Инструментальные стали — марки, свойства, ГОСТ, применение
Вопрос увеличения эффективности обработки конструкционных сталей остается всегда актуальным. Исследования в этом направлении в одно время привели к появлению новых марок стальных сплавов, предназначенных исключительно для изготовления инструмента и оснастки под него. Название они получили соответствующее — инструментальные стали и сплавы. что их отличало от обычных конструкционных? Какими свойствами они обладали?
Общие сведения
Сталь, процент углерода в которой составляет более 0,7%, называют инструментальной. В основе фазовой структуры лежит мартенсит и только в некоторых случаях ледибурит.
Используется главным образом в машиностроении в качестве материала для производства инструмента по обработке черных и цветных сплавов.
Инструментальную сталь отличает ряд особенностей по сравнению с конструкционной. Среди них наиболее важными являются:
- Повышенная твердость, которая составляет 60-65 единиц по шкале Роквелла.

- Дополнительная прочность. Временное сопротивление на разрыв не должно быть ниже 900 МПа.
- Способность сопротивляться воздействию абразивного износа.
- Высокая прокаливаемость — свойство сталей термически упрочняться.
- Красностойкость, которая характеризует металл с точки зрения способности сохранять свои прочностные характеристики при увеличении температурного воздействия на него.
Согласно государственным стандартам предусмотрены следующие разновидности инструментальных марок, исходя из их технологического назначения:
- Инструментальные углеродистые стали ГОСТ 1435-99. Помечаются буквой «У» в начале маркировки. Цифра, следующая далее в обозначении, показывает углеродистую составляющую: У12, У10 и т.д. Размерность берется в сотых долях процента. В конце может ставиться буква «А» (например, У10А), которая показывает, что данная инструментальная сталь имеет уменьшенное количество отрицательных включений. В частности, это относится к сере и фосфору, элементам, ответственным за ухудшение механических свойств стального сплава.
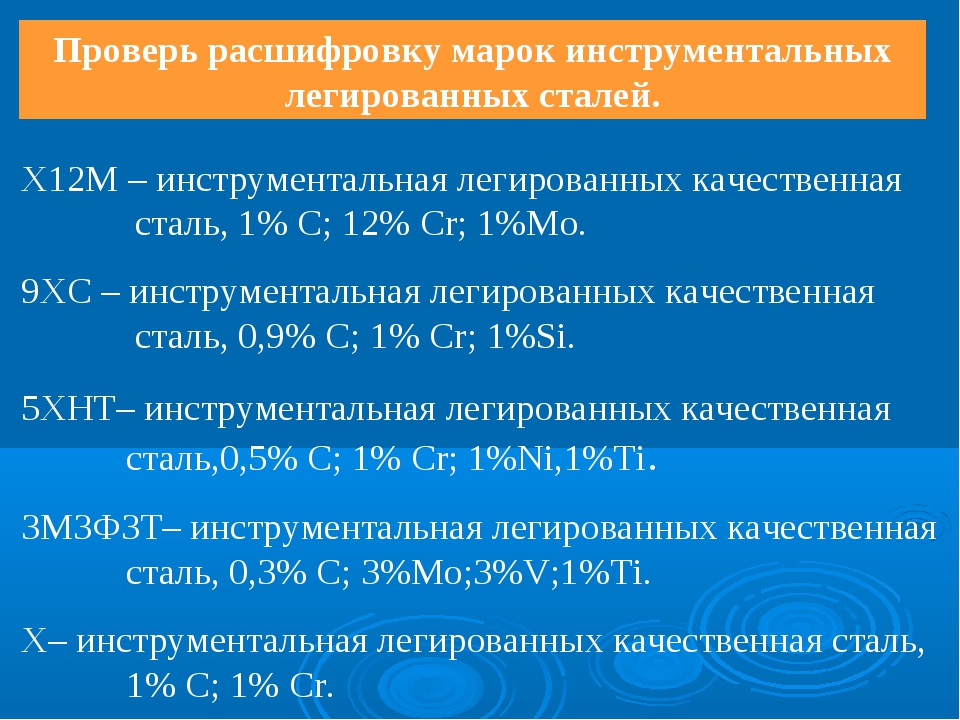
- Легированные инструментальные стали ГОСТ 5950-2000. Цифра, стоящая в начале, показывает сотую долу процента карбидов в стали. В случае ее отсутствия значение данного параметра принимается равным 1%. Далее следует буквенное обозначение легирующих элементов с указанием цифрами их содержания в целых долях процента: Х, 5ХВГ, 9ХС и прочее.
- Быстрорежущие инструментальные стали ГОСТ 19265-73. В технической документации маркируются буквой «Р». Цифрой за ней обозначают ориентировочное содержание вольфрама – базового химического компонента для данной стали. Помимо него быстрорезы могут включать в своем составе кобальт и ванадий. Они также указываются в маркировке соответствующими буквами: К и Ф. Содержание хрома во всех быстрорежущих сталях колеблется в пределах 3-4%. По этой причине его не обозначают в маркировке.
Рассмотрим каждый пункт теперь более подробно.
Инструментальная углеродистая сталь
Данный класс в машиностроении используется как материал для производства режущего инструмента с минимальным габаритным размером не более 13 мм. Причина этого ограничения кроется в их ограниченной прокаливаемости. Более крупные габаритные размеры возможны только если большая часть режущей кромки находится на поверхности (короткие свёрла, зенкера и прочее).
Для большинства режущего инструмента — зенковки, ножовки и фрезы — применяются стали У13, У11 и У10. В случае если стальной сплав работает в условиях сильных ударных воздействий, рекомендуется использовать марки типа У8 и У7. Они обладают большим коэффициентом ударной вязкости и, соответственно, способны выдержать большие динамические нагрузки.
Преимуществом инструментальных сталей приведенного класса является низкая цена, приемлемая податливость резанию в отожжённом состоянии и умеренная твердость. Для повышения их механических свойств применяют разного рода термообработку. Прежде всего, это закалка в соляном растворе или воде при 820 ºС плюс низкий отпуск, главное назначение которого — снятие внутренних напряжений.
Для повышения их механических свойств применяют разного рода термообработку. Прежде всего, это закалка в соляном растворе или воде при 820 ºС плюс низкий отпуск, главное назначение которого — снятие внутренних напряжений.
Главным недостатком углеродистой инструментальной стали — это узкий диапазон температур закаливания, что усиливает внутренние деформации стали при ее термообработке. По этой причине использование данных сплавов ограничивается инструментом, работающим с низкими скоростями резания и температурами нагрева до 220 ºС.
Легированная инструментальная сталь
По сравнению с вышеописанной легированная обладает большей толщиной прокаливаемого слоя и меньшей склонностью к перегреву, что позволяет существенно снизить риск образования трещин во время термообработки инструмента. Благодаря этому минимальный габаритный размер инструмента увеличивается с 12 до 40 мм.
Низколегированные стали марок типа 11Х и 13Х рекомендуются для изготовления метчиков, ножей и напильников толщиной 1-15 мм. Особенно если указанный инструмент при этом имеет большую длину.
Особенно если указанный инструмент при этом имеет большую длину.
Стали 9ХС и ХВГС обладают повышенной красностойкостью с критической температурой 250 ºС. Они используются для сверл, плашек, гребенок и прочего инструмента диаметром до 80 мм. Недостатком их является небольшая хрупкость в отожжённом состоянии и чувствительность к образованию трещин во время шлифовки.
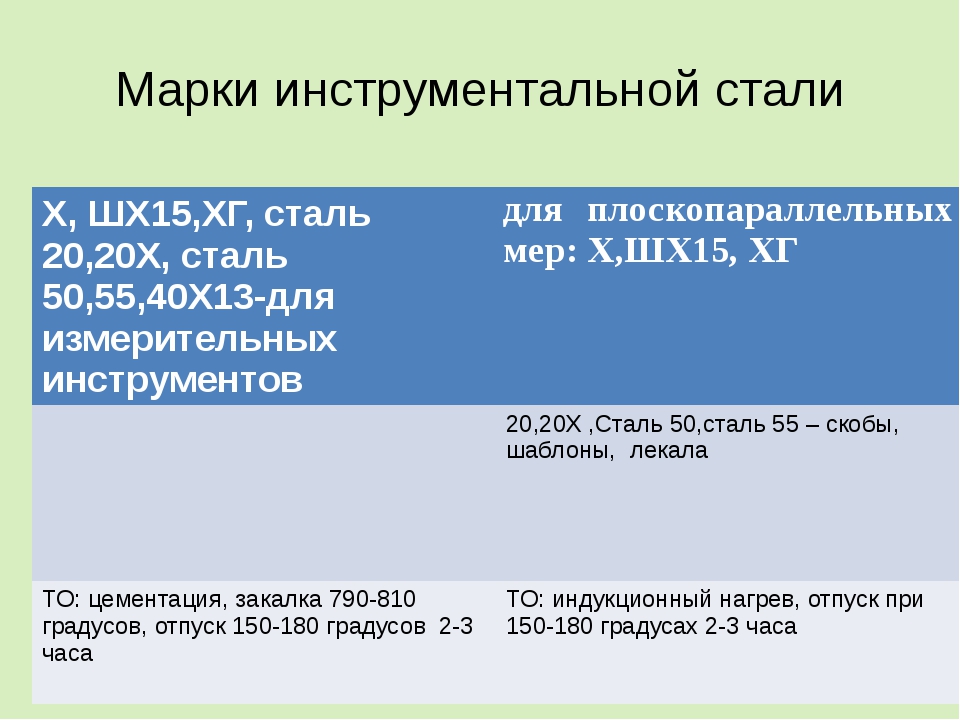
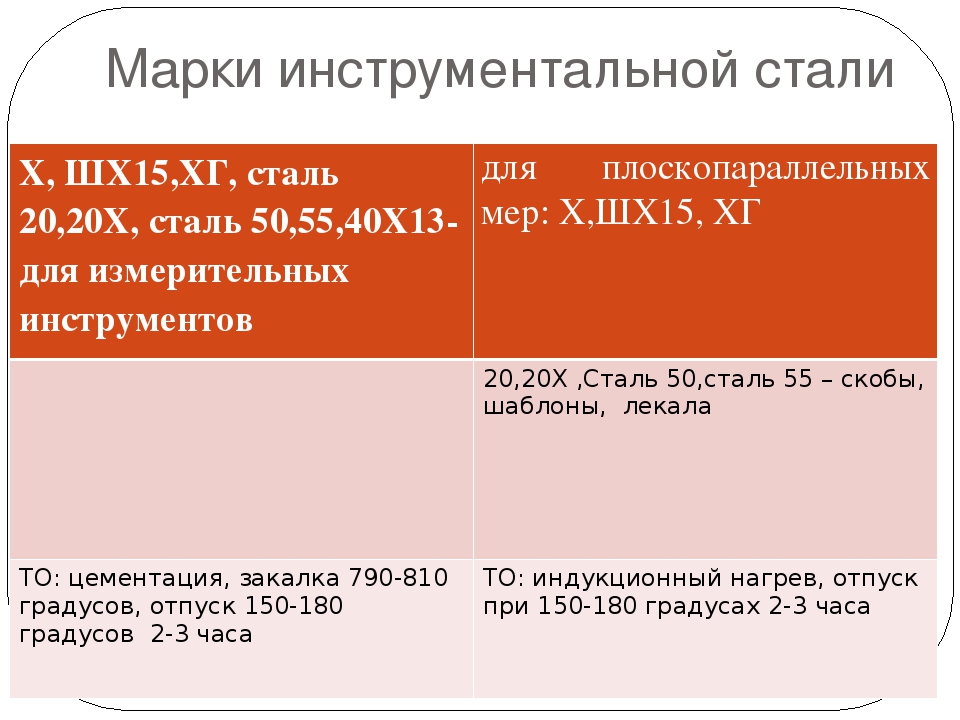
Также легированная инструментальная сталь отлично зарекомендовала себя в изготовлении разного рода измерительного инструмента — штангенциркули, линейки, скобы и прочее — за счет низкого значения коэффициента теплового расширения. Наиболее подходящими из них послужили стали типа Х и ХГ.
Быстрорежущая инструментальная сталь
Быстрорежущих инструментальных сталей от всех выше представленных видов инструментальных стальных сплавов отличает более высокая красностойкость. Данные сплавы не изменяют своих механических характеристик при температурном режиме до 650 ºС. Как результат, скорость резания увеличивается в 5 раза, а долговечность инструментария в 32 раз.
Этого стало возможным благодаря включению в их химический состав вольфрама или его аналога молибдена. Также на теплостойкость положительно влияет добавление в сталь таких металлов как кобальт, ванадий и хром. Наиболее востребованными марками в машино- и станкостроении являются Р18, Р12, Р6М4 и Р10К5Ф5. Из данной группы инструментальных сталей стоит отметить Р12, т.к. она обладает лучшей технологичностью: более податлива обработке давлением.
Термическая обработка данных стальных сплавов включает в себя закалку при 1250 ºС и многократный низкий отпуск при 350 ºС. Превышение указанных температур крайне нежелательно, т.к. это приводит к резкому снижению механических характеристик, в частности образования хрупкости. Иногда для улучшения коррозионностойких свойств быстрорезы дополнительно обрабатываются паром.
Штампованная сталь
Штампованная инструментальная сталь используется в производстве матриц и пуансонов штампов. Как было сказано ранее, она подразделяется на сталь холодного и горячего деформирования.
Инструментальная сталь холодной деформации работают при температуре 250-300 ºС. Сюда относят Х12М и Х12Ф1, в основе которых лежит фазовая структура ледибурит. Их отличие — это высокое значение прокаливаемости, красностойкости и твердости (64 HRC). Из них изготовляют массивные штампы сложной формы, ролики для накатывания резьбы и т.д.
Штампованные стали горячей деформации работают с более горячим металлом, температура которого может доходить до 550 ºС. Поэтому, помимо всего прочего, они должны обладать разгаростойкосью — способностью выдерживать многократные перегревы и не трескаться при этом. Наиболее востребованными марками здесь являются 5ХНМ и ХГМ.
Инструментальные стали в свое время совершили технологический прорыв в области обработки металлов. Их использование позволило повысить скорость резания почти в 5 раз. Но прогресс не стоит на месте. Сейчас они становятся все менее актуальными. Особенно на фоне новостей об усовершенствовании керамических сплавов.
Рейтинг: 0/5 — 0 голосов
| 3Х2В8Ф | круг 25 | 0.29 | Сделать запрос | |
| 3Х2В8Ф | круг 30 | 0.149 | 0.347 | Сделать запрос |
| 3Х2В8Ф | круг 36 | 0.009 | Сделать запрос | |
| 3Х2В8Ф | круг 40 | 0.13 | 0.715 | Сделать запрос |
| 3Х2В8Ф | круг 45 | 2.137 | Сделать запрос | |
| 3Х2В8Ф | круг 50 | 0.865 | 0.243 | Сделать запрос |
| 3Х2В8Ф | круг 60 | 2.316 | 0.05 | Сделать запрос |
| 3Х2В8Ф | круг 70 | 0.138 | 0.302 | Сделать запрос |
| 3Х2В8Ф | круг 80 | 0.37 | 0.419 | Сделать запрос |
| 3Х2В8Ф | круг 90 | 0. 148 148 | Сделать запрос | |
| 3Х2В8Ф | круг 100 | 0.146 | Сделать запрос | |
| 3Х2В8Ф | круг 100 ков. | 0.23 | Сделать запрос | |
| 3Х2В8Ф | круг 120 ков. | 0.339 | Сделать запрос | |
| 3Х2В8Ф | круг 160 | 0.138 | Сделать запрос | |
| 3Х2В8Ф | полоса 40х200 | 0.298 | Сделать запрос | |
| 3Х3М3Ф | круг 30 | 0.092 | Сделать запрос | |
| 3Х3М3Ф | круг 40 | 0.787 | Сделать запрос | |
| 3Х3М3Ф | круг 45 | 0.149 | 2 | Сделать запрос |
| 3Х3М3Ф | круг 70 | 0.354 | Сделать запрос | |
| 3Х3М3Ф | круг 80 | Jan-1984 | 3.564 | Сделать запрос |
| 3Х3М3Ф | круг 100 | 3.581 | 1.645 | Сделать запрос |
| 3Х3М3Ф | круг 120 | 1. 864 864 | 0.866 | Сделать запрос |
| 3Х3М3Ф | круг 140 | 0.119 | Сделать запрос | |
| 3Х3М3Ф | круг 155 обточ. | 1.19 | Сделать запрос | |
| 4Х4ВМФС | круг 40 | 0.471 | Сделать запрос | |
| 4Х4ВМФС | круг 75 | 0.717 | Сделать запрос | |
| 4Х4ВМФС | круг 90 | 0.862 | Сделать запрос | |
| 4Х4ВМФС | круг 100 | 0.434 | Сделать запрос | |
| 4Х4ВМФС | круг 120 | 0.404 | Сделать запрос | |
| 4Х4ВМФС | круг 150 | 0.308 | Сделать запрос | |
| 4Х4ВМФС | круг 200 ков. | 0.572 | Сделать запрос | |
| 4Х4ВМФС | круг 215х130 | 0.04 | Сделать запрос | |
| 4Х4ВМФС | круг 270 ков. | 0.305 | Сделать запрос | |
| 4Х4ВМФС | полоса 30х150 | 2.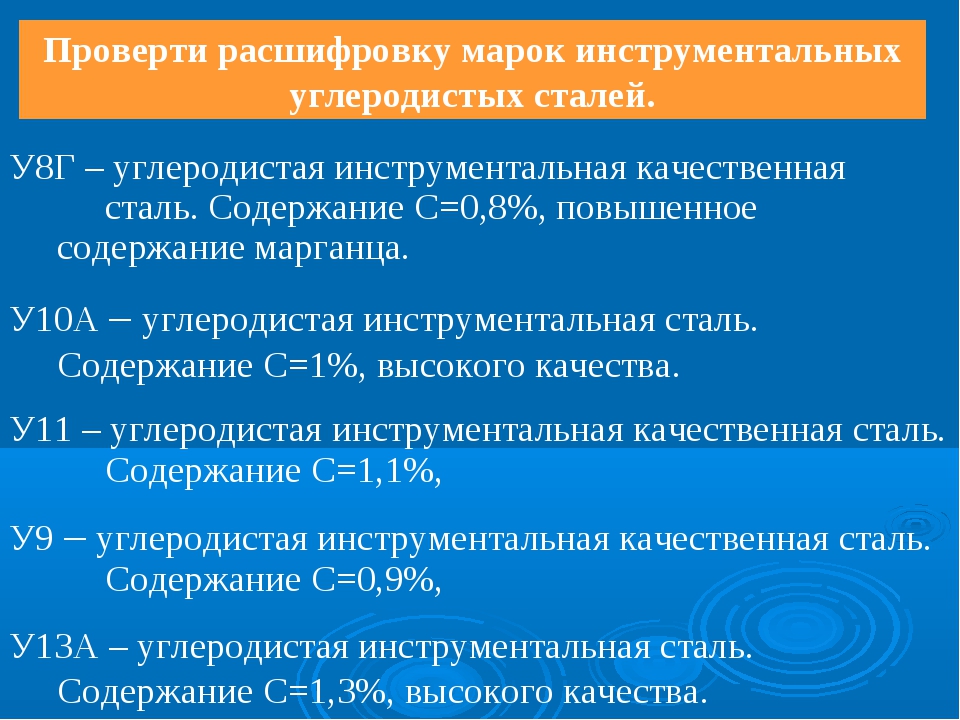 535 535 | Сделать запрос | |
| 4Х4ВМФС | полоса 40х200 | 0.294 | Сделать запрос | |
| 4Х5В2ФС | квадрат 180 ков. | 5.702 | Сделать запрос | |
| 4Х5В2ФС | круг 40 | 0.221 | Сделать запрос | |
| 4Х5В2ФС | круг 50 | 0.148 | 0.73 | Сделать запрос |
| 4Х5В2ФС | круг 60 | 0.169 | 0.073 | Сделать запрос |
| 4Х5В2ФС | круг 80 | 0.063 | Сделать запрос | |
| 4Х5В2ФС | круг 80 ков. | 0.424 | Сделать запрос | |
| 4Х5В2ФС | круг 100 | 0.024 | Сделать запрос | |
| 4Х5В2ФС | круг 120 | 1.069 | Сделать запрос | |
| 4Х5В2ФС | круг 150 | 0.518 | Сделать запрос | |
| 4Х5В2ФС | круг 180 ков. | 01-Jun | Сделать запрос | |
| 4Х5В2ФС | круг 200 ков.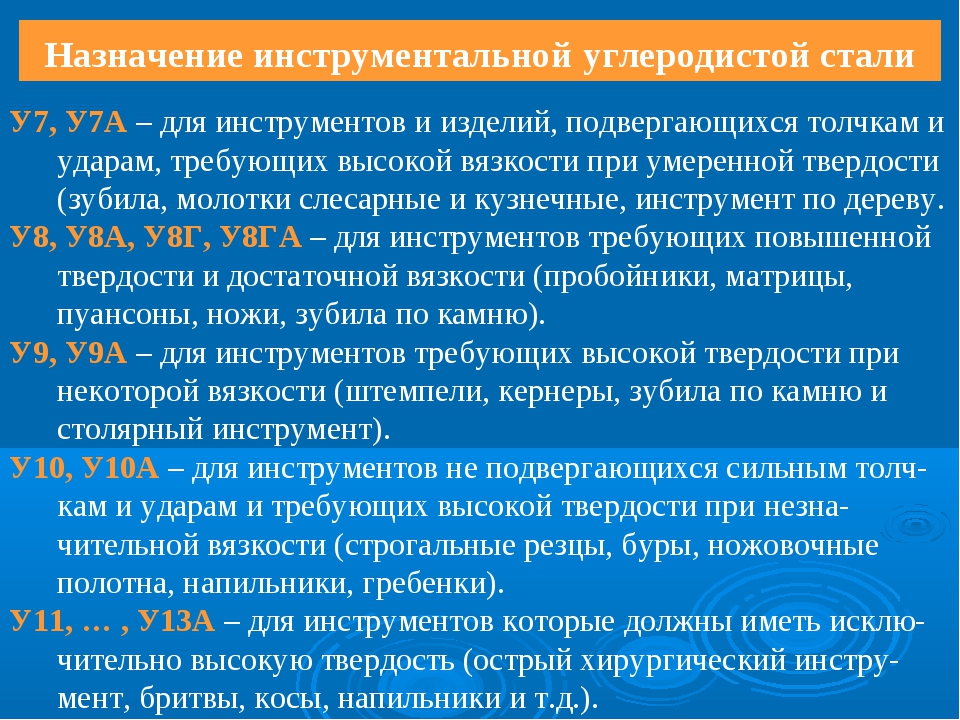 | 0.422 | Сделать запрос | |
| 4Х5В2ФС | полоса 120х270 ков. | 0.48 | Сделать запрос | |
| 4Х5В2ФС | полоса 135х500х1630 | 0.35 | Сделать запрос | |
| 4Х5В2ФС | полоса 20х100 | 1.07 | Сделать запрос | |
| 4Х5В2ФС | полоса 25х100 | 0.025 | 0.546 | Сделать запрос |
| 4Х5В2ФС | полоса 30х150 | 0.066 | 0.1 | Сделать запрос |
| 4Х5В2ФС | полоса 70х250 | 0.33 | Сделать запрос | |
| 4Х5МФС | квадрат 200 | 3.132 | Сделать запрос | |
| 4Х5МФС | круг 16 | 0.353 | Сделать запрос | |
| 4Х5МФС | круг 20 | 0.498 | 1.083 | Сделать запрос |
| 4Х5МФС | круг 30 | 0.065 | 1.687 | Сделать запрос |
| 4Х5МФС | круг 32 | 0. 652 652 | Сделать запрос | |
| 4Х5МФС | круг 40 | 0.613 | Сделать запрос | |
| 4Х5МФС | круг 50 | 0.174 | 1.386 | Сделать запрос |
| 4Х5МФС | круг 60 | 0.289 | 10.931 | Сделать запрос |
| 4Х5МФС | круг 65 | 0.092 | Сделать запрос | |
| 4Х5МФС | круг 70 | 3.40 | Сделать запрос | |
| 4Х5МФС | круг 80 | 0.112 | 2.94 | Сделать запрос |
| 4Х5МФС | круг 90 | 13.098 | Сделать запрос | |
| 4Х5МФС | круг 100 | 1.171 | 4.754 | Сделать запрос |
| 4Х5МФС | круг 110 | 1.473 | 4.811 | Сделать запрос |
| 4Х5МФС | круг 120 | 3.764 | Сделать запрос | |
| 4Х5МФС | круг 130 | 2.97 | Сделать запрос | |
| 4Х5МФС | круг 140 | 1. 378 378 | 0.912 | Сделать запрос |
| 4Х5МФС | круг 150 | 3.216 | Сделать запрос | |
| 4Х5МФС | круг 160 | 0.033 | 3.506 | Сделать запрос |
| 4Х5МФС | круг 170 | 2.239 | Сделать запрос | |
| 4Х5МФС | круг 180 | 5.923 | Сделать запрос | |
| 4Х5МФС | круг 200 | 0.26 | 10.46 | Сделать запрос |
| 4Х5МФС | круг 200 ков. | 7.24 | Сделать запрос | |
| 4Х5МФС | круг 220 ков. | 7.816 | Сделать запрос | |
| 4Х5МФС | круг 230 | 0.303 | Сделать запрос | |
| 4Х5МФС | круг 230 ков. | 6.234 | Сделать запрос | |
| 4Х5МФС | круг 250 | 0.4 | Сделать запрос | |
| 4Х5МФС | круг 250 ков. | 4.487 | Сделать запрос | |
| 4Х5МФС | круг 260 | 0. 588 588 | Сделать запрос | |
| 4Х5МФС | круг 260 ков. | 11.48 | Сделать запрос | |
| 4Х5МФС | круг 300 ков | 2.34 | Сделать запрос | |
| 4Х5МФС | круг 300 УЗК, ков | 6.65 | Сделать запрос | |
| 4Х5МФС | круг 330 ков | 4.088 | Сделать запрос | |
| 4Х5МФС | круг 330 УЗК, ков. | 43559.00 | Сделать запрос | |
| 4Х5МФС | круг 350 ков. | 11749.00 | Сделать запрос | |
| 4Х5МФС | круг 360 ков. | 14.296 | Сделать запрос | |
| 4Х5МФС | круг 380 ков.,УЗК | 4.89 | Сделать запрос | |
| 4Х5МФС | круг 400 ков. | 7.49 | Сделать запрос | |
| 4Х5МФС | круг 450 ков. | 14.036 | Сделать запрос | |
| 4Х5МФС | круг 460 ков. | 11.094 | Сделать запрос | |
| 4Х5МФС | круг 500 ков. | 8.96 | Сделать запрос | |
| 4Х5МФС | круг 560 ков. | 4.95 | Сделать запрос | |
| 4Х5МФС | круг 570 ков. | 4.50 | Сделать запрос | |
| 4Х5МФС | полоса 80х610 | 0.505 | Сделать запрос | |
| 5Х3В3МФС | круг 35 | 0.077 | Сделать запрос | |
| 5Х3В3МФС | круг 40 | 0.501 | 0.045 | Сделать запрос |
| 5Х3В3МФС | круг 50 | 1.867 | 0.092 | Сделать запрос |
| 5Х3В3МФС | круг 55 | 0.04 | Сделать запрос | |
| 5ХВ2С | круг 16 | 0.137 | Сделать запрос | |
| 5ХВ2С | круг 30 | 0.03 | Сделать запрос | |
| 5ХВ2С | круг 33 | 0.019 | Сделать запрос | |
| 5ХВ2С | круг 36 | 2.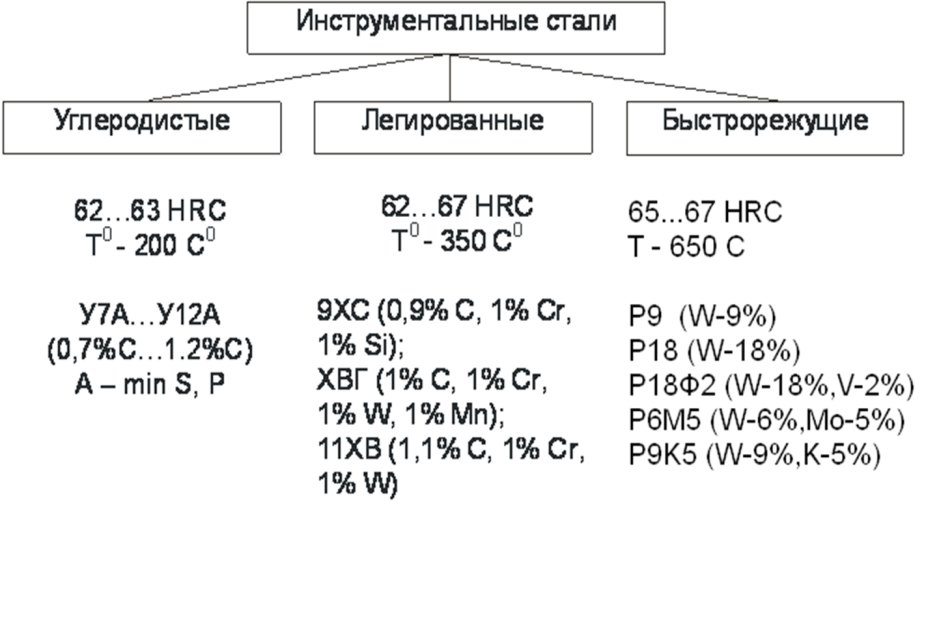 749 749 | Сделать запрос | |
| 5ХВ2С | круг 45 | 1.881 | Сделать запрос | |
| 5ХВ2С | круг 80 | 0.07 | Сделать запрос | |
| 5ХВ2С | круг 130 | 0.111 | Сделать запрос | |
| 5ХВ2С | круг 160 ков. | 0.112 | Сделать запрос | |
| 5ХВ2С | круг 180 ков. | 0.71 | Сделать запрос | |
| 5ХВ2СФ | круг 20 | 1.99 | Сделать запрос | |
| 5ХВ2СФ | круг 30 | 0.047 | Сделать запрос | |
| 5ХВ2СФ | круг 36 | 0.024 | Сделать запрос | |
| 5ХВ2СФ | круг 40 | 0.224 | Сделать запрос | |
| 5ХВ2СФ | круг 150 | 0.908 | Сделать запрос | |
| 6ХВ2С | круг 20 | 0.178 | 0.766 | Сделать запрос |
| 6ХВ2С | круг 25 | 0. 004 004 | 0.346 | Сделать запрос |
| 6ХВ2С | круг 30 | 0.198 | 2.805 | Сделать запрос |
| 6ХВ2С | круг 35 | 0.631 | 0.076 | Сделать запрос |
| 6ХВ2С | круг 36 | 0.314 | Сделать запрос | |
| 6ХВ2С | круг 40 | 0.235 | 2.002 | Сделать запрос |
| 6ХВ2С | круг 45 | 0.047 | Сделать запрос | |
| 6ХВ2С | круг 50 | 2.261 | Сделать запрос | |
| 6ХВ2С | круг 60 | 0.811 | 1.329 | Сделать запрос |
| 6ХВ2С | круг 80 | 0.234 | 1.421 | Сделать запрос |
| 6ХВ2С | круг 90 | 0.262 | 1.378 | Сделать запрос |
| 6ХВ2С | круг 95 | 0.12 | Сделать запрос | |
| 6ХВ2С | круг 100 | 0.576 | 2. 061 061 | Сделать запрос |
| 6ХВ2С | круг 105 | 0.051 | Сделать запрос | |
| 6ХВ2С | круг 110 | 2.985 | Сделать запрос | |
| 6ХВ2С | круг 120 | 0.323 | 3.958 | Сделать запрос |
| 6ХВ2С | круг 130 | 1.92 | Сделать запрос | |
| 6ХВ2С | круг 140 | 0.194 | Сделать запрос | |
| 6ХВ2С | круг 150 | 2.355 | Сделать запрос | |
| 6ХВ2С | круг 180 | 9.621 | Сделать запрос | |
| 6ХВ2С | круг 185 | 0.242 | 2.044 | Сделать запрос |
| 6ХВ2С | круг 200 | 4.106 | Сделать запрос | |
| 6ХВ2С | круг 220 ков. | 0.156 | 4.038 | Сделать запрос |
| 6ХВ2С | круг 250 ков. | 1.812 | Сделать запрос | |
| 5ХНВ | квадрат 170х190 ков. | 0.32 | Сделать запрос | |
| 5ХНВ | квадрат 190 | 0.886 | Сделать запрос | |
| 5ХНВ | круг 35 | 0.064 | Сделать запрос | |
| 5ХНВ | круг 40 | 0.074 | Сделать запрос | |
| 5ХНВ | круг 50 | 1.329 | Сделать запрос | |
| 5ХНВ | круг 70 | 0.087 | Сделать запрос | |
| 5ХНВ | круг 95 | 0.175 | Сделать запрос | |
| 5ХНВ | круг 120 | 8.073 | Сделать запрос | |
| 5ХНВ | круг 180 | 0.5 | 0.514 | Сделать запрос |
| 5ХНВ | круг 190х250 ков. | 0.06 | Сделать запрос | |
| 5ХНВ | круг 220х120 ков. | 0.04 | Сделать запрос | |
| 5ХНВ | круг 270х100 ков. | 0.05 | Сделать запрос | |
| 5ХНВ | полоса 220х230 ков.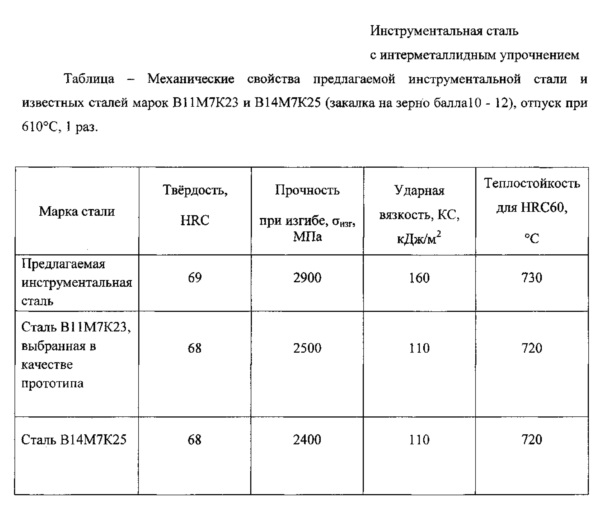 | 0.649 | Сделать запрос | |
| 5ХНВ | полоса 270х300 ков. | 0.312 | Сделать запрос | |
| 5ХНВ | полоса 280х300 ков. | 0.858 | Сделать запрос | |
| 5ХНВ | полоса 290х300 ков. | 0.958 | Сделать запрос | |
| 5ХНВ | полоса 390х650х980 | 2.054 | Сделать запрос | |
| 5ХНМ | полоса 60х300 | 3.392 | Сделать запрос | |
| 5ХНМ | квадрат 250 ков. | 1.283 | Сделать запрос | |
| 5ХНМ | квадрат 260 ков. | 1.307 | Сделать запрос | |
| 5ХНМ | круг 20 | 2.328 | Сделать запрос | |
| 5ХНМ | круг 25 | 0.009 | 0.081 | Сделать запрос |
| 5ХНМ | круг 30 | 0.355 | Сделать запрос | |
| 5ХНМ | круг 40 | 0.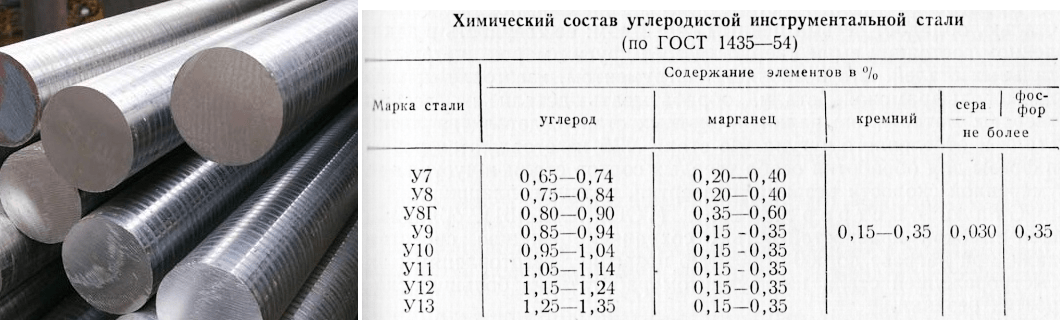 864 864 | Сделать запрос | |
| 5ХНМ | круг 50 | 0.324 | 3.231 | Сделать запрос |
| 5ХНМ | круг 60 | 6.32 | Сделать запрос | |
| 5ХНМ | круг 65 | 0.204 | Сделать запрос | |
| 5ХНМ | круг 70 | 0.478 | 2.745 | Сделать запрос |
| 5ХНМ | круг 80 | 4.224 | Сделать запрос | |
| 5ХНМ | круг 85 | 0.118 | Сделать запрос | |
| 5ХНМ | круг 90 | 2.311 | Сделать запрос | |
| 5ХНМ | круг 95 | 0.154 | Сделать запрос | |
| 5ХНМ | круг 100 | 0.213 | 3.975 | Сделать запрос |
| 5ХНМ | круг 100 ков. | 0.077 | 0.1 | Сделать запрос |
| 5ХНМ | круг 110 | 1.80 | Сделать запрос | |
| 5ХНМ | круг 110 ков. | 0.646 | Сделать запрос | |
| 5ХНМ | круг 120 | 6.42 | Сделать запрос | |
| 5ХНМ | круг 130 | 2.57 | Сделать запрос | |
| 5ХНМ | круг 140 | 0.153 | 2.912 | Сделать запрос |
| 5ХНМ | круг 140 ков. | 0.185 | Сделать запрос | |
| 5ХНМ | круг 150 | 4.471 | Сделать запрос | |
| 5ХНМ | круг 150 ков. | 0.553 | Сделать запрос | |
| 5ХНМ | круг 155 | 0.424 | Сделать запрос | |
| 5ХНМ | круг 160 | 0.364 | 5.616 | Сделать запрос |
| 5ХНМ | круг 170 | 0.324 | 2.921 | Сделать запрос |
| 5ХНМ | круг 180 | 4.81 | Сделать запрос | |
| 5ХНМ | круг 190 | 0.401 | Сделать запрос | |
| 5ХНМ | круг 190 ков. | 4.597 | 0.439 | Сделать запрос |
| 5ХНМ | круг 200 | 1.714 | Сделать запрос | |
| 5ХНМ | круг 210 | 1.285 | Сделать запрос | |
| 5ХНМ | круг 210 ков. | 0.764 | Сделать запрос | |
| 5ХНМ | круг 230 | 3.118 | Сделать запрос | |
| 5ХНМ | круг 230 ков. | 4.35 | Сделать запрос | |
| 5ХНМ | круг 250 | 4.62 | Сделать запрос | |
| 5ХНМ | круг 250 ков. | 0.353 | 0.502 | Сделать запрос |
| 5ХНМ | круг 260 | 3.57 | Сделать запрос | |
| 5ХНМ | круг 260 ков. | 0.254 | Сделать запрос | |
| 5ХНМ | круг 280 | 3.48 | Сделать запрос | |
| 5ХНМ | круг 310 ков. | 0.018 | Сделать запрос | |
| 5ХНМ | круг 320 ков. | 0.242 | Сделать запрос | |
| 5ХНМ | круг 400 ков. | 0.596 | Сделать запрос | |
| 5ХНМ | круг 470х330 | 5.108 | Сделать запрос | |
| 5ХНМ | круг 560 ков. | 0.8 | Сделать запрос | |
| 5ХНМ | круг 1150х400 ков. | 21.05 | Сделать запрос | |
| 5ХНМ | плита 320х470х590 ков. | 0.786 | Сделать запрос | |
| 5ХНМ | поковка 160х230х250 | 0.258 | Сделать запрос | |
| 5ХНМ | поковка 310х580х570 ков. | 0.903 | Сделать запрос | |
| 5ХНМ | полоса 100х300 ков. | 0.561 | Сделать запрос | |
| 5ХНМ | полоса 190х210 ков. | 0.384 | Сделать запрос | |
| 5ХНМ | полоса 190х220 ков. | 0.883 | Сделать запрос | |
| 5ХНМ | полоса 190х230 ков. | 1.194 | Сделать запрос | |
| 5ХНМ | полоса 210х230 ков. | 0.784 | Сделать запрос | |
| 5ХНМ | полоса 210х370 ков. | 1.282 | Сделать запрос | |
| 5ХНМ | полоса 220х230 ков. | 0.89 | Сделать запрос | |
| 5ХНМ | полоса 230х240 ков. | 0.586 | Сделать запрос | |
| 5ХНМ | полоса 240х250 ков. | 5.25 | Сделать запрос | |
| 5ХНМ | полоса 250х260 ков. | 6.198 | Сделать запрос | |
| 5ХНМ | полоса 250х270 ков. | 19725.00 | Сделать запрос | |
| 5ХНМ | полоса 250х280 ков. | 1.577 | Сделать запрос | |
| 5ХНМ | полоса 250х360 ков. | 1.209 | Сделать запрос | |
| 5ХНМ | полоса 260х270 ков. | 2.342 | Сделать запрос | |
| 5ХНМ | полоса 270х290 ков. | 6.535 | Сделать запрос | |
| 5ХНМ | полоса 270х300 ков. | 1.522 | Сделать запрос | |
| 5ХНМ | полоса 270х310 ков. | 2.11 | Сделать запрос | |
| 5ХНМ | полоса 280х300 ков. | 1.515 | Сделать запрос | |
| 5ХНМ | полоса 280х320 ков. | 2.315 | Сделать запрос | |
| 5ХНМ | полоса 300х450 ков. | 1.922 | Сделать запрос | |
| 5ХНМ | полоса 310х440 ков. | 2.212 | Сделать запрос | |
| 5ХНМ | полоса 320х430 ков. | 1.859 | Сделать запрос | |
| 7Х3 | круг 20 | 0.049 | 3.422 | Сделать запрос |
| 7Х3 | круг 170 | 0.499 | Сделать запрос | |
| 9Х1 | круг 40 | 2.292 | Сделать запрос | |
| 9Х1 | круг 60 | 0. 394 394 | Сделать запрос | |
| 9Х1 | круг 92 | 0.726 | Сделать запрос | |
| 9Х1 | круг 110 | 0.251 | 0.466 | Сделать запрос |
| 9Х1 | круг 130 | 0.9 | Сделать запрос | |
| 9Х1 | круг 150 | 3.67 | Сделать запрос | |
| 9Х1 | круг 160 | 4.748 | Сделать запрос | |
| 9Х1 | круг 170 | 0.273 | 6.135 | Сделать запрос |
| 9Х1 | круг 180 | 2.093 | Сделать запрос | |
| 9Х1 | круг 180 ков. | 1.972 | Сделать запрос | |
| 9Х1 | круг 190 | 0.333 | Сделать запрос | |
| 9Х1 | круг 200 | 19085.00 | Сделать запрос | |
| 9Х1 | круг 220 | 4.53 | Сделать запрос | |
| 9Х1 | круг 250 | 4. 54 54 | Сделать запрос | |
| 9Х1 | круг 260 | 0.531 | Сделать запрос | |
| 9Х1 | круг 290 | 4.102 | Сделать запрос | |
| 9ХС | круг 11 | 0.874 | Сделать запрос | |
| 9ХС | круг 16 | 0.094 | 1.755 | Сделать запрос |
| 9ХС | круг 17 | 1.113 | Сделать запрос | |
| 9ХС | круг 18 | 4.426 | 0.019 | Сделать запрос |
| 9ХС | круг 19 | 0.106 | Сделать запрос | |
| 9ХС | круг 20 | 0.338 | 4.103 | Сделать запрос |
| 9ХС | круг 25 | 0.319 | 2.567 | Сделать запрос |
| 9ХС | круг 30 | 0.574 | 7.256 | Сделать запрос |
| 9ХС | круг 35 | 0.091 | 3.084 | Сделать запрос |
| 9ХС | круг 40 | 0. 45 45 | 2.093 | Сделать запрос |
| 9ХС | круг 45 | 0.251 | 2.315 | Сделать запрос |
| 9ХС | круг 46 | 0.041 | Сделать запрос | |
| 9ХС | круг 50 | 0.302 | 2.305 | Сделать запрос |
| 9ХС | круг 53 | 0.029 | Сделать запрос | |
| 9ХС | круг 55 | 0.552 | Сделать запрос | |
| 9ХС | круг 60 | 0.316 | 5.969 | Сделать запрос |
| 9ХС | круг 70 | 0.56 | 1.90 | Сделать запрос |
| 9ХС | круг 80 | 0.807 | 3.599 | Сделать запрос |
| 9ХС | круг 90 | 0.511 | 1.803 | Сделать запрос |
| 9ХС | круг 95 | 0.555 | Сделать запрос | |
| 9ХС | круг 100 | 0.222 | 2.011 | Сделать запрос |
| 9ХС | круг 110 | 5. | Сделать запрос | |
| 9ХС | круг 120 | 4.929 | Сделать запрос | |
| 9ХС | круг 130 | 0.192 | 3.34 | Сделать запрос |
| 9ХС | круг 140 | 0.599 | 5.725 | Сделать запрос |
| 9ХС | круг 150 | 1.248 | 7.46 | Сделать запрос |
| 9ХС | круг 160 | 3.429 | 4.054 | Сделать запрос |
| 9ХС | круг 170 | 0.414 | 1.119 | Сделать запрос |
| 9ХС | круг 180 | 6.91 | Сделать запрос | |
| 9ХС | круг 190 | 0.872 | Сделать запрос | |
| 9ХСШ | круг 120 | 2.216 | Сделать запрос | |
| 9ХС | круг 200 | 3.861 | Сделать запрос | |
| 9ХС | круг 200 УЗК | 0.054 | Сделать запрос | |
| 9ХС | круг 210 | 0. 25 25 | 3.54 | Сделать запрос |
| 9ХС | круг 220 | 4.41 | Сделать запрос | |
| 9ХС | круг 230 УЗК | 0.399 | 3.50 | Сделать запрос |
| 9ХС | круг 240 | 1.09 | Сделать запрос | |
| 9ХС | круг 250 | 3.751 | Сделать запрос | |
| 9ХС | круг 260 УЗК | 1.508 | Сделать запрос | |
| 9ХС | круг 280 | 5.56 | Сделать запрос | |
| 9ХС | круг 300 | 5.864 | Сделать запрос | |
| 9ХС | лист 4,0х1000х2000 | 1.436 | 0.031 | Сделать запрос |
| 9ХС | лист 6х1500 | 0.641 | Сделать запрос | |
| 9ХС | лист 10х1500х4700-5950 | 0.05 | Сделать запрос | |
| 9ХС | лист 10х1500х6000 | 0.06 | 1.136 | Сделать запрос |
| 9ХС | лист 12х1500 | 0.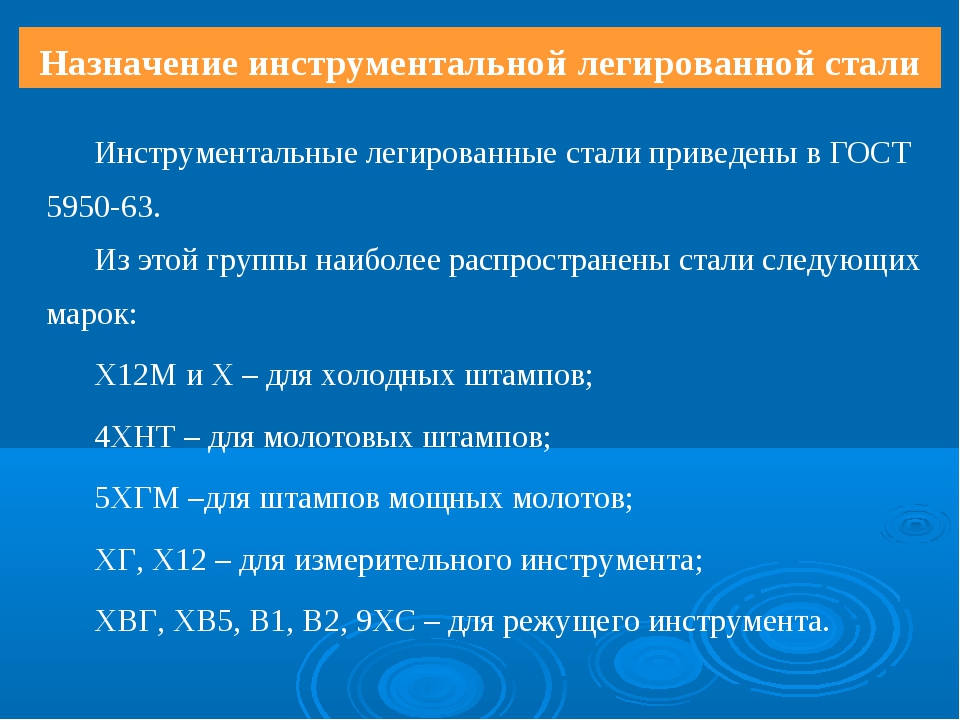 204 204 | Сделать запрос | |
| 9ХС | лист 12х1500х6000 | 0.017 | Сделать запрос | |
| 9ХС | лист 14х1500х6000 | 0.378 | Сделать запрос | |
| 9ХС | лист 16х1500х6000 | 0.029 | Сделать запрос | |
| 9ХС | лист 20х1500 | 0.887 | Сделать запрос | |
| 9ХС | лист 30х1500 | 0.149 | Сделать запрос | |
| 9ХС | лист 30х1500х4500-5000 | 0.456 | Сделать запрос | |
| 9ХС | лист 30х1500х5800 | 0.127 | Сделать запрос | |
| 9ХС | лист 40х1200-1300х3500х4000 | 0.17 | 0.526 | Сделать запрос |
| 9ХС | лист 50х1000-1100х3500-4000 | 0.694 | Сделать запрос | |
| 9ХС | лист 60х700-800х1300-1500 | 1.975 | Сделать запрос | |
| 9ХС | лист 60х700х4000 | 0. 152 152 | Сделать запрос | |
| 9ХС | лист 65х950-1050х2800-3100 | 9.15 | Сделать запрос | |
| 9ХС | лист 70х1100 | 0.692 | Сделать запрос | |
| 9ХС | лист 70х1100х4000 | 0.3 | Сделать запрос | |
| 9ХС | лист 70х800-900 | 1.456 | Сделать запрос | |
| 9ХС | лист 70х800-900х3200-3700 | 0.423 | Сделать запрос | |
| 9ХС | лист 80х1100х3300 | 0.484 | Сделать запрос | |
| 9ХС | лист 80х700-800 | 1.528 | Сделать запрос | |
| 9ХС | плита 65х300х500 | 0.572 | Сделать запрос | |
| 9ХС | плита 65х500 | 3.179 | Сделать запрос | |
| Х12 | круг 40 | 0.037 | Сделать запрос | |
| Х12 | круг 70 | 0.03 | Сделать запрос | |
| Х12 | круг 80 | 0. 751 751 | Сделать запрос | |
| Х12 | круг 130 ков. | 0.097 | Сделать запрос | |
| Х12 | круг 150 ков. | 0.142 | Сделать запрос | |
| Х12 | полоса 35х175 | 3.345 | Сделать запрос | |
| Х12 | полоса 75х250 | 0.312 | Сделать запрос | |
| Х12М | круг 20 | 0.004 | Сделать запрос | |
| Х12М | круг 45 | 0.692 | Сделать запрос | |
| Х12М | круг 50 | 0.12 | Сделать запрос | |
| Х12М | круг 60 | 0.163 | Сделать запрос | |
| Х12М | круг 70 | 0.389 | Сделать запрос | |
| Х12М | круг 75 | 0.131 | Сделать запрос | |
| Х12М | круг 160 | 1.374 | Сделать запрос | |
| Х12М | круг 180 ков. | 0.274 | Сделать запрос | |
| Х12М | круг 230 | 0.63 | Сделать запрос | |
| Х12М | полоса 20х60 | 0.346 | Сделать запрос | |
| Х12МФ | квадрат 20 | 0.224 | Сделать запрос | |
| Х12МФ | квадрат 100 | 0.235 | Сделать запрос | |
| Х12МФ | круг 6,0 серебрянка | 0.001 | 0.017 | Сделать запрос |
| Х12МФ | круг 10 | 0.058 | 0.321 | Сделать запрос |
| Х12МФ | круг 12 | 0.071 | 0.533 | Сделать запрос |
| Х12МФ | круг 14 | 0.102 | Сделать запрос | |
| Х12МФ | круг 20 | 0.033 | 0.032 | Сделать запрос |
| Х12МФ | круг 30 | 3.592 | Сделать запрос | |
| Х12МФ | круг 35 | 0.001 | 0. 021 021 | Сделать запрос |
| Х12МФ | круг 38 | 0.017 | Сделать запрос | |
| Х12МФ | круг 40 | 1.353 | 1.979 | Сделать запрос |
| Х12МФ | круг 45 | 44562.00 | Сделать запрос | |
| Х12МФ | круг 50 | 0.034 | 2.888 | Сделать запрос |
| Х12МФ | круг 60 | 0.458 | Сделать запрос | |
| Х12МФ | круг 70 | 3.562 | Сделать запрос | |
| Х12МФ | круг 80 | 0.136 | 1.16 | Сделать запрос |
| Х12МФ | круг 80 ков. | 0.028 | Сделать запрос | |
| Х12МФ | круг 90 | 1.13 | Сделать запрос | |
| Х12МФ | круг 100 | 0.07 | 2.855 | Сделать запрос |
| Х12МФ | круг 100 ков. | 0.041 | 0.053 | Сделать запрос |
| Х12МФ | круг 110 | 3. 552 552 | Сделать запрос | |
| Х12МФ | круг 110 обт. | 0.09 | Сделать запрос | |
| Х12МФ | круг 120 | 0.144 | Сделать запрос | |
| Х12МФ | круг 120 ков. | 0.22 | 0.783 | Сделать запрос |
| Х12МФ | круг 130 ков. | 0.087 | Сделать запрос | |
| Х12МФ | круг 140 ков.,г/о | 0.394 | Сделать запрос | |
| Х12МФ | круг 140 обт. | 1.525 | 0.077 | Сделать запрос |
| Х12МФ | круг 150 ков. | 4.503 | Сделать запрос | |
| Х12МФ | круг 150 обт. | 3 | 0.391 | Сделать запрос |
| Х12МФ | круг 160 ков. | 0.411 | 1.773 | Сделать запрос |
| Х12МФ | круг 160 обточ. | 0.19 | Сделать запрос | |
| Х12МФ | круг 170 | 0. 185 185 | Сделать запрос | |
| Х12МФ | круг 170 ков. | 0.265 | Сделать запрос | |
| Х12МФ | круг 180 | 1.424 | Сделать запрос | |
| Х12МФ | круг 180 ков. | 0.559 | 4.118 | Сделать запрос |
| Х12МФ | круг 180 обт. | 2.196 | 1.377 | Сделать запрос |
| Х12МФ | круг 190 ков., г/о | 0.907 | Сделать запрос | |
| Х12МФ | круг 200 ков. | 1.133 | 3.804 | Сделать запрос |
| Х12МФ | круг 200 обт. | 3.184 | 0.426 | Сделать запрос |
| Х12МФ | круг 220 | 0.141 | Сделать запрос | |
| Х12МФ | круг 220 г/о | 0.073 | 0.702 | Сделать запрос |
| Х12МФ | круг 230 обт. | 1.812 | Сделать запрос | |
| Х12МФ | круг 250 ков.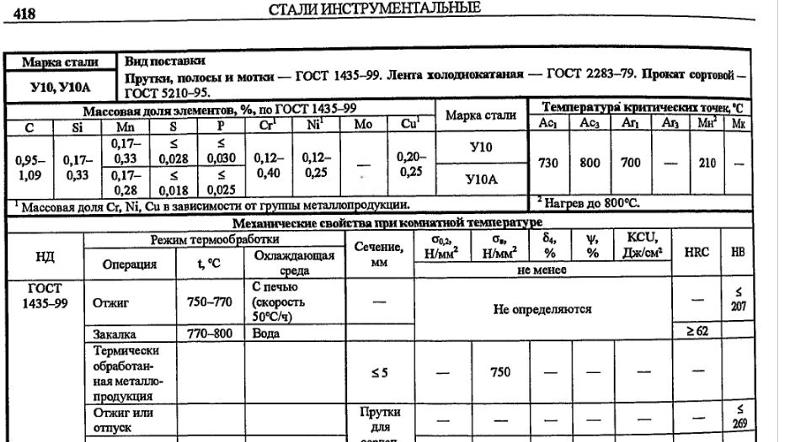 | 0.333 | 4.174 | Сделать запрос |
| Х12МФ | круг 250 обт. | 2.984 | Сделать запрос | |
| Х12МФ | круг 270 | 0.494 | Сделать запрос | |
| Х12МФ | круг 270 обт. | 0.103 | Сделать запрос | |
| Х12МФ | круг 275 ков. | 2.258 | Сделать запрос | |
| Х12МФ | круг 300 ков. | 0.2 | 4.75 | Сделать запрос |
| Х12МФ | круг 300 обт. | 4.878 | Сделать запрос | |
| Х12МФ | круг 330 ков. | 0.537 | Сделать запрос | |
| Х12МФ | круг 350 | 3.603 | Сделать запрос | |
| Х12МФ | круг 350 ков. | 2.452 | Сделать запрос | |
| Х12МФ | круг 350 обт. | 5.173 | Сделать запрос | |
| Х12МФ | круг 360 | 0. 954 954 | Сделать запрос | |
| Х12МФ | круг 380 | 3.308 | Сделать запрос | |
| Х12МФ | круг 400 | 3.182 | Сделать запрос | |
| Х12МФ | круг 400 ков. | 3.988 | Сделать запрос | |
| Х12МФ | круг 400 обт. | 2.548 | Сделать запрос | |
| Х12МФ | круг 480 | 11.679 | Сделать запрос | |
| Х12МФ | круг 550 | 2.372 | Сделать запрос | |
| Х12МФ | круг 650 | 0.964 | Сделать запрос | |
| Х12МФ | полоса 10х610 | 2.702 | 0.249 | Сделать запрос |
| Х12МФ | полоса 20х100 | 0.08 | 0.055 | Сделать запрос |
| Х12МФ | полоса 20х300 г/к | 0.386 | Сделать запрос | |
| Х12МФ | полоса 20х410 | 0.268 | Сделать запрос | |
| Х12МФ | полоса 20х610 | 0. 034 034 | 0.243 | Сделать запрос |
| Х12МФ | полоса 30х150 | 0.086 | 6.453 | Сделать запрос |
| Х12МФ | полоса 30х610 | 3.699 | 1.008 | Сделать запрос |
| Х12МФ | полоса 40х200 ков. | 3.335 | Сделать запрос | |
| Х12МФ | полоса 40х300 | 0.283 | 0.36 | Сделать запрос |
| Х12МФ | полоса 40х610 | 0.38 | Сделать запрос | |
| Х12МФ | полоса 50х200 | 2.24 | Сделать запрос | |
| Х12МФ | полоса 50х350 | 2.041 | Сделать запрос | |
| Х12МФ | полоса 50х610 | 1.688 | Сделать запрос | |
| Х12МФ | полоса 60х380 | 0.142 | 2.799 | Сделать запрос |
| Х12МФ | полоса 60х610 | 2.594 | 1.265 | Сделать запрос |
| Х12МФ | полоса 70х380 | 0. 229 229 | 1.105 | Сделать запрос |
| Х12МФ | полоса 70х550 | 0.331 | Сделать запрос | |
| Х12МФ | полоса 70х610 | 3.288 | Сделать запрос | |
| Х12МФ | полоса 80х380 | 0.454 | Сделать запрос | |
| Х12МФ | полоса 80х400 ков. | 2.638 | 0.467 | Сделать запрос |
| Х12МФ | полоса 80х550 | 1.795 | Сделать запрос | |
| Х12МФ | полоса 100х610 | 3.061 | Сделать запрос | |
| Х12МФ | полоса 120х500 | 1.595 | Сделать запрос | |
| Х12МФ | полоса 160х600 | 2.199 | Сделать запрос | |
| Х12МФ | полоса 200х600 | 6.905 | Сделать запрос | |
| Х12Ф1 | круг 12 | 0.33 | Сделать запрос | |
| Х12Ф1 | круг 16 | 0. 122 122 | 0.198 | Сделать запрос |
| Х12Ф1 | круг 20 | 0.583 | 0.603 | Сделать запрос |
| Х12Ф1 | круг 20 (0,75 м) | 0.11 | Сделать запрос | |
| Х12Ф1 | круг 35 | 0.368 | 0.027 | Сделать запрос |
| Х12Ф1 | круг 45 | 2.378 | 1.286 | Сделать запрос |
| Х12Ф1 | круг 50 | 4.192 | 0.115 | Сделать запрос |
| Х12Ф1 | круг 50 ков. | 0.055 | Сделать запрос | |
| Х12Ф1 | круг 55 | 0.025 | Сделать запрос | |
| Х12Ф1 | круг 60 | 3.687 | 0.352 | Сделать запрос |
| Х12Ф1 | круг 70 | 0.597 | 0.971 | Сделать запрос |
| Х12Ф1 | круг 80 ков. | 0.123 | Сделать запрос | |
| Х12Ф1 | круг 100 | 0. 825 825 | 0.381 | Сделать запрос |
| Х12Ф1 | круг 100 ков. | 1.244 | Сделать запрос | |
| Х12Ф1 | круг 120 ков. | 0.06 | Сделать запрос | |
| Х12Ф1 | круг 150 ков. | 0.025 | Сделать запрос | |
| Х12Ф1 | круг 160 ков. | 0.157 | Сделать запрос | |
| Х12Ф1 | круг 180 ков. | 0.538 | 2.97 | Сделать запрос |
| Х12Ф1 | круг 200 | 1.07 | Сделать запрос | |
| Х12Ф1 | полоса 20х50 | 1.278 | Сделать запрос | |
| Х12Ф1 | полоса 60х300 | 0.301 | Сделать запрос | |
| Х12Ф1 | полоса 75х150х210 ков. | 0.019 | Сделать запрос | |
| ХВГ | круг 14 | 0.885 | Сделать запрос | |
| ХВГ | круг 15 | 0.146 | Сделать запрос | |
| ХВГ | круг 16 | 0. 042 042 | 0.03 | Сделать запрос |
| ХВГ | круг 20 | 0.292 | 0.408 | Сделать запрос |
| ХВГ | круг 25 | 0.093 | 0.09 | Сделать запрос |
| ХВГ | круг 26 | 0.612 | Сделать запрос | |
| ХВГ | круг 30 | 0.469 | 1.864 | Сделать запрос |
| ХВГ | круг 30 (0,60-0,90) | 0.093 | Сделать запрос | |
| ХВГ | круг 35 | 0.06 | 1.078 | Сделать запрос |
| ХВГ | круг 40 | 0.59 | 0.852 | Сделать запрос |
| ХВГ | круг 45 | 2.556 | Сделать запрос | |
| ХВГ | круг 50 | 0.408 | 1.154 | Сделать запрос |
| ХВГ | круг 55 | 0.879 | Сделать запрос | |
| ХВГ | круг 56 | 0.271 | Сделать запрос | |
| ХВГ | круг 60 | 0. 744 744 | Сделать запрос | |
| ХВГ | круг 70 | 0.959 | 1.313 | Сделать запрос |
| ХВГ | круг 72 | 1.93 | Сделать запрос | |
| ХВГ | круг 75 | 0.754 | 0.052 | Сделать запрос |
| ХВГ | круг 80 | 0.98 | 3.186 | Сделать запрос |
| ХВГ | круг 85 | 0.127 | Сделать запрос | |
| ХВГ | круг 90 | 3.733 | 1.31 | Сделать запрос |
| ХВГ | круг 90 ков. | 0.219 | Сделать запрос | |
| ХВГ | круг 100 | 1.158 | 0.23 | Сделать запрос |
| ХВГ | круг 110 | 0.448 | 0.041 | Сделать запрос |
| ХВГ | круг 130 | 0.443 | 2.80 | Сделать запрос |
| ХВГ | круг 160 ков. | 0.028 | Сделать запрос | |
| ХВГ | лист 20х1500х6000 | 0. 458 458 | Сделать запрос | |
| ХВГ | лист 25х1500х5000-6000 | 1.204 | Сделать запрос | |
| ХВГ | лист 30х1500 | 0.634 | Сделать запрос | |
| ХВГ | лист 30х1500х4500-5000 | 4.934 | Сделать запрос | |
| ХВГ | лист 35х1300 | 0.736 | Сделать запрос | |
| ХВГ | лист 40х1200-1300х3500-4000 | 2.67 | Сделать запрос | |
| ХВГ | лист 45х550-650 | 2.30 | Сделать запрос | |
| ХВГ | лист 50х1000-1100х3500-4000 | 4.033 | Сделать запрос | |
| ХВГ | лист 60х1000-1100х2800-3300 | 3.478 | Сделать запрос | |
| ХВГ | лист 70х800-900 | 1.76 | Сделать запрос | |
| ХВГ | лист 80х700-800 | 1.845 | Сделать запрос | |
| ХВГ | лист 100х500х2400-2600 | 3. 50 50 | Сделать запрос | |
| ХВГ | полоса 20х610 | 0.624 | 0.232 | Сделать запрос |
| ХВГ | полоса 25х610 | 0.359 | Сделать запрос | |
| ХВГ | полоса 36х51 | 4.414 | Сделать запрос | |
| ХВГ | полоса 45х80 | 0.713 | Сделать запрос | |
| ХВГ | полоса 60х300 ков. | 0.084 | 0.115 | Сделать запрос |
| ХВГ | полоса 60х610 | 1.165 | 0.128 | Сделать запрос |
| ХВГ | полоса 70х610 | 0.434 | Сделать запрос | |
| ХВГ | полоса 80х610 | 1.508 | 0.786 | Сделать запрос |
| У7А | круг 15 | 2.068 | 0.034 | Сделать запрос |
| У7А | круг 22 | 0.112 | Сделать запрос | |
| У7А | круг 45 | 0.088 | Сделать запрос | |
| У7А | круг 60 | 0. 077 077 | Сделать запрос | |
| У7А | круг 70 | 0.468 | Сделать запрос | |
| У7А | круг 80 | 0.5 | Сделать запрос | |
| У7А | круг 100 | 0.356 | Сделать запрос | |
| У7А | полоса 10х35 | 3.823 | Сделать запрос | |
| У8А | квадрат 180 | 1.09 | Сделать запрос | |
| У8А | круг 4,3 калибровка | 0.779 | 0.012 | Сделать запрос |
| У8А | круг 4,5 серебрянка | 0.051 | Сделать запрос | |
| У8А | круг 10 | 3.134 | 1.259 | Сделать запрос |
| У8А | круг 11 | 0.481 | Сделать запрос | |
| У8А | круг 12 | 0.067 | 0.012 | Сделать запрос |
| У8А | круг 14 | 1.693 | Сделать запрос | |
| У8А | круг 16 | 0. 029 029 | 0.983 | Сделать запрос |
| У8А | круг 20 | 0.277 | 1.729 | Сделать запрос |
| У8А | круг 22 | 0.66 | Сделать запрос | |
| У8А | круг 25 | 0.284 | 0.83 | Сделать запрос |
| У8А | круг 30 | 0.167 | 2.167 | Сделать запрос |
| У8А | круг 35 | 0.285 | 1.707 | Сделать запрос |
| У8А | круг 40 | 0.58 | 3.251 | Сделать запрос |
| У8А | круг 40 (0,70-0,90) | 0.591 | Сделать запрос | |
| У8А | круг 45 | 0.192 | 3.006 | Сделать запрос |
| У8А | круг 50 | 0.415 | 4.461 | Сделать запрос |
| У8А | круг 56 | 0.057 | Сделать запрос | |
| У8А | круг 60 | 0.362 | 0.822 | Сделать запрос |
| У8А | круг 70 | 0. 317 317 | 3.254 | Сделать запрос |
| У8А | круг 75 | 2.947 | 1.505 | Сделать запрос |
| У8А | круг 80 | 1.33 | 4.481 | Сделать запрос |
| У8А | круг 90 | 0.154 | 2.94 | Сделать запрос |
| У8АСШ | круг 50 | 0.05 | Сделать запрос | |
| У8АСШ | круг 56 | 0.057 | Сделать запрос | |
| У8АСШ | круг 60 | 1.078 | Сделать запрос | |
| У8АСШ | круг 80 | 0.257 | Сделать запрос | |
| У8А | круг 100 | 1.736 | 5.206 | Сделать запрос |
| У8А | круг 120 | 2.156 | 2.307 | Сделать запрос |
| У8А | круг 125 | 0.852 | Сделать запрос | |
| У8А | круг 130 | 2.975 | 4.594 | Сделать запрос |
| У8А | круг 140 | 6. 65 65 | Сделать запрос | |
| У8А | круг 150 | 1.205 | 3.971 | Сделать запрос |
| У8А | круг 160 | 0.259 | 4.418 | Сделать запрос |
| У8А | круг 170 | 4.73 | Сделать запрос | |
| У8А | круг 170 ков. | 0.579 | Сделать запрос | |
| У8А | круг 180 | 0.615 | 4.528 | Сделать запрос |
| У8АСШ | круг 100 | 0.394 | Сделать запрос | |
| У8АСШ | круг 120 | Jan-1978 | 0.268 | Сделать запрос |
| У8АСШ | круг 150 | 1.443 | Сделать запрос | |
| У8А | круг 250 | 1.259 | Сделать запрос | |
| У8А | лист 6х1500х6000 | 0.587 | Сделать запрос | |
| У8А | лист 8 | 1.178 | Сделать запрос | |
| У8А | лист 10х1500 | 0. 146 146 | Сделать запрос | |
| У8А | лист 10х1500х6000 | 1.271 | Сделать запрос | |
| У8А | лист 12х1500х5100-5200 | 0.044 | Сделать запрос | |
| У8А | лист 12х1500х6000 | 1.925 | Сделать запрос | |
| У8А | лист 14х1500 | 0.724 | Сделать запрос | |
| У8А | лист 15х420х5000 | 0.083 | Сделать запрос | |
| У8А | лист 16х1500 | 0.632 | Сделать запрос | |
| У8А | лист 20х1500 | 0.45 | Сделать запрос | |
| У8А | лист 20х1500х5300 | 0.145 | Сделать запрос | |
| У8А | лист 20х1500х6000 | 5.009 | Сделать запрос | |
| У8А | лист 25х1500х4800-5200 | 0.025 | Сделать запрос | |
| У8А | лист 25х1500х5000-6000 | 1. 556 556 | Сделать запрос | |
| У8А | лист 30х1500 | 2.56 | Сделать запрос | |
| У8А | лист 30х1500х4200-4400 | 0.11 | Сделать запрос | |
| У8А | лист 40х1000х4500 | 0.164 | Сделать запрос | |
| У8А | лист 40х1200-1300х3500-4000 | 0.178 | 4.968 | Сделать запрос |
| У8А | лист 40х1300х250 | 0.114 | Сделать запрос | |
| У8А | лист 40х1300х3800 | 0.231 | Сделать запрос | |
| У8А | лист 50х1000-1100х3500-4000 | 3.219 | Сделать запрос | |
| У8А | лист 50х800х4500 | 0.207 | Сделать запрос | |
| У8А | лист 60х1100 | 4.179 | Сделать запрос | |
| У8А | лист 70х700х3500-3700 | 0.281 | Сделать запрос | |
| У8А | лист 70х800-900 | 1.854 | Сделать запрос | |
| У8А | лист 80х700 | 2.122 | Сделать запрос | |
| У8А | полоса 8х400 | 0.285 | Сделать запрос | |
| У8А | полоса 8х420 | 0.536 | Сделать запрос | |
| У8А | полоса 10х420 | 0.105 | Сделать запрос | |
| У8А | полоса 50х150 ков. | 0.111 | Сделать запрос | |
| У8А | полоса 50х390 | 0.831 | Сделать запрос | |
| У8А | полоса 50х400 | 0.261 | Сделать запрос | |
| У8А | полоса 50х400х1900 | 0.036 | Сделать запрос | |
| У8А | полоса 50х410 | 3.61 | Сделать запрос | |
| У8А | полоса 50х410х1950 | 0.63 | Сделать запрос | |
| У8А | полоса 50х495х1810 | 0.344 | Сделать запрос | |
| У8А | полоса 60х240 ков. | 0.37 | Сделать запрос | |
| У8А | полоса 60х395х1990 | 0.364 | Сделать запрос | |
| У10А | круг 6,5 калибровка | 0.155 | Сделать запрос | |
| У10А | круг 10 | 0.133 | 0.05 | Сделать запрос |
| У10А | круг 10 перлит 3-5 | 1.945 | 0.425 | Сделать запрос |
| У10А | круг 12 | 0.127 | 1.405 | Сделать запрос |
| У10А | круг 12 перлит 4,0 | 0.081 | 1.11 | Сделать запрос |
| У10А | круг 14 перлит 3-5 | 1.586 | 0.883 | Сделать запрос |
| У10А | круг 16 | 0.169 | 2.163 | Сделать запрос |
| У10А | круг 16 перлит 3-5 | 0.354 | Сделать запрос | |
| У10А | круг 18 т/о перлит 3-5 | 0.348 | 0.008 | Сделать запрос |
| У10А | круг 20 | 0.059 | 2.388 | Сделать запрос |
| У10А | круг 20 калибровка | 0.011 | Сделать запрос | |
| У10А | круг 20 т/о перлит 3-5 | 2.201 | Сделать запрос | |
| У10А | круг 22 | 0.724 | Сделать запрос | |
| У10А | круг 22 т/о перлит 3-5 | 1.672 | Сделать запрос | |
| У10А | круг 25 | 0.547 | 0.981 | Сделать запрос |
| У10А | круг 25 т/о перлит 3-5 | 2.329 | Сделать запрос | |
| У10А | круг 26 т/о перлит 3-5 | 0.044 | Сделать запрос | |
| У10А | круг 30 | 0.291 | 2.274 | Сделать запрос |
| У10А | круг 30 т/о перлит 3-5 |
| 12Х13 | круг 26 | 0.012 | Сделать запрос | |
| 12Х13 | круг 28 | 0.032 | Сделать запрос | |
| 12Х13 | круг 30 | 0.039 | Сделать запрос | |
| 12Х13 | круг 80 | 0.282 | Сделать запрос | |
| 12Х13Ш | круг 70 | 1.091 | Сделать запрос | |
| 12Х13 | круг 100 | 0.154 | Сделать запрос | |
| 12Х13 | круг 120 | 1.294 | Сделать запрос | |
| 20Х13 | квадрат 40 | 2.558 | Сделать запрос | |
| 20Х13 | круг 12 | 0.085 | Сделать запрос | |
| 20Х13 | круг 13 | 1.688 | Сделать запрос | |
| 20Х13 | круг 14 | 0.007 | Сделать запрос | |
| 20Х13 | круг 16 | 0.056 | Сделать запрос | |
| 20Х13 | круг 18 | 0.207 | Сделать запрос | |
| 20Х13 | круг 20 | 1.366 | Сделать запрос | |
| 20Х13 | круг 21 | 0.01 | Сделать запрос | |
| 20Х13 | круг 22 | 0.007 | 0.018 | Сделать запрос |
| 20Х13 | круг 25 | 0.363 | Сделать запрос | |
| 20Х13 | круг 26 | 0.011 | Сделать запрос | |
| 20Х13 | круг 28 | 0.157 | 0.238 | Сделать запрос |
| 20Х13 | круг 30 | 0.506 | Сделать запрос | |
| 20Х13 | круг 31 | 0.043 | Сделать запрос | |
| 20Х13 | круг 32 | 0.019 | Сделать запрос | |
| 20Х13 | круг 34 | 0.053 | Сделать запрос | |
| 20Х13 | круг 34 (0,5-1) | 0.004 | Сделать запрос | |
| 20Х13 | круг 40 | 0.035 | Сделать запрос | |
| 20Х13 | круг 60 | 0.052 | Сделать запрос | |
| 20Х13 | круг 65 | 0.791 | 0.746 | Сделать запрос |
| 20Х13 | круг 70 | 0.248 | Сделать запрос | |
| 20Х13 | круг 80 | 0.812 | Сделать запрос | |
| 20Х13 | круг 85 | 0.514 | Сделать запрос | |
| 20Х13 | круг 100 | 0.069 | Feb-1949 | Сделать запрос |
| 20Х13 | круг 110 | 0.058 | 0.055 | Сделать запрос |
| 20Х13 | круг 135 | 0.077 | Сделать запрос | |
| 20Х13 | круг 150 | 0.411 | Сделать запрос | |
| 20Х13 | круг 170 | 0.33 | Сделать запрос | |
| 20Х13 | лист 20х1210 | 0.52 | Сделать запрос | |
| 20Х13 | лист 20х1290 | 0.562 | Сделать запрос | |
| 20Х13 | лист 20х1320 | 0.791 | Сделать запрос | |
| 30Х13 | круг 9 | 0.213 | 0.032 | Сделать запрос |
| 30Х13 | круг 11 | 0.159 | Сделать запрос | |
| 30Х13 | круг 12 | 0.151 | Сделать запрос | |
| 30Х13 | круг 24 | 0.029 | Сделать запрос | |
| 30Х13 | круг 25 | 0.025 | 0.014 | Сделать запрос |
| 30Х13 | круг 30 | 0.02 | Сделать запрос | |
| 30Х13 | круг 30 (Ш) | 0.452 | Сделать запрос | |
| 30Х13 | круг 34 | 0.014 | 0.021 | Сделать запрос |
| 30Х13 | круг 40 | 0.293 | 0.36 | Сделать запрос |
| 30Х13 | круг 45 | 0.517 | Сделать запрос | |
| 30Х13 | круг 56 | 0.063 | 0.228 | Сделать запрос |
| 30Х13 | круг 70 | 0.203 | Сделать запрос | |
| 30Х13 | круг 90 | 0.407 | 0.175 | Сделать запрос |
| 30Х13 | круг 120 | 0.056 | Сделать запрос | |
| 30Х13 | круг 130 | 7.349 | Сделать запрос | |
| 30Х13 | круг 150 | 0.735 | Сделать запрос | |
| 30Х13 | круг 180 ков., обт. | 1.023 | 0.315 | Сделать запрос |
| 40Х13 | круг 23 | 0.034 | 0.42 | Сделать запрос |
| 40Х13 | круг 30 | 0.822 | Сделать запрос | |
| 40Х13 | круг 30 (0,70-0,80) | 0.429 | Сделать запрос | |
| 40Х13 | круг 34 | 0.488 | 0.014 | Сделать запрос |
| 40Х13 | круг 40 | 0.015 | Сделать запрос | |
| 40Х13 | круг 48 | 0.633 | Сделать запрос | |
| 40Х13 | круг 54 | 1.112 | Сделать запрос | |
| 40Х13 | круг 120 | 0.205 | Сделать запрос | |
| 40Х13 | круг 140 | 0.052 | Сделать запрос | |
| 40Х13 | круг 150 | 0.66 | 0.481 | Сделать запрос |
| 40х13 | круг 155 | 0.056 | Сделать запрос | |
| 40Х13 | круг 160 | 0.34 | Сделать запрос | |
| 40Х13 | круг 180 | 0.243 | 0.405 | Сделать запрос |
| У8А | У8А лист 40х1300х250 | 0.114 | Сделать запрос | |
| У8А | У8А лист 40х1300х3800 | 0.231 | Сделать запрос | |
| 14Х17Н2 | круг 12 | 0.002 | Сделать запрос | |
| 14Х17Н2 | круг 20 | 0.282 | Сделать запрос | |
| 14Х17Н2 | круг 30 | 0.022 | 0.009 | Сделать запрос |
| 14Х17Н2 | круг 32 | 0.013 | Сделать запрос | |
| 14Х17Н2 | круг 40 | 0.045 | Сделать запрос | |
| 14Х17Н2 | круг 45 | 0.706 | Сделать запрос | |
| 14Х17Н2 | круг 50 | 0.066 | Сделать запрос | |
| 14Х17Н2 | круг 60 | 0.075 | Сделать запрос | |
| 14Х17Н2 | круг 75 | 0.075 | Сделать запрос | |
| 14Х17Н2 | круг 90 | 0.168 | Сделать запрос | |
| 14Х17Н2 | круг 110 | 0.116 | Сделать запрос | |
| 14Х17Н2 | круг 120 | 1.521 | Сделать запрос | |
| 14Х17Н2 | круг 130 | 0.102 | Сделать запрос | |
| 14Х17Н2 | круг 150 | 1.854 | 0.116 | Сделать запрос |
| 14Х17Н2 | шестигранник 8 в бухтах | 0.067 | Сделать запрос | |
| 15Х25Т | круг 130 ков | 0.18 | Сделать запрос | |
| 15Х25Т | лист 0,9х710х1500 | 0.257 | Сделать запрос | |
| 15Х25Т | лист 1х710х1500 | 1,26 | Сделать запрос | |
| 15Х25Т | лист 20х1210(1320) | 2.783 | Сделать запрос | |
| 15Х25Т | лист 20х1600(1700) | 0.49 | Сделать запрос | |
| 95Х18 | круг 16 | 0.052 | Сделать запрос | |
| 95Х18 | круг 18 | 0.041 | Сделать запрос | |
| 95Х18 | круг 20 | 0.022 | Сделать запрос | |
| 95Х18 | круг 21 | 0.113 | Сделать запрос | |
| 95Х18 | круг 22 | 0.447 | Сделать запрос | |
| 95Х18 | круг 24 | 0.143 | Сделать запрос | |
| 95Х18 | круг 25 | 0.366 | Сделать запрос | |
| 95Х18 | круг 28 | 0.11 | Сделать запрос | |
| 95Х18 | круг 32 | 1.047 | Сделать запрос | |
| 95Х18 | круг 34 | 0.455 | Сделать запрос | |
| 95Х18 | круг 36 | 0.326 | Сделать запрос | |
| 95Х18 | круг 40 | 1.907 | 1.467 | Сделать запрос |
| 95Х18 | круг 42 | 0.979 | Сделать запрос | |
| 95Х18 | круг 53 | 0.028 | Сделать запрос | |
| 95Х18 | круг 55 (0,5-1) | 0.017 | Сделать запрос | |
| 95Х18 | круг 80 | 0.09 | Сделать запрос | |
| 95Х18 | круг 85 (0,5-1) | 0.023 | Сделать запрос | |
| 95Х18 | круг 85 (0,5-1) ков. | 0.03 | Сделать запрос | |
| 95Х18 | круг 140 ков. | 0.183 | Сделать запрос | |
| 95Х18 | круг 150 | 0.204 | Сделать запрос | |
| 95Х18 | круг 170 ков. | 0.817 | Сделать запрос | |
| 95Х18 | круг 180 ков. | 1.265 | Сделать запрос | |
| 95Х18 | круг 190 ков. | 0.404 | Сделать запрос | |
| 95Х18 | круг 200 ков. | 0.156 | Сделать запрос | |
| 95Х18 | круг 210 ков. | 1.102 | Сделать запрос |
описание углеродистых, легированных и быстрорежущих
Инструментальная сталь — это материал, который на более чем на 0,7% состоит из углерода. Ее ключевыми характеристиками является твердость и прочность, их максимальные показатели достигаются при термической обработки стали. Ее преимущественно используют при изготовлении разных инструментов.
Так называется сталь, содержащая более 0,7% углерода. Ее основными характеристиками являются прочность и твердость, которые достигают максимальных показателей после термической обработки. Основное применение такого стального материала — изготовление инструментов.
Преимущества и ассортимент
Инструментальная сталь является одним из наиболее востребованных материалов на рынке. Сплав имеет высокую твердость и невысокую стоимость. Однако имеется и недостаток у материала — его низкая износостойкость, поэтому его не применяют для производства машинных деталей и оборудования, которое подвергается постоянным нагрузкам.
Сортамент данного материала следующий:
- горячекатаные квадраты и круги;
- кованые полосы, круги и квадраты.
Основные виды
Такой вид материалов подразделяется на такие три основные категории:
- инструментальные углеродистые стали;
- легированные инструментальные стали;
- быстрорежущие.
Все они производятся согласно установленному ГОСТу.
Углеродистые виды материала во время нагревания теряют свою прочность, соответственно, их используют для производства инструментов, которые работают на малых скоростях или при простых условиях резания, когда температура нагревания составляет не больше 200 градусов.
Преимущественно их применяют для производства:
- напильников;
- сверл;
- разверток;
- метчиков и не только.
Поскольку углеродистая инструментальная сталь обладает низкими показателями свариваемости, ее не используют при изготовлении сварных конструкций.
В зависимости от процентного соотношения содержания в материале углерода, марганца, кремния, серы и других элементов он подразделяется на такие марки, как:
- У7;
- У8;
- У8Г;
- У10 и прочие.
Легированные материалы и их маркировка
Легированные материалы в составе дополнительно содержат следующие элементы:
- никель;
- медь;
- марганец и т. д.
Все они улучшают характеристики материала. Легирующие элементы должны указываться при маркировке с помощью специальных обозначений буквами. Все это позволяет заранее увидеть, из чего состоит данная инструментальная сталь. Марки материала также могут включать не только буквы, но и цифры. Цифры указывают на то, в каком количестве тот или иной элемент содержится в стали в процентном соотношении. Если при маркировке цифра не ставится, то количество элемента равно около 1 процента.
При маркировке легированной стали на первом месте стоит количество углерода, которое равно десятым долям процента. Например, марка 6ХС содержит углерод в количестве 0,6%, а также по одному проценту кремния и хрома.
Инструментальные легированные стали преимущественно используются для производства штамповых или режущих инструментов, к ним относят:
- плашки;
- метчики;
- развертки;
- сверла;
- фрезы и не только.
Как и углеродистые стали, легированные материалы тоже непригодны для производства сварных конструкций.
Быстрорежущие стали
Маркировка быстрорежущих материалов состоит из буквы «Р», числа, указывающего на массовую долю вольфрама и букв элементов, присутствующих в составе материала. Это могут быть кобальт, молибден и другие. Далее идут цифровые значения их массовых долей. Если маркировка включает буквы «Ш», то это значит «электрошлаковый переплав».
Доля хрома в быстрорежущей стали при маркировке не указывается, также отсутствует указание массовой доли молибдена, если она не превышает отметку в один процент.
Такие виды материалов оптимально подходят для производства режущих инструментов, которые от трения нагреваются до температуры от 600 до 6500 градусов. При этом они не будут деформироваться, и терять свою твердость. Данный вид изделий хорошо поддается свариванию посредством стыковой электросварки со сталью таких марок, как 45 и 40Х.
Классификация
Все марки для производства подразделяются на следующие группы:
- теплостойкие и вязкие — обычно это заэвтектоидные и доэвтектоидные стали, включающие хром, молибден и вольфрам. Углерод в сталях должен соответствовать низким и средним значениям;
- высокотвердые и вязкие, а также нетеплостойкие — в сплавах содержится минимум легированных элементов, а также среднее количество углевода, отличающиеся малой прокаливаемостью;
- Высокотвердые и теплостойкие, а также износостойкие — это быстрорежущие легированные стали с большим содержанием легированных элементов, сплавы с ледебуритной структурой, в которых содержится более 3 процентов углерода;
- износостойкие, высокотвердые со средней теплостойкостью — материалы имеют заэвтектоидную и ледебуритную структуру, в их составе содержится примерно 2−3 процента углерода и 5−12 процентов хрома;
- высококачественная и качественная инструментальная сталь — отличаются друг от друга по процентному соотношению присутствия в них серы и фосфора;
- высокотвердые и нетеплостойкие — эти инструментальные стали с заэвтектоидной структурой вообще не включают в себя легированные элементы, или же они присутствуют в минимальном количестве. Уровень их твердости обеспечивается за счет большого количества углерода в составе.
Уровень твердости — очень важный параметр для рассматриваемого материала. Обычно высокотвердые стали не используют для производства инструментов, которые во время эксплуатации подвергаются ударным сильным нагрузкам. Это происходит за счет того, что эти сплавы имеют невысокую вязкость и большую хрупкость, из-за чего инструмент, которых из них сделан, может сломаться.
По уровню твердости данные стальные материалы бывают с высоким уровнем вязкости, где углерода содержится 0,4 -0,7% или же с большой износостойкостью и твердостью, где количество углевода равно 0,7−1,5%.
Отличаются стали и по степени своей прокаливаемости. По этому критерию они подразделяются на:
- изделия с повышенной прокаливаемостью, где диаметр прокаливания составляет от 80 до 100 мм;
- высокой — диаметр от 50 до 80 мм;
- низкой — от 10 до 25 мм соответственно.
Сферы использования
Данный материал в промышленности имеет довольно широкий спектр применения. Они применяются при изготовлении:
- режущих инструментов;
- измерительных устройств;
- литейных пресс-форм, работающих под давлением;
- рабочих деталей штампов, которые работают по принципу горячего и холодного деформирования;
- высокоточных изделий.
Требования к материалу
Требования к данным материалам предъявляются в зависимости от того, как именно они будут использоваться. Но есть общие требования к ним независимо от марок:
- высокий уровень твердости;
- высокий уровень прочности;
- износостойкость;
- хорошая вязкость, что особенно важно при изготовлении деталей, которые при использовании будут подвергаться ударам;
- низкий уровень чувствительности к перегреву, процессам прилипания и приваривания к деталям, которые подвержены обработке;
- хороший уровень обработки посредством резки металла;
- устойчивость к появлению трещин;
- восприимчивость к прокаливанию;
- пластичность в горячем виде;
- возможность шлифовки;
- возможность противостоять обезуглероживанию.
Естественно, это не все требования. Так, марки, которые предназначаются для использования в условиях холодной деформации, дополнительно должны иметь гладкую рабочую поверхность, сохранять свою форму и размер и иметь предел текучести и упругости. А те материалы, которые должны применяться в условиях горячей деформации, должны иметь высокую теплопроводность, не допускать отпуска и быть устойчивыми к колебанию температур.
Итак, вы рассмотрели особенности инструментальной стали, выяснили, на какие виды и категории она подразделяется и для каких целей используется та или иная их марка. Подробнее информацию о них можно прочесть в других статьях, посвященных этому материалу.
Инструментальная сталь
21.09.2017
Инструментальные стали характерны тем, что после соответствующей термической обработки они получают очень высокую твердость. Такая твердость позволяет изготовленным из стали инструментом обрабатывать другие стали — конструкционные.
Инструментальные стали могут быть разделены на углеродистые, легированные и высоколегированные или быстрорежущие стали. Свойства углеродистых инструментальных сталей как качественных, так и высококачественных (с добавкой индекса А в обозначении марки) зависят также от процентного содержания углерода в их составе. О процентном содержании этого элемента в той или иной стали можно судить по цифрам, входящим в условное обозначение марки стали, соответственно содержанию углерода в десятых долях процента.
С ростом процентного содержания углерода увеличивается твердость стали, но одновременно растет и хрупкость. Поэтому для ударных инструментов и вырубных штампов применяются только стали У7 и У8, а для режущих и измерительных инструментов, от которых требуется высокая твердость и износостойкость,— стали У10—У12. Однако стали У10—У12 пригодны для режущих инструментов, работающих только с небольшими скоростями резания и в спокойных условиях (развертки, метчики и т. п.). Точно также и детали приспособлений, подверженные ударам (упоры, установочные планки), изготовляются из сталей У7 — У8, а работающие на истирание,— из сталей У10 — У12.
Свойства, углеродистых сталей могут быть улучшены добавкой марганца. Такие стали менее хрупки и более износостойки.
Несмотря на многие положительные качества, инструментальные углеродистые стали все же не лишены серьезных недостатков:
1. Они не обладают достаточной теплостойкостью, так как при нагреве приблизительно до 200° начинают терять высокую твердость, а, следовательно, и режущие свойства. По этой причине их нельзя использовать для режущего инструмента, работающего в тяжелых условиях, т. е. в условиях сильного нагрева режущих кромок.
2. Их форма и размеры сильно изменяются при закалке, что не позволяет использовать такие стали для сложных по конструкции и точных по размерам инструментов и некоторых других деталей технологической оснастки.
Стремление повысить теплостойкость и износостойкость, а также прочность инструментальных материалов привело к созданию легированных сталей. Однако теплостойкость этих сталей лишь немного выше, чем ,у углеродистых, зато значительно выше их износостойкость и прокаливаемость, и в то же время намного меньше изменяемость размеров при закалке.
Наиболее употребительны следующие марки инструментальных сталей: углеродистые качественные стали (по ГОСТ 1435—99) — У7, У8, У10, У12; углеродистые высококачественные — У7А, У8А, У10А, У12А, У8ГА, У10ГА; легированные (по ГОСТ 5950—2000) — Х12МФ, Х12Ф1, 9ХС, ХГ, ХВГ, 5ХВ2ФС, 6ХВ2С, 5ХНМ (56NiCrMoV7), 5ХНВ; быстрорежущие (по ГОСТ 19265-73) — Р6М5 ,Р9К5, Р18 и др. Условные обозначения этих марок почти совпадают с обозначениями легированных конструкционных сталей, с той только разницей, что первое число означает не сотые доли процента, а десятые. В том случае, если процентное содержание углерода в марке составляет 1 % и более, цифра в условном обозначении опускается.
Каковы же свойства и назначение марок легированных инструментальных сталей?
Хромистые инструментальные стали (Х12МФ, Х12Ф1) отличаются большой износостойкостью и малой изменяемостью формы и размеров (деформацией) при закалке. Сталь марки X12МФ широко применяется для изготовления разверток, винторезных гребенок, небольших протяжек, калибров и кондукторных втулок, рабочие размеры которых нельзя подвергнуть шлифованию. Сталь марки XI2МФ и особенно хромованадиевая Х12Ф1 — идут на изготовление накатных плашек, волочильных инструментов, а также гибочных и холодновысадочных штампов.
Хромокремнистая сталь (9ХС) — более теплостойка по сравнению с углеродистой сталью и служит, главным образом, для изготовления режущего инструмента.
Хромовольфрамовые стали (ХВГ) также мало деформируются при закалке, обладают большей теплостойкостью, однако весьма склонны к появлению трещин и прижогов при шлифовании.
Хромовольфрамокремнистые (5ХВ2С и 6ХВ2С) обладают рядом ценных свойств, способствующих их применению для изготовления штампов холодной штамповки. Стали 5ХНМ и 5XНB служат для изготовления ковочных штампов.
Требования к сталям. К инструментальным сталям предъявляются более высокие требования, чем к конструкционным. Это объясняется тем, что рабочие поверхности инструментов, изготовленных из инструментальных сталей, работают при высоких контактных напряжениях, больших удельных давлениях и подвергаются износу и нагреву. Применение тех или иных материалов определяется требованиями, предъявляемыми к различным инструментам.
Материалы, из которых изготовляют режущие инструменты, должны обладать следующими свойствами:
-
высокой прочностью, так как в процессе резания инструменты испытывают большие усилия; – высокой твердостью, потому что процесс резания можно осуществить только в том случае, если твердость материала инструмента значительно больше твердости обрабатываемого материал
-
высокой износостойкостью, потому что стойкость инструмента зависит от степени истирания режущих кромок; – высокой теплостойкостью, так как в процессе резания выделяется большое количество тепла, часть которого идет на нагрев режущих кромок инструмента, а последний, нагреваясь, теряет первоначальную твердость и быстро выходит из строя.
В соответствии с ГОСТом 5950—2000 инструментальные легированные стали по своему назначению подразделяются на две группы: для режущего и измерительного инструмента и для штампового инструмента.
Быстрорежущие стали. Быстрорежущей называется сталь, в состав которой помимо углерода входят легирующие элементы — вольфрам, хром, ванадий и молибден, образующие после термической обработки устойчивые карбиды. Кроме карбидообразующих элементов в некоторые марки быстрорежущих сталей входит также кобальт.
Быстрорежущие стали (ГОСТ 19265—73) приобретают после закалки и отпуска высокую твердость, прочность, износостойкость, теплостойкость и сохраняют режущие свойства при нагревании до температуры 600…650° С. Скорости резания инструментами из быстрорежущей стали в 2…4 раза выше, чем инструментами из легированной стали, кроме того, они обладают повышенной стойкостью.
Преимущества быстрорежущей стали проявляются главным образом при обработке прочных (100 кгс/мм2) и твердых сталей (НВ 200..250) и резании с повышенной скоростью. По ГОСТу 19265—73 промышленность выпускает следующие марки быстрорежущей стали: Р18, Р12, Р9, Р6М5, Р6М5ФЗ, Р12ФЗ, Р18К5Ф2, Р9К5, Р6М5К5, Р9КЮ, Р9М4К8 иР10К5Ф5. В обозначениях марок буквы и цифры указывают: Р — быстрорежущая сталь; цифра, стоящая за буквой, — среднее содержание вольфрама в процентах; М — молибден, Ф — ванадий, К — кобальт; цифры, следующие за этими буквами, — соответственно содержание молибдена, ванадия и кобальта.
Вольфрамомолибденовая сталь Р6М5 не только дешевле стали марки Р18, но и отличается хорошей теплопроводностью, мало склонна к трещинообразованию в процессе шлифования. По режущим свойствам при чистовой обработке она несколько уступает сталям Р18 и Р12, однако при черновой обработке режущие свойства ее лучше, чем у стали Р18. Недостаток стали Р6М5 — чувствительность к перегреву.
Инструментальные стали подразделяются:
— по назначению в зависимости от марки стали — на две группы :
- I — для изготовления инструмента, используемого в основном для обработки металлов и других материалов в холодном состоянии;
Легированные инструментальные стали применяются для изготовления инструментов и технологической оснастки. Из сталей марок 8ХФ , 9ХФ , Х12МФ, Х12Ф1 выполняют круглые и ленточные пилы, ножи для холодной резки металлов, зубила, пуансоны, керны и другие инструменты, работающие с ударными нагрузками. Из сталей марок 9ХС, 5ХВ2СФ, 6ХВ2С, 9X1—зубила, пуансоны, ножи для холодной резки металла, кернеры, круглые и ленточные пилы, метчики и другие режущие инструменты диаметром до 30 мм, шаберы, резцы и фрезы для обработки с небольшой скоростью резания, ножовочные полотна и калибры.Из сталей марок ХГС, ХВГ и 9ХВГ изготовляют измерительные инструменты — плитки, калибры и шаблоны, а также измерительные и режущие инструменты, для которых повышенное коробление при закалке недопустимо, — резьбовые калибры, протяжки, длинные метчики и развертки, плашки и лекала сложной формы.
- II — для изготовления инструмента, используемого в дальнейшем у потребителя для обработки металлов давлением при температурах выше 300 °С.
По форме, размерам и предельным отклонениям металлопродукция должна соответствовать требованиям:
-
кованая круглого и квадратного сечений — ГОСТ 1133;
-
горячекатаная круглого сечения — ГОСТ 2590;
-
горячекатаная квадратного сечения — ГОСТ 2591 и другим нормативным документам;
-
полосовая — ГОСТ 4405;
-
калиброванная — ГОСТ 7417, ГОСТ 8559, ГОСТ 8560 квалитетов h21 и h22;
-
со специальной отделкой поверхности — ГОСТ 14955 квалитетов h21 и h22.
Примеры условных обозначений
Пруток горячекатаный круглый, обычной точности прокатки (В), I класса по кривизне, немерной длины (НД), диаметром 80 мм по ГОСТ 2590-88, из стали марки 9ХС, подгруппы а, группы качества поверхности 2ГП:
Круг В-I-НД-80 ГОСТ 2590-88/9ХС-а-2ГП ГОСТ 5950-2000.
Характеристики и классификация инструментальных сталей
Автор perminoviv На чтение 5 мин. Опубликовано
Инструментальная сталь отличается тем, что в ней содержится более чем 0.7% углерода. Главное её отличие состоит в повышенной прочности и твёрдости, потому она используется в производстве разнообразных рабочих инструментов.
За счёт своей невысокой цены и высокой твёрдости сплава, данный материал наиболее востребован. Однако он имеет определённый недостаток – это низкий уровень устойчивости к износу. Потому сплав не используется при производстве автомобильных деталей и оборудования, которое испытывает постоянную нагрузку.
Разделение проходит на качественные и высококачественные виды. Отличие заключается в том, что в качественной стали имеется 0.03% серы и 0.035% фосфора, а в высококачественной – 0.02% серы и 0.03% фосфора.
По ГОСТу допускается выпуск нижеперечисленных:
- У7.
- У8.
- У8Г.
- У9.
- Н10.
- У11.
- У12.
- У13.
- У7А.
- У8А.
- У8ГА.
- У9АЮ
- У10А.
- У11А.
- У12А.
- У13А.
Среди качественных инструментальных, чаще всего присутствуют те, в которых нет литеры «А», потому как это имеет отношение к высококачественной марке. Буква «У» обозначает содержание углерода. Идущее за ней число обозначает десятые доли процента углерода, содержащегося в данной марке. Когда после чисел расположена буква «Г», это значит то, что сплав содержит марганец.
Происходит классификация по трём видам:
- Углеродистая.
- Легированная.
- Быстрорежущая (сюда же входит штамповая).
Углеродистая
Углеродистая инструментальная сталь теряет свою прочность при нагревании, потому их применяют при изготовлении инструментов, которые работают на низкой скорости, на простом условии резания. Это связано с тем, чтобы во время трения температура не превышала 200 °С. Обычно его применяют при создании свёрла, напильника, метчика, развёртки. Потому как её показатель свариваемости низкий, то для сварных конструкций её не используют.
Легированная
Легированный тип инструментальной стали содержит в себе немного другой состав. В него включены добавки марганца, никеля, меди и прочих элементов. За счёт них улучшается характеристика металла. Здесь будет обязательной маркировка, так как она требует указания наличия элементов литерами:
- Когда добавлен марганец – Г.
- Хром – Х.
- Ванадий – Ф.
- Кремний – С.
- Вольфрам – В.
- Медь – Д.
- Никель – Н.
- Титан – Т.
- Молибден – М.
После обозначения элемента могут располагаться цифры. Цифры обозначают вместимость указанного элемента в %. Когда цифра отсутствует – количество будет около 1%. Когда обозначается легированная инструментальная сталь, то вначале указано количествово углерода, которое выражено в десятых долях процента. Для примера, если взять маркировку 6ХС, то углерода будет 0.6 и 1% хрома и кремния. Главная сфера применения – это режущий и штамповый инструмент. Это также не совсем подходящий вариант для сварных конструкций.
Быстрорежущая
Быстрорежущая сталь маркируется вначале литерой «Р». Далее идёт число, которое обозначает массовую вольфрамовую долю. После этого идут буквенные обозначения элементов, содержащиеся в сплаве:
- Молибден – М.
- Ванадий – Ф.
- Кобальт – К.
- Азот – А.
Далее идут цифровые обозначения массовой доли. В некоторых случаях в маркировке может бить литера «Ш», которая обозначает «электрошлаковый переплав». При маркировке доля хрома не обозначается. Тоже и с массовой долей молибдена, когда он не превышает 1%.
Данный вид хорошо подходит для режущего инструмента, который испытывает сильный нагрев при трении (от 600 – 6500 °С). Он не теряет твёрдость и не подвержен деформации. Помимо этого, быстрорежущая инструментальная сталь имеет хорошие возможности для сваривания стыковой электросваркой с марками 45 и 40Х.
Обработка инструментальных сталей
Среди методов обработки существуют следующие:
- Закалка
- Сварка.
- Отпуск.
Закалка
Закалка – это термообработка инструментальных сталей, во время которой материал нагревается до оптимальной температуры, выдерживается на температуре, после чего мгновенно охлаждается для получения неравновесной структуры. После закалки у изделия увеличивается твёрдость, прочность и понижается пластичность металла. Главным параметрам качества, которым обладает закалка инструментальной стали, считается температура нагревания и быстрота охлаждения.
Сварка
Всегда сварка инструментальной стали считалась одним из наиболее сложных видов. Для этого используются электроды, которые предназначаются для сваривания инструментальной стали. Инструментальная сталь значительно отличается от других типов сталей за счёт того, что в её составе содержится большое кол-во углерода. Стоит помнить, что для сваривания не подходит марка, которая не способна выдерживать высокую температуру. То бишь углеродистая не подходит для сваривания. Лучше всего для этого подойдут легированные металлы.
Отпуск
Следующим этапом после закалки является отпуск. Это требуется, чтобы снять напряжение хрупкого мартенсита, который образуется при закалке, а также, чтобы уменьшить содержание остаточного аустенита. Большая часть инструментальной стали имеет довольно обширную область температур отпуска. Рекомендуют для использования наиболее высокую температуру отпуска, так как это придаст инструменту прочность. Материал должен остывать до температуры 65 градусов, после чего до комнатной температуры между и после отпусков. Есть также многократный отпуск, который используется для большинства сложнолегированных инструментальных сталей.
Штамповка
Чтобы обработать инструментальную сталь используют штамповку. Есть 2 вида штамповки:
- В которых деформация металла происходит в холодном состоянии.
- В которых деформация металла происходит в горячем состоянии.
Когда штамповка происходит в горячем состоянии, металл, на который воздействуют сближающиеся половинки штампа, начинает деформироваться и заполнять внутреннюю полость штампа. При штамповке улучшается качество поверхности и точность формы.
Каждый этап должен быть проведён только специалистами своего дела. Это важно, так как нарушение технологий производства не гарантирует заявленным качествам изделия, потому важно тщательно выбирать поставщика.
Инструментальная сталь, в некотором роде является удобным и незаменимым материалом, потому её использование в мире является повсеместным. Это связано с тем, что твердость инструментальной стали подходит своими качествами для производства множества рабочих инструментов.
| Сталь Марка | Соответствующий стандарт AISI / JIS | Закалка | Твердость при доставке HRC | Характеристики | Приложения |
| ASSAB Сталь | |||||
| IMPAX 718S | P20 Модифицированный | Предварительно закаленная | 31-36 | Предварительно закаленный тип, высокой чистоты с изотропной микроструктурой содержит 1.0% Ni | Высококачественные вставки для форм, наилучшим образом подходящие для литья пластмасс из PA, POM, PS, PE, PP, ABS. |
| IMPAX 718H | Предварительно закаленная | 36-42 | |||
| EM38 | – | Предварительно закаленная | 38-44 | Хорошая полируемость, текстурирование, электроэрозионная обработка и обрабатываемость. Однородная твердость | Подходит для форм для литья пластмасс под давлением, экструзионных матриц и резиновых форм |
| STAVAX S136 | 420, ESR | Сквозная закалка | 50-52 | Высокая чистота, высокая полируемость до зеркального блеска, хорошая коррозионная стойкость и низкая деформация после термообработки. | Высококачественные вставки для форм с зеркальной поверхностью и хорошей коррозионной стойкостью , антикоррозионный канал охлаждения, наилучшим образом подходят для формования пластика из ПВХ, ПП, ЭП, ПК, ПММА, деталей машин для оборудования пищевой промышленности. |
| STAVAX S136H | Предварительно закаленная | 31-36 | |||
| STAVAX S136 SUP | 420, ESR | Сквозная закалка | 50-52 | Коррозионная стойкость и прочность лучше, чем у S136 | Подходит для больших пластиковых форм с высокой точностью |
| STAVAX S136H SUP | Предварительно закаленная | 31-36 | Коррозионная стойкость и прочность лучше, чем у S136H | ||
| POLMAX | 420 (ESR + VAR), оптический класс | Сквозная закалка | 50-52 | Сверхвысокая чистота и чрезвычайно низкая сегрегация при двойном переплаве (ESR + VAR).Отличная полируемость для достижения оптических требований. Хорошая коррозионная стойкость и низкая деформация после термообработки | Высококачественные формы для линз, оптики, компакт-дисков и медицинских приложений |
| CORRAX S336 | Нержавеющая сталь специальной дисперсионной закалки | Возрастная закалка | 32 | Отличная коррозионная стойкость, очень хорошая стабильность размеров при старении, хорошая свариваемость | Формы для литья под давлением для коррозионных пластмасс, резины, медицинской и пищевой промышленности , а также пластмассовые детали сложной конструкции. |
| ELMAX | Специальный металлический порошок | Сквозная закалка | 50-52 | Высокая износостойкость. Высокая коррозионная стойкость. Высокая прочность на сжатие . Меньше искажений после термообработки. | Подходит для пластиковых форм, требующих высокой коррозионной стойкости и износостойкости. Подходит для пластиковых форм для инженерных пластиков с добавками, такими как стекловолокно и / или антипирены. формы для электронного инкапсулирования.Componen |
| 168 (Ramax S / Ramax 2) | 420 + S | Предварительно закаленная | 36-41 | Высокая обрабатываемость. Высокая коррозионная стойкость | Основание формы с требованием высокой прочности и устойчивости к коррозии . Пластиковые формы с устойчивостью к коррозии, но не требуют высокой чистоты поверхности. Подходит для светильников в электронной промышленности. |
| ORVAR 8407 | х23, МИКРОДИЗАЦИЯ + СОЭ | Сквозная закалка | 50-52 | Инструментальная сталь для горячих работ с высокой вязкостью и хорошей термостойкостью | Литье под давлением, экструзия, холодное фрезерование, пресс-форма для ПА, ПОМ, ПС, ПЭ, EP пластиков |
| CALMAX 635 | Многофункциональная инструментальная сталь с высокой износостойкостью | Сквозная закалка | 50-52 | Чрезвычайно высокая вязкость и высокая износостойкость, хорошая прокаливаемость и свариваемость , хорошая пламенная и индукционная прокаливаемость до HRC56-60 с толщиной слоя упрочнения до 5 мм. | Высокопрочная пластиковая форма и пресс-форма для прессования пластиков, армированных волокном. |
| VANADIS 10 | Высокопроизводительный порошок Металлургическая инструментальная сталь для холодной обработки | Сквозная закалка | 50-52 | Чрезвычайно высокая износостойкость, достаточная вязкость с очень высокой прочностью на сжатие и высокой стабильностью размеров при термообработке. | Высокоскоростная штамповка E.I. сердечник и свинцовая рамка. |
| SSAB Сталь | |||||
| Toolox 33 | Предварительно закаленная | 30-36 | Подходит для инструментов и инженерных компонентов. Обладает хорошей стабильностью размеров после обработки | Высококачественные вставки для форм, наилучшим образом подходящие для формования пластмасс из PA, POM, PS, PE, PP, ABS. | |
| Toolox 44 | Предварительно закаленная | 44-50 | Подходит для инструментов и инженерных компонентов.Обладает хорошей стабильностью размеров после обработки | Высокая чистота стали придает Toolox 44 очень хорошие возможности полировки, блеска A2 и текстурирования. | |
| DAIDO Steel | |||||
| PX88 | P20 Модифицированный | Предварительно закаленная | 31-36 | Хорошая свариваемость, специальный легирующий состав для снижения чувствительности из-за трещин сварного шва. | Пресс-форма для пластика среднего размера с хорошей обработкой поверхности. |
| PX5 | P20 Модифицированный | Предварительно закаленная | 31-36 | Хорошая свариваемость, специальный легирующий состав для снижения чувствительности к трещинам сварного шва, хорошая обрабатываемость | Пластиковая форма для среднего тиража |
| NAK55 | P21 + S мод., ESR | Предварительно закаленная | 40-43 | Предварительно закаленный тип с высокой твердостью, хорошей обрабатываемостью и свариваемостью | Формы для пластмассы и резины высокой точности. |
| НАК80 | P21 мод., ESR | Предварительно закаленная | 40-43 | Предварительно закаленный тип с высокой твердостью, хорошей полируемостью , отличной способностью к фототравлению, хорошей электроэрозионной обработкой и свариваемостью | Формы требуют высокой износостойкости и отличной обработки поверхности . |
| S-Star | SUS 420 J2 Mod., ESR | Предварительно закаленная | 31-36 | Высокая полируемость зеркальной поверхности и устойчивость к коррозии. | Прецизионные пластиковые формы с зеркальной поверхностью отделка. |
| S-Star (A) | SUS 420 J2 Mod., ESR | Сквозная закалка | 50-52 | Высокая полируемость зеркальной поверхности и устойчивость к коррозии. Твердость может быть достигнута до 50-52 HRC при надлежащей термообработке для получения лучшей полируемости, износостойкости и / или коррозионной стойкости. | Прецизионные пластиковые формы с зеркальной поверхностью отделка. |
| Dh41-S | SKD61 Модифицированный | Сквозная закалка | 50-52 | Хорошие свойства сквозного упрочнения, особенно для больших форм, отличная стойкость к тепловому удару и термической усталости, хорошая стойкость к тепловой эрозии. | AL, формы для литья под давлением Mg, детали для форм для литья под давлением, формы для экструзии AL, формы для твердых пластмасс. |
| DHA1 | SKD61 | Сквозная закалка | 50-52 | Хорошие свойства сквозного упрочнения, хорошая стойкость к тепловому удару и термической усталости, хорошая стойкость к тепловой эрозии. | Zn, AL формы для литья под давлением малых размеров, Детали для форм для литья под давлением, Экструзионные формы из AL, Формы для твердых пластмасс. |
| ГОА | СКС3 Модифицированный | Сквозная закалка | 50-52 | Инструментальная сталь с высокой закалкой и износостойкостью | Пуансоны для холодной штамповки и вырубки, ножи для резки металла . |
| DC11 | SKD11 | Сквозная закалка | 50-52 | Превосходная износостойкость, инструмент для холодной обработки с высоким содержанием хрома Сталь | Подходит для холодной экструзии, штампов холодной вытяжки, штамповки и штампов для вырубки нержавеющей стали или металлических листов с высокой твердостью. |
| DC53 | SKD11 Модифицированный | Сквозная закалка | 50-52 | Высокопрочная хромовая инструментальная сталь для холодной обработки, высокотемпературная закалка после термообработки может достичь высокой твердости 62 HRC, особенно хорошо подходит для многих электроэрозионных работ, чтобы уменьшить поломку. | Подходит для штамповки, холодной штамповки, глубокой вытяжки, накатки резьбы , штампов для высокоскоростной вырубки, нержавеющих сталей. |
| Финкль | |||||
| P20 HH | P20 Модифицированный | Предварительно закаленная | 36-42 | Благодаря специальному регулированию химического состава и хорошему соотношению между процессом ковки и ковкой механические свойства лучше, чем у обычных инструментальных сталей AISI P20. | Высококачественные вставки для форм, наилучшим образом подходящие для формования пластмасс из PA, POM, PS, PE, PP, ABS. |
| P20 LQ | P20 Мод. (Оптическое качество) | Предварительно закаленная | 36-42 | Высокая чистота и меньшая сегрегация достигаются с помощью процессов плавления в двойном вакууме (VAD + VAR) для получения хорошей полируемости | Подходит для пластиковых форм с оптическими требованиями без , требующих обработки коррозионных пластмасс |
| Специальная сталь Lung Kee | |||||
| LKM 638 | P20 | Предварительно закаленная | 29-32 | Высокая обрабатываемость | Высококачественная основа пресс-формы или большие основные детали. |
| ЛКМ 2311 | P20 | Предварительно закаленная | 29-35 | Инструментальная сталь с предварительной закалкой для литья под давлением. | Формадля высококачественного пластика с длительным производством. |
| ЛКМ 2312 | P20 + S | Предварительно закаленная | 29-35 | Превосходная обрабатываемость, наиболее подходит для высокоскоростной объемной обработки . | Пластиковая форма общего назначения и основные детали |
| ЛКМ 738 | P20 + Ni | Предварительно закаленная | 29-35 | Высококачественная инструментальная сталь с предварительной закалкой, однородная по твердости и высокой обрабатываемости | Форма с высокой прочностью и хорошей обработкой. |
| LKM 738H | Предварительно закаленная | 36-42 | |||
| LKM838H | P20 Мод. | Предварительно закаленная | 36-42 | Благодаря специальной корректировке химического состава, теплопроводность, обрабатываемость, полируемость и свариваемость LKM838H лучше , чем у обычных инструментальных сталей AISI P20. | Подходит для литья пластмасс из ПА, ПОМ, ПС, ПЭ, ПП, АБС с требованиями высокой твердости, полируемости и износостойкости. |
| LKM818H | P20 Модифицированный | Предварительно закаленная | 36-42 | Предварительно закаленного типа, высокой чистоты с изотропной микроструктурой содержит 1 | Высококачественные вставки для форм, подходящие для литья пластмасс из PA, POM, PS, PE, PP, ABS. |
| LKM 2711 | P20, Премиум | Предварительно закаленная | 36-43 | Высокая твердость и высокая вязкость | Подходит для средних пластиковых форм, требующих высокой твердости с хорошей вязкостью |
| LKM420 | 420 | Сквозная закалка | 50-52 | Хорошие антикоррозионные свойства.Твердость может быть увеличена до HRC 50 — 52 для изготовления пластиковых форм | Пластиковая форма с требованием защиты от ржавчины |
| LKM420H | 420 | Предварительно закаленная | 29-35 | Хорошие антикоррозионные свойства. | Пластиковая форма с требованиями к защите от ржавчины и основанием формы с требованиями к коррозионной стойкости |
| ЛКМ 2083 | 420 | Сквозная закалка | 50-52 | Твердость может быть достигнута до 50 — 52 HRC при надлежащей термообработке для получения лучшей полируемости, износостойкости и / или коррозионной стойкости | Антикоррозийные пластмассовые формы. |
| LKM 2083H | Предварительно закаленная | 29-35 | Предварительно закаленный тип, коррозионная стойкость, высокая полируемость | ||
| ЛКМ 2316А | SUS 420 J2 | Сквозная закалка | 50-52 | Твердость может быть достигнута до 47 HRC при надлежащей термообработке , чтобы получить лучшую износостойкость и коррозионную стойкость, чем в предварительно закаленном состоянии | Пластиковые формы с высокой коррозионной стойкостью. |
| ЛКМ 2316 | Предварительно закаленная | 29-35 | Предварительно закаленный тип, высокая коррозионная стойкость | ||
| LKM 2316ESR | SUS 420 J2, ESR | Предварительно закаленная | 29-35 | Высокая чистота, высокая коррозионная стойкость | Формы с высокой коррозионной стойкостью и хорошей полируемостью. |
| ЛКМ х23 | х23 | Сквозная закалка | 50-52 | Хорошая прочность | Подходит для форм из твердого пластика, ползунов, литья под давлением из цинка. штампов. |
| ЛКМ 2343 | ч21 | Сквозная закалка | 50-52 | Хорошая термостойкость и высокая ударная вязкость, хорошая стойкость к нагреву | Подходит для литья под давлением для алюминиевых и цинковых сплавов, форм для твердых пластмасс. |
| LKM 2343 ESR | х21 СОЭ | Сквозная закалка | 50-52 | Однородная структура и хорошие изотропные свойства. Хорошая пластиковая форма с высокими требованиями к полировке | Подходит для литья под давлением сплавов магния, алюминия и цинка.Подходит для форм из пластика с высокими требованиями к полировке. |
| ЛКМ 2344 | х23 | Сквозная закалка | 50-52 | Хорошая термостойкость, подходит для литья под давлением | Подходит для литья под давлением алюминиевых и цинковых сплавов, форм для твердых пластмасс. |
| LKM 2344 ESR | х23, СОЭ | Сквозная закалка | 50-52 | Однородная структура и хорошие изотропные свойства.Хорошая пластиковая форма с высокими требованиями к полировке | |
| LKM 2344-SUPER | х23, МИКРОДИЗАЦИЯ + СОЭ | Сквозная закалка | 50-52 | Высокая вязкость и хорошая жаропрочность, с высокой ударной вязкостью , превышающей 300 Дж | |
| LKM 2510 | O1 | Сквозная закалка | 50-52 | Инструментальная сталь с высокой закалкой и износостойкостью | Ножи для резки, холодной штамповки, штампы для вырубки и штамповки. |
| ЛКМ 2379 | D2 | Сквозная закалка | 50-52 | Инструментальная сталь для холодной обработки с высоким содержанием хрома и хорошей вязкостью. | Подходит для холодной экструзии и формовки, холодного волочения, штамповки. и вырубки листового металла высокой твердости и нержавеющей стали. |
| LKM 2767 | 6F7 (Универсальная инструментальная сталь повышенной прочности) | Сквозная закалка | 50-52 | Высокая прочность и ударная вязкость, можно закаливать до HRC 50 ~ 54. | Подходит для резки и вырубки листового металла толщиной 10 мм и более |
| Sinto | |||||
| PORCERAX II PM — 35 | Агломерационный энергетический пористый материал | Предварительно закаленная | 38-43 | Высококачественный проницаемый пористый материал предварительно закаленного типа с высокой коррозионной стойкостью , высокой обрабатываемостью и возможностью электроэрозионной обработки (поставляется с размером пор 7 и 20 мкм) | формы для высококачественных пластмассовых или литых деталей с тонкими стенками или сложной структурой.Средство для устранения проблем с качеством и производительностью из-за улавливания газов во время литья под давлением. |
| США Щетка Wellman Бериллиево-медный сплав | |||||
| MOLDMAX 40 | – | Возрастная закалка | 36-42 | Высокопрочный бериллиево-медный сплав, очень высокая теплопроводность , эффективно сокращает цикл формования. | Лучше всего подходит для стержня и вставки пресс-формы, требующих быстрого охлаждения . |
| EDM Медь | |||||
| C1100P | JIS h4100 | – | Чрезвычайно высокая чистота, хорошая электропроводность, высокая обрабатываемость , низкая термическая деформация | Медный электрод EDM. | |
| США Алюминиевый сплав ALCOA | |||||
| 6061-T6 / T651 / T6511 | – | Возрастная закалка | Алюминиевый сплав с хорошей коррозионной стойкостью, отличными характеристиками соединения и анодированием | Термоформование, выдувное формование, ультразвуковая сварка и детали машин. | |
| SWISS ALCAN алюминиевый сплав высокой твердости | |||||
| CERTAL 7022-T651 / T652 | AlZnMgCu0.5 | Возрастная закалка | 7 | Высокая прочность, высокая твердость, хорошая обрабатываемость | Литье пластмасс под давлением, выдувное формование, ультразвуковая сварка и детали машин |
| Китай высококачественная пластиковая форма из стали | |||||
| WY718 | P20 + Ni | Предварительно закаленная | 29-35 | Предварительно закаленная пластиковая пресс-форма | Форма Основание и стержень пластиковой формы |
| WY2311 | P20 | ` | 29-35 | Предварительно закаленная пластиковая пресс-форма | Форма Основание и стержень пластиковой формы |
| Высококачественная углеродистая сталь | |||||
| S50C — S55C | 1050–1055 | 7-20. | Высокая обрабатываемость | Подходит для пластиковых форм и деталей машин | |
Что такое инструментальная сталь? (с иллюстрациями)
Инструментальная сталь — это сталь с механическими свойствами, которые делают ее желательным материалом для изготовления инструментов. Инструментальные стали примечательны своей твердостью, способностью удерживать острые кромки или устойчивостью к истиранию и деформации. В качестве инструментальных сталей подходит ряд легированных и углеродистых сталей, обычно получаемых в результате термической обработки и закалки.Инструментальная сталь изготавливается разных сортов и может использоваться для изготовления таких инструментов, как штамповочные штампы, строительное оборудование и топоры. Помимо изготовления инструментов, он также используется в других областях, где требуются материалы с механическими свойствами инструментальной стали.
Топоры часто изготавливают из инструментальной стали.Различные марки инструментальной стали часто классифицируются в соответствии с системой, называемой сортами стали SAE или марками стали AISI / SAE, созданной Обществом автомобильных инженеров (теперь SAE International) и Американским институтом черной металлургии. Он классифицирует каждый тип стали с помощью буквы, указывающей на ее свойства или метод производства, например, класс W для закаленной водой стали или класс S для ударопрочных сталей. Затем каждому типу стали в этих широких категориях присваивается индивидуальный номер, следующий за буквой.
Инструментальная сталь идеально подходит для изготовления инструментов из-за ее устойчивости к повреждениям.Наиболее распространенной формой инструментальной стали является сталь марки W, разновидность углеродистой стали, популярная из-за ее низкой стоимости.Некоторые типы стали класса W также включают кремний, молибден или марганец для повышения ударной вязкости стали. Он называется закалкой в воде, потому что вода используется во время закалки, этапа производственного процесса многих сталей, на котором температура нагретой стали быстро понижается. Инструментальная сталь марки W твердая, но имеет тенденцию к хрупкости и плохо выдерживает температуры выше 302 ° F (150 ° C). Инструментальная сталь марки W обычно используется для изготовления лезвий, таких как лезвия ножниц и бритв; детали машин для машин, которые не подвергаются воздействию высоких температур и не производят их; и такие инструменты, как молотки, дрели и долота.
Марки A, O и D — это стали, произведенные методом холодной обработки стали, при которой сталь подвергается механическому напряжению до тех пор, пока не подвергнется пластической деформации — постоянному изменению микроструктуры стали. Этот процесс увеличивает прочность на разрыв и твердость стали при одновременном снижении ее пластичности, и полученные формы стали обычно используются для таких целей, как лезвия и станки.Сталь марки O закаляется в масле, а сталь марки A закаляется на воздухе. Это методы, при которых сталь меньше деформируется, чем закалка в воде. Сталь класса D содержит большое количество хрома, который составляет от 10 до 18 процентов сплава. Помимо хрома, стали марок A, O и D часто легируют другими металлами, включая марганец, вольфрам и ванадий, а также неметаллами, такими как сера и фосфор.
СтальH — это инструментальная сталь для горячей обработки, которая возникает в результате пластической деформации стали в результате длительного воздействия высоких температур.Эти стали обладают высокой прочностью и твердостью, но небольшие деформации в процессе охлаждения и термического сжатия делают их менее подходящими, чем сталь для холодной обработки, для применений с очень жесткими инженерными допусками. Хром, вольфрам и молибден являются обычными легирующими элементами в сталях этой марки.
Марки T и M представляют собой быстрорежущие стали, которые отличаются своей способностью сохранять высокую твердость при высоких температурах.Это свойство делает его хорошо подходящим для использования в механизированных режущих инструментах и штамповочных штампах, где его устойчивость к теплу, создаваемому трением, позволяет ему работать на более высоких скоростях, чем другие стали. Сталь марки Т названа из-за высокого содержания вольфрама, а сталь марки М содержит большое количество молибдена. Дополнительные легирующие элементы, часто встречающиеся в этих сталях, включают ванадий, хром и кобальт.
Стали маркиS — это инструментальные стали, отличающиеся высокой ударопрочностью.В них меньше углерода, чем в других стальных сплавах, что снижает их сопротивление истиранию, но увеличивает их прочность. Сталь S-класса используется в таком оборудовании, как отбойные молотки, которое должно выдерживать сильные удары.
Некоторые марки инструментальной стали имеют очень специализированные характеристики или цели.Сталь класса F — это сталь, закаленная в воде, как и сталь класса W, но имеет превосходную износостойкость. Сталь класса Р или пластиковая формовочная сталь используется в машинах для литья под давлением и литья под давлением. Марка L или низколегированная сталь специального назначения — это очень прочный тип стали, в которой мало легирующих материалов и очень высокое содержание железа.
Для изготовления молотков используется инструментальная сталь марки W.Инструментальная сталь, PPC Specialty Metals, Inc Все марки инструментальной стали Инструментальная сталь, Дистрибьютор специальных металлов | КПП Специальные металлы
PPC Specialty Metals, Inc. — семейный дистрибьютор инструментальной стали и специальных металлов, предоставляющий качественные продукты и услуги. Если вы доверяете нам продукцию из инструментальной стали, в том числе плоскую, квадратную, круглую и полую из инструментальной стали, вы можете быть уверены, что каждая деталь соответствует нашим самым высоким стандартам.Более 45 лет опыта работы с инструментальной сталью и ее применения, включая руководство по термообработке инструментальной стали и устранение неисправностей инструментальной стали для повышения производительности.
Инструментальная сталь для успехаУ нас есть оборудование и навыки, необходимые, чтобы превзойти наших конкурентов. Наши листопильные станки представляют собой передовое оборудование с производительностью до 24 дюймов в толщину и 146 дюймов в длину. Выпиливание листовой инструментальной стали и прутка инструментальной стали на заказ. История нашей компанииКогда вы полагаетесь на нас в области производства инструментальной стали и специальных металлов, вы получаете качественные услуги и продукты, основанные на традициях семейного управления. Узнайте больше о нашей продукции из инструментальной стали и истории компании по сбыту металла. |
Свяжитесь с дистрибьютором инструментальной стали и специального металла PPC Specialty Metals, Inc., Монро, Северная Каролина,
, чтобы запросить дополнительную информацию о нашей продукции и услугах из инструментальной стали.
| Часы работы: понедельник — пятница, 8.00 — 17.00 |
| Инструментальные марки стали включают A2, D2, S7, 01, M2, A6, S5, L6 W1, инструментальную сталь GFS, сверлильный стержень из инструментальной стали и трудно найти марки инструментальной стали! |
| Предложение TOOL STEEL drop Не требуется резка, обычно отправляется в тот же день при заказе до 16:00. EST |
О нас и нашей продукции из инструментальной стали
Положитесь на репутацию производителя высококачественной инструментальной стали, если вы рассчитываете на дистрибьютора специализированного металла PPC Specialty Metals, Inc., Монро, Северная Каролина. У нас более 27 лет опыта в предоставлении нашим клиентам услуг и продуктов высочайшего качества.
PPC Specialty Metals, Inc. — ваш лучший поставщик высококачественной инструментальной стали, легированной стали и специальных металлов. Мы предлагаем более 60 марок инструментальной стали и более 35 марок легированной стали. Когда вы увидите нашу сталь, вы увидите разницу!
Мы предоставляем бесплатную техническую помощь по инструментальной стали с выбором марки инструментальной стали и термообработкой, опираясь на более чем 45-летний опыт работы.
Инструментальная сталь, буровая штанга — Купить онлайн
Инструментальная сталь — это то, что вам нужно. Инструментальная сталь — Буровая штанга — Плоский стержень — вот что у нас есть! Инструментальная сталь любого размера и типа, закаленная в масле, воздухе или воде, закалка, нормализация, отжиг и многое другое.
Срок поставки: 1 день (доставка до дверей)
Купить эту инструментальную сталь, категории буровых штангБуровая штанга из инструментальной стали A2, закалка на воздухе
Буровая штанга A2 — это штампованная сталь из хромистого сплава с воздушной закалкой, которая… читать дальше »
Буровая штанга из инструментальной стали, закалка в воде
WATERCRAT Водоотверждаемая буровая штанга — чрезвычайно твердая, недеформируемая… читать дальше »
Буровая штанга из инструментальной стали O1, закалка в масле
Штанга буровая О-1 круглая представляет собой недеформирующуюся инструментальную сталь, отшлифованную до… читать дальше »
Буровая штанга D2 из инструментальной стали, закалка на воздухе
Штанга буровая Д-2 круглая представляет собой недеформирующуюся инструментальную сталь, отшлифованную до… читать дальше »
Буровая штанга S-7 из инструментальной стали, закалка на воздухе
Инструментальная сталь для буровых штанг S7 имеет очень высокую прочность, чтобы выдерживать выкрашивание… читать дальше »
Буровая штангаM2, инструментальная сталь для закалки на воздухе
Буровая штанга M2 используется для универсального применения.Биты изготавливаются… читать дальше »
h23 Буровая штанга Firechrome 44, инструментальная сталь
Буровая штанга h23 Firechrome 44 может быть закалена до очень высокой жесткости… читать дальше »
Плоский пруток инструментальной стали O1, закалка в масле
Плоский пруток O-1 — это недеформирующаяся инструментальная сталь, заточенная до… читать дальше »
Инструментальная сталь O1 Плоский пруток БОЛЕЕ РАЗМЕРЫ
Плоский пруток O-1 БОЛЬШЕГО РАЗМЕРА, закаленная в масле инструментальная сталь не … читать дальше »
Инструментальная сталь D-2, плоский пруток, закалка на воздухе
D-2 Закаленная на воздухе шлифованная плоская заготовка. Плоский стержень d2 имеет очень высокую прочность… читать дальше »
Инструментальная сталь D-2, плоский пруток, закалка на воздухе
D-2 OVERSIZE Закаленная на воздухе плоская плоская ложа d2 Flat Bar имеет очень… читать дальше »
Инструментальная сталь A-2, плоский пруток, закалка на воздухе
A-2 Закаленная на воздухе шлифованная плоская заготовка a2 Flat Bar — это закалка на воздухе c… читать дальше »
Инструментальная сталь A-2 Плоский пруток увеличенного диаметра, закалка на воздухе
A-2 OVERSIZE Закаленная на воздухе плоская лопасть a2 Flat Bar — это… читать дальше »
Инструментальная сталь LC Низкоуглеродистый плоский пруток
Инструментальная сталь с низким содержанием углерода (LC) имеет очень высокую ударную вязкость и может… читать дальше »
Инструментальная сталь S-7 OVERSIZE, плоский пруток, закалка на воздухе
Инструментальная сталь S7 обладает очень высокой прочностью, чтобы противостоять выкрашиванию и … читать дальше »
NUTEC42® Pre-Hardened 4142 Плоский шлифованный стержень
Предварительно закаленная плоская прутковая заготовка NUTEC42® 4142 предварительно закалена до… читать дальше »
Инструментальная сталь марки 410 Нержавеющая сталь
Нержавеющая сталь 410 обеспечивает высокую коррозионную стойкость.And, Grade… читать дальше »
Крупногабаритная нержавеющая сталь марки 420
Нержавеющая сталь Grade 420 Oversize обеспечивает высокую устойчивость к коррозии… читать дальше »
440C Высококачественный нож из нержавеющей стали
Нержавеющая сталь 440C — это верхняя часть нержавеющей стали 440… читать дальше »
Watercrat W-1 Плоский холоднотянутый приклад
Холоднотянутый плоский приклад Watercrat W-1 — это инструментальная сталь AISI W-1.Thoug… читать дальше »
| Круглая буровая штанга | |||
|---|---|---|---|
| Стандартный допуск * | Прямолинейность | Стандартный допуск | |
| Диаметр | (раздел) | (макс T.I.R. дюйм 12 дюймов) | (длина) |
| От 3,000 дюймов до 0,500 дюймов | +/-. 0010 « | .005 « | +1/8 «, -.0» |
| От 0,499 дюйма до 0,125 дюйма | +/-. 0005 « | .005 « | +1/8 «, -.0» |
| 0,124 дюйма и менее | +/-.0003 « | .005 « | +1/8 «, -.0» |
| Плоская квадратная буровая штанга | ||||
|---|---|---|---|---|
| Стандартный допуск | ||||
| РАЗМЕР | (раздел) | (длина) | ||
| 1.От 000 «до 0,750» (наибольший размер) | +/- .0015 « | +1/8 «, -.0» | ||
| 0,749–0,250 дюйма (наибольший размер) | +/- .0010 « | +1/8 «, -.0» | ||
| 0,124 дюйма и менее | +/- .0005 « | +1/8 «, -.0» | ||
Буровая штанга представляет собой инструмент из круглой инструментальной стали, отшлифованный до диаметра с жестким допуском, обычно ± 0.0005 дюйма (± 0,013 мм). Его обычно используют для изготовления сверл, метчиков, разверток, пуансонов, установочных штифтов и валов.
Буровая штанга W1 — самая популярная, универсальная и наименее дорогая буровая штанга. Буровая штанга W1 имеет высокое содержание углерода, что позволяет часто использовать ее без термической обработки для технического обслуживания. Буровая штанга W1 обеспечивает прочность и максимальную износостойкость. Буровые штанги W1 отшлифованы до шероховатости поверхности более 40 микродюймов и не имеют дефектов и обезуглероживания.
Буровая штанга O-1 — это недеформируемая инструментальная сталь, которая может упрочняться в масле при относительно низких температурах. Инструменты и матрицы, изготовленные из буровой штанги O1, будут иметь хорошие износостойкие и абразивные свойства благодаря вольфраму и более высокому содержанию хрома, что обеспечивает улучшенную износостойкость.
Буровая штанга A2 — это штампованная сталь из хромового сплава, упрочняемая на воздухе, которая заменяет буровую штангу O1, когда требуется более безопасное упрочнение, меньшая деформация и повышенная износостойкость.Характеристики буровой штанги A2 включают хорошую обрабатываемость, высокую прочность на сжатие, очень хорошие недеформирующие свойства, глубокую закалку и высокую стабильность размеров после закалки и отпуска.
Плоский стержень A2 — это штампованная сталь из хромового сплава, упрочняемая на воздухе, которая заменяет плоский стержень A1, когда требуются более безопасное упрочнение, меньшее искажение и повышенная износостойкость. Характеристики плоского прутка A2 включают хорошую обрабатываемость, высокую прочность на сжатие, очень хорошие недеформирующие свойства, глубокую закалку и высокую стабильность размеров после закалки и отпуска.
Плоский пруток O2 — это закаленная в масле недеформирующаяся инструментальная сталь, которая может закаливаться при относительно низких температурах. Инструменты и матрицы, изготовленные из плоского прутка O1, будут иметь хорошие износостойкие и абразивные свойства, поскольку вольфрам и повышенное содержание хрома обеспечивают улучшенную износостойкость.
Плоский пруток D2 — это закаливаемая на воздухе высокоуглеродистая высокохромистая инструментальная сталь с чрезвычайно высокими износостойкими свойствами. Плоский пруток D2 — это сталь очень глубокой закалки, и после надлежащей обработки он практически не изменится в размере.Высокое содержание хрома придает ему мягкую устойчивость к коррозии в затвердевшем состоянии.
Нержавеющая сталь марки 440C л — высокоуглеродистая мартенситная нержавеющая сталь. Он обладает высокой прочностью, умеренной коррозионной стойкостью, хорошей твердостью и износостойкостью. Марка 440C способна обеспечить после термообработки наивысшую прочность, твердость и износостойкость среди всех нержавеющих сплавов. За эти характеристики отвечает очень высокое содержание углерода, что делает 440C особенно подходящим для таких применений, как шариковые подшипники и детали клапанов.Типичные области применения: подшипники качения, седла клапанов, высококачественные лезвия ножей, хирургические инструменты, долота.
Любую корреспонденцию направляйте на: Металлы 4U — 1240 Majesty Dr., Даллас, Техас 75247 США
+1 (214) 231-1434
* Цены могут быть изменены без предварительного уведомления в связи с колебаниями на рынке металлов.
* Для всех измерений «значение длины» и «значение упаковки» применяется «допуск на фрезерование».Изделие может изготавливаться на несколько тысячных дюйма с толщиной, превышающей или меньше указанной, и при этом оставаться в пределах «допуска фрезерования». Это НЕ относится к элементам, вырезанным по размеру. Это будут допуски +,125 «, -0,00».
Cat84 — инструментальная сталь 84
MIG, порошковая сварка, TIP TIG, ручная и роботизированная сварка.
НА КАЧЕСТВО И ПРОИЗВОДИТЕЛЬНОСТЬ СВАРКИ ВЛИЯЮТ МНОГИЕ ФАКТОРЫ.НАИБОЛЕЕ ВАЖНЫМ ФАКТОРОМ ЯВЛЯЕТСЯ ОБЩЕЕ, ГЛОБАЛЬНОЕ ОТСУТСТВИЕ ВЛАДЕНИЯ ПРОЦЕССОМ СВАРКИ В ПЕРЕДНЕМ ОТДЕЛЕНИИ И ОТСУТСТВИЕ КОНТРОЛЯ ПРОЦЕССА СВАРКИ И НАИЛУЧШЕЙ ОПЫТНОЙ ПРАКТИКИ.
Это отражение общего отсутствия у фронт-офиса управления сварочными швами собственника. что когда дело доходит до GMAW (обычно называемого MIG / MAG) и процесса нанесения порошковой порошковой проволоки в защитном газе, что в тех обычных сварочных цехах «зачем менять то, что мы всегда делали», то через пятьдесят с лишним лет после введения полуфабриката -автоматизированные процессы MIG — FCA, которые немногие руководители, технические специалисты, менеджеры или инженеры понимают или внедряют в систему контроля сварочного процесса и передовые методы сварки.Также реальностью сварки является то, что большая часть сварочного персонала GMA — FCA во всем мире «поиграет» с двумя простыми средствами управления сваркой на своем сварочном оборудовании.
В различных сварочных отраслях, таких как судостроительные верфи и автомобилестроение, заводы, ненужные, ДОЛГОСРОЧНЫЕ переделки сварных швов и брак сварных деталей являются обычным явлением. Дело не только в качестве сварного шва, редко достигается максимальная скорость наплавки, а затраты на сварку обычно плохо понимаются. Тогда это влияние культуры и отношения сварочного цеха.
«ПОЧЕМУ ИЗМЕНИТЬ СПОСОБ, КОТОРЫЙ МЫ ВСЕГДА ДЕЛАЛИ ЭТО, И ДАТЬ МНЕ МИНУТУ НА ИГРАТЬ С УПРАВЛЕНИЕМ» МОЖНО БЫТЬ ЗАПИСАНО НА МУЗЫКУ И БЫТЬ ИЗГОТОВЛЕНО В МИРОВОЙ МАГАЗИН СВАРКИ.
Возможно, это отражение недостатка опыта в области управления сварочным процессом и апатии к владению процессом фронт-офиса в сварочных цехах, которые производят сварные швы стандартного качества, что через двенадцать лет после того, как я представил TIP TIG в Северной Америке, это несколько цехов по сварке с соблюдением правил знают о впечатляющем качестве сварных швов и деталей, а также о рентабельности, получаемой благодаря простому в использовании процессу сварки TIP TIG.
Когда вы думаете об аэрокосмической отрасли, можно надеяться, что когда дело доходит до дуговой сварки сплавов, к сварным деталям будет применяться по крайней мере высокотехнологичный подход.
Упомяните SpaceX, и большинство людей думают об Илоне Маске, а также могут думать о других его высоких технологиях. компания под названием Tesla. Однако, когда я вспоминаю Илона Маска, я думаю об одном инженере, который вместе с задействованными инженерами не мог контролировать простые роботизированные сварные швы стали и алюминия на заводах Tesla, и я также думаю о сварных швах из нержавеющей стали в SpaceX и многих других. годы и миллионы долларов потрачены впустую, когда Илон и его сварщики боролись за получение качественных сварных швов из нержавеющей стали на своих ракетах.
В 2020 году Илон или один из его инженеров наконец-то выяснили, что для получения результатов испытаний разрушающих сварных швов из нержавеющей стали, которые он требовал для удовлетворения НАСА, он будет использовать для своих дуговой сварки процесс TIP TIG, процесс, который по иронии судьбы Я познакомил инженеров SpaceX еще в 2009 году.
Я показал на https://tiptigwelding.com, что в отличие от любого другого процесса дуговой сварки, полуавтоматический или автоматизированный процесс сварки TIP TIG всегда обеспечивает превосходное качество сварки. чем любой другой доступный процесс ручной дуговой сварки, включая GTA и Hot Wire GTA.
TIP TIG — это процесс, который должен позволить исключить переделку сварных швов. TIP TIP TIG, обеспечивая при этом самую высокую энергию сварки в инертной атмосфере уникален тем, что обеспечивает наименьшее тепловложение для сварных деталей, которое обеспечивает для любых металлов наилучшие механические и коррозионные свойства, высочайшую чувствительность растрескивание с минимально возможным искажением.
TIP TIG — это также процесс сварки, который снижает все навыки сварщика корневого / заполняющего прохода, устраняет очистку сварного шва, а также исключает проблемы с разбрызгиванием сварочного шва или сварочным дымом.
Преимущества процесса TIP TIG для сварки качественных сталей и сплавов CODE необычайны, и столь же необычным является медленная реакция мировой сварочной отрасли на значительные преимущества в отношении качества / стоимости, которые могут быть достигнуты.
Этот веб-сайт посвящен выявлению и решению проблемы медленной эволюции сварочного цеха, а также общего отсутствия контроля за процессом сварки и передового опыта в области сварки, который преобладает во всех мировых отраслях промышленности, которые используют общие процессы дуговой сварки, такие как Pulsed MIG, GTAW и газозащитный порошковый флюс.
2020. Эволюция процессов сварки GTAW, которым уже 75 лет, в полуавтоматический или автоматизированный процесс TIP TIG, которому уже 12 лет, обеспечивает то, что на протяжении десятилетий было недостижимо, — возможность стабильно производить «рентабельные все позиции» , используйте качественные сварные швы, которые не требуют доработки.
TIP TIG самый простой в использовании процесс позиционирования. Без дыма, без брызг и очистки сварных швов. Один процесс, две настройки сварки от корня до заливки на металле любого типа и толщины.Почему какой-либо сварочный цех должен рассматривать низкокачественные процессы сварки GTAW — импульсной MIG и порошковой сваркой в среде защитного газа для своих сварных швов нормального качества? Самый информативный в мире веб-сайт по TIP TIG без BS, посетите https://tiptigwelding.com
_________________________
Чтобы увидеть следующие преимущества сварки TIP TIG для кода, требуется всего 30 минут демонстрации сварочного цеха. качественные сварные швы.
- TIP TIG позволяет наплавку на 200–400% больше, чем TIG.
- TIP TIG для всех позиционных сварных швов проще в использовании, чем TIG на постоянном токе, импульсная MIG и порошковая сварка, при этом всегда обеспечивается превосходное качество сварки.
- TIP TIG с увеличенной скоростью сварки и полярностью постоянного тока всегда обеспечивает превосходные механические / коррозионные свойства, чем любой другой процесс дуговой сварки.
- TIP TIG всегда обеспечивает минимально возможное количество сварочного дыма.
- TIP TIG без брызг и очистки сварного шва.
- TIP TIG всегда наименьшая деформация сварного шва и наименьшее напряжение сварного шва / детали.
- TIP TIG наивысшая способность сварки без проблем с пористостью.
- Используйте TIP TIG для больших или малых приложений, один процесс для заполнения, один процесс, позволяющий сваривать все металлы, от самых тонких до самых толстых деталей.
- TIP TIG полуавтоматический или полностью автоматизированный.
- TIP TIG, один газ, одна сварочная проволока, не более трех простых настроек сварки и одной процедуры сварки.
____________________
ЕГО НЕУДАЧНО В Северной Америке, что отрасли промышленности и исследовательские центры, которые должны лидировать в сварке, слишком часто остаются в двадцатом веке.
На этом сайте есть обширные свидетельства общего отсутствия права собственности на сварочный процесс и медленное развитие процесса сварки, которое преобладает, особенно в отраслях, которые должны лидировать, таких как аэрокосмическая, оборонная, медицинская, нефтяная, и электроэнергетика.
Получение верфи военно-морского флота, которая обычно будет тратить ежегодно сотни миллионов на сверхбюджетную переделку сварных швов или низкую производительность сварки, чтобы изменить свой печальный инженерный / управленческий подход к качеству и производительности дуговой сварки, было бы редким событием, когда наиболее распространены жалобы на еженедельных сварочных встречах будет «зачем менять то, как мы всегда это делали». На той же верфи большинство высококвалифицированных сварщиков будут делать то же самое, что и большинство сварщиков на протяжении более 60 лет, «играть» с элементами управления сваркой.Это простые элементы управления оборудованием MIG, которые мало изменились за десятилетия. Конечным результатом всегда будет плохое качество и производительность сварки.
Я всегда буду удивляться, почему после того, как я представил TIP TIG инженерам SpaceX на семинаре и практическом семинаре, который я проводил на военно-морской верфи Филадельфии в период с 2008 по 2009 год, их инженеры и менеджеры потребовали прибл. десять лет, чтобы понять ценность этого важного процесса дуговой сварки. Конечно, я знаю ответ, но вежливо предоставлю его здесь.И даже при широком использовании TIP TIG сейчас, в 2020 году, я считаю, что Маск и его инженеры SpaceX все еще не осведомлены о полностью ручных и автоматических возможностях сварки и возможностях этого важного процесса. В описании должностных обязанностей инженеров-сварщиков на предприятии SpaceX в Техасе в 2020 году примечательно, что этот процесс не был включен в должностные инструкции инженеров-сварщиков.
Все инженеры-механики и инженеры по сварке несут ответственность за то, чтобы они постоянно развивались в соответствии с процессами сварки, которые обеспечат превосходное качество сварки при более низких затратах на сварку.
ИНЖЕНЕРНАЯ СВАРКА В США ПОЗВОЛИЛА КИТАЙСКОЙ НЕФТЯНОЙ ПРОМЫШЛЕННОСТИ ДОСТИГНУТЬ КАЧЕСТВО / ПРОИЗВОДИТЕЛЬНОСТЬ Сварки, что просто невозможно в большинстве сварочных цехов, обслуживающих нефтяную промышленность N.
На том же семинаре 2008–2009 годов, на котором я представил TIP TIG инженерам SpaceX, также присутствовали пять инженеров из CNOOCA, одной из крупнейших подводных нефтяных компаний Китая. Вместо десяти лет, когда эта компания внедрила процесс TIP TIG, им потребовалась неделя, чтобы я и мой партнер Том сварили, сварили и сварили с помощью процесса TIP TIG.Затем этой компании потребовался месяц, чтобы превратить TIP TIG в свою первоклассную ручную и автоматизированную сварку, которая будет использоваться для большинства сварных швов, соответствующих их нормативным требованиям, в их подразделениях по производству подводных, нефтегазовых и СПГ.
Отсутствие «собственности» на сварочный процесс со стороны менеджеров и инженеров привело к тому, что большинство высокотехнологичных компаний, столкнувшихся с проблемами сварки 21-го века, продолжают использовать сварочные процессы 20-го века наряду с устаревшими спецификациями сварных швов, процедуры и практики.В глобальном высококонкурентном мире металлообработки, если компании не ищут и не сопротивляются прогрессивным изменениям в процессе сварки, которые могут улучшить качество, производительность и стоимость сварки, они могут с таким же успехом закрыть двери своих сварочных цехов и выпить чашечку кофе. магазин. Для тех, кто хочет получить наиболее полную информацию о TIP TIG, посетите мой другой веб-сайт https://tiptigwelding.com
_____________________
Реальность сварки в 2020 году для тех отраслей, в которых традиционная импульсная сварка MIG, GTAW и Сварка порошковой проволокой в среде защитного газа очень важна
- Ежедневное качество сварки и производимая продукция часто мало меняются за шесть десятилетий.
- Отклонение сварного шва и ожидается доработка шва.
- Сварочные брызги и очистка сварных швов являются нормой.
- В работе, требующей различных процедур, оборудования, расходных материалов, методов и навыков, будет часто использоваться более одного процесса сварки.
- В отделениях сварочного цеха обычно мало свидетельств того, что право собственности на процесс сварки необходимо для последовательной оптимизации процесса.
- В сварочных цехах вы часто найдете мало свидетельств «контроля процесса дуговой сварки и передового опыта в области сварки».
- Обычно можно найти опытных сварщиков, которые «поиграют» со своим руководством . автоматическое или роботизированное управление сваркой MIG и порошковой сваркой.
- В любой компании, в которой есть сварочный отдел, всегда трудно найти кого-то в своем фронт-офисе, который понимает требования к контролю процесса, необходимые для владения процессом сварки.Также почти невозможно найти человека, который менее чем за пять минут мог бы сказать вам стоимость одного фута одного из своих обычных угловых швов 1/14 MIG.
________________
Отсутствие права собственности на сварочный процесс в глобальном офисе — распространенное недостающее звено
Как только персонал фронт-офиса осознает, что требуется для владения процессом сварки и оптимизации процесса, лицам, принимающим решения по сварке, легко найти ресурсы, которые они требуется для этого на этом сайте.Меня зовут Эмили Крэйг раньше была Эд, но плазменный резак решил эту проблему. От помощи аэрокосмическим и оборонным компаниям до судостроительных верфей, атомных или автомобильных заводов в течение более 40 с лишним лет меня просили и до сих пор просят более 1000 сварочных цехов в 13 странах решить их ручную и роботизированную MIG-GTAW-Flux Порошковая сварка — проблемы с качеством и производительностью сварки горячей проволокой TIG, SAW и плазменной сваркой.
Я представил этот сайт weldreality.com примерно в 1998 году, и этот сайт позволяет мне выразить свое разочарование, которое я обнаружил в большинстве своих глобальных опытов в области сварки.Сайт также позволяет мне обсуждать мою любимую тему, общие проблемы сварочного цеха, и, что более важно, предоставлять тем, на кого не влияют продавцы, практические и экономичные решения по сварке.
ОДИН САМЫЙ АСПЕКТ ГЛОБАЛЬНОЙ МИРОВОЙ СВАРНОЙ ПРОМЫШЛЕННОСТИ. ЭТО ЗАДАВАЕТСЯ НА ВЫЯВЛЕНИИ ДЕФЕКТОВ СВАРКИ, А НЕ НА ПРЕДОСТАВЛЕНИИ СОТРУДНИКОВ ЭКСПЕРТИЗЫ КОНТРОЛЯ ПРОЦЕССОВ, НЕОБХОДИМОЙ ДЛЯ «ПРЕДОТВРАЩЕНИЯ ДЕФЕКТОВ СВАРКИ».
На протяжении десятилетий в различных отраслях промышленности, таких как судостроительные верфи и автомобильные заводы, многие специалисты по сварке считают нормой ежегодно тратить тысячи или миллионы долларов на доработку сварных швов, бракованные швы, а также платить цену за низкую производительность сварки? Моя реальность в области сварки заключалась в том, что большинство менеджеров и контролеров уделяют больше внимания квалификации своего персонала по контролю сварных швов, чем опыту процесса сварки, чем могут предотвратить проблемы со сваркой.Какая польза от квалифицированного инспектора сварного шва AWS, если он не знает средств управления процессом сварки и передовых методов сварки, которые необходимы для оптимизации сварки.
В конце концов, когда менеджеры или инженеры поймут, что их дорогостоящий отдел контроля качества и сварочный персонал не предоставляют эффективных решений для ежедневных ручных или роботизированных сварочных процессов, менеджер может обратиться к более дорогостоящим решениям, например, к использованию большего количества сварщиков. , Покупка большего количества роботов, добавление ручных сварочных аппаратов к роботизированным ячейкам или, как обычно, с N.Американская автомобильная промышленность передает сварные детали на аутсорсинг в южные штаты, где зарплаты ниже, или, что еще лучше, в Мексику, где зарплаты еще меньше. Или, возможно, вместо этого они могут пригласить местного торгового представителя по сварке, чтобы рассказать о новейшем оборудовании для импульсной сварки своих дистрибьюторов с завышенной ценой, которое во многих случаях будет загружено бесполезными электронными приборами. А если покупка нового сварочного оборудования не сработает, руководство может рассмотреть другой вариант, например, покупку еще одной бесполезной трехкомпонентной газовой смеси или дорогой сварочной проволоки с металлическим сердечником.Печальная реальность сварных швов для лиц, принимающих решения по сварке во всем мире, которым трудно постоянно добиваться полного ручного или роботизированного качества сварки и потенциала производительности с помощью наиболее широко используемых в мире процессов дуговой сварки MIG, Flux Cored и GTAW, так как в течение десятилетий ежедневно производились посредственные сварные швы.