Пайка медных труб мягким припоем
Медные трубы являются очень популярными элементами для создания качественного, надежного и долговечного трубопровода, обладающего многочисленными преимуществами. При его формировании возникает необходимость соединять отдельные части трубы друг с другом. Для этого наиболее оптимальным способом соединения считается пайка.
Медь является металлом, который идеально подвергается пайке. Дело в том, что поверхность таких изделий очень просто и легко очистить от всевозможных покрытий и загрязнений, налетов и ненужных слоев. Для этого не возникает необходимость пользоваться какими-либо специфическими и агрессивными средствами. С медью имеют отличную адгезию многие легкоплавкие материалы. Во время нагрева, который обязательно имеется во время процесса пайки, медь не вступает в реакции с различными веществами, находящиеся в воздухе, а также с самим кислородом. Благодаря этому при работе не нужны флюсы, которые считаются дорогостоящими и сложными. В результате, медные трубы могут легко подвергаться совершенно разным видам пайки.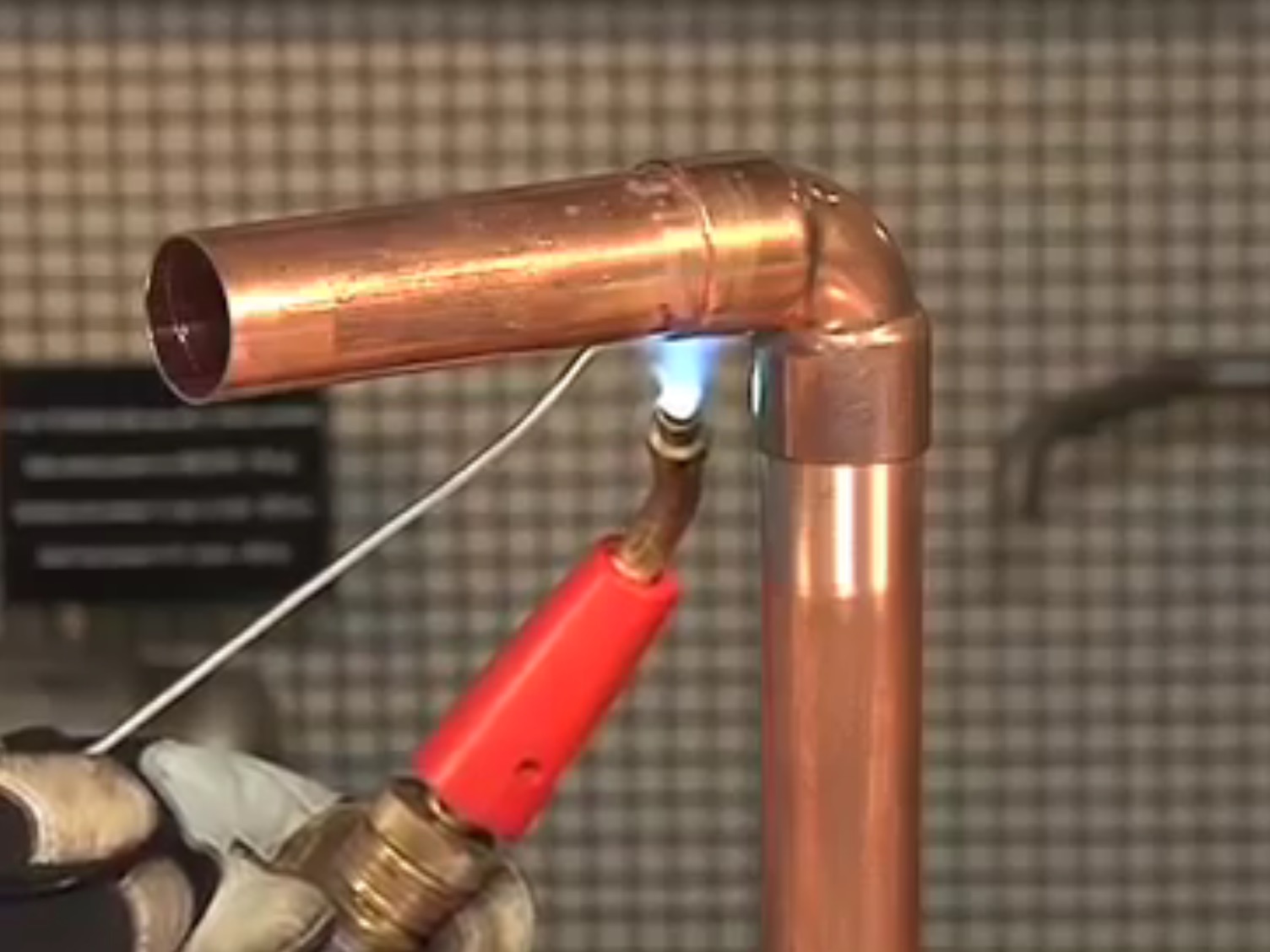
Во время процедуры пайки применяется специальный капиллярный эффект, который представляет собой соединение атомов и молекул твердых предметов и жидкости в то время, когда происходит разделение этих сред. В результате данного эффекта поверхность медных труб смачивается. Смачивание заключается в том, что силы притяжения, имеющиеся различными молекулами металлов и припоя, становятся намного более высокими по сравнению с силами притяжения молекул только одного припоя, что приводит к тому, что жидкость как бы приваривается к покрытию твердого тела.
Основные разновидности изделий из меди
Медные трубы выпускаются в большом количестве видов. В первую очередь они отличаются друг от друга по диаметру, которые могут выражаться в дюймах или миллиметрах. Наиболее популярными считаются изделия 6 и 8, 10 и 12, 22 и 28, а также 42 и 48 мм.
Медные изделия обладают своей специфической маркировкой.
- Первоначально имеется буква «М», которая и квалифицируется предмет в качестве медного.

- После буквы имеется число, которое указывает на степень чистоты металла. Если имеется два ноля, то изделие считается высокочистым, если один ноль, то оно будет чистым, а если от единицы до трех, то его можно причислить к технически чистому.
- За числами снова идет буква, которая указывает на метод создания меди. Буква К обозначает катодный способ, У – катодный переплавленный, Р – раскисленный, Б – бескислородный, Ф – раскисленный с применением фосфора.

Дополнительно медные изделия отличаются друг от друга по марке. В разных марках может иметься различное содержание меди и примесей. Также в них может быть разное количество кислорода. Дополнительно вещества могут иметь разную степень раскисленности. В некоторых марках в составе имеется фосфор, а также в отдельных марках вовсе нет кислорода. Поэтому различные марки имеют существенные отличия в химическом составе. Следует перед приобретением тех или иных медных труб просмотреть в ГОСТе 52318 их назначение, чтобы не совершить ошибку с использование неподходящих для конкретных целей изделий.
Какие инструменты применяются в процессе пайки медных труб?
Данный процесс может быть реализован с помощью различных инструментов. Каждый из них имеет плюсы и минусы, а также для работы важно уметь правильно обращаться с выбранным вариантом. Можно выделить следующие самые популярные материалы для пайки:
- Труборез для труб. Он разрезает трубы по длине. На рынке инструмент представлен в различных разновидностях, однако принцип действия у каждого вида является одинаковым. Для пайки необходимо зажать нужную часть трубы между лезвием трубореза и специальными роликами, которыми он оснащен. После этого нужно начинать вращать изделие в соответствии с диаметром трубы. При этом необходимо регулярно подтягивать специальный натяжной болт, причем, обычно на треть оборота после каждого полного оборота инструмента. Для полного разрезания трубы необходимо сделать 6 полных оборотов труборезом.
- Газовая горелка. Предназначается для низкотемпературной пайки трубы из меди. Она оснащается специальным припоем из олова. Горелки представлены в нескольких видах, причем они отличаются конструкцией и принципом действия. Не каждая газовая горелка для пайки медной трубы подходит, поэтому важно тщательно перед покупкой изучить инструкцию, чтобы убедиться, что выбранное изделие сможет осуществить пайку трубы. Самым важным параметром данного изделия считается наличие узконаправленного пламени. Нагревается медная труба с помощью этого инструмента буквально за несколько секунд, причем расход газа считается небольшим. Поэтому небольшая газовая горелка может обеспечить пайку большого количества участков трубы из меди. Горелка оснащается специальным баллоном, в который загружается пропан с бутаном.
- Металлическая шерсть. Этот инструмент используется для зачистки медной трубы. Для работы с ним не нужно прилагать много усилий, поскольку достаточно обжать одну часть трубы этим изделием, после чего труба вращается, что обеспечивает качественную и надежную зачистку. Кроме самих поверхностей необходимо выполнить зачистку внутреннего фитинга.
 Горелки представлены в нескольких видах, причем они отличаются конструкцией и принципом действия. Не каждая газовая горелка для пайки медной трубы подходит, поэтому важно тщательно перед покупкой изучить инструкцию, чтобы убедиться, что выбранное изделие сможет осуществить пайку трубы. Самым важным параметром данного изделия считается наличие узконаправленного пламени. Нагревается медная труба с помощью этого инструмента буквально за несколько секунд, причем расход газа считается небольшим. Поэтому небольшая газовая горелка может обеспечить пайку большого количества участков трубы из меди. Горелка оснащается специальным баллоном, в который загружается пропан с бутаном.
Горелки представлены в нескольких видах, причем они отличаются конструкцией и принципом действия. Не каждая газовая горелка для пайки медной трубы подходит, поэтому важно тщательно перед покупкой изучить инструкцию, чтобы убедиться, что выбранное изделие сможет осуществить пайку трубы. Самым важным параметром данного изделия считается наличие узконаправленного пламени. Нагревается медная труба с помощью этого инструмента буквально за несколько секунд, причем расход газа считается небольшим. Поэтому небольшая газовая горелка может обеспечить пайку большого количества участков трубы из меди. Горелка оснащается специальным баллоном, в который загружается пропан с бутаном.
Выбор инструмента для пайки может быть разным, однако важно подобрать такое изделие, которое будет идеально справляться с поставленными задачами, поэтому будет обеспечивать идеальный результат.
Что нужно подготовить перед непосредственным процессом пайки?
Важно знать, какие материалы кроме инструментов должны быть подготовлены для этой процедуры. Сюда можно отнести:
- Припой, который обычно является оловянным. Он представлен на рынке в виде специальных катушек с проволокой из олова. Ее диаметр равняется 3 мм. Важно убедиться перед приобретением данного материала, чтобы в его составе полностью отсутствовал свинец. Применять этот вид припоя можно для водопровода или иных видов магистралей.
- Флюс. Этот материал считается очень важным для грамотного и идеального процесса пайки. Дело в том, что для хорошего соединения отдельных металлов припой должен растекаться при воздействии специальных капиллярных сил, что приводит к тому, что он оседает на металле. Процесс оседания по-другому называется смачиванием, но для его выполнения важно, чтоб поверхность была чистой и не окисленной. Также пайка должна защищаться от кислорода, чтобы обеспечился прочный и надежный шов. В результате, для улучшения адгезии меди и припоя, а также для повышения качества пайки, используются флюсы. Они представлены в несколько разновидностей, причем важно выбрать подходящий вариант. Не подходит для медных труб элемент из нержавеющей стали. Можно пользоваться канифолью, однако она сложна в применении.
 Процесс оседания по-другому называется смачиванием, но для его выполнения важно, чтоб поверхность была чистой и не окисленной. Также пайка должна защищаться от кислорода, чтобы обеспечился прочный и надежный шов. В результате, для улучшения адгезии меди и припоя, а также для повышения качества пайки, используются флюсы. Они представлены в несколько разновидностей, причем важно выбрать подходящий вариант. Не подходит для медных труб элемент из нержавеющей стали. Можно пользоваться канифолью, однако она сложна в применении.
Процесс оседания по-другому называется смачиванием, но для его выполнения важно, чтоб поверхность была чистой и не окисленной. Также пайка должна защищаться от кислорода, чтобы обеспечился прочный и надежный шов. В результате, для улучшения адгезии меди и припоя, а также для повышения качества пайки, используются флюсы. Они представлены в несколько разновидностей, причем важно выбрать подходящий вариант. Не подходит для медных труб элемент из нержавеющей стали. Можно пользоваться канифолью, однако она сложна в применении.Как происходит процесс пайки медной трубы?
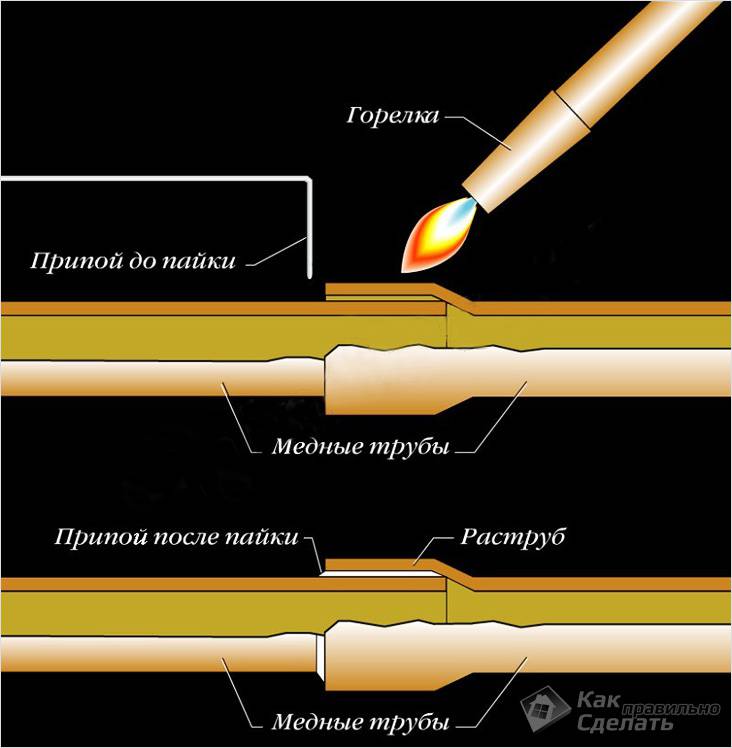
Выбранный флюс наносится на трубу, которая должна быть заранее зачищена механическим способом. Далее надевается фитинг, после чего можно начинать нагревать изделие с применением газовой горелки. Как только медь под инструментом начнет изменять свою расцветку, нужно начинать применять припой. Он плавится очень быстро, а благодаря капиллярному эффекту быстро и хорошо попадает в специальное отверстие в фитинге.
Таким образом, процесс пайки медных труб считается достаточно простым и быстрым, если используются подходящие материалы и инструменты.
Нюансы пайки медных изделий
Во время данного процесса нужно учитывать несколько специфических нюансов и правил. К ним можно отнести:
- Важно знать, как припаять кран. Первоначально нужно помнить, что в узел входит компрессионные кольца и гайка, а также сам кран. Для пайки крана необходимо на внутреннюю сторону кольца нанести оптимальное количество флюса. Далее это место прогревается несколько секунд, после чего к нему прикладывается припой. После его полного остывания можно начинать скручивать элемент.
- Медь является металлом, который хорошо проводит тепло, поэтому расстояние от медной трубы при работе должно быть больше 30 см, чтобы не было ожогов.
- Во время процесса пайки флюс плавится, в результате чего образуется текучая смесь, которая может попасть на кожу или одежду. При такой ситуации нужно обязательно хорошо промыть место на коже, поскольку иначе можно получить серьезный химический ожог.
- Производить процесс пайки запрещается в одежде из синтетики, поскольку большинство элементов имеют в составе кислоту. Синтетические материалы являются легко воспламеняемыми, а также могут плавиться при высоких температурах.
- Проводить работу нужно в хорошо проветриваемом помещении.
Таким образом, для грамотного и оптимального процесса пайки необходимо знать, какие инструменты для этого должны использоваться, какие материалы должны применяться, как проходит сама процедура, а также какие требования и рекомендации должны учитываться.
Труба из меди, предназначенная для кондиционирования воздуха, представляет собой специальную бесшовную трубу, созданную из меди. Ее размеры полностью соответствуют специальной стандартной линейке, прописанной в специализированных документах. Она продается в мягком виде, причем в виде специальных катушек. Их размер обычно равняется 15 мм, причем на концах имеют заглушки, которые могут быть закрытыми или запрессованными.
Труба, продаваемая в бухтах, обычно используется в процессе установка кондиционеров, отличающихся либо небольшой, либо средней мощностью. Во время создания данных труб используется горячий отжиг, который обеспечивает более легкий и удобный процесс переработки основного сырья. В результате получается изделие, отличающееся хорошей пластичностью. Как только отжиг будет полностью выполнен, труба тщательно промывается, поскольку важно добиться того, чтобы все ее внутренние стенки были идеально чистыми.
Во время создания данных труб используется горячий отжиг, который обеспечивает более легкий и удобный процесс переработки основного сырья. В результате получается изделие, отличающееся хорошей пластичностью. Как только отжиг будет полностью выполнен, труба тщательно промывается, поскольку важно добиться того, чтобы все ее внутренние стенки были идеально чистыми.
В специальном американском стандарте ASTM B280 прописываются основные требования и условия применения и эксплуатации к качеству трубы. В соответствии с этим документом в изделии толщина стенок не должна отличаться от номинальной больше, чем на 10 процентов. Также представлены стандартные размеры и вес, диаметр и иные параметры, которым должно соответствовать изделие.
Мягкие медные трубы, которые полностью отвечают всем требованиям, выдерживают расширение с помощью специальных инструментов, которое называется вальцеванием.
Советы и рекомендации по использованию медных труб:
- На медной трубке, которая подверглась развальцовыванию, не должно быть никаких дефектов, которые могут быть представлены в виде трещин или перекосов. Они не должна быть видны как на внешних поверхностях, так и на внутренних.
- Все бухты должны закладываться в специальные полиэтиленовые заготовки, причем этот процесс выполняется, только под вакуумом. После того, как упакованная правильным образом труба загружается в коробку из картона, на эту упаковку должна наноситься правильная маркировка. Она должна отражать необходимые сведения о содержимом, к которым относится тип трубы и ее размер, а также иные ее важные параметры.
- Работать с медными трубами нужно только с помощью подходящих и качественных инструментов, обеспечивающими не только высокое качество монтажа, но и не позволяющими нарушить целостность изделия. В результате можно быть уверенным в надежности и долговечности полученной системы.
- При соединении медных труб используются фитинги. Их скрепление должно производиться с применением пайки и припоя, причем идеальным выбором для этого считаются стандартные газовые горелки.
 Они не должна быть видны как на внешних поверхностях, так и на внутренних.
Они не должна быть видны как на внешних поверхностях, так и на внутренних.Пайка медных трубок газовой горелкой: технология, инструмент
Медь обладает высокой устойчивостью к влаге, кислотным и щелочным растворам, износу стиранием. Трубопровод и фитинги из меди служат значительно дольше аналогичных изделий из стали. При пайке медных трубок газовой горелкой следует учитывать высокую электропроводность и теплоотдачу материала.
Внешне медный трубопровод с соединением фитингами, напоминает пластиковые трубы. Процесс создания герметичного соединения намного сложнее. Металл покрыт пленкой окислов с высокой температурой плавления. Соединить его нагревом и давлением невозможно. Создана особая технология пайки для меди и ее сплавов.
Пайка медных трубок газовой горелкойТехнология пайки
Детали из меди необходимо прочно соединить, исключая разрушение от внешних воздействий. Технология пайки медных деталей заключается в их нагреве и соединении между собой скрепляющим веществом. Припой имеет температуру плавления ниже, чем основной металл. Он легко проникает в пространство между деталями, заполняет капилляры. После остывания образуется прочное соединение материалов на уровне кристаллической решетки.
Флюс растворяет окисную пленку, позволяя нагретому припою соединиться с медью. Припой подносится к месту соединения хорошо прогретых деталей. Его температура плавления ниже. Припой расплавляется и затекает во все капилляры, равномерно по всей окружности. При остывании металлы образуют прочное соединение.
Компоненты для пайки
Трубопроводы из меди изготавливаются для систем водоснабжения и отопления. Начинать следует с составления чертежа. По нему рассчитывается количество всех необходимых компонентов:
- длина труб;
- количество фитингов;
- расход флюса и припоя.
Для создания изгибов труб нужны фитинги в виде уголков и тройников. Наращивание удобнее осуществлять соединительными муфтами. Пайка меди осуществляется с заходом одной детали в другую.
Выбор припоя
Прочность и герметичность соединения зависит от температур плавления материала. Существует два типа припоев:
- мягкие;
- твердые.
Мягким припоем осуществляется соединение труб водопроводов в частных домах. Он состоит из олова или свинца с дополнительными элементами, улучшающими жидкотекучесть. Металлы имеют низкую температуру плавления.
Твердым припоем соединяют медные детали при температуре нагрева выше 450⁰. В его составе содержится серебро или медь. Соединения с тугоплавкими материалами применяют для систем отопления, паротрубопроводов с высоким давлением и температурой более 130⁰.
Мягкий припойВыбор флюса
Флюс должен растворять окислы и способствовать растеканию припоя. Для меди подходят низкотемпературные составы, предназначенные для паяльников:
- натриевая соль;
- канифоль;
- вазелин;
- борная кислота.
Все материалы легко купить в магазине. Они безопасны, не выделяют вредных веществ при расплавлении.
Для высокотемпературной пайки подойдут смеси на основе фосфора и салициловой кислоты.
Инструмент для проведения пайки
Для герметичного и прочного соединения необходимо иметь оборудование для пайки медных изделий:
- труборез;
- фаскосниматель;
- наждачную бумагу;
- металлический ершик;
- кисточку;
- газовую горелку.
Для разметки понадобятся рулетка и карандаш или маркер. Если удлинение трубопровода будет производиться без переходников, понадобится труборасширитель. С его помощью нагревается и расширяется конец одной трубы и в него заводится вторая, по аналогии с пластиковыми соединениями.
Фаскосниматель обеспечивает ровные кромки без заусенцев. Его может заменить наждачная бумага средней зернистости.
Металлический ершик должен входить внутрь трубы и зачищать грязь, снимать пленку окислов. Кисточка используется для нанесения флюса на соединяемые поверхности.
Выбор газовой горелки
Газовая горелка для пайки меди выбирается с узким соплом, бытовая. Ширина пламени не должна превышать диаметр трубы. Конструкцию инструмента определяет газ, на котором он работает:
- МАРР-газ состоит из метилацетилен-пропадеина и природного сжиженного газа;
- пропан;
- ацетилен-кислород.
МАРР-газ обеспечивает быстрый нагрев, применяется профессионалами для пайки холодильников.
Пропановые горелки подходят для работы в маленьких мастерских. Они могут
Пайка медных труб своими руками
Медь лучше паять, чем варить, по нескольким причинам: простота и оперативность проведения работ, нет необходимости в дорогом оборудовании, соединения получаются прочными, надежными и стойкими к высоким температурным и механическим нагрузкам.
Низкотемпературная пайка
Применяется для организации систем водоснабжения, отопления, кондиционирования. Выполняется обычно пропановыми горелками. Температура разогрева трубы: 200-250 градусов. При мягком припое пламя горелки требуется постоянно перемещать, чтобы нагрев соединения был равномерным.
Пример низкотемпературной пайки
Для мягкого припоя используются припои типа S-Sn97Ag5 (L-SnAg5) и S-Sn97Cu3 (L-SnCu3). Данные припои отлично подходят для систем отопления и кондиционеров, ведь они обеспечивают стойкость к коррозии и механическим повреждениям.
Как осуществляется пайка систем отопления и кондиционеров? В случае если припой не плавится при касании прутком, нагрев следует продолжить. Важно постоянно перемещать пламя. Когда припой начинает плавиться, следует пламя убрать и подождать, пока припой не заполнит монтажный зазор. Заполнение зазора происходит полностью, а потому не следует вводить дополнительные объемы припоя, так как это даст излишки, которые могут затечь внутрь соединения.
Что еще важно знать, осуществляя пайку медных труб на отопление и иные системы? Если вы применяете в работе стандартные прутки припоя, объем мягкого припоя должен быть равен диаметру трубы. Для удобства требуемый участок припоя загибается Г-образно. Более подробно о низкотемпературной пайке вы можете посмотреть в специальном видео.
Преимущества данного способа: прочность меди не ухудшается. Недостатки данного способа: худшие механические характеристики.
Высокотемпературная пайка
Применяется в тех случаях, когда систему планируется эксплуатировать при высоких температурных нагрузках (выше 110 градусов). Данный способ часто используется для организации отопительных систем. Твердая пайка выполняется исключительно газопламенным способом, так как для выполнения соединения требуется температура не ниже 700 градусов.
Прибор для высокотемпературной пайки
При применении медно-фосфорного припоя можно обойтись без флюса. Пламя горелки должно быть средним. Требуемая температура пламени: 750-900 градусов. Медные трубы следует нагревать равномерно, причем соединяемые детали могут находиться в любом положении.
При равномерном нагреве концов изделий припой хорошо заполнит монтажный зазор. Проверять готовность соединения можно прутком твердого припоя (по окончании работ он должен плавиться). Для повышения качества работ пруток следует предварительно прогреть.
Именно при этом способе можно использовать строительный фен. Применяется он вместо горелки. Строительный фен можно задействовать только при пайке медных труб небольших размеров. Эксплуатировать фен просто, достаточно применять тот же алгоритм работы, что и при манипуляциях с горелкой. Обучающее видео позволит вам разобраться во всех нюансах пайки.
Преимущества твердого припоя: высокая прочность шва, можно применять в системах, эксплуатируемых при высокой температуре, возможно уменьшение ширины соединения относительно мягкого припоя. Недостатки твердого припоя: происходит отжиг меди, для выполнения работы своими руками требуется опыт и квалификация, в ином случае изделие можно перегреть, что приведет к разрывам.
Флюс
Флюсы представляют собой активные химические вещества, необходимые для проведения качественной пайки. Они позволяют улучшить растекание припоя, очищают медь от разного рода загрязнений, образуют защитное покрытие от воздействия кислорода.
Флюс для пайки алюминия
При низкотемпературном способе соединения используются низкотемпературные флюсы. При высокотемпературном способе соединения флюсы не требуется, достаточно очистить поверхность перед работой.
Важно: По окончании работ флюс должен быть обязательно удален. В ином случае существует риск возникновения коррозий.
Как выполняется пайка медных труб своими руками?
Труборез
Требуемые инструменты: труборез, фаскосниматель, труборасширитель, стальной ершик для чистки внутренних поверхностей медных труб, щетка для зачистки соединений,газовая горелка или фен, припой.
Рассмотрим, как паять медные трубы своими руками:
- Посредством трубореза отрезаем трубу необходимой длины. Щеткой снимаем заусеницы, внутреннюю поверхность изделия чистим ершиком;
- Посредством труборасширителя расширяем 2-ой отрезок изделия до требуемого диаметра. Помните, что детали трубопровода должны входить друг в друга с небольшим зазором;
- Щеткой чистим края расширенного элемента трубопровода от загрязнений и заусениц;
- Соединяем обе детали трубопровода. Влажной тканью удаляем излишки флюса;
- Равномерно прогреваем соединение. Когда флюс будет серебристым, работу можно заканчивать;
- К линии стыка деталей трубопровода подносим припой. После того, как он расплавится, припой должен остыть естественным
Электрический фаскосниматель
путем. Дуть на него не нужно;
- По остывании припоя протираем соединение влажной материей. Мера эта нужна затем, чтобы удалить остатки химических веществ.
Научиться паять медные детали трубопровода своими руками просто. Достаточно соблюдать инструкции. Однако если что-то так и осталось для вас непонятным, вы всегда можете включить обучающее видео, где детально рассмотрено, как паять медные трубы.
Небольшой ликбез по пайке медных труб. Часть 2. / Блог им. Meldir / Cs-Cs.Net: Сообщество
gregory
Деревянный дом, металлорукав, frls ……. Не помогло. Мнения принимаются. 10CS
Реле напряжения РН260t не влезает под пластрон 1CS
ABB EN24-40 разборка 60Micik
Уника жиреет:)mironoff
Нулевая шина для люминя (П-44) 3KorDen
Не так плох этажный щит, как электрики из ЖЭУ. Часть 2: замена пакетников и счётчика 2CS
AT52 потерялись боковые элементы обрамления 1Funt
Отопление. Требуется консультация. 3Caesarion
Не так плох этажный щит, как электрики из ЖЭУ 5Redfox
Не срабатывает кнопка Тест в трехфазном УЗО 3tol4ev
TN-C-S, разделение PEN, нормативка 37asnik
Обзор пресс-клещей Weidmuller PZ 6 Roto L 3CS
Кабелерез OrbisWillAndreyKo
Ищу удобное приложение на Android или телеграмм-бота для чтения cs-cs.net 2Dron9K
Одна важная фишка в монтаже отопления. 19CS
Щит в квартиру с ПЛК и перехватом. Теория, принцип управления светом. 21avs7153
Кусака с крылышками 2Shaun
Ограничитель раскрытия дверки 9Caesarion
Принтер этикеток Epson LabelWorks LW-400 6dehart
Обзор ножниц Тукан для коробовПайка медных труб газовой горелкой своими руками
Медные трубы – это возможность обустроить системы отопления и водоснабжения по принципу сохранения их эффективного функционирования в течение длительного времени. Для соединения изделий используется простая технология пайки. Для реализации этого метода на практике применяется припой в виде веществ, отличающихся термопластичностью, то есть способностью плавиться под воздействием высоких температур и затвердевать после остывания. Именно эти свойства обеспечивают герметизацию получаемых стыков.
Процесс пайки с точки зрения теории
Пайка многих труб, в том числе и медных, производится с соблюдением принципа соединения двух частей внахлест. В результате удается добиться достаточной прочности конструкции вне зависимости от используемого припоя, когда даже его мягкие виды, отличающиеся недостаточной стойкостью, гарантируют надежность соединения.
Для получения приемлемой прочности стыков посредством пайки необходимо, чтобы изделия в месте контакта заходили друг на друга минимум на 5 мм. На самом же деле создается гораздо больший нахлест, что обеспечивает ощутимый запас прочности.
Добиться требуемого перекрытия конструкций при сборке трубопровода удастся за счет проведения таких операций с цилиндрическими изделиями, как расширение и отбортовка, а также с помощью применения специальных фитингов.
При установке соединительных элементов образуется зазор около 0,2 мм, обеспечивающий возникновение капиллярных сил, наличие которых обязательно для осуществления качественного процесса пайки. Это приводит к эффекту, когда нагретый припой затекает в зазор, гарантируя требуемый уровень герметизации в месте контакта. Благодаря воздействию капиллярных сил появляется возможность подавать припой снизу.
Способы стыковки
Оптимальными элементами соединения частей медного трубопровода считаются фитинги. Их ассортимент обширен, но популярностью пользуются следующие 3 разновидности подобных деталей:
- тройники, посредством которых можно организовать соответствующие отводы;
- муфты для соединения двух цилиндрических изделий;
- колена, находящие свое применение при необходимости изменить направление трубопровода, задав угол поворота в 90 градусов.
При этом обустройство медной конструкции может производиться без применения фитингов или с минимальным количеством подобных элементов. Хотя здесь понадобится соответствующий инструмент, позволяющий выполнить операции по гибке и расширению труб, а также их отбортовки.
В данном случае это избавляет от необходимости применять углы для организации поворотов трубопровода. Расширение сделает ненужным использование муфт, так как здесь можно увеличить диаметр цилиндрической конструкции и вставить в нее другую, закрепив стык посредством пайки. Наконец, отбортовка исключит из списка соединительных элементов тройники, но при условии, что отводная труба будет иметь меньший диаметр по сравнению с магистральной.
Для осуществления вышеперечисленных задач потребуются различные устройства, которые обеспечат гибку труб, а также их расширение и отбортовку.
Трубогибы
Применение подобных приспособлений должно соотноситься с некоторыми требованиями. Так, для труб с сечением до 15 мм радиус изгиба определяется как 3,5d, а 18 мм – 4d, где под d понимается диаметр конструкции. Если предусмотрено наличие сгибающей пружины, минимальное значение радиуса изгиба составляет 6d.
Слишком короткий отрезок, соединяющий центр с точкой окружности, создает высокую вероятность того, что произойдет разрыв или сплющивание. Если трубы отожженные, допустим меньший радиус изгиба, хотя это приводит к негативным последствиям за счет получаемой крутизны дугообразного искривления (менее 3d), когда поток начинает разрушающе воздействовать на саму трубу. В то же время отожженные изделия вполне можно гнуть с помощью силы рук, но здесь следует придерживаться радиуса изгиба от 8d, что позволит избежать сплющивания.
Сгибы, выполненные некачественно, которые приводят к сжатию трубы или собиранию в гармошку в месте искривления, создают условия для возникновения потоков турбулентности. В итоге эти силы обеспечивают напряжение там, где сечение трубы перестало соотноситься с формой круга, что запускает разрушающие процессы коррозии и эрозии.
Цилиндрические конструкции, диаметр которых не превышает 18 мм и не прошедшие термическую обработку, доступны для сгибания в холодном состоянии, что осуществляется за счет использования трубогиба. Что касается большего диаметра, то здесь не обойтись без предварительного воздействия высоких температур от 500 до 600 °C, чтобы добиться требуемого результата.
Расширители
Для возможности применения устройств в виде расширителей с целью изменения диаметра трубы в большую сторону необходимо использовать только отожженные изделия, отличающиеся требуемой пластичностью. Так называемые экспандеры представляют собой кулачковые механизмы, обеспечивающие создание давления на сегменты своей конструкции, которые воздействуют на трубу изнутри, что приводит к изменению ее размеров.
На практике часть расширителя в виде кулачкового наконечника вставляется в трубу, производится сжимание рукояток, запускается система рычагов, а конец изделия принимает форму раструба. Если таким образом воздействовать на отрезок небольшой длины, расширив его с двух сторон, то можно получить муфту.
Отбортовщики
Процесс отбортовки – это образование нужного диаметра отверстия на поверхности трубы. Для этого сначала просверливают небольшой проем, который необходим для ввода через него оправки инструмента, оснащенной специальными усиками.
Следующим шагом устройство отбортовки надежно закрепляется на поверхности трубы, что необходимо для создания упора. Далее подключается электроинструмент. Его запуск провоцирует вращение шпинделя, который начинает постепенно вытягивать оправку, приводя к тому, что кромки проема загибаются наружу.
В результате образуется достаточного диаметра отверстие для подключения колена. Чтобы исключить глубокое погружение этого элемента в полученный проем, на его поверхности делаются выступы. Они являются ограничителями, которые необходимы для исключения вероятности возникновения препятствия на пути потока воды.
Припои, флюсы, паста
Медь как материал, включая ее сплавы, доступна для пайки при низких и высоких температурах. В итоге получается качественное соединение вне зависимости от того, какого вида припой был использован: мягкий или твердый.
Низкотемпературные сплавы обеспечивают стыковку медных труб, когда не затрагивается структура металла. Однако образующееся соединение отличается швом, который обладает низкими механическими характеристиками. В то время как высокотемпературные припои – это безупречная прочность шва, что позволяет эксплуатировать соединенные с его помощью трубы при высоких температурах. Этот вид пайки приводит к отжигу меди, потому необходимо обладать соответствующим опытом, чтобы не допустить пережога металла.
Низкотемпературная пайка медных труб преимущественно находит свое применение при организации систем отопления и водоснабжения. Для этих целей используются низкотемпературные припои, не имеющие в своем составе свинца, которые гарантируют высокое качество работы. К таким металлам относятся сплавы олова с медью, сурьмой, селеном, серебром и висмутом. При этом их состав в основном формируется за счет олова, а содержание других элементов – это лишь около 5% от общей массы.
Лучшими технологическими характеристиками обладают припои, содержащие серебро, например, S-Sn97Ag3 (олово 97%, серебро 3%). Чуть хуже обстоят дела со сплавами, имеющими в своем составе медь, которые также обеспечивают высокое качество соединения. Например, таким припоем является S-Sn97Cu3 (олово 97%, медь 3%). В то же время существуют универсальные сплавы, характеризуемые как оловянно-медные, но они отличаются высокой стоимостью.
Припой S-Sn97Ag3 содержащий 97% олова и 3% серебраПриведенные в качестве примера припои позволяют получить отличный шов, обеспечивающий возможность длительной эксплуатации того или иного трубопровода. На практике другие сплавы не находят своего применения, так как заявленные характеристики упомянутых выше составов высоки, что в сочетании с относительно невысокой стоимостью делает их недосягаемыми для ближайших конкурентов.
Припой S-Sn97Cu3 содержащий 97% олова и 3% медиПроцесс низкотемпературной пайки осуществляется с применением флюсов, в составе которых имеется хлорид цинка. Выбор того или иного химического вещества не актуален, так как практически все предлагаемые смеси этого вида полностью отвечают существующим требованиям. Например, можно выбрать канифольно-вазелиновую пасту, созданную на основе канифоли, вазелина технического назначения и хлористого цинка. Флюсы такой консистенции отличаются максимальным удобством применения.
Низкотемпературные припои создают условия для образования довольно прочных соединений, поэтому их использование оправданно лишь в тех случаях, когда возникает необходимость сборки отопительных систем, температурный режим эксплуатации которых превышает 110 °C. В той же мере это относится и к организации газопроводов на основе труб из меди.
Нижеприведенная таблица содержит в себе информацию относительно допустимых значений давления в трубопроводах, создаваемых за счет использования медных цилиндрических изделий диаметром от 6 до 28 мм.
В основном высокотемпературная пайка меди производится с использованием припоя L-CuP6, содержащего в себе 94% упомянутого металла и 6% фосфора. Последнее вещество, добавленное в состав сплава, обеспечивает снижение температуры плавления меди, что, собственно, и позволяет применять данную смесь как припой. Но также немалой популярностью пользуется самофлюсующийся сплав L-Ag2P (медь 92%, фосфор 6%, серебро 2%). Специальные составы, содержащие в себе медь и фосфор, позволяют осуществлять пайку металла красно-желтого цвета без флюсов.
Медно-фосфорные припои образуют довольно хрупкие соединения, поэтому их нельзя применять в работе с чугуном, сталью, алюминиевой бронзой и цветными металлами, содержащими более 10% никеля. Если предполагается соединение посредством этих припоев изделий из меди и медных сплавов (бронзы, латуни), необходимо обязательно применять высокотемпературную смесь, обладающую химическим действием.
Вне зависимости от вида пайки желательно использовать согласованные припои и флюс, ориентированные на конкретный тип соединения и выпускаемые одним производителем.
Как паять медные трубы, какой припой использовать?
Медь представляет собой металл, который обладает достаточно мягкой, податливой структурой. Поэтому, в отличие от той же стали, такой материал проще паять, нежели заниматься его сваркой. При большом желании, наличии необходимых инструментов и расходных средств справиться с подобной задачей способен даже новичок. Давайте же выясним, как правильно паять медные трубы.
Качества медных труб
Зачастую трубы, изготовленные из представленного материала, используются в домашнем хозяйстве при монтаже элементов отопительных и водопроводных систем. Медь представляет собой оптимальное решение для создания таких проводящих путей. Она имеет идеально гладкую поверхность, не подвергается коррозии, не забивается отложениями, а также имеет бактерицидные свойства. Выяснив, как паять медные трубы отопления правильно, можно обеспечить бесперебойную службу системы на протяжении нескольких десятилетий.
Инструменты и материалы
Прежде чем разобраться, как паять медные трубы, необходимо подготовить набор инструментов, которые могут понадобиться в ходе выполнения работ:
- Труборез. Медь является довольно мягким материалом. Даже незначительное давление на такие трубы может вызывать деформации. По этой причине при их резке рекомендуется пользоваться специализированным инструментом.
- Расширитель. Поскольку в ходе обустройства водопроводной либо отопительной системы применяются медные трубы идентичного типоразмера, при подготовке к пайке соединений придется воспользоваться инструментом для увеличения их диаметра.
- Сниматель фаски. После разделения труб на нужные отрезки необходимо выполнить обработку их краев. Только так элементы будущей системы смогут заходить друг в друга.
- Стальной ершик требуется для зачистки труб изнутри.
- Металлическая щетка позволяет убрать загрязнения, всевозможные наслоения и окислы, которые могут затруднить выполнение качественной пайки соединений.
- Газовая горелка используется для разогрева стыков. Должна содержать специальную насадку, которая позволяет производить регулировку пламени.
- Припой имеет вид проволоки либо прутка, температура плавления которого ниже по сравнению с медью.
- Флюс – химический состав, нанесение которого облегчает пайку соединений.
В настоящее время широкодоступны многочисленные разновидности припоев, которые способны обеспечить надежное соединение медных труб методом пайки. Чаще всего мастера прибегают к использованию низкотемпературных припоев. Последние дают возможность создавать соединения при сравнительно низком нагреве материала, что не вызывает деформацию меди. Однако подобные швы отличаются не самыми лучшими механическими качествами.
Что касается припоев, предназначенных для пайки при высочайших температурах, они позволяют создавать максимально прочные соединения. В то же время применять их рекомендуется лишь опытным мастерам, поскольку без соответствующих навыков длительное термическое воздействие на металл может привести к его прожигу.
Чем можно паять медные трубы между собой? При низкотемпературной пайке, которая распространена при обустройстве бытовых отопительных и водопроводных систем, чаще всего прибегают к использованию бессвинцовых припоев. Последние дают возможность создавать достаточно устойчивые к механическим нагрузкам соединения. Среди таких припоев стоит отметить сплавы олова с висмутом, сурьмой, селеном, серебром. Основную долю в их составе занимает олово – порядка 95 %. Остальная часть приходится на дополнительные компоненты.
Для выполнения низкотемпературной пайки вполне подходят дешевые припои на основе олова и свинца. Однако их не рекомендуется применять при обустройстве водопроводов, которые предназначены для подачи питьевой воды, поскольку свинец представляет собой токсичный материал.
Какой флюс лучше использовать для пайки медных труб?
В случае низкотемпературной пайки обычно применяются химические составы на основе хлорида цинка. Впрочем, пытаясь разобраться, как паять медные трубы, не стоит уделять чрезмерное внимание составу флюса. Для пайки меди достаточно приобрести любое средство, предназначенное для данных целей, например канифольно-вазелиновую пасту.
Как паять медные трубы без флюса? Выполнить прочные соединения без применения химических составов вполне реально. Однако здесь должна осуществляться высокотемпературная пайка с использованием наиболее качественных припоев на основе олова и серебра.
Процедура пайки
Как паять медные трубы? Работы выполняются в такой последовательности:
- При помощи трубореза заготовки разделяются на отрезки необходимой длины.
- Металлической щеткой и ершиком зачищаются внешние и внутренние поверхности, что будут подлежать пайке.
- Специальным расширителем увеличивается диаметр окончаний отрезков, которые планируется надвигать на другие трубы.
- На края будущих соединений равномерно наносится флюс.
- Окончания труб вставляются друг в друга. Влажной губкой удаляются остатки флюса.
- Прогревается соединение. Как только флюс изменит изначальный оттенок на серебристый, термическую обработку поверхностей необходимо прекратить.
- К будущему стыку подносится припой. Последний должен начать растекаться без прогревания горелкой, от повышенной температуры меди.
- Пайку прекращают, как только припой заполнит все пустоты в области шва.
- После остывания соединения стык протирается влажным отрезком материи, что позволяет убрать остатки припоя и флюса.
Полезные рекомендации
Существует ряд советов, которые могут пригодиться при выполнении работ. Так, мастерам, которые не имеют внушительного опыта пайки медных труб, рекомендуется предварительно потренироваться, использовав в качестве расходного материала отрезки ненужных заготовок. Как утверждают специалисты, необходимо несколько раз выполнить пробную пайку, чтобы сформировать общее представление о такой работе.
В ходе нагрева стыков горелкой важно не передерживать пламя в одной точке, поскольку его температура может достигать порядка 1000 °С. Чтобы не прожечь медь, достаточно равномерного разогрева участка на протяжении 20 секунд.
По завершении пайки необходимо выполнить тщательную промывку системы трубопровода под значительным напором воды. Только так можно убрать излишки припоя и флюса, которые застыли внутри соединений.
В заключение
Вот мы и разобрались, как паять медные трубы. При ответственном подходе к задаче и наличии необходимого инструмента справиться с такой работой способен каждый. Важно лишь предварительно потренироваться, не отклоняясь от технологии.
Припой, инструменты и сопутствующие товары для питьевой воды
Часто задаваемые вопросы
Q. «Кажется, мне не удается заставить мой припой прилипать к меди?»
A. Мы предполагаем, что вы используете качественный припой и флюс, которые мы продаем на этой странице. Если нет, и вы приобрели это в другом месте, вы, возможно, захотите посмотреть на продукты, которые вы используете, как на проблему, поскольку они могут быть не того же качества или совместимости, и наши советы, которые мы собираемся дать, могут не иметь большого значения.Оба предлагаемых нами флюса очень совместимы с предлагаемым нами припоем.
Сначала необходимо очистить фитинг и трубу. Независимо от того, насколько чистыми и новыми выглядят фитинги и трубы, вы должны их очистить (с помощью песчаной ткани, сетчатой подушки или щетки, предназначенной для этого). Затем используйте качественный флюс, специально разработанный для этого припоя. НЕ перегревайте. Большинство новичков склонны перегревать фитинг / соединение. Припой имеет небольшой диапазон плавления (жидкого). После того, как он потечет (припой перейдет в жидкое состояние), не повышайте температуру припоя, так как вы можете поднять ее до уровня, при котором он больше не сможет течь.Тогда вы, вероятно, решите, что, поскольку он не будет течь, он не должен быть достаточно горячим, и вы продолжите нагревать его. Распространенная ошибка начинающих паять. Поэтому, как только вы увидите плавление припоя, уберите пламя, но оставьте припой на месте. Припой будет продолжать плавиться в фитинге. Совет: всегда нагревайте область, в которой должен стекать припой.
Q. «Разве свинец не опасен?»
A. Использование свинцовых продуктов для питьевой воды противоречит всем требованиям США.коды и не рекомендуется. Использование свинца для осветительных приборов трудно превзойти, так как свинец является наиболее прочным из всех известных нам (хотя в некоторых областях теперь не хотят, чтобы вы использовали его из-за того, что с ним играют дети, а также существует небольшой потенциал загрязнения окружающей среды слишком много свинца). Вы должны мыть руки после использования свинцовых продуктов, и многие рекомендуют использовать перчатки. Свинец не похож на ртуть, и он не попадет в ваше тело, просто держа его, но если ребенок покусывает его или вы кладете руки в рот после прикосновения к продукту, содержащему свинец, вы можете проглотить свинец.Мы не рекомендуем ни для чего использовать свинцовые продукты.
Q. «В наши дни я много слышу о бессвинцовых продуктах. Какое отношение это имеет к сантехническим изделиям и как на меня влияет новое законодательство о бессвинцовых отходах?»
A. В основном, законы, введенные 1 января 2014 г., требуют, чтобы сантехнические изделия, контактирующие с питьевой водой, были «практически не содержат свинца» (средневзвешенное значение менее 0,25%). Для получения дополнительной информации о том, как закон определяет, что является «бессвинцовым», правилах относительно того, какие сантехнические изделия должны быть «бессвинцовыми» и кого эти законы затронут, щелкните здесь.
Q. «Много ли свинец в прошлом использовался в водопроводах?»
А. Да. Даже слово «сантехник» является производным от слова «свинец». Мы понимаем, что Чикаго требовалась линия водоснабжения примерно до 1987 года (если это правда, то в большей степени из-за норм и местных традиций, чем из соображений здоровья). В штате Калифорния была проведена одна из первых сильных кампаний против свинца. В настоящее время свинец не разрешен к использованию в водопроводных сетях в США. Если вы видите свинцовую водопроводную трубу, мы настоятельно рекомендуем ее заменить.Если это не ваше, мы рекомендуем сообщить об этом местным органам здравоохранения.
Q. «Если мой флюс не содержит свинца и соответствует требованиям Федерального закона о безопасной питьевой воде от 2014 г., то почему он также должен соответствовать требованиям ASTM B813?»
A. Стандарт ASTM B813 более строг с экологической точки зрения, чем просто бессвинцовый. Он регулирует и запрещает выброс токсичных паров, образующихся при пайке. Он также запрещает выброс токсичных или коррозионных веществ в воду в результате остатков флюса внутри или снаружи системы питьевой воды после завершения пайки.Остатки флюса должны быть удалены из системы водой.
Пайка
Песню см. Пайка (песня). Для продукта см. Припой. Удаление контакта с провода.Пайка — это процесс, в котором два или более металлических предмета соединяются вместе путем плавления и протекания присадочного металла (припоя) в соединение, при этом присадочный металл имеет более низкую температуру плавления, чем заготовка. Пайка отличается от сварки тем, что при пайке детали не плавятся.
Существует три формы пайки, каждая из которых требует более высоких температур и каждая обеспечивает более высокую прочность соединения:
- мягкая пайка, при которой в качестве присадочного металла изначально использовался сплав олова и свинца, Пайка серебром
- , в которой используется сплав, содержащий серебро, Пайка
- , в которой в качестве наполнителя используется латунный сплав.
Сплав присадочного металла для каждого типа пайки можно регулировать, чтобы изменить температуру плавления присадки.Пайка кажется процессом горячего клея, но он значительно отличается от склеивания тем, что присадочный металл сплавляется с заготовкой в месте соединения, образуя газо- и водонепроницаемую связь. [1]
Пайка мягким припоем характеризуется тем, что температура плавления присадочного металла ниже примерно 400 ° C (752 ° F), [2] , тогда как при пайке серебром и пайке используются более высокие температуры, обычно требующие пламенной или угольной дуговой горелки для достижения плавление наполнителя.Присадочные металлы мягкого припоя обычно представляют собой сплавы (часто содержащие свинец) с температурой ликвидуса ниже 350 ° C.
В процессе пайки к соединяемым деталям применяется тепло, в результате чего припой плавится и соединяется с деталями в процессе легирования, называемом смачиванием. В многожильном проводе припой втягивается в провод за счет капиллярного действия в процессе, называемом «капиллярным впитыванием». Капиллярное действие также имеет место, когда детали находятся очень близко друг к другу или соприкасаются. Прочность соединения зависит от используемого присадочного металла, где мягкий припой является самым слабым, а латунный сплав, используемый для пайки, является самым прочным.Пайка, при которой металл соединяется в молекулярную связь, обладает электропроводностью и водо- и газонепроницаем. Есть свидетельства того, что пайка применялась в Месопотамии около 5000 лет назад. [3]
Истоки
Считается, что пайка и пайка возникли очень рано в истории металлообработки, вероятно, до 4000 г. до н.э. [2]. Шумерские мечи примерно 3000 г. до н.э. были собраны с помощью твердой пайки.
Маленькая фигурка создается путем пайкиПайка исторически использовалась для изготовления ювелирных изделий, посуды и инструментов, а также для других целей, например, для изготовления витражей.
Приложения
В настоящее время два наиболее распространенных применения пайки — это сантехника и электроника, где она используется для соединения электропроводки и для подключения электронных компонентов к печатным платам (PCB). Он обеспечивает достаточно постоянные, но обратимые соединения между медными трубами в водопроводных системах, а также соединения в объектах из листового металла, таких как консервные банки, кровельные покрытия, водостоки и автомобильные радиаторы. Компоненты ювелирных изделий, станки, некоторые компоненты холодильного оборудования и сантехники часто собираются и ремонтируются с помощью процесса пайки серебром при более высокой температуре.Мелкие механические детали также часто припаяны или припаяны. Пайка также используется для соединения свинцовой и медной фольги в витражах. Его также можно использовать в качестве полупостоянного пластыря при утечке в контейнере или посуде для приготовления пищи.
У каждой формы припоя есть свои преимущества и недостатки. Мягкая пайка использует самые низкие температуры, но это не прочное соединение, и его не следует использовать для несущих нагрузок. Он также не может выдерживать повышенных температур и, как таковой, обычно ограничивается нормальными температурами окружающей среды и ниже.Серебряная пайка, используемая ювелирами, машинистами и в некоторых сантехнических приложениях, требует использования горелки или другого источника высокой температуры и намного прочнее, чем мягкая пайка. Пайка обеспечивает самое прочное соединение, но также требует самых высоких температур для расплавления присадочного металла, требуя горелки или другого источника высокой температуры и затемненных очков для защиты глаз от яркого света, создаваемого жарой работы. Его часто используют для ремонта чугунных предметов, кованой мебели и т. Д.
Некоторые примеры мягких припоев и их применения включают олово-свинец (общего назначения), олово-цинк для соединения алюминия, свинец-серебро для прочности при температуре выше комнатной, кадмий-серебро для прочности при высоких температурах, цинк-алюминий. для алюминия и коррозионной стойкости, олово-серебро и олово-висмут для электроники.
Припои
Присадочные материалы для пайки доступны из множества различных сплавов для различных областей применения. При сборке электроники предпочтительным стал эвтектический сплав, состоящий из 63% олова и 37% свинца (или 60/40, что практически идентично эвтектическим характеристикам).Другие сплавы используются для сантехники, механической сборки и других приложений.
Эвтектический состав имеет несколько преимуществ для пайки; Главное из них — совпадение температур ликвидуса и солидуса, т. е. отсутствие пластической фазы. Это обеспечивает более быстрое смачивание при нагревании припоя и более быструю настройку при его остывании. Неэвтектический состав должен оставаться неподвижным, поскольку температура падает через температуры ликвидуса и солидуса. Любое дифференциальное движение во время пластической фазы может привести к трещинам и ненадежному соединению.Кроме того, эвтектический состав имеет самую низкую возможную температуру плавления, что сводит к минимуму тепловую нагрузку на электронные компоненты во время пайки.
Обычные припои представляют собой смеси олова и свинца соответственно:
- 63/37: плавится при температуре 183 ° C (361 ° F) (эвтектика: единственная смесь, которая плавится при температуре , а не в диапазоне)
- 60/40: плавится при 183–190 ° C (361–374 ° F)
- 50/50: плавится при 185–215 ° C (365–419 ° F)
По экологическим причинам (а также из-за введения таких правил, как Европейская директива RoHS (Директива об ограничении использования опасных веществ)) все шире используются бессвинцовые припои.Их также рекомендуют использовать везде, где могут контактировать маленькие дети (поскольку маленькие дети могут класть что-то в рот), или для использования на открытом воздухе, где дождь и другие осадки могут вымыть свинец в грунтовые воды. К сожалению, большинство бессвинцовых припоев не являются эвтектическими составами, плавятся при температуре около 250 ° C (482 ° F), что затрудняет создание с ними надежных соединений.
Другие распространенные припои включают низкотемпературные составы (часто содержащие висмут), которые часто используются для соединения ранее спаянных сборок без распайки более ранних соединений, и высокотемпературные составы (обычно содержащие серебро), которые используются для высокотемпературных операций. или для первой сборки элементов, которые не должны распаиваться во время последующих операций.Легирование серебра другими металлами изменяет температуру плавления, характеристики адгезии и смачивания, а также прочность на разрыв. Из всех припоев пайка имеет наибольшую прочность, при этом серебряные припои не намного прочнее мягкого припоя и имеют самое широкое применение. [4] Доступны специальные сплавы с такими свойствами, как более высокая прочность, лучшая электропроводность и более высокая коррозионная стойкость.
Флюс
Основная статья: флюс (металлургия)Назначение флюса — облегчить процесс пайки.Препятствием на пути к успешному паяному соединению является примесь в месте соединения, например грязь, масла или окисление. Загрязнения можно удалить механической очисткой или химическими средствами, но повышенные температуры, необходимые для плавления присадочного металла (припоя), вызывают повторное окисление заготовки (и припоя). Этот эффект усиливается при повышении температуры пайки и может полностью предотвратить прилипание припоя к заготовке. Одной из первых форм флюса был древесный уголь, который действует как восстанавливающий агент и помогает предотвратить окисление в процессе пайки.Некоторые флюсы выходят за рамки простого предотвращения окисления и также обеспечивают химическую очистку (коррозию) в той или иной форме.
В течение многих лет самым распространенным типом флюса, используемого в электронике (мягкая пайка), был канифольный флюс из отборных сосен. Он был идеальным в том смысле, что был некоррозионным и непроводящим при нормальных температурах, но становился умеренно реактивным (коррозионным) при повышенных температурах пайки. В сантехнике и автомобилестроении, среди прочего, обычно используется флюс на основе кислоты (соляная кислота), который обеспечивает очистку стыка.Эти флюсы нельзя использовать в электронике, потому что они токопроводящие и в конечном итоге растворяют провода небольшого диаметра. Многие флюсы также действуют как смачивающие вещества в процессе пайки, [5] снижая поверхностное натяжение расплавленного припоя и заставляя его течь и легче смачивать детали.
Флюсы для мягкого припоя в настоящее время доступны в трех основных составах:
- Водорастворимые флюсы (для удаления не требуются летучие органические соединения) — это флюсы с более высокой активностью, предназначенные для удаления водой после пайки.
- Флюсы, не требующие очистки, достаточно мягкие, чтобы не «требовать» удаления из-за непроводящего и некоррозионного остатка. [1] Характеристики флюса необходимо тщательно оценить; очень мягкий флюс «без очистки» может быть вполне приемлемым для производственного оборудования, но не дает адекватных характеристик для плохо контролируемой операции ручной пайки. Они так называемые «неочищаемые», потому что остатки, оставшиеся после операции пайки, не проводят ток и не вызывают коротких замыканий; тем не менее, эти флюсы оставляют белый осадок, похожий на разбавленный птичий помет.что хорошо видно. Поскольку присутствие инородных тел, детрита и даже ворса на печатных платах является дефектом для всех трех классов электронных плат (от дешевой бытовой электроники до высоконадежных критически важных приложений), флюсы такого типа все еще должны чистить, как и при любой ручной пайке, обычно с использованием 99% изопропилового спирта в качестве растворителя и безворсовых несинтетических (например, хлопковых) салфеток.
- Традиционные канифольные флюсы доступны в неактивированных (R), слабоактивированных (RMA) и активированных (RA) составах.Флюсы RA и RMA содержат канифоль в сочетании с активирующим агентом, обычно кислотой, которая увеличивает смачиваемость металлов, на которые он наносится, путем удаления существующих оксидов. Остатки, образующиеся в результате использования флюса RA, вызывают коррозию и должны быть удалены с паяемой детали. Рецептура флюса RMA дает в результате остаток, который не вызывает значительной коррозии, при этом очистка является предпочтительной, но необязательной.
Процессы
Операции пайки могут выполняться ручными инструментами, по одному стыку за раз, или в массовом порядке, на производственной линии.Ручная пайка обычно выполняется с помощью паяльника, паяльного пистолета или горелки, а иногда и термовоздушного карандаша. Обработка листового металла традиционно выполнялась с помощью «паяльных котлов», непосредственно нагретых пламенем, с достаточным запасом тепла в массе паяльной меди для завершения соединения; горелки или паяльники с электрическим подогревом удобнее. Для всех паяных соединений требуются одни и те же элементы очистки металлических частей, которые необходимо соединить, подгонки соединения, нагрева деталей, нанесения флюса, нанесения наполнителя, отвода тепла и удержания сборки в неподвижном состоянии до полного затвердевания присадочного металла.В зависимости от типа используемого флюса может потребоваться очистка стыков после их охлаждения.
Различие между пайкой и пайкой является произвольным и часто неправильно понимается, при этом некоторые предпочитают выделить каждый тип в отдельную категорию, хотя единственное различие — это сплав присадочного металла (припоя) и температура, при которой он плавится. Мягкая пайка может выполняться с помощью нагретого утюга, тогда как другие методы требуют более высокой температуры для плавления припоя, чем можно достичь с помощью нагретого утюга.Пайка, по определению, — это использование присадочного металла для соединения деталей и, как таковая, включает мягкую пайку, «твердую» пайку (серебряную пайку) и пайку. Слово пайка происходит от типа припоя, который используется для этого процесса пайки — латунный сплав. Термин серебряный припой также обозначает тип используемого припоя. Мягкий припой возникает из-за того, что свинец был основным ингредиентом и является мягким металлом. Каждый сплав имеет характеристики, которые лучше всего подходят для определенных применений, в частности прочность и проводимость, и каждый тип припоя и сплава имеет разные температуры плавления.(Есть некоторые мягкие припои, которые продаются как «серебряные» припои, потому что они содержат небольшую долю серебра.) Припои на основе свинца не следует использовать для обработки драгоценных металлов, потому что свинец растворяет металл в себе и обезображивает его. Температура 450 ° C обычно используется как практическая точка разграничения между мягким припоем и твердым припоем, а припои требуют еще более высоких температур. Обычно требуется другое оборудование и / или приспособления, поскольку (например) паяльник не может достигать достаточно высоких температур для твердой пайки или пайки твердым припоем.На практике между процессами существует существенная разница — паяльные припои имеют большую структурную прочность, чем серебряный припой, который имеет большую прочность, чем мягкий припой. Припои для пайки предназначены в первую очередь для обеспечения прочности, серебряный припой используется ювелирами для защиты драгоценного металла, а также машинистами и техниками по холодильной технике из-за его прочности, но более низкой температуры плавления, чем пайка, а основным преимуществом мягкого припоя является низкая температура, используемая (для предотвращения тепловое повреждение электронных компонентов и изоляции).Поскольку соединение изготавливается из металла с более низкой температурой плавления, чем заготовка, соединение будет ослабевать по мере приближения температуры окружающей среды к температуре плавления присадочного металла. По этой причине при более высоких температурах получаются соединения, эффективные при более высоких температурах. Паяные соединения могут быть такими же прочными или почти такими же прочными, как и детали, которые они соединяют, [6] [7] даже при повышенных температурах. [8]
«Пайка твердым припоем» или «серебряная пайка» (выполняемая с использованием высокотемпературного припоя, содержащего до 40% серебра) также часто считается формой пайки, поскольку она включает в себя присадочные материалы с температурами плавления около или выше , 450 ° С.Хотя термин «серебряная пайка» используется гораздо чаще, чем «серебряная пайка», он может быть технически неправильным в зависимости от точной точки плавления используемого наполнителя. При серебряной пайке («твердой пайке») цель обычно состоит в том, чтобы получить красивое, структурно прочное соединение, особенно в области ювелирных изделий. Таким образом, задействованные температуры и обычное использование горелки, а не утюга, казалось бы, указывают на то, что процесс следует называть «пайкой», а не «пайкой», но стойкость наименования «пайка» служит для того, чтобы указывают на произвольный характер различия (и степень смешения) между двумя процессами.
Индукционная пайка — это процесс, аналогичный пайке. Источником тепла при индукционной пайке является индукционный нагрев переменным током высокой частоты в окружающей медной катушке. Это индуцирует токи в паяемой детали, при этом тепло выделяется за счет резистивного нагрева. Медные кольца могут быть изготовлены так, чтобы подходить к детали, которая должна быть припаяна для точной обработки детали. Индукционная пайка — это процесс, при котором между лицевыми поверхностями помещается присадочный металл (припой) su
Пайка медных тепловых трубок на печатную плату
перейти к содержанию- ОБЛАСТИ ПРИМЕНЕНИЯ
- Отжиг
- Склеивание и герметизация
- Пайка
- Карбидный наконечник
- Литье
- Наконечник катетера
- Выращивание кристаллов
- Отверждение и нанесение покрытия
- Ковка и горячее формование
- Закалка и термообработка
- Исследования и испытания материалов
- Плавление
- Исследование наночастиц
- Оплавление пластика и тепловая стабилизация
- Предварительный нагрев и последующий нагрев
- Термоусадочная муфта
- Пайка
- Нагревание токоприемника
- Нагревание проволоки
- Специальное отопление
- ИНДУКЦИОННАЯ ПРОДУКЦИЯ
- Источники питания для индукционного нагрева
- Источники питания UltraFlex
- S (2 кВт / 350 кГц)
- SB (3 кВт / 1.2 МГц)
- SM (5 кВт / 200 кГц)
- S / воздух (2-4 кВт / 30-100 кГц)
- Вт (5-15 кВт / 150 кГц)
- M / воздух (8-25 кВт / 50 кГц)
- M ( 25-35 кВт / 150 кГц)
- L (50-100 кВт / 50 кГц)
- Smart Power Systems
(50–400 кВт / 6–400 кГц) - Дополнительное оборудование
- Контроль и мониторинг температуры
- Система водяного охлаждения
- Источники питания UltraFlex
- Системы индукционного нагрева
- SmartScan ™ — Сканер индукционной термообработки
- Системы исследования наночастиц
- Системы исследования наночастиц серии N
- Системы индукционной пайки
- Ручная система пайки UBraze
- RoboBraze Система пайки
- Робот для индукционной пайки Dragon 15
- Машины для индукционного литья
- Стоматологические
- Стоматологические системы центробежного литья em
- EasyCast-D
- UltraCast D
- Ювелирные изделия
- EasyCast J
- SuperCast J
- CS Digital
- UltraCast Pro
- PressCast
- Industrial
- SuperCast Pro Series
- Стоматологические
- Индукционные расплавители
- Static
- EasyMelt
- EasyMelt Air
- UltraMelt 4/5
- UltraMelt 10/15
- Tilting
- UltraMelt TLT-2P
- UltraMelt TF
- UltraMelt 90 Series ITC
- Static
- ОТРАСЛИ
- Академия и исследования
- Аэрокосмическая промышленность и оборона
- Приборы и HVAC
- Автомобилестроение и транспорт
- Штампы и пресс-формы
- Электрические компоненты
- Энергетика и окружающая среда
- Крепежные изделия
- Литейные производства и Металлообработка
- Производство и автоматизация
- Медицина и стоматология
- Горнодобывающая промышленность и материалы
- Двигатели и насосы
- Нефть и газ
- Упаковка
- Драгоценные металлы и ювелирные изделия
- Производство полупроводников и кристаллов
- Инструменты и оборудование
- Трубы и трубы
- Провода и кабели
- УСЛУГИ
- Электромагнитное моделирование и термический анализ
- Инженерные услуги
- Заказные индукционные нагревательные змеевики
- Лаборатория приложений
- Системы с добавленной стоимостью и нестандартные системы
- ПОДДЕРЖКА
- Техническая поддержка | FAQ
- Индукционный нагрев Руководство по настройке
- Техническая поддержка
- Технические примечания
- Центр загрузок
- УЗНАТЬ
- Об индукционном нагреве
- Как работает индукционный нагрев
- Почему индукционный нагрев?
- Приложения для индукционного нагрева
- Приложение для индукционного нагрева
Viewbook - UltraFlex в научных статьях
- Эффективность индукционного нагрева
- Контроль температуры при индукционном нагреве
- Руководство по индукции
- Инструмент для расчета индукционного нагрева
- Важность Правильный индуктор для работы
- Примеры использования индукционного нагрева
- Как выбрать поставщика индукционного нагрева
- Сравнение индукционных систем
- Руководство по литью титана с помощью
Ultraflex SuperCast - Руководство по литью платины с помощью
Ultraflex EasyCast
- Об индукционном нагреве
- О НАС
- Ultraflex Power Technologies — О нас
- Карьера в области индукционного нагрева
- Партнерский портал по индукционному нагреву
- Витрина
- Новости
- События
- Пресс-релизы
- СВЯЗАТЬСЯ С НАМИ
- Связаться с нами
- Календарь предстоящих выставок
Искать:
- ОБЛАСТИ ПРИМЕНЕНИЯ
- Отжиг
- Склеивание и герметизация
- Пайка
- Твердосплавный наконечник
- Литье
- Наконечник катетера
- Выращивание кристаллов
- Отверждение и нанесение покрытия
- Ковка и горячее формование
- Закалка и термообработка
- Исследования и испытания материалов
- Плавление
- Исследование наночастиц
- Оплавление пластика и термоостановка
- Последующий нагрев
- Термоусадочный фитинг
- Пайка
- Нагреватель
- Нагреватель проволоки
- Применение специального нагрева
- Источники питания для индукционного нагрева
- ИНДУКЦИОННЫЕ ПРОДУКТЫ
- Источники питания для индукционного нагрева
- Ult Блоки питания raFlex
- S (2 кВт / 350 кГц)
- SB (3 кВт / 1.2 МГц)
- SM (5 кВт / 200 кГц)
- S / воздух (2-4 кВт / 30-100 кГц)
- Вт (5-15 кВт / 150 кГц)
- M / воздух (8-25 кВт / 50 кГц)
- M ( 25-35 кВт / 150 кГц)
- L (50-100 кВт / 50 кГц)
- Smart Power Systems
(50–400 кВт / 6–400 кГц) - Дополнительное оборудование
- Контроль и мониторинг температуры
- Система водяного охлаждения
- Ult Блоки питания raFlex
- Системы индукционного нагрева
- SmartScan ™ — Сканер индукционной термообработки
- Системы исследования наночастиц
- Системы исследования наночастиц серии N
- Системы индукционной пайки
- Ручная система пайки UBraze
- RoboBraze Система пайки
- Робот для индукционной пайки Dragon 15
- Машины для индукционного литья
- Стоматологические
- Стоматологические системы центробежного литья em
- EasyCast-D
- UltraCast D
- Ювелирные изделия
- EasyCast J
- SuperCast J
- CS Digital
- UltraCast Pro
- PressCast
- Industrial
- SuperCast Pro Series
- Стоматологические
- Индукционные расплавители
- Static
- EasyMelt
- EasyMelt Air
- UltraMelt 4/5
- UltraMelt 10/15
- Tilting
- UltraMelt TLT-2P
- UltraMelt TF
- UltraMelt 90 Series ITC
- Static
- ОТРАСЛИ
- Академия и исследования
- Аэрокосмическая промышленность и оборона
- Приборы и HVAC
- Автомобилестроение и транспорт
- Штампы и пресс-формы
- Электрические компоненты
- Энергетика и окружающая среда
- Крепежные изделия
- Литейные производства и Металлообработка
- Производство и автоматизация
- Медицина и стоматология
- Горнодобывающая промышленность и материалы
- Двигатели и насосы
- Нефть и газ
- Упаковка
- Драгоценные металлы и ювелирные изделия
- Производство полупроводников и кристаллов
- Инструменты и оборудование
- Трубы и трубы
- Провода и кабели
- УСЛУГИ
- Электромагнитное моделирование и термический анализ
- Инженерные услуги
- Заказные индукционные нагревательные змеевики
- Лаборатория приложений
- Системы с добавленной стоимостью и нестандартные системы
- ПОДДЕРЖКА
- Техническая поддержка | FAQ
- Индукционный нагрев Руководство по настройке
- Техническая поддержка
- Технические примечания
- Центр загрузок
- УЗНАТЬ
- Об индукционном нагреве
- Как работает индукционный нагрев
- Почему индукционный нагрев?
- Приложения для индукционного нагрева
- Приложение для индукционного нагрева
Обзор - UltraFlex в научных статьях
- Эффективность индукционного нагрева
- Контроль температуры при индукционном нагреве
- Руководство по индукции
- Инструмент для расчета индукционного нагрева
- Важность Правильный индуктор для работы
- Примеры использования индукционного нагрева
- Как выбрать поставщика индукционного нагрева
- Сравнение индукционных систем
- Руководство по литью титана с помощью
Ultraflex SuperCast - Руководство по литью платины с помощью
Ultraflex EasyCast
- Об индукционном нагреве
- О НАС
- Ultraflex Power Technologies — О нас
- Карьера в области индукционного нагрева
- Партнерский порт для индукционного нагрева
Техника пайки меди — скачать ppt
Презентация на тему: «Техника пайки меди» — стенограмма презентации:
1 Медная пайка
MBIT HVAC / P Technology2 Техника пайки меди
PA Стандарт CTE: # 800 Работа с медными трубами PA Академический стандарт: Наука — S11.D.2.1 Теплопередача и свойства металла3 Техника пайки меди
Измерьте медь для резки Отметьте карандашом или маркером4 Техника пайки меди
Отрежьте медную трубу с помощью дискового ножа на 1/8 оборота после каждого поворота до разреза5 Техника пайки меди
Развертка медных трубок Удаление заусенцев Предотвращение потери на трение6 Техника пайки меди
Очистка трубы с внешней стороны 1 дюйм от конца Яркая блестящая отделка Используйте песчаную ткань для тщательной очистки7 Техника пайки медью
Флюс Наружная сторона трубы на расстоянии 1 дюйма от конца Используйте кисть. Наносите равномерно8 Техника пайки меди
Очистите медный фитинг Используйте щетку для фитинга Подберите щетку к фитингу Очистите внутреннюю часть Яркая блестящая поверхность10 Техника пайки меди
Вставьте трубу в фитинг Слегка поверните фитинг Убедитесь, что он выходит из нижней части11 Техника пайки медью
Зажгите горелку и подайте тепло к трубе широким движением Втяните припой в соединение капиллярным действием. Не допускайте окисления при перегреве.Conex | Фитинги для медных труб
Переключить меню- Добро пожаловать на сайт plumbing4home.com | Сантехника!
- 43 Hurricane Way Норвич NR6 6HE
- 01603920050
- войти в систему регистр
- Сравнить
- Корзина
- Ванные комнаты и кухни
- Все ванные комнаты и кухни
- Ванные комнаты
- Все ванные комнаты
- Сточные воды для ванн
- Полки для ванной
- Вилки для раковины в ванной
- Сифоны для раковины в ванной
- Раковины для ванной
- Ванны
- Крышки перелива раковины
- Мыльницы
- Дозаторы мыла
- Держатели для зубных щеток
- Крючки для полотенец
- Вешалки и кольца для полотенец
- Кухни
- Все кухни
- Домашние улучшения
- Вилки для кухонной раковины
- Сифоны для кухонной мойки
- Раковины для кухни
- Принадлежности для посудомоечных и стиральных машин
- Картриджи для водяных фильтров
- Фильтры для воды
- Счетчики воды
- Метчики
- Все краны
- Смесители для ванны
- Смесители для биде
- Гибкие соединители для водопроводных кранов
- Краны для инвалидов
- Смесители для кухни
- Нажмите аксессуары
- Краны для бассейна
- Кран аэраторы / спреи
- Tap Heads
- Кран носики
- Туалеты
- Все туалеты
- Ершики для унитаза
Пайка медных трубок
Этот инструмент модифицирует медные фитинги, создавая неглубокий отпечаток в стенке фитинга, уменьшая глубину гнезда до 3/8 дюйма.Его следует использовать только для стыков, которые будут паяться. Прочность трубных соединений
Стыковые соединения между медными трубками могут быть такими же прочными, как и сама медь, если присадочный металл достаточно прочен. Это связано с тем, что вся нагрузка должна переноситься через зону контакта двух небольших поверхностей на концах каждой детали (см. , рис. 1, ). Стыковые соединения обычно не используются для соединения медных труб, потому что поддерживать соосность во время пайки сложно.
Муфты, с другой стороны, самоустанавливаются во время сборки и пайки. В раструбном соединении присадочный металл не должен быть таким прочным, как медь, потому что площадь контакта между трубкой и муфтой может быть увеличена (см. , рис. 2, ).
Когда площадь соединения велика, напряжение в припое невелико, поэтому присадочный металл может быть намного слабее основного металла. Поэтому, когда вы используете коммерческие медные трубные фитинги с глубокими чашками, вы можете использовать мягкий припой с пределом прочности на разрыв около 5000 фунтов на квадратный дюйм (PSI), например, для соединения более прочных медных трубок с пределом прочности на разрыв около 30000 фунтов на квадратный дюйм.
Рисунок 1
Стыковые соединения между медными трубками могут быть такими же прочными, как и сама медь, если присадочный металл достаточно прочен, чтобы выдерживать нагрузку через контактную площадку двух небольших поверхностей на концах каждый кусок.Конструкция раструбного соединения
Трубное соединение должно быть достаточно прочным, чтобы выдерживать такие нагрузки, как давление, собственный вес и тепловое расширение. Если вы выберете комбинацию присадочного металла и глубины раструба, которая сделает соединение более прочным, чем труба, сама труба станет ограничивающим фактором в конструкции.
Прочность паяного соединения горелки с муфтой зависит от:
Рис. 2
В разъеме муфты присадочный металл не должен быть таким прочным, как медь, поскольку площадь контакта между трубкой и розеткой можно сделать большие.- Длина внахлест (обычно глубина раструба).
- Прочность присадочного металла.
- Прочность соединения.
Используя эти переменные, вы можете оценить требуемую глубину вставки по следующей формуле:
X = TW / 0.8L
Где:
- X = необходимое перекрытие
- T = предел прочности при растяжении основного металла
- L = сопротивление сдвигу припоя или припоя
- W = толщина более тонкого элемента
- 0,8 = прочность ( или коэффициент безопасности)
При пайке соединения медь-медь прочность на разрыв меди составляет около 30 000 фунтов на квадратный дюйм, а прочность на сдвиг припоя — около 5000 фунтов на квадратный дюйм. Для трубки толщиной 0,065 дюйма перекрытие должно составлять 0.48 дюймов, или в 8,7 раза больше толщины трубы.
Рис. 3
На этой диаграмме показаны зависимость прочности соединения и напряжения сдвига от длины перекрытия для паяных и паяных соединений.При пайке соединения меди с медью с помощью любой из обычно используемых классификаций AWS для припоя, например BCuP или BAg, прочность на сдвиг припоя составляет около 25 000 фунтов на квадратный дюйм. Для трубки толщиной 0,065 дюйма перекрытие должно составлять 0.100 дюймов, или в 1,5 раза больше толщины трубки.
Соотношение между толщиной трубы и длиной перекрытия для паяных и паяных соединений показано на рис. 3 .
Пайка внахлест
Чтобы проверить, работает ли теория на практике, сотрудники автора выпаяли и выполнили испытания на растяжение на 1 1/2 дюйма. медная труба с толщиной стенки 0,045 дюйма. Испытываемые соединения представляли собой стыковые и раструбные соединения с перекрытием в один, два и три раза больше толщины трубы.Все образцы, в том числе стыковое соединение, вышли из строя в основном металле.
Не новость, что для паяных соединений требуется лишь небольшое перекрытие. В ходе циклической серии испытаний в конце 1950-х годов 10 лабораторий спаяли более 1200 образцов для испытаний на растяжение. Лаборатории выполнили эти испытания на следующих объектах с различными перекрытиями:
- 410 Печь из нержавеющей стали — пайка с BNi – 1
- Печь из мягкой стали — пайка с медью
- Медная горелка — пайка с BAg – 1
- Горелка из мягкой стали — спаянный с BAg – 1
Результаты этих испытаний показали, что для получения полноценного соединения не требуется большого перекрытия.Во всех случаях предел прочности основного металла на растяжение был достигнут, когда перекрытие было в два раза больше толщины элементов (2t). Отчет был опубликован под названием American Welding Society (AWS) C3.1–63.
Обратная сторона перекрытия
Глубина врезки влияет на два важных аспекта пайки: прочность соединения и простота его пайки. Хотя с точки зрения прочности кажется, что большее перекрытие лучше, перекрытие, превышающее толщину более чем в два раза более тонкого элемента (2t), не делает соединение более прочным.
На самом деле, увеличение перекрытия намного больше, чем 2t, только затрудняет выполнение прочного соединения по следующим причинам.
Во-первых, припой должен равномерно течь в небольшой зазор между деталями по всей длине и окружности соединения. Одним из препятствий является то, что чем длиннее перекрытие, тем дальше должен течь припой и тем больше у него возможностей улавливать газ, который вызывает пустоты в стыке. Достаточная подача флюса и достаточно сильный равномерный нагрев соединения способствуют протеканию припоя в соединение, но по мере увеличения перекрытия и увеличения диаметра это становится труднее.
Рис. 4
На этой диаграмме показан общий состав припоя на основе меди и характеристики плавления.Во-вторых, припой начинает плавиться при более низкой температуре, чем температура, при которой припой становится полностью жидким. Эта температура называется температурой солидуса. Чуть выше этой температуры припой представляет собой смесь твердого вещества и жидкости. Он густой и слякотный, как замороженный напиток.В этом состоянии металл с трудом попадает в плотно подогнанный стык. Представьте, что вы быстро потягиваете замороженный напиток через маленькую трубочку — это сложно!
По мере того, как присадочный металл больше нагревается, он становится более жидким, пока не достигнет температуры ликвидуса. При этой температуре присадочный металл полностью жидкий и легко проникает в крошечные промежутки между деталями. Или, как в нашем примере, замороженный напиток теперь плавится и легко течет через небольшую соломинку. Температуры солидуса и ликвидуса для некоторых распространенных присадочных металлов показаны на рис. 4 .
Чтобы еще больше усложнить ситуацию, во время пайки небольшое количество основного металла меди растворяется в присадочном металле, а небольшое количество легирующих элементов из присадочного металла диффундирует в основной металл меди. Когда это происходит, изменяется химический состав присадочного металла. Это увеличивает температуру ликвидуса, а присадочный металл становится толстым и вязким, даже если он горячий. Опять же, толстый, слякотный присадочный металл нелегко проникает в стык.
К счастью, этот процесс диффузии-растворения является медленным по сравнению со временем, которое требуется металлическому припою, чтобы попасть в должным образом нагретое соединение.Однако, если соединение недостаточно нагрето до того, как будет введен припой, припой сначала станет слякотью и станет толще при повторном нагреве соединения. Чем дольше соединение находится при температуре пайки, тем больше состав припоя становится похожим на саму медь. Это объясняет, почему бывает трудно переплавить соединение после пайки.
Но диффузия не так уж плоха. Компрессоры с реактивными двигателями, например, используются при температурах, превышающих температуру плавления припоя, который удерживает их вместе.В этом случае детали выдерживаются в печи при температуре диффузии так долго, что припой полностью растворяется в основном металле, и соединение практически отсутствует, позволяя двигателю оставаться вместе в эксплуатации.
Использование фитингов под пайку при пайке
Если чрезмерное перекрытие делает излишне трудным получение прочного паяного соединения, почему промышленность использует фитинги для пайки с таким большим перекрытием?
Рис. 5
В этой таблице показана глубина гнезда для фитингов под пайку и пайку, а также экономию при использовании 3/8 дюйма.–Глубокая розетка.Ответ прост: юристы. Обычные медные и латунные фитинги предназначены для пайки, а не для пайки. Обычно они обеспечивают перекрытие 10 или более, что необходимо для обеспечения достаточной прочности, если соединение выполнено припоем (см. , рис. 5, ).
Поскольку производители фитингов практически не контролируют, где их фитинги будут использоваться или как они будут соединяться, наименее рискованный шаг для них — именно сюда приходят юристы — это сделать все фитинги пригодными для пайки.
Фитинги для пайки можно паять, но глубина чашки может усложнить вашу жизнь. Доступны фитинги с короткими чашками, предназначенные для пайки, и их легче паять, чем фитинги, предназначенные для пайки, но они, как правило, являются изделиями специального заказа с ограниченным распространением. Подрядчики, которые поставляют вам эту арматуру, несут те же риски ответственности, что и производители арматуры.
Аттестация процедур и паяльных машин
Когда вы квалифицируете Спецификацию процедуры пайки (BPS) в соответствии с разделом IX ASME, во время аттестации должно использоваться минимальное перекрытие, которое будет использоваться в производстве.Другими словами, если перекрытие, используемое на испытательном купоне, составляло 1/4 дюйма, минимальное перекрытие, которое должно использоваться при производстве, составляет 1/4 дюйма. Вы также должны быть уверены, что производственное перекрытие как минимум вдвое превышает толщину соединяемая более тонкая часть (2t). Это обеспечивает достаточную прочность стыков для производственных стыков.
Когда вы квалифицируете сварщика с резаком, он или она ограничивается перекрытием, которое использовалось в тестовом купоне, плюс 25 процентов. Другими словами, если перекрытие тестовых купонов составляло 1/2 дюйма., максимальное допустимое перекрытие составляет 5/8 дюйма. У вас нет минимального перекрытия, потому что, если вы можете правильно припаять глубокую муфту, вы также можете припаять более мелкую муфту.
Облегчение жизни при пайке
Поскольку для достижения полной прочности паяного соединения требуется лишь небольшое перекрытие (2t), вам не нужна полная глубина фитинга паяного соединения. Большая глубина лунки только усугубляет ваши страдания, когда вы делаете сустав. Что еще хуже, чем больше диаметр трубки, тем глубже раструб и тем труднее сделать соединение.
Можно сделать несколько вещей, особенно с большими фитингами, чтобы облегчить вашу жизнь.
- Купить фитинги для пайки. Их нет в продаже.
- Отрежьте излишки в механическом цехе. Это работает, но стоит дорого.
- Обрежьте лишнюю чашку в поле. Это слишком дорого и, вероятно, приведет к деформации фурнитуры.
- Вставьте трубу в трубу с небольшим перекрытием. Хотя это работает, это сложно контролировать, потому что трубка может свободно входить и выходить из гнезда во время сборки.
- Деформируйте фитинг ближе к концу, используя инструмент, подобный показанному на вводной фотографии. Этот инструмент ограничивает глубину введения до 3/8 дюйма и обеспечивает надежный упор трубки, поэтому вы можете легко поддерживать нужную глубину введения.
Вальтер Дж. Сперко, P.E., инженер-консультант, специализирующийся на технологиях сварки и пайки и обладающий опытом в области трубопроводов. С ним можно связаться по адресу: Sperko Engineering Services Inc., 4803 Archwood Drive, Greensboro, NC 27406–9795, 336–674–0600, факс 336–674–0202, sperko @ asme.org, www.sperkoengineering.com.
Примечание
1. Поскольку припой ползет при температуре окружающей среды, фитинги для паяных соединений фактически рассчитаны на единичное напряжение 235 фунтов на квадратный дюйм и ограничены максимальным давлением при различных температурах в соответствии с ASME B16.
- Источники питания для индукционного нагрева