Таблица отверстий для нарезания резьб
Дата введения 1974-01-01
ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета стандартов Совета Министров СССР от 6 декабря 1973 г. N 2662
Ограничение срока действия снято Постановлением Госстандарта от 04.08.83 N 3618
ВЗАМЕН МН 5384-64; МН 5385-64
1. Настоящий стандарт устанавливает диаметры отверстий, обеспечивающих нарезание метрической резьбы ГОСТ 9150-81, ГОСТ 24705-81 с допусками по ГОСТ 16093-81, в сером чугуне по ГОСТ 1412-85, в сталях по ГОСТ 380-94, ГОСТ 1050-88, ГОСТ 4543-71, ГОСТ 5632-72 (кроме сплавов на никелевой основе), ГОСТ 20072-74, в алюминиевых литейных сплавах по ГОСТ 1583-93, в меди по ГОСТ 859-78.
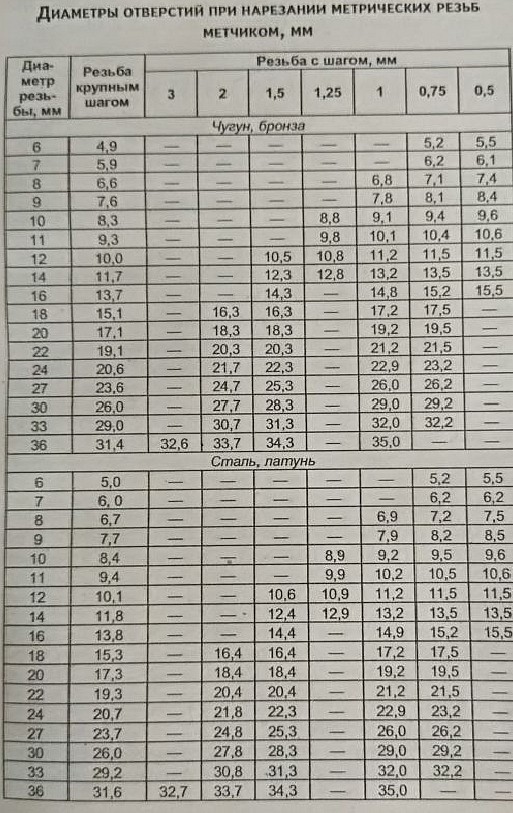
2. Размеры и предельные отклонения диаметров отверстий для резьб с крупным шагом должны соответствовать указанным в табл.1, для резьб с мелким шагом — указанным в табл.2.
Номинальный диаметр резьбы
Диаметр отверстия под резьбу с полем допуска
4Н5Н; 5Н; 5Н6Н; 6Н; 7Н
Номинальный диаметр резьбы
Диаметр отверстия под резьбу с полем допуска
4Н5Н; 5Н; 5Н6Н; 6Н; 7Н
Справочная таблица диаметров отверстий под резьбу для нарезания резьбы метчиками Часть 1 Метрическая резьба ISO по DIN 13 Метрическая мелк
Справочная таблица диаметров отверстий под резьбу для нарезания резьбы метчиками Часть 1 Метрическая резьба ISO по DIN 13 Метрическая мелк
Справочная таблица диаметров отверстий под резьбу для нарезания резьбы метчиками Часть 1 Метрическая резьба ISO по DIN 13 Метрическая мелкая резьба ISO по DIN 13 M Внутренний диаметр резьбы гайки Доп.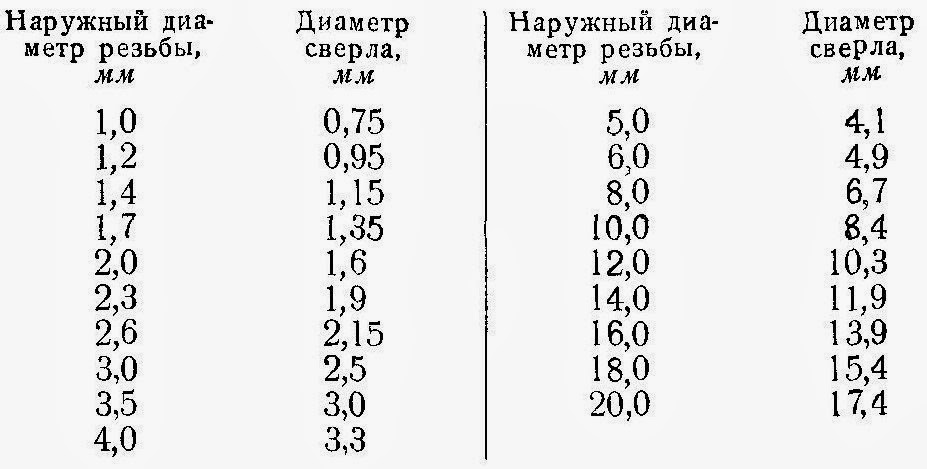
Нарезание резьбы. | МеханикИнфо
Нарезание резьбы. Таблица отверстий для нарезания резьбы. Формула нарезания резьбы. Образование винтовой линии. 4.60/5 (92.00%) проголосовало 5
4.60/5 (92.00%) проголосовало 5
Соединение деталей болтами, винтами и шпильками широко применяется в котельном производстве в местах, где возможно потребуется разъем деталей конструкции. Такие соединения называют разъемными.
Болты, винты и шпильки представляют собой цилиндрические стержни, на поверхности которых имеется винтовая наружная резьба. На конец болта, винта и шпильки навертывается гайка, внутри которой также нарезана винтовая внутренняя резьба.
Операция нарезки может выполняться вручную и механическим способом на станках специальным резьбонарезным инструментом.
Резьбовые детали всегда парные изделия: гайка и болт. Поэтому резьбовой инструмент разделяется на инструмент для нарезания внутренней резьбы — метчики и для наружной резьбы — плашки.
Резьба представляет собой канавку и рядом с ней выступ на поверхности цилиндра или отверстия, идущих по спирали, называемой винтовой линией. Угол, под которым поднимается эта линия, называют углом подъема винтовой линии.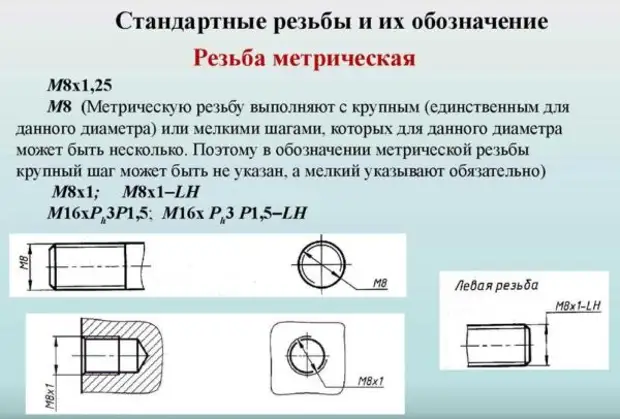
Образование винтовой линии можно представить в следующем виде. Возьмем цилиндр и прямоугольный треугольник (рис. 1), сторона которого равна длине окружности цилиндра. Если треугольник обернуть вокруг цилиндра, совмещая большой катет с плоскостью основания цилиндра, то гипотенуза образует на цилиндре винтовую линию. Другая сторона треугольника (катет) составит шаг винтовой линии, а длина гипотенузы — длину витка винтовой линии.
Рис. 1. Образование винтовой линии.
Основные элементы резьбы.Если винтовая линия идет слева направо, то она образует правую нарезку, а если справа налево — левую нарезку. Винтовая нарезка может быть одноходовой, двухходовой и многоходовой. Нарезку различают по профилю и по величине.
Ранее резьба применялась только дюймового исчисления, в настоящее время она сохранилась лишь у болтовых изделий и для нарезки труб (газовая). Для остальных изделий применяется резьба с метрическим исчислением. В производстве наиболее чаете встречаются по форме трехгранные, трапецоидальные и прямоугольные или ленточные резьбы.
Для остальных изделий применяется резьба с метрическим исчислением. В производстве наиболее чаете встречаются по форме трехгранные, трапецоидальные и прямоугольные или ленточные резьбы.
Резьба имеет следующие элементы (рис. 2): шаг, угол профиля, внутренний, наружный и средний диаметр, а также различают глубину впадины и высоту выступа. Углом профиля резьбы называется угол между сторонами треугольника.
Рис. 2. Элементы резьбы.
a — наружный диаметр; b — средний диаметр; с — внутренний диаметр; d —вершина резьбы; е — впадина резьбы; t — шаг резь бы; α — угол резьбы.
Дюймовая резьба имеет угол профиля равный 55° и характеризуется не шагом резьбы, а числом витков (ниток), приходящихся на 1 дюйм, а также наружным диаметром резьбы, измеряемым в дюймах. Метрическая резьба имеет угол профиля 60° и характеризуется тем, что она измеряется по шагу резьбы и по наружному диаметру винта в миллиметрах.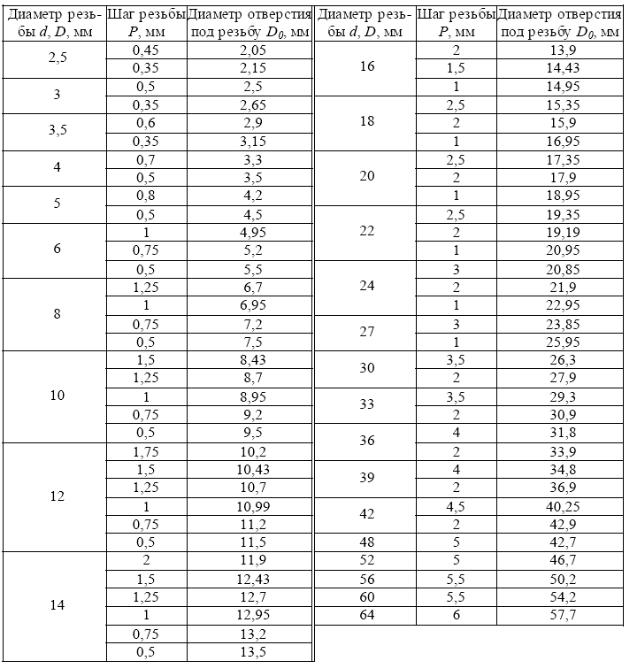
Для одноходового винта шаг равен расстоянию между двумя соседними вершинами профиля нарезки, для двухходового — двум расстояниям, для трехходового — трем и т. д.
Самая правильная, точная, разнообразная по числу витков (ниток) и наружным диаметрам резьба выполняется на токарно-винторезных станках резьбовыми резцами.
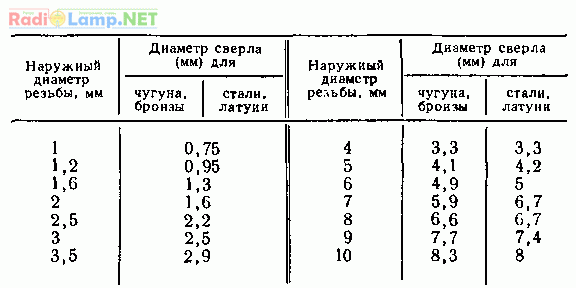
Формула нарезания резьбы. Как рассчитать диаметр сверла под резьбу?!Для нарезания резьбы необходимо правильно подобрать диаметр сверла. При большем диаметре просверленного отверстия не будет полной по глубине резьбы, а если отверстие будет меньше, чем положено, то вероятность поломать метчик и сорвать резьбу увеличивается. Диаметр сверла под резьбу можно выбрать по таблице либо рассчитать по формулам:
Для мягких металлов: d = D — 0,09 S или d= D — 1,5 t.
Для твердого хрупкого металла (сталь): d = D — 1,8 t.
Для вязкого металла (медь, алюминий и т. д.):
d = D — 1,2 t
где d —диаметр отверстия (сверла) под резьбу в мм;
D — диаметр наружной резьбы в мм;
S — шаг резьбы в мм;
t — глубина нарезки в мм.
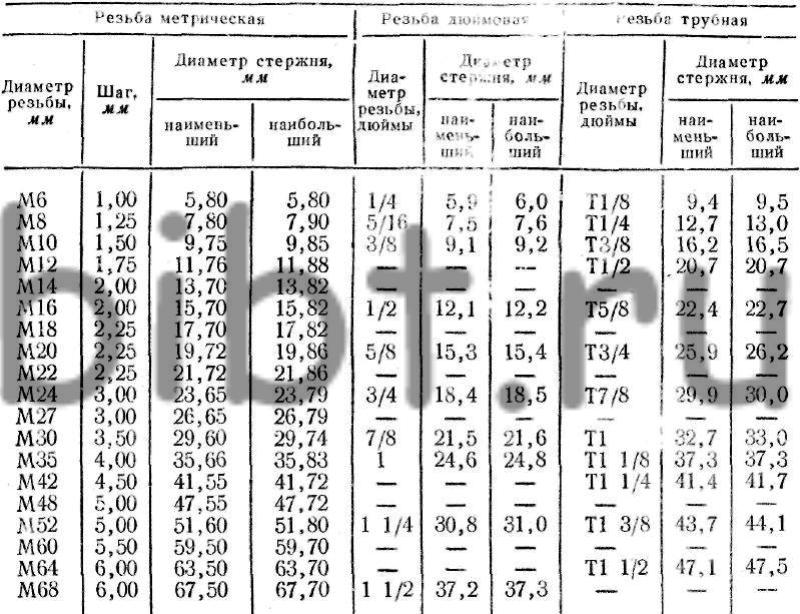
При нарезке резьбы метчиком отверстие должно быть несколько больше внутреннего диаметра нарезки. Выбор сверла в зависимости от металла, в котором нарезается резьба, и вида резьбы приводится в табл. 1.
Отверстия под нарезание резьб.Таблица 1. Подбор сверла под резьбу таблица. Сталь, латунь.
| Сталь и латунь | Нарезка трубная | ||||
| Нарезка метрическая | Нарезка дюймовая | диаметр резьбы в дюймах | диаметр сверла в мм | ||
| диаметр в мм | диаметр резьбы в дюймах | диаметр сверла в мм | |||
| резьбы | сверла | ||||
| 5 | 4,2 | 1/4 | 5 | 1/4 | 11,7 |
| 6 | 5 | 5/16 | 6,5 | 1/2 | 18,6 |
| 8 | 6,7 | 3/8 | 8,0 | 3/4 | 24,3 |
| 10 | 8,4 | 7/16 | 9,2 | 1 | 30,5 |
| 12 | 10,1 | 1/2 | 10,5 | 1 1/4 | 39,2 |
| 14 | 11,8 | 5/8 | 13,5 | 1 1/2 | 45,1 |
| 16 | 13,8 | 3/4 | 16,5 | ||
| 20 | 17,3 | 7/8 | 19,5 | ||
| 22 | 19,3 | 1 | 22,3 | ||
| 24 | 20,7 | 1 1/4 | 28 | ||
| 27 | 23,7 | 1 1/2 | 33,7 | ||
| 30 | 26,1 | 1 3/4 | 39,2 | ||
| 36 | 31,6 | 2 | 44,8 | ||
| 42 | 37,0 | ||||
| 48 | 42,7 | ||||
Примечание: Для чугуна и бронзы при нарезке метрической резьбы размер сверла должен быть уменьшен на 0,1 мм; при нарезке дюймовой резьбы размер сверла должен быть в зависимости от величины размера меньше на 0,1—1,0 мм.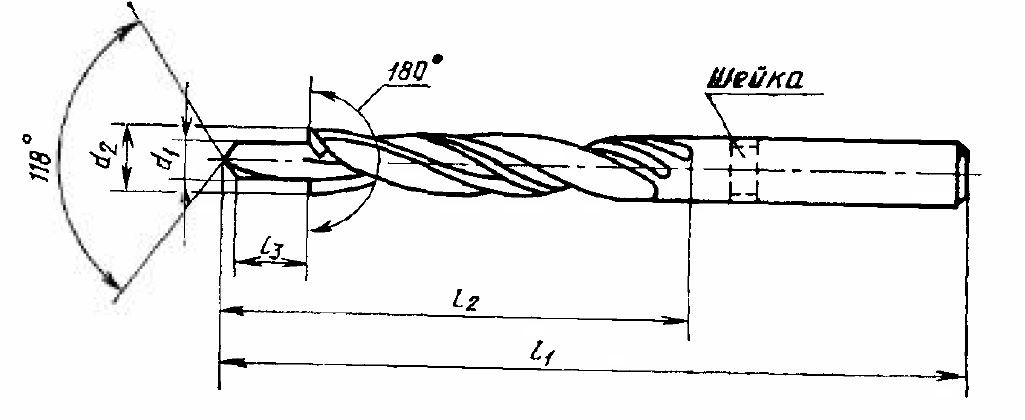
Таблицы отверстий под метрическую резьбу.
Понадобилась таблица отверстий под метрическую резьбу — вот она. И мне пригодится.
Чтобы определить требуемый диаметр отверстия для нарезания резьбы, таблица является наиболее удобным инструментом. Можно с этой целью произвести математические расчёты, но если таблица составлена по ГОСТ, потребность в лишних манипуляциях отсутствует.
Особенности нарезания
Таблица диаметров отверстия для нарезания резьбы
- Резьбовое отверстие служит для создания разъемных соединений. Но если с наружной нарезкой проблем не возникает, поскольку любой необходимый крепеж, изготовленный по ГОСТ, можно приобрести в магазинах, то внутренняя резьба требует более тщательного подхода;
- Для нарезания внутренней метрической резьбы размеров М4, М5, М6, М8, М10, М12 применяют ручные инструменты или специализированные станки;
- Для получения метрической внутренней резьбы требуется выполнить соответствующее отверстие под будущую резьбу в заготовке;
- Выполняемые отверстия под метрическую нарезку должны соответствовать диаметру инструмента, который служит для нарезки;
- Каждое выполняемое отверстие предусматривает необходимость использовать инструмент определенного размера;
- Для этих целей мастер обязан грамотно подобрать диаметр сверла под нарезку резьбы;
- Нарезание крупных отверстий большого диаметра используются специализированные станки.
 В них сверла отличаются конусным типом хвостовика;
В них сверла отличаются конусным типом хвостовика; - Обычные сверла оснащаются хвостовиком цилиндрической формы;
- Размер конуса непосредственно зависит от размера сверла. Чем больше диаметр сверла, тем больше его конус;
- При необходимости выполнить нарезание внутренней резьбы типа М4, М5, М6, М8, М10, М12, диаметр требуемого отверстия выбирается на основе диаметра резьбы и шага резьбы;
- Чтобы определить, какой размер должен иметь диаметр, требует определиться с размерами отверстий. Для упрощения данной задачи используется специальная таблица, составленная по ГОСТ. Это означает, что таблица предусматривает выполнение стандартизированных операций. За счет этого удается получить однотипную продукцию, которая подходит для различного рода резьбовых соединений.
 В них сверла отличаются конусным типом хвостовика;
В них сверла отличаются конусным типом хвостовика;Ориентируясь по таблице и следуя строго ее параметрам, вы сможете выполнить своими руками внутреннюю нарезку нужного диаметра, и метизы, болты приобрести в специализированном магазине. При этом соединение окажется идеально подобранным.
Виды нарезки
Фото таблицы диаметров отверстия для нарезания резьбы
Резьба внешне напоминает винтовые канавки с постоянным сечением. При этом резьба делится на два типа:
Резьбовое соединение имеет широкую сферу применения. Проблематично отыскать места, где ее не используют. За счет резьбы деталям придается вращение, поступательное движение, крепление. Практически все механизмы, машины и узлы обязательно включают в себя резьбовое соединение.
При этом нарезку делят на две большие группы:
- Однозаходная нарезка;
- Многозаходное резьбовое соединение.
В зависимости от направления движения винтов по резьбе, ее делят на:
Если брать во внимание стандартизированные по ГОСТ системы размеров, нарезку можно разделить еще на три вида.
- Трубная. Ее отличительная особенность — это изначальный диаметр, который ориентируется на размер трубного отверстия. В этой ситуации осуществляется только наружная нарезка.
- Метрическая. Она характеризуется профилем, выполненным в виде треугольника. Угол профиля может составлять 60 градусов. Размеры определяются в миллиметрах. Если шаг большой, маркировка включает цифры и буквенные значения. Цифра — это величина наружного диаметра. Если метрическая резьба имеет нестандартный небольшой шаг, тогда к буквенному обозначению типа М4, М5, М6, М8, М12 добавляют число, которое указывает на шаг. В этой ситуации маркировка представлена как М6х0,6.
- Дюймовая. У дюймовых видов резьбы отличительной особенностью выступает величина угла профиля. Для дюймовых типов она обычно составляет до 55 градусов. Величина отверстия обозначается в дюймах, а от количества нитей зависит шаг.
 Она характеризуется профилем, выполненным в виде треугольника. Угол профиля может составлять 60 градусов. Размеры определяются в миллиметрах. Если шаг большой, маркировка включает цифры и буквенные значения. Цифра — это величина наружного диаметра. Если метрическая резьба имеет нестандартный небольшой шаг, тогда к буквенному обозначению типа М4, М5, М6, М8, М12 добавляют число, которое указывает на шаг. В этой ситуации маркировка представлена как М6х0,6.
Она характеризуется профилем, выполненным в виде треугольника. Угол профиля может составлять 60 градусов. Размеры определяются в миллиметрах. Если шаг большой, маркировка включает цифры и буквенные значения. Цифра — это величина наружного диаметра. Если метрическая резьба имеет нестандартный небольшой шаг, тогда к буквенному обозначению типа М4, М5, М6, М8, М12 добавляют число, которое указывает на шаг. В этой ситуации маркировка представлена как М6х0,6.Метчики
- Метчик — это основной инструмент, предназначенный для нарезания резьбы. При этом метчики могут быть ручными или станочными. По данной характеристике определяют, применяется ли метчик на ручном инструменте или используется как рабочий инструмент специализированного станка;
- Метчики ручного типа выпускают комплектами;
- Обычно комплект включает три метчика;
- Первые два метчика из набора выполняют предварительные мероприятия, а последний доводит резьбу до требуемого чистового состояния;
- С помощью метчика-доводчика удается получить оптимальную по размеру и форме нарезку;
- Каждый метчик имеет свой номер, указанный на хвостовике;
- В некоторых случаях метчиков в комплекте только два, где первый — предварительный, а второй — чистовой;
- Метчики изготавливаются на основе высоколегированной стали, что позволяет им работать с твердыми сортами металла;
- Чтобы выполнить наружную резьбу, используется специальная плашка;
- Плашка бывает круглой или призматической.

Внутренняя нарезка
- Чтобы оснастить заготовку отверстием под резьбу внутреннего типа, первый делом следует грамотно подобрать размер сверла для М4 или другого размера резьбы согласно ГОСТ.
- Выбрав сверло, мастер приступает к выполнению отверстий под резьбу.
- Чтобы перейти к использованию специального метчика для нарезки М4, сначала выполненное отверстие обрабатывается инструментом — зенкером. Это позволяет добиться нужной чистоты отверстия.
- В процессе нарезки канавок в металлической заготовке материал немного выдавливается. Из-за этого важно правильно подобрать размер сверла. Сверло используется несколько больше, чем внутренний резьбовой диаметр используемого инструмента.
- При работе с металлом повышенной твердости существенно изменить величину отверстия при формировании канавок не удастся из-за характеристик материала.
- Если выполняется обработка металла средней или небольшой твердости, размеры сделанного отверстия сильно меняются. При совпадении величины отверстия с внутренним резьбовым диаметром начнется активное выдавливание в процессе обработки. Излишки будут негативно воздействовать на метчик. Инструмент начнет перегреваться, стружка прилипнет к внутренним поверхностям. В результате вы получите резьбу с неправильными канавками, плюс сильно рискуете сломать свой метчик.
- Для определения диаметра подходящего сверла используется специализированная таблица. В ней четко указаны все основные параметры, что позволяет новичку быстро разобраться во всех нюансах.
 При совпадении величины отверстия с внутренним резьбовым диаметром начнется активное выдавливание в процессе обработки. Излишки будут негативно воздействовать на метчик. Инструмент начнет перегреваться, стружка прилипнет к внутренним поверхностям. В результате вы получите резьбу с неправильными канавками, плюс сильно рискуете сломать свой метчик.
При совпадении величины отверстия с внутренним резьбовым диаметром начнется активное выдавливание в процессе обработки. Излишки будут негативно воздействовать на метчик. Инструмент начнет перегреваться, стружка прилипнет к внутренним поверхностям. В результате вы получите резьбу с неправильными канавками, плюс сильно рискуете сломать свой метчик.Таблица
Таблица состоит из нескольких основных столбиков.
- В первом указываются размеры метрической резьбы. Она бывает от М2 до максимального значения М48;
- Второй столбец — это место, где указывается крупный шаг. Он используется для каждого размера метрической резьбы. Причем в зависимости от диаметра, шаг отличается, постепенно увеличиваясь по мере роста диаметра резьбы. Когда вы нарезаете канавки, ориентируйтесь именно на эти параметры;
- Третий столбец указывает на диаметр сверла (отверстия) под выполняемую метрическую нарезку с крупным шагом.
 Когда вы нарезаете канавки, ориентируйтесь именно на эти параметры;
Когда вы нарезаете канавки, ориентируйтесь именно на эти параметры;Иногда может требоваться использовать мелкий шаг, что случается достаточно редко. Но и на этот случай в таблице предусмотрен отдельный столбец, на показатели которого следует ориентироваться в подобных ситуациях.
В данной статье будут приведены, основные таблицы отверстий и сверл под резьбы, рассмотрены основные виды метчиков, технология нарезания резьб ручным инструментом, виды СОЖ и причины возникновения брака.
Основные виды и различия метчиковПо назначению:
- Слесарные – используются в ручном инструменте.
- Гаечные – позволяют массово, быстро и удобно изготавливать гайки.
- Машинные или машинно-ручные – имеют повышенную износостойкость, могут использоваться как в ручном инструменте, так и в станках.
- Метчики трубные – для накатывания резьбы в трубах, резьба в дюймовой системе, позволяют создавать резьбы от 1/8 до 2 дюймов.

Виды метчиков для разных отверстий:
С подточкой – лучше всего подходит для отверстий сквозного типа, срезанный металл идет перед метчиком и стружечный канал остаётся чистым.
С канавками винтового типа – используется для глухих отверстий, срезанный металл за счет инерции и СОЖ поступает наружу, благодаря чему снижается нагрузка на инструмент.
С канавками прямого типа – представляет собой универсальный вариант, оптимально походит для материалов, у которых короткая и легко обламывающаяся стружка.
По типу обрабатываемого материала:
- Легированные, нерж., низколегированные, легкообрабатываемые стали – угол 8-10 градусов, прочность до 900 Н/мм 2 .
- Конструкционные, углеродистые, легированные и улучшаемые стали, сплавы алюминия, которые дают короткую стружку (невязкие) – угол 12-15 градусов, прочность до 500 Н/мм 2 .
- Нерж. труднообраб. стали – передний угол 6-8 градусов, прочность до 500 Н/мм 2 .
- Бронза, латунь, дающие короткую стружку, твёрдые пластмассы, чугун (строго HSS) – угол 0-3 градуса.
- Сплавы алюминия, которые дают длинную стружку, магниевые, цинковые сплавы, медь – угол 15-20 градусов.
 труднообраб. стали – передний угол 6-8 градусов, прочность до 500 Н/мм 2 .
труднообраб. стали – передний угол 6-8 градусов, прочность до 500 Н/мм 2 .Правила нарезания резьбы метчиком
Процесс начинается со сверления отверстия под резьбу, для определения диаметра сверла, которое необходимо взять, следует руководствоваться:
Таблицей диаметров сверл для нарезания метрической резьбы
Таблица отверстий под дюймовые резьбы
Также большой популярностью пользуется упрощенная таблица диаметров под метрическую резьбу
| Обозначение резьбы | Диаметр отверстия, мм | Обозначение резьбы | Диаметр отверстия, мм |
| М 1 | 075 | М 10 | 8. 5 5 |
| М 1.1 | 0.85 | М 11 | 9.5 |
| М 1.2 | 0.95 | М 12 | 10.2 |
| М 1.4 | 1.1 | М 14 | 12.0 |
| М 1.6 | 1.25 | М 16 | 14.0 |
| М 1.8 | 1.45 | М 18 | 15.4 |
| М2 | 1.6 | М 20 | 17.4 |
| М 2.2 | 1.75 | М 22 | 19.4 |
| М 2.5 | 2.05 | М 24 | 20.9 |
| М3 | 2.5 | М 27 | 23.9 |
| М 3.5 | 2.9 | МЗО | 26.4 |
| М 4 | 3.3 | МЗЗ | 29.4 |
| М 4.5 | 3.8 | М36 | 31.9 |
| М 5 | 4.2 | М 39 | 34.9 |
| Мб | 5.0 | М 42 | 37.4 |
| М 7 | 6.0 | М 45 | 40.4 |
| М 8 | 6.7 | М 48 | 42. 8 8 |
| М 9 | 7.7 | М 52 | 46.8 |
Отверстие, с которым будем работать, должно быть чистым от стружки, следует учитывать, что при нарезании металл будет частично выдавливаться, из-за этого диаметр сверла подбирают немного большим, чем внутр. диам. резьбы. А при работе с металлами, имеющими повышенную вязкость, перед сверлением отверстия необходимо внести коррективы учитывающие явление подъёма витка.
| Материал | Величина подъема витка резьбы для шага резьбы, мм | ||||||||||||||||||||||
| 0,2 | 0,25 | 0,3 | 0,35 | 0,4 | 0,45 | 0,5 | 0,6 | 0,7 | 0,75 | 0,8 | 1 | 1,25 | 1,5 | 1,75 | 2 | 2,5 | 3 | 3,5 | 4 | 4,5 | 5 | ||
| Алюминиевые сплавы | 0,080 | 0,016 | 0,020 | 0,024 | 0,028 | 0,032 | 0,036 | 0,040 | 0,048 | 0,056 | 0,060 | 0,064 | 0,080 | 0,100 | 0,120 | 0,140 | 0,160 | 0,200 | 0,240 | 0,280 | 0,320 | 0,360 | 0,400 |
| Магниевые сплавы | 0,115 | 0,023 | 0,029 | 0,034 | 0,040 | 0,046 | 0,052 | 0,057 | 0,069 | 0,080 | 0,086 | 0,092 | 0,115 | 0,144 | 0,172 | 0,201 | 0,230 | 0,288 | 0,345 | 0,402 | 0,460 | 0,518 | 0,575 |
| Латунь | 0,073 | 0,014 | 0,018 | 0,022 | 0,025 | 0,029 | 0,033 | 0,036 | 0,044 | 0,051 | 0,055 | 0,058 | 0,073 | 0,090 | 0,110 | 0,127 | 0,146 | 0,182 | 0,219 | 0,256 | 0,292 | 0,328 | 0,365 |
| Титановые сплавы | 0,130 | 0,026 | 0,032 | 0,039 | 0,045 | 0,052 | 0,058 | 0,065 | 0,078 | 0,091 | 0,097 | 0,104 | 0,130 | 0,162 | 0,195 | 0,227 | 0,260 | 0,325 | 0,390 | 0,455 | 0,520 | 0,585 | 0,650 |
| Жаропрочные стали и сплавы | 0,150 | 0,030 | 0,037 | 0,045 | 0,052 | 0,060 | 0,067 | 0,075 | 0,090 | 0,105 | 0,112 | 0,120 | 0,150 | 0,187 | 0,225 | 0,262 | 0,300 | 0,375 | 0,450 | 0,525 | 0,600 | 0,675 | 0,750 |
| Коррозионностойкие, жаростойкие стали на никелевой основе | 0,170 | 0,034 | 0,042 | 0,051 | 0,059 | 0,068 | 0,076 | 0,085 | 0,092 | 0,119 | 0,127 | 0,136 | 0,170 | 0,212 | 0,255 | 0,295 | 0,340 | 0,425 | 0,510 | 0,595 | 0,680 | 0,765 | 0,85 |
Процесс нарезания резьбы начинается с чернового метчика, он устанавливается в ручной инструмент (вороток, различные варианты метчикодержателей) или в станок.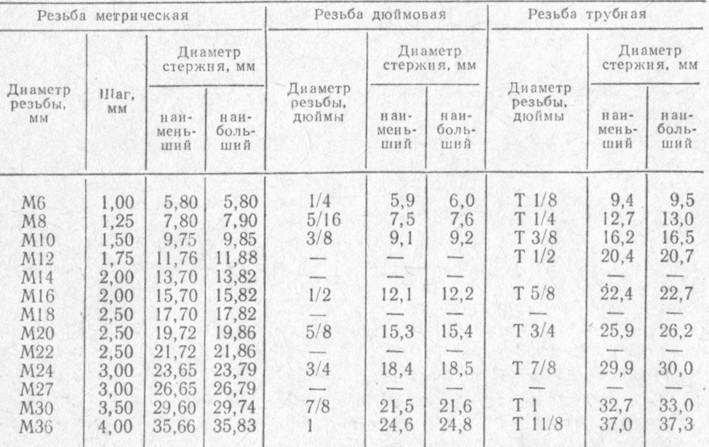
Важно проводить нарезание резьбы, полным набором метчиков соблюдая очередность двухкомплектные – черновой/чистовой, трехкомплектные – черновой/средний/чистовой. Недопустимо сразу проводить нарезание резьбы средним или чистовым метчиком, это оказывает существенную нагрузку на режущий инструмент и может стать причиной поломки метчика и плохого качества резьбы.
Работая с материалами, имеющими повышенную вязкость или мягкость, метчик нужно с некоторой периодичностью полностью выворачивать, для очистки режущих канавок от стружки.
Средний и чистовой метчики вставляются в черновую резьбу, после попадания в резьбу и легкого проворачивания, на них одевают вороток и доводят резьбу до чистового состояния.
Если вам необходимо работать не со сквозным отверстием, требуется, чтобы отверстие было несколько глубже, чем требуемая длина резьбы.
В процессе нужно постоянно проверять отсутствие перекоса угольником, проверка выполняется через два-три нарезанных витка.
Общее правило: на 2 оборота по ходу резьбы, необходимо сделать 1 в обратную сторону для сбрасывания стружки, это снижает нагрузку на резьборезный инструмент.
В процессе нарезания используют СОЖ.
Виды СОЖ используемых при нарезании резьбы
Использование СОЖ является важным моментом, который позволит:
- Улучшить отвод тепла;
- Значительно увеличить период эксплуатации метчика;
- Повысить качество резьбы;
- Повысить скорость работы;
- Снизить налипание стружки.
При правильном выборе СОЖ для вашей задачи вы сможете повысить стойкость инструмента до 4 раз и значительно продлить срок его эксплуатации. Подбор оптимальной эффективной СОЖ зависит от режима резания и рабочего металла.
СОЖ для разных металлов
| Металл | сож |
| Инструментальная и конструкционная сталь | Сурепное масло, сульфофрезол, компаундированное масло, эмульсия |
| Стальное литье, легированные стали | Сурепное масло, эмульсия |
| Чугунное литье | Сурепное масло, керосин, обработка без охлаждения |
| Латунь, бронза | Сурепное масло, обработка без охлаждения |
| Алюминий | Эмульсия, обработка без охлаждения |
Влияние СОЖ на стойкость инструмента
| Область применения | Обрабатываемый материал | СОЖ аналог | Коэффициент увеличения стойкости режущего инструмента |
| Масляная СОЖ ОСМ-3 | |||
| Нарезание внутренней резьбы | Конструкционная сталь | Сульфофрезол | 1,5 |
| Серый чугун | Керосин | 1Д | |
| Масляная СОЖ МР-1 | |||
| Нарезание резьбы при помощи плашки метчика на токарных автоматах | Конструкционная сталь | Сульфофрезол | От 1,2 до 1,4 |
| Коррозионно-стойкая сталь | Сульфофрезол, олеиновая кислота, ИС-20 | От 1,4 до 2 | |
| Титановые сплавы | Сульфофрезол | 1,3 | |
| Нарезание внутренней резьбы | Конструкционная сталь | 1,2 | |
| Коррозионно-стойкая сталь | 1,5-3 | ||
| Высокомарганцовистые стали | 1,3 | ||
| Масляная СОЖ ОСМ-5 | |||
| Нарезание внутренней резьбы | Чугун серый | 3% эмульсия ЭГТ и ЭТ-2 | 1,2 |
| Сплавы алюминия | 1,3 | ||
| Масляные СОЖ МР-6, ЛЗ-СОЖ 1Т, ЛЗ-СОЖ ПИО | |||
| Мелкие резьбы в глухих отверстиях | Конструкционная сталь | 3% эмульсия ЭГТ и ЭТ-2 | 1,9 |
Кустарные смеси, популярные при работе с малоуглеродистыми и легированными сталями высокой вязкости:
- 30% керосина, 70% льняного масла;
- 5% скипидара и 95% сульфофрезола;
- 5% сала, 10% скипдара, 15% керосина, 70% льняного масла;
- 5% жидкого мыла, 95% сульфофрезола;
- 2-3% серы, 97-98% сульфофрезола.

При работе со сталями высокой и средней прочности часто используют чистое льняное масло или свиной жир, с бронзовыми и чугунными изделиями допускается работать без СОЖ.
СОЖ на органической основе, имеет более высокие противозадирные характеристики, чем минеральные масла даже с соответствующим присадками. Большинство СОЖ рекомендуемых для резьбонарезки это смесь растительных и минеральных масел с добавлением серы.
Таблица сверл для метрической резьбы
В таблице указаны диаметры сверл и отверстий для нарезания метрической резьбы с крупным шагом.
| Обозначение резьбы | Шаг резьбы, мм | Диаметр сверла под резьбу, мм | Диаметр отверстия под резьбу с полем допуска, мм | ||||
|---|---|---|---|---|---|---|---|
| 4H5H; 5H; 5H6H; 6H; 7H | 6G; 7G | 4H5H; 5H | 5H6H; 6H; 6G | 7H; 7G | |||
| Номинальный | Предельные отклонения | ||||||
| М1 | 0. 25 25 | 0.75 | 0.75 | 0.77 | +0.04 | +0.06 | – |
| М1.1 | 0.25 | 0.85 | 0.85 | 0.87 | +0.04 | +0.06 | – |
| М1.2 | 0.25 | 0.95 | 0.95 | 0.97 | +0.04 | +0.06 | – |
| М1.4 | 0.3 | 1.1 | 1.1 | 1.12 | +0.04 | +0.06 | – |
| М1.6 | 0.35 | 1.25 | 1.25 | 1.27 | +0.05 | +0.07 | – |
| М1.8 | 0.35 | 1.45 | 1.45 | 1.47 | +0.05 | +0.07 | – |
| М2 | 0.4 | 1.6 | 1.6 | 1.62 | +0.06 | +0.08 | – |
| М2.2 | 0.45 | 1.75 | 1.75 | 1.77 | +0.07 | +0.09 | – |
| М2.5 | 0.45 | 2.05 | 2.05 | 2.07 | +0. 07 07 | +0.09 | – |
| М3 | 0.5 | 2.5 | 2.5 | 2.52 | +0.08 | +0.1 | +0.14 |
| М3.5 | 0.6 | 2.9 | 2.9 | 2.93 | +0.08 | +0.11 | +0.15 |
| М4 | 0.7 | 3.3 | 3.3 | 3.33 | +0.08 | +0.12 | +0.16 |
| М4.5 | 0.75 | 3.75 | 3.7 | 3.73 | +0.09 | +0.13 | +0.18 |
| М5 | 0.8 | 4.2 | 4.2 | 4.23 | +0.11 | +0.17 | +0.22 |
| М6 | 1 | 5 | 4.95 | 5 | +0.17 | +0.2 | +0.26 |
| М7 | 1 | 6 | 5.95 | 6 | +0.17 | +0.2 | +0.26 |
| М8 | 1.25 | 6.8 | 6.7 | 6.75 | +0.17 | +0.2 | +0.26 |
| М9 | 1. | 7.8 | 7.7 | 7.75 | +0.17 | +0.2 | +0.26 |
| М10 | 1.5 | 8.5 | 8.43 | 8.5 | +0.19 | +0.22 | +0.3 |
| М11 | 1.5 | 9.5 | 9.43 | 9.5 | +0.19 | +0.22 | +0.3 |
| М12 | 1.75 | 10.2 | 10.2 | 10.25 | +0.21 | +0.27 | +0.36 |
| М14 | 2 | 12 | 11.9 | 11.95 | +0.24 | +0.3 | +0.4 |
| М16 | 2 | 14 | 13.9 | 13.95 | +0.24 | +0.3 | +0.4 |
| М18 | 2.5 | 15.5 | 15.35 | 15.4 | +0.3 | +0.4 | +0.53 |
| М20 | 2.5 | 17.5 | 17.35 | 17.4 | +0.3 | +0.4 | +0.53 |
| М22 | 2.5 | 19.5 | 19.35 | 19.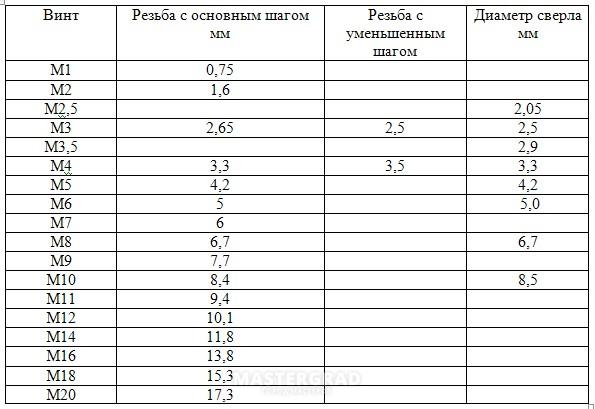 4 4 | +0.3 | +0.4 | +0.53 |
| М24 | 3 | 21 | 20.85 | 20.9 | +0.3 | +0.4 | +0.53 |
| М27 | 3 | 24 | 23.85 | 23.9 | +0.3 | +0.4 | +0.53 |
| М30 | 3.5 | 26.5 | 26.3 | 26.35 | +0.36 | +0.48 | +0.62 |
| М33 | 3.5 | 29.5 | 29.3 | 29.35 | +0.36 | +0.48 | +0.62 |
| М36 | 4 | 32 | 31.8 | 31.85 | +0.36 | +0.48 | +0.62 |
| М39 | 4 | 35 | 34.8 | 34.85 | +0.36 | +0.48 | +0.62 |
| М42 | 4.5 | 37.5 | 37.25 | 37.3 | +0.41 | +0.55 | +0.73 |
| М45 | 4.5 | 40.5 | 40.25 | 40.3 | +0.41 | +0.55 | +0. 73 73 |
| М48 | 5 | 43 | 42.7 | 42.8 | +0.45 | +0.6 | +0.8 |
| М52 | 5 | 47 | 46.7 | 46.8 | +0.45 | +0.6 | +0.8 |
Отверстия под резьбу
Таблица сверл для отверстий под нарезание трубной цилиндрической резьбы.
Размеры гаек под ключ
Основные размеры под ключ для шестигранных головок болтов и шестигранных гаек.
G и M коды
Примеры, описание и расшифровка Ж и М кодов для создания управляющих программ на фрезерных и токарных станках с ЧПУ.
Типы резьб
Типы и характеристики метрической, трубной, упорной, трапецеидальной и круглой резьбы.
Масштабы чертежей
Стандартные масштабы изображений деталей на машиностроительных и строительных чертежах.
Режимы резания
Онлайн калькулятор для расчета режимов резания при точении.
Отверстия под резьбу
Таблица сверл и отверстий для нарезания метрической резьбы c крупным (основным) шагом.
Станки с ЧПУ
Классификация станков с ЧПУ, станки с ЧПУ по металлу для точения, фрезерования, сверления, расточки, нарезания резьбы, развёртывания, зенкерования.
Режимы резания
Онлайн калькулятор для расчета режимов резания при фрезеровании.
Форматы чертежей
Таблица размеров сторон основных и дополнительных форматов листов чертежей.
CAD/CAM/CAE системы
Системы автоматизированного проектирования САПР, 3D программы для проектирования, моделирования и создания 3d моделей.
Чтение чертежей
Техническое черчение, правила выполнения чертежей деталей и сборочных чертежей.
Полезная таблица — диаметр резьбы и шаг
Многие из вас сталкивались с нарезанием внутренней резьбы с помощью метчика и у многих возникал вопрос — какого диаметра должно быть сверло под резьбу, к примеру М8 или М10. Ведь при нарезке резьбы первоначальной задачей становится сверление отверстия подходящего диаметра, чтобы метчик резал металл не слишком туго и в то же время не болтался. Поэтому расскажу, как можно самому высчитать правильный диаметр сверла под любую метрическую резьбу.
На самом деле все просто, как вы знаете, параметров резьбы всего 2: это диаметр и шаг. Еще можно заметить(для тех кто не знает), что резьба бывает стандартная(со стандартным шагом) и любая другая. К примеру, стандартная резьба для 10 мм — это 1.5мм, то есть М10*1.5. Но ведь встречается довольно часто резьба 10*1.25 и 10*1. Буква М на резьбе означает, что резьба метрическая.
Диаметры сверл под метрическую (M) резьбу
А бывает еще трубная(читать про трубные плашки). Ну а в этой статье мы разберем все нюансы нарезания метрической резьбы и конечно же узнаем, как вычислить диаметр сверла под резьбу.
Значит, как я уже говорил, в основу расчетов берем диаметр и шаг. Просто вычитаем из диаметра шаг резьбы и полученная цифра будет диаметром требуемого сверла. Давайте посчитаем диаметр сверла под резьбу М8(стандартная).
8 минус 1.25(стандартный шаг) получаем 6.75 мм — именно такое сверло нужно, чтобы нарезать резьбу М8. А например, резьба 8*1 — сверло получится диаметром 7 мм.
Надеюсь, все понятно. Также предоставлю вам нужную табличку стандартных резьб(то есть вы сможете узнать, какой шаг стандартный у определенного диаметра) и диаметр сверл для них.
Таблица стандартной резьбы и диаметр сверла для них.
| диаметр резьбы | шаг резьбы | сверло под резьбу |
| М2 | 0.45 | 1.5 мм |
| М3 | 0.5 | 2.5 мм |
| М4 | 0.7 | 3.3 мм |
| М5 | 0.8 | 4.2 мм |
| М6 | 1 | 5 мм |
| М7 | 1 | 6 мм |
| М8 | 1.25 | 6.7-6.8 |
| М9 | 1.25 | 7.7-7.8 |
| М10 | 1.5 | 8.5 |
| М11 | 1.5 | 9.5 |
| М12 | 1.75 | 10.2-10.3 |
| М14 | 2 | 12 мм |
| М16 | 2 | 14 мм |
| М18 | 2.5 | 15.5 |
| М20 | 2.5 | 17.5 |
| М22 | 2.5 | 19.5 |
| М24 | 3 | 21 |
| М27 | 3 | 24 мм |
| М30 | 3.5 | 26.5 |
| М33 | 3.5 | 29.5 |
| М36 | 4 | 32 мм |
Помимо стандартной резьбы встречаются шаги 0.75(для мелких резьб до М10), 1 мм, 1.25 мм, 2 мм(у крупных метчиков и плашек).
Надеюсь, данная статья помогла вам самостоятельно рассчитать требуемый диаметр сверла под нарезаемую резьбу.
Кстати, резьбу нарезайте не «на сухую», а подливайте машинного или бытового масла. Это снизит нагрузку на метчик-плашку, да и резать так гораздо легче.
Еще статьи по теме:
Таблицы размеров сверла и отверстий под резьбу: метрические, дюймовые
Диаметр отверстия (сверла) под резьбу
Для резьбовых соединений чаще всего применяют метрическую резьбу. Кроме метрической резьбы существует еще довольно много различных видов резьба, на них мы останавливаться не будем.
Внутреннюю резьбу нарезают с помощью метчиков. Метчик — металлорежущий инструмент для нарезания внутренней резьбы в предварительно просверленных отверстиях. Бывают ручные и станочные метчики. При нарезании глубокой резьбы обычно применяют комплект из двух или трех метчиков: первый метчик – предварительный нарезает черновую резьбу, второй нарезает полноценную резьбу и в случае наличия третьего мечика происходит калибровка резьбы.
Большое значение имеет правильный подбор диаметров отверстия под резьбу. Если диаметр отверстия больше, чем следует, то внутренняя резьба не будет иметь полного профиля – соединение будет непрочное. При диаметре меньше необходимого вход метчика в него затруднителен, это приводит к срыву первых витков резьбы или в худшем случае к заклиниванию и поломке метчика.
В первом столбце нижеследующей таблицы представлены метрические резьбы от М2 до М48. Во втором столбце представлен крупный шаг, применяемый для каждой метрической резьбы. При нарезании резьбы по возможности следует придерживаться именно этих значений шага. В третьей колонке указаны диаметры отверстия (сверла) под метрическую резьбу с крупным шагом. В некоторых исключительных случаях необходимо применение более мелкого шага диаметры отверстий под мелкий шаг представлены в последующих столбцах таблицы.
Таблица отверстий под метрическую резьбу
| Диаметр резьбы | Шаг (стандартный) | Диаметр отверстия (сверла) | Шаг | Отверстие | Шаг | Отверстие |
| М2 | 0,4 | 1,6 | 0,25 | 1,75 | ||
| М3 | 0,5 | 2,5 | 0,35 | 2,65 | ||
| М4 | 0,7 | 3,3 | 0,5 | 3,5 | ||
| М5 | 0,8 | 4,2 | 0,5 | 4,5 | ||
| М6 | 1,0 | 5,0 | 0,75 | 5,2 | 0,5 | 5,5 |
| М7 | 1,0 | 6,0 | 0,75 | 6,2 | 0,5 | 6,5 |
| М8 | 1,25 | 6,7 | 1,0 | 7,0 | 0,75 | 7,2 |
| М9 | 1,25 | 7,7 | 1,0 | 8,0 | 0,75 | 8,2 |
| М10 | 1,5 | 8,5 | 1,25 | 8,7 | 1,0 | 9,0 |
| М11 | 1,5 | 9,5 | 1,0 | 10,0 | 0,75 | 10,2 |
| М12 | 1,75 | 10,2 | 1,5 | 10,5 | 1,25 | 10,7 |
| М14 | 2,0 | 12,0 | 1,5 | 12,5 | 1,25 | 12,6 |
| М16 | 2,0 | 14,0 | 1,5 | 14,5 | 1,0 | 15,0 |
| М18 | 2,5 | 15,4 | 2,0 | 16,0 | 1,5 | 16,5 |
| М20 | 2,5 | 17,4 | 2,0 | 18,0 | 1,5 | 18,5 |
| М22 | 2,5 | 19,4 | 2,0 | 20,0 | 1,5 | 20,5 |
| М24 | 3,0 | 20,9 | 2,0 | 22,0 | 1,5 | 22,5 |
| М27 | 3,0 | 23,9 | 2,0 | 25,0 | 1,5 | 25,5 |
| М30 | 3,5 | 26,4 | 3,0 | 26,9 | 2,0 | 28,0 |
| М33 | 3,5 | 29,4 | 3,0 | 29,9 | 2,0 | 31,0 |
| М36 | 4,0 | 31,9 | 3,0 | 32,9 | 2,0 | 34,0 |
| М39 | 4,0 | 34,9 | 3,0 | 35,9 | 2,0 | 37,0 |
| М42 | 4,5 | 37,4 | 4,0 | 37,9 | 3,0 | 38,9 |
| М45 | 4,5 | 40,4 | 4,0 | 40,9 | 3,0 | 41,9 |
| М48 | 5,0 | 42,8 | 4,0 | 43,9 | 3,0 | 44,9 |
ГОСТ 19257-73 — Отверстия под нарезание метрической резьбы.
При изготовлении резьбовых отверстий под метрические болты, винты, шпильки сначала в материале просверливается отверстие, а затем при помощи метчика в нем нарезается резьба. Но прежде чем приступить к сверлению, необходимо подобрать оптимальный диаметр сверла под планируемую внутреннюю резьбу, воспользовавшись специальной таблицей соответствия. Приведенные в ней значения применимы для чугуна, сталей, алюминиевых сплавов и меди.
Если размер отверстия будет больше положенного, то есть риск получить недостаточно глубокую резьбовую канавку и как следствие ослабленное соединение. Если размер отверстия слишком мал, то будут трудности при работе с метчиком, так как возникает большое сопротивление резанию, нагревание инструмента, налипание стружки на режущие кромки, заклинивание и даже поломка метчика.
Пользоваться таблицей очень просто. Для этого важно знать основные параметры метрической резьбы – это ее шаг (Р) и номинальный диаметр (d), которые измеряются в долях метра. Под шагом понимают расстояние между двумя вершинами соседних витков. За номинальный диаметр принимают наружный диаметр резьбы, который равен расстоянию между крайними точками наружных выступов винтовой линии.
Таблица рекомендуемых диаметров отверстий под резьбу, мм
| d резьбы | Шаг | d сверла | Шаг | d сверла | Шаг | d сверла | Шаг | d сверла | Шаг | d сверла | Шаг | d сверла |
| 2 | 0.4 | 1.6 | 0.25 | 1.75 | ||||||||
| 3 | 0.5 | 2.5 | 0.35 | 2.65 | ||||||||
| 4 | 0.7 | 3.3 | 0.5 | 3.5 | ||||||||
| 5 | 0.8 | 4.2 | 0.5 | 4.5 | ||||||||
| 6 | 1 | 5 | 0.75 | 5.2 | 0.5 | 5.5 | ||||||
| 7 | 1 | 6 | 0.75 | 6.2 | 0.5 | 6.5 | ||||||
| 8 | 1.25 | 6.7 | 1 | 7 | 0.75 | 7.2 | 0.5 | 7.5 | ||||
| 9 | 1.25 | 7.7 | 1 | 8 | 0.75 | 7.2 | 0.5 | 8.5 | ||||
| 10 | 1.5 | 8.5 | 1.25 | 8.7 | 1 | 9 | 0.75 | 9.2 | 0.5 | 9.5 | ||
| 11 | 1.5 | 9.5 | 1 | 10 | 0.75 | 10.2 | 0.5 | 10.5 | ||||
| 12 | 1.75 | 10.2 | 1.5 | 10.5 | 1.25 | 10.7 | 1 | 11 | 0.75 | 11.2 | 0.5 | 11.5 |
| 14 | 2 | 12 | 1.5 | 12.5 | 1.25 | 12.6 | 1 | 13 | 0.75 | 13.2 | 0.5 | 13.5 |
| 16 | 2 | 14 | 1.5 | 14.5 | 1 | 15 | 0.75 | 15.2 | 0.5 | 15.5 | ||
| 18 | 2.5 | 15.4 | 2 | 16 | 1.5 | 16.5 | 1 | 17 | 0.75 | 17.2 | 0.5 | 17.5 |
| 20 | 2.5 | 17.4 | 2 | 18 | 1.5 | 18.5 | 1 | 19 | 0.75 | 19.2 | 0.5 | 19.5 |
| 22 | 2.5 | 19.4 | 2 | 20 | 1.5 | 20.5 | 1 | 21 | 0.75 | 21.2 | 0.5 | 21.5 |
| 24 | 3 | 20.8 | 2 | 22 | 1.5 | 22.5 | 1 | 23 | 0.75 | 23.2 | ||
| 27 | 3 | 23.9 | 2 | 25 | 1.5 | 25.5 | 1 | 26 | 0.75 | 26.2 | ||
| 30 | 3.5 | 26.4 | 3 | 26.9 | 2 | 28 | 1.5 | 28.5 | 1 | 29 | 0.75 | 29.2 |
| 33 | 3.5 | 29.4 | 3 | 29.9 | 2 | 31 | 1.5 | 31.5 | 1 | 32 | 0.75 | 32.2 |
| 36 | 4 | 31.9 | 3 | 32.9 | 2 | 34 | 1.5 | 34.5 | 1 | 35 | ||
| 39 | 4 | 34.9 | 3 | 35.9 | 2 | 37 | 1.5 | 37.5 | 1 | 38 | ||
| 42 | 4.5 | 37.4 | 4 | 37.9 | 3 | 38.9 | 2 | 34 | 1.5 | 40.5 | 1 | 41 |
| 45 | 4.5 | 40.4 | 4 | 40.9 | 3 | 41.9 | 2 | 43 | 1.5 | 43.5 | 1 | 44 |
| 48 | 5 | 42.8 | 4 | 43.9 | 3 | 44.9 | 2 | 46 | 1.5 | 46.5 | 1 | 47 |
Из таблицы видно, что диаметр сверла меньше наружного диаметра резьбы примерно на величину шага, то есть:
На практике многие домашние мастера постоянно пользуются этой простой формулой, когда нет возможности обратиться к таблице.
Например, для М10х1.5: Dотв = 10 – 1.5 = 8.5 мм
Этот способ вполне приемлем, когда резьбонарезание выполняется ручным способом в условиях слесарной мастерской. Если планируемое резьбовое соединение в процессе эксплуатации не будет подвергаться серьезным нагрузкам, то можно допустить незначительное увеличение величины отверстия. На сборочном производстве, где требуется высокая точность размеров резьбового профиля, любые отклонения неприемлемы. Диаметры отверстия под резьбу с полем допуска устанавливает ГОСТ 19257-73.
| Режущий инструмент, инструментальная оснастка и приспособления / Cutting tools, tooling system and workholding MITSUBISHI | Каталог MITSUBISHI 2014 Металлорежущий инструмент (Всего 1352 стр.) | ||||||||
1320 Каталог MITSUBISHI 2014 Металлорежущий инструмент токарный и вращающийся Стр.N038 | ||||||||
Диаметр сверла под резьбовое отверстие Резьба метрическая крупная (M) Метрическая мелкая (MF) Режущий материал осевого режущего инструмента Диаметр сверла под резьбовое отверстие Резьба метрическая крупная (M) Метрическая мелкая (MF) Режущий материал осевого режущего инструмента _ Быстрорежущая сталь Твёрдый сппав М1 хО.25 0.75 0.75 М1.1×0.25 0.85 0.85 М1.2×0.25 0.95 0.95 М1.4×0.3 1.10 1.10 М1.6×0.35 1.25 1.30 М1.7×0.35 1.35 1.40 М1.8×0.35 1.45 1.50 М2 х0.4 1.60 1.65 М2.2х0.45 1.75 1.80 М2.3х0.4 1.90 1.95 М2.5х0.45 2.10 2.15 M2.6×0.45 2.15 2.20 М3 хо.5 2.50 2.55 М3.5х0.6 2.90 2.95 М4 х0.7 3.3 3.4 M4.5×0.75 3.8 3.9 М5 х0.8 4.2 4.3 Мб х1.0 5.0 5.1 М7 х1.0 6.0 6.1 М8 х1.25 6.8 6.9 М9 х1.25 7.8 7.9 М10 х1.5 8.5 8.7 М11 х1.5 9.5 9.7 М12 х1.75 10.3 10.5 М14 х2.0 12.0 12.2 М16 х2.0 14.0 14.2 М18 х2.5 15.5 15.7 М20 х2.5 17.5 17.7 М22 х2.5 19.5 19.7 М24 хЗ.О 21.0 М27 хЗ.О 24.0 М30 х3.5 26.5 МЗЗ х3.5 29.5 М36 х4.0 32.0 М39 х4.0 35.0 М42 х4.5 37.5 М45 х4.5 40.5 М48 х5.0 43.0 Номинал Диаметр сверла Бысгрорекущая сталь Твёрдый auiaa М1 хо.2 0.80 0.80 М1.1×0.2 0.90 0.90 М1.2×0.2 1.00 1.00 М1.4×0.2 1.20 1.20 М1.6×0.2 1.40 1.40 М1.8×0.2 1.60 1.60 М2 хО.25 1.75 1.75 М2.2х0.25 1.95 2.00 М2.5х0.35 2.20 2.20 М3 х0.35 2.70 2.70 М3.5х0.35 3.20 3.20 М4 х0.5 3.50 3.55 М4.5х0.5 4.00 4.05 М5 х0.5 4.50 4.55 М5.5х0.5 5.00 5.05 Мб хо.75 5.30 5.35 М7 хО.75 6.30 6.35 М8 х1.0 7.00 7.10 М8 хО.75 7.30 7.35 М9 х1.0 8.00 8.10 М9 хО.75 8.30 8.35 М10х1.25 8.80 8.90 М10х1.0 9.00 9.10 М10 хО.75 9.30 9.35 М11 х1.0 10.0 10.1 М11 хО.75 10.3 10.3 М12х1.5 10.5 10.7 М12х1.25 10.8 10.9 М12 х1.0 11.0 11.1 М14х1.5 12.5 12.7 М14х1.0 13.0 13.1 М15х1.5 13.5 13.7 М15х1.0 14.0 14.1 М16х1.5 14.5 14.7 М16х1.0 15.0 15.1 М17х1.5 15.5 15.7 М17х1.0 16.0 16.1 М18х2.0 16.0 16.3 М18х1.5 16.5 16.7 М18х1.0 17.0 17.1 Номинал Диаметр сверла Бысгрорекущая сталь Твёрдый отав М20 х2.0 18.0 18.3 М20 х1.5 18.5 18.7 М20 х1.0 19.0 19.1 М22 х2.0 20.0 М22 х1.5 20.5 М22 х1.0 21.0 М24 х2.0 22.0 М24 х1.5 22.5 М24 х1.0 23.0 М25 х2.0 23.0 М25х1.5 23.5 М25х1.0 24.0 М26 х1.5 24.5 М27 х2.0 25.0 М27 х1.5 25.5 М27 х1.0 26.0 М28 х2.0 26.0 М28х1.5 26.5 М28х1.0 27.0 МЗО хЗ.О 27.0 МЗО х2.0 28.0 МЗО х1.5 28.5 МЗО х1.0 29.0 М32 х2.0 30.0 М32 х1.5 30.5 МЗЗ хЗ.О 30.0 МЗЗ х2.0 31.0 МЗЗ х1.5 31.5 М35х1.5 33.5 М36 хЗ.О 33.0 М36 х2.0 34.0 М36 х1.5 34.5 М38 х1.5 36.5 М39 хЗ.О 36.0 М39 х2.0 37.0 М39 х1.5 37.5 М40 хЗ.О 37.0 М40 х2.0 38.0 М40 х1.5 38.5 М42 х4.0 38.0 Номинал Диаметр сверла Бысгрорекущая шль Твёрдый сплав М42 хЗ.о 39.0 М42 х2.0 40.0 М42 х1.5 40.5 М45 х4.0 41.0 М45 хЗ.О 42.0 М45 х2.0 43.0 М45 х1.5 43.5 М48 х4.0 44.0 М48 хЗ.О 45.0 М48 х2.0 46.0 М48 х1.5 46.5 М50 хЗ.О 47.0 М50 х2.0 48.0 М50 х1.5 48.5 (Примечание) Размеры отверстий следует контролировать так как точность просверленных отверстий может отличаться в зависимости от условий сверления. Если диаметр отверстия под резьбу несоответствует требуемому следует подобрать сверло с соответствующим диаметром. N038 ТЕХНИЧЕСКИЕ ДАННЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ Диаметр сверла Номинал ДИАМЕТР СВЕРЛА ПОД РЕЗЬБОВОЕ ОТВЕРСТИЕ | ||||||||
См.также / See also : | ||||||||
Диаметр отверстия под резьбу / Tap drill sizes | Типы резьбы Назначение и обозначения / Thread types and applications | |||||||
Метчики Конструкция / Thread taps for metal | Скорость резания от диаметра Таблица / Surface speed to RPM conversion | |||||||
Плашки по металлу / Thread dies | Оснастка для сверлильных и фрезерных станков / Tool holders for drilling and milling | |||||||
Перевод дюймов в мм Таблица / Inches to mm Conversion table | Резьбонарезные патроны для метчиков / Tapping chucks | |||||||
| Справочная информация по металлообработке на станках Точение Фрезерование Сверление | ||||||||
| Каталог MITSUBISHI 2014 Металлорежущий инструмент (Всего 1352 стр.) | ||||||||
| | 1317 Справочная таблица значений предельных отклонений размеров в системе отверстия Интервал номинальных размеров (мм) Квалитет и основное отклонение | 1318 Справочная таблица значений предельных отклонений размеров в системе вала Интервал номинальных размеров (мм) Квалитет и основное отклонение | 1319 Справочная таблица значений предельных отклонений размеров в системе вала Интервал номинальных размеров (мм) Квалитет и основное отклонение | 1321 Размеры отверстия и зенкования под метрический болт с цилиндрической головкой Таблица и чертеж Номинальный размер резьбы | 1322 Международная единая система единиц СИ Справочные таблицы соотношения с другими произвольными единицами Давление Работа Энергия Мощность Напряжение | 1323 Виды износа режущего инструмента со сменными пластинами для металлообработки на станках Проблемы и пути их решения Износ Выкрашивание Адгезия | ||
| Каталоги инструмента MITSUBISHI | ||||||||
| | ||||||||
Каталог MITSUBISHI 2018 Инструмент режущий (англ.яз / ENG) (2040 страниц) | Каталог MITSUBISHI 2017 Новинки металлорежущего инструмента 17.1 (250 страниц) | Каталог MITSUBISHI 2016 Вращающийся и токарный режущий инструмент (1412 страниц) | Каталог MITSUBISHI 2016 Металлорежущий инструмент для мехобработки (англ.яз / ENG) (1636 страниц) | Каталог MITSUBISHI 2015 Токарный и вращающийся инструмент (англ.яз / ENG) (1672 страницы) | Каталог MITSUBISHI 2015 Новый режущий инструмент 15.2 (308 страниц) | |||
Каталог MITSUBISHI 2015 Сверла для обработки отверстий в металле (англ.яз / ENG) (226 страниц) | Каталог MITSUBISHI 2014 Металлорежущий инструмент (1352 страницы) | Каталог MITSUBISHI 2014 Новый металлорежущий инструмент 14.2 (164 страницы) | Каталог MITSUBISHI 2013 Металлорежущий инструмент (1232 страницы) | Каталог MITSUBISHI 2010 Режущий инструмент и системы (1348 страницы) | Каталог MITSUBISHI 2007 Металлорежущий инструмент и системы (1085 страниц) | |||
Каталог MITSUBISHI 2007 Новинки режущего инструмента 07.2 (англ.яз / ENG) (220 страниц) | ||||||||
| | ||||||||
Каталоги металлорежущего инструмента, оснастки и приспособлений для станков / | ||||||||
— — | ||||||||
| Стандарты →
ГОСТ 11284-75: Отверстия сквозные под крепёжные детали. Размеры. ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ГОСТ 11284-75 Постановлением Государственного комитета стандартов Совета Министров СССР от 14 ноября 1975 г. № 3134 срок действия установлен с 01.01.77 до 01.01.87 1. Настоящий стандарт устанавливает размеры сквозных отверстий под болты, винты, шпильки и заклепки с диаметрами стержней от 1,0 до 160 мм, применяемых для соединения деталей с зазорами. Стандарт полностью соответствует рекомендации СЭВ по стандартизации PC 107-72 и рекомендации ИСО Р-273. 2. Размеры сквозных отверстий должны соответствовать указанным в таблице.
Примечания: 1. 3-й ряд отверстий не допускается применять для заклепочных соединении 2. Рекомендации по выбору рядов сквозных отверстий приведены в приложении. 3. Предельные отклонения диаметров отверстий: а) для 1-го ряда — по h22; ПРИЛОЖЕНИЕ РЕКОМЕНДАЦИИ ПО ВЫБОРУ РЯДОВ СКВОЗНЫХ ОТВЕРСТИЙ 1. При независимой обработке отверстий каждой детали соединения с расстоянием между осями наиболее удаленных отверстий менее 500 мм, для соединений, к которым предъявляются лишь требования собираемости, ряды сквозных отверстий рекомендуется выбирать по приводимой ниже таблице. Тип соединения
2. Для соединений, к которым предъявляются требования собираемости и дополнительные требования обеспечения определенной степени относительного перемещения деталей, а также для соединений, к которым предъявляются лишь требования собираемости, но с расстояниями между осями наиболее удаленных отверстий в деталях 500 мм и более, допускается принимать более грубые (по сравнению с рекомендуемыми в таблице) ряды сквозных отверстий. 3. При совместной обработке отверстий в деталях соединения (для заклепочных и неразбираемых болтовых соединений) номинальный диаметр сквозного отверстия рекомендуется принимать равным наибольшему предельному размеру диаметра стержня крепежной детали. При этом отверстия должны быть раззенкованы на размер, соответствующий переходному радиусу между головкой и стержнем. Изменение №1 ГОСТ 11284-75. Отверстия сквозные под крепежные детали. Размеры.Постановлением Государственного комитета СССР по стандартам от 81 12 03 № 5218 срок введения установлен с 82 01 01 На обложке и первой странице обозначение стандарта дополнить обозначением: (СТ СЭВ 2515—80). Пункт 1. Второй абзац изложить в новой редакции: «Стандарт полностью соответствует СТ СЭВ 2515—80>. Пункт 2 изложить в новой редакции (кроме таблицы и примечания): «2. Размеры сквозных отверстий должны соответствовать указанным на чертеже и а таблице. Таблица. Заменить обозначение размера: d1 на dh;
таблицу дополнить примечанием — 3: «3. Размеры в скобках применять не рекомендуется». Пункт 3 изложить в новой редакции: «3. Предельные отклонения диаметров отверстий: для 1-го ряда — Н12; Стандарт дополнить ПУНКТОМ — 4: «4. При необходимости следует устранить контакт кромки отверстия с радиусом под головкой крепежной детали; отверстие рекомендуется раззенковывать». МЕЖДУНАРОДНАЯ СИСТЕМА ЕДИНИЦ (СИ)
МНОЖИТЕЛИ И ПРИСТАВКИ ДЛЯ ОБРАЗОВАНИЯ ДЕСЯТИЧНЫХ КРАТНЫХ Н ДОЛЬНЫХ ЕДИНИЦ И ИХ НАИМЕНОВАНИЙ
| |||||||
Каким диаметром сверлить отверстие под резьбу м4. Резьба м8: диаметр отверстия
Любое соединение разъемного типа обязательно предусматривает наличие резьбы. Стоит отметить, что все метизы с наружной резьбой, болты, в частности, можно приобрести где угодно: в строительном супермаркете или на рынке. А вот с резьбой внутреннего типа все гораздо сложнее. Ее следует нарезать своими руками или посредством использования специальных станков.
Сегодня мы расскажем, как правильно подбирать сверла того или иного диаметра под определенную резьбу, также вы сможете ознакомиться с таблицей этих диаметров.
Чтобы сделать самостоятельно внутреннюю резьбу, возьмите свою заготовку и просверлите в нем отверстие, которое будет соответствовать по диаметру тому инструменту, который предназначен для нарезки. И каждое из таких отверстий должно строго соответствовать размеру инструмента. Именно для этого нужно внимательно подбирать под резьбу диаметр сверла.
На сегодняшний день в продаже есть сверла с разным диаметром по размеру. Начиная от минимального размера в 0,5 мм и заканчивая крупными коническими сверлами размером порядка 0,05 мм. В зависимости от вида выполняемых работ посредством сверления можно сделать отверстия разного диаметра под те или иные нужды.
Параметры подбора сверла под резьбу: таблица
Если вам нужно просверлить отверстие с большим диаметром, то потребуется брать специальный станок, где сверла оснащены конусными хвостами, а вот обычные сверла оснащены цилиндрическими хвостами. На большом сверле конус имеет пятый размер. Так, параметры конуса напрямую зависят от диаметра сверла, чем больше диаметр сверла, тем больше нужен конус. Например:
- диаметр от 6 до 10 мм;
- требуемый размер конуса от 11 до 22 мм.
Подобрать максимально точно диаметр сверла под ту или иную резьбу можно, опираясь на специальную таблицу подбора размером.
Если есть необходимость создания внутренней резьбы, диаметр отверстия следует выбирать согласно диаметру резьбы и параметров резьбового шага. Эти данные в таблицах обозначены как М8×1 , где:
- М – это метрическая резьба;
- цифра – это резьбовой шаг;
- если указано просто М8 и без цифр, то нужно применять стандартный большой шаг. Этот шаг параметра наиболее распространен и подогнан согласно стандартам под большинство размеров сверл.
Диаметры нуждаются в подборе соответствующего отверстия по размеру. Таблица включает перечень наиболее ходовых размеров, с которыми обычно приходится иметь дело в быту при выполнении тех или иных работ.
Классификация резьбы
Внешне резьба похожа на винтовую канавку с постоянным сечением. Всего бывает два ее вида:
- внешние;
- внутренние.
Об этих видах мы уже упоминали ранее. Соединения резьбового типа используется повсеместно. Они нужны для того, чтобы деталь могла вращаться посредством поступательных движений. Без резьбовых соединений трудно представить нормальную работу механизмов или сложных машин. Они бывают также однозаходными или многозаходными.
А по направлению движения своих направляющих они подразделяются на:
- левые;
- правые.
Если говорить о классификации по размерам , то она бывает таких видов:
- метрическая;
- дюймовая;
- трубная.
Метрическая резьба отличается своим особенным треугольным профилем, угол которого составляет 60 градусов. Все параметры резьбы считаются в миллиметрах. Если резьбовой шаг большой, то, как уже упоминалось, мы имеем цифру и буквенное обозначение. Цифра при этом обозначает размер наружного диаметра резьбы, согласно которому можно подбирать то или сверло. Технические чертежи непременно должны включать в себя характеристику резьбы или же ее аналоги. Если метрическую резьбу нужно представить с мелким нестандартным шагом, то нужно прибавить число, которое обозначает шаг.
Еще одна величина угла профиля является специфической для резьбового соединения дюймового типа. Такой угол может быть равен 55 градусам , а величина отверстия исчисляется в дюймах, шаг изменяется количеством нитей.
А трубный резьбовой тип отличается от других своим первоначальным диаметром, который зависит непосредственно от размера отверстия трубы. Нарезка осуществляется в таком случае только наружная.
Для резьбовой нарезки используется разное оборудование, например:
- станок сверловочного вида;
- парк токарный;
- разные приспособления для нарезки.
При этом нарезку можно выполнять как механическим способом, так вручную. Например, для внутреннего применения можно использовать специальные резьбовые метчики, а для наружной – плашки. Метчики, как и сверла, подбираются в зависимости от диаметра отверстия. Они подразделяются на следующие категории:
- дюймовые;
- метрические;
- трубные.
В основном комплекты ручных метчиков состоят их трех приспособлений, два из которых нужны для проведения предварительных работ, а последнее является доводочным инструментом, с помощью которого выполняется окончательная форма резьбы и подгон под те или иные размеры. Метчики имеют номера. Если в комплекте с плашкодержателем не три, а два приспособления, то первое является предварительным, а второе чистовым. Изготавливаются метчики на основе высоколегированной стали.
Наружная резьба получается посредством применения плашки. Инструменты эти могут быть круглой или призматической формы. Для круглых плашек используют вороток .
Способы получения внутренней резьбы
Чтобы сделать отверстие в месте, где потребуется выполнение нарезки, нужно сначала выбрать сверло нужного размера.
Для применения метчика его отверстие нужно обработать зенкером, пока не будет получена нужная степень чистоты. При выполнении нарезки металл понемногу выдавливается.
По размеру сверло должно быть несколько больше, чем внутренний резьбовой диаметр этого инструмента.
При нарезке твердость металла не слишком влияет на диаметр отверстия. Но если применяется материал невысокой резьбы, то диаметр отверстия может существенно поменяться. Так, если по величине отверстие и внутренний диаметр сверла точно соответствуют друг другу, то при нарезке материал выдавливается, а его излишки действуют на зубья метчика. При нагревании стружка прилипает, вследствие чего метчик может сломаться, а резьба будет иметь рваные нити .
При работе со сверлами и резьбовыми соединениями, нужно очень тщательно подбирать параметры, чтобы работа в итоге была выполнена качественно. В этом вам помогут специальные таблицы с указанием параметров под ту или иную резьбу и другие ценные советы.
При создании разъемных соединений оптимальным вариантом является резьбовое сочленение. Такие элементы используются повсеместно. С метизами, обладающими внешней резьбой проблем не существует. Они распространены в свободной продаже и их легко подобрать под свои нужды. При необходимости создании внутренней нарезки все несколько сложнее. Не везде, где необходимо она имеется. Поэтому приходится прибегать к самостоятельной нарезке вручную или с применением станков. Далее разберем, как правильно подобрать диаметр сверла под резьбу и приведем таблицы с этими данными.
Можно выделить несколько видов:
- Наружную;
- Внутреннюю.
Соединения подобного типа используются почти повсеместно. Они позволяют придавать вращению деталям поступательные движения. В любом оборудовании и механизмах применяются подобные сочленения.
Можно также выделить следующие группы:
- Однозаходовые;
- Многозаходовые;
По направлению движения направляющего типы:
По существующей системе размеров также существуют:
- Трубные;
- Метрические;
- Дюймовые.
Метрическая резьба характеризуется особым профилем, который обладает формой треугольника. Угол – 60°. Замер размеров производится в миллиметрах. В процессе создания больших шагов маркировка производится цифрами с включением буквенных обозначений. Цифровые данные показывают размер наружного диаметра. В любом техническом чертеже можно найти характеристики вида «М4, М6, М8» и аналоги. При обозначении метрической резьбы с нестандартными шагами, то дополнительно вводится цифра, обозначающая размер шага. В этом случае данные выглядят так – М8х0,8.
Соответственно с данными таблицы диаметров сверл под резьбу (далее приведен перечень формата «резьба – размер сверла»):
- М5 – 0,42 см;
- М4 – 0,33 см;
- М8 – 0,67 см;
- М12 – 0,96 см.
Под нарезку М6 подойдет отверстие диаметром 0,5 см. Для резьбы М3 сверло должно быть диаметром 0,21 см.
Вычислить размер отверстия можно по формуле, однако обычно используют специально разработанные таблицы диаметров сверл под резьбу. Так получается гораздо удобнее и быстрее, чем каждый раз считать все в своем уме.
Дюймовая обладает иным углом профиля. Он составляет 55°. Диаметр отверстий указывается в дюймах, а число ниток определяет шаг.
Трубная имеет отличие в первоначальном диаметре, который основывается на размере трубного отверстия. При обработке таких материалов нарезку выполняется лишь наружная.
Выбор сверл для нарезания
Для создания внутренней резьбы своими силами необходимо в заготовке создать отверстие, диаметром соответствующее инструменту для последующего нарезания. Любое отверстие обязано точно соответствовать размерам режущего инструмента. Как раз по этой причине следует точно подбирать размер сверла под последующую резку.
Сейчас проблем с поиском подходящего диаметра сверла не существует. Строительный рынок предлагает любые модификации сверл, начиная минимальными и заканчивая наиболее крупными. Исходя из конкретной задачи, можно создавать отверстия необходимых диаметров под те или иные нужды.
Приспособления для формирования резьбы в изделии
Чтобы нарезать внутри заготовки, требуется метчик. Это приспособление, напоминающее винт, обладающее углублениями, которые заострены. Стержень может являться коническим или цилиндровым. Канавки расположены продольным образом, разделяют резьбовое соединение на элементы, которые называются гребнями. Гребневые края представляют собою рабочие части.
Чтобы канавка была чистой, слой стали требуется убирать постепенно. Для этого понадобится одно приспособление, имеющее большую длину, или несколько соответствующих инструментов.
Единичные метчики также можно купить. Обычно их задействуют для восстановления испорченной резьбы. Чтобы нарезать новую, берут комплект. По данной причине метчики зачастую предоставляются потребителям по две штуки. Один предназначается для чернового обрабатывания, второй – для чистового. Первый создает углубление малого размера, Второй – проводит его очистку и увеличение. Изготавливаются и трехпроходные приспособления. Они монтируются в воротки. Устройство воротков бывает различным. Их размер должен находиться в соответствии с размером сверла.
В комплекте все предметы имеют метки. Они наносятся на хвостовики. Различия между рисками таковы:
- у метчика №1 верха зубьев подрезаны, гребенки достаточно длинны. Наружный радиус несколько меньше, чем у иных приспособлений в комплекте;
- у метчика №2 заборная область покороче, гребни подлиннее. Его размер больше, чем у метчика №1;
- метчик №3 имеет полные гребни зубцов. Его величина должна быть такой же, как и у формируемой резьбы.
Метчики бывают трубные (маркируются символом «G», предназначаются для формирования нарезки в трубных изделиях) и метрические (предназначаются для нарезания метрических типов).
Качество нарезки прямо зависимо от показателей метчика. Он должен быть сделан из высококачественного материала, располагать достаточной остротой. Чтобы продлить время применения приспособления и сделать выше параметры нарезки, задействуют смазывающее средство. Зачастую для того чтобы обучиться нарезанию, бывает достаточно трех-пяти попыток.
Работая со сверлом и резьбовым соединением необходимо с тщательностью выбирать характеристики инструмента, т.к. только в этом случае гарантируется качественный результат. Для этого и предлагаем соответствующие таблицы с необходимыми данными под все размеры.
Для соединения изделий между собой используют разные способы:
- сварка;
- склеивание;
- клёпка;
- болтовое;
- винтовое;
- шпилькой.
Если детали соединять с гайкой – требуется дополнительное место. К тому же не всегда толщина компонентов позволяет проделать сквозное отверстие.
В таком случае применяют винтовое соединение.
Для вкручивания винта требуется нарезать резьбу метчиком. Инструмент представляет собой стальной стержень, состоящий из рабочей части и хвостовика и предназначен для нарезания внутренней резьбы. Рабочая зона имеет слабовыраженную коническую форму. На ней нанесены зубцы, последовательно повторяющие форму резьбы. Для отвода опилок и стружки предусмотрены канавки.
Виды метчиков
Спецификация метчиков по способу нарезки резьбы
Проходные (универсальные).
Резьба нарезается в один проход. Рабочая часть содержит зубья для разметки и финальной нарезки. Приспособление хорошо подходит для мягких металлов. При работе с прочным материалом требуется прилагать больше усилий.
Комплектные.
Для работы используется несколько насадок (две или три) одного размера резьбы. При работе с особо твердыми металлами возможно применение набора из пяти насадок. Резьба создается в несколько этапов.
Начало прокладывается разметочным метчиком, затем выполняется проход более глубокой нарезки, и наконец – финальная часть, когда грани формируются окончательно.
На выполнение задачи уходит больше времени, но при этом качество существенно выше, а вероятность поломки инструмента практически исключена;
Спецификация по применению
Машинные.
Хвостовик увеличенной длины. Предназначены для закрепления в патроне электро инструмента.
Машино – ручные.
На укороченном хвостовике имеются лыски квадратной структуры. Могут использоваться как в электродрели, так и вручную. Во втором случае применяется специальный вороток – держатель метчиков.
Спецификация по типу отверстия
Для сквозных отверстий.
У таких насадок удлиненный заход (острый кончик рабочей зоны), плавно переходящий в рабочий диаметр. Работать с таким метчиком несложно, с нарезкой может справиться электропривод. После прохода инструмент просто выйдет с противоположной стороны заготовки.
Для глухих отверстий.
Кончик рабочей зоны срезан на манер фрезы. Это позволяет нарезать резьбу практически на всю глубину отверстия. Работать следует с особой осторожностью, поскольку при достижении дна глухого отверстия, застопорившийся метчик может сломаться. По этой причине практикуется ручная нарезка.
Спецификация по типу рабочей зоны
Для работы с различными металлами, форма рабочей зоны (зубцов) может быть прямой, винтовой и с укороченными канавками. Сами зубья располагаются по одной линии или в шахматном порядке. Универсальные конструкции метчиков в мягких и твердых сплавах использоваться не могут.
Потому, если вы хотите правильно нарезать резьбу, используйте инструмент, соответствующий типу металла и отверстия.
При нарезании резьбы метчиками и плашками, необходимо точно подобрать сверло и режущий инструмент под используемый в перспективе винт или шпильку.
Таблица метчиков и сверл для внутренней резьбы
Дело в том, что проходное отверстие и диаметр резьбы должны соответствовать стандартам. Если диаметр отверстия будет слишком большим – глубина канавок получится слишком маленькой, а резьбовое соединение ненадежным.
При малейшей нагрузке резьба будет сорвана. Другая крайность – узкое отверстие под резьбу. В этом случае метчик будет играть роль сверла, а его конфигурация для этого не приспособлена. Очень высока вероятность поломки инструмента.
ВАЖНО! Если нет сверла, точно подходящего по диаметру – делайте отверстие немного меньше положенного, а не больше.
После чего обязательно произведите зенковку, и аккуратно нарезайте резьбу тройным комплектом метчиков.
Как правильно, и без потерь инструмента нарезать резьбу вручную
- Нарезание резьбы: рекомендации
- Как можно получить внутреннюю резьбу?
Ни одно разъемное соединение не может существовать без резьбового сочленения деталей. Надо сказать, что любые метизы, имеющие наружную резьбу, например болты, можно купить в любом специализированном магазине. С внутренней все намного сложнее. Она нарезается вручную или на специальных станках.
Чтобы ее получить, необходимо сначала просверлить в заготовке отверстие, которое должно соответствовать диаметру инструмента, предназначенного для нарезки. Каждое такое отверстие требует определенного размера инструмента. Именно для этого подбирается диаметр сверла под резьбу.
Промышленность выпускает диаметры сверл совершенно разного размера. Он может начинаться с минимума, равного 0,5 мм, и заканчиваться большими коническими сверлами, размеры которых равны, как правило, 0,05 мм. Следовательно, сверлением можно получить самые разные отверстия, необходимые для выполнения технологического процесса.
Основные характеризующие параметры
Когда требуется сделать отверстия, имеющие большой диаметр, применяются специальные станки, в которых сверла сделаны с конусным хвостом. Все обыкновенные сверла имеют цилиндрический хвост. Конус большого сверла соответствует пятому размеру. Размеры конуса находятся в прямой зависимости от размера сверл. Большой диаметр сверл требует наличия большого конуса. Вот ориентировочные данные:
Диаметр: 6-10 мм, конус: 11-22 2 мм.
Самые большие сверла обязательно имеют пятый конус. Когда необходимо сделать внутреннюю резьбу, диаметр отверстия подбирается по диаметру резьбы и величине резьбового шага. В инженерных чертежах такие данные показываются надписью М8×1. В этом случае буква «М», показывает метрическую резьбу, цифра обозначает шаг резьбы. Когда просто пишут «М8», без цифр, подразумевается применение стандартного крупного шага. Такой резьбовой шаг наиболее предпочтителен, так он стандартизован для большинства размеров.
Каждый диаметр требует наличие определенного размера отверстия. Для определения применяется специальная таблица, в которой указаны самые ходовые размеры. С ними сталкивается любой слесарь или домашний умелец.
Вернуться к оглавлению
Своим внешним видом резьба напоминает винтовую канавку, имеющую постоянное сечение. Резьба имеет два вида:
- наружная;
- внутренняя.
Резьбовые соединения применяются практически везде. С их помощью можно придать вращению детали поступательное движение. Любой механизм, любая сложная машина не могут обойтись без резьбовых сочленений.
Она подразделяется на несколько групп:
- однозаходная;
- многозаходная.
Направление движения направляющих влияет на разделение резьбы на два вида:
- левая;
- правая.
Имеется также подразделение резьбы на несколько видов согласно имеющейся системе размеров:
- трубная;
- метрическая;
- дюймовая.
Характеризует метрическую резьбу своеобразный профиль, имеющий вид треугольника. Его угол достигает 60°. Все измерения размеров проводят в миллиметрах. При большом шаге она маркируется цифрами с добавлением буквенного обозначения. Обычно цифры демонстрируют величину наружного диаметра. Каждый технический чертеж обязательно показывает характеристику резьбы типа “М6″ или ее аналог. Когда хотят метрическую резьбу показать с нестандартным мелким шагом, специально добавляют число, показывающее шаг. Маркировка выглядит следующим образом: М6×0,6.
Другая величина угла профиля отличает специальную дюймовую резьбу. Он обычно достигает 55°. Величина отверстия показывается в дюймах, количеством ниток измеряется шаг.
Основным отличием трубной резьбы считается ее первоначальный диаметр, который базируется на размере трубного отверстия. В этом случае нарезка делается только снаружи.
Чтобы выполнить операцию нарезки, пользуются самым разным оборудованием, таким как:
- сверловочный станок;
- токарный парк;
- резьбонарезные приспособления.
Кроме механизированных способов, нарезка очень часто делается вручную. Чтобы получить внутреннюю резьбу, слесаря используют особые резьбовые метчики. Нарезка снаружи делается с помощью плашек.
Метчики также подразделяются на несколько групп:
- метрические;
- дюймовые;
- трубные.
В большинстве случаев ручные метчики выпускаются в комплекте, куда входит три предмета. Первые два предназначены для предварительной операции, последний считается доводочным. Он создает окончательную резьбовую форму и нужные размеры. Абсолютно каждый метчик имеет свой номер, который маркирован на хвосте инструмента. Иногда метчиков бывает только два. Тогда один считается предварительным, а другой – чистовым. Материалом для метчиков служит высоколегированная сталь.
Применяя плашку, получают наружную резьбу. По своей конструкции этот инструмент делится на:
- круглые;
- призматические.
Для абсолютно круглых плашек применяется специальный вороток, получивший название плашкодержатель.
При выборе диаметра сверла под резьбу таблица с соответствующими размерами станет вашим незаменимым вспомогательным инструментом. С ее помощью можно значительно облегчить предшествующие работе расчеты и получить правильно нарезанную резьбу, надежно удерживающую крепежный элемент.
Качественная резьба – это залог устойчивого соединения элементов любой конструкции. От выбора инструмента в соответствии с обрабатываемым материалом и условиями работы во многом зависит конечный результат ваших стараний.
Как выбрать диаметр сверла?
Характеристики будущей резьбы во многом зависят от свойств металла, в котором она будет нарезаться. Не все материалы одинаково хорошо держат внутреннюю или внешнюю нарезку. Мягкие металлы, такие как медь и алюминий, легко обрабатываются сверлом и метчиком, но при малейшей нагрузке резьба в них деформируется.
Все типы резьбы характеризуются двумя основными параметрами: диаметром и шагом.
Диаметр – это максимальное расстояние между двумя противоположными точками на окружности, ограничивающей отверстие резьбы. Нужно понимать, что резьба имеет рельефную поверхность в разрезе, поэтому ее диаметр будет отличаться в зависимости от того, в какой точке отверстия производить измерения.
Шаг резьбы – это диапазон между соседними витками нарезанной в металле канавки. Чем глубже и рельефнее резьба, тем шаг будет больше. Данный параметр зависит не только от диаметра винта, который будет крепиться в отверстии, но и от условий использования готового изделия: для деталей, подвергающимся высоким нагрузкам, нарезается глубокая, разреженная резьба.
Подбор сверла под резьбу осуществляется исходя из указанных выше параметров. Для того чтобы определить самый подходящий инструмент, используют простую формулу:
Д(с) = Д(р)-Ш, где:
- Д(с) – диаметр сверла;
- Д(р) – планируемый диаметр будущей резьбы;
- Ш – шаг резьбы.
Данная формула дает возможность даже в полевых условиях определить оптимальные параметры отверстия, при которых будет обеспечиваться максимально надежная фиксация соединяемых элементов.
Опытные мастера рекомендуют использовать в работе специально разработанные таблицы, которые позволяют с точностью до десятых долей миллиметра определить диаметр сверла и метчика. Если вы довольно часто занимаетесь работами по нарезке резьбы, то такая таблица, распечатанная и ламинированная, всегда будет под рукой (рис. 1). В первом столбце указан диаметр резьбы (от 2 до 48 мм), а в следующих – варианты значений шага и диаметра сверла. Значения охватывают большой диапазон данных и пригодятся как домашнему мастеру, так и высококвалифицированному специалисту.
Нарезка резьбы проводится одним из двух способов. Первый из них предполагает проделывание отверстия в металле одновременно с созданием спиральных канавок. Такой способ подходит не во всех ситуациях и требует наличия мощного оборудования: сверлильного станка, который смог бы за один проход сделать всю работу. Второй способ применяется в домашних условиях. Для того чтобы сделать резьбу таким методом, в металле предварительно высверливается отверстие, и только после этого метчиком нарезают резьбу. В последнее время в строительных магазинах можно найти комбинированные сверла под резьбу, с их помощью одновременно и проделывают отверстие, и нарезают канавки.
Для того чтобы резьба, нарезанная в металле, была надежной, качественной и ровной, специалисты рекомендуют соблюдать при работе ряд правил:
- Использовать только острые инструменты, так как проржавевший метчик или сверло легко ломаются, работать с ними трудно и долго. Извлечь такой инструмент из отверстия будет намного сложнее, чем приобрести новый. Также не стоит искушать себя низкой ценой сверл и метчиков неизвестных производителей, поскольку купив их вы не только испортите изделие, но и рискуете нанести себе травмы.
- Не забывать периодически смазывать инструмент во время работы. Сделать это можно при помощи нескольких капель машинного масла или керосина. Особенно большую роль играет смазка при работе с вязкими металлами, например – алюминием. Она не позволяет стружке прилипать к рабочей поверхности и охлаждает сверло.
- Ключевое правило – оптимальный подбор диаметра отверстия. В случаях слишком большого выбранного диаметра крепежный элемент будет болтаться в месте монтажа, что повлечет за собой излишние вибрации изделия. В узкое отверстие тяжело ввинтить метчик, что сильно усложняет и без того трудную работу.
- Основные параметры отверстия должны зависеть от его функционального предназначения. Если к месту соединения не будет прилагаться излишняя нагрузка, то допускается делать его всего на 5% меньше, чем диаметр будущей резьбы. Так вы облегчите нарезку канавок, не сильно жертвуя качеством соединения.
Сам процесс создания резьбы довольно прост. После того, как отверстие в металле готово, в него вставляют метчик, зажимают его в вороток и с силой вворачивают по часовой стрелке. После каждого полного оборота необходимо проделывать пол оборота в обратном направлении. В процессе этого действия стружка металла откалывается, что способствует более чистой нарезке.
Характеристики сверл для резьбы
Подбор хорошего сверла по металлу – это не такое легкое задание, как может показаться на первый взгляд. Современная промышленность выпускает огромный ассортимент подобной продукции, и разобраться в таком разнообразии при отсутствии должного опыта бывает очень нелегко.
Самый простой способ выбрать качественное сверло – ориентироваться на его визуальные характеристики. Инструменты, обрабатываемые на заключительном этапе производства перегретым паром, имеют окраску темную, вплоть до черной. Такие сверла отличаются высокой устойчивостью к износу.
Сверла с золотистым покрытием относятся к классу высококачественных и довольно дорогих инструментов. Своей окраской они обязаны тонкому слою нитрида титана, повышающего прочность и уменьшающего трение.
Не стоит забывать и о сверлах обычного, серого цвета, так как они не проходят финишную обработку, вследствие чего их цена сохраняется достаточно демократичной. Таких инструментов хватает на несколько десятков отверстий, так что, если масштаб работы небольшой, стальное сверло не подведет.
Обращать внимание стоит и на маркировку инструментов, форму их режущей кромки, название производителя и цену. Зная основные параметры хорошего сверла, вам будет очень просто не растеряться в магазине.
Работа с метчиком
Метчик – это специальный инструмент, главное назначение которого заключается в нанесении ровной внутренней резьбы на трубе или в отверстии. Метчик состоит из металлического стержня, в котором прорезаны прямые или винтовые стружечные канавки. Острая верхушка канавок образовывает режущую кромку.
Хвостовая часть метчика сделана в форме квадрата, либо затылованной (некруглой). При работе к ней крепится двухсторонний рычаг – вороток, при вращении которого метчик погружается в металл.
Если необходимо нарезать резьбу большого диаметра, одним метчиком обойтись довольно трудно. В таких случаях используют комплекты, состоящие из 2 (чернового и чистового) или 3 (чернового, среднего и чистового) метчиков. Когда работать предстоит с вязким металлами, имеющими свойство налипать на инструмент, количество метчиков может возрасти до 5. Каждый следующий при этом исправляет ошибки и недочеты предыдущего, чтобы на выходе получилась ровная резьба.
Метчики производятся из быстрорежущей стали либо твердого вольфрамового сплава. Работают с ними при помощи сверлильных станков, зажимая его заднюю часть в патроне специальной формы. При небольших масштабах работы, либо в случаях, когда место врезки является труднодоступным для габаритного инструмента, используется ручной труд: метчик зажимают в вороток и ввинчивают инструмент по часовой стрелке (рис.2).
Заключение по теме
Резьбовое соединение деталей – это один из самых надежных способов сборки отдельных элементов в единую конструкцию.
Располагая багажом знаний об основных особенностях процесса нарезки резьбы, выбора инструмента и диаметра отверстия, можно сильно облегчить предстоящую работу и добиться желанного результата.
Резьбонарезание
Найдите режущий инструмент для своей конкретной операции и
сразу получите рекомендации по режимам резания.
Перейти в CoroPlus ToolGuide
В этом разделе приведены формулы и определения для резьбонарезания и сведения о том, как рассчитать скорость резания, подачу и другие параметры для операций точения резьбы, фрезерования резьбы и нарезания резьбы метчиком. Вы также найдёте здесь обозначения различных профилей резьбы по международным стандартам.
Формулы и определения для точения резьбы
Глубина врезания
Благодаря обработке полной глубины врезания за несколько проходов, радиус при вершине режущей пластины не перегружается.
Пример: если глубина врезания (радиальное врезание) за проход составит 0,23–0,10 мм, то общая глубина (ap) и глубина профиля (0,94 мм) у метрической резьбы с шагом 1,5 мм будет обработана за 6 проходов (nap).
| | 1-й проход, глубина врезания 0,23 мм |
| | |
| | = 0,009″ |
| | |
| | |
| | 2-й проход, глубина врезания 0,42 – 0,23 = 0,19 мм |
| | |
| | 0,017 – 0,009 = 0,008″ |
| | |
| | |
| | 3-й проход, глубина врезания 0,59 – 0,42 = 0,17 мм |
| | |
| | 0,023 – 0,017 = 0,006″ |
| | |
| | 4-й проход, глубина врезания 0,73 – 0,59 = 0,14 мм |
| | |
| | 0,029 – 0,023 = 0,006″ |
| | |
| | 5-й проход, глубина врезания 0,84 – 0,73 = 0,11 мм |
| | |
| | 0,033 – 0,029 = 0,004″ |
| | |
| | 6-й проход, глубина врезания 0,94 – 0,84 = 0,10 мм |
| | |
| | 0,037 – 0,033 = 0,004″ |
Глубину врезания можно вычислить по формуле:
Δap = радиальное врезание, глубина резания за проход
X = номер прохода (последовательно от 1 дo nap)
ap = общая глубина резьбы + припуск на механическую обработку
nap = количество проходов
Y = 1-й проход = 0,3
2-й проход = 1
3-й проход и далее = x-1
Шаг 1,5 мм
ap = 0,94 мм
nap = 6
γ1 = 0,3
γ2 =1
γn = x-1
| Параметр | Значение | Метрические единицы | Дюймовые единицы |
|---|---|---|---|
| ap | Глубина врезания, полная глубина резания | мм | дюймы |
| n | Частота вращения шпинделя | об/мин | об/мин |
| Vc | Скорость резания | м/мин | |
| nap | Число проходов | | |
- Впадина
Поверхность у основания, соединяющая две соседние боковые стороны профиля - Боковая сторона профиля
Поверхность резьбы, соединяющая вершину и впадину профиля - Вершина
Поверхность, соединяющая две боковые стороны профиля на наружном диаметре
P = шаг резьбы в мм или нитках на дюйм
Расстояние между двумя соответствующими точками соседних витков, измеренное параллельно оси резьбы.
β = угол профиля резьбы
Угол между боковыми сторонами профиля, измеренный в осевой плоскости.
φ = угол подъёма винтовой линии резьбы
Угол, образованный касательной к винтовой линии резьбы в точках, лежащих на среднем диаметре, и плоскостью, перпендикулярной оси резьбы.
Параметры диаметра
d = наружный диаметр наружной резьбы
D = наружный диаметр внутренней резьбы
d1 = внутренний диаметр наружной резьбы
D1 = внутренний диаметр внутренней резьбы
d2 = средний диаметр наружной резьбы
D2 = средний диаметр внутренней резьбы
Эффективный диаметр винтовой резьбы находится приблизительно посредине между наружным и внутренним диаметрами.
Угол подъёма резьбы
Угол подъёма резьбы (φ) зависит от диаметра и шага резьбы Этот параметр можно представить в виде развёртки прямоугольного треугольника. Угол подъёма резьбы вычисляется по приведённой ниже формуле.
болт м6, м8, м10, м12, м16, м20
ГОСТ 7798-70 — самый известный и наиболее широко применяемый вид болтов. Основное назначение: соединение разнообразных деталей в машиностроении.
Для их производства применяется стальная среднеуглеродистая проволока повышенной точности изготовления. Применяемые марки стали — сталь 10 кп, 20кп, 10, 20, 35, 40Х, ЗОХР, 45 и др. Производство осуществляется холодной высадкой на специальных автоматах с последующей накаткой резьбы.
ГОСТ 7798-70 — болты с шестигранной головкой класса точности В с диаметром резьбы от 6 до 48 мм (зарубежные аналоги — DIN 933 и DIN 931). Стандарт полностью соответствует СТ СЭВ 4728-84.
Конструкция и размеры указаны на чертеже и в таблицах:
Таблица 1
| Марка стали: | 10 кп, 20кп, 10, 20, 35, 40Х, ЗОХР, 20Г2Р |
| Класс точности: | В |
| Класс прочности: | 4,8; 5,8; 8,8; 10,9 |
| Поле допуска резьбы: | 6g |
| Аналог: | DIN933, 931, ТУ 14-4-1760-94 |
| Номинальный диаметр резьбы d | болт м6 | болт М8 | болт М10 | болт М12 | (14) | болт М16 | (18) | болт М20 | (22) | болт м24 | (27) | болт м30 | болт м36 | болт м42 | болт м48 | |
| Шаг резьбы | крупный | 1 | 1,25 | 1,5 | 1,75 | 2 | 2,5 | 3 | 3,5 | 4 | 4,5 | 5 | ||||
| мелкий | — | 1 | 1,25 | 1,5 | 2 | 3 | ||||||||||
| Диаметр стержня d1 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 24 | 27 | 30 | 36 | 42 | 48 | |
| Размер «под ключ» S | 10 | 13 | 17 | 19 | 21 | 24 | 27 | 30 | 34 | 36 | 41 | 46 | 55 | 65 | 75 | |
| Высота головки k | 4,0 | 5,3 | 6,4 | 7,5 | 8,8 | 10,0 | 12,0 | 12,5 | 14,0 | 15,0 | 17,0 | 18,7 | 22,5 | 26,0 | 30,0 | |
| Диаметр описанной окружности е, не менее | 10,9 | 14,2 | 17,6 | 19,9 | 22,8 | 26,2 | 29,6 | 33,0 | 37,3 | 39,6 | 45,2 | 50,9 | 60,8 | 71,3 | 82,6 | |
| dw, не менее | 8,7 | 11,5 | 14,5 | 16,5 | 19,2 | 22,0 | 24,8 | 27,7 | 31,4 | 33,2 | 38,0 | 42,7 | 51,1 | 59,9 | 69,4 | |
| hw | не менее | 0,15 | 0,20 | 0,25 | ||||||||||||
| не более | 0,6 | 0,8 | ||||||||||||||
| Диаметр отверстия в стержне d3 | 1,6 | 2,0 | 2,5 | 3,2 | 4,0 | 5,0 | 6,3 | 8,0 | ||||||||
| Диаметр отверстия в головке d4Н15 | 2,0 | 2,5 | 3,2 | 4,0 | 5,0 | |||||||||||
| Расстояние от опорной поверхности до оси отверстия в головке l2js15 | 2,0 | 2,8 | 3,5 | 4,0 | 4,5 | 5,0 | 6,0 | 6,5 | 7,0 | 7,5 | 8,5 | 9,5 | 11,5 | 13,0 | 15,0 | |
Примечание: Размеры болтов, приведенные в скобках, использовать не рекомендуется.
Чертеж болта 7798:
Перевод болтов из штук в килограммы приведен в таблице 2.
Таблица 2
| Длина болта, мм | Теоретическая масса 1000 шт. болтов кг» при номинальном диаметре резьбы d, мм | ||||||||||||||
| болт м6 | болт М8 | болт М10 | болт М12 | болт м14 | болт М16 | болт м18 | болт М20 | болт м22 | болт м24 | болт м27 | болт м30 | болт м36 | болт м42 | болт м48 | |
| 8 | 4,306 | 8,668 | — | — | — | — | — | — | — | — | — | — | — | — | — |
| 10 | 4,712 | 9,394 | 16,68 | — | — | — | — | — | — | — | — | — | — | — | — |
| 12 | 5,118 | 10,120 | 17,82 | — | — | — | — | — | — | — | — | — | — | — | — |
| 14 | 5,524 | 10,850 | 18,96 | 27,89 | — | — | — | — | — | — | — | — | — | — | — |
| 16 | 5,930 | 11,570 | 20,10 | 29,48 | 43,98 | — | — | — | — | — | — | — | — | — | — |
| 18 | 6,336 | 12,300 | 21,23 | 31,12 | 46,21 | 65,54 | — | — | — | — | — | — | — | — | — |
| 20 | 6,742 | 13,020 | 22,37 | 32,76 | 48,45 | 68,49 | 95,81 | — | — | — | — | — | — | — | — |
| 22 | 7,204 | 13,520 | 23,51 | 34,40 | 50,69 | 71,44 | 99,52 | — | — | — | — | — | — | — | — |
| 25 | 7,871 | 14,840 | 25,22 | 36,86 | 54,05 | 75,87 | 105,10 | 133,3 | — | — | — | — | — | — | — |
| 28 | 8,537 | 16,330 | 26,92 | 39,32 | 57,40 | 80,29 | 110,60 | 140,2 | — | — | — | — | — | — | — |
| 30 | 8,981 | 17,120 | 28,52 | 40,96 | 59,64 | 83,24 | 114,30 | 144,8 | 193,0 | — | — | — | — | — | — |
| 32 | 9,426 | 17,910 | 29,43 | 42,59 | 61,87 | 86,19 | 118,00 | 149,4 | 198,6 | 237,0 | — | — | — | — | — |
| 35 | 10,090 | 19,090 | 31,28 | 45,34 | 65,24 | 90,62 | 123,60 | 156,3 | 207,0 | 246,9 | 340,6 | — | — | — | — |
| 38 | 10,760 | 20,280 | 33,18 | 48,00 | 68,59 | 95,04 | 129,20 | 163,2 | 215,4 | 256,9 | 353,3 | — | — | — | — |
| 40 | 11,200 | 21,070 | 34,36 | 49,78 | 71,25 | 97,99 | 132,90 | 167,8 | 221,0 | 263,5 | 361,8 | 474,8 | — | — | — |
| 45 | 12,310 | 23,040 | 37,45 | 54,22 | 77,30 | 105,70 | 142,10 | 179,4 | 235,0 | 280,1 | 373,0 | 500,9 | — | — | — |
| 50 | 13,420 | 25,020 | 40,53 | 58,67 | 83,35 | 113,60 | 152,40 | 190,9 | 249,0 | 296,7 | 404,1 | 526,9 | 834,5 | — | — |
| 55 | 14,530 | 26,990 | 43,62 | 63,11 | 89,39 | 121,50 | 162,40 | 203,7 | 263,1 | 313,3 | 425,3 | 553,0 | 872,1 | 1304 | — |
| 60 | 15,640 | 28,970 | 46,70 | 67,55 | 95,44 | 129,40 | 172,40 | 216,0 | 278,9 | 329,9 | 446,5 | 579,0 | 909,8 | 1356 | — |
| 65 | 16,760 | 30,940 | 49,79 | 71,99 | 101,50 | 137,30 | 182,40 | 228,4 | 293,8 | 348,8 | 467,7 | 605,1 | 947,4 | 1407 | 2009 |
| 70 | 17,870 | 32,910 | 52,87 | 76,44 | 107,50 | 145,20 | 192,40 | 240,7 | 308,8 | 366,5 | 491,1 | 631,1 | 985,0 | 1458 | 2076 |
| 75 | 18,980 | 34,890 | 55,96 | 80,88 | 113,60 | 153,10 | 202,40 | 253,0 | 323,7 | 384,3 | 513,6 | 659,7 | 1023,0 | 1509 | 2143 |
| 80 | 20,090 | 36,860 | 59,04 | 85,33 | 119,60 | 161,00 | 212,40 | 265,0 | 338,6 | 402,1 | 536,1 | 687,5 | 1061,0 | 1561 | 2211 |
| 85 | 21,200 | 38,840 | 62,13 | 89,77 | 125,70 | 168,90 | 222,40 | 277,7 | 353,6 | 419,8 | 558,6 | 715,2 | 1098,0 | 1612 | 2278 |
| 90 | 22,310 | 40,810 | 65,21 | 94,20 | 131,70 | 176,80 | 232,40 | 290,1 | 368,5 | 437,6 | 581,0 | 743,0 | 1141,0 | 1663 | 2345 |
| 95 | — | 42,790 | 68,30 | 98,64 | 137,80 | 184,70 | 242,40 | 302,4 | 383,4 | 455,4 | 603,5 | 770,8 | 1181,0 | 1715 | 2412 |
| 100 | — | 44,760 | 71,38 | 103,10 | 143,80 | 192,60 | 252,40 | 314,7 | 398,3 | 473,2 | 626,0 | 798,5 | 1221,0 | 1766 | 2479 |
| 105 | — | — | 74,47 | 107,50 | 149,90 | 200,50 | 262,40 | 327,1 | 413,3 | 490,9 | 648,5 | 826,3 | 1261,0 | 1826 | 2546 |
| 110 | — | — | 77,55 | 112,00 | 155,90 | 208,40 | 272,30 | 339,4 | 428,2 | 508,7 | 671,0 | 854,1 | 1301,0 | 1880 | 2614 |
| 115 | — | — | 80,63 | 116,40 | 162,00 | 216,30 | 282,30 | 351,8 | 443,1 | 526,5 | 693,5 | 881,8 | 1341,0 | 1934 | 2690 |
| 120 | — | — | 83,72 | 120,90 | 168,00 | 224,20 | 292,30 | 364,1 | 458,1 | 544,2 | 716,0 | 909,6 | 1381,0 | 1989 | 2760 |
| 125 | — | — | 86,80 | 125,30 | 174,00 | 232,10 | 302,30 | 376,4 | 473,0 | 562,0 | 738,5 | 937,4 | 1421,0 | 2043 | 2831 |
| 130 | — | — | 89,89 | 129,70 | 180,10 | 240,00 | 312,30 | 388,8 | 487,9 | 579,8 | 761,0 | 965,2 | 1461,0 | 2098 | 2903 |
| 140 | — | — | 96,06 | 138,60 | 192,20 | 255,80 | 332,30 | 413,5 | 517,8 | 615,3 | 806,0 | 1021,0 | 1541,0 | 2207 | 3045 |
| 150 | — | — | 102,18 | 147,50 | 204,30 | 271,60 | 352,30 | 438,1 | 547,6 | 650,8 | 850,1 | 1076,0 | 1621,0 | 2315 | 3187 |
| 160 | — | — | 108,38 | 156,40 | 216,40 | 287,40 | 372,30 | 462,8 | 577,5 | 686,4 | 895,9 | 1132,0 | 1701,0 | 2424 | 3329 |
| 170 | — | — | 114,58 | 165,30 | 228,50 | 303,20 | 392,30 | 487,5 | 607,4 | 721,9 | 940,9 | 1188,0 | 1780,0 | 2533 | 3471 |
| 180 | — | — | 120,68 | 174,20 | 240,60 | 319,00 | 412,30 | 512,2 | 637,2 | 757,5 | 985,9 | 1243,0 | 1860,0 | 2642 | 3614 |
| 190 | — | — | 126,88 | 183,10 | 252,70 | 333,80 | 432,30 | 536,9 | 667,1 | 793,0 | 1031,0 | 1299,0 | 1940,0 | 2751 | 3756 |
| 200 | — | — | 133,08 | 191,90 | 264,70 | 350,60 | 452,20 | 561,5 | 697,0 | 828,6 | 1076,0 | 1354,0 | 2020,0 | 2860 | 3898 |
| 220 | — | — | — | 209,70 | 228,90 | 382,20 | 492,20 | 610,9 | 756,7 | 899,6 | 1166,0 | 1465,0 | 2180,0 | 3077 | 4182 |
| 240 | — | — | — | 227,50 | 313,10 | 413,80 | 532,20 | 660,3 | 816,4 | 970,8 | 1256,0 | 1576,0 | 2340,0 | 3295 | 4466 |
| 260 | — | — | — | 245,20 | 337,60 | 445,40 | 572,20 | 709,6 | 876,1 | 1042,0 | 1346,0 | 1687,0 | 2500,0 | 3513 | 4751 |
| 280 | — | — | — | — | 361,50 | 476,90 | 612,20 | 759,0 | 935,9 | 1113,0 | 1436,0 | 1798,0 | 2660,0 | 3730 | 5035 |
| 300 | — | — | — | — | 385,70 | 508,50 | 652,20 | 808,3 | 995,6 | 1184,0 | 1526,0 | 1910,0 | 2820,0 | 3948 | 5319 |
Варианты исполнения головки болта устанавливает производитель болтов. Наиболее широко применяются болты м6, м8, м10, м12, м16, м20 по типу исполнения 1. Болты по типу исполнения 2 и 3, как правило, производятся на заказ.
Примеры условного обозначения:
- Болт М12 — 6gх60.58 (S19) ГОСТ 7798-70
Болт тип исполнения 1, с диаметром резьбы d=12 мм, с размером «под ключ» S=19 мм, длиной l=60 мм, с крупным шагом резьбы, с полем допуска 6g, класса прочности 5.8, черный.
- Болт М10х1,25 — 6gх60.109.40Х.016 ГОСТ 7798-70
Болт исполнения 1, с диаметром резьбы d=10 мм, с размером «под ключ» S=17 мм, с мелким шагом резьбы 1,25 мм., с полем допуска 6g, класса прочности 10.9, изготовленный из стали марки 40Х, с покрытием типа 01 толщиной 6 мкм. (болт оцинкованный)
- Болт М16 — 6gх60.58 (S24) ГОСТ 7798-70
Болт исполнения 1, с диаметром резьбы d=16 мм, с размером «под ключ» S=24 мм, длиной l=60 мм, с крупным шагом резьбы с полем допуска 6g, класса прочности 5.8, черный без покрытия.
- Болт М16х1,5 — 6gх60.109.40Х.016 ГОСТ 7798-70
Болт исполнения 1, с диаметром резьбы d=16 мм, с размером «под ключ» S=24 мм, длиной 60 мм, с мелким шагом резьбы с полем допуска 6g, класса прочности 10.9, из стали марки 40Х, с цинковым покрытием толщиной 6 мкм.
- Болт 2М20 — 6gх60.58 (S30) ГОСТ 7798-70
Болт исполнения 2, с диаметром резьбы d=20 мм, с размером «под ключ» S=30 мм, длиной l=60 мм, с крупным шагом резьбы, с полем допуска 6g, класса прочности 5.8, без покрытия.
Узнать цены и оформить заказ на данную продукцию оптом от одного ящика вы можете у наших менеджеров.
|
| |||||
Таблица отверстий — метрическая система — NightShade Electronics
Отличный аккумулятор, именно то, что мне нужно для управления освещением через Arduino, я уже заказал еще 5.
Майкл У., клиент NightShade
Это второй аппарат, который я купил у NightShade Electronics. Он очень хорошо продуман и качественен. В комплект входят несколько простых деталей, которые можно припаять в соответствии с потребностями конфигурации. Инструкция в формате PDF была очень полезна в объяснении, как ее применять. У меня возникло несколько необычных вопросов, и люди в [электронная почта защищена] мне очень помогли.
Джефф , клиент NightShade
Это был отличный опыт покупки, а EnergyShield от Nightshade Electronics — отличный продукт.
Брэд Библер , клиент NightShade
Они отлично подходят для хранения энергии и предоставляют отличные данные. Надежный и простой в кодировании. Я использую их в своих солнечных проектах и передаю данные обратно в дом по беспроводной сети. Еще раз спасибо! Отличный продукт!
Аноним , клиент NightShade
Купил шахту через кампанию Kickstarter, но очень рад, что она у меня есть. Нужно еще много.
Джон Х. , клиент NightShade
Очень рекомендую это. Очень полезные и онлайн-маршруты точно соответствуют тому, что у вас есть. Все данные хранятся в простой библиотеке. Напряжение, ток, температура и напряжение розетки (солнечная или настенная розетка). Использование шахты с солнечной панелью @ ~ 12В… регулировка потенциометра VMPP — большой плюс. Идеально! Хороший щит!
Аноним , клиент NightShade
Этот щит потрясающий! Наличие перезаряжаемой батареи с таким большим количеством внутренней диагностики значительно увеличивает функциональность моих проектов Arduino.
Дэниел , клиент NightShade
Это работает точно так, как описано. Я интегрировал в небольшую метеостанцию Arduino, и она работает отлично.
Uriah Welcome , заказчик NightShade
Размеры отверстий для колонн — Таблицы — Руководство по резьбонарезным инструментам
Таблицы размеров отверстий для колоннОтверстие под сердечник — это отверстие, в котором нарезается внутренняя резьба.Основное отверстие предварительно просверливается спиральным сверлом.
Различают метрическую и дюймовую резьбу. Для метрической резьбы размеры указаны в миллиметрах. Шаг рассчитывается путем измерения расстояния между первым и вторым зубом. Однако для дюймовой резьбы размеры даны в дюймах. 1 дюйм соответствует 25,4 мм. Здесь шаг определяется путем подсчета количества витков резьбы на один дюйм.
Корончатые отверстия имеют определенный размер, соответствующий нарезанной резьбы.Это означает, что размер отверстия спирального сверла определяется диаметром резьбы.
Подробнее о бурении колонковых отверстий читайте в статье нашего блога:
Важно!
Для глухих отверстий необходимо предварительно просверлить отверстие под стержень глубже желаемой резьбы на длину фаски.
Рекомендуем опустить отверстие под сердечник до диаметра резьбы.
Ниже вы найдете таблицы размеров колонковых отверстий для колонкового бурения для:
- Метрическая резьба DIN 13
- Мелкая метрическая резьба
- BSP
- UNC
- UNF
- BSW
- BSF
- NPT
- НПТФ
- Тр
Размеры отверстий под метрическую резьбу DIN 13
Правильные размеры отверстий для корончатых сверл, таблиц сверления и таблиц резьбы для метрической стандартной резьбы ISO:
| Размеры отверстий под метрическую резьбу DIN 13 | ||
| Метрическая резьба ISO или стандартная резьба измеряется в миллиметрах и является наиболее часто используемой в Европе. | ||
| Номинальный размер мм | Шаг мм | Глубинное отверстие мм |
| М 1 | 0,25 | 0,75 |
| М 1,1 | 0,25 | 0,85 |
| М 1,2 | 0,25 | 0,95 |
| М 1,4 | 0,3 | 1,1 |
| М 1,6 | 0,35 | 1,25 |
| М 1,7 | 0,35 | 1,3 |
| М 1,8 | 0,35 | 1,45 |
| м 2 | 0,4 | 1,6 |
| М 2,2 | 0,45 | 1,75 |
| М 2,3 | 0,4 | 1,9 |
| М 2,5 | 0,45 | 2,05 |
| M 2,6 | 0,45 | 2,1 |
| м 3 | 0,5 | 2,5 |
| М 3,5 | 0,6 | 2,9 |
| М 4 | 0,7 | 3,3 |
| М 4,5 | 0,75 | 3,7 |
| М 5 | 0,8 | 4,2 |
| м 6 | 1 | 5 |
| М 7 | 1 | 6 |
| м 8 | 1,25 | 6,8 |
| м 9 | 1,25 | 7,8 |
| М 10 | 1,5 | 8,5 |
| м 11 | 1,5 | 9,5 |
| м 12 | 1,75 | 10,2 |
| м 14 | 2 | 12 |
| М 16 | 2 | 14 |
| М 18 | 2,5 | 15,5 |
| м 20 | 2,5 | 17,5 |
| М 22 | 2,5 | 19,5 |
| М 24 | 3 | 21 |
| м 27 | 3 | 24 |
| м 30 | 3,5 | 26,5 |
| м 33 | 3,5 | 29,5 |
| м 36 | 4 | 32 |
| М 39 | 4 | 35 |
| М 42 | 4,5 | 37,5 |
| м 45 | 4,5 | 40,5 |
| М 48 | 5 | 43 |
| м 52 | 5 | 47 |
| м 56 | 5,5 | 51,5 |
| М 60 | 5,5 | 54,5 |
| м 64 | 6 | 58 |
Размеры отверстий под метрическую мелкую резьбу
Правильные размеры отверстий для корончатых сверл, таблиц сверления, а также таблиц резьбы для метрической мелкой резьбы ISO:
| Размеры отверстий под метрическую мелкую резьбу | ||
| По сравнению со стандартной резьбой, мелкая резьба имеет меньший уклон . | ||
| Номинальный размер мм | Шаг мм | Глубинное отверстие мм |
| MF 2,5 x 0,35 | 0,35 | 2,15 |
| MF 2,6 x 0,35 | 0,35 | 2,15 |
| MF 3 x 0,35 | 0,35 | 2,65 |
| MF 3,5 x 0,35 | 0,35 | 3,15 |
| MF 4 x 0,35 | 0,35 | 3,65 |
| MF 4 x 0,5 | 0,5 | 3,5 |
| MF 4,5 x 0,35 | 0,35 | 4,15 |
| MF 4,5 x 0,5 | 0,5 | 4 |
| MF 5 x 0,5 | 0,5 | 4,5 |
| MF 5 x 0,75 | 0,75 | 4,25 |
| MF 5,5 x 0,5 | 0,5 | 5 |
| MF 5,5 x 0,75 | 0,75 | 4,75 |
| MF 6 x 0,5 | 0,5 | 5,5 |
| MF 6 x 0,75 | 0,75 | 5,25 |
| MF 7 x 0,5 | 0,5 | 6,5 |
| MF 7 x 0,75 | 0,75 | 6,25 |
| MF 8 x 0,5 | 0,5 | 7,5 |
| MF 8 x 0,75 | 0,75 | 7,25 |
| MF 8 x 1 | 1 | 7 |
| MF 8 x 1,5 | 1,5 | 6,5 |
| MF 9 x 0,5 | 0,5 | 8,5 |
| MF 9 x 0,75 | 0,75 | 8,2 |
| MF 9 x 1 | 1 | 8 |
| MF 10 x 0,5 | 0,5 | 9,5 |
| MF 10 x 0,75 | 0,75 | 9,25 |
| MF 10 x 1 | 1 | 9 |
| MF 10 x 1,25 | 1,25 | 8,8 |
| MF 11 x 0,5 | 0,5 | 10,5 |
| MF 11 x 0,75 | 0,75 | 10,25 |
| MF 11 x 1 | 1 | 10 |
| MF 11 x 1,25 | 1,25 | 9,75 |
| MF 12 x 0,5 | 0,5 | 11,5 |
| MF 12 x 0,75 | 0,75 | 11,25 |
| MF 12 x 1 | 1 | 11 |
| MF 12 x 1,25 | 1,25 | 10,8 |
| MF 12 x 1,5 | 1,5 | 10,5 |
| MF 13 x 0,5 | 0,5 | 12,5 |
| MF 13 x 0,75 | 0,75 | 12,25 |
| MF 13 x 1 | 1 | 12 |
| MF 13 x 1,25 | 1,25 | 11,75 |
| MF 13 x 1,5 | 1,5 | 11,5 |
| MF 14 x 0,5 | 0,5 | 13,5 |
| MF 14 x 0,75 | 0,75 | 13,25 |
| MF 14 x 1 | 1 | 13 |
| MF 14 x 1,25 | 1,25 | 12,8 |
| MF 14 x 1,5 | 1,5 | 12,5 |
| MF 15 x 0,5 | 0,5 | 14,5 |
| MF 15 x 0,75 | 0,75 | 14,25 |
| MF 15 x 1 | 1 | 14 |
| MF 15 x 1,25 | 1,25 | 13,8 |
| MF 15 x 1,5 | 1,5 | 13,5 |
| MF 16 x 0,5 | 0,5 | 15,5 |
| MF 16 x 0,75 | 0,75 | 15,25 |
| MF 16 x 1 | 1 | 15 |
| MF 16 x 1,25 | 1,25 | 14,75 |
| MF 16 x 1,5 | 1,5 | 14,5 |
| MF 17 x 0,75 | 0,75 | 16,25 |
| MF 17 x 1 | 1 | 16 |
| MF 17 x 1,5 | 1,5 | 15,5 |
| MF 18 x 0,5 | 0,5 | 17,5 |
| MF 18 x 0,75 | 0,75 | 17,25 |
| MF 18 x 1 | 1 | 17 |
| MF 18 x 1,25 | 1,25 | 16,75 |
| MF 18 x 1,5 | 1,5 | 16,5 |
| MF 18 x 2 | 2 | 16 |
| MF 19 x 1 | 1 | 18 |
| MF 19 x 1,5 | 1,5 | 17,5 |
| MF 20 x 0,5 | 0,5 | 19,5 |
| MF 20 x 0,75 | 0,75 | 19,25 |
| MF 20 x 1 | 1 | 19 |
| MF 20 x 1,25 | 1,25 | 18,75 |
| MF 20 x 1,5 | 1,5 | 18,5 |
| MF 20 x 2 | 2 | 18 |
| MF 21 x 1 | 1 | 20 |
| MF 21 x 1,5 | 1,5 | 19,5 |
| MF 22 x 0,5 | 0,5 | 21,5 |
| MF 22 x 0,75 | 0,75 | 21,25 |
| MF 22 x 1 | 1 | 21 |
| MF 22 x 1,25 | 1,25 | 20,75 |
| MF 22 x 1,5 | 1,5 | 20,5 |
| MF 22 x 2 | 2 | 20 |
| MF 23 x 1 | 1 | 22 |
| MF 23 x 1,5 | 1,5 | 21,5 |
| MF 24 x 0,5 | 0,5 | 23,5 |
| MF 24 x 0,75 | 0,75 | 23,25 |
| MF 24 x 1 | 1 | 23 |
| MF 24 x 1,25 | 1,25 | 22,75 |
| MF 24 x 1,5 | 1,5 | 22,5 |
| MF 24 x 2 | 2 | 22 |
| MF 25 x 1 | 1 | 24 |
| MF 25 x 1,5 | 1,5 | 23,5 |
| MF 25 x 2 | 2 | 23 |
| MF 26 x 1 | 1 | 25 |
| MF 26 x 1,25 | 1,25 | 24,75 |
| MF 26 x 1,5 | 1,5 | 24,5 |
| MF 26 x 2 | 2 | 24 |
| MF 27 x 1 | 1 | 26 |
| MF 27 x 1,5 | 1,5 | 25,5 |
| MF 27 x 2 | 2 | 25 |
| MF 28 x 1 | 1 | 27 |
| MF 28 x 1,5 | 1,5 | 26,5 |
| MF 28 x 2 | 2 | 26 |
| MF 30 x 1 | 1 | 29 |
| MF 30 x 1,5 | 1,5 | 28,5 |
| MF 30 x 2 | 2 | 28 |
| MF 30 x 3 | 3 | 27 |
| MF 32 x 1 | 1 | 31 |
| MF 32 x 1,5 | 1,5 | 30,5 |
| MF 32 x 2 | 2 | 30 |
| MF 32 x 3 | 3 | 29 |
| MF 33 x 1 | 1 | 32 |
| MF 33 x 1,5 | 1,5 | 31,5 |
| MF 33 x 2 | 2 | 31 |
| MF 33 x 3 | 3 | 30 |
| MF 34 x 1 | 1 | 33 |
| MF 34 x 1,5 | 1,5 | 32,5 |
| MF 34 x 2 | 2 | 32 |
| MF 34 x 3 | 3 | 31 |
| MF 35 x 1 | 1 | 34 |
| MF 35 x 1,5 | 1,5 | 33,5 |
| MF 35 x 2 | 2 | 33 |
| MF 35 x 3 | 3 | 32 |
| MF 36 x 1 | 1 | 35 |
| MF 36 x 1,5 | 1,5 | 34,5 |
| MF 36 x 2 | 2 | 34 |
| MF 36 x 3 | 3 | 33 |
| MF 38 x 1 | 1 | 37 |
| MF 38 x 1,5 | 1,5 | 36,5 |
| MF 38 x 2 | 2 | 36 |
| MF 38 x 3 | 3 | 35 |
| MF 39 x 1,5 | 1,5 | 37,5 |
| MF 39 x 2 | 2 | 37 |
| MF 39 x 3 | 3 | 36 |
| MF 40 x 1 | 1 | 39 |
| MF 40 x 1,5 | 1,5 | 38,5 |
| MF 40 x 2 | 2 | 38 |
| MF 40 x 3 | 3 | 37 |
| MF 42 x 1,5 | 1,5 | 40,5 |
| MF 42 x 2 | 2 | 40 |
| MF 42 x 3 | 3 | 39 |
| MF 42 x 4 | 4 | 38 |
| MF 45 x 1 | 1 | 44 |
| MF 45 x 1,5 | 1,5 | 43,5 |
| MF 45 x 2 | 2 | 43 |
| MF 45 x 3 | 3 | 42 |
| MF 45 x 4 | 4 | 41 |
| MF 48 x 1 | 1 | 47 |
| MF 48 x 1,5 | 1,5 | 46,5 |
| MF 48 x 2 | 2 | 46 |
| MF 48 x 3 | 3 | 45 |
| MF 48 x 4 | 4 | 44 |
| MF 50 x 1 | 1 | 49 |
| MF 50 x 1,5 | 1,5 | 48,5 |
| MF 50 x 2 | 2 | 48 |
| MF 50 x 3 | 3 | 47 |
| MF 50 x 4 | 4 | 46 |
| MF 52 x 1 | 1 | 51 |
| MF 52 x 1,5 | 1,5 | 50,5 |
| MF 52 x 2 | 2 | 50 |
| MF 52 x 3 | 3 | 49 |
| MF 52 x 4 | 4 | 48 |
| MF 54 x 1,5 | 1,5 | 52,5 |
| MF 54 x 2 | 2 | 52 |
| MF 54 x 3 | 3 | 51 |
| MF 54 x 4 | 4 | 50 |
| MF 55 x 1,5 | 1,5 | 53,5 |
| MF 55 x 2 | 2 | 53 |
| MF 55 x 3 | 3 | 52 |
| MF 55 x 4 | 4 | 51 |
| MF 56 x 1,5 | 1,5 | 54,5 |
| MF 56 x 2 | 2 | 54 |
| MF 56 x 3 | 3 | 53 |
| MF 56 x 4 | 4 | 52 |
| MF 58 x 1,5 | 1,5 | 56,5 |
| MF 58 x 2 | 2 | 56 |
| MF 58 x 3 | 3 | 55 |
| MF 58 x 4 | 4 | 54 |
| MF 60 x 1,5 | 1,5 | 58,5 |
| MF 60 x 2 | 2 | 58 |
| MF 60 x 3 | 3 | 57 |
| MF 60 x 4 | 4 | 56 |
| MF 62 x 1,5 | 1,5 | 60,5 |
| MF 62 x 2 | 2 | 60 |
| MF 62 x 3 | 3 | 59 |
| MF 62 x 4 | 4 | 58 |
| MF 64 x 1,5 | 1,5 | 62,5 |
| MF 64 x 2 | 2 | 62 |
| MF 64 x 3 | 3 | 61 |
| MF 64 x 4 | 4 | 60 |
Размеры колонкового отверстия для BSP
Правильные размеры отверстий для корончатых сверл, таблиц сверления, резьбы на дюйм и таблиц резьбы для трубной резьбы Витворта:
| Размеры отверстий под сердечник для резьбы BSP | ||
| Британская стандартная труба (BSP / G) представляет собой трубную резьбу Уитворта и указывается в дюймах. | ||
| Номинальный размер мм | Число шестерен на дюйм | Глубинное отверстие мм |
| G 1/8 | 28 | 8,8 |
| G 1/4 | 19 | 11,8 |
| G 3/8 | 19 | 15,3 |
| G 1/2 | 14 | 19 |
| G 5/8 | 14 | 21 |
| G 3/4 | 14 | 24,5 |
| G 7/8 | 14 | 28,3 |
| г 1 | 11 | 30,5 |
| Г 1.1/8 | 11 | 35,5 |
| G 1.1 / 4 | 11 | 39,5 |
| G 1,3 / 8 | 11 | 42 |
| G 1.1 / 2 | 11 | 45 |
| G 1,5 / 8 | 11 | 49,6 |
| G 1,3 / 4 | 11 | 51 |
| Г 2 | 11 | 57 |
| G 2.1 / 4 | 11 | 63,3 |
| Г 2.1/2 | 11 | 72,8 |
| G 2.3 / 4 | 11 | 79 |
| Г 3 | 11 | 85,5 |
| G 3.1 / 4 | 11 | 91,6 |
| G 3.1 / 2 | 11 | 98 |
| G 3.3 / 4 | 11 | 104 |
| г 4 | 11 | 110,7 |
Размеры отверстий под UNC
Правильные размеры отверстий для корончатых сверл, таблиц сверления, резьбы на дюйм и таблиц резьбы для стандартной американской резьбы:
| Размеры отверстий под резьбу UNC | ||
| Унифицированная национальная грубая резьба (UNC) — это американский эквивалент стандартной резьбы.Только единицы измерения даны в дюймах. | ||
| Номинальный размер мм | Число передач на дюйм | Глубинное отверстие мм |
| № 1 | 64 | 1,5 |
| № 2 | 56 | 1,8 |
| № 3 | 48 | 2,1 |
| №4 | 40 | 2,3 |
| № 5 | 40 | 2,6 |
| № 6 | 32 | 2,9 |
| № 8 | 32 | 3,5 |
| № 10 | 24 | 3,9 |
| № 12 | 24 | 4,5 |
| 1/4 | 20 | 5,2 |
| 5/16 | 18 | 6,6 |
| 3/8 | 16 | 8 |
| 7/16 | 14 | 9,4 |
| 1/2 | 13 | 10,8 |
| 9/16 | 12 | 12,3 |
| 5/8 | 11 | 13,5 |
| 3/4 | 10 | 16,5 |
| 7/8 | 9 | 19,5 |
| 1 | 8 | 22,3 |
| 1.1/8 | 7 | 25 |
| 1. 1/4 | 7 | 28,3 |
| 1. 3/8 | 6 | 30,8 |
| 1. 1/2 | 6 | 34 |
| 1. 5/8 | 5 | 37,1 |
| 1. 3/4 | 5 | 39,5 |
| 1. 7/8 | 4,5 | 42 |
| 2 | 4,5 | 45 |
Размеры отверстия под резьбу UNF
Правильные размеры отверстий для корончатых сверл, таблиц сверления, резьбы на дюйм и таблицы резьбы для американской мелкой резьбы:
| Размеры отверстий под резьбу UNF | ||
| Унифицированная национальная тонкая резьба (UNF) является американским эквивалентом метрической мелкой резьбы ISO.Единица измерения — дюймы. | ||
| Номинальный размер мм | Число передач на дюйм | Глубинное отверстие мм |
| № 0 | 80 | 1,25 |
| № 1 | 72 | 1,55 |
| № 2 | 64 | 1,85 |
| № 3 | 56 | 2,1 |
| №4 | 48 | 2,4 |
| № 5 | 44 | 2,7 |
| № 6 | 40 | 3 |
| № 8 | 36 | 3,5 |
| № 10 | 32 | 4,1 |
| № 12 | 28 | 4,65 |
| 1/4 | 28 | 5,5 |
| 5/16 | 24 | 6,9 |
| 3/8 | 24 | 8,5 |
| 7/16 | 20 | 9,9 |
| 1/2 | 20 | 11,5 |
| 9/16 | 18 | 13 |
| 5/8 | 18 | 14,5 |
| 3/4 | 16 | 17,5 |
| 7/8 | 14 | 20,5 |
| 1 (14) ” | 14 | 23,3 |
| 1 (12) ” | 12 | 23,3 |
| 1.1/8 | 12 | 26,5 |
| 1. 1/4 | 12 | 29,5 |
| 1. 3/8 | 12 | 32,5 |
| 1. 1/2 | 12 | 36 |
Размеры отверстия под резьбу BSW
Правильные размеры отверстий для корончатых сверл, таблиц сверления, резьбы на дюйм и таблицы резьбы для британской резьбы BSW:
| Размеры отверстий под сердечник для резьбы BSW | ||
| Британский стандарт Whitworth (BSW / WW) — это винтовая резьба.Он дан в дюймах. | ||
| Номинальный размер мм | Gänge pro Zoll | Кернлох мм |
| 1/16 | 60 | 1,2 |
| 3/32 | 48 | 1,9 |
| 1/8 | 40 | 2,6 |
| 5/32 | 32 | 3,2 |
| 3/16 | 24 | 3,8 |
| 7/32 | 24 | 4,6 |
| 1/4 | 20 | 5,1 |
| 5/16 | 18 | 6,5 |
| 3/8 | 16 | 7,9 |
| 7/16 | 14 | 9,3 |
| 1/2 | 12 | 10,5 |
| 9/16 | 12 | 12 |
| 3/4 | 10 | 16,5 |
| 7/8 | 9 | 19,5 |
| 1 ″ | 8 | 22 |
| 1.1/8 | 7 | 25 |
| 1. 1/4 | 7 | 28 |
| 1. 3/8 | 6 | 30,5 |
| 1. 1/2 | 6 | 33,5 |
| 1. 5/8 | 5 | 35,5 |
| 1. 7/8 | 4,5 | 41,5 |
| 2. 1/4 | 4 | 50,8 |
| 2. 1/2 | 4 | 57,15 |
| 2.3/4 | 3,5 | 62,6 |
| 3 ″ | 3,5 | 68,95 |
Kernlochmaße für BSF
Die richtigen Kernlochmaße für Kernlochbohrer, Bohrtabellen, Gänge pro Inch sowie Gewindetabellen für das britische Feingewinde.
| Kernlochmaße für BSF Gewinde | ||
| Das British Standard Fine (BSF) ist die englische Variante des Feingewindes.Es wird в Zoll angegeben. | ||
| Nennmaß мм | Число передач на дюйм | Глубинное отверстие мм |
| 3/16 | 32 | 4 |
| 1/4 | 26 | 5,3 |
| 5/16 | 22 | 6,8 |
| 3/8 | 20 | 8,3 |
| 7/16 | 18 | 9,7 |
| 1/2 | 16 | 11,1 |
| 9/16 | 16 | 12,7 |
| 5/8 | 14 | 14 |
| 11/16 | 14 | 15,7 |
| 3/4 | 12 | 16,8 |
| 13/16 | 12 | 18,5 |
| 7/8 | 11 | 19,8 |
| 15/16 | 11 | 21,5 |
| 1 | 10 | 22,8 |
| 1.1/8 | 9 | 25,5 |
| 1. 1/4 | 9 | 28,6 |
| 1. 3/8 | 8 | 31,5 |
| 1. 1/2 | 8 | 34,6 |
| 1. 5/8 | 8 | 38,1 |
| 1. 3/4 | 7 | 40,8 |
| 2 | 7 | 47,2 |
Размеры основного отверстия для NPT
| NPT- National Pipe Taper — трубная резьба американского происхождения. | ||||
| Номинальный размер резьбы | Градиент в шестернях на дюйм / дюйм | Шаг (мм) | Внешний диаметр (мм) | Отверстие под сердечник (мм) |
| 1/16 ″ — 27 NPT | 27 | 0,941 | 7 895 | 6 |
| 1/8 ″ — 27 NPT | 27 | 0,941 | 10 242 | 8,25 |
| 1/4 ″ — 18 NPT | 18 | 1,411 | 13 616 | 10,7 |
| 3/8 ″ — 18 NPT | 18 | 1,411 | 17055 | 14,1 |
| 1/2 ″ — 14 NPT | 14 | 1814 | 21 223 | 17,4 |
| 3/4 ″ — 14 NPT | 14 | 1814 | 26,568 | 22,6 |
| 1 ″ — 11 1/2 NPT | 11,5 | 2,209 | 33 228 | 28,5 |
| 1 1/4 ″ — 11 1/2 NPT | 11,5 | 2,209 | 41 985 | 37 |
| 1 1/2 ″ — 11 1/2 NPT | 11,5 | 2,209 | 48 054 | 43,5 |
| 2 ″ — 11 1/2 NPT | 11,5 | 2,209 | 60 092 | 55 |
| 2 1/2 ″ — 8 NPT | 8 | 3,175 | 72 699 | 65,5 |
| 3 ″ — 8 NPT | 8 | 3,175 | 88,608 | 81,5 |
| 3 1/2 ″ — 8 NPT | 8 | 3,175 | 101 316 | 94,3 |
| 4 ″ — 8 NPT | 8 | 3,175 | 113,973 | 107 |
| 5 ″ — 8 NPT | 8 | 3,175 | 141,3 | 134 384 |
| 6 ″ — 8 NPT | 8 | 3,175 | 168 275 | 161,191 |
| 8 ″ — 8 NPT | 8 | 3,175 | 219 075 | 211 673 |
| 10 ″ — 8 NPT | 8 | 3,175 | 273,05 | 265 311 |
| 12 ″ — 8 NPT | 8 | 3,175 | 323,85 | 315 793 |
Размеры отверстия в колонне для NPTF
| NPTF — National Pipe Taper Fuel — американо-американская трубная резьба. | ||||
| Номинальный размер резьбы | Градиент в шестернях на дюйм | Шаг (мм) | Наружный диаметр (мм) | Сердечное отверстие (мм) |
| 1/16 ″ — 27 NPTF | 27 | 0,94 | 7,87 | 6 |
| 1/8 ″ — 27 NPTF | 27 | 0,94 | 10 217 | 8,25 |
| 1/4 ″ — 18 NPTF | 18 | 1,411 | 13 577 | 10,7 |
| 3/8 ″ — 18 NPTF | 18 | 1,411 | 17016 | 14,1 |
| 1/2 ″ — 14 NPTF | 14 | 1814 | 21 211 | 17,4 |
| 3/4 ″ — 14 NPTF | 14 | 1814 | 26,566 | 22,6 |
| 1 ″ — 11 1/2 NPTF | 11,5 | 2,209 | 33,195 | 28,5 |
| 1 1/4 ″ — 11 1/2 NPTF | 11,5 | 2,209 | 41,952 | 37 |
| 1 1/2 ″ — 11 1/2 NPTF | 11,5 | 2,209 | 48021 | 43,5 |
| 2 ″ — 11 1/2 NPTF | 11,5 | 2,209 | 60,06 | 55 |
| 2 1/2 ″ — 8 NPTF | 8 | 3,175 | 72 642 | 65,5 |
| 4 ″ — 8 NPTF | 8 | 3,175 | 113 913 | 107 |
Размеры колонкового отверстия для Tr
| Tr — Трапецеидальная резьба имеет форму равнобедренной трапеции. | |||
| Номинальный размер резьбы | Шаг (мм) | Диаметр до обработки (мм) | Диаметр сердечника (мм) |
| Tr 9 x 2 | 2 | 6,5 | 7 |
| Tr 10 x 2 | 2 | 7,5 | 8 |
| Tr 11 x 3 | 3 | 7,5 | 8 |
| Tr 12 x 3 | 3 | 8,5 | 9 |
| Tr 14 x 3 | 3 | 10,5 | 11 |
| Tr 16 x 4 | 4 | 11,5 | 12 |
| Tr 18 x 4 | 4 | 13,5 | 14 |
| Tr 20 x 4 | 4 | 15,5 | 16 |
| Tr 22 x 5 | 5 | 16,5 | 17 |
| Tr 24 x 5 | 5 | 17,5 | 19 |
| Tr 26 x 5 | 5 | 20,5 | 21 |
| Tr 28 x 5 | 5 | 22,5 | 23 |
| Tr 30 x 6 | 6 | 23 | 24 |
| Tr 32 x 6 | 6 | 25 | 26 |
| Tr 34 x 6 | 6 | 27 | 28 |
| Tr 36 x 6 | 6 | 29 | 30 |
| Tr 38 x 7 | 7 | 30 | 31 |
| Tr 40 x 7 | 7 | 32 | 33 |
| Tr 42 x 7 | 7 | 34 | 35 |
| Tr 44 x 7 | 7 | 36 | 37 |
| Tr 46 x 8 | 8 | 37 | 38 |
| Tr 48 x 8 | 8 | 39 | 40 |
| Tr 50 x 8 | 8 | 41 | 42 |
| Tr 52 x 8 | 8 | 43 | 44 |
| Tr 55 x 9 | 9 | 45 | 46 |
| Tr 60 x 9 | 9 | 50 | 51 |
| Tr 65 x 10 | 10 | 54 | 55 |
| Tr 70 x 10 | 10 | 59 | 60 |
| Tr 75 x 10 | 10 | 64 | 65 |
| Tr 80 x 10 | 10 | 69 | 70 |
| Tr 85 x 12 | 12 | 72 | 73 |
| Tr 90 x 12 | 12 | 77 | 78 |
| Tr 95 x 12 | 12 | 82 | 83 |
| Tr 100 x 12 | 12 | 87 | 88 |
| Tr 105 x 12 | 12 | 92 | 93 |
| Tr 110 x 12 | 12 | 97 | 98 |
| Tr 115 x 14 | 14 | 99 | 101 |
| Tr 120 x 14 | 14 | 104 | 106 |
| Tr 125 x 14 | 14 | 109 | 111 |
| Tr 130 x 14 | 14 | 114 | 116 |
| Tr 135 x 14 | 14 | 119 | 121 |
| Tr 140 x 14 | 14 | 124 | 126 |
| Tr 145 x 14 | 14 | 129 | 131 |
| Tr 150 x 16 | 16 | 132 | 134 |
| Tr 155 x 16 | 16 | 137 | 139 |
| Tr 160 x 16 | 16 | 142 | 144 |
| Tr 165 x 16 | 16 | 147 | 149 |
| Tr 170 x 16 | 16 | 152 | 154 |
| Tr 175 x 16 | 16 | 157 | 159 |
| Tr 180 x 18 | 18 | 160 | 162 |
| Tr 185 x 18 | 18 | 165 | 167 |
| Tr 190 x 18 | 18 | 170 | 172 |
| Tr 195 x 18 | 18 | 175 | 177 |
| Tr 200 x 18 | 18 | 180 | 182 |
| Tr 210 x 20 | 20 | 188 | 190 |
| Tr 220 x 20 | 20 | 198 | 200 |
| Tr 230 x 20 | 20 | 208 | 210 |
| Tr 240 x 22 | 22 | 216 | 218 |
| Tr 250 x 22 | 22 | 226 | 228 |
| Tr 260 x 22 | 22 | 236 | 238 |
| Tr 270 x 24 | 24 | 244 | 246 |
| Tr 280 x 24 | 24 | 254 | 256 |
| Tr 290 x 24 | 24 | 264 | 266 |
| Tr 300 x 24 | 24 | 274 | 276 |
| |
| |
| |
| |
| |
| |
| |
| |
| |
| |
| |
| |
| |
| |
| |
| |
| |
|
% PDF-1./ как [YWF> r Jk Չ ‘% uH.c ᓟ, p]} 9xE2_
конечный поток
эндобдж
11 0 объект
> / XObject >>> / Annots [8 0 R 9 0 R] / Parent 5 0 R / MediaBox [0 0 612 792] >>
эндобдж
13 0 объект
> / Подтип / Ссылка / C [0 0 1] / Граница [0 0 0] / Прямоугольник [63 3,34 103,45 10,74] >>
эндобдж
14 0 объект
> / Подтип / Ссылка / C [0 0 1] / Граница [0 0 0] / Прямоугольник [63 3,34 103,45 10,74] >>
эндобдж
15 0 объект
> / Подтип / Ссылка / C [0 0 1] / Граница [0 0 0] / Прямоугольник [63 3,34 103,45 10,74] >>
эндобдж
16 0 объект
> поток
x10Ew⏰i: @ VDI% D ڥ i # 3 ‘얖 tk
֎ BA) `v-YlWEL & = Sj \ FqyHU] CUox5 |] wa5Y۳Bȥ
) 0su & HI / KT sk0N8> H
конечный поток
эндобдж
17 0 объект
> / XObject >>> / Аннотации [13 0 R 14 0 R 15 0 R] / Родительский 5 0 R / MediaBox [0 0 612 792] >>
эндобдж
19 0 объект
> / Подтип / Ссылка / C [0 0 1] / Граница [0 0 0] / Прямоугольник [63 3.RͶ} ERX9 ~ s [d-Ka ܻ ~ ° laYkh
~ P Ջ D) \> RR’A K;> = N˶8 HGoFoFo
конечный поток
эндобдж
24 0 объект
> / XObject >>> / Аннотации [19 0 R 20 0 R 21 0 R 22 0 R] / Родитель 5 0 R / MediaBox [0 0 612 792] >>
эндобдж
26 0 объект
> / Подтип / Ссылка / C [0 0 1] / Граница [0 0 0] / Прямоугольник [63 3,34 103,45 10,74] >>
эндобдж
27 0 объект
> / Подтип / Ссылка / C [0 0 1] / Граница [0 0 0] / Прямоугольник [63 3,34 103,45 10,74] >>
эндобдж
28 0 объект
> / Подтип / Ссылка / C [0 0 1] / Граница [0 0 0] / Прямоугольник [63 3,34 103,45 10,74] >>
эндобдж
29 0 объект
> / Подтип / Ссылка / C [0 0 1] / Граница [0 0 0] / Прямоугольник [63 3.NLLL˛547
конечный поток
эндобдж
32 0 объект
> / XObject >>> / Аннотации [26 0 R 27 0 R 28 0 R 29 0 R 30 0 R] / Родительский 5 0 R / MediaBox [0 0 612 792] >>
эндобдж
34 0 объект
> / Подтип / Ссылка / C [0 0 1] / Граница [0 0 0] / Прямоугольник [63 3,34 103,45 10,74] >>
эндобдж
35 0 объект
> / Подтип / Ссылка / C [0 0 1] / Граница [0 0 0] / Прямоугольник [63 3,34 103,45 10,74] >>
эндобдж
36 0 объект
> / Подтип / Ссылка / C [0 0 1] / Граница [0 0 0] / Прямоугольник [63 3,34 103,45 10,74] >>
эндобдж
37 0 объект
> / Подтип / Ссылка / C [0 0 1] / Граница [0 0 0] / Прямоугольник [63 3.34 103.45 10,74] >>
эндобдж
38 0 объект
> / Подтип / Ссылка / C [0 0 1] / Граница [0 0 0] / Прямоугольник [63 3,34 103,45 10,74] >>
эндобдж
39 0 объект
> / Подтип / Ссылка / C [0 0 1] / Граница [0 0 0] / Прямоугольник [63 3,34 103,45 10,74] >>
эндобдж
40 0 объект
> поток
x 퐻 0Ew a I $ 0x @ VDi% D ڥ S ~% k ߖ3- P09ˈ-9b! @LJ {jSp @__ Fo-c cuPw1 {7OV: SJfVZ
-tR ~
R͋ | N% 6 s {0p] {qA | fo7 ٛ M> sB конечный поток эндобдж 41 0 объект > / XObject >>> / Аннотации [34 0 R 35 0 R 36 0 R 37 0 R 38 0 R 39 0 R] / Родительский 5 0 R / MediaBox [0 0 612 792] >> эндобдж 43 0 объект > / Подтип / Ссылка / C [0 0 1] / Граница [0 0 0] / Прямоугольник [63 3.34 103,45 10,74] >> эндобдж 44 0 объект > / Подтип / Ссылка / C [0 0 1] / Граница [0 0 0] / Прямоугольник [63 3,34 103,45 10,74] >> эндобдж 45 0 объект > / Подтип / Ссылка / C [0 0 1] / Граница [0 0 0] / Прямоугольник [63 3,34 103,45 10,74] >> эндобдж 46 0 объект > / Подтип / Ссылка / C [0 0 1] / Граница [0 0 0] / Прямоугольник [63 3,34 103,45 10,74] >> эндобдж 47 0 объект > / Подтип / Ссылка / C [0 0 1] / Граница [0 0 0] / Прямоугольник [63 3,34 103,45 10,74] >> эндобдж 48 0 объект > / Подтип / Ссылка / C [0 0 1] / Граница [0 0 0] / Прямоугольник [63 3,34 103,45 10,74] >> эндобдж 49 0 объект > / Подтип / Ссылка / C [0 0 1] / Граница [0 0 0] / Прямоугольник [63 3.34 103,45 10,74] >> эндобдж 50 0 объект > поток x 퐻 0Ew a I40x̅JK | Cb): — pmBArcv-% Yc # OFjcp8O_WFE54Y ~ R + n0 & [ͬ, 49r) r + B) »0su & II-K
SOLIDWORKS: Cosmetic Threads
Косметические нити
Косметические резьбы могут быть полезными примечаниями при изготовлении деталей. Я всегда рекомендую использовать Hole Wizard для создания косметической резьбы, он создает отверстия правильного размера и автоматически добавляет размер резьбы. Все геометрические данные, необходимые для создания желаемого отверстия, находятся в базе данных, на которую ссылается Hole Wizard.Единственное, что необходимо для доступа к этим данным, — это выбрать стандарт (ISO, ANSI и т. Д.) И размер болта или винта. В зависимости от типа отверстия (цековка, зенковка, отверстие с зазором, резьбовое отверстие и т. Д.) Правильные значения используются для создания элемента отверстия.
Некоторые клиенты предпочитают вырезать круглое отверстие, а затем добавить косметическую нить. Кроме того, есть несколько приложений, где это необходимо. В качестве примера подумайте об импортированном теле с отверстиями, которым требуются обозначения потоков.Во время работы со службой технической поддержки я столкнулся с некоторыми сложностями и путаницей, которые я постараюсь прояснить в этой статье блога.
Первое, что можно обнаружить при использовании функции «Косметическая резьба» (находится в меню «Вставка» -> всплывающее меню «Аннотации»), — это то, что не все размеры резьбы доступны при выборе любого стандарта, кроме «нет». Я проверил это на соответствие стандарту ISO и обнаружил шаблон, который демистифицирует это поведение. Я создал простой блок, затем проделал несколько отверстий с увеличивающимися размерами диаметра (касательная: это можно легко сделать, создав один круговой разрез, а затем линейный узор с опцией изменения шаблона), а затем проверил, какие размеры резьбы доступны с помощью косметического Нить.Затем я сравнил результаты с базой данных Hole Wizard (см. Снимок экрана ниже) и сделал интересное и довольно скучное открытие. Функция косметической резьбы использует простое математическое выражение, чтобы определить, какие размеры резьбы могут быть назначены для определенных размеров отверстий. Слева внизу вы увидите таблицу с 2 столбцами, первый столбец — это размер отверстия, а второй столбец — 1,5 * размер отверстия. Это диапазон, который SOLIDWORKS создает и затем сравнивает с базой данных Hole Wizard справа внизу.Все стандартные размеры в пределах диапазона становятся доступными размерами резьбы. Например, отверстие 5 мм имеет диапазон от 5 до 7,5 мм. Если вы сравните этот диапазон с последним столбцом в правой таблице, вы увидите, что соответствующие стандартные резьбы — M6, M8, M8 x1.
Какой произвольный критерий для определения размера резьбы для данного отверстия! Не стесняйтесь проверить это самостоятельно, попробуйте размеры отверстий 6, 8 и 11 мм и посмотрите, какие резьбы доступны с помощью функции Cosmetic Thread.Вы увидите, что описанный выше диапазон верен. А что, если вы создадите функцию «Косметическая нить», и она не будет видна? Есть простое решение, но не совсем интуитивно понятное.
Для SOLIDWORKS 2016 и новее выберите значок глаза в меню Heads Up (показано ниже). В предыдущих версиях SOLIDWORKS значок глазного яблока заменен очками.
Список будет выпадать, и значок с буквами «ABC» в левом столбце должен быть выбран (вы узнаете, когда он выбран, если он имеет квадратный серый фон).
Наконец, что, если вы хотите настроить деталь и вам нужно настроить функцию косметической резьбы? Вы можете создать новую конфигурацию и изменить выноску Cosmetic Thread или настроить ее, и, похоже, она работает нормально, если вы меняете ее на приемлемое значение, о котором говорилось выше. Или вы можете создать таблицу дизайна на основе Excel. Все эти параметры работают, но в некоторых случаях таблица параметров не может создать новые конфигурации, когда пользователь добавил новую строку конфигурации, если с таблицей параметров связана выноска Cosmetic Thread.Чтобы решить эту проблему, необходимо создать пустой столбец, который отделяет столбец выноски Cosmetic Thread от таблицы, затем создать новую строку конфигурации и принять таблицу. Вернитесь и отредактируйте таблицу, чтобы удалить пустой столбец. См. Снимок экрана ниже.
Это касается не всех пользователей, и я надеюсь, что вскоре это будет решено, но на данный момент это наиболее эффективная работа, которую я обнаружил.
Мэтью Фетке, CSWE
Инженер по приложениям
Компьютерные технологии
.
Стандарты резьбы и допуски на резьбовые отверстия
Допуски на резьбовые отверстия
| Класс допуска, метчик | Допуск, внутренняя резьба (гайка) | Применение | ||||||
|---|---|---|---|---|---|---|---|---|
| ISO | DIN | ANSI BS | ||||||
| ISO 1 | 4H | 3B | 4H | 5H | Посадка без припуска | |||
| ISO | 6H | 2B | 4G | 5G | 6H | Нормальное соответствие | ||
| ISO 3 | 6G | 1B | 6G | 7H | 8H | Посадка с большим припуском | ||
| — | 7G | — | 7G | 8G | Свободная посадка для последующей обработки или покрытия | |||
Нормальный допуск на метчик составляет ISO 2 (6H), что обеспечивает среднее качество посадки между винтом и гайкой. Более низкий допуск (ISO 1) обеспечивает точную посадку без зазора на боковых сторонах между винтом и гайкой. Более высокий допуск (ISO 3) обеспечивает грубую посадку с большим зазором. Это используется, если гайка имеет покрытие или если предпочтительна свободная посадка. Между допусками 6H (ISO 2) и 6G (ISO 3) и между 6G и 7G также есть метчики с допуском 6HX и 6GX.«X» означает, что допуск находится за пределами стандарта и используется для метчиков, работающих с высокопрочными или абразивными материалами, такими как чугун. Эти материалы не вызывают проблем с увеличением размера, поэтому можно использовать более высокий допуск для увеличения срока службы инструмента. Ширина допуска составляет от 6H до 6HX. Метчики-формовщики обычно производятся с допуском 6HX или 6GX.
Трубная резьба соответствует следующим стандартам:
- Резьба G соответствует ISO 228-1. Один класс для внутренней резьбы (метчик)
- Резьба Rc и Rp согласно ISO 7-1
- NPT и NPSM согласно ANSI B1.