Вытачивание широких деталей
Прежде чем начинать вытачивать изделие, нужно выбрать способ закрепления и обработки детали. Только один способ — приклеивание заготовки к промежуточной пластине как основанию для крепления — позволяет за один прием вытачить, отшлифовать и отполировать изделие изнутри и снаружи. В другом случае сначала вытачивают внешний контур, потом деталь переворачивают и оформляют внутреннюю часть.
Техника вытачивания широких деталей заметно отличается от техники обработки удлиненных деталей. Однако и в том, и в другом случае суппорт следует придвигать как можно ближе к обрабатываемой поверхности. Но если это широкая деталь, то суппорт приходится переставлять чаще. Поэтому здесь лучше использовать подвижные суппорты.
Удлиненные детали вытачивают, как правило, путем срезания стружки при вращении заготовки. При вытачивании широких деталей — особенно их внутренней части, когда обработка ведется в определенной последовательности, чаще пользуются так называемым соскабливающим вращением.
При намерении выточить изделие большого диаметра учитывайте возможность размещения заготовки между станиной и передней бабкой. Но существуют и такие токарные станки, на которых планшайбу можно прикреплять к противоположной стороне передней бабки, что позволяет обрабатывать детали более крупные, чем на обычном станке.
Как различать инструмент
Существует множество резчицких инструментов. Определить, для какого конкретно способа обработки древесины предназначен тот или иной инструмент, можно по рукоятке, в которую вставлена металлическая пластина с режущей частью.
У токарного инструмента круглая сужающаяся кверху рукоятка, на которую надето крепежное кольцо. У столярного инструмента круглая рукоятка с расширенной средней частью. Сверху и снизу на рукоятку надеты крепежные кольца. Инструмент скульптора-резчика имеет восьмигранную рукоятку, сужающуюся от середины кверху и книзу.
Инструмент скульптора-резчика имеет восьмигранную рукоятку, сужающуюся от середины кверху и книзу.
Освоив вытачивание широких деталей, вы можете изготовить красивые вазы и чаши. Чтобы оформить внутреннюю часть, заготовку насаживают на планшайбу, которую закрепляют только с одной стороны — у передней бабки.
Вытачивание широких деталей: шаг за шагом
Измерьте угол заточки
Чтобы инструменты, используемые при токарной обработке древесины, отвечали всем требованиям, угол их заточки должен быть правильным. Измеряйте его угломером (транспортиром). Если режущая часть инструмента слишком мала и не захватывает круговую шкалу угломера, то надо приложить инструмент к бумаге, перенести на нее угол заточки и затем с помощью линейки продлить стороны угла. Это позволит применить угломер и в результате определить угол заточки.
Заточка инструмента
Особый патрон
Полностью укомплектованный токарный станок, как правило, оснащен набором специальных патронов.
Шпунтовые патроны — это своего рода «удлинители», которые удерживают деталь, если ее нельзя закрепить обычным способом.
В комплект вспомогательных приспособлений входят также винтовые патроны, у которых с одной стороны гладкий стержень, с другой — резьба.
Закрепление детали на токарном станке
На помещенных здесь фотографиях показан один из трех возможных способов закрепления детали на передней бабке. В данном случае основание чаши формируют в виде «цоколя», который затем вставляют в специально подогнанное углубление на деревянной пластине (ей отводится роль вспомогательного приспособления, позволяющего закрепить деталь на станке). Эту работу надо выполнить предельно точно, иначе могут возникнуть сложности. Рекомендуется центровку проверить дважды.
Если, к примеру, центры планшайбы и детали не вполне совпадают, то последняя не будет вращаться точно вокруг своей оси. В то же время очень важно, чтобы «цоколь» чаши и углубление на пластине идеально подходили друг к другу по размеру. В противном случае плотного сцепления не получится, а значит, пластина не будет прочно удерживать деталь во время вращения.
Однако если ваш токарный станок оснащен трех — или четырехгранным патроном, то задача закрепления детали заметно упрощается. В этом случае вместо выступающего «цоколя» в основании чаши делают соответствующей формы выемку глубиной 4-5 мм, куда вставляют патрон-распорку.
Приклеивание детали
Если ваш станок не оснащен таким патроном, то можно прибегнуть к еще одному способу закрепления детали — приклеиванию. Для этого произвольно вырезанную деревянную пластину также привинчивают к планшайбе. Затем внешнюю сторону пластины покрывают клеем и прикладывают к ней лист специальной прочной бумаги. Далее клей наносят на внешнюю сторону бумаги и на основание детали, после чего деталь и пластину прижимают друг к другу, при этом центровку проводят грубо, на глазок.
Точно определить центр заготовки, начертить круг внутри ее контура. Срезав лишнюю древесину, придать заготовке форму, близкую к кругу.
Установить по центру заготовки планшайбу и закрепить ее шурупами.
Установить суппорт перед деталью. Выточить основание чаши и ее внешнюю часть.
Выточить из пластины твердого дерева углубление для основания чаши «в зеркальном изображении».
Закрепить планшайбу на пластине точно по центру углубления, но с другой стороны. Основание чаши вогнать в это углубление.
Установить суппорт вплотную к детали. Внутреннюю часть вытачивать стамеской диаметром 10 мм.
Как оформить внутреннюю часть чаши
Когда заготовка тем или иным способом — с применением планшайбы или патрона-распорки — закреплена на станке, а суппорт установлен перед заготовкой, начинается собственно токарная работа. Те, кто впервые вытачивает широкую деталь, часто не предполагают, насколько этот процесс может быть увлекательным. Но когда неказистая с виду заготовка на глазах преображается, а на ее поверхности все отчетливее проступает текстура древесины с узором годичных колец, работа начинает доставлять подлинное удовольствие.
Прежде чем приступать к вытачиванию внутренней части чаши, пометьте резцом контур углубления. От этой линии начинайте удалять древесину, ведя инструмент от края к середине изделия. Только очень опытные токари могут использовать прием «соскабливающего вращения». Новичкам к нему лучше не прибегать: инструмент может сорваться и испортить заготовку.
От краев к середине
При вырезании древесины от краев к середине рукояткой инструмента следует совершать колебательные движения слева направо. Режущая часть должна располагаться выше оси вращения. После грубой выемки древесины зачистку производят, ведя инструмент опять же от краев к середине.
Все время регулируйте положение суппорта, чтобы он был как можно ближе к участку срезания древесины.
Резчицкий инструмент
Рисунки показывают, под каким углом следует затачивать тот или иной инструмент, предназначенный для работ по дереву. Основное требование к такому инструменту: его режущая кромка должна быть идеально острой, а поверхность режущей части — чисто отполированной. Тупой и тем более зазубренный инструмент не годится.
Новый инструмент уже заточен, но нужно удалить заусенец. Используйте для этого точильные бруски и точильный круг хорошего качества и подходящие к вашим инструментам фигурные оселки.
Используйте для этого точильные бруски и точильный круг хорошего качества и подходящие к вашим инструментам фигурные оселки.
Режущая кромка
Долота со скошенной режущей частью и резцы затачивают с обеих сторон под определенным углом. Сложнее заточить полукруглую стамеску, не нарушив при этом первоначальный угол заточки и контур режущей кромки. Поэтому если вы не уверены, что справитесь с такой работой, то лучше не рискуйте и доверьте ее специалисту. Ведь только правильно заточенной полукруглой стамеской можно аккуратно обработать внутреннюю часть детали. То же можно сказать и о скребках, используемых при зачистке дна детали. Лишь скребок с безупречной заточкой оставляет после себя чистую и гладкую поверхность.
Вытачивание удлиненных деталей
Аккуратно выполненные изделия из дерева — не важно, большие они или маленькие — радуют глаз и приятны на ощупь. Оригинальных форм подставка для лампы или дверная ручка, миска для салата, вешалка или подсвечник, красивая детская игрушка или изящные балясины — все это и многое другое можно изготовить на токарном станке.
Токарное ремесло возникло в Египте во времена фараонов. Для токарной обработки наряду с деревом использовали и продолжают использовать другие материалы. Слоновая кость, черепаховый панцирь, коралл или янтарь — подойдет все, с чего можно снять стружку.
Тому, кто хочет освоить токарное дело, не обязательно иметь обширные познания о материале. А вот хороший глазомер необходим. Однако и в этом деле, как в любом другом, все решает практика: чем ее больше, тем точнее будут ваши движения.
Существуют некоторые особенности токарной обработки деталей, обусловленные тем, какой формы готовое изделие. Так, продольная обработка применяется при изготовлении удлиненных предметов цилиндрической формы, например балясин — столбиков перила или ограды. Другой вид — плоскостная обработка древесины — применяется при изготовлении предметов в форме диска или чаши.
Токарная обработка древесины — процесс во многом творческий. И потому увлекательный. Уже первый удачный опыт побуждает токаря-любителя к новым работам, к поиску новых оформительских решений.
На токарном станке можно вытачивать изделия самых разнообразных форм. При этом подчеркиваются особенности текстуры дерева.
Важнейшие инструменты для токарной обработки древесины:
- полукруглые стамески (1-3),
- плоское долото со скошенной режущей частью (4),
- скребок (5),
- резцы клиновидной формы (6, 7),
- штангенциркуль (8).
Важнейшие этапы токарных работ
Как изготовить шаблон профиля
Если вы хотите изготовить деталь — точную копию уже имеющейся, то вам может пригодиться шаблон профиля. Точно измерьте параметры образца. Перенесите контуры на плотный картон в зеркальном изображении. Так у вас получится точный шаблон детали 1:1.
Породы дерева и токарный инструмент
Желающие обучиться токарному делу должны быть готовы к тому, что придется долго и терпеливо отрабатывать необходимые для этого навыки. Запаситесь деревянными брусками — такими, которые вам не жалко будет испортить. Желательно, чтобы это была древесина различных пород. Только так вы узнаете, какое дерево какому инструменту лучше поддается. Для обработки на токарном станке подходит прежде всего дерево с тонковолокнистой структурой, например береза, ольха и все фруктовые деревья. Кроме того, часто используют клен, каштан, липу, грецкий орех, тополь и бук. Хороши в обработке и такие экзотические породы, как красное, эбеновое дерево, палисандр.
Желательно, чтобы это была древесина различных пород. Только так вы узнаете, какое дерево какому инструменту лучше поддается. Для обработки на токарном станке подходит прежде всего дерево с тонковолокнистой структурой, например береза, ольха и все фруктовые деревья. Кроме того, часто используют клен, каштан, липу, грецкий орех, тополь и бук. Хороши в обработке и такие экзотические породы, как красное, эбеновое дерево, палисандр.
Для вытачивания удлиненных деталей берут выпиленный вдоль волокон древесины четырехгранный брус. Если нет бруса необходимой толщины, склеивают четыре гладко обструганных со всех сторон бруска.
Основные части токарного станка, которые задействуют при вытачивании удлиненных деталей цилиндрических форм, следующие:
- передняя бабка, которая удерживает один конец детали и вращает его;
- передняя бабка, которая удерживает один конец детали и вращает его;
- суппорт.
Суппорт и задняя бабка переставляются по станине.
Суппорт служит опорой для резчицкого инструмента: стамески, долота, скребка или резца. Подбирают инструмент исходя из того, какой породы обрабатываемая древесина и какую форму детали надо придать.
Подбирают инструмент исходя из того, какой породы обрабатываемая древесина и какую форму детали надо придать.
Прочие принадлежности
Токарный станок в качестве сменных приспособлений снабжен трехгранным патроном, винтовой втулкой, центрирующей шайбой и пинолью. Дополнительные измерительные инструменты: угольник, кронциркуль и штангенциркуль.
Правила работы за станком и обращения с инструментом
Закрепите деталь и проверьте, совпадает ли ее горизонтальная ось с осью вращения, производимого станком. Чтобы положение детали при вращении было устойчивым, отрегулируйте крепление. Если все в порядке, плотно притяните заднюю бабку и хвостовик центра.
Токарный станок должен быть такой высоты, чтобы при. работе кисти рук находились на уровне бедер. Согните руки в локте под углом 90 градусов. При таком положении рук работа наименее утомительна.
Пользуйтесь защитными очками. При подборе рабочей одежды позаботьтесь о том, чтобы исключить вероятность попадания рукавом или завязками фартука в движущиеся части машины.
Правильно направляйте инструмент. Опорой ему служит суппорт, который должен быть расположен как можно ближе к детали. Правая рука держит инструмент за рукоятку, левая лежит на стальной пластине рядом с режущей частью. Правая рука приподнимает рукоятку до тех пор, пока режущая кромка не окажется у вращающейся детали. Не допускайте колющих движений.
Следите за тем, чтобы стальная пластина инструмента находилась выше оси вращения детали. Причем тем выше, чем мягче дерево.
Аккуратность и осторожность
Когда ваши движения станут более точными и уверенными, можете несколько иначе придерживать стальную пластину инструмента — так, как это делают опытные мастера: большой палец левой руки находится поверх пластины, а указательный захватывает ее снизу. Никогда не касайтесь пальцами вращающихся деталей станка! Время от времени переставляйте суппорт. Если хвостовик центра задней бабки не шарообразный, то периодически наносите на него пару капель растительного масла, чтобы дерево не нагревалось. Если токарный станок с ременной передачей, следите за тем, чтобы привод не работал вхолостую без ремня.
Если токарный станок с ременной передачей, следите за тем, чтобы привод не работал вхолостую без ремня.
Подготовка детали
Сначала определите центр на торцевых сторонах детали, чтобы правильно закрепить ее. Неточность приводит к нарушению контакта вращающейся детали с металлическими узлами станка, из-за чего возникает сильное биение.
Закругление заготовки
Сначала четырехгранную в сечении деталь пилой или рубанком превращают в восьмигранную. Чем ближе деталь к желаемой цилиндрической форме, тем легче пройдет первый этап токарных работ: черновая обработка. Вам понадобится самая широкая полукруглая стамеска. С ее помощью восьмигранник превращают в грубо закругленную заготовку. Пользуйтесь самым широким из имеющихся суппортов. Установите его перед деталью на расстоянии 2,5 см.
В зависимости от сложности работ и толщины заготовки на станке устанавливают нужную скорость вращения. Основное правило: чем больше диаметр детали, тем меньше должна быть скорость. У большинства токарных станков четыре скорости, определяемые количеством оборотов в минуту (об/мин). Деталь диаметром до 2,5 см обрабатывают на скорости 2250 об/мин, диаметром от 2,5 до 10 см — на скорости 1330 об/мин. Для деталей диаметром 10-20 см достаточно 790 об/мин, для больших деталей предусмотрена самая низкая скорость — 425 об/мин.
У большинства токарных станков четыре скорости, определяемые количеством оборотов в минуту (об/мин). Деталь диаметром до 2,5 см обрабатывают на скорости 2250 об/мин, диаметром от 2,5 до 10 см — на скорости 1330 об/мин. Для деталей диаметром 10-20 см достаточно 790 об/мин, для больших деталей предусмотрена самая низкая скорость — 425 об/мин.
Как можно точнее определите центр на торцевых сторонах четырехгранного бруска. Вращение по неправильной оси может испортить всю работу.
На двух сопредельных сторонах заготовки нанесите основной профиль. При этом очень полезным может оказаться угольник.
Деталь грубо выправляют пилой или рубанком. Те части, которые впоследствии выпадут, оставляют необработанными.
Там, где деталь должна сужаться, часть древесины можно заранее удалить рубанком.
Закрепление
Просверлите в торцевых сторонах детали выемки глубиной около 3 мм точно по центру. Закрепите на одной стороне, используя выемку, поводковый патрон. Чтобы зубья патрона прочнее «захватили» деталь, по нему ударяют киянкой. Затем деталь с патроном на конце вводят в переднюю бабку. Другой конец насаживают на хвостовик центра задней бабки. Чтобы подогнать его, поворачивают колесо задней бабки. В завершение переднюю бабку закрепляют как патрон дрели.
Чтобы зубья патрона прочнее «захватили» деталь, по нему ударяют киянкой. Затем деталь с патроном на конце вводят в переднюю бабку. Другой конец насаживают на хвостовик центра задней бабки. Чтобы подогнать его, поворачивают колесо задней бабки. В завершение переднюю бабку закрепляют как патрон дрели.
Если деталь длиннее, чем суппорт станка, начинайте работу с ее левого края. Суппорт перемещайте по станине, пока он не окажется у правого края детали. Левшам рекомендуется работать справа налево, но ни в коем случае не с другой стороны станка.
Точно закрепите деталь, как можно ближе подведите суппорт. Повращайте деталь рукой, чтобы правильнее установить суппорт.
Вытачивание детали
Для первичной грубой обработки заготовки возьмите самую широкую полукруглую стамеску, расположите ее на суппорте и вплотную придвиньте к заготовке.
Если заготовку нужно обработать по всей длине, то ведите стамеску от середины к краю. При подходе вплотную к торцу детали стамеска может соскользнуть. Поэтому установите на станке среднюю скорость вращения.
Поэтому установите на станке среднюю скорость вращения.
Второй этап работы — вытачивание детали аккуратной цилиндрической формы — выполняется долотом с прямой или скошенной режущей частью. Им зачищают последние неровности.
Время от времени делайте замеры штангенциркулем, пока не убедитесь, что выточена деталь правильной цилиндрической формы и нужного диаметра. При замерах следует выключить станок и подождать, пока деталь не остановится.
Полезные шаблоны
Если деталь равномерно круглая и имеет нужный диаметр, можно приступать к вытачиванию декоративного профиля. Разметку переносят с бумаги на деталь с помощью линейки либо наносят по шаблону, вырезанному из картона. В дальнейшем шаблон поможет проконтролировать работу и в итоге изготовить деталь с желаемым профилем.
Для примера показываем последовательность вытачивания балясины. Вначале заготовку грубо обрабатывают на средней скорости.
Время от времени станок останавливают и замеряют диаметр детали. Зачистку выполняют долотом со скошенной режущей частью.
Зачистку выполняют долотом со скошенной режущей частью.
На закругленную деталь наносят разметку будущего контура балясины. Разметку можно делать и по самодельному картонному шаблону.
Первые насечки выполняют долотом со скошенной режущей частью. Левая рука направляет долото, правая удерживает его за рукоятку.
Размеры инструментов
Резчицкие инструменты бывают разных размеров, что позволяет вытачивать детали с декоративным профилем любой сложности. Полукруглые стамески служат для черновой зачистки заготовки и для вытачивания углублений и выпуклостей. Долото с прямой или скошенной режущей частью используют для чистовой обработки деталей цилиндрической формы и профильных закруглений. Долотом со скошенной режущей частью также вытачивают V-образные углубления.
Резцом формируют небольшие закругления, делают прямые насечки и углубления. Кроме того, резец служит для отделения готовой детали от края заготовки.
Никогда не используйте тупой или сильно изношенный инструмент. При вытачивании деталей ведите инструмент как можно точнее, не допуская колебаний его режущей части.
При вытачивании деталей ведите инструмент как можно точнее, не допуская колебаний его режущей части.
Закругления делают с помощью маленькой полукруглой стамески или долота со скошенной режущей частью.
Участки работы
Чтобы точно выточить нужный профиль, следует после каждого этапа работы делать замеры или сверять работу с самодельным шаблоном.
Резкие переходы от одного контура к другому помечают резцом или долотом. При вытачивании углубления стамеску ведут от его внешних краев к середине. Выпуклости, напротив, формируют, ведя инструмент от ее середины — самой высокой точки — по направлению к краям. При вытачивании длинных кривых, переходящих в прямые линии, стамеску ведут от самого утолщенного участка к участку с наименьшим диаметром.
При вытачивании углубления первые насечки делают долотом со скошенной режущей частью.
Широкие выпуклости вытачивают стамеской или долотом со скошенной режущей частью. Инструмент ведут от середины к краям выпуклости.
Завершающий этап обработки детали
Завершающий этап обработки детали выполняется также на токарном станке. Способ обработки зависит от вида древесины.
Если дерево мягкое, то шероховатости, оставшиеся после вытачивания профиля, легко прощупываются пальцами. Явные неровности зачищают подходящим резцом.
После этого суппорт удаляют, на станке устанавливают среднюю скорость вращения шпинделя, чтобы можно было обработать поверхность детали наждачной бумагой (зернистость 100). Бумагу предварительно нарезают — так, чтобы получились неширокие длинные полосы. Обработку ведут, обернув деталь такой полосой и зажав оба ее конца рукой. Если полосу надо передвинуть немного вправо или влево, петлю ослабляют, чтобы не получилось борозд.
Для обработки тонких профилей полоску наждачной бумаги складывают пополам или сворачивают в рулончик. Завершив обработку, деталь протирают — при остановленном шпинделе — влажной тряпочкой: так будут лучше видны необработанные волокна.
Когда поверхность детали снова станет сухой, обработайте ее шкуркой зернистостью 150 или 200. Поверхность деталей из твердого дерева на завершающей стадии сглаживают, используя горсть мягких опилок, которые прижимают рукой к вращающейся детали. Однако будьте осторожны: отведите руку, как только почувствуете малейшее сопротивление.
Полировку деталей — например, воском — также лучше производить на станке. Кусочек твердого воска подносят к вращающейся детали, затем ее поверхность полируют мягкой тканью. Обе операции повторяют до тех пор, пока не будет достигнут желаемый результат.
Обработка поверхности льняной олифой или политурой на основе пчелиного воска и спирта так же проста. Любое защитное и полирующее средство, имеющее жидкую консистенцию, наносят полотняным тампоном. Время от времени тампон обмакивают в средство, чтобы слой получился равномерным.
Дождитесь, когда защитный или полирующий состав полностью высохнет. После этого сточите деталь с одного конца до тонкого шипа. Остановите станок, отделите деталь тонкой пилой.
Остановите станок, отделите деталь тонкой пилой.
Обработка точением поверхностей заготовок » Ремонт Строительство Интерьер
Для токарных работ может быть использована древесина любой породы, но необходимо учитывать свойства каждой породы и назначение изделия. Хорошо обрабатывается на станке древесина березы, клена, ореха, груши, бука, граба, липы; хуже — сосны, ели, дуба, ясеня. Древесина березы идет на декоративные изделия, посуду, игрушки. Особенно красивы изделия из карельской березы. Из липы можно сделать посуду различной формы, сувениры (матрешки и др.), игрушки. Из вяза вытачивают детали для мебели, винты, гайки, рукоятки для инструмента. Из древесины груши, ореха можно изготовлять декоративные изделия — шкатулки, фурнитуру, сувениры. Так же хорошо обрабатываются эбонит, фибра, каучук.
Для обработки древесины подготавливают заготовки без сучков, трещин, гнилей, червоточины, наклона волокон, хорошо высушенные. Заготовку в виде брусков квадратного сечения готовят так. На торцах проводят шилом (карандашом) две диагонали и находят центр ее вращения. На пересечении диагоналей торцов заготовки делают углубления на 3—4 мм, для центрального зуба трезубца и центра задней бабки, кроме этого, целесообразно для трезубца делать пропил глубиной 2—3 мм. Затем вдоль ребер рубанком строгают бруски так, чтобы придать им форму восьмигранника или близкую.к цилиндру. Ребра заготовки можно обтесывать топором.
На торцах проводят шилом (карандашом) две диагонали и находят центр ее вращения. На пересечении диагоналей торцов заготовки делают углубления на 3—4 мм, для центрального зуба трезубца и центра задней бабки, кроме этого, целесообразно для трезубца делать пропил глубиной 2—3 мм. Затем вдоль ребер рубанком строгают бруски так, чтобы придать им форму восьмигранника или близкую.к цилиндру. Ребра заготовки можно обтесывать топором.
При обработке в чашечных и кулачковых патронам для закрепления в заготовках по длине оставляют припуск не менее 50мм, при обработке в центрах — не менее 20мм, по толщине (диаметру) припуск 2—3мм.
На токарных станках, как правило, изготавливают изделия и делают выточки круглого сечения в виде валика, оси, цилиндра, конуса, шара и других поверхностей, которые в сочетании дают различный профиль детали.
Прием точения цилиндра на токарном станке СТД-120
Для этой цели обрабатываемую деталь зажимают в центрах (бабках) станка либо крепят в патроне или на планшайбе, после чего ей придают вращательное движение, во время которого режущий инструмент обрабатывает ее поверхности. Резцу придается движение вдоль или поперек обрабатываемой детали в зависимости от ее формы.
Резцу придается движение вдоль или поперек обрабатываемой детали в зависимости от ее формы.
Для овладения навыками токарного дела необходимо выполнить ряд упражнений по приемам работы.
Точение включает в себя следующие приемы работы: выбор и подготовку заготовки, установку заготовки в центрах или патроне, установку подручника с держателем в необходимом положении, первичное (черновое) обтачивание, разметочное протачивание, вторичное (чистовое) обтачивание, разметку, точение профиля, подрезание и закругление торцов, зачистку и шлифование, отделку, отрезание изделия от припуска, украшение изделий выжиганием, разрисовка резьбой, а затем окончательную отделку.
Точение цилиндра
Заготовку крепят трезубцем и задним центром. Для этого молотком устанавливают один торец на трезубец, а к другому торцу подводят центр и закрепляют заднюю бабку гайкой. Затем, вращая маховичок пинали, зажимают заготовку центром и стопорят его рукояткой.
Подручник подводят с минимальным зазором параллельно обрабатываемой заготовке, крепят его на линии центров (или на 1—2мм выше) и устанавливают как можно ближе к заготовке (примерно на 2—3 мм между наиболее выступающей частью болванки и подручника). Не включая станок, поворачивают вручную заготовку и смотрят, чтобы она не задевала о подручник.
Не включая станок, поворачивают вручную заготовку и смотрят, чтобы она не задевала о подручник.
Проверив крепление заготовки, подручника, задней бабки и ее пиноли, приступают к обработке. Черновое точение выполняют рейером (стамеской) шириной 20— 25 мм с полукруглым лезвием. Ручку стамески берут правой рукой, а левой плотно прижимают резец к поверхности подручника. Первую стружку толщиной 1 — 2мм снимают средней частью режущей кромки резца, а последующие — попеременно правой и левой стороной лезвия, постепенно передвигая стамеску по всей длине заготовки и подручника. Стружку снимают до заданных размеров или пока резец не пройдет по всей окружности обтачиваемого предмета. В тех случаях, когда длина изделия превышает длину кромки подручника, его передвигают под необточенную часть и продолжают работу.
Как только припуск по диаметру заготовки составит 2—3 мм, переходят к обточке косяком (майзель). Майзель держат так же, как и рейер, но более наклонно, так, чтобы направление лезвия составляло угол 45—50° с направлением цилиндрической поверхности заготовки. Тупой угол косяка обращен в сторону движения стамески, а острый поднят вверх. Срезать стружку следует не всей длиной режущей кромки, а ее серединной’ и нижней частью. При вторичной обточке длинных деталей так же, как и при первичной, следует делать проточки для ориентации. Держать косяк нужно твердо, он не должен скользить по обтачиваемой поверхности и отталкиваться от подручника. Проверяют диаметр заготовки штангенциркулем в нескольких точках по длине.
Тупой угол косяка обращен в сторону движения стамески, а острый поднят вверх. Срезать стружку следует не всей длиной режущей кромки, а ее серединной’ и нижней частью. При вторичной обточке длинных деталей так же, как и при первичной, следует делать проточки для ориентации. Держать косяк нужно твердо, он не должен скользить по обтачиваемой поверхности и отталкиваться от подручника. Проверяют диаметр заготовки штангенциркулем в нескольких точках по длине.
Прямолинейность поверхности заготовки проверяют линейкой. Если при обточке заготовки происходит задирание волокон древесины, необходимо изменить направление движения стамески или угол резания. Надо помнить, что срезание толстой стружки и работа тупой стамеской могут привести к задиранию волокон и вырыву кусков древесины.
После того как изделие получило нужную форму, необходимо подрезать его торцы. При подрезке стамеску устанавливают на подручнике на ребро острым углом вниз.
При подрезании острым углом стамески делают глубокий надрез перпендикулярно к оси заготовки. Затем стамеску вынимают и со стороны обрезаемого конца делают наклонный надрез в сторону первоначального, надреза, не допуская срезания режущей кромки в торец изделия. Подрезанная древесина отделяется, образуя паз (углубление). Эту операцию повторяют несколько раз, пока не останется стержень минимального диаметра (10—12мм), достаточный для удержания изделия в центрах станка. Перед снятием изделия со станка торец подчищают, снимая тонкую стружку перпендикулярно оси вращения без наклонных надрезов.
Затем стамеску вынимают и со стороны обрезаемого конца делают наклонный надрез в сторону первоначального, надреза, не допуская срезания режущей кромки в торец изделия. Подрезанная древесина отделяется, образуя паз (углубление). Эту операцию повторяют несколько раз, пока не останется стержень минимального диаметра (10—12мм), достаточный для удержания изделия в центрах станка. Перед снятием изделия со станка торец подчищают, снимая тонкую стружку перпендикулярно оси вращения без наклонных надрезов.
Виды токарных работ: а — черновое обтачивание, б— чистовое обтачивание, в— подрезание торцов, г — закругление торцов, д — вытачивание внутренних полостей, е — вытачивание составных изделий, ж — вытачивание колец, з, и — вытачивание деталей фасонными резцами, к — лобовое точение на планшайбе
В зависимости от назначения изделия торцовка может быть прямой, выпуклой или вогнутой. При выпуклой торцовке сначала делают черновое закругление конца заготовки полукруглой стамеской. Для чистовой обработки пользуются плоской стамеской, срезая древесину серединой режущей кромки или тупым углом. При закруглении стамеску надо держать крепко в руках, опираясь на подручник и не допуская ее колебания во избежание получения борозд и выбоин.
При закруглении стамеску надо держать крепко в руках, опираясь на подручник и не допуская ее колебания во избежание получения борозд и выбоин.
Приемы точения конуса. Подготовив конусообразную болванку с необходимым припуском, намечают размеры конуса — диаметр основания, диаметр среза вершины и укрепляют на станке. Болванку на станке устанавливают таким образом, чтобы вершина (меньший торец конуса) была обращена к передней бабке. Это создает удобство для работы правой рукой, кроме того, точение будет происходить вдоль волокон, а на против.
Подручник устанавливают несколько наклонно, параллельно плоскости конуса и опускают по мере приближения стамески к вершине конуса. Сначала поверхность обрабатывают полукруглой стамеской, затем косяком (майзелем).
Прямолинейное нарезание. Прямолинейные нарезки для быстроты и точности изготавливают по шаблонам, но применение их не освобождает от употребления измерительных инструментов и разметки. Шаблоны изготовляют из твердого картона, фанеры, но лучшие из цинка. При разметке на боковой поверхности цилиндра карандашом или стамеской наносят первую риску аа1 по окружности, образующей крайний торец; затем через расстояние аб наносят вторую риску или первый внутренний торец бб1 на расстоянии аб риски аа1 проводят третью риску вв1 а на расстоянии ад — риску дд1 и так далее, пока не будет размечена вся длина цилиндра согласно рисунку. Для разметки большого количества деталей используют разметочные рейки. Для точения берут узкий майзель и выполняют проточку бб1 и вв1. Сначала делают треугольные вырезы к и л, излишек между ними снимают неширокой стамеской, в образовавшуюся выемку вставляют шаблон и проверяют грани проточки и размеры.
При разметке на боковой поверхности цилиндра карандашом или стамеской наносят первую риску аа1 по окружности, образующей крайний торец; затем через расстояние аб наносят вторую риску или первый внутренний торец бб1 на расстоянии аб риски аа1 проводят третью риску вв1 а на расстоянии ад — риску дд1 и так далее, пока не будет размечена вся длина цилиндра согласно рисунку. Для разметки большого количества деталей используют разметочные рейки. Для точения берут узкий майзель и выполняют проточку бб1 и вв1. Сначала делают треугольные вырезы к и л, излишек между ними снимают неширокой стамеской, в образовавшуюся выемку вставляют шаблон и проверяют грани проточки и размеры.
Прямолинейное нарезание: А — нарезание; Б — разметка заготовки; В— вырезание канавок к, л; Г— вставка шаблона в выемку; Д — шаблоны 1, 2, 3; Е— разметочная рейка
Вторую проточку (выемку) выбирают сначала в виде небольшого треугольника и растачивают ее, постепенно углубляясь к оси цилиндра. Во время проточки выемки постоянно проверяют шаблоном. Как только шаблон войдет полностью под ребро и стороны выемки не будут иметь просвета, проточку можно считать законченной. Все остальные выемки точат так же, как и вторую проточку, проверяя их шаблонами. Чтобы получить последнюю выемку ОМН, необходимо выточить цилиндрик ОМ, а затем осторожно скосить грань. После проточки всех выемок торцуют стороны цилиндра.
Как только шаблон войдет полностью под ребро и стороны выемки не будут иметь просвета, проточку можно считать законченной. Все остальные выемки точат так же, как и вторую проточку, проверяя их шаблонами. Чтобы получить последнюю выемку ОМН, необходимо выточить цилиндрик ОМ, а затем осторожно скосить грань. После проточки всех выемок торцуют стороны цилиндра.
Точение криволинейного профиля. Размечают цилиндр и изготовляют шаблон. Точение начинают с цилиндрических форм аа1б16; вв1г1г; дд1е1е. Протачивание выполняют с небольшим припуском для окончательной обработки, после чего приступают к вытачиванию криволинейных форм жаж1а1, збб1з1 и т.д. Вогнутые поверхности удобнее точить рейером, углубляя постепенно бока выемки и проверяя правильность шаблоном.
Точение криволинейных и шарообразных форм. Из болванки вытачивают цилиндр необходимых размеров и размечают поверхность изделия, как показано на рисунке. Затем вырезают шаблоны и начинают протачивание фигур заа1з1.
Точат полукруглой или плоской стамеской, проверяя работу шаблоном 1, а также кронциркулем или штангенциркулем. После чистового обтачивания шаблон должен точно примыкать к вытачиваемому профилю, плотно прилегать ребрами МН к обтачиваемой поверхности. Далее точат цилиндрические части бвв1б1; гдд1г1; ежж1е1, оставляя припуск древесины для чистовой обработки. Оставшуюся криволинейную и шаровую поверхность вытачивают, контролируя шаблонами 2 и 3. Чистовую обточку поверхности проводят майзелем.
После чистового обтачивания шаблон должен точно примыкать к вытачиваемому профилю, плотно прилегать ребрами МН к обтачиваемой поверхности. Далее точат цилиндрические части бвв1б1; гдд1г1; ежж1е1, оставляя припуск древесины для чистовой обработки. Оставшуюся криволинейную и шаровую поверхность вытачивают, контролируя шаблонами 2 и 3. Чистовую обточку поверхности проводят майзелем.
Криволинейный профиль А — профиль изделия, Б— шаблон. В, Г— разметка цилиндра
Стружку начинают снимать с той части детали, которая имеет наибольший радиус кривизны. Перемещая майзель от высоких точек закругления к низким, следует плавно, без рывков поднимать рукоятку инструмента вверх. Обтачиваемую криволинейную и шаровую поверхность нужно как можно чаще контролировать шаблоном и штангенциркулем до полного совпадения с фигурой шаблона. После этого изделие можно торцевать.
Точение криволинейных и шарообразных форм: А — протачивание фигур (1,2, 3— шаблоны), зaa131, 6вв161, гдд1г1, ежж1е1 — обтачиваемые поверхности, Б— разметка изделия. В— положение шаблона при проточке изделия (МН — ребра шаблона)
В— положение шаблона при проточке изделия (МН — ребра шаблона)
Точение сложного профиля конусообразного изделия. При выполнении этого вида работы предварительно вытачивают усеченный конус согласно требуемым по чертежу размерам, делают разметку профиля изделия, а затем приступают к точению. Для того чтобы при вытачивании не могли выкрошиться острые края выточек, точение следует начать с нарезки выемок а, б, в. Для большей точности выполнения профиля пользуются крючками. Подбирая нужный размер крючка, проточку ведут с высоких точек закругления, проверяя выемку штангенциркулем и другими инструментами. Внешние поверхности изделия обтачивают майзелем. После точения профиля изделие торцуют.
Принципы токарной обработки
Технология токарных работ по металлу предполагает использование специальных станков и режущего инструмента (резцы, сверла, развертки и др.), посредством которого с детали снимается слой металла требуемой величины. Токарная обработка выполняется за счет сочетания двух движений: главного (вращение заготовки, закрепленной в патроне или планшайбе) и движения подачи, совершаемого инструментом при обработке деталей до заданных параметров их размера, формы и качества поверхности.
За счет того, что существует множество приемов совмещения этих движений, на токарном оборудовании работают с деталями различной конфигурации, а также осуществляют целый перечень других технологических операций, к которым относятся:
- нарезание резьбы различного типа;
- сверление отверстий, их растачивание, развертывание, зенкерование;
- отрезание части заготовки;
- вытачивание на поверхности изделия канавок различной конфигурации.
Основные виды токарных работ по металлу
Благодаря такой широкой функциональности токарного оборудования на нем можно сделать очень многое. Например, с его помощью выполняют обработку таких изделий, как:
- гайки;
- валы различных конфигураций;
- втулки;
- шкивы;
- кольца;
- муфты;
- зубчатые колеса.
Естественно, что токарная обработка предполагает получение готового изделия, которое соответствует определенным стандартам качества. Под качеством в данном случае подразумевается соблюдение требований к геометрическим размерам и форме деталей, а также степени шероховатости поверхностей и точности их взаимного расположения.
Для обеспечения контроля над качеством обработки на токарных станках применяют измерительные инструменты: на предприятиях, выпускающих свою продукцию крупными сериями, – предельные калибры; для условий единичного и мелкосерийного производства – штангенциркули, микрометры, нутрометры и другие измерительные устройства.
Измерительные инструменты, часто используемые в токарном деле
Первое, что рассматривают при обучении токарному делу, – это технология обработки металлов и принцип, по которому она осуществляется. Заключается этот принцип в том, что инструмент, врезаясь своей режущей кромкой в поверхность изделия, зажимает его. Чтобы снять слой металла, соответствующий величине такого врезания, инструменту надо преодолеть силы сцепления в металле обрабатываемой детали. В результате такого взаимодействия снимаемый слой металла формируется в стружку. Выделяют следующие разновидности металлической стружки.
Слитая
Такая стружка формируется тогда, когда на высоких скоростях обрабатываются заготовки, выполненные из мягкой стали, меди, олова, свинца и их сплавов, полимерных материалов.
Элементная
Образование такой стружки происходит, когда на небольшой скорости обрабатываются заготовки из маловязких и твердых материалов.
Стружка надлома
Стружка такого вида получается при обработке заготовок из материала, отличающегося невысокой пластичностью.
Ступенчатая
Формирование такой стружки свойственно для среднескоростной обработки заготовок из стали средней твердости, деталей из алюминиевых сплавов.
Виды стружки при токарной обработке
Устройство универсального токарно-винторезного станка. Станки токарной группы
На универсальном токарно-винторезном станке обрабатывают детали различных классов (круглые и некруглые стержни, кольца, диски, корпусные детали). Универсальный токарно-винторезный станок (рис. 13) имеет станину 18 – массивную базовую чугунную деталь на двух тумбах.
В передней тумбе 16 установлен главный электродвигатель, в задней 12 – насос и резервуар для СОТС.
Верхняя часть станины имеет две пары направляющих для базирования и перемещения подвижных элементов станка. Передняя бабка 1 закреплена на левой части станины. В корпусе передней бабки расположена коробка скоростей и шпиндель 2, представляющий собой полый вал, на правом резьбовом конце которого устанавливается технологическая оснастка для базирования и закрепления заготовок (трехкулачковый патрон 3, планшайба и т. д.).
Передняя бабка 1 закреплена на левой части станины. В корпусе передней бабки расположена коробка скоростей и шпиндель 2, представляющий собой полый вал, на правом резьбовом конце которого устанавливается технологическая оснастка для базирования и закрепления заготовок (трехкулачковый патрон 3, планшайба и т. д.).
а
б
Рис. 13. Схема универсального ТВС (а): 1 – передняя бабка; 2 – шпиндель; 3 – трехкулачковый патрон; 4 – поворотные салазки; 5 – резцедержатель; 6 – поперечные салазки; 7 – пиноль; 8 – задняя бабка; 9 – рейка; 10 – ходовой вал; 11 – ходовой винт; 12 – задняя тумба; 13 – поддон; 14 – продольные салазки; 15 – фартук; 16 – передняя тумба; 17 – гитара подач; 18 – станина; схема ТВС – 1М63Н-3 (б)
Шпиндель получает вращение (главное движение) от главного электродвигателя через клиноременную передачу, систему зубчатых колес и муфт, размещенных на валах коробки скоростей, расположенной внутри передней бабки. Задняя бабка 8 установлена на правой части станины с возможностью перемещения по ее внутренним направляющим. Внутри задней бабки размещена выдвижная пиноль 7, в конусное отверстие которой вставляются различные центры (неподвижный, вращающийся, плавающий, центр-пробка).
Внутри задней бабки размещена выдвижная пиноль 7, в конусное отверстие которой вставляются различные центры (неподвижный, вращающийся, плавающий, центр-пробка).
При обработке коротких заготовок, заготовок типа «некруглый стержень» или корпусных заготовок в конусное отверстие пиноли устанавливается осевой инструмент (сверло, зенкер, развертка), что позволяет производить осевую обработку центрального отверстия в заготовке. Движение подачи при этом осуществляется вручную вращением маховичка задней бабки. На паре наружных направляющих станины размещается суппорт, состоящий из резцедержателя 5, поворотных салазок 4, поперечных салазок 6, продольных салазок 14 и фартука 15 (рис. 13). В четырехпозиционном резцедержателе устанавливаются режущие инструменты – токарные резцы.
Поворотные салазки установлены с возможностью поворота и фиксации вокруг вертикальной оси, что позволяет обрабатывать короткие (до 150 мм) конусные поверхности с большими углами конусности (до 45°).
При обработке длинных конусных поверхностей с малыми углами конусности (до 5°) смещают ось вращения заготовки, перемещая заднюю бабку перпендикулярно направляющим станины.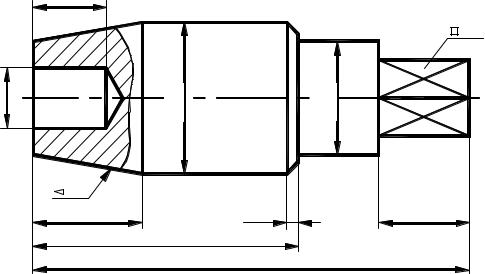
Поперечные салазки позволяют придать режущему инструменту движение подачи Dsпод углом 90° к оси вращения заготовки (поперечная подача). Продольные салазки позволяют придать режущему инструменту движение подачи Dsпод углом 0° к оси вращения заготовки (продольная подача). Движение подачи осуществляется вручную или автоматически.
На передней стенке станины закреплена коробка подач, кинематически связанная с шпинделем системой зубчатых колес, установленных в гитаре подач 17. Коробка подач передает движение на ходовой вал 10 и ходовой винт 11. Ходовой винт служит для обеспечения автоматической подачи только при нарезании резьбы, для обеспечения автоматической подачи при других работах служит ходовой вал.
Для преобразования вращения ходового вала или ходового винта в прямолинейное перемещение служат механизмы, размещенные в фартуке (механизм типа «винт – гайка» для поперечной или продольной подачи при резьбонарезании, механизм типа «рейка – колесо» для других работ). При этом рейка 9 установлена на передней части станины. Для сбора стружки и СОТС в нижней части станины установлен поддон 13 (рис. 13).
Для сбора стружки и СОТС в нижней части станины установлен поддон 13 (рис. 13).
Универсальный токарно-винторезный станок позволяет установить не более пяти режущих инструментов (четыре в резцедержателе и один в пиноли задней бабки). Для изготовления партии деталей с большим объемом токарной обработки универсальные станки малопригодны, так как требуется много времени на установку и наладку режущего инструмента.
Рис. 14. Патронный токарноревольверный полуавтомат: 1 – станина; 2 – коробка подач; 3 – передняя бабка; 4 – барабан передних упоров; 5 – поперечный суппорт; 6 – револьверная головка; 7 – револьверный суппорт; 8 – барабан задних упоров
Для обработки партии сложных деталей типа ступенчатый валик, фланец, кольцо применяют токарно-револьверные станки. В токарноревольверном станке несколько режущих инструментов устанавливают в «револьверной головке», что позволяет сократить время на установку и наладку инструментов. В прутковых револьверных станках заготовку (пруток различного сечения) зажимают в пустотелом цанговом патроне.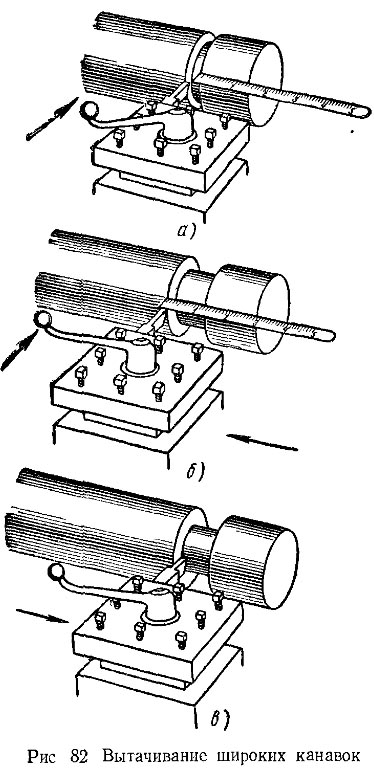 После изготовления детали ее отрезают, протягивают оставшуюся часть прутка через полое осевое отверстие цангового патрона и обрабатывают следующую деталь. В патронных револьверных станках обрабатывают штучные заготовки, зажимая их в кулачковом патроне станка.
После изготовления детали ее отрезают, протягивают оставшуюся часть прутка через полое осевое отверстие цангового патрона и обрабатывают следующую деталь. В патронных револьверных станках обрабатывают штучные заготовки, зажимая их в кулачковом патроне станка.
Револьверные станки с многогранной револьверной головкой дополнительно оснащены одним или двумя (передним и задним) поперечными суппортами. Все инструменты, работающие с продольным движением подачи, закрепляются в револьверной головке. Все инструменты, работающие с поперечным движением подачи, закрепляются в суппортах. Станки с круглой револьверной головкой поперечных суппортов не имеют. При необходимости поперечное движение подачи осуществляется за счет медленного вращения револьверной головки вокруг горизонтальной оси. На рис. 14 показан патронный револьверный станок с многогранной головкой. Он состоит из станины 1, передней бабки 3 с коробкой скоростей коробки подач 2, размещенной на лицевой стороне станины, поперечного суппорта 5, револьверного суппорта 7 с револьверной головкой 6, барабанов передних 4 и задних рупоров.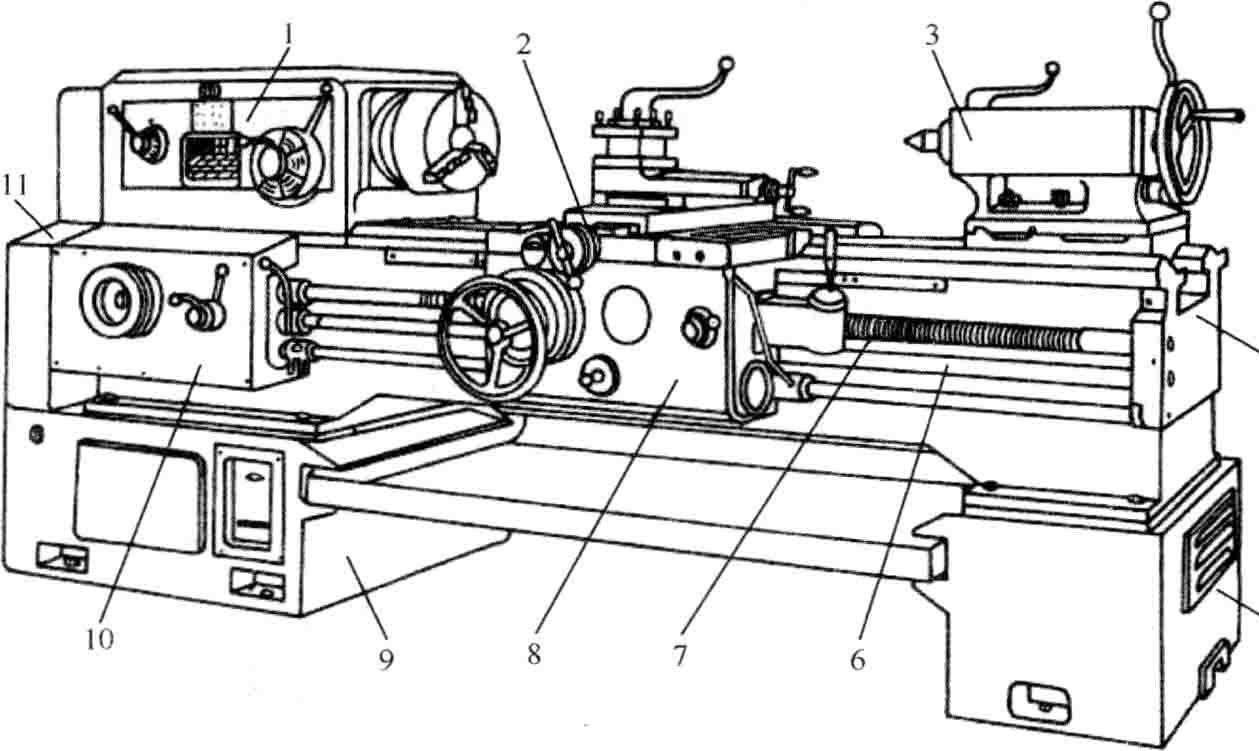
Повышение производительности обработки достигается за счет параллельной работы суппортов и предварительной настройки станка по упорам барабанов 4 и 8. Настройка станка по упорам позволяет автоматически выдерживать диаметры и длины обрабатываемых поверхностей заготовок.
Обработка ступенчатых валов ведется на многорезцовых токарных полуавтоматах, автоматах или токарных гидрокопировальных станках.
Обработка массивных цилиндрических заготовок с отношением длины заготовки к ее диаметру 0,3–0,4 ведется на токарно-карусельных станках.
Токарные резцы
По технологическому назначению различают резцы: проходные (рис. 11, а–в) – для обтачивания наружных цилиндрических и конических поверхностей; подрезные (рис. 11, г) – для обтачивания плоских торцов; расточные (рис. 11, д, е) – для растачивания сквозных и глухих отверстий; отрезные (рис 11, ж), прорезные, или канавочные (рис. 11, з) – для точения наружных кольцевых канавок; резьбовые (рис. 11, и) – для нарезания резьбы; фасонные круглые (рис. 11, к) и призматические (рис. 11, л) – для обработки фасонных поверхностей и т. д. По форме головки различают прямые, отогнутые и оттянутые резцы.
11, к) и призматические (рис. 11, л) – для обработки фасонных поверхностей и т. д. По форме головки различают прямые, отогнутые и оттянутые резцы.
По характеру обработки различают резцы для чернового, получистового, чистового точения. По типу инструментального материала и способу его крепления на головке различают резцы:
- цельные из углеродистых сталей;
- цельные из быстрорежущих сталей;
- резцы с напаянной пластинкой из быстрорежущей стали;
- из твердого сплава, с механическим креплением пластинки твердого сплава или кристалла сверхтвердого материала.
Рис. 11. Токарные резцы: а – проходной прямой; б – проходной отогнутый; в – проходной упорный отогнутый; г – подрезной; д, е – расточные для сквозных и глухих отверстий соответственно; ж – отрезной; з – канавочный; и – резьбовой; к – круглый фасонный; л – призматический фасонный
По виду пластины твердого сплава различают резцы с перетачиваемыми трехи четырехгранными пластинами и с неперетачиваемыми трех-, четырех-, пяти и шестигранными пластинами.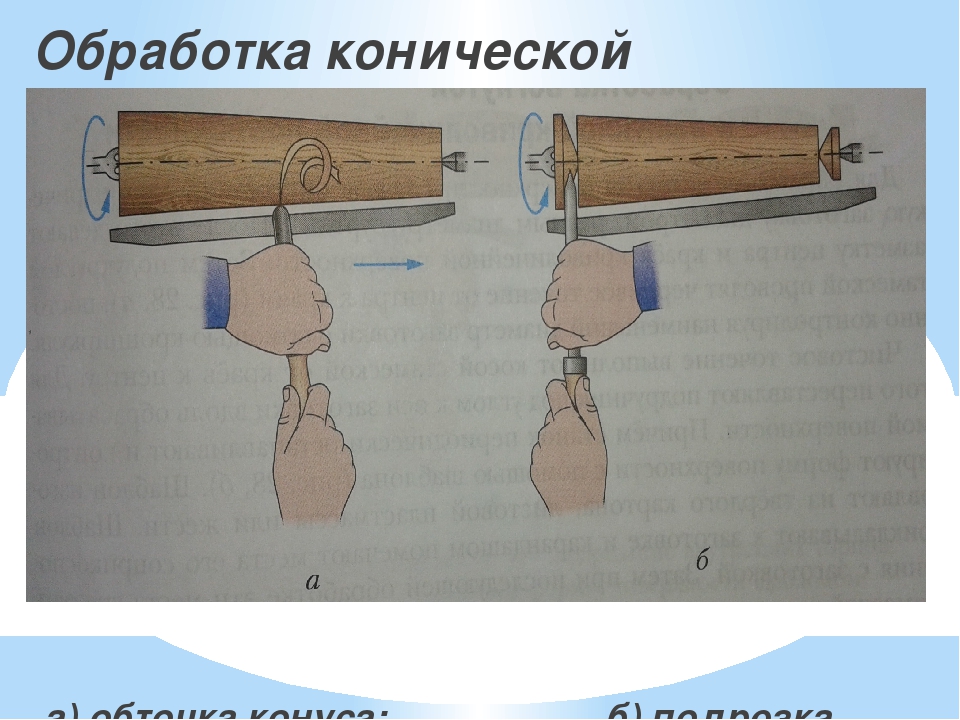
Из чего изготавливаются резцы?
Для чистового точения характерно снятие стружки малого сечения и повышенные скорости резания, в ходе которых инструмент не должен терять собственной твердости. К тому же, лезвие резца должно обладать достаточной износостойкостью.
В соответствии с вышеперечисленными требованиями, чистовые резцы, которые применяются в работе с чугуном и сталью, изготавливаются из быстрорежущей стали, твердосплавных материалов, минералокерамики. Сегодня все чаще используются керметы, в составе которых, помимо окиси алюминия, присутствуют присадки вольфрама, молибдена, титана и прочих металлов.
Виды токарных работ. Способы обработки на токарных станках
Самой популярной технологией обработки изделий из металла является токарная. Ее суть заключается в удалении лишнего слоя металлозаготовки, в результате чего получается деталь нужного размера, формы и с требуемой шероховатостью.
Особенности токарной обработки
Токарная обработка – один из способов работы с металлом, который применяется для изготовления деталей из металлических заготовок.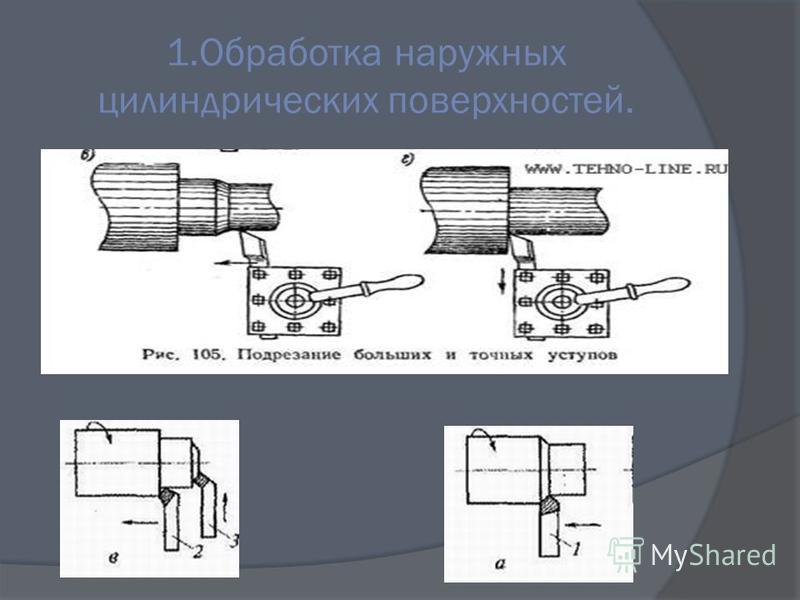 Для решения данных задач используют специальные станки, которые оснащены сверлами, резцами и другими приспособлениями для резки. С их помощью срезается металлический слой с заготовки, что дает возможность получать деталь заданных параметров.
Для решения данных задач используют специальные станки, которые оснащены сверлами, резцами и другими приспособлениями для резки. С их помощью срезается металлический слой с заготовки, что дает возможность получать деталь заданных параметров.
Вращение детали, которая подвергается обработке, называют главным движением. Вращение инструмента, обеспечивающее резку до получения конечного продукта желаемых параметров, означает движение подачи. За счет того, что оборудование токарных станков способно выполнять различные движения, обеспечивается получение изделий практически любых форм.
- Нарезка резьбы.
- Расширение и раскатывание отверстий.
- Сверление и зенкеровка луз.
- Вытачивание канавок.
- Разделение деталей на несколько частей.
В процессе всех этих видов обработки не обойтись без измерительных приспособлений, которые представлены нутромерами, микрометрами, штангенциркулями и прочими приборами для измерения.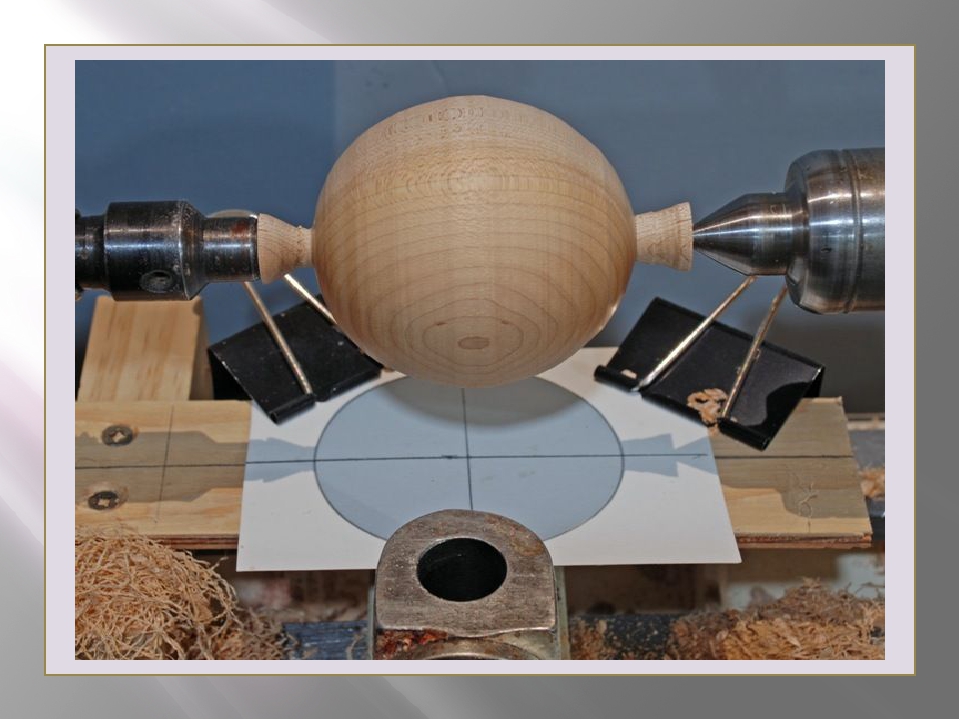 С их помощью высчитывается размер деталей, а также контролируется конфигурация поверхностей обрабатываемого изделия. Это позволяет гарантировать получение безукоризненного результата.
С их помощью высчитывается размер деталей, а также контролируется конфигурация поверхностей обрабатываемого изделия. Это позволяет гарантировать получение безукоризненного результата.
Путем обтачивания наружных плоскостей изготавливают гладкие и ступенчатые детали разного типа. Последние формируют, пользуясь проходным резцом, передвижение которого должны осуществляться под определенным углом к заготовке.
Метод подрезания используют для торцевых конструкций. Для этого применяют специальные подрезные резцы поперечного типа. Таким же образом осуществляется изготовление канавок и обрезка изделий канавочными резцами.
Резьбу формируют специальными резчиками, которыми оснащены токарновинторезные станки. Сам резец имеет вид лузы, расположенной между оборотами. Для формирования резьбы кинематическую цепь подачи настраивают таким образом, чтобы за одно вращение получалось осевое передвижение на протяженность шага резьбы.
Основные способы обработки на токарных станкахВыбор способа обработки металла на токарном станке зависит непосредственно от химического состава материала, а также его физических и механических свойств.
Существует следующие варианты токарной обработки:
- черновая – подразумевает под собой удаление дефектных слоев, разрезку, подрезку и срез торцов заготовки детали;
- чистовая – используется для получения конечного продукта нужной конструкции и параметров;
- получистовая – в процессе обработки снимается от 20 до 25% припуска в результате чего получают форму, близкую к проекту предполагаемой детали;
- тонкая – позволяет получить изделие низкой шероховатости путем срезания тонких стружек;
- специальная – включает в себя скоростное, силовое и виброточение, а также точение с предварительным подогревом.
Технологию и тип оборудования подбирают в зависимости от вида материала заготовок. Токарные автоматы позволяют получить детали точной формы с невысокой шероховатостью внешнего покрытия.
Обтачиванием обрабатывается внешняя поверхность изделий, а для внутренней используется растачивание. Для изготовления плоских торцевых плоскостей применяется подрезание. Резка разделяет заготовки изделий на части или отделяет готовые детали от заготовки.
Для изготовления плоских торцевых плоскостей применяется подрезание. Резка разделяет заготовки изделий на части или отделяет готовые детали от заготовки.
Вы можете заказать услуги токаря прямо сейчас на нашем сайте — ОАО «РМС» выполнит все виды токарной обработки металла на станках ЧПУ.
Вытачивание на токарном станке по дереву
Вытачивание из дерева
С давних времен до нас дошли образцы точеных изделий из дерева. Довольно часто в раскопках ученые находят всевозможные предметы домашней утвари:
кружки, кубки, чаши, плошки, подносы, тарелки и солонки. Все вышеперечисленные изделия предназначались для пищи и напитков. Уже в те далекие времена старинные мастера работали на примитивных токарных станках, принцип работы которых используется во множестве современных деревообрабатывающих установок.
Обнаруженная во время археологических раскопок старинная деревянная посуда отличалась особенной прочностью. Секрет этого заключается в том, что мастера прошлого вытачивали утварь не по направлению роста волокон, а поперек них. Это помогало не только долго хранить вещи, но и наиболее широко продемонстрировать весь текстурный рисунок, а также украсить изделие без применения резьбы и мозаики. Старинное искусство не забылось и сегодня. Современные токарные станки позволяют выполнять изделия намного быстрее и качественнее. Но сначала надо подобрать подходящий материал для будущего изделия. Для работы подойдет только хорошо просушенный брусок, иначе твоя поделка после вытачивания со временем покоробится, а при шлифовании тебе не удастся полностью избавиться от бросающегося в глаза ворса и заусенцев.
Это помогало не только долго хранить вещи, но и наиболее широко продемонстрировать весь текстурный рисунок, а также украсить изделие без применения резьбы и мозаики. Старинное искусство не забылось и сегодня. Современные токарные станки позволяют выполнять изделия намного быстрее и качественнее. Но сначала надо подобрать подходящий материал для будущего изделия. Для работы подойдет только хорошо просушенный брусок, иначе твоя поделка после вытачивания со временем покоробится, а при шлифовании тебе не удастся полностью избавиться от бросающегося в глаза ворса и заусенцев.
Сначала, тебе понадобится сам токарный станок, без которого не может быть и речи о художественном вытачивании (рис. 15).
Рис. 15. Токарный станок для работы с древесиной
Если ты желаешь изготовить изделие большой длины, тебе следует отдать предпочтение токарному станку с задней бабкой, который фиксирует брусок с обеих сторон. В том случае, если ты планируешь сделать небольшое изделие, тебе понадобится станок с трубчатым патроном. Именно он позволит сделать в бруске полость. Если ты хочешь что-нибудь выточить из древесины, тебе надо будет подыскать кусок древесины, соответствующий размерам будущей поделки. Кроме того, в зависимости от того, что именно ты наметил сделать, нужно подобрать брусок с соответствующей текстурой.
Именно он позволит сделать в бруске полость. Если ты хочешь что-нибудь выточить из древесины, тебе надо будет подыскать кусок древесины, соответствующий размерам будущей поделки. Кроме того, в зависимости от того, что именно ты наметил сделать, нужно подобрать брусок с соответствующей текстурой.
Для изготовления домашней утвари больше всего подойдут бруски из липы, осины, дуба и березы. Для украшений корой подойдут можжевельник, грецкий орех, красное дерево, сосна или кедр, которые обладают прекрасным текстурным рисунком, не требующим никакого особенного украшения. Большие пологие поделки вытачивают на планшайбе – специальном приспособлении в виде металлического круга с зажимами или отверстиями для шурупов, которыми заготовка крепится к диску.
Процедуру выборки древесины следует выполнять плоскими и полукруглыми резцами. Если у тебя их нет, для этого можно использовать и обычные узкие и широкие стамески с односторонней фаской. Полукруглые стамески используются для чернового снятия древесины с бруска, а прямые понадобятся для окончательной обработки поверхности изделия.
Чтобы сделать в бруске полость, тебе понадобятся два специальных инструмента – крючок и колечко. Ты можешь отдать предпочтение какому-то одному инструменту, но если в твоем шкафчике есть и то и другое, это значительно облегчит задачу.
В первую очередь на листе бумаги в натуральную величину начерти то, что хочешь получить в конце работы. Затем приступай к подготовке бруска. Для начала обработай топориком кусок древесины, придай ему более или менее правильную цилиндрическую форму с одного конца, чтобы вставить его в патрон. Затем после начала вращения цилиндра несколькими движениями стамески сними часть древесины, сделав правильный цилиндр.
После предварительной обработки можно уже приступать к собственно вытачиванию. Если у твоего будущего изделия должна быть внутри полость, сначала выбери древесину из бруска. Затем аккуратными движениями сними тонкую стружку, а потом – по мере вырисовывания полости – делай ее больше и глубже. После того как будет выбрана древесина из полости, нанеси размеры будущего изделия на заготовку, для этого удобнее пользоваться штангенциркулем.
На заготовке нанеси карандашом лишь легкие штрихи, а затем резцом или лезвием стамески сделай контуры рисунка более заметными. При этом не сильно нажимай резцом на заготовку и не веди по древесине всем лезвием, а только слегка коснись кончиком стамески вращающегося бруска, делая отчетливые и неглубокие резки. Затем плоской широкой или узкой стамеской (в зависимости от расстояния между рисками) тонкой стружкой удали лишнюю древесину с основной части, а после этого приступай к вытачиванию отдельных деталей.
Вращающуюся болванку отшлифуй мелкозернистой шкуркой и отполируй конским волосом, сушеным хвощем или древесными опилками. Не прекращая вращения, изделие можно покрыть тонким слоем лака или восковой мастики. Только после этого срежь получившееся изделие с оставшегося куска древесины. Довольно востребованными среди деревянных изделий являются предметы домашнего обихода – блюда, плошки, кружки, стаканы и кувшины (рис. 16-18). Для изготовления точеных плошек чаще всего используют старые сосновые бруски, древесина которых уже от времени приобрела яркий золотистый цвет с четкими бурыми прожилками.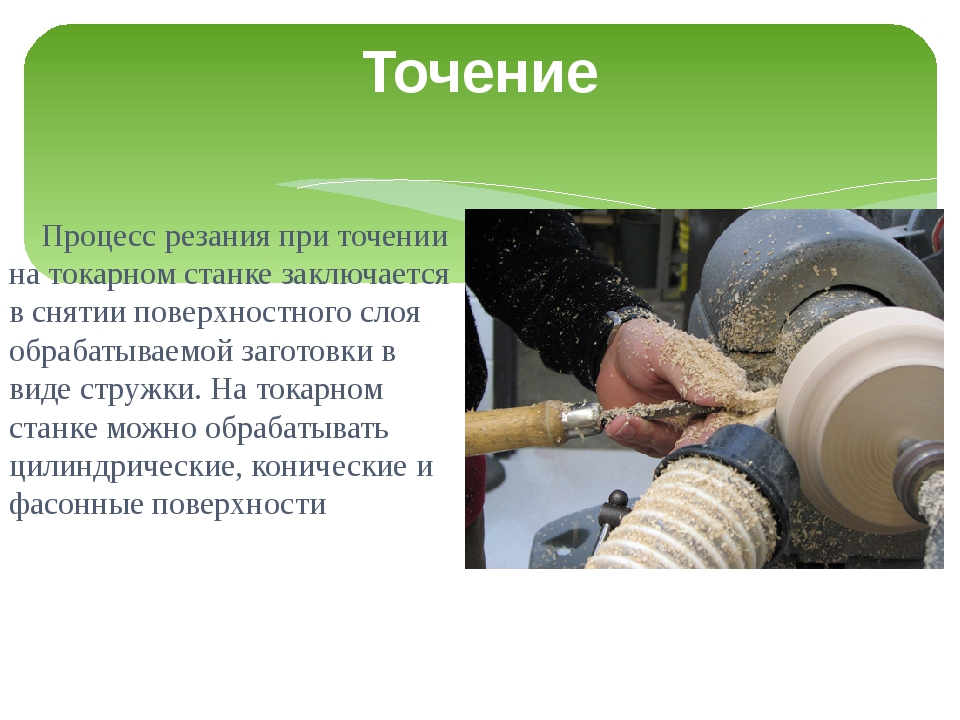
Использование таких заготовок делает художественное покрытие излишним. Кроме того, в будущем посуда не потеряет свою форму, а природный рисунок будет проявляться еще сильнее. Сначала нанеси на заготовку легкими линиями контуры будущего изделия, а затем закрепи древесину на планшайбе.
После этого с вращающейся болванки выбери внутри древесину таким образом, сделав небольшое углубление. Потом тонкой стружкой сними с заготовки лишнюю древесину, придав изделию правильные очертания. На станке отшлифуй и отполируй его со всех сторон, после чего его можно будет покрыть лаком или восковой мастикой (рис. 19). Не прибегая к применению красителей, ты сможешь создать неповторимый рисунок, соединив небольшие заготовки древесины. Для этого вы пили бруски из одного массива и склей их с помощью клея ПВА. Волокна каждой отдельной заготовки должны идти поперек других брусков. Все это обеспечит прочность будущей вещи и создаст интересный текстурный рисунок. Для небольшой неглубокой плошки куски древесины можно склеить друг с другом, выложив их в одну линию.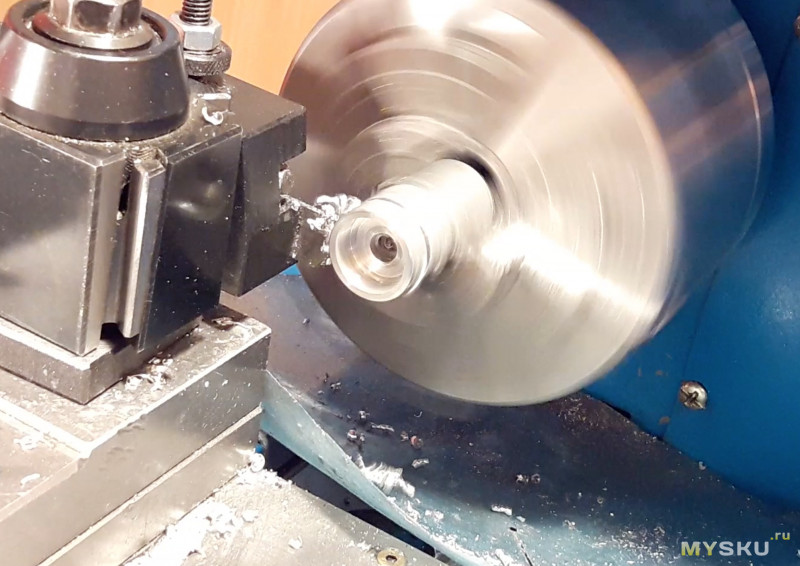 Для глубокого кувшина или вазы квадратные заготовки уложи друг на друга в виде маленькой пирамиды. При изготовлении деревянной кружки лучше всего склеить заготовку из секторов-клиньев.
Для глубокого кувшина или вазы квадратные заготовки уложи друг на друга в виде маленькой пирамиды. При изготовлении деревянной кружки лучше всего склеить заготовку из секторов-клиньев.
Рис. 19. Ваза из дерева
С помощью токарного станка ты сумеешь создавать не только бытовую утварь, но и разнообразные игрушки для младшего брата или сестры. Освоив вытачивание простых геометрических фигур, ты можешь скомбинировать из них фигурки людей, животных, игрушечные автомобили и предметы домашнего обихода для кукол (рис. 20).
В первую очередь тебе нужно решить, что именно ты желаешь делать, а потом воплотить свой замысел на бумаге. Если будущая игрушка должна получиться маленькой, выбери для чертежа удобный масштаб, но лучше всего, если ты также сделаешь чертеж в натуральную величину, поскольку тогда при вытачивании будет удобно переносить размеры с бумаги на дерево.
Цельные игрушки, то есть полностью сделанные из одного массива древесины, встречаются довольно редко. В основном можно увидеть клееные игрушки, собранные из отдельных частей и соединенные с помощью клея ПВА.
В основном можно увидеть клееные игрушки, собранные из отдельных частей и соединенные с помощью клея ПВА.
Рис. 20. Игрушки, выточенные из дерева
В том случае, когда склеиваемая поверхность деталей достаточно большая, тебе не понадобятся дополнительные соединения. Если же поверхность приклеивания меньше высоты детали, в соединяемых частях нужно будет сделать маленькие надрезы, смазать их клеем и поместить в них небольшие выступающие щепки или специально изготовленные палочки. Этот тип крепления называется «соединение на шип». После того как игрушка будет полностью закончена, ты можешь покрыть ее слоем древесного лака, подчеркнув естественный цвет дерева.
Можно также поместить получившееся изделие в протраву, сделав таким образом акцент на красоте природного рисунка. После того как поверхность изделия будет хорошо отшлифована и зачищена, нанеси на нее грунтовку, чтобы в дальнейшем краски не растекались. В качестве грунтовки можно использовать крахмальный клейстер.
Если для раскраски ты будешь использовать масляные краски, вся поверхность изделия должна быть покрыта 3 слоями столярного клея, а если его нет под рукой, приготовь свою грунтовку. Для этого на 5 частей обычного зубного порошка возьми 1 часть животного желатина, тщательно перемешай и разведи теплой водой до консистенции негустой сметаны. Готовую массу нанеси на поверхность тонким слоем, дай ей просохнуть, а потом обработай изделие аналогичным образом еще 2 раза.
После того как грунтовка хорошо просохнет, ты можешь украсить свое изделие. Краску лучше всего наносить специальной тонкой кистью, которая может легко обозначить тонкий контур, а при легком нажиме – линии разной толщины. Если для росписи ты используешь анилиновые краски, отдай предпочтение светостойким.
Для самой росписи тебе пригодятся несколько интенсивных цветов: ярко-красный, ярко-желтый и ярко-фиолетовый. Среди так называемых кислотных анилиновых красок выбери красную, зеленую, фиолетовую и ярко-синюю. Обычно краски продаются в виде цветных порошков, которые разводятся только в горячей воде, причем на 1 л воды берется не больше 10 г порошка.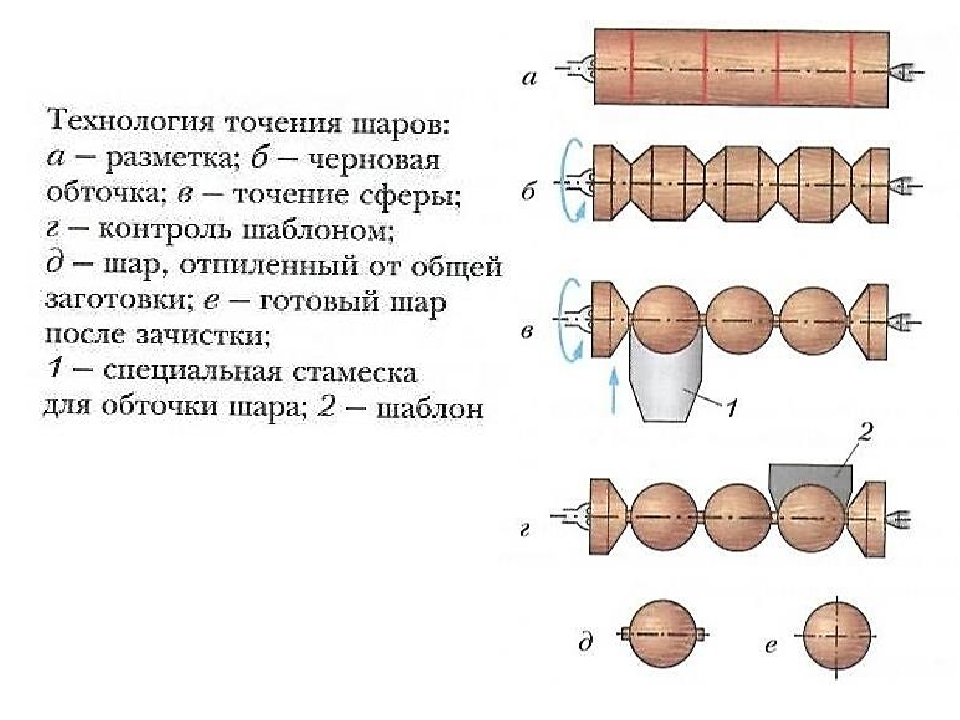
При росписи анилиновыми красками следует соблюдать ряд правил. Во-первых, нельзя проводить кистью по одному и тому же месту дважды. Во-вторых, сами водные растворы и порошки очень ядовиты, а следы от них долго нельзя отмыть, поэтому нужно быть очень осторожным при их применении. А если краска попала на кожу, очень быстро удали ее, промыв проточной водой.
Итак, нанеси слой желтой краски на ту поверхность игрушки, где, согласно твоим планам, должны быть красные или зеленые цвета. Для того чтобы потом получился ярко-красный цвет, сверху желтого аккуратно нанеси слой алой краски. Чтобы получился ярко-зеленый цвет – слой синей краски.
После росписи позволь краске хорошо высохнуть (около 8 часов), затем покрой слоем лака и оставь на 24 часа. После этого нанеси второй слой лака и опять оставь сохнуть на день. Если ты для росписи использовал гуашь, после ее высыхания необходимо покрыть изделие 2-3 тонкими слоями прозрачного древесного лака.
Если ты желаешь покрыть игрушку темперой, после высыхания краски тебе не нужно будет наносить еще несколько слоев лака, поскольку она прочно держится на дереве. Довольно часто роспись по дереву используется в сочетании с выжиганием контуров орнамента. Для этого подойдут любые краски: гуашь, темпера или масло. Если тебе потребуется нарисовать кукле яркую одежду с мелким рисунком, нанеси кончиком лезвия ножа-косяка или узкой стамески рельефную резьбу, а затем покрой ее тонким слоем краски. Прорези также потом можно закрасить другим цветом или оставить однотонный цвет, орнамент все равно будет видим.
Довольно часто роспись по дереву используется в сочетании с выжиганием контуров орнамента. Для этого подойдут любые краски: гуашь, темпера или масло. Если тебе потребуется нарисовать кукле яркую одежду с мелким рисунком, нанеси кончиком лезвия ножа-косяка или узкой стамески рельефную резьбу, а затем покрой ее тонким слоем краски. Прорези также потом можно закрасить другим цветом или оставить однотонный цвет, орнамент все равно будет видим.
Раньше на Руси очень ценились украшения из дерева. Ты также можешь попробовать изготовить нечто подобное (например, для своей сестры). Лучше всего начать с браслета (рис. 21). Технология его вытачивания ничем не отличается от изготовления домашней утвари или игрушек. Тебе понадобится лишь выбрать всю древесину изнутри, а внешнюю сторону сделать овальной. Внутренний диаметр браслета или кольца должен быть равен диаметру запястья или пальца. Диаметр браслета должен быть не меньше диаметра кисти, чтобы он без труда мог надеваться на руку.
Рис. 21. Браслет, выточенный из дерева
21. Браслет, выточенный из дерева
Выточив кольцо или браслет, не спеши срезать украшение с болванки, поскольку ему можно придать чудесный оттенок с помощью трения. Для этого возьми небольшой брусок дерева более твердой породы и приложи к вращающемуся украшению узкой стороной. От соприкосновения с бруском верхний слой древесины изделия станет темнеть и обугливаться. Чем дольше ты будешь тереть древесину тем более выраженный натуральный цвет приобретет поверхность украшения. Для того чтобы прожилки древесины приобрели бурый цвет, приложи к древесине кусочек сургуча.
Подобного же результата можно достичь и иным способом. Уже обрезанное изделие опусти на несколько минут в раствор медного купороса, а потом паяльной лампой обожги верхний слой украшения. Так ты сделаешь природный рисунок дерева более ярким. После этого протри поверхность суконной тряпкой и покрой 2 тонкими слоями лака.
Токарные станки – группа оборудования, которая сейчас широко используется на мебельных и деревообрабатывающих предприятиях, домашних условиях и при обучении в школах и ВУЗах с целью механической обработки деталей из древесины.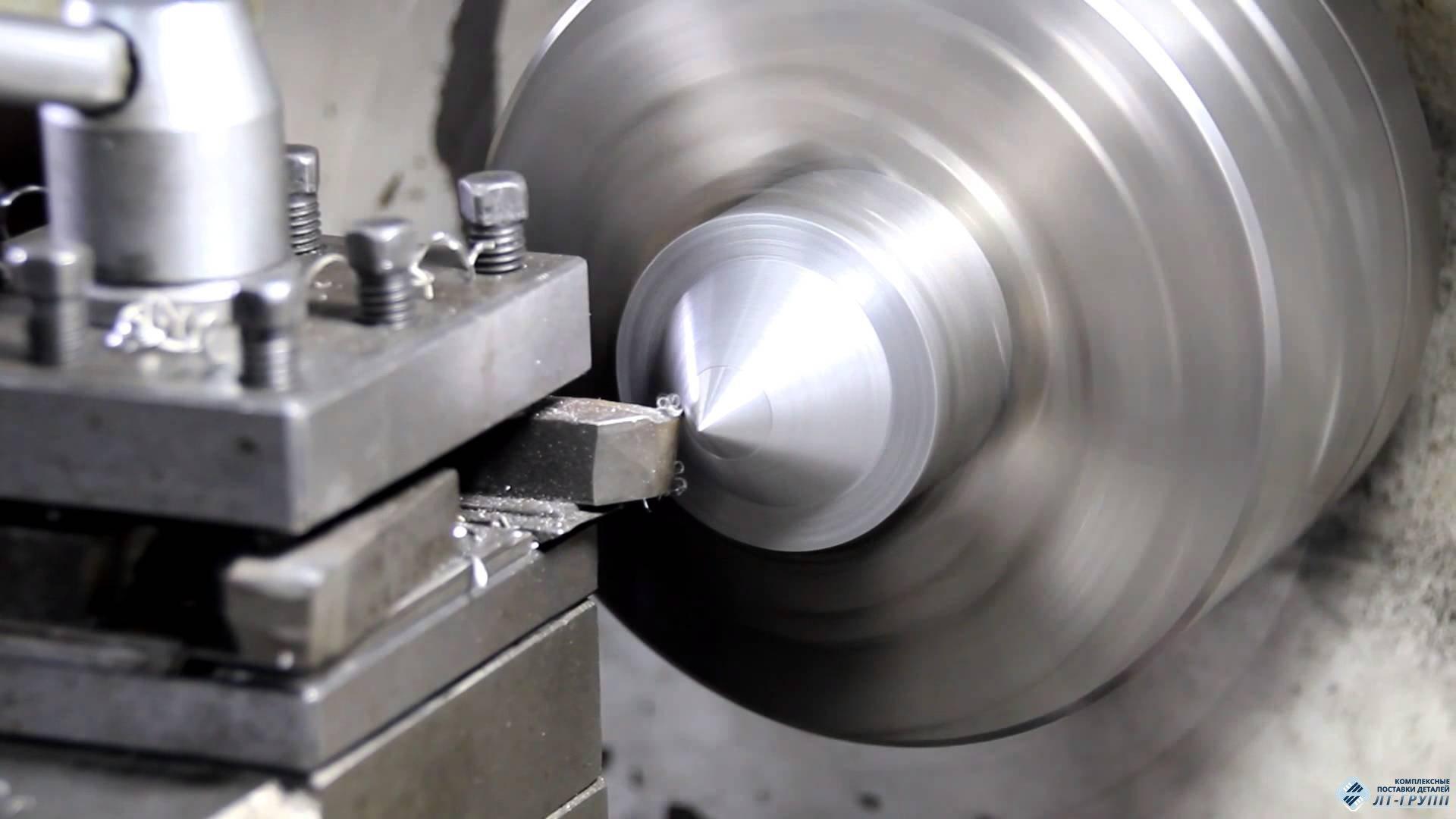 Для этого обычным деревянным поленьям определенной длины необходимо придать цилиндрическую форму.
Для этого обычным деревянным поленьям определенной длины необходимо придать цилиндрическую форму.
Такие станки имеют важное назначение – с их помощью можно легко, быстро и качественно обрабатывать различные деревянные поверхности, придавая им требуемую форму. На современных моделях токарных станков можно выполнять следующие разновидности работ:
- точить различные детали;
- шлифовать и полировать поверхность деревянных изделий;
- осуществлять обдирку и отрезку;
- нарезать резьбу;
- сверлить отверстия и много подобного.
Типы токарных станков
Кроме токарного станка универсального типа, который сейчас встречается чаще всего, существует немало и других типов такого оборудования. Среди них:
- токарно-винтовой станок. Используется при нарезании на деревянную заготовку резьбы. Кроме того, на подобном станке также обрабатывают деревянные детали, которые имеют форму конуса;
- токарно-фрезерные устройства. Используются при изготовлении пазов, их последующей расточки и обработки других типов;
- настольное оборудование токарного типа.
 Благодаря небольшим размерам и массе широко используется в домашних условиях и учебных заведениях;
Благодаря небольшим размерам и массе широко используется в домашних условиях и учебных заведениях; - станки с ЧПУ. Основное их отличие от всех остальных разновидностей токарного оборудования – автоматическая работа без вмешательства человека.
 Благодаря небольшим размерам и массе широко используется в домашних условиях и учебных заведениях;
Благодаря небольшим размерам и массе широко используется в домашних условиях и учебных заведениях;Подготовка болванки и установка подручника
Для обработки на токарном станке может подойти древесина практически любых пород, но конкретный выбор в каждом случае зависит от того, какая именно деталь будет создаваться и каким способом ее будут обрабатывать. Перед началом работы на станке заготовку необходимо предварительно обработать рубанком или топором, придавая ей форму, близкую к цилиндрической.
Подготовленную таким способом к использованию деревянную заготовку как можно сильнее зажимают в станке перед тем, как точить ее. Для его трезубцев с помощью стамески рекомендуется проделать в торцах заготовки небольшие углубления, что предотвратит возможное выпадение заготовки из оборудования во время его работы.
Опорная скоба подручника должна устанавливаться на расстоянии не более 5 миллиметров от болванки и обязательно немного выше оси, вокруг которой она вращается при работе на токарном станке.

Расположив же подручник немного ниже, чем ось вращения болванки, режущий инструмент будет только скоблить поверхность древесины, а не резать ее, как это должно быть. В результате такой работы поверхность станет шероховатой, а не гладкой. Кроме того, в таком случае может произойти перегиб инструмента под заготовку, что, вполне возможно, приведет к ранениям того, кто вытачивает тот или иной предмет на станке.
После каждых 5-10 минут проведенной работы на станке необходимо подкручивать задний шпиндель, что позволит предотвратить снижение надежности зажима болванки. По мере того, как диаметр заготовки будет уменьшаться, подручник необходимо постепенно приближать к ее поверхности.
Использование полукруглой и косой стамески
Придавая болванке цилиндрическую форму с использованием полукруглой стамески, резание необходимо осуществлять не только верхней частью лезвия, но также и его боковыми частями. В таком случае затупление инструмента будет проходить не так быстро, к тому же, обрабатываемая поверхность будет иметь не волнистую, а ровную форму, что ускорит и значительно облегчит всю ее последующую обработку.
В таком случае затупление инструмента будет проходить не так быстро, к тому же, обрабатываемая поверхность будет иметь не волнистую, а ровную форму, что ускорит и значительно облегчит всю ее последующую обработку.
При гладком обтачивании косяк следует держать таким образом, чтобы его лезвие по отношению до поверхности цилиндрической заготовки располагалось под углом 45 градусов. Вытачивая профиль, косяк можно располагать в разных положениях. Полная торцовка детали на токарном станке, как и частичное протачивание ее торцов осуществляется острым концом такого режущего инструмента, который устанавливается ребром на подручник.
Как правильно держать стамеску при работе
В процессе работы инструмент необходимо удержать на скобе подручника левой рукой, используя всю ладонь. Сверху инструмент можно прижимать только используя большой палец. Всеми остальными охватывать опорную скобу категорически запрещено: это может привести к травмам. К тому же, в таком случае нельзя будет передвигать инструмент вдоль заготовки.
Правая рука должна удерживать ручку инструмента. Благодаря этому при вытачивании мастер может управлять направлением движения инструмента.
Заготовку в шпинделях необходимо закреплять как можно надежнее. В противном случае болванка может вылететь из станка, что может привести к ранениям работника. Именно поэтому запрещено обрабатывать на токарном станке заготовки, в торцах которых есть трещины.
Некоторые правила по безопасной работе
Кроме вышесказанного, опасность для работающего за токарным станком также вызывает значительное расстояние между скобой подручника и поверхностью детали, его расположение ниже оси вращения болванки, неравномерный или слишком сильный нажим на деталь инструментом.
Все подобные отступления от правил работы могут привести к вылету обрабатываемой заготовки из станка, перегибу инструмента под деталь или к его поломке.
Все проверки детали в процессе работы с нею – измерение ее диаметра, оценка гладкости поверхности, сверка ее с оригиналом и тому подобное – можно проводить только при остановленном токарном станке.

Точить на оборудовании всегда рекомендуется в защитных очках, чтобы обезопасить глаза от стружки, которая обязательно образовывается во время выполнения подобной работы.
Работа на токарном станке по дереву, в принципе, несложная, но требует навыка и умения «чувствовать» обрабатываемую деталь. Именно тогда она становится настоящим искусством, в котором находят свое выражение воображение и творчество.
Токарный станок по дереву имеет одну ограниченную функцию: он только вращает деревянную заготовку. Столяр же из простого куска дерева постепенно вытачивает законченный предмет: ножки для мебели, корпус лампы, стойки перил, игрушки, коробочки, кубки, салатницы, вазы и т. д.
В отличие от прочих машин для обработки дерева, использующихся лишь на тех или иных промежуточных стадиях, токарный станок годится для всех операций – от черновой обработки до полирования. Требуемый инструмент – это желобчатые (цилиндрические или в форме буквы «V») и плоские стамески, резцы, скребки различных размеров и форм. Станок вращает заготовку, а рука контролирует движение резца. В зависимости от того, какой предмет надо изготовить, существует два способа крепления заготовки. В первом случае деревянная деталь зажимается горизонтально между центрами передней и задней бабок. Второй способ предусматривает установку заготовки исключительно в передней бабке с помощью патрона или планшайбы. Если вы новичок в работе на этом станке, будет логично начинать с первого способа.
Требуемый инструмент – это желобчатые (цилиндрические или в форме буквы «V») и плоские стамески, резцы, скребки различных размеров и форм. Станок вращает заготовку, а рука контролирует движение резца. В зависимости от того, какой предмет надо изготовить, существует два способа крепления заготовки. В первом случае деревянная деталь зажимается горизонтально между центрами передней и задней бабок. Второй способ предусматривает установку заготовки исключительно в передней бабке с помощью патрона или планшайбы. Если вы новичок в работе на этом станке, будет логично начинать с первого способа.
Токарный станок с электронным регулированием
Принцип действия
Весь механизм станка укреплен на станине, сделанной из двух стальных брусьев или из профильных чугунных либо алюминиевых балок. С одной стороны станины располагается передняя бабка, внутри которой размещен электрический двигатель вращающий шпиндель. Последний имеет конус Морзе, в него может вставляться поводковый центр (с двумя, тремя либо четырьмя ножами и одним острием), патрон или планшайба. С другой стороны станка находится задняя бабка, центр которой поджимает заготовку, удерживая ее в горизонтальном положении.
С другой стороны станка находится задняя бабка, центр которой поджимает заготовку, удерживая ее в горизонтальном положении.
Поворачивающийся во все стороны подручник, располагающийся как можно ближе к заготовке, поддерживает и направляет резец.
На станках с ручной регулировкой скорость (частота) вращения может переключаться (от 450 до 2000 об/мин) рычагом коробки передач, в которой расположены шкивы с подшипниками. В более сложных моделях станков коробка передач заменена электронным вариатором, позволяющим плавно регулировать скорость на ходу.
Обработка заготовки, зажатой между центрами
Этот способ применяется для обработки деталей цилиндрической формы различной длины, укрепленных между центрами передней и задней бабок. Таким образом вы можете изготовить всякие детали: от миниатюрных шахматных фигур до ножек стола или стоек перил. Особенно опытным мастерам удается даже вытачивать бильярдные кии.
Первый шаг работы заключается в нахождении положения оси деревянной заготовки, чтобы зажать ее между поводковым центром и центром задней бабки.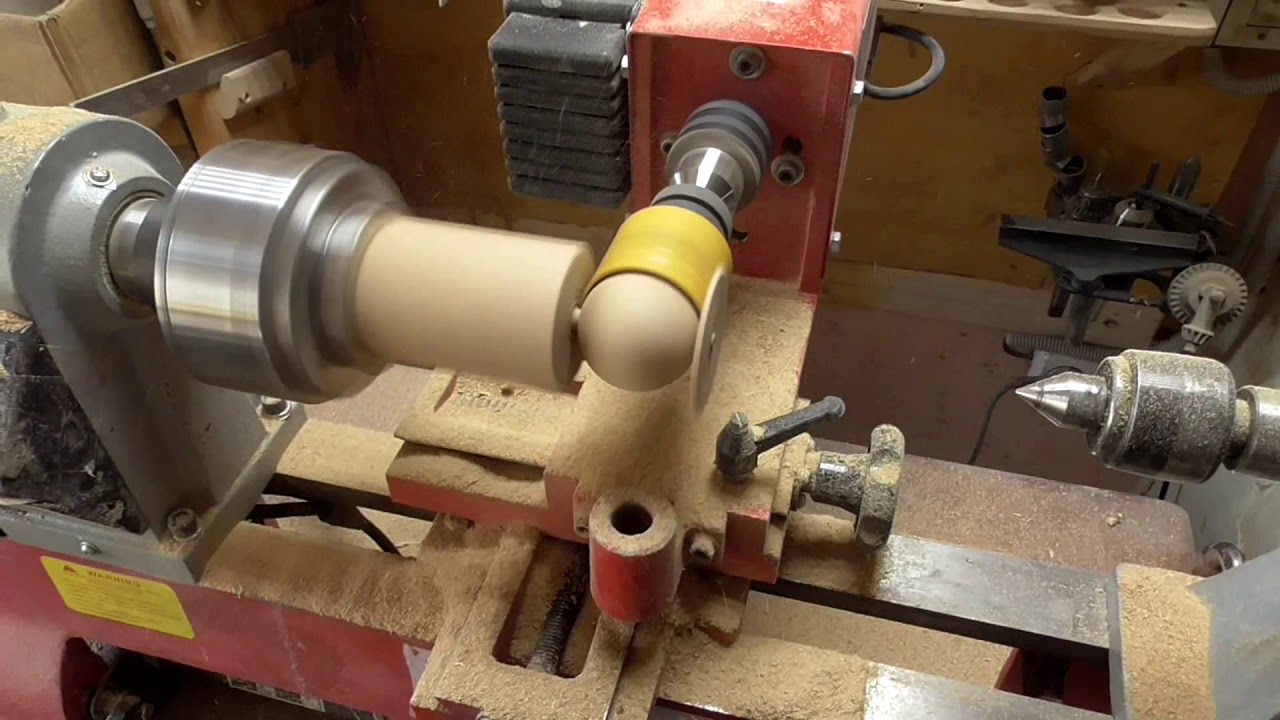 Следующая операция состоит в том, чтобы сделать заготовку (из бруска дерева квадратного сечения или просто из обрезка полена) цилиндрической. Это осуществляется на скорости При этом стружка снимается справа налево с помощью широкой вогнутой желобчатой стамески для черновой обработки – рейера. Если заготовка длинная, черновая обработка производится в несколько этапов; подручник придвигается к детали по мере ее обтачивания, не изменяя своего положения по высоте.
Следующая операция состоит в том, чтобы сделать заготовку (из бруска дерева квадратного сечения или просто из обрезка полена) цилиндрической. Это осуществляется на скорости При этом стружка снимается справа налево с помощью широкой вогнутой желобчатой стамески для черновой обработки – рейера. Если заготовка длинная, черновая обработка производится в несколько этапов; подручник придвигается к детали по мере ее обтачивания, не изменяя своего положения по высоте.
Для вытачивания деталей существуют инструменты разной формы: желобчатая стамеска для обработки фасонной поверхности, плоская стамеска, крючок, полукруглый резец, скошенная стамеска (косяк) и др. В зависимости от типа используемого инструмента и стадии работы следует периодически приближать подручник к заготовке. После завершения процесса, когда деталь уже выточена, производится окончательная отделка (шлифование, полирование, вощение, тонирование и др.) при снятом подручнике.
С помощью углового центроискателя проведите карандашом с обоих торцов заготовки по две-три линии, пересечение которых и будет центром торца.
Сильно ударив молотком по разметочному керну, сделайте канавки и осевое углубление на торцах заготовки.
Наденьте заготовку на поводковый центр, подведите заднюю бабку к противоположному торцу и подожмите ею заготовку так, чтобы поводки хорошо врезались в канавки на торце, а затем отведите центр задней бабки – заготовка должна держаться сама.
Вновь подведите центр задней бабки к заготовке, чтобы зафиксировать ее по оси центров. Поверните маховик задней бабки на четверть оборота, если дерево мягкое, и на пол-оборота, если оно твердое. Заготовка должна быть закреплена так, чтобы ее можно было без сопротивления проворачивать рукой.
Черновая обработка
Для чернового точения цилиндра с помощью рейера установите частоту вращения 1000 или Чем точнее должна быть форма цилиндра, тем большую скорость надо устанавливать. Заготовки с малым припуском на обработку можно проточить с одного прохода по всей длине, с большим припуском – небольшими порциями, двигаясь от задней бабки к шпинделю.
Начинайте работу плавно, опираясь стержнем резца на подручник и держа лезвие так, чтобы пятка резца соприкасалась с деревом. Затем поднимайте ручку стамески до тех пор, пока кромка лезвия не начнет врезаться в дерево, снимая при этом ровную и хорошо скручивающуюся стружку.
Ведите резец в направлении снятия стружки таким образом: одна рука, держащая ручку, задает движение, а другая – лишь поддерживает лезвие (не нажимая на него).
При черновой обработке квадратной заготовки аккуратно срезайте стамеской углы, не слишком на нее налегая. Доведите заготовку до цилиндрической формы наибольшего диаметра, придвигая по мере стачивания припуска подручник по направлению к оси вращения.
В зависимости от того, какую форму вам нужно придать детали, проведите карандашом основные линии разметки выпуклых и вогнутых частей, поворачивая заготовку рукой. Размечайте заготовку так, чтобы наиболее широкие части детали всегда располагались со стороны передней бабки.
Проверка размера
Для того чтобы выточить полутор, воспользуйтесь желобчатой стамеской для обработки фасонной поверхности. Держа ее перпендикулярно оси, «спускайте» режущую кромку с внешней стороны внутрь заготовки, поднимая и слегка поворачивая ручку. Чтобы получить целый тор, произведите ту же операцию с обеих сторон.
Шейка (свод) вытачивается таким же резцом, что и тор. После черновой обработки донышка посередине шейки проточите правую полушейку, на этот раз ведя инструмент снизу вверх и вправо. Никогда не переводите резец сразу с одной стороны шейки на другую – их нужно вытачивать по очереди.
Листели (маленькие ободки, часто оставляемые с обеих сторон шейки) вытачиваются мейсель-резцом. У него нет задних углов на боковых гранях стержня, как у стамески, но зато есть тонкая канавка для выхода стружек.
Галтель представляет собой плавный переход от одной поверхности к другой – по сути, комбинацию тора и шейки. Поэтому вначале точите шейку, а затем тор, примыкающий к ней.
Деталь, зажатую с двух сторон, никогда не отрезают полностью. Выточите с двух краев канавки, оставляя перемычки маленького диаметра, и отпилите концы ножовкой, предварительно остановив станок.
Чтобы завершить отделку детали, снимите резцедержатель и обработайте деталь снизу мелкой шкуркой (зернистостью от 16 до М63). Во время работы поворачивайте шкурку крест-накрест, чтобы избежать кольцевых царапин.
Высверливаем основание лампы
Обработка заготовки, зажатой с одного конца
При изготовлении коробочки деревянная заготовка закрепляется только с одного конца. В зависимости от формы и размеров детали используются разные средства крепления: патрон с тремя или четырьмя кулачками (некоторые зажимают в восьми точках), патрон «свиной хвост» (с установочными винтами, вкручивающимися в деталь), цанговый патрон или планшайба.
Эта работа требует немалого мастерства. Здесь надо проявить большую аккуратность при вытачивании уступа, чтобы диаметр не сделать меньше, чем нужно.
Надежно зажмите квадратную заготовку в патроне так, чтобы вручную добиться малого биения. Придавая заготовке цилиндрическую форму, вы можете для большей безопасности пользоваться подручником. Когда заготовка приобретет нужную форму, обработайте свободный торец стамеской.
Вначале подрезается буртик крышки, а затем полукруглым резцом выбирается ее внутренность. Подручник располагается со стороны свободного торца заготовки, при этом центр задней бабки снимается.
Из оставшейся в патроне заготовки предстоит сделать коробочку. Как и в предыдущем случае, стачивается торец, и на нем точно прочерчивается диаметр вхождения буртика крышки.
Вырезав по разметке слегка коническое углубление, вбейте в него киянкой крышку. Ее буртик должен быть высотой не менее 5 мм.
Соединение крышки с коробочкой довольно прочное, так что их можно обрабатывать совместно желобчатой стамеской. Работать надо плавными, равномерными движениями, снимая стружку в направлении от более выпуклых частей к более тонким.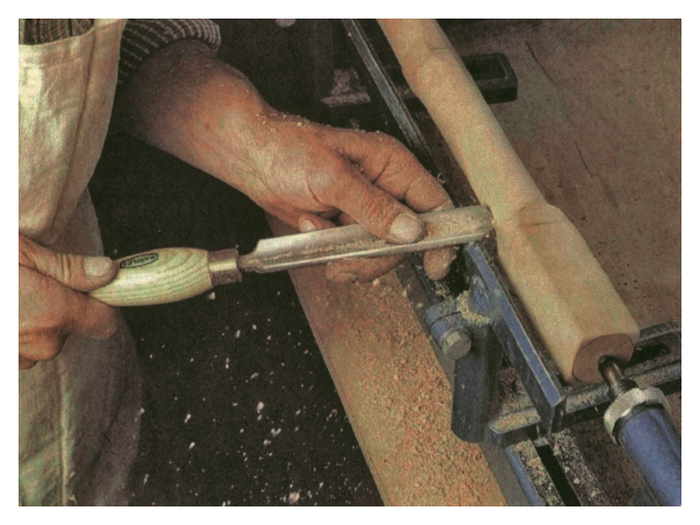
Когда вы придадите коробочке нужную форму, вырежьте тонкие бороздки и обожгите их (сделайте темными) с помощью натянутой железной проволоки. Последнюю операцию следует прекращать с появлением дыма.
На готовую вращающуюся коробочку нанесите, распыляя из баллончика, нитролак, а затем обработайте ее стружками.
После этого изделие покройте воском и отполируйте пробкой.
Изготовление деталей на токарном станке
Токарный станок представляет собой металлорежущее устройство, предназначенное для выполнения различных видов обработки металлических поверхностей.
Предназначение токарного станка заключается в изготовлении различных деталей, а точнее – в выполнении обработки (расточки, заточки, нарезки, сверлении и т.д.) заготовок из металла.
Среди станков, предназначенных для резки металла, группа токарных является самой многочисленной и отличается разнообразием типов и размеров.
Токарные станки бывают универсальными, специализированными (для обработки деталей, схожих по каким-либо параметрам) и специальными (способные обрабатывать детали одного определённого типа).
Выделяют следующие типы токарных станков:
- токарно-винторезные – наиболее распространённые и универсальные. Они подходят для всех токарных работ, предоставляют возможность нарезки резьбы;
- токарно-револьверные, предназначенные для патронных и прутковых работ;
- токарно-карусельные, находящие применение, чаще всего, в авиадвигателе- и машиностроении;
- сверлильно-отрезные станки;
- многорезцовые токарные станки, применяющиеся в серийном производстве;
- специальные токарные станки, предназначенные для обработки деталей определённого рода;
- одношпиндельные токарные автоматы и полуавтоматы, занимающиеся обработкой относительно небольших деталей из пруткового материала;
- многошпиндельные автоматы и полуавтоматы, отличающиеся широтой своих технических возможностей.
Принцип работы токарного станка можно описать так: режущий инструмент, движущийся вдоль оси вращения заготовки, осуществляет обработку тел вращения. Иными словами, резец, совершая поступательные движения, осуществляет снятие слоёв материала с поверхности заготовки детали.
Основными работами, выполняемыми на токарных станках, являются:
- изготовление отверстий конической формы;
- вытачивание конусов и канавок;
- осуществление обтачивания гладких цилиндрических поверхностей
- подрезание разнообразных торцов и уступов;
- внутренняя обработка поверхностей;
- совершение рассверливания и сверления, а также многие другие способы обработки различных металлических поверхностей.
вытачивание канавок и отрезание детали в Санкт-Петербурге. Компания Спектр
Главная → Металлообработка на заказ → Токарные работы ЧПУ → Вытачивание канавок и отрезание
На наружных поверхностях деталей нередко приходится вытачивать канавки для установки стопоров, размещения поршневых колец и т. д. Они отличаются по ширине и форме: прямоугольные, трапециевидные, с радиусным дном, поэтому требуют применения различных технологий и инструментов.
При вытачивании канавок используются специальные прорезные (канавочные) резцы, форма режущей кромки которых соответствует конфигурации канавки. Также в некоторых случаях дополнительно устанавливаются резцовые головки на поперечных салазках суппорта с обратной стороны от оси станка. Отрезание заготовок выполняется отрезными резцами — цельными или с добавлением пластин из быстрорежущей стали либо твердого сплава.
Технология вытачивания канавок
Прежде чем приступить к вырезанию канавок, детали крепят одним из способов: в патроне, в центре или в патроне с поджимом задним центром. Затем наносится разметка для определения месторасположения и ширины канавок. При массовом производстве деталей лучше использовать продольный и поперечный упоры, которые позволяют упростить процедуру разметки.
Вытачивание узких канавок выполняется с поперечной подачей за один проход прорезного резца, прямого или отогнутого. Для прорезания широких канавок (более 5 мм) требуется несколько операций с поперечным движением подачи. Сначала делают границы правой стенки канавки, расширяют ее до левой стенки, а после выполняют чистовую обработку (для этого заранее оставляют припуск 0,5 – 1 мм).
Диаметр выточенной канавки измеряется штангенциркулем, глубина — специальной линейкой, шаблоном или штангенглубиномером.
Отрезание заготовок при проведении токарных работ
При отрезании деталей ширина режущей кромки отрезного резца подбирается в зависимости от диаметра заготовки и устанавливается под углом 900 к ее оси. Фиксируется пруток в центрах или патронах таким образом, чтобы расстояние от торца приспособления до края обработанного прутка не превышало его диаметр.
Во избежание поломки резца нельзя допускать вибрации инструмента и детали во время выполнения токарных работ, а также разрезать ее до конца, если срезываемый конец не зафиксирован в люнете. Также необходимо соблюдать осторожность при отрезании хрупких материалов. В этом случае режущая кромка резца должна устанавливаться под углом 5 – 10°.
Для уменьшения шероховатости обрабатываемой поверхности на резцах делают фаски шириной 1 – 2 мм.
Смотрите также:
Виды токарных работ, выполняемых нами.
Токарный станок | MachineMfg
Токарная обработка — это токарная обработка, а токарная обработка — это часть механической обработки.
Токарный станок в основном использует токарный инструмент для поворота вращающейся детали.
На токарном станке для обработки также могут использоваться сверла, развертка, метчики, резьбонарезные плашки и накатные инструменты.
Токарные станки используются в основном для обработки валов, дисков, гильз и других деталей с вращающейся поверхностью.
Это наиболее широко используемый тип станков в машиностроении и на ремонтных предприятиях.
Принцип работыЗаготовка вращается, а токарный инструмент выполняет прямое или криволинейное движение в плоскости.
Токарную обработку обычно проводят на токарном станке для обработки внутренних и внешних цилиндрических поверхностей, торцевых поверхностей, конических поверхностей, формующих поверхностей и резьбы заготовки.
При повороте внутренней и внешней цилиндрических поверхностей токарный инструмент перемещается в направлении, параллельном оси вращения заготовки.
При повороте торца или резке заготовки токарный инструмент перемещается горизонтально в направлении, перпендикулярном оси вращения заготовки.
Если траектория токарного инструмента находится под углом к оси вращения заготовки, коническая поверхность может быть обработана.
Поверхность токарного тела, образованная токарной обработкой, может быть сформирована методом формовочного инструмента или методом траектории острия инструмента.
Во время токарной обработки заготовка приводится во вращение шпинделем станка; инструмент, удерживаемый держателем инструмента, используется для движения подачи.
Скорость резания v — это линейная скорость (м / мин) в точке контакта между вращающейся обрабатываемой поверхностью заготовки и токарным инструментом.
Глубина резания — это вертикальное расстояние (мм) между обрабатываемой поверхностью и обрабатываемой поверхностью для каждого хода резания, но длина контакта (мм) токарного инструмента с заготовкой перпендикулярно направлению подачи во время резки и формовочная токарная обработка.
Величина подачи указывает величину смещения (мм / об) токарного инструмента в направлении подачи за один оборот заготовки, а также может быть выражена подачей в минуту (мм / мин) токарного инструмента.
При резке обычной стали токарными инструментами из быстрорежущей стали скорость резания обычно составляет 25-60 м / мин; скорость токарной обработки твердосплавными токарными инструментами может достигать 80-200 м / мин; максимальная скорость резания твердосплавными токарными инструментами с покрытием до 300 м / мин и более.
Токарная обработка обычно делится на два типа: черновая и чистовая (включая получистовую обработку).
Черновая токарная обработка направлена на повышение эффективности точения за счет использования большой глубины резания и большой скорости подачи без снижения скорости резания, но точность обработки может достигать только IT11, а шероховатость поверхности составляет Rα 20 ~ 10 мкм.
Полуфабрикаты и точная обработка деталей с максимальной скоростью и малой подачей и глубиной резания. Точность обработки до IT10 ~ 7, шероховатость поверхности Rα10 0,16 мкм.
Высокоточные мелкозернистые металлические детали с высокоточными алмазными токарными инструментами на высокоточных токарных станках могут достигать точности обработки IT7 ~ 5 и шероховатости поверхности Rα0,04 ~ 0,01 мкм. Такой поворот называется «зеркальным поворотом».
Если на режущей кромке алмазного токарного инструмента отполировать вогнутую и выпуклую форму размером 0,1 ~ 0,2 мкм, поверхность токарной обработки будет иметь очень тонкие и нерегулярно расположенные полосы, которые будут иметь блеск, напоминающий дамасскую ткань, под дифракцией. света.В качестве декоративной поверхности такое точение называют «точением дождевой кости».
Во время токарной обработки, если токарный инструмент вращается одновременно, скорость вращения токарного инструмента (обычно скорость инструмента в несколько раз превышает скорость заготовки) вращается в том же направлении, что и заготовка, так что траектория относительного движения токарного инструмента и заготовки, поперечное сечение которой представляет собой многоугольник (треугольник, квадрат, призму, шестиугольник и т. д.).
Если продольное радиальное возвратно-поступательное движение добавляется к державке инструмента для каждого оборота инструмента, когда подается продольное направление токарного инструмента, поверхность кулачка или другое некруглое поперечное сечение может быть обработано.
На токарном станке с лопатой боковая поверхность некоторых многозубых инструментов (таких как формовочные фрезы и зубчатые фрезы) может обрабатываться по аналогичному принципу работы, называемому «назад лопатой».
Проверьте эти
Пять основных частей токарного станка: станина, передняя бабка, каретка, задняя бабка и коробка передач.Ниже представлены иллюстрации различных токарных станков и детали токарных станков. Изучите эти части и будьте готовы ответить на вопросы, касающиеся их названий и локации.
Вверх | |||||||||||
Токарные станки с ЧПУ — вертикальные и горизонтальные токарные станки | Токарные детали с ЧПУ
В бизнесе с 1976 года
Technox Machine & Manufacturing, Inc. обладает специализированными навыками и оборудованием для токарной обработки крупногабаритных деталей от прототипа до средних партий.Наше 3- и 4-осевое оборудование включает в себя одни из крупнейших станков, доступных сегодня в отрасли, которые обладают скоростью и мощностью, позволяющими раздвинуть границы формы, размера и сложности. У нас есть большой ассортимент горизонтальных, вертикальных и токарных станков с ЧПУ, которые дают нам возможность обрабатывать детали с размерами до 152 дюймов в диаметре и 240 дюймов в длину с жесткими допусками ± 0,001 дюйма.
Благодаря крану грузоподъемностью 15 тонн мы можем легко перемещать крупные и тяжелые детали по всему нашему предприятию.Если вам нужна деталь из стандартного металла, высококачественного сплава или инженерного пластика, у нас есть возможность удовлетворить ваши требования по техническим характеристикам, в срок и в рамках бюджета.
Мы поддерживаем культуру качества и выполняем широкий спектр контролируемых и документированных процедур испытаний и инспекций на всех критических этапах производства. Покупатели могут быть уверены, что из нашего магазина не уйдет ни одна деталь, если она не соответствует высочайшим стандартам качества. Мы также предлагаем ряд отделочных услуг, включая покраску, порошковое покрытие и гальванику, чтобы удовлетворить все ваши производственные требования.
Если вы хотите узнать больше о преимуществах наших услуг по токарной обработке больших деталей, запросите предложение сегодня.
Токарные станки с ЧПУ — вертикальные и горизонтальные токарные станки
Процессы обработки составляют важную часть производства. Токарная обработка с ЧПУ широко ценится за свою универсальность, что делает ее одним из наиболее часто используемых процессов с ЧПУ.
Токарные станки
и токарные центры с ЧПУ
Токарные станки с ЧПУимеют гораздо более ограниченные функциональные возможности, чем токарные центры с ЧПУ.Основное различие между токарными станками и токарными центрами связано с количеством осей, доступных для обработки. Токарные станки — это более простые станки, которые выполняют задачи по осям X и Z, в то время как токарные центры включают множество других возможностей , таких как:
- Бурение
- Фрезерный
- Накатка
- Расточка
- Конус
- Нарезание резьбы
Другие возможности вспомогательного шпинделя могут быть доступны в зависимости от конкретного станка и его инструментов.Токарные станки с ЧПУ доступны в 3-, 4- и 5-осевом исполнении.
Токарный станок
Хотя токарные центры с ЧПУ становятся все более распространенными из-за их гибкости и более широкого диапазона возможностей, токарные станки с ЧПУ по-прежнему играют важную роль в обработке деталей. Следующие пять общих задач наиболее часто выполняются на токарных станках:
- Точение контура применяет инструмент к заготовке по контурной траектории, создавая контурную форму.
- Формовочное точение обеспечивает подачу фасонного инструмента в токарный станок радиально.
- Точение конуса подает инструмент в заготовку под углом, срезая больше материала в одной точке, постепенно срезая меньше материала вдоль заготовки на большем конце.
- Прямое точение сохраняет цилиндрическую форму на протяжении всей операции, уменьшая при этом размеры заготовки.
- Нарезание резьбы создает спираль с резьбой с помощью заостренного инструмента, который перемещается вдоль вращающейся детали с линейной подачей.
Вертикальные и горизонтальные токарные станки
Операции обработки могут выполняться на вертикальном или горизонтальном токарном станке, в зависимости от ориентации шпинделя.
Вертикальные токарные станки
Вертикальные токарные станки ориентируют шпиндель в фиксированном положении в вертикальной плоскости. Заготовка перемещается вверх или вниз, чтобы разместить ее на одном уровне с соответствующим инструментом, необходимым для желаемой операции.
Вертикальные токарные станки менее сложны, чем горизонтальные.Они представляют собой лучший вариант для проектов, ориентированных на одну сторону, например, для больших металлических пластин и тонких штампов. Они имеют преимущество перед горизонтальными токарными станками в случаях, когда провисание заготовки может быть фактором.
Горизонтально-токарные станки
Горизонтальные токарные станки не имеют фиксированного шпинделя, но используют множество головок, установленных на горизонтальной оправке. Эти станки подходят для более широкого разнообразия форм и размеров, а также работают под действием силы тяжести, чтобы поддерживать чистоту заготовки во время обработки. Большинство горизонтальных токарных станков могут иметь автоматические устройства подачи прутков.
Услуги по токарной обработке Technox
Опытные техники Technox Machine & Manufacturing обладают необходимыми навыками и оборудованием для обработки крупномасштабных компонентов в циклах производства прототипов, малых или средних объемов. Наше оборудование включает в себя большой ассортимент горизонтальных, вертикальных и токарных станков с ЧПУ, в том числе 3-х и 4-х осевые модели.
Умеем работать с широким спектром материалов из , в том числе:
- Алюминий
- Латунь
- бронза
- Чугун
- Медь
- Inconel®
- Хастеллой®
- Никель
- Сталь
- Нержавеющая сталь
- Разновидности пластмасс
Мы внедряем различные процедуры испытаний и инспекций на протяжении всего производства, чтобы гарантировать качество нашим клиентам.
Горизонтальные, вертикальные и токарные станки с ЧПУ
Горизонтальная, вертикальная токарная обработка и токарная обработка с ЧПУ Профильная токарная обработка
Конусное точение Прямое точение нарезание резьбы
Горизонтальные токарные станки Вертикальные токарные станки Токарные центры с ЧПУ
Сталь Нержавеющая сталь Алюминий Латунь Медь Бронза
Никель Чугун Инконель ® Хастеллой ® Пластмассы
Порошковое покрытие Prime Painting
Анодирование черным оксидом
Длина детали: До 240 дюймов Диаметр детали: До 152 дюймов Вес детали: До 15 тонн (кран)
Твердость, проницаемость красителя (утечка) Поверхность
Сборка и комплектование Сварка
Ремонт в индивидуальной упаковке
Токарный центр с ЧПУ vs.токарный станок с ЧПУ
Если вы не знаете, чем отличается токарный центр с ЧПУ от токарного станка с ЧПУ, вы не одиноки. Это частая ошибка даже для людей, которые с ними работают. Они очень похожи на один и тот же станок и выполняют примерно одинаковые задачи. И хотя токарные станки являются одними из самых первых инструментов, известных человеку, токарные центры — это модернизация.
Токарный станок с ЧПУи токарный центр с ЧПУ
Традиционные токарные станки вращают материал, вводя острую инструментальную насадку, перемещающуюся по линейной схеме вниз по продольной оси материала, таким образом отрезая материал, чтобы получить желаемую форму.В обоих процессах режущий инструмент отрезает материал, чтобы создать что-то круглое. В то время как токарный станок был ручным, выполнял эти задачи опытным оператором, добавление системы ЧПУ помогло автоматизировать и обеспечить одновременное управление осями. И токарный станок с ЧПУ, и токарный центр с ЧПУ способны выполнять эти задачи, однако токарный центр выводит возможности на новый уровень, добавляя автоматическую смену инструмента, вращающиеся инструменты в реальном времени, эффективное удаление стружки и возможность добавления функций, которые позволили бы использовать многие компоненты должно быть выполнено за одну установку.
Что такое токарный станок с ЧПУ?
ЧПУ (компьютерное числовое управление) заменяет многие традиционные производители инструментов и станков. Добавление ЧПУ к стандартному токарному станку позволяет легко повторять / производить и многоосевое управление для создания углов и радиусов на токарных деталях. Традиционно токарные станки имеют плоскую конструкцию с передней бабкой с приводом от шестерен на одном конце и регулируемой задней бабкой на другом. Между кареткой инструмента на станине движется инструмент, на котором установлен инструмент на поперечных (а иногда и составных) суппортах для выполнения задач обработки.Токарные станки с ЧПУ быстро заменяют многие из этих старых ручных токарных станков, включая некоторые полуавтоматические системы, такие как многошпиндельные токарные станки. Эти токарные станки с ЧПУ с плоской станиной легко настраиваются и эксплуатируются, а поскольку они по-прежнему обладают возможностью ручного управления, они идеально подходят для инструментального цеха, проектирования и выполнения более низких производственных требований.
Этими токарными станками также можно управлять с помощью закодированного файла, который загружается в систему ЧПУ или позиционируется вручную, и каждая позиция «запоминается», чтобы контроллер мог вернуться к ней позже в последовательности.Машина будет многократно создавать дизайн того, на что она была запрограммирована. Ограничение этих машин заключается в том, что они обычно не оснащены устройством автоматической смены инструмента и не могут быть легко автоматизированы для обработки материалов, например, устройства подачи прутка.
Что такое токарный центр?
Одним из первых отличий токарного станка от токарного станка является то, что токарный центр с ЧПУ обычно размещается в полном корпусе станка, чтобы защитить оператора и окружающее пространство от стружки и охлаждающей жидкости, используемой во время процесса резки.Эти машины также не имеют конструкции «плоская станина», а представляют собой «наклонную станину», где станина и направляющая система фактически находится позади и под углом к центру вращения детали. Благодаря использованию этой уникальной наклонной конструкции машина может намного лучше контролировать поток стружки, позволяя им падать непосредственно под вращающуюся часть и легко удаляться с помощью судовых конвейеров или винтовых шнеков.
Токарный центр с ЧПУ также имеет более высокую скорость вращения и благодаря прочной конструкции и инновационной твердосплавной и керамической оснастке обеспечивает чрезвычайно высокую скорость съема материала.Кроме того, токарный центр с ЧПУ можно легко оснастить «Живыми инструментами», которые дают станку возможность останавливать шпиндель и позволить этим вращающимся инструментам в револьверной головке выполнять фрезерование, сверление и нарезание резьбы по точеному профилю. В сочетании с возможностью автоматической смены инструментов в рамках запрограммированного цикла и возможностью автоматической подачи материала через шпиндель (или через роботизированный загрузчик) эти токарные центры с ЧПУ представляют собой производственные мощности.
Есть два типа токарных центров с ЧПУ: горизонтальный и вертикальный.Горизонтальные токарные центры являются наиболее распространенными. При горизонтальном токарном центре шпиндель ориентирован горизонтально, и инструменты подходят сверху к вращающейся части. Они разрезают заготовку под действием силы тяжести, чтобы отвести стружку от заготовки и вниз в станину, где они легко удаляются другими способами вдоль станка, чтобы продолжать резку до тех пор, пока в нее подается материал.
Вертикальные токарные центрыобычно называют вертикальными токарно-револьверными станками или VTL. В этой конструкции просто используется вращающийся патрон, установленный на земле, чтобы позволить машине или более крупным деталям при более низких оборотах.Инструментальная револьверная головка или каретка подходит сбоку. Другие версии этой конструкции «подвешивают» шпиндель на салазках, перемещая шпиндель с прочно зажатой деталью вверх и вниз по движущемуся инструменту для удаления материала. Этот тип токарных станков с перевернутым шпинделем отлично подходит для небольших деталей, которые требуют повторной токарной операции и в противном случае не могут быть легко автоматизированы (например, литье).
Токарный центр с ЧПУили токарный станок с ЧПУ: что подойдет для вашего проекта?
К сожалению, пока нет машины, которая могла бы делать все, что вам нужно, за нужное вам время цикла.Когда дело доходит до разницы между токарным станком с ЧПУ и токарным центром с ЧПУ, все сводится к разнице между прототипированием и желаемой производительностью. Токарный станок с ЧПУ лучше подходит для небольших производственных циклов, простых деталей, таких как пальцы и втулки, и быстрого ремонта, поскольку его можно легко настроить и запустить как вручную, так и с помощью программы ЧПУ.
Токарный центр с ЧПУ — лучший выбор для производства и удаления материала. Хотя его не так просто настроить и он работает только через контроллер ЧПУ, он выполняет гораздо больше автоматизированных задач и повторяет их с гораздо большей скоростью, чем это мог бы сделать токарный станок с ЧПУ.Если вам нужна машина, которую можно запрограммировать для выполнения нескольких различных задач, то чем больше у нее гибкости, тем лучше она подходит для ваших различных проектов. Однако токарный центр с ЧПУ с возможностью фрезерования и многоосевыми возможностями, такими как ось Y, вспомогательный шпиндель и т. Д. (Также называемый многозадачными станками), просто обеспечивает огромное преимущество для производства по сравнению с простым токарным станком с ЧПУ.
Найдите подходящий вам станок с ЧПУ в нашем инвентаре
Преимущество любого станка с ЧПУ в том, что его можно запрограммировать под любые нужды.Здесь вы можете найти отличное подержанное оборудование, чтобы сэкономить на расходах и при этом получить отличную машину. Свяжитесь с нами или просмотрите наш инвентарь. Если у нас нет того, что вам нужно, у нас есть связи и мы с радостью найдем это для вас.
Урок токарных станков — Extreme How To
«Экстремальный» электроинструмент для многих серьезных плотников — токарный станок по дереву. Токарный станок также является одним из старейших инструментов деревообработки. Считалось, что токарный станок с луковым приводом возник в Древнем Египте.У меня есть сундук, сделанный предком задолго до появления механических инструментов, и в нем есть красиво повернутые столбы, свидетельствующие о навыках первых мастеров. К счастью, много лет назад я унаследовал полный набор «старинных» токарных инструментов. Токарный станок можно использовать для создания множества различных предметов, от ножек мебели до подсвечников и других предметов декора. Токарный станок также можно использовать для обработки больших предметов, таких как столбы, крошечные причудливые ручки для письма, или его можно использовать для поворота деревянных мисок и других предметов.Токарная обработка на токарном станке требует определенных навыков и практики, но этому легко научиться, и это один из самых приятных методов обработки дерева.
Знакомство с токарными станками
Все токарные станки имеют одинаковую базовую конструкцию, хотя размеры и качество различаются. Токарный станок поворачивает кусок дерева, в то время как инструмент, удерживаемый против вращающегося инструмента, удаляет дерево, создавая симметричную форму. Размер токарного станка зависит от длины и диаметра заготовки, которую можно переворачивать на станине токарного станка.Вам понадобится токарный станок с 36 дюймами между центрами, чтобы повернуть большинство ножек стола. Размеры могут варьироваться от «мини» 10-дюймовых моделей до моделей с расстоянием между центрами до 40 дюймов. Большинство токарных станков обозначаются «качелями» или заготовкой с наибольшим диаметром, которую можно перевернуть через станину. Это означает, что 15-дюймовый токарный станок будет вращать предмет диаметром 15 дюймов с зазором 7 1/2 дюймов между станиной и центром шпоры. Обычно доступны токарные станки с диапазоном поворота от 10 до 17 дюймов. Размер качелей наиболее важен для токарных станков и других токарных станков большого диаметра.
Некоторые старые токарные станки имели внешний шпиндель, позволяющий вращать внешний конец головки. Сегодня многие качественные токарные станки оснащены поворотной бабкой. Это позволяет поворачивать переднюю бабку наружу и переворачивать чаши большого диаметра. Некоторые более экономичные модели токарных станков оснащены трубками для удержания передней и задней бабок. Токарные станки могут создавать сильную вибрацию, особенно на этапе черновой обработки. Токарные станки с чугунной станиной обеспечивают большую опору, чем трубчатые модели. Для разных операций нужны разные скорости.В более экономичных моделях используются ступенчатые шкивы и ремни. Для изменения скорости вы перемещаете ремни на шкивах. Модели более высокого качества имеют регулируемую скорость, что позволяет вам выбирать желаемую скорость.
Для разных операций требуются разные скорости вращения. Токарный станок с регулируемой скоростью позволяет мгновенно изменять скорость.
Основные этапы токарной обработки
Базовая токарная обработка состоит из двух операций; точение шпинделя и токарная обработка планшайбы.Токарная обработка шпинделя осуществляется между центрами для ножек мебели, подсвечников и других предметов. Токарная обработка планшайбы осуществляется прикладом, установленным на планшайбе, которая вставляется в главный шпиндель. Для обеих этих операций используются два конкретных типа методов; резка и соскабливание.
Индексирующая головка на токарном станке Craftsman позволяет индексировать токарную обработку для таких работ, как фрезерование колонн.
Долота для деревообработки доступны в шести распространенных конфигурациях — долото, косое, отрезное, острие, плоское и круглое.К долотам, используемым для резки, относятся инструмент для долбления, косы и отрезки. Долота, используемые для соскабливания, включают плоский нос, круглый нос и наконечник копья. Острые и качественные долота необходимы для производительной, простой и безопасной токарной обработки древесины.
Также необходимы качественные токарные инструменты. Показаны как новейшие современные инструменты, так и некоторые из унаследованных мною. Токарные инструменты практически не изменились с годами.
Токарная обработка основного шпинделя
Убедитесь, что вы прочитали и поняли руководство оператора, прилагаемое к токарному станку, и соблюдаете все правила безопасности.Если у вас нет опыта, следует изучить основы токарной работы на маленьком шпинделе. Выберите кусок приклада длиной 2 на 2 на 12 дюймов. Используя линейку и карандаш, нарисуйте диагональные линии от угла к углу на обоих концах ложа. Сделайте пропил глубиной примерно 1/8 дюйма на каждой диагональной линии одного конца. Это позволяет центру шпоры удерживать приклад.
Первым шагом при точении шпинделя является нанесение диагональных меток по углам на каждом конце. Сделайте пропил по меткам на одном конце для центра шпоры.
Расположите центр подшипника прямо над пересечением двух линий на противоположном конце и постучите по нему деревянным или пластиковым молотком. Конец центра также можно держать деревянным бруском, чтобы защитить его, когда вы постучите по нему. Снимите центр подшипника и вбейте центр шпоры на место на противоположном конце, убедившись, что шпоры совпадают с пропилами. Затем удалите центр шпоры.
Постучите по центру шпоры и центрам подшипников, чтобы создать «посадку» для центров.
Установите центры на место, шпору в переднюю бабку и центр подшипника в заднюю бабку. Используйте кусок дерева, чтобы слегка закрепить их на месте. Не вдавливайте их плотно на место. (Некоторые токарные станки имеют фиксированные центры вместо центров подшипников. В этом случае поместите немного воска или масла в центральное отверстие ложи, чтобы смазать его.) Поместите ложу между центрами и зафиксируйте заднюю бабку на месте. Затем переместите центр подшипника в древесину, повернув маховик задней бабки.Убедитесь, что оба центра правильно вошли в сделанные ранее отверстия. Вручную поверните приклад, чтобы убедиться, что он правильно отцентрирован.
Вставьте центры в переднюю и заднюю бабки, а затем поместите заготовку шпинделя между ними. Поверните колесо на задней бабке, чтобы затянуть заготовку между двумя центрами.
Отрегулируйте упор для инструмента так, чтобы его внешний край находился на расстоянии примерно 1/8 дюйма от внешних углов ложи. Остальная часть также должна быть примерно на 1/8 дюйма выше центральной линии ложа.Поверните приклад вручную, чтобы убедиться, что он не касается упора для инструмента. Важно вращать с правильной скоростью. Черновая обработка требует малой скорости. Например, черновая обработка 2-дюймового квадрата длиной около 18 дюймов должна выполняться при 1100 об / мин. Для этого размера чистовая обработка может выполняться на более высоких скоростях — 2000 об / мин. На показанном токарном станке Craftsman значения скорости указаны на лицевой стороне шкалы скоростей, а сверху — таблица размеров и скорости.
Важно правильно расположить опору для инструмента для безопасной и простой работы.
Различные инструменты можно удерживать одним из двух способов, в зависимости от того, используется ли для резки техника резки или соскабливания. Одна рука, в зависимости от того, левая или правая, используется для удержания инструмента на опоре для инструмента, направляя конец инструмента вдоль полки опоры пяткой руки. Противоположный конец стамески придерживаем ладонью вниз. Убедитесь, что вы крепко держите долото обеими руками. Зубила могут быть «вырваны» из рук, повреждая обрабатываемую деталь или создавая опасность для оператора.
Важное значение имеют правильное положение опоры для инструмента и угол резца. Фаска на конце долота всегда должна быть расположена напротив обрабатываемой детали. Если упор расположен слишком низко, а угол долота удерживается более горизонтальным, острие долота врезается в него, вызывая вибрацию. Если опора находится слишком низко, а долото удерживается слишком высоко, существует опасность того, что долото вылетит из ваших рук.
В большинстве случаев строжка используется для черновой доводки заготовки до округления.Разместите долбежку чашкой вверх и слегка повернув ее к другому концу подставки. Осторожно и медленно введите конец канавки в заготовку, пока он не начнет касаться заготовки и удалит немного материала. Затем равномерно перемещайте долот по остальной части. В конце мазка слегка поверните бороздку к противоположному концу, но с поднятой чашкой, и потяните ее обратно в противоположном направлении. Повторяйте эти шаги, пока ложа не станет круглой. Переместите опору для инструмента по мере необходимости для черновой обработки различных частей заготовки и для поддержания расстояния 1/8 дюйма между кромкой опоры для инструмента и кромкой заготовки.
Первый шаг — придать заготовке скругление, отрезая углы. Для этого шага используйте инструмент для долбления и расположите руки, как показано.
После того, как заготовка находится в круглом состоянии, ее калибруют на различные диаметры. Для этих методов соскабливания инструмент держится несколько иначе, потому что требуется больший контроль. В этом случае инструмент держится ладонью руки с упором для инструмента вверх. Запястье все еще удерживается, а сторона указательного пальца скользит по упору для инструмента в качестве направляющей.Это позволяет вам использовать пальцы руки с упором для инструментов для помощи в установке инструмента.
Отметьте расположение бусинок, бухт и поворотов. Используйте отрезной инструмент, удерживаемый в режущем положении, чтобы прорезать канавки в заготовке в желаемых местах. Используйте пару внешних штангенциркулей в каждом месте, чтобы убедиться в правильности измерений. Скорость может быть увеличена для более плавного реза после того, как заготовка будет шероховатой.
После того, как заготовка окажется в круглом состоянии, прочным карандашом отметьте расположение различных бусинок, выступов, конусов и других конструктивных факторов.
После того, как вы определите размер заготовки для каждого диаметра, используйте скребковые инструменты для придания заготовке формы в зависимости от диаметра разреза. Косым зубилом можно скруглить стороны бусинок, а круглым носиком — вырезать бухты. Для придания формы вогнутым и выпуклым формам используйте перекос и закругленный нос по мере необходимости.
Используйте токарные инструменты различной формы, чтобы придать прядильной заготовке желаемую форму. Часто меняйте опору для инструмента, чтобы поддерживать правильное положение.
Куски малого диаметра и длинные должны быть подкреплены люнетом, чтобы предотвратить их взбивание.Вы можете изготовить свои собственные или приобрести искусственные остатки. Woodcraft Supply имеет отличный люнет для шпинделя.
После придания формы детали ее можно быстрее и легче шлифовать на токарном станке. Будьте осторожны, так как наждачная бумага может сильно нагреться, а при шлифовке на токарном станке образуется много пыли, поэтому не забудьте надеть респиратор.
После создания желаемой формы отшлифуйте и отполируйте ее, вращая на токарном станке.
Дублирующая обточка
Если вам нужно повернуть несколько деталей одинаковой формы, сделайте шаблон из жесткого картона, тонкой фанеры или тонкого куска дерева.Затем вы можете удерживать его против поворота (при выключенном токарном станке) и проверить правильность формы. Более быстрый и точный способ — использовать токарный дубликатор. Craftsman Wood Lathe Copy Crafter дублирует токарную обработку шпинделя или неглубокой чаши и может дублировать прототип или шаблон. Его также можно использовать для работы с конусом длиной до 38 дюймов.
Разрезная токарная обработка
Один из необычных способов токарной обработки — это токарная обработка с разрезом. Ложа приклеивается, образуя квадратную заготовку, между частями которой приклеена бумага.После того, как ложа повернута, куски разделяются по бумажной линии с помощью острого долота. Таким образом получают половину или четверть оборота. Одно из распространенных применений — это старинная мебель, где одна повернутая на четверть и рифленая колонна используется в таких предметах, как филадельфийская высокая обувь. Опять же, делительная головка на токарном станке может упростить раскладку канавок.
Лицевая панель
Токарная обработка планшайбы выполняется путем первой установки ложи на лицевую пластину, имеющую конус, подходящий для передней бабки.С помощью этой техники можно повернуть деревянные бляшки, тарелки и миски или даже круглые ножки в форме шара. Пока ложа все еще находится в квадрате, отметьте по диагонали от угла до угла, чтобы найти центр задней части ложи. Затем с помощью циркуля отметьте внешнюю окружность детали, которую нужно повернуть. Используя ленточную пилу, обрежьте заготовку нужной формы и размера. Большой квадратный приклад опасен, и его трудно обработать круглым. Использование ленточной пилы в первую очередь делает этот шаг проще, безопаснее и быстрее.Используйте винты, чтобы прикрепить ложу к лицевой панели (с задней стороны лицевой панели). Оставьте дополнительную глубину сзади, чтобы отрезать отверстие для винта. Другой метод — приклеить массу к отходам с бумагой между ними, повернуть в нужную форму, а затем отделить отходы. Начните токарную обработку с черновой обработки ленточной пилы снаружи до идеальной круглой формы. Затем вы можете использовать инструмент для соскабливания, чтобы сделать различные надрезы, например, разрезать внутреннюю часть, закруглить губу, создать бусинки или бухты снаружи или другие формы.
Чаши, ящики и другие формы обтачиваются с закреплением заготовки на планшайбе, закрепленной в токарном станке.
Чрезвычайно важно продолжать перемещать опору для инструмента, чтобы обеспечить надлежащую опору для каждого положения инструмента. Закругленная подставка для поворота чаши лучше всего подходит для обработки глубоких чаш и других форм, особенно для внутренней части. У них есть закругленная опора для инструмента, которая позволяет подойти ближе к ложи с инструментом. Система упора для инструмента токарного станка Woodcraft имеет большую и маленькую подставку для чаши со стойками разного размера, чтобы соответствовать разным опорам для токарного инструмента. У мастера также есть подставка для токарного станка.
Подвесной поворотный механизм
Более крупные предметы, которые нельзя переворачивать через станину токарного станка, можно обрабатывать на токарном станке с выносным двигателем. Передняя бабка повернута на 90 градусов к станине. Ложа устанавливается на лицевую пластину, а техника точения такая же, как и при точении лицевой пластины над станиной. Для этой техники требуются подставки для поворота чаши. Они выходят из опоры для инструмента, установленной на станине токарного станка, и переходят к передней части ложи. Из-за того, что в этой технике часто используется объем работы, будьте осторожны, действуйте медленно и держите скорость на минимуме.Поэкспериментируйте с мягкой древесиной меньшего размера, прежде чем приступать к более крупным проектам из твердой древесины. Если вы действительно заинтересованы в повороте мисок, ваз, шкатулок и других подобных изделий, ознакомьтесь со специальными инструментами, доступными в Woodcraft Supply. Lee Valley LTD также предлагает полную линейку внутренних полостей, а также полную линейку качественных токарных инструментов и оборудования.
Некоторые токарные станки можно поворачивать на 90 градусов для наружной токарной обработки. Поворотный упор Woodcraft Supply Bowl Turning Rest упрощает отслеживание округлых форм чаш с инструментами.
Специальные токарные приемы
Одна забавная тактика — приклеить шпиндели или плоскую заготовку для тарелок или мисок из контрастных цветов дерева. При повороте разные сегменты образуют необычный узор. Мелкие предметы, такие как шахматные фигуры или мебельные ручки, можно поворачивать на винтовой пластине. Также доступен ряд токарных патронов, которые позволяют захватывать более мелкие детали для токарной обработки. Сначала приклад имеет размер шипа, чтобы поместиться в патрон. Вы также можете сделать свой деревянный патрон для такой токарной обработки.Снова сделайте шип на заготовке и вбейте его в деревянный патрон, который прикручен к лицевой пластине. Поверните деталь и вытолкните шип из патрона.
Деревянные заготовки можно склеить, поместив между ними лист бумаги, перевернуть, а затем разделить на части для создания декоративных резных поворотов для отделки мебели и корпусов.
Токарный станок также может быть оснащен шлифовальными машинами, сверлильными патронами, полировальными кругами и другими принадлежностями, чтобы расширить возможности использования инструмента и сделать его более универсальным.
Однако у меня есть предупреждение — токарная обработка дерева вызывает привыкание. Как только вы это почувствуете, вы будете искать оправдания, чтобы делать больше проектов.
Правила безопасности
1. Не носите свободную одежду.
2. Используйте защитное покрытие для волос, чтобы удерживать длинные волосы.
3. Надевайте защитные очки, соответствующие стандарту США ANSI Z81.7.
4. Наденьте маску для лица или респиратор от пыли.
5. Держите руки подальше от патрона, центров и других движущихся частей.
6. При замене навесного оборудования отсоединяйте инструмент.
7. Не применяйте силу к режущим инструментам.
8. Никогда не оставляйте работающий токарный станок без присмотра.
9. Убедитесь, что заготовка надежно закреплена, выключите токарный станок, если заготовка расколется или
БОКОВОЕ ПРИМЕЧАНИЕ
Мастерский токарный станок с регулируемой скоростью
Токарный станок, представленный в этой колонке, представляет собой 15-дюймовую модель Craftsman с регулируемой скоростью.Эта сверхмощная модель имеет цельную чугунную основу, а также чугунные переднюю и заднюю бабки, в которых размещен асинхронный двигатель максимальной мощности 2 лошадиных силы. Маховик на передней бабке позволяет изменять скорость от 400 до 2000 об / мин. Передняя бабка поворачивается на угол от 0 до 90 градусов для поворота подвесного двигателя диаметром до 20 дюймов. Одна из функций, которые мне особенно нравятся, — это индексирующая головка. Двадцать четыре упора для индексации с интервалом в 15 градусов блокируют головку для вырезания канавок с помощью фрезерного станка. Устройство поставляется с 6- и 12-дюймовым упором для инструмента, 4-дюймовой лицевой панелью, шпорами и центрами подшипников.Токарный станок показан установленным на стенде токарного станка Craftsman.
Производители токарных станков
Мастер
craftman.com
Кузница
(800) 476-4849
www.smithy.com
Поставки деревянных изделий
(800) 225-1153
www.woodcraft.com
Рекомендуемые статьи
Как настроить токарный режущий инструмент — Руководство по настройке токарного инструмента с ЧПУ
Токарная обработка — это процесс резки металла с использованием одноточечного инструмента для создания цилиндрических поверхностей, ориентированных в основном параллельно оси заготовки, при этом инструмент подается в деталь радиально , аксиально или в обоих направлениях одновременно.Различные стили державок и типы пластин позволяют выполнять токарную обработку, торцевание, нарезание канавок, нарезание резьбы и другие токарные операции. Вот базовое руководство по настройке режущего инструмента на токарном станке для обеспечения правильной поворота детали.
1. Выключите токарный станок, приготовьте простую металлическую линейку
2. Надежно установите режущий инструмент на державку или резцедержатель и установите держатель перпендикулярно детали.
3. Загрузите цилиндрическую деталь в патрон токарного станка, когда вы затягиваете патрон, слегка поверните деталь рукой, пока она не перестанет двигаться, чтобы центрировать вращающуюся деталь.
4. Установите каретку токарного станка близко к концу патрона и с помощью колеса поперечной подачи переместите инструмент к детали токарного станка, плотно зажать линейку между резцом и поверхностью детали.
5. Проверьте, находится ли линейка полностью вертикально, если линейка вертикальна, высота инструмента установлена правильно, необходимо затянуть стопорную гайку регулировочного колеса с накаткой, чтобы сохранить настройку; если линейка наклоняется вправо или влево, значит, фреза установлена слишком низко или слишком высоко, кончик режущего инструмента токарного станка не совпадает с центром детали.Освободите кулачок стойки инструмента и отрегулируйте колесо высоты на стойке инструмента, чтобы установить его на нужную высоту.
6. Снимите фрезу и снова установите ее продольно вдоль оси токарного станка, сделайте первый пробный пропил, чтобы проверить, установлен ли инструмент на правильную высоту. Правильная установка оставит гладкий лицевой разрез, в то время как, если инструмент находится не в точном центральном положении, на компоненте будет небольшой наконечник.
7. Если вам нужно повернуть деталь вдоль оси, выньте инструмент и снова установите его перпендикулярно детали.Сделайте это для всех токарных режущих инструментов, которые вы планируете использовать при повороте своей детали или смене инструмента.
Токарный станок — CIMT 2021
Что такое токарный станок?
Токарно-токарный станок — это токарный станок, который создает необходимую конфигурацию заготовок, удаляя материалы с их поверхностей. На токарном станке цилиндрические детали вращаются вместе со шпинделем, а режущие инструменты продвигаются к нему. Поскольку режущие инструменты продолжают двигаться в осевом или радиальном направлении, они создают различие диаметров внутри или снаружи цилиндрических объектов.
Как работает токарный станок?
Работа токарного станка в основном зависит от вращательного движения заготовок. При соответствующем расположении держателя инструмента режущие инструменты могут снимать материалы с внутренних или внешних диаметров заготовок. Таким образом может быть выполнено даже частичное удаление материала деталей. Это делает токарные станки широко применяемыми в области прецизионной обработки или даже в сочетании с системой ЧПУ для более сложных задач.
Как образуется токарный станок?
В зависимости от типа применяемой машины расположение компонентов может немного отличаться для каждого типа. По производственному масштабу размеры машин также отличаются друг от друга. Как правило, токарный станок состоит из передней бабки, шпинделей, держателя инструмента, задней бабки, станины, основания и переключателей для регулировки.
● Передняя бабка
Как следует из названия, передняя бабка — это головка токарного станка.Он прикреплен к двигателю с той стороны, откуда исходит источник питания машины. Главный шпиндель расположен на другой стороне и интегрирован с зажимным устройством, таким как цанга или патрон. Передняя бабка не только обеспечивает канал для двигателя для передачи источника энергии, но также поддерживает шпиндель и заготовку во время работы токарного станка.
● Шпиндели
На токарном станке обычно имеется более одного шпинделя на передней и задней бабке соответственно.Главный шпиндель на передней бабке занимает большую часть в
облегчение вращения заготовки и возможность перемещения режущего инструмента вперед и назад для выполнения требуемых методов обработки.
Когда требуется обрабатывать большие или длинные заготовки, должен применяться другой шпиндель на задней бабке. Два шпинделя вращают заготовку одновременно, что помогает сгладить работу и повысить эффективность работы.
● Держатель инструмента
Держатель инструмента устанавливается между передней бабкой и задней бабкой, которая удерживает режущий инструмент при включении станка.Когда режущий инструмент продвигается к вращающейся детали, держатель инструмента помогает достичь направления обработки по оси Z. Кроме того, держатель инструмента стабилизирует режущий инструмент, поддерживая его на опоре для инструмента, что также предотвращает отклонение инструмента во время работы.
● Задняя бабка
Как упоминалось выше, задняя бабка применяется, когда требуется обрабатывать большие или длинные заготовки. Он также совместим со шпинделем с другой стороны заготовки, чтобы обеспечить максимальную стабилизацию работы.
● Станина и основание станка
Станина — это поверхность, на которой на токарном станке находятся все вышеперечисленные компоненты. Основание под станиной машины удерживает весь механизм и позволяет устанавливать машину на земле.
● Коммутаторы
Помимо переключателей, которые включают и выключают станок, токарный станок также оснащен переключателями для регулирования скорости. Это позволяет оператору на месте регулировать работу контролируемым образом.
Горизонтальные и вертикальные токарные станки
Токарные станки можно разделить на две основные категории, включая горизонтальные и вертикальные токарные станки. Необходимые элементы в этих двух формах в основном одинаковы, а основное различие между ними заключается в расположении шпинделя. На горизонтальном токарном станке шпиндель на передней бабке расположен горизонтально с рабочим столом или землей. При работе с более крупными или тяжелыми заготовками шпиндель, который поддерживает другую сторону заготовки на задней бабке, устанавливается таким же образом.Напротив, шпиндель на вертикальном токарном станке расположен перпендикулярно рабочему столу или земле, что более удобно, чем его аналог, когда требуется обработка в тяжелых условиях.