью подрез, то используйте оптимальную рабочую зону шва. В крайнем случае, допускается использование многопроходных швов.
В ряде случаев предусматривается что подрез сварного шва можно замерить с помощью специальных слесарных инструментов, которые есть у каждого сварщика. В процессе сварки используйте только тот диаметр электродов, который является оптимальным для данного класса или группы металлов. Если нет возможности исключить полностью подрез, то используйте оптимальную рабочую зону шва. В крайнем случае, допускается использование многопроходных швов. Смело комбинируйте различные варианты сварочных аппаратов в рабочем процессе.
Смело комбинируйте различные варианты сварочных аппаратов в рабочем процессе.Допускаются ли подрезы в сварных швах
В силу ряда причин допускается использование подреза сварных швов, которые чаще всего вынуждены использовать в сложных конструкционных решениях. Для точного определения надобности наличия подреза, учитываются следующие факторы:
- Естественные габаритные размеры металлоконструкции, а также размеры сварного шва.
- Какое фактическое напряжение возникает внутри металлоконструкции, учитываются как начальное, так и остаточное напряжение.
- Общий вид имеющегося сварного дефекта, описание и характеристика.
- Механические параметры дефекта (текучесть, сопротивление, вязкость, пластичность и т.д.).
- Условия эксплуатации металлоконструкции, чаще всего определяются по параметрам состояния окружающей среды.
- Функциональная пригодность в дальнейшем изделия.
При выборе прибора для измерения, учитываем возможности устройства. Если прибор имеет предел измерения 5 мм, то невозможно точно определить данные дефекта с диаметром менее 2 мм. Внимательно изучите инструкцию прибора, и правильно производите измерение параметра глубины дефекта. Учитываем также общее состояние металлоконструкции, уставший металл верный признак того, что подрез сварного шва будет неэффективным по многим параметрам.
Если прибор имеет предел измерения 5 мм, то невозможно точно определить данные дефекта с диаметром менее 2 мм. Внимательно изучите инструкцию прибора, и правильно производите измерение параметра глубины дефекта. Учитываем также общее состояние металлоконструкции, уставший металл верный признак того, что подрез сварного шва будет неэффективным по многим параметрам.
Дефекты сварных соединений — НПО Пульсар
В силу разных причин сварные соединения могут иметь дефекты, влияющие на их прочность. Все виды дефектов швов подразделяют на три группы:
- наружные, к основным из которых относятся: трещины, подрезы, наплывы, кратеры;
- внутренние, среди которых чаще всего встречаются: пористость, непровары и посторонние включения;
- сквозные — трещины, прожоги.
Причинами возникновения дефектов могут быть различные обстоятельства: низкое качество свариваемого металла, неисправное или некачественное оборудование, неверный выбор сварочных материалов, нарушение технологии сварки или неправильный выбор режима, недостаточная квалификация сварщика.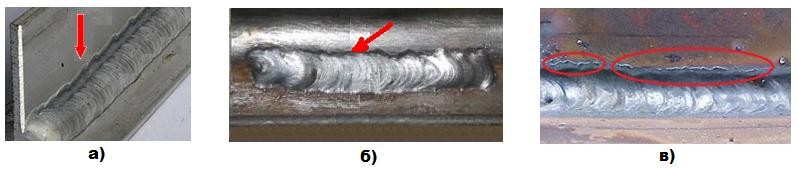
Основные дефекты сварки, их характеристика, причины возникновения и способы исправления
Трещины. Это наиболее опасные дефекты сварки, способные привести к практически мгновенному разрушению сваренных конструкций с самыми трагическими последствиям. Трещины различаются по размерам (микро- и макротрещины) и времени возникновения (в процессе сварки или после нее).
Дефект сварного шва: трещина
Дефекты сварного шва: трещины
Чаще всего причиной образования трещин является несоблюдение технологии сварки (например, неправильное расположение швов, приводящее к возникновению концентрации напряжения), неверный выбор сварочных материалов, резкое охлаждение конструкции. Способствует их возникновению также повышенное содержание в шве углерода и различных примесей — кремния, никеля, серы, водорода, фосфора.
Исправление трещины заключается в рассверливании ее начала и конца, с целью исключения дальнейшего распространения, удалении шва (вырубанию или вырезанию) и заваривании.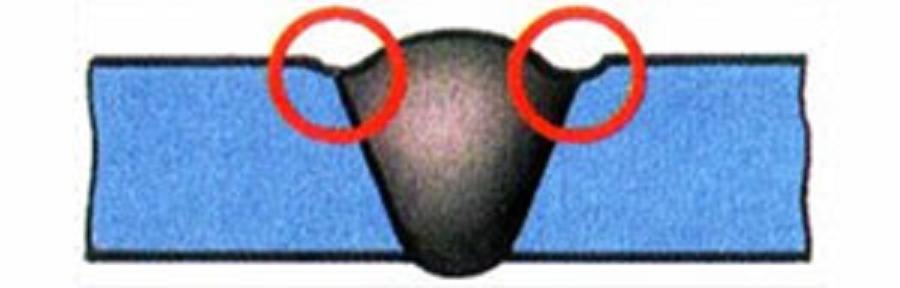
Подрезы. Подрезы — это углубления (канавки) в месте перехода «основной металл-сварной шов». Подрезы встречаются довольно часто. Их отрицательное действие выражается в уменьшении сечения шва и возникновении очага концентрации напряжения. И то и другое ослабляет шов. Подрезы возникают из-за повышенной величины сварочного тока. Чаще всего этот дефект образуется в горизонтальных швах. Устраняют его наплавкой тонкого шва по линии подреза.
Подрезы сварного шва
Дефекты сварного шва: подрезы
Наплывы. Наплывы возникают, когда расплавленный металл натекает на основной, но не образует с ним гомогенного соединения. Дефект шва возникает по разным причинам — при недостаточном прогреве основного металла вследствие малого тока, из-за наличия окалины на свариваемых кромках, препятствующей сплавлению, излишнего количества присадочного материала. Устраняются наплывы срезанием с проверкой наличия непровара в этом месте.
Наплыв сварного шва
Дефекты сварного шва: наплывы
Прожоги. Прожогами называют дефекты сварки, проявляющиеся в сквозном проплавлении и вытекании жидкого металла через сквозное отверстие в шве. При этом обычно с другой стороны образуется натек. Прожоги возникают из-за чрезмерно высокого сварочного тока, недостаточной скорости перемещения электрода, большого зазора между кромками металла, слишком малой толщины подкладки или ее неплотного прилегания к основному металлу. Исправляют дефект зачисткой и последующей заваркой.
Прожог сварного соединения
Непровар. Непровары — это локальные несплавления наплавленного металла с основным, или слоев шва между собой. К этому дефекту относят и незаполнение сечения шва. Непровары существенно снижают прочность шва и могут явиться причиной разрушения конструкции.
Незаполнение и непровар шва
Дефект возникает из-за заниженного сварочного тока, неправильной подготовки кромок, излишне высокой скорости сварки, наличия на кромках свариваемых деталей посторонних веществ (окалины, ржавчины, шлака) и загрязнений. При исправлении нужно вырезать зону непровара и заварить её.
Кратеры. Это дефекты в виде углубления, возникающего в результате обрыва сварочной дуги. Кратеры снижают прочность шва из-за уменьшения его сечения. В них могут находиться усадочные рыхлости, способствующие образованию трещин. Кратеры надлежит вырезать до основного металла и заварить.
Кратер сварочного шва
Кратер сварочного шва
Свищи. Свищами называют дефекты швов в виде полости. Как и кратеры, они уменьшают прочность шва и способствуют развитию трещин. Способ исправления обычный — вырезка дефектного места и заварка.
Свищи сварных швов
Посторонние включения. Включения могут состоять из различных веществ — шлака, вольфрама, окислов металлов и пр. Шлаковые включения образуются тогда, когда шлак не успевает всплыть на поверхность металла и остается внутри него. Это происходит при неправильном режиме сварки (завышенной скорости, например), плохой зачистке свариваемого металла или предыдущего слоя при многослойной сварке.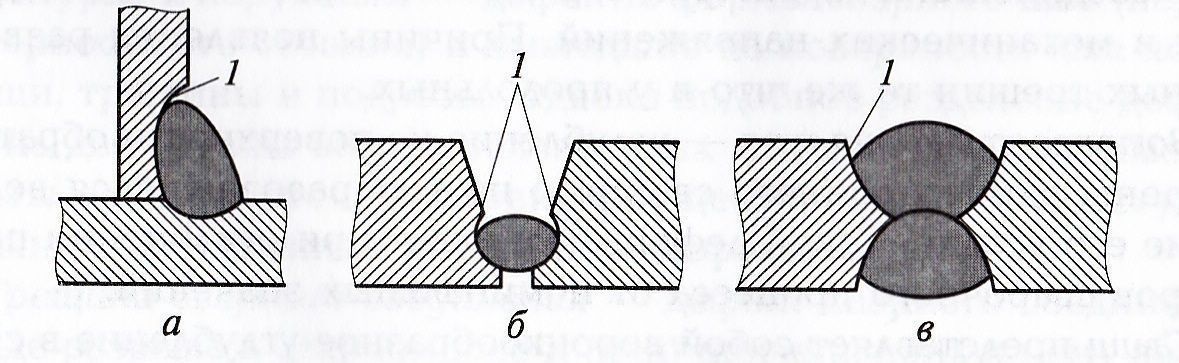
Посторонние включения сварного соединения
Вольфрамовые включения возникают при сварке вольфрамовым электродом, окисные — из-за плохой растворимости окислов и чрезмерно быстрого охлаждения.
Все виды включений уменьшают сечение шва и образуют очаг концентрации напряжения, снижая тем самым прочность соединения. Дефект устраняют вырезкой и завариванием.
Пористость. Пористость — это полости, заполненные газами. Они возникают из-за интенсивного газообразования внутри металла, при котором газовые пузырьки остаются в металле после его затвердевания. Размеры пор могут быть микроскопическими или достигать нескольких миллиметров. Нередко возникает целое скопление пор в сочетании со свищами и раковинами.
Пористость в сварном шве
Пористость в сварном шве
Возникновению пор способствует наличие загрязнений и посторонних веществ на поверхности свариваемого металла, высокое содержание углерода в присадочном материале и основном металле, слишком высокая скорость сварки, из-за которой газы не успевают выйти наружу, повышенная влажность электродов. Как и прочие дефекты, пористость снижет прочность сварного шва. Зону с ней необходимо вырезать до основного металла и заварить.
Как и прочие дефекты, пористость снижет прочность сварного шва. Зону с ней необходимо вырезать до основного металла и заварить.
Перегрев и пережог металла. Пережог и перегрев возникают из-за чрезмерно большого сварочного тока или малой скорости сварки. При перегреве размеры зерен металла в шве и околошовной зоне увеличиваются, в результате чего снижаются прочностные характеристики сварного соединения, главным образом — ударная вязкость. Перегрев устраняется термической обработкой изделия.
Пережог представляет собой более опасный дефект, чем перегрев. Пережженный металл становится хрупким из-за наличия окисленных зерен, обладающих малым взаимным сцеплением. Причины пережога те же самые, что и перегрева, а кроме этого еще и недостаточная защита расплавленного металла от азота и кислорода воздуха. Пережженный металл необходимо полностью вырезать и заварить это место заново.
Пережог металла шва
Сварка — Строительные СНИПы, ГОСТы, сметы, ЕНиР,
9.16. Допустимая минимальная начальная температура стали при ручной и полуавтоматической дуговой сварке элементов мостовых конструкций без предварительного подогрева принимается по табл. 2 как для листовых объемных и сплошностенчатых конструкций.
Допустимая минимальная начальная температура стали при ручной и полуавтоматической дуговой сварке элементов мостовых конструкций без предварительного подогрева принимается по табл. 2 как для листовых объемных и сплошностенчатых конструкций.Сварка конструкций железнодорожных мостов должна выполняться только в отапливаемых цехах.
9.17. Сварку элементов мостовых конструкций следует выполнять в кондукторах-кантователях в закрепленном состоянии.
9.18. Сварные конструкции мостов должны удовлетворять требованиям подпунктов «а» и «г» п. 1.51 настоящей .главы; кроме того, не иметь несплавлений по кромкам, а также непроваров в стыковых швах и на предусмотренных проектом участках со сквозным проплавлением угловых и тавровых соединений. Наплавленный металл должен быть плотным по всей длине шва и не иметь трещин.
Допуски по технологическим дефектам швов сварных соединений стальных конструкций мостов приведены в табл. 41, а методы и нормы контроля — в табл. 42 настоящей главы. Контроль качества производится в соответствии со специальной инструкцией.
Исправление дефектного шва производят тем методом сварки, который предусмотрен в проекте для выполнения данного соединения. В отдельных случаях, по согласованию с заводской инспекцией, допускается заварка полуавтоматом дефектных участков швов, выполненных автоматом. Исправление дефектного участка шва более двух раз допускается в исключительных случаях с соблюдением требований п. 1.62 настоящей главы.
9.19. Номер или знак сварщика должен ставиться у начала и конца выполненного им шва на расстоянии 100 мм от линии шва.
9.20. Режимы сварки, приведенные в разрабатываемой заводом технологической документации, для каждого типа соединений и сочетаний толщин металла, марок материалов, а также начальных температур стали должны назначаться по утвержденным в установленном порядке заводским нормалям или инструкциям
Таблица 41
| Категория | Типы швов сварных соединений, | Технологический дефект в шве сварного соединения | ||
| швов сварных соединений | входящих в данную категорию | поры наружные и внутренние, шлаковые включения | подрезы поперек усилий | подрезы вдоль усилий |
I | 1.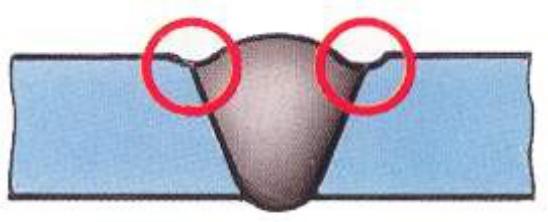 Поперечные и продольные стыковые швы растянутых1 поясов сплошных балок2 Поперечные и продольные стыковые швы растянутых1 поясов сплошных балок22. Поперечные и продольные стыковые швы растянутых элементов ферм3 3. Угловые швы, прикрепляющие основные детали и элементы конструкции и работающие на отрыв (при растяжении или изгибе) | Поры или шлаковые включения диаметром более 2% толщины металла и более 1 мм не допускаются в крайних четвертях ширины4 стыкового шва (поз. 1, 2, 7) и в соединениях, перечисленных в поз. 4, 5, 6 настоящей таблицы. В остальной зоне стыковых швов (поз. 1,2,7) и в соединениях, указанных в поз. 3, допускаются единичные дефекты диаметром не более 1 мм для металла толщиной до 25 мм и не более 4% толщины для металла толщиной более 25 мм в количестве не | Без исправления не допускаются. Подрезы глубиной до 0,5 мм на металле толщиной до 20 мм и глубиной не более 3% толщины на металле толщиной более 20 мм, а также местные подрезы длиной до 20% длины шва при глубине подреза не более 6% толщины металла разрешается исправлять зачисткой без предварительной заварки подреза | Без исправления не допускаются. При наличии их глубиной до 1 мм на металле толщиной до 20 мм и глубиной не более 6% толщины на металле толщиной более 20 мм можно устранять зачисткой. При наличии их глубиной до 1 мм на металле толщиной до 20 мм и глубиной не более 6% толщины на металле толщиной более 20 мм можно устранять зачисткой. |
| более четырех дефектов на участке шва длиной 400 мм. Расстояние между дефектами не менее 45 мм. | Подрезы глубиной не более 1 мм, расположенные непосредственно на ребрах жесткости к которым не присоединяются элементы поперечной конструкции пролетного строения, можно оставлять без исправления | ||
I |
| |||
II |
| Допускаются единичные дефекты диаметром не более 1,5 мм в количестве не более пяти дефектов на участке шва длиной 400 мм.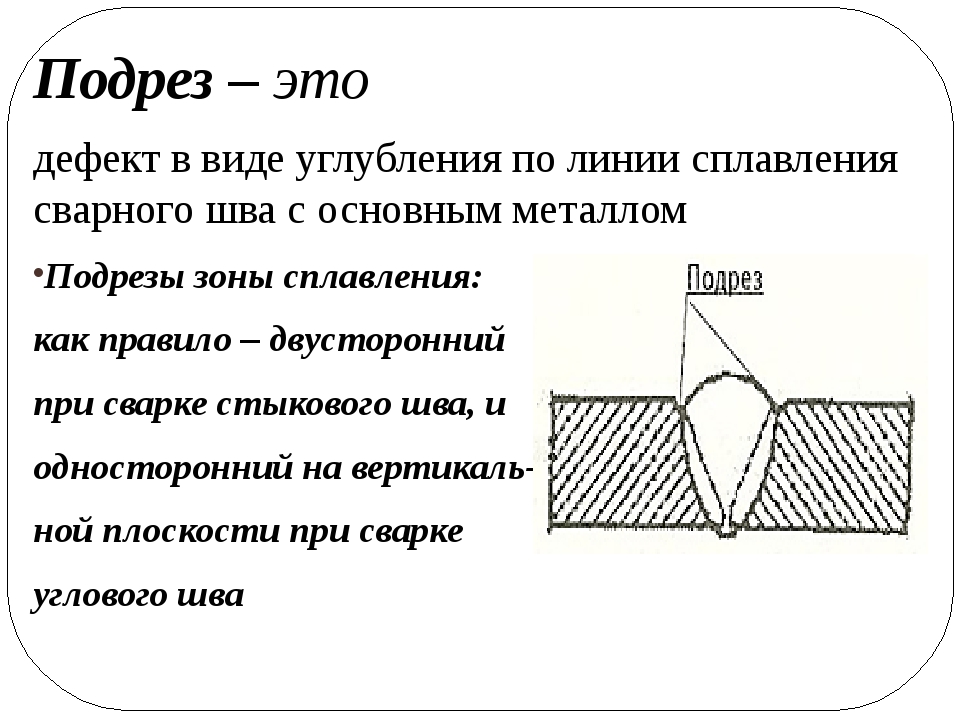 Расстояние между дефектами не менее 15 мм Расстояние между дефектами не менее 15 мм | Без исправления не допускаются. Имеющиеся подрезы устраняются зачисткой или заваркой с последующей зачисткой согласно указаниям для швов I категории | Допускаются глубиной не более 1 мм при ширине не менее 2 мм и плавном очертании. Подрезы большей глубины или неплавного очертания устраняются зачисткой или заваркой с последующей зачисткой согласно указаниям для швов I категории |
II |
| См. п. 11 | См. п. 11 | См. п. 11 |
III | 14. Поперечные я продольные стыковые швы сжатых поясов сплошных балок 15. Поперечные и продольные стыковые швы сжатых элементов ферм 16. Поперечные стыковые швы стенок балок на участке за вычетом поз. 7 и 11 17. Продольные стыковые швы стенок балок, расположенные в пределах части высоты балки, остающейся за вычетом поз. 12 18. Стыковые и угловые швы, прикрепляющие к сжатым элементам ферм и сжатым поясам сплошных балок узловые фасонки или расположенные вдоль усилия фасонки связей, а в сталежелезобетонных пролетных строениях — упоры 19. 20. Угловые соединительные швы сжатых элементов ферм 21. Угловые соединительные швы пакетов сжатых поясов сплошных балок
| Допускаются единичные дефекты диаметром не более 2 мм в количестве не более 6 дефектов на участке шва длиной 400 мм. Расстояние между дефектами не менее 10 мм | Согласно указаниям для швов II категории | |
III | 22. Угловые швы, прикрепляющие горизонтальные фасонки связей к стенкам балок (за исключением швов, указанных в п. 13<а>) 23. Угловые швы, прикрепляющие вертикальные и горизонтальные ребра жесткости, диафрагмы, а также расположенные поперек усилия в элементе фермы, поясе или стенке сплошной балки фасонки связей 24. Угловые швы, прикрепляющие элементы связей к фасонкам и ребрам жесткости | Допускаются единичные дефекты диаметром не более 2 мм в количестве не более 6 дефектов на участке шва длиной 400 мм.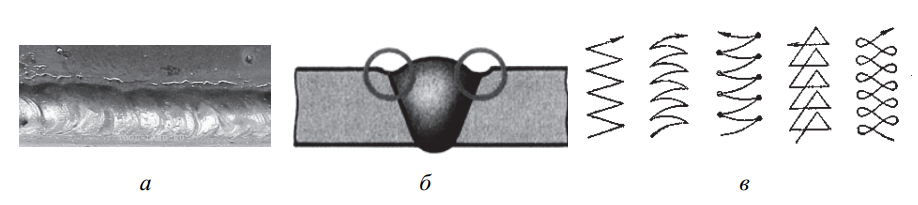 Расстояние между дефектами не менее 10 мм Расстояние между дефектами не менее 10 мм | Согласно указаниям для швов II категории | |
| 1 Категории швов сварных соединений сжато-вытянутых элементов и зон конструкций — те же, что и растянутых. 2 В конструкциях с ортотропной плитой на швы ее сварных соединений распространяются требования, предъявляемые к поясам балок. 3 Ортотропная плита железнодорожного проезда, включенная в работу главных ферм, также относится к элементам ферм. 4 Под шириной стыкового шва понимается расстояние между линиями сплавления металла шва с основным металлом на поверхности детали. | ||||
 Концевые участки (длиной 100 мм) угловых косых швов, прикрепляющих концы накладных компенсаторов или обрываемых в пролете листов пакетов растянутых поясов сплошных балок
Концевые участки (длиной 100 мм) угловых косых швов, прикрепляющих концы накладных компенсаторов или обрываемых в пролете листов пакетов растянутых поясов сплошных балок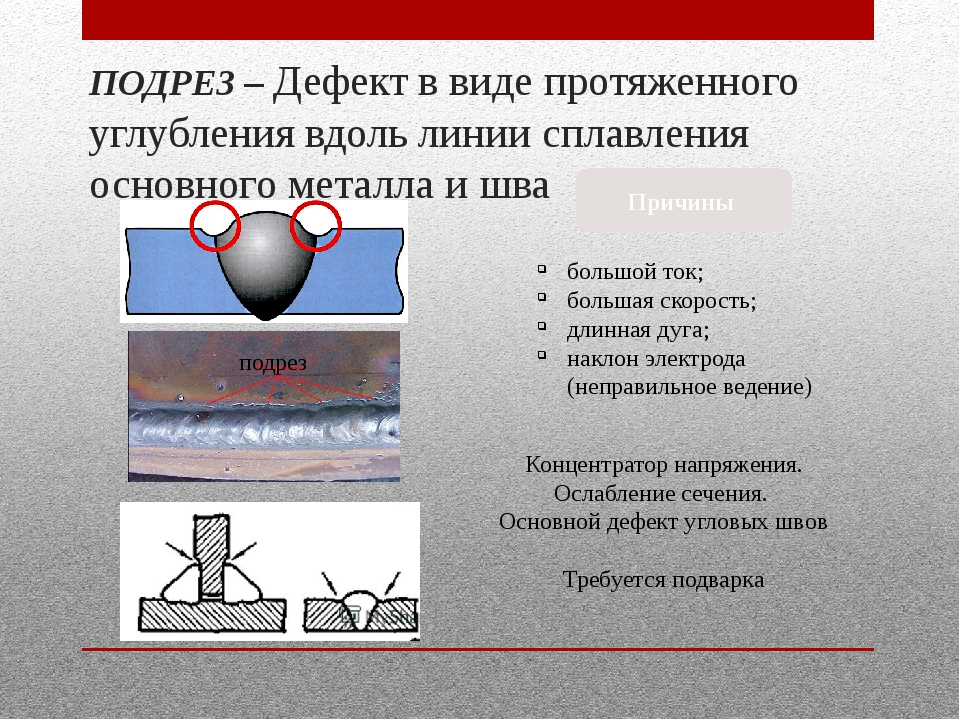 поз. 4), прикрепляющие к растянутым элементам ферм и растянутым поясам сплошных балок узловые фасонки или расположенные вдоль усилия фасонки связей, а в неразрезных сталежелезобетонных пролетных строениях — упоры
поз. 4), прикрепляющие к растянутым элементам ферм и растянутым поясам сплошных балок узловые фасонки или расположенные вдоль усилия фасонки связей, а в неразрезных сталежелезобетонных пролетных строениях — упоры Угловые поясные швы сжатых поясов сплошных балок
Угловые поясные швы сжатых поясов сплошных балокТаблица 42
| Методы контроля | Нормы контроля для швов сварных соединений категорий | ||
I | II | III | |
1. Систематическая проверка выполнения заданного технологического процесса сборки и сварки Систематическая проверка выполнения заданного технологического процесса сборки и сварки | 100% швов | 100% швов | 100% швов |
| 2. Наружный осмотр и промер швов | 100% длины швов | 100% длины швов | 100% длины швов |
| 3. Ультразвуковая дефектоскопия | 100% отнесенной к I категории длины каждого стыкового и углового шва | 100% отнесенной ко II категории длины стыковых и угловых швов по поз. 13″а» табл. 41; 100% длины каждого второго стыкового шва II категории по поз. 11 табл. 41 и 50% длины каждого стыкового шва II категории по поз. 12 табл. 41 (швы выбираются заводской инспекцией). При выявлении дефектов, выходящих за пределы допусков, контролю подлежат 100% стыковых швов по поз. 11*, 12 табл. 41 | 100% длины каждого третьего стыкового шва III категории по поз. 14, 15 табл. 41 (швы выбираются заводской инспекцией). Если при этом качество более чем 10% проверенных стыков признано неудовлетворительным, то производится дополнительный контроль такого количества стыков, чтобы общий объем проверенных ультразвуковой дефектоскопией швов составлял 50%. Если и при дополнительном контроле выявляются стыковые швы неудовлетворительного качества, то контролю подлежат 100% стыковых швов данной категории |
| 4. Просвечивание проникающими излучениями | Швы, результаты проверки которых ультразвуковой дефектоскопией требуют уточнения | –– | –– |
| 5. Металлографические исследования макрошлифов на торцах стыковых швов | 100% стыковых швов по поз. 1, 2 табл. 41, за исключением стыковых швов внутренних листов элементов коробчатого сечения | По два макрошлифа на каждом стыковом шве по поз. 14, 15 табл. 41, в котором при контроле ультразвуковой дефектоскопией выявлены дефекты; если при осмотре макрошлифов обнаружены недопустимые дефекты, то осматриваются еще два макрошлифа на данном элементе. Если на дополнительных макрошлифах обнаруживаются недопустимые дефекты то осматриваются макрошлифы на всех стыковых швах данного элемента 41, в котором при контроле ультразвуковой дефектоскопией выявлены дефекты; если при осмотре макрошлифов обнаружены недопустимые дефекты, то осматриваются еще два макрошлифа на данном элементе. Если на дополнительных макрошлифах обнаруживаются недопустимые дефекты то осматриваются макрошлифы на всех стыковых швах данного элемента | |
| * Нормы контроля действуют для швов по поз. 11 и в случае, если недопустимые дефекты обнаружены в швах по поз. 7 табл. 41. | |||
При сварке конструкций мостов производится проверка применяемых режимов и сварочных материалов путем испытания контрольных соединений с определением механических свойств соединений и металла шва, а также его химического состава. Методы и объем испытании контрольных соединений устанавливаются специальной инструкцией.
9.21. Устранение деформаций грибовидности и перекоса полок двутавровых, тавровых и Н-образных элементов мостовых конструкций, в том числе эксплуатируемых в районах с расчетной температурой ниже минус 40° С и до минус 65° С включительно и из стали класса С52/40, допускается производить холодной правкой на пресс-вальцах при соблюдении требований табл. 1. Указанные элементы, а также элементы коробчатого сечения допускается исправлять с помощью термической и термомеханической правки с нагревом в соответствии с требованиями п. 9.6; при этом одну и ту же зону выправлять более двух раз не допускается.
1. Указанные элементы, а также элементы коробчатого сечения допускается исправлять с помощью термической и термомеханической правки с нагревом в соответствии с требованиями п. 9.6; при этом одну и ту же зону выправлять более двух раз не допускается.
Неразрушающий контроль сварных соединений
03.10.2016Неразрушающий контроль сварных соединений — очень важная процедура в таких отраслях, как строительство и эксплуатация трубо- и газопроводов. Качество сварных швов, при помощи которых трубы соединяют в трубопроводы, может оказать существенное влияние на продолжительность и безопасность эксплуатации всей магистрали.
Наиболее распространенными дефектами сварного соединения являются:
- Наплыв. Возникают при попадании расплава на пришовную зону, когда расплавленный металл натекает на основной, но не образует с ним гомогенного соединения. Могут быть в виде отдельных капель, а могут иметь продолговатую структуру. Сопровождаются неравномерным, некачественным проваром металла шва, а также приводят к появлению трещин. Устраняются срезанием с проверкой наличия непровара в этом месте.
- Подрез. Канавки в металле на границе сварного шва, в месте перехода «основной металл-сварной шов». Подрезы уменьшают сечение шва, что в дальнейшем приводит к появлению избыточных напряжений и способно привести к появлению внешних и внутренних трещин. Чаще всего этот дефект образуется в горизонтальных швах. Устраняют его наплавкой тонкого шва по линии подреза.
- Прожог. Сквозное проплавление и вытекание металла из сварочной ванны через сквозное отверстие в шве. Причинами появления таких дефектов служат — низкая скорость сварки, увеличенный зазор между торцами труб при их сваривании и превышение силы сварочного тока. Исправляют дефект зачисткой и последующей заваркой.
- Непровар. Непровары — это локальные несплавления наплавленного металла с основным, или слоев шва между собой. К этому дефекту относят и незаполнение сечения шва. Непровары существенно снижают прочность шва и могут явиться причиной разрушения конструкции. Дефект возникает из-за заниженного сварочного тока, неправильной подготовки кромок, излишне высокой скорости сварки, наличия на кромках свариваемых деталей посторонних веществ (окалины, ржавчины, шлака) и загрязнений. При исправлении нужно вырезать зонунепровара и заварить её.
- Кратер. Это дефекты в виде углубления, возникающего в результате обрыва сварочной дуги. Кратеры снижают прочность шва из-за уменьшения его сечения. В них могут находиться усадочные рыхлости, способствующие образованию трещин. Кратеры надлежит вырезать до основного металла и заварить.
- Инородные включения. Включения могут состоять из различных веществ — шлака, вольфрама, окислов металлов и пр. Шлаковые включения образуются тогда, когда шлак не успевает всплыть на поверхность металла и остается внутри него. Это происходит при неправильном режиме сварки (завышенной скорости, например), плохой зачистке свариваемого металла или предыдущего слоя при многослойной сварке. Вольфрамовые включения возникают при сварке вольфрамовым электродом, окисные — из-за плохой растворимости окислов и чрезмерно быстрого охлаждения.Все виды включений уменьшают сечение шва и образуют очаг концентрации напряжения, снижая тем самым прочность соединения. Дефект устраняют вырезкой и завариванием.
- Пористость. Полости, заполненные газами, возникающие из-за интенсивного газообразования внутри металла, при котором газовые пузырьки остаются в металле после его затвердевания. Размеры пор могут быть микроскопическими или достигать нескольких миллиметров. Нередко возникает целое скопление пор в сочетании со свищами и раковинами.
- Перегрев и пережог металла. Пережог и перегрев возникают из-за чрезмерно большого сварочного тока или малой скорости сварки. При перегреве размеры зерен металла в шве и околошовной зоне увеличиваются, в результате чего снижаются прочностные характеристики сварного соединения, главным образом — ударная вязкость. Перегрев устраняется термической обработкой изделия. Пережог представляет собой более опасный дефект, чем перегрев. Пережженный металл становится хрупким из-за наличия окисленных зерен, обладающих малым взаимным сцеплением. Причины пережога те же самые, что и перегрева, а кроме этого еще и недостаточная защита расплавленного металла от азота и кислорода воздуха. Пережженный металл необходимо полностью вырезать и заварить это место заново.
- Свищ. Воронкообразное углубление в сварочном шве, развивающееся из раковины или большой поры. Причиной развития свища чаще всего является некачественная подготовка поверхности и присадочной проволоки под сварку. Дефект обнаруживается визуально и подлежит переварке.
- Поверхностное окисление. Окалина или пленка оксидов на поверхности сварного соединения. Поверхностное окисление зависит от плохой защиты сварочной ванны, качества подготовки свариваемых кромок, неправильной регулировки подачи защитного газа, его составом, большим вылетом электрода.
- Трещины. Трещины можно отнести к наиболее опасным видам дефектов. Они могут появиться в любой точке сварочной зоны (включая пришовную область металла) и иметь любое направление (продольное и поперечное). По своим размерам они подразделяются на микротрещины и трещины. Такой дефект вызывается как неправильными условиями кристаллизации расплава, так и превышением концентрации углерода, серы и фосфора в сварочной ванне. Трещины заметно влияют на все основные параметры сварных соединений трубопроводов.
 Могут быть в виде отдельных капель, а могут иметь продолговатую структуру. Сопровождаются неравномерным, некачественным проваром металла шва, а также приводят к появлению трещин. Устраняются срезанием с проверкой наличия непровара в этом месте.
Могут быть в виде отдельных капель, а могут иметь продолговатую структуру. Сопровождаются неравномерным, некачественным проваром металла шва, а также приводят к появлению трещин. Устраняются срезанием с проверкой наличия непровара в этом месте. К этому дефекту относят и незаполнение сечения шва. Непровары существенно снижают прочность шва и могут явиться причиной разрушения конструкции. Дефект возникает из-за заниженного сварочного тока, неправильной подготовки кромок, излишне высокой скорости сварки, наличия на кромках свариваемых деталей посторонних веществ (окалины, ржавчины, шлака) и загрязнений. При исправлении нужно вырезать зонунепровара и заварить её.
К этому дефекту относят и незаполнение сечения шва. Непровары существенно снижают прочность шва и могут явиться причиной разрушения конструкции. Дефект возникает из-за заниженного сварочного тока, неправильной подготовки кромок, излишне высокой скорости сварки, наличия на кромках свариваемых деталей посторонних веществ (окалины, ржавчины, шлака) и загрязнений. При исправлении нужно вырезать зонунепровара и заварить её.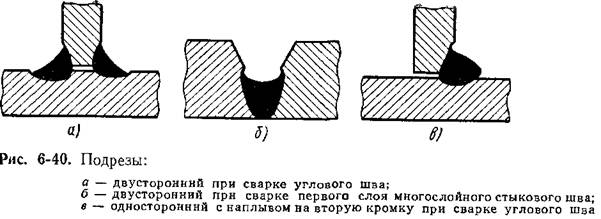 Вольфрамовые включения возникают при сварке вольфрамовым электродом, окисные — из-за плохой растворимости окислов и чрезмерно быстрого охлаждения.Все виды включений уменьшают сечение шва и образуют очаг концентрации напряжения, снижая тем самым прочность соединения. Дефект устраняют вырезкой и завариванием.
Вольфрамовые включения возникают при сварке вольфрамовым электродом, окисные — из-за плохой растворимости окислов и чрезмерно быстрого охлаждения.Все виды включений уменьшают сечение шва и образуют очаг концентрации напряжения, снижая тем самым прочность соединения. Дефект устраняют вырезкой и завариванием. Пережог представляет собой более опасный дефект, чем перегрев. Пережженный металл становится хрупким из-за наличия окисленных зерен, обладающих малым взаимным сцеплением. Причины пережога те же самые, что и перегрева, а кроме этого еще и недостаточная защита расплавленного металла от азота и кислорода воздуха. Пережженный металл необходимо полностью вырезать и заварить это место заново.
Пережог представляет собой более опасный дефект, чем перегрев. Пережженный металл становится хрупким из-за наличия окисленных зерен, обладающих малым взаимным сцеплением. Причины пережога те же самые, что и перегрева, а кроме этого еще и недостаточная защита расплавленного металла от азота и кислорода воздуха. Пережженный металл необходимо полностью вырезать и заварить это место заново. Трещины можно отнести к наиболее опасным видам дефектов. Они могут появиться в любой точке сварочной зоны (включая пришовную область металла) и иметь любое направление (продольное и поперечное). По своим размерам они подразделяются на микротрещины и трещины. Такой дефект вызывается как неправильными условиями кристаллизации расплава, так и превышением концентрации углерода, серы и фосфора в сварочной ванне. Трещины заметно влияют на все основные параметры сварных соединений трубопроводов.
Трещины можно отнести к наиболее опасным видам дефектов. Они могут появиться в любой точке сварочной зоны (включая пришовную область металла) и иметь любое направление (продольное и поперечное). По своим размерам они подразделяются на микротрещины и трещины. Такой дефект вызывается как неправильными условиями кристаллизации расплава, так и превышением концентрации углерода, серы и фосфора в сварочной ванне. Трещины заметно влияют на все основные параметры сварных соединений трубопроводов.
Методы неразрушающего контроля сварных соединений
Учитывая такое разнообразие дефектов, возникающих при сварке, способы контроля тоже могут существенно различаться.
Все сварные дефекты глобально можно разделить на внешние и внутренние, и если для контроля внешних дефектов чаще всего достаточно использования ВИК (визуально-измерительного контроля), то внутренние дефекты можно контролировать радиографическим или ультразвуковыми методами.
- Визуально-оптический контроль – это один из методов неразрушающего контроля оптического вида. Он основан на получении первичной информации об объекте при визуальном наблюдении или с помощью оптических приборов. Это органолептический контроль, т.е. воспринимаемый органами чувств (органами зрения) ГОСТ 23479-79 «Контроль неразрушающий. Методы оптического вида» устанавливает требования к методам контроля оптического вида. Визуальный метод контроля позволяет обнаруживать несплошности, отклонения размера и формы от заданных более 0,1 мм при использовании приборов с увеличением до 10х. Визуальный контроль, как правило, производится невооруженным глазом или с использованием увеличительных луп 2х до 7х. В сомнительных случаях и при техдиагностировании допускается увеличение до 20х.
- Радиационный вид неразрушающего контроля в соответствии с ГОСТ 18353-79 делится на методы: радиографический, радиоскопический, радиометрический. Радиографический метод контроля основан на преобразовании радиационного изображения контролируемого объекта в радиографический снимок. Требования к радиографическому контролю регламентированы ГОСТ 7512-82 «Контроль неразрушающий. Сварные соединения. Радиографический метод».
Перейти к выбору приборов для радиографического контроля - Данный метод относится к акустическому виду неразрушающего контроля (ГОСТ 55724-2013 «Контроль неразрушающий. Соединения сварные. Методы ультразвуковые»), применяется при толщине металла шва не менее 4 мм. Он основан на использовании ультразвуковых волн, представляющих собой упругие колебания материальной среды с частотой выше 0,5-0,25 МГц (выше той, которую способны воспринимать слуховые органы человека). В этом методе контроля используется способность ультразвуковых волн отражаться от границы раздела двух сред, обладающих разными акустическими свойствами. Когда при прохождении через сварной шов ультразвуковые волны встречают на своем пути дефекты (трещины, поры, шлаковые включения, расслоения и т. д.), они отражаются от границы раздела металл–дефект и могут быть зафиксированы при помощи специального ультразвукового дефектоскопа.
Перейти к выбору приборов для ультразвуковой дефектоскопии - Капиллярный контроль. Капиллярный контроль сварных соединений применяется для выявления наружных (поверхностных и сквозных) дефектов в сварных швах и прилегаюших зонах термического влияния.
Такой способ проверки позволяет выявлять такие дефекты, как горячие и холодные трешины в сварных швах, непровары, поры, раковины и некоторые другие.
 Требования к радиографическому контролю регламентированы ГОСТ 7512-82 «Контроль неразрушающий. Сварные соединения. Радиографический метод».
Требования к радиографическому контролю регламентированы ГОСТ 7512-82 «Контроль неразрушающий. Сварные соединения. Радиографический метод». 
Перейти к выбору приборов для капиллярного контроля
| Трещина | Crack |
| Микротрещина | Microcrack |
| Продольная трещина | Longitudinal crack |
| Поперечная трещина | Transverse crack |
| Радиальные трещины | Radiating cracks |
| Полость | Cavity |
| Газовая полость | Gas cavity |
| Газовая пора | Gas pore |
| Равномерная пористость | Uniformly distributed porosity |
| Скопление пор | Clustered (localized) porosity |
| Линейная пористость | Linear porosity |
| Вытянутая полость | Elongated cavity |
| Свищ | Worm-hole |
| Поверхностная пора | Surface pore |
| Поверхностная пористость | Surface porosity |
| Усадочная раковина | Shrinkage cavity |
| Междендритная усадка | Interdendritic shrinkage |
| Кратерная усадочная раковина | Crater pipe |
| Незаваренный кратер | End crater pipe |
| Микроусадка | Micro-shrinkage |
| Междендритная микроусадка | Interdendritic Microshrinkage |
| Tранскристаллическая микроусадка | Transgranular microshrinkage |
| Твердое включение | Solid inclusion |
| Шлаковое включение | Slag inclusion |
| Флюсовое включение | Flux inclusion |
| Оксидное включение | Oxide inclusion |
| Оксидная пленка | Puckering Peau |
| Металлическое включение | Metallic inclusion |
| Несплавлениеи непровар | Lack of fusion and penetration |
| Несплавление | Lack of fusion |
| Непровар | Incomplete penetration (lack of penetration) |
| Непровар в корне сварного шва | Incomplete root penetration |
| Шипы | Spiking |
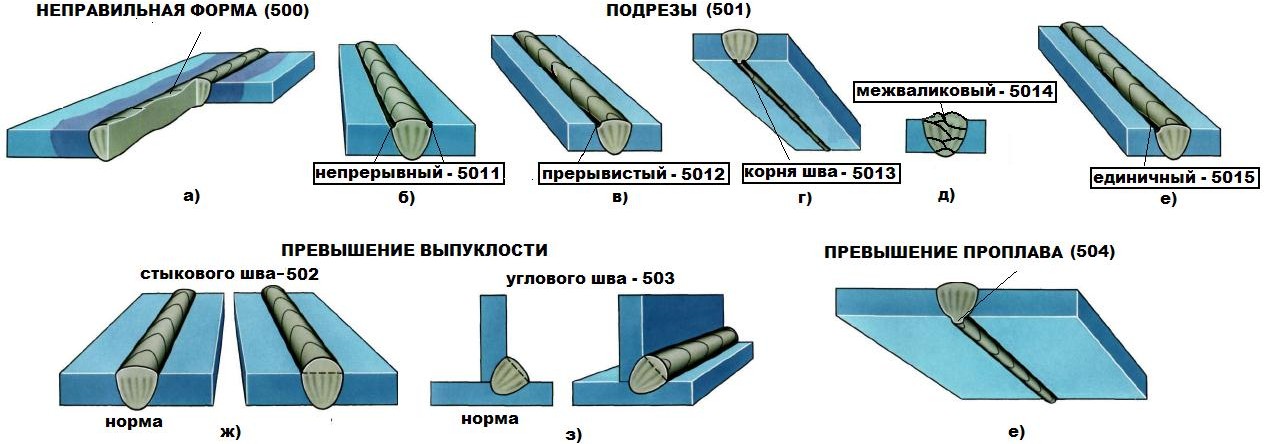
| Подрез | Undercut |
| Непрерывный подрез | Continuous undercut |
| Прерывистый подрез | Intermittent undercut |
| Подрез корня шва | Shrinkage grooves |
| Межваликовый подрез | Inter-run undercut (interpass undercut) |
| Единичный подрез | Local intermittent undercut |
| Превышение выпуклости (стыковой шов) | Excess weld metal |
| Превышение выпуклости (угловой шов) | Excessive convexity |
| Превышение проплава | Excessive penetration |
| Местное превышение проплава | Local excessive penetration |
| Протяженное превышение проплава | Continuous excessive penetration |
| Избыточное проплавление | Excessive melt-through |
| Неправильный профиль сварного шва | Incorrect weld toe |
| Неправильный угол перехода шва к основному металлу | Incorrect weld toe angle |
| Неправильный радиус перехода шва к основному металлу | Incorrect weld toe radius |
| Натек | Overlap |
| Натек на лицевой стороне сварного шва | Toe overlap |
| Натек в корне шва | Root overlap |
| Линейное смещение | Linear misalignment |
| Линейное смещение листов | Linear misalignment between plates |
| Линейное смещение труб | Linear misalignment between tubes |
| Угловое смещение | Angular misalignment |
| Протек | Sagging |
| Прожог | Burn-through |
| Асимметрия углового шва | excessive asymmetry of fillet weld (excessive unequal leg length) |
| Неравномерная ширина шва | irregular width largeur |
| Неровная поверхность шва | irregular surface |
| Вогнутость корня шва | root concavity |
| Корневая пористость | root porosity |
| Плохое повторное возбуждение дуги | poor restart |
| Коробление | excessive distortion |
| Неправильные размеры сварного шва | imperfect weld dimensions |
| Превышение толщины сварного шва | excessive weld thickness |
| Превышение ширины сварного шва | excess weld width |
| Занижение толщины углового шва | insufficient throat thickness |
| Превышение толщины углового шва | excessive throat thickness |
| Прочие дефекты | miscellaneous imperfections |
| Ожог дугой | arc strike, stray arc |
| Брызги металла | spatter |
| Вольфрамовые брызги | tungsten spatter |
| Поверхностные задиры | torn surface |
| Риска | grinding |
| Забоина | chipping mark |
| Утонение металла | underflushing |
| Дефект от прихватки шва | tack weld imperfection |
| Смещение осей двухсторонних валиков | misalignment of opposite runs |
| Цвета побежалости (видимая оксидная пленка) | temper colour (visible oxide film) |
| Изменение цвета | discolouration |
| Окисленная поверхность | scaled surface |
| Остаток флюса | flux residue |
| Остаток шлака | slag residue |
| Неправильный зазор в корне угловых швов | incorrect root gap for fillet welds |
| Вздутие | swelling |
| Кратерная трещина | Crater crack |
| Разрозненные трещины | Group of disconnected cracks |
| Разветвленная трещина | Branching crack |
Категории сварных швов гост допустимые дефекты.
 Дефекты и контроль качества сварных соединений
Дефекты и контроль качества сварных соединенийНарушение требований, установленных нормативными документами, при сварке плавлением приводит к образованию брака. Дефекты сварных соединений ГОСТ 30242-97 разделяет на шесть групп. Их нужно знать так же хорошо, как и то, правильно.
Трещины: разновидности, причины их образования
Трещиной называют несплошность, которая вызывается резким охлаждением или воздействием нагрузок. Разновидность этого дефекта, которую можно обнаружить только оптическими приборами с увеличением, не менее пятидесятикратного, называют микротрещиной.
Продольные трещины располагаются вдоль сварного соединения и могут располагаться:
- в металле шва;
- в основном материале;
- на границе сплавления;
- в области температурного влияния.
Трещины в основном металле, причиной которых являются высокие напряжения, называют скрытыми. Внешне они напоминают ступеньки. Этот дефект присущ сварным соединениям значительной толщины. Высокие напряжения вызываются слишком жесткими соединениями или некорректным выбором сварочной технологии. Уменьшение сварочных напряжений снижает вероятность образования скрытых продольных трещин.
Этот дефект присущ сварным соединениям значительной толщины. Высокие напряжения вызываются слишком жесткими соединениями или некорректным выбором сварочной технологии. Уменьшение сварочных напряжений снижает вероятность образования скрытых продольных трещин.
Конфигурация продольных трещин определяется линиями сплавления шва и основного металла.
Эти трещины разделяют на:
- горячие, их причиной является высокотемпературная хрупкость сплавов;
- холодные – возникают при медленном разрушении металла.
Поперечные трещины ориентированы перпендикулярно оси сварного шва. Они могут возникать, как в основном материале и металле сварного соединения, так и в зоне температурного влияния.
Радиальные трещины расходятся из одной точки и иначе называются звездообразными. Места их расположения аналогичны локализациям поперечных трещин. Причины образования поперечных и радиальных трещин такие же, как и у продольных.
В месте отрыва дуги на поверхности шва образуется углубление. Дефекты, которые возникают в этом месте, называют трещинами в кратере. Они разделяются на продольные, поперечные, звездоподобные. Конфигурацию этого дефекта определяют: микроструктура зоны сварного соединения, фазовые, термические и механические напряжения.
Дефекты, которые возникают в этом месте, называют трещинами в кратере. Они разделяются на продольные, поперечные, звездоподобные. Конфигурацию этого дефекта определяют: микроструктура зоны сварного соединения, фазовые, термические и механические напряжения.
Если возникает группа не связанных друг с другом трещин, то они называются раздельными. Места и причины их возникновения аналогичны этим характеристикам поперечных и радиальных трещин.
Если из одной трещины образуется группа трещин, то такой брак носит название разветвленных трещин. Места их расположения – основной материал, металл шва, область термического влияния. Причины возникновения такие же, как и у продольных трещин.
Поры: их форма, места расположения и причины появления
Дефекты сварных соединений и соединений в виде полостей в сварном соединении называют порами. Эти полости заполнены газом, который не успел выделиться наружу.
Различают следующие разновидности пор:
- Газовая полость – это образование произвольной формы, не имеющее углов, причиной появления которого явились газы, не успевшие покинуть расплавленный материал.
- Газовой порой называют газовую полость, имеющую сферическую форму.
- Группа газовых пор, которая располагается в металле сварного соединения, называется равномерно распределенной пористостью.
- Скопление пор – это три или более газовых полостей, расположенных кучно на расстоянии между собой, не превышающем тройной диаметр максимальной поры.
- Цепочкой пор называют ряд газовых полостей, которые располагаются линией вдоль сварного соединения с расстоянием между ними, не превышающем трех диаметров наибольшей из пор.
- Если дефектом является несплошность, вытянутая вдоль оси сварного шва и имеющая высоту, которая гораздо меньше длины, то она называется продолговатой полостью.
- Свищом называют трубчатую полость, которая располагается в металле сварного шва. Свищ вызывается выделением газа. Его форма и положение определяются источником газа и режимом твердения. Как правило, свищи образуют скопления в форме елочек.
- Газовая полость, нарушающая целостность поверхности сварного соединения, называется поверхностной порой.
- Если во время затвердевания вследствие усадки образуется полость – она носит название усадочной раковины. А усадочная раковина, расположенная в конце валика и не заваренная при последующих проходах, называется кратером.


Поры – дефекты сварных соединений, фото которых приведено ниже, появляются из-за наличия вредных примесей, как в основном металле, так и в присадочном. Поры могут образовываться из-за ржавчины и прочих загрязнений, которые не были удалены перед проведением сварки с кромок материала, повышенного содержания углерода, высокой скорости сварочного процесса, нарушений защиты сварочной ванны. Самой частой причиной возникновения пор является отсыревшее покрытие плавящегося электрода.
Наличие одиночных пор не представляет опасности, а вот их цепочка может негативно сказаться на прочностных характеристиках сварного соединения. Участок сварочного шва, пораженный этими дефектами, переваривают, предварительно механически его зачистив. Поры и шлаковые включения
Виды твердых включений в сварном шве
Твердые инородные включения, как металлического, так и неметаллического характера, имеющие в своей конфигурации хотя бы один острый угол, являются недопустимым дефектами в сварном соединении, поскольку играют роль концентраторов напряжений. Дополнительная опасность этих дефектов заключается в том, что они не видимы снаружи. Обнаружить их можно только методами неразрушающего контроля.
Дополнительная опасность этих дефектов заключается в том, что они не видимы снаружи. Обнаружить их можно только методами неразрушающего контроля.
Шлаковые включения в сварном соединении
Твердые включения разделяются на следующие виды:
- Шлаковые включения – это шлаки, попавшие в сварочный шов. В зависимости от того, в каких условиях они были образованы, они бывают линейными, разобщенными, прочими. Причины их образования – большие скорости сварочного процесса, загрязненные кромки, многослойная сварка, если швы между слоями очищены некачественно. Форма этих бракованных включений очень разнообразна, поэтому они могут быть гораздо опаснее округлых пор.
- Флюсы, служащие для защиты металла от окисления, являются причиной образования флюсовых включений. Также, как и шлаковые, флюсовые включения делят на линейные, разобщенные и прочие.
- Причинами образования оксидных включений могут быть: недостаточно чистая поверхность основного или присадочного металлов, вытаскивание горячего сварочного прутка из области защиты, неправильная подготовка кромок – слишком сильное их затупление.
- Частицы сторонних металлов – вольфрама, меди или других образуют металлические включения. Причиной их образования может стать эрозия вольфрамового электрода или случайное попадание металлических частиц снаружи, а также при использовании для поджига медной стружки.
Несплавление и непровар: причины возникновения
Непровар и несплавлениеДефекты – несплавление и непровар – это отсутствие соединения основного материала и металла сварного соединения.
Несплавление возникает при высоких скоростях сварочного процесса и силе тока более 15000С. Для предотвращения несплавлений необходимо уменьшить скорость сварки, снизить временной разрыв между образованием и заполнением канавки, тщательно очищать сварочную зону от масел и загрязнений. Несплавления могут располагаться:
- в корне сварного шва;
- на боковой стороне;
- между валиками.
Непровар возникает по причине невозможности расплавленного металла достичь корня шва. Причин непровара может быть несколько:
- недостаточный сварочный ток;
- слишком высокая скорость перемещения электрода;
- увеличенная длина дуги;
- слишком маленький угол скоса кромок;
- перекос свариваемых кромок;
- недостаточный зазор между кромками;
- неправильно выбранный – увеличенный – диаметр электрода.
- попадание шлака в зазоры между кромками;
- неадекватный выбор полярности для данного типа электродов.

Непровар – очень опасный и недопустимый сварочный дефект.
Виды отклонений формы наружной поверхности шва от заданных значений
К нарушениям формы сварочного шва относят следующие дефекты:
- Подрезы непрерывные – представляют собой непрерывные углубления, расположенные на наружной части валика шва. Если подрезы располагаются со стороны корня одностороннего шва и образуются по причине усадки вдоль границы, их называют усадочными канавками. Подрезы являются широко распространенными поверхностными дефектами, которые возникают из-за слишком высокого напряжения дуги при сваривании угловых швов или по причине неточного ведения электрода. В этом случае одна из кромок проплавлена более глубоко, что приводит к стеканию металла на находящуюся в горизонтальном положении деталь. Для заполнения канавки металла не хватает. При сварке стыковых швов подрезы образуются редко. При слишком высоких значениях скорости сварки и напряжения дуги, как правило, возникают двухсторонние подрезы. Такого же типа дефект получается и при автоматической сварке в случае повышения угла разделки.
 При слишком высоких значениях скорости сварки и напряжения дуги, как правило, возникают двухсторонние подрезы. Такого же типа дефект получается и при автоматической сварке в случае повышения угла разделки.
При слишком высоких значениях скорости сварки и напряжения дуги, как правило, возникают двухсторонние подрезы. Такого же типа дефект получается и при автоматической сварке в случае повышения угла разделки.- Превышения выпуклостей стыкового или углового шва представляют собой избыток наплавленного металла с лицевой стороны швов сверх положенного значения.
- Если избыток наплавленного металла сверх установленного значения располагается на обратной стороне стыкового шва, то такой дефект называют превышением проплава. Разновидность – местный избыточный проплав.
- Если избыток наплавляемого металла натекает на основной металл, но не сплавляется с ним, то такой дефект называют наплавом.
- Линейное смещение возникает, если свариваемые поверхности расположены параллельно, но не на одном уровне.
- Угловым называют смещение между двумя поверхностями при их расположении под углом, который отличается от необходимого.
- Натек образуется из металла сварного шва который оседает под воздействием силы тяжести. Натек образуется при горизонтальном, потолочном, нижнем положениях сварки, в угловом соединении и шве нахлесточного соединения.
- При прожоге металл сварочной ванны вытекает, образуя сквозное отверстие. Причинами прожога могут стать загрязненность поверхности основного металла или электрода.
- Неполное заполнение разделки кромок возникает из-за недостаточного количества присадочного материала.
- Если в угловом соединении один катет значительно превышает другой, то возникает дефект чрезмерной асимметрии.
- Неравномерная ширина сварного шва.
- Неровная поверхность – это неравномерность формы усиления шва по его протяженности.
- Вогнутость корня шва представляет собой неглубокую канавку со стороны корня шва, которая образовалась по причине усадки.
- Из-за возникновения пузырьков в период затвердевания металла образуется пористость в корне шва.
- Возобновление. Этот дефект представляет собой местную неровность поверхности в зоне возобновления сварочного процесса.
 Натек образуется при горизонтальном, потолочном, нижнем положениях сварки, в угловом соединении и шве нахлесточного соединения.
Натек образуется при горизонтальном, потолочном, нижнем положениях сварки, в угловом соединении и шве нахлесточного соединения.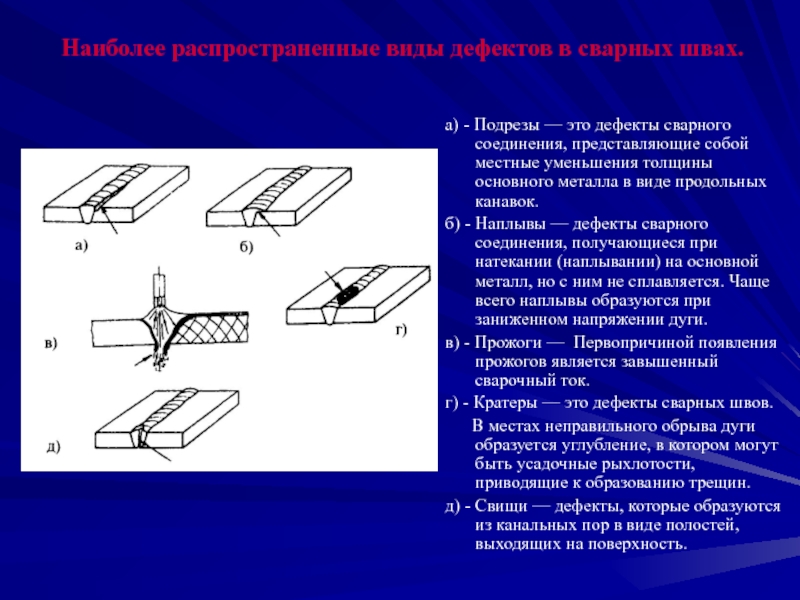
Наплыв и подрез
Прочие дефекты сварных швов
Все дефекты сварных швов и соединений, которые не были перечислены выше, относятся к категории “прочие”. К ним принадлежат следующие типы дефектов:
- Случайная дуга. В результате возникновения случайного горения дуги возникает местное повреждение поверхностного слоя основного металла, который примыкает к области сварного шва.
- Брызги металла – капли, которые образовались от наплавляемого или присадочного металла во время сварочного процесса. Они прилипают к поверхности остывшего металла сварного шва или основного металла, расположенного в околошовной области.
- Вольфрамовые брызги – создаются частицами вольфрама, выброшенного из расплавленного электрода на основной металл или на сварной шов.
- Поверхностные задиры – это дефекты, которые возникают из-за удаления временно приваренного приспособления.
- Утонение металла образуется при механической обработке. При этом толщина металла имеет значение, которое меньше допустимой величины.
Допустимые дефекты сварных соединений – это отклонения, наличие которых не снижает эксплуатационные свойства сварного соединения и их присутствие разрешено нормативной документацией. Все остальные дефекты, как правило, исправляются с помощью подварки. Исправлять качество сварки более двух раз не разрешается, так как может произойти перегрев или пережог металла.
Сегодня сварка используется повсеместно для соединения различных металлических деталей. Она успешно используется как в промышленности, так и в частных бытовых условиях. называется неразъемное соединение деталей посредством сварки. В результате этого формируются различные участки, которые характеризуются определенным набором свойств. Все зависит от степени нагрева. Они могут различаться по физическим, химическим и механическим свойствам. Основные дефекты сварных соединений известны достаточно давно. Их следует избегать в процессе выполнения работы.
Сварка используется для соединения металлических деталей в промышленности и бытовых условиях.
Характеристика и виды сварных соединений
Перед тем как начать разговор о дефектах сварных соединений, стоит подробнее поговорить об их основных видах и характеристиках. Принцип сварки достаточно прост. Расплавленный металл образует шов, который кристаллизуется. Тот материал, который частично оплавляется, составляет зону сплавления. Рядом с этой зоной образуется та, в которой нагретый металл испытывает дополнительные напряжения. Ее называют зоной термического влияния. После этого идет основной металл. Его структура и свойства в процессе проведения работ никак не изменяются.
Классификация сварных швов по положению в пространстве.
Существует несколько основных видов сварных соединений. Наиболее распространенными среди них являются встык, внахлест, тавровые и угловые. Все они различаются между собой установкой основных материалов, расположением шва. На качества шва напрямую влияет множество самых разнообразных факторов. Могут образовываться и внутренние дефекты, и наружные. На качество швов напрямую влияет степень загрязненности металлов, которые подлежат соединению.
На качество швов напрямую влияет степень загрязненности металлов, которые подлежат соединению.
Здесь могут присутствовать самые разнообразные окислы, жировые пленки и так далее. Именно поэтому свариваемые поверхности обязательно нужно очищать перед проведением работ. Кстати, в процессе их проведения нужно бороться с окислами, образующимися на поверхности. В любом случае прочность конечного соединения напрямую зависит от отсутствия дефектов. Шов иногда может иметь точно такую же прочность, что и основной материал, но этого достаточно сложно достичь.
О дефектах сварных соединений
Как уже отмечалось ранее, дефекты сварных соединений могут носить самый разнообразный характер. О них обязательно нужно помнить в процессе проведения работ. Если человек имеет багаж знаний по ним, то он сможет сваривать детали, у которых будут идеальные швы. Именно к этому и нужно стремиться.
Таблица основных видов сварных соединений.
- Подрез. Это один из видов дефектов сварных соединений. Представляет собой канавку, которая образуется в месте сплавления основного металла и шва. Чаще всего такие дефекты появляются тогда, когда есть большие сварочные ванны. Имеется в виду, что расплавляется большое количество металла вследствие использования больших показателей тока.
- Наплав. Этот дефект характеризуется тем, что происходит натекание материала шва на основной металл. Очень неприятный недостаток.
- Непровар. Такой дефект сварных соединений может иметь место в тех случаях, когда образуется недостаточная расплавленность основного металла в местах соединений конструктивных элементов. Это место чаще всего заполняется шлаком, который, ввиду своей структуры, образует пористости и пустоты во швах. Это недопустимо. Конструкция сразу теряет свои свойства. Когда используется дуговая сварка, то непровар может образоваться из-за использования недостаточной силы тока. Это один из самых опасных дефектов. Связано это прежде всего с тем что в этом месте начинают образовываться дополнительные напряжения в ходе последующей эксплуатации конструкции. Это очень часто приводит к скорому ее разрушению. От этого дефекта можно избавиться. Для этого непровар выявляют, а затем производят наплавку в сложных участках.
- Трещины. Это частичное разрушение материала на шве или в зоне, которая расположена около него. Они могут образовываться по нескольким причинам. Если говорить о процессе, когда металл еще горячий, то трещины появляются в результате кристаллизации металла. В твердом состоянии с ним могут также происходить самые разнообразные структурные превращения. Это вторая причина появления подобных дефектов.
 Представляет собой канавку, которая образуется в месте сплавления основного металла и шва. Чаще всего такие дефекты появляются тогда, когда есть большие сварочные ванны. Имеется в виду, что расплавляется большое количество металла вследствие использования больших показателей тока.
Представляет собой канавку, которая образуется в месте сплавления основного металла и шва. Чаще всего такие дефекты появляются тогда, когда есть большие сварочные ванны. Имеется в виду, что расплавляется большое количество металла вследствие использования больших показателей тока. Это очень часто приводит к скорому ее разрушению. От этого дефекта можно избавиться. Для этого непровар выявляют, а затем производят наплавку в сложных участках.
Это очень часто приводит к скорому ее разрушению. От этого дефекта можно избавиться. Для этого непровар выявляют, а затем производят наплавку в сложных участках.Дефекты сварных швов: несплавления, неравномерная форма, наплыв, трещины, свищи, перегрев.
Механизм образования горячих трещин достаточно прост. В ходе выполнения сварочных работ происходит нагрев металла. После того как источник тепла устраняется, он начинает постепенно охлаждаться. Разумеется, начинают образовываться и зоны кристаллизации. Они начинают плавать среди еще расплавленного металла. Если бы не было микрозон, которые позволяют осуществлять взаимодействие горячего и холодного материала, то все сварные соединения содержали бы дефекты. Однако этого не происходит. Таким образом, можно считать, что чем выше интервал кристаллизации, тем более возможно появление горячих трещин. Углерод напрямую влияет на этот показатель. Здесь прямая зависимость. Чем больше в стали углерода, тем шире становится интервал кристаллизации.
Однако этого не происходит. Таким образом, можно считать, что чем выше интервал кристаллизации, тем более возможно появление горячих трещин. Углерод напрямую влияет на этот показатель. Здесь прямая зависимость. Чем больше в стали углерода, тем шире становится интервал кристаллизации.
Холодные трещины могут образовываться в месте шва. Они появляются при охлаждении материала до температуры приблизительно в 200-300 градусов по Цельсию. Они могут появляться не сразу, что делает их более опасными. Связано появление холодных трещин с тем, что в материале начинают возникать различные структурные превращения вследствие тех или иных химических превращений. Здесь существует прямая зависимость от количества в материале углерода. Чем его больше, тем больше вероятность того, что появятся холодные трещины. Эта склонность к образованию холодных и горячих трещин определяет такой параметр, как свариваемость металлов. Этот параметр характеризует способность получения свариваемого соединения, ничем не отличающегося от основных материалов.
Поры и неметаллические включения
Дефекты сварных швов: кратеры, подрезы, поры, непровар, шлак, прожог.
Поры. Эти дефекты сварных соединений встречаются достаточно часто. Поры представляют собой пустоты, которые заполняются газом. Они могут иметь микроскопические размеры, а могут образовывать в структуре дефекты размером в несколько миллиметров. При этом образуются они чаще всего в местах соединения шва с основным материалом. На этот дефект оказывает влияние множество самых разнообразных параметров.
Самым главным из них является концентрация газа в варочной ванне. Газ выделяется из металла в процессе его плавления. Этот процесс никак нельзя предотвратить. Угарный газ не способен растворяться в железе, соответственно, он выделяется в виде пузырьков.
Неметаллические включения. Эти дефекты самих сварных соединений связаны с попаданием инородных включений в структуру шва в результате проведения работ.
Трещины в сварном соединении.
Существует огромное разнообразие таких включений. Шлаковые, к примеру, могут образовываться в результате недостаточной очистки материалов, которые подлежат соединению.
Шлаковые, к примеру, могут образовываться в результате недостаточной очистки материалов, которые подлежат соединению.
Их причиной может стать недостаточно полное удаление шлака при многослойной сварке. При работе, которая производится за счет плавления, образуется во шве материал, который по физическим и химическим свойствам отличается от основного металла. В связи с этим также могут образовываться подобные дефекты. Инородные включения могут носить самый разнообразный характер.
Изучение дефектов
Дефект сварки – поры, это заполнение пустот газами.
Разумеется, если есть дефекты различных сварных соединений, то их обязательно нужно изучать. Для этого достаточно часто используется макроанализ. Он заключается в том, что структура металла изучается с помощью невооруженного глаза или лупы. В отличие от микроскопического анализа, макроанализ не позволяет в должной мере изучить структуру материала. Его основная задача – это контроль качества соединяемых деталей в процессе сварки. Он позволяет определить тип излома, волокнистое строение, нарушения сплошной структуры и так далее. Для того чтобы провести такой анализ, необходимо изучаемую часть подвергнуть травлению специальными элементами и обработке на шлифовальных машинах. Этот образец носит название макрошлифа. На его поверхности не должно быть никаких неровностей или инородных включений, в том числе и масляных.
Он позволяет определить тип излома, волокнистое строение, нарушения сплошной структуры и так далее. Для того чтобы провести такой анализ, необходимо изучаемую часть подвергнуть травлению специальными элементами и обработке на шлифовальных машинах. Этот образец носит название макрошлифа. На его поверхности не должно быть никаких неровностей или инородных включений, в том числе и масляных.
Все те дефекты, которые были описаны выше, вполне могут изучаться и выявляться с помощью макроанализа.
Чтобы выявить структуру материала, чаще всего используются методы поверхностного травления.
Виды наплывов в швах.
Такой подход самым лучшим образом подходит для низкоуглеродистых и среднеуглеродистых сталей. Макрошлиф, который подготовлен заранее, нужно погрузить в реактив той частью, которая подвергается анализу. При этом его поверхность обязательно должна быть зачищена с помощью спирта. В результате взаимодействия элементов происходит химическая реакция.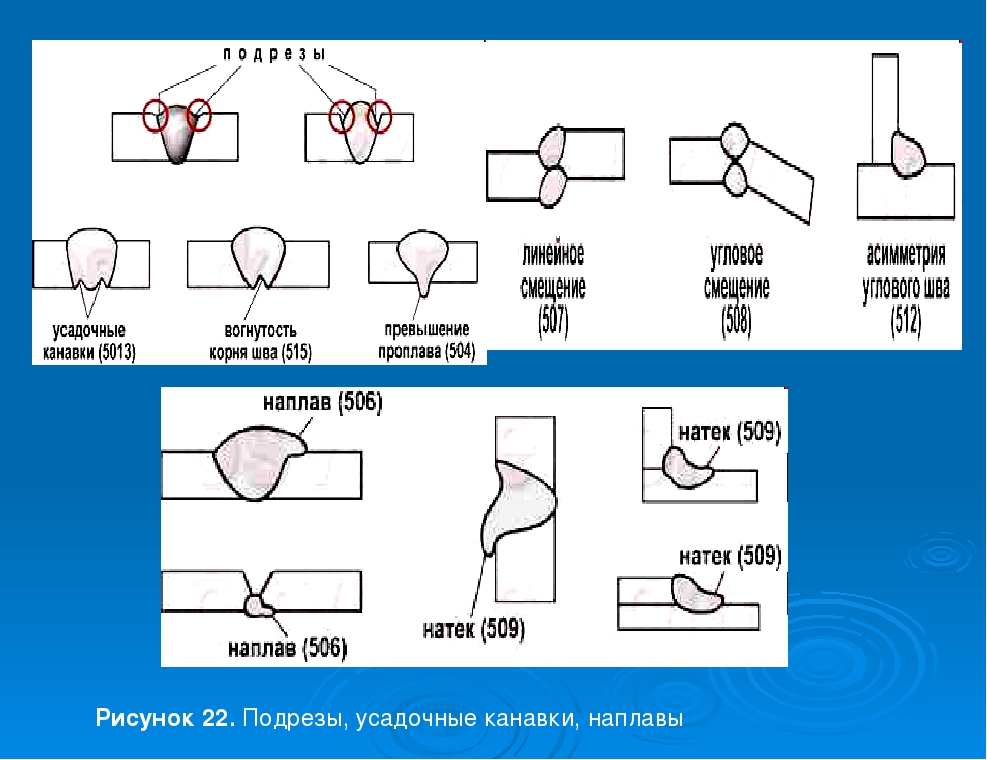 Она позволяет вытеснять медь из раствора. Происходит замещение материалов. Медь в результате осаждается на поверхности пробника. Те места, где на основной материал медь легла не полностью, подвергаются травлению. Эти места и содержат какие-либо дефекты. После этого образец изымается из водного раствора, сушится и очищается. Все эти действия нужно проделывать максимально быстро, чтобы не произошло реакции окисления. В результате этого можно выявить те участки, где присутствует большое количество углерода, серы и других материалов.
Она позволяет вытеснять медь из раствора. Происходит замещение материалов. Медь в результате осаждается на поверхности пробника. Те места, где на основной материал медь легла не полностью, подвергаются травлению. Эти места и содержат какие-либо дефекты. После этого образец изымается из водного раствора, сушится и очищается. Все эти действия нужно проделывать максимально быстро, чтобы не произошло реакции окисления. В результате этого можно выявить те участки, где присутствует большое количество углерода, серы и других материалов.
Травление участков, которые содержат эти материалы происходит не одинаково. Там, где присутствует большая концентрация углерода и фосфора, медь на поверхности выделяется неинтенсивно. Здесь минимальная степень защиты металла. Вследствие этого данные места подвергаются самому большому травлению. В результате проведения реакции эти участки окрашиваются в более темный цвет. Лучше использовать этот метод для сталей, которые содержат минимальное количество углерода.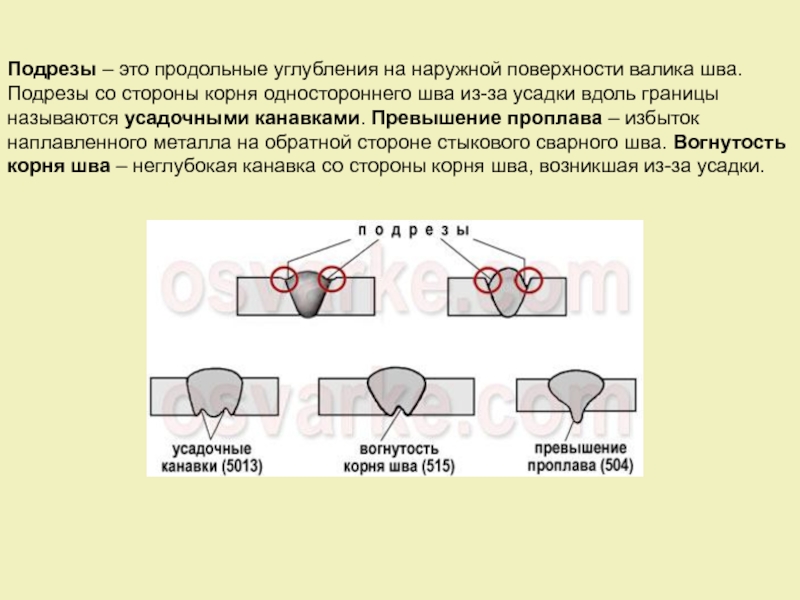 Если его будет очень много, то медь с поверхности образца будет весьма проблематично удалить.
Если его будет очень много, то медь с поверхности образца будет весьма проблематично удалить.
Виды подрезов в швах.
Есть и другие методы макроанализа структуры материалов при сварном соединении. К примеру, часто для определения количества серы используется метод фотоотпечатков. Фотобумагу при этом смачивают и держат на свету какое-то время. После этого она просушивается между листами фольгированной бумаги. Раствор, в который она изначально помещается, содержит определенное количество серной кислоты. Затем, разумеется, эта бумага ровным слоем укладывается на макрошлиф.
Она должна разглаживаться с помощью валика, чтобы полностью были исключены все ее деформации. Все пузырьки воздуха, которые могут оставаться между фотобумагой и металлом, должны быть полностью удалены. Только в этом случае исследование будет носить объективный характер. Ее нужно удерживать в таком положении приблизительно 3-10 минут. Время зависит от того, какова изначальная толщина пробника, а также от других факторов.
Виды непроваров.
Включения серы, которые располагаются в наплавленном металле, обязательно вступят в реакцию с кислотой, которая была нанесена на поверхность фотобумаги. В очагах выделения сероводорода будет образовываться такое вещество, которое носит название фотоэмульсия. Участки сернистого серебра, которые будут образовываться в результате реакции, наглядно показывают распределение серы в металле.
Разумеется, эти участки будут наблюдаться на бумаге. Фотобумага, которая была использована для проведения опыта, подлежит мытью, а затем выдерживанию в растворе гипосульфита. После этого ее еще раз промывают в жидкости и сушат. В том случае если в сварном шве будут присутствовать фтористые включения, они обязательно выделятся наружу в виде участков темного цвета.
Подведение итогов
Таким образом, в настоящее время существует множество методов выявления дефектов сварных соединений. Все они имеют определенную цель. Каждый способ позволяет выяснить, сколько в структуре шва содержится того или иного материала, который может пагубно влиять на его структуру.
Помимо методов макроанализа, в последнее время достаточно часто внедряются методы микроанализа. Они имеют то же самое предназначение, что и предыдущие. Однако дополнительно позволяют изучить структуру материала. Здесь работа ведется на молекулярном уровне строения кристаллической решетки.
Все отклонения от технологических параметров, вызванные небрежностью в работе, нарушением режимов и внешними причинами, часто не зависящими от сварщика, могут привести к возникновению дефектов в сварочном шве и околшовной зоне, попадающей в область термического воздействия. К дефектам приводит и нарушение технологических приемов как самого процесса сварки, так и некачественная подготовка, неисправность оборудования, отклонения от норм качества сварочных материалов, влияние погодных условий, низкая квалификация сварщика.
Возникновение дефектов часто связано с металлургическими и тепловыми явлениями, возникающими в процессе образования сварочной ванны и ее кристаллизации (горячие и холодные трещины, поры, шлаковые включения и т.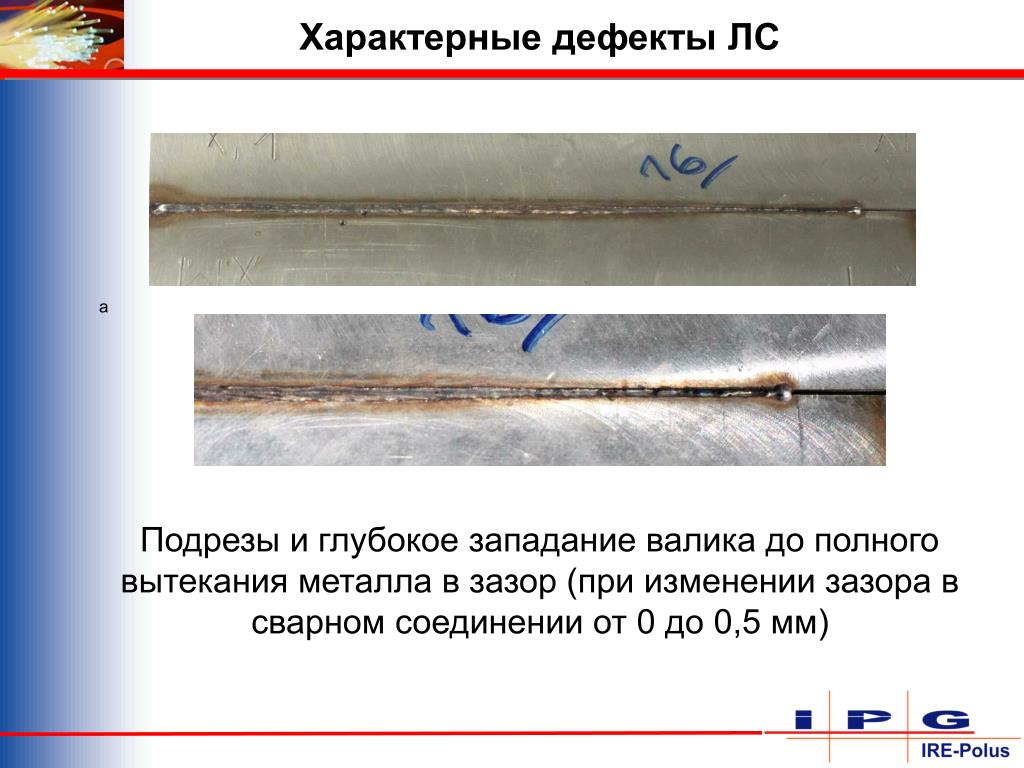 д.; Эти дефекты снижают прочность и надежность сварного соединения, его герметичность и коррозионную стойкость. Все это может оказать значительное влияние на эксплуатационные возможности всей конструкции и даже вызвать ее разрушение.
д.; Эти дефекты снижают прочность и надежность сварного соединения, его герметичность и коррозионную стойкость. Все это может оказать значительное влияние на эксплуатационные возможности всей конструкции и даже вызвать ее разрушение.
Дефекты сварочных швов могут быть наружными и внутренними.
Наружные дефекты сварочных швов
К наружным дефектам сварных швов (рис.1) относят нарушение размеров и формы шва, подрезы и другие отклонения, которые могут быть обнаружены при внешнем осмотре сварного соединения.
Нарушение формы и размеров сварного шва чаще всего вызваны колебаниями напряжения в электрической сети, небрежностью в работе или низкой квалификацией сварщика, проявляющейся в неправильном выборе режимов, неточном направлении электрода и методике его перемещения. Дефекты проявляются в неодинаковой ширине сварочного шва по его длине, в неравномерности катета угловых швов, чрезмерной выпуклости и резких переходах от основного металла к наплавленному. Отклонения от размеров и формы сварного соединения, проявляющиеся в угловых швах, связаны с неправильной подготовкой кромок, неравномерной скоростью сварки, а также с несвоевременным контрольным обмером шва. При автоматической и полуавтоматической сварке эти дефекты чаще всего связаны с колебаниями напряжения, проскальзыванием проволоки в подающих роликах, нарушениями режимов сварки.
При автоматической и полуавтоматической сварке эти дефекты чаще всего связаны с колебаниями напряжения, проскальзыванием проволоки в подающих роликах, нарушениями режимов сварки.
Непровар — местное отсутствие сплавления между свариваемыми элементами, между основным и наплавленным металлом или отдельными слоями шва при многослойной сварке. Причинами непровара являются некачественная подготовка свариваемых кромок (окалина, ржавчина, малый зазор, излишнее притупление и т.д.), большая скорость сварки, смещение электрода с оси стыка, недостаточная сила тока. В результате непровара снижается сечение шва и возникает местная концентрация напряжений, что в конечном итоге снижает прочность сварного соединения. При вибрационных нагрузках даже мелкие непровары могут снижать прочность соединения до 40%. Большие непровары корня шва могут снизить прочность до 70%. Поэтому если непровар превышает допустимую величину, участок шва подлежит удалению с последующей переваркой.
Подрез — дефект, наиболее часто встречающийся при сварке. Он выражен в виде углубления по линии сплавления сварного шва с основным металлом. В результате подреза происходит местное уменьшение толщины основного металла, что приводит к снижению прочности. Особенно опасен подрез в случаях, когда он расположен перпендикулярно действующим рабочим напряжениям. Подрез возникает обычно при повышенном напряжении дуги с завышенной скоростью сварки, когда одна из кромок проплавляется глубже, жидкий металл стекает на горизонтальную плоскость и его не хватает для заполнения канавки. При сварке угловых швов подрезы возникают в основном из-за смещения электрода в сторону вертикальной стенки, что вызывает значительный разогрев, плавление и стекание металла на горизонтальную полку. В стыковых швах подрезы образуются при сварке на больших токах и при неправильном положении присадочного материала. К подрезу могут привести увеличенные углы разделки кромок. Этот дефект обнаруживается визуально и при отклонениях выше установленной нормы полежит переварке с предварительной зачисткой.
Он выражен в виде углубления по линии сплавления сварного шва с основным металлом. В результате подреза происходит местное уменьшение толщины основного металла, что приводит к снижению прочности. Особенно опасен подрез в случаях, когда он расположен перпендикулярно действующим рабочим напряжениям. Подрез возникает обычно при повышенном напряжении дуги с завышенной скоростью сварки, когда одна из кромок проплавляется глубже, жидкий металл стекает на горизонтальную плоскость и его не хватает для заполнения канавки. При сварке угловых швов подрезы возникают в основном из-за смещения электрода в сторону вертикальной стенки, что вызывает значительный разогрев, плавление и стекание металла на горизонтальную полку. В стыковых швах подрезы образуются при сварке на больших токах и при неправильном положении присадочного материала. К подрезу могут привести увеличенные углы разделки кромок. Этот дефект обнаруживается визуально и при отклонениях выше установленной нормы полежит переварке с предварительной зачисткой. Подрезы небольшой протяженности, ослабляющие сечение шва не более чем на 5% в конструкциях, работающих под действием статических нагрузок можно считать допустимыми. В конструкциях, работающих на выносливость, подрезы недопустимы.
Подрезы небольшой протяженности, ослабляющие сечение шва не более чем на 5% в конструкциях, работающих под действием статических нагрузок можно считать допустимыми. В конструкциях, работающих на выносливость, подрезы недопустимы.
Наплыв — проявляется в виде натекания металла шва на поверхность основного металла без сплавления с ним. Наплывы резко изменяют очертания швов и тем самым снижают выносливость констукции. Причиной этого дефекта может стать пониженное напряжение дуги, наличие окалины на свариваемых кромках, медленная сварка, когда появляются излишки расплавленного присадочного металла. Чаще всего наплывы возникают при сварке горизонтальных швов на вертикальной плоскости. При сварке кольцевых поворотных стыков наплывы могут возникать при неправильном расположении электрода относительно оси шва. Наплывы большой протяженности недопустимы.
Прожог — сквозное проплавление обычно возникает из-за большого тока при малой скорости сварки. Проявляется он в виде сквозного отверстия в сварочном шве, которое возникает в результате утечки сварочной ванны. При многослойной сварке прожог возникает в процессе выполнения первого прохода шва. Причинами прожога могут стать — завышенный зазор между свариваемыми кромками, недостаточная толщина подкладки или неплотное ее прилегание к основному металлу, что создает предпосылку для утечки сварочной ванны. Прожог может образоваться при внезапной остановке подачи защитного газа. При сварке поворотных кольцевых стыков прожоги вызываются неправильным расположением электрода относительно зенита. Дефект обнаруживается визуально и переваривается после предварительной зачистки. Ожоги вызываются попаданием жидкого металла на участки, которые находятся вне сварного шва.
При многослойной сварке прожог возникает в процессе выполнения первого прохода шва. Причинами прожога могут стать — завышенный зазор между свариваемыми кромками, недостаточная толщина подкладки или неплотное ее прилегание к основному металлу, что создает предпосылку для утечки сварочной ванны. Прожог может образоваться при внезапной остановке подачи защитного газа. При сварке поворотных кольцевых стыков прожоги вызываются неправильным расположением электрода относительно зенита. Дефект обнаруживается визуально и переваривается после предварительной зачистки. Ожоги вызываются попаданием жидкого металла на участки, которые находятся вне сварного шва.
Незаваренный кратер — дефект сварного шва, который образуется в виде углублений в местах резкого отрыва дуги в конце сварки. В углублениях кратера могут появляться усадочные рыхлости, часто переходящие в трещины. Кратеры обычно появляются в результате неправильных действий сварщика. При автоматической сварке кратер может появляться в местах выводных планок, где обрывается сварочный шов. Кратеры часто являются причиной начала развития трещин и поэтому недопустимы. Их зачищают и заваривают.
Кратеры часто являются причиной начала развития трещин и поэтому недопустимы. Их зачищают и заваривают.
Поверхностное окисление — окалина или пленка оксидов на поверхности сварного соединения. Поверхностное окисление зависит от плохой защиты сварочной ванны, качества подготовки свариваемых кромок, неправильной регулировки подачи защитного газа, его составом, большим вылетом электрода.
Свищ — воронкообразное углубление в сварочном шве, развивающееся из раковины или большой поры. Причиной развития свища чаще всего является некачественная подготовка поверхности и присадочной проволоки под сварку. Дефект обнаруживается визуально и подлежит переварке.
Внутренние дефекты сварочных швов
Трещины бывают холодные и горячие (рис. 2). Трещины могут быть как наружными, так и внутренними. Это самые опасные дефекты сварного соединения, часто приводящие к его разрушению. Проявляются они в виде разрыва в сварном шве или в прилегающих к нему зонах. Сначала трещины образуются с очень малым раскрытием, но под действием напряжений их распространение может быть соизмеримо со скоростью звука, в результате чего происходит разрушение конструкции.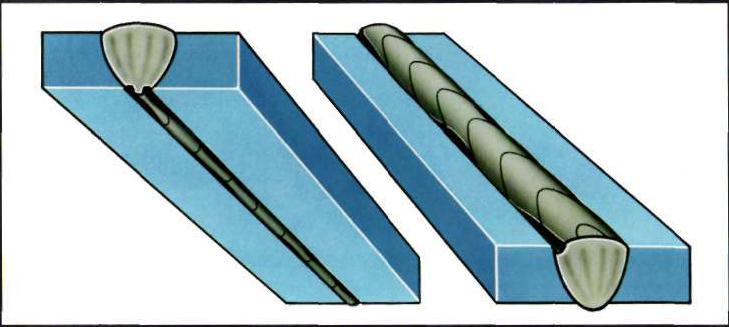 Причинами образования трещин являются большие напряжения, возникающие при сварке. Чаще всего трещины проявляются при сварке высокоуглеродистых и легированных сталей в результате быстрого охлаждения сварочной ванны. Вероятность появления трещин увеличивается при жестком закреплении свариваемых деталей.
Причинами образования трещин являются большие напряжения, возникающие при сварке. Чаще всего трещины проявляются при сварке высокоуглеродистых и легированных сталей в результате быстрого охлаждения сварочной ванны. Вероятность появления трещин увеличивается при жестком закреплении свариваемых деталей.
Горячие трещины — появляются в процессе кристаллизации металла при температурах 1100 -1300°С вследствие резкого снижения пластических свойств и развития растягивающих деформаций. Появляются горячие трещины на границах зерен кристаллической решетки. Появлению горячих трещин способствует повышенное содержание в металле шва углерода, кремния, водорода, никеля, серы и фосфора. Горячие трещины могут возникать как в массиве шва, так и в зоне термического влияния. Распространяться горячие трещины могут как вдоль, так и поперек шва. Они могут быть внутренними или выходить на поверхность.
Холодные трещины — возникают при температурах ниже 120°С, то есть сразу после остывания сварочного шва.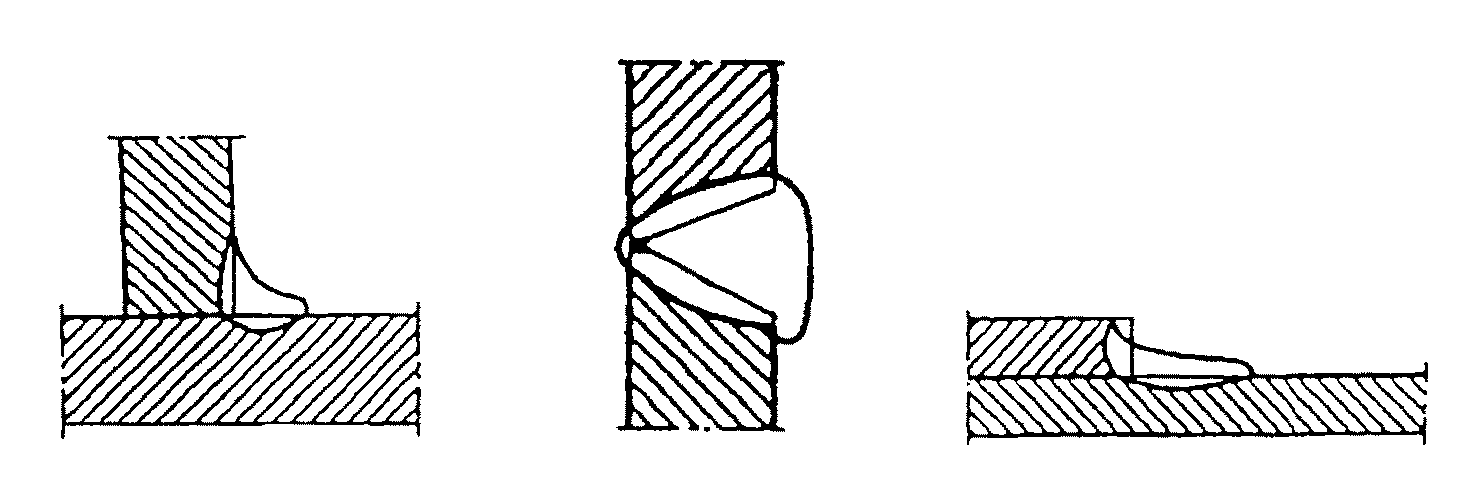 Кроме того, холодные трещины могут возникнуть и через длительный промежуток времени. Причиной появления холодных трещин являются сварочные напряжения, возникающие во время фазовых превращений, приводящих к снижению прочностных свойств металла. Причиной появления холодных трещин может стать растворенный атомарный водород, не успевший выделиться во время сварки. Причинами попадания водорода могут служить непросушенные швы или сварочные материалы, нарушения защиты сварочной ванны.
Кроме того, холодные трещины могут возникнуть и через длительный промежуток времени. Причиной появления холодных трещин являются сварочные напряжения, возникающие во время фазовых превращений, приводящих к снижению прочностных свойств металла. Причиной появления холодных трещин может стать растворенный атомарный водород, не успевший выделиться во время сварки. Причинами попадания водорода могут служить непросушенные швы или сварочные материалы, нарушения защиты сварочной ванны.
Поры — представляют собой полости внутри шва, заполненные не успевшим выделиться газом (в первую очередь водородом). Они могут быть округлой или вытянутой формы, а их размеры зависят от размеров пузырьков образовавшихся газов. Поры могут быть одиночными или развиваться целой цепочкой вдоль сварочного шва. Основными причинами появления пор являются: присутствие вредных примесей в основном или присадочном металлах, ржавчина или другие загрязнения, не удаленные со свариваемых кромок перед сваркой. Повышенное содержание углерода также способствует появлению пор. Поры могут появляться при нарушениях защиты сварочной ванны, повышенной скорости сварки. Основной причиной появления пор при сварке плавящимся электродом является отсыревшее покрытие. Одиночные поры не опасны, но их цепочка влияет на прочность сварного соединения. Участок сварочного шва, в котором присутствуют поры, подлежит переварке предварительной механической зачисткой.
Поры могут появляться при нарушениях защиты сварочной ванны, повышенной скорости сварки. Основной причиной появления пор при сварке плавящимся электродом является отсыревшее покрытие. Одиночные поры не опасны, но их цепочка влияет на прочность сварного соединения. Участок сварочного шва, в котором присутствуют поры, подлежит переварке предварительной механической зачисткой.
Шлаковые включения — это дефекты сварного шва, выраженные в наличии полостей, заполненных не успевшим всплыть шлаком. Образование шлаковых включений происходит при некачественной подготовке свариваемых кромок и присадочного материала, завышенной скорости сварки или плохой защите ванны. При сварке в защитных газах шлаковые включения встречаются редко. Шлаковые включения могут иметь размер до нескольких десятков миллиметров и поэтому являются очень опасными. Участок шва, на котором шлаковые включения превышают допустимые нормы, подлежит вырубке переварке.
Вольфрамовые включения — возникают при нарушении защиты сварочной ванны при сварке неплавящимся вольфрамовым электродом. Кроме этого вольфрамовые включения возникают при коротких замыканиях или завышенной плотности тока. Особенно часто встречаются вольфрамовые включения при сварке алюминия и его сплавов, в которых вольфрам нерастворим.
Кроме этого вольфрамовые включения возникают при коротких замыканиях или завышенной плотности тока. Особенно часто встречаются вольфрамовые включения при сварке алюминия и его сплавов, в которых вольфрам нерастворим.
Оксидные включения — образуются в результате образования труднорастворимых тугоплавких пленок. Чаще всего они возникают вследствие значительных поверхностных загрязнений или при нарушениях защиты сварочной ванны. Являясь прослойкой в массиве шва, оксидные включения резко снижают прочность сварного соединения могут привести к его разрушению под приложенной в процессе эксплуатации нагрузкой.
В ходе сварных работ, как и при любых других способах обработки металлов не исключены дефекты сварочных швов, образующихся по целому ряду причин.
Перечень факторов, влияющих на качество сварного соединения очень обширен, однако основной причиной дефектов являются неуправляемые химические процессы, происходящие в пограничных областях зоны сварки.
Причиной деффектов может быть кристаллизация металла, его химическая неоднородность, а также взаимодействие расплавленной массы с твердым материалом заготовок или с окружающими газами и шлаками. Ещё одной нуждающейся в учёте причиной появления дефектов (трещин, в частности) являются нежелательные напряжения в зоне сварки.
Ещё одной нуждающейся в учёте причиной появления дефектов (трещин, в частности) являются нежелательные напряжения в зоне сварки.
Характер отклонений сварных соединений от нормы (дефектов) зависит от . Это объясняется технологическими особенностями того или иного процесса.
Различие достаточно отчётливо проявляется во всех основных её видах, а именно – при электродуговой обработке металлов, контактном сваривании листовых заготовок и, наконец, в газовой сварке.
Электродуговой метод
К основным причинам образования дефектов при можно отнести два основных фактора. Это химические реакции, приводящие к нарушению структуры швов, а также серьёзные отклонения от существующих технологий.
Сварочные дефекты, возникающие во втором случае, чаще всего проявляются в виде прожогов, непроваров и нарушений геометрических размеров шва или трещин, возникающих после остывания материала.
Процесс образования холодных трещин при сварке объясняется недопустимыми механическими нагрузками на шовное соединение. Такие отклонения от нормальной структуры шва чаще всего наблюдаются при сваривании углеродистых (легированных) сталей, а также большинства чугунных изделий.
Такие отклонения от нормальной структуры шва чаще всего наблюдаются при сваривании углеродистых (легированных) сталей, а также большинства чугунных изделий.
Вообще же в теории электродуговой сварки рассматриваются самые различные нарушения структуры сварного соединения. Помимо так называемого «холодного» растрескивания к таким дефектам причисляют «горячие», макроскопические и микротрещины.
Все перечисленные отклонения от нормы со временем приводят к расширению зоны действия дефекта и аварийным разрушениям некачественно проваренной конструкции. По этой причине исследованию качества образующихся при дуговой сварке швов уделяется повышенное внимание.
Газосварка
Основные причины дефектов, проявляющихся при газовой сварке, чаще всего те же, что и в перечисленных ранее случаях, касающихся других категорий сварочных работ.
Это те же нарушения в технологии подготовки заготовок перед сплавлением и ошибки, допущенные во время формирования шва (по причине использования нестандартных расходных материалов, например).
Вот почему с целью предупреждения дефектов газосварки особое внимание уделяется грамотному выбору правильного режима сваривания, а также уровню квалификации самого исполнителя работ.
По доступности выявления нарушений при газосварке все известные дефекты делятся на поверхностные и скрытые. К первой категории относятся типовые непровары, значительные по размеру наплывы, а также вогнутости, прорезы, кратеры, образующиеся на основании (в корне шва).
Сюда же следует отнести недопустимое смещение линии стыка (неправильная их разделка), резкие перепады по толщине и поверхностные трещины.
К скрытым и, как правило, трудно выявляемым дефектам газовой сварки относятся внутренние пористые образования, микроскопические газовые каналы, а также шлаковые и оксидные вкрапления.
Этот список может быть продолжен такими нередко возникающими нарушениями структуры свариваемых заготовок, как малозаметные непровары между слоями и внутренние микротрещины.
Точечный контактный метод
К дефектам контактного сваривания принято относить следующие визуально различимые (наружные) нарушения в структуре соединений:
- наблюдаемые невооружённым глазом трещины;
- точечные прожоги;
- наружные выплески;
- разрывы металла с поверхностным проявлением структуры;
- нарушения формы контакта и многие другие.
Основными причинами появления таких отклонений в структуре контакта являются неправильное выставление параметров (амплитуды или длительности) импульсного тока, недостаточное усилие при сжатии электродов.
К дефектам приводит некачественная подготовка обрабатываемых поверхностей перед сваркой, близкое расположение контактной точки к краю точечного соединения.
Среди других причин – недостаточная величина нахлеста заготовок, недопустимый перекос сочленяемых деталей, износ электродов и многое другое.
Основным скрытым дефектом при сварке контактными методами является «слипание» листовых заготовок, при котором между ними образуется лишь кажущийся, чисто внешний контакт. Данный дефект может проявляться не только при сварке под давлением, но и при других известных видах точечного сваривания.
Обнаружить визуально этот вид дефектного образования обычными методами физического контроля практически невозможно
. Предупредить его удаётся только путём строгого соблюдения технологии и поддержания в норме основных параметров сварочного процесса (амплитуды и длительности импульсного тока, а также необходимого усилия сжатия).
Исправление и предотвращение
Наличие дефектов при любом типе сварки не всегда приводит к непоправимому результату и выбраковке заготовки. Существует определённый набор нарушений техпроцесса или отклонений от нормы, которые могут быть исправлены сразу же по завершении процесса.
Простейшим и кардинальным способом исправления любого огреха при сварке является вырубка забракованного участка и повторное его заваривание (с учётом обнаруженной неисправности, конечно). Для исключения или исправления ряда дефектов вполне достаточно скорректировать положение рабочего инструмента с электродом.
При использовании этого приёма следует помнить о том, что сварка методом «на подъём» способствует перераспределению расплавленного металла в зоне ванны, а работа по способу «углом вперед» позволяет снизить глубину проплавления.
Поскольку на исправление брака потребуются дополнительные расходы – желательно так организовать сварочный процесс, чтобы исключить необходимость повторных работ.

Один из наиболее эффективных способов предотвращения дефектов – это добавление одного из компонентов при сварке в защитной среде, что позволяет увеличить коэффициент заполняемости шва и предотвращает возможные подрезы.
Для повышения текучести жидкого металла, обеспечивающей заполнение корневой части шва, достаточно нагреть предварительно место сварки до определённой температуры посредством специальных добавок (флюсов).
Достичь требуемого эффекта нередко удаётся и за счёт увеличением силы тока. При этом тщательная зачистка сварных кромок и удаление с их поверхности окисных плёнок также снижают вероятность нарушения режима сварки.
Разделка трещин
Для устранения холодных трещин применяется способ их повторной сварки с ограничением расширения области дефекта по обе стороны (подготовку специальных «уловителей»).
Такие уловители выполняются в виде небольших отверстий, просверленных на удалении порядка 1,5 см от краёв образования, способных замедлить или полностью прекратить его рост.
Ремонт трещин предполагает определенный порядок операций, учитывающий необходимость тщательной подготовки к повторному свариванию. На этом этапе подготавливаемые к восстановлению кромки сначала разделываются под углом 60 °.
Для проведения этой операции используется либо обычное зубило, либо специальный разделочный электрод, посредством которого края реза полностью очищают от всех мешающих сплавлению образований и неровностей.
Просверленные ранее ограничивающие отверстия-ловушки удалять совсем необязательно.
Наличие дефектов сварки, как правило, приводит к снижению прочностных показателей подготавливаемого соединения, и, как следствие – к нарушению работоспособности конструкции (её повышенной аварийности). Именно поэтому вопросу обнаружения и исправления дефектов всегда уделяется особое внимание.
Время чтения: ≈12 минут
Не важно, какую технологию вы выбрали для выполнения сварочных работ. Дефекты могут возникнуть в любом случае, что при , что при сварке . Появление дефектов связано либо с неопытностью сварщика, либо с неправильно выбранным режимом сварки, либо с недостаточно тщательным контролем качества.
Появление дефектов связано либо с неопытностью сварщика, либо с неправильно выбранным режимом сварки, либо с недостаточно тщательным контролем качества.
Поэтому важно предотвращать дефекты и контроль качества сварных соединений должен проводится после выполнения каждой сварочной операции. В этой статье мы подробно расскажем, какие существуют распространенные дефекты сварных швов. И какие методы контроля можно использовать, чтобы обнаружить их.
Любой опытный сварщик скажет вам, что существуют многочисленные виды дефектов сварных швов. Их можно разделить на две категории — наружные и внутренние. Наружные дефекты сварных швов можно обнаружить прямо на поверхности шва с помощью специального инструмента (например, лупы) или хорошего зрения. Внутренние дефекты сварных швов визуально не видны и для их обнаружения нужно использовать особые методики контроля качества. О них мы расскажем ближе к концу. А пока дефекты.
В рамках этой статьи мы не будем перечислять все возможные дефекты, а расскажем только о самых распространенных. Итак, ниже наша краткая классификация дефектов сварных швов.
Итак, ниже наша краткая классификация дефектов сварных швов.
Непровар
Непровар в сварном шве — один из самых часто встречающихся дефектов у новичков. Представляет собой небольшой участок с недостаточно проваренным металлом. Основные причины образования непроваров — слишком длинная сварочная дуга, недостаточная сила тока или обе ошибки одновременно.
У новичков непровары образуются в том случае, если была выполнена неправильная или если сварка велась слишком быстро. Как не трудно догадаться, чтобы предотвратить непровар сварного шва нужно подобрать оптимальный режим сварки, варить не слишком быстро и на короткой дуге.
Подрез
Если вы когда-либо варили тавровый или нахлесточный шов, то наверняка могли заметить небольшие углубления вдоль сторон сварного валика. Это и есть подрезы. Частая причина образования подрезов — слишком быстрая сварка или неправильно подобранное напряжение сварочной дуги. Также подрезы порой возникают из-за слишком длинной дуги.
Некоторые новички спрашивают: «Допускаются ли подрезы сварных швов?».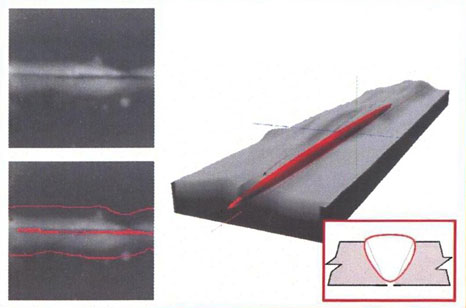 Да, но только в очень сложных конструкциях, где подрезов не избежать. В подобных ситуациях подрезы называют просто «допустимые дефекты сварных швов». В остальных случаях это недопустимые дефекты.
Да, но только в очень сложных конструкциях, где подрезов не избежать. В подобных ситуациях подрезы называют просто «допустимые дефекты сварных швов». В остальных случаях это недопустимые дефекты.
Наплыв
Наплыв в сварном шве в 95% случаев свидетельствует о том, что вы неправильно настроили или недостаточно тщательно зачистили кромки. Очевидно, что для предотвращения образования дефекта нужно правильно настроить силу сварочного тока и немного повысить напряжение дуги.
Прожог
Прожог сварного шва — это сквозное отверстие в сварном соединении, которое вы можете обнаружить невооруженным глазом. Прожоги образуются из-за медленной сварки. В одном месте концентрируется слишком большая температура и металл плавится больше, чем должен. Главная опасность прожогов — существенное снижение прочности шва.
Понизьте сварочный ток и ускорьте формирование шва. Только так вы сможете предотвратить появление прожогов. Уделите особое внимание, если варите алюминий. У него очень высокая теплопроводность, при этом низкая температура плавления.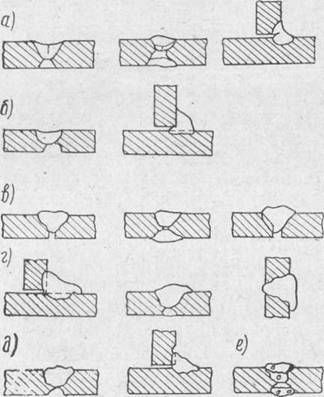 Так что получить прожог на алюминиевой заготовке проще простого.
Так что получить прожог на алюминиевой заготовке проще простого.
Кратер
Кратер — это воронка небольшого размера, расположенная прямо на валике шва. Чаще всего в самом его конце. Образуется из-за резкого обрыва дуги. Ведите дугу плавно и оканчивайте сварку постепенно. Если на вашем сварочном аппарате есть специальный режим предотвращения образования кратеров, то включите его.
Горячая или холодная трещина
Трещины в сварных швах — также один из самых часто встречающихся дефектов. Трещины бывают холодными и горячими. Горячие образуются во время сварки, а холодные — после. Горячие трещины образовываются при несовместимости электрода/присадочной проволоки и свариваемого металла. Иногда трещины могут образоваться при попытке заварить кратер, о котором мы говорили выше. Проверяйте, чтобы состав присадочного материала и металла был идентичен.
С холодными трещинами все проще. Они образовываются только в том случае, если шов слишком хрупкий и не выдерживает механической нагрузки. Единственный способ предотвратить появление холодных трещин — соблюдать технологию сварки и работать профессионально. Горячие и холодные трещины могут быть как внутренними (скрытыми от глаз), так и наружными.
Единственный способ предотвратить появление холодных трещин — соблюдать технологию сварки и работать профессионально. Горячие и холодные трещины могут быть как внутренними (скрытыми от глаз), так и наружными.
Поры
Что такое пора в сварке? Пора (а чаще всего поры) — это небольшие углубления в структуре шва. Могут быть поверхностными или внутренними. Представьте муравейник, который пронизывают множественные ходы. Вот то же самое происходит и со швом. Поры без сомнения можно назвать самым частым дефектом из всех возможных.
Если в ходе процесса образовались поры в сварном шве, значит вы с самого начала все делали неправильно. Скорее всего, вы недостаточно тщательно зачистили кромки и не защитили шов от попадания кислорода. А подобные ошибки совершают только те, кто только-только начал свое знакомство со сваркой. На работайте на сквозняке и проверяйте качество электродов/исправность горелки/исправность системы подачи газа.
Методы контроля качества
Что ж, теперь вы знаете самые распространенные дефекты сварных соединений и причины их возникновения. Теперь давайте поговорим о . Мы расскажем вам о самых часто применяемых и эффективных. Это визуально-измерительный контроль, радиационный и ультразвуковой контроль.
Теперь давайте поговорим о . Мы расскажем вам о самых часто применяемых и эффективных. Это визуально-измерительный контроль, радиационный и ультразвуковой контроль.
Визуально-измерительный контроль
(ВИК) — это самый простой и самый старый способ оценки качества сварного соединения. Из названия понятно, что в ходе этого контроля используется визуальное наблюдение и измерительные приборы. Под визуальным наблюдением подразумевается простой осмотр шва невооруженным глазом или с помощью лупы. В отдельных случаях используют микроскопы. А в качестве измерительных инструментов чаще всего применяют обычные линейки. Это самый доступный и недорогой метод контроля, поскольку инструменты стоят недорого и такому контролю можно обучить самого сварщика, выполняющего работу. Предприятию даже не нужно нанимать отдельных специалистов для проведения этого контроля.
Сейчас в магазинах продаются специальные наборы со всеми необходимыми инструментами и даже подробно инструкцией, как проводить контроль. Вам достаточно один раз прочесть брошюру, все запомнить и вы уже можете провести такой контроль самостоятельно. Но, несмотря на все плюсы, есть у ВИК большой недостаток — значительное влияние человеческого фактора на результат контроля. Вся ответственность ложится на плечи человека. И если он в силу объективных или субъективных причин не сможет выполнить контроль качественно, то есть вероятность брака.
Вам достаточно один раз прочесть брошюру, все запомнить и вы уже можете провести такой контроль самостоятельно. Но, несмотря на все плюсы, есть у ВИК большой недостаток — значительное влияние человеческого фактора на результат контроля. Вся ответственность ложится на плечи человека. И если он в силу объективных или субъективных причин не сможет выполнить контроль качественно, то есть вероятность брака.
Радиационный контроль
(его также называют радиографическим) — очень интересный метод контроля, который основан на применение рентгеновских лучей. Да, как при рентген-диагностике в поликлинике. Деталь повещается в специальный аппарат (или аппарат устанавливается на деталь), затем сквозь металл пропускают рентгеновское излучение и на выходе получают снимок, на котором видны все дефекты сварки. Эта технология наверняка известна вам давно.
Нетрудно догадаться, что подобная диагностика крайне эффективна. На снимке видны малейшие дефекты, которые невозможно обнаружить любым другим способом. Особенно, если снимок выполняется с применением компьютера, на котором потом можно детально рассмотреть все изъяны сварки. Но при работе с рентгенографом необходимо соблюдать повышенную технику безопасности. Частицы радиации могут заражать воздух, из-за чего он становится токопроводимым. А о возможном вреде для здоровья и говорить не приходится. Так что к выполнению радиационного контроля должны быть допущены только хорошо обученные сотрудники.
Особенно, если снимок выполняется с применением компьютера, на котором потом можно детально рассмотреть все изъяны сварки. Но при работе с рентгенографом необходимо соблюдать повышенную технику безопасности. Частицы радиации могут заражать воздух, из-за чего он становится токопроводимым. А о возможном вреде для здоровья и говорить не приходится. Так что к выполнению радиационного контроля должны быть допущены только хорошо обученные сотрудники.
Ультразвуковой контроль
Ультразвуковая дефектоскопия сварных швов (он же ультразвуковой контроль качества или просто УЗК сварных швов) — метод контроля, который во многом схож с выше описанным радиационным. Только вот вместо рентгеновских лучей здесь используются ультразвуковые волны. Для фиксации результата используется ультразвуковой дефектоскоп для контроля сварных соединений.
Суть его работы проста. На поверхность шва посылаются ультразвуковые волны, которые проходят сквозь металл. Проходят не полностью, часть лучей отражается и возвращается обратно. Если у шва есть какой-либо дефект, то отразившиеся и вернувшиеся назад волны будут ослаблены и искажены. Проще говоря, они будут отличаться от тех, что были пущены вначале проведения контроля. Все эти изменения как раз и фиксирует дефектоскоп.
Если у шва есть какой-либо дефект, то отразившиеся и вернувшиеся назад волны будут ослаблены и искажены. Проще говоря, они будут отличаться от тех, что были пущены вначале проведения контроля. Все эти изменения как раз и фиксирует дефектоскоп.
Ультразвуковой контроль используется очень часто. Для его проведения можно установить большой стационарный дефектоскоп в отдельном кабинете, а можно приобрести компактную модель для выездной диагностики. И эта компактная модель сможет дать вполне объективный результата. С помощью дефектоскопа можно не только узнать местонахождение дефекта, но и его размеры. Но нужно учитывать, что дефектоскопы стоят дорого и для работы с ними нужно дополнительно обучать персонал. Или искать специалиста «на стороне».
Вместо заключения
Дефекты сварных швов и соединений бывают разными, но суть всегда одна — они так или иначе нарушают эксплуатационные характеристики готового изделия. Чтобы их избежать необходимо как можно больше практиковаться, правильно настраивать режим сварки и не забывать о контроле качества.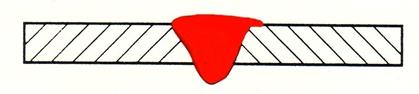 Проведение ультразвукового контроля занимает считанные минуты, а в результате вы получаете объективную картину и можете трезво оценить качество своей работы.
Проведение ультразвукового контроля занимает считанные минуты, а в результате вы получаете объективную картину и можете трезво оценить качество своей работы.
Дефекты сварных швов и их устранение.
Сварные швы могут иметь два вида дефектов:
— наружные
— внутренние.
Под наружными дефектами понимают недостатки, выявляемые при визуальном осмотре. Внутренние дефекты обнаруживаются при дефектоскопии, в том числе при рентгенографии и механической обработке.
Дефекты сварных швов классифицируют как допустимые и недопустимые. В данном случае допустимость дефектов определяется требованиями к соединениям и конструкции.
В то же время каждый дефект требует его устранения в полном виде, либо минимизации числа и размеров. Дефекты сварных швов относятся к серьезным рискам для стабильности соединения и конструкции, поэтому к операциям по их устранению следует подходить особо тщательно, учитывая:
— тип сварки и квалификацию специалиста;
— присадки и основной металл;
— подготовительные работы и защитные газы;
— режимы сварки и агрегаты.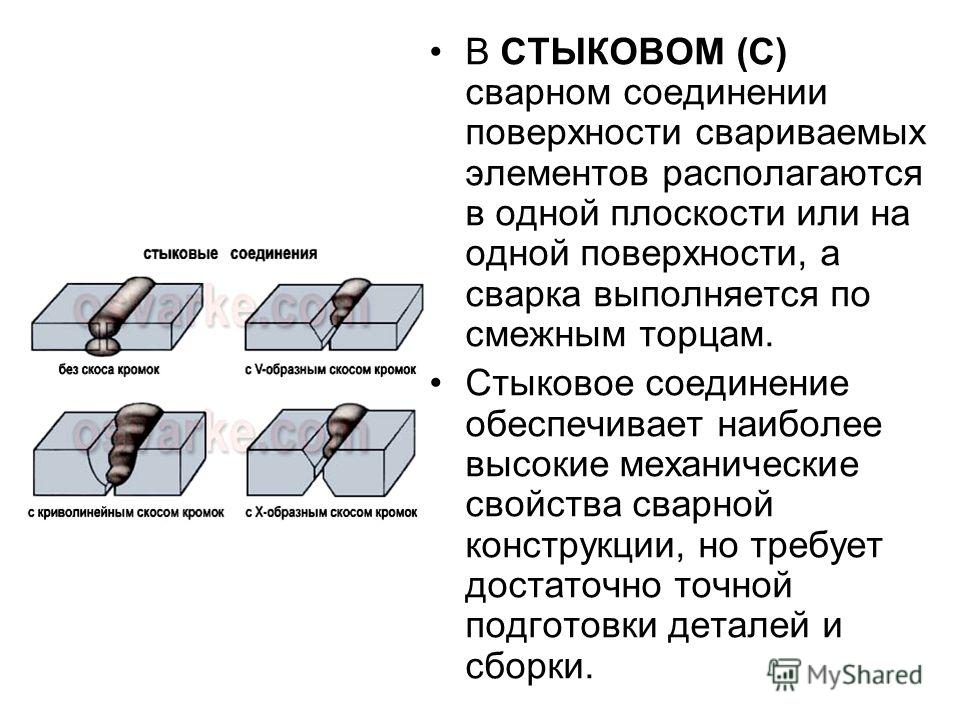
Виды наружных дефектов
Наружные дефекты сварных швов делятся на несколько видов и представляются собой нарушения во внешних размерах:
— наплывы
— подрезы
— непровары
— прожоги
— кратеры без сварки.
Непровары связаны с невысоким током, который воздействует на проникновение в металл. Устраняют непровары увеличением мощности дуги, уменьшением ее длины и ростом динамики.
Другой причиной непроваров могут быть высокая скорость сварки или неправильная обработка кромок соединения до сварки. Непровары могут проявляться при отсутствии сварного шва по всей толщине металла, при нестыковке швов во время двусторонней сварки, при тавровом соединении, когда шов не может проникнуть внутрь.
Подрезы являются дефектами в форме канавки по краям сварного шва. Причиной подрезов может быть некорректная скорость сварки и неправильно установленное напряжение на дуге. Обычно подрезы встречаются при тавровом и нахлесточном соединении, но могут встречаться и на стыковых швах. При угловом соединении подрезы связаны с некорректным углом направления сварочной дуги, когда металл стекает на нижнюю сторону и не заполняет канавку полностью.
Наплывы образуются при натекании присадки на основной металл. При наплыве сплавления металлов не образуется. Причиной наплывов может быть неверно выбранный режим сварки, а также возникновение окалины на поверхности. При правильно подобранном режиме сварки, величины тока и скорости подачи присадки, а также при предварительной очистке кромок наплывов можно избежать.
Прожоги представляют собой отверстия, образующиеся в сварном шве. Причиной прожогов является большой ток, невысокая скорость сварки или зазор между кромками. При этом металл прожигается и возникает утечка сварочной ванны.
Для предотвращения появления прожогов следует снизить ток сварки, повысить скорость и подготовить кромки соединений. Прожоги свойственны алюминию, так как металл имеет низкую температуру плавления и высокую теплопроводность.
Кратеры образуются в конце сварного шва при внезапном обрыве дуги. Кратер имеет вид воронки. Современное оборудование позволяет заваривать кратеры, проводя работы по окончании сварки на пониженном токе.
Кратер имеет вид воронки. Современное оборудование позволяет заваривать кратеры, проводя работы по окончании сварки на пониженном токе.
Виды внутренних дефектов
Внутренние дефекты сварных швов связаны с трещинами и порами. Трещины могут быть холодными и горячими. Горячие трещины проявляются при нахождении металла между температурой плавления и затвердевания. Трещины появляются вдоль или поперек сварного шва. Обычно происходит это при неправильном использовании присадки, а также при определенном химическом составе основного металла. Резкое прекращение сварки также способствует появлению горячих трещин.
Холодные трещины появляются после остывания и затвердения сварного шва. Также трещины могут появляться при несоответствующих нагрузках и разрушении сварного шва.
Пористость сварного шва может быть связана с загрязнением металла, недостаточной защитой сварочной ванны, а также при сварке несовместимых сплавов и при наличии ржавчины и окислении металла. Поры могут быть расположены как на поверхности металла, так и внутри сварного шва.
Поры могут быть расположены как на поверхности металла, так и внутри сварного шва.
Что такое подрезка при сварке? (Причины и профилактика)
Подрезы — обычная проблема для сварщиков, поэтому я подумал, что напишу статью для тех, кто плохо знаком со сваркой. Сварочные дефекты могут быть любого размера, формы и степени. Дефекты сварки обычно связаны с применением или материалами, но есть и другие причины возникновения дефектов, например, подрезы.
Итак, что такое подрезка при сварке? Поднутрение — это канавка, которая образуется в основном металле возле носка или основания сварного шва.Подрезание происходит, когда металл сварного шва не может заполнить эту область с канавками. Это приводит к слабому сварному шву, который может иметь трещины вдоль кромок сварного шва.
Подрезание — обычное дело и дорогостоящее. Это приводит к снижению производительности и снижению скорости. Это проблема, которую случайно может создать даже самый опытный сварщик. Сварщики могут избавиться от дефектов сварки и быстро вернуться к работе несколькими способами.
Сварщики могут избавиться от дефектов сварки и быстро вернуться к работе несколькими способами.
В этой статье я расскажу о причинах подрезов, о том, как их предотвратить и как исправить некоторые распространенные проблемы с поднутрениями.
Каковы основные причины поднутрения?Подрезы — одна из основных проблем, снижающих качество сварки. Предотвращение таких проблем, как подрезы и их последствия, означает экономию времени и денег на сварочных операциях.
Поднутрение обычно возникает из-за перегрева и неправильной техники сварки.- Подрезание может быть вызвано выдержкой большой длины дуги.
- Еще одна частая причина подрезки — неправильный подбор газовой защиты.
- Кроме того, поднутрение может произойти, если сварщик пытается быстро сварить большим сварочным током.
- Ржавчина также может вызвать подрезы, поэтому предварительная надлежащая подготовка может помочь устранить проблему.
- Неправильный угол наклона электрода.
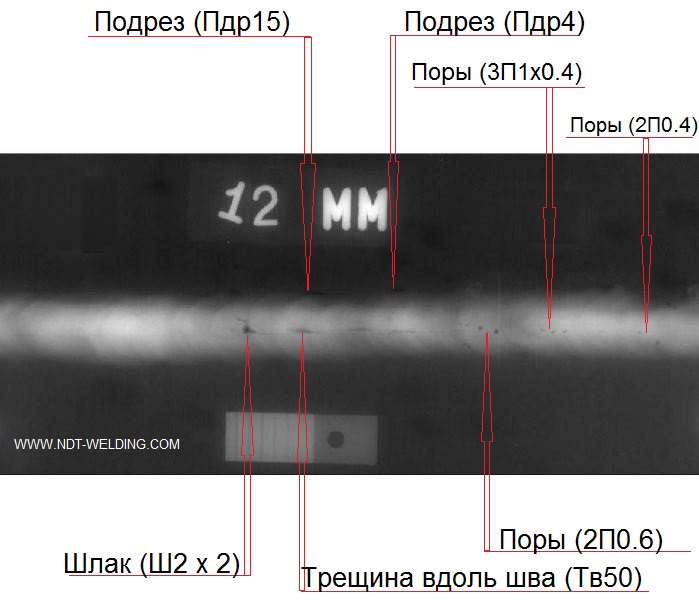
Поднутрение стали всегда было серьезной проблемой в сталелитейной промышленности, и в последние годы было приложено много усилий для решения проблемы поднутрения.
Поднутрение обычно происходит, когда основной материал и металл шва не плавятся должным образом во время процедуры сварки.Другими словами, это происходит, когда не удается заполнить гофрированную область металлом шва.
Когда возникает этот сварочный дефект, слабый источник склонен к растрескиванию.
Итак, что вы можете сделать с поднутрением?
Как предотвратить подрезы1.
Точное тепловложение Одной из наиболее важных причин подрезов во время сварки является использование сильного нагрева во время работы вблизи свободных кромок. Это вызывает плавление основного металла или металла предыдущего шва.Чтобы избежать этого, уменьшите сварочный ток, что может потребовать уменьшения скорости дуги. Также обращайте внимание на температуру сварки при приближении к свободным и более тонким кромкам.
Быстрая сварка — еще одна причина появления поднутрений. При слишком быстрой сварке часть основного металла становится расплавленным металлом, и ему нельзя вернуть первоначальную форму из-за быстрого затвердевания. Это создает углубление по краям. Самая идеальная скорость сварки — средняя.Очень медленная сварка не дает удовлетворительных результатов. Еще раз, слишком быстрая скорость может вызвать такие проблемы, как подрезание.
3. Правильный угол и размер электрода Знание углов сварки играет жизненно важную роль в безошибочной сварке. Если один из сварщиков нагревает свободные кромки под неправильным углом, вероятно, образуется поднутрение. Не забудьте направить тепло к краям и участкам с более толстыми компонентами по сравнению со свободными краями.Вам также следует избегать использования электрода большего размера, чем необходимо. Поднутрение может быть получено, если размер расплавленного металла становится слишком большим для толщины пластины.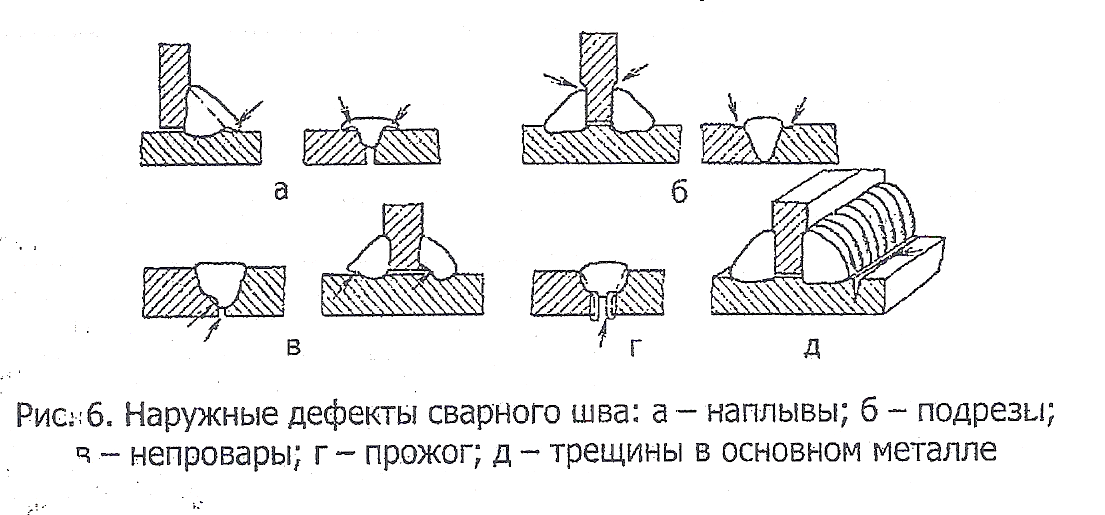
Плетение используется для регулирования нагрева в сварочной ванне. Обязательно сделайте паузу с каждой стороны сварного шва, чтобы предотвратить подрезку кромок. Другими словами, когда сварщик выполняет сварочную операцию с использованием техники быстрого плетения, может возникнуть проблема подреза.При использовании плетения держите воздуховод за боковую стенку паза. Грязная рабочая поверхность — еще одна частая причина недостаточности сварки. Правильная и тщательная очистка поверхности до и во время сварки — отличный способ добиться успеха в сварке.
5. Выбор газовой защиты Выбор неправильной газовой защиты во время сварки также является одной из основных причин поднутрения. Правильный состав газа соответствует типу материала, производным источникам и толщине.Например, использование диоксида углерода с инертными газами обеспечивает качественные результаты при сварке углеродистой стали. При необходимости увеличьте поток защитного газа в регуляторе, чтобы снизить вероятность образования поднутрений.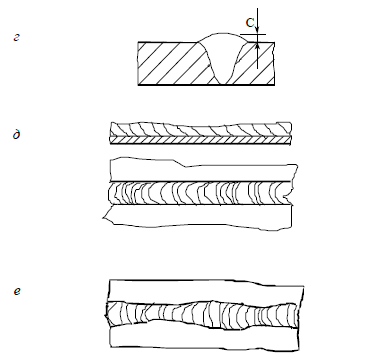
Иногда сварка в горизонтальном и вертикальном положении может вызвать сварочные порезы. Неправильное положение при сварке может привести к поднутрению из-за недостаточной металлической заливки соединительных кромок. Чтобы избежать этого, старайтесь выполнять сварку на ровной поверхности.
7. Использование технологии многопроходной сваркиЭто лучший вариант для уменьшения количества нижних сегментов или поднутрений во время сварки. Многооперационная техника решает все вышеупомянутые проблемы. Это помогает генерировать хорошие ресурсы с улучшенными механическими свойствами.
8. Используйте правильную скорость движения Использование слишком высокой скорости движения может вызвать поднутрение. Чтобы предотвратить эту проблему, следите за тем, сколько переплетения используется, внимательно наблюдайте за скоростью сварки и старайтесь не держать электрод рядом с вертикальной пластиной при попытке выполнить горизонтальный угловой шов.
Поднутрение может возникнуть, если напряжение дуги слишком длинное или слишком высокое. Еще раз, слишком много тепла в одной области приводит к поднутрениям.
Как исправить проблемы с поднутрениемПоднутрение можно исправить, поместив бортик стрингера на всю длину поднутрения. При необходимости вы можете растушевать его болгаркой, чтобы получить желаемый профиль сварного шва.
Как правило, поднутрения не требуется исправлять, если они не превышают 0.Глубиной 5 мм. В листе из низкоуглеродистой стали их можно оставить нескорректированными, если они имеют толщину 10 мм, но не более 1 мм в глубину.
Что такое внутренняя подрезка?Эта статья в основном посвящена внешнему апперкоту, который является основным видом апперкота.
Внутренний подрез, или корневой подрез, обычно возникает в стыковом сварном шве рядом с основным металлом.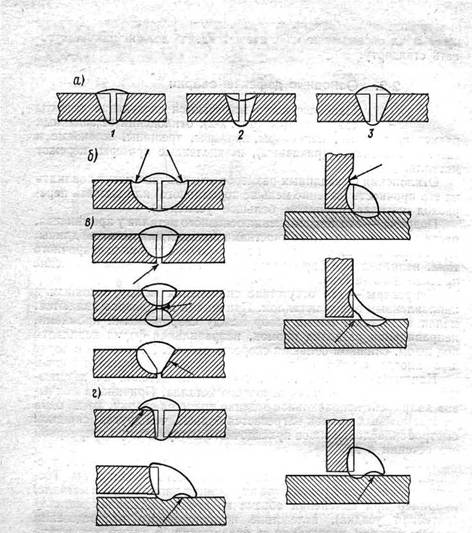 Они возникают рядом с корнем сварного шва.
Они возникают рядом с корнем сварного шва.
При сварке труб внутренние апперкоты могут образовываться около внутренней части трубы рядом с узким краем.
Другой тип внутренней поднутрения может быть обнаружен внутри сварного шва. Это воспринимается как бороздка, оставленная возле боковой стенки в верхней части корневого шва.
Внутренние апперкоты фиксируются приварными валиками, которые располагаются в зоне сварки. Эти валики могут образовывать включения в сварном шве.
Методы предотвращения внутренней сварки аналогичны обычным методам предотвращения апперкотов. Уделяйте особое внимание корням, чтобы избежать внутренних апперкотов.
Заключение
Поднутрение образуется, когда нет зазоров в соединении между металлами во время сварки.Подрезы в основном возникают из-за чрезмерного распространения тепла, которое создает зазоры и углубления в сварном шве. Плохая техника также является одной из основных причин появления поднутрений.
Это явление ослабляет источник и в дальнейшем может вызвать растрескивание.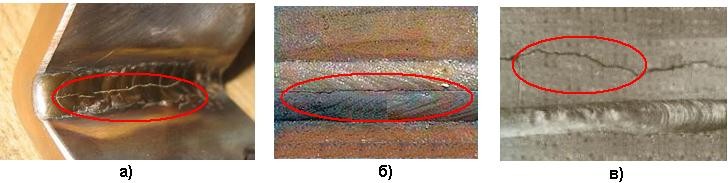 Есть много разных причин подрезки. Некоторые поднутрения можно оставить в покое, но некоторые могут потребовать ремонта.
Есть много разных причин подрезки. Некоторые поднутрения можно оставить в покое, но некоторые могут потребовать ремонта.
У вас есть какие-нибудь приемы, которыми вы хотели бы поделиться? Дайте нам знать в комментариях ниже. Не забудьте ознакомиться со всеми нашими проектами по изготовлению металлических изделий и планами по производству оборудования. Если вы хотите расширить возможности своего цеха по изготовлению металлических изделий, вы обязательно захотите это проверить.
Причины возникновения подрезов при сварке и возможные способы устранения
Подрезы — один из наиболее распространенных сварочных дефектов, с которыми время от времени приходится сталкиваться каждому сварщику. Подрезание делает зону сварки слабой и склонной к растрескиванию. К счастью, при правильной технике сварки подрезы можно значительно уменьшить. Вот почему важно знать, какие причины вызывают подрезы при сварке, чтобы можно было применить эффективные методы предотвращения.
Что такое поднутрение при сварке?
Поднутрение — это дефект в форме канавки , который обычно проявляется по краям основного металла в сварном шве .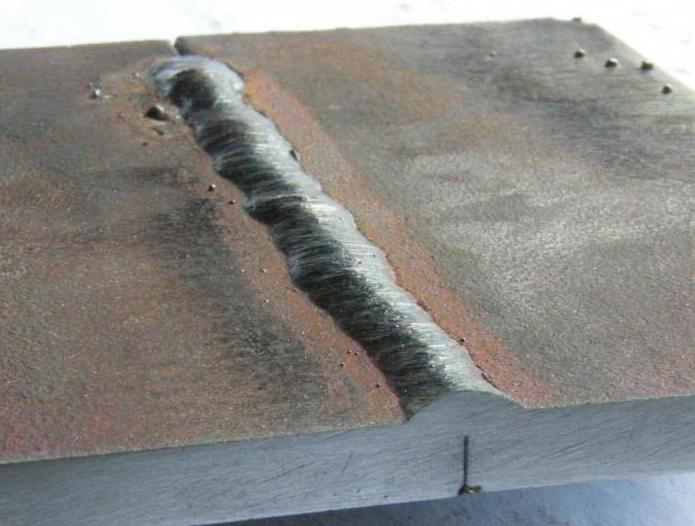 Этот дефект обычно характерен только для угловых и стыковых соединений.
Этот дефект обычно характерен только для угловых и стыковых соединений.
Основная проблема с поднутрениями заключается в том, насколько они могут уменьшить толщину основного металла. Это уменьшение толщины приводит к потере качества и прочности сварного шва и сварной конструкции.
Первое, что важно понять, когда дело касается поднутрений, — это то, что они могут проявляться двумя разными способами. К ним относятся внутренняя канавка или канавка и внешняя канавка или корончатая канавка .
Внутренняя канавка или канавка корня
Внутренняя канавка или корневая канавка образуется около корня сварного шва на основном металле и проявляется в виде углубления на боковой стенке. При радиографическом контроле корневая подрезка будет отображаться рядом с центром сварной области в виде темной линии.
Внешний подрез или поднутрение коронки
Внешний подрез или корончатый подрез образуется около носка или вершины зоны сварного шва на основном металле.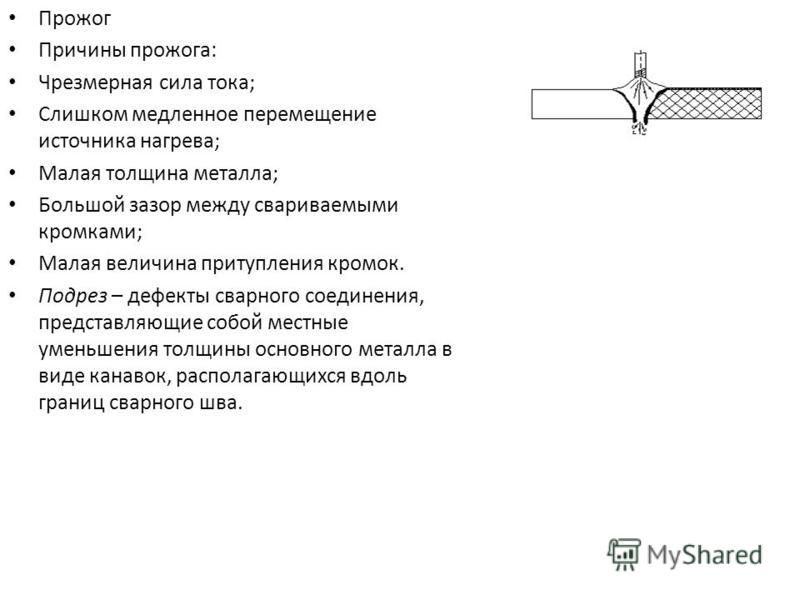 При радиографическом контроле надрез короны будет отображаться на краю сварной области в виде темной линии.
При радиографическом контроле надрез короны будет отображаться на краю сварной области в виде темной линии.
Причины подрезов при сварке
Теперь, когда вы понимаете, что такое поднутрение, пора начать узнавать, что может его вызвать.
1. Слишком высокий ток
Очень высокий ток заставляет края основного металла плавиться из-за большого количества тепла. Расплавленный металл, вызванный этим чрезмерным нагревом, затем стекает в зону сварки , увеличивая вероятность образования поднутрения.
2. Чрезмерное напряжение
Очень высокое напряжение может привести к расплавлению электрода на большие шарики, которые перемещаются из стороны в сторону, что приведет к слабому сплавлению металла с присадочным материалом. Расплавленный электрод смешивается с расплавленным металлом, что приводит к образованию поднутрений.
3.
 Плохие навыки ткачества
Плохие навыки ткачестваПлохие навыки ткачества во время сварки могут привести к увеличению скорости сварки; следовательно, вызвать подрезку. Очень высокие скорости ткачества вызывают неравномерное распределение тепла, что приводит к неравномерному плавлению металла и образованию поднутрений.
4. Использование неподходящего присадочного материала
Из-за неправильного присадочного материала вокруг сварного шва возникают разницы температур, что приводит к неравномерному плавлению. Неравномерное образование расплавленного металла приводит к образованию поднутрения.
5. Недостаточная подача присадочного материала
Хороший сварной шов имеет достаточное количество присадочного материала, нанесенного в зоне сварки. Однако недостаточное количество присадочного материала может вызвать подрезы.
6. Неправильный угол при установке электрода
При неправильной установке электрода в сварной части образуется слишком много или слишком мало расплавленного металла, что приводит к поднутрениям.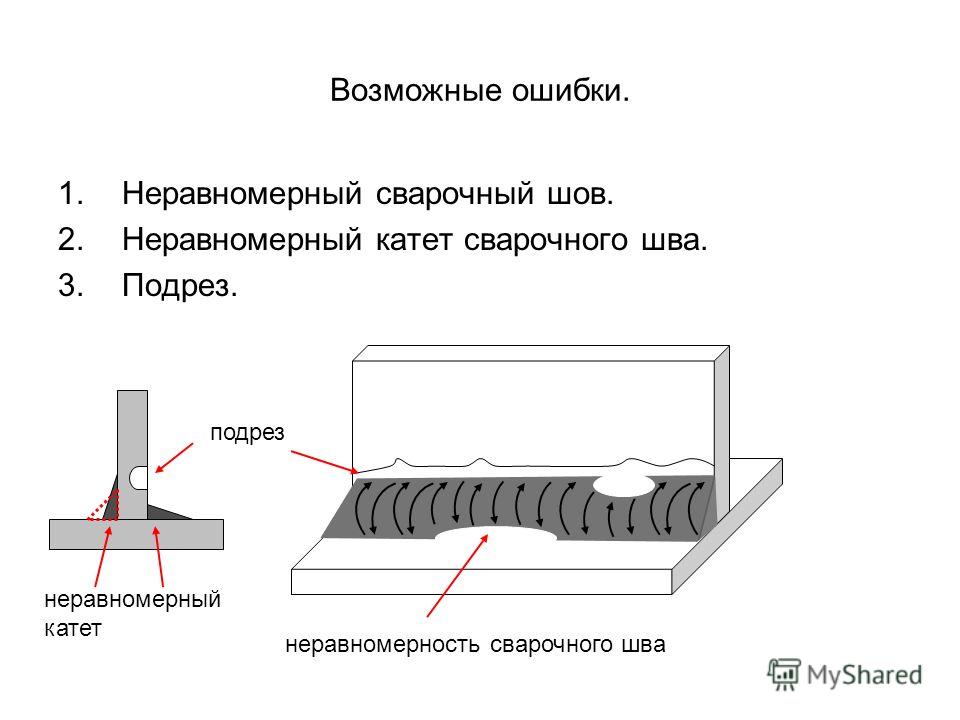 Удерживание стержней под неправильным углом приводит к неравномерному распределению тепла, края становятся больше, что увеличивает вероятность образования подрезов.
Удерживание стержней под неправильным углом приводит к неравномерному распределению тепла, края становятся больше, что увеличивает вероятность образования подрезов.
7. Сварочные поверхности с мусором
Сварочные поверхности с отложениями, такими как краска, пыль, ржавчина и влага, более склонны к образованию поднутрений.Частицы мешают металлическим свойствам, затрудняя надлежащее плавление расплавленного металла.
8. Неправильный выбор защитного газа
Загрязненный или неправильно смешанный защитный газ ухудшает свойства металла, что приводит к поднутрениям.
9. Неправильное положение при сварке
Поднутрения образуются из-за того, что электрод держат вертикально, когда процесс сварки происходит на горизонтальной поверхности.Кроме того, работа на неустойчивых скамьях ухудшит качество сварки. Следовательно, подрезы возникают из-за недостаточного и неравномерного распределения присадочного материала на поверхности металла во время сварки.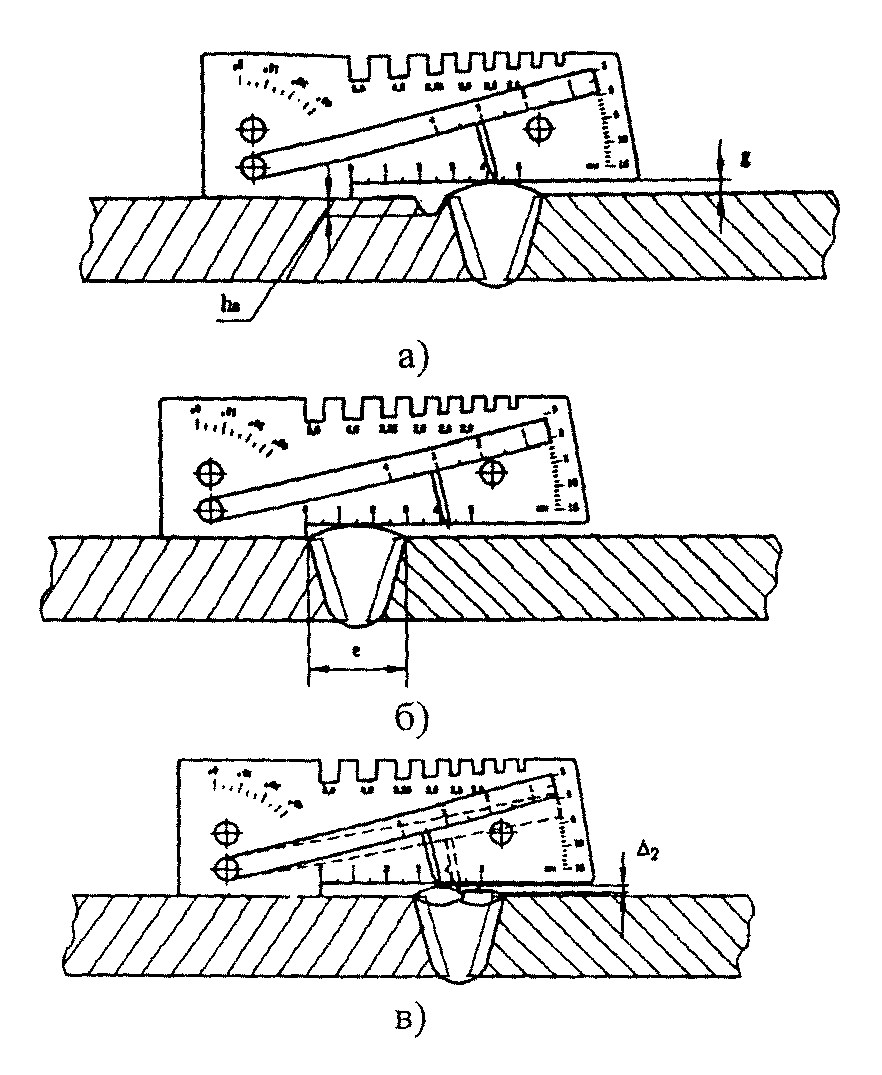
10. Неправильный размер электрода
Большие электроды плавят чрезмерное количество металла, что приводит к поднутрениям. И наоборот, слишком маленькие электроды создают недостаточное количество расплавленного металла, что приводит к дефектам сварки. Сварочный пруток правильного размера также должен пропускать большой ток, не мешая подаче расплавленного металла и не деформируя металл.
11. Чрезмерная длина дуги
Дуга — это зазор между кончиком сварочного стержня и свариваемым металлом. Если размер дуги больше диаметра электрода, расплавленный металл покрывает большую площадь, чем первоначально предполагалось, что приводит к увеличению подрезов.
Как предотвратить подрезы при сварке
Как и в случае любого сварочного дефекта, такого как пористость или сварочные трещины, первый и самый важный способ предотвратить подрезы — это изучить их причины.Простое владение этими знаниями может значительно уменьшить вероятность возникновения дефектов сварки.
Помимо знаний, существует множество профилактических методов, которые можно применять для дальнейшего уменьшения подрезов в сварных швах. Следующие методы — самые полезные, которые вам следует практиковать.
1. Использование процесса многопроходной сварки
При многопроходной сварке после того, как первый сварной шов наложен и охлаждается, другой сварной шов накладывается поверх первого. Этот процесс помогает стабилизировать свойства плавления металла, тем самым уменьшая возникновение подрезов.Если вам нужна помощь в освоении процесса многопроходной сварки, вы можете найти здесь замечательное руководство.
2. Отрегулируйте длину дуги
Сварка стержнем, находящимся слишком далеко от расплавленного металла, приводит к разбрызгиванию и может вызвать образование поднутрений. Как правило, длина дуги не должна быть больше диаметра металлической части стержня. Например, при сварке диаметром восемь дюймов электрод должен находиться на расстоянии примерно одной восьмой дюйма от основания.
3.Правильная техника плетения
Овладение техникой плетения — еще один способ предотвратить поднутрение. Своевременные паузы на каждой стороне сварного шва позволяют нарастать валики, тем самым сводя к минимуму образование поднутрений. Больше подрезов образуется, когда электрод плетется на высоких скоростях из-за разбрызгивания расплавленного металла. Как правило, стержень должен двигаться по намеченной траектории, не отклоняясь слишком далеко.
4. Надлежащее использование защитного газа
Использование надлежащего защитного газа защищает расплавленный металл от воздействия кислорода и других атмосферных газов.Если расплавленный металл попадет в контакт с воздухом, возникшая реакция может привести к образованию поднутрений. Смесь газов в экране должна соответствовать типу и толщине металла.
Сварщикам может быть сложно определить, какой защитный газ использовать, особенно если у них нет опыта. Если вы один из тех, кто не может выбрать подходящий газ, мы включили ниже отличный видеоролик, который должен вам помочь.
Если вы один из тех, кто не может выбрать подходящий газ, мы включили ниже отличный видеоролик, который должен вам помочь.
5.Правильное положение и угол
Как упоминалось ранее, удерживание пистолета, прутка или проволоки под неправильным углом во время сварки может значительно увеличить вероятность получения поднутрения. Вот почему очень важно поддерживать правильный угол на протяжении всего процесса сварки. Вот несколько советов, которые могут помочь:
Сварочная проволока — Когда вы продвигаете в направлении сварного шва, пистолет должен располагаться под углом 10-15 градусов.
Сварка палкой — При перетаскивании необходимо сохранять угол 20-30 градусов.
6. Оптимизация скорости хода
Во время сварки слишком низкая или высокая скорость хода может быть причиной образования подрезов.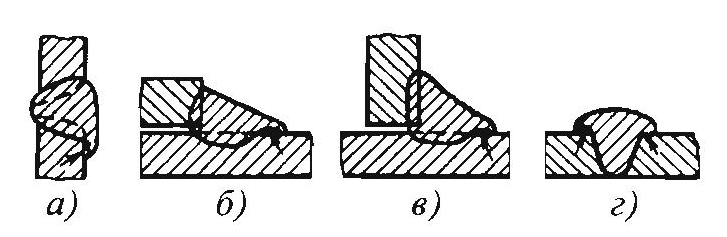 Неподходящие скорости движения могут вызвать прожиг, неполное проплавление, повышенное разбрызгивание сварного шва, трещины и многое другое. . У вас должна быть скорость движения, позволяющая металлу сварного шва полностью заполнять шов.
Неподходящие скорости движения могут вызвать прожиг, неполное проплавление, повышенное разбрызгивание сварного шва, трещины и многое другое. . У вас должна быть скорость движения, позволяющая металлу сварного шва полностью заполнять шов.
7. Подготовьте металлические поверхности
Поверхности с отложениями, такими как ржавчина, краска, влага и масло, создают дефекты сварки.Обломки на поверхности металла мешают плавлению. Поэтому рекомендуется очищать свариваемый металл, чтобы предотвратить образование сварочных дефектов, таких как подрезы. Если мусор невозможно удалить, уменьшите скорость движения, чтобы пузыри вылетели до того, как расплавленный металл затвердеет.
8. Стабильная рабочая среда
Устойчивый и сбалансированный рабочий стол необходим для правильного выбора траектории движения во время сварки. Хороший сварщик должен использовать прочные хомуты для фиксации свариваемых конструкций, сводя к минимуму вероятность появления подрезов.
Как исправить поднутрение при сварке
Вопрос о том, нужно ли ремонтировать поднутрение, является важным в сварочной промышленности. Чтобы принять решение, следует проанализировать соотношение затрат и выгод. В любом случае, исправление поднутрения возможно и может быть несложным в зависимости от серьезности.
Два самых популярных метода — плетение и бисер. По сути, вы хотите сделать еще один сварочный проход, чтобы заполнить канавку поднутрения.Также существует возможность шлифования сварного шва, но это может снизить прочность всей конструкции.
В соответствии со стандартами AWS в отношении ремонта поднутрений они указывают:
«Удаление металла сварного шва или частей основного металла может выполняться механической обработкой, шлифованием, выкрашиванием или строжкой. Это должно выполняться таким образом, чтобы прилегающий металл сварного шва или основной металл не имел зазубрин или надколов. Строжка разрешается только для стали после прокатки.
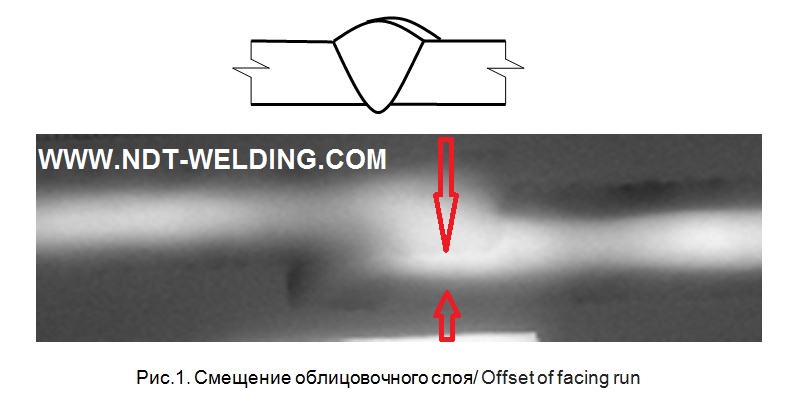 Неприемлемые участки сварного шва следует удалять без существенного удаления основного металла. Перед сваркой поверхности необходимо тщательно очистить. Металл сварного шва должен быть наплавлен, чтобы компенсировать любой недостаток в размере ».
Неприемлемые участки сварного шва следует удалять без существенного удаления основного металла. Перед сваркой поверхности необходимо тщательно очистить. Металл сварного шва должен быть наплавлен, чтобы компенсировать любой недостаток в размере ».По какой-либо причине, если вы не можете исправить поднутрение, вам, возможно, не стоит особо беспокоиться. Это связано с тем, что на самом деле в сварном шве допускается допустимое поднутрение.
Какая допустимая допустимая величина поднутрения?
Поднутрение не должно выходить за пределы 0.5 мм , и это не должно противоречить минимальным требованиям к толщине сечения. Поэтому не рекомендуется подрезка, превышающая 1/32 дюйма. Следовательно, , если трехдюймовая конструкция имеет поднутрение глубиной 1/16 дюйма более двух дюймов , это приемлемо.
Подрезы при сварке: причины и способы предотвращения
Последнее обновление 7 июня 2020 г., Гэри Харгрейв
Подрезы — это еще один признак несовершенной сварки, например пористость, которая может привести к плохой и хрупкой комбинации определенного металла и заготовки.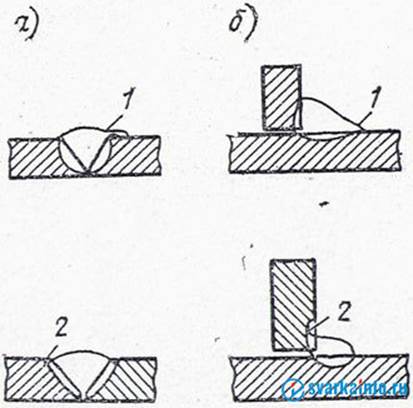 По сути, это оставляет U-образную выемку на носке сварного шва, которая может быть серьезной проблемой для любого сварщика в работе. У этой серьезной проблемы есть множество причин, которые можно легко предотвратить, если заранее принять достаточные меры предосторожности.
По сути, это оставляет U-образную выемку на носке сварного шва, которая может быть серьезной проблемой для любого сварщика в работе. У этой серьезной проблемы есть множество причин, которые можно легко предотвратить, если заранее принять достаточные меры предосторожности.
Давайте узнаем о них:
Причины подрезов при сваркеИзбыточный нагрев: Колебания напряжения, особенно высокое напряжение, могут привести к непредвиденной подаче тепла на металл шва.Следовательно, он плавит металл сварного шва или основной металл и делает поверхность шероховатой, что может привести к серьезным подрезам.
Высокая или низкая скорость перемещения: Скорость перемещения дуги может играть большую роль в возникновении неожиданных подрезов в области сварного шва. В основном это происходит по двум причинам. Один из них — быстрое затвердевание, а другой — дренаж или добавление основного металла в расплавленный металл. Когда ковчег движется быстро, он оставляет очень острый сварной шов из-за быстрого процесса затвердевания.С другой стороны, слишком низкая скорость движения также может привести к подрезанию.
Один из них — быстрое затвердевание, а другой — дренаж или добавление основного металла в расплавленный металл. Когда ковчег движется быстро, он оставляет очень острый сварной шов из-за быстрого процесса затвердевания.С другой стороны, слишком низкая скорость движения также может привести к подрезанию.
Загрязненный или несоответствующий защитный газ: Все мы знаем, что защитный газ образуется из комбинации некоторых других защитных газов с точным соотношением, чтобы действовать как защитный слой от атмосферного загрязнения. Но свариваемый металл часто может нуждаться в уникальном составе этих газов в зависимости от его толщины и типа. Следовательно, в противном случае это может привести к значительному подрезу области сварного шва.
Неправильное использование электрода: То, как мы используем электроды при выполнении сварочного задания, также может вызвать подрезы. Поскольку неэффективное манипулирование электродом может оставить чрезмерное или недостаточное количество расплавленного металла в зоне сварного шва, что, следовательно, приведет к подрезу.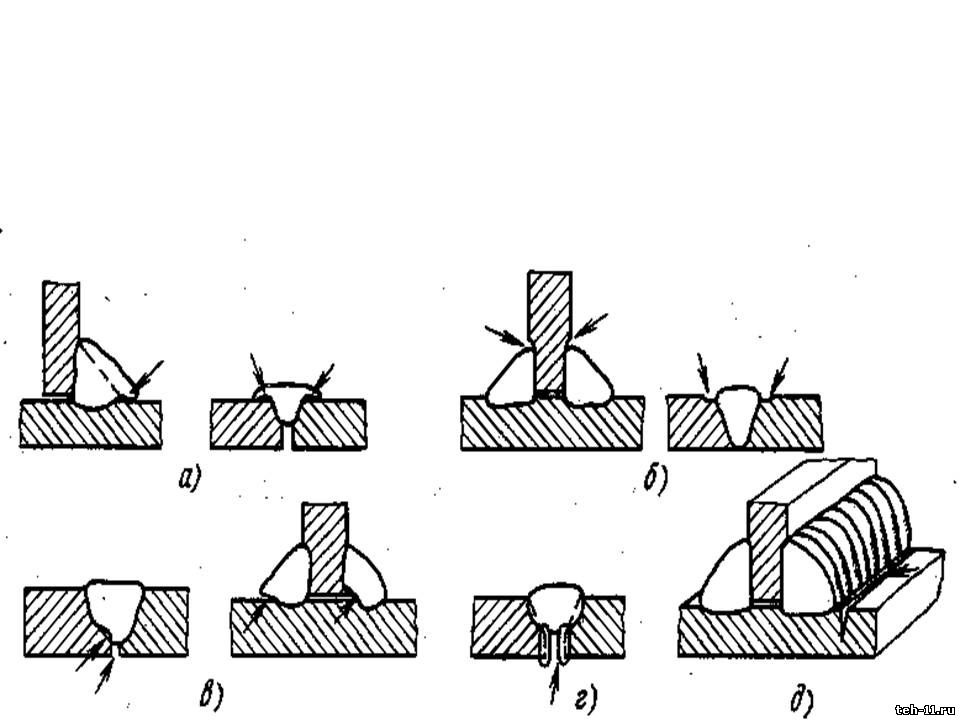
Неправильный угол электрода: Знаете ли вы, что неправильный угол электрода является одной из наиболее частых причин поднутрения? Что ж, давайте проясним. Неправильный угол наклона электрода может привести к большему нагреву более тонких кромок, что впоследствии может привести к подрезанию.В качестве альтернативы, правильный угол наклона электрода может обеспечить нагрев более толстых участков, что обеспечит прочную сварку этого конкретного материала.
Неправильное положение при сварке: Это часто происходит, когда мы свариваем горизонтальную область, но подсознательно держим электрод над вертикальным металлом, что приводит к значительному подрезу, поскольку в область стыка попадает недостаточно присадочного металла.
Использование электродов большего размера: Иногда использование слишком больших электродов может привести к поднутрению, так как он может расплавить лишнюю часть основного металла, отличную от стыка краев.
Некомпетентность сварщика: Это очень важно, так как перед выполнением сварочного задания необходимо учесть множество вещей. Сварщик должен знать правильный размер и технику плетения, в противном случае соединяя два края; это может привести к серьезному подрезанию этой конкретной области. Кроме того, причиной этого дефекта может быть агрессивный стиль плетения. Кроме того, игнорирование быстрого затвердевания и правильной скорости движения сварщика также может привести к подрезу.
Неподходящий присадочный металл: Неподходящий или слишком горячий присадочный металл может вызвать подрезы, как и при использовании загрязненного защитного газа. Использование неподходящего присадочного металла может вызвать температурный градиент в зоне сварного шва, что впоследствии приведет к подрезу.
Недостаточное нанесение присадочного металла: Наконец, как мы все знаем, существует множество типов сварочных металлов, для которых требуется достаточное количество присадочного металла в месте соединения. Несоблюдение этого может привести к значительному подрезу, поскольку присадочные металлы очень важны для обеспечения идеальной сварки между двумя краями.
Несоблюдение этого может привести к значительному подрезу, поскольку присадочные металлы очень важны для обеспечения идеальной сварки между двумя краями.
Теперь пора узнать о некоторых действиях по исправлению положения, чтобы избежать подрезов при сварке. Подобно пористости, подрезы также можно предотвратить, если сварщик всегда будет помнить о мерах по исправлению положения, о которых мы вам расскажем. При правильном выполнении этих шагов вероятность возникновения большинства сварочных дефектов, включая подрезы, будет меньше. Итак, давайте узнаем о них:
Рекомендуемые действия по предотвращению подрезов при сварке- Эффективный контроль силы тока: Первым этапом предотвращения недорезов при сварке является постоянный контроль и управление настройками силы тока.Вы можете установить низкое или подходящее напряжение стабилизированным образом, чтобы обеспечить надлежащую подачу тепла к соединяемым металлам и надежную сварку этих кромок.
- Использование подходящего защитного газа: Теперь, как мы уже знаем, для разных видов металла требуется другой состав защитного газа, который может иметь большое влияние, вызывая подрезку. При этом следует подбирать защитные газы и их соотношение в зависимости от типа металла. Кроме того, вы должны убедиться, что газ не загрязнен, чтобы обеспечить безупречную сварку.
- Убедитесь, что положение сварного шва правильное: Сварщик должен знать правильное положение сварного шва и при необходимости использовать специальные методы при выполнении горизонтального шва против вертикального шва.
- Используйте эффективную стратегию сварки: Использование эффективной стратегии сварки, особенно путем выполнения различных техник плетения, может значительно уменьшить возникновение подрезов при сварке. Некоторые из этих техник включают в себя полумесяц, зигзаг и фигурные скобки.Он контролирует нагрев и обеспечивает прочную сварку кромок.
- Исправьте угол наклона электрода: Как указывалось ранее, использование неправильного угла электрода может вызвать подрезание, тогда как использование правильного угла может обеспечить идеальный сварной шов и обеспечить прочное сочетание этой области.
- Используйте электроды подходящего размера: Электрод следует выбирать с учетом толщины металла шва. Вы должны убедиться, что электрод не нагревает лишнюю часть за пределами области сварки.
- Имейте соответствующую скорость движения: Если вы просмотрели список причин, вызывающих подрезку, вы будете знать, что этот шаг по исправлению должен появиться на второй или третьей позиции из-за воздействия его применения. Как низкая, так и высокая скорость перемещения могут вызвать подрезы, и сварщик должен использовать соответствующую скорость дуги, чтобы предотвратить этот сварочный дефект.
- Реализовать многопроходную стратегию: Это один из наиболее эффективных методов, особенно для предотвращения любого вида подрезов, а также недостаточного заполнения области сварного шва. Эту стратегию можно реализовать, сделав три прохода между соединяемыми кромками. Один выполняется по центру соединения, а два других будут выполняться последовательно над верхней и нижней частью, прилегающей к центральной линии.

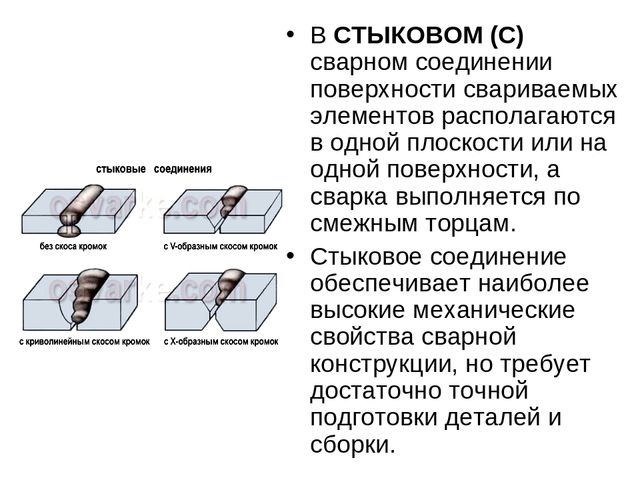
 Эту стратегию можно реализовать, сделав три прохода между соединяемыми кромками. Один выполняется по центру соединения, а два других будут выполняться последовательно над верхней и нижней частью, прилегающей к центральной линии.
Эту стратегию можно реализовать, сделав три прохода между соединяемыми кромками. Один выполняется по центру соединения, а два других будут выполняться последовательно над верхней и нижней частью, прилегающей к центральной линии.Подрезы — это один из нескольких дефектов сварки, которые можно легко предотвратить, если соблюдать достаточные меры предосторожности. Мы считаем, что это подробное руководство познакомило вас с наиболее частыми причинами появления подрезов при сварке, а также о том, как их успешно предотвратить, приняв некоторые меры по их устранению.
Спасибо, что прочитали весь пост. Находясь в области сварки, наша основная цель — всегда предоставлять подробную информацию и советы о сварочной отрасли, чтобы сделать вашу сварочную работу удобной и профессиональной. Оставайся с нами.
Список литературы
What is Welding Defects – Types, Causes and Remedies?
https://www.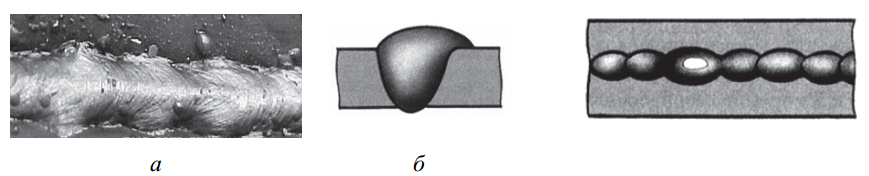 welding.com.au/news/view/how-to-fix-8-common-welding-problems-with-these-easy-steps
welding.com.au/news/view/how-to-fix-8-common-welding-problems-with-these-easy-steps
https: // www.weldpedia.com/2015/05/7-effective-ways-to-prevent-weld-undercutting.html
https://www.bernardwelds.com/the-causes-of-gmaw-flaws–p152072#.XQuactIzZdj
https://en.wikipedia.org/wiki/Welding_defect
https://www.esabna.com/euweb/mig_handbook/592mig5_1.htm
https://www.thefabricator.com/article/testingmeasuring/understanding-weld-discontinuities
Как исправить поднутрение сварного шва? — Полное руководство
Как сварщик вы узнаете, что в любой сварочной работе могут быть определенные недостатки и ошибки.Иногда это происходит из-за того, что вы все еще учитесь, а иногда из-за того, что мы не замечаем изменений, которые следует внести в нашу настройку, или просто проявляем небрежность.
Одна конкретная проблема, с которой я столкнулся, — это сварной шов с поднутрением. Это еще одна проблема, которая может поставить под угрозу структурную целостность сварного шва, и ее необходимо устранить, прежде чем вы сможете оставить этот сварной шов как завершенный. Вы наверняка сможете точно определить поднутрение сварного шва во время работы или после завершения сварки.
Вы наверняка сможете точно определить поднутрение сварного шва во время работы или после завершения сварки.
Итак, как исправить поднутрение сварного шва? Поднутренний шов возникает, когда сварка выполняется на медленной скорости, при слишком горячей сварке или при сварке под неправильным углом.Это вызовет образование полости ниже или выше сварного шва и приведет к более слабому сварному шву. Чтобы исправить это, уменьшите силу тока, увеличьте скорость сварки и увеличьте скорость подачи проволоки, чтобы заполнить сварной шов.
В этом руководстве мы обсудим, что такое сварной шов с поднутрением, и затронем некоторые другие темы, например, как исправить подрезанный сварной шов, что вызывает подрезание сварного шва, как предотвратить образование поднутренного шва и многое другое. Надеемся, что к концу руководства вы хорошо поймете, что такое сварной шов с поднутрением, и узнаете несколько советов, как предотвратить это со сварным швом.
Полное руководство по ремонту сварного шва с подрезкой?
Подрезы при сварке — не новая терминология, и на самом деле это то, что довольно часто случается со сварщиками.
Независимо от того, являетесь ли вы новичком в сварке или опытным сварщиком, это не имеет значения, есть большая вероятность, что вы столкнетесь с проблемой подрезов в какой-то момент своей карьеры сварщика — может быть, несколько раз. Но вы не должны быть причиной подреза.
Мы рассмотрим сварку с поднутрением от начала до конца, чтобы вы поняли, что это такое, как это выглядит, что вызывает ее и что вы можете сделать, чтобы ее предотвратить.
Приступим.
Что вызывает подрезание сварного шва? Выявление поднутрения и понимание причины
Давайте сначала объясним, что такое поднутрение. Это распространенный недостаток, который мы видим постоянно, но вам нужно научиться делать сварные швы без подрезов, чтобы добиться настоящего успеха в качестве сварщика.
Поднутрение — это канавка, которая образуется во время сварки. Он может появиться в основном металле рядом с носком или корнем сварного шва.Подрезание — это побочный эффект того, что металл шва не заполняет область канавки. Ваш сварной шов обязательно будет иметь трещины вдоль носка сварного шва. Это также показатель слабого сварного шва.
Ваш сварной шов обязательно будет иметь трещины вдоль носка сварного шва. Это также показатель слабого сварного шва.
Подрезка не только является признаком плохой сварочной работы, она может быть довольно дорогостоящей, так как замедляет работу, когда вам нужно это исправить. А затем, если вы не исправите это, это может вызвать другие проблемы, в которые мы даже не хотим входить.
Сварка — это реактивный метод. Вы должны изучить правильную технику и навыки, а также определить, какой конечный результат вы хотите.Кроме того, вы не можете планировать сварку, потому что каждая сварочная работа уникальна и уникальна.
Факторы, которые действительно влияют на поднутрение, — это то, как вы держите руку во время процесса, угол, под которым вы свариваете, тепло и металл, использование достаточного количества присадочного металла и т. Д.
Как вы можете контролировать этот процесс и убедиться, что вы не вызываете более глубокого проникновения, чем вам действительно нужно? Речь идет о контроле и понимании того, что для выполнения конкретных измерений сварного шва необходимо уменьшить размер создаваемой кратера.
Вы контролируете сварной шов, включая тепло, газ, металл и многое другое. Вот несколько советов, которые могут оказаться полезными при сварке.
- Контролируйте длину дуги
- Контролируйте температуру соответствующим образом (не делайте ее слишком низкой)
- Держите движения плавными и даже
- Будьте терпеливы и дайте желобку правильно заполниться
- Сосредоточьтесь на пальцах ног сварного шва, так как это наиболее вероятная область для поднутрения.
- Помните, что в первую очередь речь идет о процессе.
- Обратите внимание во время процесса сварки.
Вы должны быть в состоянии легко идентифицировать поднутренный шов.Когда вы посмотрите на это, это станет очевидным. Ваш сварной шов не будет выглядеть так, как будто он заполнен должным образом, и на его носке вы, скорее всего, увидите в начале перевернутую букву «U».
Будет канавка, в которой основной металл смешан со сварным швом, но канавка не полностью просверлена для получения прочного сварного шва.
Как исправить сварной шов с подрезкой?
Вы можете подумать, что решение для исправления поднутрения сварного шва состоит в том, чтобы отшлифовать поднутрение и начать все сначала.Хотя вы можете растереть поверхность, чтобы снова сгладить поверхность, на самом деле это не избавит вас от проблемы и освободит место, чтобы вы могли начать заново.
Помните, что поднутрение возникает из-за потери материала в сварном шве, поэтому шлифование его мало что поможет. Скорее всего, вам придется наложить заплатку и растушевку, чтобы исправить сварной шов.
Подрезы обычно возникают из-за того, что сварщики не тратят время на оттачивание своих навыков и не берут на себя ответственность за улучшение своей техники, чтобы избежать такой проблемы.
Вместо того, чтобы беспокоиться о попытках исправить поднутрение, гораздо лучше научиться предотвращать возникновение поднутрения.
Если вы посмотрите инструкции Американского общества сварки, они рекомендуют подготовить поверхность путем очистки или шлифовки по мере необходимости, а затем сварить дополнительный металл, чтобы заполнить пространство и улучшить сварной шов.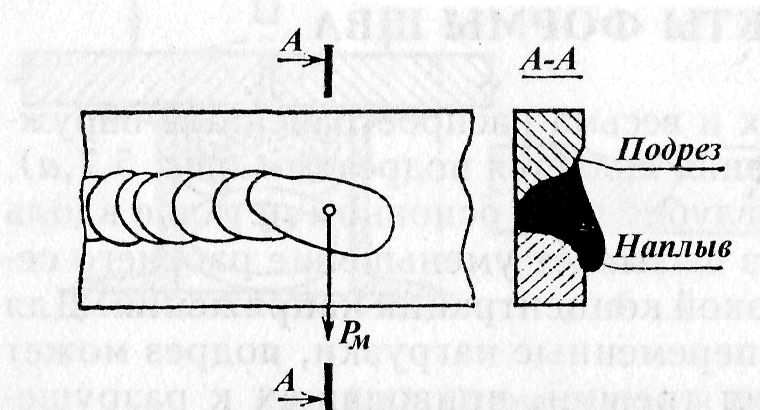 Любой другой тип действий должен быть рассмотрен и одобрен инженером.
Любой другой тип действий должен быть рассмотрен и одобрен инженером.
Как измеряется поднутрение при сварке?
Разумеется, существуют стандарты относительно допустимой поднутрения.Что касается допустимой подрезки, правило не должно превышать 1/32 дюйма.
Есть исключение из этого правила, которое состоит в том, что поднутрение не может превышать 1/16 дюйма для суммарной длины до 2 дюймов в любом 12-дюймовом сварном шве. В конечном счете, вам нужно помнить, что глубина поднутрения не может превышать 1/32 дюйма.
Если меньше указанного, это считается приемлемым в соответствии с отраслевыми стандартами и правилами.
Итак, как уже было сказано, вашей целью должно быть отсутствие подреза, если это вообще возможно.И если вы отточите свои навыки и изучите правильные техники, это действительно возможно.
Сварные швы с подрезкой обычно являются признаком небрежности или свидетельства сварщиков, которые не знают, как изменить свою технику для улучшения сварных швов. Это также может быть связано с тем, что новичкам нужно время и практика, чтобы улучшить свои навыки, и это нормально.
Это также может быть связано с тем, что новичкам нужно время и практика, чтобы улучшить свои навыки, и это нормально.
Лучший способ измерить поднутрение — использовать мостовой калибр. Этот калибр вставляется в канавку и может дать вам представление о том, насколько глубока подрезка и допустимо ли это.
Как предотвратить образование поднутрения сварного шва?
Если вам нужны советы о том, как предотвратить образование поднутрения сварного шва, мой главный совет — во время сварки следует замедлить темп и уделять внимание.
Помните, что поднутрение обычно возникает из-за неправильной техники. Основные способы предотвращения поднутрения следующие:
- Уменьшите длину дуги
- Уменьшите скорость движения
- Используйте правильный угол наклона электродов
Помните, что навыки требуют практики.Не бойтесь практиковаться. Когда дело доходит до сварки, практика помогает добиться совершенства. Узнайте, как правильно расположить руки, как укоротить дугу и как проявить терпение при перемещении по сварному шву.
Сочетание этих трех аспектов с большей вероятностью даст вам успешный сварной шов без подрезов. Так что не забудьте просто замедлиться и обратить внимание на то, что вы делаете, чтобы сделать это правильно с первого раза и предотвратить дальнейшие проблемы.
Заключение
В конечном итоге цель состоит в том, чтобы вы могли получить прочный, высококачественный сварной шов с минимальным подрезом или без него.Поднутрение снижает целостность сварного шва и выглядит не очень красиво. Для исправления требуется дополнительная работа.
Если вы думаете, что спешка по проекту и недоработка — это нормально, вы ошибаетесь. Это не увеличивает вашу производительность, это на самом деле вредит ей, потому что тогда вам нужно развернуться и исправить сварной шов.
Не бойтесь сбавлять обороты, обращайте внимание и продолжайте практиковать свои навыки. Улучшенная сварка станет прямым отражением ваших навыков и ваших усилий.
СвязанныеРазрывы сварного шва — Часть 2
Профиль завершенного сварного шва может существенно повлиять на характеристики этого сварного шва в процессе эксплуатации. Функция инспектора сварки заключается в выявлении этих неоднородностей посредством визуального осмотра и часто для оценки их приемлемости или отклонения с помощью применимых правил сварки или стандартных критериев приемки. Неприемлемые профили сварного шва могут вызвать проблемы, связанные с уменьшением толщины основного материала, уменьшением рабочего размера сварного шва или обеспечить концентрацию напряжений на поверхности сварного шва или листа.Эти типы неоднородностей сварного шва часто могут серьезно ухудшить общие характеристики сварного компонента в эксплуатации. Мы рассмотрим некоторые нарушения сплошности, связанные с профилями сварных швов: поднутрение, перекрытие, недостаточное горло и чрезмерная выпуклость.
Функция инспектора сварки заключается в выявлении этих неоднородностей посредством визуального осмотра и часто для оценки их приемлемости или отклонения с помощью применимых правил сварки или стандартных критериев приемки. Неприемлемые профили сварного шва могут вызвать проблемы, связанные с уменьшением толщины основного материала, уменьшением рабочего размера сварного шва или обеспечить концентрацию напряжений на поверхности сварного шва или листа.Эти типы неоднородностей сварного шва часто могут серьезно ухудшить общие характеристики сварного компонента в эксплуатации. Мы рассмотрим некоторые нарушения сплошности, связанные с профилями сварных швов: поднутрение, перекрытие, недостаточное горло и чрезмерная выпуклость.
Поднутрение — Эта неоднородность определяется как канавка, вплавленная в основной металл рядом с носком сварного шва или корнем сварного шва и оставленная незаполненной металлом сварного шва . Термин поднутрение используется для описания любого из двух условий. Первый — это расплавление основного материала на боковой стенке сварного шва с разделкой кромок на краю валика, в результате чего в боковой стенке в области, где должен быть нанесен следующий валик, образуется острая выемка. Этот тип поднутрения может способствовать улавливанию включений, которые могут перекрываться последующим наплавленным валиком. При необходимости это состояние можно исправить, обычно шлифуя углубление перед нанесением следующего валика. Однако, если подрез небольшой, опытному сварщику, который знает, на какую глубину проникнет дуга, возможно, нет необходимости удалять подрез.Подрез боковой стенки шва с разделкой кромок никоим образом не повлияет на готовый сварной шов, если условие исправлено до нанесения следующего валика. Второе условие — это уменьшение толщины основного металла на линии, где сварной шов на последнем слое металла шва стыкуется с поверхностью основного металла. Это положение известно как основание сварного шва. Это может произойти на угловом сварном шве или стыковом шве.
Первый — это расплавление основного материала на боковой стенке сварного шва с разделкой кромок на краю валика, в результате чего в боковой стенке в области, где должен быть нанесен следующий валик, образуется острая выемка. Этот тип поднутрения может способствовать улавливанию включений, которые могут перекрываться последующим наплавленным валиком. При необходимости это состояние можно исправить, обычно шлифуя углубление перед нанесением следующего валика. Однако, если подрез небольшой, опытному сварщику, который знает, на какую глубину проникнет дуга, возможно, нет необходимости удалять подрез.Подрез боковой стенки шва с разделкой кромок никоим образом не повлияет на готовый сварной шов, если условие исправлено до нанесения следующего валика. Второе условие — это уменьшение толщины основного металла на линии, где сварной шов на последнем слое металла шва стыкуется с поверхностью основного металла. Это положение известно как основание сварного шва. Это может произойти на угловом сварном шве или стыковом шве. Величина поднутрения, разрешенная на поверхности готового сварного шва, обычно указывается в используемых правилах сварки или стандарте.Необходимо строго соблюдать требования к максимально допустимым подрезам для завершенных сварных швов, поскольку чрезмерные подрезы могут серьезно повлиять на характеристики сварного шва, особенно в условиях эксплуатации, подверженных усталостным нагрузкам. Оба типа поднутрения обычно возникают из-за используемой во время сварки техники сварки, неправильного позиционирования электродов и / или неправильной скорости движения. Высокий ток и большая длина дуги могут увеличить вероятность подреза.
Величина поднутрения, разрешенная на поверхности готового сварного шва, обычно указывается в используемых правилах сварки или стандарте.Необходимо строго соблюдать требования к максимально допустимым подрезам для завершенных сварных швов, поскольку чрезмерные подрезы могут серьезно повлиять на характеристики сварного шва, особенно в условиях эксплуатации, подверженных усталостным нагрузкам. Оба типа поднутрения обычно возникают из-за используемой во время сварки техники сварки, неправильного позиционирования электродов и / или неправильной скорости движения. Высокий ток и большая длина дуги могут увеличить вероятность подреза.
Перекрытие — Эта неоднородность определяется как выступ металла сварного шва за выступ или основание сварного шва.Это состояние может возникать в угловых сварных швах и стыковых соединениях и может приводить к образованию надрезов на носке сварного шва, что нежелательно из-за концентрации возникающих в них напряжений под нагрузкой. Это нарушение непрерывности может быть вызвано неправильной техникой сварки или недостаточными настройками тока.
Недостаточная горловина — Это состояние описывает профиль сварного шва, который обычно имеет вогнутую форму и из-за своей вогнутости обеспечивает недостаточную толщину горловины. Избыточная вогнутость, которая может привести к непреднамеренному уменьшению толщины горловины, может возникать в угловых швах и стыковых соединениях.Проблема, связанная с этой неоднородностью, заключается в ее способности значительно уменьшить ту часть сварного шва, которая контролирует прочность сварного шва, а именно толщину шва. Это состояние обычно вызвано чрезмерным сварочным током или длиной дуги.
Чрезмерная выпуклость — Эта неоднородность может вызвать эффект надреза в зоне сварки и, как следствие, концентрацию напряжений под нагрузкой. По этой причине в некоторых нормах и стандартах указана максимальная выпуклость сварного профиля.Это состояние обычно вызвано недостаточным током или неправильной сваркой.
Заключение — С внешним профилем или формой завершенного сварного шва связан ряд неоднородностей. Эти неоднородности обычно обнаруживаются при визуальном осмотре сварного шва, однако некоторые из них можно обнаружить с помощью других методов контроля, таких как радиография, проникающая жидкость и контроль магнитных частиц. Максимально допустимые ограничения, связанные с этими неоднородностями, зависят от требований к характеристикам сварного компонента и обычно указываются в соответствующих правилах сварки, стандарте или спецификации.От инспектора по сварке часто требуется определить степень этих неоднородностей и установить их приемлемость или отклонение на основе соответствующих критериев приемки.
Что такое поднутрение при сварке и как его избежать?
Дефекты так часто встречаются в любом виде
изготовление, в том числе сварка. В процессе могут быть отклонения в
размер и форма металлической конструкции. Это также может быть связано с использованием
неправильные сварочные процессы или неправильные методы сварки.Известен как недопустимых сварных профилей или дефектов ,
эти недостатки отрицательно влияют на Прочность и прочность сварного шва. Один из наиболее распространенных дефектов сварных швов
сварка подрезана.
Один из наиболее распространенных дефектов сварных швов
сварка подрезана.
Поднутрение или подрезание — это дефект сварного шва, который приводит к уменьшению толщины свариваемого материала . Знание того, как правильно определить этот дефект, позволит сварщику предпринять необходимые шаги для его предотвращения.
Подрезка Определение в сваркеПоднутрение — это дефект или дефект, который характеризуется полостью на носке сварного шва из-за перегрева на края основного металла.Этот дефект обычно возникает, когда вы пытаетесь выполнить сварку либо с высокой скоростью перемещения, либо с высокой скоростью сварки Текущий.
Поднутрения возникают из-за того, что не удается получить хорошую врезку с обеих сторон основного металла. Это потому, что металл плавится по краям намного быстрее, чем по центру.
Например, на тройнике опорная плита
чаще всего приваривается к краю, где он более уязвим для
проплавить. Поскольку нижняя пластина приварена посередине, она фактически делает
имеет смысл направить на него больше тепла, так как он может поглотить больше.Много новичков
Забудьте об этом основном правиле о том, как металл реагирует на тепло.
Поскольку нижняя пластина приварена посередине, она фактически делает
имеет смысл направить на него больше тепла, так как он может поглотить больше.Много новичков
Забудьте об этом основном правиле о том, как металл реагирует на тепло.
Помните, что поднутрение отличается от обычного кратер в сварном шве — это просто трещина, которая возникает при затвердевании процесс свариваемых металлов.
Кроме того, вы можете также порезать нижнюю пластину, если у вас недостаточно наполнителя на этой стороне стыка. Поэтому, помимо того, чтобы направить на него больше тепла, убедитесь, что вы делаете паузу с обеих сторон бусинки; так, чтобы сварочная лужа покрывала оба края стыка.В случае Т-образного соединения вам действительно нужно потратить больше времени на верхнюю сторону соединения, чтобы сформировать валик нормальной формы.
Это важный навык, который сварщик следует освоить, так как это будет повторяться практически во всех видах сварки При сварке проводите больше времени на верхней стороне валика
Подрезка Также известна как корневая подрезка.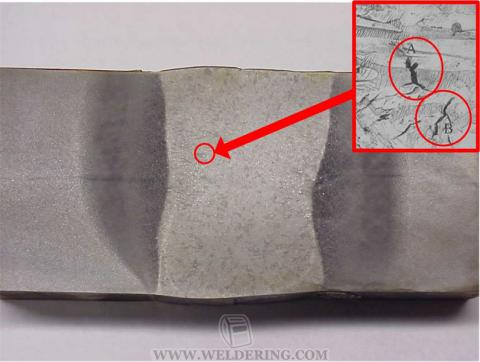 стыковой шов вдоль основного металла рядом с корнем шва. В трубе
сварка, это видно внутри трубы на узком крае.
стыковой шов вдоль основного металла рядом с корнем шва. В трубе
сварка, это видно внутри трубы на узком крае.
Может еще одна форма внутренней подрезки быть видимым внутри самого сварного шва. Видно, как на боковине оставлен паз. Когда полученный сварной шов помещается в зону сварного шва, он может образовывать включения на металл. Если поднутрение не отрегулировано должным образом, оно может появиться в рентгеновский снимок.
Также известный как поднутрение коронки — это своего рода подрез при сварке, который проявляется на внешней стороне сварного шва. Это можно увидеть как бороздку или эрозию вдоль края сварного шва.Это плохой знак, так как это ослабит сварной шов и может сделать его уязвимым для растрескивания кромок сварного шва.
Что Причины подреза при сварке? Подрезы при сварке, как мы уже говорили,
образование канавок на носке сварного шва, редуктор Толщина поперечного сечения основного металла . Это часто приводит к слабому
сварка и заготовка.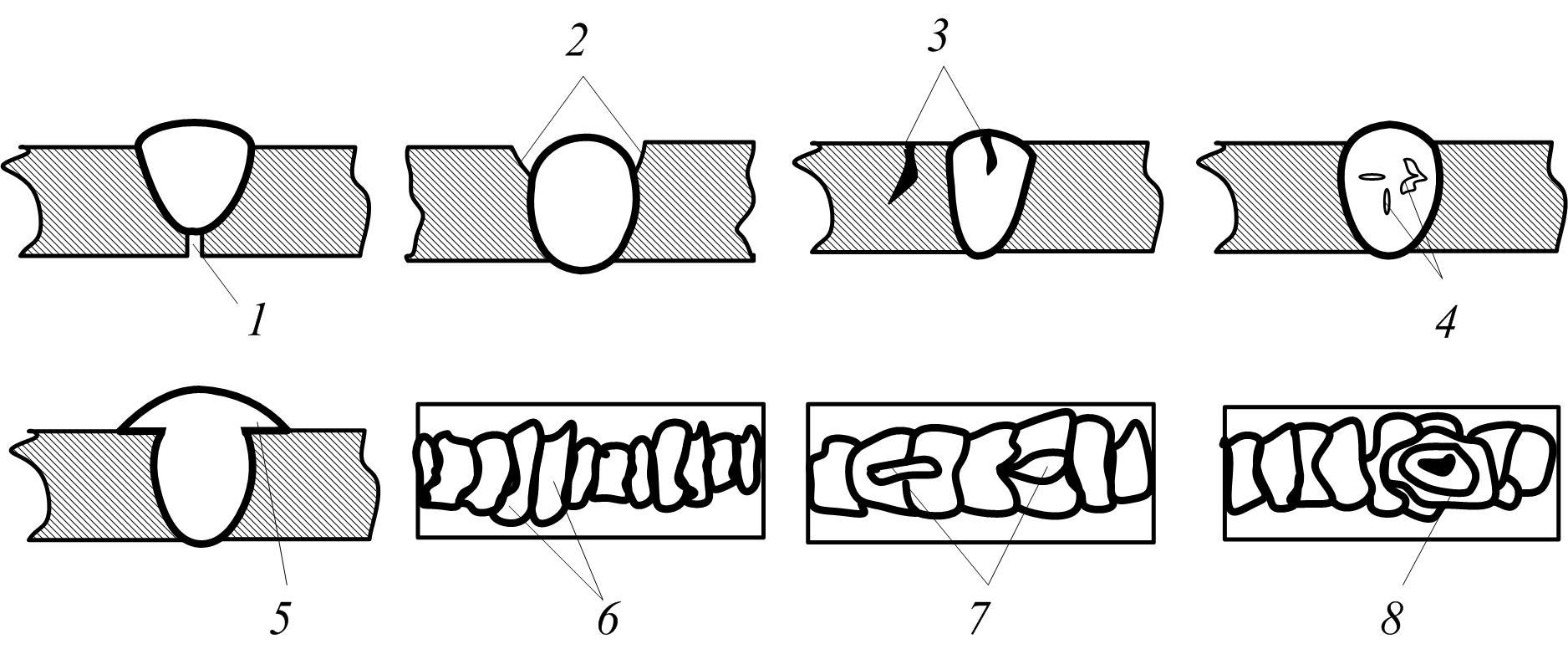 Вот некоторые из его причин:
Вот некоторые из его причин:
- Плохо техника сварки
- Неправильная присадочный металл
- Неправильно использование газовой защиты
- электрод / наполнитель слишком большой
- использование неправильного угла, из-за которого может быть больше тепла к краям
- Слишком высокая скорость перемещения
- тоже высокий сварочный ток
- Свободное соединение в канале защитного газа в сварочный пистолет
- Untidy недрагоценный металл
- сопло слишком маленькое
- Загрязнено и недостаточный защитный газ
- Правильный Положение сварки
Иногда выполнение углового шва в
горизонтально-вертикальное пятно также приводит к поднутрениям.В этом случае будет
образование капель из-за ненадлежащего металлического заполнения краев
сустав. Чтобы предотвратить это, вы можете выполнять сварку в плоском положении, чтобы убедиться, что
есть достаточный расход электрода.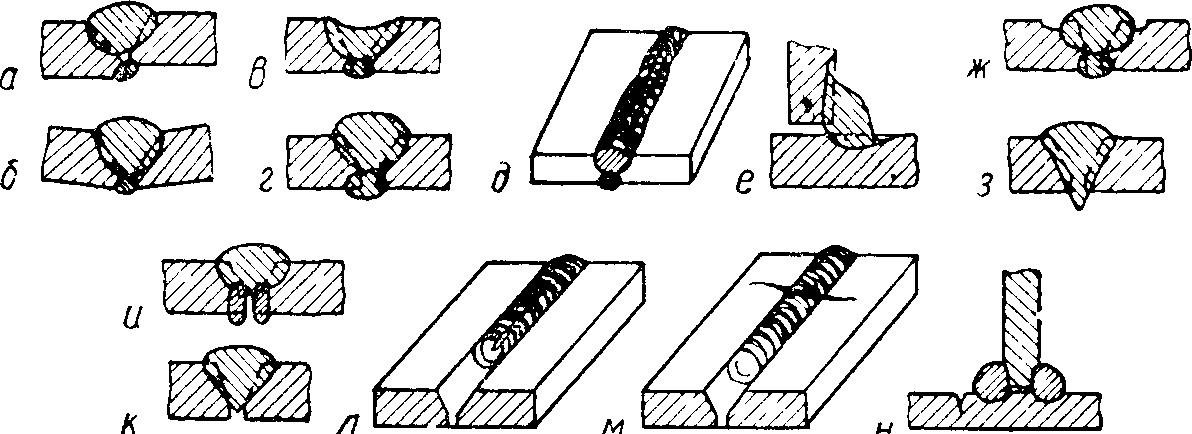
Проблема поднутрения может также возникнуть, когда сварщик пытается выполнить сварку, используя чрезмерный стиль плетения. Стандарты и нормы требуют рекомендуемой ширины плетения в соответствии с размером электрода. Размер плетения должен быть превышен до допустимого предела.В противном случае сварной шов может быть подвержен подрезанию канавок. Чтобы предотвратить это, попробуйте уменьшить размер плетения или выполнить сварку многопроходной техникой.
- Правильный Выбор газовой защиты
В случае металлического активного газа неподходящий выбор газовой защиты также является одной из причин подрезания. Использование углерода диоксид с инертными газами может обеспечить хорошие результаты при сварке углеродистых сталей.
Рекомендуется передвигаться умеренно.Слишком медленная или слишком высокая скорость движения вызовет проблемы. Например, если вы путешествуете слишком медленно, борт будет слишком высоким, что приведет к слабому стыку. С другой стороны, если вы едете слишком быстро, вы можете создать поднутрения.
Сварочные уголки играют важную роль в изготовление бездефектных бусин. Для этого следует использовать правильные углы, чтобы направьте больше тепла на более толстые компоненты.
Параметры нагрева или силы тока являются одной из основных причин подрезов в сварных швах . Чтобы этого не произошло, следует позаботиться о нагреве шва, уменьшив его ток.Вы также можете немного изменить подвод тепла с помощью палки из электрод. Чем длиннее вылет, тем меньше тепла он выделяет.
Кроме того, при сварке тонких металлических панелей и корпусных панелей убедитесь, что основные металлы плотно прилегают друг к другу. Например, если вы выполняете сварку внахлест, а основные металлы не прикреплены друг к другу, вы, скорее всего, получите прожог и поднутрение.
Это один из лучших вариантов, которые вы можете
делать, чтобы избежать подрезов при сварке. Он поддерживает все приведенные выше профилактические советы,
а также помощь в выполнении тонких сварных швов с улучшенными механическими свойствами.
Дефекты сварных швов, такие как подрезы, бывают всех форм, степеней серьезности и размеров. Но одно верно в отношении них — они дороги, распространены и приводят к снижению производительности и увеличению времени простоя. Хорошо, что есть способы избежать подрезов при сварке MIG. Я на мой взгляд, основное средство от поднутрения — снижение тока или силы тока . Скорее всего, это решит проблему.
Имейте в виду, что даже самые опытные сварщики есть дефекты сварного шва, например пористость.Так важно определить и решить их как можно скорее.
Здесь вы можете узнать больше о том, как должен выглядеть хороший сварной шов.
Что означает подрезка сварного соединения?
Конкретный код сварки определяет допустимую величину поднутрения.Возможность правильно определить этот дефект позволяет сварщику принять меры, чтобы избежать подрезов.
Определение подрезов
Поднутрения проявляются в виде канавки в сварочном материале, расположенной непосредственно по краям сварного шва. В точке плавления подрезание уменьшает толщину свариваемого металла. Рентгеновские снимки показывают поднутрение в виде тонкой темной линии, слегка неровной вдоль сварного шва.
В точке плавления подрезание уменьшает толщину свариваемого металла. Рентгеновские снимки показывают поднутрение в виде тонкой темной линии, слегка неровной вдоль сварного шва.
Угловая подрезка
При угловой сварке используются два куска металлической пластины для выполнения стыков внахлест, угловых стыков или тавровых стыков. По краю или на носке сварного шва появляется подрез. Компания Esab, производитель сварочных машин и оборудования, сообщает, что подрезы чаще всего наблюдаются при угловых сварных швах внахлест, но также могут наблюдаться при других типах угловых сварных швов.
Внутренняя подрезка
Внутренняя подрезка, также известная как корневая подрезка, возникает при сварке стыкового соединения вдоль основного металла рядом с основанием сварного шва. При сварке труб он находится внутри трубы вдоль узкой кромки. Внутри сварного шва обнаруживается другая форма внутренней поднутрения. Он выглядит как канавка, оставленная вдоль боковой стенки в верхней части корневого шва. Когда последующий сварной шов помещается в зону сварного шва, он может образовывать включения в сварном шве. Поднутрение, если оно неправильно отрегулировано, может проявиться на рентгеновских снимках как внутреннее поднутрение.
Когда последующий сварной шов помещается в зону сварного шва, он может образовывать включения в сварном шве. Поднутрение, если оно неправильно отрегулировано, может проявиться на рентгеновских снимках как внутреннее поднутрение.
Наружная подрезка
Наружная подрезка, или поднутрение коронки, очевидна с внешней стороны стыкового шва. Это выглядит как эрозия или бороздка, идущая по краю сварного шва. Bernard, производитель сварочного оборудования, предостерегает от внешних подрезов, поскольку они ослабляют сварной шов и делают его восприимчивым к растрескиванию по краям сварного шва. (ref 5)
Предотвращение
Подрезы возникают из-за различных условий, включая высокую скорость перемещения, регулировку высокого тока, длинный дуговый зазор и неправильную технику сварки.При слишком быстром движении поверхностное натяжение сварного шва втягивает расплавленный основной металл в сварной шов, что приводит к подрезу. Esab рекомендует уменьшить скорость хода дуги, чтобы уменьшить поверхностное натяжение, особенно если предыдущая подрезка является непрерывной.