Пространственные положения сварного шва при сварке
Без сварочного процесса в наши дни не создается ни одна более-менее сложная конструкция из металла. То, что сварка является очень востребованной говорит хотя бы тот факт, что по отношению к сварочным работам существует множество нормативных актов и положений, регламентирующих пространственное расположение сварочного стыка.
Методические рекомендации содержат подробную информацию о том, как должен располагаться электрод в пространстве при выполнении конкретного вида сварочных работ. Детальное описание необходимо, поскольку техника выполнения работ в различных пространственных положениях имеет очень важные отличия.
В зависимости от того, как расположен стык, выбираются определенные условия для наложения сварочного шва. Изменяется не только методология выполнения работ, но также и требования к качеству, внешнему виду, наличию тех или иных дефектов. Положение сварочного стыка оказывает огромное влияние на производительность специалиста.
Обозначение
Классификация сварочных швов подразумевает обозначение их пространственного положения. Каждый вид маркируется аббревиатурой, состоящей из цифр и букв. Они четко информируют о разновидности шва. Данные обозначения используются при составлении графических материалов, где указывается наличие сварных соединений, или при составлении иной документации. Каждый сварщик изучает значение каждой аббревиатуры и сдает экзамен по условным обозначениям пространственного положения шва. В дальнейшем это позволяет ему правильно читать чертежи и делать предварительные выводы перед началом выполнения работы.
Буквенные обозначения присваиваются просто. Первая буква информирует о пространственном положении стыка. Учитывая тот факт, что самих положений не так уж и много, то расшифровка обозначений не составит труда. К примеру, буква «В» значит, что стык вертикальный, «П» — потолочный и так далее.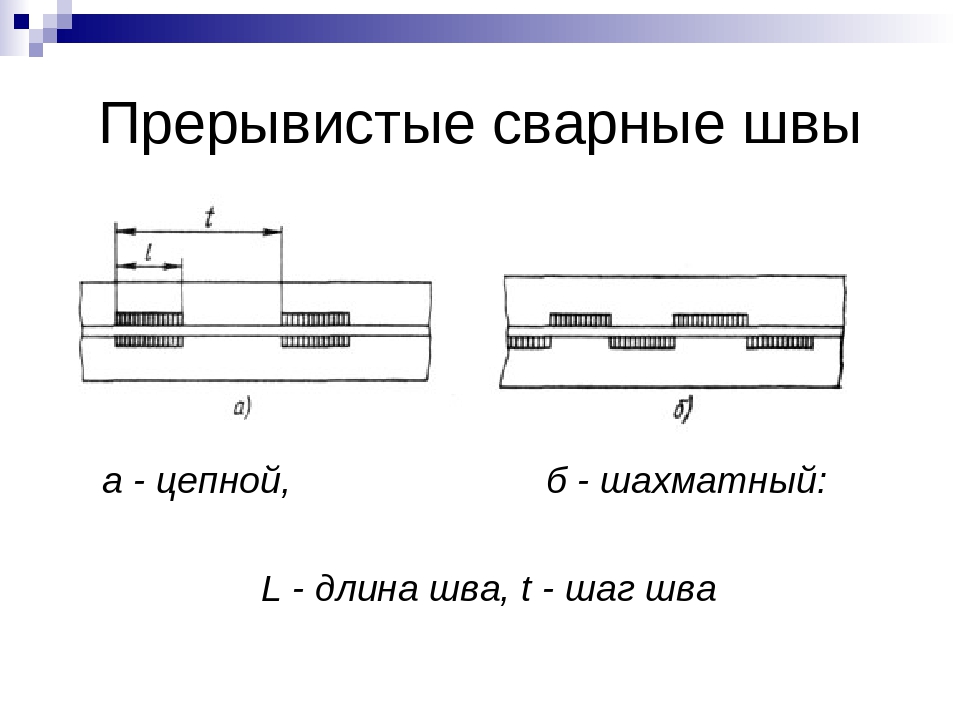 Если перед большой буквой стоит маленькая, то она тоже несет определенную смысловую нагрузку. Например, меленькая «п» перед большой «П» будет означать, что шов «полу потолочный».
Если перед большой буквой стоит маленькая, то она тоже несет определенную смысловую нагрузку. Например, меленькая «п» перед большой «П» будет означать, что шов «полу потолочный».
В аббревиатуре кодируется не только расположение стыка, но и другая основная информация: направление сварки, вид соединения. Для примера – П2 будет означать, что шов потолочный тавровый, а В1 – вертикальный стык, а сваривание выполняется по направлению снизу-вверх. Два однородных обозначения Н1 и Н2 свидетельствуют о том, что шов располагается снизу, а вот техника выполнения различна. В первом случае – это стыковой способ сваривания, а во втором – «в лодочку».
Аббревиатура «Н45» значит, что положение сварочного шва при выполнении определенных работ на участке конструкции является переменным. Как пример такого варианта – соединение двух труб, оси которых по отношению одна к другой расположены под углом 45 градусов. При этом сварочные работы выполняются без вращения заготовок.
Сокращения, обозначающие положение электродов при сваривании:
- h2 (PA) — нижнее стыковое и в «лодочку»;
- Н2 (РВ) — нижнее тавровое;
- Г (PC) — горизонтальное;
- П1 (РЕ) — потолочное стыковое;
- П2 (PD) — потолочное тавровое;
- B1 (PF) — вертикальное снизу-вверх;
- В2 (PG) — вертикальное сверху вниз;
- Н45 (H-L045) — наклонное под углом 45°.

Электроды иностранных производителей поставляются с графической маркировкой, которая обозначает их предназначение для того или другого способа сварки. Направление указывают стрелки и прочитать информацию не составляет труда.
В маркировке присутствуют также литеры, которые информируют о виде свариваемых заготовок.
Благодаря использованию общепринятой маркировки процессов удалось систематизировать информацию о положении сварного шва в пространстве. Перед допуском к работе сварщиков экзаменуют, и в первую очередь на практике. Только после успешной сдачи практических испытаний, специалист сможет ответить на вопросы, которые вошли в теоретическую часть аттестации. Задачи могут отличаться в зависимости от того, в какой области будет работать испытуемый. Есть также и общие вопросы, знание которых обязательно для всех без исключения сварщиков. Маркировка пространственного расположения швов относится именно к такой категории знаний.
Виды положений при сварке
В пространстве стыки заготовок могут располагаться в четырех вариантах. Самый простой из них – горизонтальный: выполнение сварочных работ не создает проблем даже новичкам. Другой тип горизонтального шва – потолочный – наоборот, формировать труднее всего. Горизонтально направленный шов не обязательно должен размещаться внизу или наверху. Он может быть направленным горизонтально, но находиться при этом на вертикальной поверхности. Он классифицируется как вертикально расположенный. Каждый сварочный шов в зависимости от своего расположения отличается нюансами формовки. От этого зависит и положение электрода при выполнении работ.
Самый простой из них – горизонтальный: выполнение сварочных работ не создает проблем даже новичкам. Другой тип горизонтального шва – потолочный – наоборот, формировать труднее всего. Горизонтально направленный шов не обязательно должен размещаться внизу или наверху. Он может быть направленным горизонтально, но находиться при этом на вертикальной поверхности. Он классифицируется как вертикально расположенный. Каждый сварочный шов в зависимости от своего расположения отличается нюансами формовки. От этого зависит и положение электрода при выполнении работ.
Нижнее положение
Простое и наиболее желанное для любого сварщика расположение стыка. Такой вариант чаще всего встречается при соединении деталей небольшого размера и в большинстве своем выполняется на рабочем месте сварщика. В этом случае оптимальное расположение электрода – вертикальное. После обработки одной стороны деталь переворачивается и аналогичные манипуляции выполняются с другой.
На качество сварного соединения влияют множество факторов: толщина заготовок, расстояние между кромками, показатели тока.
Научиться варить в нижнем положении проще всего. Новичкам, как правило, достаточно пары непродолжительных занятий, чтобы освоить азы и получить свой первый практический опыт. Исключением является только сваривание тонких листов. Чтобы освоить такую технику, потребуется длительный период тренировок.
Горизонтальное
Вертикальное
Заготовки находятся в вертикальной плоскости, а соединительный стык между ними располагается также вертикально.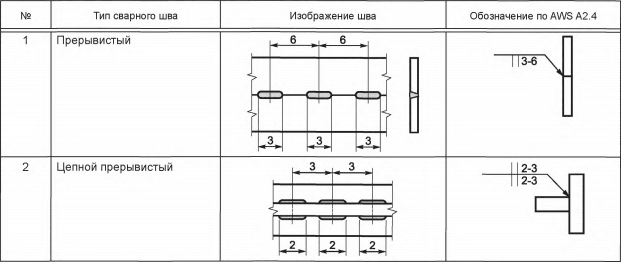
Поэтому работы выполняются только по короткой дуге. Это будет препятствовать попаданию расплава в кратер воронки. Помимо этого, рекомендуется выбирать расходные материалы со специальным покрытием, увеличивающим вязкость жидкого содержимого. Благодаря этому, стекание расплава вниз заметно уменьшается.
В большинстве своем сварщики в этом случае отдают предпочтение перемещению электрода по направлению снизу-вверх. Тогда расплавленный металл при движении образует ступеньку, которая является хорошим препятствием для его дальнейшего перемещения. Минус такого метода – большие затраты времени. Производительность заметно увеличивается, если электрод перемещать в обратном направлении – сверху-вниз. Но тогда снижается качество сварного стыка.
Чтобы освоить технику формировки вертикального сварочного шва, потребуется длительный период времени на тренировки. Работать с толстыми заготовками научиться проще, а соединять тонкие могут далеко не все специалисты. Как показывает практика, лучшее качество работ получается при сваривании толстого металла по направлению снизу-вверх, а тонкого сверху-вниз.
Работать с толстыми заготовками научиться проще, а соединять тонкие могут далеко не все специалисты. Как показывает практика, лучшее качество работ получается при сваривании толстого металла по направлению снизу-вверх, а тонкого сверху-вниз.
Потолочное
Это разновидность горизонтального шва, который просто размещен в неудобном для выполнения работ месте. Специалист вынужден длительное время пребывать в неудобном положении: с поднятой вверх головой и вытянутой рукой. Качество в большой степени зависит от опыта выполнения подобного рода работ. Со временем у сварщиков вырабатываются навыки и даже свои приемы, которые позволяют облегчить работу. В любом случае приходится делать перерывы, чтобы отдохнуть и восстановить силы.
При выполнении сварочных работ заготовки располагаются горизонтально, а расходник – вертикально. Шов находится в нижней части кромок соединяемых деталей. Основная причина получения результата низкого качества заключается в том, что расплав стекает вниз, но не в сварочную ванну.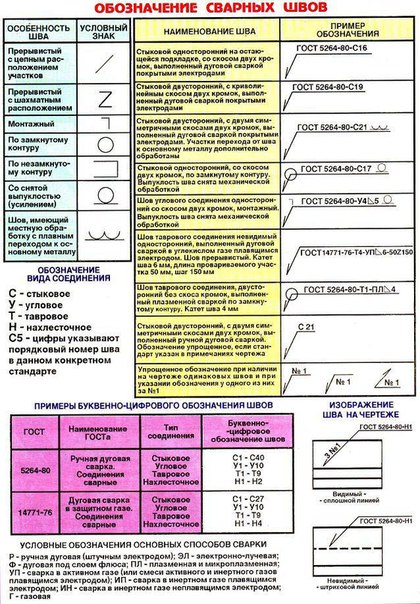
Чтобы минимизировать негативное влияние этого эффекта, следует применять короткую дугу и сваривать при небольшом напряжении. Лучше выбирать электроды небольшого диаметра с тугоплавким покрытием. Тогда капли расплава будут удерживаться на месте за счет поверхностного натяжения. Такой вид сварки нежелателен в случаях, когда приходится соединять детали малой толщины.
Умение «ложить потолок» позволяет сварщику претендовать на повышения разряда. Для новичков данная техника не только недоступна, но и даже опасна. Без навыков работы и хорошей защиты расплавленные капли могут попадать на тело и даже в глаза.
Положение электрода
При выполнении сварочных работ большое внимание уделяется углу расположения электрода по отношению к рабочей поверхности. Правильный наклон расходника способствует облегчению контроля над процессом сварки, что позволяет своевременно вносить коррективы и в итоге получить хороший результат. Данные по оптимальному углу наклона электрода в чертежах не обозначаются, а выбираются сварщиком индивидуально.
Данные по оптимальному углу наклона электрода в чертежах не обозначаются, а выбираются сварщиком индивидуально.
Существует три основных вид положения электродов:
- Углом вперед. Оптимальный вариант для наложения шва в труднодоступных местах. Помимо достоинств ему присущи и недостатки. Шлак и жидкий металл все время находятся на пути перемещения электрода, что мешает сварочному процессу. Иногда дуга гаснет, а то и вовсе начинает «блуждать». Возможно образование пропусков, что сильно понижает качество шва.
- Углом назад. Часто используется при соединении угловых стыков. Желательно угол наклона электрода выдерживать, как и в предыдущем случае, в коридоре 30-60 градусов. В процессе работы сварочная дуга вытесняет из ванночки жидкий металл и шлак. Оголенные участки быстро кристаллизируются.
- Прямой угол. Благодаря тому, что электрод расположен перпендикулярно к заготовкам, можно контролировать перемещение шлака. В результате шов получается хорошего качества. В случаях, когда шлак образуется перед электродом, необходимо сменить положение расходника и выставить его «углом назад». Это дает возможность убрать расплав с пути перемещения электрода.
 В результате шов получается хорошего качества. В случаях, когда шлак образуется перед электродом, необходимо сменить положение расходника и выставить его «углом назад». Это дает возможность убрать расплав с пути перемещения электрода.
В результате шов получается хорошего качества. В случаях, когда шлак образуется перед электродом, необходимо сменить положение расходника и выставить его «углом назад». Это дает возможность убрать расплав с пути перемещения электрода.Движение электрода
При ручной дуговой сварке используется колебательное перемещение электрода. Траектория подбирается в зависимости от толщины заготовок и типа соединения. Перемещая электрод «по прямой», то есть вдоль стыка, сварщик получит так называемый «ниточный» валик. Его толщина зависит от диаметра электрода и скорости движения. Когда требуется получение валика большей толщины, нежели диаметр электрода, то выполняется поперечное возвратно-поступательные движение электрода.
Амплитуда колебаний определяется материалом заготовок и размером шва. При этом конец электрода может описывать различные фигурки.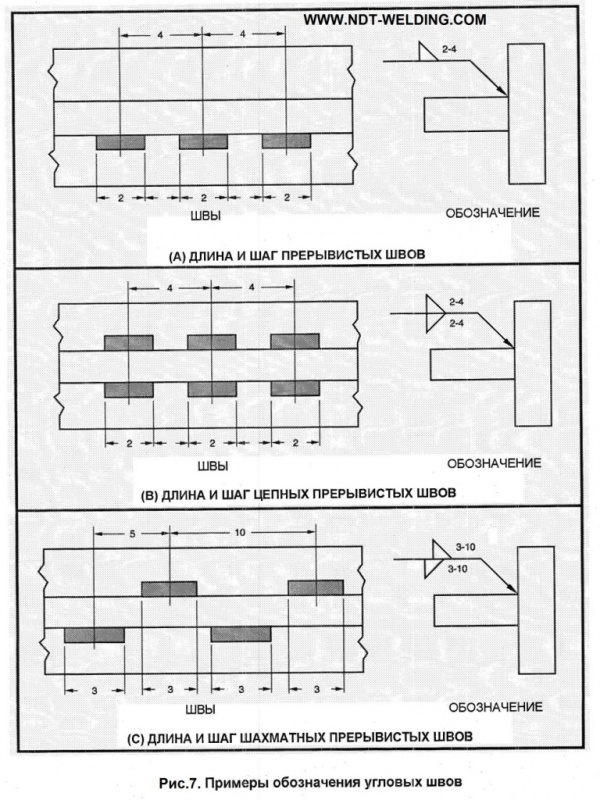 Например, «елочка», «треугольник», «лестница» или другие. Как правило, они определяются специалистом еще до начала сварочного процесса. Благодаря большому количеству техник, можно выбрать наиболее подходящий вариант для конкретного случая с тем, чтобы получить шов высокого качества.
Например, «елочка», «треугольник», «лестница» или другие. Как правило, они определяются специалистом еще до начала сварочного процесса. Благодаря большому количеству техник, можно выбрать наиболее подходящий вариант для конкретного случая с тем, чтобы получить шов высокого качества.
Вне зависимости от пространственного положения перед началом сваривания, требуется предварительная подготовка поверхности. Рабочую поверхность необходимо очистить от загрязнений, краски, окалины и т.п. Сначала заготовки прихватывают – скрепляют между собой при помощи пары-тройки точечных прихватов. Это нужно для того, чтобы обездвижить заготовки одна относительно другой. важно, чтобы величина зазора все время оставалась постоянной. При сваривании тонких листовых материалов расстояние между заготовками не должно превышать 5 миллиметров. При работе с толстыми полками этот показатель можно увеличивать до 30 мм включительно.
Сваривание электродом
Когда речь идет о сваривании металлических заготовок электродом, то по умолчанию подразумевается ручная дуговая сварка. Невзирая на тот факт, что стали доступными многие более современные технологии, этот сварки остается самым простым, сравнительно недорогим и распространенным. Улучшить качество сварного шва можно с помощью разного рода флюсов.
Невзирая на тот факт, что стали доступными многие более современные технологии, этот сварки остается самым простым, сравнительно недорогим и распространенным. Улучшить качество сварного шва можно с помощью разного рода флюсов.
Применяется ручная дуговая сварка в разных сферах, начиная от бытовых потребностей и заканчивая большими промышленными площадками. Особенно хорошо технология зарекомендовала себя в работе с углеродистыми материалами. Наиболее технологичным на сегодняшний день является применение инверторов.
Виды соединений
Соединения делятся на несколько типов. Принято различать стыковые и угловые сварные швы. Стыковые представляют собой соединение двух элементов, которые прижимаются торцами. Оно широко используется в изготовлении разнообразных конструкций. К преимуществам метода относится высокая производительность, небольшой расход материалов. при соблюдении всех требований получается прочное и эстетичное сварное соединение. Предварительная подготовка стыкуемых кромок обязательна.
Стыковой метод сваривания используется при соединении заготовок из листового материала, труб и проката. Угловое соединение подразумевает, что элементы расположены под углом по отношению друг к другу. В месте контакта сторон сварщик формирует шов. Угол может быть разным и полностью зависит от особенностей конструкции.
При тавровом соединении торцевая часть одной заготовки приваривается к плоской поверхности другой. в большинстве случаев угол соединения составляет 90 градусов. Важным условием для получения хорошего результата является правильная подготовка торцевого элемента. Он должен быть ровно обрезан и зачищен. Выполняется предварительная подготовка кромок, что обеспечит хорошее смыкание заготовок.
Если стенки толстые, то фаску снимают с двух сторон для обеспечения хорошего провара. Лучше всего тавровое соединение получается тогда, когда детали установлены «в лодочку». В процессе работы электрод можно ставить вертикально. Если стенки деталей уж слишком толстые и хорошо проварить их за один проход не получается, то допускается многопроходное соединение.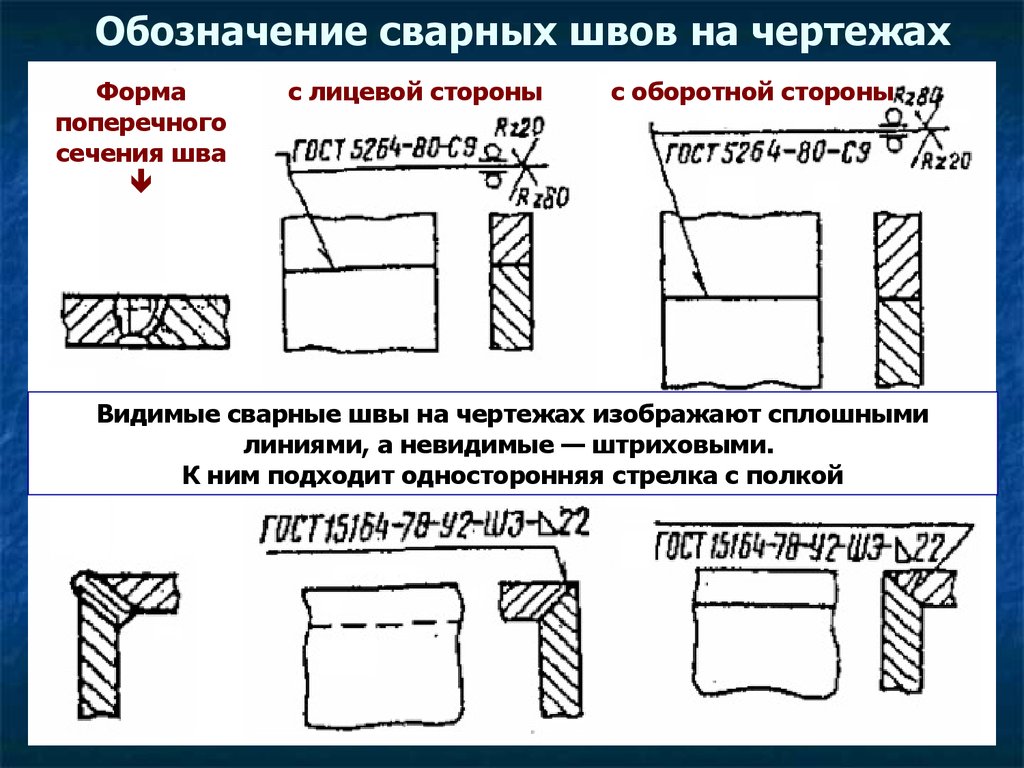
Соединение внахлест – это когда элементы расположены параллельно по отношению друг к другу, но не впритык, а поверхность одной находит на другую. Это оптимальный способ соединение для контактной и точечной сварки. Нет необходимости предварительно разделывать кромки, поскольку они не участвуют в соединении заготовок. Существуют ограничения по толщине заготовок: стенки не должны быть больше 1 см.
По форме существует три вида соединений:
- Нормальное. Результат обеспечивается за счет длинной дуги. Такие сопряжение отлично выдерживают динамические нагрузки. Это обусловлено тем, что между основным материалом и дорожкой нет перепада.
- Выпуклые. Еще их принято называть усиленными. Такая форма обеспечивается только при короткой дуге. Шов обладает несколько меньшей шириной, а «свободный» объем уходит на формирование его высоты. Для выпуклых швов требуется многослойное покрытие, что влечет за собой перерасход электродов.
- Вогнутые. Известны еще и как ослабленные. Корень выглядит вогнутым и имеет форму канавки. Образуется в результате нарушений технологического процесса или при плохой подготовке свариваемых кромок. Находит применение при соединении тонких материалов.
Помимо выше перечисленных сварные соединения имеют и другую классификацию:
- Односторонняя сварка. В этом случае соединение выполняется только с одной стороны без поворота и сварки с противоположной. В документации и на графических материалах обозначается аббревиатурой ос (ss). Первые литеры информируют о названии сварки на русском языке, а обозначение в скобках является международным.
- Двухсторонняя. Сварочные швы наложены с обеих сторон стыка. Условное обозначение – дс (bs).
- Соединение заготовок, выполненное на подкладке (съемной или нет) маркируется аббревиатурой сп (mb). Обозначение кириллицей расшифровывается как «с подкладкой».
- Сваривание на весу, другими словами, выполненное без подкладок: бп (nb). Как пример, ос бп будет значить, что одностороннее сварное соединение выполняется без применения подкладки.
- С зачисткой стыка. Когда корень соединения предварительно зачищается, то такой вид сварки маркируется буквами зк (gg). Соответственно, без зачистки – бз (ng).
Предусмотрено и еще одно разделение сварных швов. Осуществляется оно по конфигурации. В зависимости от типа исполнения они бывают прямолинейными, спиральными (кольцевидными) или криволинейными. Любая из конфигураций может использовать вне зависимости от пространственного расположения стыка. В зависимости от метода наложения швы могут быть сплошными или прерывистыми.
Как подготавливаются кромки
Получить качественное сварное соединение без предварительной подготовки удается крайне редко. Независимо от того. Как и где расположен стык, нужно подготовить его к сварочному процессу.
Подготовку к сварке заготовок можно разделить на такие этапы:
- правка кромок;
- разметка;
- резка заготовок;
- зачистка стыков;
- прогрев перед сваркой;
- обработка и зачистка кромок.
Правка нужна не всегда. Она необходима только в том случае, когда перед выполнением сварочных работ выясняется, что заготовки не стыкуются надлежащим образом в местах сваривания. В зависимости от сложности деформации правка может выполняться как на холодную, так и с прогревом деталей. Допускается как ручная, так и механическая обработка. Если не удается выправить деформацию с помощью молотков, кувалд, ручных прессов либо иных приспособлений, можно прибегнуть к использованию пневматического или электрического движителя.
Разметка нужна для того, чтобы обозначить нужные для работы участки, а лишнее обрезать. Ручная разметка выполняется при помощи линейки и штангенциркуля. Если требуется выполнить разметку на партии однотипных деталей, то применяется шаблон.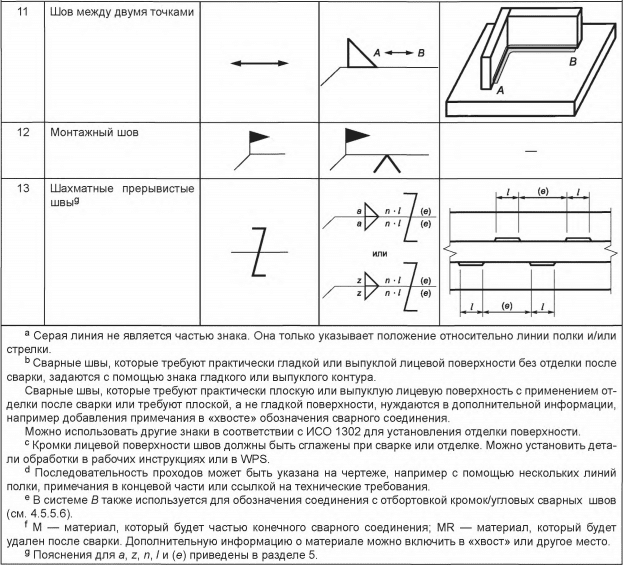 Для получения нужного размера применяется резка металла. Она может быть термической или механической и выполняется по ранее размеченным участкам.
Для получения нужного размера применяется резка металла. Она может быть термической или механической и выполняется по ранее размеченным участкам.
Важным этапом в процессе подготовки деталей к свариванию является зачистка кромок. Поверхность следует освободить от окалины, масла или жиров, краски и прочих загрязнений. Помимо механических способов зачистки допускается применение и химических методов. В этом случае заготовки опускаются в емкость, наполненную реагентом.
После зачистки иногда требуется изменить геометрическую форму кромок. Если работы ведутся с тонкими листовыми металлами, то нужны плоские кромки. Для толстых заготовок кромки сводятся в форме латинской буквы «V» или «X». Особенно важно правильно подготовить кромки при сваривании трубопроводов. При правильном скосе в этом случае снимается напряжение при эксплуатации.
Условные обозначения сварных швов| Сварка и сварщик
В статье рассматриваются правила обозначения швов сварных соединений на чертежах и в спецификациях по отечественным (ГОСТ) и международным (ISO, AWS) стандартам. Данную инструкцию можно использовать для чтения чертежей, правильного обозначения соединений, расшифровки WPS (Welding Procedure Specification) и т.п.
Данную инструкцию можно использовать для чтения чертежей, правильного обозначения соединений, расшифровки WPS (Welding Procedure Specification) и т.п.
Обозначения сварных соединений в отечественной технической документации и на чертежах
Правила изображения швов в отечественной документации регламентированы ЕСКД (Единой системой конструкторской документации) ГОСТ 2.312-72.
Конструктивные элементы сварных соединений и швов в зависимости от способа сварки должны соответствовать стандартам:
- ГОСТ 5264-80 – ручная дуговая сварка;
- ГОСТ 11534-75 – ручная дуговая сварка под острыми и тупыми углами;
- ГОСТ 14771-76 – дуговая сварка в защитном газе;
- ГОСТ 8713-79 – автоматическое и полуавтоматическое сварки под флюсом.
Видимые швы на чертежах изображают сплошными линиями, а невидимые – штриховыми. Обозначают швы ломаной линией, состоящей из наклонного участка и полочки. Наклонный участок заканчивается односторонней стрелкой, которая указывает местоположение шва.
Видимый и невидимый сварные швы
Характеристика шва соответственно условному обозначению проставляется над полочкой (когда указанный лицевая сторона шва), или под полочкой (когда указанный обратную сторону шва). За лицевую сторону одностороннего шва принимают ту, на которой выполняют сварку, а в двустороннего – любую из сторон. Все элементы условного обозначения располагаются в определенной последовательности и отделены между собой знаком «дефис» (кроме вспомогательных знаков). Обозначение способов сварки буквами проставляют только в случае применения нескольких видов сварки в отдельном изделии. Например,
- Р — ручная электродуговая;
- А — автоматическая сварка;
- П — полуавтоматическая;
- В — дуговая в углекислом газе;
- Г — газовая;
- Аф — автоматическая под флюсом;
- Кс — контактная стыковая;
- Ш — электрошлаковая.
В условном обозначении не указывают стандарт, если все швы выполняются по одному стандарту, но делают соответствующие указания в примечаниях на чертеже.
Описание характеристик шва
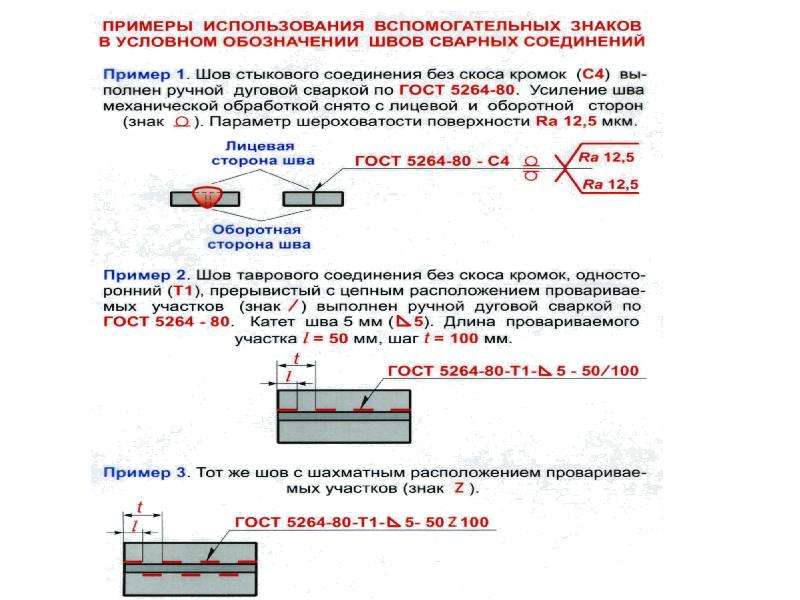
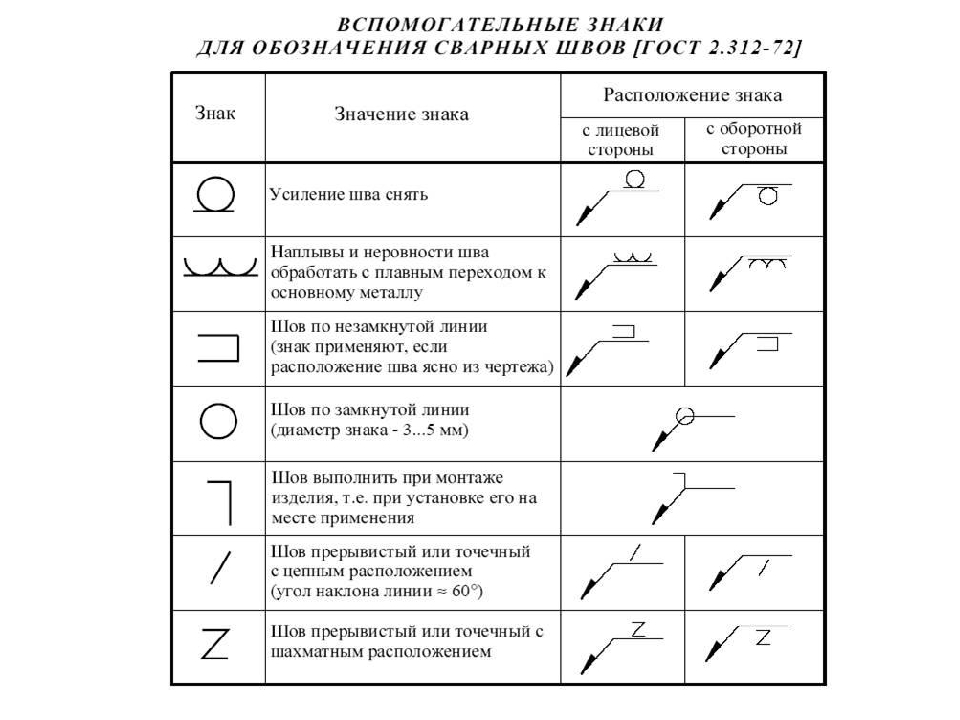
Ниже на картинке представлена таблица вспомогательных знаков для обозначения характеристик шва на чертежах.
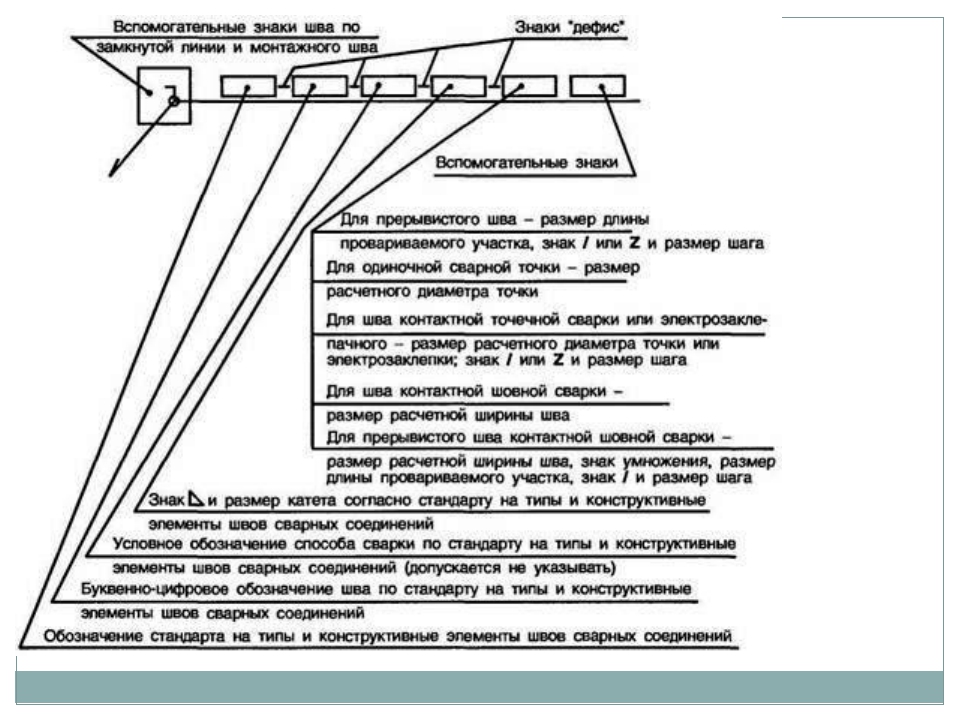
Характеристика шва в условном обозначении состоит из следующих элементов:
- Обозначение стандарта на типы и конструктивные элементы швов сварных соединений.
- Буквенно-цифровое условное обозначение швов.
- Условное обозначение способа сварки (иногда не указывается).
- Знак катета шва и его размер в миллиметрах (только для соединений угловых, тавровых и внахлест).
- Длина свариваемого участка (для прерывистого шва), шаг (длина не свариваемого участка) и знак, которым обозначается цепной или шахматный шов.
- Обозначение шероховатости механически-обрабатываемой поверхности (ставят в конце условного обозначения или в таблице швов, приведенных на чертеже).
Когда на чертежах есть одинаковые швы, их отмечают единым номером, который ставят на линиях-выносках, а описание характеристик делают только на одном из них. Бывают случаи когда стандарт на метод сварки указан на чертеже, тогда в характеристике шва можно указывать упрощенное буквенно-числовое обозначение шва, которое указывает вид соединения и условный номер шва согласно стандарту.
Бывают случаи когда стандарт на метод сварки указан на чертеже, тогда в характеристике шва можно указывать упрощенное буквенно-числовое обозначение шва, которое указывает вид соединения и условный номер шва согласно стандарту.
Условные изображения и расшифровка сварных швов по международным стандартам (ISO 2553:2013)
Приведенный стандарт описывает основные требования к изображению сварных швов. Символьные обозначения предусматривают указание основных геометрических параметров шва – длина, толщина, катет углового шва и т.д. Так же обязательно предусматривается указание дополнительных сведений о рекомендуемой технологии сварки, положения сварки, используемых материалов, группы качества изделия.
Основные символы сварных швов
Основные символы визуально схожи со швом и указывают на вариант разделки кромок.
Очень часто основные символы используются в комбинации, когда необходимо изобразить шов выполненный с обеих сторон. См. картинку ниже.
При необходимости символьное обозначение шва может включать наряду с основными также дополнительные символы, характеризующие форму поверхности шва или способ ее обработки. Перечень дополнительных символов приведен в таблице ниже. Если дополнительный символ не указан, то это означает, что не предъявляются требования к форме поверхности шва.
Перечень дополнительных символов приведен в таблице ниже. Если дополнительный символ не указан, то это означает, что не предъявляются требования к форме поверхности шва.
На картинке ниже смотрите примеры использования дополнительных символов в обозначении.
Расположение символов на чертежах
Основные и дополнительные символы образуют только часть полного условного обозначения сварного шва, которое также включает следующие элементы:
- линию со стрелкой;
- двойную линию-выноску, состоящую из двух параллельных линий, а именно из сплошной и пунктирной линий;
- вилку, которой дополняется линия-выноска, и за которой могут быть указаны дополнительные данные необходимые для выполнения сварного шва.
Символ, обозначающий сварной шов, может располагаться на сплошной или на пунктирной линии-выноске в зависимости от того на какую сторону сварного шва указывает стрелка:
Пример 1. Используются только основные символы.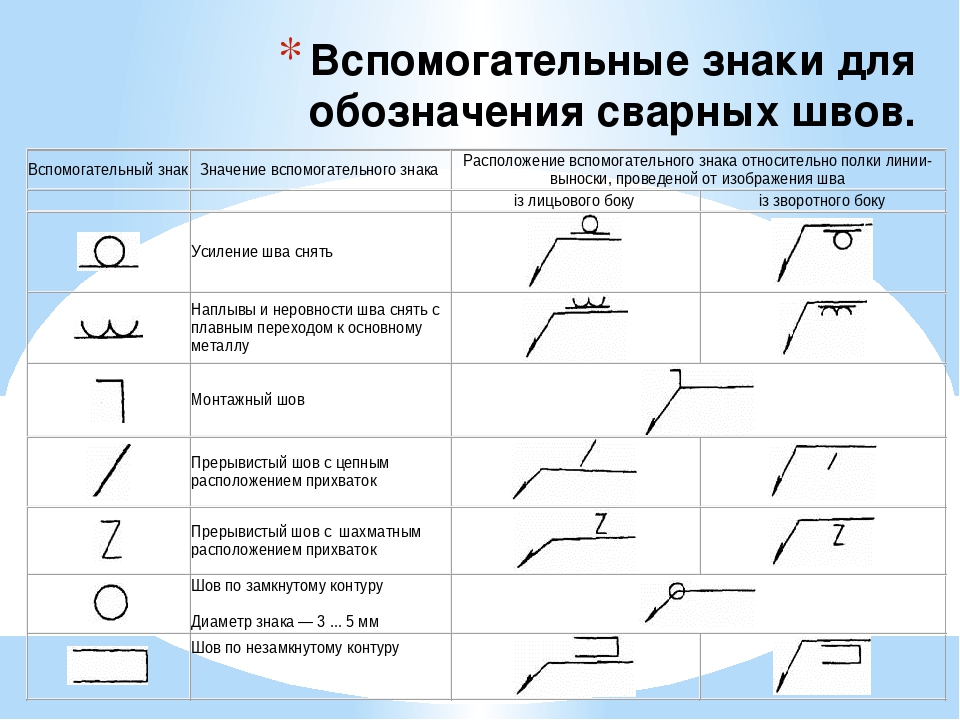
Пример 2. Использование комбинаций основных и доп. символов
Дополнительные данные шва
К дополнительным относят следующие характеристики шва:
Круговой шов. Символом кругового шва является кружок
Монтажный шов. Для обозначения монтажного шва служит флажок
Если в условном изображении необходимо указать код используемого процесса (согласно ISO 4063), требуемый уровень качества (ISO 5817 и ISO 10042), положение сварки (ISO 6947), сварочный материал, то эта информация помещается за вилкой, которая добавляется к сплошной линии-выноске.
Обозначения сварочных швов на чертежах гост
Современные виды сварки открывают множество возможностей перед мастером, позволяя профессионалам и любителям воплотить свои задумки. С помощью аргонодуговой сварки можно соединить разнородные металлы, а с помощью бюджетного инвертора — сварить забор на даче. Но порой сварочного оборудования и комплектующих к ним недостаточно для полноценной работы, важно научиться делать и понимать сварочные чертежи. В них вы сможете узнать всю исчерпывающую информацию о металле, который нужно сварить, его толщине, характеристиках и местах будущих стыков.
В них вы сможете узнать всю исчерпывающую информацию о металле, который нужно сварить, его толщине, характеристиках и местах будущих стыков.
Чертеж — это полноценный документ, выдаваемый на одну конкретную деталь или целую металлоконструкцию. Он содержит всю информацию, которая может понадобиться сварщику. Профессиональное чтение сварочных чертежей — обязательный навык для любого сварщика, желающего построить карьеру в этой профессии. В нашей статье вы узнаете, что необходимо для расшифровки швов в чертежах и какие знаки используются для этого, также мы приведем несколько примеров.
Типы швов и их расшифровка
ГОСТы по ручной дуговой сварке и сварке в среде газа выделяют различные типы сварных швов и их расшифровки. Виды сварных соединений обозначаются буквами для более удобной записи и экономии места. Есть стыковой шов (обозначается буквой «С»), торцевой (тоже буква «С»), нахлесточный («Н»), тавровый («Т») и угловое («У»). Давайте подробнее остановимся на каждом типе соединения.
Стыковое сварное соединение выполняется по смежным торцам, а свариваемые детали находятся в одной плоскости. Такой тип шва наиболее прочный и долговечный, он широко применяется при сварке особо ответственных металлических конструкций. Перед сваркой необходимо тщательно подготовить поверхность металла и убедиться, что все детали будут сварены в соответствии с чертежом.
Торцевой шов, исходя из названия, формируется по торцам деталей. Боковые поверхности деталей надежно соединяются друг с другом. Торцевой шов зачастую используется при сварке тонких металлов.
Нахлесточный шов менее требовательный к качеству работы, чем предыдущие. Но при этом он не обладает такими хорошими прочностными характеристиками и хуже переносит нагрузки. Чтобы сделать нахлесточный шов расположите детали параллельно, но с небольшим смещением в сторону и частичным перекрыванием друг друга.
Тавровое сварное соединение — одно из самых жестких и долговечных, но плохо переносящих нагрузки на изгиб..jpg) Чтобы сделать тавровый шов расположите одну деталь горизонтально, а вторую вертикально и сварите с первой торцом к поверхности.
Чтобы сделать тавровый шов расположите одну деталь горизонтально, а вторую вертикально и сварите с первой торцом к поверхности.
Угловой шов используется не так часто, как другие типы соединений. Такой шов относительно надежный и долговечный. Одна деталь относительно другой может быть повернуть торцом и располагаться под разным углом, в зависимости от чертежа.
Любые сварные соединения, вне зависимости от их типа, могут быть односторонними (или как их еще называют «SS»; эта аббревиатура используется в чертежах по всему миру) или двусторонними (аббревиатура «BS»). Односторонние швы получаются при сварке с одной стороны детали, а двусторонние — при сварке с обеих сторон.
Если вам нужно сварить детали методом плавления, то необходимо разделать кромки. Существует множество форм раздела кромок, они характеризуются разными показателями угла, величины зазора и так далее. Выбор формы разделки зависит от толщины металла и метода сварки. Мы привели некоторые примеры раздела кромок на изображении. Вы можете использовать любой, как на картинке ниже.
Вы можете использовать любой, как на картинке ниже.
Изображение сварных швов на чертеже
Теперь перейдем к условным изображениям и знакам, которые характеризуют швы на чертежах. Сварные соединения могут быть видимыми и невидимыми. Если шов невидимый, то он показывается штриховой линией. Если видимый — сплошной линией. Невидимым называют шов, который расположен с обратной стороны детали, а видимым — шов на лицевой поверхности. Если шов односторонний и сварка производится швом наверх, то такое соединение тоже называется лицевым. Если шов двусторонний, то лицевым считается то соединение, которое было сделано первым. Если кромки симметричны, то любая из сторон может быть названа лицевой.
Односторонняя стрелка показывает, где линия шва. На самой стрелке может быть специальная «полка», где указывается вспомогательный знак или буква обозначения шва. Где располагать обозначения — под «полкой» или над ней? Это так же зависит от типа шва. Если шов невидим, то под полкой, и соответственно над ней, если видим.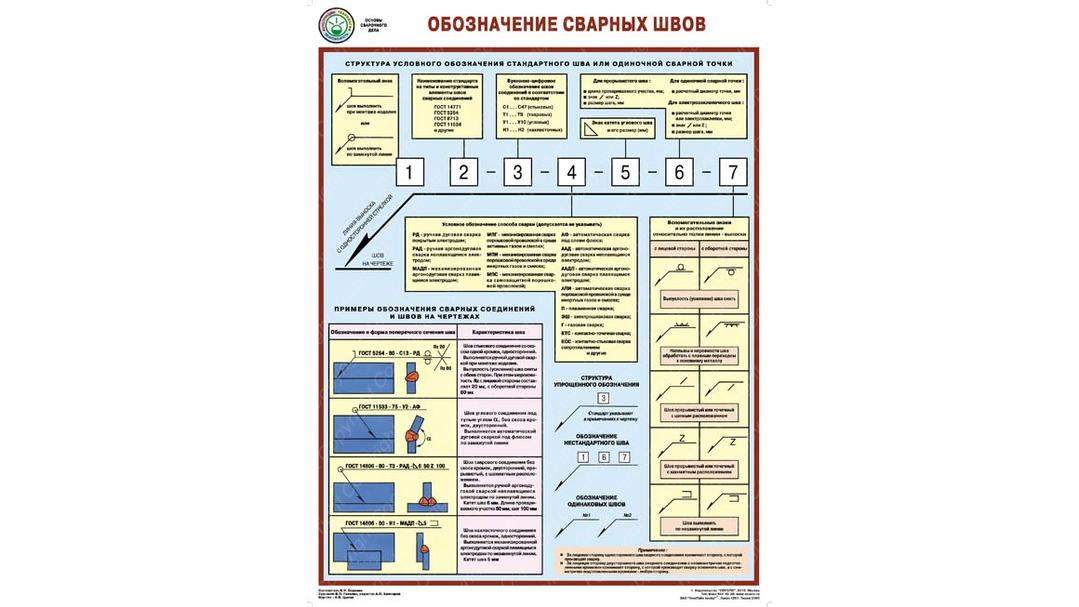
Вспомогательные знаки
Помимо стрелок и букв могут использоваться вспомогательные знаки для обозначения сварных швов. Ниже вы можете видеть стандартную структуру условного обозначения, его «скелет», на котором затем должны появиться «мышцы» в виде букв или иных знаков.
К вспомогательным знакам относятся буквенно-числовые комбинации, которые содержат в себе информацию о типе шва и виде соединения. Звучит довольно запутанно, но вот небольшой пример: у нас есть обозначение С1 и оно обозначает «стыковой шов односторонний». С — буква, обозначающая тип шва, а 1 — цифра, указывающая на строну сварки. Двусторонняя сварка обозначается цифрой 2.
Ниже вы можете видеть условные обозначения швов и соединений для некоторых способов сварки.
Также свое условное обозначение есть и у способов сварки. Они тоже маркируются буквой, это указывается в нормативных документах. Опираясь на нормативы как раз и выполняется указанный на сборочном чертеже процесс сварки.
Ниже вы можете видеть основные способы сварки и их обозначение:
- Автоматическая сварка под флюсом, без использования флюсовых подушек и подкладок во время работы (обозначается буквой «А»).
- Автоматическая сварка под флюсом с применением флюсовой подушки («Аф»).
- Сварка в среде защитного газа с использованием вольфрамовых стержней и без проволоки («ИН»).
- Сварка в среде защитного газа с использованием вольфрамовых стержней и с использованием проволоки (ИНп).
- Сварка в среде защитного газа с использованием плавящихся стержней («ИП»).
- Сварка плавящимися стержнями в среде углекислого газа («УП»).
Примеры условных обозначений
Чтобы вам было понятнее, и вы смогли быстрее разобраться во всех обозначениях, мы приведем несколько простых и наглядных примеров. Итак, начнем.
Пример №1
На картинке выше вы видите стыковой шов, у которого одна кромка имеет криволинейный скос. Само соединение двустороннее, сделано методом ручной дуговой сварки. С обеих сторон нет усиления. С лицевой стороны шероховатость шва равна Rz 20 мкм, а с оборотной —Rz 80 мкм.
С обеих сторон нет усиления. С лицевой стороны шероховатость шва равна Rz 20 мкм, а с оборотной —Rz 80 мкм.
Пример №2
Здесь вы можете видеть, что шов угловой и двусторонний, у него нет ни скосов, ни кромок. Это соединение выполнено автоматической сваркой и с использованием флюса.
Пример №3
Тут у нас снова стыковой шов, но уже без скосов или кромок. Соединение одностороннее, с подкладкой. Выполнен шов с использованием нагретого газа и сварочной проволоки.
Пример №4
В четвертом примере шов тавровый, не имеет скосы или кромки. Он прерывистый и выполнен двусторонним методом. Шов как бы в шахматном порядке. Работа выполнена с помощь РДС в среде газа и с использованием неплавящегося металлического стержня. Катет шва равен 6 миллиметров, а длина шва составляет 50 миллиметров, с шагом в 100 миллиметров (обозначается буквой «Z»). t ш — это протяженность шва, а t пр — протяженность шага прерывистого соединения.
Пример №5
В нашем последнем примере шов выполнен нахлестом, не имеет скосов и кромок.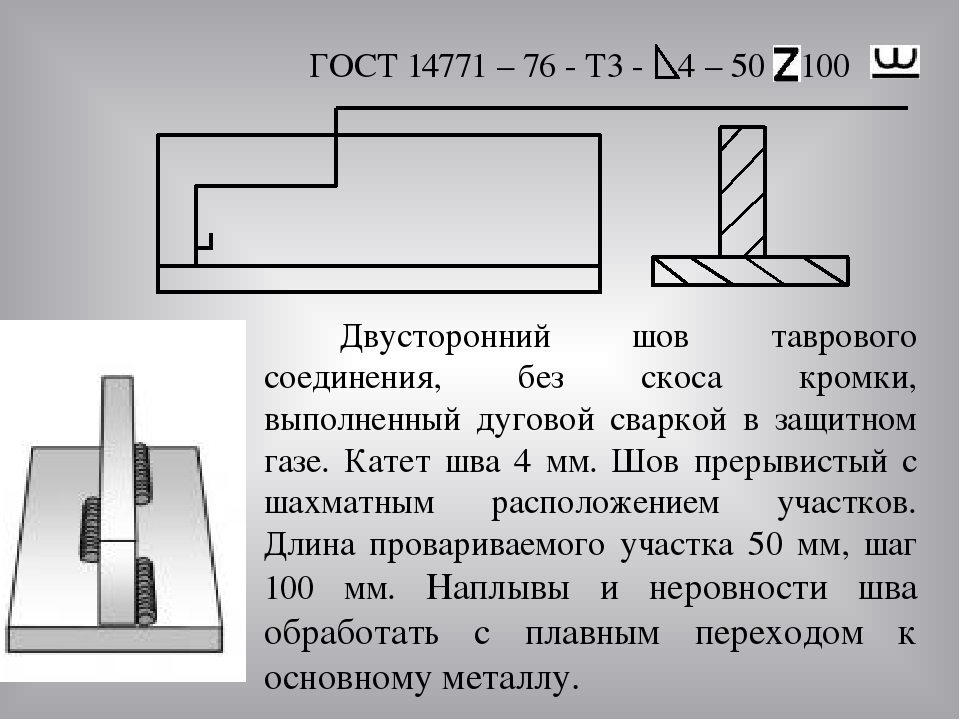 Он также односторонний и выполняется ручной дуговой сваркой в среде защитного газа и с применением плавящегося стержня. Сварное соединение выполнено по незамкнутой линии. Катет шва равен 5 миллиметрам.
Он также односторонний и выполняется ручной дуговой сваркой в среде защитного газа и с применением плавящегося стержня. Сварное соединение выполнено по незамкнутой линии. Катет шва равен 5 миллиметрам.
Вместо заключения
Вот и все, что мы хотели рассказать вам про условные обозначения сварочных швов. Надеемся, что теперь вы знаете, как читать обозначения на чертежах. Сначала новичкам трудно запомнить все знаки и буквы, используемые как условные обозначения швов для сварки. Поэтому не бойтесь использовать в работе тетрадь с выписанными тезисами из этой статьи.
С опытом вы научитесь расшифровывать все знаки и сможете довольно быстро прочесть даже самые замысловатые чертежи. А на крупном производстве папка с чертежами может быть весьма объемной, поэтому важно уметь быстро и качественно читать все документы на металлоконструкцию. Опытные мастера могут поделиться своим опытом чтения чертежей в комментариях, чтобы начинающим сварщикам было проще понять все нюансы и особенности. Желаем удачи в работе!
Желаем удачи в работе!
Техническая документация — это своеобразная книга для конструкторов, проектировщиков, инженеров, мастеров и рабочих. Составляется (пишется) по определенным правилам и требованиям. Это требуется для правильного понимания изложенной информации. Одна из областей технического текста — обозначение сварных швов на чертежах.
Что такое сварной стык
Сварочный процесс — технологическая операция образования монолитного соединения. Зона, где происходило расплавление и застывание материала стыкуемых д
Обозначение сварки на чертежах по ГОСТ
Сварка – это сложный технологический процесс, обеспечивающий неразъёмное соединение деталей в результате их местного нагрева и расплавления. Её применение в различных отраслях промышленности и строительства позволяет упростить технологии производства изделий и монтажа конструкций. Как следствие, скорость выполнения работ увеличивается и снижаются затраты. Кроме того, сварное соединение придаёт наибольшую прочность деталям и жёсткость конструкциям.
От соблюдения технологии производства и монтажа в строительстве, машиностроении, авиа- и судостроении напрямую зависит качество продукции, надёжность которой обеспечивает безопасность жизни и здоровья людей.
Поэтому в таких ответственных сферах деятельности ГОСТ имеет силу закона и его соблюдение контролируется органами технадзора.
Единая Система Конструкторской Документации – это ГОСТы, которые устанавливают нормы разработки и оформления документов, включая чертежи. ЕСКД позволяет согласовывать последовательное взаимодействие различных участников технологической цепи. Нарушение норм ведения, в частности, чертежей, может привести к различным неблагоприятным последствиям, вплоть до техногенных катастроф.
ГОСТ 2.312-72 ЕСКД
Этот ГОСТ регламентирует обозначение сварных швов.
Основные требования стандарта:
- видимый шов сварного соединения изображается сплошной основной линией. От изображения шва или сварной точки проводится линия-выноска с односторонней стрелкой, указывающей на шов;
- если шов многопроходный, допускается изображать контуры проходов, обозначая их прописными буквами;
- нестандартные швы изображаются с нанесением размеров, необходимых для работы по данному чертежу.

ГОСТ указывает правила условного обозначения швов, которые располагаются на линии-выноске, если они располагаются с лицевой стороны. Вспомогательные знаки указывают на характер шва (прерывистый или точечный), дополнительные требования к обработке, особенности монтажа (при необходимости) и некоторые другие.
Обозначения сварочных швов по ГОСТ 2.312-72
Обозначение стандартного сварного шва на линии-выноске структурируется так:
- вспомогательные знаки шва по замкнутой линии
- ГОСТ
- буквенно-цифровое обозначение типа шва и конструктивных его элементов
- указание способа сварки (необязательно)
- размер катета шва ( для угловых соединений)
- размеры точечных и прерывистых швов
- вспомогательные знаки.
Пункты, начиная со второго, разделяются дефисом.
Катет шва – характеристика углового соединения. Это величина кратчайшего расстояния от плоскости одной из соединяемых заготовок до границы шва на плоскости второй заготовки. Размер катета влияет на способность соединения выдерживать расчётную нагрузку.
Размер катета влияет на способность соединения выдерживать расчётную нагрузку.
Основные виды сварных соединений и их условное обозначение
Ручная дуговая сварка
В этом способе сварки используется электрод с нанесённым на его поверхность покрытием, которое, расплавляясь, играет роль защитного флюса, который препятствует воздействию атмосферы на расплавленный металл. Если допустить контакт кислорода и паров воды, содержащихся в воздухе, то они вступят в химическую реакцию с металлом, образуя оксидную плёнку на его поверхности и нарушат прочность соединения. Кроме того, в состав покрытия входят легирующие элементы, что положительно сказывается на качестве шва. Пары флюса также обеспечивают стабильность горения дуги.
Расстояние между электродом и сварочной ванной и перемещение дуги вдоль линии шва производится вручную. Поэтому качество соединения напрямую зависит от квалификации сварщика. Диаметр, состав и длина электродов устанавливаются специальным ГОСТом.
Виды сварных швов, предварительную обработку кромок деталей перед работой, а также толщину свариваемого металла регламентирует при ручной дуговой сварке ГОСТ 5264-80.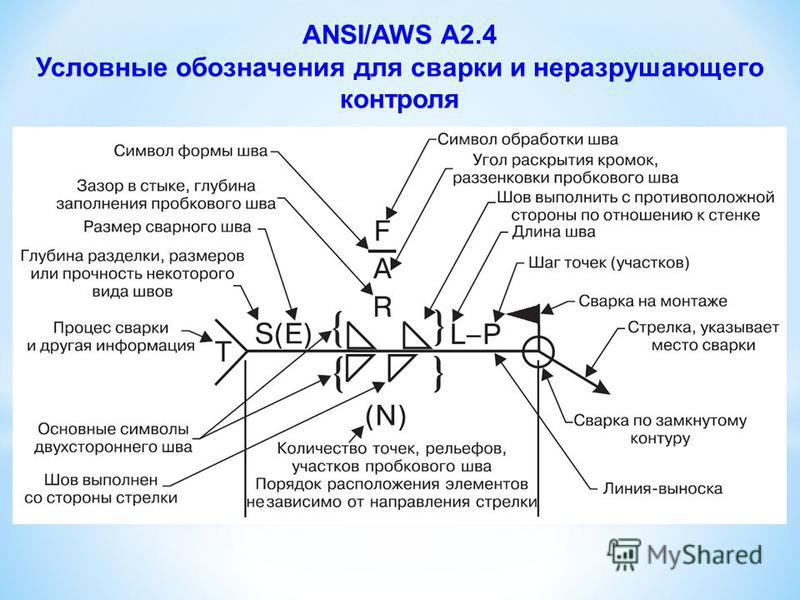 Стандарт предусматривает следующие типы соединений:
Стандарт предусматривает следующие типы соединений:
- стыковое. Обозначается буквой “С” с цифровым индексом, по которому можно установить форму подготовленных кромок, характер шва (одно- или двухсторонний), форму поперечного сечения кромок и шва, толщину свариваемых деталей. Все эти характеристики приведены в таблице;
- угловое. Обозначение – “У”;
- тавровое. Буква “Т”;
- нахлёсточное -“Н”.
ГОСТ 5264-80 не распространяется на соединения стальных трубопроводов.
ГОСТ 14771-76 “Дуговая сварка в защитном газе”.
Этот вид сварки производится либо неплавящимся электродом, представляющим собой стержень из графита или вольфрама, либо плавящимся – стальной проволокой. Защитный газ (аргон, гелий, азот, углекислота) образует газовый пузырь, закрывая сварочную ванну и дугу от воздуха. Проволока подаётся автоматически, рабочий инструмент перемечается вдоль шва вручную, вследствие чего такую сварку называют полуавтоматической. В зависимости от типа электрода и используемого защитного газа маркируется следующими сочетаниями букв: ИН, ИНп, ИП, УП..jpg)
ГОСТ 8713-79 “Сварка под флюсом. Соединения сварные”
Сварка под флюсом подразделяется на автоматическую, выполняемую по заданной программе (АФ, АФФ, АФм, АФо, АФп, АФш), и механизированную, имеющую аналогичные с автоматической маркировки, начинающиеся с буквы “М”.
ГОСТ 11534-75 устанавливает типы, детали конструкций и размеры сварных швов, выполняемых ручной дуговой сваркой под разными углами расположения свариваемых деталей.
Различные положения рабочего инструмента (электрода) и сварочной ванны относительно линии горизонта по разному влияют на стекание расплавленного металла, что необходимо учитывать в процессе работы.
По пространственному положению линии швы делятся на горизонтальные, вертикальные и потолочные.
Характер расположения деталей относительно друг друга подразумевает и особые требования к обработке кромок перед работой.
На чертежах угловые швы обозначаются буквой “У”. ГОСТом также оговаривается цифровой индекс после буквы, соответствующий углам взаимного расположения деталей, толщине металла, форме кромок и т. д.
д.
ГОСТ 14776-79 “Соединения сварные точечные”.
Способы сварки обозначаются согласно этому стандарту так: Ф, УП, УПм, УПмс УН, ИП, ПП, ИН. Эти буквенные обозначения характеризуют особенности рабочего процесса и дополнительные условия работы, например, такие, как применение направленного магнитного поля, сквозное проплавление, использование присадочного металла и так далее.
ГОСТ 16037-80 “Соединения сварные стальных трубопроводов”
Принятые стандартом обозначения:
- ЗП – дуговая сварка в защитном газе плавящимся электродом
- ЗН – дуговая сварка в защитном газе неплавящимся электродом
- Р – ручная дуговая сварка
- Ф – дуговая сварка под флюсом
- Г – газовая сварка.
Дополнительные буквенные маркировки выполняются буквами латинского алфавита и соответствуют диаметрам свариваемых труб, толщине их стен, выпуклости сварного шва и т.д.
Перечисленные ГОСТы предназначены для сварных соединений деталей из сталей и их сплавов. Сварочные работы с другими металлами устанавливаются иными стандартами, предусматривающими применение плазменной, лазерной и даже сварку взрывом.
Сварочные работы с другими металлами устанавливаются иными стандартами, предусматривающими применение плазменной, лазерной и даже сварку взрывом.
Внимание покупателей подшипников Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас: +7(499)403 39 91
Доставка подшипников по РФ и зарубежью. Каталог подшипников на сайте themechanic.ru
|
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
tel:+7 (495) 646 00 12
[email protected]
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
tel:+7 (495) 646 00 12
[email protected]
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
Обозначение сварных соединений
ГОСТ 2.312 – 72
Изображение сварного соединения на чертеже, независимо от применяемого способа сварки, может быть, как видимым, отображаемым в виде сплошной основной линии, так и невидимым швом, отображаемым штриховой линией.
Изображение сварного соединения
Отображение сварного соединения
Обозначение сварки
Условные обозначения
Упрощенное обозначение
Шов с лицевой стороны
Если сварной шов находится с лицевой стороны, то его условное обозначение наносят на полке линии-выноски, а односторонняя стрелка развёрнута наружу.
Шов с внутренней стороны
Если сварной шов находится с внутренней стороны, то его условное обозначение наносят под полкой линии-выноски, а односторонняя стрелка обращена внутрь.
Для отображения на чертеже одиночной сварной точки, не зависимо от использования метода сварки, применяют знак в виде креста «+», который наносится сплошными линиями. Если одиночные сварные точки невидимые, то их не изображают.
Обозначение сварной точки
От изображения сварного шва или одиночной точки приварки проводят линию-выноску, с односторонней стрелкой. Линию-выноску рекомендуется проводить по возможности от видимого шва.
Места сварки
Многопроходный сварной шов
На изображении сечения многопроходного сварного шва допускается наносить необходимые контуры отдельных проходов, при этом их следует обозначить прописными буквами русского алфавита.
Изображение нестандартного шва
Нестандартный сварной шов изображается на чертеже с указанием размеров конструктивных элементов, необходимых для выполнения данного сварного соединения по данному чертежу.
Границы сварного шва отображают сплошными основными линиями, а конструктивные части кромок в границах этого шва, наносятся сплошными тонкими линиями.
Обозначение шероховатости для механически обработанной поверхности сварного шва наносят на полке либо под полкой линии-выноски после соответствующего условного обозначения шва, а так же указывают в таблице швов, или записывают в технических требованиях чертежа.
Обозначение шероховатости и сварки
Примечание
Содержание и габаритные размеры граф таблицы швов стандартом не регламентируется.
Если для какого либо шва сварного соединения установлен необходимый контрольный комплекс или категория контроля сварного шва, то их обозначение допускается размещать под линией-выноской.
Обозначение контрольного комплекса
или категории контроля шва
На чертеже в таблице швов или в технических требованиях указывают ссылку на необходимый нормативно-технический документ.
На чертеже технологические сварочные материалы указывают в таблице швов или в технических требованиях. Материалы сварочные допускается не указывать.
В случае наличия на чертеже одинаковых сварных швов, им присваивают соответствующий номер.
Обозначение одинаковых швов
Заготовительная операция сварка: условные обозначения на чертежах сварных швов (прерывистый и непрерывный) и сварной точки; сварной шов за деталью.
Видимые швы изображают сплошными основными линиями, в невидимые —
штриховыми линиями. При условном методе обозначения сварные швы
обозначают ломаной линией, состоящей из наклонного участка и полки.
Наклонный участок заканчивается односторонней стрелкой, указывающей место
расположения шва. Обозначение сварных швов проставляют над полкой, если шов
расположен на лицевой стороне, или под полкой, если шов расположен на
обратной стороне. Условные обозначения сварного шва включают:
вспомогательные знаки шва по замкнутой линии и монтажного шва;
Внимание!
Если вам нужна помощь в написании работы, то рекомендуем обратиться к профессионалам. Более 70 000 авторов готовы помочь вам прямо сейчас. Бесплатные корректировки и доработки. Узнайте стоимость своей работы.
обозначение стандарта на типы и конструктивные элементы швов сварных
соединений;
буквенно-цифровое обозначение шва по стандарту;
условное обозначение способа сварки по стандарту.
Знак монтажного шва и знак шва, выполняемого по замкнутому контуру,
располагается на изломе линии наклонного участка и полки.
Для обозначения видов и методов сварки используют следующие буквенные
обозначения: Г — газовая, Э — дуговая, Ш — электрошлаковая, И — в инертных
газах; Дф — диффузионное Вз — взрывом, Пз — плазменная, К — контактная, У
— в углекислом газе, Тр — трением, X — холодная.
Рис.6 Виды сварных швов: 1- нижний; 2- горизонтальный; 3- вертикальный; 4- потолочный; 5- фланговый; 6- торцовый или лобовой; 7- косой;
8- непрерывный; 9- прерывистый; 10- нормальный; 11- выпуклый; 12- вогнутый.
Поможем написать любую работу на аналогичную тему
Получить выполненную работу или консультацию специалиста по вашему учебному проекту
Узнать стоимостьценных механизмов: блог Джастина Кеттерера о дизайне и разработке
Некоторые компании, которых я сейчас ищу для собеседований, полагаются на сварку в какой-то части своей деятельности, поэтому я хотел освежить эту технологию в своей памяти. Сварка определяется как «процесс соединения материалов, в котором две или более частей объединяются на их соприкасающихся поверхностях за счет подходящего приложения тепла и / или давления [1]». Сварка плавлением — , при которой тепло используется для плавления и соединения основных материалов с иногда добавляемым присадочным металлом — здесь описывается. Сварка в твердом состоянии встречается реже, но включает в себя диффузионную сварку (две поверхности удерживаются вместе под давлением при высокой температуре, что позволяет происходить диффузии / плавлению атомов), сварку трением (трение между двумя поверхностями генерирует тепло для слияния) и ультразвуковая сварка (между деталями прикладывается умеренное давление, в то время как ультразвуковые колебания, параллельные контактирующим поверхностям, обеспечивают атомную связь) [1]. Следующий пост будет разделен на следующие разделы:
- Подготовка поверхности
- Геометрия сварного шва
- Безопасность
- Различные сварочные технологии
- кислородное топливо
- Дуговая сварка
- Расходный электрод
- Экранированная металлическая дуга (сварка штучной сваркой)
- Газовая металлическая дуга
- Подводная дуга
- Неплавящийся электрод
- Газовая вольфрамовая дуга (TIG)
- Сварка сопротивлением
- Контактная точечная сварка
- Сварка контактным швом
- Контактная проекционная сварка
- Термоупаковка
- Расчетные факторы; Сила и усталость
Подготовка поверхности
Обычно свариваемая поверхность должна быть подготовлена - очищена от поверхностных загрязнений и оксидов для обнажения свежего металла.Некоторые виды сварки менее восприимчивы к плохо подготовленным поверхностям, чем другие, а некоторые типы плавящихся электродов, используемые при дуговой сварке защищенным металлом, могут облегчить необходимость иметь хорошо подготовленную поверхность за счет объединения с поверхностными оксидами и их удаления [8].
Геометрия сварного шва
Существует пять основных типов сварных соединений: стыковые, угловые, внахлестку, тройники и кромки [1, 8]. Выбор соединения диктуется требованиями к конструкции детали, формой заготовки, имеющейся или которой можно придать форму, а также требуемой прочностью сварного соединения.Изображения ниже получены из [2].
Стыковое соединение:
Образуется, когда две части лежат в одной плоскости и соединяются по краю.
Угловой шарнир:
Обе части образуют прямой угол и соединяются под углом.
Lap Joint:
Состоит из двух перекрывающих друг друга частей.
Тройник:
Одна часть перпендикулярна другой и имеет форму буквы «T.”
Кромочный стык:
Детали параллельны по крайней мере одним из их общих краев, и соединение выполняется на этом общем крае.
Существует четыре основных типа сварных швов: канавка, угловой шов, паз и заглушка. Сами по себе угловые сварные швы не полностью соединяют площади поперечного сечения частей, которые они соединяют, хотя при сварке достаточно большого размера все же возможно добиться соединения с полной прочностью. Паз и заглушка используются только для соединений, передающих небольшие нагрузки [8].
Сварные швы могут быть частичными (PJP) или полными (CJP) [8]:
Для задания геометрии сварного шва требуется спецификация соединения (стык, угол, тройник, нахлест, кромка), тип сварного шва и размер сварного шва (угловой, паз, заглушка, канавка с геометрией канавки — U-образная канавка, J-образная канавка и т. Д.) ) и глубина проникновения (полная или частичная).
Безопасность
При сварке соблюдать меры предосторожности. Необходимо надевать защитную одежду, чтобы защитить сварщика от нагрева во время работы и любых возможных брызг — перчатки, фартук, хорошую обувь.При дуговой сварке также необходимо надевать специальные защитные очки или маски для защиты зрения сварщика от УФ-излучения. Некоторые флюсы и расплавленные металлы выделяют опасные пары, которые необходимо либо отводить с помощью хорошей воздушной системы в непосредственной близости от рабочего места, либо с помощью вентиляционных костюмов или вытяжек, если сварщику приходится работать в закрытом помещении. Серию рекомендаций по безопасности можно получить от Американского сварочного общества здесь, а также полный PDF-файл с их рекомендациями по безопасности, ANSI Z49.1: 2005, также можно скачать здесь.
Различные сварочные технологии
Сварка кислородным топливом
В этом виде сварки кислород сочетается с различными типами газов для образования пламени, используемого в процессе сварки. «Резаки» вместо этого используют газ для резки металла, а не для соединения компонентов. Безусловно, наиболее важным процессом кислородной сварки является ацетилен. Иногда используются присадочные металлы, которые, как правило, имеют форму стержня (диаметр 1/16 ″ — 3/8 ″) и должны быть аналогичны основным металлам.Пруток наполнителя часто покрывают «флюсом», который очищает поверхность и помогает предотвратить окисление [1]. В зависимости от того, выполняет ли оператор сварку или резку, используются разные горелки.
Оксиацетилен
Общая информация
Ацетилен нестабилен выше 1 атмосферы. Резервуары под давлением, в которых хранится газ, заполнены пористым материалом, насыщенным ацетоном, который может растворять ацетилен в 25 раз больше собственного объема [1]. Во время операции сварки внешняя оболочка пламени распространяется и покрывает соединяемые рабочие поверхности, защищая работу от атмосферы [1].
Приложения
- Подходит для мелкосерийного производства и ремонтных работ (хорошая портативность оборудования) [1].
Льготы
- Оборудование относительно недорогое и портативное [1].
- Резка Oxfuel часто рассматривается как наиболее экономичный способ резки листов толщиной более 1/2 дюйма [8].
- Алюминий нельзя резать кислородным топливом, а для высоколегированных сталей (нержавеющих) требуется введение флюса или богатого железом порошка в поток резки для ускорения разложения материала [8].
Недостатки
- Редко используется для сварки листов толщиной более 1/4 дюйма — дуговая сварка имеет преимущества в этом применении [1].
- Взрывоопасный газ, обычно не имеющий запаха (обычно обрабатывают для получения запаха чеснока, чтобы предупредить оператора об утечках) [1].
- Может быть автоматизирован, но обычно выполняется вручную и поэтому сильно зависит от навыков оператора [1].
Оборудование
- Очки, перчатки, защитная одежда.
- Баллон с кислородом и баллон с ацетиленом — разные резьбы на каждом для предотвращения случайного подключения к неправильному газу [1, 3].
- Регуляторы на каждый бак. Регулятор отображает давление в баке и давление на выходе топлива (давление в шланге). Двухступенчатые регуляторы имеют фиксированное промежуточное давление, позволяя регулировать давление в шланге. Игольчатые клапаны на горелке регулируют расход / размер пламени.
- Шланги для подключения к резаку. Зеленый шланг — кислородный, красный — топливо.
- Сварочный стержень, совместимый с основными материалами, при необходимости.
- Факел. Резаки (в отличие от сварочной горелки, обратите внимание на различие на третьем изображении в серии выше) имеют пусковой механизм «кислородного дутья», который запускает реакцию горения, превращая нагретую сталь в оксид железа, который (с более низкой температурой расплава) горит, добавление тепла и заставляет резку прогрессировать [3].
Дуговая сварка
При дуговой сварке материал плавится за счет тепла электрической дуги на рабочей поверхности, исходящей от электрода, удерживаемого оператором.Дуга возникает, когда электрод соприкасается с изделием, а затем отводится от поверхности; генерируемая температура может быть 5500 градусов C (10 000 градусов F), достаточно высокая, чтобы расплавить любой металл [1]. Заготовка, кабели и сварочный аппарат образуют цепь, которая замыкается дугой, охватывающей расстояние между заготовкой и электродом. Общая конфигурация установки оборудования для дуговой сварки показана ниже.
В большинстве операций дуговой сварки используется присадочный металл, который добавляется к сварному шву по мере его образования.Сами электроды классифицируются как расходные и неплавкие. В случае неплавящихся электродов присадочный металл следует добавлять отдельно, поскольку электрод не увеличивает объем сварного шва.
Экранирование также очень важно при дуговой сварке; Чрезвычайно высокие температуры делают металл очень реактивным по отношению к атмосфере, поэтому необходимо использовать инертный газ (обычно аргон и гелий), специальный флюс (который предотвращает образование оксидных образований) или их комбинацию.Во время сварки флюс плавится, превращаясь в жидкий шлак, покрывающий остывающий сварной шов, который позже можно отколоть. Флюс можно наносить в гранулированном виде на сварной шов, в виде покрытия стержневого электрода или внутри трубчатого электрода в качестве сердечника электрода.
Сам источник питания может быть переменного или постоянного тока. Аппараты переменного тока дешевле в приобретении и эксплуатации, но, как правило, их применение ограничивается сваркой черных металлов. Оборудование постоянного тока обычно отличается лучшим контролем дуги и может использоваться на всех металлах с хорошими результатами [1].
Экранированная металлическая дуга («Сварка стержнем», расходуемый электрод)
Общая информация
Для дуговой сварки защищенным металлом используется плавящийся электрод — стержень из присадочного металла, покрытый химическим флюсом. Сварочный стержень обычно имеет длину 9–18 дюймов и диаметр от 3/32 до 3/8 дюймов. Присадочный стержень должен быть совместим с основным металлом. Флюс представляет собой порошкообразную целлюлозу (хлопковые и древесные порошки), смешанную с оксидами, карбонатами и другими ингредиентами, скрепленную силикатным связующим [1].Этот флюс плавится, образуя шлак, покрывающий сварной шов при его охлаждении.
Диапазон токов от 30 до 300 А и напряжения от 15 до 45 В — установленная мощность зависит от:
- Металл свариваемый
- Тип и длина электрода
- Глубина проплавления шва
Приложения
- Строительство
- Трубопроводы
- Конструкции машинного оборудования
- Судостроение
- Производственные цеха
- Ремонтные работы
- Может использоваться для обработки стали, нержавеющей стали, чугуна, некоторых цветных сплавов.Редко или совсем не используется для алюминия, его сплавов, сплавов Cu и Ti.
Льготы
- Относительно недорогое оборудование: можно купить за несколько тысяч долларов.
- Оборудование переносное.
- Вероятно, наиболее широко используемый из процессов дуговой сварки [1].
- заслужил репутацию надежного поставщика высококачественных сварных швов [8].
Недостатки
- Обычно выполняется вручную — в зависимости от навыков оператора.
- Использование стержня из расходуемого электрода требует частой замены, что снижает время дуги; обычно медленнее, чем другие методы сварки [1, 8]. Уменьшение времени дуги в сочетании с ручным управлением оператором фактически делает общую стоимость сварки штангой в целом более дорогой, чем другие методы сварки [8].
- Ограниченный уровень тока — при уменьшении длины электрода изменяется сопротивление, что может привести к перегреву и преждевременному расплавлению флюса.
- Необходимость отслаивания флюса после завершения сварки.
Дуговая сварка порошковой проволокой похожа на сварку штучной сваркой, за исключением того, что электрод представляет собой трубчатый и непрерывно подается — флюс находится в центре электродной трубки. Наряду с дуговой сваркой металлическим электродом в газе, это один из двух наиболее экономичных процессов ручной дуговой сварки [9]. Как и при сварке штучной сваркой, сердечник из флюса образует защитный шлак над сварным швом. В отличие от сварки штучной сваркой, электрод непрерывно подается через ручной «пистолет», что улучшает время дуги и снижает вероятность разрывов сварного шва.Также, в отличие от сварки штучной сваркой, защитный газ также может подаваться в зону сварки через пистолет (углекислый газ для мягких сталей; смеси аргона и CO2 для нержавеющих сталей — при этом следует помнить, что сквозняки могут свести на нет влияние защиты инертным газом). Он в основном используется для сварки сталей и нержавеющей стали с большой толщиной заготовки и отличается очень высококачественными сварными швами, гладкими и однородными [1]. Этот метод стал весьма полезным в цехах, выполняющих полуавтоматическую сварку, где выполняются короткие производственные сварные швы, которые меняют направление или находятся в неправильном положении (вертикальном или потолочном) [8].
Газовая металлическая дуга (расходуемый электрод)
Общая информация
В этом процессе дуговой сварки расходуемый электрод представляет собой неизолированную металлическую проволоку, которая непрерывно подается с катушки. Диаметр проволоки составляет от 1/32 дюйма до 1/4 дюйма, и выбор диаметра проволоки зависит от толщины соединяемых деталей и желаемой скорости наплавки [1]. Проволока подается через пистолет, удерживаемый оператором, который также заполняет зону сварки газом для защиты сварного шва от атмосферы.Выбор газов — и смесей газов — зависит от свариваемого металла. Инертные газы (аргон и гелий) используются для сварки алюминиевых сплавов и нержавеющей стали. CO2 обычно используется для сварки низко- и среднеуглеродистых сталей [1]. Несмотря на то, что CO2 является активным газом, который может ухудшить механические свойства сварного шва, он является гораздо более экономичным защитным газом и может использоваться в чистом виде в качестве защитного газа (при дуговой сварке металлическим электродом в газовой среде с шаровидным переносом [8]) или смешанный с аргоном в соотношении СО2 / аргон от 25% / 75% до 10% / 90% (газовая дуговая сварка металлическим электродом с переносом дуги [8]) [4], при этом позволяя создать приемлемый сварной шов.(К вашему сведению, осаждение металла по мере его замыкания на основание создает характерное жужжание, которое слышно, когда этот процесс выполняется на тонких металлах с использованием газовой дуговой сварки с переносом короткой дуги, [9])
Приложения
- Широко применяется при обработке черных и цветных металлов на заводах [1].
- Широко используется при обработке листового металла и, следовательно, в автомобильной промышленности [4].
Льготы
- Благодаря защитному газу нет необходимости удалять флюс после завершения сварки (таким образом, идеально подходит для сварных швов, требующих нескольких проходов).
- Значительное преимущество в сварке без выдержки дуги над сваркой штучной сваркой, поскольку проволока подается непрерывно.
- Непрерывная подача проволоки поддается автоматизации этого метода сварки.
- Более высокая производительность наплавки, чем при ручной сварке [1].
- С помощью дуговой сварки порошковой проволокой, одной из двух наиболее экономичных операций ручной дуговой сварки [9].
Недостатки
- Использование защитного газа обычно делает его непригодным для сварки в условиях сквозняков [4].
Дуга под флюсом (расходуемый электрод)
Общая информация
При дуговой сварке под флюсом используется непрерывный плавящийся электрод, подаваемый к месту сварки, который погружен в слой гранулированного флюса. Флюс подается из бункера перед местом сварки. Как показано на первой фотографии выше, вакуумное устройство также часто используется для сбора и рециркуляции флюса, который не превращается в шлак под действием тепла процесса дуговой сварки.
Приложения
- Горизонтальные сварочные аппараты, которые можно легко автоматизировать.
- Часто используется в производстве стальных конструкций для изготовления профилей, например, для сварных двутавровых балок и тяжелого машиностроения [1, 5].
- Продольные и кольцевые швы для труб большого диаметра, резервуаров и сосудов высокого давления.
- Этим способом легко свариваются низкоуглеродистые, низколегированные и нержавеющие стали, а высокоуглеродистые стали, инструментальные стали и цветные металлы — нет [1].Его можно использовать со сплавами на основе никеля [5].
Льготы
- Повышает безопасность; покров из флюса уменьшает разбрызгивание [1].
- Относительно медленное охлаждение из-за шлака и неиспользованного слоя флюса — в результате получается высококачественное сварное соединение, отличающееся прочностью и пластичностью [1].
- Может быть достигнута очень высокая производительность наплавки — 100 фунтов / час для этого процесса по сравнению с 10 фунтами / час для сварки штангой. Этому способствует то, что можно использовать многопроволочные электроды [5].
- Высокая скорость наплавки также означает, что меньше энергии передается в базовые детали, что помогает предотвратить деформацию детали [8].
- Тонкие листовые стали можно сваривать с очень высокой скоростью (16 футов / мин) [5].
- Требуется небольшая подготовка кромки [5].
- Достигается глубокий провар сварного шва, что позволяет создавать небольшие сварочные канавки [5, 8].
Недостатки
- С готового сварного шва необходимо удалить шлак.
- Детали должны быть ориентированы горизонтально, часто требуется опорная пластина.
Газовая вольфрамовая дуга (TIG, неплавящийся электрод)
Общая информация
При дуговой сварке вольфрамовым электродом в газе используется неплавящийся вольфрамовый электрод для создания дуги и инертный газ для защиты от дуги. Типичные защитные газы включают аргон, гелий или смесь этих двух газов. Присадочный металл, если он используется, добавляют из отдельного прутка или проволоки.В отличие от других сварочных операций, «зажигание с нуля» дуги не рекомендуется, если только оборудование не оснащено электронным оборудованием, позволяющим это сделать; прикосновение вольфрама к рабочей поверхности может привести к загрязнению вольфрамового электрода и сварочной ванны. Другое оборудование оснащено высокочастотной высоковольтной схемой, необходимой для зажигания искры в дуговом промежутке [6]. Сварочная горелка оснащена системой охлаждения воздухом или водой.
Приложения
- Применяется практически ко всем металлам в широком диапазоне толщин.
- Может использоваться для соединения разнородных металлов.
- Чаще всего применяется для алюминия и нержавеющей стали. Чугун, кованый чугун, свинец, вольфрам и цинк плохо поддаются сварке [1,6].
- Aerospace в значительной степени полагается на этот процесс, как и многие отрасли промышленности, занимающиеся сваркой тонкостенных труб, например, велосипедная промышленность [6].
Льготы
- Выполняет качественные сварные швы [1]. Обычно применяются сварные швы для критического ремонта (например, формовочные штампы [1]) и корневые проходы на напорных трубопроводах [8].
- Нет брызг при сварке, поскольку металл не проходит через дуговый зазор.
- Незначительная очистка после сварки или ее отсутствие, так как флюс не используется.
- Может выполняться вручную и может быть автоматизирован.
- Поскольку металл не переносится через дугу (и многие металлы не подходят в качестве электродов из-за разбрызгивания), доступно большое количество присадочных металлов [6]. Сварные швы
- TIG наиболее точно соответствуют основному металлу и обладают высокой устойчивостью к коррозии, растрескиванию и водородной хрупкости [6].
Недостатки
- Чугун, кованый чугун, свинец, вольфрам и цинк плохо поддаются сварке [1, 6].
- При сварке стали TIG, как правило, медленнее и дороже, чем процессы дуговой сварки плавящимся электродом, за исключением случаев, когда используются тонкие секции и требуются очень качественные сварные швы [1].
- Обычно считается самым сложным процессом сварки для выполнения вручную — оператор должен поддерживать точный дуговый зазор, а для работы требуются квалифицированные сварщики [6].
- Необходимо соблюдать осторожность при подготовке поверхностей к сварке.
- Сквозняк делает этот процесс непрактичным.
Плазменно-дуговая сварка — это процесс, аналогичный сварке TIG, за исключением того, что он основан на суженной плазменной дуге (ионизированный газ) [1]. Поток высокоскоростной плазменной дуги генерируется во вторичном столбе инертного газа, подаваемого в пушку. Этим вторичным инертным газом обычно является аргон или смесь аргона с водородом [1]. Затем плазменная дуга защищается другим инертным газом, как при сварке TIG.На схеме ниже показано сечение горелки и сварочной операции. Температуры при плазменно-дуговой сварке очень высоки — 28 000 ° C / 50 000 F. Высокие температуры достигаются, даже если потребляемая мощность ниже, чем при сварке TIG, поскольку энергия ограничена до очень небольшой площади [1]. Можно добиться отличных сварных швов, и этим методом можно сваривать практически любой металл, включая вольфрам; Исключения составляют бронза, чугун, свинец и магний [1]. Он действительно подходит только для автоматизированных сварочных операций [6].Стоимость оборудования высока, а больший размер резака ограничивает конфигурации соединений, в которые он может входить [1].
Приварка шпилек — это еще один процесс дуговой сварки, который генерирует дугу в зазоре между деталью, которая должна быть прикреплена к базовой рабочей детали, а затем погружает присоединяемую деталь в сварочную ванну, образованную на границе раздела. Этот процесс показан ниже. В высокопроизводительных операциях приварка шпилек может иметь преимущества перед заклепками, ручной дуговой сваркой приспособлений, а также просверленных и нарезанных отверстий [1].
Сварка сопротивлением
[1]
Контактная сварка — это процесс сварки плавлением, который основан на сопротивлении в местах соединения соединяемых деталей для создания сварочной ванны, и две прижимаемые друг к другу части соединяют детали. В контактной сварке не используются защитные газы, флюс или присадочный металл. Электроды одноразовые. В результате при точечной сварке образуется зона плавления между двумя частями, называемая «сварным швом». Поверхностное сопротивление вначале приводит к сильному нагреву и плавлению на границе раздела деталей, а затем тепло генерируется и локализуется в материале детали из-за сопротивления в металле детали — электроды обладают высокой проводимостью и, как правило, охлаждаются водой и, следовательно, не демонстрируют высокой внутреннее тепловыделение из-за этого [7].Переменные в операции контактной сварки включают уровень тока, силу, приложенную на границе раздела, время сварки, толщину детали и материал детали. При настройке этих переменных необходимо соблюдать осторожность, чтобы гарантировать, что ванна расплава не распространяется на поверхность деталей или не уничтожает металл со слишком большой энергией (вытеснение) [7]. Общие преимущества контактной сварки [1]:
- Присадочный металл не требуется.
- Высокая производительность.
- Поддается автоматизации.
- Квалифицированные операторы не требуются.
- Хорошая повторяемость.
- Может образовывать искры, но обычно не выделяет вредных паров.
- Можно соединить несколько слоев листового металла — до четырех [7].
- Эффективное использование входящей энергии [7]
К недостаткам относятся [1]:
- Стоимость оборудования высока — обычно намного выше, чем у большинства операций дуговой сварки [1, 7].
- В основном ограничивается соединениями внахлест.
Другие формы контактной сварки, помимо основных типов, описанных ниже, включают:
- Сварка оплавлением : обычно используется для стыковых соединений.Соединяемые поверхности сближаются, подается ток для нагрева поверхностей, а затем детали прижимаются друг к другу. Возможно, впоследствии потребуется обрезка вспышки. Соединяемые концы должны иметь одинаковое сечение, а оборудование стоит дорого.
- Высокочастотная контактная сварка : высокочастотный переменный ток используется для нагрева деталей с последующей осаждающей силой, которая сливает детали. Частоты находятся в диапазоне 10-500 кГц, а электроды контактируют с изделием рядом с местом, где выполняется сварка.
- Высокочастотная индукционная сварка : аналогична высокочастотной контактной сварке, за исключением того, что индукционная катушка генерирует тепло в детали; катушка не контактирует с работой. Основное применение обоих этих методов — стыковая сварка продольных швов труб [1].
Точечная сварка сопротивлением
Общая информация
[1]
Аппараты для контактной сварки прикладывают силу сжатия к стыку внахлест, а затем подают ток для плавления деталей; процесс показан выше.Точечной сваркой сопротивлением можно соединять детали из листового металла толщиной 3 мм (0,125 дюйма) или меньше [1]. Размер и форма пятна сварного шва определяется формой наконечника электрода, а диаметр сварного шва обычно составляет 5–10 мм (0,2–4 дюйма), а зона термического влияния выходит за его пределы [1]. Прочность сопоставима с окружающим металлом. Точечная сварка не создает водонепроницаемых уплотнений. В электродах есть каналы для воды для охлаждения, когда это возможно, для снижения температуры и износа наконечников электродов из медного сплава или сплава медь / вольфрам [1].Расстояние между точками должно быть достаточно широким, чтобы ток не шунтировался через ранее сделанный точечный шов. Поверхности должны быть очень чистыми [8].
Приложения
- Точечная сварка сопротивлением часто используется при создании компонентов кузова автомобиля, когда рука робота перемещает устройство точечной сварки вокруг неподвижной рамы автомобиля.
- Точечная сварка может выполняться вручную. Для этой цели доступны стационарные машины для точечной сварки с «коромыслом», а также портативные пистолеты для точечной сварки.
[1]
- Другие области применения включают бытовую технику и металлическую мебель — практически все, что связано с соединением листового металла.
Сварка контактным швом
Общая информация
[1]
Этот вид контактной сварки аналогичен контактной точечной сварке, за исключением того, что концы электродов заменены колесами, которые могут катать заготовку между собой. Уровень электрического тока или скорость вращения колеса можно регулировать для выполнения прерывистой точечной сварки.Сварка контактным швом может быть неподходящей там, где требуются острые углы шва. Чтобы предотвратить деформацию деталей при образовании шва, при использовании этого метода необходимо хорошее закрепление детали [1]. Поверхности должны быть очень чистыми [8].
Приложения
- Используется там, где необходимы герметичные уплотнения.
- Бензобаки, автомобильные глушители и прочие емкости из листового металла.
Контактная проекционная сварка
Общая информация
[1]
Контактная сварка основана на небольших выступах на геометрической поверхности деталей для создания дискретного места, где создается контактная сварка.Небольшие выступы, рельефы на листовом металле или локализованные пересечения деталей могут образовывать эти небольшие места, где будет образовываться сварной шов. Ток проходит через сами детали для создания сварного шва. Примеры этой формы контактной сварки показаны выше.
Приложения
- Сварка поперечной проволокой, проиллюстрированная на (b) изображения выше, обычно используется для изготовления проволочных ограждений, тележек для покупок и решеток для печей.
- Крепежные детали можно приваривать к поверхностям, когда крепежная деталь имеет механическую обработку или выступы на головке, как показано на (а) изображения выше.
- Хотя это аналог точечной сварки, несколько точечных сварных швов могут выполняться одновременно, что также обеспечивает лучшую однородность сварных швов (ток будет протекать через близко расположенные индивидуально сформированные точечные сварные швы) [8].
Расчетные факторы; Прочность и усталость
Факторы проектирования
Помимо практических ограничений, заключающихся в том, что некоторые сварочные процессы не подходят для определенных типов металлов, экономические факторы обычно определяют, какой тип сварочного процесса будет использоваться.Факторы, влияющие на выбор процесса, включают [8]:
- Тип основного металла
- Геометрия соединения (показано ранее)
- Толщина профиля
- Объем производства
- Совместный доступ
- Положение, в котором должен быть сформирован сварной шов
- Наличие оборудования
- Наличие квалифицированного персонала
- Место работы: в магазине или в поле
Указание правильного размера сварного шва — первый шаг к обеспечению того, чтобы затраты на сварку не вышли из-под контроля [8].Переменные, участвующие в задании геометрии сварного шва, обсуждались ранее, но правильное определение размера сварного шва является обязанностью инженера-сварщика, который должен выполнить расчет прочности сварного шва.
Расчет на прочность
При определении размеров сварного шва для обеспечения достаточной прочности анализ начинается с того, является ли сварной шов «основным» (критический шов, который напрямую передает полную конструктивную нагрузку — здесь имеет смысл сварка с полным проплавлением канавок) или «второстепенным» (просто скрепите детали вместе, чтобы сформировать сборный элемент — обычно достаточно малых нагрузок и угловых швов) [8].При дуговой сварке, когда детали правильно спроектированы и изготовлены, прочностные характеристики сварного шва в основном такие же, как у отдельных деталей перед сваркой [8]. Затем расчет прочности сварного шва становится анализом самого сварного шва, как если бы он был изготовлен из однородного металла. Однако металл сварного шва может быть «совпадающим», «несоответствующим» или «превосходным», что означает, что присадочный металл равен / меньше / прочнее основного металла. Если сварной шов сильнее, то проблемной областью разрушения, скорее всего, будет зона плавления, если сварной шов будет подвергаться максимальной нагрузке.При недостаточном согласовании площадь присадочного металла должна быть увеличена, чтобы компенсировать более низкую прочность по сравнению с работой.
Для многих сварочных ситуаций проектирование с учетом «допустимой прочности сварного шва», установленной Американским сварочным обществом (AWS) или Американским институтом стальных конструкций (AISC), гарантирует, что сварной шов будет обеспечивать механические свойства соединяемых базовых деталей. Эти организации определяют прочность сварных швов как для устойчивых, так и для усталостных нагрузок. Для статических нагрузок [8]:
(обратите внимание на удобную таблицу в основании, которая соответствует металлу сварного шва с аналогичными сталями) [8]
CJP (полный провар) швы с разделкой кромок считаются сварными швами полной прочности и эквивалентны прочностной способности соединяемых частей (когда прочность присадочного металла равна прочности базовых деталей).В случае сварных швов PJP (частичный провар) переменные значения более значительны, и часто возникает использование сварных швов PJP: для толстых материалов сварка CJP может быть слишком непрактичной, и при использовании правильно спроектированной PJP может быть достигнута значительная экономия средств. сварка.
При сравнении напряжения в интересующем сварном шве с допустимыми напряжениями, установленными AWS или AISC, напряжение рассчитывается на горловине сварного шва. Для углового шва это «теоретическое отверстие» показано на этой диаграмме:
Для сварного шва PJP с разделкой кромок определение «эффективного сечения» более сложно.Глубина проплавления канавки (обозначенная буквой «S» на чертежах сварного шва) не обязательно эквивалентна эффективной горловине (обозначенной буквой «E» на чертежах). Чертежи могут указывать оба этих размера, но проектировщик обязательно должен указать E, эффективное сечение, чтобы изготовитель мог подготовить канавку соответствующей глубины S, а затем правильно выполнить выбранный процесс сварки. Некоторые правила расчета эффективной горловины швов PJP с разделкой кромок [8]:
- Для V-, J- и U-образных канавок предполагается, что сварщик может легко добраться до дна соединения, и, таким образом, эффективная горловина равна глубине канавки.
- При сварке приклеиванием канавки со скосом под углом менее 45 градусов при расчете эффективной горловины вычитается 1/8 дюйма из глубины канавки (трудность доступа к дну узкой канавки при этой форме сварки).
- Для газовой дуговой сварки и дуговой сварки порошковой проволокой уменьшение на 1/8 дюйма применяется только для канавок под углом менее 45 градусов при сварке в вертикальном или верхнем положении.
И, как упоминалось ранее, предполагается, что сварные швы с полным проплавлением имеют «горловину», равную толщине соединяемых частей — i.е., детали представляют собой однородный металл.
AISC и AWS провели испытания, которые показали, что допустимое значение сдвига для металла сварного шва в угловом шве или сварном шве со скосом PJP составляет:
τ = 0,30 x заданная прочность на разрыв электрода
Существует минимальный размер угловых швов и швов PJP с разделкой кромок, которые, согласно комментарию AISC к таблице J2.4:
«Таблица J2.4 предоставляет минимальный размер углового шва для данной толщины более тонкой соединяемой части. Требования основаны не на соображениях прочности, а на закалочном эффекте толстого материала на небольшие сварные швы.Очень быстрое охлаждение металла шва может привести к потере пластичности. Более того, ограничение усадки металла сварного шва, обеспечиваемое толстым материалом, может привести к растрескиванию сварного шва ».
Для простой нагрузки на растяжение, сжатие или сдвиг расчет прочности выполняется путем деления нагрузки на площадь поперечного сечения сварного шва, рассчитанную с учетом длины горловины и линейной длины линии сварного шва. Для параллельных угловых швов:
… горловина нагружается только при сдвиге, а максимальное напряжение возникает на горловине 45 градусов.Для поперечных угловых швов:
… максимальное напряжение сдвига возникает в плоскости горловины 67,5 градусов, в то время как максимальное нормальное напряжение возникает в плоскости горловины 22,5 ° [8]. Оба должны быть вычислены, чтобы определить, что выйдет из строя первым. Частично это является следствием того факта, что максимальное нормальное напряжение и сдвиг возникают в плоскостях, ориентированных под углом 45 градусов относительно друг друга, что знакомо тем, кто использовал круговую диаграмму Мора.
Балки, подвергаемые изгибу, обнаруживают внутренний сдвиг; если эти балки изготовлены путем сварки пластин вместе, то эти сварные швы могут подвергаться «горизонтальному сдвигу» в балке.4]
Очевидно, что если это возможно, проектировщикам надлежит ориентировать сварные балки так, чтобы сварные швы располагались там, где есть минимальный горизонтальный сдвиг, и прерывистые сварные швы можно было использовать там, где есть низкий сдвиг.
Для сварных швов, подверженных изгибу и скручиванию, одним из способов расчета прочности является рассмотрение сварного шва как линии с определенной длиной и формой поперечного сечения.Рассматривая сварной шов как линию и вставляя эквивалентные термины для момента инерции и модуля сечения на основе свойств линии, стандартная расчетная формула может использоваться для расчета f, силы в фунтах / линейный дюйм сварного шва. Эту нагрузку на единицу длины можно затем использовать для расчета оптимальной длины горловины, исходя из допустимых нагрузок AISC или AWS, или из данных о прочности материала сварного шва, полученных в другом месте [8].
В этой таблице показано, как представление сварного шва как линии затем можно преобразовать в расчет модуля сечения и момента инерции для некоторых общих контуров сварного шва [8]:
В этой таблице показано, как формулы из механики материалов используются с ранее рассчитанным модулем упругости сечения, а момент инерции используется для вычисления «f», нагрузки в фунтах на дюйм сварного шва [8].
Здесь показаны определения терминов из двух предыдущих таблиц [8]:
Конечно, предыдущее обсуждение основано на предположении, что качественные сварные швы создаются в соответствии с техническими требованиями проектировщика. Плохие сварные швы, конечно, ухудшают прочность сварного шва. Если надлежащая защита не используется, кислород воздуха может растворяться в металле сварного шва, что приводит к пористости при охлаждении сварного шва до комнатной температуры. Азот в атмосфере также может растворяться в самом металле, что приводит к снижению ударной вязкости металла сварного шва.Послесварочный контроль широко используется в промышленности для критических сварных швов с применением красителей или рентгенографии.
Расчет усталостной долговечности
Как упоминалось ранее, допустимая усталостная прочность сварных швов для многих распространенных сварных швов указывается в AWS и AISC (для стали). Исследования AISC были направлены на строительство мостов и были сосредоточены на формах сварных швов, характерных для этой отрасли, при этом интересным материалом была сталь. Информация, представленная ниже, является небольшой частью обширной таблицы AISC в «Руководстве по стальным конструкциям, 9-е изд.»:
Выбрав соответствующую геометрию сварного шва (верхняя часть таблицы со схемами деталей), а затем соответствующий диапазон циклов или соответствующий диапазон напряжений (в зависимости от того, что инженер пытается решить или знает о сроке службы ) в нижней таблице затем диаграммы Гудмана для конкретных: A) стали и присадочного материала B) геометрии сварного шва и C) количества циклов, чтобы гарантировать, что разрушения не произойдет:
(обратите внимание на заданную геометрию: стыковой шов, спецификацию цикла в 500-2 млн циклов и верхние пределы для конкретных, но общих комбинаций основного металла и присадочного металла)
Это довольно простой способ прогнозирования срока службы сварного изделия при проектировании с использованием типичных материалов и геометрии сварного шва, поэтому его достаточно для большей части сварки, выполняемой в промышленности.
Однако, когда используются нетипичные сварочные материалы или конструкции сварных швов, инженеру потребуется найти данные по усталостным характеристикам для интересующего металла и, возможно, выполнить анализ методом конечных элементов сварного изделия, чтобы найти области сварного шва, которые демонстрируют наибольшие напряжения. Зная циклическую нагрузку, которой будет подвергаться конструкция, можно использовать ту же процедуру расчета напряжения сварного шва, которая описана в разделе расчета статической прочности этого эссе, для расчета соответствующих пиковых и минимальных напряжений цикла усталости.
Кроме того, хотя прочный металл сварного шва имеет примерно такую же усталостную прочность, что и несваренный металл [8], изменение сечения сварного соединения может снизить усталостную прочность сварного участка; Угловые швы в нахлесточных или тройниковых соединениях — это резкое изменение поперечного сечения, которое повышает напряжение. Эти концентраторы напряжения необходимо учитывать при расчетах усталостных и статических нагрузок с соответствующими коэффициентами интенсивности напряжений.
Список литературы
[1] «Основы современного производства, материалы, процессы и системы», 3-е изд., ”Микелл П. Грувер, John Wiley & Sons, Inc., c. 2007 г., 1022 стр.
[2] http://deltaschooloftrades.com/basic_joints.htm
[3] http://en.wikipedia.org/wiki/Oxy-fuel_welding_and_cutting
[4] http://en.wikipedia.org/wiki/Gas_metal_arc_welding
[5] http://en.wikipedia.org/wiki/Submerged_arc_welding
[6] http://en.wikipedia.org/wiki/Gas_tungsten_arc_welding
[7] http://en.wikipedia.org/wiki/Electric_resistance_welding
[8] «Стандартный справочник Марка для инженеров-механиков, 11-е изд., ”Юджин Аваллоне, Теодор Баумейстер III, Али Садег, McGraw Hill Company, Inc., c. 2007.
[9] «Справочник по машинному оборудованию, 28-е изд.», Эрик Оберг, Франклин Джонс, Холбрук Хортон, Генри Райффел, Industrial Press New York, c. 2008 г., 2692 стр.
Примечание: Руководство по машинному оборудованию, в частности, является отличным источником подробных сведений о выполнении сварки на уровне сварщика, включая такие вещи, как рекомендуемые текущие настройки для дуговой сварки и довольно полный список символов сварных швов.
Нравится:
Нравится Загрузка …
Связанные
Блок 15. Угловые швы. Ключевые слова фактическая штриховка прерывистого шва
РАСШИФРОВКА СИМВОЛОВ СВАРКИ
РАСШИФРОВКА СИМВОЛОВ СВАРНЫХ ШВОВ Когда сварные швы указываются на технических и производственных чертежах, используется загадочный набор символов, который используется как своего рода сокращенное обозначение типа сварного шва, его размера и другой обработки
ПодробнееОБРАЗЕЦ ТЕСТОВОЙ БУМАГИ — I
СХЕМА E ОБРАЗЕЦ ТЕСТОВОЙ ДОКУМЕНТЫ — I Название курса: Группа машиностроения Код курса: AE / PG / PT / ME / MH / FE Семестр: Третий предмет: Машиностроительный чертеж 12042 Время: 90 минут Оценка: 25 Инструкция:
ПодробнееКак создать 3D-печать из металла
DMLS / SLM Металл 3D-печать.Вводное руководство по дизайну для нашей 3D-печати в сфере металлообработки. v2.2–8 июля 2015 г. Информация о ценах. Объем детали. Один из важнейших факторов в цене на DMLS
. Подробнее3.3 Сварка и сварные соединения
3.3 Сварка и сварные соединения Сварка — это процесс соединения двух металлических частей путем создания прочной металлургической связи между ними посредством нагрева или давления, либо и того, и другого. Он отличается от других
ПодробнееМоделирование криволинейных поверхностей
Моделирование цилиндрических и криволинейных теоретических представлений контурных линий цилиндров Экструдированные поверхности Поворотные поверхности и вырезы Форма профиля Ось вращения Поверхности по траектории и вырезы Форма профиля Кривые траектории
Подробнее2.Проектирование сварных соединений
Воспроизведено с разрешения Американского общества (AWS), Майами, Флорида — 15.09.20. 2. Проектирование сварных соединений. Часть A. Общие требования. 2.1 Чертежи 2.1.1. Полная и полная информация о
. ПодробнееVCE VET ENGINEERING ИССЛЕДОВАНИЯ
Сертификат об образовании штата Виктория, 2013 г. НАДЗОР НАКЛЕЕТ ЗДЕСЬ ЭТИКЕТКУ ОБРАБОТКИ НОМЕР СТУДЕНТА Буква Цифры Слова VCE VET ENGINEERING STUDIES Секция письменных экзаменов среда, 20 ноября 2013 г.
Подробнее2.Проектирование сварных соединений
AWS D1.1: 2 2. Проектирование сварных соединений 2. Область применения В этом разделе описаны требования к проектированию сварных соединений. Он разделен на четыре части, описанные ниже: Часть A Общие требования
ПодробнееУчебное пособие SolidWorks 3 МАГНИТНЫЙ БЛОК
Учебное пособие по SolidWorks 3 МАГНИТНЫЙ БЛОК Магнитный блок В этом упражнении вы создадите магнитный блок.Для этого вы создадите несколько деталей, которые будете собирать. Вы узнаете следующие новые приложения
ПодробнееCATIA черновик СОДЕРЖАНИЕ
СОДЕРЖАНИЕ Введение … 1 Чертеж … 2 Экран рисования … 3 Выпадающие меню … 4 Файл … 4 Редактировать … 5 Просмотр … 6 Вставить … 7 Инструменты .. .8 Инструментальные средства черчения … 9 Виды и листы … 9 Размеры и примечания … 10
ПодробнееОбщие термины в машиностроении
Общие термины в машиностроении Шар и фиксатор (сущ.) Простое механическое устройство, используемое для удержания движущейся части во временном фиксированном положении относительно другой части.Мяч скользит в скучающем
ПодробнееПланы стола с выпадающими листами для ворот
Подготовка заготовок столешницы: вырежьте и приклейте достаточно 3/4 заготовки, чтобы сделать три панели 40 в длину на 24 ширины (они будут обрезаны до окончательного размера позже). Пока клей сохнет, будем работать над ножками. Подготовка
ПодробнееГлава 5 НАГРУЗКА НА ПОЛ И ВЕС
Глава 5 НАГРУЗКА НА ПОЛ И ВЕС Раздел 1.0 Нагрузка на перекрытие Раздел 2.0 Сейсмические данные Общая нагрузка на перекрытие системы CT составляет приблизительно 6660 фунтов (3021 кг). Около 5050 фунтов (2291 кг), включая пациента
ПодробнееЧЕРТЕЖНЫЕ ИНСТРУМЕНТЫ И ИХ ИСПОЛЬЗОВАНИЕ
Глава — ПРИБОРЫ ДЛЯ ЧЕРТЕЖА И ИХ ИСПОЛЬЗОВАНИЕ Инструменты для рисования используются для подготовки аккуратных и точных чертежей. В большей степени точность чертежей зависит от качества инструментов
ПодробнееТокарный фрезерный станок
Токарно-фрезерный станок L C.MASON BY УМНО складывает холоднокатаный плоский прокат вместе, Т-образные пазы и салазки для этого токарного фрезерного приспособления изготавливаются без дорогостоящего оборудования. Фактически всего два инструмента,
ПодробнееРисование от руки. Разделы
3 Разделы по созданию эскизов от руки 3.1 Почему эскизы от руки? 3.2 Основы создания эскизов от руки 3.3 Основы создания эскизов от руки 3.4 Расширенные эскизы от руки Ключевые термины Цели Объяснить, почему создание эскизов от руки
ПодробнееСтандарты на рабочие чертежи
Стандарты рабочих чертежей 27 августа 2013 г. Кафедра механической и мехатронной инженерии и устойчивого производства Государственный университет Калифорнии, Чико-Чико, Калифорния 95929-0789 Содержание
ПодробнееОсновные принципы и общепринятая практика
ДЕТАЛИ ЛЕСТНИЦЫ: Основные принципы и общепринятые практики Рисунок 1: Терминология лестницы Эндрю Дж.Bellerby Эта статья предназначена для введения в детализацию лестниц. Объясняет основные принципы
ПодробнееТрадиционные инструменты рисования
Инженерное рисование Традиционные инструменты для рисования ИНСТРУМЕНТЫ ДЛЯ ЧЕРТЕЖИ ИНСТРУМЕНТЫ ДЛЯ ЧЕРТЕЖА 1. Т-образный квадрат 2. ИНСТРУМЕНТЫ ДЛЯ ЧЕРТЕЖА Треугольников HB для толстой линии 2H для тонкой линии 3. Клейкая лента 4. Карандаши ИНСТРУМЕНТЫ ДЛЯ РИСОВАНИЯ 5. Наждачная бумага
ПодробнееДИЗАЙН: ARCH.ДЖУЗЕППЕ ИНЗИТАРИ
ДИЗАЙН: ARCH. GIUSEPPE INZITARI 218 ДЛЯ БОЛЬШОЙ ТОЛЩИНЫ ОТ 12 ДО 17,5 ММ — GIUMAX GIUMAX 9500 Страница 220 GIUMAX 8500 Страница 227 РОЛИКИ Страница 233 GIUMAX 4500 Страница 236 GIUMAX 6500 Страница 244 ОТ 8 ДО 12 MM
ПодробнееФрезерные и обрабатывающие центры
Цель обучения После просмотра программы и изучения печатных материалов зритель получит знания и понимание основных теорий и процедур фрезерования.Кроме того, зритель получит
ПодробнееСОЗДАТЬ ПЛАНШЕТ ДЛЯ ПЛАНШЕТА
СОЗДАЙТЕ ПЛАНШЕТ ДЛЯ ПЛАНШЕТА Из заготовки 1 «x 2» (фактическое 3/4 «x 1» 1/2) разрезать: 4 куска длиной 15 дюймов 4 куска длиной 5 дюймов 1/2 Используйте вышеуказанное, чтобы сделать 2 рамы для передней и задняя часть ткацкого станка. Из инвентаря размером 1 x 4 дюйма (фактическое 3/4 дюйма
ПодробнееКарьеры и переработка продуктов
Продукты для карьеров и вторичной переработки СОДЕРЖАНИЕ Сита из плетеной сетки Перфорированные сита Резиновые и полиуретановые сита Дорожки и ступени Информация для заказа Дополнительная информация СТРАНИЦА 3 6 8 9 10 11 Graepel имеет
ПодробнееПроблемы с пайкой волной
Проблемы с пайкой волной Что такое хорошее соединение? Основная функция припоя — электрическое соединение, но есть и механический аспект: даже если детали были скреплены или склеены на месте,
ПодробнееВведение в CATIA V5
Введение в CATIA V5 Release 16 (практический учебный подход) Кирсти Плантенберг, Детройтский университет Милосердия, SDC ПУБЛИКАЦИИ Schroff Development Corporation www.schroff.com www.schroff-europe.com
ПодробнееСловарь форм от YR до Y6
Словарь форм с YR по Y6. Указания. Термины в этом словаре взяты из буклета «Математический словарь», выпущенного Национальной стратегией счисления. Детям необходимо понимать и использовать
Подробнеестекло и изделия для остекления
стекло и изделия для остекления WallMaker Создавайте неограниченное количество ярких, красивых и безопасных интерьеров с помощью простой в установке системы стеклянных стен Stylmark WallMaker.Эта универсальная система
Подробнее16 кругов и цилиндров
16 Круги и цилиндры 16.1 Введение в круги В этом разделе мы рассмотрим круг, глядя на рисование кругов и линий, разделяющих круги на разные части. Аккорда соединяет любые два
ПодробнееУправление FAGOR CNC 8055 ia-mc
Управление FAGOR CNC 8055 ia-mc Система управления Fagor 8055 i / a-mc с ЧПУ сочетает в себе ценность и надежность с функциональной модульной системой управления.Этот элемент управления был создан для работы в магазине с прочной клавиатурой
. Подробнееwww.cornholesupplies.com
www.cornholesupplies.com Как построить регулирующие доски для корнхолов Дом оригинальных пакетов и плат для корнхолов Список поставки: 1-4 ‘X 8’ кусок фанеры (предварительно отшлифованный) Шпильки 4-2 «X 4» X 8 ‘(2 по 4s убедитесь, что
ПодробнееСОСТАВЛЕНИЕ.Подготовлен:
ПРОЕКТ СТАНДАРТОВ ПО ОБСЛУЖИВАНИЮ МАШИНЫ GTRI Подготовлено: Департамент машинного обслуживания Технологический исследовательский институт Джорджии 16 декабря 2011 г. Авторское право 2011 г., Джорджия Tech Research Corporation. Все права защищены.
ПодробнееРуководство по установке TopSky DLG
Руководство по установке TopSky DLG Внимание: потому что после затвердевания составных материалов на поверхности появится радужная оболочка аммиака, которая впоследствии повлияет на прочность склеивания.Отполировать наждачной бумагой
ПодробнееАнализ структурной целостности
Анализ целостности конструкции 1. КОНЦЕНТРАЦИЯ НАПРЯЖЕНИЙ Игорь Кокчаров 1.1 НАПРЯЖЕНИЯ И КОНЦЕНТРАТОРЫ 1.1.1 Напряжение Приложенная внешняя сила F вызывает внутренние силы в несущей конструкции. Внутренние силы
ПодробнееКак создать свою собственную игру CornHole
Как построить свою собственную игру Cornhole РАЗМЕРЫ Вот диаграмма с основными размерами для настольной игры Cornhole.ПРИНАДЛЕЖНОСТИ 1/2 листа фанеры один 4 x 4 или два 2 x 4 s 8 длиной 2 4 s (4) 4 1/2
ПодробнееТАРИФНЫЙ КОД и обновления стандарта
ТАРИФНЫЙ КОД и обновленный стандарт Нет КОД HS AHTN КОД ОПИСАНИЕ ТИПА ПРОДУКТА ИДЕНТИФИКАЦИЯ СТАНДАРТОВ 7207 Полуфабрикаты из чугуна или нелегированной стали Содержащие по массе менее 0,25% от
ПодробнееВВЕДЕНИЕ В СВАРКУ
ГЛАВА 3 ВВЕДЕНИЕ В СВАРКУ На флоте, а также в частной промышленности сварка широко используется слесарями при изготовлении, техническом обслуживании и ремонте деталей и конструкций.Пока есть много
ПодробнееНачало работы в Tinkercad
Начало работы в Tinkercad Бонни Роскес, 3DVinci Tinkercad — это забавное, простое в использовании веб-приложение для 3D-дизайна. Вам не нужен опыт проектирования — Tinkercad может использовать кто угодно. Фактически
ПодробнееОсновы притирки и полировки
Отчет лаборатории по основным применениям притирки и полировки 54 Притирка и полировка 1.0: Введение Притирка и полировка — это процесс точного удаления материала с заготовки (или образца)
Подробнее10 советов по контролю за усадкой и деформацией сварных швов — изготовление оси
Что такое искажение?
Усадка при сварке поражает как опытных сварщиков, так и любителей. Усадка вызывает деформацию сварного изделия. Искривление опорной плиты вызвано теплом от сварочной дуги.Деформация возникает в результате расширения и сжатия металла шва и прилегающего основного металла в процессе сварки.
Причины перекоса
Когда металлический брусок нагревается равномерно, он расширяется во всех направлениях. Когда стержень остывает, он равномерно сжимается до своих первоначальных размеров. Сдерживая штангу каким-либо образом — тисками или другими средствами — равномерного расширения не произойдет. Поскольку расширение все еще должно происходить, полоса искажается, поскольку она расширяется в любом беспрепятственном направлении.Сжатие происходит равномерно независимо и постоянно сохраняет деформацию. Такой же основной процесс происходит при сварке.
10 советов по контролю усадки сварного шва
1. Не переваривайте
Чем больше металла в соединении, тем больше силы усадки. Уменьшение количества сварных швов экономит металл, экономит время и защищает сварной шов от деформации. Если металлическая пластина толще 0,25 дюйма, снятие фаски может помочь предотвратить деформацию.
2.Используйте прерывистую сварку
Использование прерывистой сварки вместо непрерывной, где это возможно, значительно снижает деформацию. Несмотря на то, что металл шва и теплопередача уменьшаются на 75%, прочность сварного шва остается относительно бескомпромиссной.
3. Используйте как можно меньше сварочных проходов
Меньшее количество проходов с большим электродом предпочтительно по сравнению с большим количеством проходов с меньшими электродами, когда поперечная деформация может быть проблемой. Усадка накапливается при каждом проходе.Чем больше проходов, тем больше усадка.
4. Поместите сварные швы около нейтральной оси
Обеспечение меньшего воздействия усилий усадки для смещения мест смещения за счет размещения сварных швов вблизи нейтральной оси сводит к минимуму деформацию.
5. Выровнять швы вокруг нейтральной оси
Смещайте одну силу усадки с другой, чтобы эффективно минимизировать деформацию. Дизайн сборки и последовательность сварки являются важными факторами, которые следует учитывать.
6. Используйте сварку обратным шагом
Общее продвижение сварного шва может быть, например, слева направо, но каждый последовательный сегмент валика располагается справа налево. После размещения каждого валика нагретые края расширяются на дальней стороне сварного шва. Как только тепло распространяется по пластине, расширение на противоположном крае снова сближает пластины. Этот процесс значительно снижает искажения.
7. Предвидеть силы усадки
Предварительная установка деталей перед сваркой может вызвать усадку при выполнении конструктивных работ.При предварительной настройке, предварительном изгибе или предварительном сжатии деталей для сварки используются противоположные механические силы для противодействия деформации. Например, удлинение вершины сварной канавки при предварительной настройке пластин может помочь уменьшить искажения. Полученный сварной шов немного длиннее, чем на плоской пластине. После снятия зажимов последний сварной шов снимает свои продольные усадочные напряжения за счет укорачивания до прямой линии. В результате получается плоская пластина. Другой метод уравновешивает усадку, располагая идентичные сварные детали спиной к спине и плотно зажимая их вместе.На оба узла накладывают сварные швы и дают остыть перед снятием зажимов. Комбинирование этого процесса с предварительным изгибом может еще больше предотвратить искажение. Схема помогла бы
8. Планирование последовательности сварки
Правильная последовательность сварки включает размещение сварочного металла в разных точках сборки так, чтобы усадка происходила только в одном месте за раз, и ей противодействовали последовательные сварные швы. Чередование сварных швов по обе стороны от нейтральной оси особенно полезно при сварке с проплавлением и разделкой кромок.В угловых сварных швах прерывистые швы, чередующиеся вниз, уравновешивают усадку.
9. Устранить усадочные усилия после сварки
Упрочнение противодействует усилиям усадки сварного шва при его охлаждении. Упрочнение растягивает борт и делает его тоньше, тем самым снимая напряжения, вызванные сжатием при охлаждении металла. Этот процесс требует осторожности; упрочнение неприменимо к корневому валику или на последнем проходе, так как процесс может скрыть или вызвать трещины. Другой метод — снятие термического напряжения.Снятие термического напряжения включает контролируемый нагрев сварного изделия с последующим контролируемым охлаждением для снятия напряжений, вносимых сваркой.
10. Минимизируйте время сварки
Минимизация времени при сварке сводит к минимуму количество нагреваемого металла. Уменьшение нагрева уменьшает усадку и, следовательно, деформацию.
Дополнительная литература: Сварка и изготовление и MIG в сравнении с сваркой TIG
Искажение — Австралийский институт сварки
Искажения — типы и причины
В этой статье рассматриваются несколько ключевых вопросов, касающихся деформации при дуговой сварке, особенно основные типы и факторы, влияющие на степень деформации.
Что вызывает искажение?
Поскольку сварка включает сильно локализованный нагрев кромок стыка для плавления материала, в компоненте возникают неоднородные напряжения из-за расширения и сжатия нагретого материала. Первоначально сжимающие напряжения создаются в окружающем холодном основном металле, когда сварочная ванна образуется из-за теплового расширения горячего металла (зона термического влияния), прилегающего к сварочной ванне. Однако растягивающие напряжения возникают при охлаждении, когда сжатию металла сварного шва и непосредственной зоне термического влияния сопротивляется основная часть холодного основного металла.
Величину тепловых напряжений, возникающих в материале, можно увидеть по изменению объема в зоне сварного шва при затвердевании и последующем охлаждении до комнатной температуры. Например, при сварке стали C-Mn объем расплавленного металла сварного шва будет уменьшен примерно на 3% при затвердевании, а объем затвердевшего металла сварного шва / зоны термического влияния (HAZ) будет уменьшен еще на 7% по мере увеличения его температуры. падает от температуры плавления стали до комнатной температуры.
Если напряжения, возникающие в результате теплового расширения / сжатия, превышают предел текучести основного металла, происходит локальная пластическая деформация металла.Пластическая деформация приводит к необратимому уменьшению размеров компонентов и искажению конструкции.
Какие основные типы искажений?
Искажение бывает шести основных форм:
- Продольная усадка
- Усадка поперечная
- Угловое искажение
- Сгибание и подача
- Защита от потери устойчивости
- Скручивание
Основные характеристики наиболее распространенных форм деформации стыковых и угловых швов показаны ниже:
Усадка зоны сварного шва при охлаждении приводит как к поперечной, так и к продольной усадке.
Неравномерная усадка (по толщине) вызывает угловую деформацию в дополнение к продольной и поперечной усадке.
Например, в одиночном V-образном стыковом шве первый прогон сварки вызывает продольную и поперечную усадку и вращение. Второй прогон заставляет пластины вращаться, используя первый наплавленный металл в качестве точки опоры. Следовательно, сбалансированная сварка двухстороннего V-образного стыкового соединения может использоваться для обеспечения равномерного сжатия и предотвращения угловой деформации.
Аналогичным образом, в одностороннем угловом шве неравномерная усадка вызывает угловую деформацию выступающей стойки.Поэтому Двойные боковые угловые сварные швы могут быть использованы для управления искажения в стоячем филе, а потому, что сварной шов только осажденные на одной стороне опорной пластины, угловые искажения теперь будут производиться в пластине.
Продольный изгиб сварных пластин происходит, когда центр сварного шва не совпадает с нейтральной осью сечения, так что продольная усадка в сварных швах приводит к изгибу сечения. Плакированная плита имеет тенденцию изгибаться в двух направлениях из-за продольной и поперечной усадки оболочки; это дает выпуклую форму.Покрытие также производится в усиленной обшивке. Пластины обычно ложатся внутрь между ребрами жесткости из-за угловой деформации сварных швов крепления ребер жесткости (см. Главную фотографию).
При гальванике сжимающие напряжения на больших расстояниях могут вызвать упругое коробление тонких пластин, что приведет к выпуклости, изгибу или волнистости.
Деформация из-за упругого изгиба нестабильна: если вы попытаетесь сплющить изогнутую пластину, она, вероятно, «сломается» и выползется в противоположном направлении.
Скручивание коробчатого сечения вызвано деформацией сдвига в угловых соединениях. Это вызвано неравномерным продольным тепловым расширением стыкуемых кромок. Увеличение количества прихваточных швов для предотвращения деформации сдвига часто снижает степень скручивания.
Насколько я могу допустить усадку сварного шва?
Точно предсказать величину усадки практически невозможно. Тем не менее, было составлено «практическое правило», основанное на размере наплавленного металла.При сварке стали следует делать следующие припуски на усадку на этапе сборки.
Поперечная усадка
Угловой шов 0,8 мм на сварной шов, длина которого не превышает 3/4 толщины листа
Стыковой шов от 1,5 до 3 мм на сварку для соединения с V-образным вырезом под углом 60 °, в зависимости от количества прогонов
Продольная усадка
Угловой шов 0,8 мм на 3 м сварного шва
Стыковые швы 3 мм на 3 м сварного шва
Увеличение длины участка угловых швов, в частности, увеличивает усадку.
Какие факторы влияют на искажения?
Если металл равномерно нагреть и охладить, деформации почти не будет. Однако, поскольку материал локально нагревается и сдерживается окружающим холодным металлом, возникают напряжения, превышающие предел текучести материала, вызывая необратимую деформацию. Основными факторами, влияющими на тип и степень искажения, являются:
- Свойства основного материала
- Сумма ограничения
- Совместная разработка
- Подгонка детали
- Порядок сварки
- Свойства основного материала
Свойства основного материала, влияющие на деформацию, включают коэффициент теплового расширения и удельную теплоемкость на единицу объема.
Поскольку деформация определяется расширением и сжатием материала, коэффициент теплового расширения материала играет важную роль в определении напряжений, возникающих во время сварки, и, следовательно, степени деформации. Например, поскольку нержавеющая сталь имеет более высокий коэффициент расширения, чем обычная углеродистая сталь, вероятность деформации у нее выше.
Ограничение
Если деталь сваривается без внешних ограничений, она деформируется, снимая сварочные напряжения.Таким образом, методы сдерживания, такие как «упоры» в стыковых швах, могут предотвратить перемещение и уменьшить деформацию. Поскольку удерживание создает более высокие уровни остаточного напряжения в материале, существует больший риск растрескивания в металле сварного шва и в ЗТВ, особенно в материалах, чувствительных к трещинам.
Совместное проектирование
Как стыковые, так и угловые соединения склонны к деформации. Его можно минимизировать в стыковых соединениях, применив тип соединения, который уравновешивает термические напряжения по толщине листа.Например, двусторонний шов предпочтительнее одностороннего. Двусторонние угловые швы должны исключать угловую деформацию выступающего элемента, особенно если два сварных шва наплавляются одновременно.
Подгонка детали
Посадка должна быть равномерной, чтобы обеспечить предсказуемую и постоянную усадку. Чрезмерный зазор в стыке также может увеличить степень деформации за счет увеличения количества сварочного металла, необходимого для заполнения стыка. Соединения должны иметь соответствующую прихватку, чтобы предотвратить относительное перемещение деталей во время сварки.
Порядок сварки
Это влияет на степень искажения, главным образом, за счет воздействия на подвод тепла. Поскольку процедура сварки обычно выбирается из соображений качества и производительности, сварщик имеет ограниченные возможности для уменьшения деформации. Как правило, объем сварного шва должен быть минимальным. Кроме того, последовательность и техника сварки должны быть направлены на уравновешивание термически индуцированных напряжений вокруг нейтральной оси компонента.
Искажение — конструктивное предотвращение
Фотография оттяжек на фланце балки для предотвращения перекоса.Предоставлено Джоном Алленом
Общие рекомендации приведены ниже как «лучшие практики» для ограничения деформации при проектировании конструкций, сваренных дугой.
Принципы проектирования
На этапе проектирования деформацию при сварке часто можно предотвратить или, по крайней мере, ограничить, приняв во внимание:
- Ликвидация сварки
- размещение сварного шва
- уменьшение объема наплавленного металла
- сокращение количества прогонов
- использование сбалансированной сварки
Устранение сварки
Поскольку деформация и усадка являются неизбежным результатом сварки, хорошая конструкция требует, чтобы не только объем сварки был минимальным, но и наносилось минимальное количество наплавленного металла.Сварку часто можно исключить на этапе проектирования, сформировав лист или используя стандартный прокатный профиль, как показано на рис. 1.
Рис.1 Устранение сварных швов по:
а) Формовка пластины;
б) Использование сортового проката или экструдированного профиля
По возможности, в конструкции следует использовать прерывистые сварные швы, а не непрерывные швы, чтобы сократить объем сварки. Например, при прикреплении пластин жесткости часто можно добиться значительного уменьшения объема сварки при сохранении соответствующей прочности.
Размещение сварного шва
Размещение и балансировка сварных швов важны при проектировании для минимальной деформации. Чем ближе сварной шов расположен к нейтральной оси изготовления, тем меньше усилие усадки и окончательная деформация.
Примеры плохого и хорошего дизайна показаны на рис. 2.
Рис. 2 Деформация может быть уменьшена путем размещения сварных швов вокруг нейтральной оси
Поскольку большинство сварных швов наплавляется вдали от нейтральной оси, деформацию можно минимизировать, спроектировав изготовление таким образом, чтобы силы усадки отдельного сварного шва уравновешивались путем размещения другого сварного шва на противоположной стороне от нейтральной оси.
По возможности сварку следует выполнять попеременно на противоположных сторонах, а не сначала выполнять сварку с одной стороны. В больших конструкциях, если искажение происходит преимущественно на одной стороне, можно предпринять корректирующие действия, например, увеличив количество сварных швов на другой стороне, чтобы контролировать общее искажение.
Уменьшение объема металла шва
Для минимизации деформации, а также по экономическим причинам, объем наплавленного металла должен быть ограничен проектными требованиями.
Для одностороннего соединения поперечное сечение сварного шва должно быть как можно меньшим, чтобы снизить уровень угловой деформации, как показано на Рис. 3.
Рис. 3 Уменьшение угловой деформации и боковой усадки на:
а) уменьшение объема наплавленного металла;
б) с использованием однопроходного шва
Угол подготовки стыка и корневой зазор должны быть минимизированы при условии, что сварка может быть выполнена удовлетворительно.
Для облегчения доступа можно указать больший зазор корня и меньший угол препарирования. За счет уменьшения разницы в количестве металла шва в корне и на поверхности сварного шва, соответственно уменьшается степень угловой деформации. Стыковые соединения, выполненные за один проход с использованием глубокого проплавления, имеют небольшую угловую деформацию, особенно если замкнутое стыковое соединение можно сваривать (рис. 3).
Например, тонкие профили можно сваривать с использованием процессов плазменной и лазерной сварки, а толстые сечения можно сваривать в вертикальном положении, используя электрогазовые и электрошлаковые процессы.
Хотя угловую деформацию можно устранить, продольная и поперечная усадка все равно будет.
В материале с толстым сечением, поскольку площадь поперечного сечения подготовки двойного V-образного шва часто составляет только половину от площади сечения одинарного V-образного соединения, объем наплавленного металла шва может быть существенно уменьшен. Подготовка двойного V-образного шва также позволяет выполнять сбалансированную сварку в середине шва, чтобы исключить угловую деформацию.
Поскольку усадка сварного шва пропорциональна количеству наплавленного металла, как плохая подгонка соединения, так и чрезмерная сварка увеличивают степень деформации.Угловая деформация угловых швов особенно подвержена чрезмерной сварке. Поскольку расчетная прочность зависит от толщины горловины, избыточная сварка для получения выпуклого сварного шва не увеличивает допустимую расчетную прочность, но увеличивает усадку и деформацию.
Уменьшение количества прогонов
Существуют противоречивые мнения о том, что лучше наплавить заданный объем сварочного металла, используя небольшое количество больших сварочных проходов или большое количество малых проходов.
Опыт показывает, что для одностороннего стыкового шва или одностороннего углового сварного шва большой единичный наплавленный шов дает меньшую угловую деформацию, чем если бы сварной шов выполнялся за несколько небольших проходов.
Как правило, в неподдерживаемом соединении степень углового искажения приблизительно пропорциональна количеству проходов.
Завершение соединения небольшим количеством больших наплавленных швов приводит к большей продольной и поперечной усадке, чем сварка, выполненная за большее количество небольших проходов.При многопроходном сварном шве предварительно нанесенный сварочный металл обеспечивает сдерживание, поэтому угловая деформация за проход уменьшается по мере образования сварного шва. Большие отложения также увеличивают риск упругого коробления, особенно в тонкой пластине.
Использование сбалансированной сварки
Сбалансированная сварка — это эффективное средство контроля угловой деформации при многопроходном стыковом шве за счет организации последовательности сварки, гарантирующей постоянное исправление угловой деформации и недопущение ее накопления во время сварки.
Сравнительные величины угловой деформации от сбалансированной сварки и сварки сначала одной стороны соединения схематично показаны на рис. 4. Метод сбалансированной сварки также может применяться к угловым соединениям.
Рис. 4 Сбалансированная сварка для уменьшения угловой деформации
Если сварка поочередно с обеих сторон стыка невозможна или если одна сторона должна быть завершена первой, можно использовать асимметричную подготовку стыка с наплавкой большего количества металла шва на второй стороне.
Более сильная усадка в результате наплавки металла шва на второй стороне поможет противодействовать деформации на первой стороне.
Лучшая практика
Следующие принципы конструкции могут контролировать искажения:
- исключить сварку путем формования листа и использования катаных или экструдированных профилей
- минимизировать количество наплавленного металла
- не переваривать
- использовать прерывистую сварку вместо непрерывной сварки
- Поместите сварные швы вокруг нейтральной оси
- уравновешивает сварку около середины соединения, используя соединение с двойным V-образным сечением, а не с одним V-образным соединением
Принятие принципов передовой практики может дать удивительную экономическую выгоду.Например, при расчетной длине полки шва 6 мм нанесение полки длиной 8 мм приведет к наплавке 57% дополнительного металла сварного шва.
Помимо дополнительных затрат на наплавку металла шва и увеличения риска деформации, удаление этого лишнего металла шва в дальнейшем обходится дорого.
Однако проектирование для контроля искажений может повлечь дополнительные затраты на изготовление. Например, подготовка двойного V-образного соединения — отличный способ уменьшить объем сварного шва и контролировать деформацию, но при производстве могут возникнуть дополнительные затраты из-за манипуляций с заготовкой для сварщика, чтобы получить доступ к обратной стороне.
Контроль искажений — предотвращение производственными технологиями
Деформация, вызванная приваркой пластины в центре тонкой пластины перед приваркой к секции балки моста. Предоставлено Джоном Алленом
Техника сборки
Обычно сварщик мало влияет на выбор процедуры сварки, но методы сборки часто могут иметь решающее значение для минимизации деформации. Основные методы сборки:
- прихватка
- встык
- жесткость
Прихваточная сварка
Прихваточные швы идеально подходят для установки и поддержания зазора в стыках, но также могут использоваться для сопротивления поперечной усадке.Чтобы добиться эффективности, следует продумать количество прихваточных швов, их длину и расстояние между ними. Если их слишком мало, существует риск постепенного смыкания стыка по мере продолжения сварки. В длинном шве при использовании MMA или MIG края стыка могут даже перекрываться. Следует отметить, что при использовании процесса сварки под флюсом соединение может раскрываться, если не закреплено надлежащим образом.
Последовательность прихваточной сварки важна для обеспечения равномерного зазора между корнями по длине соединения. Три альтернативных последовательности прихваточной сварки показаны на рис.1:
a) прихваточный шов до конца соединения (рис. 1a). Пластины необходимо зажать или использовать клинья для сохранения зазора стыка во время прихватывания
b) прихватите один конец, а затем используйте технику обратного шага для прихватывания остальной части соединения (рис. 1b).
c) прихваточный шов по центру и завершение прихваточной сварки обратным шагом (рис. 1с).
Рис. 1. Альтернативные методы прихваточной сварки для предотвращения поперечной усадки
a) прихваточный шов прямо до конца стыка
b) прихваточный шов на одном конце, затем прихватка остальной части стыка с помощью техники обратного шага
c) прихваточный шов в центре, затем завершение прихваточной сварки обратным шагом техника
Направленная прихватка — это полезный метод управления зазором стыка, например, закрытие зазора стыка, который (или стал) слишком широким.
При прихваточной сварке важно, чтобы прихваточные швы, которые должны быть вплавлены в основной сварной шов, выполнялись согласно утвержденной процедуре с использованием сварщиков с соответствующей квалификацией. Процедура может потребовать предварительного нагрева и использования утвержденных расходных материалов, как указано для основного сварного шва. Удаление прихваток также требует тщательного контроля, чтобы не вызвать дефектов на поверхности детали.
Сборка спина к спине
Прихваточным швом или зажимом двух идентичных компонентов вплотную друг к другу сварку обоих компонентов можно уравновесить вокруг нейтральной оси комбинированного узла (рис.2а). Перед разделением компонентов рекомендуется снять напряжение в сборке. Если снятие напряжения не выполняется, может потребоваться вставить клинья между компонентами (рис. 2b), чтобы при удалении клиньев детали вернулись к правильной форме или соосности.
Рис. 2. Сборка встык для предотвращения деформации при сварке двух одинаковых компонентов
a) сборки, скрепленные вместе перед сваркой
b) использование клиньев для компонентов, которые деформируются при разделении после сварки
Ребра жесткости
Рис.3. Продольные ребра жесткости предотвращают прогиб в стыках сварных стыков тонких листов
Продольная усадка в стыковых сварных швах часто приводит к искривлению, особенно при изготовлении конструкций из тонких листов. Продольные ребра жесткости в виде плоских поверхностей или углов, приваренные вдоль каждой стороны шва (рис. 3), эффективно предотвращают продольный прогиб. Расположение ребер жесткости важно: они должны располагаться на достаточном расстоянии от стыка, чтобы они не мешали сварке, если только они не расположены на обратной стороне стыка, сваренного с одной стороны.
Порядок сварки
Подходящая процедура сварки обычно определяется требованиями производительности и качества, а не необходимостью контролировать деформацию. Тем не менее, процесс, техника и последовательность сварки влияют на уровень деформации.
Сварочный процесс
Общие правила выбора процесса сварки для предотвращения угловой деформации:
- нанесите наплавленный металл как можно быстрее
- использовать наименьшее количество прогонов для заполнения стыка
К сожалению, выбор подходящего процесса сварки на основе этих правил может увеличить продольную усадку, что приведет к изгибу и короблению.
При ручной сварке MIG, процесс наплавки с высокой скоростью наплавки, предпочтительнее MMA. Наплавленный металл следует наплавить с использованием электрода наибольшего диаметра (MMA) или самого высокого уровня тока (MIG), чтобы не вызывать дефектов плавления. Поскольку нагрев происходит намного медленнее и рассеивается, газовая сварка обычно вызывает более сильные угловые искажения, чем дуговые процессы.
Механизированные методы, сочетающие высокие скорости наплавки и высокие скорости сварки, обладают наибольшим потенциалом предотвращения деформации.
Поскольку искажение более стабильное, простые методы, такие как предварительная установка, более эффективны для управления угловым искажением.
Сварочная техника
Общие правила предотвращения искажений:
- сохранить сварной шов (угловой) до минимального указанного размера
- использовать сбалансированную сварку вокруг нейтральной оси
- минимальное время между запусками
Рис. 4. Угловая деформация стыка, определяемая количеством прогонов углового шва
При отсутствии ограничения угловая деформация как угловых, так и стыковых соединений будет зависеть от геометрии соединения, размера сварного шва и количества проходов для данного поперечного сечения.Угловая деформация (измеренная в градусах) как функция количества проходов для углового шва длиной 10 мм показана на рис. 4.
Если возможно, сбалансированная сварка вокруг нейтральной оси должна выполняться, например, на двухсторонних угловых соединениях, двумя людьми, сваривающими одновременно. В стыковых соединениях порядок выполнения может иметь решающее значение, поскольку сбалансированная сварка может использоваться для исправления угловой деформации по мере ее развития.
Рис. 5. Использование направления сварки для контроля деформации
а) Обратно-ступенчатая сварка
б) Пропуск сварки
Последовательность сварки
Последовательность или направление сварки важны и должны быть ближе к свободному концу соединения.Для длинных сварных швов не весь шов выполняется в одном направлении. Короткие прогоны, например, с использованием техники сварки с обратным шагом или с пропуском сварки, очень эффективны в борьбе с искажениями (рис. 5).
- Сварка в обратном направлении включает наплавку коротких смежных участков сварного шва в направлении, противоположном общему процессу сварки (рис. 5a).
- Пропускная сварка — это укладка коротких сварных швов в заранее заданной, равномерно распределенной последовательности вдоль шва (рис. 5b). Длина сварного шва и промежутки между ними обычно равны длине естественного биения одного электрода.Направление наплавки для каждого электрода одинаковое, но не обязательно, чтобы направление сварки было противоположным направлению общей прогрессии.
Передовая практика
Для контроля искажений используются следующие технологии изготовления:
- Использование прихваточных швов для создания и поддержания зазора между швами
- идентичные компоненты, приваренные вплотную друг к другу, так что сварка может быть сбалансирована относительно нейтральной оси
- Крепление продольных ребер жесткости для предотвращения продольного изгиба в стыковых швах тонкопластовых конструкций
- при выборе процедуры, процесса и техники сварки следует стремиться к тому, чтобы наплавленный металл наносился как можно быстрее; MIG предпочтительнее MMA или газовой сварки и механизированной, а не ручной сварке
- на длинных участках сварка не должна выполняться в одном направлении; следует использовать методы сварки с обратным шагом или с пропуском.
Эти статьи были подготовлены Bill Lucas в сотрудничестве с Geert Verhaeghe, Rick Leggatt и Gene Mathers .
Авторские права © TWI Ltd 2014
Содержание этой статьи было правильным на момент публикации. Для получения дополнительной информации посетите www.twi-global.com
de voor- en nadelen op een rijtje …!
Je hebt er waarschijnlijk wel eens van gehoord: Прерывистое голодание , ook wel periodiek vasten of kortweg IF genoemd.Это вызвано некой популярной шумихой, вызванной недовольством. Mensen dichten de method de grootste wonderkrachten toe.
Maar biedt Прерывистое голодание echt al die voordelen waar het om bekend staat? En bij welke fysieke doelen kun je het beter wel of beter niet gebruiken? В блоге van vandaag zetten мы читаем все, что угодно. Zo ben je optimaal voorbereid als je het ook zelf eens wilt proberen!
Вт — прерывистое голодание?
De naam zegt het eigenlijk al: Прерывистое голодание draait om vasten.Константа Ниета, natuurlijk; Это погружение в bepaald geen duurzaam eetpatroon. In plaats daarvan gaat het om de afwisseling tussen wel en niet eten, periodiek vasten dus. Je stelt bepaalde vastenperiodes voor jezelf in, en alleen daarbuiten plan je je maaltijden.
Belangrijk om op te merken is well dat je bij IF dus niet per se minder eet dan je normaal gesproken zou doen. Soms — это хорошо, если вы хотите узнать больше о методе, maar het is zeker niet de insteek van de method. Het idee — это simpelweg dat je de gebruikelijke hoeveelheid calorieën binnen een korter tijdskader inplant.
Verschillende Intermittent Fasting protocollen
Hoe en wanneer je je vastenperiodes plant, is binnen Intermittent Fasting heel flexibel. In principe kun je doen wat jou goed uitkomt! Zo kun je zelf kiezen of je je vastentijden op bepaalde dagen plant, op welke momenten je wel mag eten en of je uitzonderingen maakt voor sommige voedingsmiddelen.
Natuurlijk zijn er wel verschillende protocollen die relatief veel gebruikt worden. We noemen hieronder drie populaire vormen van periodiek vasten.Zo krijg je een idee van wat er allemaal mogelijk is.
1. Жировое голодание
Fat Fasting is een vorm va IF waarbij je alleen calorieën uit vetten binnenkrijgt in het dagdeel dat je ‘обширный’. Зо находится в Америке, где есть шумиха вокруг пуленепробиваемой двери. Это koffie met roomboter en kokosolie (MCT-olie) toegevoegd.
Deze vorm van IF is niet zo geschikt wanneer je de method vooral gebruikt om af te vallen. Je krijgt встретил die vetten tijdens je обширный namelijk al flink wat calorieën binnen, встретил также gevolg dat je minder ruimte over houd voor calorieën позже op de dag.Bovendien geven de calorieën uit puur vet niet echt een verzadigd gevoel, waardoor je snel te veel energie binnenkrijgt.
2. Het 5-2 dieet
Een andere optie is om af te wisselen tussen verschillende dagen. Een goed voorbeeld daarvan — хет 5-2 диет. Daarbij eet je vijf dagen gewoon zoals je altijd eet, en twee dagen heel weinig. De meeste mensen vasten die twee dagen niet helemaal, maar houden hun energie-inname beperkt tot een paar honderd calorieën.
Dit dieet kan geschikt zijn als je op drukke dagen de hele dag door wilt eten, maar toch ook af en toe wilt vasten.Kies dan wel rustige dagen uit om je calorieën te beperken, en het liefst niet twee dagen na elkaar!
3. Прерывистое голодание «Классик»
Dan is er nog de waarschijnlijk populairste vorm van Intermittent Fasting, waarbij je een deel van идере даг обширный. De meeste mensen eten sowieso al ongeveer 12 uur niets tussen het avondeten en het volgende ontbijt. Bij deze vorm van periodiek vasten rek je die tijd gewoon nog met een paar uur op.
Een veelgehoorde verhouding стоит 16 евро вастен и 8 евро.Dat betekent dat je alle maaltijden van de dag binnen een kader van 8 uur stopt. Dit is het makkelijkst te realiseren door je ontbijt wat uit te stellen tot later op de dag. Daaromheen eet je niets (drinken mag natuurlijk wel, zolang het om dranken zonder calorieën gaat).
Прерывистое голодание eetschema
Hoe ziet zo’n Intermittent Fasting eetschema er dan bijvoorbeeld uit? We geven je hieronder een voorbeeld voor een dag met 16 uur vasten:
- 12.00-13.00: maaltijd 1
- 16.00-17.00: маалтийд 2
- 19.00-20.00 маалтийд 3
Zoals je ziet betekent IF niet dat je maaltijden over moet slaan. Ook hoef je in de ‘eetperiode’ echt niet non-stop aan het eten te zijn, afhankelijk van hoe je de maaltijden inplant! Wel is de tijd tussen je maaltijden natuurlijk korter dan bij een ‘gewoon’ eetschema.
Zes kleine maaltijden?
Maar hoe zit het dan met dat welbekende voorschrift van zes kleine maaltijden per dag? Die waren toch nodig om ervoor te zorgen dat je stofwisseling op gang blijft? Die oude mythe blijft maar rondzwerven, terwijl er volgens onderzoek weinig van waar blijkt.Uit экспериментальные komt steeds узнают, что они nauwelijks uitmaakt hoe je je eten over de dag verdeelt!
Uiteindelijk gaat het erom hoe veel calorieën je binnenkrijgt, en uit welke macronutriënten die komen. Из того, что nu in zes of twee maaltijden is, gebeurt voor je lichaam minder van belang. Прерывистое голодание legt dus zeker niet opeens je stofwisseling stil.
Is periodiek vasten gezond voor je lichaam?
Ook met die informatie zijn veel mensen toch een beetje bezorgd over periodiek vasten.Хотите это het niet ongezond om niets te eten? Natuurlijk moet jezelf niet uithongeren — en dat is dan ook zeker niet waar IF om draait. Het is van belang dat je in het algemeen all nodige voedingsstoffen binnen blijft krijgen.
Maar zorg je daarvoor, дан is er niets mis met vasten. Je stofwisseling vertraagt er bijvoorbeeld niet huge van: dat gebeurt pas na meerdere dagen zonder (genoeg) voedsel. Het levert zelfs ook een aantal voorbeelden op, waarover je hieronder meer kunt lezen.
Прерывистое голодание ook voor vrouwen?
Verder kom je nog wel eens verhalen tegen van vrouwen die niet goed op IF reageren. В крайнем случае gevallen kan zo’n vastenprogramma namelijk de vruchtbaarheidscyclus verstoren. Это hetzelfde эффект, который bijvoorbeeld optreedt bij vrouwen die aan anorexia lijden.
Maar dat is erg zeldzaam: veruit de meeste vrouwen die aan Intermittent Fasting beginnen, krijgen er geen проблема mee. Het is dus geen reden om het helemaal niet te doen.Wél het verstandig om het niet te extreem te maken (zoals eigenlijk voor iedereen geldt). En twijfel je toch? Neem дан altijd даже связаться с een huisarts.
Воорделен прерывистое голодание
Geen urgente redenen om niet aan IF te beginnen dus. Maar waarom zou je dan precies de moeite nemen om je eetschema zo om te gooien? Прерывистое голодание brength verschillende voordelen met zich mee, waarvan we er hieronder vijf noemen:
1. Betere insulinegevoeligheid
Wanneer je koolhydraten eet, maakt je lichaam insuline aan.Je cellen zijn daarmee in staat om глюкоза uit je bloed op te nemen. Eet je echter veel koolhydraten, dan word je steeds minder gevoelig voor die insuline. Je moet er dus steeds meer van aanmaken om nog van die suikers af te komen — iets that uiteindelijk zelfs to диабет кан-лейден.
Wanneer je langere tijd niets eet, wordt dat effect omgekeerd. De insulineresistentie neemt af en je lichaam kan de koolhydraten weer beter verwerken. Прерывистое голодание verbetert daardoor je insulinegevoeligheid.
2. Meer groeihormoon
Дверь периодическая vasten neemt de productie van het groeihormoon toe. Dit is gunstig, het groeihormoon speelt namelijk een belangrijke rol bij het repareren van cellen en weefsels (en dus ook de aanmaak van spiermassa). Даарнааст помог ему гормональной энергией и ветеринарными резервами. Je verbrand er dus makkelijker vet mee.
3. Афваллен встретил прерывистое голодание
Wie af wil vallen, kan ook veel baat hebben bij periodiek vasten.De meeste mensen krijgen er namelijk ongemerkt minder calorieën door binnen. Omdat je de maaltijden dichter op elkaar eet, heb je minder honger en loop je minder risico op overten.
Let op: dit geldt niet voor iedereen. Er zijn ook mensen die aangeven juist last te krijgen van eetbuien na langdurig niks te hebben gegeten. Houd hier rekening mee wanneer je overweegt om met periodiek vasten te beginnen.
4. Betere cholesterolverhouding
Je hebt twee soorten cholesterol: gezond HDL-cholesterol en ongezond LDL-cholesterol.Bij het vasten neemt vooral het LDL-cholesterol af. Dat betekent niet alleen dat je totale hoeveelheid cholesterol afneemt, maar ook dat de verhouding tussen de twee soorten verbetert. Daarmee neemt de kans op hart- en vaatziekten af!
5. Minder ontstekingen en окислительный стресс
Onderzoek op dieren geeft ten slotte aan dat vasten voor minder ontstekingen en oxidatieve stress kan leiden. Dat heeft misschien grote gevolgen. Het zijn juist namelijk dat soort celbeschadigingen die de oorzaak vormen voor veel ouderdomsziekten.Меер Ондерзоек кивает своим твердым выводам о походе.
Наделен прерывистое голодание
Zijn er dan alleen maar voordelen aan прерывистое голодание? Dat helaas ook weer niet. We zetten hieronder de vijf nadelen op een rij waar IF-ers het meeste mee te maken krijgen:
1. Niet voor all sporters
Нет, все спортивные спортсмены даже соблюдают прерывистое голодание. Wanneer je actief sport, heb je simpelweg genoeg energie nodig. Urenlang niet eten kan averechts werken.Ook dit is weer erg persoonsgebonden. Sommige mensen geven juist aan prima te presteren wanneer ze trainen op een lege maag. Dit is dat je voor jezelf zult moeten ervaren.
2. Niet bij medicatie
Wanneer je medicatie gebruikt, kan periodiek vasten juist heel ongezond zijn. Gebruik je bijvoorbeeld al cholesterolverlagende middelen, dan moet je altijd eerst met je arts overleggen. Ook voor mensen встретил hartproblemen of zwangere vrouwen is periodiek vasten niet geschikt.Raadpleeg bij twijfel altijd eerst een arts.
3. Juist meer eten
We noemden het al eerder: niet iedereen slaagt er ook in om zich voldoende in te houden op de momenten waar je wel mag eten. Verwacht je dat je jezelf juist vol gaat stoppen zodra het mag? Dan is periodiek vasten misschien niet het beste idee.
4. Аанкомен соблюдал прерывистое голодание
Waar IF vaak пошел помогать как je af wilt vallen, это het moeilijker te combren встретил aankomen. Ben je een krachtsporter en wil je meer spierweefsel opbouwen? Дан зул Je Meer calorieën moeten eten.En wanneer je maar een paar uur per dag hebt om dat in te doen, kan dat problem opleveren!
Dat wil niet zeggen, что онмогелийк есть! Het vereist echter wel de nodige дисциплина ом в het korte tijdbestek dat je eet al je calorieën binnen te krijgen. Heb je geen zin om die moeite te moeten doen? Dan is IF waarschijnlijk niet de eetmethode voor jou in periodes waar je aan probeert te komen.
5. Nog weinig onderzoek
Hoewel er veel interesse is for Intermittent Fasting, valt de hoeveelheid kwalitatief onderzoek nog tegen.Veel изучает zijn kort of alleen op dieren uitgevoerd. Over deffecten op de lange termijn weten we dus nog niet zo veel! Dat is geen reden op het niet te doen, maar al te grootste претензии на de heilzameffecten mag je dus met een korreltje zou nemen!
Heb jij ervaring встретил прерывистое голодание? Мы готовы к работе!
intermitent — определение для парадигмы
15 определенных pentru intermitent intermitint
Dicționare explicative
Explică cele mai întâlnite sensuri al cuvintelor.
INTERMITÉNT, -Ă, intermitenți, -te, прил. Care încetează i reîncepe la anumite intervale, care acționează cu întreruperi; discontinuu. ♦ (Нареч.) Din când în când, la anumite intervale. — Din фр. прерывистый, лат. перемежающийся, -ntis.
Vă mulțumim pentru semnalare!
INTERMITÉNT, -Ă, intermitenți, -te, прил. Care încetează i reîncepe la anumite intervale, care acționează cu întreruperi; discontinuu. ♦ (Нареч.) Din când în când, la anumite intervale. — Din фр. прерывистый, лат. перемежающийся, -ntis.
прерывистый, ~ ă [ At: MAIORESCU, L. 75/ V: ( înv ) ~ оттенок / Pl : ~ n E: fr прерывистый ] 1 a Уход за анумитом интервал Cf периодический. 2 a Care acționează cu întreruperi Si: discontinuu. 3 a ( Îs ) Puls ~ Puls ale cărui bătăi încetează la intervale egale. 4 av Din când în când.
INTERMITÉNT, -Ă, intermitenți, -te, прил. Care încetează sau se întrerupe pentru un timp, apoi își reia mersul, mișcarea sau desfășurarea; Care acționează cu întreruperi. n alt compare, tot cu baie … doi urși polari fac o hidroterapie intermitentă i apoi ore întregi … fac ocolul bazinului. АНГЕЛ, ПР. 114. ♦ (Наречие) Din cînd în cînd. Era însă în ochii aceia ceva deosebit, o bucurie care scînteia spre străin, прерывистый. SADOVEANU, Z. C. 140. Pe undeva, pe aproape, Pe unde noaptea se aud intermitent Loviri de sape. CAMIL PETRESCU, V. 67.
INTERMITÉNT, -Ă прил. Care încetează i reîncepe la anumite intervale; cu întreruperi.♦ нареч. Din când în când. [ Ср. фр. прерывистый, ит. перемежающийся ].
INTERMITÉNT,- прил. care încetează și reîncepe la anumite intervale; cu întreruperi, discontinuu. ◊ ( нареч. ) din când în când. (
прерывистый, -ă s. г. ф. Persoană care nu lucrează regat într-un anumit serviciu ◊ «[…] Greva« intermitenților Spectrum »уход за загаром artiști dar și tehnicieni […]» R.l. 23 Х 92 л. 4 (din fr. прерывистый; DEX — прил. )
прерывистый a. уход за интервалом: friguri intermitente.
* intermitént, -ă прил.(лат. inter-mittens, -éntis, part. d. inter-mittere, a întrerupe). Care dispare și ĭar se arată: izvor intermitent, frigurĭ intermitente (palustre). Пульс прерывистый, регулярный уход. Adv. Se arată intermitent.
intermitint, ~ ă a vz intermitent
INTERMITÉN / T ~ tă (~ i, ~ te) 1673 интервал; cu întreruperi; discontinuu./ <фр. прерывистый, лат. intermittens, ~ ntis
Dicționare morfologice
Se indică corespondența dintre forma de bază a unui cuvânt și flexiunile sale.
прерывистый прил. г. , пл. intermiténți; ф. intermiténtă, пл.