Candam CM-03 или Candam CM-06?Что выбрать?
На Российском рынке продукция компании Candan Makina Ltd Şti. зарекомендовала себя, как надежная, недорогая, простая в эксплуатации техника. Сварочные аппараты для полипропилена CANDAN поставляются в комплекте со всем необходимым для сварки полипропиленовых труб, они просты и удобны в эксплуатации как для профессиональных строителей, так и для простых людей, решивших самостоятельно, без особых навыков и опыта в сварке полипропиленовых труб, сварить трубы в бытовых условиях.
Сегодня мы сравним 2 наиболее популярные модели для сварки полипропиленовых труб
Candam CM-03 |
Candam CM-06
|
|
| Диаметр свариваемых труб | 16 — 75 мм | 16 — 50мм |
| Мощность | 1500 Вт (двойной элемент 750+750Вт) | |
| Напряжение | 220-240 В | |
| Частота | 50-60 Гц | |
| Рабочая температура | 270оС | |
| Индикатор регулировки термостата | 50-320оС | |
| Кабель питания | 3х2,5мм, длина 160 см | |
| Уровень защиты | IP 44 | |
| Предохранитель | 16А | |
| Вес | 6,0 кг | 5,0 кг |
Комплектность |
||
| Насадки | 20, 25, 32, 40 мм | |
| Ножницы для резки труб 16-42 мм | + | + |
|
Крестовидная подставка для установки сварочного аппарата при выполнении сварочных работ |
+ | + |
|
Уровень, для определения горизонтального наклона свариваемого трубопровода |
+ | + |
| Ключи, для крепления сварочных насадок | + | + |
| Рулетка длиной 2 или 4 метра | + | + |
| Металлический ящик для транспортировки сварочного аппарата | + | + |
«CANDAN CM-06» по своим техническим характеристикам и комплектации очень похож на утюг для труб «CANDAN CM-03», основное его отличие состоит в зауженной форме нагревательного элемента, из-за чего аппарат стал меньшего размера, легче весить, и, благодаря этому, удалось значительно снизить цену на данную модель.
Если на сварочный аппарат «CANDAN CM-03» можно установить сварочные насадки от 20 до 75 мм, то у «CANDAN CM-06» максимальный размер используемых насадок может быть до 50 мм. В принципе, если Вам нужен качественный паяльник для ремонта у себя дома, а дома максимальный размер труб 32 — 40 мм, то «CANDAN CM-06» — это отличный вариант.
Паяльник для пластиковых труб CANDAN CM-03
Профессиональный паяльник для пластиковых труб CANDAN CM-03 -предназначен для пайки труб от 20 до 40 диаметра( возможна работа с насадками до 63го диаметра). Благодаря двум тэнам суммарной мощностью 1500Вт мгновенно прогревается до рабочей температуры 320с и дает возможность работать даже при температуре -20с, диапазон регулировки от 50-320с.
Паяльник ТМ «Candan» больше 10 лет известен на рынке Украины, пользуется большим спросом у монтажников , особенно у профессионалов ! Имеет долгий срок эксплуатации, выполнен из качественных и прочных материалов!
Данная торговая марка и модель на сегодняшний день самая популярная и востребованная, на просторах интернета самое большое количество положительных отзывов именно у торговой марки CANDAN.
ОСТЕРЕГАЙТЕСЬ подделок! Вы легко можете отличить китайскую подделку от оригинала посмотрев наш видео обзор на данную модель!
Заводская комплектация:
— Паяльник
— Подставка под аппарат
— Насадки тефлоновые 20 / 25 / 32 / 40 мм
— Труборезы для резки труб 16-42 мм
— Уровень
— Рулетка измерительная
— Ключ для закрепления насадок на паяльник
— Талон для гарантии с инструкцией по эксплуатации инструмента
— Транспортировочный ящик
Технические характеристики:
|
Страна производитель |
Турция |
|
Производитель |
Candan |
|
Напряжение сети |
220~240 В |
|
Частота тока |
60 (Гц) |
|
Номинальная мощность |
1500. |
|
Диаметр трубы под сварку |
20,25,32,40 (мм) |
|
Минимальная рабочая температура |
50.0 (град.) |
|
Максимальная рабочая температура |
320.0 (град.) |
|
Минимальная температура окружающей среды |
-20 (град.) |
|
Максимальная температура окружающей среды |
60.0 (град.) |
|
Позиционер |
Да |
|
Нагреватель с тефлоновым покрытием |
Да |
|
Транспортный ящик для сварочной машины и комплектующих |
Да |
|
Система контроля сварочного процесса |
Температура нагревательного элемента |
|
Степень защиты IP |
44 |
|
Защита от перегрузки |
|
|
Длина сетевого кабеля |
1.5 (м) |
|
Максимальный общий вес |
6. |
|
Гарантийный срок |
12 (мес) |
 0 (ватт)
0 (ватт) 5 (кг)
5 (кг)
Паяльник Candan CM-03 20-25-32-40 mm. (Турция 1500Вт)
Паяльник Candan CM-03 20-25-32-40 mm. (Турция 1500Вт)
Сварочный аппарат для полипропиленовых труб «CANDAN CM-03» «EXTRA» является одним из самых популярных и распространенных аппаратов представленных Турецкой компании Candan Makina Ltd Şti. на Российском рынке. Свою популярность «CANDAN CM-03» завоевал простотой, неприхотливостью, надежностью и низкой ценой, он нашел широкое применение среди строителей, ремонтных бригад и частных граждан.
Аппарат сварочный для полипропилена «CANDAN CM-03» предназначен для сварки не армированных и армированных полипропиленовых труб с фитингами диаметром от 20 до 63 мм. Данный аппарат имеет мечевидную форму нагревателя из нержавеющей стали с возможностью установки на нем одновременно двух сварочных насадок. Нагревательный элемент имеет два независимых контура мощностью по 750 Вт каждый, при одновременном включении которых, достигается полная мощность аппарата 1500Вт. Выключатели управления нагревателей расположены сверху и оборудованы подсветкой. Сварочный аппарат для труб «CANDAN CM-03» оснащен термостатом для установки оптимальной температуры от 50 до 320оС при проведении сварочных работ с трубами и фитингами различных диаметров. Управление термостатом находится на боковой части аппарата в виде регулятора.
«CANDAN CM-03» поставляется в комплекте с чемоданом, в который, помимо самого сварочника, еще входят ножницы для резки труб, рулетка, подставка для установки аппарата, уровень, инструкция на русском языке и гарантийный талон. Собственно, приобретая аппарат сварочный для полипропилена «CANDAN CM-03», вы приобретаете готовый инструмент для решения проблем с прокладкой труб водоснабжения и отопления из дешевого, долговечного и надежного материала полипропилена.
Паяльник для труб комплектация:
- насадки для сварочного аппарата с тефлоновым покрытием диаметром 20, 25, 32, 40 мм;
- крестовидная подставка для установки сварочного аппарата при выполнении сварочных работ;
- уровень, для определения горизонтального наклона свариваемого трубопровода;
- ключи, для крепления сварочных насадок;
- рулетка длиной 2 или 4 метра;
- инструкция по сварке полипропиленовых труб и гарантийный талон;
- металлический ящик для транспортировки сварочного аппарата.
Купить паяльник Candan можно в нашем интернет-магазине «Водяной».
Паяльник для пластиковых труб: как лучше выбрать
- Устройство
- Подбор подходящего инструмента
- Основные критерии
- Предлагает специализированные магазины
- Делаем своими руками
- Особенности пайки
- вывод
Фотографии трубосварочного аппарата
Как выбрать паяльник для пластиковых труб, как они исправны и даже как сделать своими руками в случае такой необходимости — все это можно подчерпнуть далее из статьи.Я постараюсь объяснить как можно больше подробностей из ее опыта знакомства с установкой для пайки полипропиленовых труб, которые обычно заменяют свои предыдущие металлические аналоги.
Устройство
Одним из значительных преимуществ, которые пластиковые трубы так лихо вытеснили из металла в строительной индустрии, является простота монтажа своими руками. Конечно, у них еще много других плюсов, но сейчас я на этом останавливаться не буду, потому что хочу поговорить конкретно о процессе сборки, точнее о пайке, и, если быть абсолютно точным, о устройство, которое он тренирует.
Трубный паяльник очень похож по принципу действия на обычный утюг
, его часто даже так называют в народе. Основные отличия — другая форма и наличие двух нагревательных элементов вместо одного. Но позвольте мне познакомить вас с его структурой:
Но позвольте мне познакомить вас с его структурой:Основные функциональные элементы аппарата для сварки труб
- корпусная часть Отвечает за форму паяльника, удобство в эксплуатации и устойчивость к механическим воздействиям.То есть ручка должна быть удобной, чтобы лежать в руке, съемная подставка должна устойчиво стоять на ровной поверхности, а материал должен быть достаточно прочным, чтобы выдерживать любые форс-мажорные ситуации, которые время от времени возникают в ходе строительных работ;
- Металлический «шип» Который может быть как плоским, так и цилиндрическим, содержит нагревательные элементы, теплообменник к съемному соплу;
ПРИМЕР паяльника с цилиндрической нагревательной площадкой
- терморегулятор Позволяет устанавливать и контролировать температуру наиболее оптимальной для плавления пластика — 260 градусов Цельсия;
- Специальные насадки Обычно используются попарно: муфта для плавления отрезка трубы и край оправки для плавления соединения с муфтой к ним.
Двойные наконечники: втулка и оправка
Из дополнительных аксессуаров можно отметить наличие индикаторов, информирующих о включении прибора и его достаточности для нагрева.
Выбор подходящего инструмента
Какую трубку паяльника выбрать для собственных нужд? В то время я тоже интересовался этим вопросом, и я хочу познакомить вас с критериями, которыми руководствовались при совершении покупки:
Основные критерии
Следует обратить внимание прежде всего на основные характеристики устройства:
- Мощность .Этот параметр важен в любом приборе. Здесь, в частности, он определяет максимальный диаметр трубы, которая может плавиться, и саму скорость плавления.
Но здесь также кроется небольшое озорство, о котором я еще упоминал в названии. Дело в том, что вы можете увидеть в этом случае стремление к приобретению самого мощного и в то же время самого дорогого агрегата, и продавцу придется его подтолкнуть.

Продавец, конечно, не противник, но то, что ему выгодно продать более дорогой товар, — факт
Как же тогда сделать, чтобы не переплачивать при покупке «железа»? Я поступил следующим образом: умножил размер участка трубопровода на десять и получил лучшую мощность мощности.Так как ремонт планировался в собственной квартире, где фаянсовые изделия имели диаметр от 1,6 см на 6,3 см, умножив максимальное значение этим методом, я остановил свой выбор на паяльнике 700 Вт, и результатом остался доволен;
- Количество посадочных мест для установки форсунок . Здесь все просто, чем больше, тем лучше, поскольку это позволяет одновременно плавить продукты разного диаметра, от чего расширяется диапазон работы прибора;
Электропаяльники для пластиковых труб с тремя посадочными местами на «жало»
- Количество самих форсунок .Комплект может быть укомплектован по-разному, обязательно наличие в нем хотя бы самых популярных в повседневной эксплуатации образцов под оправки и втулки составных труб диаметром 16 мм, 25 мм и 32 мм. Если у вас такого набора мало, как было в моем случае, то либо ищите другой сварочник, либо приобретайте нужную насадку;
Самый полный комплект насадок для профессионального монтажа полипропиленовых труб
Получите оправки и втулки только с тефлоновым покрытием, чтобы не приставать к нему плавящийся полипропилен, так как это может вызвать деформацию самой трубы, а также сделать насадку непригодной для дальнейшего использования.
- Страна производитель . Для многих, кстати, это вообще предпочтительный компонентный индекс, но когда дело касается бытовой энергии, я бы не был столь критичным. На сегодняшний день вы можете найти производителей из следующих стран:
- Германия. Иногда невероятно высокая цена, но в то же время и отличное качество. Вы можете быть уверены, как в высокой надежности устройства, так и в том, что дополнительно платят еще и популярная марка;
- Чешский. Хороший функционал, хорошее качество исполнения и при этом высокая стоимость. Такие экземпляры, как и предыдущие европейцы, более востребованы для профессионального использования, чем для одиночного трубопровода дома;
- Россия и Турция. Ставлю в одну строку, так как их продукция этого типа в большинстве своем имеет схожие характеристики и ценовую категорию. Отлично подходит для повседневной жизни, но не может долго прослужить в промышленных условиях;
- Китай. Дешевый инструмент этой темы как минимум при аккуратном использовании, он справится с одиночным трубопроводным строительством в квартире или загородном коттедже.Так что, если вы немного поработаете, и вы очень экономны, вы можете сэкономить, купив китайскую модель;
 Хороший функционал, хорошее качество исполнения и при этом высокая стоимость. Такие экземпляры, как и предыдущие европейцы, более востребованы для профессионального использования, чем для одиночного трубопровода дома;
Хороший функционал, хорошее качество исполнения и при этом высокая стоимость. Такие экземпляры, как и предыдущие европейцы, более востребованы для профессионального использования, чем для одиночного трубопровода дома;На самом деле с китайским прибором не все так однозначно. Иногда можно встретить бренд европейского качества с отметкой в паспорте «Сделано в КНР», что переводится как «Сделано в Китае». Не спешите с выводом, что это подделка. Сейчас многие европейские фабрики расположены в Китае, а их продукция имеет соответствующую лицензию и сертификат качества.
- Наличие термостата .Хоть я и ввел этот элемент в конструкцию паяльника, на образцах его нет. Они стоят меньше, но с ними труднее контролировать температуру, что может быть вредным для образовавшегося перехода:
- Или плавление недостаточное, и не только фрагменты будут прилипать друг к другу по мере необходимости;
- Либо плавление слишком сильное, в результате чего пластик заполняет внутреннюю часть трубки, уменьшая ее диаметр и, следовательно, ширину полосы пропускания.
Поэтому в этом случае лучше не экономить;
От наличия регулятора отказываться не стоит
- Дополнительное оборудование .Это недалеко от первостепенного критерия, на него нужно обращать внимание только в крайнем случае. Но если вас вдруг замучает выбор между двумя или тремя похожими по вышеперечисленным параметрам модели, то обратите внимание на то, что производители предлагают их в наборах. А там может быть много интересного, а порой и достойного качества:
 А там может быть много интересного, а порой и достойного качества:
А там может быть много интересного, а порой и достойного качества:- Рулетка с карандашом. Теперь и макету есть что применить;
- Перчатки рабочие.О механике, разнорабочем, часто вообще забывают, а здесь она уже была аккуратно сложена и готова к использованию;
- Ножницы для резки труб. Вот и все отличный инструмент, позволяющий отложить в сторону относительно неудобную ножовку и делать пропилы расслабленным движением руки;
- Отвертка с шестигранным ключом. Форсунки надо что-то прикручивать;
- Чемодан. Может быть из железа или пластика, отлично вмещает в себя все, что требуется для пайки пластиковых труб;
Приветствуется наличие дополнительных инструментов в наборе
Предлагает специализированные магазины
А теперь познакомим вас с некоторыми примерами из ассортимента паяльных труб, с которыми я познакомился в ходе шоппинга:
- «WESTER DWM1000B» Модель:
| Характеристика | Описание |
| страна происхождения | Россия |
| Производитель | ЗАПАД |
| ограничение мощности | 800 Вт |
| Напряжение | 220 |
| терморегулятор | Отсутствует |
| Степень защиты | ИП-20 |
| Вес | 3.18 кг |
| Оборудование |
|
| стоимость | 2200 рублей |
«WESTER DWM1000B» образец модели
| Характеристика | Описание |
| страна происхождения | Турция |
| Производитель | CANDAN MAKINA |
| ограничение мощности | 1500 Вт |
| Напряжение | 220 |
| терморегулятор | Установка диапазона 50-320 градусов Цельсия |
| Степень защиты | ИП-44 |
| Вес | 5 кг |
| Оборудование |
|
| стоимость | 3200 рублей |
Образец модели «CANDAN CM-06»
- «WESTER DWM1500» Модель:
| Характеристика | Описание |
| страна происхождения | Россия |
| Производитель | ЗАПАД |
| ограничение мощности | 1500 Вт |
| Напряжение | 220 |
| терморегулятор | Установка диапазона 50-320 градусов Цельсия |
| Степень защиты | ИП-20 |
| Вес | 5. 1 кг 1 кг |
| Оборудование |
|
| стоимость | 3600 рублей |
«WESTER DWM1500» образец модели
| Характеристика | Описание |
| страна происхождения | Турция |
| Производитель | CANDAN MAKINA |
| ограничение мощности | 1500 Вт |
| Напряжение | 220 |
| терморегулятор | Установка диапазона 50-320 градусов Цельсия |
| Степень защиты | ИП-44 |
| Вес | 6 кг |
| Оборудование |
|
| стоимость | 3800 рублей |
Образец «CANDAN CM-03» модель
| Характеристика | Описание |
| страна происхождения | Турция |
| Производитель | CANDAN MAKINA |
| ограничение мощности | 2400 Вт |
| Напряжение | 220 |
| терморегулятор | Установка диапазона 50-320 градусов Цельсия |
| Степень защиты | ИП-44 |
| Вес | 3.35 кг |
| стоимость | 6500 рублей |
Образец модели «CANDAN CM-05»
| Характеристика | Описание |
| страна происхождения | Чешский |
| Производитель | СПК |
| ограничение мощности | 2000 Вт |
| Напряжение | 220 |
| терморегулятор | Установка диапазона 50-320 градусов Цельсия |
| Степень защиты | ИП-44 |
| Оборудование |
|
| стоимость | 7100 рублей |
Образец «СПК ЭР-03» модель
Делаем своими руками
До того, как я вплотную подошел к капитальному ремонту квартиры с заменой трубопровода, у меня была ситуация, когда нужно припаять небольшой кусок трубы. Бегите за таким небольшим объемом работы в магазин и тратите часть семейного бюджета на то, что у меня еще было, в общем то не очень и нужно, не хочется.
Бегите за таким небольшим объемом работы в магазин и тратите часть семейного бюджета на то, что у меня еще было, в общем то не очень и нужно, не хочется.
Но у меня в мастерской накопилось много хороших вещей, из которых можно собрать самодельный трубный паяльник, что я и сделал. Наверное, и вам в такой же ситуации или в целях экономии полезный гайд, описывающий создание такого чуда:
- Первым делом достал из своих сбережений необходимые реквизиты:
Подходит даже старое железо побольше советского образца, чудом еще не свалилось на помойку
- Нагреватель с ТАН в алюминиевом корпусе;
- Термопара;
- Пара проушин в виде оправки и втулки соответственно муфты и трубы;
- Провод длиной два метра;
- Вата асбестовая;
- оргстекло;
- дихлорэтан;
- Из железа натянули пластину, полностью очистив ее от посторонних осколков;
- Просверлил отверстия в платформе и надел болты на проушины;
- Поставил термопару;
- Соединил и уложил в корпус все элементы;
- Один счетчик подключен к проводу термопары, а другой — к нагревательному элементу;
- Ручка, прикрепленная к внешней стороне корпуса;
- Пространство между кожухом и плитой из асбестовой ваты, которое является хорошим теплоизолятором;
- Термостат размещен отдельно в коробке из оргстекла и дихлорэтана.
Готовый самодельный сварочник из трубы
Характеристики пайки
Говоря о трубках паяльника, следует сказать пару слов, а особенности его использования. А теперь покупаешь по моему совету, а что дальше? Итак, вот краткое описание необходимых шагов, которые необходимо выполнить:
Схема инструкции по пайке трубопроводов
- Обучение :
- Достаем прибор из контейнера;
- Устанавливаем на твердую ровную поверхность;
- Дон дужного сопла диаметром;
- Подвергнуть воздействию термостата 260 градусов Цельсия;
- Включите выключатель питания;
- Ждем, когда индикатор покажет достаточный уровень нагрева;
- маркировка . На тубе карандашом или маркером нарисуйте размер нужного отрезка, с парой миллиметров добавьте с учетом того, что край оплавится;
- резка . Маркировка изделия по черносливу;
 На тубе карандашом или маркером нарисуйте размер нужного отрезка, с парой миллиметров добавьте с учетом того, что край оплавится;
На тубе карандашом или маркером нарисуйте размер нужного отрезка, с парой миллиметров добавьте с учетом того, что край оплавится;Это было тогда, ножницы полные и полезные
- Тепло . Вставьте край трубчатого сегмента в втулку, и втулка войдет в оправку, а затем удерживайте их в таком положении несколько секунд в соответствии со следующей таблицей:
| Поперечное сечение, мм | время плавления, сек. |
| 16 | 5 |
| 20 | 5 |
| 25 | 7 |
| 32 | 8 |
| 40 | 12 |
| 50 | 18 |
| 63 | 24 |
| 75 | 30 |
| 90 | 40 |
| 110 | 50 |
| 160 | 80 |
Процесс нагрева кромок пластмассовых изделий
- стыковка .Нагретые в достаточной мере снимают изделия с ТЭНов и подключают строго под прямым углом, после чего несколько секунд в удерживаемом положении;
Трубы сварочные с муфтой
Ни в коем случае не пытайтесь повернуть или выровнять уже уложенные фрагменты, так как от этого на внутренней стороне трубы будет рябь, снижающая ее пропускную способность.
- Контроль . Проверить состояние стыка, на нем не должно быть трещин и деформаций.
После работы протрите сопло тефлонового покрытия сухой тканью, чтобы избежать возможных капель пластика. Если вы этого не сделаете, то скоро тефлон упадет, и полипропилен начнет прилипать к металлу.
Как видите, пользоваться трубосварочным аппаратом очень просто и быстро. А как сваривать пластиковые трубы без пайки? Я бы хотел так ответить на этот вопрос. Но это не совсем так, потому что метод все еще есть.
Но это не совсем так, потому что метод все еще есть.
Для этого вам понадобится газовая горелка .Здесь легко ошибиться с растапливанием и обжечься. Поэтому советую прибегать к такому варианту только в крайнем случае, если нужно срочно изготовить одно небольшое соединение.
Газовая горелка — не лучший способ пайки, но в некоторых случаях разрешенный с минимальными объемами
В остальном процесс пайки аналогичен: оплавьте края, а затем стыкуете их.
вывод
Благодаря насадкам для полипропиленовых труб внутренний монтаж трубопроводов позволяет самостоятельно установить практически любой хозяин.Но очень важно выбрать наиболее подходящий для выполнения конкретной задачи вашему устройству. Тут большое значение имеет и его мощность, и наличие необходимого навесного оборудования, и страна-производитель. Так что будьте осторожны при совершении покупки и воспользуйтесь советами, данными выше, чтобы не ошибиться.
Хорошая трубка сварочник — это половина дела
Видео в этой статье позволят вам ознакомиться с рядом дополнительных материалов, относящихся к изложенной теме.Если есть еще вопросы, задавайте их в комментариях.
Как сваривать пластиковые трубы. Виды сварки труб ПВХ, преимущества и недостатки метода
При необходимости замены или ремонта водопровода в доме люди, как правило, обращаются за помощью к специалистам в этой области — сантехникам. Однако в связи с тем, что современные трубы теперь изготавливаются не только из чугуна, но и из пластика, процесс замены этого элемента можно осуществить своими руками.
Конечно, как и в любом другом деле, необходимо учитывать все тонкости процесса, так как неправильный ремонт может привести к некачественным соединениям труб и стать причиной серьезных протечек.
Преимущества
Лучше всего отдавать предпочтение трубам из пластика, ведь в отличие от чугуна они имеют массу неоспоримых преимуществ .
Как видите, пластик намного легче сваривать, чем металл, особенно в домашних условиях, когда требуется срочная замена или ремонт.
Типы труб, пригодных для сварки
Трубы пластмассовые, имеют некоторые характерные признаки , и их классификация производится по ряду основных признаков.
Первое, на что следует обратить внимание при выборе труб для сварки, — это их цвет. Тип маркировки зависит от качества товара. Так, например, для прокладки на земле подходят только пластиковые трубы черного цвета. Это связано со специфическим составом материала, из которого они изготовлены — черные трубы из пластика наиболее устойчивы к внешним факторам (ультрафиолетовые лучи, резкая смена температурного режима и т. Д.)), так как содержат компонент, предотвращающий разрушение пластика.
Что касается остальных цветов , то они больше всего подходят для установки внутри различных помещений или для прокладки под толстым слоем почвы. И соответственно подходят для ручной сварки.
Несколько типов труб функционального назначения
- Для горячей воды — выдерживает до сорока пяти градусов, отмечен специальной полосой синего цвета;
- Для холодной воды — выдерживает температуру до восьмидесяти пяти градусов, отмечена ярко-красной полосой;
- Universal — выдерживают очень высокие и очень низкие температуры, как правило, маркируются одновременно двумя полосами синего и красного цвета.
Также модели имеют маркировку в зависимости от основных эксплуатационных параметров материала, из которого изготовлены изделия.
Имея представление о типах изделий и их эксплуатационных особенностях, можно смело переходить к подготовке инструментов , необходимых для дальнейшей сварки.
Материалы и инструменты, необходимые для сварки
Перед началом процесса сварки сначала нужно подготовить все необходимые инструменты .Ведь отсутствие необходимого оборудования может значительно усложнить процесс сварки или сделать его некачественным.
Все детали и инструменты, которые потребуются для предстоящей сварки, необходимо тщательно очистить от грязи и жира, а стыки хорошо обработать спиртовым раствором, особенно в местах стыков.
Этапы сварки
Сварка пластиковых труб своими руками включает в себя несколько основных этапов. В этом процессе нет ничего сложного, главное заранее подготовить все необходимые материалы и инструменты, ну а дальше просто следовать простой инструкции.
Если все сделать правильно, процесс сварки не доставит особых хлопот, а работа, проделанная своими руками, принесет только удовольствие.
Прежде чем приступить к сварке, несколько важных советов, которые следует запомнить .
Если учесть все вышеперечисленные правила, то соединение труб сваркой будет максимально качественным и эффективным.
Пластиковые трубы — отличный вариант, который подходит для замены водопровода и системы отопления.Их установка больше похожа на увлекательную игру, чем на работу, а процесс сварки пластиковых труб во многом отличается от традиционных сварочных процессов.
Характеристики
Сварка пластиковых труб — это нагрев кромок свариваемых деталей до определенной температуры. Такой процесс осуществляется с помощью специального утеплителя и соединения одной детали с другой на определенной глубине.
Кроме того, пластиковые трубы имеют ряд преимуществ:
- длительный срок службы;
- малая масса;
- монтажные работы просты;
- низкая цена;
- не поддаются коррозии.
Также оборудование для сварки труб из пластика дешевле, чем сварочный аппарат для металлоконструкций. Более того, с таким процессом сможет справиться даже неопытный человек, если будет помощник.
Детали конструкции надеваются на специально изготовленную для этого подкладку. Они некоторое время нагреваются до нужной температуры, после чего детали снимаются с пластин и очень быстро соединяются, при этом их необходимо плотно сжать. Края конструкции свариваются и образуют единое целое.
Края конструкции свариваются и образуют единое целое.
Процесс сварки пластиковых труб имеет свои недостатки. Основная из них — возможность провисания внутри трубы. Они появляются при слишком высокой температуре, а этого не избежать при сварке, поэтому проводить все работы нужно очень аккуратно.
Слишком низкая температура не подойдет — в этом случае детали просто не смогут полностью соединиться друг с другом. Оказывается, подобрать оптимальную температуру для пайки очень сложно.
Инструменты
Для выполнения сварочных работ понадобится несколько инструментов.
- Сварочное оборудование. Это может быть специальный утюг, сварочный аппарат для пластиковых труб или обычный паяльник. Этот процесс можно проделать даже с помощью горелки или специального пистолета.
- Насадки для паяльника. Самые популярные из них — это модели размером 20 мм.
- Ножницы специальные аккумуляторные с электроприводом. Такой инструмент имеет довольно высокую скорость резания.С его помощью на обрезку трубы уходит буквально несколько секунд. Если объем работы небольшой, то можно использовать обычную пилу или нож. Также профессионалы пользуются специальными ножницами.
- Бритва — это инструмент для зачистки контура. Он понадобится, если изделие покрыто слоем алюминия.
- Фаскинатор. Используется при плохом качестве схемы. Его используют для того, чтобы пластик не вздулся. Однако если использовались специальные ножницы, то в этом нет необходимости, так как с их помощью все делается достаточно аккуратно.
- Холодная сварка понадобится в тех случаях, когда где-то есть течь, и нужно быстро приварить на месте.
- Фитинги или муфты. Выбирайте их в зависимости от того, какой состав используется.
- Рулетка с карандашом или маркером. Требуется для разметки порезов и стыков.
Все инструменты можно приобрести в специализированных магазинах.
 Однако при выборе сварочного аппарата стоит учитывать его высокую цену. Если он будет использоваться только один раз, лучше его арендовать.
Однако при выборе сварочного аппарата стоит учитывать его высокую цену. Если он будет использоваться только один раз, лучше его арендовать.Как паять?
Чтобы правильно сварить пластиковые трубы своими руками, нужна инструкция. Для начала нужно определиться, где будет проходить монтаж трубопровода. Желательно составить план, чтобы узлы, которые нужно сварить, не располагались в труднодоступных местах. Проще всего будет собрать всю конструкцию прямо на столе, чтобы потом можно было закрепить в уже обозначенном месте.
После этого нужно подготовить сварочный аппарат. Его необходимо установить на специальную подставку, называемую зажимом. Затем убедитесь, что его контактные поверхности не загрязнены. Если грязь все же осталась, протрите ее тканью, смоченной техническим спиртом.
На датчике температуры необходимо выставить температуру 260 С. После этого сварочный аппарат подключается к электросети, и нажимается кнопка включения. Затем его нагревают 15-20 минут. При первом использовании необходимо подождать еще 5 минут.Трубу необходимо разрезать специальными ножницами в отмеченном месте. Затем подбирается фитинг с диаметром нужного размера. Конец пластиковой трубы и фитинг нужно вставлять в патрубок для сварки одновременно — они должны находиться в одной плоскости.
Учитывая диаметр трубы, добавляется температура и поддерживается необходимое для этого время. После нагрева элементы их необходимо снять со сварочного аппарата и сразу же подключить.Тогда вам нужно не менять рекомендованное время. Через час после этого трубопровод используют по прямому назначению.
Когда шип готов, необходимо проверить узел на проходимость. Для этого его продувают или пропускают воду. Если пайка проводится герметично, то она выдерживает высокое давление.
Если температура будет ниже нуля, то пластик будет достаточно хрупким, а припой окажется негерметичным, что может привести к протечке и разрыву трубопровода. Чтобы этого не происходило, в палатке на месте сварки устанавливается переносная плита или тепловая пушка.
Чтобы этого не происходило, в палатке на месте сварки устанавливается переносная плита или тепловая пушка.
Сварка пластиковых труб большого диаметра. Для пайки изделий большого диаметра, размер которых превышает 63 мм, нужно делать пайку встык. В этом случае склейка осуществляется оплавлением торцевых труб, а также их соединением с большим усилием. Необходимо следить за тем, чтобы все концы заготовок были идеально ровными. Таким образом, пайка получится максимально прочной и способной выдержать высокое давление.
Головка или шип муфты. Пластиковые трубы диаметром до 40 см свариваются с помощью специального ручного устройства. Он состоит из центрирующего устройства, а также насадки для фиксации заготовок. Конец отрезанного отрезка трубы зачищается либо напильником, либо наждачной бумагой. Сварочный аппарат нагревают и вбивают в него все детали будущего трубопровода, после чего их спаивают. Все нужно делать быстро, пока материал имеет необходимую температуру.
Также нужно обратить внимание на то, что при сварке муфтой внутренний диаметр ненагреваемого фитинга должен быть меньше наружного диаметра трубы. После сварки дается некоторое время, которое отводится на охлаждение, при этом нельзя перемещать и переворачивать элементы во избежание деформации.
Сварка армированных труб. Такие трубы используются для систем отопления. Перед началом работы необходимо очистить алюминиевый слой бритвой.Это сделано для того, чтобы в процессе эксплуатации при контакте с водой алюминиевая фольга не могла разрушиться, а также не вызывала протечек.
Сварка полипропиленовых труб промышленным феном. Этот метод используется только в отдельных случаях. Например, соединить две секции трубы, изготовить фасонные детали, произвести монтаж колена из отдельных элементов. При подключении пластика промышленная сушилка оснащается отражателем, то есть насадкой, имеющей специальное покрытие.Это сделано для того, чтобы к нему не прилипал расплавленный металл.
Когда фен установлен на поверхности стола, он должен быть отрегулирован на минимальный поток воздуха. Сопло нагревают до нужной температуры и затем прижимают к концам обеих пластиковых заготовок. Когда полипропилен размягчится, трубы необходимо соединить. Детали удерживаются в этом положении примерно 30 секунд. После этого они прилипают друг к другу и затвердевают.Такая сварка получается очень прочной и долговечной.
Сварка пластиковых труб в неудобных местах. Конечно, на прямых участках паять трубы намного проще. Что касается труднодоступных мест, то во избежание неприятных моментов в процессе монтажа необходимо собирать трубопровод прямо на поверхности стола. В случаях, когда необходимо паять трубы в очень неудобных местах, например, под потолком или возле батареи, еще один человек не может обойтись без помощи другого человека.
Когда все части пластикового трубопровода собраны, можно приступать к подсоединению сборки по весу. Здесь также нужен помощник, который будет держать сварочный аппарат во время соединения деталей. Если у помощника тоже есть хотя бы небольшой опыт в сварке, можно делать это поочередно, что немного облегчит работу.
Все нужно делать быстро и аккуратно, а при малейшем искривлении сразу нужно заменить поврежденный элемент.Самым важным моментом является соблюдение температурного режима, ведь при перегреве пластиковых труб они могут потерять форму, что может вызвать проблемы при установке.
Приступая к сварочным работам на водопроводе своими руками, нужно прислушиваться к советам и рекомендациям специалистов. Они помогут превратить движения станка во время сварки в продуманный процесс.
Если сварка проводится впервые, то перед установкой пластиковых труб необходимо немного потренироваться.После резки труб останутся ненужные куски, которые вполне пригодны для тренировок. Все нужно делать как в полноценном процессе.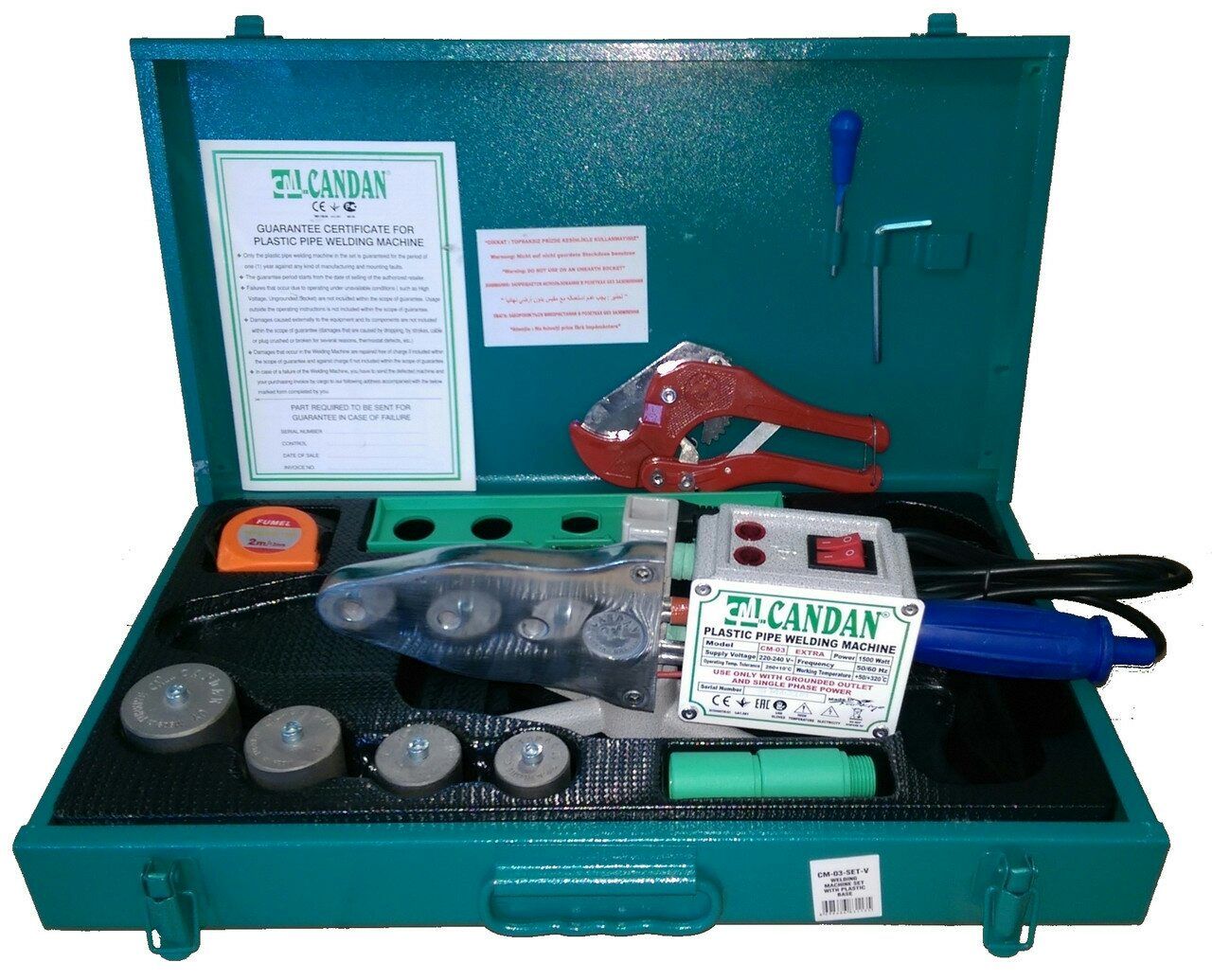
Тренируйтесь, пока рука не наполнится. Если будет использоваться фурнитура, то можно припаять ими пару элементов. Не жалейте на тренировку одну-две штуцера, так как тогда можно испортить всю трубу, что в разы дороже.
Покупать материалы необходимо с небольшим запасом, так как они могут быть повреждены еще до начала работ. Даже опытные профессионалы не застрахованы от любых форс-мажоров, что уж говорить о новичке. Поэтому лучше, чтобы какой-то элемент остался после окончания работы.
При соединении конструкций небольшого диаметра необходимо следить, чтобы из-за перегрева материала посередине не образовывались провисания. В этом случае проход может засориться и в систему прорвется вода. Поэтому перед запуском необходимо продуть водопроводные трубы воздухом.
Кроме того, существует гораздо больше случаев, когда несоблюдение правил может привести к аналогичным утечкам или блокировкам в системе. Например, неправильное введение трубы в фитинг, то есть не до упора. В этом случае между стенками труб образуется зазор, а обычные нагрузки оказываются слишком большими, что может привести к протечкам.
Качество также можно проверить, нажав на трубу или место соединения. Дизайн должен пройти такое испытание. Если не выжить, то в процессе эксплуатации окажется недолговечным.Поэтому приобретать полипропиленовые трубы необходимо только у поставщиков, имеющих хорошую репутацию — в этом случае можно не беспокоиться о том, что конструкция со временем изгибается или ломается под давлением.
Собрав всю систему, необходимо начинать ее работу не ранее, чем прошел хотя бы один час. Такого времени будет достаточно, чтобы стыки затвердели. В процессе сварки не обязательно удалять рои — это приведет к еще большей деформации трубы, при этом такой процесс уже будет необратимым.После его нагрева полипропилен довольно быстро остывает, поэтому медлительность при сварке недопустима.
Сегодня все чаще для прокладки водопровода используются пластиковые трубы. Это связано не только с их долговечностью, но и с хорошими эксплуатационными характеристиками. Благодаря высоким тепловым параметрам они отлично подходят для подачи горячей воды. Для их соединения используется склейка, опрессовка муфтами и сварка. Последний вид считается наиболее предпочтительным. Но в этом случае нам понадобится устройство, О том, как его выбрать, мы и поговорим в этой статье.
Немного об особенностях сварки.
В систему можно установить несколько видов сварки: стык, муфту и муфту. Если у вас нет желания приобретать муфты и фитинги, то нужно выбирать способ стыкового соединения, так как он считается наиболее экономичным. Конечно, вам понадобится трубочный аппарат. Принцип работы агрегата аналогичен паяльнику, поэтому его иногда называют именно так. Устройство необходимо для обогрева соединяемых концов труб.Стыковка реализована несколькими способами. Самый популярный — контактно-прикладной. Суть его в том, чтобы соединить расплавленные концы под давлением. Прочность шва в большинстве случаев не уступает прочности трубы. Главное условие — обеспечить высокую температуру, поэтому выбранный паяльник должен быть нагрет до 250-260 градусов Цельсия.
Аппарат для сварки пластиковых труб: ручной или механический?
Все мы знаем, что сварочное оборудование обеспечивает нагрев обрабатываемых поверхностей и их дальнейшее соединение.Стоит обратить внимание на то, что сварочное оборудование для изделий из металла и пластика имеет ряд особенностей и конструктивных отличий. Установки для работы с полипропиленом можно разделить на две большие группы:
- механическое оборудование — применяется для создания неразъемных соединений труб большого диаметра, а также там, где необходимо приложить большие усилия;
- ручной сварочный аппарат — идеальное решение для использования в бытовых условиях (с помощью такого агрегата можно соединять трубы, диаметр которых не превышает 12. 5 см).
 5 см).
5 см).Детали механического оборудования
Если вы собираетесь заработать на сварке, то вам однозначно стоит отдать предпочтение профессиональной модели. Большая часть механического оборудования для соединения полипропиленовых труб рассчитана на интенсивное использование, в отличие от ручных агрегатов. Устройство представляет собой опорную раму, на которой размещается приборный блок и гидроагрегат. С обеих сторон устройства есть полукольца с захватами. Между захватами устанавливают вкладыши, которые необходимы для равномерного распределения давления при соединении и выравнивании.Внутренний диаметр каждой гильзы соответствует диаметру обрабатываемой трубы. Рабочий орган (нагревательный элемент) представляет собой литой диск со специальным покрытием. Внутри него находятся нагревательные элементы. Стоит отметить, что сварка пластиковых труб происходит с контролем температуры. Такая сборка есть у любого профессионального сварщика, но это не значит, что у него нет ручного аппарата. Это связано с тем, что данное устройство лучше подходит для труб большого диаметра.
Утюг или ручной аппарат для сварки пластиковых труб
Большинство из нас предпочитают выполнять разовые работы.Конечно, в будущем этот инструмент пригодится, но вряд ли он будет интенсивно использоваться. Аппарат не зря называют утюгом, ведь по принципу действия он напоминает именно этот бытовой прибор. Основные отличия только в дизайне. Конструкция подразумевает наличие нагревательной плиты и терморегулятора. Для удобства выполняемой работы есть специальная ручка. На конце нагревательной пластины есть два отверстия, в которые вставляются два конца труб.Тефлоновое покрытие предотвращает прилипание расплавленной трубы к пластине.
Обратите внимание на состав продукта.
При покупке товара крайне важно обращать внимание на комплектацию, в которой он представлен. Все зависит от компании производителя, однако можно выделить основные элементы, которые обязательно должны присутствовать.
Если вы собираетесь работать с трубами одного, максимум двух диаметров, то помимо агрегата в комплект может входить только ключ для насадок.Опять же, это очень скромная конфигурация, которая не всегда подходит. Если вы на любителя, то лучше отдать предпочтение набору, где будут насадки для работы с полипропиленовыми трубами следующих диаметров: 20, 25, 32 и 40 мм, которые являются наиболее распространенными.
Также есть комплектация. Этот вариант самый дорогой, поэтому пользуется большой популярностью только у профессионалов. Если вы любитель, то это оборудование вряд ли вам пригодится. Что ж, теперь перейдем непосредственно к критериям, по которым нужно покупать инструмент.
Мощность оборудования
Конечно, аппарат для сварки пластиковых труб должен быть достаточно мощным. Этот параметр определяет не только максимально возможный диаметр обработки, но и скорость работы. Исходя из этого, можно сделать вывод, что чем больше расчетный объем работы, тем выше требуется мощность.
Во многих случаях достаточно среднего электроинструмента 1,5–2,0 кВт. Но в большинстве случаев рекомендуется использовать несколько иной подход. Он заключается в том, что диаметр обрабатываемой трубы умножается на 10.В результате вы можете получить минимально необходимую мощность оборудования. В этом случае сварка пластиковых труб пройдет без проблем. Получается, что если нужно паять трубы диаметром 50 мм, то 50 х 10 = 500 Вт. Но покупать маломощный инструмент категорически не рекомендуется, лучше брать с запасом в 20-40%.
Выбор производителя
При выборе имеет смысл обратить внимание на компанию, которая производит сварочное оборудование.Стоит отметить, что сварка пластика — очень важная задача, а от качества инструмента будет зависеть состояние стыка и его долговечность.
На сегодняшний день лучшие паяльники производятся в Чехии компанией Daytron. Оборудование этого производителя заслужило мировое признание. Отличительные особенности: высокое качество и широкий функционал. Стоит отметить, что паяльник для сварки пластиковых труб из Чехии стоит дорого, поэтому турецкие изделия станут хорошей альтернативой.Например, сварочный агрегат Kandan рассчитан на работу с трубами диаметром 16-160 мм. Причем качество очень хорошее, а цена приемлемая.
Отличительные особенности: высокое качество и широкий функционал. Стоит отметить, что паяльник для сварки пластиковых труб из Чехии стоит дорого, поэтому турецкие изделия станут хорошей альтернативой.Например, сварочный агрегат Kandan рассчитан на работу с трубами диаметром 16-160 мм. Причем качество очень хорошее, а цена приемлемая.
Вывод
Вот, в принципе, все, что можно сказать о выборе оборудования. Помните, что сварка пластика может вызвать ожоги. По этой простой причине при покупке оборудования к нему прилагается инструкция. Если этого не было в комплекте, то проконсультируйтесь с профессионалами или опытными сварщиками.Подскажут, как сваривать пластиковые трубы. Однако инструкция, тем не менее, желательна, и ее в любом случае следует читать, а также соблюдать все приведенные в ней требования. Не забывай об этом. И все будет хорошо.
Строится ли новый индивидуальный дом или планируется капитальная модернизация инженерных сетей в старом доме или квартире — в любом случае подавляющее большинство наших собственников предпочитают отказаться от использования стальных труб. На смену им приходят легкие, простые в установке, эстетичные пластиковые.При сборке или нагреве контуров не требуются сложные операции по сварке металла или нарезке резьбовых соединений, поэтому монтажные работы становятся доступными любому среднестатистическому домовладельцу — а это значительная экономия, так как работа мастера стоит недешево. Да и сам материал намного дешевле стального аналога.
Из всего разнообразия полимерных труб полипропилен является одним из самых популярных. Невысокая стоимость труб и комплектующих, широкий выбор различных соединительных и запорных элементов — все это позволяет без лишних затрат и достаточно быстро монтировать системы практически любого уровня сложности.Однако есть одно «НО» — для этого потребуется специальное оборудование. Пугаться этого не стоит — специальный прибор стоит не так уж и дорого, и научиться с ним работать можно очень быстро. Итак, какой аппарат для сварки полипропиленовых труб, какой выбрать, чтобы получить надежного помощника, но при этом — и не переплатить? Попробуем разобраться в этой публикации.
Итак, какой аппарат для сварки полипропиленовых труб, какой выбрать, чтобы получить надежного помощника, но при этом — и не переплатить? Попробуем разобраться в этой публикации.
Для того, чтобы сварка полипропиленовых труб проводилась эффективно, мастеру необходимо четко понимать, какие процессы, происходящие во время этого процесса, обеспечивают надежные детали.
Полипропилен — термопластичный полимер. При нагревании до определенной температуры начинается его размягчение и плавление, переход в жидкую фазу, но при охлаждении материал восстанавливает твердость, не теряя своих физико-химических свойств и механической прочности. Это означает, что если две части, изготовленные из металла, нагреть в месте соединения до уровня размягчения, но не допуская деформации самого элемента, а затем объединить с определенной силой, то произойдет взаимное проникновение расплавленных слоев.Что ж, после обратной полимеризации мы получаем пар, который практически полностью монолитен — если посмотреть на срез хорошо сделанного стыка, границу между двумя частями, скорее всего, визуально определить невозможно.
Итак, для сварки полипропиленовых деталей необходимо обеспечить два условия — нагрев до стадии оплавления стыков и обеспечение их сжатия для взаимопроникновения пластика и окончательной полимеризации. Это обеспечивается двумя основными технологическими приемами.
Цены на аппарат для сварки пластиковых труб RESANTA
Аппарат для сварки пластиковых труб РЕСАНТ
Стыковая сваркаДанная технология используется для соединения труб одного типа, одинакового диаметра. Чрезвычайно важными условиями являются обеспечение точного совмещения соединяемых деталей и тщательная подготовка концов для идеального первоначального прилегания поверхностей.
Затем оба конца сопрягаемых труб одновременно нагреваются до достижения требуемой глубины плавления по всей площади поперечного сечения.
Далее следует стадия сжатия сопрягаемых частей — это обеспечивается приложением механической силы, вектор которой направлен строго по оси трубы. В результате в местах плавления полипропилена возникает эффект диффузии — взаимное проникновение полимера (п. 2). Затем следует необходимая технологическая пауза для обеспечения полной полимеризации и получения монолитного компаунда (позиция 3)
Технология кажется достаточно простой, но на самом деле это не совсем так.Как уже отмечалось, особые требования предъявляются к качеству обработки концов труб, к их строго соосному расположению, к величине прилагаемого усилия. Без специального оборудования добиться этого практически невозможно, а стоимость таких сварочных установок очень высока. Поэтому такой вид сварки полипропилена в бытовых условиях, как правило, не применяется — он более востребован в профессиональной среде при прокладке магистральных коммуникаций.
Сварка муфтНо это именно та технология, которая доступна для использования в любой среде.Требования к тщательному совмещению сопрягаемых деталей и обеспечению необходимой сжимающей силы никуда не исчезают, но их реализация достигается совершенно другим способом — за счет тщательно продуманных размеров трубы и муфты.
Наружный диаметр трубы ( Dnt ) всегда немного больше внутреннего диаметра муфты ( Dvm ), то есть в нормальном состоянии соединение просто невозможно.
Для обеспечения соединения внешняя поверхность трубы и внутренняя поверхность муфты одновременно нагреваются.Длина нагреваемых участков относительно кромки деталей примерно равна.
После прогрева достаточно приложить усилие рук, чтобы труба вошла в муфту на глубину проплавления. В этом случае сложно ошибиться в обеспечении выравнивания соединения (хотя некоторый контроль все же необходим). Диаметры деталей таковы, что необходимое усилие сжатия в зоне сопряжения обеспечивается само по себе — достаточно удерживать детали в заданном положении до тех пор, пока материал не проникнет и не полимеризуется.
На примере показана муфта, хотя на практике это может быть фитинг, переходник, отвод, тройник и другие фасонные детали — принцип от этого не меняется, так как все они имеют точно такую же соединительную секцию муфты.
Тип муфты — раструбное соединение. Единственное отличие состоит в том, что участки труб соединяются без муфт — для этого на одном конце предусмотрен раструб. В остальном принцип остается прежним.
Аппарат для сварки полипропиленовых труб Аппараты для стыковой сваркиКак уже было сказано, стыковая сварка полипропилена в частном строительстве или ремонте встречается очень редко.Тем не менее, базовая конструкция устройства заслуживает хотя бы поверхностного рассмотрения.
Обычно такое устройство больше похоже на машину, механизм которой собран на станине с направляющими, по которым перемещаются блоки с зажимами для двух труб, обеспечивая точную соосную фиксацию труб. Чаще всего такие хомуты комплектуются сегментами гильзы, рассчитанными на разные диаметры труб.
В комплект входит электромеханический обрезной инструмент — двусторонний дисковый нож, который одновременно доводит концы труб до идеального состояния.Лицевая сторона может быть съемной в виде отдельного блока или складной на вертлюге.
После стадии зачистки торец снимается, а на его место между двумя трубами устанавливается плоский круглый нагревательный элемент, обеспечивающий нагрев и начало плавления материала. Обогреватель также может быть полностью съемным или навесным.
Следующий этап — фаза сжатия — нагреватель снимается (откидывается), а подвижные блоки с зажатыми трубами движутся навстречу друг другу.Необходимое усилие может быть обеспечено гидравликой или механической трансмиссией — червячной, винтовой, рычажной и т. Д.
Такие устройства бывают разными размерами и типом силового привода, могут быть универсальными или рассчитаны на определенный диапазон диаметров труб. Их общая черта — высокая стоимость, что делает их использование в домашних условиях совершенно нерентабельным. Да и нужды в этом нет — для прокладки любых напорных и безнапорных трубопроводов в доме или квартире достаточно муфтовой сварки, тем более что для коротких отрезков это оптимальное решение, а качество соединений ровное. выше.
Аппараты для ручной сваркиНо это именно та техника, которая пригодится домашнему мастеру при создании или реконструкции домашней водопроводной или отопительной системы. Механический привод, как уже отмечалось, не требуется — достаточно человеческих мышц. Поэтому конструкция самого аппарата предельно проста.
Любой станок имеет ручку (поз. 1), чтобы можно было проводить сварочные работы на весу, в труднодоступных местах. Как правило, кабель (поз.2) выходит из ручки для подключения к источнику питания 220 В.
На корпусе устройства (поз. 3) размещены органы контроля и управления. Это индикаторы нагрева (поз.4) и термостат-регулятор (поз.5), позволяющий установить необходимую температуру нагрева (при сварке полипропиленовых труб малого и среднего диаметра нагрев обычно устанавливается на +260 ° C) . Красный индикатор указывает на работу ТЭНа, зеленый — на достижение необходимой температуры и готовность к работе.Некоторые современные модели сварочных аппаратов могут быть оснащены цифровой индикацией режима работы.
Основная рабочая часть устройства — собственно сам ТЭН (поз. 6). На большинстве моделей он выполнен в виде толстой пластины мечевидной формы, хотя возможны и другие вариации — об этом пойдет речь ниже. Внутри нагревателя расположены электрические спирали, обеспечивающие быстрый резистивный нагрев его поверхности.
На поверхности ТЭНа имеется несколько сквозных отверстий — в каждое из них необходимо установить перед началом работы пару ТЭНов (поз.7) — муфта и оправка, рассчитанные на один диаметр трубы. Муфта необходима для нагрева наружной поверхности трубы, оправка для внутренней поверхности соединительного элемента (штуцера, муфты, переходника и т. Д.) Эти элементы соединяются попарно с обеих сторон нагревателя с помощью винтового соединения с головка для внутреннего шестигранника. На ТЭН в зависимости от модели аппарата обычно можно установить сразу несколько (две-три) пары муфт и оправок, чтобы не отвлекаться при переустановке при переходе на другой диаметр трубы.
Все практичные приспособления снабжены приспособлениями для установки на полу или на верстаке (поз. 8). Это может быть платформа или подставка той или иной конструкции, но с обязательной возможностью быстрого и легкого снятия устройства при необходимости и его обратной установки.
Пары-оправки обычно входят в комплект, но их можно приобрести самостоятельно, например, в случае утери или необходимости замены из-за износа. Как правило, для домашних сантехнических систем вполне достаточно диапазона от 16 до 50, реже — до 63 мм.
Самая распространенная конструкция устройства была представлена выше. Однако могут быть определенные разновидности.
Цены на сварочные аппараты для пластиковых труб Wester
Аппарат для сварки пластиковых труб Wester
Есть устройства, предназначенные для сварки труб большого диаметра. Для них характерны повышенная мощность нагревательного элемента и его особая форма, позволяющая устанавливать соответствующие большие муфты и оправки.
Мечевидная форма нагревательной пластины также не является обязательным условием.Доступны устройства с укороченным нагревателем, рассчитанным на две пары форсунок, расположенных одна над другой. С таким устройством может быть намного удобнее работать в труднодоступных местах.
В последнее время стремительно стали набирать популярность оригинальные модели устройств с цилиндрическим стержневым нагревательным элементом. Правда, используют несколько другую конфигурацию и способ крепления муфт и оправок — цилиндр нагревателя «оборачивают» по подобию зажима, при этом располагаясь диаметрально противоположно.
Установка муфты и оправки в этом варианте не привязана к каким-либо положениям, определяемым отверстиями — мастер волен разместить их в любой области вала, смещенной к самому краю или, наоборот, в ручку, размещая одновременно несколько пар и т. д. Кроме того, можно указать определенный разброс относительно горизонтальной плоскости — это иногда бывает полезно при сварке особо сложных сборок непосредственно на месте установки. Кстати, у подобных устройств может быть и боковое расположение нагревательного цилиндра — некоторым мастерам в определенных условиях может быть удобнее работать именно с таким инструментом.
Такие устройства принято относить к профессиональному классу, но они все чаще стали появляться в арсенале домашних мастеров.
Видео: презентация сварочного аппарата для полипропиленовых труб «Дитрон СП-4а»Методы сварки в этой публикации не рассматриваются. Во-первых, об этом уже говорилось в начале, когда рассматривали основные принципы сварки полипропилена, во-вторых, этой теме посвящена специальная статья.
Монтаж полипропиленового трубопровода — доступно каждому!
Процесс сварки полипропиленовых труб прост и понятен, требует только хорошего оборудования и соблюдения установленных технологических приемов и режимов. Подробнее об этом в специальной статье на портале.
И в этой публикации лучше сразу перейти к вопросу, как правильно выбрать устройство, по каким критериям оценивать при покупке.
Критерии выбора аппарата для ручной раструбной сварки полипропиленовых трубПрежде всего, необходимо правильно определить круг задач, которые будут решаться с помощью приобретенного устройства. Если устройство необходимо для разовых домашних дел с полипропиленовыми трубами небольшого диаметра или для модернизации существующих инженерных сетей в доме или квартире, то выбирать дорогостоящее оборудование нет смысла. С такими проблемами вполне справится качественный недорогой прибор средней мощности.Главное, чтобы владельцу было комфортно с ним работать. Что ж, в случае планового регулярного использования, интенсивной загруженности — есть смысл взглянуть на устройство более серьезно.
- Аппарат силовой сварочный. Обычно приобретается бытовая техника мощностью не более 1 кВт. Следует правильно понимать, что любой сварочный аппарат нагревается до нужной температуры плавления полипропилена, а показатель мощности никак не влияет на качество стыков труб.Просто более мощный аппарат с момента включения приводится в состояние готовности несколько быстрее. Кроме того, после передачи определенного количества тепла для нагрева соединенных частей любому устройству требуется определенное количество времени, чтобы восполнить эту «потерю». Понятно, что для более мощного оборудования этот интервал будет короче. Но это заметно, скорее, при «конвейерной» профессиональной установке, а в домашних условиях, когда сварке любого стыка предшествует разметка и подгонка, разница вряд ли будет заметна.
Более высокие показатели мощности потребуются также при прокладке труб большого диаметра — от 75 мм и выше. На практике в доме или квартире такие детали не нужны.
- Следующий параметр обычно напрямую связан с мощностью — максимально допустимый диаметр свариваемых труб. Повторяться не нужно — большинство домашних мастеров оперируют тремя размерами — 20, 25 и 32 мм, но сами аппараты средней мощности, как правило, способны обеспечить сварку деталей до 63 мм.
- По этому параметру инструмент обычно комплектуется муфтами и оправками. Однако часто бытовая техника имеет в комплекте всего три пары нагревательных насадок, от 20 до 32 мм, и этого вполне достаточно.
Кстати, при выборе инструмента особое внимание следует уделить качеству такого оборудования. Добросовестные производители сопровождают свое оборудование муфтами и оправками с тефлоновым напылением (может обозначаться аббревиатурой PTFE в паспорте).Это антипригарное покрытие предотвращает прилипание расплавленного пластика к горячим элементам, что значительно упрощает и ускоряет работу.
При частом использовании оборудования антипригарное покрытие постепенно истончается — это сразу будет заметно в процессе эксплуатации. Итак, нужно подумать о приобретении нового набора насадок необходимого диаметра.
- Температура нагрева и регулятор температуры, другие элементы управления. Практически все сварочные аппараты для полипропилена обеспечивают нагрев в пределах от 50 до 300 ° С.Чаще всего приходится работать с установкой на 260 ° C. Обозначения на шкале термостата должны быть четкими и разборчивыми, положение маховика должно быть хорошо зафиксировано, без люфта, чтобы не сбивать установленную температуру случайным легким прикосновением.
Некоторые модели оснащены цифровыми индикаторами температуры нагрева. Необходимость такого варианта для домашнего использования устройства весьма сомнительна, а стоимость вырастает очень значительно. Двух индикаторов, о которых уже говорилось выше, вполне достаточно.
Устройство может быть оснащено общей кнопкой включения — это удобнее, чем запускать только после включения в розетку. Кроме того, на приборах профессионального класса может быть предусмотрено два уровня мощности нагрева — есть возможность переключения в зависимости от интенсивности выполняемых работ.
На качественных устройствах предусмотрена аварийная система отключения от сети при риске перегрева.
- Обязательно оценивается удобство использования инструмента.Ручка устройства должна хорошо «лежать в руке», иметь нескользящее покрытие, не нагреваться при работе.
Обращает на себя внимание дизайн и надежность стенда. Слишком легкие штативы или дуги иногда неудобны с точки зрения того, что они скользят по ровной поверхности стола или пола — в этом плане более надежна подставка, изготовленная по типу платформы. Если предполагается, что основная часть работы будет выполняться в мастерской, на верстаке, то, вероятно, лучшим выбором будет устройство с подставкой, имеющей зажимное приспособление для фиксации на краю рабочей поверхности — это позволит добиться максимальной устойчивости. устройства.
Полный комплект устройства. Чаще всего имеет смысл приобрести устройство, в котором есть все необходимые дополнительные инструменты и аксессуары. Обычно все упаковано в компактный металлический корпус, то есть у владельца инструмента все будет под рукой при проведении монтажных работ.
На рисунке показан хорошо оборудованный сварочный аппарат:
Имеет смысл приобрести устройство расширенного диапазона — он дешевле
В комплекте к самому устройству подставка, муфты и оправки шести разных диаметров, винты, отвертка и шестигранный ключ для установки инструмента, специальные ножницы для рулетки (также может быть небольшой пузырьковый уровень для точной разметки и выравнивания труб на месте установки), рабочие перчатки для защиты от случайных ожогов.
Цены на аппараты для сварки пластиковых труб
Все это, конечно, можно приобрести отдельно, но чаще всего качественный комплект обойдется даже дешевле, чем покупка необходимых аксессуаров оптом.
Производители сварочных аппаратов для доения полипропиленовых труб, краткий обзор моделей.При выборе любого оборудования одним из определяющих критериев является репутация производителя. И хотя аппарат для ручной сварки полипропиленовых труб нельзя назвать слишком сложным и высокотехнологичным аппаратом, определенные авторитеты в этой области тоже есть.
Таким образом, «законодателями моды» в производстве такого оборудования считаются «Rothenberger», «Valfex», «Dytron», «BRIMA», «Gerat», «KERN». Не менее надежны и востребованы аппараты «Элитек», «Штурм», «Калибр», «Энкор», «ПАТРИОТ», «Энергомаш», «ДеФорт». Главное, чтобы приобретаемое оборудование было действительно оригинальным, а не поддельным, и сопровождалось заводской гарантией производителя.
В заключение, по традиции, небольшой обзор популярных моделей и среднего уровня цен на них.
| Название модели, рисунок | Краткое описание модели | Средний уровень цен, руб. (Апрель 2016 г.г) |
|---|---|---|
| «BRIMA TG-171», Германия — Китай | Мощность 750 Вт Диаметр сварки — до 63 мм, Время разогрева — не более 15 минут. | 3900 |
| ENKOR ASP-800, Россия — Китай | Мощность 800 Вт Диаметр сварки — до 63 мм, термостат электромеханический Температура нагрева — до 300 ° С. Устойчивая платформа. В комплекте — шесть пар насадок от 20 до 63 мм с тефлоновым покрытием. | 2200 |
| «Elitech SPT 1000», Россия — Китай | Аппарат с цилиндрическим нагревательным элементом. Мощность — 1000 Вт. Диаметр сварки — от 16 до 32 мм. Комплект форсунок (4 диаметра) с тефлоновым покрытием — в комплекте. Эргономичная форма корпуса и ручки, позволяющая работать в труднодоступных местах. Термостат электромеханический. | 2700 |
| «Sturm TW7219», Германия — Китай | Модель повышенной мощности 1900 Вт, с возможностью включения полной и половинной мощности (один или два ТЭНа). Шесть пар сопел с тефлоновым покрытием. Максимальный диаметр сварки 62 мм. Время нагрева около 12 минут. Расширенный комплект поставки, не требующий покупки дополнительных аксессуаров. | 3300 |
| «Dytron Polys P-1a», Чехия | Качественный аппарат профессионального класса. Мощность — 650 Вт. Цилиндрический нагреватель с высокоточным капиллярным термостатом. Диаметр сварки — до 32 мм. Запатентованные сопла башмачного типа с 3 башмаками, покрытые высококачественным синим тефлоном. Шесть позиций температуры. Автоматическая защита от перегрева. Вес — всего 1 шт.3 кг, что облегчает работу в труднодоступных местах. | 11200 в минимальной комплектации — устройство, подставка и три насадки. |
| «Rothenberger ROWELD P 40T», Германия | Мощность — 650 Вт. Максимальный диаметр сварки 40 мм. Мечевидный обогреватель с возможностью установки двух пар муфта-оправка. В комплекте — 4 пары насадок от 20 до 40 мм, качественное тефлоновое покрытие. Особенности этого устройства — встроенный термостат разработан специально для полипропиленовых труб и запрограммирован на точное поддержание стабильной температуры 260 ° C. Масса устройства 2,8 кг. | 14500 |
| «KERN Welder R63E», Германия | Модель профессионального класса. Относительно небольшая мощность, 800 Вт, и в то же время возможность сварки труб диаметром до 63 мм. В комплекте шесть пар сопел с тефлоновым покрытием. Высокоточная электронная установка заданной температуры с помощью микропроцессорного контроллера, цифровой дисплей. | 13500 |
В заключение — видео про еще один сварочный аппарат для полипропиленовых труб
Видео: аппарат для сварки полипропиленовых труб «CANDAN CM 03»Для качественных работ по устройству отопления или водоснабжения необходимо иметь качественный аппарат для сварки полипропиленовых труб, рейтинг самых лучших и популярных моделей описан ниже.
Экспертное заключение
Сергей Юрьевич
Строительство домов, хозяйственных построек, террас и веранд.
Задайте вопрос экспертуНе прихотлив и прост в использовании. Предназначен для сварки труб диаметром 20-63 мм. Нагревательный кабель выдерживает температуру до 400 градусов при мощности 1500 Вт. Форма нагревательного элемента мечевидная, что позволяет устанавливать одновременно 2 сварочные сопла. Благодаря зажиму и неподвижной стойке работа ведется в самых разных условиях.
Стоимость — 3000 руб.
Преимущества:
- компактность;
- наличие терморегулятора; выключатели
- оснащены световым индикатором;
- широкий набор (рулетка, насадки ножничные).
Недостатки:
- малая мощность;
- не подходит для профессионального уровня;
- повышенное энергопотребление.
Модель для сварки полипропиленовых труб ENKOR ASP-1500 / 20-63
Предназначена для пайки высококачественных полипропиленовых труб, имеет 2 режима нагрева, достигая мощности 1500 Вт.Это необходимо для подключения труб диаметром 20-63мм. Для экономии времени к ТЭНу можно прикрепить 3 насадки. Температура нагрева близка к 300 градусам, чего достаточно для плотного склеивания материалов.
Стоимость — 2700 руб.
- стенд;
- малые габариты;
- удобство системы управления;
- в комплекте с чемоданом
Elitech pp 1000 паяльная машина для труб
Качественная работа для обеспечения надежного стыка стыка, без протечек на швах.Мощность до 1000 Вт, наличие 4-х форсунок, температура нагрева 50-300 градусов, общий вес изделия с футляром 2,65 кг.
Стоимость — 1800 руб.
Преимущества:
- компактный размер;
- футляр в комплекте;
- хорошее поддержание температуры;
- сильный нагрев за минимум времени.
Недостатки:
- требует снятия насадок перед помещением в корпус.
Сварочная модель для соединения полипропиленовых труб Wester DWM 1500
Хорошо справляется с плавлением пластика, рабочая температура нагрева поверхности до 300 градусов при мощности 1500 Вт.В комплекте: 6 насадок, труборез, отвертка, рулетка 3м., Шестигранный ключ. Вес модели 1,29 кг.
Стоимость — 3800 руб.
Достоинства:
- хорошее оборудование;
- быстрый нагрев;
- легкость плавления пластика.
Недостатки:
- неудобная подставка;
- нужно привыкнуть к кнопкам.
Сварочная модель для сварки программных труб Elitech SPT 800
Подойдет как профессионалам, так и любителям дома.Наличие встроенного термостата, мощность в районе 800 Вт. Широкий выбор насадок, наличие металлического корпуса.
Стоимость — 1600 руб.
- простота в обращении;
- дешевизна;
- нагрев происходит за 4 минуты;
- хорошее оборудование
- тефлон, со временем отслаивается от деталей;
- надо лапкой прижимать лапку.
Модель для пайки полипропиленовых труб СПЕЦИАЛЬНАЯ ПТП-1000 СПЕЦ-3268
Товар относится к низкому ценовому сегменту, в который помимо инструкции входят: насадки и ключ для их замены, подставка, отвертка.Мощность характеризуется невысоким параметром 980 Вт, при этом имеется терморегулятор.
Стоимость — 1800 руб.
Преимущества:
- комплект качественных форсунок;
- доступная цена;
Недостатки:
Сварочная модель для сварки труб ПВХ Prorab 6405-k
Обладает большой мощностью, достигающей 2000 Вт при наличии 2-х режимов: регулятора и температуры. В комплекте: рулетка, ножницы, подставка, 6 насадок, наличие прочный, металлический футляр.Благодаря быстрому нагреву аппарата и большой мощности его можно использовать в ветреную погоду.
Стоимость — 2000 руб.
- большой выбор насадок;
- широкие возможности;
- низкая цена.
- — Редкий экземпляр в продаже.
Паяльная машина BRIMA TG-171 0010291
Зарекомендовала себя как качественное и недорогое устройство, с достаточно небольшой мощностью до 750 Вт, проста в использовании и по качеству работы не уступает более дорогие аналоги.Благодаря быстрому прогреву склейка деталей качественная и на высоком уровне. Есть терморегулятор, а в комплекте стандартный набор деталей.
Стоимость — 4000 руб.
Преимущества:
- 6 вставок двустороннего типа;
- простота использования;
- наличие 2-х ламп накаливания;
Недостатки:
Паяльник Gerat Weld 75-110 69110
Имеет 2 ТЭНа, при этом один из ТЭНов находится в резерве.В нем есть термостат, а мощность изделия достигает 1600 Вт. В наличии несколько насадок и удобный металлический чемоданчик.
Стоимость — 4700 руб.
Достоинства:
- хорошая мощность;
- отличный функционал;
- хорошая надежность.
Недостатки:
Газовая модель Dremel Versatip 2000-6
Универсальность этого продукта заключается в том, что он выполняет множество важных задач: резка, герметизация, плавление, сжигание и даже удаление краски.Большой функционал и всесторонняя направленность, вызывают уважение к данной модели не только у любителей, но и у профессионалов своего дела. В основе работы бутан (сжиженный газ). Возможность выбора температурного режима, нагрев устройства за несколько секунд, быстрая резка и плавление пластика.
Стоимость — 2700 руб.
- мгновенный разогрев;
- качественная сборка;
- широкий выбор насадок;
- компактный и беспроводной
- возможность обжига воздухом в процессе пайки;
Устройство для пайки скрабов.Устройство для закрутки шипа. Пайка как надежная альтернатива скрутке
Из недостатков сварочных инверторов можно отметить дороговизну и создание помех в сети.
В хозяйстве мастерской всегда есть старый неиспользованный трансформатор, на основе которого можно сделать домашний сварочный аппарат для медных проводов. Схема устройства простая, с установкой справится любой новичок. Для изготовления вам потребуются:
Изготовление самодельных устройств допустимо только в том случае, если вы знакомы с понятием электрических устройств .Подробное описание самодельных конструкций Масса, ниже представлены фото некоторых из них. Трансформаторы можно использовать от старых телевизоров, от микроволновки и др. Достаточная мощность трансформатора для изготовления сварочного аппарата лежит в пределах 200-450 Вт.
Бытовая техника хороша тем, что не требует значительных денежных вложений и имеет достаточно функций для решения сварочных задач.
При работе с электрическими приборами соблюдать правила техники безопасности! Так что ни в коем случае не включайте трансформатор от СВЧ для проверки сети! Напряжение на исходной вторичной обмотке достигает 2000 В! Только после его снятия можно будет использовать такой трансформатор для наших целей, а вторичную обмотку придется делать своими руками.Еще один самодельный аппарат и рассказ о нем
Читайте так же: Обзор сварочного полуавтомата Aurora
Параметры сварки медью
Выбор силы тока конкретно по диаметру скрутки, количеству количество проводов в нем и их сечение имеет первостепенное значение для качественного результата. Опытным путем подобраны лучшие значения И главную роль здесь играют профессиональные навыки.Для примерного ориентирования по значениям ниже приведена таблица рекомендуемых параметров.
Варка в вакууме
Существует метод сварки меди электронными лучами в условиях вакуума. Для работы требуется специальный аппарат и вакуумная камера . Этот метод применим только в условиях оборудованных производственных цехов или лабораторий.
Для сборки отопительного контура или водопровода нам понадобится сварочный аппарат для полипропиленовых труб — незаменимое оборудование при прокладке пластикового трубопровода.Герметичность стыковки деталей обеспечит правильно подобранный агрегат.
В данной статье будут рассмотрены основные типы аппаратов, предлагаемых на рынке. Выясним их основные характеристики и особенности использования.
Также выберите основные критерии, по которым вы хотите ориентироваться при выборе подходящего сварочного аппарата. Ведь перед покупкой инструмента важно не только оценить предстоящий фронт работ, но и определиться с подходящей моделью, сравнив параметры варианта с имеющимся бюджетом.
IN инженерные сети В частных домах, многоквартирных, промышленных и общественных зданиях уверенно колеблется металл. Востребованность пластиковых магистралей объясняется их прочностью, доступной стоимостью и устойчивостью к внешним воздействиям.
Независимо от конструктивных особенностей Агрегаты для сборки пластикового трубопровода работают по принципу диффузной пайки — трубы плавятся, а затем «стыкуются» друг с другом
Современная тенденция спровоцировала высокий спрос на аппараты для сварки полипропилен и профессионального и бытового назначения.
Обязательные элементы сварочного аппарата:
- Блок регулировки . Модуль контролирует мощность нагрева, защищает от перепадов напряжения и перегрева.
- Рычаг . Составная деталь ручных модификаций.
- Обогрев зеркал . Элемент передает тепло рабочей трубе и форсункам.
Режим работы сварочного аппарата определяется с помощью термостата. Температура нагрева устанавливается в зависимости от материала трубы.Превышение показателя приводит к неконтролируемому плавлению и дефектам. Недостаточный нагрев может вызвать нарушение герметичности.
Оптимальная температура плавления полипропиленовых труб — 260 ° С. Полимер размягчается как пластилин, изделия прессуются, паяются. После остывания стыковочный шов приобретает те же прочностные характеристики, что и сплошная труба.
Классификация паяльника для полипропиленовых труб
Если оценить ассортимент, то можно выделить два основных класса сварочного оборудования пластиковых труб: механическое и ручное.Главный параметр разделения — производительность и сфера применения. Кроме того, агрегаты классифицируются по способу приварки стыковых и сцепных устройств. Ниже описаны особенности устройства и работы каждого типа.
Мощные механические и электрогидравлические устройства
Механические и электрогидравлические устройства используются для стыковки труб большого диаметра (более 5 см) или в условиях, когда соединение стыков требует значительной нагрузки.
Полный комплект механического оборудования: опорная рама, блок управления, гидроагрегат, захваты с вкладышами, электропередатчик, тарельчатый нагреватель и динамометр.
Механическая стыковка труб осуществляется в жестком футляре с полукруглыми движущимися центрами.Концы изделий выравниваются на электростоле, поставляемом с двусторонними ножами. Пластик нагревается за счет мощного ТЭНа и трубы стыкуются — подача давления осуществляется вручную через рычаг. Сила зажима контролируется встроенным динамометром.
Для компаундирования полипропиленовых труб, диаметр которых превышает 63 см, рекомендуется ударная техника сварки на соответствующем аппарате. Допустимая толщина трубы не менее 4 мм.
Галерея изображений
Наличие терморегулятора особенно важно для новичков.По ощущениям работает опытный специалист — определяет продолжительность нагрева, определяет интуитивно без звукового сигнала.
Любителей сварочного мастерства лучше рассчитывать исключительно по стандартам и выбирать модель с плавной регулировкой температуры. Положение маховика должно быть стабильным и не смещаться при случайном прикосновении.
Высокотехнологичные модели имеют цифровой дисплей панели температурного режима. Наличие опции удобно для пользователя, но влечет за собой значительное увеличение аппарата.
Комплектация и удобство использования
«Начинка» сварочного комплекта влияет на цену оборудования. Выбор того или иного набора осуществляется исходя из их индивидуальной потребности.
Как правило, производители предлагают типовые комплекты трех типов:
- Эконом. Содержит непосредственно сварочные работы, ключ регулировки и руководство пользователя. Иногда дополняется одной-двумя насадками. Но выбирать трубопровод и другие необходимые инструменты нужно делать отдельно.
- База . Помимо устройства, инструкции и ключа предусмотрены самые ходовые насадки бытового назначения сечением 20-40 мм. Все компоненты упакованы в удобный и не громоздкий чемодан.
- Полный. В футляре, помимо паяльника, дорна и муфты, собраны все необходимые принадлежности для пайки: отвертка, подставка, шурупы, шестигранный ключ, ножницы для полипропиленовых труб, рулетка и рукавицы.
Некоторые производители оснащены маленьким пузырьковым уровнем для выравнивания трубопровода магистрали.
Мезийный нагреватель
Wester DWM 1500.
Удобный в использовании паяльник по доступной цене
Паяльник Wester DWM 1500 по праву занял лидирующие позиции в нашем рейтинге. Он удобен в использовании, быстро и равномерно нагревается, имеет устойчивое основание, что значительно облегчает процесс пайки труб.
- т. Аппарат iP — инструкция
- в рабочем напряжении — 220 В
- d. установка Iamer, мм — 20, 25, 32, 40, 50, 63
- до упора — рулетка, перчатки, отвертка, резка труб
- в комплекте eU — 5 кг
Этот аппарат, по мнению пользователей, паяется на совесть.С ним легко справится даже новичок в этом деле — достаточно немного попрактиковаться и можно начинать паять домашнюю трубу.
В комплекте все необходимые насадки в количестве 6 шт. Зарекомендовали себя с хорошей стороны — даже после многократного использования покрытие не поранилось и пластик не прилипает к насадкам.
Также в комплекте есть трубопровод, но некоторые владельцы жалуются на его качество. Хотя, по их собственному утверждению, ножницы не имеют отношения к качеству самого паяльного аппарата.
Dignity
- Отличная комплектация
- Быстро нагревается
- Шов после сварки ровный
- Доступная цена
недостатки
- Короткий провод питания
- Не самое лучшее качество трубы
Valtec ER-04
Одно из лучших устройств в своей ценовой категории
Совместный проект российских и итальянских производителей Valtec предлагает несколько моделей паяльников для полипропиленовых труб. Одна из последних разработок — оборудование Valtec ER-04.Особенно хороши они для устройств турецкой сборки.
Технические характеристики модели:
- т. Аппарат iP — инструкция
- способ соединения труб — предохранитель
- в рабочем напряжении — 220-240 В
- Тип регулятора температуры — термостат
- d. монтажный Iamer, мм — 20, 25, 32, 40
- в комплекте — рулетка, отвертка, резка труб
- в комплекте eU — 5,12 кг
Дополнительные параметры: Нагрев одноступенчатый, регулировка температуры в диапазоне 50-300 ° С, вес устройства без форсунок — 1 шт.46 кг, расчетный срок службы 10 лет, гарантия 2 года.
Для удобства пользователя имеется надежная алюминиевая подставка с фиксатором. А сменные насадки, входящие в комплект, изготовлены из алюминия с антиадгезионным покрытием.
Аппарат нагревают до +260 ° С в течение 10 минут. Запрещается использовать при повышенной влажности (80% и более), а также температуре воздуха выше 40 ° С.
Dignity
- Отличный паяльник в сборе
- Разогревается
- Подходит для повседневного использования
- Банка работать от 6 лет
недостатки
- При неправильном использовании полипропилен горит
- Дорого для бытового использования
Штурм! TW7219.
Качество паяльника отличное и полностью соответствует стоимости.
Sturm TW7219 Movie Solder комплектуется двумя нагревателями с возможностью их раздельного включения. Максимальная мощность в 1900 Вт достигается при одновременной работе нагревательных элементов.
Технические характеристики модели:
- Тип аппарата — ручной
- Способ подключения патрубков — предохранитель
- Входное напряжение — 220 В
- Тип регулятора температуры — Термостат
- Диаметр сопел в сборе, мм — 20, 25, 32, 40, 50, 63
- полный комплект — рулетка, перчатки, отвертка, резка труб
- весовой набор — 4 шт.78 кг
В приборе реализована плавная регулировка температуры от 50 до 300 ° С, время нагрева менее 15 минут. Есть индикатор сетевого подключения и индикация защиты от перегрузки.
Конструкция устойчивая и удобная в использовании, предусмотрена подсветка рабочей зоны, что особенно актуально при использовании паяльника новичками.
Производитель предоставляет хорошее оборудование. Помимо самого устройства, в корпусе компактно собраны все дополнительные аксессуары, в том числе 6 форсунок для тефлонового покрытия.
Трубопровод, входящий в комплект, не подходит для резки труб большого диаметра. Многие пользователи отмечают, что проблема заметна уже с 25 мм, а при резке 32 диаметров и вовсе ломается.
Нужны хорошие и надежные ножницы для резки труб? Рекомендуем ознакомиться с конвейером.
Сан
- Хорошая комплектация
- Аппарат собран на совесть
- Стоимость приемлемая для бытового использования
недостатки
- Подставка неудобная
- Аппарат тяжелый
CANDAN CM-03
Недорогой и надежный паяльник турецкого производителя для бытового применения
CANDAN CM-03 — CANDAN MAKINA LTD STI Сварочный аппарат.Это агрегат с двухступенчатым нагревательным элементом в виде утюга и термостатом, обеспечивающим постоянство температуры.
Технические характеристики модели:
- Тип аппарата — ручной
- Способ подключения трубок — предохранитель
- Входное напряжение — 220 В
- Тип регулятора температуры — Термостат Оборудование
- — рулетка, отвертка, трубопровод, ключ для форсунок уровень
- вес комплекта — 6 кг
Дополнительные возможности: Устройство укомплектовано 2-мя баками, индикатором работы термостата, питающего кабель — 3 м, устойчивой крестообразной стойкой.
Устройство продается как в чемодане со всеми необходимыми аксессуарами, так и отдельно — в картонной коробке. Важно при покупке внимательно изучить сопроводительную документацию, чтобы не натолкнуться на подделку.
Мощности устройства хватает на прокладку труб сечением до 63 мм. Но для монтажа такого трубопровода необходимо приобрести сменные рукава и дорн, ведь в комплекте 4 насадки от 20 до 40 мм.
Dignity
- Надежность аппарата
- Хорошая цена для бытовой модели
- Достаточная длина питающего кабеля
- Обслуживает значительно более длительный гарантийный срок
недостатки
- При большом сроке службы вылетает кнопка включения
- Труборез слабый
ROTHENBERGER ROWELD P40 T
Комфортный аппарат с качественными насадками по достаточно высокой цене
Легкий и компактный прибор немецкой марки Rothenberger предназначен для остроконечных фасонных деталей и труб из полиэтилена, полипропилена, поливинилиденфторида и др. полибутен.
Технические характеристики модели:
- Тип аппарата — ручной
- Способ подключения патрубков — предохранитель
- Входное напряжение — 220 В
- Тип регулятора температуры — Термостат
- Диаметр сопел в сборе, мм — 20, 25, 32, 40
- комплектация — 4. форсунки, наличие остальных аксессуаров уточняется у продавца
- вес комплекта — до 5 кг, прибора 1 кг
Дополнительные особенности серии Roweld P40: термостатический контроль и поддержание температур в 260 ° C, одновременная работа с двумя парами форсунок.
Поставляется в металлическом чемодане, предусмотрены подставка и крепление для зажимов. Но самого зажима в комплекте нет. При необходимости дорн и муфта 16 мм также приобретаются отдельно.
Dignity
- Быстро нагревается
- Равномерно прогревает все рабочее место форсунки
- Качественное тефлоновое покрытие на форсунках
- Удобно в работе
недостатки
- Высокий ценник
- Ноги не очень удобные
- Тэнни горят быстро
- Дорогой ремонт
Нагреватель цилиндрической формы
Dytron SP-4A
Компактный и легкий аппарат, идеальный не только для профессионального, но и для домашнего использования.
Разработка чешской компании DYTRON SP-4A — стержневой импульсный паяльник, относящийся к категории профессионального оборудования, но вполне подходящий для дома.
Технические характеристики модели:
- Тип аппарата — ручной
- Способ подключения патрубков — предохранитель
- Входное напряжение — 230 В
- Тип регулятора температуры — микропроцессор
- Диаметр сопел в сборе, мм — 20, 25, 32
- комплектация — 3.насадки, труборезные, стопорные, ключ для насадок
- вес комплекта — 5,9 кг
Дополнительные характеристики паяльника Dytron SP-4a: возможность одновременного использования до трех насадок, наличие защиты от перегрева.
А также предусмотрена звуковая сигнализация TRACEWELD: короткий звуковой сигнал — нагрев нагрева и начало сварки; Длительный звук — охлаждение, прекращение полимеризации; Прерывистый звуковой сигнал — этап переустановки трубы.
Для корректного предупреждения о протекании технологической стадии сварки достаточно выбрать граничную температуру и нужный диаметр трубы.
Dignity
- Качественная сборка профессионального инструмента
- Идеально выдерживает температуру
- Прочное тефлоновое покрытие
недостатки
- Аппарат высокая цена
- Комплексная инструкция по эксплуатации
CALIBR SWA-1000T
Довольно функциональный паяльник по очень привлекательной цене
Калибр SHA-1000T — простой и удобный инструмент. Идеально подходят для пайки полипропиленовых труб при установке водопровода.
Технические характеристики модели:
- тип аппарата — ручной
- способ соединения труб — предохранитель
- входное напряжение — 220 В
- оборудование — 4. форсунки, стенд
- вес — 1 кг
Наличие дополнительных аксессуаров уточняйте у продавца — оборудование в разных магазинах может существенно отличаться. Паяльник вместе со всем оборудованием упаковывается производителем в футляр.
Этот сварочный аппарат пользователи называют идеальным вариантом для домашнего использования — им сможет воспользоваться даже новичок.Также многих владельцев порадовала его отличная устойчивость и небольшой вес, что особенно важно при пайке труб.
Dignity
- Хороший весовой аппарат
- Отличная цена
- Пластик после пайки не прилипает к форсункам
недостатки
- Короткий шнур
- Неподвижное расположение терморегулятора в данной модели
Штурм! TW7218.
Мощный аппарат для надежной пайки полипропиленового трубопровода
Припой Штурм! TW7218 с нагревателем цилиндрической формы.Для работы с пластиковыми трубами он оснащен насадками парного типа, которые покрыты отличным слоем тефлона. Последнее обеспечивает удобство при пайке — нагретые части труб не склеиваются.
Технические характеристики модели:
- Тип аппарата — ручной
- Способ подключения патрубков — предохранитель
- Входное напряжение — 220 В
- Тип регулятора температуры — Термостат
- Диаметр форсунок в комплекте, мм — 16, 20, 25, 32
- комплектация — 4.форсунки, стенд
- вес комплекта — 2,7 кг
Кроме устройства, для крепления насадок могут идти ключи и болты. Продавцу придется проверить комплектацию, чтобы при необходимости сразу купить нужные вам аксессуары.
Для безопасной работы с паяльником Sturm! TW7218 обеспечивает защиту от неконтролируемого нагрева — максимальный нагрев возможен только до 300 ° С.
Аппарат подходит для продолжительной работы, а также для пайки трубопроводов в труднодоступных местах Что такое малый вес аппарата и наличие кнопку ВКЛ / ВЫКЛ на корпусе.
Dignity
- Доступная стоимость
- Удобно пользоваться аппаратом
- Быстро нагревается
- Гарантия 2 года
недостатки
- Укорочить провод для подключения к сети
- При нагревании кнопка дисплея светится красным вместо зеленого
Сварочный аппарат RBI KC32
Простой в использовании и легкий отечественный аппарат, идеально подходящий для домашнего использования.
Сварочный аппарат RBI KC32 — это оборудование, предназначенное для бытового использования.Для работы с трубами используются парные форсунки бузового типа, поверхность которых покрыта тефлоновым антипригарным слоем.
Кто хоть раз засеял скрутки в распределительной коробке дома, прекрасно знает, что это: стоя на табурете, паяльник пытается залить соединение на высоте. Спать весь пол из припоя — еще полбеды, потом главное не сжечь, так как шип делать очень неудобно.
Именно для таких целей рекомендую сделать простое приспособление, с помощью которого можно быстро и очень хорошо делать шипы скручиваний на высоте.
Нужно
Конструкция содержит минимум деталей. Для постройки нужно взять:
- Горелка газовая Я баллон газовый.
- Зажим канцелярский.
- Шпилька.
- Четыре гайки под пяткой.
- Медный наконечник.
Изготовление приспособления для быстрой пайки
Показываю готовую копию и рассказываю, как это сделать. Повторить это несложно, поэтому вы все без труда разберетесь.
Шпильки в магазинах продаются примерно метровой длины, поэтому необходимо отрезать отрез длиной 15 см ножом.
Затем просверлите отверстие в центре канцелярского зажима на диаметр шпильки.
Загните шпильку под углом 90 градусов, для этого удобно использовать тиски. А одним способом гайку прикрутить, одеть зажим и сверху закрепить другой гайкой.
На другой конец тоже накручиваем гайку, наконечник, гайку.
Одеваем приспособление к форсунке газовой горелки, уже с присоединенным газовым баллоном.
Зажигаем горелку и гайками регулируем расстояние наконечника на пятке так, чтобы пламя оптимально ограничивалось до наконечника на небольшом расстоянии. В процессе эксплуатации это расстояние можно регулировать в зависимости от перемещения зажима на сопле газовой горелки.
Пайка витая
Берем жидкий флюс.Это может быть ЛТИ-120, спиртово-канифольный или любой другой активный флюс, предназначенный для пайки цветных металлов.
Маказы вкрутить в нее и подержать 1-2 секунды для лучшего проникновения Жидкости в щели между проводами.
Дальше дожидаемся слуха жала и кладем в него небольшое количество припоя ПОС-61. Девайс я паял раньше, так что ждать осталось только прогрева.
По мере того, как припой начал растекаться, сжимаем его и ждем 1-2 секунды, пока соединение не нагреется и не произойдет всплеск.
В итоге получилось так:
В целом припой получился качественный, быстрый. Поэтому рекомендую повторить этот дизайн и не мучиться.
По окончании выключить конфорку, но прибор не ставить. Необходимо поставить или подержать всю конструкцию вертикально 10-15 минут, пока припой не остынет. Иначе он может сломаться.
Также будьте осторожны: наконечник сильно греется — не парьтесь.
Казалось бы, может проще провода подключить? Ведь есть несколько способов подключения проводов.Это скрутка проводов, разводка, сварка проволоки, опрессовка и соединение проводов с помощью клеммника. Даже школьник знает самый волнообразный метод скрутки проводников. Концы металлических проводов, называемые сердечниками, необходимо собрать вместе в одну «косичку», после чего она охлаждается. Нет паяльника, клеммника, соединительных заглушек и прочего «лишнего».
Любой «Сам Электрик» освоил такую операцию. И, необходимо, применяет такой способ в своей повседневной практике.Например, сращивает провода сетевого шнура бытового прибора, планшета или компьютерного адаптера после обрыва.
Российская технология крепления «Техинари» применяется повсеместно. Но только в правилах устройства электроустановок ПЭУ «скрутка», всякие «загибы» и «клепки» не предусмотрены. Нет электродвигателей и других нормативных документов. Почему?
Мы часто не задумываемся о последствиях такого «упрощения». Между тем, ненадежный контакт будет подведен в самый неподходящий момент, электроснабжение потребителей / электроприемников может прекратиться всегда.От «бросков» напряжения происходит пробой элементов силовых каскадов сложной бытовой техники SBT. Даже специальные устройства защиты, применяемые в самых «увлекательных» моделях зарубежных производителей, не спасают от поломки.
Придавливание коротких электромагнитных импульсов напряжением несколько тысяч вольт к электронной начинке вызывает «безвредное» искрение в местах соединений. При этом штатное оборудование защиты, которым сейчас оснащены квартиры (УЗО, автоматические выключатели, предохранители), подобные короткие низковольтные импульсы «не видят», поэтому они просто не срабатывают от них, и мы не срабатываем. для этого принимаются специальные устройства.Источники бесперебойного питания компьютеров также не стали панацеей от импульсов переходных процессов. Появление «тычков» вызывает сбои в работе электронного оборудования и вычислительной техники, приводит к выходу из строя электрических компонентов и дорогостоящих функциональных модулей.
Еще более катастрофические последствия, перегрев в месте плохого соединения, при пропускании тока ослабленный соединительный узел нагревается. Нередко от этого происходят пожары и пожары, приносящие колоссальный ущерб владельцам помещения.Статистика показывает, что 90% всех неисправностей электропроводки происходит из-за перекручивания и плохого контакта проводов. В свою очередь, неисправность электропроводки и оборудования, по данным МЧС, является причиной одной трети пожаров, происходящих в России.
Однако он так исторически сложился, что несколько десятилетий назад в условиях дефицита электропроводов / медных проводов скручивание алюминиевых проводов считалось основным методом, применяемым в электроустановках.Скрутку как соединение может использовать электрик при проведении ремонтно-восстановительных работ.
Как правильно подключить провода
Как подключить провода: начнем с очистки от изоляции. Правильное подключение проводов должно удовлетворять трем основным требованиям:
- Обеспечивают надежный контакт с минимальным переходным сопротивлением между собой, приближенным к сопротивлению сплошного отрезка провода.
- Сохраняйте прочность на разрыв, сопротивление войлока и вибрацию.
- Соединяйте только однородные металлы (медь с медью, алюминий с алюминием).
Существует несколько способов подключения, отвечающих этим требованиям. В зависимости от требований к электропроводке и практического применения используются следующие типы подключения проводов:
Все эти методы требуют предварительной подготовки Провода или кабели — снятие изоляции при подрыве подключенных жил. Традиционно изоляционным материалом оболочки служит резина, пенополистирол, фторопласт.Дополнительно внутри утеплителя используются полиэтилен, шелк и лак. В зависимости от конструкции токопроводящей части провод может быть одножильным или многожильным.
Под однокодированным подразумевается провод, поперечное сечение которого образовано изолирующей оболочкой с металлическим сердечником или проводкой внутри.
В многожильном проводе металлический сердечник образован несколькими тонкими проводками. Они обычно переплетаются и представляют собой вертлюг, окруженный снаружи изолятором. Часто отдельные жилки покрывают полиуретановым лаком, а в конструкцию между ними добавляют капроновые нити для увеличения прочности проволоки.Эти материалы, как и тканевая оплетка снаружи, усложняют процесс снятия изоляции.
В зависимости от типа соединения с каждого конца провода удаляется 0,2 — 5,0 см изоляции. Для этого используются инструменты нескольких типов.
По 5-балльной системе можно оценить качество снятия изоляции и степень защиты от порезов — повреждений, нанесенных каждым устройством:
Повреждение изоляции / жилая
Montersky (Кухонный) нож — 3/3
Серванты — 4/3
Стриппер — 5/4.
Паяльник или контурная электрическая горелка — 4/4
Коаксиальные кабели используются в слаботочных телевизионных / компьютерных сетях. В процессе резки важно аккуратно разрезать и снять изоляционную рубашку, не повредив экранирующую оплетку. Для доступа к центральному корпусу он вылетает и снимает ствол. После этого полиэтиленовая изоляция захватывается ножом или специальным приспособлением, с сердечника снимается обшивка.
Bifiily в экране состоит из пары проводов на экране, которые тоже предварительно вышиты для доступа к проводке, открывая доступ к каждой жиле.
Важно! Для удаления изоляционного материала с эмалированного провода сечением менее 0,2 мм² необходимо применить паяльник. Эмаль аккуратно снимается наждачным «нолем», перемещая бумагу по проводке.
Как правильно скрутить провода
Чаще всего скрутка применяется при ремонте электропроводки, шнуров и переходников (в том числе слаботочных) бытовой техники и оборудования. Если говорить о домашней электросети, то нормы предусмотрены проводами в домах с сечением токопроводящих жил 1.5-2,0 мм из меди и 2,5-4,0 мм из алюминия. Обычно для электромонтажа используются Провода ВГ и ПВ в полихлорвиниловой оболочке. Шнуры питания штампов КВЛ и П ПГБ с резиновой или ПВХ изоляцией имеют сечение 0,5 — 0,75 мм.
Пошаговую стыковку проводов можно выполнить следующим образом:
- Обезжирить оголенные концы проводов, протереть ацетоном / спиртом.
- Снимаем слой лака или оксидной пленки, снимая жилы наждачной бумагой.
- Ставим подсказки так, чтобы они скрещивались.Накручиваем по часовой стрелке не менее 5 витков одной жилы на другую. Чтобы скрутка получилась плотной, используем плоскогубцы.
- Изолируйте открытые взведенные части проводов лентой или закрутите изолирующий колпачок. Они должны уйти на изоляцию на 1,5–2,0 с, чтобы покрыть оголенные части проводов.
Для сращивания между собой многожильного зачищенного провода с одножильным используется другая методика навалки:
- Одинарная проволока сушится одной проволокой, оставляя свободный конец без накачки.
- Конец одножильного провода загибают на 180 ° так, чтобы он предписывал скручивание, затем прижимают плоскогубцами.
- Место подключения должно быть надежно закреплено лентой. Для большей эффективности используйте изолирующую тепловую трубку. Для этого к соединению натягивают отрезок нужной длины. Чтобы она плотно прилегала к проводке, трубка должна греть, например, феном или зажигалкой.
В состав бинта свободные концы надевают друг на друга и сверху обматывают имеющимся отрезком проволоки (бинтом) из однородного материала.
Крючок паза предусматривает, что крючки на концах проволоки перед взаимным скручиванием конфигурируются, прижимаются, затем края заворачиваются.
Существуют более сложные варианты параллельного / последовательного подключения. Соединение проводов методом скрутки используйте при проведении реставрационных работ профессиональный электрический справочник.
Важно! Медь и алюминий имеют разное омическое сопротивление, при взаимодействии активно окисляются, соединение из-за разной жесткости осуществляет хрупкость, поэтому соединение этих металлов нежелательно.В случае крайней необходимости следует подготовить подключенные наконечники — разгрузить оловянно-свинцовый солдатик (поз) с помощью паяльника.
Почему провод лучше зажимать (ставить)
Опрессовка проводов — один из самых надежных и качественных методов механических соединений, применяемых в настоящее время. У таких технологов кабельные петли и кабели обжимают в соединительной гильзе с помощью пресс-клещей, обеспечивая плотный контакт по всей длине.
Гильза представляет собой полую трубу и может быть изготовлена самостоятельно.При размере сечения рукава до 120 мм² применяются механические клещи. Для больших сечений используются изделия с гидравлическим перфоратором.
При включении гильза обычно приобретает форму шестиугольника, иногда в некоторых частях трубки образуются локальные вдавливания. При опрессовке используются гильзы из электротехнических медных и алюминиевых труб гектар. Этот метод позволяет обжимать проводники из разных металлов. Во многом обработка композитных компонентов кварц-вазелиновой смазкой, предотвращающей последующее окисление, способствует.Для совместного использования есть комбинированные алюминиевые вкладыши или медная сетка от шума в ушах и багаж GML. Соединение проводов методом обжима используется для пучков проводов с общим диаметром поперечного сечения от 10 мм² до 3 см².
Пайка как надежная альтернатива твисту
Ближайшая альтернатива скручиванию для электромонтажа — это подключение проводов штыревым методом. Это требует специальных устройств и материалов, но обеспечивает абсолютный электрический контакт.
Совет! Spike Wiring Vangest считается самой ненадежной в технике.Во время работы припоя соединение сминается и соединение размыкается. Поэтому перед тем, как паять бандаж, оберните куском проводов меньшего диаметра соединяемые детали или скрутите жилы между собой.
Потребуется мощность 60-100 Вт, подставка и пинцет (метчики). Жало паяльника следует очистить от окалины для заточки, подобрав предварительно соответствующую форму жала в виде лезвия, и подключить прибор к заземляющему проводу.Из «расходников» потребуется паять поз-40, поз-60 из олова и свинца, канифоль как флюс. Можно использовать проволоку из припоя с помещенной внутрь конструкции канифолью.
Если требуется сталь, латунь или алюминий, потребуется специальная кислота для пайки.
Важно! Нельзя перегревать место прилегания. Чтобы не попала изоляция при пайке, обязательно используйте радиатор. Для этого зажмите оголенный провод между местом нагрева и заизолируйте его пинцетом или метчиками.
- Разложить зачистку от изоляции жил, для чего нагретые жала паяльника помещают в кусок канифоли, покрывают коричнево-прозрачным слоем флюса.
- Вставляем наконечник паяльника в припой, захватываем каплю расплавленного и равномерно обрабатываем провода попеременно, поворачивая и двигая по шпателю оленя.
- Скрепите или скрутите провода, фиксируя неподвижно. Тепловой укус в течение 2-5 р.Обработайте спаянные участки слоем припоя, давая растекаться по поверхности. Переверните подключенный провод и повторите операцию с обратной стороны.
- После остывания место пайки изолируют по аналогии со скруткой. В некоторых составах их предварительно обрабатывают кистью, смоченной в спирте и покрывают лаком.
Совет! Во время и после пайки в пределах 5-8 р. Провода нельзя тянуть и двигаться, они должны быть в фиксированном положении.Сигналом к тому, что конструкция затвердела, является приобретение матового оттенка поверхности припоя (в расплавленном состоянии блестит).
Тем не менее, сварка предпочтительнее
По прочности соединения и качеству контакта сварка превосходит все остальные технологии. В последнее время появились переносные сварочные инверторы, которые можно переносить в самые труднодоступные места. Такие устройства легко удерживаются на плече сварщика с помощью ремня.Это позволяет работать в труднодоступных местах, например производить сварку стремянкой в распределительной коробке. Для сварки металл жил в держателе сварочного аппарата, вставляются угольные карандаши или контурные электроды.
Главный недостаток технологов-сварщиков — перегрев свариваемых деталей и прокладки изоляции устраняется с помощью:
- Правильная регулировка сварочного тока 70-120 А без перегрева (в зависимости от количества свариваемой проволоки сечением 1.От 5 до 2,0 мм).
- Кратковременный процесс сварки не более 1-2 секунд.
- Плотная предварительная разводка проводов и установка медного зажима радиатора.
При изготовлении проволоки методом сварки скрученные жилы должны быть развернуты, а срез должен быть развернут вверх. К концу проводов, соединенных с массой, подводят электрод, изготавливают электрод и зажигают электрод. Расплавленная медь стекает вниз и покрывает очиститель проволочной оболочки. В процессе охлаждения на теплой конструкции одевается изоляционный пояс из сегмента Cambrid или другого изоляционного материала.Lacoccaling также подходит в качестве изоляционного материала.
Клеммы — самый эргономичный электромонтаж
ПУЭп. 2.1.21 предусматривает тип соединений с использованием фонарей (саморезы, болты). Соединение происходит напрямую с помощью крепежных элементов «на весу», когда винт, шайба, шайба фиксируются гайкой с обратной стороны.
Такая установка превращается в несколько витков ленты и считается достаточно практичной и надежной.
Более эргономичные электромонтажные изделия, называемые винтовыми зажимами. Они представляют собой контактную группу, помещенную в корпус из изоляционного материала (пластик, фарфор). Чаще всего соединение проводов с помощью клеммных колодок встречается в распределительных коробках и электрических щитах. Для подключения провода необходимо вставить его в розетку и затянуть винт, прижимная планка надежно закрепит жилую комнату на месте посадки. Другой подключенный провод подключается к ответному разъему, замкнутому накоротко с первым.
В самовоспламеняющихся клеммах типа WAGO провод защелкивается в гнезде, для лучшего контакта наносится специальная паста или гель.
Отводные зажимы представляют собой капитальный ремонт винтового зажима с несколькими кратковременными отключениями, используются в основном на улице и в местах с неблагоприятными условиями окружающей среды.
Хомуты соединительные представляют собой изолирующий колпачок с резьбой внутри, он включает закрутку, одновременно сжимая и защищая от механических воздействий.
Один из эффективных и надежных способов соединения материалов — пайка. Раньше она использовалась для металлов и их сплавов, но пайка также подходит для соединения деталей из стекла, пластика, керамики.
Существует множество видов пайки, для каждого из них используется специальное паяльное оборудование, инструменты и приспособления.
Наиболее часто используемый инструмент для паяльных работ относится к паяльнику. Без него сложно представить оборудование рабочего места.В солдаты обращаются любители и профессионалы. Все зависит от типа инструмента.
Молот
Для соединения больших массивных деталей применяют молотковые припои, названные так из-за своей формы, похожие на молотковые. Они греются в печах или грохочут и, обладая большой тепловой инерцией, долго остаются раскаленными.
Такое оборудование используется для пайки крупногабаритных деталей.
Электрический
Самый традиционный способ пайки — с помощью электрического паяльника.Работает он очень просто — в металлическом корпусе подписан ТЭН, который нагревает жало — медный стержень. Мощность ТЭНа зависит от.
Профессиональная электрическая лестница может быть с регулятором напряжения. В этом случае есть возможность регулировать температуру жала, что очень важно при сборке и установке электронных схем.
Особый интерес вызывает индукционное оборудование. Происходит саморегулирование отопления, экономно расходуют электроэнергию.
Выпуск оборудования для ультразвуковой пайки. Ультразвуковой паяльник снабжен генератором высокочастотного сигнала.
Помимо паяльника, работающего от бытовой сети, оборудование для пайки может включать в себя паяльный инструмент, на который подается напряжение 12 или 24 вольт. Он подходит для отладки работы электронных схем и для монтажа деталей и компонентов, которые могут выйти из строя из-за перегрева.
Электрический паяльник может быть беспроводным, работать от пальчиковых батареек.
Газ
Очень удобна в работе газовая пайка, нагрев от которой идет от сжигания газа. Газовое оборудование представлено огромным количеством моделей, которые отличаются габаритами, системой зажигания, наличием терморегулятора.
Используя оборудование для газовой пайки, можно плавить твердые высокотемпературные припои. Посты выпуска для газовой пайки медных труб, в состав которых входят баллоны, редукторы, площадка и горелка.
Недостатками электрических или газовых припоев является невозможность одновременного прогрева при малой мощности.В этом случае используются другие виды оборудования.
Инфракрасные станции и фены
Модели термического паяльного оборудования (фенов) используются в основном для демонтажа и объемного измерения микросхем на электронных устройствах. Очень часто фен входит в комплект паяльной станции, состоящей из еще электрического паяльника и блока управления.
Паяльная станция позволяет установку и контроль параметров входящих в нее инструментов, обеспечивая высокое качество шва.
Часто в оборудование паяльной станции входит стол с возможностью прогрева деталей или монтажных плат снизу.
В данной установке используются инфракрасные источники тепла — лампы, нагревательные элементы. Некоторые дизайнерские столы для обогрева снабжены кронштейнами и треногами, что позволяет закрепить доску.
Аналогичный эффект с пайкой феном имеет инфракрасное оборудование. С его помощью также можно обеспечить нагрев большой площади, не допуская контакта с элементами микросхемы.
Инфракрасные паяльные станции позволяют контролировать процесс пайки и обеспечивать плавное охлаждение металла. Это дорогое оборудование, представляющее собой целые вычислительные комплексы с наборами датчиков, процессорами и целым списком вспомогательных инструментов.
Инструменты и приспособления
При ручной пайке не хватает паяльного оборудования. Нет необходимых дополнительных устройств, нельзя не качественно, а вообще что то припаять. Эти устройства включают:
- паяльная лампа; Пинцет
- ;
- набор озорной;
- кусачки;
- увеличительное стекло и штатив;
- зажимов;
- стендов.
Один из необходимых инструментов — это пинцет. Он служит для удержания мелких деталей в том положении, в котором их нужно припаять.
Кроме того, часто металлический пинцет, зажимающий выводы, служит радиатором при пайке полупроводников или других требующих температуры объектах.
Другой инструмент, часто используемый при работе, — это ножки. Плоский супфил может быть от Нагара до того, как его потеряют.
Круглый супфиль с острым концом можно аккуратно очистить через монтажные отверстия на доске.Иногда приходится чистить выводы компонентов схемы перед установкой их на место.
Кондукторы необходимы для работы с проводами и кабелями. С их помощью обрезаем провода, очищаем изоляцию, иногда механически удаляем лишний припой.
Для демонтажа электронных компонентов и плат от электроприборов могут потребоваться отвертки разных видов. А поскольку некоторые компоненты могут выйти из строя даже при воздействии слабого магнитного поля, вам понадобится устройство для разрушения стальных инструментов.
Очень часто приходится паять детали. Нагреть их паяльником, даже самым мощным, невозможно. В этом случае детали возле места будущей пайки нагреваются паяльной лампой, а после уже клюют паяльником. Паяльные лампы Могут работать на бензине, керосине, газе. Некоторые модели работают на спирте.
Для крепления деталей между собой и на столе иметь под рукой набор металлических скоб. При их использовании можно точно сориентировать детали друг относительно друга и сохранить это положение на все время пайки и охлаждения.
Полезное приспособление для пайки — доставка. Можно не бояться огня разместить горячий паяльник. Такое простейшее оборудование часто делается своими руками.
Для соединения мелких деталей, что очень часто происходит при ремонте ювелирных изделий, вам понадобится увеличительное стекло со стеклом большого диаметра, установленное на штативе.
При постоянных частых паяльных работах неплохо установить в помещении оборудование для замораживания оборудования.
Промышленная пайка
На предприятиях тяжелой промышленности используется паяльное оборудование совершенно разных типов.Соединение крупных деталей и конструкций в промышленных условиях происходит в печах.
В этом случае достигается высочайшее качество, так как при использовании печного оборудования можно постоянно контролировать состояние металла, поддерживать необходимую температуру и давление. Защита металла от окисления осуществляется введением в камеру флюсовых печей.
Паяльные печи отличаются принципом нагрева. Они индукционные, газовые, электрические.Акции подаются и удаляются разными способами В зависимости от конструкции печного оборудования. Это может быть ручная подача, подача с ленточного конвейера, шахты и элеватора.
В печах с ручной подачей, нагревом и охлаждением деталей паяльная камера происходит за один цикл пайки. После охлаждения загружаются новые детали. В этой печи легче контролировать ход процесса и его продолжительность.
В конвейерном паяльном оборудовании происходит постоянный нагрев, а после извлечения из камеры детали охлаждаются.