таблица, размер, шаг, обозначение |
Автор статьи: pkmetiz.ru
Содержание
- 1 Характеристики дюймовой резьбы
- 2 Чем отличается дюймовая резьба от метрической
- 3 Проверка шага резьбы
- 4 Методы нарезки
- 5 Классы точности
- 6 Маркировка дюймовой резьбы
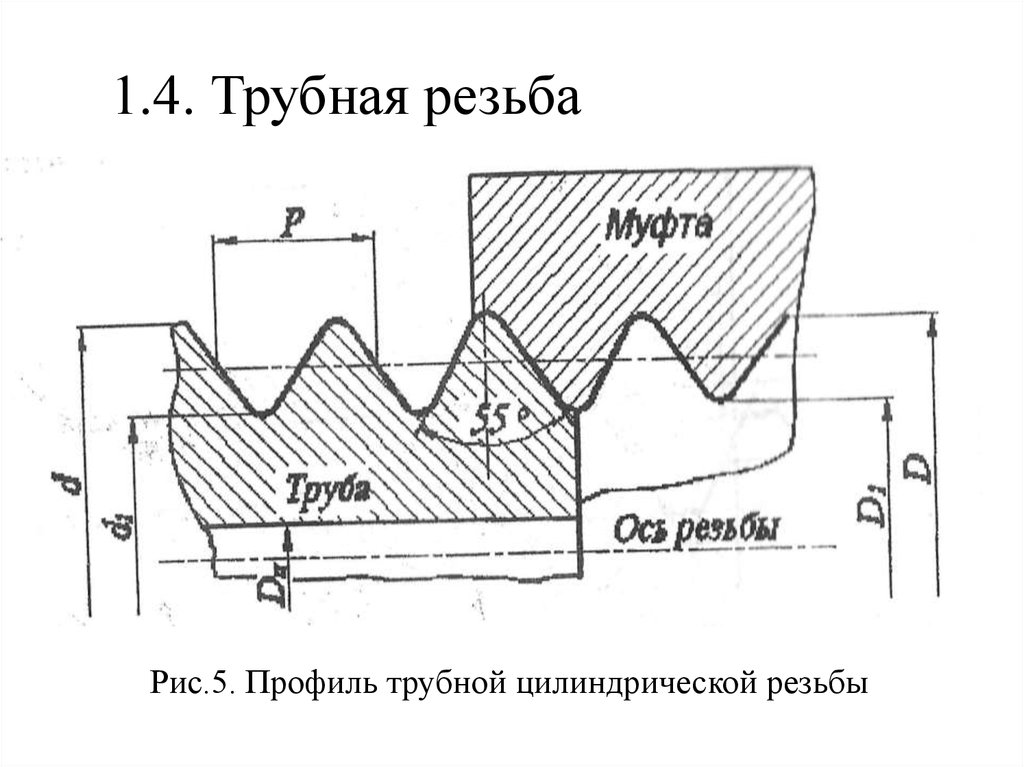
Дюймовая резьба применяется, главным образом, при монтаже трубных соединений. Ее наносят на концы труб и на фасонные части (пластиковые или металлические фитинги). В этом документе приведены таблицы дюймовых резьб и указаны их основные параметры.
Характеристики дюймовой резьбы
Основными параметрами дюймовой резьбы являются диаметр и шаг.
Различают внутренний и наружный диаметр. Внутренний диаметр определяется как расстояние между нижними точками впадин между резьбовых гребней, которые находятся на противоположных сторонах детали. Наружный диаметр дюймовой резьбы определяется как расстояние между верхними точками гребней, которые находятся на противоположных сторонах детали. Разница между наружным и внутренним диаметром определяет высоту профиля резьбы.
Разница между наружным и внутренним диаметром определяет высоту профиля резьбы.
Шаг дюймовой резьбы — это расстояние между двумя соседними впадинами или вершинами гребней. Чтобы резьба была рабочей, шаг должен быть неизменным по всей длине нарезанной резьбы.
Стандартные размеры приведены в таблице параметров дюймовых резьб с диаметрами и шагом:
Чем отличается дюймовая резьба от метрической
Конструктивное отличие дюймовой резьбы от метрической заключается в более острых гребнях: они расположены под углом 55° друг к другу, тогда как у метрической резьбы угол между гребнями составляет 60°.
Благодаря более острым углам гребней, дюймовая резьба обеспечивает повышенное качество соединения. За счет этого узел сопряжения лучше выдерживает переменные нагрузки и высокое давление, что имеет большое значение при монтаже трубопроводов. В некоторых случаях дюймовые резьбы применяют при изготовлении винтов, болтов и других метизов, при производстве деталей некоторых видов техники (например, они широко применяются в фотоаппаратах).
Для определения параметров разных видов резьб применяют разные единицы измерения. Для метрической используются миллиметры, а для дюймовой — дюймы. Размеры дюймовой резьбы указываются в дробных и целых числах. Шаг дюймовой резьбы в таблицах может указываться в нитках — количестве витков, нарезанных на одном дюйме длины.
Определить соответствующие основные размеры резьбы метрической и дюймовой разных видов можно по специальным таблицам. Пример такой таблицы:
Проверка шага резьбы
Соблюдение шага дюймовой резьбы по таблице— необходимое условие работоспособности соединения. Поэтому при нарезке рекомендуется проверять соответствие этого параметра. Измерение шага резьбы проводится при помощи калибра,резьбомера, механического измерителя и других специальных инструментов.
Также используется простой способ проверки по шаблону, в качестве которого используют деталь с ответной резьбой, заведомо соответствующей стандарту. При проверке наружной резьбы, например, на трубе или болте, шаблоном служит штуцер или муфта со стандартной внутренней резьбой. Проверяемую деталь закручивают в шаблон. Если она полностью вкрутилась и образовалось плотное соединение, то шаг резьбы соответствует стандарту. Если деталь не вкручивается или образуется неплотное соединение, значит, резьба нарезана с нарушением шага. Проверка изделие с внутренней резьбой выполняется аналогичным методом, но шаблоном служит деталь со стандартной наружной резьбой, на которую накручивают проверяемый элемент.
Проверяемую деталь закручивают в шаблон. Если она полностью вкрутилась и образовалось плотное соединение, то шаг резьбы соответствует стандарту. Если деталь не вкручивается или образуется неплотное соединение, значит, резьба нарезана с нарушением шага. Проверка изделие с внутренней резьбой выполняется аналогичным методом, но шаблоном служит деталь со стандартной наружной резьбой, на которую накручивают проверяемый элемент.
Еще один способ проверки шага, а также других параметров резьбы, предусматривает использование резьбомера. Это пластина, имеющая зазубрины, которые по размерам и другим параметрам точно соответствуют определенной стандартной резьбе. Резьбомер прикладывают к проверяемой нарезанной резьбе. При этом его зазубренная часть должна точно совпасть с ее гребнями и впадинами, обеспечив плотное прилегание.
Методы нарезки
Для нарезки дюймовой резьбы можно использовать ручной и механизированный способ.
Ручную нарезку выполняют специальным инструментом — плашками и метчиками. Плашку используют для нарезки наружной резьбы, а метчик — для внутренней. Нарезания выполняют в следующей последовательности:
Плашку используют для нарезки наружной резьбы, а метчик — для внутренней. Нарезания выполняют в следующей последовательности:
- Деталь, на которой нарезается резьба, плотно фиксируется в тисках.
- Фиксируется инструмент для нарезания: плашка — в плашкодержателе, метчик — в воротке.
- Инструмент подготавливают к нарезанию. Метчик вставляют во внутреннюю часть трубы, а плашку — надевают на ее конец.
- Выполняют нарезку за счет вращения инструмента плашкодержателем или воротком.
Процедуру нарезания обычно повторяют несколько раз для получения лучшего результата.
Нарезание дюймовой резьбы механизированным способом выполняют на токарном станке. При этом соблюдается следующая последовательность операций:
- Деталь зажимают в патроне станка. На ступоре станка фиксируют резец для нарезки.
- Снимают фаску на конце обрабатываемой детали.
- Настраивают скорость перемещения суппорта.
 При задании настроек ориентируются на данные таблиц дюймовой резьбы токарного станка.
При задании настроек ориентируются на данные таблиц дюймовой резьбы токарного станка. - Подводят резец к поверхности детали и запускают станок, включая резьбовую подачу.
 При задании настроек ориентируются на данные таблиц дюймовой резьбы токарного станка.
При задании настроек ориентируются на данные таблиц дюймовой резьбы токарного станка.Механизированная нарезка дюймовой резьбы отличается повышенной производительностью и качеством результата. Однако применять этот способ можно не для каждой трубы. Изделие должно обладать достаточной жесткостью и толщиной стенки, чтобы выдержать обработку на токарном станке. Кроме того, нарезка резьбы — это технологическая операция, которую должен выполнять квалифицированный токарь, имеющий соответствующие навыки.
Классы точности
В соответствии с ГОСТ предусматривается три класса точности дюймовой резьбы, обозначаемые цифрами 1, 2, 3. Степень точности возрастает с увеличением цифры класса. Так, к классу 1 относятся резьбы, к которым предъявляются минимальные требования по точности. Резьбы 3 класса являются наиболее точными, в отношении их размеров действуют наиболее жесткие требования.
При обозначении класса точности для указания типа резьбы также ставят литеры A (для наружной) и B (для внутренней). Соответственно, полные обозначения для наружных резьб представлены в виде 1А, 2А и 3А, а для внутренней — 1В, 2В и 3В.
Маркировка дюймовой резьбы
Параметры дюймовой резьбы на любой детали можно узнать из маркировки, которая наносится в соответствии с таблицами размеров.
Для примера рассмотрим маркировку по американскому стандарту, который применяется многими иностранными производителями:
G 1½” LH-B-40
Обозначение этой маркировки расшифровываются следующим образом:
- G — условное обозначение резьбы.
- 1½ — наружный диаметр резьбы в дюймах.
- B — класс точности.
- 40 — длина свинчивания в мм.
Дюймовые резьбы: таблица размеров в дюймах и миллиметрах (мм), соответствие ГОСТ с диаметрами и шагом, метрические обозначения
06Дек
Содержание статьи
- Основные моменты
- Таблицы размеров дюймовых и метрических мелких и крупных резьб
- Технологии нарезки
- Классы точности
- Виды дюймовых резьб
- Моменты затяжки крепежной дюймовой резьбы
- Маркировка
- Изготовление: видео
Винты и гайки, болты, шурупы и многочисленный крепежный инструмент с нанесением винтовых насечек являются наиболее популярным товаром среди метизов. Их «бум» состоялся в 18 веке вместе с промышленной революцией. Тогда уже все поняли, что недостаточно иметь один вид изделия для всех нужд, требуются многочисленные типоразмеры, а также различные разновидности форм. В статье мы дадим таблицу дюймовых резьб с разными параметрами: размерами в мм, метрическими обозначениями, наружными и внутренними диаметрами и со стандартным шагом по ГОСТ на них, а также расскажем про виды изделий.
Их «бум» состоялся в 18 веке вместе с промышленной революцией. Тогда уже все поняли, что недостаточно иметь один вид изделия для всех нужд, требуются многочисленные типоразмеры, а также различные разновидности форм. В статье мы дадим таблицу дюймовых резьб с разными параметрами: размерами в мм, метрическими обозначениями, наружными и внутренними диаметрами и со стандартным шагом по ГОСТ на них, а также расскажем про виды изделий.
Основные моменты
Небольшая историческая справка, чтобы понять, почему так важны стандарты, и почему весь мир производит продукцию, которая им соответствует. До второй половины 16 века еще не было изобретено резьбонарезного станочного оборудования, поэтому все винты, которые применялись в редких конструкциях, были созданы вручную. Соответственно, изготовитель сам выбирал удобный отступ по виткам, поскольку добивался соответствия показателям нарезки на деталь. Ему не нужно было, чтобы данный крепеж еще к чему-то подходил.
Но в 1568 году был создан первый станок, который модернизировал весь процесс и позволил ввести крепежные пары с резьбой в производство. Координация поступательного движения была зафиксирована, поэтому изначально был только один типоразмер, соответственно, маркировка не требуется. С развитием технологии появилась потребность в разных вариантах пар «болт + гайка», чтобы они могли скреплять более мелкие или, напротив, крупные соединения. Тогда станки постепенно совершенствовались – улучшился привод (изначально он был ножной, с ходом времени – электрический), а также появилась возможность настраивать резьбонарезные режимы, а именно: глубину врезки, расстояние между витками.
Координация поступательного движения была зафиксирована, поэтому изначально был только один типоразмер, соответственно, маркировка не требуется. С развитием технологии появилась потребность в разных вариантах пар «болт + гайка», чтобы они могли скреплять более мелкие или, напротив, крупные соединения. Тогда станки постепенно совершенствовались – улучшился привод (изначально он был ножной, с ходом времени – электрический), а также появилась возможность настраивать резьбонарезные режимы, а именно: глубину врезки, расстояние между витками.
| Цилиндрическая |
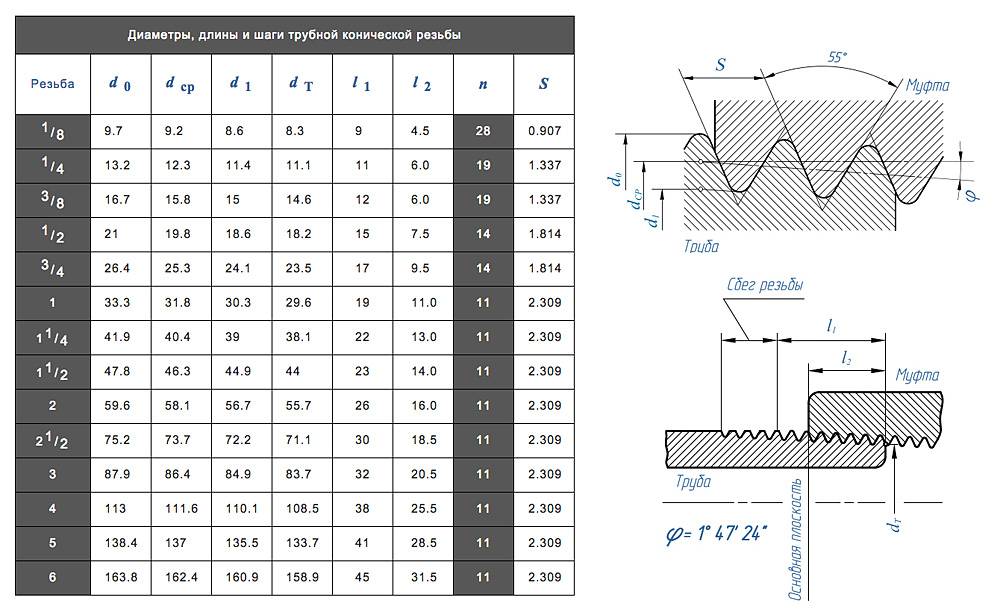
| Коническая |
И только в 18 веке, который назван индустриальным, крепежные инструменты получили такое распространение и многообразие, что нельзя было допускать разнокалиберного производства, нужно было все унифицировать. Потребность исходила именно из нужд строительства, поэтому производители постепенно сошлись на одних принятых стандартах.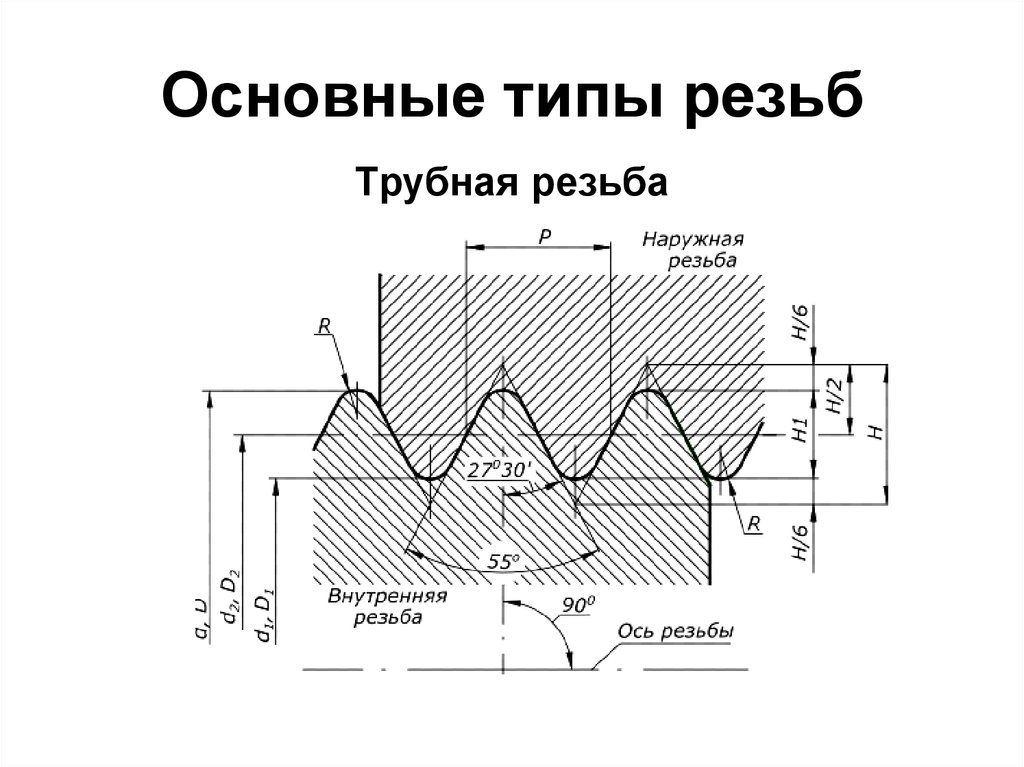 Но несмотря на различия в двух системах исчисления, есть стандартные параметры, по которым и происходит сверка типоразмеров и маркировка. Конкретно это:
Но несмотря на различия в двух системах исчисления, есть стандартные параметры, по которым и происходит сверка типоразмеров и маркировка. Конкретно это:
- Длина болта (шурупа и пр.) и расстояние нанесения витков.
- Количество спиралей – устройство может быть однозаходным и многозаходным.
- Внутренний диаметр под дюймовую резьбу. Берутся две самые глубокие точки (это дно канавок), которые расположены напротив, например, в гайке или в трубе, других деталях для соединения. Это и будет d (стандартное обозначение в формулах).
- Внешний, или D. Он же – наружный. Для его измерения нужно зафиксировать отрезок, который образуется между двумя наиболее выпирающими ступенями, которые расположены параллельно.
- Направление – здесь все просто, бывает правосторонняя и левосторонняя нарезка. Правый вариант распространен, используется намного чаще как при машиностроении, так и в быту, например, при обычном завинчивании пробки на горлышко бутылки. К слову, на этом примере тоже можно рассматривать и изучать нанесение резьбы. Левая тоже применяется, но реже, преимущественно в тех случаях, когда само вращение элемента рассчитано в ту же сторону (чтобы предотвратить развинчивание). Данные крепежи отмечены спецзнаками, применяются в ходовой части автомобиля, при креплении педалей велосипеда, в разных инструментах и станках.
- Профиль. Это геометрическая форма, которую имеет нарезка. Концы гребней могут быть острые, тогда получается треугольник в сечении, или с усеченным конусом, прямоугольником. Чтобы наиболее наглядно это увидеть, если есть желание, можно взять болт и разрезать его вдоль, затем посмотреть на разрез или сделать его отпечаток. Но так как стандарты дюймовых резьб представлены в маркировках, достаточно найти обозначение в дюймах в сопроводительной документации. А мы покажем это на схематическом изображении.
- Шаг. Одна из часто используемых характеристик, объясняет то, на каком расстоянии находятся одинаково удаленные от центра ближайшие точки. Удобно засекать по двум рядом стоящим гребням. Есть (указывается как Р) мелкий и крупный.
- Ход. Это то, как пройдет один виток при обороте на 360 градусов. Он в формулах представлен как Ph. Полностью зависит от двух параметров: от промежутков и количества заходов. Чаще всего встречаются двухзаходные болты, поэтому в них ход равен двум. Формула для вычисления: Ph = Р*n, где n – это количество заходов.
 Левая тоже применяется, но реже, преимущественно в тех случаях, когда само вращение элемента рассчитано в ту же сторону (чтобы предотвратить развинчивание). Данные крепежи отмечены спецзнаками, применяются в ходовой части автомобиля, при креплении педалей велосипеда, в разных инструментах и станках.
Левая тоже применяется, но реже, преимущественно в тех случаях, когда само вращение элемента рассчитано в ту же сторону (чтобы предотвратить развинчивание). Данные крепежи отмечены спецзнаками, применяются в ходовой части автомобиля, при креплении педалей велосипеда, в разных инструментах и станках.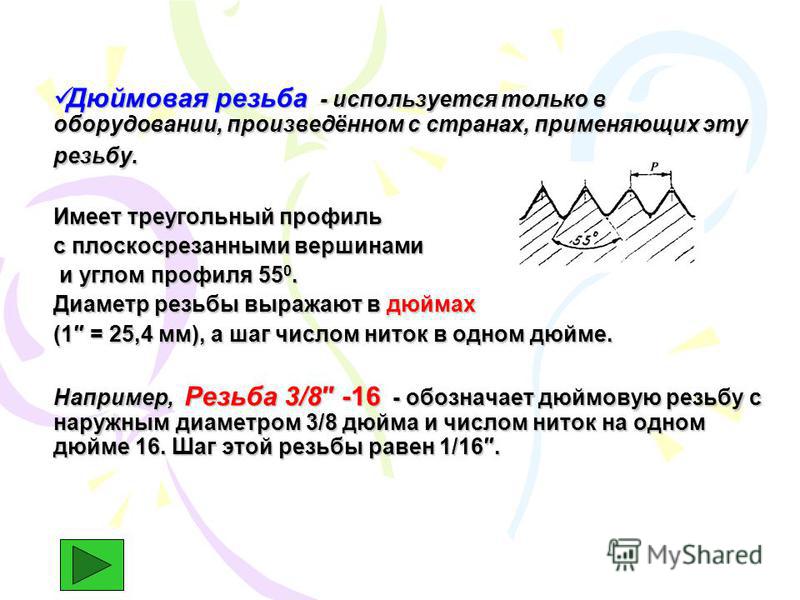 Есть (указывается как Р) мелкий и крупный.
Есть (указывается как Р) мелкий и крупный.Посмотрим для наглядности на схематическое изображение:
На схеме видим ось. Это визуальная срединная линия, представляющая собой центр и находящаяся на одинаковом удалении от всех верхних точек гребней и внутренних – от дна канавок. Мы привели основные аргументы и рассказали о происхождении всей системы измерений. Но при маркировке используются дополнительные характеристики. Вот как еще можно определить дюймовую резьбу:
- По углу подъема. Это то, насколько круто происходит врезка. Обычно, чем больше шаг и количество заходов, тем острее угол. Также этот показатель влияет на эксплуатационные качества, в том числе на то, насколько сложно спираль сбить, срезать.
- По длине свинчивания – это то расстояние, где соприкасаются внутренняя и внешняя нарезка парного крепежного соединения.
- По сбегу. Это промежуток с неполным неглубоким профилем, поскольку на этом небольшом участке происходит плавный, постепенный переход к гладкой части метиза.

Таблицы размеров дюймовых и метрических мелких и крупных резьб
Теперь мы представим сравнительные табличные данные. Сразу укажем, что невозможно и нецелесообразно в рамках одной статьи предоставлять все нормативные документы, поскольку узнать исчерпывающую информацию по всем типоразмерам можно в соответствующих ГОСТах. Мы представим самые распространенные. Сначала отметим, что шаг бывает:
- более 68 мм;
- до 68 мм включительно.
Отсюда приведем два списка с рассматриваемой маркировкой и указанием в миллиметрах:
| Обозначение | Укрупненная спираль, мм |
| М1 | 0.25 |
| М1.2 | 0. 25 |
| М1.4 | 0.3 |
| М1.6 | 0.35 |
| m1.8 | 0.35 |
| m2 | 0.4 |
| М2.2 | 0.45 |
| М2.5 | 0.45 |
| М3 | 0.5 |
| М3.5 | 0.6 |
| М4 | 0.7 |
| М5 | 0.8 |
| М6 | 1.0 |
| М8 | 1.25 |
| М10 | 1.5 |
| М12 | 1.75 |
| М14, 16 | 2.0 |
| М18, 20, 22 | 2.5 |
| М24, 27 | 3.0 |
| М30, 33 | 3.5 |
| М36, 39 | 4.0 |
| М42, 45 | 4.5 |
| М48, 52 | 5.0 |
| М56, 60 | 5.5 |
| М64, 68 | 6.0 |
Отличия от метрической
И так как все развитие резьбового инструмента пришлось преимущественно на Великобританию и ее колонии, то использовалась дюймовая система исчисления. Интересно, что само слово произошло из голландского языка и означает большой палец, потому что в Англии измеряли все, принимая во внимание части человеческого тела. Поэтому английский дюйм – это не что иное, как ширина большого пальца руки или 1/12 часть фута, то есть мужской стопы. Исчисление весьма интересное, особенно исходя из того, что все люди, мягко говоря, разные. История умалчивает, ноги и руки какого «эталонного» англичанина подвергались измерению. Сейчас, безусловно, все соответствия между мерами длины давно запротоколированы, и математики всех стран сошлись на том, что в 1 единице находится ровно 2 сантиметра и 54 миллиметра. Можно даже рассчитать шаг для дюймовой резьбы без таблицы. Но этого лучше не делать вручную, ведь вся конвертация из одной меры в другую уже проведена. Так появилась указанная нами в заглавии шкала.
Но зачем ее менять на метрическую? В 1801 году Э. Уитни сделал увлекательное представление, целью которого было доказать, что всему миру необходима полная взаимозаменяемость деталей – как внутри одной страны, так и между государствами. Так он положил на стол несколько полных комплектов для сборки одинакового оружия, но разного производства. А затем собрал 1 готовый мушкет из различных запчастей – по одной из каждой кучки. С этого момента появилась и затем внедрялась идея унификации, которая воплотилась в сегодняшних нормативных документах: ГОСТ, ДСТУ, DIN, ISO и других.
Так он положил на стол несколько полных комплектов для сборки одинакового оружия, но разного производства. А затем собрал 1 готовый мушкет из различных запчастей – по одной из каждой кучки. С этого момента появилась и затем внедрялась идея унификации, которая воплотилась в сегодняшних нормативных документах: ГОСТ, ДСТУ, DIN, ISO и других.
Интересен тот факт, что из-за постоянного соперничества Великобритании и Франции, первые «вставляли палки в колеса» индустриальному развитию. Они давали неверную информацию, делали так, чтобы французы могли собирать английскую технику и машины только инструментом, привезенным из Англии. Но после революции система была усвоена и переведена на привычную для Франции метрическую. А в России, кстати, сам Менделеев был противником древнерусских измерений с локтями, саженями, аршинами и прочими единицами. Метры распространили по Европе именно французы во время завоеваний Наполеона. Но так как в Англию он не заходил и не покорял ее, то там осталась привычная дюймовая, как и во всех колониальных странах – в Америке, Японии, Канаде, Австралии. К слову, сами американцы и англичане называют ее имперской. Вроде бы понятно, что разница только в методике исчислений, но есть и отличительные черты в нанесении резьбовых соединений, а именно:
К слову, сами американцы и англичане называют ее имперской. Вроде бы понятно, что разница только в методике исчислений, но есть и отличительные черты в нанесении резьбовых соединений, а именно:
- профиль;
- порядок вычисления шага и хода.
Также может меняться угол нарезки – он обычно составляет 55 градусов, а в более привычной нам метрической – все 60. На самом деле на уровне небольших гаек и болтов этот наклон фактически незначительный, но все же для крепкого стыка рекомендовано подбирать крепежную пару соответствующих координат.
Выше мы сказали, что с конвертацией из одного исчисления в другое математики уже определились, соотношение составляет 1 к 2,54 сантиметрам. Опять вдаваться в историю производства метизов не будем, а просто упомянем как факт, что при переделке маркировок с английской на французскую манеру используется не стандартный параметр, а специальный – трубный. Один такой дюйм (международное сокращение и то, как обозначается дюймовая резьба, – двойной апостроф – ?) равен 3,324 см. Отсюда и делаем вывод, что порядок вычисления является особенным. Так, например, диаметр 3/4? = 25 мм. Приведем краткую таблицу их соотношений в двух системах:
Отсюда и делаем вывод, что порядок вычисления является особенным. Так, например, диаметр 3/4? = 25 мм. Приведем краткую таблицу их соотношений в двух системах:
| значение | наружный d, мм | внутренний d, мм |
| 3/16 | 4,762 | 3,408 |
| 1/4 | 6,35 | 4,724 |
| 3/8 | 9,525 | 7,492 |
| 1/2 | 12,7 | 9,989 |
| 3/5 | 19,05 | 15,798 |
| 1 | 22,225 | 21,334 |
| 1; 1/2 | 38,1 | 32,679 |
Хочется отметить, что такая маркировка смотрится лаконичнее.
Технологии нарезки
Есть два распространенных способа:
- Вручную. Для этого используется метчик и плашка. Первый инструмент делает резьбу в заранее подготовленном отверстии, будучи установлен в специальную рукоятку. Второй механизм предназначен для внешнего нарезания. Это круглое устройство с внутренними острыми лепестками, которое завинчивается на заготовку с помощью держателя.
- Токарный или сверлильный станок. Для этого нужны специальные резьбонарезные резцы. Сначала выбирается отверстие. Следует сделать несколько проходов – от чернового к финишному этапу. Чтобы не перегревать сплав, на место ввинчивания наносят машинное масло.
Классы точности
Есть три категории от 1 до 3. При этом самой низкой является первая, здесь представлены изделия, выполненные вручную, а также не прошедшие тонкую или шлифовальную металлообработку. В зависимости от назначения и размеров к производителю могут быть предъявлены разные требования. Наиболее чисто производят нарезку станки с ЧПУ.
Виды дюймовых резьб
В основном разделяют две разновидности:
- Цилиндрическая. Более распространенная. Она регулируется в России нормативным документом ГОСТ 6357-81. Их отличие в том, что они имеют мелкие и, соответственно, частые витки. Они находятся близко. Также они округлые, что положительно влияет на сцепление, делая связь более герметичной для жидкостей и газов.
- Коническая. У нее есть два подвида углов профиля – в 55 и 60 градусов. К тому же напоминает конус, что делает пару самоуплотняемой. Это приводит к тому, что зона крепежа не требует использования герметизирующих средств.
Моменты затяжки крепежной дюймовой резьбы
Этот показатель является рекомендуемым при работе с резьбовыми соединениями. Он обозначает максимальное усилие, которое можно оказывать на деталь. Если оно будет превышено, то могут быть срезаны (свинчены) витки, элемент испортится и потеряет свое функциональное значение. А если, напротив, будет допущено минимальное, недостаточное усилие, то во время эксплуатации под воздействием вибрации и других факторов случится самопроизвольное раскручивание, что также чревато поломкой или аварией. Приведем небольшую таблицу с рекомендациями, силу будем по стандарту измерять в Нм, то есть в Ньютон-метрах. К слову, 1 Нм приблизительно равен 0,1 кГм.
| диаметр, в дюймах | момент затяжки, в нм |
| 1/4 | 12± 3 |
| 3/8 | 47± 9 |
| 7/16 | 70± 15 |
| 1/2 | 105± 20 |
| 5/8 | 215± 40 |
| 3/4 | 370 ± 50 |
| 7/8 | 620± 80 |
| 1 | 900 ± 100 |
| 1; 1/2 | 3100 ± 350 |
Маркировка
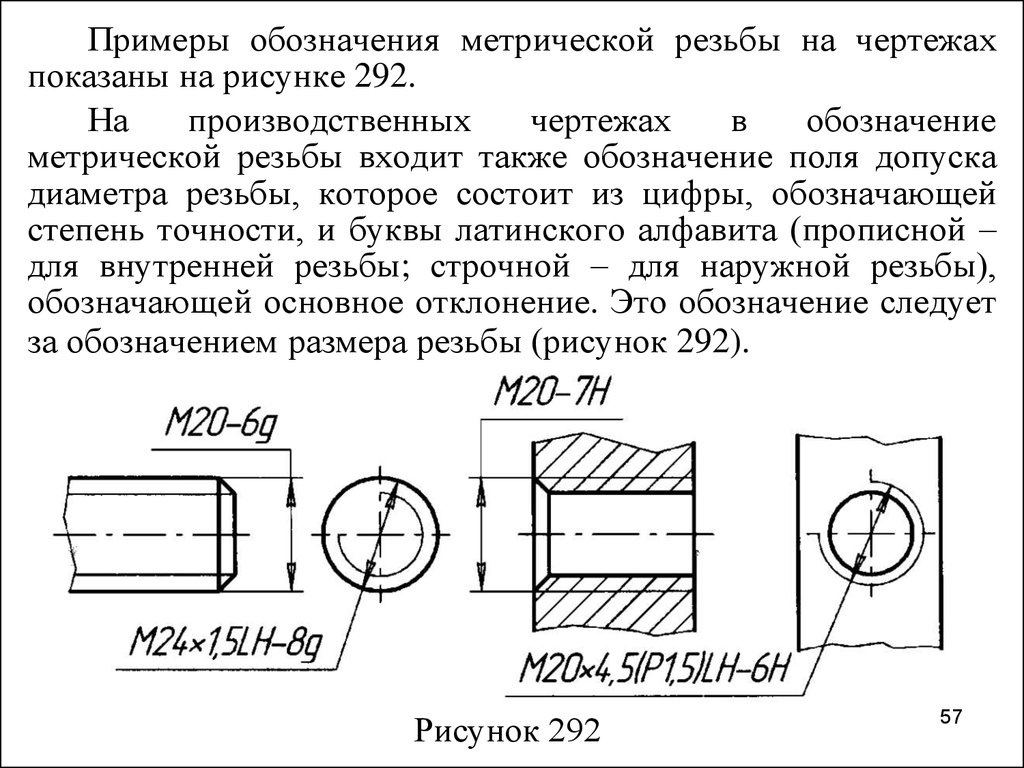
Мы подробно поговорили про многообразие параметров и обозначений отдельных элементов.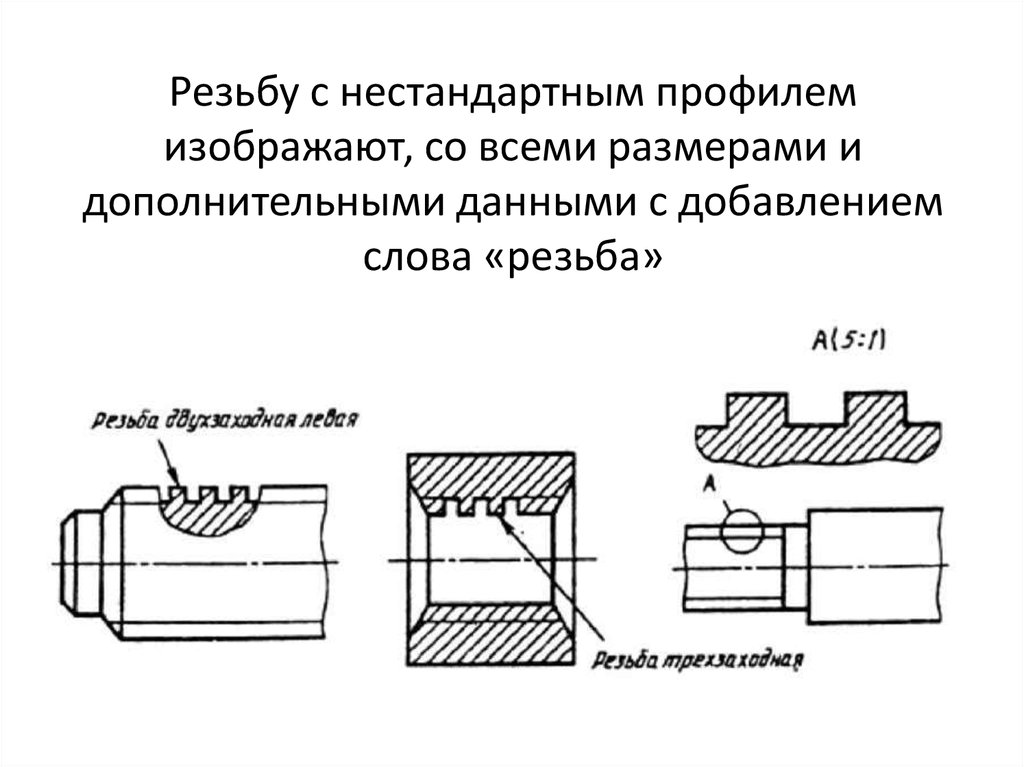 Все они должны быть доступны покупателю, поэтому он видит их гравированными или на самом крепежном инструменте, или в описании, в технической документации. Выглядит так:
Все они должны быть доступны покупателю, поэтому он видит их гравированными или на самом крепежном инструменте, или в описании, в технической документации. Выглядит так:
По порядку здесь указывается:
- резьбовая разновидность;
- размер;
- направление: правое или левое;
- класс точности в буквах или цифрах;
- длина свинчивания.
Изготовление: видео
Мы уже рассказали про два способа нарезки. Теперь наглядно посмотрим на один из них, который можно сделать самостоятельно в домашних условиях:
В статье мы написали про коническую и цилиндрическую дюймовую резьбу, разобрали ее размеры, привели таблицы соответствия диаметров в дюймах и миллиметрах (мм), а также рассмотрели перевод метрической системы. Мы перечислили способы вычисления, поговорили об особенностях (параметрах) выбора и даже дали небольшую историческую сводку. Надеемся, что эта информация была для вас полезна. В качестве завершения есть видеозапись:
В качестве завершения есть видеозапись:
После того как ознакомитесь со статьей, можете прочитать про наши товары. Компания «Рокта» уже 15 лет на российском рынке – мы занимаемся продажей ленточнопильных станков. За это время мы охватили практически все города страны.
UNC и UNF — унифицированная дюймовая резьба
- UNC — унифицированная национальная крупная резьба — сравнима с метрической резьбой ISO
- UNF — унифицированная национальная мелкая резьба
- Угол наклона UNC/UNF по бокам составляет 60°
Унифицированная резьба бывает трех разных классов:
- для применений, где требуется большой допуск для облегчения сборки даже с резьбой с небольшими зазубринами
- наиболее часто используемый класс для общего применения
- для применений, где важна плотность посадки и/или точность элементов резьбы
UNC — унифицированная крупная резьба
резьба UNC согласно ANSI B1.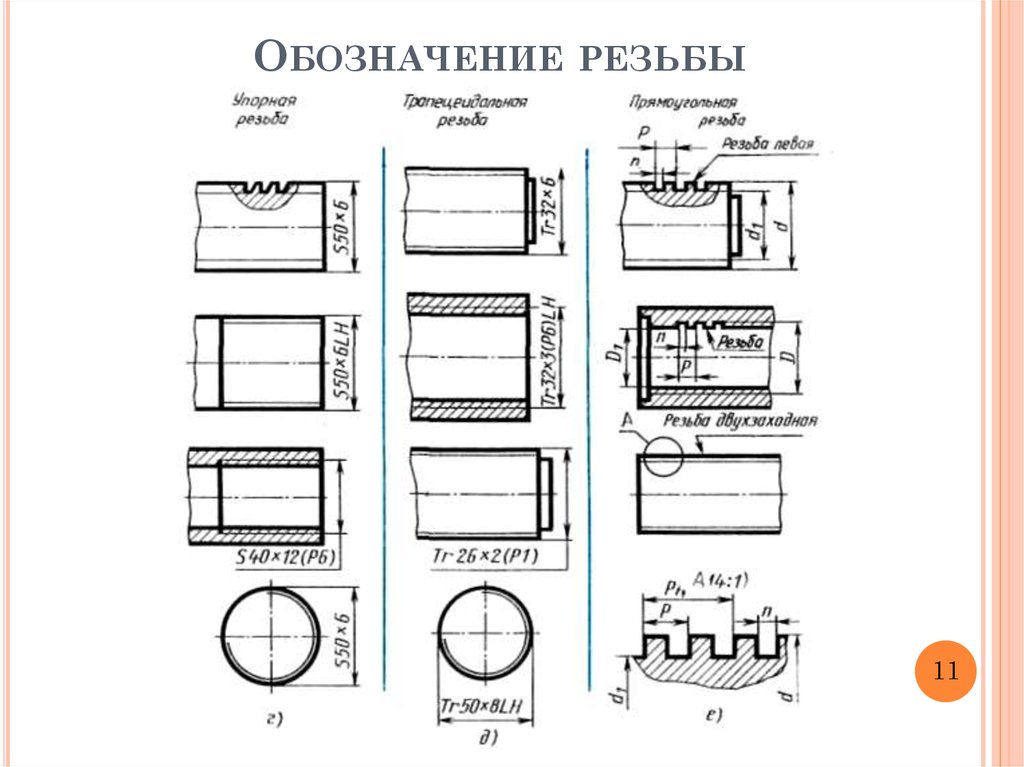 1:
1:
| Major2 Диаметр (дюйм) | Резьба на дюйм (tpi) | Основной диаметр | Размер резьбонарезного сверла (мм) | 3 Шаг0035 (mm) | |
|---|---|---|---|---|---|
| (in) | (mm) | ||||
| #1 — 64 | 64 | 0.073 | 1.854 | 1.50 | 0.397 |
| #2 — 56 | 56 | 0.086 | 2.184 | 1.80 | 0.453 |
| #3 — 48 | 48 | 0.099 | 2.515 | 2.10 | 0.529 |
| #4 — 40 | 40 | 0.112 | 2.845 | 2.35 | 0.635 |
| #5 — 40 | 40 | 0.125 | 3.175 | 2.65 | 0. 635 635 |
| #6 — 32 | 32 | 0.138 | 3.505 | 2.85 | 0.794 |
| #8 — 32 | 32 | 0.164 | 4.166 | 3.50 | 0.794 |
| #10 — 24 | 24 | 0.190 | 4.826 | 4.00 | 1.058 |
| #12 — 24 | 24 | 0.216 | 5.486 | 4.65 | 1.058 |
| 1/4″ — 20 | 20 | 0.250 | 6.350 | 5.35 | 1.270 |
| 5/16″ — 18 | 18 | 0.313 | 7.938 | 6.80 | 1.411 |
| 3/8″ — 16 | 16 | 0.375 | 9.525 | 8.25 | 1.587 |
| 7/16″ — 14 | 14 | 0.438 | 11.112 | 9.65 | 1. 814 814 |
| 1/2″ — 13 | 13 | 0.500 | 12.700 | 11.15 | 1.954 |
| 9/16″ — 12 | 12 | 0.563 | 14.288 | 12.60 | 2.117 |
| 5/8″ — 11 | 11 | 0.625 | 15.875 | 14.05 | 2.309 |
| 3/4″ — 10 | 10 | 0.750 | 19.050 | 17.00 | 2.540 |
| 7/8″ — 9 | 9 | 0.875 | 22.225 | 20.00 | 2.822 |
| 1″ — 8 | 8 | 1.000 | 25.400 | 22.85 | 3.175 |
| 1 1/8″ — 7 | 7 | 1.125 | 28.575 | 25.65 | 3.628 |
| 1 1/4″ — 7 | 7 | 1.250 | 31.750 | 28.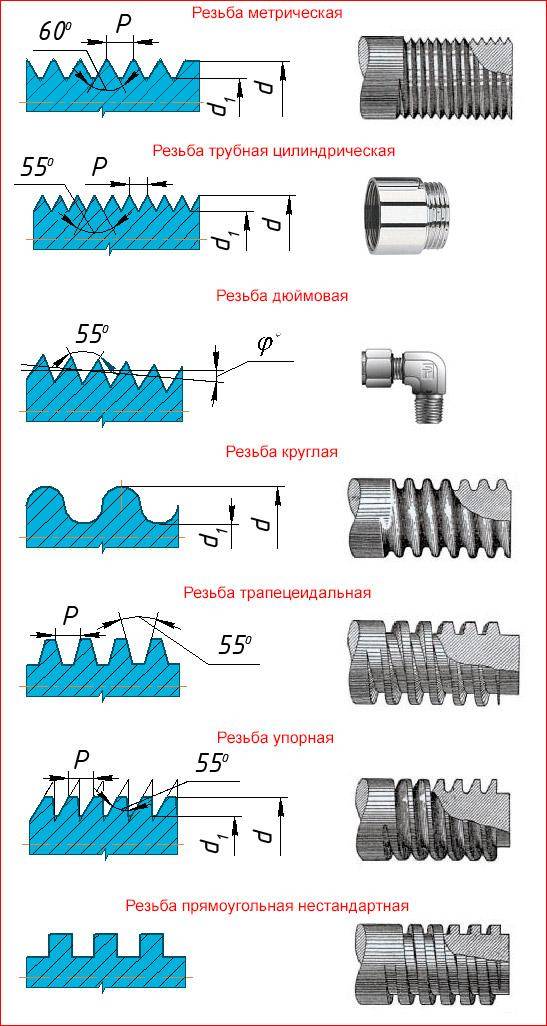 85 85 | 3.628 |
| 1 3/8″ — 6 | 6 | 1.375 | 34.925 | 31.55 | 4.233 |
| 1 1/2″ — 6 | 6 | 1.500 | 38.100 | 34.70 | 4.233 |
| 1 3/4″ — 5 | 5 | 1.750 | 44.450 | 40.40 | 5.080 |
| 2″ — 4 1/2 | 4 1/2 | 2.000 | 50.800 | 46.30 | 5.644 |
| 2 1/4″ — 4 1/2 | 4 1/2 | 2.250 | 57.150 | 52.65 | 5.644 |
| 2 1/2″ — 4 | 4 | 2.500 | 63.500 | 58.50 | 6.350 |
| 2 3/4″ — 4 | 4 | 2.750 | 69.850 | 64.75 | 6.350 |
| 3″ — 4 | 4 | 3.000 | 76. 200 200 | 71.10 | 6.350 |
| 3 1/4″ — 4 | 4 | 3.250 | 82.550 | 77.45 | 6.350 |
| 3 1/2″ — 4 | 4 | 3.500 | 88.900 | 83.80 | 6.350 |
| 3 3/4″ — 4 | 4 | 3.750 | 95.250 | 90.15 | 6.350 |
| 4″ — 4 | 4 | 4.000 | 101.600 | 96.50 | 6.350 |
Пример — Типичное обозначение поток UNC
- 1/4 ”x 20 UNC
US Bolts — Затянутая толкание
UNF — -Unfied Национальные. резьба ANSI B1.1:
| Основной диаметр (дюймы) | Число резьб на дюйм (tpi) Размер | Основной диаметр метчика | 7 905 (mm) | Pitch (mm) | |
|---|---|---|---|---|---|
| (in) | (mm) | ||||
| #0 — 80 | 80 | 0. 060 060 | 1.524 | 1,25 | 0,317 |
| #1 — 72 | 92 | 0,073 | 1,854 | 1,55 | 0,353 | 1,55 | 0,353 | 0,353 | .2.184 | 1.90 | 0.397 |
| #3 — 56 | 56 | 0.099 | 2.515 | 2.15 | 0.453 |
| #4 — 48 | 48 | 0.112 | 2.845 | 2.40 | 0.529 |
| #5 — 44 | 44 | 0.125 | 3.175 | 2.70 | 0.577 |
| #6 — 40 | 40 | 0.138 | 3.505 | 2.95 | 0.635 |
| #8 — 36 | 36 | 0.164 | 4.166 | 3.50 | 0.705 |
| #10 — 32 | 32 | 0. 190 190 | 4.826 | 4.10 | 0.794 |
| #12 — 28 | 28 | 0.216 | 5.486 | 4.70 | 0.907 |
| 1/4″ — 28 | 28 | 0.250 | 6.350 | 5.50 | 0.907 |
| 5/16″ — 24 | 24 | 0.313 | 7.938 | 6.90 | 1.058 |
| 3/8″ — 24 | 24 | 0.375 | 9.525 | 8.50 | 1.058 |
| 7/16″ — 20 | 20 | 0.438 | 11.112 | 9.90 | 1.270 |
| 1/2″ — 20 | 20 | 0.500 | 12.700 | 11.50 | 1.270 |
| 9/16″ — 18 | 18 | 0.563 | 14.288 | 12.90 | 1.411 |
| 5/8″ — 18 | 18 | 0. 625 625 | 15.875 | 14.50 | 1.411 |
| 3/4″ — 16 | 16 | 0.750 | 19.050 | 17.50 | 1.587 |
| 7/8″ — 14 | 14 | 0.875 | 22.225 | 20.40 | 1.814 |
| 1″ — 12 | 12 | 1.000 | 25.400 | 23.25 | 2.117 |
| 1 1/8″ — 12 | 12 | 1.125 | 28.575 | 26.50 | 2.117 |
| 1 1/4″ — 12 | 12 | 1.250 | 31.750 | 29.50 | 2.117 |
| 1 3/8″ — 12 | 12 | 1.375 | 34.925 | 32.75 | 2.117 |
| 1 1/2″ — 12 | 12 | 1,500 | 38,100 | 36,00 | 2.117 |
Пример — Типичное обозначение нити UNF
- 1/2 ”x 200009
. Большой и малый диаметры
 Большой и малый диаметры
Большой и малый диаметры Переключить навигацию
Поиск
- сравнить продукты
Меню
Счет
- По Ли Лехнер
- 16 мая 2022 г.
В настоящее время на выбор предлагаются различные типы и размеры резьбы. Иногда вам нужно знать размеры, связанные с этими потоками, поэтому мы разрабатываем подобные сообщения, чтобы упростить вам задачу.
В этом посте вы найдете краткую справочную таблицу для UNC/UNF — унифицированных национальных потоков. Если вы плохо знакомы с какой-либо терминологией, прокрутите таблицу вниз, и вы найдете список определений, которые помогут вам лучше. В приведенной ниже таблице основное внимание уделяется основным диаметрам наружной резьбы и вспомогательным диаметрам внутренней резьбы. Мы включили изображение ниже, чтобы лучше показать эти области.
ТАБЛИЦА РЕЗЬБЫ (UNF-UNC РЕЗЬБА)
| Обозначение резьбы | UNF/UNC | Количество витков на дюйм | Основной основной диаметр (наружная резьба) | Основной малый диаметр (внутренняя резьба) |
| 0-80 | УНФ | 80 | 0,060 | 0,047 |
| 1-64 | УНК | 64 | 0,073 | 0,056 |
| 2-56 | УНК | 56 | 0,086 | 0,067 |
| 2-64 | УНФ | 64 | 0,086 | 0,069 |
| 4-40 | УНК | 40 | 0,112 | 0,085 |
| 5-40 | УНК | 40 | 0,125 | 0,098 |
| 5-44 | УНФ | 44 | 0,125 | 0,100 |
| 6-32 | УНК | 32 | 0,136 | 0,104 |
| 6-40 | УНФ | 40 | 0,136 | 0,111 |
| 8-32 | УНК | 32 | 0,164 | 0,130 |
| 8-36 | УНФ | 36 | 0,164 | 0,134 |
| 10-24 | УНК | 24 | 0,190 | 0,145 |
| 10-32 | УНФ | 32 | 0,190 | 0,156 |
| 1/4-20 | УНК | 20 | 0,250 | 0,196 |
| 1/4-28 | УНФ | 0,250 | 0,211 | |
| 16-18 5/18 | УНК | 18 | 0,313 | 0,252 |
| 16-24 мая | УНФ | 24 | 0,313 | 0,267 |
| 3/8-16 | УНК | 16 | 0,375 | 0,307 |
| 3/8-24 | УНФ | 24 | 0,375 | 0,330 |
| 16-14 июля | УНК | 14 | 0,438 | 0,360 |
| 16-20 июля | УНФ | 20 | 0,438 | 0,383 |
| 1/2-13 | УНК | 13 | 0,500 | 0,417 |
| 1/2-20 | УНФ | 20 | 0,500 | 0,446 |
| 16-12 сентября | УНК | 12 | 0,563 | 0,472 |
| 16-18 сентября | УНФ | 18 | 0,563 | 0,502 |
| 5/8-11 | УНК | 11 | 0,625 | 0,527 |
| 5/8-18 | УНФ | 18 | 0,625 | 0,565 |
| 3/4-10 | УНК | 10 | 0,750 | 0,642 |
| 3/4-16 | УНФ | 16 | 0,750 | 0,682 |
| 7/8-9 | УНК | 9 | 0,875 | 0,755 |
| 7/8-14 | УНФ | 14 | 0,875 | 0,798 |
| 1-8 | УНК | 8 | 1.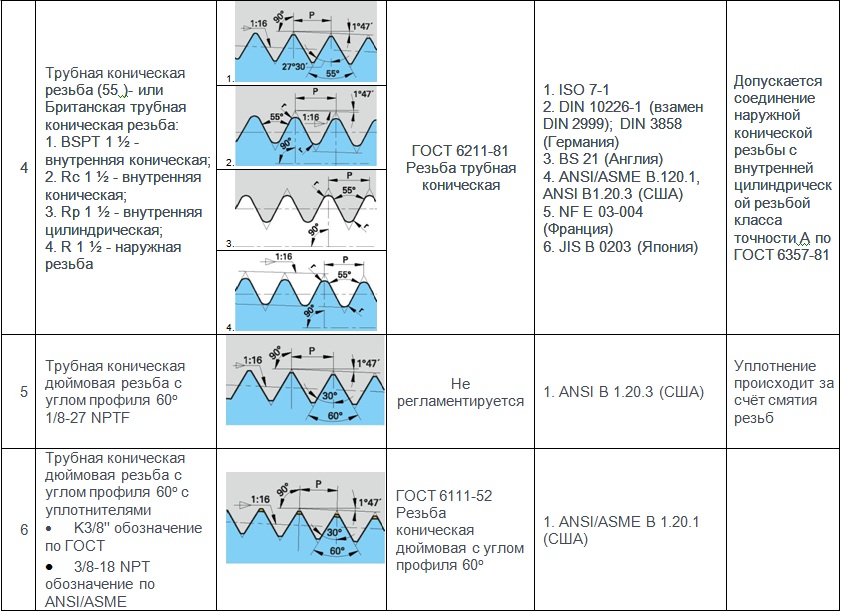 000 000 | 0,865 |
| 1-14 | УНФ | 14 | 1.000 | 0,910 |
| 1 1/8-7 | УНК | 7 | 1,125 | 0,970 |
| 1 1/8-12 | УНФ | 12 | 1,125 | 1,035 |
| 1 1/4-7 | УНК | 1.250 | 1,095 | |
| 1 3/8-6 | УНК | 6 | 1,375 | 1,195 |
| 1 1/2-6 | УНК | 6 | 1.500 | 1.320 |
| 1 3/4-5 | УНК | 5 | 1.750 | 1,534 |
| 2-4,5 | УНК | 4 1/2 | 2.000 | 1,759 |
Загрузить полную таблицу стандартных резьб
Введите адрес электронной почты ниже, чтобы получить доступ к полной стандартной резьбе в формате PDF
Основные сведения о резьбах UNF и UNC
Резьбы UNF и UNC являются наиболее распространенными типами резьб UN (Unified National).
Резьба UNC
Резьба UNC представляет собой унифицированную резьбу с крупным шагом.
- Меньше перекрестных потоков
- Более быстрая сборка и разборка (обычно используется в массовом производстве)
- Большие припуски на резьбу позволяют наносить более толстые гальванические покрытия и покрытия
- Меньшее количество витков на расстояние по сравнению с мелкой резьбой
Резьба UNF
Резьба UNF представляет собой унифицированную резьбу с мелким шагом.
- Обеспечивает более точную настройку благодаря меньшему углу подъема спирали
- Требуется меньший крутящий момент для создания эквивалентного предварительного натяга болта
- Тонкая резьба прочнее как на растяжение (из-за большей площади напряжения), так и на сдвиг (больший внутренний диаметр)
- Меньшая склонность к ослаблению, так как угол наклона резьбы меньше
- Обычно используется в тех случаях, когда требуется высокая прочность крепежа
Посадка на резьбу
Посадка на резьбу является мерой ослабления или натяжения сопрягаемой резьбы. Он указывается для обозначения величины припуска и желаемой монтажной посадки. Они бывают трех разных классов резьбы:
Он указывается для обозначения величины припуска и желаемой монтажной посадки. Они бывают трех разных классов резьбы:
- Классы 1A (внешняя) и 1B (внутренняя): Чрезвычайно свободный допуск резьбовой посадки. Этот класс предназначен для быстрой и легкой сборки/разборки. (не указывается обычно)
- Классы 2A (внешняя) и 2B (внутренняя): Оптимальная резьба, сочетающая в себе производительность, производство, экономичность и удобство. (Наиболее распространенный — почти 90% всех коммерческих и промышленных крепежных изделий используют этот класс резьбовой посадки .
- Классы 3A (внешний) и 3B (внутренний): Предназначен для крепежных изделий с жесткими допусками, где важна точность элементов резьбы, а безопасность является критическим фактором при проектировании
Использование таблицы для выбора маскирующих колпачков и заглушек
Существует множество различных причин, по которым вам может понадобиться обратиться к таблице, поэтому мы надеемся, что она оказалась для вас полезной! Здесь, в Echo, мы используем его, чтобы помочь специалистам по порошковой окраске, нанесению электронных покрытий, анодировщикам и наладчикам найти колпачок или заглушку правильного размера для их конкретного размера резьбы. Итак, вот несколько советов на случай, если вам это когда-нибудь понадобится.
Итак, вот несколько советов на случай, если вам это когда-нибудь понадобится.
Cap It
Простая версия подбора колпачка нужного размера заключается в том, что мы предлагаем найти колпачок с внутренним диаметром, который на 1-2 размера меньше, чем основной диаметр резьбы, которую вы маскируете. . Вы хотите получить более плотное прилегание к таким процессам, как электронное покрытие.
Plug It
Для конических заглушек необходимо, чтобы малый диаметр точно соответствовал среднему диаметру заглушки (см. рисунок). Если это не точно, установите заглушку глубже в отверстие. Когда вы устанавливаете эти заглушки, вы вставляете их, а затем поворачиваете, чтобы получить лучшее уплотнение.
Резьба UNF представляет собой тонкую резьбу , поэтому для затягивания дюбеля в отверстие потребуется больше оборотов.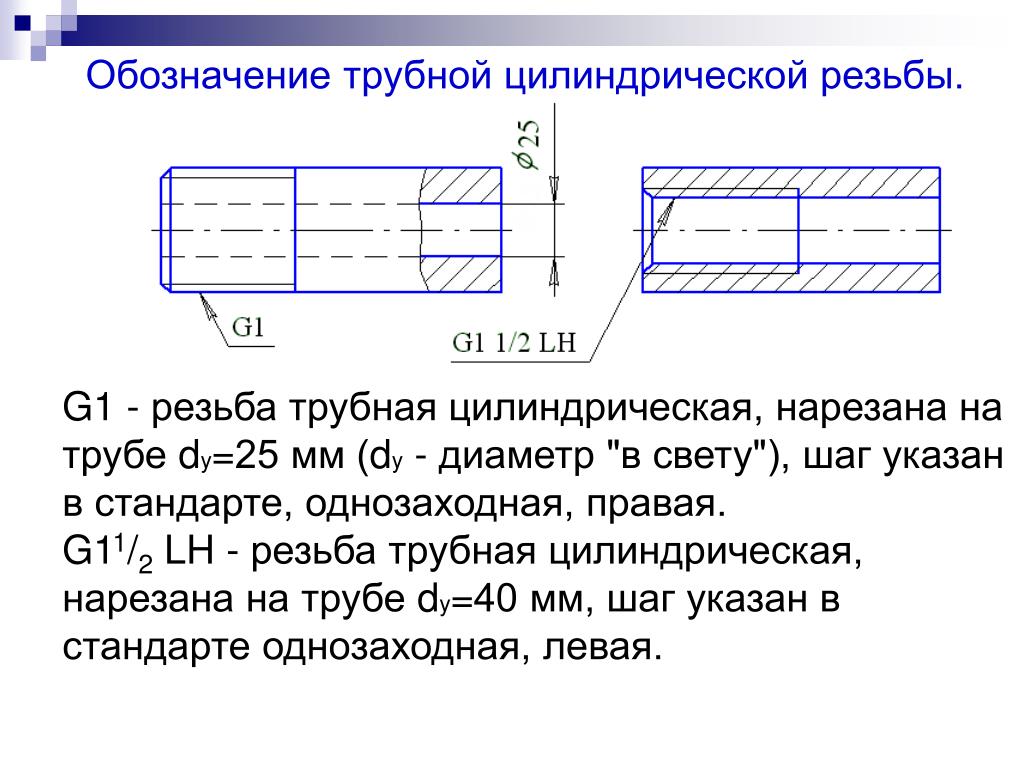 Резьба UNC представляет собой крупную резьбу , поэтому для затягивания уплотнения требуется меньше оборотов.
Резьба UNC представляет собой крупную резьбу , поэтому для затягивания уплотнения требуется меньше оборотов.
ВИДЕО: Как замаскировать резьбовые отверстия
О компании Echo Engineering
Компания Echo Engineering уже более 50 лет предоставляет решения для маскирования для промышленных отделочников. Из-за этого мы часто тесно сотрудничаем с линиями покраски, чтобы помочь им найти способы маскировки резьбовых отверстий и болтов. Мы специализируемся не только на стандартных вариантах из каталога, таких как ленты для порошкового покрытия, колпачки и заглушки, но также на разработке, проектировании и производстве индивидуальных решений для некоторых из крупнейших в мире линий отделки металлов.