ГОСТ 18877 73 и геометрия, классификация и режимы
Проходной отогнутый токарный резец – специальный инструмент для обработки металлоконструкций, который прежде всего предназначен для ликвидации неровностей на наружных поверхностях различных деталей вращений, таких как цилиндрические валки и прочие элементы конической формы.

За счёт универсальных возможностей эксплуатации, такие резцы получили наибольшую популярность чем подобные инструменты прямого типа. С помощью проходных отогнутых резцов выполняют такие работы как:
- черновая и чистовая обработка наружных и внутренних плоскостей деталей;
- торцевание заготовок конического и цилиндрического типа;
- снятие фасок под определённым градусом;
- нарезка резьбы;
- устранение лишних элементов конструкции.
Характеристики по геометрии ГОСТ 18877 73
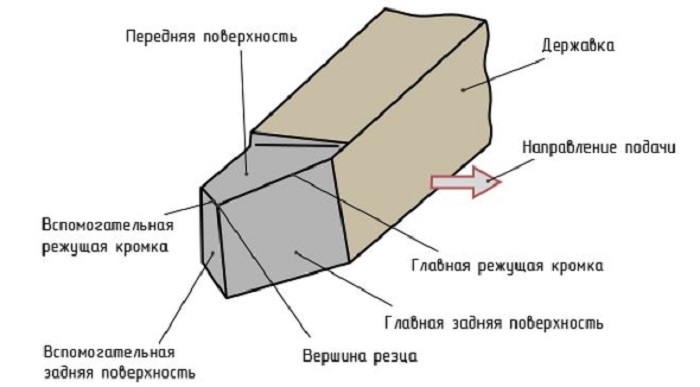
Основной составляющей частью резца является его головка, располагающаяся на вершине стержня инструмента, и фиксируется в резцедержателе. Головка резца имеет одну переднюю кромку и две задние (основная и вспомогательная). Передняя кромка позволяет обеспечить более качественный сход стружки с поверхности обрабатываемого изделия.
Основная работа инструмента осуществляется при помощи особой вершины в резце, которая образовывается в месте пересечения основной, вспомогательной и передней кромок. В любой модели формируется собственный угол, который позволяет произвести изделие максимально удовлетворять требованиям и условиям применения. К примеру, для процесса формирования детали ступенчатого типа используют резец с общим углом в размере 90 градусов.
Плюсы и минусы
Достаточно сложно определить плюсы и минусы такого изделия. Прежде всего, несомненным плюсом будет являться его универсальность в работе. Таким инструментом можно выполнять множество типов действий (черновая и чистовая отделка, формирование резьбы, торцевание различных деталей и мн. др.).
Минусом же такого инструмента является его расходность. Токарные резцы – это прежде всего расходные материалы и при эксплуатации они часто ломаются, стачиваются и приходят в негодность. Поэтому прежде, чем выполнять какие-либо токарные мероприятия следует запастись инструментами впрок.
Разновидности и классификация
Проходные отогнутые резцы можно разделить на две категории: черновые и чистовые. Черновые инструменты позволяют выполнять работы по грубой обработке изделий. Общий радиус их закругления значительно ниже, чем у резцов, применяемых для чистовых работ, но при этом такие инструменты обладают довольно хорошим уровнем устойчивости и могут более длительное время эксплуатироваться.
Чистовые приборы имеют уже меньший радиус закругления, чем черновые, что, в свою очередь, даёт возможность обработать рабочую поверхность более аккуратно и достичь необходимого эффекта. Как правило, их используют на финальном этапе изготовления небольших деталей.
Помимо этого, различают левые и правые проходные отогнутые резцы. Данная классификация основывается на положении режущей кромки резца. Движение токарных резцов левого типа осуществляется слева направо. При этом, если такой резец положить на левую руку, то со стороны большого пальца руки будет располагаться общая режущая кромка инструмента.
Движение токарных резцов правого типа осуществляется справа налево. Такие резцы получили наибольшее распространение. А если правый резец положить в правую руку, то аналогично с ситуацией, с левым резцом общая кромка будет упираться в большой палец руки.
Также, проходные отогнутые резцы можно разделить потому, из какого материала они были изготовлены. Чаще всего такие резцы делают из материалов твёрдых сплавов, но при этом существуют и резцы из стали быстрорежущего типа.
Чертежи
Критерии по выбору
Несмотря на то, что токарные резцы относят к расходным элементам токарного станка, к их выбору, как и к выбору любого другого инструмента, следует подходить с ответственностью. Правильно выбранный токарный резец позволит более длительную эксплуатацию и более качественную обработку изделий. Прежде всего, стоит учесть то, какие работы будут выполняться.
Если круг работ достаточно широк, и включает в себя обработку разных типов деталей, то стоит запастись не одни типом резца, а сразу несколькими. Предпочтительнее приобрести набор резцов. Так вы будете максимально спокойны в том случае, если у вас не окажется под рукой необходимого вам резца.
Также, следует учесть размер обрабатываемой заготовки. От размера заготовки зависит и выбор размера резца. Чаще всего приобретают резец среднего размера. Они более универсальны и позволяют работать с различными изделиями, не требуя при этом замены.
Ещё одни критерием выбора должен стать материал изготовления инструмента. Когда обрабатываемое изделие выполнено из мягкого и незакаленного металла, выбирают резцы, материалом для изготовления которых служит быстрорежущая сталь.

В случае, когда обработка будет идти по жёстким материалам, использую резцы из твердосплавных материалов. Такие резцы устойчивы к вибрационным колебаниям и температурным перепадам, а длительность их службы значительно выше.
Какие есть режимы работы
Эксплуатация проходных отогнутых токарных резцов довольно проста, и в зависимости от формы обрабатываемого изделия и метода обработки может быть осуществлена в продольном или поперечном направлении. В самом начале осуществляют черновую обработку поверхности только одним инструментом, которое будет предназначено для этих целей.
Стоит отметить, что инструменты, предназначенные для черновых работ, не рекомендуется использовать на чистовых работах и наоборот. При черновых работах допускается удаление металла обрабатываемой поверхности до 5 миллиметров за несколько проходов. После черновых работ с целью соблюдения более точных метрических показателей изделия. Толщина снимаемого металла не должна при этом быть больше десятых долей миллиметра.
Где заказать и купить
В мире не так много компаний, осуществляющих производство токарных проходных отогнутых резцов. Среди таких компаний можно выделить украинские компании ЧИЗ и Укрметиз, китайский Intertool, отечественную фирму ООО «Мелитополь инструмент», и шведскую Seco.
На сегодняшний день купить токарные резцы можно как в обычных строительных магазинах вашего города или же заказать в любом интернет-магазине строительных инструментов, среди которых магазин 220 Вольт и магазин Ринком.
виды (упорный, прямой, отогнутый), маркировка
Резцов для токарных работ много. Один из простых — проходной.
Работает с цилиндрическими и коническими деталями. Ими можно торцевать и снимать фаску.
Виды и назначение
Резцами проходными грубо обдирают заготовки из стали, сплавов и цветных металлов, а также производят чистовое точение. Ниже описаны их виды.
Прямой
Используют для резки конических и цилиндрических деталей.
Головки прямые. Если точение идет слева направо, используют проходной левый резец. При движении суппорта справа налево ставят правый резец. Хорошо подходят для черновой обдирки т. к. имеют большую жесткость.
Отогнутые
Рабочая часть изогнута в левую или правую сторону. Для обработки конических, цилиндрических, торцевых поверхностей и снятия фасок. Можно работать близко к кулачкам патрона. Универсальные, чем другие типы и чаще применяются.
Упорные
Упорными допускается резка заготовок ступеньками. Могут снимать до 5 мм. толщины металла за проход.
Часто выполняют с отгибами в рабочей части вправо или влево.
Сборные
Рабочая часть резца 1, в которую посажен штифт 3, на него надевают твердосплавную пластинку 2. Закрепляется клином 5 и винтом 4. Так она надёжно зажимается в корпусе резца.
Пластинки выпускают 3-х, 4-х, 5 и 6-гранные. Преимущества: сокращается время на обработку детали, хороший отвод стружки. Вместо заточки, делают поворот пластинки.
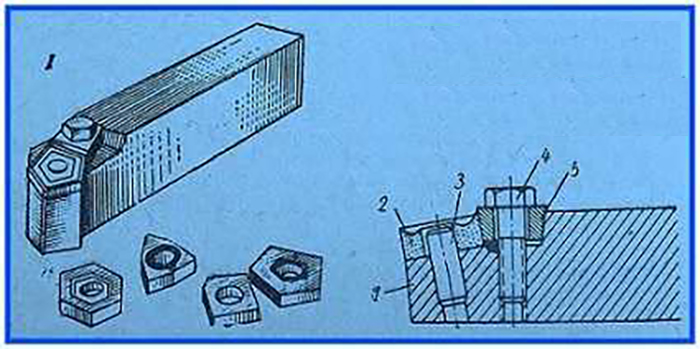
Пластинки дешевле целого резца. Можно ставить на одну державку по очереди пластины из разных сплавов. Оптимальны в чистовом точении.
Основные размеры и особенности геометрии резца
| Высота, мм | Ширина, мм | Длина, мм |
|---|---|---|
| 16 | 10 | 110 |
| 20 | 12 | 120 |
| 25 | 16 | 140 |
| 25 | 20 | 170 |
| 32 | 25 | 170 |
| 40 | 25 | 200 |
| 40 | 32 | 240 |
| 40 | 40 | 240 |
| 50 | 40 | 240 |
| 50 | 50 | 240 |
Передняя поверхность скошена — для удаления продуктов резания. Главная режущая кромка режет металл. Вершиной является пересечение режущих кромок. Угол заточки вершины определяется видом работы.
Маркировка и производители
Маркировку наносят сбоку. Она указывает марку твердого сплава или быстрореза. Надпись: Т15К6. Литера Т — карбид титана. Цифра 15 — процент карбида титана, К6 — шесть процентов кобальта.
У быстрорезов после Р — процент вольфрама. Ф — ванадий, М — молибден.
Производители:
- Свердловский инструментальный завод (СИЗ).
- Ижевский инструментальный завод (ИИЗ).
- Храпуновский инструментальный завод (ХИЗ).
- ООО «Мелитополь инструмент».
- ООО «ЦЗЫГУН — Твердосплав».
- ARNO FREDERICHS AFC — Германия.
Критерии выбора
Тип резца и марку указывают в техпроцессе на обработку детали.
Госстандарты на инструмент
- Проходные упорные быстрорежущие — ГОСТ 18870-73.
- — — — — — — — — — — — твердосплавные — ГОСТ 18879-73.
- Проходные отогнутые быстрорежущие — ГОСТ 18868-73.
- — — — — — — — — — — — твердосплавные — ГОСТ 18877-73.
- Проходные прямые быстрорежущие ГОСТ — 18869-73.
- — — — — — — — — — — — твердосплавные — ГОСТ 18878-73.
- Сборные резцы ГОСТ — 26611-85.
Основные режимы резания
Резцы черновой резки запрещено применять в чистовых работах и наоборот.
Сначала делают предварительную работу: снимается до 5–8 миллиметров в несколько проходов. Чистовая — для соблюдения точных размеров детали. Толщина среза — десятые и сотые доли миллиметра. Режимы обработки задаются в технологической карте.
Правила работы с инструментом и способы заточки резцов
Надо ясно представлять, для каких резец целей, режимы его работы. Важна стоимость инструмента.
Главное — стойкость резца, зависящая от материала его лезвия и углов заточки. Резцы со сменными пластинами имеют лучшие характеристики, но при выходе из строя пластинки она снимается и меняется целиком.
Быстрорежущие и напаянные резцы удобнее, т. к. износ ведет только к переточке. Форму режущей кромки можно задать любую. Резец надо точно выставить по главной оси станка в перпендикулярном и параллельном направлениях.
Режущая кромка ставится напротив оси вращения. Для подстройки высоты нужны пластины из мягкой стали разной толщины, их подкладывают под основание резца. Важна жесткая фиксация резца прижимными болтами.
На наждаке ставятся круги из электрокорунда и карбида кремния. Первый — для стали, второй — для твердого сплава. Сначала точится задняя поверхность, потом передняя. Доводку делают в местах их прилегания к режущей кромке.
Доводка — на станке с малым биением. Круг применяют эльборовый или алмазный. Чем чище доведена режущая кромка, тем выше стойкость.
Проходные резцы — самый ходовой токарный инструмент.
Поделиться в социальных сетях
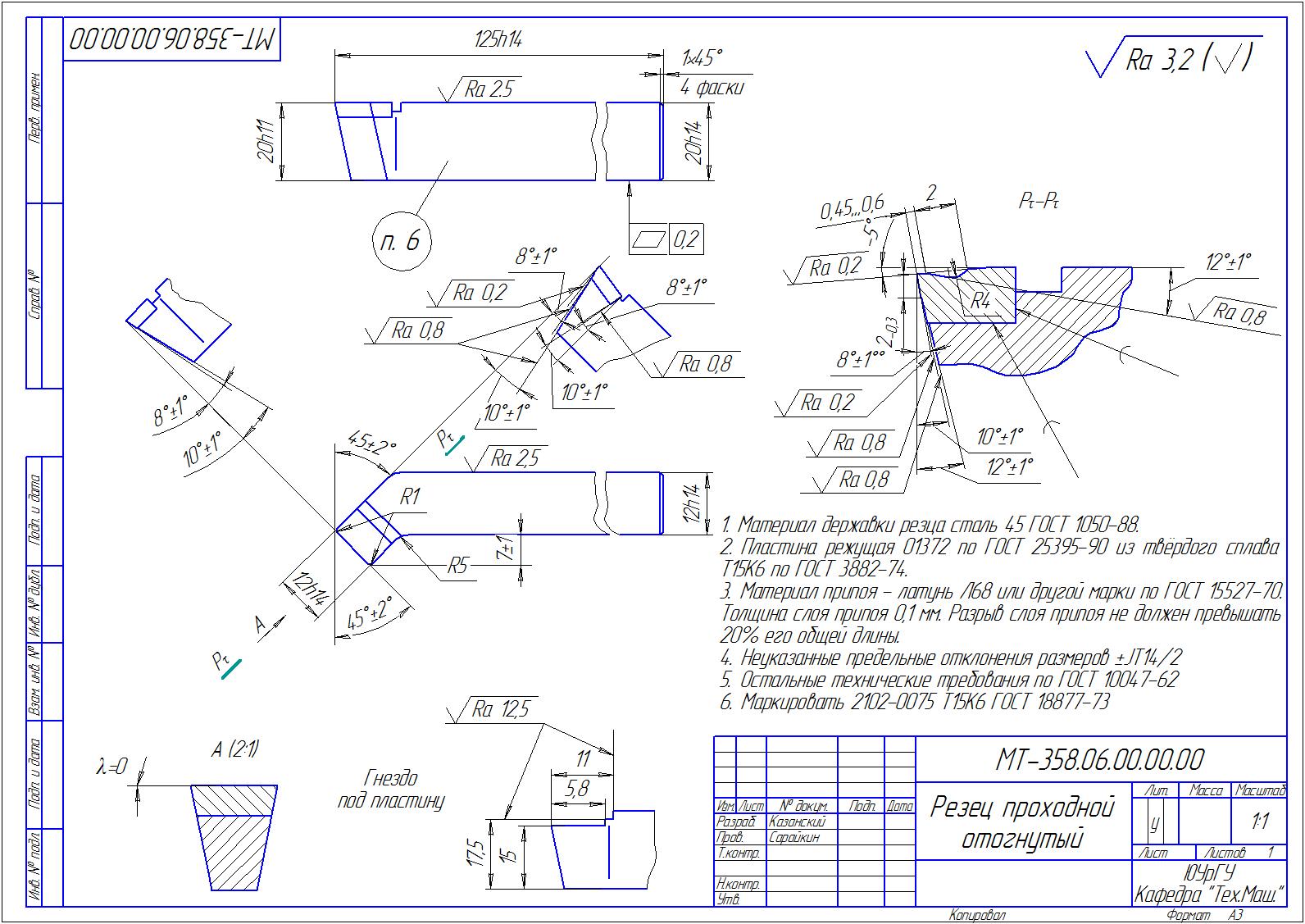
Резец проходной отогнутый
Оглавление
Виды проходных отогнутых резцовОсновные размеры проходного отогнутого резца
Геометрия проходного отогнутого резца
Выбор проходного отогнутого резца
Режимы резания
Маркировка
скачать прайс-лист РЕЗЦЫ ТОКАРНЫЕ
Резец проходной отогнутый используется для обтачивания наружных поверхностей деталей вращения, куда относятся конические поверхности большой длины, цилиндрические валики и прочие вещи. В отличие от прямых, резцы проходные отогнутые получили большее распространение, так как они обладают универсальными возможностями в работе. У них более высокая жесткость и благодаря своей форме, они могут обрабатывать детали даже в сложнодоступных местах. Они применяются для создания деталей, черновой и чистовой обработки заготовок в машиностроении и станкостроении, практически в каждой профессиональной токарной мастерской резец проходной отогнутый является незаменимым инструментом для обработки.
фото:резцы токарные проходные отогнутые
Работа данным инструментом осуществляется как при продольной, так и при поперечной подаче. Им можно осуществлять обточку поверху самой заготовки, снимать фаски и подрезать торцы, то есть, все основные операции, которые могут пригодиться в данном деле. Они относятся к широкопрофильным инструментам и имеют несколько различных вариаций по размерам и другим параметрам. Они хорошо проявляют себя в работе с жесткими деталями. Резец проходной отогнутый изготавливается согласно ГОСТ 18868-73.
Инструменты этого типа можно подразделить на чистовые и черновые виды. Чистовые обладают значительно большим радиусом закругления. Это позволяет получить более точно обработанную поверхность. Их используют на конечной стадии производства и для создания относительно небольших деталей. Если нужно добиться особой гладкости и чистоты, то, как правило, применяют лопаточные резцы, которые помогают добиться лучших результатов.
Черновые применяются для грубой обработки. Радиус закругления у них ниже, но и крепость заметно выше. Они отлично подходят для тех случаев, когда требуется снимать большое количество металла с заготовки. Рабочий ресурс у них значительно выше, поэтому, с экономической точки зрения обработка двумя видами резцов выходит значительно выгоднее. Точность у них меньше, но первый этап снятия они сделают быстрее.
Помимо этого, можно еще выделить такие виды как резец проходной отогнутый правый и левый. Здесь они отличаются расположением режущей кромки, как и на многих других разновидностей данных инструментов.
Основные размеры проходных отогнутых резцов
| Высота,мм | Ширина,мм | Длина,мм |
|---|---|---|
| 16 | 10 | 110 |
| 20 | 12 | 120 |
| 25 | 16 | 140 |
| 25 | 20 | 170 |
| 32 | 25 | 170 |
| 40 | 25 | 200 |
| 40 | 32 | 240 |
| 40 | 40 | 240 |
| 50 | 40 | 240 |
| 50 | 50 | 240 |
Резец проходной отогнутый изготавливается преимущественно из твердосплавных материалов, ведь в основном заготовки состоят из жестких материалов, но также могут использоваться и инструменты из быстрорежущей стали.
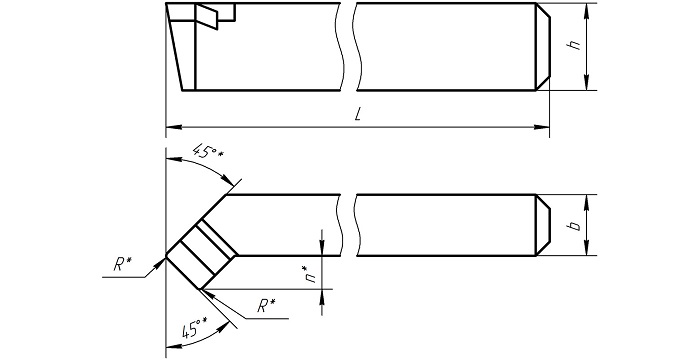
Геометрия проходного отогнутого резца
Основной рабочей частью резца является его головка, которая располагается на стержне. Он вставляется в резцедержатель для последующей работы. На передней поверхности головки имеется поверхность, которая обеспечивает сход стружки. Также существует две задние кромки вспомогательная и основная. Ими называют те поверхности, которые обращены к детали, подвергающейся обработке.
Основная работа резания осуществляется главной режущей кромкой. Данная часть образуется на пересечении главной задней и передней поверхности инструмента. В конструкции предусмотрена и вспомогательная режущая кромка, образовавшаяся на пересечении вспомогательных передней и задней поверхностей. Пересечение вспомогательной и главной режущей кромки образует вершину резца. В каждой модели создается свой уникальный угол, который делает изделие более подходящим для тех или иных целей. К примеру, для обработки детали ступенчатого типа требуется резец с углом в 90 градусов.
Выбор проходного отогнутого резца
Резцы проходные токарные отогнутые выпускаются в нескольких вариантах, в которых отличаются размеры, материал резца и другие параметры. При выборе следует обращают внимание на то, с какими заготовками придется иметь дело. Если в производстве используется широкий круг деталей, то следует иметь не один резец проходной изогнутый, а целый набор для различных случаев.
Размер изделия подбирается согласно размерам заготовки. Наиболее распространенными являются средние варианты, которые не требуют замены для большинства работ с различными видами изделий. «Совет профессионалов! Частая замена резцов приводит к большой потере времени в работе и к простою оборудования, так что следует заранее определяться с наиболее оптимальными вариантами.»
Относительно материала здесь наблюдается простая тенденция, когда мягкие и незакаленные сорта металла обрабатывают резцы проходные отогнутые левые и правые, которые сделаны из быстрорежущей стали. Он более дешевые, но менее практичные, если речь идет о жестких материалах. В данном случае следует использовать резец проходной отогнутый с резцом из твердосплавных материалов. Они отлично противостоят вибрациям и температуре, которая повышается во время работы, поэтому, срок их службы намного дольше.
Режимы резания
Резец токарный проходной отогнутый используется в достаточно простых режимах работы. Им осуществляется продольные и поперечные движения, в зависимости от профиля обработки. Выбрать и заказать саморезы для металлического профиля по самой выгодной цене в Украине можно на Stream. Рекомендуется для начала сделать черновую обработку одним инструментом, предназначенным именно для этой цели, а далее сделать уже чистовой проход по практически готовой поверхности. Если в черновой обработки постепенно снимается толщина до нескольких миллиметров, то при чистовой этот показатель идет в десятых долей миллиметра за несколько проходов.
Маркировка
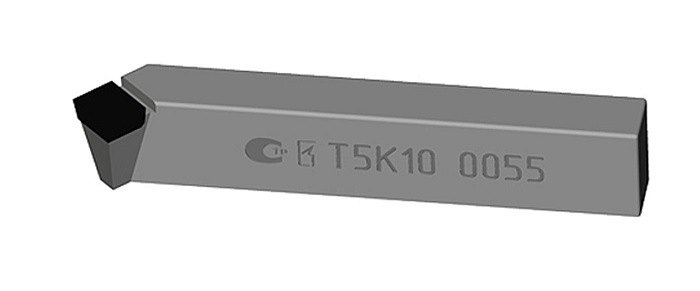
На примере такого инструмента, как резец проходной отогнутый Т15К6 можно рассмотреть пример маркировки. Рабочая поверхность здесь выполнена из твердосплавных материалов, которые относятся к титановольфрамовой группе. Содержание кобальта (К6) составляет 6%, а карбида титана (Т15) – 15%.
Проходные токарные резцы, типы и анимация обработки
Всем привет! Сейчас мы рассмотрим универсальные проходные токарные резцы, а также современные их аналоги.
Также разберёмся как можно получить 3D модель проходного токарного резца в SolidWorks, которые используются на станках с ЧПУ. И посмотрим видео анимацию обработки данного резца.
Универсальны проходные токарные резцы
Универсальные проходные токарные резцы бывают левые и правые, левые проводят обработку слева направо, а правые наоборот справа налево. Наиболее распространены правые резцы.
 Левые и правые проходные резцы
Левые и правые проходные резцыТакже проходные резцы разделяться на следующие виды:
1.Проходные прямые резцы, данные резцы не имеют широкого применения и используются в основном для обработки внешних цилиндрических поверхностей.
 Проходной прямой резец
Проходной прямой резец2. Проходные отогнутые резцы, у таких резцов рабочая часть отогнута в правую или левую сторону. Используются данные резцы для обработки торца заготовки и для снятия фасок.
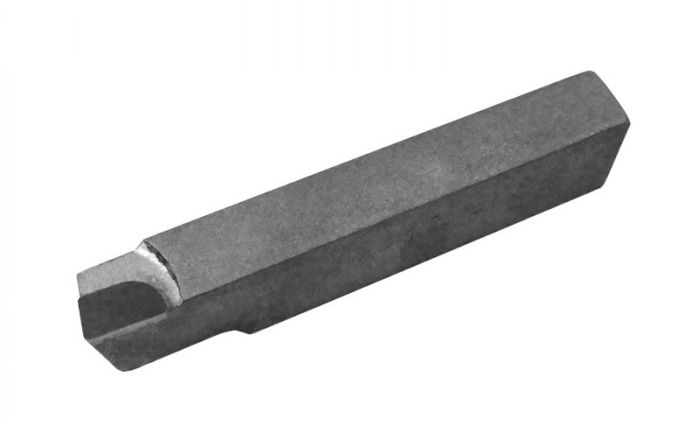
 Проходной отогнутый резец
Проходной отогнутый резец3. Проходной упорный отогнутый резец, обычно называется просто проходной упорный. Данный вид токарного резца наиболее распространен в работе, так как позволяет снимать наибольший припуск за один проход. Ведёт обработку вдоль оси вращения.
 Проходной упорный отогнутый резец
Проходной упорный отогнутый резец4. Подрезной отогнутый резец, главное отличие данного резца от проходного упорного отогнутого резца в том, что дынный резец ведет обработку перпендикулярно к оси вращения, а также формой режущей пластины. У проходного отогнутого резца она треугольная.
 Подрезной отогнутый резец.
Подрезной отогнутый резец.Современные проходные токарные резцы
Современные проходные токарные резцы тоже бывают различных форм и размеров и в основном состоят из державки и сменной пластины из твёрдого сплава, которая крепить винтом к державке.
 Конструкция современного проходного резца
Конструкция современного проходного резцаТак как данные резцы в основном устанавливаются на станки с ЧПУ они могут обрабатывать довольно различную геометрию и не нужно для обработки цилиндрической поверхности и подрезки торца использовать два различных резца.
Обычно при обработке используют два проходных резца со сменной пластиной. Один черновой другой чистовой.
Резец со сменной пластиной для черновой обработки на картинке ниже.
 Резец со сменной пластиной для черновой обработки
Резец со сменной пластиной для черновой обработкиИ резец для чистовой обработки.
 Резец со сменной пластиной для чистовой обработки
Резец со сменной пластиной для чистовой обработкиКак видно резец для чистовой обработки более острый, что позволяет достичь лучшей шероховатости поверхности.
Но не будем углубляться в технологию обработки деталей, лучше разберёмся как получить 3д модели проходных резцов в SolidWorks.
Где взять 3D модель резцов для SolidWorks
3D модели резцов, представленных выше можно конечно построить в SolidWorks воспользовавшись уроками с этой страницы. Размеры можно взять с сайтов производителей резцов или каталогов.
Или же более простой способ – данные модели можно просто скачать!
Все наиболее популярные производители на своих сайтах выкладывают в открытом доступе 3D модели инструмента в основном в формате .stp.
Возьмём, например, такого производителя инструмента как «Sandvik coromant». Сайт этого производителя можно без труда найти в поисковике.
Заходим на него и в поиск вбиваем обозначения державки «SCLCR 2525M 12» (Он используется для черновой токарной обработки).
Открываем страницу данного инструмента и видим в разделе загрузки доступно скачивания данной державки.
 Ссылка на скачивания 3д модели инструмента на сайте Sandvik coromant
Ссылка на скачивания 3д модели инструмента на сайте Sandvik coromantСкачиваем ее и открываем в SolidWorks.
 Проходной резец для станков с ЧПУ в SolidWorks.
Проходной резец для станков с ЧПУ в SolidWorks.Я рекомендую для дальнейшей работы пересохранить скаченные файлы в формат SolidWorks.
Далее таким же образом скачиваем резцы под обозначениями: SVJBL 2525M 16, SVJBR 2525M 16 (они в основном применяться для чистовой обработки). И также открываем их в SolidWorks и пересохраняем.
 Резцы SVJBL 2525M 16, SVJBR 2525M 16 в SolidWorks
Резцы SVJBL 2525M 16, SVJBR 2525M 16 в SolidWorksКак видим получить подробную 3д модель резца для Солидворкс достаточно просто и быстро.
В заключении статьи просмотрим видео анимацию обработки данных резцов.
Видео анимация обработки токарных резцов
На видео показано какие поверхности доступны для обработки для данных резцов, также в работе видно левый и правый резец.
Виды токарных резцов. Видео анимация токарной обработки.
Если кому нужно модели данных резцов можно скачать по данной ссылке:
Скачать модели проходных резцов для SolidWorks
На этом все! Надеюсь это был полезный для вас материал! Ознакомится с основными типами токарных резцов можно на этой странице: Основные виды токарных резцов
За репост данной статьи в социальные сети буду очень признателен!
До встречи в следующей статье про токарные резцы!
Описание токарных проходных резцов, особенности строения, маркировка и классификация
Резец проходного типа создан для совершения обточки разной поверхности наружного типа на деталях вращениях, куда стоит отнести конические поверхности с большой общей длиной и диаметром, цилиндрические валки и другие детали. В отличие от прямых, резцы проходного типа, отогнутые в сторону, получили наибольшее распространение, так как они заключают в себе универсальные возможности функционирования.
При помощи своей общей формы они способны обрабатывать детали даже в особых сложнодоступных местах. Резцы используются для производства деталей, черновой, а также чистовой обработки отдельных заготовок в процессе машиностроения и станкостроения. Почти в любой профессиональной токарной мастерской проходной резец считается незаменимым компонентом для всего процесса обработки.
Работа таким типом устройства происходит как при продольной, так и при поперечной подаче. Им можно производить обточку поверхности, снимать фаски и подрезать основные торцы, то есть все главные операции, которые помогут пригодиться в такой работе. Их стоит отнести к широкопрофильным инструментам, и обладают они сразу несколькими вариациями по диаметру, габаритам и остальным параметрам. Они способны качественно проявлять себя в работе с жёсткими компонентами. Резец проходного типа отогнутый создаётся по стандартам ГОСТа 18869−73.
Разновидности токарных проходных резцов
Такие инструменты можно разделить сразу как на черновые, так на чистовые разновидности.
Чистовые имеют сравнительно небольшой радиус общего закругления. Это помогает получить более точно обработанную поверхность в приборе. Их принято использовать на конечной стадии изготовления и для создания небольших деталей. Если на производстве хотят получить большую гладкость, а также чистоту, то чаще всего используют лопаточные резцы, которые помогают добиться наилучшего эффекта.
Черновые разновидности можно использовать для процесса грубой обработки. При всём этом общий радиус закругления у них будет намного ниже, но и крепость намного сильнее. Они могут хорошо подойти в то время, когда нужно снимать большое число металла с полученной заготовки. Рабочий ресурс в этом случае у них будет гораздо выше. Именно по этой причине, с экономической точки рассмотрения такого вопроса, обработка сразу несколькими типами резцов происходит значительно выгоднее и бюджетнее. Точность при этом у них меньше, но первый этап устранения они проходят в разы быстрее.
Кроме этого, можно также выделять такие разновидности резцов, как проходной отогнутый левый, а также правый. В этом случае они будут отличаться расположением режущей кромки, как и на остальных деталях таких инструментов.
Резец проходной может быть произведён преимущественно из материалов твёрдых сплавов, но также можно использовать инструменты из стали быстрорежущего типа.
Геометрия резца
Главной рабочей поверхностью в резце станет его головка, которая располагается на самом стержне прибора. Она вставляется в резцедержатель для совершения последующей работы. На передней поверхности головки будет преобладать поверхность, которая обеспечит качественный сход стружки. Также есть две задние кромки — основная и вспомогательная. Ими следует именовать те поверхности, которые будут обращены к детали, подвергающейся процессу обработки.
Главная работа будет проходить при помощи главной режущей кромки. Она создаётся на пересечении главной задней и передней поверхности в инструменте. В самой конструкции устройства есть и вспомогательная режущая кромка, которая образовывается в месте пересечения главной, задней и передней конструкции. Пересечение вспомогательного типа и основной режущей кромки будет создавать особую вершину в резце. В любой модели будет создан собственный угол, который сделает изделие наиболее подходящим для тех или иных целей применения. Например, для процесса обработки детали ступенчатого вида стоит использовать резец с общим углом около 90 градусов.
Советы по выбору
Проходные токарные отогнутые устройства могут создаваться в нескольких вариациях, в которых будут различны размеры, материал, а также некоторые другие параметры. Во время выбора резца стоит особое внимание уделить тому, с какими заготовками вам придётся иметь дело. Если в процессе производства применяется более широкий круг деталей, то нужно иметь не один изогнутый проходной резец , а настоящий набор для использования в различных случаях.
Общий размер изделия должен быть подобран в соответствии с размером самой заготовки. Самым широко используемым вариантом станет средний, который не будет требовать постоянной замены для большого количества работ с различными типами изделий. Рекомендация от специалистов: регулярная замена резцов может привести к большим потерям времени в процессе создания работы и к развитию простоя оборудования, так что нужно заранее определиться с наиболее оптимальным вариантом.
Режимы резания
Проходной резец токарного типа может быть применим в достаточно простом режиме работы. Им можно производить продольные, а также поперечные движения, в зависимости от профиля детали и её обработки.
Стоит с самого начала сделать черновой процесс обработки лишь одним устройством, которое будет предназначено именно для такой цели, а после создать уже более чистый проход по почти готовому типу поверхности. Если в процессе черновой обработки со временем будет сниматься общая толщина до нескольких миллиметров, то при чистовой такой показатель идёт до десятых долей за несколько проходов.
Маркировка резцов
К примеру, стоит разобрать такой резец, как проходной отогнутый Т15К6, на котором можно более подробно рассмотреть пример маркировки. Рабочая поверхность в этом случае выполнена из твердосплавных материалов, которые следует относить к титановольфрамовой группе. Общее содержание кобальта около 6%, а карбида титана (Т15) будет составлять 15%.
Основные производители резцов:
- Чиз (Чинигов, Украина).
- Укрметиз (Украина).
- Китай — Intertool.
- ООО «Мелитополь инструмент».
- Seco Швеция.
Классификация изделий
Все резцы различаются по общему направлению, в котором и происходит подавляющее движение.
- Токарные инструменты левого типа — во время обработки способны поддаваться движению слева направо. Если же поместить на резец свою левую руку, то его общая режущая кромка будет располагаться со стороны отогнутого большого пальца.
- Правые резцы — это тип инструмента, который приобрёл наибольшее распространение и использование, а его подача происходит справа налево. Для того чтобы найти такой резец, на него стоит положить именно правую руку — его режущая кромка будет находиться, соответственно, со стороны отогнутого большого пальца.
В определённой зависимости от того, какие работы стоит выполнять на станке, резцы можно разделить на такие виды, как:
- Для выполнения чистовой работы по поверхности металла.
- Для получистовых работ.
- Для создания более тонких технологических изделий.
- Для осуществления черновой работы, которую можно также назвать обдирочной.
Проходные прямые
Применяется такой инструмент совместно с прямой рабочей поверхностью для таких же работ, как и резцы отогнутой формы, но он будет особо неудобным для снятия фасок.
Державки такой формы резцов для станка должны осуществляться в двух главных типоразмерах:
- Квадратная форма — 25*25 мм (такие типы изделия с державками применяются для выполнения особых работ).
- Прямоугольная форма резца — 25 на 16 мм.
Проходные отогнутые
Такие разновидности резцов, рабочая часть в которых способна быть отогнутой в левую либо правую сторону, применяют для процесса обработки на токарном станке торцевой части в заготовки. С их помощью также стоит осуществлять снятие фасок.
Державки прибора такой формы могут выполняться в совершенно разной форме:
- 16*10 (для станков учебного типа).
- 20*12 (такой размер прибора можно назвать стандартным).
- 25*16 (самые распространённые разновидности размеров).
- 30*20.
- 40*25 (приборы с державкой такого типа создаются главным образом под особые заказы, их почти нельзя найти в свободной продаже на территории рынка).
Все требования к таким резцам будут проверяться по стандарту ГОСТа 18877−73.
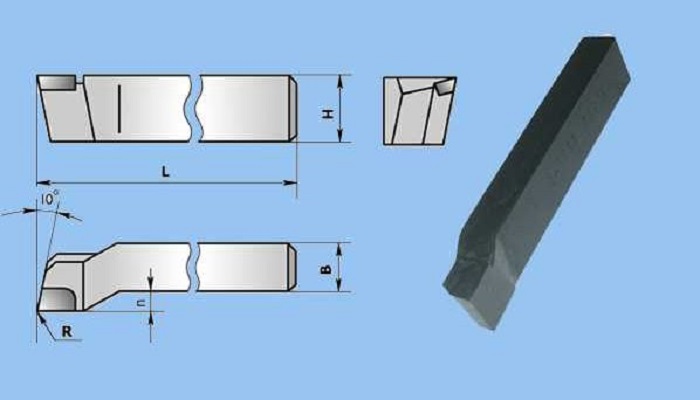
Проходные упорные
При помощи п роходного упорного резца на токарном станке становится возможным обрабатывать поверхности заготовок металла цилиндрической формы. Главные конструктивные особенности такого типа резца, которые проходят обработку вдоль оси вращения, помогают даже за один проход устранять большое количество лишнего металла.
Державки для изделий такого типа также могут выполняться с использованием различных замеров (в миллиметрах).
- 16*10
- 20*12
- 25*16
- 32*20
- 40*25.
Такой инструмент для работы на станке по металлу также может быть выполнен с правыми либо же левыми отгибами в рабочей части рубца.
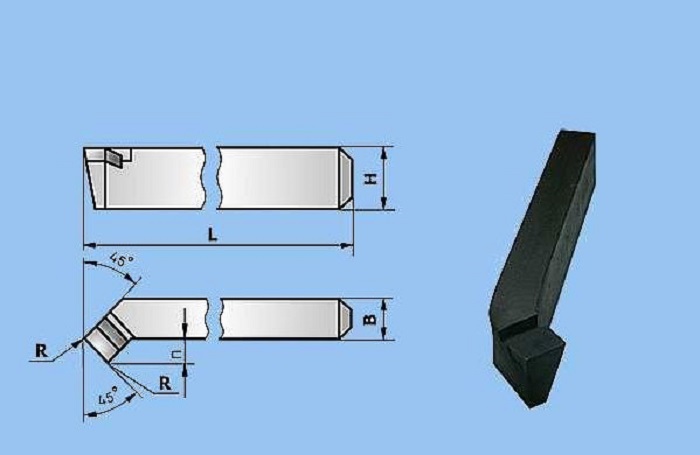
Подрезные отогнутые
Внешне такой резец очень схож с проходным, но у него имеется совсем другая форма режущей пластины — она треугольная. Благодаря таким инструментам для токарного станка по металлу все заготовки обрабатываются в соответствующем направлении, перпендикулярно оси совершения вращения.
Резцы такого формата могут быть созданы с такими размерами держателей, как:
- 16*10
- 25*16
- 32*20.
Отрезные
Отрезной тип резца считается более распространённым видом устройства для использования на токарном станке по металлу. В полном соответствии со своим наименованием применяется такой тип резцов для отрезки заготовки под соблюдением прямого угла. С его помощью также можно делать канавки различного диаметра и глубины на поверхности металлической детали. Понять, что перед вами именно отрезной тип резца для работы на станке, довольно легко. Его основной особенностью считается тонкая ножка, которая напаивается на пластину из твёрдых сплавов.
Существуют право- и левосторонние виды отрезных резцов для токарного станка по металлу. Отличить их можно также легко. Для этого стоит перевернуть резец режущей стороной пластины вверх и рассмотреть, с какой стороны расположена его ножка.
геометрия упорных, отогнутых и прямых резцов
Проходные резцы. Строение и назначение токарных резцов, в зависимости от типа. Виды проходных резцов и особенности их применения: прямые, отогнутые упорные. Геометрия резцов и требования стандартов к их производству. Советы по выбору и эксплуатации.
Проходной резец – инструмент металлообрабатывающей промышленности, предназначенный для обработки наружной поверхности деталей цилиндрической формы. Данные приспособления используются на токарных станках. Их применяют для широкого спектра работ, что позволяет относить инструмент проходного типа к наиболее распространенным режущим инструментам.
Виды и назначение токарных проходных резцов
В общепринятой классификации металлообрабатывающего инструмента резцы делят на группы, которые различаются способами и технологиями обработки. Наименование приспособления отражает суть и назначение инструмента. Например, расточные проходные резцы используют для работы со сквозными отверстиями.
Конструкция режущего инструмента независимо от его типа состоит из двух частей:
- Державка. Эта часть фиксируется в токарном патроне станка или в другом механизме, предусмотренном конструкцией аппарата.
- Головка. Рабочий элемент, который контактирует непосредственно с обрабатываемой заготовкой. Состоит из нескольких плоскостей с режущими кромками. Угол заточки зависит от требований к конструкции.
Материал изготовления головки зависит от вида обрабатываемого сплава. В качестве основы используют твердые, быстрорежущие, а также углеродистые материалы.
По внешнему виду токарные резцы делят на следующие группы:
- Прямые. Классическая форма, при которой державка и режущая часть расположены на одной оси.
- Изогнутые. Державка данных резцов имеет один изгиб, расположение и угол которого зависят от типа инструмента.
- Отогнутые. В этом случае рабочая головка имеет некоторое смещение относительно оси крепежной части.
- Оттянутые. Данный тип конструкции отличается шириной рабочей части, которая меньше, чем державка. Это позволяет выполнять работу в труднодоступных местах с небольшой областью воздействия на поверхность.

Среди рассматриваемого инструмента встречаются несколько видов. Рассмотрим их подробнее.
Проходные прямые
Резцы проходные прямые не получили широкого распространения в металлообрабатывающей промышленности. Для некоторых работ, к которым относится снятие фаски, удобнее использовать инструмент отогнутой формы. Применяется для обработки изделий конической формы. Державка для выполнения стандартных работ имеет прямоугольную форму с размерами граней 25*16 мм. Специальную обработку выполняют резцами с крепежной частью равносторонней формы с размером 25 мм.
Проходные отогнутые
Резцом универсального типа, которым снимают фаску с изделий, обрабатывают торцевые части деталей и выполняют прочие работы. Направление изгиба зависит от специфики работ. Проходные отогнутые резцы применяют как для черновой, так и для чистовой обработки металла.

Предприятия-изготовители обязаны руководствоваться требованиями межгосударственного стандарта 18868-73.
Выпускают множество моделей, которые различаются габаритами изделия. Наиболее употребительными являются следующие размеры (высота*ширина*длина, мм):
- 16*10*110;
- 25*20*170;
- 32*25*170;
- 40*32*240;
- 50*40*240.
Проходные резцы первого типоразмера применяют только в профильных учебных заведениях в процессе подготовки студентов.
Проходные упорные
Приспособление широко используется в токарных мастерских для обработки цилиндрических заготовок небольшого размера, обладающих сложной формой. Данный тип отличается высоким классом точности работы. Это достигается благодаря прямому углу оси смещения головки по отношению к оси державки. Таким образом снижается уровень вибрации в процессе эксплуатации, что минимизирует риск повреждения обрабатываемого изделия.
Производители не рекомендуют обрабатывать данным резцом детали с высокой жесткостью.
Выпускают модели правого и левого направления. Примечательно, что резцы квадратной формы с размерами 20*20 и 50*50 могут быть только упорными левыми, без обратного изгиба.
Особенности геометрии резца
Независимо от модификации основным рабочим инструментом является рабочая головка. Она располагается на стержне резца. Для ее монтажа имеется специальный резцедержатель, который обеспечивает надежную фиксацию элемента.

Для удаления стружки, образовывающейся в процессе эксплуатации, передней поверхности придают особый угол, обеспечивающий наиболее эффективный вывод побочных продуктов. Грани, обращенные к рабочей плоскости, называют задней и основной.
Главная режущая кромка контактирует с обрабатываемой поверхностью металла. Она располагается между задней и главной передней гранями.
Для вспомогательных работ имеется дополнительная режущая кромка, расположенная в месте соединения задней, передней и вспомогательной граней.
Вершиной инструмента является пересечение режущих кромок. Для каждой работы существует свой угол заточки вершины, обеспечивающий наиболее эффективную обработку деталей.
Маркировка по ГОСТ
Требования к производству станков для металлообработки, а также вспомогательного оборудования жестко регламентируются требованиями межгосударственных стандартов.
К стержням режущих приспособлений предъявляют гораздо меньше требований по сравнению с элементами контактной группы. Их изготавливают из стали марки 45 или 50.
Для каждого типа конструкции существует отдельный стандарт. Например, изготовление проходных резцов с верхним прихватом сменной пластины регулируется ГОСТ 26611-85.
При производстве пластин из быстрорежущей стали используют кобальтовые составы:
- Р9К5;
- Р9К10;
- Р18Ф2К5.
После проведения температурной обработки их твердость достигает 67 HRC.
К шероховатости поверхности приспособлений предъявляют особые требования. После проведения доводки передней и задней частей степень чистоты должна соответствовать 9 классу.
Условные обозначения в соответствии с требованиями межгосударственного стандарта наносят на боковую поверхность.
В качестве примера расшифруем маркировку Т15К6:
- «Т». Первая буква говорит о том, что в качестве материала изготовления использовался твердый состав титановой группы.
- «15». Цифра указывает на массовую долю карбида титана в продукте.
- «К». В состав продукта входит кобальт.
- «6». Массовая доля вышеуказанного химического элемента.
Как выбрать проходной резец
Резцы относят к расходным инструментам для токарного станка. Однако это не является поводом для того, чтобы беспечно отнестись к процессу выбора, ведь при соблюдении норм эксплуатации режущие приспособления способны прослужить длительный период.
Главными факторами являются форма обрабатываемых деталей и материал изготовления. Если деятельность носит временный характер, стоит обратить внимание на наборы расходных материалов. В этом случае при работе с нестандартным изделием не придется тратить время на поиск резца нужных размеров.
Наиболее употребительными являются резцы средних размеров – их поиск не займет много времени. Если для работы понадобится прибор наибольшего типоразмера в линейке, его придется заказывать: они редко имеются в свободной продаже. Исключение составляют крупные города, в которых есть специализированные центры металлообработки.
Режимы резания
Процесс эксплуатации проходных резцов достаточно прост. В зависимости от формы заготовки и метода обработки выбирают направление движения: продольное или поперечное.

Обратите внимание на назначение инструмента: приспособления для черновой обработки запрещено использовать на чистовых работах и наоборот.
Также запрещено менять установленный порядок работ:
- В первую очередь выполняют черновые работы, которые характеризуются глубокой степенью воздействия: при обработке допускается удаление до 5 миллиметров металла за несколько проходов.
- Чистовые работы выполняются с целью соблюдения точных параметров изделия. Толщина срезанного металла не должна превышать десятых долей миллиметра.
Проходные резцы – незаменимый инструмент для обработки металлической поверхности элементов вращения. Виды работ зависят от формы и структуры приспособлений. А вы наблюдали за процессом наружной обработки деталей? Некоторые токари считают, что отечественные производители резцов не уступают знаменитым зарубежным компаниям, включая немецкого производителя Optimum. А что по этому поводу думаете вы? Выразите свое мнение в блоке комментариев.
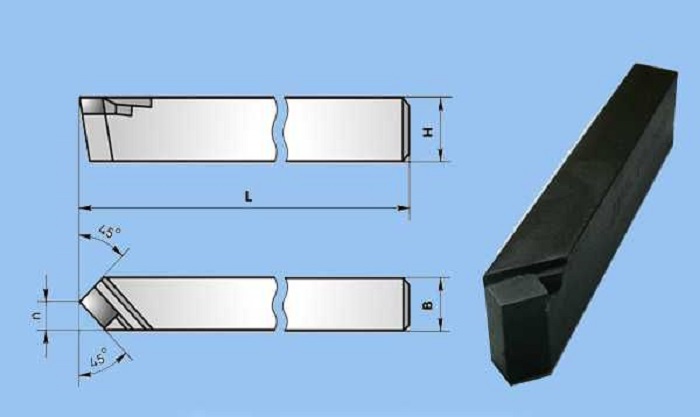
Токарные проходные отогнутые резцы (правые и левые) с пластинами из твёрдого сплава ГОСТ 18868-73
| Применяются для обтачивания, подрезки торцев и точения фасок. | |||||
| H | B | L | m | a | r |
| 16 | 10 | 100 | 8 | 8 | 0,5 |
| 16 | 12 | 100 | 7 | 10 | 1 |
| 20 | 12 | 120 | 7 | 10 | 1 |
| 20 | 16 | 120 | 8 | 14 | 1 |
| 25 | 16 | 140 | 8 | 14 | 1 |
| 25 | 20 | 140 | 10 | 18 | 1,5 |
| 32 | 20 | 170 | 10 | 18 | 1,5 |
| 40 | 25 | 200 | 12 | 25 | 2 |
| 50 | 32 | 240 | 14 | 25 | 2 |
Пример условного обозначения резца с углом в плане 45°, сечением 16х25 мм, длиной 140 мм, с пластиной из твёрдого сплава Т15К6:
правого: Резец проходной отогнутый-Т15К6 — 16х25х140 ГОСТ 18868-73
левого: Резец проходной отогнутый Л-Т15К6 — 16х25х140 ГОСТ 18868-73
Токарные сборные контурные резцы с механическим креплением клнн-прнхватом трехгранных пластин из твердого сплава
| Применяется для наружного продольного точения валов, подрезания торцев, точения уступов. | |||||
| h | b | h0 | f | L | Р |
| 16 | 16 | 16 | 20 | 100 | 30 |
| 20 | 16 | 20 | 20 | 125 | 30 |
| 20 | 20 | 20 | 25 | 125 | 30 |
| 25 | 20 | 25 | 25 | 150 | 30 |
| 25 | 25 | 25 | 32 | 150 | 30 |
| 32 | 25 | 32 | 32 | 170 | 30; 36 |
| 32 | 32 | 32 | 40 | 170 | 36; 40 |
| 40 | 32 | 40 | 40 | 200 | 36 |
| 40 | 40 | 40 | 50 | 200 | 40 |
| 50 | 40 | 50 | 50 | 250 | 40 |
Токарные проходные резцы (правые и левые) с механическим креплением пластин из твёрдого сплава
С трёхгранными пластинами
| h | b | h0 | L | f | P |
| 16 | 16 | 16 | 120 | 20 | 25 |
| 20 | 16 | 20 | 120 | 20 | 25 |
| 20 | 20 | 20 | 120 | 25 | 32 |
| 25 | 20 | 25 | 140 | 25 | 32 |
| 25 | 25 | 25 | 140 | 32 | 32; 36 |
| 32 | 25 | 32 | 170 | 32 | 32 |
| 32 | 32 | 32 | 170 | 40 | 36 |
| 40 | 32 | 40 | 200 | 40 | 45; 36 |
| 40 | 40 | 40 | 200 | 50 | 45 |
| 50 | 40 | 50 | 250 | 50 | 45 |
С четырёхгранными пластинами
| Применяются для обтачивания, подрезки торцев и точения фасок. | |||||
| h | b | h0 | L | f | P |
| 16 | 16 | 16 | 100 | 20 | 25 |
| 20 | 16 | 20 | 125 | 20 | 25 |
| 20 | 20 | 20 | 125 | 25 | 32 |
| 25 | 20 | 25 | 150 | 25 | 32 |
| 25 | 25 | 25 | 150 | 32 | 36 |
| 32 | 25 | 32 | 170 | 32 | 36 |
| 32 | 32 | 32 | 170 | 40 | 36; 45 |
| 40 | 32 | 40 | 200 | 40 | 45 |
| 40 | 40 | 40 | 200 | 50 | 45; 50 |
| 50 | 40 | 50 | 250 | 50 | 50 |
С пятигранными пластинами
| h | b | L | f | Диаметр описанной окружности, мм | |
| 20 | 20 | 120 | 20 | 18 | |
| 25 | 20 | 140 | 20 | 18 | |
| 32 | 25 | 170 | 25 | 22 | |
| 40 | 32 | 200 | 32 | 26 |
С шестигранными пластинами
| h | b | L | f | P | |
| 20 | 20 | 120 | 20 | 25 | |
| 25 | 20 | 140 | 20 | 25 | |
| 25 | 25 | 140; 150 | 25; 32 | 32 | |
| 32 | 25 | 170 | 32 | 32 | |
| 40 | 32 | 200 | 40 | 36; 38 | |
| 40 | 40 | 200 | 50 | 38 | |
| 50 | 40 | 250 | 50 | 38 |
Токарные сборные проходные резцы с механическим креплением многогранных пластин из твердого сплава качающимся штифтом («упорные резцы»)
| h | b | L | f | Р | l | |||
| при j°, равном | ||||||||
| 95*2 | 90*3 | 95 | 90 | 95 | 90 | |||
| 16 | 16 | 100 | — | 20 | — | 32 | — | 16 |
| 20 | 16 | 125 | 25 | 25 | — | 32 | — | 16 |
| 20 | 20 | 125 | 25 | 25 | 36 | 32 | 12 | 16 |
| 25 | 20 | 125 | 25 | 25 | 36 | 32 | 12 | 16 |
| 25 | 25 | 150 | 32 | 32 | 36; 45 | 32; 36 | 12; 16 | 16; 22 |
| 32 | 25 | 170 | 32 | 32 | 36; 45 | 32; 36 | 12; 16 | 16; 22 |
| 32 | 32 | 170 | 40 | 40 | 45 | 36 | 19 | 22 |
| 40 | 32 | 200 | 40 | 40 | 45 | 36 | 19 | 22 |
| 40 | 40 | 200 | 50 | 50 | 45 | 36; 40 | 19 | 22; 27 |
| 50 | 40 | 250 | 50 | 50 | 45 | 36; 40 | 19 | 22; 27 |
Примечания:
*1 Четырехгранные пластины.
*2 Ромбические пластины.
*3 Трехгранные пластины.
Simple English Wikipedia, бесплатная энциклопедия
Резцы — это четыре средних зуба вверху и четыре средних зуба внизу.Резцы — это особые зубы, которые встречаются у некоторых млекопитающих, например у людей. Это восемь больших плоских зубов с прямыми краями, которые находятся в передней части рта человека, между острыми клыками. Прямые края резцов удобны при прикусывании, потому что они режут остро.Они сходятся вместе, как клешни. У человека два зуба в середине каждой челюсти называются «центральными резцами», а боковые — «боковыми резцами». (боковой означает «в сторону»). У некоторых людей никогда не растут «боковые резцы» или они очень маленькие, особенно в верхней части.
У многих травоядных млекопитающих (травоядных) эти передние зубы используются для срезания стеблей травы и других растений, которые затем измельчаются коренными зубами в задней части рта. Некоторые всеядные животные (животные, которые едят и растения, и мясо), например люди, имеют резцы, как у травоядных.У плотоядных (мясоедных млекопитающих), таких как кошки, резцы часто довольно маленькие. Клыки длинные, их можно хватать и колоть. Плотоядные животные используют свои резцы для многих работ, требующих тщательного контроля, таких как ловля блох, переноска котенка или снятие кожи с рыбы. Если собаке или члену семейства кошачьих нужно что-то резать зубами, они используют задние зубы, как ножницы.
У кошек длинные клыки и маленькие резцы.
Резцы крыс, мышей и других грызунов никогда не перестают расти.
У травоядных, таких как лошади, есть зубы, которые могут косить траву.
Собаки используют резцы для многих целей.
Sekiro Shadows Die Twice вики
- Вики-сайт
- Вики-дом
- Вики-форумы
- Вики To-Do
- Магазин вики
- Блог Fextralife
- Fextralife Wiki Hub
- Общая информация
- Общая информация
- Секиро: Тени умирают дважды
- Описание обновления
- Органы управления
- Бесплатное обновление
- Одежда
- Остатки
- Рукавицы силы
- Отражения силы
- DLC
- Онлайн
- Секреты
- Скрытые стены
- Органы управления
- Бой
- Воскресение
- Боевые искусства
- Смертельные удары
- Осанка
- Стелс
- Идолы скульптора
- Часто задаваемые вопросы
- Информация о персонаже
- Информация о персонаже
- Sekiro
- Статистика
- Сила атаки
- Все локации семян тыквы
- Все места расположения четок
- Живучесть
- Осанка
- Память
- Незримая помощь
- Очки навыков
- Навыки
- Протезирование
- Искусство Шиноби
- Ашина Артс
- Искусство Сэнпу