Сварочные свойства дуги постоянного и переменного тока
Сварочные свойства дуги постоянного и переменного тока
Категория:
Сварка металлов
Сварочные свойства дуги постоянного и переменного тока
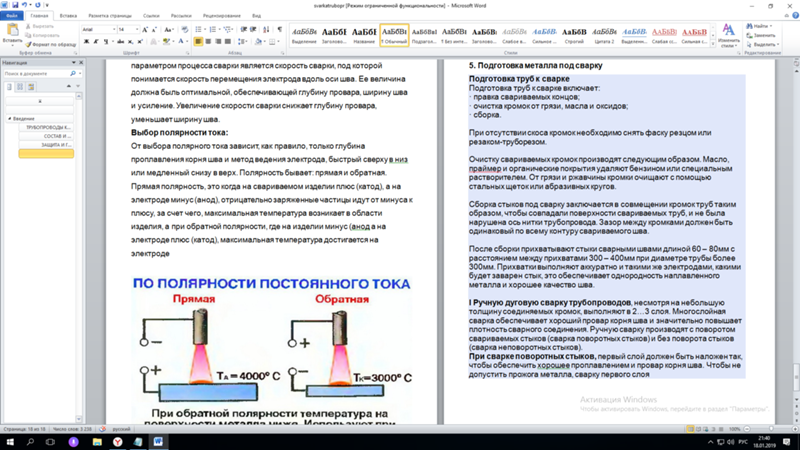
Неравномерным распределением тепла в сварочной дуге постоянного тока пользуются для регулирования скорости плавления основного и электродного металла, применяя сварку на прямой или обратной полярности.
Чтобы подвергающееся сварке изделие, имеющее массу и объем большие, чем электрод, получало больше тепла, необходимо применять прямую полярность. При прямой полярности тепловые условия плавления основного металла и электродного примерно уравновешиваются: на тонком электроде (катод) тепла выделяется меньше, чем на более массивном изделии (анод).
Сварка постоянным током на обратной Полярности применяется в следующих случаях:
1. Если электрод имеет тугоплавкое покрытие. Для нормального протекания процесса сварки на электроде требуется повышенная концентрация тепла, чтобы обеспечить одновременное расплавление электродного стержня и покрытия.
2. Когда требуется уменьшить концентрацию тепла на основном металле. Это необходимо в следующих случаях при сварке:
а) тонколистового металла,
б) цветных металлов,
в) легированных специальных сталей, чувствительных к перегреву. С этой целью к изделию подключается минусовой провод от источника питания.
При питании сварочной дуги переменным током полярность электрода и основного металла и условия существования дугового разряда периодически изменяются в соответствии с частотой тока. При этих условиях распределение тепла и температуры в катодной и анодной областях (между электродом и изделием) выравниваются.
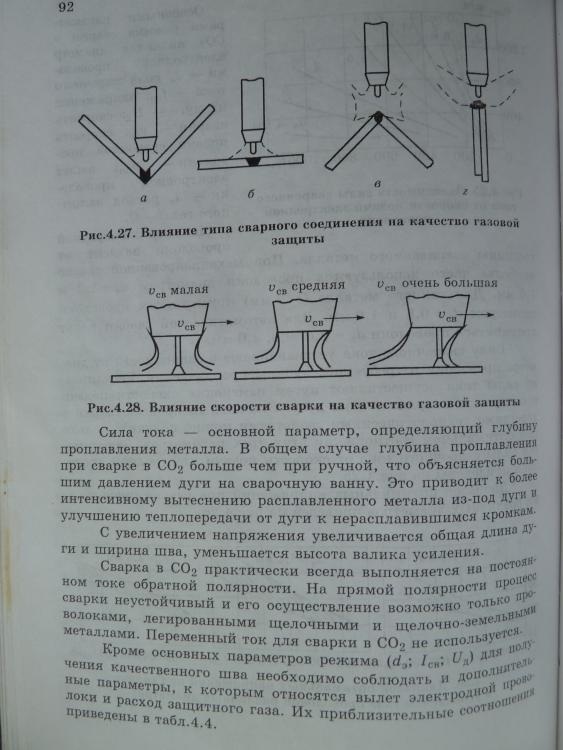
Глубина провара основного металла существенно зависит от силового давления газового дутья столба дуги. Максимальная глубина проплавления достигается при сварке постоянным током на обратной полярности. При сварке на прямой полярности глубина проплавления основного металла на 40—50% меньше. При сварке переменным током глубина провара на 15—20% меньше, чем при сварке постоянным током на обратной полярности.
При сварке переменным током глубина провара на 15—20% меньше, чем при сварке постоянным током на обратной полярности.
Реклама:
Читать далее:
Тепловая мощность дугиСтатьи по теме:
Глава 4. ЭЛЕКТРОДУГОВАЯ СВАРКА ПОСТОЯННЫМ ТОКОМ
На переменном токе возможно выполнять только сварку обычной низкоуглеродистой стали (кроме сварки с осциллятором). В практике же много случаев сварки деталей из чугуна, средне- и высокоуглеродистой стали, цветных металлов, легированной стали. Здесь необходим постоянный ток. Дело в том, что электроды для вышеуказанных металлов устойчиво горят в основном на постоянном токе. Кроме этого, использование дуги прямой или обратной полярности дает дополнительные технологические преимущества.Видео: «Сварочный ток прямой и обратной полярности».
Видео: «Постоянный и импульсный токи от самодельного сварочного выпрямителя».
Схема самодельного сварочного аппарата постоянного тока
Трансформатор Тр 1 – обычный сварочный, без
каких-либо переделок.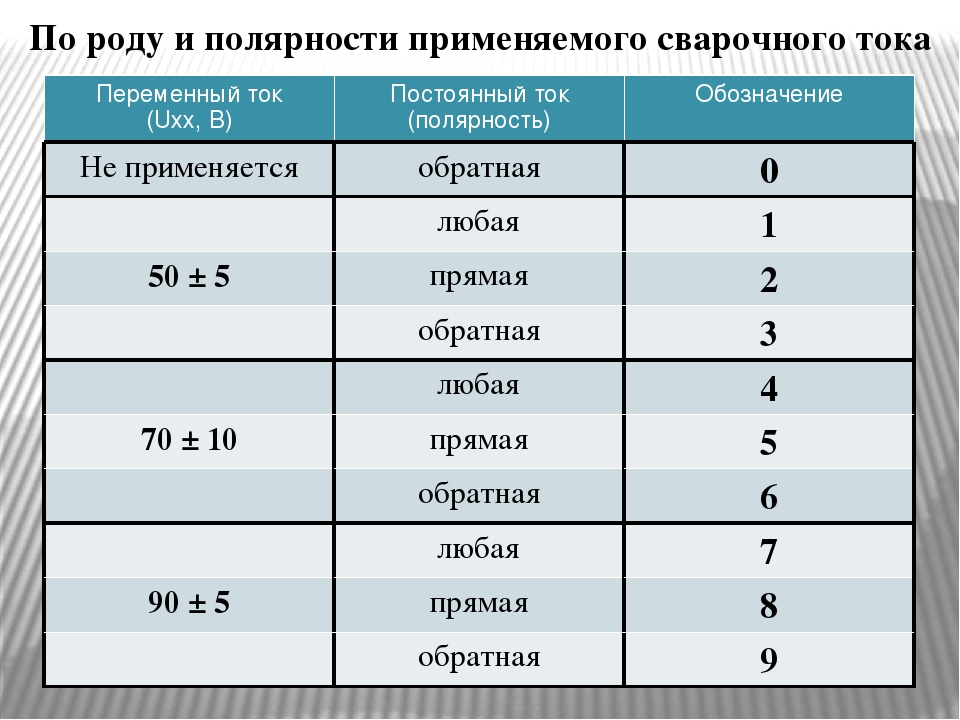 Лучше, если он будет иметь жесткую характеристику, то
есть вторичная обмотка намотана поверх первичной. Диоды D 1 – D 4 – любые, рассчитанные на ток не
менее 100 А.
Лучше, если он будет иметь жесткую характеристику, то
есть вторичная обмотка намотана поверх первичной. Диоды D 1 – D 4 – любые, рассчитанные на ток не
менее 100 А.
Радиаторы диодов подбирают такой площади, чтобы нагрев диодов в процессе работы не превышал 100°С. Для дополнительного охлаждения можно использовать вентилятор.
Конденсатор С1 – составной из оксидных конденсаторов общей емкостью не менее 40 000 мкФ. Конденсаторы можно использовать любой марки емкостью по 100 — 1000 мкФ каждый, включая их параллельно. Рабочее напряжение не менее 100 В. Если в работе такие конденсаторы перегреваются, то их рабочее напряжение следует брать не менее 150 В. Возможно использование конденсаторов и других номиналов.
Если планируется работать только на больших токах, то
конденсаторы можно вообще не ставить. Дроссель Др 1 – обычная
вторичная обмотка сварочного трансформатора. Желательно, чтобы сердечник был
набран из прямоугольных пластин. Через него не течет ток подмагничивания.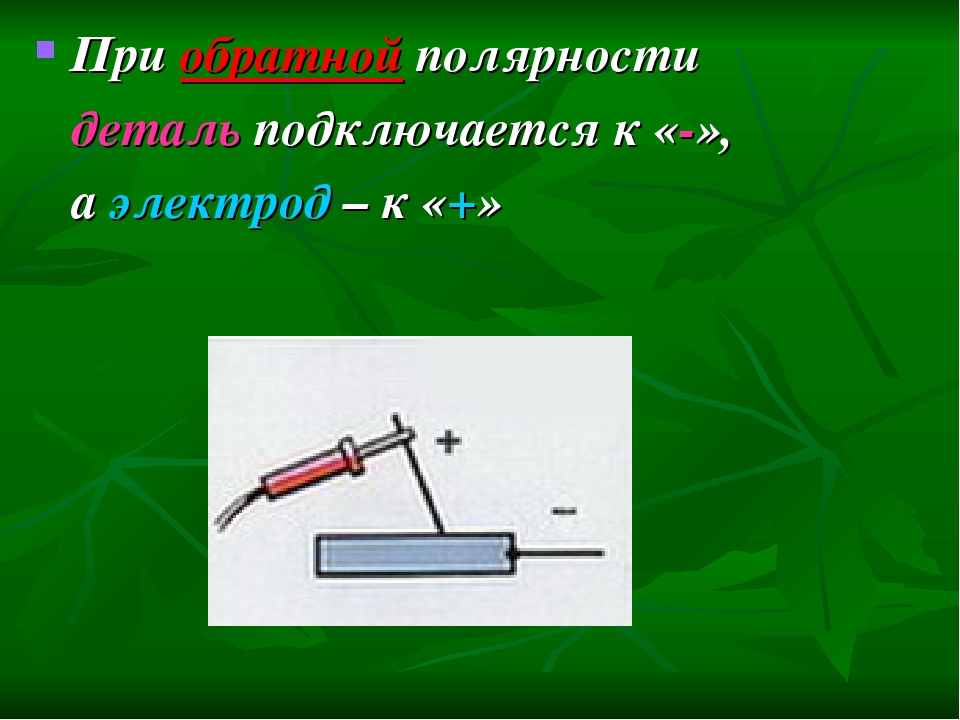 Если
используется тороидальный сердечник, то в нем необходимо ножовкой по металлу
пропилить магнитный зазор.
Если
используется тороидальный сердечник, то в нем необходимо ножовкой по металлу
пропилить магнитный зазор.
Резистор R 1 – проволочный. Можно использовать стальную проволоку диаметром 6 – 8 мм и длиной несколько метров. Длина зависит от напряжения вторичной обмотки вашего трансформатора и от тока, который вы хотите получить. Чем длиннее проволока, тем меньше ток. Для удобства ее лучше намотать в виде спирали.
Получившийся у вас сварочный выпрямитель допускает сварку прямой и обратной полярности.
Сварка прямой полярности – на электрод подается «минус», на изделие «плюс».
Сварка обратной полярности – на электрод подается «плюс», на изделие – «минус» (показано на рис. 4. 1.).
Если трансформатор Тр 1 имеет свою регулировку тока, то лучше всего установить на нем максимальный ток, а избыток тока гасить сопротивлением R 1.
Сварка чугуна
Практикой частных сварщиков отработаны два надежных и
эффективных способа сварки чугуна.
Первый используется для сварки изделий простой конфигурации, там, где чугун может «потянуться» вслед за остывающим швом. Следует учитывать, что чугун – абсолютно непластичный металл, а каждый остывающий шов делает поперечную усадку примерно на 1 мм.
Таким способом можно сваривать отвалившееся ушко станины, лопнувший пополам чугунный корпус и так далее.
Перед сваркой трещину разделывают V-образной разделкой на всю толщину металла.
Заваривать разделку можно любым электродом, хотя лучшие результаты дает сварка электродом марки УОНИ (с любыми цифрами) на постоянном токе обратной полярности.
После сварки шов зашлифовывается заподлицо с основным металлом, и привариваются накладки из малоуглеродистой стали.Накладки следует наваривать во всех возможных местах. Чем их больше, тем сварное соединение прочнее. Наваривать накладки следует вдоль действующего усилия.
Сварные конструкции с накладками часто оказываются прочнее
исходной чугунной отливки.
Второй способ разработан для изделий сложной конфигурации: блоков цилиндров, картеров и так далее. Чаще всего он используется для устранения течи различных жидкостей.
Перед сваркой трещина очищается от грязи, масла, ржавчины.
Для сварки используется медный электрод диаметром 3 – 4 мм. Ток постоянный обратной полярности.
Перед сваркой трещину или заплатку ставят на точечные прихватки.
Сварку ведут короткими швами вразброс. Первый шов выполняется в любом месте. Длина его не более 2 см.
Сразу после проварки шва его интенсивно проковывают молотком.
Остывающий шов уменьшается в размерах, а проковка, наоборот, его раздает. Проковку выполняют примерно минуту.
Затем дожидаются полного остывания металла. Остывание контролируют рукой. Если прикосновение ко шву не вызывает болезненных ощущений, сваривают второй короткий шов такой же длины.
Второй и все последующие швы сваривают как можно дальше от
предыдущих. Их длина также в пределах 2 см.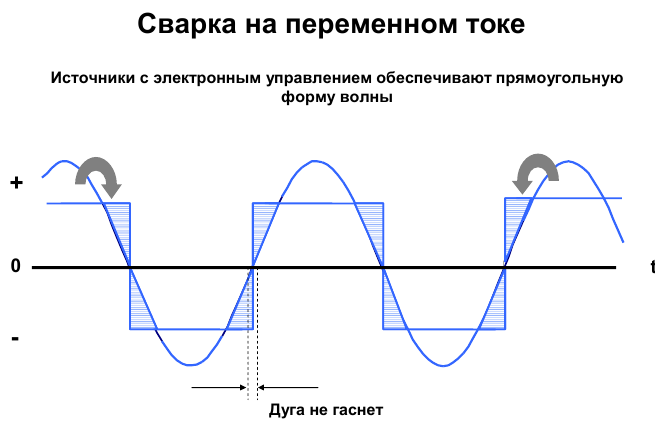 После сварки каждого короткого шва идет проковка и остывание.
После сварки каждого короткого шва идет проковка и остывание.
Последними проваривают замыкающие участки между короткими швами. В результате получается сплошной шов.
Определение сорта стали по искре
В ремонтной практике достаточно много случаев сварки сталей, неизвестных по химическому составу. Без определения состава таких сталей качественная их сварка невозможна.
Существует способ определения содержания углерода в стали с точностью до ±0,05%. Он основан на соприкосновении испытываемого металла с вращающимся наждачным кругом. По форме образующихся при этом искр можно судить как о процентной доле углерода, так и о наличии легирующих примесей.
Углерод в отделяемых частичках металла сгорает, образуя вспышки в виде звездочек. Звездочки характеризуют содержание углерода в испытуемой стали. Чем выше в ней содержание углерода, тем усиленнее сгорают частички углерода и тем больше число звездочек (Рис. 4. 7.).
Такую пробу желательно проводить на карборундовом круге с
зернистостью 35 – 46.
1 – искра имеет вид светлой, длинной, прямой линии с двумя утолщениями на конце, из которых первое светлое, а второе темно-красное. Весь пучок искр светлый и имеет продолговатую форму;
2 – от первого утолщения начинают отделяться новые светлые искры. Пучок искр становится короче и шире предыдущего, но тоже светлый.
3 – пучок искр получается короче и шире. От первого утолщения отделяется целый сноп искр светло-желтого цвета;
4 – на концах искр, отделяющихся от первого утолщения, наблюдаются блестяще-белого цвета звездочки;
5 – образуются длинные искры красноватого цвета с характерными отделяющимися звездочками;
6 – длинная прерывистая (пунктирная) искра темно-красного цвета со светлым утолщением на конце;
7 – двойная прерывистая (пунктирная) искра со светлыми утолщениями на концах, толстая и длинная — красного цвета, тонкая и короткая – темно-красного цвета;
8 – искра такая же, как и в пункте №7, с той лишь разницей,
что искры имеют разрыв.
Обучение методу искровой пробы следует начинать с образцов известных марок стали.
Применяя этот метод, следует учитывать, что сталь в закаленном состоянии дает более короткий пучок искр, чем незакаленная.
Пробу на искру необходимо брать на глубине 1 – 2 мм от поверхности, так как на поверхности металла может быть обезуглероженный слой.
При соприкосновении с наждачным кругом цветных металлов и их сплавов, в которых углерод отсутствует, искр не получается.
Сварка среднеуглеродистой и высокоуглеродистой стали
Среднеуглеродистые стали сваривают электродами с небольшим содержанием углерода. Глубина провара должна быть небольшая, поэтому применяют постоянный ток прямой полярности. Величина тока выбирается пониженная.
Все эти мероприятия снижают содержание углерода в металле шва и предупреждают появление трещин.
Для сварки используют электроды УОНИ-13/45 или УОНИ-13/55.
Некоторые изделия перед сваркой необходимо нагревать до
температуры 250 — 300°С. Лучше всего полный нагрев изделия; если это
невозможно, то применяют местный нагрев газовой горелкой или резаком. Нагрев до
более высокой температуры недопустим, так как вызывает появление трещин из-за
увеличения глубины провара основного металла и вызываемого этим повышения
содержания углерода в металле шва.
Лучше всего полный нагрев изделия; если это
невозможно, то применяют местный нагрев газовой горелкой или резаком. Нагрев до
более высокой температуры недопустим, так как вызывает появление трещин из-за
увеличения глубины провара основного металла и вызываемого этим повышения
содержания углерода в металле шва.
После сварки изделие укутывают термоизолирующим материалом и дают возможность медленно остыть.
В случае необходимости после сварки производится термическая обработка: изделие нагревают до темно-вишневого цвета и обеспечивают медленное охлаждение.
Высокоуглеродистую сталь сваривать труднее всего. Сварных конструкций из нее не изготавливают, но в ремонтном производстве сварка применяется. Для сварки такой стали лучше всего применять те же методы, что описывались ранее для сварки чугуна.
Сварка марганцовистой стали
Марганцовистая сталь применяется для деталей с высокой
износостойкостью: ковшей землечерпалок, зубьев ковшей экскаваторов, железнодорожных
крестовин, шеек камнедробилок, тракторных траков и так далее.
Для сварки применяют электроды ЦЛ-2 или УОНИ-13нж.
Сварочный ток выбирается из расчета 30 – 35А на 1 мм диаметра электрода.
При сварке образуется большое количество газов. Для облегчения их выхода из расплавленного металла наплавку следует выполнять широкими валиками и короткими участками, иначе шов получается пористый.
Сразу после сварки требуется проковка.
Для повышения твердости, прочности, вязкости и износоустойчивости наплавки необходимо после наложения каждого валика, пока он еще нагрет до красного каления, производить закалку с помощью холодной воды.
Сварка хромистой стали
Хромистые стали применяются как нержавеющие и кислотостойкие для изготовления аппаратуры нефтеперерабатывающей промышленности.
Сварку хромистых сталей необходимо выполнять с предварительным нагревом до температуры 200 — 400°С.
При сварке используется пониженная сила тока из расчета 25 – 30 А на 1 мм диаметра электрода.
Применяют электроды ЦЛ-17-63, СЛ-16, УОНИ-13/85 на
постоянном токе обратной полярности.
После сварки изделие охлаждают на воздухе до температуры 150 — 200°С, а затем производят отпуск.
Отпуск производят путем нагрева изделия до температуры 720 — 750°С с выдержкой при такой температуре не менее часа и последующим медленным охлаждением на воздухе.
Сварка вольфрамовой и хромовольфрамовой стали
Такая сталь используется для изготовления режущего инструмента.
С помощью сварки режущий инструмент можно изготовить двумя способами:
1) приваркой готовых пластин быстрорежущей стали на держатель из малоуглеродистой стали;
2) наплавкой быстрорежущей стали на малоуглеродистую сталь.
Готовые пластины наваривают способами:
1) используя контактную сварку;
2) с помощью аргоновой сварки неплавящимся электродом;
3) используя газовую пайку высокотемпературным припоем;
4) плавящимся электродом постоянного тока.
Для наплавки можно использовать отходы быстрорежущей стали:
поломанные сверла, резцы, зенкеры, развертки и др.
Эти отходы можно наплавлять с помощью газовой или аргоновой сварки, а также изготавливая из них электроды для электродуговой сварки.
После наплавки инструмент отжигают, обрабатывают механическим путем, затем подвергают трехкратной закалке и отпуску.
Сварка высоколегированной нержавеющей стали
Нержавеющая сталь в быту нашла довольно широкое применение: из нее изготавливают различные емкости, теплообменники, водонагреватели. Используют в частных банях как жаростойкую.
Отличить такую сталь от обычной можно по трем характерным признакам:
1) «нержавейка» отличается светло-стальным цветом;
2) при приложении постоянного магнита не притягивается, хотя бывают и исключения;
3) при обработке на наждачном круге дает мало искр (или совсем не дает).
Нержавеющая сталь обладает повышенным коэффициентом линейного расширения и пониженным коэффициентом теплопроводности.
Увеличенный коэффициент линейного расширения вызывает
большие деформации сварного соединения вплоть до появления трещин. Некоторые
сварные конструкции из «нержавейки» перед сваркой желательно подогреть до
температуры 100 — 300°С.
Некоторые
сварные конструкции из «нержавейки» перед сваркой желательно подогреть до
температуры 100 — 300°С.
Низкий коэффициент теплопроводности вызывает концентрацию тепла и может привести к прожиганию металла. По сравнению со сваркой обычной стали такой же толщины при сварке «нержавейки» ток уменьшают на 10 – 20%.
Для сварки применяют постоянный ток обратной полярности.
Используют электроды марки ОЗЛ-8, ОЗЛ-14, ЗИО-3, ЦЛ-11, ЦТ-15-1.
Одно из главных условий при сварке – поддержание короткой дуги, это обеспечивает лучшую защиту расплавленного металла от кислорода и азота воздуха.
Коррозионная стойкость швов увеличивается при ускоренном их остывании. Поэтому сразу после сварки швы поливают водой. Поливание водой допустимо только для той стали, которая после сварки не дает трещин.
Сварка алюминия и его сплавов
Сварку покрытыми электродами применяют для алюминия и сплавов толщиной более 4 мм.
Для сварки технического алюминия применяют электроды марки
ОЗА-1.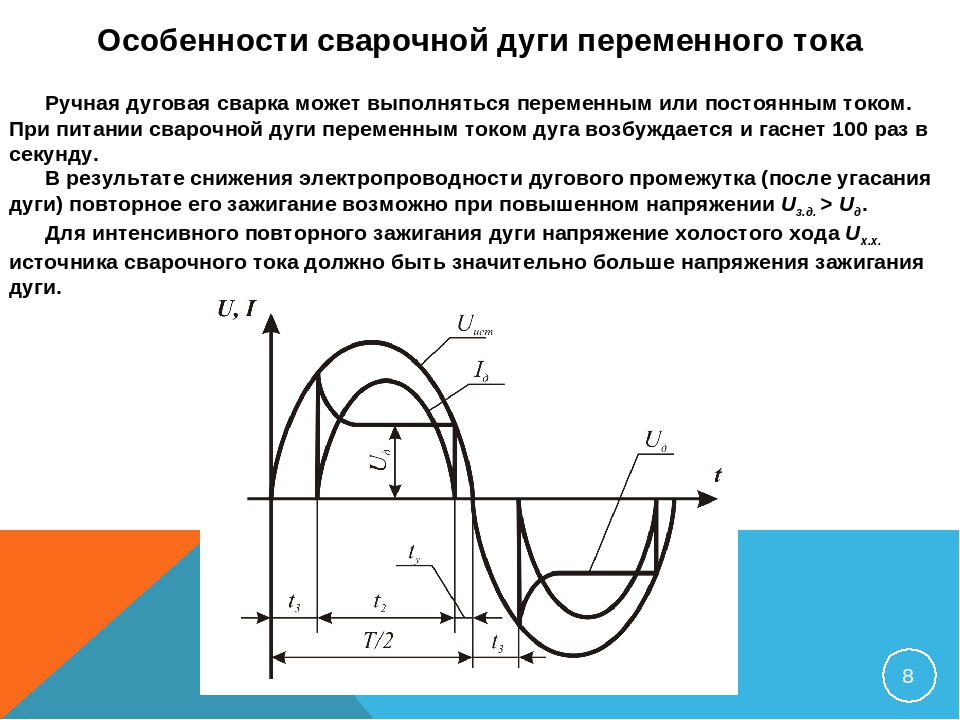
Для заварки литейных дефектов применяются электроды ОЗА-2.
В последнее время электроды марки ОЗА заменяются более совершенными электродами марки ОЗАНА.
Обмазка электродов для сварки алюминия сильно впитывает влагу. При хранении таких электродов без влагозащиты обмазка в буквальном смысле слова может стечь со стержня. Поэтому такие электроды хранят в пластиковом пенале со средствами влагопоглощения. Перед сваркой их дополнительно просушивают при температуре 70 – 100°С.
Перед сваркой алюминиевые детали обезжиривают ацетоном и зачищают до блеска металлической щеткой.
Сварку производят на постоянном токе обратной полярности.
Сварочный ток 25 – 32 А на 1 мм диаметра стержня электрода.
Деталь перед сваркой прогревают до температуры 250 — 400°С.
Сварку необходимо выполнять непрерывно одним электродом, так как пленка шлака на детали и конце электрода препятствует повторному зажиганию дуги.
Если есть возможность, с обратной стороны шва укладываются
подкладки (см. газовая сварка алюминия).
газовая сварка алюминия).
Электродуговой сваркой получают швы среднего качества.
Сварка меди и ее сплавов
Чистая медь хорошо поддается сварке, и ее рекомендуется варить двумя способами. Способ сварки зависит от толщины детали.
При толщине изделия не более 3 мм лучше всего использовать сварку угольным электродом. Сварка выполняется постоянным током прямой полярности при длине дуги 35 – 40 мм.
В качестве присадочного материала можно использовать электротехнический провод. Не забудьте перед сваркой очистить его от изоляции.
Для повышения качества шва на свариваемые кромки и на присадочную проволоку наносят флюс, состоящий из 95% прокаленной буры и 5% металлического порошкообразного магния. Можно использовать одну буру, но результаты будут хуже. Если не требуется высокое качество шва, флюс не применяется.
Второй способ применяется при сварке меди толщиной более 3 мм.
Сварка выполняется постоянным током обратной полярности. Иногда требуется предварительный общий подогрев до 300 — 400°С.
Иногда требуется предварительный общий подогрев до 300 — 400°С.
Применяются электроды марки «Комсомолец-100», или АНЦ.
Сварка латуни и бронзы в условиях частного сварочного цеха вызывает затруднения. Технология сварки медных сплавов зависит от того, какие использованы присадки к меди. Это может быть цинк, олово, марганец, свинец, фосфор, кремний, алюминий и другие.
Не зная состава медных сплавов, трудно получить приемлемое качество шва.
Однако заказы на сварку таких металлов не столь уж редкое явление. Здесь есть очень интересный выход. Высококачественные неразъемные соединения медных сплавов можно получить, используя методы пайки.
Пайка – это соединение двух металлов с использованием третьего. Он называется припоем. При этом основные металлы не нагреваются до плавления, что гарантирует сохранение их качественного состава.
В качестве припоя можно взять оловянно-свинцовый, тот, что применяется в радиотехнике.
Высокая прочность пайки таким припоем гарантируется при
пайке деталей внахлестку. Чем больше площадь нахлестки, тем прочнее соединение.
Чем больше площадь нахлестки, тем прочнее соединение.
Второе условие прочности паяного соединения – выполнение пайки вдоль действующего усилия.
Паяные соединения латуни и бронзы отличаются достаточной прочностью и герметичностью.
Техника безопасности при электродуговой сварке
Электродуговая сварка имеет несколько вредных для здоровья сварщика факторов: напряжение электрического тока, излучение электрической дуги, газы, искры и брызги металла, термический нагрев, сквозняки.
Предельно допустимым напряжением холостого хода сварочного трансформатора считается 80 В, а сварочного выпрямителя 100 В. В условиях сухой погоды такое напряжение практически не ощущается, но в условиях влажности начинается довольно ощутимое покалывание руки. Это же самое может наблюдаться при нахождении сварщика на свариваемой металлической детали, а тем более внутри нее.
При сварке в сырую погоду, а также стоя на металле,
независимо от погоды, необходимо использовать резиновые перчатки, резиновый
коврик, резиновые калоши.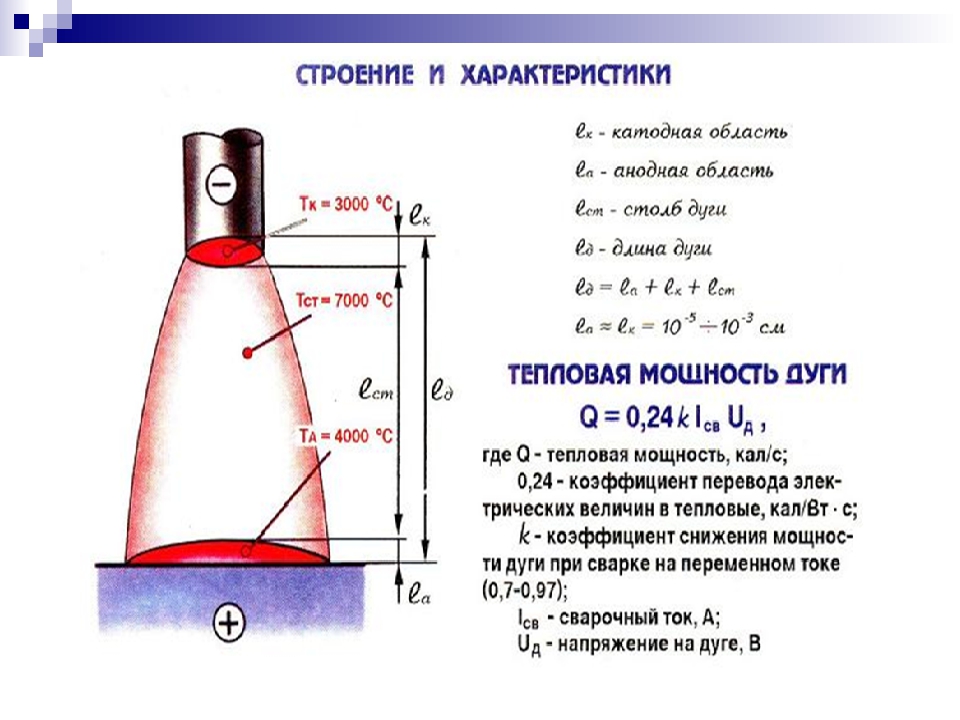 Перчатки, коврик и калоши должны быть из диэлектрической
резины, то есть той, что используют электрики. Резиновые изделия, продающиеся
для бытового использования, электроизолирующими не являются.
Перчатки, коврик и калоши должны быть из диэлектрической
резины, то есть той, что используют электрики. Резиновые изделия, продающиеся
для бытового использования, электроизолирующими не являются.
Для защиты сварщика от случайного пробоя трансформатора используется защитное заземление. Устройство заземления описано в Главе 1.
Для уменьшения вероятности электрического удара лучше всего использовать трансформаторы с невысоким напряжением холостого хода.
Защитой от излучения дуги является костюм сварщика, маска с набором стекол, рукавицы. Верхний ворот костюма всегда застегивайте, иначе у вас появится несмываемый «галстук».
Ультрафиолетовое излучение дуги с достаточной степенью надежности ослабляется столбом воздуха в 10 м, поэтому не подпускайте никого к месту сварки ближе, чем на 10 м (особенно детей!).
В состав покрытия электродов входят газообразующие вещества,
поэтому покрытые электроды сильно дымят. Единственный способ защиты от дыма –
принудительная вентиляция. Устройство такой вентиляции описано в Главе 1.
Устройство такой вентиляции описано в Главе 1.
С вентиляцией связан еще один неблагоприятный фактор в работе сварщика – сквозняки. Нагрузка сварщика в процессе работы является чаще всего статической, то есть сварщик работает практически неподвижно. При этом не происходит саморазогрева тела, что может привести к переохлаждению.
Как показывает опыт многих сварщиков, никакая закалка от сквозняков не помогает. Более надежная защита – теплая одежда, особенно в районе пояса (сварщик работает согнувшись).
Теплая одежда может оказать и отрицательное влияние. При переходе к динамической нагрузке сварщик начинает потеть, пот вместе со сквозняком вызывает гарантированную простуду.
Лучший вариант избежать простуды – поставить приточный тепловентилятор. Он должен подогревать приточный воздух до плюсовой температуры даже в сильный мороз. Если вы в такие морозы предпочитаете не работать, то мощность вентилятора достаточна в 3 кВт.
Довольно неприятным явлением считаются брызги металла. Попадая на костюм, в обувь, они вызывают тление защитной одежды или пожар, если
рядом горючие вещества. Приобретите кожаную защитную одежду и кирзовые
сапоги – и вы в достаточной степени защитите свое тело.
Попадая на костюм, в обувь, они вызывают тление защитной одежды или пожар, если
рядом горючие вещества. Приобретите кожаную защитную одежду и кирзовые
сапоги – и вы в достаточной степени защитите свое тело.
При сварке на больших токах и электродуговой резке металла держатель электродов, сварочные провода и сварочная маска могут перегреваться. Поэтому не касайтесь лицом металлических частей маски, а на рукоятку держателя наденьте теплоизолирующий рукав. Регулярно проверяйте все соединения проводов – они могут стать причиной пожара.
Вышеуказанные правила применяются и для других видов электрической сварки: аргоновой, полуавтоматической, контактной.
Обратная и прямая полярность при сварке инвертором
Осуществляя сваривание конструкции при помощи постоянного тока, важно знать, что качество шва будет зависеть во многом от настроек аппарата. Важным нюансом будет то, что кроме регулятора силы тока необходимо правильно выбрать полярность. Может быть всего два вида — это прямая и обратная полярность при сварке инвертором.
Что означает прямая полярность
Для того чтобы добиться качественного шва во время сварки различных сталей, важно знать, какая полярность подходит под материал, который нужно обработать. Общая суть сварки инвертором состоит в том, что у аппарата должны быть гнезда «+» и «-«. В зависимости от того, к какому гнезду будет подключаться масса, а к какому — электрод, и будет зависеть полярность.
Прямая полярность подключается таким образом: к плюсовому гнезду добавляют массу, а к минусовому — электрод. Тут важно знать, что род и полярность тока будет обусловлена существованием анодного и катодного пятна. Во время наличия прямой полярности при сварке анодное пятно, которое является более горячим, будет образовываться на стороне заготовки.
Что означает обратная полярность
При обратной полярности логично, что подключение массы и электрода меняют местами. То есть к плюсовому гнезду подключают электрод, а к минусовому гнезду — массу. Здесь нужно понимать, что при подключении гнезд таким образом анодное пятно также будет образовываться, однако оно появится не на стороне заготовки, а на противоположной от нее, то есть на электроде.
Важное замечание! Подключение полярности вручную осуществляется лишь при сварке инвертором, то есть при наличии постоянного тока. При осуществлении этого же процесса, но на переменном токе смена полярности осуществляется до сотни раз за секунду самостоятельно. Поэтому способ подключения не имеет значения.
Как можно было заметить, отличие прямой и обратной полярности при сварке инвертором заключается в том, что анодное пятно будет образовываться в разных местах.
Критерий выбора полярности
При смене подключения специалист меняет место концентрации нагрева, перенося его либо на заготовку, либо на сам электрод. Здесь важно знать, что за нагрев отвечает гнездо с плюсом, а значит, при прямом подключении максимальная температура будет наблюдаться на сварочном шве. При обратном подключении максимальная температура уходит на разогрев расходного элемента. Зная эту особенность, можно самостоятельно выбирать схему подключения, исходя из такого параметра, как толщина материала.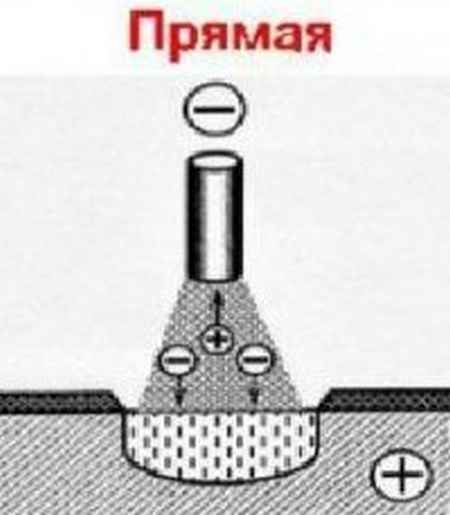 Выбор между прямой и обратной полярностью при сварке будет сильно зависеть от толщины металлического изделия. Если этот параметр имеет среднее или высокое значение, то лучше всего прибегнуть к прямой полярности. Это объясняется тем, что сильный нагрев заготовки обеспечит более глубокий шов, что, в свою очередь, повысит и качество сварного шва. Прямая полярность также используется при необходимости отрезать куски металла. И, напротив, при сваривании менее тонких металлических заготовок рекомендуется использовать обратное подключение, так как материал не будет сильно перегреваться, а вот электрод станет плавиться гораздо быстрее.
Выбор между прямой и обратной полярностью при сварке будет сильно зависеть от толщины металлического изделия. Если этот параметр имеет среднее или высокое значение, то лучше всего прибегнуть к прямой полярности. Это объясняется тем, что сильный нагрев заготовки обеспечит более глубокий шов, что, в свою очередь, повысит и качество сварного шва. Прямая полярность также используется при необходимости отрезать куски металла. И, напротив, при сваривании менее тонких металлических заготовок рекомендуется использовать обратное подключение, так как материал не будет сильно перегреваться, а вот электрод станет плавиться гораздо быстрее.
Тип металла
Прямая и обратная полярность при сварке будет также зависеть от типа металлического изделия, которое необходимо обработать. Важно понимать, что возможность самостоятельно изменять тип подключения сказывается на эффективности работы с разного рода заготовками. В качестве примера можно привести сварку нержавеющей стали или же чугуна.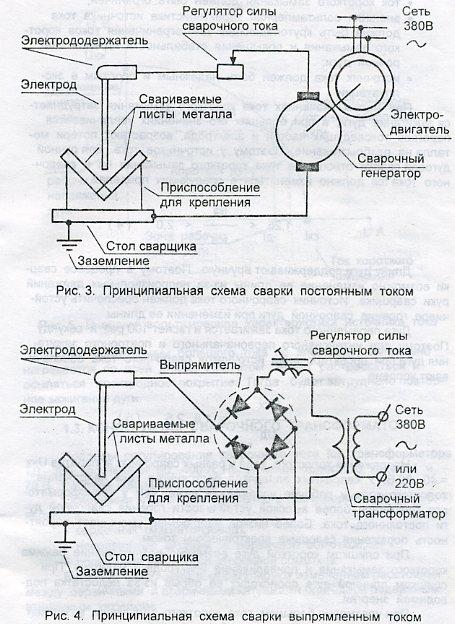 При работе с такими материалами лучше всего использовать обратную полярность, при которой удастся избежать сильного перегрева сырья, что избавит от создания тугоплавкого сварного соединения. А вот, к примеру, для работы с таким типом металла, как алюминий, лучше всего использовать прямую полярность при сварке. Так как при малом нагреве пробиться через оксилы этого сырья будет очень и очень сложно. Чаще всего к каждому материалу имеется рекомендация, в которой прописано, каким типом полярности лучше обрабатывать эту заготовку.
При работе с такими материалами лучше всего использовать обратную полярность, при которой удастся избежать сильного перегрева сырья, что избавит от создания тугоплавкого сварного соединения. А вот, к примеру, для работы с таким типом металла, как алюминий, лучше всего использовать прямую полярность при сварке. Так как при малом нагреве пробиться через оксилы этого сырья будет очень и очень сложно. Чаще всего к каждому материалу имеется рекомендация, в которой прописано, каким типом полярности лучше обрабатывать эту заготовку.
Типы электрода и проволоки
Еще одна очень важная деталь, которую необходимо учитывать при сварке инвертором прямой полярности или же обратной, — это тип электрода, который, так же как и металл, имеет свои характеристики при разных температурных режимах. Чаще всего параметры связаны с типом флюса, используемого в основе расходного материала. Допустим, имеется электрод угольного типа. Использовать обратное подключение для работы с таким элементом нельзя, так как слишком большой нагрев расходника такого типа перегреет флюс и товар придет в полную негодность.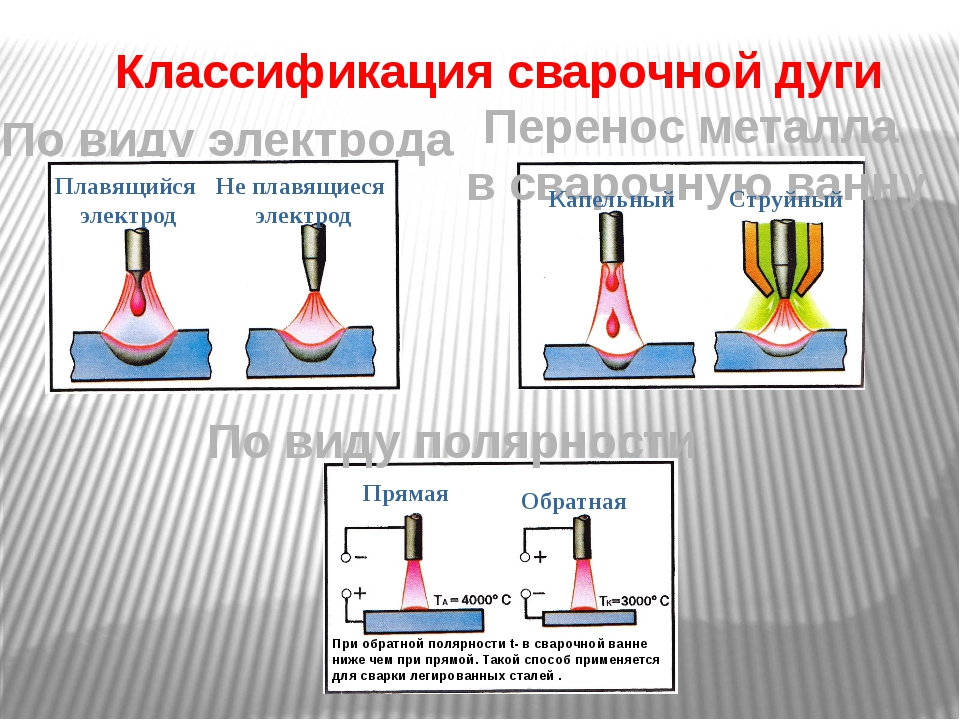 Можно использовать лишь сварку постоянным током с прямой полярностью. Здесь, как и в случае с металлическими заготовками, чтобы не ошибиться, лучше всего изучать маркировку и рекомендации производителя по работе с каждым типом расходника в отдельности.
Можно использовать лишь сварку постоянным током с прямой полярностью. Здесь, как и в случае с металлическими заготовками, чтобы не ошибиться, лучше всего изучать маркировку и рекомендации производителя по работе с каждым типом расходника в отдельности.
Свойства прямой полярности
Вполне очевидно, что имеются свои плюсы при сварке прямой и обратной полярностью. Если говорить о первом типе подключения, то можно выделить следующие пункты:
- полученный сварной шов будет достаточно глубоким, но при этом довольно узким;
- используется при сварке большинства металлических заготовок, толщина которых выше чем 3 мм;
- осуществлять сварку, к примеру, цветной стали можно лишь при наличии вольфрамового электрода, а также при прямом подключении инвертора;
- прямая полярность при сварке металлов также отличается более стабильной дугой, что, в свою очередь, обеспечивает более высокое качество сварного шва;
- при использовании прямого подключения строго запрещается применять электроды, которые подходят для сварки переменным током;
- прямая полярность также отлично зарекомендовала себя в резке металлических заготовок.

Свойства обратной полярности
Также как прямая полярность при сварке имеет свои сильные и слабые стороны, обратное подключение тоже можно охарактеризовать некоторыми свойствами:
- Если использовать сварку с постоянным током, но сделать обратное подключение, то в результате шов получится не слишком глубоким, но очень широким.
- Наилучшее качество шва достигается лишь при работе с металлами, имеющими малую толщину, если применять обратную полярность для сварки толстого сырья, то качество шва будет слишком неудовлетворительным.
- При сварке на обратном подключении строго запрещается использовать электроды, которые нельзя перегревать.
- Если сила тока значительно уменьшается, то сильно будет ухудшаться и качество шва из-за того, что дуга начнет «скакать».
- Так как обратная полярность чаще всего используется для сварки высоколегированных сталей, то необходимо руководствоваться не только правилами сварки инвертором, а еще и учитывать требования металла к длительности рабочего цикла, а также к процессу остывания металла.

Смена полярностей
После того как человек детально изучит особенности сварки при прямой полярности, а также при обратной становится довольно просто отвечать на вопрос, зачем же ее менять. Если коротко подвести итоги, то можно сказать следующее:
Использование прямой полярности оправдано в случаях большой толщины металла. Также этот тип подключения оправдывается в том случае, если происходит сварка цветного металла: латунь, медь, алюминий. Наиболее важно обратить свое внимание на работу с алюминием, так как его оксидная пленка имеет огромное значение температуры плавки, которая сильно превышает температуру плавления самого сырья. Другими словами, можно сказать, что прямая полярность при сварке — это грубая обработка и соединение конструкции.
Обратное подключение же, в свою очередь, используется для работы с тонкими сталями. Кроме этого ее применяют при обработке высоколегированной или нержавеющей стали. Эти материалы плохо переносят перегрев, а потому использовать плавку с высокой температурой нельзя. То есть работа на обратном подключении считается более тонкой.
То есть работа на обратном подключении считается более тонкой.
Из этого можно сделать вывод, что ответом на вопрос, зачем менять полярность при сварке электродами, станет то, что от этого зависит качество сварного шва, а также работоспособность самого расходника, так как не все электроды можно подключить обратным способом.
Заключение
Если подвести итог всему вышесказанному, то применение инвертора или полуавтомата для сварки в быту — это очень распространенное дело. Но вот правильный выбор подключения при постоянном токе, а также знание того, какой материал каким способом нужно варить, — это основная информация, необходимая для успешного завершения работы. Если эти знания имеются, то применение этих инструментов не станет проблемой.
Сварка постоянным током
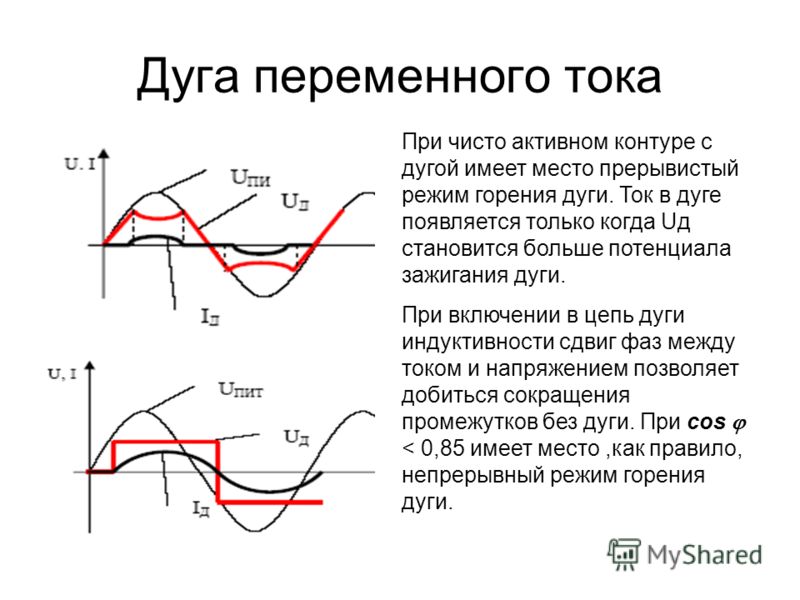
Графики, поясняющие процесс сварки постоянным током (б) и переменным (а)
Сварка с использованием сварочных аппаратов, которые работают на постоянном токе, сегодня нашла гораздо большее применение, нежели сварка аппаратами, которые работают на переменном токе.
 В первую очередь это связано с тем, что особенности сварки постоянным током позволяют существенно уменьшить количество присадочного металла электродов в сварочном шве. Во-вторых, при использовании сварки постоянным током удается добиться существенно уменьшения уровня окалины в сварном шве. Это значит, что соединение, которое получается в результате, обладает повышенной прочностью.
В первую очередь это связано с тем, что особенности сварки постоянным током позволяют существенно уменьшить количество присадочного металла электродов в сварочном шве. Во-вторых, при использовании сварки постоянным током удается добиться существенно уменьшения уровня окалины в сварном шве. Это значит, что соединение, которое получается в результате, обладает повышенной прочностью. Электроды – одна из основных статей расходов при любых сварочных работах. Сварка постоянным током позволяет достичь существенного уменьшения показателей разбрызгивания электродов, а это значит – сокращение издержки материалов. В целом сварка переменным током позволяет повысить доходность процесса, при этом снизить затраты на изготовление деталей.
Немаловажное преимущество сварки постоянным током – это повышение производительности труда. Работа с постоянным током делает работу сварщика значительно проще, а значит – эффективнее и производительнее.
Сварка постоянным током может быть прямой и обратной полярности.
 Прямая полярность – это когда ток идет от минуса к плюсу и тепло концентрируется на изделии. Этот тип зачастую используют в механизированной сварке. Сварка постоянным током обратной полярности предполагает концентрацию тепла на торце электрода (то есть, минус – на изделии, а плюс – на электроде).
Прямая полярность – это когда ток идет от минуса к плюсу и тепло концентрируется на изделии. Этот тип зачастую используют в механизированной сварке. Сварка постоянным током обратной полярности предполагает концентрацию тепла на торце электрода (то есть, минус – на изделии, а плюс – на электроде). Стоит заметить, что потребности сварочного шва предполагают использование сварочного выпрямителя. Он может быть разного типа конструкции. Большинство этих выпрямителей используются в промышленности, поэтому они чаще всего работают на трехфазном токе частотой 50-60 Гц.
Сварка постоянным током обратной полярности позволяет увеличить глубину провара на 50%, по сравнению со сваркой постоянным током прямой полярности. Это объясняется тем, что на аноде и катоде выделяется различное количество теплоты. А вот во время сварки переменным током, глубина провара по сравнению с постоянным током обратной полярности ниже на 20%.
Диаметр электрода при сварке постоянным током зависит от положения сварки, толщины металла, вида соединения и формы кромок под сварку.
 Если речь идет о сварке встык, то диаметр электрода должен быть равным толщине свариваемого листа. При сварке листов большей толщины используют электроды диаметром от 4 до 6 мм.
Если речь идет о сварке встык, то диаметр электрода должен быть равным толщине свариваемого листа. При сварке листов большей толщины используют электроды диаметром от 4 до 6 мм. Напряжение – величина, которая главным образом определяет ширину шва. А на такой параметр как глубина провара, напряжение не оказывает значительного влияния. Но и это не обязательно. Например, если при увеличении напряжения постепенно увеличивать скорость сварки, то ширина шва будет уменьшаться. В основном сила тока зависит от диаметра электрода, от его рабочей длины, покрытия и положения сварки. Чем выше ток, тем больше производительность, поскольку увеличивается количество наплавляемого металла.
Кроме статьи «Сварка постоянным током» смотрите также:
Прямая полярность при сварке инвертором: что такое постоянным током, масса на аппарате это плюс или минус, монополярный и биполярный электроды
Что такое сварка током прямой полярности — это подключение плюсового провода от оборудования к соединяемым деталям, а к минусу идёт провод от держателя, на котором закреплён электрод. При зеркальном отображении получаем на выходе полярность обратного типа. Различные подключения способствуют изменению температуры сварочного кратера.
При зеркальном отображении получаем на выходе полярность обратного типа. Различные подключения способствуют изменению температуры сварочного кратера.
Прямая полярность
У каждого сварочного аппарата имеются гнёзда, куда подключаются провода от держателя с электродом или зажима для заготовок, называемого на практике массой. К какому полюсу подключается масса на сварочном аппарате к плюсу или минусу — такая полярность получится на выходе. Для получения прямого подключения провод, идущий от массы, подсоединяется к положительной клемме, а провод от электрода — к минусовой.
При сварке род и полярность тока зависят от катодного или анодного пятна, в случае прямого подсоединения именно на деталях будет концентрироваться высокая температура.
Сварка постоянным током при аналогичном подключении отличается характерными нюансами:
- большой глубиной и малой шириной шва,
- такое подключение применяется для металлов с толщиной не менее 3 мм,
- вольфрамовые электроды применяются для соединения изделий из цветного металла,
- высокая стабильность горения дуги обеспечивает качественный шов,
- токопроводящие стержни быстро плавятся,
- большой расход электродов из-за разбрызгивания.

Такая методика исключает использование электродов, предназначенных для сварки переменным током.
Обратного типа
Аналогичную полярность при сварке применяют в том случае, когда надо свести риск появления брака на деталях к минимуму, а также во время выполнения ответственных заданий, чтобы сварка проводилась с высокой точностью. При такой методике высокая температура концентрируется на проводящем ток стержне, а на соединяемой конструкции уровень тепла намного ниже.
Поэтому обратный тип полярности применяют для качественной сварки тонкого металла, чтобы исключить возможность коробления от излишнего нагревания, а также при соединении стальных деталей различной степени легирования, потому что такие заготовки особо чувствительны к возможному перегреву. Аналогичное подключение применяют для соединения металлов под защитой флюса или инертных газов, например, аргона.
Чтобы избежать ошибок при сварке, надо знать следующие отличия:
- выбор обратной полярности при сварке постоянным током делает шовное соединение небольшим по глубине, но объёмным по ширине,
- во время соединения толстых металлов снижается качество шва,
- нельзя работать электродами, чувствительными к перегреванию,
- при снижении силы тока образуются скачки дуги, что негативно отражается на прочности и качестве шва,
- соединяя высоколегированные стали, надо строго выдерживать цикл работы и время остывания соединённых заготовок.
В случае подключения от сети переменного тока, сварка металлов с низким содержанием углерода проводится рутиловыми токопроводящими стержнями, у которых отсутствует зависимость от полярности, поэтому применяется любая методика — наиболее удобная для исполнителя.
Критерий выбора
Опытные сварщики самостоятельно решают, куда подсоединять провода к плюсу или минусу во время подключения массы на сварочный аппарат, чтобы концентрировать большую температуру на конструкции или плавящемся прутке с обмазкой. Выбирать полярность иногда приходится несколько раз — это напрямую зависит от сложности конструкции или толщины соединяемого металла, например, при средней или большой толщине выбирают вариант прямой полярности.
Сильный прогрев заготовки позволяет выполнить более глубокий шов, что намного повышает прочность и качество соединения, аналогичная полярность выбирается, когда надо отрезать какой-нибудь элемент от общей конструкции. Обратная полярность выбирается при работе с тонкостенными деталями, при этом детали не перегреваются, но электрод плавится быстрее.
Толщина металла
Специфика сварки толстого металла довольно простая: подключаем массу к плюсу на агрегате, а электрод — к минусу. Наличие высокой температуры на заготовке способствует большему прогреву металла, что усилит глубину проварки, а в результате шов получается более качественный и прочный.
При обработке сваркой тонкостенного металла применяется обратная полярность, т. к. анодное пятно перемещается на электрод и угроза пережога конструкции полностью ликвидируется.
Вид
Полярность во многом зависит и от типа металла, из которого состоит соединяемая конструкция или отдельные детали, приготовленные для сварки. Например, для прочного соединения изделий из нержавеющей стали или чугуна применяют обратную полярность, чтобы избежать перегревания заготовок и избавиться от появления тугоплавкого сварного соединения, которое требует особой обработки.
При сварке алюминия используется прямая методика подключения — прочная плёнка, покрывающая цветной металл, при сильном нагревании расплавляется и не препятствует образованию шовного соединения. Опытные сварщики знают, как и какими методами надо варить различные по химическому составу металлы, а начинающие исполнители — сверяются по справочнику или изучают сопроводительную документацию, где подробно описана методика сварки, а также какую полярность надо применить.
Опытные сварщики знают, как и какими методами надо варить различные по химическому составу металлы, а начинающие исполнители — сверяются по справочнику или изучают сопроводительную документацию, где подробно описана методика сварки, а также какую полярность надо применить.
Р. И. Смоляков, образование: лицей, специальность: газоэлектросварщик пятого разряда, опыт работы: с 2004 года: «Молодые сварщики обязаны постоянно совершенствовать свои теоретические знания и наращивать практические навыки, чтобы повышать разряд и уметь соединять любые металлы, используемые на производстве».
Влияние толщины соединяемых деталей на выбор подключения.
Коротко об электродах
Если используют для сварки инвертор, то при подключении прямого или обратного варианта обязательно учитывается тип используемого электрода, т. к. эти изделия имеют индивидуальные параметры, которые зависимы от изменения температуры.
Химический состав обмазки или напыления оказывает особое влияние на качество сварочного процесса, например, при использовании обратной полярности нельзя применять угольный электрод, потому что из-за влияния высокой температуры флюс перегревается и теряет необходимые свойства — изделие будет непригодно для дальнейшего использования.
Надо применять прямой вариант подключения, да и на каждом типе электродов нанесена маркировка, где указан режим использования, а на упаковке имеются аналогичные рекомендации производителя, т. ч. перепутать крайне трудно.
Работа на полуавтомате
Такой вид сварки характерен для производственных процессов, при этом надо правильно установить полярность данного полуавтомата, например, для соединения деталей из нержавеющего металла применяют защитный газ и выбирают обратное подключение, а когда используется порошковая присадочная проволока при сварке изделий из алюминия — прямое.
Как управлять процессом?
Главное для исполнителя — прогреть свариваемые детали до полного расплавления кромок, чтобы сформировался сварочный кратер. Перечислим негативные процессы, которые при этом могут появиться:
- если установлен ток небольшой силы, то металл заготовок не успевает полностью прогреться, поэтому сварочная ванна двигается за электродом,
- при излишней величине тока происходит сильное разогревание, дуга начинает проникать внутрь металла и оттеснять расплавленную субстанцию назад.

При нормальном использовании силы тока жидкий металл в кратере сильно не растекается, а внешние края — тонкие и сварщик полностью контролирует процесс.
При сварке деталей с большой толщиной металла надо повышать силу тока, чтобы полностью прогреть деталь, а тонкостенные конструкции нагреваются быстро, поэтому работать надо на малой силе тока. Во время сварочного процесса с использованием электродов с обмазкой или напылением надо учитывать и скорость проводки.
При быстрой проводке электрода металл не успевает прогреваться, поэтому шов располагается поверху без нужного проплавления, а если скорость медленная, то заготовки перегреваются, а жидкая субстанция в сварочной ванне становится неуправляемой.
Внешнее состояние шовного соединения.
Превосходство и недостатки методик
Изменение подключения по-разному отражается на работе токопроводящего стержня, например, при обратной методике, наблюдаются такие процессы:
- на конструкцию поступает больше тепловой энергии, чем на стержень с обмазкой,
- хороший разогрев обеспечивает качественную и глубокую проплавку,
- электрод плавится медленно, поэтому частая замена не нужна,
- металл при сварке практически не разбрызгивается.

Прямая полярность при сварке характерна следующими нюансами:
- нагревание заготовок минимальное,
- плавление электрода происходит намного быстрее, поэтому требуется частая смена стержней,
- жидкий металл сильно разбрызгивается.
Вывод прост — очевидных преимуществ больше у обратной методики, но не только плюсы определяют выбор, т. к. у большинства электродов рекомендации по выбору подключения прописаны производителем на этикетке.
Выводы
Инверторное или полуавтоматическое сварочное оборудование отличается несложной эксплуатацией, поэтому часто применяются в домашней обстановке, например, на даче или при ремонте в частном домостроении, да и неопытным исполнителям легче соединять металлические конструкции, используя обычное подключение стандартной сети. Для получения соединений высокого качества, надо точно знать, как и когда применять обратную или прямую методику подключения.
Загрузка…Обратная и прямая полярность при сварке инвертором
Array
(
[TAGS] =>
[~TAGS] =>
[ID] => 103403
[~ID] => 103403
[NAME] => Обратная и прямая полярность при сварке инвертором - особенности, плюсы и минусы
[~NAME] => Обратная и прямая полярность при сварке инвертором - особенности, плюсы и минусы
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] => 115
[~IBLOCK_SECTION_ID] => 115
[DETAIL_TEXT] =>
Осуществляя сваривание конструкции при помощи постоянного тока, важно знать, что качество шва будет зависеть во многом от настроек аппарата. Важным нюансом будет то, что кроме регулятора силы тока необходимо правильно выбрать полярность. Может быть всего два вида - это прямая и обратная полярность при сварке инвертором.
Что означает прямая полярность
Для того чтобы добиться качественного шва во время сварки различных сталей, важно знать, какая полярность подходит под материал, который нужно обработать. Общая суть сварки инвертором состоит в том, что у аппарата должны быть гнезда "+" и "-". В зависимости от того, к какому гнезду будет подключаться масса, а к какому - электрод, и будет зависеть полярность.
Прямая полярность подключается таким образом: к плюсовому гнезду добавляют массу, а к минусовому - электрод. Тут важно знать, что род и полярность тока будет обусловлена существованием анодного и катодного пятна. Во время наличия прямой полярности при сварке анодное пятно, которое является более горячим, будет образовываться на стороне заготовки.
Что означает обратная полярность
При обратной полярности логично, что подключение массы и электрода меняют местами. То есть к плюсовому гнезду подключают электрод, а к минусовому гнезду - массу. Здесь нужно понимать, что при подключении гнезд таким образом анодное пятно также будет образовываться, однако оно появится не на стороне заготовки, а на противоположной от нее, то есть на электроде.
Важное замечание! Подключение полярности вручную осуществляется лишь при сварке инвертором, то есть при наличии постоянного тока. При осуществлении этого же процесса, но на переменном токе смена полярности осуществляется до сотни раз за секунду самостоятельно. Поэтому способ подключения не имеет значения. Как можно было заметить, отличие прямой и обратной полярности при сварке инвертором заключается в том, что анодное пятно будет образовываться в разных местах.
Критерий выбора полярности
При смене подключения специалист меняет место концентрации нагрева, перенося его либо на заготовку, либо на сам электрод. Здесь важно знать, что за нагрев отвечает гнездо с плюсом, а значит, при прямом подключении максимальная температура будет наблюдаться на сварочном шве. При обратном подключении максимальная температура уходит на разогрев расходного элемента. Зная эту особенность, можно самостоятельно выбирать схему подключения, исходя из такого параметра, как толщина материала. Выбор между прямой и обратной полярностью при сварке будет сильно зависеть от толщины металлического изделия. Если этот параметр имеет среднее или высокое значение, то лучше всего прибегнуть к прямой полярности. Это объясняется тем, что сильный нагрев заготовки обеспечит более глубокий шов, что, в свою очередь, повысит и качество сварного шва. Прямая полярность также используется при необходимости отрезать куски металла. И, напротив, при сваривании менее тонких металлических заготовок рекомендуется использовать обратное подключение, так как материал не будет сильно перегреваться, а вот электрод станет плавиться гораздо быстрее.
Тип металла
Прямая и обратная полярность при сварке будет также зависеть от типа металлического изделия, которое необходимо обработать. Важно понимать, что возможность самостоятельно изменять тип подключения сказывается на эффективности работы с разного рода заготовками. В качестве примера можно привести сварку нержавеющей стали или же чугуна. При работе с такими материалами лучше всего использовать обратную полярность, при которой удастся избежать сильного перегрева сырья, что избавит от создания тугоплавкого сварного соединения. А вот, к примеру, для работы с таким типом металла, как алюминий, лучше всего использовать прямую полярность при сварке. Так как при малом нагреве пробиться через оксилы этого сырья будет очень и очень сложно. Чаще всего к каждому материалу имеется рекомендация, в которой прописано, каким типом полярности лучше обрабатывать эту заготовку.
Типы электрода и проволоки
Еще одна очень важная деталь, которую необходимо учитывать при сварке инвертором прямой полярности или же обратной, - это тип электрода, который, так же как и металл, имеет свои характеристики при разных температурных режимах. Чаще всего параметры связаны с типом флюса, используемого в основе расходного материала. Допустим, имеется электрод угольного типа. Использовать обратное подключение для работы с таким элементом нельзя, так как слишком большой нагрев расходника такого типа перегреет флюс и товар придет в полную негодность. Можно использовать лишь сварку постоянным током с прямой полярностью. Здесь, как и в случае с металлическими заготовками, чтобы не ошибиться, лучше всего изучать маркировку и рекомендации производителя по работе с каждым типом расходника в отдельности.
Свойства прямой полярности
Вполне очевидно, что имеются свои плюсы при сварке прямой и обратной полярностью. Если говорить о первом типе подключения, то можно выделить следующие пункты:
 Важным нюансом будет то, что кроме регулятора силы тока необходимо правильно выбрать полярность. Может быть всего два вида - это прямая и обратная полярность при сварке инвертором.
Важным нюансом будет то, что кроме регулятора силы тока необходимо правильно выбрать полярность. Может быть всего два вида - это прямая и обратная полярность при сварке инвертором.

 Здесь важно знать, что за нагрев отвечает гнездо с плюсом, а значит, при прямом подключении максимальная температура будет наблюдаться на сварочном шве. При обратном подключении максимальная температура уходит на разогрев расходного элемента. Зная эту особенность, можно самостоятельно выбирать схему подключения, исходя из такого параметра, как толщина материала. Выбор между прямой и обратной полярностью при сварке будет сильно зависеть от толщины металлического изделия. Если этот параметр имеет среднее или высокое значение, то лучше всего прибегнуть к прямой полярности. Это объясняется тем, что сильный нагрев заготовки обеспечит более глубокий шов, что, в свою очередь, повысит и качество сварного шва. Прямая полярность также используется при необходимости отрезать куски металла. И, напротив, при сваривании менее тонких металлических заготовок рекомендуется использовать обратное подключение, так как материал не будет сильно перегреваться, а вот электрод станет плавиться гораздо быстрее.
Здесь важно знать, что за нагрев отвечает гнездо с плюсом, а значит, при прямом подключении максимальная температура будет наблюдаться на сварочном шве. При обратном подключении максимальная температура уходит на разогрев расходного элемента. Зная эту особенность, можно самостоятельно выбирать схему подключения, исходя из такого параметра, как толщина материала. Выбор между прямой и обратной полярностью при сварке будет сильно зависеть от толщины металлического изделия. Если этот параметр имеет среднее или высокое значение, то лучше всего прибегнуть к прямой полярности. Это объясняется тем, что сильный нагрев заготовки обеспечит более глубокий шов, что, в свою очередь, повысит и качество сварного шва. Прямая полярность также используется при необходимости отрезать куски металла. И, напротив, при сваривании менее тонких металлических заготовок рекомендуется использовать обратное подключение, так как материал не будет сильно перегреваться, а вот электрод станет плавиться гораздо быстрее.
 Чаще всего параметры связаны с типом флюса, используемого в основе расходного материала. Допустим, имеется электрод угольного типа. Использовать обратное подключение для работы с таким элементом нельзя, так как слишком большой нагрев расходника такого типа перегреет флюс и товар придет в полную негодность. Можно использовать лишь сварку постоянным током с прямой полярностью. Здесь, как и в случае с металлическими заготовками, чтобы не ошибиться, лучше всего изучать маркировку и рекомендации производителя по работе с каждым типом расходника в отдельности.
Чаще всего параметры связаны с типом флюса, используемого в основе расходного материала. Допустим, имеется электрод угольного типа. Использовать обратное подключение для работы с таким элементом нельзя, так как слишком большой нагрев расходника такого типа перегреет флюс и товар придет в полную негодность. Можно использовать лишь сварку постоянным током с прямой полярностью. Здесь, как и в случае с металлическими заготовками, чтобы не ошибиться, лучше всего изучать маркировку и рекомендации производителя по работе с каждым типом расходника в отдельности.
- полученный сварной шов будет достаточно глубоким, но при этом довольно узким; используется при сварке большинства металлических заготовок, толщина которых выше чем 3 мм;
- осуществлять сварку, к примеру, цветной стали можно лишь при наличии вольфрамового электрода, а также при прямом подключении инвертора;
- прямая полярность при сварке металлов также отличается более стабильной дугой, что, в свою очередь, обеспечивает более высокое качество сварного шва;
- при использовании прямого подключения строго запрещается применять электроды, которые подходят для сварки переменным током;
- прямая полярность также отлично зарекомендовала себя в резке металлических заготовок.

Свойства обратной полярности
Также как прямая полярность при сварке имеет свои сильные и слабые стороны, обратное подключение тоже можно охарактеризовать некоторыми свойствами:
- Если использовать сварку с постоянным током, но сделать обратное подключение, то в результате шов получится не слишком глубоким, но очень широким.
- Наилучшее качество шва достигается лишь при работе с металлами, имеющими малую толщину, если применять обратную полярность для сварки толстого сырья, то качество шва будет слишком неудовлетворительным.
- При сварке на обратном подключении строго запрещается использовать электроды, которые нельзя перегревать.
- Если сила тока значительно уменьшается, то сильно будет ухудшаться и качество шва из-за того, что дуга начнет «скакать».
- Так как обратная полярность чаще всего используется для сварки высоколегированных сталей, то необходимо руководствоваться не только правилами сварки инвертором, а еще и учитывать требования металла к длительности рабочего цикла, а также к процессу остывания металла.

Смена полярностей
После того как человек детально изучит особенности сварки при прямой полярности, а также при обратной становится довольно просто отвечать на вопрос, зачем же ее менять. Если коротко подвести итоги, то можно сказать следующее:
этот тип подключения оправдывается в том случае, если происходит сварка цветного металла: латунь, медь, алюминий. Наиболее важно обратить свое внимание на работу с алюминием, так как его оксидная пленка имеет огромное значение температуры плавки, которая сильно превышает температуру плавления самого сырья. Другими словами, можно сказать, что прямая полярность при сварке — это грубая обработка и соединение конструкции. Обратное подключение же, в свою очередь, используется для работы с тонкими сталями. Кроме этого ее применяют при обработке высоколегированной или нержавеющей стали. Эти материалы плохо переносят перегрев, а потому использовать плавку с высокой температурой нельзя.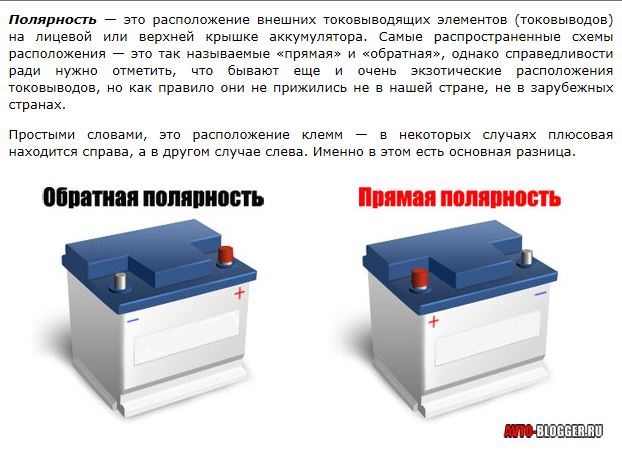 То есть работа на обратном подключении считается более тонкой. Из этого можно сделать вывод, что ответом на вопрос, зачем менять полярность при сварке электродами, станет то, что от этого зависит качество сварного шва, а также работоспособность самого расходника, так как не все электроды можно подключить обратным способом.
То есть работа на обратном подключении считается более тонкой. Из этого можно сделать вывод, что ответом на вопрос, зачем менять полярность при сварке электродами, станет то, что от этого зависит качество сварного шва, а также работоспособность самого расходника, так как не все электроды можно подключить обратным способом.
Заключение
Если подвести итог всему вышесказанному, то применение инвертора или полуавтомата для сварки в быту — это очень распространенное дело. Но вот правильный выбор подключения при постоянном токе, а также знание того, какой материал каким способом нужно варить, — это основная информация, необходимая для успешного завершения работы. Если эти знания имеются, то применение этих инструментов не станет проблемой.
Источник: fb.ru
[~DETAIL_TEXT] =>
Осуществляя сваривание конструкции при помощи постоянного тока, важно знать, что качество шва будет зависеть во многом от настроек аппарата.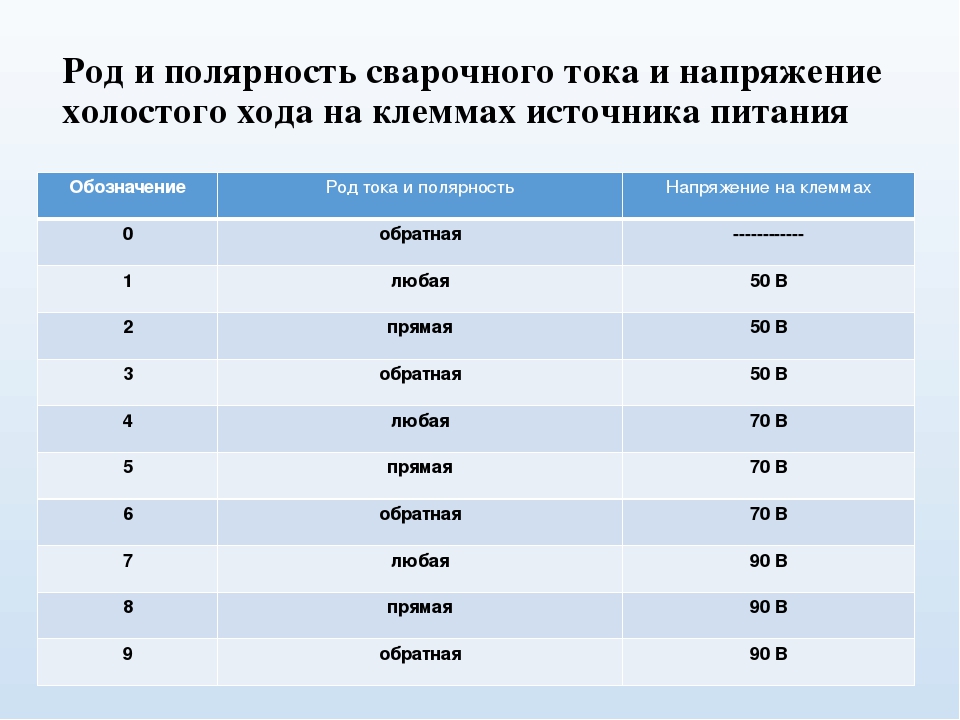 Важным нюансом будет то, что кроме регулятора силы тока необходимо правильно выбрать полярность. Может быть всего два вида — это прямая и обратная полярность при сварке инвертором.
Важным нюансом будет то, что кроме регулятора силы тока необходимо правильно выбрать полярность. Может быть всего два вида — это прямая и обратная полярность при сварке инвертором.
Что означает прямая полярность
Для того чтобы добиться качественного шва во время сварки различных сталей, важно знать, какая полярность подходит под материал, который нужно обработать. Общая суть сварки инвертором состоит в том, что у аппарата должны быть гнезда «+» и «-«. В зависимости от того, к какому гнезду будет подключаться масса, а к какому — электрод, и будет зависеть полярность.
Прямая полярность подключается таким образом: к плюсовому гнезду добавляют массу, а к минусовому — электрод. Тут важно знать, что род и полярность тока будет обусловлена существованием анодного и катодного пятна. Во время наличия прямой полярности при сварке анодное пятно, которое является более горячим, будет образовываться на стороне заготовки.
Что означает обратная полярность
При обратной полярности логично, что подключение массы и электрода меняют местами. То есть к плюсовому гнезду подключают электрод, а к минусовому гнезду — массу. Здесь нужно понимать, что при подключении гнезд таким образом анодное пятно также будет образовываться, однако оно появится не на стороне заготовки, а на противоположной от нее, то есть на электроде.
То есть к плюсовому гнезду подключают электрод, а к минусовому гнезду — массу. Здесь нужно понимать, что при подключении гнезд таким образом анодное пятно также будет образовываться, однако оно появится не на стороне заготовки, а на противоположной от нее, то есть на электроде.
Важное замечание! Подключение полярности вручную осуществляется лишь при сварке инвертором, то есть при наличии постоянного тока. При осуществлении этого же процесса, но на переменном токе смена полярности осуществляется до сотни раз за секунду самостоятельно. Поэтому способ подключения не имеет значения. Как можно было заметить, отличие прямой и обратной полярности при сварке инвертором заключается в том, что анодное пятно будет образовываться в разных местах.
Критерий выбора полярности
При смене подключения специалист меняет место концентрации нагрева, перенося его либо на заготовку, либо на сам электрод. Здесь важно знать, что за нагрев отвечает гнездо с плюсом, а значит, при прямом подключении максимальная температура будет наблюдаться на сварочном шве. При обратном подключении максимальная температура уходит на разогрев расходного элемента. Зная эту особенность, можно самостоятельно выбирать схему подключения, исходя из такого параметра, как толщина материала. Выбор между прямой и обратной полярностью при сварке будет сильно зависеть от толщины металлического изделия. Если этот параметр имеет среднее или высокое значение, то лучше всего прибегнуть к прямой полярности. Это объясняется тем, что сильный нагрев заготовки обеспечит более глубокий шов, что, в свою очередь, повысит и качество сварного шва. Прямая полярность также используется при необходимости отрезать куски металла. И, напротив, при сваривании менее тонких металлических заготовок рекомендуется использовать обратное подключение, так как материал не будет сильно перегреваться, а вот электрод станет плавиться гораздо быстрее.
При обратном подключении максимальная температура уходит на разогрев расходного элемента. Зная эту особенность, можно самостоятельно выбирать схему подключения, исходя из такого параметра, как толщина материала. Выбор между прямой и обратной полярностью при сварке будет сильно зависеть от толщины металлического изделия. Если этот параметр имеет среднее или высокое значение, то лучше всего прибегнуть к прямой полярности. Это объясняется тем, что сильный нагрев заготовки обеспечит более глубокий шов, что, в свою очередь, повысит и качество сварного шва. Прямая полярность также используется при необходимости отрезать куски металла. И, напротив, при сваривании менее тонких металлических заготовок рекомендуется использовать обратное подключение, так как материал не будет сильно перегреваться, а вот электрод станет плавиться гораздо быстрее.
Тип металла
Прямая и обратная полярность при сварке будет также зависеть от типа металлического изделия, которое необходимо обработать. Важно понимать, что возможность самостоятельно изменять тип подключения сказывается на эффективности работы с разного рода заготовками. В качестве примера можно привести сварку нержавеющей стали или же чугуна. При работе с такими материалами лучше всего использовать обратную полярность, при которой удастся избежать сильного перегрева сырья, что избавит от создания тугоплавкого сварного соединения. А вот, к примеру, для работы с таким типом металла, как алюминий, лучше всего использовать прямую полярность при сварке. Так как при малом нагреве пробиться через оксилы этого сырья будет очень и очень сложно. Чаще всего к каждому материалу имеется рекомендация, в которой прописано, каким типом полярности лучше обрабатывать эту заготовку.
Типы электрода и проволоки
Еще одна очень важная деталь, которую необходимо учитывать при сварке инвертором прямой полярности или же обратной, — это тип электрода, который, так же как и металл, имеет свои характеристики при разных температурных режимах. Чаще всего параметры связаны с типом флюса, используемого в основе расходного материала. Допустим, имеется электрод угольного типа. Использовать обратное подключение для работы с таким элементом нельзя, так как слишком большой нагрев расходника такого типа перегреет флюс и товар придет в полную негодность. Можно использовать лишь сварку постоянным током с прямой полярностью. Здесь, как и в случае с металлическими заготовками, чтобы не ошибиться, лучше всего изучать маркировку и рекомендации производителя по работе с каждым типом расходника в отдельности.
Чаще всего параметры связаны с типом флюса, используемого в основе расходного материала. Допустим, имеется электрод угольного типа. Использовать обратное подключение для работы с таким элементом нельзя, так как слишком большой нагрев расходника такого типа перегреет флюс и товар придет в полную негодность. Можно использовать лишь сварку постоянным током с прямой полярностью. Здесь, как и в случае с металлическими заготовками, чтобы не ошибиться, лучше всего изучать маркировку и рекомендации производителя по работе с каждым типом расходника в отдельности.
Свойства прямой полярности
Вполне очевидно, что имеются свои плюсы при сварке прямой и обратной полярностью. Если говорить о первом типе подключения, то можно выделить следующие пункты:
- полученный сварной шов будет достаточно глубоким, но при этом довольно узким; используется при сварке большинства металлических заготовок, толщина которых выше чем 3 мм;
- осуществлять сварку, к примеру, цветной стали можно лишь при наличии вольфрамового электрода, а также при прямом подключении инвертора;
- прямая полярность при сварке металлов также отличается более стабильной дугой, что, в свою очередь, обеспечивает более высокое качество сварного шва;
- при использовании прямого подключения строго запрещается применять электроды, которые подходят для сварки переменным током;
- прямая полярность также отлично зарекомендовала себя в резке металлических заготовок.
Свойства обратной полярности
Также как прямая полярность при сварке имеет свои сильные и слабые стороны, обратное подключение тоже можно охарактеризовать некоторыми свойствами:
- Если использовать сварку с постоянным током, но сделать обратное подключение, то в результате шов получится не слишком глубоким, но очень широким.
- Наилучшее качество шва достигается лишь при работе с металлами, имеющими малую толщину, если применять обратную полярность для сварки толстого сырья, то качество шва будет слишком неудовлетворительным.
- При сварке на обратном подключении строго запрещается использовать электроды, которые нельзя перегревать.
- Если сила тока значительно уменьшается, то сильно будет ухудшаться и качество шва из-за того, что дуга начнет «скакать».
- Так как обратная полярность чаще всего используется для сварки высоколегированных сталей, то необходимо руководствоваться не только правилами сварки инвертором, а еще и учитывать требования металла к длительности рабочего цикла, а также к процессу остывания металла.
Смена полярностей
После того как человек детально изучит особенности сварки при прямой полярности, а также при обратной становится довольно просто отвечать на вопрос, зачем же ее менять. Если коротко подвести итоги, то можно сказать следующее:
этот тип подключения оправдывается в том случае, если происходит сварка цветного металла: латунь, медь, алюминий. Наиболее важно обратить свое внимание на работу с алюминием, так как его оксидная пленка имеет огромное значение температуры плавки, которая сильно превышает температуру плавления самого сырья. Другими словами, можно сказать, что прямая полярность при сварке — это грубая обработка и соединение конструкции. Обратное подключение же, в свою очередь, используется для работы с тонкими сталями. Кроме этого ее применяют при обработке высоколегированной или нержавеющей стали. Эти материалы плохо переносят перегрев, а потому использовать плавку с высокой температурой нельзя. То есть работа на обратном подключении считается более тонкой. Из этого можно сделать вывод, что ответом на вопрос, зачем менять полярность при сварке электродами, станет то, что от этого зависит качество сварного шва, а также работоспособность самого расходника, так как не все электроды можно подключить обратным способом.
Заключение
Если подвести итог всему вышесказанному, то применение инвертора или полуавтомата для сварки в быту — это очень распространенное дело. Но вот правильный выбор подключения при постоянном токе, а также знание того, какой материал каким способом нужно варить, — это основная информация, необходимая для успешного завершения работы. Если эти знания имеются, то применение этих инструментов не станет проблемой.
Источник: fb.ru
[DETAIL_TEXT_TYPE] => html [~DETAIL_TEXT_TYPE] => html [PREVIEW_TEXT] => Осуществляя сваривание конструкции при помощи постоянного тока, важно знать, что качество шва будет зависеть во многом от настроек аппарата. Важным нюансом будет то, что кроме регулятора силы тока необходимо правильно выбрать полярность. Может быть всего два вида — это прямая и обратная полярность при сварке инвертором. [~PREVIEW_TEXT] => Осуществляя сваривание конструкции при помощи постоянного тока, важно знать, что качество шва будет зависеть во многом от настроек аппарата. Важным нюансом будет то, что кроме регулятора силы тока необходимо правильно выбрать полярность. Может быть всего два вида — это прямая и обратная полярность при сварке инвертором. [PREVIEW_TEXT_TYPE] => text [~PREVIEW_TEXT_TYPE] => text [DETAIL_PICTURE] => [~DETAIL_PICTURE] => [TIMESTAMP_X] => 23.08.2019 15:08:44 [~TIMESTAMP_X] => 23.08.2019 15:08:44 [ACTIVE_FROM] => 23.08.2019 [~ACTIVE_FROM] => 23.08.2019 [LIST_PAGE_URL] => /news/ [~LIST_PAGE_URL] => /news/ [DETAIL_PAGE_URL] => /news/115/103403/ [~DETAIL_PAGE_URL] => /news/115/103403/ [LANG_DIR] => / [~LANG_DIR] => / [CODE] => obratnaya_i_pryamaya_polyarnost_pri_svarke_invertorom_osobennosti_plyusy_i_minusy [~CODE] => obratnaya_i_pryamaya_polyarnost_pri_svarke_invertorom_osobennosti_plyusy_i_minusy [EXTERNAL_ID] => 103403 [~EXTERNAL_ID] => 103403 [IBLOCK_TYPE_ID] => news [~IBLOCK_TYPE_ID] => news [IBLOCK_CODE] => news [~IBLOCK_CODE] => news [IBLOCK_EXTERNAL_ID] => clothes_news_s1 [~IBLOCK_EXTERNAL_ID] => clothes_news_s1 [LID] => s1 [~LID] => s1 [NAV_RESULT] => [DISPLAY_ACTIVE_FROM] => 23.08.2019 [IPROPERTY_VALUES] => Array ( [SECTION_META_TITLE] => Обратная и прямая полярность при сварке инвертором — особенности, плюсы и минусы [SECTION_META_KEYWORDS] => обратная и прямая полярность при сварке инвертором — особенности, плюсы и минусы [SECTION_META_DESCRIPTION] => Осуществляя сваривание конструкции при помощи постоянного тока, важно знать, что качество шва будет зависеть во многом от настроек аппарата. Важным нюансом будет то, что кроме регулятора силы тока необходимо правильно выбрать полярность. Может быть всего два вида — это прямая и обратная полярность при сварке инвертором. [SECTION_PAGE_TITLE] => Обратная и прямая полярность при сварке инвертором — особенности, плюсы и минусы [ELEMENT_META_TITLE] => Обратная и прямая полярность при сварке инвертором — особенности, плюсы и минусы [ELEMENT_META_KEYWORDS] => обратная и прямая полярность при сварке инвертором — особенности, плюсы и минусы [ELEMENT_META_DESCRIPTION] => Осуществляя сваривание конструкции при помощи постоянного тока, важно знать, что качество шва будет зависеть во многом от настроек аппарата. Важным нюансом будет то, что кроме регулятора силы тока необходимо правильно выбрать полярность. Может быть всего два вида — это прямая и обратная полярность при сварке инвертором. [ELEMENT_PAGE_TITLE] => Обратная и прямая полярность при сварке инвертором — особенности, плюсы и минусы [SECTION_PICTURE_FILE_ALT] => Обратная и прямая полярность при сварке инвертором — особенности, плюсы и минусы [SECTION_PICTURE_FILE_TITLE] => Обратная и прямая полярность при сварке инвертором — особенности, плюсы и минусы [SECTION_DETAIL_PICTURE_FILE_ALT] => Обратная и прямая полярность при сварке инвертором — особенности, плюсы и минусы [SECTION_DETAIL_PICTURE_FILE_TITLE] => Обратная и прямая полярность при сварке инвертором — особенности, плюсы и минусы [ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Обратная и прямая полярность при сварке инвертором — особенности, плюсы и минусы [ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Обратная и прямая полярность при сварке инвертором — особенности, плюсы и минусы [ELEMENT_DETAIL_PICTURE_FILE_ALT] => Обратная и прямая полярность при сварке инвертором — особенности, плюсы и минусы [ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Обратная и прямая полярность при сварке инвертором — особенности, плюсы и минусы ) [FIELDS] => Array ( [TAGS] => ) [DISPLAY_PROPERTIES] => Array ( ) [IBLOCK] => Array ( [ID] => 1 [~ID] => 1 [TIMESTAMP_X] => 15.02.2016 17:09:48 [~TIMESTAMP_X] => 15.02.2016 17:09:48 [IBLOCK_TYPE_ID] => news [~IBLOCK_TYPE_ID] => news [LID] => s1 [~LID] => s1 [CODE] => news [~CODE] => news [NAME] => Пресс-центр [~NAME] => Пресс-центр [ACTIVE] => Y [~ACTIVE] => Y [SORT] => 500 [~SORT] => 500 [LIST_PAGE_URL] => /news/ [~LIST_PAGE_URL] => /news/ [DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/ [~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/ [SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/ [~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/ [PICTURE] => [~PICTURE] => [DESCRIPTION] => [~DESCRIPTION] => [DESCRIPTION_TYPE] => text [~DESCRIPTION_TYPE] => text [RSS_TTL] => 24 [~RSS_TTL] => 24 [RSS_ACTIVE] => Y [~RSS_ACTIVE] => Y [RSS_FILE_ACTIVE] => N [~RSS_FILE_ACTIVE] => N [RSS_FILE_LIMIT] => 0 [~RSS_FILE_LIMIT] => 0 [RSS_FILE_DAYS] => 0 [~RSS_FILE_DAYS] => 0 [RSS_YANDEX_ACTIVE] => N [~RSS_YANDEX_ACTIVE] => N [XML_ID] => clothes_news_s1 [~XML_ID] => clothes_news_s1 [TMP_ID] => c83b747129a532c27a029fc5ccf0d07c [~TMP_ID] => c83b747129a532c27a029fc5ccf0d07c [INDEX_ELEMENT] => Y [~INDEX_ELEMENT] => Y [INDEX_SECTION] => Y [~INDEX_SECTION] => Y [WORKFLOW] => N [~WORKFLOW] => N [BIZPROC] => N [~BIZPROC] => N [SECTION_CHOOSER] => L [~SECTION_CHOOSER] => L [LIST_MODE] => [~LIST_MODE] => [RIGHTS_MODE] => S [~RIGHTS_MODE] => S [SECTION_PROPERTY] => N [~SECTION_PROPERTY] => N [PROPERTY_INDEX] => N [~PROPERTY_INDEX] => N [VERSION] => 1 [~VERSION] => 1 [LAST_CONV_ELEMENT] => 0 [~LAST_CONV_ELEMENT] => 0 [SOCNET_GROUP_ID] => [~SOCNET_GROUP_ID] => [EDIT_FILE_BEFORE] => [~EDIT_FILE_BEFORE] => [EDIT_FILE_AFTER] => [~EDIT_FILE_AFTER] => [SECTIONS_NAME] => Разделы [~SECTIONS_NAME] => Разделы [SECTION_NAME] => Раздел [~SECTION_NAME] => Раздел [ELEMENTS_NAME] => Новости [~ELEMENTS_NAME] => Новости [ELEMENT_NAME] => Новость [~ELEMENT_NAME] => Новость [CANONICAL_PAGE_URL] => [~CANONICAL_PAGE_URL] => [EXTERNAL_ID] => clothes_news_s1 [~EXTERNAL_ID] => clothes_news_s1 [LANG_DIR] => / [~LANG_DIR] => / [SERVER_NAME] => www.alfa-industry.ru [~SERVER_NAME] => www.alfa-industry.ru ) [SECTION] => Array ( [PATH] => Array ( [0] => Array ( [ID] => 115 [~ID] => 115 [TIMESTAMP_X] => 2015-11-25 18:37:33 [~TIMESTAMP_X] => 2015-11-25 18:37:33 [MODIFIED_BY] => 2 [~MODIFIED_BY] => 2 [DATE_CREATE] => 2015-09-29 20:10:16 [~DATE_CREATE] => 2015-09-29 20:10:16 [CREATED_BY] => 1 [~CREATED_BY] => 1 [IBLOCK_ID] => 1 [~IBLOCK_ID] => 1 [IBLOCK_SECTION_ID] => [~IBLOCK_SECTION_ID] => [ACTIVE] => Y [~ACTIVE] => Y [GLOBAL_ACTIVE] => Y [~GLOBAL_ACTIVE] => Y [SORT] => 500 [~SORT] => 500 [NAME] => Технические статьи [~NAME] => Технические статьи [PICTURE] => [~PICTURE] => [LEFT_MARGIN] => 21 [~LEFT_MARGIN] => 21 [RIGHT_MARGIN] => 22 [~RIGHT_MARGIN] => 22 [DEPTH_LEVEL] => 1 [~DEPTH_LEVEL] => 1 [DESCRIPTION] => [~DESCRIPTION] => [DESCRIPTION_TYPE] => text [~DESCRIPTION_TYPE] => text [SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ [~SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ [CODE] => [~CODE] => [XML_ID] => 115 [~XML_ID] => 115 [TMP_ID] => [~TMP_ID] => [DETAIL_PICTURE] => [~DETAIL_PICTURE] => [SOCNET_GROUP_ID] => [~SOCNET_GROUP_ID] => [LIST_PAGE_URL] => /news/ [~LIST_PAGE_URL] => /news/ [SECTION_PAGE_URL] => /news/115/ [~SECTION_PAGE_URL] => /news/115/ [IBLOCK_TYPE_ID] => news [~IBLOCK_TYPE_ID] => news [IBLOCK_CODE] => news [~IBLOCK_CODE] => news [IBLOCK_EXTERNAL_ID] => clothes_news_s1 [~IBLOCK_EXTERNAL_ID] => clothes_news_s1 [EXTERNAL_ID] => 115 [~EXTERNAL_ID] => 115 [IPROPERTY_VALUES] => Array ( [SECTION_META_TITLE] => Технические статьи [SECTION_META_KEYWORDS] => технические статьи [SECTION_META_DESCRIPTION] => [SECTION_PAGE_TITLE] => Технические статьи [ELEMENT_META_TITLE] => Технические статьи [ELEMENT_META_KEYWORDS] => технические статьи [ELEMENT_META_DESCRIPTION] => [ELEMENT_PAGE_TITLE] => Технические статьи [SECTION_PICTURE_FILE_ALT] => Технические статьи [SECTION_PICTURE_FILE_TITLE] => Технические статьи [SECTION_DETAIL_PICTURE_FILE_ALT] => Технические статьи [SECTION_DETAIL_PICTURE_FILE_TITLE] => Технические статьи [ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Технические статьи [ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Технические статьи [ELEMENT_DETAIL_PICTURE_FILE_ALT] => Технические статьи [ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Технические статьи ) ) ) ) [SECTION_URL] => /news/115/ ) Обратная и прямая полярность при сварке инвертором — особенности, плюсы и минусы23.08.2019
Осуществляя сваривание конструкции при помощи постоянного тока, важно знать, что качество шва будет зависеть во многом от настроек аппарата. Важным нюансом будет то, что кроме регулятора силы тока необходимо правильно выбрать полярность. Может быть всего два вида — это прямая и обратная полярность при сварке инвертором.
Что означает прямая полярность
Для того чтобы добиться качественного шва во время сварки различных сталей, важно знать, какая полярность подходит под материал, который нужно обработать. Общая суть сварки инвертором состоит в том, что у аппарата должны быть гнезда «+» и «-«. В зависимости от того, к какому гнезду будет подключаться масса, а к какому — электрод, и будет зависеть полярность.
Прямая полярность подключается таким образом: к плюсовому гнезду добавляют массу, а к минусовому — электрод. Тут важно знать, что род и полярность тока будет обусловлена существованием анодного и катодного пятна. Во время наличия прямой полярности при сварке анодное пятно, которое является более горячим, будет образовываться на стороне заготовки.
Что означает обратная полярность
При обратной полярности логично, что подключение массы и электрода меняют местами. То есть к плюсовому гнезду подключают электрод, а к минусовому гнезду — массу. Здесь нужно понимать, что при подключении гнезд таким образом анодное пятно также будет образовываться, однако оно появится не на стороне заготовки, а на противоположной от нее, то есть на электроде.
Важное замечание! Подключение полярности вручную осуществляется лишь при сварке инвертором, то есть при наличии постоянного тока. При осуществлении этого же процесса, но на переменном токе смена полярности осуществляется до сотни раз за секунду самостоятельно. Поэтому способ подключения не имеет значения. Как можно было заметить, отличие прямой и обратной полярности при сварке инвертором заключается в том, что анодное пятно будет образовываться в разных местах.
Критерий выбора полярности
При смене подключения специалист меняет место концентрации нагрева, перенося его либо на заготовку, либо на сам электрод. Здесь важно знать, что за нагрев отвечает гнездо с плюсом, а значит, при прямом подключении максимальная температура будет наблюдаться на сварочном шве. При обратном подключении максимальная температура уходит на разогрев расходного элемента. Зная эту особенность, можно самостоятельно выбирать схему подключения, исходя из такого параметра, как толщина материала. Выбор между прямой и обратной полярностью при сварке будет сильно зависеть от толщины металлического изделия. Если этот параметр имеет среднее или высокое значение, то лучше всего прибегнуть к прямой полярности. Это объясняется тем, что сильный нагрев заготовки обеспечит более глубокий шов, что, в свою очередь, повысит и качество сварного шва. Прямая полярность также используется при необходимости отрезать куски металла. И, напротив, при сваривании менее тонких металлических заготовок рекомендуется использовать обратное подключение, так как материал не будет сильно перегреваться, а вот электрод станет плавиться гораздо быстрее.
Тип металла
Прямая и обратная полярность при сварке будет также зависеть от типа металлического изделия, которое необходимо обработать. Важно понимать, что возможность самостоятельно изменять тип подключения сказывается на эффективности работы с разного рода заготовками. В качестве примера можно привести сварку нержавеющей стали или же чугуна. При работе с такими материалами лучше всего использовать обратную полярность, при которой удастся избежать сильного перегрева сырья, что избавит от создания тугоплавкого сварного соединения. А вот, к примеру, для работы с таким типом металла, как алюминий, лучше всего использовать прямую полярность при сварке. Так как при малом нагреве пробиться через оксилы этого сырья будет очень и очень сложно. Чаще всего к каждому материалу имеется рекомендация, в которой прописано, каким типом полярности лучше обрабатывать эту заготовку.
Типы электрода и проволоки
Еще одна очень важная деталь, которую необходимо учитывать при сварке инвертором прямой полярности или же обратной, — это тип электрода, который, так же как и металл, имеет свои характеристики при разных температурных режимах. Чаще всего параметры связаны с типом флюса, используемого в основе расходного материала. Допустим, имеется электрод угольного типа. Использовать обратное подключение для работы с таким элементом нельзя, так как слишком большой нагрев расходника такого типа перегреет флюс и товар придет в полную негодность. Можно использовать лишь сварку постоянным током с прямой полярностью. Здесь, как и в случае с металлическими заготовками, чтобы не ошибиться, лучше всего изучать маркировку и рекомендации производителя по работе с каждым типом расходника в отдельности.
Свойства прямой полярности
Вполне очевидно, что имеются свои плюсы при сварке прямой и обратной полярностью. Если говорить о первом типе подключения, то можно выделить следующие пункты:
- полученный сварной шов будет достаточно глубоким, но при этом довольно узким; используется при сварке большинства металлических заготовок, толщина которых выше чем 3 мм;
- осуществлять сварку, к примеру, цветной стали можно лишь при наличии вольфрамового электрода, а также при прямом подключении инвертора;
- прямая полярность при сварке металлов также отличается более стабильной дугой, что, в свою очередь, обеспечивает более высокое качество сварного шва;
- при использовании прямого подключения строго запрещается применять электроды, которые подходят для сварки переменным током;
- прямая полярность также отлично зарекомендовала себя в резке металлических заготовок.
Свойства обратной полярности
Также как прямая полярность при сварке имеет свои сильные и слабые стороны, обратное подключение тоже можно охарактеризовать некоторыми свойствами:
- Если использовать сварку с постоянным током, но сделать обратное подключение, то в результате шов получится не слишком глубоким, но очень широким.
- Наилучшее качество шва достигается лишь при работе с металлами, имеющими малую толщину, если применять обратную полярность для сварки толстого сырья, то качество шва будет слишком неудовлетворительным.
- При сварке на обратном подключении строго запрещается использовать электроды, которые нельзя перегревать.
- Если сила тока значительно уменьшается, то сильно будет ухудшаться и качество шва из-за того, что дуга начнет «скакать».
- Так как обратная полярность чаще всего используется для сварки высоколегированных сталей, то необходимо руководствоваться не только правилами сварки инвертором, а еще и учитывать требования металла к длительности рабочего цикла, а также к процессу остывания металла.
Смена полярностей
После того как человек детально изучит особенности сварки при прямой полярности, а также при обратной становится довольно просто отвечать на вопрос, зачем же ее менять. Если коротко подвести итоги, то можно сказать следующее:
этот тип подключения оправдывается в том случае, если происходит сварка цветного металла: латунь, медь, алюминий. Наиболее важно обратить свое внимание на работу с алюминием, так как его оксидная пленка имеет огромное значение температуры плавки, которая сильно превышает температуру плавления самого сырья. Другими словами, можно сказать, что прямая полярность при сварке — это грубая обработка и соединение конструкции. Обратное подключение же, в свою очередь, используется для работы с тонкими сталями. Кроме этого ее применяют при обработке высоколегированной или нержавеющей стали. Эти материалы плохо переносят перегрев, а потому использовать плавку с высокой температурой нельзя. То есть работа на обратном подключении считается более тонкой. Из этого можно сделать вывод, что ответом на вопрос, зачем менять полярность при сварке электродами, станет то, что от этого зависит качество сварного шва, а также работоспособность самого расходника, так как не все электроды можно подключить обратным способом.
Заключение
Если подвести итог всему вышесказанному, то применение инвертора или полуавтомата для сварки в быту — это очень распространенное дело. Но вот правильный выбор подключения при постоянном токе, а также знание того, какой материал каким способом нужно варить, — это основная информация, необходимая для успешного завершения работы. Если эти знания имеются, то применение этих инструментов не станет проблемой.
Источник: fb.ru
Просмотров: 540
Как подключать сварочный аппарат плюс и минус: сварка электродом полярность
Электрод с плюсом
Значение полярности для сварки
Постоянный ток создаёт термическое (анодное) пятно. Меняя полярность, можно его перемещать от электрода к заготовке. Основной нагрев создаётся на плюсовом гнезде, поэтому при прямой полярности сильнее нагревается заготовка, а при обратной – электрод. Таким образом формируются возможности инвертора в зависимости от характеристик металлов:
- Толщина металла. При прямой полярности основной нагрев достаётся заготовке, поэтому ширина шва провара получается достаточно глубокой. Соответственно для тонких металлов правильнее использовать обратное подключение, при котором металл нагревается слабее электрода.
- Тип металла. При сварке приходится работать с различными сплавами, обладающими определёнными свойствами. Например, алюминий относится к среднеплавким металлам, поэтому нужно обеспечить заготовке прямое подключение для нагрева. Нержавеющую сталь лучше не перегревать, выбрав обратную полярность. Настройки инвертора позволяют учитывать, какой сплав подвергается варке, поэтому предварительное изучение инструкции поможет эффективно справиться с задачей.
- Тип электрода. Сварочные электроды имеют покрытие – флюс. При разогреве он сгорает, выполняя свою основную задачу: вытесняя воздух, предотвращает образование пор. Тип флюса определяет особенности использования электродов при разных температурных режимах. К примеру, угольные электроды не подходят для подключения с обратной полярностью. Рекомендации производителя позволят сделать правильный выбор. То же самое относится и к типам проволоки. К слову, инверторные полуавтоматы также имеют характеристики, которые стоит учитывать.
Если заготовка и электрод имеют характеристики, требующие противоречивых настроек, придётся найти компромиссный вариант, регулируя силу тока и время обработки шва. С опытом приходят и знания, позволяющие решать любые задачи.
Виды сварки
Ручная сварка дугой с помощью плавящегося электрода (ММА)
Здесь его роль играет особая плавящаяся проволока, покрытая шлаком. Способ очень популярен, но специалисты считают его не самым лучшим вариантом для получения качественных швов, если изделие по составу является сложным сплавом. Во время плавления проволока соединяет нужные детали, а её покрытие очищает от грязи и защищает от кислорода сварочную ванну. Способ подходит для сварки чугуна, чёрных металлов.
Сварка полуавтоматическая
Электродом является проволока, автоматически попадающая в зону сварки. Аппарат находится в режиме ручного передвижения, поэтому данный способ не подходит для обработки большой рабочей зоны, его используют для сварки тонких листов, цветных металлов, высоколегированной стали. Применяется как постоянный, так и импульсный ток. При использовании порошковой проволоки газ не нужен, в остальных случаях сварка током производится в среде активных или инертных защитных газов. Возможна сварка электродом без его плавки.
Сварка в среде защитных газов
Технологический процесс подразумевает использование газа аргона, который выжигает грязь и кислородные соединения. Электродом выступает неплавкий вольфрамовый либо графитовый стержень. Применение аргона очищает сварочную ванную от всех ненужных примесей и окислов. Образование шлака исключено, шов получается качественным и чистым, но сварка в среде защитных газов – довольно дорогая технология, требующая серьёзных навыков.
Разные типа сварки используются и в зависимости от условий работы сварки. Например, для ремонта кузовов автомобилей в сервисах используют дуговую сварку полуавтоматом с помощью среды защитного газа, что позволяет создавать качественную сварочную работу при её невысокой стоимости. Прямая и обратная полярность при сварке инвертором позволяет регулировать глубину плавления для любого типа сварочных работ.
Технология ручной сварки дугой
Дуговая сварка – самый распространённый тип сварки металла. Способ универсален, технологически прост и позволяет получать сварочные швы хорошего качества в непроизводственных условиях. Электроток сварочного источника образует дугу между изделием и электродом. На нём сгорает покрытие (флюс), выделяя газ, очищающий рабочую область от кислорода.
При постоянном или переменном токе для сварки используются плавящиеся электроды. Их во время процесса передвигают по оси координат, чтобы сохранить размер дуги. Оптимальной считается дуга не больше стержня электрода, обеспечивающая самое высокое качество шва. Если допускать длинную дугу, качество сварки током ухудшится из-за отклонения дуги от заданного направления. Необходимо соблюдать определённую скорость перемещения электрода, чтобы шов не получился неровным или неплотным.
По форме и типам соединений сварочные швы разделяются на:
- тавровые;
- угловые;
- стыковые;
- нахлесточные;
- торцовые.
Разные углы наклона электрода позволяют создавать разные по типу швы. Самый удобный промежуток – между 45 и 90 градусами, при котором сварочная ванна полностью в зоне видимости. С опытом приходит и понимание, как именно нужно менять угол наклона.
Обычно сварочные аппараты комплектуются кабелем массы с держателем зажимного типа. С первого взгляда, это удобно, такое приспособление можно надежно закрепить к практически любой поверхности (листы, металлопрокат и прочие). Но бывают ситуации, когда нет возможности установить такую массу на заготовку или, еще чаще, она перегорает. Неплохой альтернативой станет магнитный контакт сварочного кабеля.
Зачем все это нужно
При сварке постоянным током на кончике электрода образуется термическое пятно, которое обладает высокой температурой. В зависимости от того, какой полюс подключен к электроду, будет зависеть и температура на его кончике, а соответственно будет зависеть режим сварочного процесса. К примеру, если подключен к расходнику плюс, то на его конце образуется анодное пятно, температура которого равна 3900С. Если минус, то получается катодное пятно с температурой 3200С. Разница существенная.
Что это дает.
- При сварке током прямой полярности основная температурная нагрузка ложится на металлическую заготовку. То есть, она разогревается сильнее, что позволяет углубить корень сварочного шва.
- При сварке током обратной полярности концентрация температуры происходит на кончике электрода. То есть, основной металл при этом нагревается меньше. Поэтому этот режим в основном используют при соединении заготовок с небольшой толщиной.
Необходимо добавить, что режим обратной полярности применяют также при стыковке высокоуглеродистых и легированных сталей, нержавейки. То есть, тех видов металлов, которые чувствительны к перегреву.
Внимание! Так как на анодном и катодном пятне температура разная, то от правильного подключения сварочного аппарата будет зависеть расход самого электрода. То есть, обратная полярность при сварке инвертором – это перерасход электродов.
В процессе сварки постоянным током необходимо добиться того, чтобы металл заготовок прогрелся хорошо, практически до состояния расплавленного. То есть, должна образоваться сварочная ванна. Именно прямая и обратная полярность режима сваривания влияет на качественное состояние ванны.
- Если сила тока будут большой, а значит, и температура нагрева также будет высокой, то металл разогреется до такого состояния, что электрическая дуга будут просто его отталкивать. Ни о каком соединении здесь уже говорить не придется.
- Если ток будут, наоборот, слишком мал, то металл не разогреется до необходимого состояния. И это тоже минус.
При прямой полярности внутри ванны будет создана среда, которой легко руководить электродом. Она растекается, поэтому одно движение стержня создает направленность сварного шва. При этом легко контролируется глубина сваривания.
Кстати, скорость движения электрода напрямую влияет на качество конечного результата. Чем скорость выше, тем меньше тепла поступает в зону сварки, тем меньше прогревается основной металл заготовок. Уменьшая скорость, увеличивается температура внутри сварочной ванны. То есть, металл хорошо прогревается. Поэтому опытные сварщики выставляют на инверторе ток больше необходимого. А вот качество сварного шва контролируют именно скоростью перемещения электрода.
Что касается самих электродов, то выбор полярности обусловлен материалом, из которого он изготовлен, или видом обмазки. К примеру, использование обратной полярности при сварке постоянным током, в которой применяется угольный электрод, приводит к быстрому расходу сварных стержней. Потому что при высоких температурах угольный электрод начинает разрушаться. Поэтому этот вид используется только при режиме прямой полярности. Чистый металлический стержень без покрытия, наоборот, хорошо заполняет сварочный шов при обратной полярности.
Глубина и ширина сварочного шва также зависит от используемого режима. Чем выше ток, тем происходит увеличение провара. То есть, увеличивается глубина сварного шва. Все дело в погонной энергии на дуге. По сути, это количество тепловой энергии, проходящей через единицу длины сварочного шва. Но увеличивать ток до бесконечности нельзя, даже в независимости от толщины свариваемых металлических заготовок. Потому что тепловая энергия создает давление на расплавленный металл, что вызывает его вытеснение. Конечный результат такой электросварки при повышенном токе – прожог сварочной ванны. Если говорить о влиянии прямой и обратной полярности при сварке инвертором, то большую глубину проплавки может обеспечить режим обратной полярности.
Некоторые особенности сваривания при прямой полярности
Что такое прямая полярность определено. Указаны некоторые качества сварных швов при проведении процесса соединения в режиме прямой полярности. Но остались некоторые тонкие моменты.
- В сварочную ванну металл от электродов или присадочных материалов переносится большими каплями. Это, во-первых, большой разбрызг металла. Во-вторых, увеличение коэффициента проплавления.
- При таком режиме электрическая дуга нестабильна.
- С одной стороны снижение глубины провара, с противоположной снижение внедрения углерода в массу металла заготовки.
- Правильный нагрев металла.
- Меньший нагрев стержня электрода или присадочной проволоки, что позволяет сварщику использовать токи с более высоким значением.
- При некоторых сварочных материалах наблюдается увеличение коэффициента наплавки. К примеру, при использовании плавящихся электродов в инертных и некоторых активных газах. Или при применении присадочных материалов, которые наносятся под флюсами некоторых типов, например, марки ОСЦ-45.
- Кстати, прямая полярность влияет и на состав материала, оказавшегося в шве между двумя металлическими заготовками. Обычно в металле практически отсутствует углерод, но зато в большом количестве присутствует кремний и марганец.
Особенности сварки током обратной полярности
Сваривание тонких заготовок – процесс с повышенной трудностью, потому что постоянно присутствует опасность появления прожогов. Поэтому их соединяют режимом обратной полярности. Но есть и другие методы, чтобы снизить опасность.
- Снизить потенциал тока, чтобы уменьшить температуру на заготовке.
- Сварку лучше проводить прерывистым швом. К примеру, сделать небольшой участок в начале, затем переместиться в центр, после начать стыковку с противоположной стороны, далее начать варить промежуточные участки. В общем, схему можно менять. Таким способом можно избежать коробления металла, особенно если длина стыка больше 20 см. Чем больше сваренных отрезков, чем короче каждый участок, тем меньше процент коробления металла.
- Очень тонкие металлические заготовки сваривают с периодическим прерыванием электрической дуги. То есть, электрод выдергивается из зоны сварки, затем тут же быстро снова поджигается, и процесс продолжается.
- Если проводится сварка внахлест, то две заготовки должны быть герметично прижиматься друг к другу. Небольшой воздушный зазор приводит к прожогу верхней детали. Для создания плотного прилегания нужно использовать струбцины или любой груз.
- При стыковочном соединении заготовок лучше минимизировать зазор межу деталями, а идеально, чтобы зазора не было бы вообще.
- Для сварки очень тонких заготовок с неровными кромками под стык необходимо уложить материал, который бы хорошо забирал на себя тепло процесса. Обычно для этого используют медную пластину. Можно и стальную. В данном случае, чем больше толщина вспомогательного слоя, тем лучше.
- Можно провести отбортовку кромок свариваемых изделий. Угол отбортовки — 180°.
Специалисты же рекомендуют, перед тем как начать сварку тонких заготовок обратной полярностью, лучше немного потренироваться на дефектном листе металла. Лучше потратите время на тренировку, чем латать дыры от прожога.
Поделись с друзьями 0 0 1 0
Источник: https://svarkalegko.com/tehonology/pryamaya-i-obratnaya-polyarnost.html
Как влияет на сварку прямая и обратная полярность
Само понятие полярности, применительно к сварочной аппаратуре, означает тот или иной вариант подключения, связанный с текущими процессами и необходимостью решения конкретной задачи. Для того чтобы изменить полярность, достаточно всего лишь поменять местами клеммы подключения. Ток изменит свое направление и физические процессы, а сама сварка в каждом случае будут протекать по-разному.
Существует два вида полярности, настраиваемые перед выполнением работы:
- Прямая полярность. Устанавливается на аппаратуре перед началом соединения толстых заготовок с глубокими швами. В данном случае электрод подключается к минусу, а свариваемый металл – к плюсовой клемме. Благодаря прямой полярности, в процессе сварки возникают так называемые анодные и катодные пятна. Более горячее анодное пятно появляется со стороны заготовки. За счет этого основной металл расплавляется на большую глубину, позволяя сваривать чугунные, алюминиевые и другие заготовки из сложных металлов.
- Обратная полярность. При таком подключении плюс соединяется с электродом, а минус – с металлической заготовкой. Анодное пятно с повышенной температурой возникает уже на противоположной стороне, то есть, на электроде. Металл остается относительно холодным, а электрод разогревается. Этот способ соединения позволяет сваривать тонкостенные заготовки.
В соответствии с конкретными задачами, сварщиком настраивается прямая и обратная полярность при сварке инвертором. Некоторые молодые специалисты не знают всех особенностей настройки, поэтому у них иногда возникают сложности с прогревом и проплавлением заготовок из разных материалов. Рекомендуется сначала изучать техническую документацию инверторной сварки и проверять теорию практическими действиями.
Технические условия для выбора полярности
Полярность соединения выбирается исходя из технических условий, необходимых для решения конкретной задачи. Путем изменения типа подключения можно получить концентрацию горячего анодного пятна или на самой заготовке, или на электроде. Непосредственный нагрев осуществляется за счет плюсовой клеммы, поэтому прямое подключение к ней приводит к разогреву данного участка.
Эта особенность подключения дает возможность выбирать рабочий режим с учетом следующих факторов.
Толщина металлической заготовки
При сваривании деталей со средней и большой толщиной следует воспользоваться прямым подключением. В этом случае тепловая энергия концентрируется на самом изделии, способствуя получению глубокого сварного шва. В этом же режиме возможна резка металлов, независимо от их толщины. Для сварки тонких листовых металлов рекомендуется использовать обратную полярность, когда основное тепло сосредоточено на электроде. За счет этого удается избежать перегрева заготовок, а плавление электрода будет происходить намного быстрее.
Типы свариваемых металлов
Возможность изменения места расположения анодного теплового пятна позволяет выбрать режим работы, максимально эффективный для конкретной детали. Например, при сварке чугуна или нержавеющей стали при сварке инвертором применяется обратная полярность, чтобы не перегреть сплав и сформировать надежное соединение. Алюминий, наоборот, нужно варить в режиме прямого подключения, чтобы как можно быстрее преодолеть окислительную пленку. Существуют рекомендации по настройке аппаратуры под конкретные сплавы, которые следует внимательно изучить и использовать на практике.
Тип сварочной проволоки или электрода
Данные компоненты также отличаются индивидуальными особенностями режимов температур, которые во многом зависят от используемых флюсов. Если сварка производится угольными электродами, то подключение в режиме обратной полярности не подходит, поскольку флюс подвергнется сильному перегреву и электрод станет непригоден для работы. В таких случаях выбор наиболее подходящих настроек полностью зависит от типа флюса и проволоки.
Иногда для металла и электродов требуются совершенно разные настройки, и сварщику приходится подбирать наиболее оптимальное совмещение рабочих циклов с силой тока. Кроме того, нужно обязательно учитывать рекомендации завода-изготовителя, отраженные в технической документации.
Особенности сварки с прямой и обратной полярностью
Прямая и обратная полярность инвертора обладают индивидуальными свойствами, которые нужно обязательно учитывать при выполнении сварочных работ.
Особенности сварки при подключении инвертора с прямой полярностью:
- Электроды и присадочные материалы во время работы расплавляются и переносятся в сварочную ванну в виде крупных металлических капель. Это приводит к увеличенному разбрызгиванию металла и росту коэффициента проплавления.
- Режим прямого подключения отличается нестабильностью электрической дуги.
- С одной стороны заготовки глубина проваривания снижается, а с другой – снижается количество углерода, внедряемого в металлическую массу детали.
- Металл нагревается правильно, его структура не нарушается и остается неизменной.
- Сварочная проволока или электрод нагревается меньше, что дает возможность при необходимости увеличить силу тока.
- Отдельные сварочные материалы отличаются увеличенным коэффициентом наплавки, особенно, когда в активных и инертных газах используются плавящиеся электроды. Такой же эффект получается при взаимодействии присадок с некоторыми типами флюсов.
- Прямая полярность при сварке оказывает влияние на структуру материала, остающегося внутри шва между сваренными металлическими деталями. Получается состав с содержанием марганца и кремния при полном отсутствии углерода.
Обратная полярность при сварке инвертором обязательно используется, когда свариваются заготовки из тонких листовых металлов. Этот процесс требует внимания и осторожности, поскольку велика вероятность прожечь и испортить материал. Данный режим подключения дополняется другими методами, позволяющими избежать неосторожных повреждений.
Среди них можно выделить следующие:
- Понижение силы тока, вызывающее уменьшение температуры на поверхности заготовки.
- В процессе сварки рекомендуется использовать прерывистый шов. Вначале свариваются несколько участков в разных местах, после чего они соединяются между собой в единое целое. Данная схема может меняться, в зависимости от конкретных условий соединения металлов. Таким образом, удается предотвратить деформацию металлических заготовок, особенно, если их длина превышает 20 см. Большее количество отрезков делает каждый участок более коротким, и металл за счет этого намного меньше коробится.
- Сварка слишком тонких заготовок осуществляется с периодически прерывающейся электрической дугой. Электрод быстро выходит из рабочей зоны и тут же возвращается на место и поджигается. Процесс выполняется практически непрерывно.
- При соединении внахлест прижим заготовок друг к другу должен быть максимально плотным и герметичным. Наличие даже незначительного воздушного зазора может вызвать прожигание детали, расположенной сверху. Создать плотное прилегание можно каким-нибудь грузом или струбцинами.
- Выполняя соединение встык, необходимо обеспечить минимальный зазор между свариваемыми изделиями. В идеальном варианте зазор должен вообще отсутствовать.
- Если тонкие листовые заготовки имеют слишком неровные кромки, то в этом месте под сварочным стыком укладывается материал, компенсирующий избыточное тепло. Лучше всего для этих целей подходят медные или стальные пластины, толщину которых желательно выбирать как можно больше.
Новичкам, только начавшим осваивать данный вид соединения, рекомендуем проводить тренировочную сварку с обратной полярностью на испорченных металлических листах. Это даст возможность прочувствовать все особенности процесса и в дальнейшем избежать прожогов и других дефектов.
Источник: https://electric-220.ru/news/poljarnost_pri_svarke_invertorom/2019-05-17-1690
Как реверсировать небольшой привод постоянного тока (одно- / двухфазный вход)
Лучший способ реверсировать двигатель постоянного тока — использовать четырехквадрантный статический реверсивный тиристорный преобразователь постоянного тока, управляемый цифровым входом. Двухквадрантный привод также может реверсировать, если он включает изменение полярности поля. Одноквадрантный привод с внешними контактами может быть реверсирован только при нулевой скорости и нулевом токе.
Четыре квадранта статическое реверсирование достигается с помощью тиристорного преобразователя постоянного тока, включающего в себя два полноразмерных полностью управляемых тиристорных моста для якоря.Устройство управляется и блокируется таким образом, что полярность, необходимая для управления нагрузкой в обоих направлениях крутящего момента, а также в обоих направлениях вращения, применяется к двигателю с интервалом всего в несколько миллисекунд в точке переключения. Направление вращения будет контролироваться путем внешнего изменения полярности сигнала заданного значения скорости или, что более часто, переключением между двумя аналоговыми входами (один масштабируется для обратного) или выбором блока реверсирования во встроенном программном обеспечении привода через цифровой вход.Изменение направления крутящего момента будет автоматически контролироваться либо нагрузкой, отталкивающей двигатель, либо уменьшением (или реверсированием) сигнала заданного значения скорости.
Двухквадрантный реверс достигается в некоторых тиристорных преобразователях постоянного тока за счет включения компонентов для изменения полярности поля. Такое устройство обычно обеспечивает управление направлением крутящего момента двигателя, так что рекуперативное торможение может применяться во время аварийной остановки. Направление вращения контролируется цифровыми сигналами при запуске.Реверсирование тока в обмотке возбуждения двигателя обычно медленное по сравнению, и время, необходимое для переключения крутящего момента, будет определяться постоянной времени поля и любыми настройками в приводе.
Одноквадрантный реверсирование может быть достигнуто за счет использования внешних контактов или карты управления реверсом (как наш 26037). Если тиристорный преобразователь постоянного тока имеет «полууправляемую» конструкцию (которая включает два тиристора и два диода), необходимо принять меры для предотвращения завершения реверсивной последовательности привода до того, как двигатель достигнет нулевой скорости.Это связано с тем, что на диоды в блоке будет подаваться напряжение якоря с неправильной полярностью, и двигатель будет закорочен. При правильной блокировке переключения при нулевом токе можно использовать стандартные контакторы переменного тока с фиксацией.
Реверсивная карта (наша 26037) содержит всю последовательность и контакты, необходимые для реверсирования небольшого тиристорного привода постоянного тока и двигателя. Та же реверсивная карта может быть применена к большим приводам, если в схему включены соответствующие ведомые контакторы.
Для системы, основанной только на внешних компонентах, последовательность реле и контактора будет: —
- Кнопка останова освобождает «Реле работы» и снимает входной сигнал работы (выбег двигателя).
- «Реле работы» отключает контактор «Вперед» или «Назад» (к этому времени ток обесточен).
- Таймер на «Реле запуска» не позволяет кнопкам «Пуск» делать что-либо до истечения времени ожидания. Кнопка
- «Пуск вперед» (или кнопка «Пуск в обратном направлении») замыкает соответствующий контактор постоянного тока — любой контактор при замыкании подает сигнал обратно через второй контакт на соответствующей кнопке, чтобы замкнуть «Реле запуска» и запустить привод.
Примечание: Таймер должен быть настроен на превышение времени, необходимого для остановки по инерции от максимальной скорости. Контакторы постоянного тока являются стандартными контакторами с номиналом AC3, если последовательность обеспечивает отключение и замыкание без тока. В качестве альтернативы таймер можно заменить реле измерения напряжения, которое ищет нулевую скорость двигателя (или нулевое напряжение якоря).
Переключатель обратной полярности DPDT
Простая замена
На большинстве элементов батареи, если вы поместите батарею неправильно, она не будет работать.На некоторых предметах это может повредить электронику, а на других может произойти разные вещи.
Например, если мы подключим положительный и отрицательный полюсы этой батареи к простому щеточному двигателю постоянного тока, двигатель будет вращаться в определенном направлении (возможно, по часовой стрелке). Это связано с тем, что электрический ток проходит через катушку внутри двигателя и вступает в реакцию с закрытыми магнитами (это не то же самое с бесщеточными , асинхронными двигателями , но здесь это не рассматривается).
Теперь, если мы поменяем местами эти соединения, двигатель вращается в направлении , противоположном направлению (против часовой стрелки).Почему? Потому что мы изменили способ протекания электрического тока в катушке двигателя. Мы поменяли полярность…
И это вкратце … обратная полярность меняет положительное на отрицательное, а отрицательное на положительное.
Лучший способ
С моими гусеничными гусеничными двигателями было бы непрактично вручную менять местами подключения аккумулятора, пытаясь управлять им, поэтому вместо этого я использовал пару переключателей.
Переключатели DPDT
Мы можем добиться обратной полярности более контролируемым образом, просто используя переключатели DPDT, что означает «двухполюсный двойной ход». У них обычно есть вкл.-Выкл. настроек. Это, если мне не изменяет память, позволяет им управлять четырьмя независимыми цепями, я думаю … но давайте не будем об этом беспокоиться.
Тумблер DPDT. 3 положения ВКЛ — ВЫКЛ — ВКЛ. 6 клемм под. Самое замечательное в этих дешевых, легко доступных переключателях — это то, что они могут изменять полярность .Они могут сделать за нас всю эту битву по замене проводов.
Для этого вам необходимо подключить переключатели определенным образом…
Вид снизу переключателя DPDT — обратите внимание на пересечение оконечных клемм. Здесь вы смотрите на нижнюю сторону переключателя, где находятся клеммы. На первый взгляд это может показаться немного запутанным, но на самом деле все очень просто.
Вход — это аккумулятор, поэтому красный провод (положительный) и синий провод (отрицательный) подключаются к соответствующим клеммам аккумулятора, а затем к концевым клеммам переключателя (не имеет значения, какой конец или какой вывод).Теперь посмотрите, как красный и синий провода пересекаются друг с другом и соединяются с двумя другими концевыми выводами — их напротив концевых выводов . Если вы помните этот простой крест, вы можете подключить один из этих переключателей. Выходной сигнал берется с двух центральных клемм переключателя (зеленый и желтый на моей схеме, но цвет не имеет значения). Полярность зеленого и желтого проводов определяется тем, какой конец вы подключили первым, или текущим положением переключателя. Но не бойтесь… Нажатие переключателя изменит полярность.
Это так просто … щелкните в одну сторону: зеленый — положительный, желтый — отрицательный. Щелкните другой, желтый — положительный, зеленый — отрицательный!
Переключатель DPDT, вид снизу — 1) Положительный вход от батареи, подключенный к противоположным концевым клеммам. 2) Отрицательный вход подключен к противоположным концевым клеммам. 3) Центральные клеммы подключены к устройству — например, к двигателю постоянного тока. При щелчке переключателя устройство принимает положительный / отрицательный или отрицательный / положительный сигнал в зависимости от положения переключателя Вид снизу переключателя DPDT — начало подключения кроссовера — подключена противоположная конечная клеммаРулевое управление с переключателями DPDT
Как я уже сказал, мои гусеницы приводятся в движение двумя моторами.Например, когда один двигатель идет полностью вперед, а другой полностью перевернут, модель начинает вращаться — гусеницы, которыми славятся гусеницы с нулевым поворотом.
Итак, для управления каждой дорожкой я использовал переключатель DPDT. Вот упрощенная схема:
Управление двумя двигателями (гусеницами) с помощью переключателей DPDTЭто действительно так просто, как кажется. Это позволило мне создать очень простую панель управления:
Простая панель управления с двумя переключателями DPDT — не самая лучшая фотография, которую я знаю, но вы можете видеть кроссовер на. Итак, он у вас есть… изменение полярности переключателем.
Предупреждение
Теперь пришло время признаться … пока я делал это, я бы не рекомендовал его для больших двигателей (как я использовал), кроме как строго для тестирования. Большие двигатели потребляют много тока. При быстром перемещении из одного направления в другое они могут потреблять огромное количество тока — до двадцати раз больше, чем я где-то читал. По этой причине в идеале необходимо использовать регулятор скорости. Это электронное устройство, специально разработанное для борьбы с этими пиками тока и безопасного обращения с ними.Это не только безопаснее для вас, но и поможет избежать взрыва ваших дорогих двигателей. Я говорю больше о контроллерах скорости на странице Radio Control (которые я позже добавил к своим трекам).
Эта схема переключателя DPDT подходит для крошечных двигателей, но для более крупных — нет. Да, я использовал его — , но только для тестирования … и я немного глупый . Я старался не менять направление резко, чтобы предотвратить накопление тока, но на самом деле, вероятно, лучше не делать этого без регулятора скорости. Вас предупредили…
С учетом сказанного, переключатель DPDT — действительно полезная вещь, о которой нужно помнить. Время от времени это пригодится.
Подключение тумблера с 6 контактами к двигателю постоянного тока — База знаний ~ 12Volt-Travel.com
Трехпозиционный 6-контактный перекидной переключатель может использоваться во многих других приложениях и во многих других вариантах подключения. Здесь мы расскажем, как использовать трехпозиционный переключатель с 6 лезвиями для управления двигателем постоянного тока 12 В или приводом 12 В в прямом и обратном направлениях. Это не очень сложная процедура, и мы уверены, что большинство людей сможет с ней справиться.
Допустим, у нас есть двигатель постоянного тока на 12 В, который мы хотели бы иногда вращать в одном направлении, а в других случаях — в противоположном. Если мы подключим положительный провод питания двигателя к положительной клемме батареи 12 В, а отрицательный провод питания двигателя к отрицательной клемме батареи 12 В, двигатель будет вращаться вперед.
С другой стороны:
Если мы подключим положительный провод питания двигателя к отрицательной клемме батареи 12 В, а отрицательный провод питания двигателя к положительной клемме батареи 12 В (также известной как «обратная полярность»), двигатель начнет вращаться в обратном направлении.
Это также можно сделать для привода 12 В постоянного тока. Например, при прямом подключении к аккумулятору 12 В. привод замка двери будет выдвигаться наружу. При изменении полярности (привод подсоединяется «назад» к батарее 12 В) привод будет втянут внутрь. Направление подключения и тяги могут отличаться от модели к модели, но идея одинакова для всех двухпозиционных приводов постоянного тока 12 Вольт.
Итак, давайте подключим этот 6-контактный тумблер!
Самый первый шаг — ВСЕГДА убедиться, что ваш тумблер рассчитан на работу с мощностью, потребляемой вашим двигателем постоянного тока или приводом постоянного тока.Если ваш двигатель рассчитан на 15 ампер, вам понадобится переключатель, рассчитанный на 15 ампер или выше. Обычно рекомендуется использовать переключатель с номиналом выше, чем требуется вашему двигателю. Нет смысла доводить тумблер до предела и рисковать повреждением.
Второе и, вероятно, наиболее очевидное — это найти идеальное место. Мы оставим это на ваше усмотрение. Просто не забудьте оставить место для проводов и клемм, которые вы будете использовать.
Третий шаг должен состоять в том, чтобы проложить проводку к двигателю 12 В или приводу 12 В.Подключение тумблера к батарее 12 В должно быть ОЧЕНЬ ПОСЛЕДНИМ шагом.
Вот пример того, как подключить либо двигатель 12 Вольт, либо привод постоянного тока 12 Вольт. Оба они сделаны одинаково.
6-контактный тумблер для подключенияВсе сводится к следующему: у вас будет два провода для подключения к батарее 12 В и два провода для подключения к двигателю или приводу. На самом деле использование красно-черного провода тоже помогает держать голову прямо.
Клеммный провод A подключается к клеммному проводу F, а затем к плюсовому проводу двигателя постоянного тока на 12 В или привода постоянного тока.Клеммный провод B подключается к клеммному проводу E, а затем к отрицательному проводу двигателя постоянного тока на 12 В или привода постоянного тока.
Теперь, когда тумблер находится в положении «Center» или «OFF», он не контактирует ни с A-B, ни с E-F. Когда переключатель повернут вперед, терминал C будет внутренне устанавливать соединение с терминалом A, в то же время; клемма D будет внутренне подключаться к клемме B. Когда тумблер перевернут после «ВЫКЛ» в обратное положение, внутренние соединения становятся C к E и D к F.Для лучшего понимания того, как работают тумблеры и кулисные переключатели; поищите в нашей базе знаний статью «Как работают тумблеры и кулисные переключатели».
Когда переключатель находится в переднем положении, питание передается от батареи 12 В на двигатель постоянного тока или привод постоянного тока «прямо». например Положительное на положительное и отрицательное на отрицательное. Когда переключатель находится в обратном положении, питание передается от батареи 12 В на двигатель постоянного тока или привод постоянного тока в «перевернутом» виде. например Положительный полюс батареи подключается к отрицательному полюсу двигателя, а отрицательный полюс батареи подключается к положительному полюсу двигателя.Звучит немного наоборот, но идея в этом, не так ли?
Не имеет значения, какой конец корпуса переключателя вы считаете «A-B», если противоположный конец рассматривается как «E-F».
Это также можно сделать с помощью двухпозиционного переключателя, но он всегда будет в положении «ВКЛ». Скорее всего, это не подойдет для приводов постоянного тока или любого другого устройства с питанием от постоянного тока, которое вы не хотели бы использовать постоянно.
Кроме того: если ваше приложение требует, чтобы питание подавалось только в течение короткого периода времени, вы, скорее всего, захотите использовать переключатель «мгновенного действия».Если ваше приложение требует, чтобы питание подавалось непрерывно в течение длительного периода времени, вы, вероятно, захотите использовать переключатель типа «Постоянный».
Трехпозиционный тумблер с 6 лезвиями | Тумблеры | Клеммы для проводов
% PDF-1.4 % 90 0 объект > эндобдж xref 90 106 0000000016 00000 н. 0000002469 00000 н. 0000002673 00000 п. 0000003102 00000 п. 0000003982 00000 н. 0000004076 00000 н. 0000004104 00000 п. 0000004207 00000 н. 0000004236 00000 п. 0000004258 00000 п. 0000006136 00000 н. 0000006159 00000 п. 0000008261 00000 п. 0000008284 00000 н. 0000010274 00000 п. 0000010297 00000 п. 0000012363 00000 п. 0000012386 00000 п. 0000014421 00000 п. 0000014444 00000 п. 0000014551 00000 п. 0000016529 00000 п. 0000016552 00000 п. 0000018554 00000 п. 0000018577 00000 п. 0000018604 00000 п. 0000018631 00000 п. 0000018658 00000 п. 0000020865 00000 п. 0000020886 00000 п. 0000021169 00000 п. 0000021191 00000 п. 0000021847 00000 п. 0000021870 00000 п. 0000023628 00000 п. 0000023651 00000 п. 0000025722 00000 п. 0000025745 00000 п. 0000029463 00000 п. 0000029486 00000 п. 0000035527 00000 п. 0000035550 00000 п. 0000042624 00000 п. 0000042647 00000 п. 0000047097 00000 п. 0000047120 00000 н. 0000053318 00000 п. 0000053341 00000 п. 0000060165 00000 п. 0000060188 00000 п. 0000066507 00000 п. 0000066530 00000 п. 0000073093 00000 п. 0000073116 00000 п. 0000077011 00000 п. 0000077034 00000 п. 0000082801 00000 п. 0000082824 00000 п. 0000089487 00000 п. 0000089510 00000 п. 0000096731 00000 п. 0000096754 00000 п. 0000101656 00000 н. 0000101679 00000 п. 0000108399 00000 н. 0000108422 00000 н. 0000115626 00000 н. 0000115649 00000 н. 0000121274 00000 н. 0000121297 00000 н. 0000126432 00000 н. 0000126455 00000 н. 0000133097 00000 н. 0000133120 00000 н. 0000140096 00000 н. 0000140119 00000 н. 0000145883 00000 н. 0000145906 00000 н. 0000151458 00000 н. 0000151481 00000 н. 0000157091 00000 н. 0000157114 00000 н. 0000163236 00000 н. 0000163259 00000 н. 0000169034 00000 н. 0000169057 00000 н. 0000172192 00000 н. 0000172215 00000 н. 0000177674 00000 н. 0000177697 00000 н. 0000179958 00000 н. 0000179979 00000 н. 0000180321 00000 н. 0000180342 00000 н. 0000180631 00000 н. 0000180757 00000 н. 0000180784 00000 п. 0000180811 00000 н. 0000180838 00000 п. 0000180964 00000 н. 0000181093 00000 н. 0000181120 00000 н. 0000181246 00000 н. 0000181273 00000 н. 0000002735 00000 н. 0000003080 00000 н. трейлер ] >> startxref 0 %% EOF 91 0 объект > / PageMode / UseThumbs / OpenAction 92 0 R >> эндобдж 92 0 объект > эндобдж 194 0 объект > поток Hb«b`ZXA @ lV 00P
Считывание обратной полярности с помощью измерителя
Вы знаете, как использовать мультиметр для обнаружения устройства или устройства пожарной сигнализации, подключенного с обратной полярностью?Если нет, в этой статье объясняется, как настроить мультиметр, а также как правильно отключить цепи пожарной сигнализации, чтобы определить местонахождение инициирующего устройства и / или устройства уведомления, которое было подключено с обратной полярностью.
Очень быстро мы начнем с основ. «Что такое полярность?» Полярность в электрических цепях называется «положительной» и «отрицательной». В цепях постоянного тока (постоянного тока) один полюс всегда положительный (обычно отмечен знаком + или красным), а другой всегда отрицательный (обычно отмечен — или черным). Обратите внимание, что электроны в цепи постоянного тока текут только в одном направлении.
Здесь многие люди сбиваются с толку. Существует два общих обозначения расхода для цепей постоянного тока. См. Ниже:
# 1 — это стандартное обозначение потока . Это обозначение основано на предположении Бенджамина Франклина относительно направления потока заряда. Это обозначение показывает поток заряда, движущийся от положительного полюса цепи постоянного тока к отрицательному полюсу. Это обозначение, которое чаще всего используется моими инженерами и является технически неверным.
# 2 — это обозначение потока электронов . Это истинное обозначение потока заряда, поскольку оно показывает фактическое движение электронов в цепи постоянного тока. Обратите внимание, что это обозначение показывает поток заряда, движущийся от отрицательного полюса к положительному полюсу.
Теперь, когда мы рассмотрели, как заряд или ток протекает через цепь, важно понять, как работает диод и как он может допускать или блокировать возникновение этого потока.
Определение DIODE : полупроводниковый прибор с двумя выводами, обычно позволяющий току течь только в одном направлении. Это направление тока перемещается со стороны ANODE через сторону CATHODE ДИОДА. Легкий способ запомнить, что ДИОД позволяет току течь в направлении стрелки внутри символа.
Вот электрический символ ДИОДА:
Ниже приведены две диаграммы, на которых изображено одно и то же изображение, но они показывают ток, текущий в противоположных направлениях (обычное обозначение по сравнению с электронным потоком). Обратите внимание, что даже если у них обоих диод направлен в одном направлении, лампа все еще горит. «Почему это?» Я думал, что диод позволяет току течь только в одном направлении, а цепь постоянного тока течет только в одном направлении. «Это сделало бы невозможным зажечь лампу в обоих сценариях, верно?»
| Условное обозначение потока с DIODE |
| Электронное обозначение потока с DIODE |
Это правильно.Однако символ для ДИОДА никогда не обновлялся, чтобы соответствовать нотации электронного потока. Поэтому ДИОД всегда отображается так, что сторона «Линия» или Катод указывает на положительный поток на основе условного обозначения потока. Обратите внимание, что если бы мы обновили символ DIODE и показали стрелку, обращенную в противоположном направлении, диаграмма, основанная на нотации электронного потока, имела бы больше смысла.
Теперь перейдем к сути этой статьи. «Как мне использовать эту информацию о протекании тока и диодах, чтобы определить местонахождение устройства пожарной сигнализации или устройства оповещения, которое было подключено с обратной полярностью?»
Устройство инициирования пожарной тревоги или устройство оповещения, чувствительное к полярности, то есть оно должно быть подключено к правильному входу (положительный / отрицательный), будет иметь внутренний ДИОД, чтобы ограничить ток в одном направлении, как указано выше.Мы можем использовать настройку диода на нашем мультиметре, чтобы определить местонахождение любого участка цепи пожарной сигнализации, который был подключен в обратном направлении или с обратной полярностью.
Как это работает: Когда вы выбираете настройку DIODE, ваш мультиметр будет пропускать небольшое количество тока через DIODE и измерять падение напряжения на измерительных выводах мультиметра.
Прямые диоды смещения : Если у вас есть положительный измерительный провод, подключенный к анодной стороне, а отрицательный измерительный провод, подключенный к катодной стороне DIODE, ваш мультиметр должен показывать что-то близкое к 0.548 Вольт.
Диоды обратного смещения : Если у вас есть положительный измерительный провод, подключенный к катодной стороне, а отрицательный измерительный провод, подключенный к анодной стороне DIODE, ваш мультиметр должен отобразить OL (открытая линия).
Я предлагаю протестировать отдельное устройство / устройство в определенной цепи перед поиском обратной полярности при срабатывании пожарной сигнализации. Этого можно добиться, используя запасной вариант или отключив устройство в цепи, которую необходимо протестировать. После снятия устройства пожарной сигнализации или извещателя поместите положительный (красный) измерительный провод мультиметра на положительную клемму оборудования, а отрицательный (черный) измерительный провод мультиметра — на отрицательную клемму оборудования.Если ваш мультиметр показывает 0,548 В, значит, у вас цепь с диодами прямого смещения. Если на вашем мультиметре отображается OL, значит, в ваших цепях есть диоды обратного смещения.
Вот ключ к загадке. Если вы проверяете провод в своей цепи, и ваш измеритель показывает полное короткое замыкание (0,000 и обычно издает непрерывный звуковой сигнал), значит, в вашей цепи одно или несколько устройств подключены в обратном направлении. Это известно, поскольку диоды в положениях прямого и обратного смещения позволят току в вашей цепи перемещаться в обоих направлениях, что в конечном итоге приведет к полному короткому замыканию.
Теперь, когда вы знаете, в какой ориентации обращены диоды вашей схемы, вы можете начать разбивать схему пополам. Каждый раз, когда вы разрезаете цепь пополам, считывайте провода в обоих направлениях, обращая внимание на дисплей мультиметра, ища 0,548 В, OL или полное замыкание.
Этот простой в использовании трюк с мультиметром поможет вам избавиться от очень трудоемкого труда при поиске и устранении неисправностей в цепях пожарной сигнализации.
Типы сварочного тока DCEN, DCEP, AC — AMARINE
Для сварки используются три различных типа тока: переменного тока (AC) , постоянного тока с отрицательным электродом (DCEN) и постоянного тока с положительным электродом (DCEP) .
Термины DCEN и DCEP заменили прежние термины постоянного тока, прямая полярность (DCSP) и постоянный ток , обратная полярность (DCRP). Другими словами, DCEN и DCSP — это одинаковые токи, а DCEP и DCRP — одинаковые токи.
Некоторые электроды можно использовать только с одним типом тока. Другие могут использоваться с двумя или более типами тока. Каждый сварочный ток по-разному влияет на сварной шов.
DCEN — Использование для GTAW, SMAW- Root или Overlay
В отрицательном электроде постоянного тока, электрод отрицательный, а работа положительная.Электроны покидают электрод и перемещаются по дуге к поверхности свариваемого металла. В результате получается примерно одной трети сварочного тепла на электроде и двух третей на свариваемом металле . Сварочный ток DCEN обеспечивает высокую скорость плавления электрода .
DCEP — Использование для обычной сварки SMAW, GMAW, SAW
У электрода постоянного тока положительный, электрод положительный, а работа — отрицательная.Электроны покидают поверхность свариваемого металла и перемещаются по дуге к электроду. Это дает примерно две трети сварочного тепла на электроде и одну треть на свариваемом металле .
AC — Использование для GTAW — Сплавы на основе алюминия или магния
При переменном токе электроны меняют направление каждые 1/120 секунды , так что электрод и работа попеременно от анода к катоду.Положительная сторона электродной дуги называется анодом, а отрицательная сторона — катодом. Быстрое изменение направления тока приводит к тому, что сварочное тепло равномерно распределяется как по заготовке, так и по электроду, то есть наполовину на изделии и наполовину на электроде. Благодаря равномерному нагреву сварной шов балансирует между проплавлением и налипанием .
Нравится:
Нравится Загрузка …
Связанные История реверсивного устройстваAC-DC
История реверсивного устройства AC-DC J 23 октября 2013 г.doerryn @ yahoo.com
5,8 AC-DC Реверсивный блок
Обычно я не часто езжу на поездах задним ходом. Тем не менее, приятно иметь возможность реверсировать двигатель, чтобы помочь в соединении разъединенных автомобилей или для парковки поезда. Обычный электронный блок American Flyer, который переключается между прямым и обратным ходом, не самый лучший при попытке использовать системы управления. DC упрощает движение задним ходом, но вам нужен отдельный трансформатор, чтобы машины работали. Одно из решений этой проблемы — заставить поезд двигаться вперед на переменном токе и назад на постоянном.Схема ниже делает это, но неидеально. При низких напряжениях постоянного тока недостаточно напряжения для включения реле, поэтому поезд все равно ползет вперед. Это означает, что при движении задним ходом необходимо быстро установить скорость до некоторого минимума («40» на трансформаторе 4B). Я не предлагаю использовать эту схему для работы поездов в обратном направлении в течение продолжительных периодов времени, потому что в ней используется полуволновой выпрямитель в обратном направлении, для чего, я уверен, трансформатор не был разработан. Поскольку «Базовое соединение» подключается непосредственно к рельсовому пути (только выход переменного напряжения переключается между постоянным и переменным током), боевые машины будут работать нормально.
Реверсивный блок AC-DC в тендере
Тестирование реверсивного тендера AC-DC
Схема для реверсивного устройства AC-DC
Вот улучшенная схема, которая использует транзисторы Дарлингтона в конфигурации H-моста для управления полярностью поля. Этот дизайн работает так, как задумано. Единственное, что меня по-прежнему беспокоит, это возможность чрезмерного тепловыделения (у Дарлингтонов падение напряжения составляет около 1 вольт).Мы увидим, как эта схема работает в предстоящий курортный сезон.
Реверсивный тендер AC-DC с использованием H-моста на транзисторе Дарлингтона
Схема для реверсивного устройства постоянного и переменного тока на основе транзистора Дарлингтона
В этой схеме используются силовые полевые транзисторы в H-мостовой конфигурации. Он работает намного холоднее, чем предыдущая схема с транзисторами Дарлингтона. Эта схема в основном преобразует мощность в постоянный ток с помощью выпрямителя, использует H-мост для управления полярностью, а затем использует другой выпрямитель, чтобы поддерживать постоянную полярность поля.Эта схема отличается от предыдущей схемы тем, что не просто переключает полярность поля. В основном это связано с тем, что на поле падает падение напряжения менее 2 вольт … Я не смог найти полевой транзистор с P-каналом, у которого было бы низкое пороговое напряжение от затвора до источника. Эта схема очень полезна для двухмоторных ALCO, где вы можете использовать специальные выпрямители для каждого двигателя. Эта схема также будет хорошо работать с двигателями постоянного тока
. Реверсивный тендер AC-DC с использованием тестируемого Н-моста на полевых транзисторах
Реверсивный тендер AC-DC с использованием Н-моста на полевых транзисторах — окончательные результаты
Реверсивный AC-DC двухмоторный корпус ALCO и светодиодная фара
Схема для реверсивного устройства AC-DC на основе H-моста на полевых транзисторах
Вот еще один блок реверсирования переменного / постоянного тока на основе полевого транзистора.Он использует 4 N-канальных полевых транзистора и изменяет только полярность поля. Не требует двух выпрямителей и позволяет избежать падения напряжения на 1,4 В. Хорошо работает для однодвигательных дизелей и пароходов.
Реверсивный тендер AC-DC с использованием Н-моста на полевых транзисторах с полевыми транзисторами с 4 каналами N
Схема для реверсивного устройства AC-DC на основе N-канального полевого транзистора H-Bridge
Следующие схемы изменяют работу, заставляя двигатель работать в обратном направлении только при одной полярности постоянного тока.Это означает, что один и тот же двигатель будет работать с компоновкой только постоянного тока (прямая на одной полярности, реверсивная на другой полярности), будет работать только на схеме только на переменном токе (только вперед — если вручную не задано реверсирование с помощью переключателя на тендере), будет работать с контроллером AC-DC (вперед на переменном токе и назад на постоянном токе правильной полярности). В схеме добавлен переключатель DPDT для управления тем, какая полярность следа постоянного напряжения заставляет поезд двигаться в обратном направлении
Для схем только переменного тока и схем переменного-постоянного тока (с использованием схемы переключателя управления AC-DC ниже) экшн-машины будут работать так, как задумано, поскольку базовая шина всегда подключена к базе на трансформаторе.
Для компоновки постоянного тока, чтобы машины работали, потребуется второй трансформатор с базовым выводом, подключенным к базовой шине.
Цепь для пароварок и одномоторных дизелей
Цепь для Can Motors и двухмоторных дизелей
Цепь для переключателя управления AC-DC
Тендер на реверсирование AC-DC, показывающий переключатель полярности постоянного тока (задний переключатель) и Переключатель блокировки авто-вперед-назад Другой способ изменения обнаружения постоянного тока показан в следующей схеме (он позволяет использовать центральный выключатель SPDT для управления полярностью постоянного тока, которая приведет к реверсированию поезда — в выключенном центральном положении поезд будет реверсировать с любой полярностью DC)
Цепь для определения переменного постоянного тока
Вернуться к американским летным поездам Норберта Вернуться на домашнюю страницу Норберта .