что в нем прописано и как его получить?
Специалисты сварочного производства, имеющие небольшой стаж, рано или поздно могут столкнуться с необходимостью получить удостоверение НАКС. Этот документ подтверждает профессионализм сварщика и позволяет ему проводить работы на особо ответственных участках. Из этой статьи вы узнаете, как можно попасть в категорию востребованных и высокооплачиваемых работников, что из себя представляют корочки НАКС и на протяжении какого времени они действуют.
Содержание статьи
НАКС и ее разновидности
Что такое НАКС? Национальное агентство контроля сварки – организация, в полномочия которой входит экзаменовка рабочего персонала, предприятий, технологий, материалов и инструментов. Кроме этого, НАКС занимается разработкой и улучшением нормативной документации, выпуском учебных пособий, консультациями во время работ на особо ответственных объектах.
Аттестация может быть:
- Первичная. Проходится сварщиками, которые ранее не проходили аттестацию. Инициатива сдачи экзамена может исходить от самого специалиста, если он рассчитывает на конкретную вакансию, или же от предприятия, которое берется за выполнение крупного проекта или же повышает уровень квалификации работников в связи с иными причинами.
- Повторная. Актуальна для тех специалистов, срок действия удостоверения которых подходит к концу.
- Внеочередная. Через нее проходят сварщики, нарушившие технологию и отстраненные от работ.
- Дополнительная. Необходима в том случае, если работнику необходимо расширить область аттестации действующего удостоверения. Кроме того, ее проходят сварщики, более полугода не работавшие по специальности.
Как пройти аттестацию НАКС, можно узнать здесь.
Аттестация персонала
НАКС для рабочего персонала осуществляется на четырех уровнях:
- Сварщик;
- Мастер-сварщик;
- Технолог-сварщик;
- Инженер-сварщик.
В обязанности сварщика НАКС входит обслуживание металлических конструкций на особо опасных объектах. Необходимо уметь сваривать любые металлы и сплавы любой толщины во все пространственных положениях, а также производить наплавку, строгание, нарезку материалов.
В компетенцию аттестованного мастера-сварщика входит раздача письменных и устных указаний, которые должны быть выполнены сварщиками НАКС.
Прошедшие аттестацию технологи-сварщики руководят теми подразделениями предприятия, которые занимаются проведением сварочных работ. Такие специалисты отвечают за последовательность и качество производственных работ.
Инженеры-сварщики НАКС ответственны в том числе за нормативные документы, регламентирующие исполнение сварочных работ всех типов.
Во время аттестации сварщики сдают теоретический, специальный и практический экзамены. Вначале необходимо сдать практический экзамен. Если же попытка оказалась неуспешной, повторить ее можно не ранее чем через месяц. Затем вы будете допущены к оставшимся двум испытаниям.
Аттестация производства
При аттестации сварочного производства комиссии на рассмотрение необходимо предъявить следующие документы:
- Технологическую карту работ;
- Инструкцию;
- Сертификаты качества на сварочное оборудование, инструменты и материалы;
- Договор на осуществление периодического контроля НАКС;
- Перечень техники, уже прошедшей аттестацию;
- Удостоверения НАКС сотрудников.
Сотрудники НАКС обращают пристальное внимание на комплектность оборудования; соответствие его технических характеристик показателям, прописанным в паспорте; качество расходных материалов и прочность сварных соединений. Как правило, основанием для вынесения вердикта служит оценка качества сварки двух деталей из различных металлов. Если оно удовлетворительное, то предприятие будет аттестовано.
Документы, которые выдаются после экзамена
Если вы прошли курс обучения в одном из центров НАКС и успешно сдали экзамены, то на протяжении 2-х недель станете обладателем следующих документов:
- Свидетельства об окончании курсов;
- Протокола аттестации специалиста сварочного производства;
- Удостоверения аттестованного специалиста.
Аттестованный сварщик также может найти свои данные в общем реестре. Сведения вносятся туда на протяжении 2-х недель после успешной сдачи экзамена. Зная регистрационный номер своих документов, вы можете не только проверить их легальность, но и получить дубликаты в случае утери или хищения.
Аттестационное удостоверение
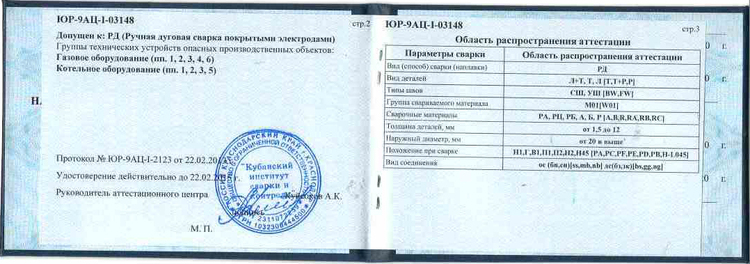
Удостоверение НАКС представляет собой документ, в котором указан уровень специалиста, содержится его фотография и прописано, какие виды работ имеет право осуществлять данный сотрудник. Кроме этого, благодаря удостоверению можно узнать:
- место прохождения аттестации (географическую привязку),
- регистрационный номер,
- срок действия документа,
- дату рождения владельца удостоверения,
- фамилию и инициалы руководителя аттестационного центра, который выдал документ.
Корочки НАКС содержат расшифровку аббревиатур, которыми обозначаются группы свариваемых материалов, виды соединения, положения при сварке и т.д., поэтому расшифровка всего удостоверения довольно проста.
Удостоверение НАКС имеет ограниченное время действия. Так, для сварщика 1 уровня срок следующей аттестации подойдет через 2 года, 2 и 3 уровня – через 3 года, 4 уровня – через 5 лет. При аттестации предприятий удостоверение действительно на протяжении 4х лет, серийной партии расходных материалов – на протяжении 3х лет, мелкосерийной партии расходников – на протяжении 1 года.
В интернете есть множество предложений, связанных с приобретением удостоверения НАКС. Несмотря на заманчивую перспективу получить корочки, избежав экзаменов, вы должны иметь в виду, что регистрационный номер купленного документа не будет отражен в реестре, поэтому его подлинность работодатель при желании может легко установить. Кроме того, приступая к работе по фальшивому допуску, в случае непредвиденной ситуации вы можете подвергнуть опасности свою жизнь и жизнь своих коллег.
[Всего: 0 Средний: 0/5]найти себя по фамилии. общий список аттестованных, проверить персонал, ЭДО, naks ru – Сертификация и обучение на Svarka.guru
Аббревиатура расшифровывается так — Национальное Агентство Контроля Сварки, центры которой открыты сегодня в каждом крупном городе России. Действующий реестр НАКС помогает узнать, действительное ли удостоверение у сварщика, нанимающегося на работу, или это самозванец пытается устроиться на высокооплачиваемую работу.
Что же это такое?

Реестр НАКС сварщиков позволяет быстро узнать по личному клейму, кто сварил данную конструкцию, т. к. данные прошедшего курс переподготовки в аналогичных центрах, заносятся в компьютерную базу агентства. Подобное правило введено совсем недавно, а сделано это для того, чтобы быстро отыскать виновника брака и наказать за некачественно выполненное задание.После окончания курсов сварщики получают личное удостоверение, данные которого заносятся в реестр НАКС ЭДО (Электронный Документооборот). При возвращении к профессиональной деятельности на производстве, окончившие курсы имеют право на получение более ответственных заданий и повышения заработной платы. Для этого надо представить руководству документ о повышении квалификационного разряда.
Центры НАКС проводят три основных вида аттестации:
- Первичная.
- Повторная подготовка, которая проводится для повышения уровня сварщика после отработки на производстве определённое количество лет.
- Внеочередная переподготовка — необходима, когда исполнитель по каким–либо причинам не выполнял обязанности в течение полугода или руководство сомневается в квалификации сварщика.
Цель аттестации — проверка готовности предприятия к выполнению сварочных работ и подтверждение квалификации исполнителей, имеющих допуск к сложным видам сварки.
[stextbox id=’info’]Т. И. Кирюшкин, образование: колледж по подготовке сварщиков, специальность: сварщик шестого разряда, опыт работы: с 2003 года: «Сертификат центра НАКС необходим каждому сварщику, потому что только такое удостоверение даёт право на проведение ответственных операций по прочному соединению конструкций из металла».[/stextbox]
Проверка удостоверения
Для осуществления данной операции надо зайти на личный сайт НАКС по адресу naks.ru, затем в нужном разделе найти поле и ввести соответствующие данные. Чтобы получить исчерпывающую информацию надо заполнить следующие пункты:
- Фамилия, имя и отчество работника — это основной пункт, помогающий в определении подлинности выданного центром переподготовки удостоверения.
- Место, где проводилась аттестация, потому что аналогичных центров много в регионах Российской Федерации, а в удостоверении неукоснительно указывается город.
- Дата проведения — это помогает обозначить, что корочки действительно зарегистрированы в центре аттестации. Точная дата сдачи экзаменов на повышение разряда присутствует в каждом документе, выданном в центре НАКС.
- Номер, состоящий из букв и цифр, проставляется в каждом удостоверении, т. к. при отсутствии аналогичной нумерации нельзя провести проверку даже по упрощённой схеме.
- Сроки действительности аттестации — обязательный пункт в удостоверении сварщика, потому что каждый уровень имеет точный срок действия в течение одного года или двух лет, что и указано в соответствующей графе.
- Срок продления — в отдельных случаях в документе указывается период, когда возможно продлить срок действия удостоверения.
Чтобы руководство предприятия могло в любой момент проверить аттестацию НАКС, достаточно ввести перечисленные данные в реестр и результат будет выдан системой практически мгновенно. Возможен и привычный для руководства вариант — подать письменный запрос в соответствующую организацию, ожидание ответа займёт много времени, а результат будет идентичным.
Виды деятельности
Агентства НАКС занимаются не только аттестацией сварщиков и аналогичного оборудования, сфера деятельности включает и такие функции:
- Разработку и распространение документации нормативного плана.
- Составление методических пособий по категориям.
- Консультации по правильности проведения сварочных работ любой сложности.
- Формирование комиссий экспертов для проверки организаций и предприятий, связанных со сваркой или имеющих в эксплуатации аналогичное оборудование.
Основным видом деятельности всё-таки считается аттестация, которая имеет четыре уровня:
№1 — это сварщики, которым выдаётся право на проведение соответствующих работ разной сложности.
№2 — мастер сварочных работ, который уже имеет право контролировать все аналогичные работы в цеху или на участке, а также выдавать рекомендации по их проведению в устной или письменной форме.
№3 — технологи, контролирующие сварочные работы на предприятии.
№4
Кроме персонала, проверку проходит оборудование, задействованное в процессе. Для этого создаются специальные комиссии, которые выезжают на предприятие и осуществляют аттестацию сварочного оборудования в соответствии с нормативами НАКС на месте.
Область проведения
На предприятиях должно эксплуатироваться только исправное сварочное оборудование, которое обеспечивает технологические параметры согласно установленному ГОСТу, поэтому и проводятся периодические проверки комиссиями НАКС, которые инспектируют:
- импортную технику для сварочных процессов;
- оборудование, впервые эксплуатируемое на предприятии;
- сварочное оборудование, впервые проходящее аттестацию.
Кроме главенствующей организации, занимающейся аттестацией в области сварочных работ, НАКС проводит консультативное и методическое обслуживание предприятий, имеет право сформировывать и направлять в нужное русло техническую деятельность САСв или Системы Аттестации сварщиков, а также следить за соблюдением технологического процесса сварки на вверенных для надзора предприятиях. Выдаваемые документы и сертификаты от НАКС являются гарантом качества и высокого профессионализма исполнителей.
Документы для прохождения
Чтобы попасть в число претендентов на повышение квалификации в центре НАКС надо подготовить следующий пакет документов:
- заявка именная или от руководства предприятия;
- документы об образовании сварщика или же смежных профессий;
- заверенное свидетельство о специальной подготовке по указанной профессии;
- подробная информация о стаже работы в сфере использования сварочных работ или выписка из трудовой книжки, заверенная начальником отдела кадров предприятия или организации;
- копии документов о сдаче нормативов по технике безопасности проведения сварочных работ;
- справка 086/у о состоянии здоровья;
- квитанция об оплате услуг центра.
После этого происходит зачисление в состав группы для получения теоретических знаний и практики сварочных работ разной сложности, что зависит от уровня подготовки, с последующей сдачей экзаменов и проверке полученных навыков по выбранной профессии. По окончании учёбы выдаётся номерное удостоверение, в котором делаются запись о присвоении очередного разряда, указывается допуск к видам сварки и многое другое.
[stextbox id=’warning’]В интернете периодически появляются предложения купить документ о присвоении определённой квалификации сварщика НАКС, но важно помнить, что эти подделки не пройдут официальной проверки в реестре системы.[/stextbox]
Поиск аттестованных сварщиков
Найти себя в НАКС, чтобы проверить действительность выданного при аттестации удостоверения, довольно просто — в поисковике Гугл или Яндекс вставляется ссылка www.naks.ru/assp/reestrperson и открывается официальный сайт. Поиск проводится по фамилии или личному клейму, полное заполнение формы не требуется.
После введения указанных выше данных открывается окно, где система требует подтвердить, что вход осуществил не робот — выполните задание по выбору представленных картинок и нажмите окно с надписью «Я не робот». Затем нажимайте клавишу Фильтр, после чего система откроет все данные реестра, если у вас распространённая фамилия, то введите дополнительно полностью имя и отчество, а не только инициалы, адрес центра выдачи удостоверения и даты сдачи экзаменов. На вывод любых данных в каталоге НАКС нет ограничений.
Клавиша с надписью «Подробнее» открывает список допусков, которые имеет обладатель удостоверения, например, к нефтедобывающему производству или эксплуатация оборудования для котельных. Поэтому найти себя в НАКС по личному клейму или фамилии в реестре довольно просто, при этом становится доступной информация о сроках действия выданного удостоверения, полученный разряд и занимаемая должность.
[stextbox id=’alert’]Самостоятельно изменить имеющуюся в реестре информацию или добавить недостоверные сведения — невозможно.[/stextbox]
Когда реестр не выдаёт данные
 Мы уже описывали подробно инструкцию, как быстро проверить НАКС по фамилии, но иногда случаются досадные недоразумения, когда на правильно введённые данные о человеке, который совсем недавно окончил курсы повышения квалификации в центре аттестации, система не выдаёт информацию.
Мы уже описывали подробно инструкцию, как быстро проверить НАКС по фамилии, но иногда случаются досадные недоразумения, когда на правильно введённые данные о человеке, который совсем недавно окончил курсы повышения квалификации в центре аттестации, система не выдаёт информацию.Здесь могут произойти такие причины: во-первых, не исключается появление сбоев или ошибок в работе системы, но подобный казус происходит крайне редко; во-вторых, часто пользователи неправильно вводят данные, используя заглавные буквы, забыв сменить регистр; в-третьих, может произойти случайная ошибка при вводе цифр номера удостоверения.
При наличии любой из перечисленных ошибок, компьютерная система не выдаст запрашиваемые данные, поэтому внимательно проверяйте ввод фамилии и чисел, если не получилось, то повторите запрос ещё раз. Отрицательный результат может получиться из-за того, что ещё не прошло две недели со дня окончания курсов и в реестр не поступили данные о запрашиваемом человеке. Подобные задержки допускаются в течение месяца со дня аттестации.
Если же прошли допустимые сроки, а данного сварщика и удостоверения нет в реестре, то это означает, что свидетельство об окончании курсов поддельное.
Такому сварщику надо пройти повторное обучение в центре НАКС, но уже за личный счёт, чтобы официально получить аттестацию.
Выводы
Аттестация работников происходит по инициативе руководства предприятия, но иногда сварщик самостоятельно желает повысить квалификацию, чтобы получить допуск к ответственным работам. Получение аттестации, подтверждающей новый уровень мастерства — это путь к совершенствованию профессиональных навыков, а также повышение оплаты труда.
НАКС — это… Что такое НАКС?
накс — скан … Краткий словарь анаграмм
накс — [2/0] ноксерон, таблетки, используемые наркоманами для усиления действия других наркотиков. Жаргон наркоманов … Cловарь современной лексики, жаргона и сленга
накс — I (никс) [نکث] а. шикастани аҳду паймон; барҳам задани муомила ва савдо II [نکس] а. нагунсор шудан, вожгун шудан, чаппа шудан … Фарҳанги тафсирии забони тоҷикӣ
никс — накс … Фарҳанги тафсирии забони тоҷикӣ
Андромеда: Хронология Содружества — Телевизионный сериал Андромеда (Gene Roddenberry s Andromeda) Главные герои Дилан Хант Бека Валентайн … Википедия
Полипластик — ООО Группа ПОЛИПЛАСТИК Тип … Википедия
СТО Газпром 2-2.2-136-2007: Инструкция по технологиям сварки при строительстве и ремонте промысловых и магистральных газопроводов. Часть I — Терминология СТО Газпром 2 2.2 136 2007: Инструкция по технологиям сварки при строительстве и ремонте промысловых и магистральных газопроводов. Часть I: 3.1.1 автоматическая сварка: Дуговая сварка, при которой возбуждение дуги, подача сварочной… … Словарь-справочник терминов нормативно-технической документации
Великая Греция — (по греч. ή μεγάλη Έλλάς, по лат. Graecia Magna, или Major) обозначение Южной Италии, поскольку она была населена греческими колонистами, возникшее, вероятно, в Италии во время наивысшего процветания греческих колоний. Понятие, соответствующее… … Энциклопедический словарь Ф.А. Брокгауза и И.А. Ефрона
Сицилия — один из больших островов Средиземного моря, часть Итальянского королевства; от материка отделяется Мессинским проливом. Площадь С. 25540 кв. км, жителей в 1897 г. 3525853, в том числе крестьянского населения ок. 2 млн. 7 провинций: Кальтанизетта … Энциклопедический словарь Ф.А. Брокгауза и И.А. Ефрона
НЕМО — (фр. Nemo) герой двух романов Ж.Верна: «20 000 лье под водой» (1869 1870) и «Таинственный остров» (1875). В первом романе повествование ведется от имени французского натуралиста профессора Аронакса, ставшего участником морской экспедиции,… … Литературные герои
для чего нужна аттестация сварочного оборудования? Подача заявки и порядок действий
На большинстве предприятий сварочные работы связаны с опасными объектами по классификации ОПО (статья 2 ФЗ №116). В этом случае такие работы должны находиться под государственным контролем в соответствии с требованиями текущего законодательства (РД 03-614-03).
Для чего нужна аттестация сварочного оборудования от НАКС
Национальное агентство контроля сварки — это учреждение, обеспечивающее государственный контроль посредством разработки методических документов по аттестации сварщиков, сварочного оборудования и технологических процессов и проведения аттестации.
В процессе аттестационной проверки комиссия производит сверку реальных технологических характеристик сварочного оборудования с теми, которые были указаны в документации, а также оценивает оборудование с точки зрения возможности обеспечить заданное качество сварки при ремонтных, монтажных и других работах. Это обеспечивает стандартизацию производства в соответствии с требованиями безопасности.
Подача заявки на аттестацию сварочного оборудования
Чтобы получить свидетельство об аттестации, организация, которая изготавливает, ремонтирует или монтирует устройства для опасных производственных объектов, подаёт заявление с прилагаемым к нему комплектом необходимых документов в аттестационный центр.
По завершении прохождения необходимых этапов аттестации предприятию-заказчику выдается подтверждающий документ.
Для прохождения аттестации компания-заказчик должна предоставить следующие документы:
- карточку предприятия и банковские реквизиты;
- паспорт организации, изготовившей оборудование, которое планируется использовать;
- оригинал сертификата соответствия РФ и две копии, заверенные по ГОСТ Р-7.0.97-2016;
- данные по условиям эксплуатации;
- технологические карты на сварные соединения, которые будут выполняться;
- журнал учёта сварочного оборудования, в который внесены все данные о ремонтах, проверках и перемещениях;
- копии документов аттестованных сварщиков штата компании;
- сертификаты на использующиеся сварочные материалы;
- ксерокопии документов специалиста, осуществляющего контроль техпроцесса сварки на предприятии;
- свидетельство об аттестации лабораторного неразрушающего контроля;
- если есть аттестат на тип сварочного оборудования отрасли, то его также необходимо предоставить.
Типы аттестаций
Предмет аттестации оборудования НАКС — это способность проверяемого оборудования осуществлять виды работ, указанные в технологическом процессе конкретной компании по заданным стандартам качества. Со временем приспособления для сварки могут выходить из строя, менять свои характеристики и подвергаться действию среды и износу. Поэтому существует необходимость проводить сертификацию регулярно в заданные промежутки времени. В зависимости от цели и времени прохождения аттестация бывает следующих типов:
- Первичная. Проводится при введении сварочной аппаратуры в эксплуатацию на конкретном производстве. Её необходимо проводить до начала использования сварки в производственных процессах.
- Периодическая. Проводится в целях контроля работоспособности и обеспечения качества проводимой работы инструмента сварки в процессе его использования, а также для продления срока действия текущего аттестата. Проходить её нужно раз в три года.
- Дополнительная. Обязательна в случае изменений технологического процесса в том случае, когда требуется подтвердить возможность и обеспечение качества нового вида сварочных работ.
- Внеочередная. Проводится при изменениях государственных стандартов оборудования, простоя год или более, при модернизации, а также по решению Госгортехнадзора в случаях повторяющихся эпизодов создания продукции неудовлетворительного качества.
Порядок аттестации
Во время аттестации сварочные машины проходят специальные и практические испытания, необходимые для сертификации. Практические испытания проводятся двумя сварщиками не ниже пятого разряда в присутствии не менее трёх членов аттестационной комиссии.
Оснащение, используемое в производстве и ремонте, подразделяется на оборудование общего и специального назначения. Инструменты общего назначения используется в различных видах сварки, а сварочное оборудование специального назначения изготовлено для определённой цели, например, одноточечные машины с распорными пистолетами для автомобильной сварки.
Практические испытания отличаются в зависимости от цели использования инструмента в каждом конкретном случае. Соответственно, алгоритм аттестации для потребителя и изготовителя оборудования будет отличаться объемом произведенных проверок и тестирований.
Общий алгоритм проведения проверок НАКС проходит примерно следующим образом.
Сверка документации:
- Сначала проводится сверка документации сварочного оборудования на соответствие стандартам ГОСТ для определенного вида сварочной работы.
- Затем проводится сверка всех технических характеристик сварочного оборудования на соответствие свойствам заявленным в паспорте изделия параметрам. Проверяют комплектацию и состояние поданного на проверку снаряжения.
Практическое тестирование:
- Проводится практическая проверка соответствия аттестуемого устройства требованиям инструкции по безопасной эксплуатации и охране труда. В эту проверку входит осуществление сварных работ аналогичных тем, которые будут проводиться или уже проводятся (в случае с промежуточной аттестацией). Оценивается прочность полученных швов и другие показатели качества.
- Осуществляется практическая проверка соответствия технических характеристик устройства нормативной документации, используемой при работе с определенными группами технических устройств, применяемых на опасных производственных объектах.
- Проверяются электрические, механические и гидравлические свойства на соответствие паспортным данным оборудования.
Завершающий этап — выдача сертификационного свидетельства.
По окончании процесса оценки и сверки в случае его успешного прохождения предприятию-заказчику выдаётся аттестационное свидетельство.
Аттестация НАКС — виды аттестации и способы прохождения
Аттестация НАКС определяет степень профессионализма сварщика, технологии и уровень соответствия оборудования. Кроме этого, агентство обучает персонал.
Национальное Агентство Контроля Сварки (НАКС) контролирует и аттестует сварщиков, сварочную технику и технологии. Научный комитет создает аттестационные региональные центры для сотрудничества с предприятиями, имеющими в производстве и научных исследованиях процессы сварки. Аттестация НАКС определяет степень профессионализма сварщика, технологии и уровень соответствия оборудования. Кроме этого, агентство обучает персонал в региональных центрах.
Как получить квалификацию сварщика НАКС
Если вы подрабатываете сварщиком на халтурах, вам не понадобится аттестация сварщиков НАКС, о ней никто даже не спросит. Но если вы считаете, что уровень ваших работ профессиональный и вы желаете работать в серьезном производстве, попробуйте получить диплом НАКС. Для этого потребуется:
- заявка от предприятия или частного лица;
- документы об образовании сварщика и смежных специальностей;
- пройти дополнительный курс обучения в ближайшем центре НАКС;
- оплатить услуги;
- сдать экзамены.
В интернете вы найдете объявления, где предлагают купить документ о присвоении квалификации НАКС быстро и без проблем. Такое решение действительно выгодно, до тех пор, пока работодатель не зайдет на сайт Агентства и не сверит номер удостоверения с реестром. Будет стыдно и о работе придется забыть. Избегайте аферистов ради сиюминутной выгоды.
Национальным агентством контроля сварки выдаются сертификаты по основным специализациям профессий, связанных со сваркой.
Независимо от специальности и уровня квалификации, к аттестации допускаются лица, предоставившие справку 086у о состоянии здоровья для выбранной профессии.
Получить удостоверение НАКС можно в ближайшем региональном отделении.
Типы аттестации
Существует четыре уровня аттестации:
- I — сварщик;
- II — мастер;
- III — технолог;
- IV — инженер.
Аттестация сварщиков НАКС подразумевает, что соискатель уже имеет базовое образование. Получить четвертый уровень инженера-сварщика не имея диплома о высшем образовании не получится.
Для сдачи экзаменов на квалификацию первого уровня достаточно среднего-специального образования. В качестве исключения комиссия может принять решение допустить к экзаменам лиц, обучавшихся специальности самостоятельно.
Получение второго уровня квалификации усложнено тем, что требуется наличие официального стажа работы в течение нескольких лет по специальности. Необходимо также прохождение специального курса обучения. Работники со вторым уровнем могут претендовать на должности мастера или прораба.
Третий и четвертый уровни предполагают возможность получить работу руководителя или эксперта. Необходимо высшее образование.
Правила аттестации сварщиков и специалистов сварочного производства регулируются Положением о Госгортехнадзоре РФ.
Преимущества сварщика с документом НАКС
При наличии нескольких претендентов на вакансию сварщика, работодатель отдаст предпочтение работнику с удостоверением об аттестации НАКС.
 Сварщик НАКС — явное преимущество. Кроме того, получив сертификат, вы имеете оправданный повод требовать работы более сложной квалификации и, соответственно, увеличения жалования.
Сварщик НАКС — явное преимущество. Кроме того, получив сертификат, вы имеете оправданный повод требовать работы более сложной квалификации и, соответственно, увеличения жалования.Обратите внимание на объявления о вакансиях сварщика для кандидатов с удостоверением НАКС. Их зарплаты намного выше.
На объектах, подконтрольных Ростехнадзору, сварщики без удостоверения НАКС к работам просто не допускаются. Многие частные и государственные предприятия в условиях приема прямо указывают на наличие свидетельства НАКС. Поэтому получение аттестации сварщика в НАКС делает вас намного конкурентоспособнее на рынке труда.
Получение и поддержания квалификации
Аттестация сварщиков и специалистов сварочного производства НАКС, к сожалению, не является пожизненным подтверждением мастерства сварщика. Это требование российского законодательства. Со временем, полученную квалификацию необходимо подтвердить. Удостоверение сварщика НАКС действительно определенное время, отличное для разных уровней аттестации:
- 2 года — I уровень;
- 3 года — II уровень;
- 3 года — III уровень;
- 5 лет — IV уровень.
Во время переаттестации, если такая возможность существует, попробуйте повысить уровень квалификации. Так же, как и получение удостоверения, его продление не бесплатно. Кроме того, если ваш стаж как сварщика прерывался более чем на 6 месяцев, удостоверение утрачивает силу. Необходимо восстанавливать квалификацию, вновь сдавая экзамены.
Обучение сварщиков в НАКС платное.
Аттестация НАКС третьего и четвертого уровня невозможна без наличия протокола аттестационной комиссии Ростехнадзора о сдаче экзамена. То есть, перед тем, как обратиться в НАКС, необходимо пройти курс обучения в Ростехнадзоре.
Удостоверение НАКС — не универсальный документ. Оно действует в пределах определенного типа работ, указанных в документе. Соответственно, для получения доступа к другим сварочным работам необходимо получить другое удостоверение.
В случае неудачи на экзамене, существует возможность пересдать его через месяц. Если же экзамен сдать не получается вновь, придется пройти курс обучения повторно.
Аттестация технологий
Современное законодательство Российской Федерации не позволяет использовать на объектах повышенной опасности технологии сварки без аттестации. Аттестация технологии сварки осуществляется Национальным агентством контроля сварки.
Среди опасных объектов предприятия, использующие в производстве:
- окисляющие вещества, поддерживающие горение;
- воспламеняющиеся газы;
- химически и биологически токсичные вещества;
- вещества, загрязняющие окружающую среду;
- расплавы цветных и черных металлов.
К опасным объектам относятся предприятия по добыче и обогащению полезных ископаемых, грузоподъемные механизмы и т. д.
Сварочные работы на таких объектах разрешаются только после аттестации сварочных технологий. НАКС проверяет качество сварки практическими исследованиями.
Если технология используется впервые или изменилась, потребуется первичная аттестация технологии сварки. Каждые четыре года необходимо пройти периодическую аттестацию. Также проверку необходимо провести, если технология не использовалась более 12 месяцев.
Кроме того, в некоторых случаях, например, при обнаружении отклонений от технологии, инспектор Госгортехнадзора России или руководитель контролирующей службы исполнителя или заказчика может потребовать внеочередной проверки соблюдения технологии сварки.
К документам при подаче заявки на аттестацию технологии сварки или пайки необходимо приложить копии удостоверений НАКС соответствующего уровня задействованных работников.
Проверка сварочного оборудования
На ответственных работах должно использоваться исправное, качественное оборудование, обеспечивающее заданные технологические параметры. Аттестация сварочного оборудования также осуществляется Национальным агентством контроля сварки.
Проверке подлежат:
- импортная сварочная техника;
- оборудование, впервые выпускаемое предприятием;
- не аттестованное оборудование ранее.
Проверке подлежит практическое соответствие техники заявленным показателям для разных видов сварки, комплектность и соответствие оборудования требованиям ГОСТ.
Свидетельства об аттестации действительно 3 года, для оборудования старше 6 лет — полтора года. Проверяемый прибор должен иметь журнал учета состояния, включающий информацию о ремонте, проверках, перемещениях.
Благодаря заработанному авторитету среди профессионалов, Национальное агентство контроля сварки получило полномочия Совета по профессиональным квалификациям в сфере сварки от российского Правительства.
Кроме роли главного аттестационного центра в области сварки, Агентство осуществляет методическое и консультационное обслуживание, формирует и координирует техническую деятельность САСв, следит за соблюдением технологических норм на предприятиях. Таким образом, отвечая на вопрос, что такое НАКС, можно ответить, что это главный контролер соблюдения сварочных технологий в производстве.
Сертификаты и удостоверения, выдаваемые НАКС, являются гарантией качества и профессионализма.
Если вас интересует тема сертификации сварки, присоединяйтесь к разговору. Вы можете опубликовать собственное мнение или задать вопрос в блоке комментариев.
Положение при сварке и что значит обозначение Н45, В1, В2, Н1 и Н2
Положения при сварке в стандартах имеют различные обозначения, что вначале может ввести в заблуждение даже опытного сварщика. Поэтому в данной статье мы разберем какое отличие между обозначениями положения при сварке: Н45, В1, В2, Н1, Н2, П1, П2, Г, Pg, Pa, Pb и т.д.
Ввиду сложности и размеров конструкции чаще всего невозможно выполнение сварки, в удобном для сварщика, нижнем положении. Поэтому приходится выполнять сварку швов в различных пространственных положениях, при этом необходимо учитывать, что из-за силы тяжести изменяется характер поведения расплавленного металла шва.
Исторически сложилось, что в нормативных документах по сварке различных стран принят собственный подход в обозначении, поэтому в данной статье мы будем рассматривать следующие нормативные документы:
- ГОСТ 11969 Сварка плавлением. Основные положения и их обозначения.
- ГОСТ Р ИСО 6947 Сварка и родственные процессы. Положения при сварке
- ISO 6947 Welding and allied processes — Welding positions
- AWS A3.0 Standard Welding – Terms and Definitions
- ASME IX – Qualification Standard for Welding and Brazing Procedures, Welders, Brazers, and Welding and Brazing Operators
- AWS D1.1 Structural Welding Code – Steel
Что же такое пространственное положение при сварке?
Разные стандарты имеют следующие определения для термина «положение при сварке»:
- положение сварного шва в пространстве, определяемое углами наклона оси и поворота лицевой поверхности сварного шва относительно горизонтальной плоскости. (ГОСТ Р ИСО 6947 и ISO 6947)
- соотношение между сварочной ванной, соединяемыми элементами и источником тепла в процессе сварки. (AWS A3.0)
- положение при сварке определяется углом наклона продольной оси шва и углом поворота поперечно оси шва относительно их нулевых значений. (ГОСТ 11969)
Положение при сварке, ввиду силы тяжести, непосредственно влияет на характер переноса расплавленного металла электрода в сварочную ванну и сварщику в процессе сварки необходимо это учитывать и изменять режимы сварки, технику колебаний электродом и другие параметры. Самыми известными являются нижнее, горизонтальное, вертикальное и потолочное положения, но существует ряд других позиций, которые имеют свои обозначения, о чем и пойдет речь далее.
Нижнее положение
С нижнего положения начинаются первые шаги в обучении всех начинающих сварщиков поскольку оно является самым легким. Сварка выполняется сверху при этом деталь расположена горизонтально. Под действием силы тяжести расплавленный металл течет вниз и равномерно растекается в сварочной ванне.
Вертикальное положение
При вертикальном положении ось сварного шва расположена вертикально, а сварку фактически проводят горизонтальным способом от кромки до кромки. При этом расплавленный металл под действием силы тяжести будет стремиться течь вниз, что влечет за собой его скопление в одной точке, а не равномерное распределение по всей ширине валика.
Горизонтальное положение
По сравнению с нижним и вертикальным, горизонтальное положение является более сложным и сварщику потребуется больше навыков и умений, чтобы выполнить качественный шов. Ось сварного шва расположена горизонтально, и основная проблема заключает в том, что расплавленный металл сварочной ванны стремиться вытечь вниз из-за этого часто образовываются дефекты сварных швов в виде подрезов.
Потолочное положение
В потолочном положении сварка выполняется в самой неудобной позиции — сверху над головой и требует высокой квалификации сварщика. Прежде чем приступить к сварке потолочных швов необходимо освоить сварку во всех остальных пространственных положениях. Расплавленный металл сварочной ванны стремиться вытечь вертикально вниз, поэтому в процессе сварки необходимо следить чтобы поверхностное натяжение расплавленного металла было больше силы тяжести и металл оставался в сварочной ванне. В процессе сварки необходимо стараться, чтобы сварочная ванна была как можно меньше.
Обозначение положений при сварке
Из приведенных выше определений понятно, что положения при сварке имеют общий подход в описании данного термина, но в условном обозначении есть кардинальные отличия и пора приступить к их рассмотрению.
Обозначение положений при сварке согласно требований НАКС
Для обозначений положений при сварке стыковых и тавровых соединений листов, а также стыковых и угловых соединений труб в НАКС (Национальное Агентство Контроля Сварки) принят собственный подход.
Нижнее положение Н1, вертикальное В1 (сварка снизу вверх) и В2 (сварка сверху вниз), независимо от типа свариваемых деталей (труба, лист) имеет одинаковое обозначение. Положение Н1 для сварки тавровых соединений листов в народе и в ГОСТ 11969 имеет название «в лодочку».
Сварка в потолочном положении стыковых соединений листов обозначается П1, а тавровых соединений листов и угловых соединений труб – П2.
Горизонтальное положение, которое обозначается буквой Г, используется только для стыковых соединений листов или труб
Для тавровых соединений листов и угловых соединений труб предусмотрено нижнее положение, которое имеет обозначение Н2. Отличие Н2 от Н1 для угловых соединений из труб заключается в том, что при Н2 сварка производится без поворота.
Самое используемое при аттестации сварщиков и технологии сварки в НАКС – переменное положение при наклонном расположении осей труб, свариваемых без поворота т.е. Н45. Положение Н45 чаще всего выбирают для проведения сварки образца, потому что у него самая большая область распространения аттестации. Сварка образца стыкового соединения труб в позиции Н45 дает сварщику право сваривать листы и трубы в любых пространственных положениях.
Положение при сварке по ГОСТ 11969
Наверное, каждый сварщик когда-либо слышал такие названия положений, которые употребляются только в книгах по сварке времен СССР и напрочь отсутствуют в современных стандартах:
- в лодочку
- полупотолочное
- полугоризонтальное
- полувертикальное
- Обозначение. В ГОСТе нижнее положение обозначено просто буквой Н, полугоризонтальное – Пг, горизонтальное – Г, полувертикальное – Пв, вертикальное – В, полупотолочное – Пп, потолочное – П, в лодочку — Л.
- Положение. В данном нормативном документе есть положения, которые отсутствуют в документах НАКС — полупотолочное, полугоризонтальное, полувертикальное. Есть еще одно отличие – для угловых соединений есть горизонтальное положение.
- Наименование. Положение, которое в ГОСТе называется «в лодочку» и имеет обозначение Л, в нормативных документах НАКС называется «вертикальное» и обозначается Н1.
- первая P – первая буква слова Position, которое переводится как «позиция»
- вторая – одна из букв латинского алфавита: A, B, C, D, E, F, G, H, J или K, которая соответствует определенному положению.
- PA — нижнее
- PB – горизонтальное тавровых соединений и горизонтальное при вертикальном положении осей труб
- PC – горизонтальное
- PD – потолочное тавровых соединений и потолочное при вертикальном положении осей труб
- PE – потолочное
- PF – вертикальное снизу вверх
- PG – вертикальное сверху вниз
- PH – вертикальное снизу вверх (труба неповоротная)
- PJ – вертикальное сверху вниз (труба неповоротная)
- PK – положение трубы при орбитальное сварке
- Потолочное положение тавровых соединений и потолочное при вертикальном положении осей труб имеет обозначение PD;
- Потолочное положение тавровых соединений и потолочное при вертикальном положении осей труб с наклоном оси сварного шва 80° должно обозначаться PD 080;
- Потолочное положение тавровых соединений и потолочное при вертикальном положении осей труб с наклоном оси сварного шва (S) 80° и углом поворота лицевой поверхности сварного шва (R) 10° обозначается PD 080-010;
- Положение при сварке труб с наклонными осями, с направлением сварки «сверху вниз» (J) и углом наклона (L) 45° должно быть обозначено J-L045;
- Положение при сварке труб с наклонными осями, с направлением сварки «снизу вверх» (H) и углом наклона (L) 45° обозначается H-L045;
- Положение при сварке труб с наклонными осями, с направлением сварки «сверху вниз» (J) и углом наклона (L) 30° имеет обозначение J-L030.
- цифрой от 1 до 6
- буквой латинского алфавита F или G.
- 1G — это нижнее (1) положение стыкового (G) соединения.
- 2G – это горизонтальное (2) положение стыкового (G) соединения.
- 3F – вертикальное положение (3) углового (F) соединения.
- 5G – переменное положение при сварке стыкового соединения труб (G) в неповоротном положении
- 5F – переменное положение при сварке углового соединения труб (F) в неповоротном положении
- 6G – переменное положение при сварке стыкового соединения труб (G) расположенных под углом в неповоротном положении
- 6F – переменное положение при сварке углового соединения труб (F) расположенных под углом в неповоротном положении
Раньше все было немного проще и в этом можно убедиться, открыв ГОСТ 11969 в котором определено всего 7 положений для сварки плавлением.
Мы не будем заново повторять изображение и описание, которые представлены в документах НАКС, а лишь сравним их кардинальные отличия:
Положение при сварке по ISO и EN
В последнее время все больше и больше видна тенденция замещение европейских стандартов EN, DIN и т.п. стандартами ISO, поэтому рассмотрим обозначение положений при сварке согласно ISO 6947 или его русскую версию ГОСТ Р ИСО 6947.
Стандарт ИСО предусматривает обозначение основных положений в виде двух букв латинского алфавита:
Основные положения при сварке имеют следующий вид:
Рисунок, который представлен ниже, поможет внести ясность в обозначение основных положений по ISO:
Также стандартом предусмотрены три дополнительных положения:
Но это еще не всё, в стандарте есть такие понятия как угол наклона (S), поворот сварного шва (R) и угол наклона оси трубы (L), что позволяет вносить дополнительную информацию в основные положения или указывать собственные. На каждый параметр есть свои допуски, с которыми можно ознакомиться непосредственно в самом стандарте ГОСТ Р ИСО 6947 у нас на сайте.
Примеры обозначений положений при сварке по ISO.
Положения при сварке по AWS и ASME
Согласно философии стандартов AWS и ASME, положение при сварке обозначается двумя символами:
Цифрами обозначается положение:
1 – нижнее
2 – горизонтальное
3 – вертикальное
4 – потолочное
5 и 6 – переменное
Буквы обозначают тип сварного соединения:
G – Groove Weld, что переводится как «стыковое соединение»
F – Fillet Weld, что переводится как «угловое соединение»
Поэтому, если кто-то спросит, что значит 1G, 2G, 3F, вы сможете ответить:
Отдельное внимание необходимо обратить на обозначение положений при сварке труб, поскольку помимо 1G, 2G, 1F, 2F есть позиции 5G, 6G и 5F, 6F
Как и в стандартах ISO в американских стандартах есть допуски на угол наклона и поворота сварного шва, которые указаны в таблице ниже.
| Положение | Угол наклона сварного шва, градусов | Угол поворота сварного шва, градусов |
|---|---|---|
| Стыковое сварное соединение | ||
| Нижнее | от 0 до 15 | от 150 до 210 |
| Горизонтальное | от 0 до 15 | от 80 до 150 от 210 до 280 |
| Потолочное | от 0 до 80 | от 0 до 80 от 280 до 360 |
| Вертикальное | от 15 до 80 | от 80 до 280 |
| от 80 до 90 | от 0 до 360 | |
| Угловое сварное соединение | ||
| Нижнее | от 0 до 15 | от 150 до 210 |
| Горизонтальное | от 0 до 15 | от 125 до 150 от 210 до 235 |
| Потолочное | от 0 до 80 | от 0 до 125 от 235 до 360 |
| Вертикальное | от 15 до 80 | от 125 до 235 |
| от 80 до 90 | от 0 до 360 | |
Рядом с обозначением допускается указывать дополнительную информацию о способе выполнения сварки (сверху вниз или снизу вверх) и вращается ли в процессе сварки деталь.
Например, вертикальное положение углового соединения может выполнятся двумя способами – сварка сверху вниз или снизу вверх. В стандартах ISO они обозначаются соответственно PF и PG, в документах системы аттестации НАКС – В1 и В2. Согласно стандарту ASME IX они имеют обозначение 3F, либо можно дополнить, что это 3F downhill (сверху вниз) или 3F uphill (снизу вверх).
Обозначение пространственных положений на упаковке электродов
Сварка все больше переходит из профессиональной отрасли в любительскую и доказательством тому является наличие сварочного аппарата почти в каждом гараже или дачном участке. Производители сварочных материалов идя навстречу потребителю не указывает все эти замысловатые обозначения положений при сварке Н45, В1, Н1, Н2, 2G, PA и т.д., а предоставляют информацию в интуитивно понятном виде. Некоторые производители на упаковке электродов указывают допустимые положения при сварке в виде стрелок, другие – в виде изображений, а кто-то дополнительно указывает режимы сварки.
Найдутся те, кто скажет, что в обозначении покрытых электродов также указывается допустимые пространственные положения и они будут правы, но про отечественные марки электродов мы писали в статье о ручной дуговой сварке, а про импортные – это тема отдельной статьи.
Таблица положений и их обозначений в соответствии со стандартами НАКС, ISO, AWS и ГОСТ
Для того чтобы подытожить выше представленную информацию можно сказать, что каждый стандарт имеет свои нюансы в методике обозначения положений сварных швов. В статье мы постарались обратить внимание на все основные моменты отличий в обозначении, а в таблице ниже всё можно увидеть более наглядно.
Кстати, по ссылке можно скачать данную таблицу, которую при желании можно распечатать, чтобы она находилась у вас перед глазами.
| Рисунок | НАКС | ISO | AWS | ГОСТ | ||||
|---|---|---|---|---|---|---|---|---|
| Н1 | нижнее | PA | нижнее | 1G | flat | Н | нижнее | |
| П1 | потолочное | PE | потолочное | 4G | overhead | П | потолочное | |
| В1 | вертикальное (сварка снизу вверх) | PF | вертикальное снизу вверх | 3G | vertical | В | вертикальное | |
| В2 | вертикальное (сварка сверху вниз) | PG | вертикальное сверху вниз | |||||
| Г | горизонтальное | РС | горизонтальное | 2G | horizontal | Г | горизонтальное | |
| Н1 | нижнее | PA | нижнее | 1F | flat | Л | в лодочку | |
| Н2 | нижнее тавровых соединений | PB | положение горизонтальное тавровых соединений | 2F | horizontal | Н | нижнее | |
| В1 | вертикальное (сварка снизу вверх) | PF | вертикальное снизу вверх | 3F | vertical | В | вертикальное | |
| В2 | вертикальное (сварка сверху вниз) | PG | вертикальное сверху вниз | |||||
| РС | горизонтальное | Г | горизонтальное | |||||
| П2 | потолочное тавровых соединений | PD | положение потолочное тавровых соединений | 4F | overhead | П | потолочное | |
| Н1 | нижнее при горизонтальном расположении осей труб, свариваемых с поворотом | PA | нижнее (труба поворотная) | 1G | flat rotated | |||
| В1 | переменное при горизонтальном расположении осей труб, свариваемых без поворота (на подъем) | PH | вертикальное снизу вверх (труба неповоротная) | 5G | multiple | |||
| В2 | переменное при горизонтальном расположении осей труб, свариваемых без поворота (на спуск) | PJ | вертикальное сверху вниз (труба неповоротная) | |||||
| Г | горизонтальное при вертикальном расположении осей труб, свариваемых без поворота или с поворотом | РС | горизонтальное | 2G | horizontal | |||
| h55 | переменное при наклонном расположении осей труб, свариваемых без поворота | H-L045 | наклонное положение (труба неповоротная) сварка сверху вниз | 6G | multiple | |||
| J-L045 | наклонное положение (труба неповоротная) сварка снизу вверх | |||||||
| Н1 | нижнее при горизонтальном расположении осей труб, свариваемых с поворотом | 2F | horizontal rotated | |||||
| Н2 | нижнее при вертикальном расположении оси трубы, привариваемой без поворота или с поворотом | PB | положение горизонтальное при вертикальном положении осей труб | 2F | horizontal fixed | |||
| В1 | переменное при горизонтальном расположении осей труб, свариваемых без поворота (на подъем) | PH | положение вертикальное снизу вверх (труба неповоротная) | 5F | multiple fixed | |||
| В2 | переменное при горизонтальном расположении осей труб, свариваемых без поворота (на спуск) | PJ | положение вертикальное сверху вниз | |||||
| Н45 | переменное при наклонном расположении осей труб, свариваемых без поворота | H-L045 | с наклонными осями, с направлением сварки «снизу вверх» и углом наклона 45о | 6F | multiple fixed | |||
| J-L045 | с наклонными осями, с направлением сварки «сверху вниз» и углом наклона 45о | |||||||
| 1F | flat rotated | |||||||
| П2 | потолочное при вертикальном расположении оси трубы, привариваемой без поворота или с поворотом | PD | положение потолочное при вертикальном положении осей труб | 4F | overhead fixed | |||
| Пг | полугоризонтальное | |||||||
| Пв | полувертикальное | |||||||
| Пп | полупотолочное | |||||||
Vigenere Cipher — онлайн-декодер, кодировщик, решатель, транслятор
Расшифровка Vigenere требует ключа (и алфавита). Что касается шифрования, то здесь возможны два способа.
Расшифровка Vigenere путем вычитания букв
Пример: Для расшифровки NGMNI используется ключ KEY и алфавит ABCDEFGHIJKLMNOPQRSTUVWXYZ.
Для расшифровки возьмите первую букву зашифрованного текста и первую букву ключа и вычтите их значение (буквы имеют значение, равное их положению в алфавите, начиная с 0).Если результат отрицательный, прибавьте 26 (26 = количество букв в алфавите), результат дает ранг простой буквы.
Пример: Возьмите первые буквы зашифрованного текста N (значение = 13) и ключ K (значение = 10) и вычтите их (13-10 = 3), буква значения 3 будет D.
Продолжить со следующими буквами сообщения и следующими буквами ключа, когда дойдете до конца ключа, вернитесь к первому ключу ключа.
Пример: NGMNI
KEYKE
Пример: DCODE — это простой текст.
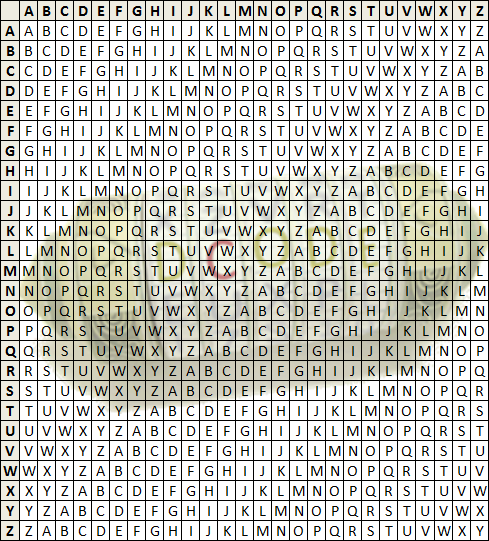
Расшифровка Vigenere с помощью таблицы
Чтобы расшифровать Vigenere с помощью квадратной таблицы с двойной записью, используйте следующую сетку (регистр букв — ABCDEFGHIJKLMNOPQRSTUVWXYZ):
005 
Ключ КЛЮЧ.
Находит первую букву ключа в левом столбце и находит в строке первую букву зашифрованного сообщения. Затем поднимитесь по столбцу, чтобы прочитать первую букву, это соответствующая простая буква.
Пример: Найдите букву K в первом столбце и в ее строке найдите ячейку с буквой N, имя ее столбца — D, это первая буква простого сообщения.
Продолжайте вводить следующие буквы сообщения и следующие буквы ключа, когда дойдете до конца ключа, вернитесь к первому ключу ключа.
Пример: Исходный простой текст — DCODE.
XOR Cipher — эксклюзивное OR
Поиск инструмента
Шифр XOR
Инструмент для автоматического дешифрования / шифрования с помощью XOR.XOR Cipher — это криптографический метод, разработанный с помощью компьютеров. Он заключается в шифровании двоичного сообщения повторяющимся ключом с использованием умножения XOR.
Результаты
Шифр XOR — dCode
Тег (ы): Современная криптография
Поделиться
dCode и другие
dCode является бесплатным, а его инструменты являются ценным подспорьем в играх, математике, геокэшинге, головоломках и задачах, которые нужно решать каждый день!
Предложение? обратная связь? Жук ? идея ? Запись в dCode !
Декодер XOR
Калькулятор XOR
Двоичное число / сообщение 1
Двоичное число / сообщение 2
Рассчитать 1 XOR 2 = ???
Решить 1 XOR ??? = 2 Инструмент для автоматического дешифрования / шифрования с помощью XOR.XOR Cipher — это криптографический метод, разработанный с помощью компьютеров. Он заключается в шифровании двоичного сообщения повторяющимся ключом с использованием умножения XOR.
Ответы на вопросы
Как зашифровать с помощью шифра XOR?
XOR Шифрование использует оператор XOR ( Exclusive Or , символ: ⊕) с простым текстом и ключом в качестве операнда (который должен быть двоично закодирован).
Пример: Простое сообщение — 1001, а ключ — 10
Возьмите первый бит (0 или 1) простого текста и первый бит ключа и умножьте, затем с помощью операции XOR , чтобы получить зашифрованное немного.
Пример: 1 ⊕ 1 = 0
Операция повторяется со вторым битом открытого текста и вторым битом ключа. В конце ключа вернитесь к первому биту.
Пример:
 Ключ КЛЮЧ.
Ключ КЛЮЧ.

Предложение? обратная связь? Жук ? идея ? Запись в dCode !
 Фрактур был широко используемым письмом с 16 по начало 20 веков в Германии и странах, находящихся под немецким влиянием, как видно на этой странице из датской сказки Ганса Христиана Андерсена «Свинопас», напечатанной в 1885 году.(Изображение с Wikimedia Commons, лицензировано как общественное достояние)
Фрактур был широко используемым письмом с 16 по начало 20 веков в Германии и странах, находящихся под немецким влиянием, как видно на этой странице из датской сказки Ганса Христиана Андерсена «Свинопас», напечатанной в 1885 году.(Изображение с Wikimedia Commons, лицензировано как общественное достояние) Это изображение поединка обезьян является маргиналией из рукописи начала 14 века, объединяющей Псалтирь и Часовую книгу. (Фотография с сайта Flickr, лицензия является общественным достоянием)
Это изображение поединка обезьян является маргиналией из рукописи начала 14 века, объединяющей Псалтирь и Часовую книгу. (Фотография с сайта Flickr, лицензия является общественным достоянием)