Устройство и принцип работы плазменного резака
Плазмотрон – базовый элемент аппарата плазменной резки
Плазменная резка давно зарекомендовала себя как высокопроизводительный, безопасный и скоростной метод обработки металлов, позволяющий получить чистую и ровную поверхность без дополнительной обработки. Главным «участником» этого процесса является резак – базовый рабочий орган плазмореза. Несмотря на растущий интерес к технологии, путаница в терминологии остается до сих пор: иногда под «плазмотроном» ошибочно подразумевают всю установку для резки. Что же представляет собой этот аппарат и как именно он устроен?
Составляющие плазмотрона
- Сопло, формирующее плазменную струю. Размер реза, характеристики дуги и скорость охлаждения оборудования во многом зависят от диаметра комплектующей и ее длины: чем она длиннее, тем аккуратнее получается разрез, но вместе с тем и сокращается срок эксплуатации.
Самыми лучшими считаются сопла из чистой меди, поскольку этот материал удачно сочетает высокую теплопроводность и малую стоимость.

- Электрододержатель с катодом (электродом), изготовленным чаще всего из гафния, реже – из циркония, бериллия или тория (оксиды последних могут быть токсичными или радиоактивными и наносят вред здоровью оператора, поэтому их применяют не так часто).
- Дуговая камера для подачи воздушного потока.
- Изоляционная втулка, разделяющая электродный и сопловый узлы.
- Кожух с внешней стороны.
- Роликовые упоры, головка резака, защитный колпачок также входят в конструкцию прибора, хоть и не принимают непосредственного участия в процессе.
В комплектации может быть также завихритель, например выполненный в виде керамических колец или шайб. Размещенные перед входом в сопловый узел подобные приспособления обеспечивают вихревую подачу газа в дуговую камеру и способствуют более эффективному сжатию дуги и ее стабилизации.

При обработке металла толщиной до 10 мм одного комплекта «сопло + электрод» хватает примерно на 8 рабочих часов
Принцип работы
Сигналом к началу работы становится нажатие кнопки «розжиг» или «старт», в ответ на которое от источника питания в плазмотрон поступают токи высокой частоты. Под их воздействием внутри аппарата между наконечником сопла и электродом образуется дежурная электрическая дуга температурой 6000 – 8000 °С, столб которой заполняет собой весь канал.
Следующий этап – в камеру по шлангу поступает сжатый воздух. Проходя через электродугу, он нагревается и ионизируется, приобретая токопроводящие свойства, а объем увеличивается в 50-100 раз. Сопло, суженное книзу, формирует воздушный поток, готовый вырваться наружу на большой скорости. Именно этот нагретый до 25000-30000 °С ионизированный воздух и называют плазмой, выполняющей разрез.
Плазмообразующими газами выступают кислород, смесь водорода с аргоном, азот.В промышленности, кроме них, используют ряд защитных газов (гелий, аргон) и их смеси.
 В промышленности, кроме них, используют ряд защитных газов (гелий, аргон) и их смеси.
В промышленности, кроме них, используют ряд защитных газов (гелий, аргон) и их смеси.В момент, когда плазма соприкасается с поверхностью металла, дежурная дуга гаснет, а вместо нее зажигается рабочая, или режущая. Под ее действием металл плавится, образуя рез, а расплавленные частицы удаляются струей под высоким давлением.
Охлаждение плазмотронов осуществляется воздушным или водяным способом. Первый вариант с применением потоков газа актуален для маломощных установок. Второй – с циркулирующей водой – практикуют в аппаратах высокой мощности на крупном производстве. «Жидкая» технология более эффективна, однако утяжеляет конструкцию устройства и повышает стоимость его эксплуатации.
Использование этого незамысловатого с виду аппарата позволяет не только выполнять прямые, но и делать фигурные резы, проемы и отверстия, выравнивать кромки и т.д. – как в небольших мастерских, так и в промышленных масштабах.
Типичные ошибки оператора при плазменной резке и способы их избежания
Все знают что простои в работе из-за выхода оборудования из строя несут большие убытки для производства, тогда как их можно было бы избежать при правильном использовании оборудования.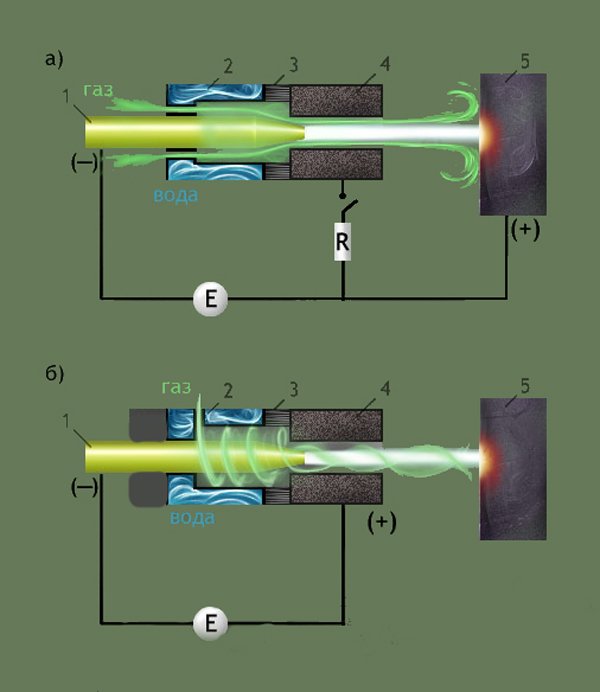
Обращая внимание на вещи описанные ниже в статье и проводя своевременные процедуры можно избежать простоев и крупных поломок, сэкономив деньги на ремонте, не потерять оборудование на время его ремонта (или же не потерять вовсе из-за неремонтопригодности) и в целом увеличить ресурс его работы.
Особое внимание, естественно, стоит уделить износу расходных материалов поскольку они со временем изнашиваются, а качество и точность реза уменьшается. Увеличенный краевой скос и деформация края являются важными признаками для оператора, что требуется замена непригодной детали.
Чтобы устранить эти проблемы, оператор нередко заменяет весь набор расходных материалов сразу — электрод, сопло и защитную крышку, вместо того, чтобы оценивать каждый компонент по отдельности. Это приводит к чрезмерному использованию расходных материалов, что отрицательно сказывается на общей стоимости эксплуатации и увеличивает стоимость производства.
Эта статья поможет вам избежать лишних трат и своевременно реагировать на проблемы, а также заблаговременно предупредить их.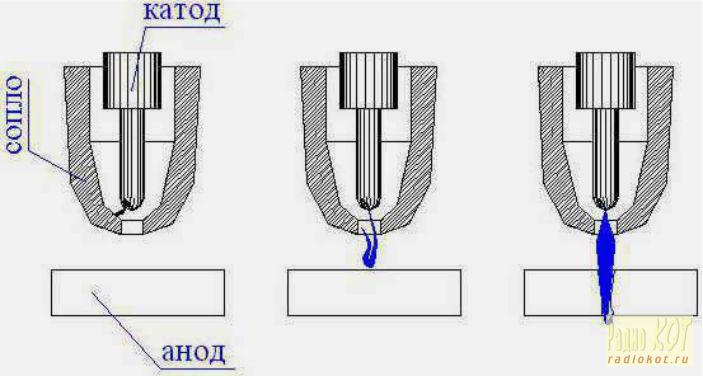
Итак, вот список ошибок, которые стоит избегать.
Использование расходных материалов до тех пор, пока они не выйдут из строя
Если посмотреть на ряд деталей одного типа, которые были вырезаны при таком подходе, можно безошибочно определить те детали, на которых сопло или электрод были уже «на подходе». Использование сильно изношенных сопел и электродов может не только привести к браку при вырезке детали, но и стать причиной дорогостоящего ремонта пламенного резака и даже аппарата плазменной резки, во время которого машина плазменной резки будет простаивать. Выход из строя сопел и электродов можно легко предупредить по нескольким признакам, которые выдают изношенные расходники. Опытный оператор по звуку резки и цвету пламени дуги (при выгорании циркониевой вставки оно приобретает зеленоватый оттенок), а также по необходимости уменьшать высоту плазмотрона при пробивке, всегда скажет Вам, когда пора менять электрод.
| Новая деталь | ||
|
Защитная насадка Её следует заменять только при наличии видимых повреждений, таких как образование шлака, вмятины или ожоги, или если его трудно надеть на горелку или защитная крышка не может быть ровно установлена из-за повреждений. |
||
|
Защитная крышка
Как следует из его названия, защитный колпачок заглушает защитный газ с целью дополнительного охлаждения сопел и улучшения края режущей кромки. Отверстие в защитной крышке имеет решающее значение для качества реза, поэтому его следует заменить, когда оно становится сожженным, согнутым, когда на него попадает шлак и оно становится не круглым. Для удаления брызг (шлака), который застрял на защитной крышке, можно использовать абразивную щётку. Всегда проверяйте уплотнительные кольца на предмет возможных повреждений, таких как трещины и разрывы. Убедитесь, что уплотнительные кольца правильно смазаны с использованием рекомендованной производителем смазки. |
||
|
Внутреннее защитное кольцо Эта деталь имеет медный корпус с нажимным изоляционным кольцом для размещения в защитной крышке. Цель внутреннего удерживающего колпачка состоит в том, чтобы циркулировать охлаждающую жидкость вокруг внешней части сопла и распределять газ на защитный колпачок через крошечные отверстия в изоляторном кольце. Эта деталь не изнашивается плазменной дугой и может легко выдерживать до 30 или более замен электродов. Заменяйте только в том случае, если отверстие сожжено, согнуто или повреждено и не является круглым, или если повреждено изоляционное кольцо или отверстия по периметру. |
||
|
Сопло Сопло – один из важнейших элементов плазмотрона. Сопло формирует струю плазмы, которая, проходя через отверстие, осуществляет рез. Для наивысшего качества резки следует заменять сопло в два раза чаще, чем электрод. |
||
|
Завихрительное кольцо (шазовый диффузор) Вихревое кольцо изготовливается из высокотемпературного материала, такого как Vespel или керамики, и поэтому не изнашивается плазменной дугой. Оно служит для завихрения плазмообразующего газа вокруг электрода и направления его в сопло. Вихревое кольцо также изолирует отрицательно заряженный электрод от положительно заряженного сопла. Диффузор влияет на множество факторов, и без него вы получите гораздо более короткий срок службы всех остальных расходных частей и плохое качество реза. Необходимо следить за тем, чтобы маленькие отверстия не содержали грязи и мусора, и их следует заменять, если обнаружены трещины или сколы, так как даже микроскопическая трещина может нарушить газовый поток. Всегда проверяйте уплотнительные кольца на предмет возможных повреждений, таких как трещины и разрывы. Убедитесь, что уплотнительные кольца правильно смазаны с использованием рекомендованной производителем смазки. Инструкции по смазке см. в руководстве изготовителя. В среднем 1 диффузор способен пережить более 50 замен электрода. |
||
|
Электрод Электрод является основным и расходным материаом в плазменной резке и требует наиболее частой замены. Электрод может быть изготовлен из меди или серебра или их комбинации и содержит отдельную вставку из эмиттерного стержня, изготовленную из гафния или вольфрама. Эмиттерный стержень обладает меньшим сопротивлением току, чем медь, что предотвращает сжигание электрода при генерировании большого тока дуги. Чтобы этого не допустить, электрод следует менять в тот момент, когда на вставке появится ямка по размерам равная диаметру самой вставки. |
||
|
Безопасное значение глубины износа эмиттера составляет примерно 0,040 дюйма (1,02 мм) для медных электродов и 0,1 дюйма (2,54 мм) для серебряных электродов. |
||

 Когда оно новое, это отверстие будет идеально круглым с четко определенным острым краем. Сопло должно быть заменено, когда отверстие начинает изнашиваться во внешнем или внутреннем отверстии, делая края менее острыми и ухудшая качество реза. На внутренней стороне сопла могут возникать более светлые участки, вызванные пуском дуги, но это не является причиной замены.
Когда оно новое, это отверстие будет идеально круглым с четко определенным острым краем. Сопло должно быть заменено, когда отверстие начинает изнашиваться во внешнем или внутреннем отверстии, делая края менее острыми и ухудшая качество реза. На внутренней стороне сопла могут возникать более светлые участки, вызванные пуском дуги, но это не является причиной замены. 
Слишком частая замена сопел и электродов
Среди использованных сопел и электродов достаточно часто можно встретить такие, которые еще можно использовать при резке. Излишне частая замена расходников также очень распространена среди операторов металлорежущих станков с ЧПУ, и в особенности, машин плазменной резки. При замене сопла или электрода оператор должен четко знать, на что обращать внимание. Сопло требует замены в следующих ситуациях:
При замене сопла или электрода оператор должен четко знать, на что обращать внимание. Сопло требует замены в следующих ситуациях:
1. Если сопло имеет деформации снаружи или изнутри. Это часто бывает при слишком маленькой высоте пробивки и при непрорезе металла. Расплавленный металл попадает на внешнюю поверхность сопла или защитного колпака и деформирует ее.
2. Если выходное отверстие сопла по форме отличается от окружности. При большой высоте пробивки, если движение начинается до прореза металла, то дуга отклоняется от перпендикуляра к листу и проходит через край отверстия сопла. Чтобы определить, изношен ли электрод, нужно посмотреть на вставку из металла серебристого цвета на торце медного электрода (как правило, используется сплав циркония, гафния или вольфрама). В общем случае, электрод считается работоспособным, если этот металл вообще есть и глубина лунки на его месте не превышает 2 мм для воздушно-плазменной или кислородно-плазменной резки. Для резки плазмой в среде защитного газа (азота или аргона) глубина лунки может достигать 2,2 мм. Завихритель нуждается в замене лишь в том случае, если при тщательном осмотре можно выявить забитые отверстия, трещины, следы вызванные попаданием дуги, или сильный износ. Завихрители особенно часто заменяются преждевременно. То же самое касается и защитных колпаков которые нуждаются в замене только в случае физического повреждения. Очень часто защитные колпачки могут быть очищены наждачной бумагой и использованы вновь.
Завихритель нуждается в замене лишь в том случае, если при тщательном осмотре можно выявить забитые отверстия, трещины, следы вызванные попаданием дуги, или сильный износ. Завихрители особенно часто заменяются преждевременно. То же самое касается и защитных колпаков которые нуждаются в замене только в случае физического повреждения. Очень часто защитные колпачки могут быть очищены наждачной бумагой и использованы вновь.
Использование неправильных настроек параметров плазменной резки и расходных материалов
Выбор расходников при плазменной резке зависит от вида разрезаемого металла (сталь, медь, латунь, нержавейка и т.д.), от его толщины, выставленного тока дуги на аппарате плазменной резки, плазмообразующего и защитного газов и т.д. Справочное руководство оператора машины плазменной резки описывает, какие расходные материалы использовать в случае разных режимов процесса резки. Указанные в инструкции оператора режимы, рекомендации относительно настроек плазменной резки следует соблюдать. Использование расходных материалов (сопел, электродов) несоответствующих текущему режиму плазменной
резки обычно приводит к ускоренному выходу расходников из строя и к значительному ухудшению качества пламенного реза. Очень важно выполнять плазменную резку металла именно с тем током дуги, на который рассчитаны используемые расходные материалы. Например, не стоит резать металл плазмой на 100 амперах, если в плазменном резаке стоит сопло на 40 ампер, и т.д. Самое высокое качество реза достигается, когда ток на аппарате плазменной резки выставлен на 95% от номинального тока резки, на который рассчитано сопло. Если установлен режим плазменной резки с заниженным током дуги, то рез будет зашлакованный, и на обратной стороне вырезаемых деталей будет значительное количество грата, пламенный рез будет неудовлетворительного качества. Если установленный на установке плазменной резки ток слишком высок, то срок службы сопла значительно сокращается.
Неправильная сборка плазменного резака
Пламенный резак должен быть собран таким образом, чтобы все его детали плотно прилегали друг к другу, и не было бы впечатления «разболтанности». Плотность прилегания деталей плазмотрона обеспечивает хороший электрический контакт и нормальную циркуляцию воздуха и охлаждающей жидкости через плазменный резак. Во время замены расходных материалов нужно стараться разбирать плазменный резак на чистой поверхности, чтобы грязь и металлическая пыль, образующиеся при плазменной резке, не загрязнили плазмотрон. Чистота при сборке/разборке плазменного резака очень важна и, тем не менее, это требование часто не соблюдается.
Плотность прилегания деталей плазмотрона обеспечивает хороший электрический контакт и нормальную циркуляцию воздуха и охлаждающей жидкости через плазменный резак. Во время замены расходных материалов нужно стараться разбирать плазменный резак на чистой поверхности, чтобы грязь и металлическая пыль, образующиеся при плазменной резке, не загрязнили плазмотрон. Чистота при сборке/разборке плазменного резака очень важна и, тем не менее, это требование часто не соблюдается.
Невыполнение регулярного планового обслуживания плазмотрона
Плазменный резак может работать в течение многих месяцев, и даже лет без должного обслуживания. И, тем не менее, газовые каналы и каналы охлаждающей жидкости внутри плазменного резака должны содержаться в чистоте, посадочные места сопел и электродов должны проверяться на предмет загрязнения или повреждений. Грязь, металлическая пыль должны удаляться из плазменного резака. Для чистки плазмотрона следует использовать чистую хлопчатобумажную тряпочку и жидкость для чистки электрических контактов либо перекись водорода.
Резка металла без проверки давления плазмообразующего газа или подачи охлаждающей жидкости в плазморез
Расход и давление плазмообразующего газа и охлаждающей жидкости нужно проверять ежедневно. Если расход недостаточный, детали резака не будут в должной степени охлаждаться и их срок службы будет снижен. Недостаточный проток охлаждающей жидкости из-за изношенного насоса, забитых фильтров, недостаточного количества охлаждающей жидкости, является распространенной причиной поломок плазменных резаков. Постоянное давление плазмообразующего газа очень важно для поддержания режущей дуги и для качественного реза. Избыточное давление плазмообразующего газа является распространенной причиной затрудненного поджига плазменной дуги, притом, что все остальные требования к настройкам, параметрам и процессу плазменной резки полностью удовлетворены. Слишком высокое давление плазмообразующего газа является причиной быстрого выхода из строя электродов. Плазмообразующий газ обязательно должен быть очищен от примесей, т. к. его чистота оказывает сильное влияние на срок службы расходных материалов и плазмотрона в целом. Компрессоры, подающие воздух в аппараты плазменной резки имеют тенденцию к загрязнению воздуха маслами, влагой и мелкими частицами пыли.
к. его чистота оказывает сильное влияние на срок службы расходных материалов и плазмотрона в целом. Компрессоры, подающие воздух в аппараты плазменной резки имеют тенденцию к загрязнению воздуха маслами, влагой и мелкими частицами пыли.
Пробивка при малой высоте плазмотрона над металлом
Расстояние между заготовкой и срезом сопла плазмотрона оказывает огромное влияние, как на качество реза, так и на срок службы расходных материалов. Даже небольшие изменения в высоте плазменного резака над металлом могут значительно повлиять на скосы на кромках вырезаемых деталей. Высота плазменного резака над металлом во время пробивки особенно важна. Распространенной ошибкой является пробивка при недостаточной высоте плазмотрона над металлом. Это приводит к тому, что расплавленный металл выплескивается из лунки, образованной при пробивке и попадает на сопла и защитные колпачки, разрушая эти детали. Тем самым существенно ухудшается качество реза. Если пробивка происходит, когда плазменный
резак касается металла, то может произойти «втягивание» дуги. Если дуга «втягивается» в плазмотрон, то электрод, сопло, завихритель, а иногда, и резак целиком — разрушаются. Рекомендуемая высота пробивки равна 1.5-2 величины толщины разрезаемого плазмой металла. Следует отметить, что при пробивке достаточно толстого металла рекомендуемая высота получается слишком большой, дежурная дуга не достает до поверхности листа металла, следовательно, процесс резки на рекомендуемой высоте начать невозможно. Однако если пробивка будет производиться на высоте, на которой плазморез может зажечь дугу, то брызги расплавленного металла могут попасть на плазмотрон. Решением этой проблемы может быть применение технологического приема под названием «подпрыжка». При отработке команды на включение резки, плазменная резка включается на небольшой высоте, затем резак поднимается вверх на заданную высоту подпрыжки, на которой брызги металла не достают до резака. После отработки пробивки резак опускается на высоту врезки и начинается движение по контуру.
Плазменная резка металла на слишком большой, либо слишком малой скорости
Несоответствие скорости плазменной резки выбранному режиму существенно сказывается на качестве реза. Если установленная скорость резки слишком низкая, на вырезаемых деталях будет большое количество облоя и разнообразных наплывов металла по всей длине реза на нижней части кромки деталей. Низкие скорости резки могут стать причиной увеличения ширины реза и большого количества брызг металла на верхней поверхности деталей. Если установлена слишком высокая скорость резки, дуга будет загибаться назад, вызывая деформацию кромок вырезаемой детали, будет узкий рез, и небольшие бусинки грата и облоя в нижней части кромки реза. Грат образованный при высокой скорости резки тяжело удаляется. При правильно выбранной скорости резки количество грата, облоя и наплывов металла будет минимальным. Поверхность кромки пламенного реза при правильно выбранной скорости должна быть чистой и механическая обработка должна быть минимальной. В начале и конце реза может произойти «отклонение» дуги от перпендикуляра. Это происходит из-за того, что дуга не успевает за резаком. Отклонение дуги приводит к тому, что она врезается в боковую поверхность сопла, нарушая тем самым его геометрию.
Если установленная скорость резки слишком низкая, на вырезаемых деталях будет большое количество облоя и разнообразных наплывов металла по всей длине реза на нижней части кромки деталей. Низкие скорости резки могут стать причиной увеличения ширины реза и большого количества брызг металла на верхней поверхности деталей. Если установлена слишком высокая скорость резки, дуга будет загибаться назад, вызывая деформацию кромок вырезаемой детали, будет узкий рез, и небольшие бусинки грата и облоя в нижней части кромки реза. Грат образованный при высокой скорости резки тяжело удаляется. При правильно выбранной скорости резки количество грата, облоя и наплывов металла будет минимальным. Поверхность кромки пламенного реза при правильно выбранной скорости должна быть чистой и механическая обработка должна быть минимальной. В начале и конце реза может произойти «отклонение» дуги от перпендикуляра. Это происходит из-за того, что дуга не успевает за резаком. Отклонение дуги приводит к тому, что она врезается в боковую поверхность сопла, нарушая тем самым его геометрию. Если выполняется врезка с кромки, центр отверстия сопла должен находиться точно на линии кромки детали. Это особенно важно в комбинированных станках, в которых применяется и дыропробивная головка и плазморез. Отклонение дуги может произойти и когда плазмотрон при включенной резке проходит через край листа, или если линия выхода из контура с резкой (lead out) пересекает старый рез. Необходима точная настройка параметров времени, чтобы уменьшить проявления этого эффекта.
Если выполняется врезка с кромки, центр отверстия сопла должен находиться точно на линии кромки детали. Это особенно важно в комбинированных станках, в которых применяется и дыропробивная головка и плазморез. Отклонение дуги может произойти и когда плазмотрон при включенной резке проходит через край листа, или если линия выхода из контура с резкой (lead out) пересекает старый рез. Необходима точная настройка параметров времени, чтобы уменьшить проявления этого эффекта.
Механическое повреждение или поломка плазменного резака
Столкновения резака с листом, вырезанными деталями или ребрами раскроечного стола могут полностью вывести резак из строя. Столкновений резака с вырезаемыми деталями можно избежать, если в управляющей программе задавать холостые проходы вокруг, а не над вырезанными деталями. Например, в программе оптимального раскроя ProNest производства MTC-Software присутствует такая возможность, что позволяет свести риск поломки плазмотрона к минимуму и сэкономить значительные средства. Стабилизаторы высоты резака также обеспечивают некоторую защиту от столкновений с металлом. Однако, если используется только лишь датчик высоты резака по напряжению дуги, то в конце реза могут происходить «клевки», т.к. напряжение дуги меняется в результате ее «отклонения» и резак опускается вниз чтобы его компенсировать. В системах ЧПУ применяется многоуровневая система защиты от столкновения с металлом. Используется как датчик касания, измеряющий сопротивление между антенной вокруг резака и листом, емкостной датчик и датчик
Стабилизаторы высоты резака также обеспечивают некоторую защиту от столкновений с металлом. Однако, если используется только лишь датчик высоты резака по напряжению дуги, то в конце реза могут происходить «клевки», т.к. напряжение дуги меняется в результате ее «отклонения» и резак опускается вниз чтобы его компенсировать. В системах ЧПУ применяется многоуровневая система защиты от столкновения с металлом. Используется как датчик касания, измеряющий сопротивление между антенной вокруг резака и листом, емкостной датчик и датчик
напряжения дуги. Это позволяет в полной мере использовать преимущества каждого из типов датчиков. Также, для защиты резака можно применять «ломкие» кронштейны, которые при столкновении сломаются быстрее, чем плазменный резак. Таким образом, грамотный оператор машины плазменной резки может сэкономить своему предприятию огромные деньги, время и накладные расходы на плазменную резку. Результатом работы хорошего оператора МТР будет возросшая рентабельность плазменной резки и увеличение прибыли предприятия в целом. Надеемся, что изложенные в этой статье рекомендации по плазменной резке металла позволят выполнить настройку плазменной резки и подобрать режимы реза для каждого конкретного случая.
Надеемся, что изложенные в этой статье рекомендации по плазменной резке металла позволят выполнить настройку плазменной резки и подобрать режимы реза для каждого конкретного случая.
Новости 22.08.17 Изменение цен с 01.09.2017г.В связи с повышение стоимости на цветной металл, с 1 сентября 2017 изменяются цены на продукцию из цветных металлов. 05.04.17 Расширяем линейку аппаратов VANITAПредставляем Вашему вниманию оборудование с автоматической регулировкой тока марки VANITA: VANITA V-180MA, VANITA V-320A, VANITA V-400ВА. | ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ АППАРАТА И СПОСОБЫ ИХ УСТРАНЕНИЯ. 1. К работам по поиску и устранению неисправностей аппарата допускаются лица, имеющие квалификацию, указанную во введении руководства. 2. В период действия гарантийных обязательств производителя разрешается проведение следующих работ владельцем аппарата вне сервисного центра : — диагностика и определение неисправности по нижеизложенной методике; — регулировочные работы по согласованию с изготовителем; — ремонт (замена) некоторых деталей по согласованию с изготовителем. Неисправности аппарата разделяются на неисправности ИП, неисправности плазмотрона и неисправности КШ.
3. Перечень возможных неисправностей ИП приведена в таблице 1. Таблица 1.
Перечень возможных неисправностей плазмотрона приведен в таблице 2. Таблица 2.
Перечень возможных неисправностей КШ приведен в таблице 3. Таблица 3.
| ||
 Ознакомится с техническомим характеристиками Вы можете на страницах нашего сайта, либор позвонить в наш офис продаж и проконсультируйтесь с менеджером.
Ознакомится с техническомим характеристиками Вы можете на страницах нашего сайта, либор позвонить в наш офис продаж и проконсультируйтесь с менеджером.

 При опробовании ИП (плазмотрон выкручен из ручки) при включении тумблера питания ИП лампочка «СЕТЬ» не горит или горит в полнакала, при этом вентиляторы охлаждения работают, при нажатии клавиши на ручке резака ИП не работает (напряжения 280В на вольтметре нет).
При опробовании ИП (плазмотрон выкручен из ручки) при включении тумблера питания ИП лампочка «СЕТЬ» не горит или горит в полнакала, при этом вентиляторы охлаждения работают, при нажатии клавиши на ручке резака ИП не работает (напряжения 280В на вольтметре нет). ..250В) или отсутствует, возможен повышенный гул трансформаторов.
..250В) или отсутствует, возможен повышенный гул трансформаторов. При нажатии клавиши на ручке резака слышно срабатывание реле КМ-2, КМ-3, но напряжение на вольтметре ИП отсутствует и пускатель КМ-1 не срабатывает.
При нажатии клавиши на ручке резака слышно срабатывание реле КМ-2, КМ-3, но напряжение на вольтметре ИП отсутствует и пускатель КМ-1 не срабатывает.
 5.3.5).
5.3.5).
 При включении тумблера питания ИП аппарат работает, но не горит лампочка «СЕТЬ», или при отказе ИП не загорается лампочка «КЗ» или «ПЕРЕГРЕВ»
При включении тумблера питания ИП аппарат работает, но не горит лампочка «СЕТЬ», или при отказе ИП не загорается лампочка «КЗ» или «ПЕРЕГРЕВ» При работе ИП при нажатии клавиши на ручке резака загорается лампочка «КЗ» или во время резки происходит обрыв режущей дуги.
При работе ИП при нажатии клавиши на ручке резака загорается лампочка «КЗ» или во время резки происходит обрыв режущей дуги.

Что такое плазменный резак и как он работает?
Плазма является одним из четырех состояний вещества, наряду с жидкостью, газом и твердым телом. Технически это ионизированный тип газа, заполненный положительными ионами. Это позволяет плазме стать электропроводящей. Газ, который несет электричество, — называется плазмой.
Плазменная резка включает использование этого газа для резания металла. Из сопла плазматрона выходит поток плазмы, который можно использовать для резки различных веществ.
Что такое плазма?
Как уже упоминалось, плазмой является состояние вещества, состоящего из ионизированного газа. Из-за структуры газа и того факта, что плазма ведет себя как нормальный газ, она представляется большинству внешних источников как еще один вид газа. Вот почему ученым потребовалось столько времени, чтобы обнаружить, что плазма проводит электричество с такой силой, что может гореть и резать.
Вызов плазмы, это на самом деле довольно известный научный принцип. Все, что вам нужно сделать, это активировать газ, достаточный для того, чтобы электроны на внешнем слое отделились. Конечно, сделать это будет немного сложнее, чем просто объяснить это. Тепловая энергия — это нормальный выбор, но технологии создания плазмы просто не было.
Принципиальная функция плазменного резака
Как и любой другой резак, плазматрон направляет плотный поток плазмы, плавящий материал, который вы режете. Существуют различные плазматронов, способные резать различные виды металлов с толщиной от 12 до 50 мм, тут http://www.induktor.ru/catalog/svarochnye_gorelki/plazmotron/ вы можете купить плазменный резак для ваших технических словий. Наиболее часто для питания используется постоянный ток. Он производит пламя, намного более стабильное. Поскольку пламя более стабильно с меньшим количеством тепла, на устройстве не так много износа.
Сопло внутри горелки поддерживает постоянный поток газа. Это по существу катод. Анод, другая часть, которая помогает зажечь факел, может быть внутренней или внешней. Когда электрическая дуга начинает протекать между двумя электродами, это нагревает газ, вытекающий из сопла. Поскольку газ движется с такой высокой скоростью, он гарантирует, что вы не получите плазму в сопле. Если вы это сделаете, вы должны немедленно прекратить использовать его.
Это по существу катод. Анод, другая часть, которая помогает зажечь факел, может быть внутренней или внешней. Когда электрическая дуга начинает протекать между двумя электродами, это нагревает газ, вытекающий из сопла. Поскольку газ движется с такой высокой скоростью, он гарантирует, что вы не получите плазму в сопле. Если вы это сделаете, вы должны немедленно прекратить использовать его.
Вы можете легко найти ряд преимуществ для плазменной резки:
Скорость резания — благодаря использованию плазмы, а не огня, роботизированные плазменные резаки могут прорезать материал примерно на 5 раз быстрее, чем традиционные факелы. Некоторые плазматроны режут металл со скоростью 500 дюймов в минуту.
Широкое разнообразие использования. Поскольку плазменные резаки обеспечивают такую быструю и точную резку, вы можете использовать их в большем количестве ситуаций, чем использовать традиционный огненный резак. Тот факт, что они используют азот, позволяет им прорезать самые жесткие металлы.
Простота использования. Вам не нужно какое-либо специальное обучение, чтобы использовать плазматрон. Они используются так же, как традиционные резаками, с несколькими отличиями из-за сокращения топлива.
Безопасность. В то время как слишком много накоплений газа в вашем резаке всегда может вызвать проблемы, азот не известен как легковоспламеняющийся. Это означает, что существует не так много опасностей для безопасности, как это было бы с другими резаками.
Экономичный. Несмотря на свои спецификации в области научной фантастики, плазменный резак на самом деле дешевле, чем водоструйные или лазерные фрезы.
Не нагревает окружающий материал. Одна из самых больших проблем с резаками — это то, как они нагревают материал вокруг разреза. Плазменные горелки не расходуют тепло так же, как традиционный резак. Поэтому вам не придется беспокоиться о повреждении материалы.
Как работает плазменная резка? Преимущества и недостатки
Резку металла можно разделить на две категории — механическую и термическую. Плазменная резка — это метод термической резки, при котором для резки металла используется ионизированный газ.
Плазменная резка — это метод термической резки, при котором для резки металла используется ионизированный газ.
Это один из широко используемых методов резки толстых металлических листов, но также он может использоваться для листового металла. Прежде чем углубляться в преимущества и возможности плазменной резки, следует ответить еще на один вопрос.
Что такое плазма?
Вы определенно слышали о трех основных состояниях материи — твердом, жидком и газообразном. Но есть и четвертый. Да, это плазма.
Плазму можно найти в природе, но в основном в верхних частях атмосферы Земли. Знаменитое полярное сияние — результат солнечного ветра, созданного из плазмы. Освещение и высокотемпературный огонь тоже включает в себя плазму.
В общей сложности она составляет около 99% видимой Вселенной.
В повседневной жизни мы можем встретить плазму в телевизорах, люминесцентных лампах, неоновых вывесках и, конечно же, в плазменных резаках.
Плазма — это электропроводящее ионизированное газоподобное вещество. Это означает, что в некоторых атомах отсутствуют электроны, и также есть свободные электроны, плавающие вокруг.
Это означает, что в некоторых атомах отсутствуют электроны, и также есть свободные электроны, плавающие вокруг.
Газ можно превратить в плазму, подвергнув его интенсивному нагреву. Вот почему плазму часто называют ионизированным газом.
Плазма похожа на газ, поскольку атомы не находятся в постоянном контакте друг с другом. В то же время она ведет себя аналогично жидкостям с точки зрения её способности течь под воздействием электрического и магнитного поля.
Как работает плазменный резак?
Процесс плазменной резки — это метод термической резки. Это означает, что для плавления металла используется тепло, а не механическая сила. Общая механика системы всегда одинакова. В плазменных резаках используется сжатый воздух или другие газы, например азот. Ионизация этих газов происходит с образованием плазмы.
Обычно сжатые газы контактируют с электродом, а затем ионизируются для создания большего давления. Когда давление увеличивается, поток плазмы направляется к режущей головке.
Когда давление увеличивается, поток плазмы направляется к режущей головке.
Режущий наконечник сужает поток, создавая поток плазмы. Затем он наносится на заготовку. Поскольку плазма электропроводна, заготовка соединяется с землей через стол для резки.Когда плазменная дуга контактирует с металлом, его высокая температура плавит его. В то же время высокоскоростные газы выдувают расплавленный металл.
Запуск процесса резки
Не все системы работают одинаково. Во-первых, есть обычно более бюджетная версия, называемая высокочастотным контактом . Это недоступно для плазменных резаков с ЧПУ, потому что высокая частота может мешать работе современного оборудования и вызывать проблемы.
В этом методе используется искра высокого напряжения и высокой частоты. Возникновение искры происходит при соприкосновении плазменной горелки с металлом. Это замыкает цепь и создает искру, которая, в свою очередь, создает плазму.
Другой вариант — метод пилотной дуги . Во-первых, искра создается внутри горелки цепью высокого напряжения и низкого тока. Искра создает вспомогательную дугу, которая представляет собой небольшое количество плазмы.
Во-первых, искра создается внутри горелки цепью высокого напряжения и низкого тока. Искра создает вспомогательную дугу, которая представляет собой небольшое количество плазмы.
Режущая дуга возникает, когда вспомогательная дуга входит в контакт с заготовкой. Теперь оператор может начать процесс резки.
Третий способ — использование подпружиненной головки плазмотрона . Если прижать резак к заготовке, возникает короткое замыкание, в результате чего начинает течь ток.
При снятии давления образуется вспомогательная дуга. Следующее такое же, как и в предыдущем методе. Это приводит к контакту дуги с заготовкой.
Какие газы используются, их особенности
Плазменная резка металла представляет собой процесс проплавления и удаления расплава за счет теплоты, получаемой от плазменной дуги. Скорость и качество резки определяются плазмообразующей средой. Также, плазмообразующая среда влияет на глубину газонасыщенного слоя и характер физико-химических процессов на кромках среза. При обработке алюминия, меди и сплавов, изготовленных на их основе, используются следующие плазмообразующие газы:
- Сжатый воздух;
- Кислород;
- Азотно-кислородная смесь;
- Азот;
- Аргоно-водородная смесь.
Воздух
Основными составляющими воздуха являются азот (78,18%) и кислород (20,8%). Сочетание этих двух газов представляет собой очень богатую энергией смесь. Воздух применяется в качестве плазменного газа для резки нелегированных, низколегированных, высоколегированных сталей и алюминия. Обычно воздух используется для ручной резки, а также для резки тонкого листа. Если резка нелегированной стали выполняется с применением в качестве плазменного газа воздуха, то кромки реза получаются прямыми и достаточно гладкими. Однако, как газ для резки, воздух повышает содержание азота на поверхностях реза. Если такие кромки реза далее не подвергаются механической обработке, в сварном шве могут создаться поры.
Кислород
Кислород применяется в качестве плазменного газа для резки нелегированных и низколегированных сталей. Когда кислород смешивается с расплавом, понижается его вязкость, благодаря чему расплав приобретает большую текучесть. Это обычно даёт возможность получить кромки реза без грата и верхние края без скруглений. Появляется возможность достичь более высоких скоростей резки, чем в случае с азотом и воздухом. В отличие от азота или воздуха, при использовании кислорода поверхности реза не насыщаются азотом, а значит, риск возникновения пор при последующей сварке сводится к минимуму.Аргон
Аргон является единственным инертным газом, который может производиться для коммерческих целей с использованием метода воздушной сепарации при объёмном проценте 0,9325. Будучи инертным газом, он химически нейтрален. Благодаря своей большой атомной массе (39,95), аргон способствует вытеснению расплавленного материала из зоны реза посредством высокой плотности импульсов создаваемой плазменной струи. Из-за своей относительно низкой теплопроводности и энтальпии, аргон не является совершенно идеальным газом для плазменной резки, так как он позволяет достичь только лишь относительно небольшой скорости резки, в результате чего получаются скругления, поверхности имеют чешуйчатый вид.
Водород
По сравнению с аргоном, водород имеет очень маленькую атомную массу и характеризуется относительно большой теплопроводностью. Водород имеет чрезвычайно высокую максимальную теплопроводность в температурном диапазоне диссоциации, что обусловливается процессами диссоциации и рекомбинации. Первоначально при рекомбинации и ионизации двухатомного водорода из дуги высвобождается большое количество энергии. Это приводит к обжатию вытекающей дуги. Из приведенного описания физических свойств следует, что водород, сам по себе, настолько же не подходит в качестве плазменной среды, насколько и аргон. Однако, если положительные свойства водорода, касающиеся тепловых показателей совместить с большой атомной массой аргона, то получаемая в результате газовая смесь даёт возможность быстро передавать кинетическую энергию, а также достаточное количество тепловой энергии разрезаемому материалу.
Азот
В отношении физических свойств азот занимает приблизительно промежуточное положение между аргоном и водородом. Теплопроводность и энтальпия у азота выше, чем у аргона, однако меньше, чем у водорода. Азот и водород ведут себя сходным образом в смысле возможности обжатия дуги, а также в отношении тепла рекомбинации, создающего текучий расплав. Таким образом, азот может использоваться сам по себе как плазменный газ. Азот, используемый в качестве плазменного газа, обеспечивает быструю резку изделий с тонкими стенками без образования оксидов. Недостатком является относительно большое количество бороздок. Практически невозможно добиться реза с полностью параллельными сторонами. Угол получаемого скоса в большой степени зависит от установленного настройкой объёма газа и скорости резки. Насыщение поверхности реза азотом отрицательно сказывается на свариваемости. Повышенное содержание азота при поверхностях реза является причиной пористости свариваемого металла.
Преимущества и недостатки плазменной резки:
Преимущества:
- Может резать все токопроводящие материалы. Газовая резка, хотя она также подходит для резки толстых металлов, ограничивается только черными металлами;
- Хорошее качество для толщины до 50 мм;
- Максимальная толщина до 150 мм;
- Может резать в воде, что приведет к уменьшению ЗТВ. Также снижает уровень шума;
- Меньший пропил по сравнению с газовой резкой;
- Более высокая скорость резки, чем при резке кислородом.
Недостатки:
- Большая ЗТВ по сравнению с лазерной резкой;
- Качество с более тонкими листами и пластинами хуже, чем при лазерной резке;
- Допуски не такие точные, как при лазерной резке;
- Не достигает такой толщины, как гидроабразивная или газовая резка;
- Оставляет ЗТВ, которой нет при гидроабразивной струе;
- Более широкий пропил, чем при лазерной резке;
- Кроме того, сам процесс довольно сложный и требует высокой квалификации оператора;
- Заготовку необходимо располагать строго перпендикулярно.
- Во время резки металла в воздух выбрасывается большое количество вредных газов.
Плазменный резак по металлу: устройство, схема, видео
Плазменный резак — один из элементов станка для плазменной резки металла. Основное его предназначение заключается в образовании плазмы. Также известен под названиями «плазматрон» или «горелка».
Какими же особенностями обладает это устройство, какая схема используется для подключения, а главное, что важно учитывать при покупке и дальнейшем использовании изделия?
Из чего состоит
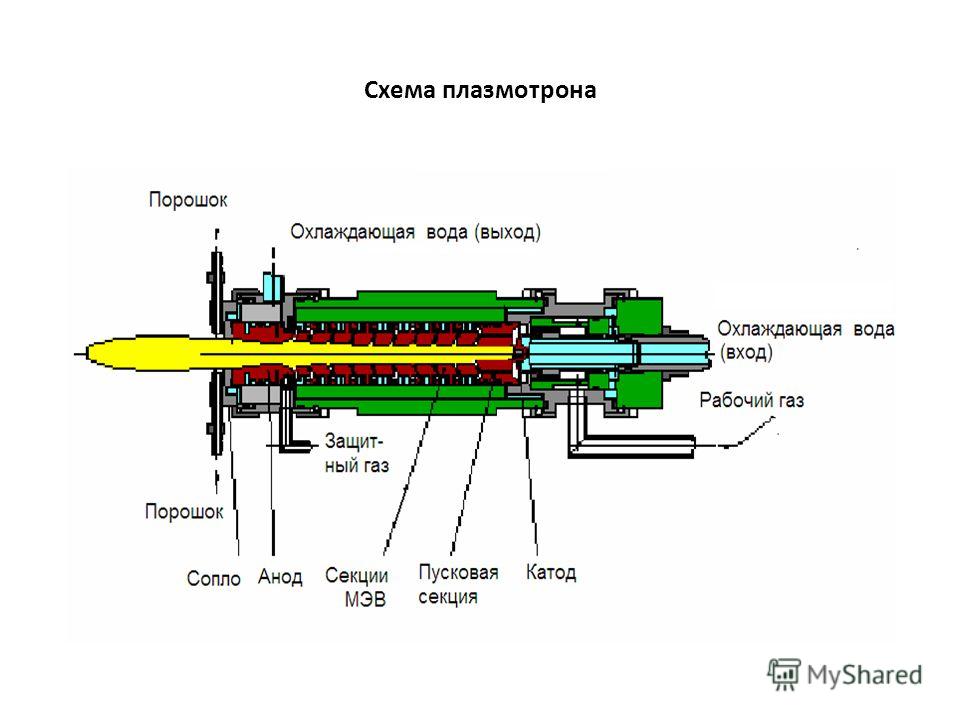
Плазмотрон состоит из нескольких основных элементов:
- Дуговая камера — пространство, в котором и образуется плазма.
- Сопло — превращающее плазменный поток в дугу нужной толщины.
- Электродержатель.
- Системы газо и водоснабжения.
- Изолятор.
Нередко подобное устройство дополнено специальным узлом завихрения, что позволяет стабилизировать дугу.
Как работает
Принцип работы оборудования достаточного прост. После нажатия кнопки, воздух проходит по определенным каналам, попадает в поток, который закручен по спирали, и под большим давлением выходит из сопла, обеспечивая дугу для идеального раскроя материалов.
Изначально возникает разряд между 2 элементами: электродом и соплом — это происходит за счет образования электрического потенциала. В результате зажигается дежурная дуга, которая необходима для возникновения рабочей. За счет вихревого потока электрическая дуга не касается стенок сопла, что позволяет стабилизировать её.
Тематическое видео: рекомендуем к просмотру.
Виды резаков и особенности выбора
Существует широкий выбор схем и вариантов плазменных резаков, благодаря чему не составит труда подобрать оборудование, которое в полной мере соответствует будущей сфере его использования.
Основные виды:
- для газов, которые содержат кислород;
- для окислительных сред;
- для инертных и восстановительных.
Помимо этого существуют вариации устройства с газожидкостной, водяной и магнитной стабилизацией дуги, но последние два варианта не получили широкого распространения и гораздо менее востребованы, чем иные виды плазматрона.
Стоит учитывать, что плазморез может быть выполнен как на основе инвертора, так и трансформатора.
Второй вариант актуальнее в том случае, если необходимо провести раскрой материалов повышенной толщины. Оборудование же, выполненное из инверторной сварки, отличается экономичностью и простотой использования, что обусловило его широкое распространение.
В зависимости от сферы использования можно выделить еще 2 вида резаков:
- промышленные;
- бытовые.
Они отличаются по мощности и функциональности. Соответственно в домашних условиях будет достаточно ручного аппарата, в то время как для обеспечения максимальной производительности труда, приобретается промышленный вариант.
Прямое и косвенное воздействие
Важно учитывать, что плазменный резак прямого воздействия применяется для работы с различными вариантами металлов, а также сплавами — материалами, которые проводят электроток. Соответственно, в этом случае раскраиваемый лист выступает в качестве одного из элементов цепи.
Если же говорить об изделиях, которые не способны проводить ток, то в данном случае более актуален будет резак косвенного воздействия.
Его конструкция несколько отличается, так как дуга образуется внутри сопла, а обработка проводится за счет струи, которая вырывается из отверстия под большим давлением. Такая схема не часто применяется только в том случае, если требуется проведение работ с неметаллическими изделиями.
Преимущества использования устройства
Плазменно-воздушная резка получила широкое распространение в различных сферах. Она активно применяется и в машиностроении, и на промышленных предприятиях, а также в любых других областях деятельности. Это позволяет значительно повысить производительность труда, а также создавать полностью идентичные элементы.
Что же касается преимуществ именно в пользу использования плазматрона, то стоит выделить следующие особенности:
- Простота использования и эффективность обработки.
- Гладкий срез, который не нуждается в шлифовке и механической зачистке.
- Минимальная область нагрева — идеально точный раскрой, а также отсутствие деформации материала.
- Надежная работа — устройство рассчитано на продолжительный период активной эксплуатации.
А чтобы работа была комфортной и удобной, важно правильно подобрать ручной резак — все зависит от того, в каких условиях и с какими материалами предстоит работать.
Какие параметры стоит учитывать
Выбирая плазморез, необходимо детально изучить особенности и технические характеристики изделия. В зависимости от этого будет зависеть срок работы устройства и его функциональность. При сравнении плазменных резаков, стоит определить, для работы с какими материалами они предназначены.
Предпочтительнее выбрать универсальный вариант, особенно если он предназначен для частого использования. Его стоимость выше, но при этом это выгоднее, покупки нескольких отдельных изделий.
Если же важно добиться идеального качества раскроя, а также безупречного разреза, который не нуждается в зачистках, то стоит определить функции изделия, подбирая его в соответствии с обрабатываемыми материалами. Эта информация указывается в технической документации, либо же пометка может быть выполнена на самом аппарате.
Самостоятельное изготовление ручного оборудования
Можно и вовсе собрать необходимое оборудование из инверторной сварки своими силами. Это достаточно простая задача, с которой легко справиться, приобретя необходимые элементы и используя для их соединения подходящую схему.
При выборе электродов стоит отдать предпочтение гафнию, так как это самый безопасный материала. Качество раскроя зависит и от диаметра, а также длины сопла. Выбор параметров зависит от особенностей изделия — для ручного аппарата оптимальны будут показатели 3 и 7 см соответственно.
При этом важно учитывать, что чем длиннее сопло — тем удобнее с ним работать, но срок его службы в этом случае сокращается. Поэтому столь необходимо придерживаться оптимального баланса. Для работы оборудования потребуется и компрессор. Если речь идет о ручной модели, то в случае используется сжатый воздух. Промышленная аппаратура функционирует на основе различных газов и их смесей (водород, кислород, азот, гелий).
Компрессор необходим для подачи сжатого воздуха — он подключается при помощи специального шланга.
А чтобы соединить все элементы схемы, необходимо использовать кабель-шланговый пакет. Соответственно, создавая плазмотрон из инверторной сварки или же трансформатора, необходимо соединить этот источник с электродом.
Как обеспечить безопасность при работе?
Завершив создание плазмотрона, необходимо провести тщательную проверку. Необходимо еще раз свериться со схемой, убедившись в том, что оборудование исправно. Если рабочая дуга не зажигается или же гаснет спустя непродолжительное время работы, то вероятно аппарат неисправен.
При правильном использовании устройства оно полностью безопасно и может применяться даже в домашних условиях — в быту, особенно в сельскохозяйственной сфере, подобные приборы весьма актуальны. Поэтому очень важно соблюдать аккуратность, а также следовать требованиям безопасности. И в результате получится качественный срез, металл не оплавится, а край не будет деформирован или покрыт окалиной.
Заключение
Ручной плазматрон — удобное в работе изделие, которое отличается практичность и эффективностью обработки. Благодаря его применению удается добиться безукоризненного результата, работая с различными типами материалов, как металлами, проводящими ток, так и с другими типами изделий.
Преимущества плазменной резки над газопламенной (кислородной)
Преимущества плазменной резки над газопламенной (кислородной)Плазменная резка металла активно вытесняет резку с использованием газа, например кислорода. Это связано со многими причинами, главные из которых: она намного проще в работе и к тому же продуктивнее. Для того чтобы ответить на вопрос, чем именно первый тип резки лучше второго, обратимся к самой природе получаемой дуги.
Технология резки металла плазмой
Плазменная дуга отличается от обычной электрической, образуемой в процессе сварки. Если сварочная дуга образуется в среде защитного газа (СО2, аргон, смесь и т.д.), то для получения второй нужен сжатый воздух. Так, в результате ионизации воздуха и возникновения электрического разряда образуется плазма. Она более энергоемкая и горячая. Температура достигает 22 тысяч градусов Цельсия. Это позволяет разрезать металл толщиной до 50 мм. Сжатый воздух, используемый в процессе резки, выдувает расплавленный металл и в результате мы получаем кромку очень высокого качества. Она практически готова к дальнейшей сварке.
Основные преимущества использования аппаратов плазменной резки
1) Квалификация работника. Резка металла плазмой намного проще по своей работе. Резчику нужно всего лишь разжечь дугу и вести резак в нужном направлении. Резка кислородом намного сложнее и она требует определенной квалификации сотрудника. Более того, при использовании газопламенной резки вашему работнику нужны корочки газорезчика. При использовании плазмореза никаких корочек не требуется и к работе можно привлекать специалистов с меньшим опытом, а это экономия на фонде оплаты труда.
2) Плазменная резка более безопасная, т.к. в работе не используются горючие газы. Для работы аппарата нужен только сжатый воздух Вам не придется иметь дело с такими газами, как ацетилен (при резке кислородом). Как известно, ацетилен очень нестабильный и легко воспламеняемый газ. А это лишние риски.
3) Простота процесса резки. Если говорить о резке газом, то в данном процессе очень много тонкостей. Резчику необходимо регулировать подачу газа, соблюдать определенный интервал между изделием и горелкой. И вообще постоянно наблюдать за происходящим процессом и в случае каких-то отклонений оперативно переключать рабочие параметры. Плазменный резак работает в контакте с деталью, и на всем промежутке резки аппарат держит одни показатели.
4) Универсальность. Аппарат плазменной резки можно использовать для резки любых металлов (сталь, алюминий, медь, нержавейка и др.). Газопламенная резка ограничена используемыми газами. Для каждого металла — свой газ.
5) Качество плазменной резки выше. При резке данным способом меньшая площадь металла подвергается нагреву, в результате образуется намного меньше окалин и край реза получается более качественным.
6) Более высокая производительность и экономичность. Если говорить о кислородной резке, то она требует значительно больше временных ресурсов. Зачастую, еще до процесса резки необходимо нагреть металл и только потом резать. Более того, практически всегда необходима доработка среза: нужно удалять остатки расплавленного металла. Скорость и качество плазменной резки на порядок выше. Это делает данное оборудование не только более производительным, но и более экономичным. Если говорить об экономическом аспекте, то несмотря на то, что резаки для газопламенной резки намного дешевле,в повседневном использовании они требуют больше затрат, например, постоянного приобретения газа. Если рассматривать длительный период времени с учетом расходов на текущее содержание и эффективность работы, то кислородная резка значительно уступает.
Несмотря на все перечисленные преимущества, у плазморезов есть один существенный нюанс. Используемый в работе воздух должен быть сухим. Наличие лишней влаги может сказаться на качестве работы аппарата. Для стабильной работы часто используются специальные осушители и влагоуловителя. Поэтому, если вы задумываетесь о приобретении такого аппарата, позаботьтесь о наличии воздуха нужного качества без влаги.
Перейти в каталог «Аппараты для плазменной резки металла»
Как работает плазменный резак
Что такое плазма?
Чтобы правильно объяснить, как работает плазменный резак, мы должны начать с ответа на основной вопрос: «Что такое плазма? Проще говоря, плазма — это четвертое состояние вещества. Обычно мы думаем, что материя имеет три состояния: твердое, жидкое и газообразное. Материя переходит из одного состояния в другое за счет поступления энергии, например тепла. Например, вода переходит из твердого (лед) в жидкое состояние при приложении определенного количества тепла.Если уровень тепла увеличится, он снова изменится с жидкости на газ (пар). Теперь, если уровень тепла снова увеличится, газы, составляющие пар, станут ионизированными и электропроводящими, превратившись в плазму. Плазменный резак будет использовать этот электропроводящий газ для передачи энергии от источника питания к любому проводящему материалу, в результате чего процесс резки будет более чистым и быстрым, чем при использовании кислородного топлива.
Формирование плазменной дуги начинается, когда газ, такой как кислород, азот, аргон или даже производственный воздух, пропускается через небольшое отверстие сопла внутри горелки.Электрическая дуга, генерируемая от внешнего источника питания, затем вводится в этот поток газа под высоким давлением, в результате чего образуется то, что обычно называют «плазменной струей». Плазменная струя сразу достигает температуры до 40000 ° F, быстро пробивая заготовку и сдувая расплавленный материал.
Компоненты плазменной системы
Источник питания — источник питания для плазменной резки преобразует одно- или трехфазное сетевое напряжение переменного тока в плавное постоянное напряжение постоянного тока в диапазоне от 200 до 400 В постоянного тока.Это постоянное напряжение отвечает за поддержание плазменной дуги на всем протяжении резки. Он также регулирует требуемый выходной ток в зависимости от типа и толщины обрабатываемого материала.
- Консоль зажигания дуги
— Схема ASC вырабатывает переменное напряжение приблизительно 5000 В переменного тока с частотой 2 МГц, которое создает искру внутри плазменной горелки для создания плазменной дуги.
- Плазменный резак
— Плазменный резак предназначен для обеспечения правильного выравнивания и охлаждения расходных деталей.Основными расходными деталями, необходимыми для генерации плазменной дуги, являются электрод, завихритель и сопло. Дополнительный защитный колпачок может использоваться для дальнейшего улучшения качества резки, а все части удерживаются вместе внутренними и внешними удерживающими колпачками.
Подавляющее большинство систем плазменной резки сегодня можно разделить на обычные или прецизионные категории.
В обычных плазменных системах в качестве плазменного газа обычно используется производственный воздух, а форма плазменной дуги в основном определяется отверстием сопла.Приблизительная сила тока плазменной дуги этого типа составляет 12-20K ампер на квадратный дюйм. Во всех портативных системах используется обычная плазма, и она все еще используется в некоторых механизированных приложениях, где допуски деталей более приемлемы. | ||
Системы прецизионной плазменной резки (с высокой плотностью тока) спроектированы и спроектированы так, чтобы производить резку с максимальной резкостью и высочайшим качеством, достижимую с помощью плазменной резки. Конструкции резака и расходных деталей более сложны, и в комплект входят дополнительные детали для дальнейшего сужения и формы дуги.Прецизионная плазменная дуга составляет примерно 40-50 кОм на квадратный дюйм. Несколько газов, таких как кислород, воздух высокой чистоты, азот и смесь водорода / аргона / азота, используются в качестве плазменного газа для получения оптимальных результатов на множестве проводящих материалов. |
Ручной режим В типичной ручной плазменной системе, такой как наша Tomahawk® Air Plasma, расходные части электрода и сопла контактируют друг с другом внутри резака в выключенном состоянии.При нажатии на спусковой крючок источник питания вырабатывает постоянный ток, который течет через это соединение, а также инициирует поток плазменного газа. Как только плазменный газ (сжатый воздух) создает достаточное давление, электрод и сопло раздвигаются, что вызывает электрическую искру, которая превращает воздух в плазменную струю. Затем поток постоянного тока переключается от электрода к соплу на путь между электродом и заготовкой. Этот ток и воздушный поток продолжаются до тех пор, пока спусковой крючок не будет отпущен. |
Операция прецизионной плазменной резки
Внутри прецизионного плазменного резака электрод и сопло не соприкасаются, а изолируются друг от друга завихрительным кольцом с небольшими вентиляционными отверстиями, которые превращают предварительный поток / плазменный газ в закрученный вихрь. Когда на источник питания подается команда запуска, он генерирует до 400 В постоянного тока напряжения холостого хода и запускает предварительную подачу газа через шланг, подсоединенный к горелке.Сопло временно подключается к положительному потенциалу источника питания через цепь вспомогательной дуги, а электрод находится на отрицательном полюсе.
Затем из пульта запуска дуги генерируется высокочастотная искра, которая заставляет плазменный газ становиться ионизированным и электрически проводящим, в результате чего возникает путь тока от электрода к соплу, и создается пилотная плазменная дуга.
Как только вспомогательная дуга контактирует с заготовкой (которая подключается к заземлению через планки стола для резки), путь тока смещается от электрода к заготовке, высокочастотная дуга отключается, и цепь вспомогательной дуги размыкается. .
Затем источник питания нарастает постоянный ток до значения силы тока резки, выбранного оператором, и заменяет газ предварительной продувки оптимальным плазменным газом для разрезаемого материала. Также используется вторичный защитный газ, который выходит за пределы сопла через защитный колпачок.
Форма защитного колпачка и диаметр его отверстия заставляют защитный газ еще больше сжимать плазменную дугу, что приводит к более чистому срезу с очень малыми углами скоса и меньшим пропилом.
Как работает плазменная резка? Преимущества и недостатки
Резку металла можно разделить на две категории — механическую и термическую. Плазменная резка — это метод термической резки, при котором для резки металла используется ионизированный газ. .
Это один из наиболее широко используемых методов резки толстых металлических листов, но также доступен и для листового металла. Прежде чем углубляться в преимущества и возможности плазменной резки, следует ответить еще на один вопрос.
Что такое плазма?
Вы определенно слышали о трех основных состояниях материи — твердом, жидком и газообразном. Но есть и четвертый. Да, это плазма.
Плазму можно найти в природе, но в основном в верхних частях атмосферы Земли. Знаменитое полярное сияние — результат солнечного ветра из плазмы. К освещению и высокотемпературному пожару также относится плазма. И наши тела тоже.
В целом это около 99% видимой Вселенной.
В повседневной жизни мы можем встретить плазму в телевизорах, люминесцентные лампы, неоновые вывески и, конечно же, плазменные резаки.
Плазма — это электропроводящее ионизированное газоподобное вещество . Это означает, что в некоторых атомах отсутствуют электроны, и также есть свободные электроны, плавающие вокруг.
Газ можно превратить в плазму, подвергнув его интенсивному нагреву. Вот почему плазму часто называют ионизированным газом.
Плазма похожа на газ, поскольку атомы не находятся в постоянном контакте друг с другом.В то же время он ведет себя аналогично жидкостям с точки зрения его способности течь под воздействием электрического и магнитного поля.
Как работает плазменный резак?
Как работает плазменная резка
Процесс плазменной резки — это метод термической резки. Это означает, что для плавления металла используется тепло, а не механическая резка.
Общая механика системы всегда одинакова. В плазменных резаках используется сжатый воздух или другие газы, например азот.Ионизация этих газов происходит с образованием плазмы.
Обычно сжатые газы контактируют с электродом, а затем ионизируются для создания большего давления. Когда давление увеличивается, поток плазмы направляется к режущей головке.
Режущий наконечник сужает поток, создавая поток плазмы. Затем он наносится на заготовку. Поскольку плазма электропроводна, заготовка соединяется с землей через стол для резки.
При контакте плазменной дуги с металлом его высокая температура плавит.В то же время высокоскоростные газы выдувают расплавленный металл.
Начало процесса резки
Не все системы работают одинаково. Во-первых, есть обычно более бюджетная версия под названием high frequency contact . Это недоступно для плазменных резаков с ЧПУ, потому что высокая частота может мешать работе современного оборудования и вызывать проблемы.
В этом методе используется искра высокого напряжения и высокой частоты. Возникновение искры происходит при соприкосновении плазменной горелки с металлом.Это замыкает цепь и создает искру, которая, в свою очередь, создает плазму.
Другой вариант — метод пилотной дуги . Во-первых, искра создается внутри горелки цепью высокого напряжения и низкого тока. Искра создает вспомогательную дугу, которая представляет собой небольшое количество плазмы.
Режущая дуга возникает, когда вспомогательная дуга входит в контакт с заготовкой. Теперь оператор может начать процесс резки.
Третий способ — использовать подпружиненную плазменную головку .Если прижать резак к заготовке, возникает короткое замыкание, в результате чего начинает течь ток.
При снятии давления образуется вспомогательная дуга. Следующее такое же, как и в предыдущем методе. Это приводит к контакту дуги с заготовкой.
Преимущества и недостатки
Преимущества
- Может резать все токопроводящие материалы. Газовая резка, хотя она также подходит для резки толстых металлов, ограничивается только черными металлами.
- Отличное качество для толщины до 50 мм.
- Максимальная толщина до 150 мм.
- Сравнительно дешево для резки средней толщины.
- Лучший способ резать нержавеющую сталь и алюминий средней толщины. Доступны станки с ЧПУ
- , обеспечивающие высокую точность и повторяемость.
- Может порезаться в воде, что приведет к уменьшению ЗТВ. Также снижает уровень шума.
- Меньший пропил по сравнению с газовой резкой.
- Более высокая скорость резки, чем кислородное топливо.
Недостатки
- Большая ЗТВ по сравнению с лазерной резкой.
- Качество при работе с более тонкими листами и пластинами хуже, чем при лазерной резке.
- Допуски не такие точные, как при лазерной резке.
- Не достигает такой толщины, как гидроабразивная или газовая резка.
- Оставляет ЗТВ, которой не способствует водоструйная очистка.
- Более широкий пропил, чем при лазерной резке.
Выбор метода резки
Выбор между различными методами резки зависит от материала, его толщины и применения деталей.
Рекомендуемая толщина резки для плазменной резки составляет 15… 50 мм .
Рекомендуемый верхний предел толщины материала для плазменной резки составляет около 50 мм для углеродистой и нержавеющей стали. Алюминий не должен превышать 40 мм.
Все вышеперечисленное относится к области гидроабразивной и газовой резки.
Услуги лазерной резки должны быть предпочтительным вариантом для листового металла и более тонких листов из-за их более высокого качества и скорости резки.Но верхний предел лазерной резки составляет где-то 25… 30 мм.
Кроме того, плазменная резка выполняется быстрее и, следовательно, дешевле при толщине листа от 15 мм. Опять же, вопрос сводится к требуемому качеству. Однако всегда можно получить красивый и гладкий результат с помощью постобработки.
Как работает плазменная резка и что такое плазменная резка
Вы чувствуете себя подавленным, пытаясь понять, что такое плазменная резка? Мы знаем, что это может показаться действительно сложной областью работы, когда вы впервые на нее смотрите.Даже терминология может показаться странной, например, что такое «вихревое кольцо», когда оно дома?
К счастью, если немного углубиться, все не так сложно, как кажется на первый взгляд. Несмотря на то, что используемая технология очень впечатляющая, а выходные температуры невероятны, практическое применение плазменной резки довольно просто.
Итак, мы составили для вас супер-руководство, в котором есть все, что вам нужно знать о плазменной резке. Он знакомит вас с основами из раздела «Что такое плазма?» а затем проведет вас через все гайки и болты того, как работает плазменная резка, прежде чем завершить некоторые из вопросов, которые часто возникают у людей об этой работе.
Мы обещаем, что к концу все станет ясно, и вы сможете объяснить плазменную резку, как старые руки.
Прежде чем мы сможем поговорить о том, как работает плазменная резка, нам сначала нужно ответить на вопрос: «Что такое плазменная резка?»
Возможно, вы слышали в школе о трех состояниях материи: твердое, жидкое и газообразное. Ну, их больше трех, и плазма — это четвертое состояние материи.
Материя переходит из одного состояния в другое, когда вы добавляете энергию молекулам или атомам материала.Так, если, например, нагреть лед, он тает и превращается в воду.
Тогда, если вы нагреете его еще немного, он станет газом или паром, как мы обычно называем водяной пар. Наконец, если вы нагреете его еще больше, газ разделится на ионы, и в этот момент он будет проводить электричество и, как полагают, стал плазмой.
Проще говоря, плазменные резаки проталкивают электрическую пилотную дугу через узкое отверстие, заполненное газом. Плазменный газ может быть любым кислородом, аргоном, производственным воздухом, азотом и т. Д.
Этот процесс нагревает газ до температуры, достаточной для перехода в плазму, четвертое состояние вещества.
В качестве электрического проводника плазма может затем образовывать цепь с металлом (или другим материалом), который разрезается, и это приводит к тому, что плазменная дуга может прорезать материал.
Ограниченное отверстие называется соплом. Это узкое отверстие проталкивает газ с очень высокой скоростью, а очень высокотемпературный газ, проходящий через сопло на металл, позволяет ему прорезать металл почти так же, как нож проходит через масло.
Пилотная дуга, которая возникает в большинстве высококачественных плазменных резаков, действует между электродом и соплом для ионизации газа до начала переноса дуги.
В меньших моделях плазменного резака вы можете обнаружить, что создание плазмы начинается, когда наконечник резака используется для создания искры путем прикосновения к металлической поверхности или может использоваться пусковая цепь (высокочастотная конструкция, которая является очень похоже на свечу зажигания в автомобильном двигателе). Стоит отметить, что для работы на станках с ЧПУ вы можете использовать только плазменный резак, который использует пилотную дугу.
Подпишитесь: Получите БЕСПЛАТНО 30-страничную таблицу символов сварки в формате PDF с примерами для каждого символа!
Ручной режим
На изображении показан рабочий, режущий металл плазменным резаком. Автор изображения — Jbolles на Flicker.Если вы хотите использовать ручную плазменную систему (машины для плазменной резки 110/220 В), неплохо знать, что, когда система находится в выключенном состоянии, сопло и электрод будут соприкасаться внутри резака.
Как только вы нажимаете на спусковой крючок, вы генерируете постоянный ток от источника питания, который затем проходит через соединение, и в то же время начинает течь плазменный газ.
Затем плазменный газ создает давление внутри сопла до тех пор, пока оно не станет достаточным, чтобы отодвинуть сопло от электрода. Это создает вспомогательную дугу, которая позволяет газу превращаться в плазменную струю.
Как только это происходит, постоянный ток переключается с электрода на сопло и образует путь между электродом и обрабатываемой деталью. Он будет оставаться на месте до тех пор, пока триггер не будет отпущен, после чего он вернется в состояние ВЫКЛ.
Прецизионная плазменная установка
Видео выше демонстрирует одну из систем прецизионной плазменной резки на примере ESAB.
В прецизионном плазменном резаке дело обстоит иначе. Электрод и сопло отделены друг от друга за счет вихревого кольца. Это кольцо с крошечными вентиляционными отверстиями, которые выталкивают предварительный поток плазменного газа в вихрь.
При включении источника питания он создает до 400 В постоянного тока напряжения холостого хода. Затем в горелку поступает плазменный газ. В этот момент сопло временно подключается к положительному потенциалу источника питания и образует цепь вспомогательной дуги.Электрод, конечно, в этой точке находится под отрицательным потенциалом. Затем консоль дугового запуска создает искру высокой частоты (опять же, как в свече зажигания).
Эта искра позволяет плазменному газу стать ионизированным, и он приобретает способность проводить электричество, образуя полную пилотную дугу. Как только эта дуга соприкасается с заготовкой, ток смещается, чтобы соединить электрод с разрезаемым металлом. Заготовка всегда лежит на полностью заземленном столе для резки, чтобы во время работы ток не протекал где-либо еще.
Это изменяет постоянный ток для получения правильной силы тока, выбранной пользователем плазменного резака, и переключает предварительную подачу газа на оптимальную смесь газа для материала, который вы режете. Затем вторичный газ, защитный газ, подается через сопло для дальнейшей фокусировки плазменной дуги — это обеспечивает сверхчистый рез, который сохраняет углы скоса как можно меньшими и уменьшает пропил.
Компоненты плазменной системы
Система плазменной резки состоит из 5 основных компонентов:
Блок питания
Источник питания — преобразует одно- или трехфазное сетевое напряжение в полезное постоянное напряжение до 400 В постоянного тока.Это гарантирует, что плазменная дуга остается стабильной на протяжении всего процесса дуговой резки.
Консоль зажигания дуги
Консоль зажигания дуги — это простая схема, которая предназначена для подачи переменного напряжения около 5000 В переменного тока с частотой 2 МГц (что является очень высокой частотой) для создания искры, запускающей плазменную дугу.
Газ
Газы — необходим поток газа, и плазменные системы могут использовать практически любой газ, но обычно азот, производственный воздух, кислород, аргон и т. Д. Они могут служить двум целям: 1.для формирования основы плазменной дуги или 2. для экранирования плазмы для улучшения качества резки
Охлаждение
Система охлаждения — плазменные резаки нагреваются настолько, что, если бы в них не было системы охлаждения, сопло или электрод могли загореться, поэтому для постоянного контроля температуры используется система жидкостного охлаждения.
Факел
Плазменный резак — плазменный резак предназначен для правильного выравнивания плазменной дуги и обеспечения эффективной работы системы охлаждения.Расходные материалы для плазменного резака включают сопла, электрод и вихревые кольца.
Материальные аспекты
Плазменным резаком можно резать только электропроводящие предметы. Это связано с тем, что материал является частью цепи плазменной дуги. Если он не электропроводен — цепи и резки нет.
Это означает, что он подходит для большинства металлов, включая:
- Конструкционная сталь, нержавеющая сталь, нелегированная, высоколегированная и низколегированная сталь
- Металлические плакированные пластины
- Алюминий
Вы также можете использовать плазменную резку латуни, чугуна, меди и титана, но температура плавления этих материалов может помешать получению качественной режущей кромки.
Вы можете использовать плазменную резку для резки материала толщиной от 0,5 мм до 180 мм, хотя это зависит от машины плазменной резки и материала.
Процесс плазменной резки
Существует множество вариантов процесса плазменной резки, но основные принципы этого процесса остаются неизменными при резке нержавеющей стали, конструкционной стали, легированной стали, меди или любого другого материала или листового металла.
Этот процесс состоит из пяти отдельных этапов:
Intitiation
Запуск вспомогательной дуги — это момент, когда подается команда пуска и в который генерируется начальная дуга, чтобы вызвать приток газа к электроду и вытеснить его через газовое сопло.
Генерация основной дуги
Генерация основной дуги — следующим шагом является зажигание дуги и обеспечение образования электрической дуги между электродом в машине для плазменной резки и самой заготовкой, и в этот момент начинается резка, и в то же время, если два плазменных газа При необходимости защитный газ начнет поступать для оттачивания режущего пламени.
Местное отопление
Локальный нагрев и плавление — тогда, когда плазма начинает работать, температура повышается, что вызывает локальный нагрев и плавление заготовки, но это также может вызвать проблемы внутри сопла, и, следовательно, на этом этапе требуется система охлаждения.
Выброс материала
Выброс материала — ослабленный материал из заготовки затем выталкивается из пропила с использованием кинетической энергии, которая передается потоком газа плазменной струи.
Механизм
Движение дуги — затем после выброса материала плазменная дуга перемещается по поверхности материала до завершения процесса резки.
Варианты процесса плазменной резки
Как правило, процесс плазменной резки одинаков во всех вариантах.Тем не менее, каждый вариант резки дает определенное преимущество в зависимости от области применения, в которой он используется для
.Под вариациями понимаются различные способы использования плазмы для резки в зависимости от системы охлаждения, конструкции электродов в плазменной горелке, используемого плазменного газа или последнего типа применяемой плазмы для резки.
Некоторые из доступных опций:
Стандартный
Стандартная / обычная плазменная дуговая резка — отверстие сопла — единственное, что используется для ограничения плазменной дуги, и вторичная среда не используется (охлаждающей жидкостью обычно является вода или воздух).
Со вторичной средой
Плазменно-дуговая резка с использованием вторичной среды — это когда вторичная среда (то есть другая среда) втягивается в плазменный резак для дальнейшего сжатия плазменной дуги и обеспечения определенных характеристик, которые зависят от области применения, для которой плазменная струя используется. использовал.
С впрыском воды
Плазменно-дуговая резка с впрыском воды — в этой форме плазменной резки вода впрыскивается в плазменную дугу, что приводит к значительному повышению температуры через газовое сопло примерно до 30 000 градусов по Цельсию, и это может улучшить качество получаемой резки.
Преимущества и недостатки плазменной резки
На изображении показан ручной плазменный резак. Изображение Тима Дриваса в Википедии.К преимуществам плазменной резки можно отнести:
- Это зависит от серии станка для плазменной резки, но часто можно использовать одну или несколько горелок одновременно.
- Вы можете разрезать любой материал, проводящий электричество
- Вы можете легко найти высоколегированную сталь, алюминий и аналогичные материалы средней или большой толщины.
- Превосходная производительность при работе с малой и средней мягкой сталью любой толщины.
- Вы можете вспахивать высокопрочную конструкционную сталь без нагрева, как при других методах резки.
- Скорость плазменной резки примерно в 10 раз выше, чем газокислородной резки
- Позволяет эффективно обрабатывать высококачественную заготовку для толстого и среднего листового металла.
- Плазменная резка идеально подходит для автоматизации процесса резки
- При плазменной резке под водой — очень низкий уровень шума и очень низкое тепловое воздействие
К недостаткам плазменной резки можно отнести:
- Максимальный размер резки по-прежнему ограничен 180 мм при сухой плазменной резке и только 120 мм при работе под водой
- Вы все равно получите несколько более широкий пропил, чем идеальный
- Потребляемая мощность при плазменной резке высока
- Он не обеспечивает такое же качество резки, как лазерная резка.
- Это намного дороже в эксплуатации, чем кислородно-ацетиленовая система.
- Вы можете обнаружить, что сухая резка шумнее, чем вы предпочитали
Часто задаваемые вопросы (FAQ)
Опасны ли пары плазменной резки?
В то время как технически пары от плазменной резки не опасны — пары от разрезаемого металла опасны.Большинство металлов при сжигании на воздухе образуют токсичные отложения, которые нельзя вдыхать, даже оксид железа (ржавчина) при вдыхании может накапливаться в легких и со временем нанести реальный вред вашему здоровью.
Нужна сварочная маска для плазменной резки?
Официально? Нет. При плазменной резке можно просто надеть защитные очки, но мы рекомендуем, чтобы при плазменной резке обязательно надевать как защитные очки, так и сварочную маску. Это дает вашим глазам максимальную защиту независимо от метода резки, с которым вы работаете.
Может ли плазменный резак резать дерево?
Что такое плазменная резка? Это использование плазменной резки для резки материалов, и для того, чтобы это происходило эффективно, необходимо, чтобы разрезаемый материал был электропроводным. Если она не является электропроводной, дуга пропадет — древесина не электропроводна, и плазменный резак не может резать древесину.
Будет ли плазменный резак резать ржавый металл?
Да, потому что ржавчина проводит электричество так же хорошо, как и любой другой металл, поэтому ржавчина совсем не препятствует процессу плазменной резки.Он прорежет грязную, ржавую и даже окрашенную сталь такого же качества, как и нержавеющую сталь.
Опасны ли плазменные резаки?
Да. Тепло, выделяемое при плазменной резке, невероятно интенсивно. Есть риски для ваших глаз (вы всегда должны носить очки с боковым щитком и сварочным шлемом), вашей одежды (вам необходимо использовать огнестойкие костюмы) и даже ног и рук (требуются специальные перчатки и обувь).
Даже при всем этом существует риск искр или расплавленного металла, которые могут стать причиной пожара на рабочем месте или на столе для резки.
Насколько толстым может резать плазменный резак?
Это в некоторой степени зависит от машины и материала. Тем не менее, ваш средний ручной плазменный резак с радостью произведет плазменную резку толщиной до 38 мм стали или листа нержавеющей стали.
Однако, если вы используете плазменный резак с компьютерным управлением, он может выполнять плазменную резку толщиной до 180 мм.
Что ждет плазменную резку в будущем?
В настоящее время вы можете использовать высококлассные плазменные резаки, чтобы проработать невероятные 200 дюймов металлической пластины за одну минуту. При этом они производят 40 000 градусов тепла.
Ничего подобного. Ученые доказали, что вы можете производить плазменную резку с температурой до 10 триллионов градусов. Конечно, маловероятно, что такой режущий плазменный инструмент когда-либо понадобится для резки металла, но он показывает, что у этой технологии есть огромный потенциал в будущем.
Текущая проблема с плазменным резаком — это мусор, который он оставляет после себя, а именно окалина. Это своего рода осадок, который образуется расплавленным металлом, который прилипает к углам металла и существенно ухудшает качество резки.
Качество резки оборудования для лазерной или водной резки, напротив, намного выше, чем при плазменной резке. Это означает, что после завершения резки не требуется никаких отделочных работ.
Если бы вы спросили на некоторых семинарах, «что такое плазменная резка?» они ответят, что это генератор отделочных работ.Они предпочли бы использовать в своей работе оборудование для лазерной резки или оборудование для гидрорезки, но эти станки дороги, обычно недоступны в портативных моделях, и они выполняют работу в 100 раз дольше, чем плазменные резаки.
Итак, долгожданное будущее плазменной резки — это более чистая отделка получаемой резки. Если им удастся справиться с этим, сохранив при этом скорость плазменной резки, как сейчас, они будут непревзойденной силой в мире резки.
Плазменно-дуговая резка — особенности процесса и оборудования
Процесс плазменной дуги всегда рассматривался как альтернатива кислородно-топливному процессу.В этой части серии описываются основы процесса с упором на рабочие характеристики и преимущества многих вариантов процесса.
Нажмите здесь, чтобы увидеть наши последние подкасты по технической инженерии на YouTube .Основы процесса
Процесс плазменной резки показан на Рис. 1 . Основной принцип заключается в том, что дуга, возникающая между электродом и деталью, сужается с помощью медного сопла с мелким отверстием.Это увеличивает температуру и скорость плазмы, выходящей из сопла. Температура плазмы превышает 20 000 ° C, а скорость может приближаться к скорости звука. При использовании для резки поток плазменного газа увеличивается, так что глубоко проникающая плазменная струя прорезает материал, а расплавленный материал удаляется в вытекающей плазме.
Процесс отличается от кислородно-топливного процесса тем, что в плазменном процессе используется дуга для плавления металла, тогда как в кислородно-топливном процессе кислород окисляет металл, а тепло от экзотермической реакции плавит металл.Таким образом, в отличие от кислородно-топливного процесса, плазменный процесс может применяться для резки металлов, образующих тугоплавкие оксиды, таких как нержавеющая сталь, алюминий, чугун и сплавы цветных металлов.
Источник питания
Источник питания, необходимый для процесса плазменной дуги, должен иметь падающую характеристику и высокое напряжение. Хотя рабочее напряжение для поддержания плазмы обычно составляет от 50 до 60 В, напряжение холостого хода, необходимое для зажигания дуги, может достигать 400 В постоянного тока.При зажигании пилотная дуга образуется внутри корпуса горелки между электродом и соплом.Для резки дуга должна передаваться на заготовку в так называемом «переносном» режиме дуги. Электрод имеет отрицательную полярность, а деталь — положительную полярность, так что большая часть энергии дуги (примерно две трети) используется для резки.
Состав газа
В традиционной системе с вольфрамовым электродом плазма инертна и образуется с использованием аргона, аргона-H 2 или азота. Однако, как описано в Варианты процесса , можно использовать окисляющие газы, такие как воздух или кислород, но электрод должен быть медным с гафнием.Расход плазменного газа имеет решающее значение и должен быть установлен в соответствии с уровнем тока и диаметром отверстия сопла. Если поток газа слишком мал для текущего уровня или уровень тока слишком высок для диаметра отверстия сопла, дуга гаснет, образуя две последовательные дуги, электрод к соплу и сопло к заготовке. Эффект «двойной дуги» обычно катастрофичен при плавлении сопла.
Качество резки
Качество кромки плазменной резки такое же, как и при кислородно-топливной технологии.Однако, поскольку плазменная резка плавлением, характерной особенностью является более высокая степень плавления по направлению к верхней части металла, что приводит к скруглению верхней кромки, плохой прямоугольности кромки или скосу на кромке реза. Поскольку эти ограничения связаны со степенью сужения дуги, доступны несколько конструкций горелок для улучшения сужения дуги и обеспечения более равномерного нагрева в верхней и нижней части реза.Варианты процесса
Варианты процесса, Рис. 2a — 2e , в основном были разработаны для улучшения качества резки и стабильности дуги, уменьшения шума и дыма или увеличения скорости резки.
Двойной газ
Процесс работает в основном так же, как и в традиционной системе, но вокруг сопла устанавливается вторичный газовый экран, Рис. 2a . Благоприятные эффекты вторичного газа заключаются в увеличении сужения дуги и более эффективном «удалении» окалины. Плазмообразующий газ обычно представляет собой аргон, аргон-H 2 или азот, а вторичный газ выбирается в соответствии с разрезаемым металлом.
Сталь
воздух, кислород, азот
Нержавеющая сталь
азот, аргон-H 2 , CO 2
- Алюминий
аргон-H 2 , азот / CO 2
Преимущества по сравнению с обычной плазмой:
- Сниженный риск возникновения двойной дуги
- Более высокая скорость резания
- Уменьшение закругления верхней кромки
Впрыск воды
В качестве плазменного газа обычно используется азот.Вода впрыскивается в плазменную дугу радиально, Рис. 2b , чтобы вызвать большую степень сжатия. Температура также значительно повышается до 30 000 ° C.
Преимущества по сравнению с обычной плазмой:
- Улучшение качества и прямоугольности пропила
- Повышенная скорость резания
- Меньше риск образования двойной дуги
- Уменьшение эрозии сопла
Водяной кожух
Плазма может работать либо с водяным кожухом, Рис.2c , или даже с заготовкой, погруженной на 50-75 мм ниже поверхности воды. По сравнению с обычной плазмой вода действует как барьер, обеспечивая следующие преимущества:
Удаление дыма
- Снижение уровня шума
- Увеличение срока службы сопла
В типичном примере уровней шума при высоких уровнях тока 115 дБ для обычной плазмы водяной кожух эффективно снизил уровень шума примерно до 96 дБ и резку под водой до 52–85 дБ.
Поскольку водяной кожух не увеличивает степень сжатия, прямоугольность режущей кромки и скорость резания заметно не улучшаются.
Воздушная плазма
Инертный или инертный плазмообразующий газ (аргон или азот) можно заменить воздухом, но для этого требуется специальный электрод из гафния или циркония, установленный в медном держателе, Рис. 2d . Воздух также может заменить воду для охлаждения горелки. Преимущество воздушной плазменной горелки в том, что в ней вместо дорогих газов используется воздух.
Следует отметить, что, хотя электрод и сопло являются единственными расходными материалами, электроды с гафниевым наконечником могут быть дорогими по сравнению с вольфрамовыми электродами.
Плазма высокой толерантности
В попытке улучшить качество резки и конкурировать с превосходным качеством резки лазерных систем, доступны системы высокотолерантной плазменно-дуговой резки (HTPAC), которые работают с сильно сжатой плазмой. Фокусировка плазмы осуществляется путем принуждения плазмы, генерируемой кислородом, закручиваться, когда она входит в отверстие для плазмы, и вторичный поток газа впрыскивается после плазменного сопла, Рис.2e . В некоторых системах дугу окружает отдельное магнитное поле. Это стабилизирует плазменную струю, поддерживая вращение, вызванное закрученным газом. Преимущества систем HTPAC:
- Качество резки находится между обычной плазменной резкой и лазерной резкой
- Ширина узкого пропила
- Меньше искажений за счет меньшей зоны термического влияния
HTPAC — это механизированная техника, требующая высокоточного высокоскоростного оборудования. Основные недостатки заключаются в том, что максимальная толщина ограничена примерно 6 мм, а скорость резки обычно ниже, чем при обычных плазменных процессах, и составляет примерно 60-80% от скорости лазерной резки.
Эта статья была подготовлена Биллом Лукасом в сотрудничестве с Дерриком Хилтоном, BOC
Что такое плазменная резка? — TWI
Плазменная резка (плазменная резка) — это процесс плавления, при котором струя ионизированного газа при температуре выше 20 000 ° C используется для расплавления и удаления материала из разреза. Во время процесса между электродом (катодом) и заготовкой (анодом) зажигается электрическая дуга. Электрод утоплен в сопло для газа с водяным или воздушным охлаждением, которое сужает дугу, вызывая образование узкой высокотемпературной высокоскоростной плазменной струи.
Когда струя плазмы попадает на заготовку, происходит рекомбинация, и газ возвращается в свое нормальное состояние, выделяя при этом сильное тепло. Это тепло плавит металл, и поток газа выбрасывает его из разреза. Плазменные газы обычно представляют собой аргон, аргон / водород или азот. Эти инертные газы можно заменить воздухом, но для этого потребуется специальный электрод из гафния или циркония. Использование сжатого воздуха делает этот вариант плазменного процесса более конкурентоспособным по сравнению с кислородно-топливным процессом резки углеродисто-марганцевых и нержавеющих сталей толщиной до 20 мм.Инертные газы предпочтительны для высококачественной резки реактивных сплавов.
Плазменная дуга позволяет резать широкий спектр электропроводящих сплавов, включая углеродистую и нержавеющую сталь, алюминий и его сплавы, никелевые сплавы и титан. Первоначально метод был разработан для резки материалов, которые нельзя было удовлетворительно разрезать с помощью кислородно-топливного процесса. Обычно разрезаемый компонент или лист остается неподвижным, а плазменный резак перемещается. Кроме того, поскольку стоимость плазменного резака невысока по сравнению с ценой манипуляционного оборудования, обычно на стол для резки помещают несколько резаков.
Плазменная резка также может производиться под водой на специализированном оборудовании.
Плазменная резка с высокими допусками (HTPAC) — важное развитие плазменной дуги. Этот процесс обеспечивает лучшую точность при обработке материалов толщиной менее 12 мм и может быть недорогой альтернативой лазерной резке.
Дополнительную информацию о плазменной резке можно найти в разделе Профильная резка — руководство по выбору процесса.
Что такое плазменная резка
Машина для плазменной резки, вырезающая внутренние части металлических деталей.Изображение предоставлено: портретные изображения в Азии от Nonwarit / Shutterstock.com
Плазменно-дуговая резка, также называемая плазменной резкой плавлением или плазменной резкой, представляет собой производственный процесс, в котором используется перегретый ионизированный газ, проходящий через плазменную горелку для нагрева, плавления и, в конечном итоге, резки электропроводящего материала на индивидуальные формы и конструкции. Этот процесс подходит для широкого спектра металлических материалов, включая конструкционную сталь, легированную сталь, алюминий и медь, и может разрезать материалы толщиной от 0.От 5 мм до 180 мм.
Процесс плазменной резки часто представляется как решение, альтернативное лазерной резке, гидроабразивной резке и газокислородной резке, и предлагает определенные преимущества по сравнению с этими вариантами, включая более быстрое время резки и более низкие начальные инвестиции и эксплуатационные расходы. Хотя плазменная резка демонстрирует некоторые преимущества по сравнению с этими другими процессами резки, ее использование в некоторых производственных приложениях может быть проблематичным, например, при резке непроводящего материала.
Хотя каждый процесс резки имеет свои преимущества и недостатки, в этой статье основное внимание уделяется плазменной резке, излагаются основы процесса плазменной резки, а также необходимые компоненты и механика установки плазменной резки.Кроме того, в статье рассматриваются различные варианты плазменной резки и предлагаются альтернативы процессам плазменной резки.
Что такое плазма?
Три наиболее часто упоминаемых состояния вещества — твердое, жидкое и газообразное. Плазма, однако, часто упоминается как четвертое состояние материи и технически является наиболее часто встречающимся состоянием — по объему и массе — поскольку она обнаруживается повсюду и за пределами галактики (например, в центрах звезд и в форме молния).
Плазма возникает, когда к газу добавляется дополнительная энергия, которая позволяет молекулам газа двигаться быстрее и сталкиваться с большей силой.Столкновения между молекулами позволяют молекулам разделиться на составляющие их атомы, а эти отдельные атомы отделяются от электронов своей внешней оболочки, образуя ионы. По мере того, как все больше атомов теряют свои электроны, газ достигает критической точки, когда количество атомов, теряющих электроны, и количество атомов, принимающих свободные электроны, достигают баланса. В этот момент ионизированный газ становится плазмой.
Плазма, обычно встречающаяся в астрофизической сфере, естественным образом встречается в звездах, а также в межпланетных, межзвездных и межгалактических средах.В земном царстве это происходит только в виде редких явлений, таких как молния или полярные сияния. Однако его можно создать искусственно путем перегрева газа или воздействия на газ сильного электромагнитного поля до тех пор, пока газ не станет ионизированным и не будет иметь высокую электропроводность. Этот искусственно созданный ионизированный газ используется в машинах плазменной резки и в процессе плазменной резки для резки электропроводящего материала.
Пример земной плазмы: множественные удары молнии по мосту.Изображение предоставлено: John Wollwerth / Shutterstock.com
Процесс плазменной резки
Процесс плазменной резки представляет собой термический процесс изготовления, в котором используется суженная, перенесенная плазменная дуга для резки широкого диапазона металлов, включая конструкционную сталь, легированную сталь, алюминий и медь. Хотя доступно несколько вариантов, основные принципы процесса и необходимые компоненты остаются неизменными для всех.Первичный процесс плазменной резки состоит из следующих этапов:
- Зажигание вспомогательной дуги
- Генерация основной дуги
- Нагрев и плавка локализованные
- выброс материала
- движение дуги
Запуск пилотной дуги
Процесс начинается с команды запуска, побуждающей источник питания генерировать до 400 В постоянного тока напряжения холостого хода — i.например, напряжение холостого хода — и инициирование потока сжатого плазменного газа в узел плазменной горелки, который содержит электрод и плазменное сопло. Как показано на схеме инициирования пилотной дуги на рис. 1 выше, источник питания также прикладывает отрицательное напряжение к электроду, устанавливая его в качестве катода цепи пилотной дуги, и замыкает нормально открытые контакты цепи сопла, помещая временное положительное напряжение на сопле, которое затем служит анодом цепи вспомогательной дуги.Затем консоль зажигания дуги (ACS) создает высокочастотный потенциал высокого напряжения между электродом и соплом, который генерирует высокочастотную искру. Искра ионизирует плазменный газ, позволяя ему стать электропроводным и создавать путь тока с низким сопротивлением между электродом и соплом. Вдоль этого пути тока образуется начальная дуга с низким энергопотреблением, т. Е. Вспомогательная дуга, когда энергия течет и разряжается между двумя компонентами.
Генерация основной дуги
После инициирования вспомогательная дуга выходит вместе с плазменным газом через отверстие сопла в направлении заземленной электропроводящей детали, которая частично ионизирует область между ними и формирует новый путь тока с низким сопротивлением.Поскольку поток газа заставляет пилотную дугу выходить дальше через отверстие, дуга в конечном итоге входит в контакт и передается на заготовку. Как проиллюстрировано на схеме Main Arc Generation на Рисунке 1 выше, этот перенос дуги создает основную дугу — то есть плазменную дугу, которая выполняет фактическую операцию резки — и устанавливает заготовку как часть вновь созданной цепи основной дуги. вместе с электродом. Перенос дуги также побуждает источник питания повторно размыкать нормально открытые контакты сопла, удаляя сопло из цепи вспомогательной дуги, а основную дугу увеличивать до оптимальной силы тока резки.
Локальное отопление и плавление
Сопло сужает ионизированный газ и основную дугу, когда они проходят через отверстие сопла, увеличивая плотность энергии и скорость плазмы. Машины плазменной резки производят плазму с температурой до 20 000 ° C, которая движется к заготовке со скоростью до трех раз быстрее звука. Эта тепловая и кинетическая энергия используется для операции резания.
В процессе плазменной резки используется метод резки расплавлением и выдуванием, при котором происходит нагрев, плавление и испарение определенной области детали.Когда плазма ударяется о поверхность заготовки, материал заготовки поглощает тепловую энергию дуги и плазменного газа, увеличивая внутреннюю энергию и выделяя тепло, которое ослабляет материал и позволяет удалить его для получения желаемых разрезов.
Выброс материала
Ослабленный материал заготовки выталкивается из пропила — на ширину удаляемого материала и разрезаемого продукта — за счет кинетической энергии используемого плазменного газа. Оптимальный поток плазменного газа определяется током и соплом, при этом слишком низкие или слишком высокие уровни потока плазмы приводят к менее точным резкам и отказу компонентов.
Дуга Движение
После начала локального нагрева, плавления и испарения заготовки плазменная дуга вручную или автоматически перемещается по поверхности заготовки, чтобы произвести полный рез. В случае ручных систем плазменной резки оператор вручную запускает процесс и перемещает резак по поверхности для создания желаемых разрезов. Для автоматизированных систем плазменной резки аппарат запрограммирован на перемещение головки резака с оптимальной скоростью для обеспечения точных и точных разрезов.
Ручной плазменный резак для резки.Изображение предоставлено: Игорь В. Подкопаев / Shutterstock.com
Варианты процесса плазменной резки
Основные принципы процесса плазменной резки остаются неизменными для различных доступных вариантов. Тем не менее, каждый вариант процесса обеспечивает определенные преимущества в отношении производственных приложений на основе разрезаемого материала и его свойств, выходной мощности и конкретных требований приложения.Варианты обычно различаются в зависимости от их системы охлаждения, типа плазменного газа, конструкции электрода и типа используемой плазмы.
Некоторые из доступных вариантов плазменной резки:
- Стандартная (или обычная) плазменная резка
- Плазменная резка с использованием вторичной среды
- Плазменная резка с впрыском воды
Стандартная (или обычная) плазменная резка
При традиционной плазменной резке оборудование для плазменной резки включает в себя узел плазменной горелки, в котором используется один плазменный газ, служащий одновременно газом зажигания и газом для резки.Обычно в стандартном процессе используется азот, кислород или смесь водорода с аргоном. Сжатие плазменной дуги и газа осуществляется только соплом без помощи какой-либо вторичной среды. В качестве охлаждающей жидкости для плазмотрона можно использовать воду или воздух.
Плазменная резка вторичной средой
Для плазменной резки, в которой используется вторичная среда, дополнительная среда, то есть вода или газ, закачивается в плазменный резак для дальнейшего сужения плазменной дуги и получения определенных характеристик для конкретного применения резки.
Введение вторичного газа в процесс плазменной резки может повысить удельную мощность, качество резки и скорость резки. Кроме того, вторичный газ может уменьшить повреждение системы и риск возникновения двойной дуги, а также продлить срок службы расходных деталей резака. Этот вид плазменной резки подходит для металлических листов толщиной до 75 мм.
Некоторые из наиболее распространенных комбинаций вторичного газа включают:
- Воздух, кислород и азот для резки стали
- азот, аргон-H 2 и CO 2 для резки нержавеющей стали
- аргон-H 2 , азот и CO 2 для резки алюминия
Добавление воды в процесс плазменной резки позволяет получать поверхности заготовок с более высокой отражательной способностью.Вода действует как барьер или экран во время процесса резки, поскольку она перекачивается в плазменный резак, разряжается и испаряется плазменной дугой. Этот вид плазменной резки подходит для алюминия и высоколегированных сталей толщиной до 50 мм.
Плазменная дуговая резка с впрыском воды
При плазменной резке с впрыском воды также используется вода в процессе резки. В плазменную горелку впрыскивается вода, которая дополнительно сужает плазменную дугу. В отличие от плазменной резки с использованием вторичной среды, большая часть воды остается неиспаренной и вместо этого действует как охлаждающая жидкость для компонентов плазменной горелки и заготовки.Охлаждающий эффект воды позволяет уменьшить деформацию материала, повысить качество резки и увеличить срок службы расходных деталей резака. Этот тип плазменной резки подходит для использования с машинами для подводной плазменной резки металлов толщиной от 3 до 75 мм.
Другие варианты
Другие варианты плазменной резки включают:
- Плазменная резка с повышенной перетяжкой
- Подводная плазменная резка
- Плазменная строжка
- Плазменная маркировка
В отличие от ранее упомянутых вариантов, увеличенное сужение плазменной дуги достигается за счет использования специальных сопел, которые обеспечивают особые возможности, такие как вращение плазменного газа или регулировка сопла во время процесса резки.
Подводная плазменная резка выполняется на глубине от 60 до 100 мм под водой, что позволяет снизить уровень шума, пыли и загрязнения воздуха, но требует больше энергии и времени резки, чем плазменная резка при атмосферном давлении.
Плазменная строжка и плазменная маркировка — это процессы, при которых обычно не прорезают заготовку; При плазменной строжке удаляется только поверхностный материал детали, чтобы получить более гладкую поверхность, а плазменная маркировка оставляет следы на поверхности готовых компонентов.
Процесс плазменной резки предлагает множество вариантов, которые подходят для широкого спектра производственных приложений. Пригодность каждого варианта зависит от технических характеристик и требований режущего инструмента.
Машина для плазменной резки
В то время как в процессе лазерной резки используются станки для лазерной резки, а в процессе / услугах гидроабразивной резки используется оборудование для гидроабразивной резки с водой под давлением и абразивами, в процессе плазменной резки используется оборудование для плазменной резки для получения желаемых разрезов на заготовке.Машины плазменной резки различаются от модели к модели, приложения и приложения с настройками от простых (например, ручные резаки, подключенные к источнику питания) до сложных (например, программируемые и автоматизированные станки с ЧПУ). Базовая установка оборудования для этих машин плазменной резки включает источник питания плазмы, пульт зажигания дуги, узел горелки, подачу газа, систему охлаждения и электропроводящую деталь.
Источник питания: Источник питания обеспечивает энергию для инициирования вспомогательной дуги и поддержания основной дуги на протяжении всего процесса плазменной резки.Как правило, они имеют высокое напряжение без нагрузки (т. Е. Напряжение холостого хода) в диапазоне от 240 В до 400 В постоянного тока для создания вспомогательной дуги, но для поддержания основной дуги после ее образования требуется всего от 50 до 60 В постоянного тока.
Консоль зажигания дуги (ACS): ACS производит начальную искру, которая инициирует цепь вспомогательной дуги.
Используемые газы и среды: Плазменные газы подразделяются на газы зажигания (зажигает плазменную дугу), режущие газы (используются с плазменной дугой во время процесса резки) и вторичные газы (сужают и охлаждают плазменную дугу).Используемые газы могут быть инертными, реактивными или смесью двух предыдущих типов. Вода также используется в качестве вторичной среды во время процесса резки.
Узел горелки: Узел горелки и его детали включают электрод и сопло, подключены к источнику питания и используют плазменный и режущий газ для инициирования и выполнения операции плазменной резки.
Система охлаждения: Система охлаждения охлаждает компоненты узла резака и заготовку, продлевая срок службы расходных деталей.Система может иметь водяное или газовое охлаждение.
Заготовка: Заготовка — это обрабатываемый материал. Для плазменной резки материал должен быть электропроводным, поскольку заготовка служит компонентом основной цепи дуги.
Другие варианты установок для плазменной резки включают столы для резки, оборудование для контроля загрязнения воздуха и подвесные путевые системы. Режущий стол служит рабочей поверхностью для резки заготовки, а оборудование управления — средством удаления выбросов, образующихся в процессе резки.В автоматах для резки резак подвешен наверху на рельсовой системе, чтобы обеспечить перемещение по поверхности заготовки.
Расходные сопла плазмотронов.Изображение предоставлено: Nordroden / Shutterstock.com
Материальные аспекты
Поскольку в процессе плазменной резки используются переносимые плазменные дуги, его использование ограничивается резкой только материалов, которые являются электропроводными. Однако он подходит для широкого спектра металлов, в том числе:
- Конструкционная сталь
- Сталь нелегированная, низколегированная и высоколегированная
- Алюминий
- Металлические плакированные пластины
Плазменная резка также может использоваться для обработки таких материалов, как медь, латунь, титан и чугун, хотя некоторые из их температур плавления могут оказаться проблематичными для получения высококачественной резки кромок.В зависимости от технических характеристик машины для плазменной резки и материала заготовки, процесс позволяет резать материал толщиной от 0,5 мм до 180 мм.
Альтернативные способы резания
Некоторые из преимуществ плазменной резки, продемонстрированные перед другими методами резки, включают:
- Более быстрое выполнение работ
- Более качественная резка
- Возможности для работы с более толстыми материалами
- Минимальный риск деформации материала
- Снижение затрат на оборудование и эксплуатационные расходы
Однако, несмотря на эти преимущества, он может не подходить для каждого производственного применения, а другие процессы резки могут оказаться более подходящими и рентабельными.Альтернативы плазменной резке включают газокислородную резку, гидроабразивную резку и лазерную резку.
Резюме
Выше описаны основы установки и процесса плазменной резки, различные варианты плазменной резки и некоторые соображения, которые могут быть приняты во внимание производителями и механическими цехами при принятии решения о том, является ли плазменная резка наиболее оптимальным решением для их конкретной резки. заявление.
Чтобы получить дополнительную информацию о местных коммерческих и промышленных поставщиках услуг и оборудования для изготовления на заказ, посетите платформу Thomas Supplier Discovery Platform, где вы найдете информацию о более чем 500 000 коммерческих и промышленных поставщиков.
Источники
- http://www.techno-isel.com
- http://www.boc-gas.co.nz/en/legacy/attachment?files=tcm:y435-68107,tcm:435-68107,tcm:35-68107
- https://www.esabna.com/us/en/education/blog/the-basics-of-plasma-cutting.cfm
- https://www.researchgate.net
- https://www.lincolnelectric.com/en-us/equipment/plasma-cutters/process-and-theory/Pages/how-a-plasma-cutter-works.aspx
- https://www.twi-global.com/technical-knowledge/job-knowledge/cutting-processes-plasma-arc-cutting-process-and-equipment-considerations-051
- http: // www.esabna.com/us/en/education/blog/what-is-plasma-cutting.cfm
- https://weldguru.com/plasma-arc-cutting/
Прочие изделия для резки
Больше от Custom Manufacturing & Fabricating
Как работают плазменные резаки?
Плазменная резка — это термический метод резки и травления металлов. Это один из новейших способов резки этих материалов. Плазменная резка существует всего несколько десятилетий, а высокоточная плазменная резка (Hi-Def или Fine Plasma) — всего около 15-20 лет.До этого метода при резке часто использовалось кислородное топливо. Этот старый метод использует кислород, ацетилен, а затем пропан для резки материалов. Плазменная резка превзошла кислородно-топливную резку по полезности, потому что она может разрезать до шести дюймов материала за один раз и при этом точно резать более тонкие материалы с очень небольшой заменой, хотя все еще есть применения для кислородно-топливных систем.
Зачем нужен станок для плазменной резки?
Машины плазменной резки намного эффективнее других методов работы с металлом.Плазменная резка была первоначально разработана в 1960-х годах, но потребовалось много лет, чтобы она превратилась в процесс точной резки, который мы знаем сегодня. Это процесс, в котором температура используется для резки или, скорее, испарения металлов. Механика плазменной резки проста на бумаге; Газ или газы проталкиваются через очень маленькое отверстие в горелке с очень высокой скоростью, тогда как при этом к газам подается ток. Этот процесс обеспечивает тонкую плазменную струю, обеспечивающую резку с очень хорошо обработанными краями.Его родственный процесс, кислородно-топливная горелка, работает намного медленнее, и разрезы не такие чистые.
К концу 1990-х годов плазменные резаки и технологии стали еще лучше. Технологии продвинулись так, что стала возможной тонкая плазменная резка или резка «высокой четкости». Эти прекрасные инструменты для плазменной резки, в отличие от своих более простых собратьев, не являются ручными, они прикреплены к более крупным системам точного перемещения, чтобы добиться прекрасной отделки и точности, на которую они способны. Их часто называют станками плазменной резки с числовым программным управлением (или ЧПУ).Это инструменты, обеспечивающие высокую точность. Они также требуют точного контроля и калибровки. Эти высокоточные плазменные резаки предлагают отличный способ изготовления сложных деталей.
Основы плазменной резки
Плазменные резакииспользуют несколько различных типов газа для резки материалов. В этом процессе можно использовать кислород, азот, аргон и даже производственный воздух. Конечно, при этом используется не только воздух. Воздух необходимо сдерживать и пропускать через крошечное отверстие, когда через него проходит ток.Этот процесс называется плазменной резкой, а не воздушной резкой, потому что, когда температура становится достаточно высокой, материя переходит в новое состояние — состояние плазмы. Также важна электрическая природа процесса. Когда электрическая дуга, создаваемая горелкой, входит в контакт с металлом, создается полный контур. Вещество имеет высокую температуру и движется с большой скоростью. Эта плазма легко прорезает металлические материалы. Помимо газа, который становится плазмообразующим, в этих горелках есть защитный газ.Этот газ также вытесняется через узкое сопло. Он называется защитным газом, потому что он защищает готовый срез.
Работа с плазменным резаком
Современные портативные аппараты плазменной резки часто имеют систему вспомогательной дуги. Это означает, что дуга используется для создания плазмы между электродом и соплом. Таким образом, плазма доступна до того, как произойдет перенос дуги на металл. Это улучшение по сравнению с более ранней технологией ручной плазменной резки. Вихревое кольцо заставляет поток плазмы быстро вращаться на выходе из резака, обеспечивая более плотный и равномерный поток.Резка с ЧПУ сегодня выполняется полностью на компьютере, без необходимости прикасаться к материалам. Предварительно нарисованная форма загружается в станок, и затем создается траектория, по которой станок следует при подаче питания на плазменный резак. Ранние версии резаков с ЧПУ требовали своего рода перфокарт или перфоленты. Сегодня все это делается путем размещения изображений на экране, и в эти системы можно вводить очень мелкие детали, включая скорость, паузы и другие функции.