Пайка латуни газовой горелкой и паяльником: технология, припои, флюсы
Латунь как материал известна достаточно давно. Хорошие физические и химические свойства позволили ей получить широкое распространение. У латунных деталей тоже периодически возникают дефекты (трещины, отверстия, изломы). Эти проблемы можно решить с помощью пайки. Чтобы результат получился высокого качества необходимо хорошо знать состав латуни, физические и химические характеристики, каким образом проводить пайку, какие припои и флюсы применяют для проведения таких работ.
Пайка латуниОсновные сведения о латуни
Латунь по своему составу бывает двойной или многокомпонентной. Всегда её основу составляют два металла: медь и цинк. В этом сплаве цинк выполняет функции основного легирующего компонента. Для придания различных свойств в её состав добавляют различные металлы: олово, свинец, марганец. Поэтому очень важно бывает знать, с каким составом латуни приходится работать. Это необходимо, чтобы определить условия и специфику пайки.
Латунь
Современная латунь классифицируется по следующим показателям:
В зависимости от химического состава:
- Двухкомпонентные сплавы. В его составе присутствует только два металла цинк и медь. Процент содержания каждого может быть различным. Такой тип маркируется заглавной буквой русского алфавита «Л» и числом. Число указывает, какой процент меди содержится в сплаве. Например, марка Л85 — в этом сплаве 85% меди и остальные 15% приходится на долю цинка.
- Многокомпонентные. Их ещё называют специальные. Такие сплавы содержат большое количество добавок. Они маркируются двумя заглавными буквами и цифрами. Например, марка ЛА77-2. Она указывает, что состав включает 77% меди, 21% цинк и 2% алюминия. Поэтому очень часто специальные латуни получают своё название в зависимости от названия легирующего элемента с самым высоким процентом (алюминиевые, оловянные, никелевые, марганцевые и так далее).
По степени и качеству обработки:
- Деформируемые.
 К ним относится латунь в виде проволоки, круглая трубка, лист и лента.
К ним относится латунь в виде проволоки, круглая трубка, лист и лента. - Литейные. Это арматура, готовые изделия, сделанные из латуни.
 К ним относится латунь в виде проволоки, круглая трубка, лист и лента.
К ним относится латунь в виде проволоки, круглая трубка, лист и лента.По содержанию цинка в сплаве:
- Если содержание цинка находится в пределах от 5 до 20%, то такой сплав именуется красной латунью (томпак).
- Если это процент колеблется от 21% и достигает 36%, такая латунь называется жёлтой.
Все марки латуни обладают схожими свойствами. Они хорошо поддаются обработке, имеют высокие антикоррозийные характеристики, обладают достаточной прочностью. При значительном понижении температуры сохраняют свою пластичность.
Эти свойства определили обширный круг применения латуни.
Применение латуни
Кроме перечисленных положительных свойств, латунь очень долговечный и надёжный сплав. Латунь применяется в следующих областях:
- Изготовление трубопроводной арматуры (переходники, вентили, трубы).
- Сантехнических устройств (краны, смесители умывальники)
- Мебельной фурнитуры (руки, защёлки, замки, декоративные накладки).
- Производство электротехнических деталей.
- Производство сувениров.
- Производство посуды.
- Художественное литьё.
- Производство ювелирных изделий. Ювелиры в основном применяют двухкомпонентные сплавы. Это может быть: желтая, красная, зелёная или золотистая латунь.

Пайка трубы из латуни
Припои и флюсы: классификация и методы выбора
Для получения хороших результатов пайки обязательно применяются добавки в виде флюсов и различных припоев.
Припоем называется определённый металл, который после его расплавления проникает в металлы, подготовленные для пайки.
Чтобы добиться надёжного контакта, марка припоя должна обладать температурой плавления, которая будет значительно ниже температуры плавления самой латуни. В то же время он должен обладать хорошей адгезией с латунью. Поэтому для паяния латуни применяют специальные припои.
Только в крайнем случае, если паяют детали, на которых не лежит большой ответственности за весь агрегат, и нет высоких требований к прочности, применяют обычные сплавы олова со свинцом.
Современные припои классифицируются следующим образом:
- По температуре плавления. Они бывают мягкие с температурой плавления достигающей 400°C; полутвёрдые с температурой плавления олова и твёрдые. Температура плавления твердых припоев превышает 500 °C.
- По типу расплавления. Припои, которые расплавляются в процессе пайки полностью или частично.
- По способу получения припоя. Производятся готовые припои, и припои которые образуются в процессе пайки. Такая пайка называется контактно – реактивная.
- По перечню химических элементов, добавленных в состав. Таких элементов применяется достаточно большое количество. От распространенных металлов цинка, олова, алюминия, до редкоземельных металлов галлия, индия, палладия.
- По технологии изготовления припоя. Они бывают: проволочные, штампованные, катанные, литые измельчённые.
- По виду припоя. Их производят в виде проволоки, готового порошка, в виде ленты и отдельных листов, в форме таблеток и готовых к применению закладных деталей.
- По способу образования флюса. Припои делятся на две большие категории: флюсуемые и так называемые самофлюсующиеся.

Припои, так же как и латунь, маркируются заглавными буквами и цифрами. По маркировке можно определить для какой латуни предназначен конкретный припой. Например, если необходимо спаять деталь из латуни, в которой большой процент меди, то предлагается использовать припой марки ПСр12 или ПСр72. Этот припой в своём составе содержит большой процент серебра. Если в латуни присутствует большой процент цинка, то целесообразно использовать припой ПСр40. Поэтому, чтобы получить надёжное соединение после пайки, необходимо понимать, какие нагрузки возлагаются на ремонтируемую деталь. Если деталь стационарная и не несёт больших вибрационных нагрузок (например, элементы сантехники) можно смело применить припой мари ПМЦ. Если же необходимо обеспечить прочное соединение применяют специальные твёрдые припои, такие как L-CuP6. Этот припой имеет очень высокую температуру плавления — 730 °С.
Припои для латуни
Чтобы правильно выбрать марку припоя, можно воспользоваться следующим методом:
- Определить температуру плавления деталей, которые планируется спаять.
- Уточнить коэффициент температурного расширения. У латуни, которую планируется паять и припоя он должны быть очень близким.
- После пайки припой не должен снижать механические характеристики отремонтированной детали.
- Припой должен образовывать с основной латунной деталью гальваническую пару. Если этого не обеспечить будет быстро происходить процесс коррозии.
- Свойства припоя должны соответствовать всем техническим и эксплуатационным характеристикам.
- Припой должен обеспечивать в процессе пайки хорошую смачиваемость основной детали.
Флюсом называют специальное вещество, которое позволяет подготовить поверхность металла, то есть, снять с неё образующийся налёт окисла, жирные и водяные пятна. Без применения флюса качественно спаять латунную деталь невозможно. Флюсы подбираются в зависимости от химического состава латуни.
Без применения флюса качественно спаять латунную деталь невозможно. Флюсы подбираются в зависимости от химического состава латуни.
Опыт показывает, чтобы качественно спаять детали из распространенных марок латуни ЛС59 и Л63 достаточно иметь флюс, состоящий из хлористого цинка, растворённого в борной кислоте. Если необходимо спаять латунь, в составе которой имеется свинец и кремний (например, марка ЛКС80), то необходим флюс, имеющий соединения фтора и калия. Их также растворяют в борной кислоте, или буры. Подобный флюс для пайки можно приготовить и в домашних условиях, используя соответствующие элементы в требуемом процентном соотношении.
Флюс-паста для пайки латуни
Сегодня промышленность предлагает готовые флюсы для паяния латуни. К ним относятся: флюс «Бура»; флюсы ПВ-209 и ПВ-209Х.
Способы пайки
Процесс паяния латуни обладает определённой спецификой. Латунь нагревается и происходит испарение элементов горячего цинка. В этот момент образовывается оксидная плёнка, которая достаточно сложно удаляется с поверхности детали и тем самым ухудшается качество пайки.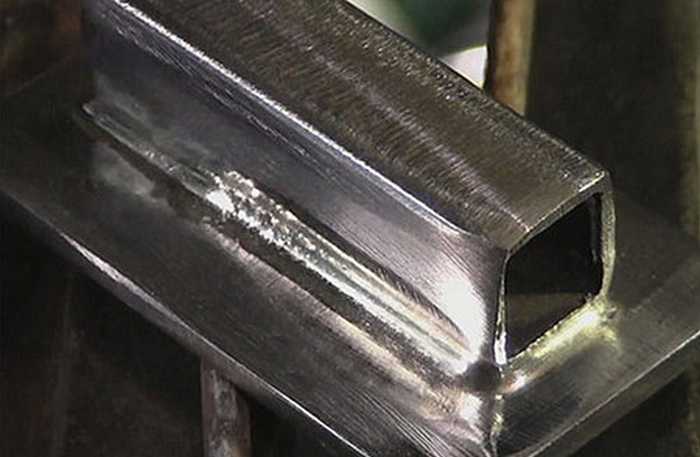 Обычно латунь паяют двумя способами: с помощью паяльника и с помощью специальной горелки
Обычно латунь паяют двумя способами: с помощью паяльника и с помощью специальной горелки
Пайка с помощью паяльника
Чтобы качественно спаять латунь паяльник должен обладать мощностью не ниже 1000 Вт. Такой паяльник обеспечит необходимую температуру нагрева самих деталей и припоя. Она должна равняться 500ºС и выше. Низкотемпературная пайка латуни возможна только в том случае если в ней имеется высокий процент содержания меди.
Пайка латуни паяльником
Наиболее удобным является паяние с помощью паяльной станции, которая имеет регулировку температуры жала паяльника. Такая регулировка позволяет установить оптимальный режим нагрева. Дело в том, что во время паяния необходимо избегать ненужного перегрева зоны паяния. Оптимальной считается температура нагрева жала паяльника до 350°С.
Пайка с применением газовой горелки
Поставленную задачу по паянию латуни можно решить, применяя небольшую горелку. Латунную деталь размещают на любом жаропрочном материале, он должен выдерживать высокие температуры.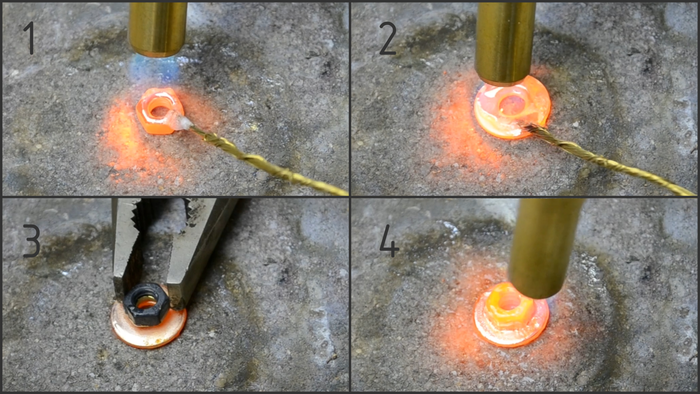 Для этих целей применяют асбестовые пластины.
Для этих целей применяют асбестовые пластины.
Пайка латуни газовой горелкой
Детали, которые необходимо спаять, размещают на этой пластине и совмещают друг с другом. Подготовка к паянию такая же, как и при паянии паяльником. Далее припой нарезают в виде мелкой металлической крошки или стружки и посыпают ею стык деталей. Затем регулируют величину пламени горелки, и подводят его в зону паяния.
Сначала необходимо произвести не сильный разогрев участка паяния, чтобы произошло прихватывание припоя к поверхности латуни. После этого приступают к полному нагреву до тех пор, пока на поверхности латуни не появится характерный красный цвет. При правильно отрегулированной горелке температура в зоне паяния достигает 700 °С. После остывания необходимо удалить наплывы и остатки флюса.
Итак, чтобы получить добротные результаты пайки латунных деталей необходимо правильно подобрать припой. Следить за чистотой стержня паяльника и степенью его прогрева. Ни когда не стоит начинать пайку, если паяльник не нагрелся до требуемой температуры. Тщательно подготовить поверхности латунной детали, которые планируется спаивать (протереть от грязи и пыли и обезжирить). Внимательно следить за степенью нагрева рабочей зоны паяемых деталей.
Следить за чистотой стержня паяльника и степенью его прогрева. Ни когда не стоит начинать пайку, если паяльник не нагрелся до требуемой температуры. Тщательно подготовить поверхности латунной детали, которые планируется спаивать (протереть от грязи и пыли и обезжирить). Внимательно следить за степенью нагрева рабочей зоны паяемых деталей.
Правильная пайка латунью. Пайка латуни – надежное соединение в домашних условиях Можно ли запаять латунь
Латунь широко распространена в быту, и вопрос, чем паять латунь, для некоторых очень важен. Ремонт многих домашних устройств зависит от того, чем паять металл. Этот процесс заметно отличается от соединения других металлов. Он имеет ряд специфических особенностей и вызывает определенные сложности. Однако если выполнить некоторые условия, то пайка окажется по плечу любому человеку.
Латунь широко применяется в быту, и при поломке латунных изделий, возникает вопрос, чем же ее паять.
Особенности пайки медных сплавов
В быту часто используются разные детали, в которых использована латунь и бронза.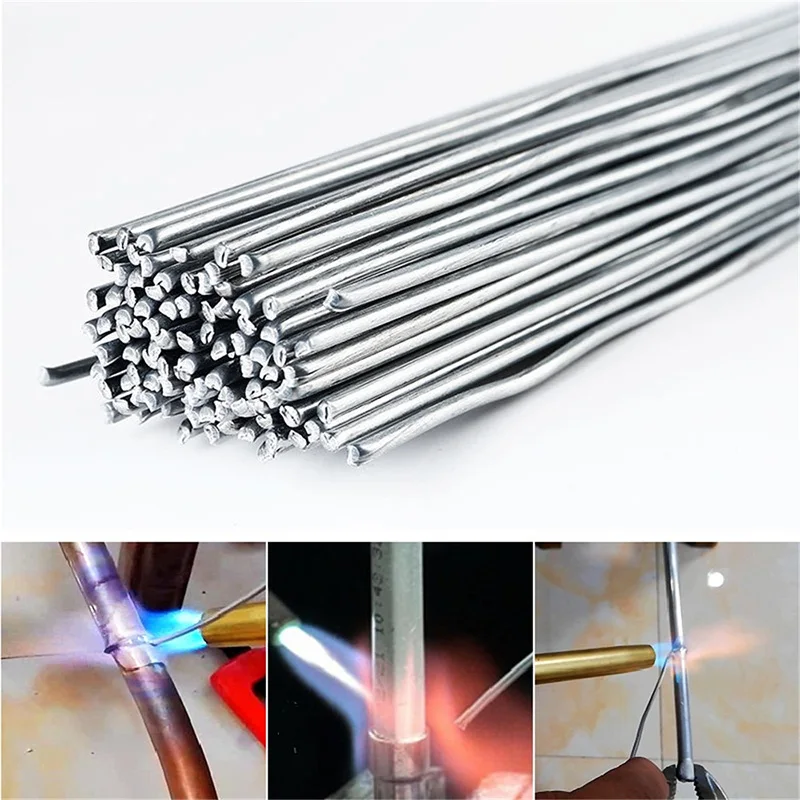 Эти медные сплавы внешне очень похожи, но имеют разный состав и свои особенности. Латунь представляет собой медно-цинковый сплав с добавлением олова, алюминия и других металлов. Бронза – это сплав меди с оловом, алюминием, свинцом и другими веществами. Латунь, в которую добавлено олово, приближается к составу бронзы, но все-таки основу ее составляет цинк.
Эти медные сплавы внешне очень похожи, но имеют разный состав и свои особенности. Латунь представляет собой медно-цинковый сплав с добавлением олова, алюминия и других металлов. Бронза – это сплав меди с оловом, алюминием, свинцом и другими веществами. Латунь, в которую добавлено олово, приближается к составу бронзы, но все-таки основу ее составляет цинк.
Материалы и инструменты для пайки латунных изделий.
Имеет свои характерные сложности. При термическом воздействии из сплава активно испаряется цинк, образуя плотную пленку из оксида цинка и меди. Пленка из оксида цинка разрушается с большими сложностями, а ее образование при содержании цинка в латуни более 15% происходит достаточно быстро. Канифоль, даже в сочетании со спиртом, не справляется с такой пленкой, что требует использования специальных флюсов.
Если использовать при пайке латуни оловянно-свинцовый припой, то соединение имеет низкую механическую прочность. Так, место спайки латуни оловянно-свинцовым припоем имеет прочность в 1,6 раз меньше, чем спайка меди.
Способы пайки бронзы зависят от ее состава. Оловянные и никелевые бронзы легко паяются оловянно-свинцовыми припоями. При пайке алюминиевых и бериллиевых бронз возникают трудно растворимые пленки, что вызывает необходимость применения специальных припоев и флюсов.
Вернуться к оглавлению
Флюсы для пайки металлов
Для пайки латуни понадобится бура – специальный флюс.
Флюсы предназначены для удаления пленки с поверхности спаиваемых металлов и защиты от образования новых пленок в зоне пайки. Если для соединения меди вполне достаточно канифоли, то для латуни необходим другой, значительно более агрессивный флюс. Состав флюса для различных латуней нужен разный, что вызвано введением в состав латуни некоторых металлов. Для распространенных латуней типа ЛС59 и Л63 достаточно применение хлористого цинка с небольшим содержанием борной кислоты. При пайке латуни с добавками свинца и кремния, например, латунь типа ЛКС80, рекомендуется флюс на основе соединения калия с фтором и бором или на основе буры.
В домашних условиях можно сделать следующий флюс, который подойдет для большинства латуней. Необходимо приготовить 20 г буры в порошке и 20 г борной кислоты в порошке. Порошки в сухом виде хорошо перемешиваются и заливаются 200 мл воды. Затем смесь подвергается кипячению и остужается.
Из готовых составов в качестве флюсов для латуни можно порекомендовать: отечественные – флюс «Бура»; флюсы ПВ-209 и ПВ-209Х. Из импортных следует отметить флюсы немецкого производства: флюс-паста Chemet FLISIL-NS-Pulver и Chemet FLISIL-NS-Paste.
Пайку бронз возможно осуществить под флюсом из хлористых солей (например, цинка) с добавлением соляной кислоты. Если пайка производится на высоких температурах, то лучше использовать борную кислоту в сочетании с хлоратами и фторидами. Для соединения алюминиевых и марганцевых бронз придется воспользоваться активными флюсами из ортофосфорной или плавиковой кислоты. Из достаточно доступных средств обычно используется ортофосфорная кислота.
Вернуться к оглавлению
Припой для латуни должен быть медно-фосфористыми. припоями
припоями
Припой – это металл, который в расплавленном состоянии внедряется в паяемые металлы и после остывания соединяет их. Следовательно, он должен иметь температуру плавления значительно ниже температуры плавления латуни и при этом иметь хорошую адгезию с ней, находясь в виде расплава. Обычные сплавы олова со свинцом следует применять в латунях лишь при соединении неответственных деталей, где нет требований к механической прочности и внешнему виду.
Состав применяемого припоя зависит от вида латуни. Если в латуни преобладает медная составляющая, то можно воспользоваться серебряными припоями от ПСр12 до ПСр72, припоями с содержанием латуни от ПМЦ36 до ПМЦ54 и медно-фосфористыми припоями. В случае преобладания содержания цинка следует применять серебряный припой не ниже ПСр40. Использование фосфористых составов ведет к заметному снижению механической прочности соединения из-за образования непрочных фосфорных соединений цинка. Более дешевые припои на основе латуни типа ПМЦ можно использовать только в деталях, не ощущающих вибрации и ударные воздействия.
Для ремонта и соединения стационарно закрепленных деталей (например, радиаторов или труб) часто применяются специальные твердые припои со сложным составом. Хорошие результаты показывает припой типа L-CuP6, имеющий температуру плавления порядка 730°C.
Вернуться к оглавлению
Приготовление припоя своими руками
Серебряные припой тоже годятся для паки латуни.
Для того чтобы решить вопрос пайки латуни, следует приготовить нужный припой своими руками. Наиболее подходящим для всех латуней является серебряный припой; его и следует приготовить. Расплавление металлов нужно проводить в тигле, выдерживающем значительные термические воздействия. Наиболее просто такой тигель делается из контактных угольных элементов для троллейбусов. Сгоревшие элементы вполне доступны и могут пригодиться для тигля. В таком графитовом элементе делается выемка размером примерно 2х2 см, а к выемке протачивается канавка шириной около 5 мм (для облегчения съема припоя).
Вернуться к оглавлению
Пайка паяльником
Паяльник для пайки латуни должен быть мощностью не менее 100 Вт.
Достаточно высокое качество соединения методом низкотемпературной пайки достигается при пайке латуни и меди или при пайке латуней с преобладанием содержания в них меди. В этом случае достаточно применение паяльника мощностью 100 Вт. В качестве флюса можно использовать паяльную или ортофосфорную кислоту. Перед пайкой необходимо тщательно обработать поверхность латуни для удаления окисной пленки и обезжиривания поверхности. В качестве припоя используется оловянно-свинцовый припой не ниже ПОС60.
Паяльником можно паять латуни и с помощью серебряных припоев не ниже ПСр40. Для этого придется вооружиться мощным паяльником (0,5-1 кВт). В качестве флюса необходимо использовать концентрированную ортофосфорную кислоту или флюс на основе буры. Температура разогрева зоны пайки должна составить не ниже 500ºС.
В предыдущих материалах мы рассмотрели электрические паяльники и газовые горелки, применяемые при пайке, а также ознакомились с припоями и флюсами.
Важно!!! Для всех работ с пищевым оборудованием нужно использовать ТОЛЬКО БЕССВИНЦОВЫЙ припой
Не забываем, что при пайке используются раскалённые предметы, агрессивные жидкости, напряжение 220 В.
 Будьте предельно бдительны, соблюдайте осторожность.
Будьте предельно бдительны, соблюдайте осторожность.В этом материале перейдём к практике и попаяем медь. Попутно рассмотрим особенности её пайки.
Пайка меди и латуни не особо отличаются между собой. Основное отличие — теплопроводность, которая у меди в несколько раз выше. Поэтому латунь паять даже проще немного.
Паяются медь с латунью оловянным припоем, в качестве флюса используется канифоль,ортофосфорная и паяльная кислота. Можно паять и с аспирином, но это на крайний случай.
Я предпочитаю паять медь с ортофосфорной кислотой, при этом её не обязательно зачищать механически.
Рассмотрим на примере спайки двух медных трубок между собой..
Для начала, нужно расширить один из концов. Я для этой цели использовал тонкогубцы.
Второй конец наоборот, немного подтачиваем, чтобы он входил в расширенную часть.
Перед самой пайкой соприкасаемые части трубок необходимо залудить, то есть покрыть слоем олова. Да не просто покрыть, а покрыть качественно, чтобы металлы не отслаивались друг от друга. Для этого облуживаемая поверхность должна прогреваться не ниже температуры плавления припоя. А так как у меди очень высокая теплопроводность, то даже не очень толстую трубку одним паяльником прогреть будет очень сложно.
Для предварительного нагрева я использую газовую горелку, а уже потом быстренько наношу флюс и жалом паяльника наношу и размазываю припой припой.
При этом, перегреть деталь — так же плохо, как и не догреть. Я ориентируюсь по цвету меди, как только немного начинает темнеть — значит достаточно.
Хорошо лужёная поверхность имеет равномерный блеск, и не отстаёт от трубки даже при сильном царапании.
Ремонтируя их, владельцам приходится прибегать к технологии пайки. Так как данный способ соединения металлов обладает специфическими особенностями, у новичков в ходе работы могут возникнуть трудности. Поэтому их интересует, как паять латунь. Если знать технологию и соблюдать рекомендации специалистов, с этой процедурой сможет справиться каждый. Информацию о том, как паять латунь в домашних условиях, вы найдете в данной статье.
О составе сплавов
В быту имеется много различных деталей, содержащих латунь и бронзу. Несмотря на внешнюю похожесть этих медных сплавов, они обладают разными составами. Латунь является в который во время производства добавляют олово, алюминий и другие металлы. Бронза — это соединение олова, алюминия, свинца и других веществ с медью. Состав латуни с добавлением олова приближен к бронзе, но в основе металла преобладает цинк.
В чем особенности использования медных сплавов
Многие новички задают вопрос, чем паять бронзу и латунь. Интерес обусловлен тем, что пайка сопряжена с некоторыми сложностями. В ходе термического воздействия происходит активное испарение из сплава цинка, в результате чего образуется плотная пленка из цинковых и медных оксидов. Разрушить ее достаточно затруднительно. Как утверждают специалисты, не справится с этой задачей и канифоль.
Мастеру придется воспользоваться специальными флюсами. Если применять оловянно-свинцовый припой, то существует риск, что место соединения будет с низкой механической прочностью. В отличие от медной спайки в данном случае показатель прочности будет в полтора раза ниже. Причина тому — испаряющийся цинк. Выбор способа пайки бронзовых деталей будет зависеть от ее состава. Бронзу с высоким содержанием олова и никеля следует паять с применением оловянно-свинцовых припоев. Бронзу, содержащую алюминий и бериллий, лучше соединять специальными припоями и флюсами.
О флюсах
Их задача — удалять с поверхности соединяемых металлов образующуюся пленку и предотвращать ее дальнейшее появление. Согласно отзывам специалистов, для пайки медных изделий подойдет канифоль. Иная ситуация обстоит с латунью. Как правильно паять этот сплав? Какой флюс выбрать? Такие вопросы очень часто задают начинающие. Опытные мастера советуют воспользоваться более «агрессивным» флюсом, чем канифоль. Поскольку в производстве латуни в качестве добавок применяют металлы, для пайки следует брать флюсы с разными составами. Для работы с самыми распространенными марками латуни Л63 и ЛС59 предназначен флюс, содержащий хлористый цинк и борную кислоту. Для ЛКС80 со свинцом и кремнием оптимальным вариантом станет флюс на основе буры, содержащий в своем составе бор, калий и фтор. На прилавках специализированных магазинов имеются уже готовые составы. Специалисты рекомендуют обратить внимание на флюсы ПВ-209, ПВ-209Х и «Бура». Тот, кто желает сэкономить, может приготовить флюс дома.
О флюсе кустарного производства
Согласно многочисленным отзывам потребителей, данным составом можно работать с разными марками латуни. Приготовить флюс не очень сложно. Нужно взять 20 г порошка буры и смешать с борной кислотой, которой также потребуется не более 20 г. Состав в сухом виде вещества тщательно перемешиваются. Затем смесь нужно залить водой (200 мл). Перед эксплуатацией смесь следует прокипятить и остудить.
О припое
С помощью этого расплавленного металла осуществляется спайка. В жидком состоянии он проникает внутрь паяемых металлов, а затем остывает, в результате чего и происходит соединение. Температура плавления припоя обязательно должна быть ниже температуры плавления самих металлов. Тем, кто интересуется, можно ли паять латунь оловом, опытные мастера рекомендуют использовать припой с хорошей адгезией. Обычными сплавами, содержащими олово и свинец, лучше пользоваться в тех случаях, когда не требуется высокая механическая прочность. Также припой подойдет, когда не важен внешний вид места соединения.
О составах припоев
Выбор припоя зависит от марки латуни. ПСр12-ПСр72, латунные ПМЦ36-ПМЦ54 и медно-фосфорные рекомендованы для латуни с преобладанием в ее составе меди. Если в металле больше цинка, то нужно работать серебряными припоями от ПСр40 не ниже. С фосфористыми составами образуются непрочные фосфорные соединения цинка, что понижает механическую прочность спайки. Для деталей, которые в ходе их эксплуатации не подвергаются ударным воздействиям и вибрации, подойдут латунные припои МПЦ. Отметим, что латунь может легко растворяться, поэтому мастера, используя серебряные и фосфористые припои, должны сократить время нагревания и спайки.
Для работы со стационарно закрепленными деталями (радиаторами и трубами) опытные мастера рекомендуют воспользоваться специальными твердыми припоями со сложными составами. Согласно многочисленным отзывам потребителей, большой популярностью пользуется L-CuP6, который плавится при температуре 730 градусов. Приготовить припой можно и в домашних условиях.
Как это сделать
Для пайки латуни лучше всего воспользоваться серебряным припоем. Желательно, чтобы местом плавки был специальный тигель, приспособленный для значительных термических воздействий. В качестве материала для тиглей могут быть использованы контактные угольные элементы для троллейбуса. В нагретом состоянии они не представляют ценности, а домашний умелец может их приспособить для изготовления припоя. В данном изделии следует сделать выемку 20 х 20 мм. Далее к ней следует проделать канавку. Извлекать припой будет легче, если ее ширина составит 0,5 см.
Припой делают из серебра и меди (2:1). После взятия нужного количества металлов их следует поместить в тигель. Их термообработка осуществляется газовой горелкой. Некоторые мастера расходный материал предварительно крошат. В таком случае процедура плавки протекает гораздо проще. Далее в состав добавляют стальной или керамический (фарфоровый) стержень. Паять латунь можно тогда, когда припой кустарного изготовления полностью застынет.
Как выполнить спайку газовой горелкой
Как паять латунь? Процедура заключается в следующем:
- Перед началом процесса нужно разогреть металлы. Выполняется эта работа на жаропрочных материалах. Специалисты советуют воспользоваться асбестовой пластиной.
- Спаиваемые детали нужно совместить друг с другом.
- Поверхности в месте спаивания тщательно протереть флюсом.
- Произвести нарезку серебряного припоя. В конечном итоге он должен представлять собой стружку, которую следует насыпать на место соединения металлов.
- В газовой горелке отрегулировать пламя. Для схватывания припоя с поверхностями металлов место соединения сначала прогревается слабым огнем.
- Выставить газовую горелку на 750 градусов для основного нагрева. На латунной поверхности должен образоваться красный оттенок. Припоем заполняются все зазоры, далее он растекается по всему месту соединения.
- Выключить горелку и дать время изделию для остывания. Процедура считается выполненной правильно, если получился шов, который мало отличается от металла.
- Место соединения промыть, чтобы удалить остатки флюса.
Как паять латунь паяльником
Данный способ является самым распространенным, потому что его выполнить проще всего. Тому, кто не знает, как паять латунь паяльником в домашних условиях, специалисты рекомендуют придерживаться следующего алгоритма действий:
- В самом начале нужно произвести чистку соединяемых деталей. На металлических поверхностях должны отсутствовать различные посторонние наслоения и загрязнения.
- Расположить детали на специальной огнеупорной подставке. Смастерить ее можно дома из подручных средств.
- Для удаления всех дефектов в латунной поверхности место соединения обработать флюсом.
- Сверху посыпать припоем в виде крошки.
- Выполнить прогрев паяльником.
Очень часто новички задают вопрос, как паять медь с латунью твердым припоем. Специалисты советуют применять низкотемпературную пайку, которая способна обеспечить высококачественное соединение. Для этой цели потребуются паяльник, мощность которого не более 100 Вт, и ортофосфорная кислота. Перед работой поверхность изделия тщательно обезжиривается, с нее удаляется окисная пленка. Соединять металлы лучше с помощью оловянно-свинцового припоя ПОС60. Чтобы начать паять латунь, инструмент следует хорошо разогреть.
Для работы с серебряными припоями понадобится паяльник, мощность которого варьируется в пределах от 0,5 до 1 кВт. Обезжиривание осуществляется флюсом — концентрированной ортофосфорной кислотой. Также достаточно эффективным считается флюс на основе буры. В зоне спаивания образуется температура не менее 500 градусов.
Работы с нержавеющей сталью
Согласно многочисленным отзывам, домашним умельцам часто доводится паять латунью нержавейку. Так как в составах стальных сплавов наличие никеля и хрома не превышает 25 %, работы с такими материалами менее трудоемкие. Кроме того, такой состав обеспечивает надежное соединение деталей из нержавейки с другими металлами.
Исключение составляют магний и алюминий. Если нержавейка со значительным содержанием никеля, то в результате ее нагрева до 700 градусов происходит образование карбидных соединений. Чем продолжительнее нагрев, тем интенсивнее они формируются. По этой причине паять следует максимально быстро. Риск образования данных соединений будет минимальным, если в сплав во время пайки добавить титан. Как утверждают опытные мастера, особенно следует быть осторожным с наклепанными нержавейками. Обусловлено это тем, что на поверхности металла могут появится трещины. Чтобы предотвратить их образование, спаивание выполняют после предварительного отжига деталей.
Ход работы
Спаивание нержавейки выполняют следующим образом:
- Сначала поверхность тщательно зачищается наждачной бумагой или напильником.
- Далее место спайки обрабатывается флюсом, а именно паяльной кислотой.
- Затем поверхности требуется залудить — нанести на них тонкий слой припоя, содержащий олово и свинец. Бывает, что припой с первого раза нанести не представляется возможным. В таком случае придется применить кисточку, содержащую металлические жилы. Ими будет гораздо удобнее снимать окисную пленку, предотвращающую лужение.
- Используя паяльник и припой, выполняют спаивание деталей.
В заключение
Процесс пайки только на первый взгляд может показаться сложным. Проблем не возникнет, если освоить технологию и работать с грамотно подобранными расходными материалами.
Пайка латунью находит применение, если требуется соединить небольшие металлические детали. Например, она используется в художественной ковке при сборке общей композиции или в домашней мастерской. При этом больше всего подходит поделочная сталь с плоским или квадратным сечением, где площадь соприкосновения больше, чем у круглых прутьев. Помимо того что латунь может применяться в качестве припоя, чтобы спаять детали из этого материала, также существуют некоторые хитрости, чтобы получить качественный шов.
Как использовать латунный припой
Прежде чем начать пайку, изделие должно быть собрано. Для этого отдельные детали скрепляются посредством металлической проволоки (биндры). Когда подготовка окончена, все вместе помещается в горг, где происходит нагрев, пока металл не раскалится до красноты. При закладке нужно проявить предельную осторожность. Для расчистки места в углях под изделие используется кочерга, на решетке остается топливо достаточно большим и ровным слоем. При работе с углем важно следить, чтобы он не попадал на ковку, даже малейшими кусочками. Поддув горна не должен быть сильным, чтобы получить равномерное прокаливание.
В роли флюса, как правило, выступает бура. Перед нанесением она по всей поверхности смачивается водой, после чего приступают к пайке. Оставляя флюс на месте, берут прутик латуни и проводят его там, где должны быть соединения. В этот момент пламя в горне изменяет свой цвет на зеленый. В процессе пайки заготовка изделия не должна перемещаться и сдвигаться с первоначального места. Это поможет избежать случайного смещения деталей относительно друг друга, чтобы не испортить шов как с точки зрения внешней привлекательности, так и надежности шва.
Если в композиции содержится много элементов, то сваривание происходит по-другому. В тех местах, где будет производиться пайка, с самого начала латунь раскладывается кусочками, в расчете на то, что при нагреве она начнет растекаться, в результате чего детали будут скреплены.
Латунь может использоваться отдельными кусочками, стружкой или опилками, засыпаемыми в местах сварки. При этом они должны соответствовать требованиям чистоты, чтобы не было никаких примесей и посторонних включений. Железная стружка и другие металлические мелкие детали удаляются посредством магнита.
Чтобы спаять более мелкие детали, как скрепляющий материал применяют глину с добавленной в нее солью. Но при сборке отдельных частей для скрепления используется проволока не из железа, а из латуни. После этого изделие посыпается бурой, обмазывается глиной и аккуратно помещается на лист металла, который отправляется в горн. Поддувать также нужно слабо, прогрев глины должен происходить равномерно. После того как она засохнет, подача воздуха происходит активнее. Глина, начавшая трескаться, свидетельствует о том, что скрепление деталей надежно. Пайка отдельных частей происходит посредством латунной проволоки, которая к этому моменту плавится и скрепляет детали. По окончании процесса горн выключается, готовое кованое изделие должно остыть. Завершающим этапом осуществляется удаление глины и флюса, излишки припоя вычищаются с помощью напильника.
Вернуться к оглавлению
Пайка латуни газовой горелкой
Достаточно часто умельцы задаются вопросом, как паять латунь. При необходимости скрепления деталей из латуни применяется несколько иная технология. Латунные детали хорошо поддаются обработке, пайке, после чего их специально чернят. Многие в качестве припоя в этом случае используют олово: оно есть практически в каждой мастерской и легко плавится обычным паяльником.
Способ достаточно прост, но обладает существенными недостатками:
- готовый шов выделяется на фоне латуни белым цветом, при этом тонким и аккуратным он сразу выходит далеко не у всех;
- шов получается непрочным, не выдерживает изгибов;
- в процессе чернения оба металла ведут себя по-разному, шов из олова отличается от латунной детали по цвету, они имеют различные оттенки.
Избежать таких проблем поможет пайка с использованием специального припоя для латуни и флюса. Шов в итоге сложно отличить от основного металла изделия по цвету, он отличается высокой прочностью, а по химическому составу намного более сходен с латунью, нежели олово.
Работа с латунью, скорее, является сваркой из-за высоких температур, для которых не годится обыкновенный паяльник, но ее принято называть пайкой в основном из-за того, что пользуются припой.
Прежде всего, подготавливается припой.
В его состав входят серебро и медь в отношении 2:1, которые нужно сплавить между собой на газовой горелке. Медь более тугоплавкая, поэтому можно начать с нее и влить потом расплавленное серебро и перемешать проволокой, загнутой в виде крючка. Готовый припой остужают, раскатывают в вальцах либо на наковальне, после чего нарезают по частям. Существует более доступный способ: с помощью грубого напильника пройтись по отливке, чтобы образовалась стружка.
Далее заготавливается флюс. Бура в порошке смешивается с порошкообразной борной кислотой в равных частях по 20 г, после чего заливается стаканом воды. Чтобы ингредиенты хорошо растворились, все это нужно прокипятить. В качестве одного из вариантов использования можно посоветовать выпарить воду, твердый готовый флюс прокалить и стереть в порошок, который впоследствии перемешивается с припоем.
Пайка латуни имеет собственные особенности вследствие испарения горячего цинка, а также образования на поверхности металла оксидной пленки. Латуни, содержащие в составе до 15% цинка, окисляются пленкой, которая состоит из сцепленных частиц CuO и ZnО. В медных сплавах, содержащих достаточно большое количество цинка, пленка окислов состоит преимущественно из ZnO, которые удаляются намного проблематичнее, чем в случае с пленкой окиси меди.
Для пайки пригодится следующие инструменты и материала:
- Асбестовое основание;
- Газовая горелка;
- Графитовый тигель;
- Медь, серебро, бура, борная кислота.
Готовим припой
Сначала потребуется изготовить тиноль в домашних условиях, который будет состоять и серебра и меди в пропорции 2:1 соответственно. Для этого необходимо сплавить серебро и медь, воспользовавшись газовой горелкой. Далее необходимо отвесить требуемое количество серебра и меди, после чего их надо поместить в тигель и греть газовой горелкой.
Графитовый тигель можно произвести из графитовых углей (контактных троллейбусных элементов), найти которые не составит труда на конечных остановках электрического транспорта. Относительно размера тигля, то он должен быть приблизительно 20х20 миллиметров.
Затем выбираем канавку 5х40 миллиметров полукруглой формы для того, чтобы проще вынимать штапик припоя (горячий тигель опускается в воду). Как только медь и серебро расплавлены, можно приступать к перемешиванию компонентов тиноля с помощью проволочки.
Готовим флюс
Таким образом, припой готов к работе, но его еще нужно остудить, раскатать в вальцах, а также нарезать на мелкие части. Теперь нужно приступить к приготовлению флюса. Для этого берем 20 грамм буры (порошка), а также в равной пропорции борной кислоты (порошка), после чего тщательно перемешиваем ингредиенты и заливаем стаканом воды. Далее кипятим и остужаем готовый флюс.
Работаем следующим образом:
- Паять нужно на каком-либо теплостойком материале. Если производите пайку радиаторов, работу выполняйте полноценно. С этой целью мы припаслись асбестовой пластиной. Таким образом, помещаем на не паяемые детали, после чего смачиваем флюсом, присыпаем припоем. Далее начинаем понемногу греть.
- Сперва греем немного, чтобы припой сцепился с деталями, после чего доводим процедуру од появления красного оттенка.
- Припой достаточно просто затекает в зазор между деталями, спаивая их между собой очень крепко. Стоит обратить внимание на то, что разница между температурой плавления латуни и припоя составляет около 50 гр. С, а поэтому не следует перегревать материал.
- Полученный шов имеет один ярко выраженный цвет со спаиваемой деталью.
- Затем следует промывка изделия от флюса: промываем изделие в горячей серой кислоте (3%-й).
Так, получаем отличное сцепление латунных изделий, которые прослужит долгие годы.
советы по работе и технология пайки
Их мастерство поражает и очаровывает, они внедряют мечты в жизнь, создают шедевры, передают своё мастерство из поколения в поколение. Эти люди — ювелиры. Чтобы покорять металл и превращать его в прекрасные изделия необходимо мастерство, упорство и время.
Основные металлы, с которыми работают специалисты — это золото, серебро, нержавеющая сталь. Основная операция в технологии изготовления уникального изделия — пайка металлов. Технология пайки имеет свои особенности для каждого материала. Сложным процессом является пайка нержавейки твёрдыми припоями.
Пайка серебра в домашних условиях — довольно дорогостоящая операция. Особенно технологически сложно и экономически дорого спаять два разных металла. Необходимо соблюдать особые условия, специальный припой и флюс. Среди потребителей популярными становятся авторские изделия. Многие сложные проекты имеют сочетание серебряных деталей с нержавейкой.
Технология соединения деталей из нержавейки
К сожалению, пайка нержавеющей стали — не такой простой процесс, и обычными припоями в виде олова или меди качественно выполнить работу не удастся. Припой для пайки нержавейки должен быть с содержанием серебра. Промышленность выпускает его покрытым флюсом (содержит 30% серебра). Можно применить припой, содержащий цинк, медь и никель.
Иногда паяют латунью, это считается самой сложной работой. Для расплавления латуни нужна температура 950 градусов. Для качественного выполнения работ и надёжного соединения деталей в единую конструкцию необходимо применить флюс. Для латуни флюс состоит из борной кислоты и буры. Спаять детали этим способом можно только в том случае, если они мелкие и хорошо прогреваются. Массивные детали спаять в домашних условиях проблематично.
Что нужно для пайки нержавейки:
- газовая горелка;
- припой, содержащий серебро и покрытый флюсом;
- кислота для пайки.
Технологический процесс пайки нержавейки твёрдыми припоями:
- нагревание деталей для обезжиривания;
- обработка поверхности ортофосфорной кислотой;
- нагревание деталей до красного свечения;
- подача припоя с последующим нагреванием.
Чтобы запаять отверстие в листовой нержавейке дома, необходимо определить его размер и подготовить соответствующую заплату. Пайку нужно выполнять согласно технологии с применением припоя, содержащего серебро.
Нанотехнология: сварочный карандаш
Проще всего выполнять сварочные работы при помощи специального карандаша для сварки. Им можно сварить любой металл: алюминий, железо, нержавейку, медь, латунь. Причём нет необходимости зачищать и обезжиривать поверхность. Это новинка. Работает следующим образом. Поджечь карандаш, поднести горящий конец к свариваемому объекту и аккуратно прокрутить карандашом по свариваемой поверхности. Расплавленный металл сцепится с деталью и обеспечит надёжное соединение.
Как паять детали из серебра
Без серебряного припоя никуда! Серебро не удастся надёжно спаять с помощью олова. Хотя на первый взгляд такое соединение является крепким, металлы реагируют друг с другом, и изделие через некоторое время рассыпается.
Для качественного соединения деталей из серебра необходимо воспользоваться специальным серебряным припоем. Они бывают трёх видов: твёрдые, мягкие и средние, отличающиеся температурой плавления (от 700 до 900 градусов).
Припой подбирается в зависимости от типа металла и требований к прочности соединения. При изготовлении сложных изделий в несколько этапов, а также при сочетании разных конструктивных элементов применяют мягкие припои.
Он должен иметь вид небольшой очень тонкой пластинки или проволоки. Режут его на мелкие (миллиметровые) куски. Пайка серебра в домашних условиях выполняется на огнеупорном кирпиче, куске древесного угля или специальной керамической плитке. Не рекомендуется выполнять пайку на материале, хорошо проводящем тепло — поглощает энергию нагрева, и объект пайки плохо нагревается.
Нельзя использовать простой влажный кирпич, который под воздействием температуры крошится из-за содержащейся в нём влаги. Перегретый пар с большой силой отправит кусок кирпича прямо в лицо.
Чтобы припаять деталь к предмету, необходимо очищенное и тщательно обезжиренное место смазать флюсом (готовая смесь: борная кислота, бура) или кислотой для пайки. Удаление жира, окислов и других загрязнений имеет важное значение. Обезжиренная поверхность обеспечивает надёжное соединение с припоем. Ювелиры, как правило, используют для этой цели слабый раствор кислоты.
После предварительной подготовки нужно медленно и равномерно нагревать объект, сохраняя слабое пламя горелки, это способствует обезжириванию. Затем увеличивается мощность горелки, нагревая весь предмет. Пламя должно двигаться по всей поверхности — направленное только в одно место может расплавить и деформировать поверхность. На горячую поверхность с помощью пинцета наносится кусочек припоя, предварительно обезжиренного и смоченного во флюсе.
Под пламенем горелки припой должен мгновенно расплавиться. Детали, которые соединяются, должны быть равномерно разогретые. Если один из элементов будет недостаточно горячий, не удастся добиться прочного соединения. Проще всего соединить элементы одинаковой массы и толщины.
Большие неприятности доставляет процесс пайки мелкого элемента с массивным предметом. В этом случае сначала осторожно нагревают меньший элемент, затем наносится небольшое количество припоя. Нагревание должно быть постепенным и длиться до момента, когда припой начнёт плавиться. Пламя горелки направляется на основной объект для разогревания всей поверхности. Область пайки всё время прогревается пламенем горелки. В тот момент, когда объект достигнет нужной температуры, подаётся припой с нанесённым флюсом.
Оцените статью: Поделитесь с друзьями!Пайка нержавейки с медью — технология и выбор припоя для пайки
Соединение двух различных металлов, куда относится и пайка нержавейки с медью, всегда является достаточно сложной процедурой. С учетом того, что нержавеющая сталь имеет довольно сложное поредение при температурной обработке, а также плохо взаимодействует с остальными металлами, то для качественного результата спаивания нужно подбирать четко выверенную технологию. Если с медью, как правило, проблем не возникает, то с нержавеющей сталью это бывает нередко.
Пайка нержавейки с медью
Сам процесс регулируется ГОСТ 17349-79, но здесь есть одна очень важная особенность. Ведь у каждого металла свои особенности соединения при данном процессе, так что для них требуется использовать различный припой и флюс, подобранный под их параметры. Но при соединении различных металлов требуется брать какие-либо средние или узкоспециализированные материалы.
Такой вид пайки применяется как в домашних условиях, так и в промышленных, для создания герметичных емкостей, припаивания медных трубок и прочих вещей. Данный процесс встречается не так часто, как остальные виды пайки, но при необходимости следует знать все особенности такого метода.
Можно ли спаять нержавейку с медью?
Пайка меди с нержавейкой хоть и является достаточно сложным процессом, но и это все же возможно. Дело в том, что соединение нержавейки с нержавейкой и меди с медью происходит намного чаще, так как итоговое качество соединение выходит значительно лучше. Но в различных ситуациях, когда требуется сделать такое соединение, то приходится уступать качеством. Специально для подобных случаев выпускают особые припои, которые позволяют сделать надежное соединение, отвечающее эксплуатационным требованиям. Если для других типов пайки использование флюса далеко не всегда обязательно, то здесь требуется провести полный спектр процедур, включая лужение, а также использовать все дополнительные материалы.
Преимущества
- Данный метод позволяет решать сложные технологические операции;
- Это один из немногих способов достичь подобного соединения;
- Сама процедура происходит достаточно быстро и не требует дополнительных инструментов, так как для этого достаточно обыкновенной горелки;
- Современные разработки припоев обеспечивают относительно высокую совместимость металлов при спаивании;
- Процесс доступен как для домашнего проведения, так и для промышленных потребностей.
Недостатки
- Качество пайки уступает другим методам по надежности;
- Трудно подобрать правильный припой;
- Флюс быстро окисляется, так что действия приходится проводить, не затягивая начало температурной обработки;
- Зачастую используются легкоплавные припои, что делает процесс обработки более сложным, так как нужно четко отрегулировать температуру и следить, чтобы ничего не растеклось.
Способы
Существует несколько способов, как сделать соединение такого рода и зависят они больше не от того какой используется припой для пайки нержавейки с медью, а от инструмента обработки. Таким образом, в качестве основных выделяются два – пайка паяльником и горелкой.
В первом случае, при использовании паяльника, данный инструмент используется для относительно небольших деталей. Им удобней соединять небольшие вещи, так как нет риска перепалить их слишком большой температурой. В то же время сам паяльник уступает по мощности горелке и не может работать с твердоплавными материалами. Также им неудобно обрабатывать большие поверхности, так как в данном случае процесс будет слишком длительным и флюс может окислиться уже к тому времени.
Горелка является более часто используемым способом. Ею может проводиться пайка нержавейки с медью латунью и другими припоями. Здесь можно легко обрабатывать большие поверхности, делать герметические соединения. Сам процесс происходит намного быстрее, чем с паяльником, а также появляется возможность подогреть заготовки до нужной температуры. Скорость проведения процедур не позволяет флюсу окисляться.
Пайка меди с нержавейкой горелкой
Выбор припоя
От правильного подбора припоя зависит итоговый результат работы, так как он обеспечивает заполнение места соединения, которое должно быть полностью покрыто материалом, что должен быть хорошо схвачен на поверхности. Одним из самых простых вариантов является пайка нержавейки латунью. Ведь это очень распространенный припой, который используется также и для пайки нержавейки с нержавейкой. В некоторых случаях его можно использовать без флюса.
«Обратите внимание!
Он уступает другим по своим свойствам, но является более распространенным и доступным, так что он подходит преимущественно для простых соединений, на которых не лежит большая ответственность.»
Также проходит пайка нержавейки медно-фосфорным припоем, который улучшает качества соединения с медью. Это более дорогостоящий материал, но для ответственных соединений подходит лучше.
Оловянно-серебряный припой, такой как Castolin 157, является отличным способом пайки, но стоимость материала является более высокой, чем у остальных.
В самых простых случаях может использоваться радиотехнический припой, но по технологии производства лучше выбирать специализированные расходные материалы.
Технология пайки нержавейки с медью
Пайка нержавеющей стали латунью, или другими припоями, начинается с подготовки поверхности.
- Материал нужно очистить от всего лишнего и снять все налеты, очистить от жира и возможной ржавчины;
- Затем подготовить флюс, подвергнуть лужению места соединения заготовок и сам припой;
- После того, как флюс будет нанесен на места соединения, следует приставить в нужное место заготовку и выложить припой;
«Важно!
Не следует затягивать этот процесс, так как флюс имеет свойство окисляться.»
- Затем следует постепенно подогревать все горелкой, пока припой не начнет плавиться;
- Нужно следить, чтобы он равномерно растекся по поверхности соединения;
- Дать остыть естественным способом.
Контроль качества
Качество пайки контролируется по ГОСТ 19249-73. Существует несколько основных профессиональных методов, которые включают:
- Радиоскопический метод;
- Радиационный контроль;
- Технический осмотр.
Техника безопасности
При работе с горелкой следует следить за соединением баллона с газом и его местом положения, так как он представляет собой наибольшую опасность. Также нужно аккуратно обращаться с горячими предметами, которые могли не остыть после пайки. Не стоит контактировать с флюсом непосредственно, а лучше использовать защитные перчатки.
Латунь для пайки: технология, особенности, область применения
Из латуни делают краны, метизы, трубки, декоративные предметы интерьера и многие другие изделия. Этот материал получают в результате сплавления меди, цинка (в разных пропорциях) и различных добавок.
Пайка латуни обеспечивает получение надёжного и качественного соединения деталей. Пайка предполагает использование специального инструмента в виде газовой горелки, а также припоя из смеси олова и свинца. В ряде случаев при изготовлении твердого припоя для латуни используется одно олово.
Преимущества и недостатки
При наличии необходимых инструментов и материалов, а также после изучения основных приёмов обращения с латунью пайкой этого материала можно заняться самостоятельно.
Пайка изделий из латуни имеет несколько особенностей. Данная технология предполагает применение специально приготовленного припоя, вводимого в зазор между деталями и играющего роль «схватывающего» элемента. Кроме того, существенное значение имеет оборудование, посредством которого осуществляется расплавление материала припоя.
Обычно для пайки используется газовая горелка, обеспечивающая расплав паяльной проволоки при температурах, меньших по величине, чем точка плавления самой латуни. С помощью этой технологии удаётся надежно спаять отдельные заготовки схожих по структуре или разнородных материалов.
В отдельных случаях применение латунной пайки – это единственно возможный способ получения неразъемных контактов.
Недопустимо сравнивать пайку со сварочными процедурами, при которых расплаву подлежит каждый из сплавляемых металлов. В данном случае термическому воздействию подвергается лишь твердый припой с оловом, а состояние самих соединяемых деталей остаётся без изменения.
Указанная особенность позволяет обрабатывать изделия из латуни совсем небольшого размера и массы, не нанося им какого-либо ущерба.
При проведении пайки необходимо учитывать, что этот процесс предполагает применение более мягких, чем при сварке расходных материалов. Вследствие этого полученные при пайке соединения считаются менее прочными по сравнению со сварными швами.
В случаях работы с латунью из тела припоя (из-за его сильного нагрева) полностью испаряется цинк, вследствие чего шов становится пористым, что заметно снижает качество образуемого соединения.
Помимо этого, при пайке латунных деталей важно правильно выбрать их взаимное положение (в этом случае предпочтение отдаётся сочленениям типа «внахлест»).
Некоторые особенности
Пайка по своей сути является наиболее оптимальным способом получить достаточно прочное и неразъемное соединение, как деталей выполненных из латуни, так и заготовок из других материалов, в том числе и из чугуна. Сварка графитовым электродом, в свою очередь, требует определенных навыков и подготовки.
При осуществлении соединения между элементами обязательно вводится расплавленный припой, и для этого можно воспользоваться оловом или бурой.
Припой должен иметь температуру плавления несколько ниже температуры плавления основного материала.
При помощи пайки между собой можно прочно соединять самые разные материалы, в том числе детали, выполненные из чугуна или меди.
Очень часто это бывает единственным способом осуществить скрепление металлических поверхностей различных типов.
ВАЖНО ЗНАТЬ: Техника сварки алюминия в домашних условиях инвертором
Конечно, пайку в некотором роде можно определенным образом сравнить с выполнением сварки, когда соединение поверхностей производится электродом, однако в этом случае общим является только конечный результат.
Суть самого процесса выполнения пайки совершенно иная.
Основное различие между сваркой и пайкой заключается в том, что при соединении поверхностей электродом плавится основной материал, а при работе с паяльником плавится только металл-связка.
Видео:
Кроме этого, в пайке обязательно должен присутствовать флюс, в качестве которого может выступать бура.
Конечно, пайка обеспечивает менее прочное соединение поверхностей алюминия, меди или чугуна, чем например сварка, однако позволяет работать даже с мелкими заготовками.
Объяснить это можно тем, что используемый при пайке флюс, в качестве которого может выступать бура, под воздействием относительно высоких температур выделяет определенные химические элементы, которые и уменьшают прочность основного соединения, кроме этого, сам шов получается пористым.
Пайку алюминия, как и, например, сварку чугуна, лучше всего производить внахлест, а не встык.
Несмотря на то, что по прочности соединения пайка несколько уступает сварке электродом, она в настоящее время активно используется в самых разных отраслях промышленности.
При помощи нее осуществляют необходимое скрепление не только латунных заготовок, но и изделий из меди и даже из чугуна.
Чаще всего пайку различных типов металлов производят паяльником, однако при необходимости для этих целей можно воспользоваться и газовой горелкой.
Для выполнения пайки, в том числе и латунных заготовок, в обязательном порядке требуется припой или флюс, в качестве которого очень часто выступает бура.
Следует отметить и то, что сварка может быть как высокотемпературной, так и низкотемпературной. В домашних условиях используется первый вариант пайки.
На видео выше можно увидеть, как выполняется пайка латунных заготовок.
Применение
Современные технологии обработки сплавов меди и цинка широкого востребованы в таких отраслях промышленности, как:
- электроника и электротехника;
- приборостроение и инструментальное производство;
- выпуск холодильного и вентиляционного оборудования.
При наличии всего необходимого (припоя требуемого качества, флюса и паяльной горелки), можно лудить латунные поверхности с целью их защиты от коррозийного разрушения. Процедура лужения также востребована при ремонте отопительных и водопроводных систем, изготавливаемых на основе латуни.
В зависимости от типа используемого при пайке припоя, соединения делятся на высоко- и низкотемпературные. Такое деление позволяет применять более тугоплавкие сочленения для пайки заготовок, эксплуатируемых в режиме высоких температур.
Использование высокотемпературного варианта пайки невозможно в домашних условиях, поскольку в этой ситуации необходимо специальное оборудование.
Как паять латунь в домашних условиях
Пайка латунных труб в домашних условиях не вызовет у вас сложностей. Чтобы выполнить такую работу, вам не потребуются специальные инструменты — достаточно газовой горелки (а в некоторых случаях и паяльника), припоя, флюса и бура. Последние два элемента требуются, чтобы шов не был слабым.
Рекомендации по выполнению пайки латунных труб:
- Паяйте на теплостойком материале. Обрабатываемые трубы в местах соединения намочите флюсом и нанесите припой. Начните их греть;
- Прогревайте трубы постепенно — это нужно для прочного сцепления припоя с трубами. Затем нагрейте трубы до появления красного оттенка;
- Припой легко затекает в зазоры и прочно спаивает трубы между собой. Обратите внимание на разницу между температурой плавления припоя и латуни. Если она невелика, не перегревайте материал;
- Промойте трубы от флюса.
Таким образом вы получите прочное сцепление латунных труб, которые прослужат вам многие годы.
Особенности спайки однородных заготовок
В бытовых условиях нередко возникает потребность в спайке двух одинаковых по структуре латунных заготовок. В этом случае первостепенное значение приобретает правильность выбора флюсового состава, отличающегося от традиционной комбинации канифоли со спиртом.
Обычный состав по причине низкой активности составляющих не сможет растворить образующуюся на поверхности латуни окисную плёнку. Так что для рассматриваемого варианта пайки потребуется более активный флюс, приготавливаемый на основе хлора и цинка.
Со всеми подробностями его подготовки можно ознакомиться в таблице, где приводятся несколько разновидностей хлористо-цинковых смесей.
Помимо рассмотренных видов флюса при пайке латуни могут применяться составы на основе буры и фтористо-борной соли калия. Приготовленные из них смеси занимают не более 5% от общего объёма паяльной ванны и обладают прекрасными показателями активности.
Под активностью понимается способность создавать идеальные условия для проникновения расплавленного припоя в зазоры между деталями при пайке.
Наряду с рассмотренной проблемой не следует забывать и о грамотном подходе к выбору припоя, поступающего к месту соединения в виде калиброванной проволоки того или иного состава.
В том случае, когда паяные изделия из латуни предполагается эксплуатировать в газовой среде, желательно применять специальные типы припоев, изготавливаемых на основе сплавов медного фосфата и серебра. Они также подходят для пайки красной латуни с большим процентным содержанием медной составляющей.
Иногда в качестве припоя используется проволока, изготовленная на основе самой латуни. Однако в этом случае припаять латунную деталь удаётся лишь при условии, если температура плавления проволоки из латуни ниже, чем тот же показатель для обрабатываемых заготовок.
Подготовка припоя и флюса
Изготовить припой и флюс вы можете самостоятельно. Сделать припой можно, взяв медь и серебро в соотношение два к одному. Положите их в тигель и расплавьте газовой горелкой. Не забывайте помешивать образуемую смесь. Когда она станет однородной, поместите емкость в холодной воду. Затем содержимое емкости нарезают или применяют в виде стружки.
Для изготовления флюса нужны бура для пайки латуни и борная кислота. Возьмите их в соотношении один к одному и залейте водой. На 20 грамм требуется 250 мл воды.
Общий порядок действий
Перед началом самостоятельной пайки латунных деталей следует тщательно очистить их от посторонних наслоений и загрязнений. Далее необходимо разместить их на огнеустойчивой подложке, функцию которой может выполнять засыпанная в старое ведро речная галька.
Общий порядок пайки латуни может быть представлен следующим образом.
сначала место предполагаемого соединения двух деталей обрабатывается подходящим по составу флюсом, после чего на него насыпается мелко наструганная крошка материала припоя;- после этого можно приступать к прогреву латуни (только в месте соединения!) с помощью ранее подготовленной горелки;
- после расплавления материала припоя и заполнения жидким составом имеющихся между деталями зазоров следует выключить горелку и дождаться остывания места соединения.
В процессе пайки недопустим перегрев заготовок, который может вызвать их деформацию. В целом же самостоятельная пайка латуни не является чем-то абсолютно недоступным.
Для освоения этой технологии достаточно грамотно подобрать все необходимые расходные материалы и в точности следовать приведённым рекомендациям.
Паяльник или горелка?
Использование электрического паяльника допустимо, когда используются флюс и припой с температурой плавления порядка 500 градусов Цельсия. Но даже в этих случаях мощность прибора должна быть не менее 100 Ватт. Лучше, если этот показатель будет составлять 0,5 кВт и выше. Ведь место пайки должно быть предварительно хорошо прогрето.
Соединение массивных деталей или пайку латуни большой толщины более удобно производить с помощью газовой горелки. В этом случае можно прогреть металл так, чтобы стало возможным использование высокотемпературных компонентов. Зону соединения обрабатывают флюсом, а сверху посыпают измельчённым припоем. Лишь после этого переходят к нагреву металла. Делать это нужно крайне осторожно. Сначала выполняется предварительный нагрев, позволяющий активизироваться флюсу, а припою – схватиться с поверхностью. Постепенно температуру повышают до тех пор, пока латунь не приобретёт характерную красноту. Именно в этот момент припой растекается, заполняя все мелкие поры, чтобы при остывании надёжно соединить детали. Если всё сделано правильно, то после постепенного остывания получиться аккуратный шов, цвет которого будет близок с цветом латуни.
Недостатки
- Сложен в применении, так как требует от мастера большого опыта работы;
- Для работы необходимы специальные инструменты, которые не всегда имеются в хозяйстве;
- Применяется исключительно для твердоплавких металлов.
Разновидности
Припой для латуни из самой латуни. Зачастую это металл с небольшими добавками, которые помогают сделать температуру плавления немного ниже, но не менять существенно свойства. Он наиболее сложен в использовании, так как возникает риск перепалить основной металл. Тем не менее, это самый крепкий сплав, который дает соединение высочайшего качества.
Медно-фосфорные сплавы также используются как твердые припои для пайки латуни. Они обладают более низкой температурой плавления и удобством использования. Это один из наиболее популярных вариантов, так как сочетает в себе простоту и высокое качество, а также обладает антикоррозионными свойствами.
Припой с медно-фосфорными сплавами
Серебряные припои. Марки с низким содержанием серебра, около 40-60%, которые относятся к твердому типу. Они уступают по возможности выдерживать высокую температуру, но могут легко использоваться даже новичками. Стоимость их выше, чем у других марок используемых для данной цели.
Серебряные припои
Химический состав
Состав медно-фосфорных отличается от серебряных и выглядит следующим образом:
| Марка | Содержание элементов, % | ||
| Серебро | Медь | Фосфор | |
| ПМФ 102 | 2 | 91,3 | 6,7 |
| ПМФ 105 | 5 | 88,5 | 6,5 |
| ПМФ 115 | 15 | 80,2 | 4,8 |
Более мягкие марки, такие как ПОС 40, имеют в своем составе больше серебра, но при этом содержат массу других элементов, которые позволяют сохранить высокую крепость соединения.
| Элемент | Процентное содержание |
| Серебро | 40 |
| Кадмий | 28,5 |
| Цинк | 17 |
| Медь | 17 |
| Никель | 0,5 |
| Железо | 0,1 |
| Свинец | 0,05 |
| Висмут | 0,005 |
Технические характеристики популярных марок
Медно-фосфорные марки имеют следующие характеристики:
| Марка припоя | Температура плавления, Градусы Цельсия | Температура растекания,Градусы Цельсия |
| ПМФ 102 | 645 | 820 |
| ПМФ 105 | 630 | 780 |
| ПМФ 115 | 650 | 800 |
Параметры серебросодержащих имеют следующий вид:
| Наименование свойства | Значение |
| Температура плавления, градусов Цельсия | 590-610 |
| Сопротивление удельное, Ом | 70 |
| Удельная теплоемкость, Дж/кг градусы | 20 |
| Плотность, кг/см3 | 9250 |
Особенности выбора
Подбор материала зависит от цели спаивания. К примеру, проволока латунная для пайки используется в тех случаях, когда нужно соединять части металлоконструкций и ремонтировать появившиеся трещины. За счет своей формы и относительно небольшого диаметра она позволяет заполнить места глубокой поломки, а также не подвергать риску пропала металла. Данный материал подходит только для ответственных сооружений, а также рекомендуется применять только опытным мастерам.
Припой латунный с флюсом оказывается более удобным в применении, так что для больше комфорта стоит остановить свой выбор на нем. Здесь можно не использовать буру и прочие флюсы, так как они содержатся уже внутри. Такие варианты имеют более высокую стоимость, но это окупается во время использования, так как возникает меньшее количество брака.
Выбирая, каким припоем паять латунь, следует обратить на самый распространенный вариант – медно-фосфорные сплавы. Они сочетают в себе экономическое преимущество и высокую стойкость к воздействию высоких температур и физических нагрузок. Если нет необходимости в сверхвысокой прочности, то именно такие варианты, как припои серии ПМФ становятся наиболее оптимальным выбором.
Марки с высоким содержанием серебра используются для тех случаев, когда ответственность к соединению минимальная, или же нет инструментов, чтобы расплавить твердые марки при высокой температуре. Сам процесс соединения происходит намного быстрее, чем пайка твердым припоем другого типа.
«Важно!
Марки с содержание серебра выше 60% не рекомендуется использовать, так как они окажутся слишком мягкими на практике.»
Особенности пайки
Одной из главных особенностей является использование буры в качестве флюса. Без нее ничего может не схватиться и соединение будет на крайне низком уровне. Благодаря буре снимаются все пленки и налеты, а также улучшается проникновение присадочного металла в поры. Также стоит учитывать особенность высокой температуры расплавления. Здесь применяется только лишь газовая горелка, так как другими способами не удастся достичь нудного результата.
Паяльником
Основная сложность работы с латунью, в отличие от пайки прочих цветных металлов горелкой или паяльником, заключается в оксидной пленке, которая образуется в процессе испарения цинка после нагрева латуни.
Для пайки данного сплава с помощью паяльника, необходим качественный аппарат, мощностью не менее 1000 Вт. Такое требование связано с высокой температурой плавления латуни и используемых припоев. Исключение составляют медные латунные сплавы, температура плавления которых гораздо ниже.
Наилучшим выбором считается паяльная станция, с функцией регулировки температурных параметров. Использование такого оборудование позволяет с легкостью подобрать оптимальные параметры работы без риска перегрева поверхности.
ПАЙКА ЛАТУНИ в домашних условиях[особенности, видео, советы]
[Пайка латуни] может быть достаточно просто выполнена и в домашних условиях, хотя многие умельцы и не решаются на такую работу, боясь определенных сложностей, которые могут возникнуть в процессе ее выполнения.
Между тем, техника выполнения пайки латуни достаточно простая и не требует какой-то специальной подготовки.
Наиболее часто пайку латуни выполняют обыкновенной газовой горелкой и для этих целей в качестве припоя можно воспользоваться оловом, бурой либо иным аналогичным материалом, который может заменить традиционный флюс.
Следует отметить, что данную работу можно также выполнить специальным графитовым электродом или паяльником, используя соответствующий припой.
По своей сути пайка данного материала чем-то напоминает пайку стали, меди или чугуна, однако имеет некоторые особенности и тонкости, которые необходимо в обязательном порядке учитывать.
Следует отметить, что детали из латуни более просто обрабатывать, чем заготовки из стали, меди или чугуна.
Особенностью пайки в домашних условиях латуни, чугуна или меди, в отличие от стали, является то, что на их поверхности образуется оксидная пленка, которая влияет на качество производимого соединения.
Несмотря на это в домашних условиях при правильном подходе к делу, выполнить пайку латунных заготовок бурой, а также деталей из меди можно не только газовой горелкой, но и паяльником, в отличие от чугуна или стали, сварка которых осуществляется исключительно электродом.
Некоторые особенности
Пайка по своей сути является наиболее оптимальным способом получить достаточно прочное и неразъемное соединение, как деталей выполненных из латуни, так и заготовок из других материалов, в том числе и из чугуна. Сварка графитовым электродом, в свою очередь, требует определенных навыков и подготовки.
При осуществлении соединения между элементами обязательно вводится расплавленный припой, и для этого можно воспользоваться оловом или бурой.
Припой должен иметь температуру плавления несколько ниже температуры плавления основного материала.
При помощи пайки между собой можно прочно соединять самые разные материалы, в том числе детали, выполненные из чугуна или меди.
Очень часто это бывает единственным способом осуществить скрепление металлических поверхностей различных типов.
Конечно, пайку в некотором роде можно определенным образом сравнить с выполнением сварки, когда соединение поверхностей производится электродом, однако в этом случае общим является только конечный результат.
Суть самого процесса выполнения пайки совершенно иная.
Основное различие между сваркой и пайкой заключается в том, что при соединении поверхностей электродом плавится основной материал, а при работе с паяльником плавится только металл-связка.
Видео:
Кроме этого, в пайке обязательно должен присутствовать флюс, в качестве которого может выступать бура.
Конечно, пайка обеспечивает менее прочное соединение поверхностей алюминия, меди или чугуна, чем например сварка, однако позволяет работать даже с мелкими заготовками.
Объяснить это можно тем, что используемый при пайке флюс, в качестве которого может выступать бура, под воздействием относительно высоких температур выделяет определенные химические элементы, которые и уменьшают прочность основного соединения, кроме этого, сам шов получается пористым.
Пайку алюминия, как и, например, сварку чугуна, лучше всего производить внахлест, а не встык.
Несмотря на то, что по прочности соединения пайка несколько уступает сварке электродом, она в настоящее время активно используется в самых разных отраслях промышленности.
При помощи нее осуществляют необходимое скрепление не только латунных заготовок, но и изделий из меди и даже из чугуна.
Чаще всего пайку различных типов металлов производят паяльником, однако при необходимости для этих целей можно воспользоваться и газовой горелкой.
Для выполнения пайки, в том числе и латунных заготовок, в обязательном порядке требуется припой или флюс, в качестве которого очень часто выступает бура.
Следует отметить и то, что сварка может быть как высокотемпературной, так и низкотемпературной. В домашних условиях используется первый вариант пайки.
На видео выше можно увидеть, как выполняется пайка латунных заготовок.
Характеристики материалов
Вообще латунь представляет собой сплав меди и цинка. Особенно часто он используется для производства различной домашней утвари, труб, радиаторов и многих других приспособлений.
Домашнему мастеру очень часто приходится сталкиваться с необходимостью провести соответствующую обработку поверхностей из латуни, а поэтому необходимо знать все особенности этого специфического металла.
Для выполнения пайки латунной поверхности очень важно правильно подобрать соответствующий флюс и в этом случае лучше всего подходит бура, которая способна эффективно убрать с поверхности образуемую оксидную пленку.
Приобрести данный флюс, роль которого исполняет бура, можно практически в любом строительном магазине по вполне доступной стоимости. Флюс на основе буры позволяет обеспечить более качественное затекание основного связывающего компонента в образуемые зазоры.
Также с особой тщательностью следует подбирать и припой для латуни.
Так, если данная работа будет выполняться в газовой среде, то в этом случае лучше всего воспользоваться серебряными или медно-фосфорными припоями.
Такой припой отлично подходит и для работы с латунью, которая имеет высокое содержание меди. В этом случае можно использовать припой на основе самой латуни с более низкой температурой плавления.
С особой тщательностью и осторожностью припой и флюс следует подбирать в том случае, когда необходимо соединить между собой детали из совершенно разных материалов.
Видео:
Так, например, качество пайки латуни и непосредственно меди во многом зависит от того, кокой будет использоваться припой, а также флюс (бура).
Именно эти компоненты, главным образом, влияют на качество шва и его пористость.
Выполняя в условиях дома пайку латуни в среде газов, рекомендуется использовать определенный флюс, который в некоторых случаях можно заменить тонким слоем таких материалов, как никель или медь.
Это позволит избежать выделения из латунной поверхности содержащегося там цинка, соответственно, и само соединение получится более прочным и качественным.
В настоящее время можно приобрести припои, которые в своем составе содержат элементы, заменяющие обыкновенный флюс.
Это дает возможность значительно упростить работу, сделать ее более качественной и быстрой.
В качестве такого универсального припоя может выступать меднофосфорный состав.
Порядок работы
После того как будут подробно разобраны и изучены все свойства используемых в процессе пайки латуни материалов, можно переходить непосредственно к самому процессу.
Для начала следует подготовить весь требуемый инструмент и материал. Под рукой должна быть газовая горелка или паяльник, а также соответствующий припой и флюс.
Данный материалы следует подбирать максимально внимательно, чтобы в итоге шов получился максимально качественным и плотным.
В некоторых случаях припой для латуни можно приготовить самостоятельно и для этого необходимо будет взять в определенных пропорциях медь и техническое серебро, расплавить их в специальном тигеле и тщательно перемешать.
Когда расплавленная смесь станет полностью однородной, емкость с ней необходимо будет поместить в холодную воду до полного остывания.
Далее приготовленный таким образом припой следует аккуратно измельчить или нарезать.
При приготовлении припоя своими руками следует особое внимание уделять однородности его структуры, так как от этого во многом будет зависеть качество и прочность будущего соединения.
В этом случае не стоит экономить на расходных материалах и делать выбор в пользу более дешевых и менее качественных компонентов.
Видео:
В свою очередь флюс для пайки готовится из буры и борной кислоты, которые также можно совершенно свободно приобрести в любом строительном магазине.
Данные компоненты берутся в одинаковых пропорциях и заливаются обыкновенной водой.
После того, как для пайки латуни будут готовы все необходимые компоненты, можно переходить непосредственно к самой работе.
Для этого берется латунная заготовка, предварительно очищенная от грязи и различных масляных пятен и аккуратно посыпается измельченным припоем.
После этого в действие приводится газовая горелка, при помощи которой производится прогрев рабочих поверхностей до определенной температуры.
Здесь главное не перегреть латунную деталь, чтобы она не лопнула и не деформировалась.
Если латунные поверхности имеют большую толщину, то их прогрев следует производить в обязательном порядке постепенно.
При соблюдении всех рекомендаций и порядке действий, шов получится достаточно плотным и качественным.
Более подробно о том, как паять латунь без посторонней помощи в домашних условиях, подробно рассказано на видео в нашей статье.
Как паять нержавейку латунью
Пайка нержавеющей стали — довольно сложная и трудная работа. Чтобы получилось качественное соединение, нужно соблюдать множество условий — как по выбору материалов, так и по режимам пайки. Несколько проще паять сплавы с содержанием Ni или Cr до 25%. Они спаиваются и с другими металлами и сплавами, за исключением Al и Mg. Домашние мастера чаще всего применяют оловянные припои.
Особенности пайки нержавейки
Используя олово и составы на его основе, можно отремонтировать изделия из нержавейки, а также собрать небольшие по размерам и не подвергающиеся большим нагрузкам самодельные конструкции. Кухонная посуда и другие предметы быта ремонтируются обычным паяльником и оловянным припоем.
Пайка нержавейки на производстве выполняется по более сложной технологии. Для пайки ответственных конструкций применяются специальные промышленные смеси , содержащие Cr Припой ПОС-61 Ортофосфорная и паяльная кислоты
- паяльная кислота;
- ортофосфорная кислота ;
- хлористый цинк.
Наносить флюс необходимо непосредственно перед пайкой, чтобы не успела повторно образоваться оксидная пленка.
Интересно: Ортофосфорная кислота входит в состав «Кока-колы». Хороший повод задуматься от том, стоит ли ее пить.
Технология пайки нержавейки оловом
Очень важно правильно и тщательно выполнить подготовительные операции. Их цель — удалить с поверхности нержавейки оксидную пленку и другие загрязнения, препятствующие образованию прочного и долговечного паяного соединения. Сначала поверхность защищается шкуркой, проволочной щеткой или надфилем. Далее, после удаления опилок и частичек абразива, проводят обезжиривание. Для этого берут специальный обезжириватель. Его с успехом заменит любой органический растворитель — ацетон, уайт-спирит, номерные растворители (646, 657) и т.п.
Сразу после обезжиривания область пайки покрывают флюсовым составом. (Если флюс входит в состав прутка припоя, то этот этап не выполняется).
Теперь начинаются собственно пайка оловом. Вначале область пайки разогревается при посредстве жала паяльника или факела газовой горелки. При пайке горелкой следует контролировать содержание кислорода, поскольку при его избытке начнутся окислительные процессы, ухудшающие качество соединения. При превышении допустимой концентрации кислорода пламя приобретает светло-синий оттенок.
Принцип пайки нержавейки
Всю область пайки следует прогреть до температуры плавления припоя.
Важно! припой должен плавиться не от жала паяльника или факела газовой горелки, а от тепла запасенного спаиваемыми деталями.
Подачу припоя в рабочую зону надо проводить до того момента, пока он не начнет появляться из рабочих зазоров между заготовками. Это обеспечит оптимальное схватывание.
Пайка нержавеющей стали дома
Часто бывает, что домашнему мастеру необходимо отремонтировать предметы домашней утвари, посуду из нержавеющей стали. Для этого необходимо подготовить определенный набор оборудования, а также рабочие и вспомогательные материалы. Чтобы качественно и быстро ремонтировать изделия из нержавейки, потребуется приобрести также определенный навык. Поэтому не стоит сразу браться за ремонт сложных или крупногабаритных изделий. Чтобы набить руку, «почувствовать металл и огонь», лучше потренироваться на ложках, кружках или просто обрезках нержавейки.
Пайка нержавейки в домашних условиях
Для работы потребуется оборудовать рабочее место. Рабочий стол должен быть металлическим или иметь негорючее покрытие. Должна быть оборудована вытяжная вентиляция — как пары паяльного состава, так и флюса и обезжиривателя вредны для органов дыхания. Спаиваемые детали должны быть надежно закреплены инвентарными крепежными приспособлениями — тисками, струбцинами, зажимами, распорками.
Рабочая зона не должна быть загромождена, в ней могут находиться только спаиваемые детали.
Емкости с рабочими жидкостями сразу после применения следует плотно закрывать и убирать в шкафчик или тумбочку.
Необходимо тщательно соблюдать технологию выполнения работ. Если обработка проведена некачественно и припой не пристает к поверхности деталей — необходимо остановить пайку и повторить механическую обработку и обезжиривание. После обезжиривания брать детали можно только в плотных перчатках — даже небольшое потожировое пятно, оставленное пальцами, может свести работу насмарку.
Проволочную щетку для зачистки можно сделать самостоятельно. Для этого в отрезок трубы диаметром 5-10 миллиметров и длиной около 10 см нужно плотно вставить проволочки, полученные из куска металлического троса. Выступать из трубки они должны на несколько миллиметров. При небольших площадях пайки нержавеющей стали, а особенно в узких и труднодоступных местах такая самоделка намного удобнее и эффективнее, чем покупные щетки на деревянной ручке.
Такой щеткой можно работать в непосредственной близости от паяльника или пламени горелки, минимизируя время между зачисткой и началом пайки.
Пайка с помощью газовой горелки
Горелку плавно перемещают, равномерно нагревая металл. Пруток припоя должен плавиться не от пламени горелки, а от тепла заготовки — только тогда получится прочное и надежное соединение. После наложения прутка в область стыка необходимо далее нагревать заготовки, чтобы он полностью проник во все зазоры и заполнил их. Нагрев продолжают до тех пор, пока излишки паяльного состава не начнут вытекать из стыка.
Распространенные ошибки
Самой распространенной ошибкой при пайке нержавейки является
- некачественная зачистка;
- недостаточное обезжиривание;
- недостаточный прогрев деталей, вследствие чего припой не проник во все зазоры и не соединил их.
Требуется периодически очищать наконечник жала паяльника.
Не следует паять составами с высоким содержанием свинца или применять канифоль.
Качество соединения можно проверить, попробовав поковырять его шилом или отверткой. Надежное соединение можно лишь поцарапать, отслоить припой от нержавейки не удастся.
Зачистка нержавейки после пайки
После остывания пайки проводят зачистку от остатков паяльного состава и флюса. Пищевую посуду из нержавейки перед использованием нужно промыть теплым мыльным раствором и прокипятить.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
В предыдущих материалах мы рассмотрели электрические паяльники и газовые горелки, применяемые при пайке, а также ознакомились с припоями и флюсами.
Важно. Для всех работ с пищевым оборудованием нужно использовать ТОЛЬКО БЕССВИНЦОВЫЙ припой
Не забываем, что при пайке используются раскалённые предметы, агрессивные жидкости, напряжение 220 В. Будьте предельно бдительны, соблюдайте осторожность.
В этом материале будем паять нержавейку. Попутно рассмотрим особенности её пайки.
Для пайки нержавейки требуются более активные флюсы, чем для меди. Хотя, за счёт значительно меньшей теплопроводности нержавейка не так требовательна к мощности паяльника, и, в большинстве случаев, легко паяется без дополнительного нагрева.
Паяется нержавейка с ортофосфорной кислотой или хлоридом цинка. Наносить флюс нужно непосредственно перед пайкой, особенно это касается ортофосфорной кислоты, так как уже через 10 секунд пайка будет вестись более трудно из за образования плёнки фосфатов на поверхности металла.
Лично мне больше нравится паять нержавейку с хлоридом цинка – «паяльной кислотой».
Наносим флюс на поверхность нержавейки
И прогреваем хорошо облуженным жалом паяльника. При необходимости вносим припой. С первого раза может залудиться не вся поверхность.
Повторно наносим флюс на незалуженные места и снова прогреваем паяльником. Повторяем до равномерного покрытия оловом поверхности металла.
В процессе неплохо поможет и канифоль, добавляемая в зону пайки. Она сделает пайку более гладкой и чистой за счёт удаления окислов с припоя.
По окончанию пайки изделие нужно отмыть от остатков флюса. Кислота легко смывается водой с добавлением моющих средств, а остатки канифоли лучше удалять в холодной воде (она становится хрупкой) используя скребки для мытья посуды.
Качественная пайка имеет равномерную поверхность. Правда, бессвинцовый припой не так хорошо смачивает металл, как обычный ПОС, но для пищевых целей подходит только он.
Для соединения двух частей из нержавейки соединяем их предварительно покрытыми оловом частями, и нагревая одновременно обе части даём расплавленному олову соединиться. Возможно, припой в процессе нужно будет добавить. Это можно сделать как внося его на кончике жала паяльника, так и непосредственно подавая проволоку в зону пайки. После внесения припоя хорошенько прогреваем всю зону пайки, и если припой лег как надо, убираем паяльник и даём соединению остыть. Ускорять остывание и шевелит детали в процессе не рекомендуется.
Если опыта в пайке нержавеющей стали немного, то перед пайкой ответственных изделий лучше потренироваться на ненужных обрезках/огрызках. При этом желательно разрушать пайку и анализировать результаты. Качественно выполненную пайку от нержавейки не отдерёшь Припой царапается, но от нержавейки не отстаёт.
На тему пайкипайки вообще, и нержавейки в частности есть неплохое видео:
За видео отдельное спасибо Трезвому роботу!
Основные инструменты при пайке – электрический паяльник и газовая горелка . Кроме нержавейки при сборке самогонных аппаратов широко применяют и пайка меди/латуни. Ну, и, конечно, самогонный аппарат не спаяешь без припоев и флюсов.
Кто-нибудь имел практику пайки горелкой тонкостенной нержавейки (труба в трубе) с использованием припоев. Каков состав этих припоев, нужно ли использовать серебросодержащие или достаточно бюжжетных вариантов? Соединение будет использоваться на системе отопления на 6 бар. и 90град.С max. Вообще я всё это затеваю для соединения гофрошланга с трубопроводом в месте организации быстроразъёмного механического соединения. Материалы нержавеющие немагнитные стали; гофра толщиной около 1мм, а труба – 1,5мм. Может есть варианты компрессионных соединений без использования термии?
Всё-таки хочется что-то услышать.
Или я один нуждаюсь в подобной инфе! Грустно.
А если серьёзно, то слышал о возможности использовать для соединения нержавейки классического радиотехнического припоя ПОС без ущерба для качества? Так ?
lion93654 написал :
слышал о возможности использовать для соединения нержавейки классического радиотехнического припоя ПОС без ущерба для качества?
Что Вы понимаете под качеством? Если обеспечение герметичности – это одно, если обеспечение прочности – другое, если экологической безопасности – третье. В Вашем случае наверно нужно первое и второе. Герметичность наверно обеспечить можно, а вот прочность надо считать. Важна и конфигурация шва, и предполагаемые нагрузки, и адгезия припоя к металлу с использованием актуального флюса. Это теория. На практике трубы не паял, поэтому больше ничего сказать не могу.
Нержа паяется очень легко! Зачищаем места пайки наждачкой, нагреваем, травим кислотой, облуживаем и спаиваем обычным ПОСом. Нержа немного труднее лудиться чем медь, но лудиться. Я паял из нержавейки бак самогонного аппарата, а там сами понимаете давление! Я также паяю алюминий обычным ПОС, только там есть некоторые заморочки
lion93654 написал :
Может есть варианты компрессионных соединений без использования термии?
Есть – поищите на форуме.
в процессе регулярного использования при пайке ПОС-61 с нейтральными флюсами, и чуть-чуть слегка активированными, пинцеты из нержавейки, точнее их часть, которая часто контактирует с флюсом и припоями очень хорошо лудится
Сварить не проще?
Сварка может и проще, но при толщине металла меньше 1,0мм. становится трудновато не прожечь обычной эл. дуговой сваркой. Полуавтоматом конечно не вопрос, но не так доступно
2Vidis:
Абсолютно верно! Варить качественно тонкостенную нержавейку (даже в среде аргона) способны только профи. А мой случай сложнее, что одна из сопрягаемых деталей является гофрошлангом.
Vidis написал :
Сварка может и проще, но при толщине металла меньше 1,0мм. становится трудновато не прожечь обычной эл. дуговой сваркой. Полуавтоматом конечно не вопрос, но не так доступно
мне чинили на молокозаводе кружку из тонкой нержавейки(0.3 ппримерно). ручка на точечной сварке оторвалась. приварили, но саму ручку прожгли припой желтоватого цвета, думаю мож латунькой варили?
lion93654 написал :
Кто-нибудь имел практику пайки горелкой тонкостенной нержавейки (труба в трубе) с использованием припоев.
паяется нормально, можно обычным ПОС 60 если ширина шва достаточна по механическим соображениям – вначале облуживается с ортофосфорной кислотой обе поверхности под пайку и затем уже пается.
если прочность критична – серебросодержащими припоями паять рекомендую с содержанием серебра не ниже 40% флюс(буру+борная кислота) жалеть не надо окислы с нержи плохо растворяются и припой может лохо растекаться.
а этот вариант не покатит? » >
пробовал очень даже не чего получаеться, но надо немного руку набить
А чем паять? Каким паялом? Или горелкой?
Для меди сантехнической есть припой с флюсом и горелки, не годятся?
у меня промышленная трехфазная сварка+балластик на выходе 70в
паял угольным электродом от батарейки ,ток регулировал балластиком.
попробовал ради эксперемента два обрезка нержавейки соеденить.
а так угольные электроды продаются вроде на строительном рынке около доллара вроде штука.
Bobson1964 внимательно прочитайте статью по ссылке .
Ну речь шла вроде о пайке, а это фактически сварка. Вещи разные.
Хотя извините,, достаточно интересный материал. Спасибо.
Bobson1964 , процесс больше напоминает пайку ,чем сварку
Когда-то был удивлён, разобрав армейский пищевой , ранцевый термос(хотел сделать из него электроводонагреватель на дачу). Основной вертикальный шов во вкладыше из нержавейки сделан пайкой в нахлёст. Нахлёст примерно сантиметр, припой видимо безсвинцовый (контакт с пищей) , но и чисто оловянный делать нельзя – боится минусовых температур. Сделал для себя вывод, что нержавейка паяется. Пробовал потом успешно паять с хлорным цинком в качестве флюса.
Паять с активными флюсами, наверняка, можно, ведь на нерже мало окисных пленок – врагов качественной пайки.
Проблемы с разогревом, мощными источниками тепла.
А нет ли у кого практики с мощным паялом (топором электрическим) или с горелочкой портативной?
Реставрато написал :
Нахлёст примерно сантиметр, припой видимо безсвинцовый (контакт с пищей) , но и чисто оловянный делать нельзя – боится минусовых температур. Сделал для себя вывод, что нержавейка паяется. Пробовал потом успешно паять с хлорным цинком в качестве флюса.
пользуют оловянно-серебряный припой, процентовку на память не скажу вроде как 5-10% серебра
ПС нержу лучше ортофофорной кислотой чем хлористым цинком – проверено.
johnlc О. и здесь мы с вами пересеклись.
Я про аккумуляторы.
Раньше работал в химлаборатории, проблем не было с ортофосфорной, мог сплавить олово с серебром.
А где их брать сейчас?
Подойдет ли преобразователь ржи (авто) вместо фосфорной? Олово вроде есть на даче, гранулы. Серебро наплавил-начистил из контактов. Попробую.
Bobson1964 написал :
ведь на нерже мало окисных пленок – врагов качественной пайки.
Основные защитные свойства нержавейки как раз и обеспечиваются пленкой оксида хрома
ssolovov
Спасибо.
Буду рад получить инфу, каким образом окись хрома держит минеральную кислоту (я химик, имел дело с химическими реакторами из нержи)
Рад за Вас! Почитайте учебник по электрохимической коррозии. Здесь на пальцах я пожалуй не смогу Вам этого объяснить за неимением времени и места. Я тут где-то публиковал фотки, показывающие, как отсутствие кислорода, необходимого для восстановления окисной пленки, приводит к существенным коррозионным поражения в обычном котельном конденсате.
Ежели покрыть нержу(также и люмений) электролитически слоем меди, то мона очень даже просто споять листы тонкой нержы. Способ электролитического покрытия листа(больших поверхностей), с малым обьемом электролита, подробно описан в книге Бастанова по-моему, 300 практических советов, где-то на сайтах мелькала сия книжка.
Bobson1964 написал :
Раньше работал в химлаборатории, проблем не было с ортофосфорной, мог сплавить олово с серебром.
ортофосфорка продается в магазах там же где и паяльные флюсы и пр.
серебро из контактов не советую – может быть с кадмием. лучше купить мерные слитки в банке
там серебро чистое
johnlcЦитата:
Сообщение от Bobson1964
Раньше работал в химлаборатории, проблем не было с ортофосфорной, мог сплавить олово с серебром.
ортофосфорка продается в магазах там же где и паяльные флюсы и пр.
серебро из контактов не советую – может быть с кадмием. лучше купить мерные слитки в банке
там серебро чистое Не, я серебро чистил. Растворял в азотке, высаживал хлорид, восстанавливал гидразином.
А банки – ну их нах.
Серебряная пайка / пайка 303 От нержавеющей стали до латуни
И снова здравствуйте, СтэнСтэн сказал:
Дин: Это ирония в том, что вы упоминаете ювелиров, поскольку они используют те же самые материалы, что и мы на модельных двигателях. Они продают его в меньших количествах по более высокой цене, но это тот же сплав. Они используют разные термины для обозначения сплава, потому что они будут работать с тремя или более сплавами на одной и той же заготовке, так что каждый шаг будет обрабатываться при более низкой температуре.
Ювелирный припой, который я нахожу в сети, имеет другой состав, чем любой из обычных серебряных припоев
.Что касается использования трех (или более) сплавов на детали, вы можете сделать то же самое с серебряными припоями.
Каждый сплав плавится при разной температуре. Сначала используйте самую высокую температуру плавления и работайте вниз.
Большинство производителей серебряных припоев в США имеют полный состав каждого сплаваЯ думаю, что все согласны с тем, что каждый производитель, имеющий торговую марку для стандартного продукта, смешон и сбивает с толку. Еще хуже становится, когда они отказываются публиковать спецификации своего продукта для широкой публики.
они продают на своих сайтах.Из них пять более крупных производителей, Lucas, Uniweld, Harris, Aufhauser и SRA, только
один из них не указывает содержание металлов в своем списке товаров. Тот, кто этого не делает, SRA, всего
показывает спецификацию AWS (номер BAg-X), которая должна соответствовать AWS для данной спецификации.
Все производители, которые хотят продавать рабочие места для губцев или получить одобрение FDA, должны указать номер AWS. Если у него
число, это будет то же самое, что и ЛЮБОЙ другой производитель, который делает это конкретное число, а это не
какое бы глупое название они ему ни дали.
Т.е., BAg-5 одной компании (45% серебра), он будет таким же, как BAg-5 любой другой компании.
Я могу разместить ссылки на всех этих производителей, если кто-то захочет увидеть, что все производители сбивают
из того же материала.
Если вы находитесь за пределами США, цифры могут для вас ничего не значить, но знание того, что все продавцы должны использовать
одной и той же классификации, поможет вам снова и снова получать один и тот же продукт от различных поставщиков из США.
Трой, у вас есть припой с серебряным подшипником, и это правильный термин. Это действительно припой (мягкий),Я также видел / слышал термин «серебряный припой» и в конечном итоге использовал то, что было названо таковым в хозяйственном магазине… оказывается, это был не тот материал! (США здесь ..)
что следует из названия. Обычно это 96% олова и 4% серебра. В
он хорош для многих вещей мастерская машинистов. Для мягкого припоя достаточно прочный. Однако его нельзя использовать с котлами высокого давления, так как он имеет
довольно низкая температура плавления около 450 ° F.
Вы суммируете процессы довольно близко.Пара дополнений может помочь, а может и нет;
Пайка, как при пайке серебром: при температуре выше 840 ° F, неблагородные металлы не расплавляются, соединение происходит за счет капиллярного действия.
Сварка: плавит основные металлы (любыми способами) и соединяет их плавлением с присадочным металлом или
без использования присадочного металла. И это действительно жарко. Достаточно горячая, чтобы плавить сталь, поэтому температура выше 2600 ° F, или около
° C. Обычная дуговая сварка составляет около 6500 ° + F на дуге, оксиацетат, около
5600 ° F.
Пайка, как при сварке твердым припоем: аналогично серебряной пайке, главное отличие состоит в том, что соединение не
капиллярное действие.При сварке пайкой обычно используется наполнитель из медного сплава, например бронзы, и он не проникает в шов, как это происходит при пайке серебряной пайкой. Основной металл не расплавляется, а присадочный металл
просто прилипает к поверхности соединяемых деталей, как полоска клея. Вы можете заполнить им большой пробел,
, так же, как вы могли бы использовать стержни для сварки черных металлов.
Dean
Пайка нержавеющей стали — Добавление фитингов из нержавеющей стали к кегглам —
по-настоящему плотно, как пивовар, я возился с пайкой нержавеющей стали на нержавеющую и латунь / медь с нержавеющей.В некотором роде, чтобы сэкономить на всех дополнительных «несварных» фитингах, а также он выглядит красиво и аккуратно.
Я собираю 3-вольтовый (в стадии разработки) электрический HLT и HERMS и, возможно, электрический бойлер.
Я стремлюсь припаять все фитинги, включая втулку или контргайки для ввинчивания элементов и т. Д.
на этом этапе я только что немного попрактиковался, но кажется многообещающим
на AHB есть несколько резьб, некоторые хорошее обсуждение, но без фото …
http: //www.aussiehomebrewer.com / forum / inde … = 30182 & st = 0
http://www.aussiehomebrewer.com/forum/inde…showtopic=45039
очень хорошая тема на HBT с фотографиями и очень хорошим видео с использованием Метод «ямочки»
http://www.homebrewtalk.com/f51/soldering-…s-steel-155782/
Мне нужно создать свой инструмент для удаления ямок, но вот несколько фотографий того, что я сделал сегодня на крышке бочонка для лома
я использовал газовую горелку для барбекю у меня есть (пропановая горелка) бессвинцовый припой (aquasafe 100 — медь / олово)
для флюса я использовал соляную кислоту из моего бассейна, так как реальный флюс, который у меня был, не был «подходящим» для работы с SS.(соляная кислота работала хорошо, но я буду правильным)
Я создал КОЛЬЦО из припоя, отшлифовал фитинги и основание до яркости, протер все это спиртом и обработал флюсом довольно влажно.
Я нагрел сначала основание, затем фитинг, обратно до основания, а затем фитинг, пока припой не расплавился и не потек.
нагрев большей площади основания остановил отвод тепла, крышка бочонка толстая и требует некоторого тепла
в углублении, вид горшок очень тонкий, и вы видите, он нагревает только фитинг
это не пайка или высокая содержание серебра, но на самом деле это просто мягкая пайка (бессвинцовый или мягкий серебряный припой + -8%)
завтра я собирался сделать слив на моем HLT в основании keggle
вот несколько фотографий и видео со мной ударяя по нему молотком.
испытание с помощью молотка (вода отлетает при ударе, а не по металлу)
фото представляют собой латунную 1-дюймовую втулку
нержавеющее колено
1/2 медная труба через отверстие (неудачный тест молотком после того, как я отшлифовал его, перед шлифовкой он держался очень хорошо)
Невозможно припаять валики из нержавейки
(УСПЕШНО ОБНОВЛЕНИЕ!) .. Невозможно припаять валики из нержавейкиВсем привет. Я надеялся получить рекомендации по пайке от тех, у кого больше знаний и опыта, чем у меня.
Я работаю над контактным соединением и пытался припаять валики, потому что в настоящее время у меня нет сварочного аппарата. Некоторое время назад мне удалось успешно припаять латунные валики к латунным вкладышам. Я прочитал и просмотрел множество руководств, которые сделали это намного проще, чем я думал. Сегодня все было наоборот. Разница в том, что я впервые пытаюсь соединить нержавеющую сталь с нержавеющей.
Я использовал нержавеющую сталь 410 как для лайнера, так и для надрессорной балки.
Отшлифовать их полностью вручную на наждачной бумаге по толстому стеклу.
Зачистил участки для пайки.
Использовал нитриловые перчатки и все тщательно очистил ацетоном.
Протереть и снова очистить, давая высохнуть на воздухе.
Нанесла пастообразный флюс на все детали, на которые наложена катушка припоя.
Я попытался залудить каждую деталь, нагревая ее над факелом, перемещая в пламя и выходя из него. Когда он начал таять, я попытался разложить его стальным стержнем, но он просто хотел объединиться в центре. Даже с помощью удочки я не мог разложить ее по всей площади.Когда я лужил латунь, каждый кусочек припоя плавился и равномерно растекался со всех сторон. Затем я мог бы использовать стержень, чтобы распределить его, если я пропустил место, а затем сбил бы остальное. Остался красивый тонкий блестящий луженый слой на каждом куске. Это выглядело как круглая капля посередине и коричневатый барьер вокруг припоя.
Очевидно, что я сжигаю флюс до того, как припой успеет расплавиться, хотя я пытался нагревать его медленно. Независимо от того, что я пробовал, он продолжал гореть. Для тех, кто делал это много раз, можете ли вы сказать мне, что я делаю не так? Применяю ли я слишком много флюса, или я вообще использую правильный тип припоя и флюса для работы? Флюс — это странный белый крем, на который его наклеивают кисточкой.Не жидкий, как я видел в некоторых инструкциях.
Надеюсь, фотографии ниже показывают больше того, о чем я говорю. Я ценю любую помощь с этим.
Еще раз спасибо,
Джон
Пайка латунного наконечника и проволоки из нержавеющей стали
Образование, Алоха и большинство
весело вы можете получить в отделке
№1 в мире по отделочным материалам с 1989 года
Вход в систему не требуется: звоните прямо сейчас
2004
Спасибо за ожидаемую помощь.Я занимаюсь ремонтом диагностического медицинского оборудования. Один из продуктов, который мы ремонтируем, включает использование небольших проводов из нержавеющей стали, которые прикрепляются к латунному наконечнику. Это достигается пайкой. В настоящее время мы используем припой Indalloy 121, состоящий из 96,5 Sn / 3,5 Ag; Индаллой Флюс №2. В зависимости от области применения используются две разные проволоки диаметром 0,008 и 0,025. Используемая процедура заключается в очистке провода SS с помощью Ацетон [аффил.ссылка на информацию / продукт на Amazon], обработайте провод наждачной бумагой [affil. ссылка на информацию / продукт в Rockler], окуните провод во флюс №2, нагрейте чистым сухим паяльником в течение 1-3 секунд, промойте провод водой, затем повторно нанесите флюс и залудите провод. Латунный наконечник никоим образом не подготавливается. Размер наконечника примерно 2мм. Вопрос, выглядит ли этот процесс уместным? Используются ли правильные продукты? У нас действительно случаются сбои в связях. Связанная зона подвергается значительным нагрузкам.Мы хотим добиться нулевых отказов в этой связанной области. Паяное золото было предложено из-за потенциально более прочной связи, чем у серебра. Есть предположения?
Спасибо,
Крис НовакМедицинский — Филадельфия, Пенсильвания, США
этот текст заменяется на bannerText
Заявление об ограничении ответственности: на этих страницах невозможно полностью диагностировать проблему отделки или опасности операции. Вся представленная информация предназначена для общего ознакомления и не отражает профессионального мнения или политики работодателя автора.Интернет в основном анонимный и непроверенный; некоторые имена могут быть вымышленными, а некоторые рекомендации могут быть вредными.
Если вы ищете продукт или услугу, относящуюся к отделке металлов, посетите следующие каталоги:
О нас / Контакты — Политика конфиденциальности — © 1995-2021 finish.com, Pine Beach, New Jersey, USA
Cockrill Precision Products »Welding, Пайка, Пайка
Каждый из перечисленных ниже методов соединения металлов имеет свои преимущества и особенности.
Серебряная пайка
Серебряная пайка требует высокой температуры около 1350 ° F и является очень прочной. Он довольно устойчив к коррозии, но со временем потускнеет.
Серебряную пайку иногда называют серебряной «пайкой», но это неправильное название, потому что пайка — это низкотемпературный процесс. Это еще больше сбивает с толку, потому что другой тип серебряной пайки предполагает использование сплава серебро / олово с низкой температурой плавления. Так что давайте назовем серебряную пайку более наглядным названием.Пайка серебра — это высокотемпературный процесс, требующий некоторого времени из-за времени, необходимого для нагрева детали.
Область стыка хорошо флюсована пастой из буры, способной удалять оксиды с металлов, когда они расплавлены, и при этом на короткое время сопротивляться выкипанию в пламени. Когда материалы становятся почти тускло-красными, в зону соединения подают проволоку из серебряного сплава. Перегрев может вызвать окисление, которое будет препятствовать смачиванию металлов припоем и флюсом.
Мелкие детали легче паять, чем большие, из-за времени нагрева или необходимого общего тепла. После пайки может потребоваться значительная очистка, включая кислотную обработку оксидов и / или полировку узла. Детали, которые находятся в тяжелом состоянии, будут отожжены в процессе. Детали из латуни, припаянные серебром, могут полностью отожжиться или деформироваться в результате процесса. Пайка серебром может создать очень контролируемый шов, и его прочность, безусловно, является фактором в ее пользу.
Хотя серебряный припой обычно представляет собой сплав с кадмием, нет необходимости подвергать такой риск для здоровья.Мы используем присадочную проволоку без содержания кадмия. Это дает покупателю дополнительное преимущество в том, что кадмий отсутствует в конечном стыке.
Для производителя музыкальных инструментов мы разработали способы спайки серебром двух полусекций тромбонного клапана для герметичного соединения, а затем изготовили приспособление для пайки для удержания четырех латунных трубок на месте для точного расположения.
Пайка
Мы имеем дело с двумя основными типами припоев, но есть и другие.Алюминий можно соединить с помощью «припоя», но здесь мы обсуждаем припои свинец / олово и серебро / олово.
Пайка — это низкотемпературный процесс, редко превышающий 425 ° F, который аналогичен пайке, но включает смачивание обеих частей флюсом и заполнение свинцово-оловянной или серебряно-оловянной проволокой или пастой. В результате получается соединение низкой и средней прочности, которое довольно устойчиво к коррозии. Проектирование соединения с достаточным контактом металла с металлом может свести к минимуму проблему прочности.
Узлы труб из нержавеющей стали можно легко соединить с помощью этого процесса, при этом не существует риска их отжига или размягчения.Припой из серебра и олова становится предпочтительным материалом для использования в медицине из-за отсутствия свинца и из-за того, что соединения остаются практически безкоррозийными.
Паять можно многие металлы, такие как сталь, латунь, нержавеющая сталь и медь.
Сварка TIG
СваркаTIG включает очень высокотемпературное плавление самого металла без использования присадки и является отличным процессом для максимально прочного соединения деталей из нержавеющей стали, стали или стали с деталями из нержавеющей стали, некоторыми бронзами или медью с медью.После пассивирования нержавеющей стали сварное соединение устойчиво к коррозии примерно так же, как и основные металлы. Часто пассивация не требуется.
Детали часто необходимо разрабатывать в соответствии с технологическим процессом, чтобы не требовался наполнитель. Должно быть достаточно материала для плавления, чтобы получился хороший стык.
Электрод, используемый для создания дуги на заготовке, изготовлен из вольфрама, как нить накаливания лампочки. Обычно мы используем электроды в диапазоне от 0,025 дюйма до 0,125 дюйма в диаметре.Чтобы вольфрамовый электрод не загорелся, используется газовая защита, обычно аргон, для создания инертной атмосферы. Отсюда и название процесса TIG, или Tungsten Inert Gas.
Хотя у нас есть возможность ручной сварки TIG, которую мы используем время от времени, наша главная сила — это сварка TIG на специальном токарном станке.
Этот токарный станок полностью автоматизирован после нажатия кнопки «Пуск». Экран из аргона устанавливается вокруг электрода, шпиндель начинает вращаться, срабатывает высокочастотный пускатель дуги, дуга устанавливается, дуга заданного времени продолжается вокруг заготовки, затухание дуги устраняется « кратеры », после чего дуга прекращается, а ванна с аргоном воздействует на деталь, защищая зону сварки и электрод от чрезмерного окисления.Все вышеперечисленные шаги можно регулировать.
Мы сделали для нас лазерную сварку некоторых более крупных деталей и обнаружили, что проплавление шва при использовании лазера затруднено, поэтому прочность сварного шва была посредственной. На токарном станке мы получаем более прочное соединение. Внешний вид сварного шва может быть исключительно хорошим и гладким, поскольку процесс автоматизирован.
Этот сварочный аппарат также будет выполнять точные сварные швы без вращения, просто отключив функцию вращения шпинделя.
Не рекомендуется использовать нержавеющие или закаливаемые сплавы 303 при сварке TIG.Очень характерная черта нержавеющей стали 303, которая заставляет стружку ломаться во время обработки, заставляет ее трескаться при сварке. Пайка серебром или низкотемпературная пайка серебром и оловом может быть лучшим способом соединения 303 нержавеющих деталей. При использовании нержавеющих сплавов используйте 304L или 316L, которые являются низкоуглеродистыми вариантами стандартных сплавов. Они позволяют избежать проблем с растрескиванием сварных швов. Конечно, нержавеющая сталь 321 и 347 даже лучше, но это более дорогие альтернативы как по материалам, так и по рабочей силе.
Вернуться в: Проектирование и монтаж
Далее: Возможности обработки
Super Alloy 1, низкотемпературный припой для нескольких металлов и ванн
Super Alloy 1 — это низкотемпературный припой для нескольких металлов и электролизеров, который связывает все белые металлы, а также может соединять белые металлы практически с любым другим металлом, даже с черными и цветными металлами, такими как сталь с алюминием.
Super Alloy 1 связывает металлы при температуре, равной половине температуры плавления металлической ванны; его медовый флюс становится коричневым, когда основной металл достигает рабочей температуры 350 ° F, что позволяет быстро и легко ремонтировать пайку с минимальным предварительным нагревом или без него. Этот универсальный стержень идеально подходит для ремонта точечной коррозии металла кастрюли и может применяться с любым источником тепла, включая паяльник, тепловую пушку или пропановую горелку, без опыта сварки.
Отраслевой стандарт для реставрации классических и старинных автомобилей, Super Alloy 1 собрал тысячи бесценных запчастей для классических автомобилей!
Основные характеристики:
- Припои: металлический горшок, алюминий, оцинкованный металл, медь, латунь, бронза, сталь, цинковое литье под давлением, олово, оцинкованная сталь, свинец, цинк, металл обезьяны
- Склеивает разнородные металлы: латунь с алюминием, медь с нержавеющей и т. Д.
- Низкая рабочая температура — 350 ° F — предотвращает коробление и повреждение основного металла; предпочтение в приложениях, требующих слабого нагрева
- Высокая смачиваемость
- Работает с: пропаном, газом MAPP, оксиацетиленом, бутаном, термофеном, паяльниками большего размера, печами
- Флюс становится коричневым, когда основной металл достигает 350 ° F, действуя как абсолютный ориентир температуры
- Можно плакировать, красить, порошковое покрытие, полировать, формировать, наращивать недостающие детали
- Совершенно не вызывает коррозии; смывается теплой водой
- Прочность сцепления 20000 фунтов на кв. Дюйм
Примечание: Super Alloy 1 нельзя использовать для ремонта алюминиевых лодок, литого алюминия, больших алюминиевых масс или алюминия с алмазной пластиной.Для этих целей требуются Super Alloy 5 и кислородно-ацетиленовая горелка. Для отливок толщиной более 1/8 ″ мы рекомендуем перед пайкой снять фаску с основного металла с помощью шлифовального станка.
Содержит кадмий. Super Alloy 1 не может быть импортирован в страны ЕС из-за правил импорта.
MUGGYWELD.COM И МАГАЗИН AMAZON MUGGY WELD ЯВЛЯЮТСЯ ЕДИНСТВЕННЫМИ ДИСТРИБЬЮТОРАМИ АУТЕНТИЧНЫХ ПРОДУКТОВ MUGGY WELD.
МЫ НЕ ПРОДАЕМ ПРОДУКТЫ ЧЕРЕЗ ДРУГИЕ ВЕБ-САЙТЫ.
ЕСЛИ ВЫ НАЙДЕТЕ НАБОРЫ СО СКИДКОЙ В ИНТЕРНЕТЕ, ВЫ СЕЙЧАС ПОКУПАЕТЕ ПОДДЕЛЬНЫЕ ТОВАРЫ НА СВОЙ СОБСТВЕННЫЙ РИСК
ПРЕДЛОЖЕНИЕ 65 КАЛИФОРНИИ: ПРЕДУПРЕЖДЕНИЕ: Этот продукт содержит химические вещества, включая [кадмий], которые, как известно в штате Калифорния, вызывают рак. Для получения дополнительной информации посетите https://www.p65warnings.ca.gov/Инструкции по продукту
Как соединить или сварить проволоку и сетку из нержавеющей стали?
В этом блоге мы представляем ряд методов соединения проволоки из нержавеющей стали, поскольку их применение очень разнообразно;
— Сетка из нержавеющей стали к сетке из нержавеющей стали
— Сетка из нержавеющей стали к листу из нержавеющей стали
— Сетка из нержавеющей стали к другим сталям
— Сетка из нержавеющей стали к латуни
Список продолжается, и мы советуем вам работать с уважаемым производителем нержавеющей стали .
Для домашнего мастера я рекомендую вам поискать в Интернете помощь по конкретным приложениям. Кто-то где-то и когда-нибудь почти всегда делал то, что вы хотели сделать, и очень рад рассказать вам об этом на одном из многочисленных форумов, посвященных нержавеющей стали или сварке.
Мелкие сетки из нержавеющей стали можно сваривать или паять. Более крупные сетки можно сваривать, обрезать или связывать.
C-образные зажимы
У нас есть в наличии C-образные зажимы и клещи из нержавеющей стали.Зажимы изготовлены из проволоки из нержавеющей стали марки 316 толщиной 2 мм.
C-образные зажимы и клещи из нержавеющей стали
Могут использоваться для стыковки;
— Проволока для ограждения из нержавеющей стали
— Колючая проволока из нержавеющей стали
— Ограждение из нержавеющей стали
— Сварные ролики из нержавеющей стали диаметром от 0,80 до 3,00 мм
— Панели из нержавеющей стали с диаметром проволоки от 0,80 до 3,00 мм
Точечная сварка
Мелкие сетки из нержавеющей стали можно прихватывать с помощью точечной сварки или сваривать швы с помощью точечной сварки с роликовым электродом, как показано в этом видеоклипе Sunstone Engineering https: // www.youtube.com/watch?v=ZJeLSl2I1oo.
В этом видеоклипе от Welding Sciences https://www.youtube.com/watch?v=uztiVJxeOVw показан простой аппарат для точечной сварки, выполненный своими руками.
Сетка тканая из нержавеющей стали, сваренная точечной сваркой
Сварка MIG
Сварка металла в среде инертного газа (MIG), также известная как газовая дуговая сварка металлическим электродом, эффективна при соединении проволоки и сетки из нержавеющей стали. В этом методе используется электрическая дуга, как и в точечной сварке, но также используется смесь газов аргона и CO2 (так называемая защита) для предотвращения атмосферного загрязнения сварного шва.
Сварка TIG
Также можно использовать сварку TIG (вольфрамовая дуга в инертном газе или газо-вольфрамовая дуга). Это похоже на сварку MIG, но в то время как для сварки MIG используется расходный сварочный стержень, для сварки TIG используется неплавящийся вольфрамовый стержень и отдельный плавящийся присадочный стержень. Сварка TIG требует значительно большего мастерства оператора, чем сварка MIG, но есть сварочные аппараты TIG, которые автоматически подают присадочный пруток, что упрощает оператору достижение высокого качества сварки.
Стяжная проволока
У нас есть ассортимент отожженной стяжной проволоки из нержавеющей стали, которую можно использовать для соединения сварных панелей из нержавеющей стали и сварных роликов из нержавеющей стали. Ассортимент включает нержавеющую сталь марок 304 и 316 диаметром от 0,4 до 4 мм. Процесс отжига делает сталь более податливой, поэтому ее можно легко скручивать.
Катушка DIN 200 из нержавеющей стали, отполированная до блеска
Ярко отожженная связующая проволока из нержавеющей стали, катушка 5 кг
Серебряная пайка
Сетки из нержавеющей стали можно легко паять, но нержавеющая сталь имеет очень низкую теплопроводность, поэтому приложенное тепло не будет исходить от газовой горелки или паяльника.