MMA, MIG-MAG, TIG – разбираем основные виды сварки без воды
В настоящее время существует более 50-и способов сварки. Мы же рассмотрим самые распространенные виды сварки в быту и профессиональной сфере: ручную электродуговую (MMA), в среде защитного газа (MIG-MAG) и аргонодуговую (TIG). В чем принципиальное отличие оборудования? Какими достоинствами и недостатками обладает тот или иной тип сварки? Давайте разберемся по порядку и постараемся дать краткую характеристику для перечисленных способов, понятную даже новичку.
Ручная электродуговая сварка (MMA) – легкий старт для новичка
Первое, что отличает данный способ – доступность и простота. Именно он является базой для многих сварщиков-новичков. Для проведения ручной дуговой сварки необходим сам аппарат, горелка и штучные электроды. Под действием теплоты электрической дуги электрод плавится, оставляя на месте соприкосновения с деталью неразъемное соединение – скрепляющий шов.
Плюсы:
-
Сварочные аппараты (инверторы) доступны по цене
-
Легкая и компактная конструкция оборудования
-
Возможность сварки в любых положениях
-
Дополнительные функции для облегчения процесса сварки
-
Дешевые расходные материалы
Минусы:
-
Ограничение по виду и толщине свариваемых металлов
-
Низкая производительность относительно других видов сварки (MIG-MAG, TIG)
-
Дополнительные усилия и временные траты на удаление шлака и окалины
Когда пригодится сварочный аппарат для электродуговой сварки? Если оборудование необходимо периодически и производительность не играет особой роли, то инвертор прекрасно подойдет для решения ремонтных и строительных задач. Такой агрегат часто используется в быту и занимает почетное место среди инструментария у многих домашних мастеров.
Такой агрегат часто используется в быту и занимает почетное место среди инструментария у многих домашних мастеров.
Полуавтоматическая сварка в среде защитных газов (MIG-MAG) – производительность и перспектива
Аппараты MIG-MAG – шаг в сторону профессиональных сварочных агрегатов. Конечно же, полуавтоматы можно встретить и в быту, но чаще ими пользуются в промышленных предприятиях для производства и мастерских по ремонту автомобилей или слесарным работам.
Основные особенности вида сварки: использование тонкой проволоки вместо электрода и защитного газа для изоляции от окружающей среды. Во время варочного процесса проволока подается автоматически, а сам механизм работы позволяет добиться качественного и эстетичного сварного шва.
В зависимости от газа полуавтоматическая сварка может быть:
-
MIG (Metal Inert Gas) – с использованием инертного газа.
 MIG аппараты отлично подойдут для сварки алюминия, меди, титановых изделий, никеля и различных сплавов.
MIG аппараты отлично подойдут для сварки алюминия, меди, титановых изделий, никеля и различных сплавов.
-
MAG (Metal Active Gas) — с использованием азота, углекислого газа и других газов, связывающих кислород. Вид сварки используют для заготовок из низколегированных, нелегированных и коррозионно-устойчивых сталей.
 MIG аппараты отлично подойдут для сварки алюминия, меди, титановых изделий, никеля и различных сплавов.
MIG аппараты отлично подойдут для сварки алюминия, меди, титановых изделий, никеля и различных сплавов.
В ряде случаев можно не использовать газ вовсе. Для этого понадобится флюсовая проволока, которая изначально имеет достаточную защитную оболочку.
Плюсы:
-
Экономия времени на замене электрода
-
Расширенный диапазон рабочих таков
-
Отсутствие необходимости в постобработке шва
-
Качественный и прочный шов
-
Удобство эксплуатации за счет широкого набора функций
Минусы:
-
Низкая мобильность
-
Возможны затруднения в сварке в труднодоступных местах
-
Дорогостоящий стартовый комплект (помимо аппарата необходимы: горелка, катушка с проволокой, газовые баллоны, редукторы и шланги)
Резюмируя скажем: данный вид сварки предполагает частое использование и уже является настоящим вложением, которое требует отдачи. Хотя для бытового использования в линейках производителей есть доступные аппараты. Например, в серии полуавтоматов FUBAG к таким относится IRMIG 160 и его старшие аналоги.
Хотя для бытового использования в линейках производителей есть доступные аппараты. Например, в серии полуавтоматов FUBAG к таким относится IRMIG 160 и его старшие аналоги.
Аргонодуговая сварка (TIG) – исключительное качество сварного шва
Данный вид сварки не принесет результата, если у сварщика нет должного опыта и подготовки. Начинать с него не стоит, все же инвертор или полуавтомат станут более взвешенным решением.
В отличие от предыдущих способов, здесь вместо проволоки или расходного электрода, используется тугоплавкий электрод из вольфрама с высокой температурой плавления. Процесс проходит в среде защитного газа – аргона. Сам по себе электрод для аргонодуговой сварки не поддается плавлению. Поэтому для шва может использоваться присадочный материал из того, же металла, что и заготовка. В некоторых случаях шов формируется в результате расплавления кромок.
Плюсы:
-
Возможность работать с любыми металлами малых толщин
-
Высокое качество сварного шва
-
Широкий диапазон сварочного тока
-
Тонкая настройка параметров аппаратов
-
Дополнительные функции для облегчения процесса
Минусы:
-
Малая скорость сварочного процесса (относительно других видов сварки)
-
Ручная подача сварочного прутка
-
Тщательная подготовка заготовки
-
Дорогостоящий комплект оборудования
-
Необходимость использования аппарата в закрытом помещении
Тем не менее, данный способ сварки не имеет конкурентов в работе с тонкостенным материалом. Поэтому он всегда остается востребованным для специфических задач.
Поэтому он всегда остается востребованным для специфических задач.
Что нужно знать о TIG аппаратах
Некоторые сварочные аппараты обладают функцией импульсной сварки. Она важна при работе с алюминием и материалами, содержащими данный вид металла. При помощи функции можно контролировать тепловложение.
Какие из основных видов сварки предпочтительнее?
Итак, обобщим все вышесказанное. Воспользуйтесь таблицей ниже, чтобы подобрать идеальный вариант сварочного аппарата под ваши запросы.
|
|
ВИДЫ МЕТАЛЛОВ |
ТОЛЩИНА МЕТАЛЛА, мм |
ПРЕИМУЩЕСТВА |
ОГРАНИЧЕНИЯ |
|
MMA |
стали (углеродистая, низколегированная, высоколегированная) |
От 2 мм. |
Простота и доступность процесса сварки Минимальный набор расходных материалов Сварка в любых положениях
|
Ограничения по видам и толщинам свариваемых металлов. Ограниченная производительность Необходимость удаления шлака с деталей. |
|
MIG-MAG |
|
От 1 мм и выше |
Высокая производительность Качественный шов Отсутствие шлака |
Ограниченная мобильность
Необходимость в дополнительных расходных материалах и доп. |
|
TIG |
Все виды сталей, медь и ее сплавы, чугун, титан Алюминий и его сплавы |
От 0,5 мм и выше |
Возможность сварки любых металлов Эстетический и качественный шов |
Низкая производительность Необходимость в дополнительных расходных материалах и доп. оборудовании |

 оборудовании
оборудовании
Вы можете закрепить материал и узнать больше из нашего видео, в котором приведена классификация видов сварки:
Получите 10 самых читаемых статей + подарок!
*
Подписаться
К вопросу об импульсном режиме ручной дуговой сварки
И.В. Макарова В настоящее время с развитием инверторных сварочных технологий, микропроцессорного управления сварочными источниками появилось несколько режимов сварки с алгоритмами так называемого «управляемого» каплепереноса. Все они, так или иначе, разбивают сварочный процесс на несколько циклов, во время прохождения которых меняются параметры сварки (исходя из заданного алгоритма). Такие сварочные режимы позволяют облегчить выполнение многих специфических задач. Что же представляет собой адаптивный импульсный режим ручной дуговой сварки (АИРД)? Как ясно из названия, имеет место управляемый сварочный процесс, суть которого заключается в повторении микроциклов, состоящих из тока импульса и тока паузы. Сварочный алгоритм задается соотношением четырех основных параметров: величины токов импульса/паузы и времени их действия. В моменты действия импульса тока происходит расплавление электрода. Величину тока импульса выбирают такой, чтобы обеспечивались: во-первых, оптимальный режим плавления электрода, во-вторых, сварочно-технологические и химические свойства наплавленного металла. Ток паузы выбирается меньший, чем минимальный ток, рекомендованный для данного типа электрода. На таком токе плавление электрода минимально, а перенос металла носит крупнокапельный характер с короткими замыканиями дугового промежутка. Во время тока паузы сварочная ванна при минимально возможном токе горения дуги должна охладиться и частично закристаллизоваться. Для обеспечения устойчивости и постоянства длинны дуги, а так же для предотвращения замыкания и залипания электрода, ток паузы дополнительно модулируется короткими высокочастотными импульсами, которые стабилизируют дуговой разряд на интервале паузы. Таким образом плавление основного металла происходит с учетом высокой тепловой инерции сварочной ванны. Регулирование объема, вязкости сварочной ванны и формирование шва выполняется с помощью подбора среднего сварочного тока. Рис. 1. Временная диаграмма сварочноготока в режиме АИРД. Разобравшись с принципом действия импульсного режима АИРД, переходим к главному вопросу – а зачем он, собственно, нужен, какие преимущества несет по сравнению с обычной сваркой штучным электродом? Говоря о преимуществах АИРД, можно выделить два критерия: во-первых, улучшение качественных и прочностных свойств сварного соединения и, во-вторых, фактор упрощения и снижения трудозатратности некоторых видов сварки (корневых проходов, потолочных и вертикальных швов, сварки тонких металлов). Оценка импульсного режима по второму критерию сложна, ибо носит во многом субъективный характер. Многие склоняются к мнению, что импульсный режим для электрода нужен «как собаке пятая нога». Однако отметим несколько важных моментов. Рис. 2. Внешний вид пульта управления. Некоторые сварщики критикуют импульсный режим при сварке электродом за своего рода «автоматичность», т. к. управление сварочной ванной происходит во многом за счет заданных параметров, а не за счет манипуляций электродом – дескать, сварщик «не видит», «не чувствует» при таком режиме сварочной ванны. Действительно, восприятие процесса сварщиком в импульсном режиме отличается от традиционного, но это скорее вопрос привычки и практики. Вторым элементом критики является подбор параметров АИРД под конкретную задачу, а именно большая вариативность такого подбора. Эту проблему может решить выработка определенных сварочных программ для конкретных целей, которые могут быть внесены в техническую документацию в виде технологических карт либо «зашиты» в блоке управления сварочного источника. В написании статьи мы руководствовались опытом, полученным при разработке и внедрении адаптивно-импульсного режима в сварочный источник «МАГМА-315» производства ООО «НПП «ФЕБ» (г. Санкт-Петербург). Источник МАГМА-315 зарекомендовал себя при работе на передвижных установках для строительства и ремонта магистральных нефте- и газопроводов. Из особенностей источника нужно отметить широкий диапазон питающего напряжения (175–570В), отличные мощностные характеристики (ПВ 100% на токе 315А в режиме ММА), небольшие габариты (25 кг.) Расширенный температурный диапазон (от 40°С минус до 40°С) позволяет применять установку на всей территории России от юга до Крайнего Севера. Реализация АИРД в источнике МАГМА-315 выполнена в виде подключаемого девайса (Блока управления АИРД), который инициирует соответствующую программную надстройку источника. С помощью герметичной пленочной клавиатуры и цифрового суперяркого светодиодного индикатора (Рис. Также пульт хранит в памяти 10 наборов параметров сварочного режима, это дает возможность оперативного переключения на предварительно настроенный сварочный режим. Например, переключение между режимами, предназначенными для сварки корня шва на режим, предназначенный для заполнения и далее на режим для облицовки. Алгоритм данного импульсного режима был разработан совместно с НПО «Импульсные технологии» г. Томск под руководством профессора доктора технических наук Сараева Ю.Н. и реализован на базе сварочного инверторного источника «МАГМА-315» производства НПП «ФЕБ» 1. Сараев Ю.Н., Безбородов В.П., Полетика И.М., и др. Улучшение структуры и свойств сварных соединений труб большого диаметра из низколегированной стали при импульсно-дуговой сварке. // Автоматическая Сварка № 12, 2004 г. |
| Перейти к аппаратам полуавтоматической сварки с импульсным режимом >>>
Перейти к аппаратам аргонодуговой сварки с импульсным режимом >>> |
 К «умным» режимам можно отнести следующие: для полуавтоматической сварки импульсная сварка (PULS), сварка с минимальным тепловложением для тонкого металла (ColdArc и аналоги), некоторые виды высокоскоростной сварки с модулированием или форсированием дуги (HighSpeed, ForceArc и др), режимы импульсной сварки для неплавящегося электрода Puls TIG. Однако вопрос импульсного режима для сварки штучным электродом до сих пор является открытым, имеются противоположные мнения о его полезности. В данной статье мы попытаемся рассмотреть мнения «pro et contra» и выяснить, какие преимущества (или недостатки) имеет данный режим по сравнению с традиционной сваркой электродом.
К «умным» режимам можно отнести следующие: для полуавтоматической сварки импульсная сварка (PULS), сварка с минимальным тепловложением для тонкого металла (ColdArc и аналоги), некоторые виды высокоскоростной сварки с модулированием или форсированием дуги (HighSpeed, ForceArc и др), режимы импульсной сварки для неплавящегося электрода Puls TIG. Однако вопрос импульсного режима для сварки штучным электродом до сих пор является открытым, имеются противоположные мнения о его полезности. В данной статье мы попытаемся рассмотреть мнения «pro et contra» и выяснить, какие преимущества (или недостатки) имеет данный режим по сравнению с традиционной сваркой электродом.
 Средний ток задается соотношением продолжительности и величин тока импульса и паузы.
Средний ток задается соотношением продолжительности и величин тока импульса и паузы. Как показали исследования, применение адаптивной импульсно-дуговой сварки позволяет улучшить качественные и прочностные свойства сварного соединения. Так, при сварке труб большого диаметра (1420 мм и 1020 мм) из марганцовистых сталей типа 10Г2С и 17Г1СУ, предназначенных для нефте- и газопроводов повышается однородность структуры и в 2–3 раза уменьшается размер зерна металлов сварного шва и зоны термического влияния основы. Повышается пластичность зон сварного соединения стали типа 10Г2С, увеличивается ударная вязкость металла шва стали 17Г1СУ при положительной температуре (20°С) на 8–27 % и отрицательной (-60°С) на 15–24 %, а также на 25–30 % повышается усталостная прочность сварных соединений в металле шва и зоне термического влияния [1].
Как показали исследования, применение адаптивной импульсно-дуговой сварки позволяет улучшить качественные и прочностные свойства сварного соединения. Так, при сварке труб большого диаметра (1420 мм и 1020 мм) из марганцовистых сталей типа 10Г2С и 17Г1СУ, предназначенных для нефте- и газопроводов повышается однородность структуры и в 2–3 раза уменьшается размер зерна металлов сварного шва и зоны термического влияния основы. Повышается пластичность зон сварного соединения стали типа 10Г2С, увеличивается ударная вязкость металла шва стали 17Г1СУ при положительной температуре (20°С) на 8–27 % и отрицательной (-60°С) на 15–24 %, а также на 25–30 % повышается усталостная прочность сварных соединений в металле шва и зоне термического влияния [1]. Чтобы избежать такого рода дефектов, квалификация сварщика должна быть достаточно высока, так как управление размерами сварочной ванны достигается сложным перемещением плавящегося электрода относительно свариваемого изделия. Аналогичная ситуация существует и для сварки вертикальных и потолочных стыков: для удержания капли и избежания истеков металла сварщик вынужден подстужать сварочную ванну (с помощью перемещения либо оттяжки сварочной дуги). Адаптивный импульсный режим для ручной дуговой сварки позволяет существенно облегчить
Чтобы избежать такого рода дефектов, квалификация сварщика должна быть достаточно высока, так как управление размерами сварочной ванны достигается сложным перемещением плавящегося электрода относительно свариваемого изделия. Аналогичная ситуация существует и для сварки вертикальных и потолочных стыков: для удержания капли и избежания истеков металла сварщик вынужден подстужать сварочную ванну (с помощью перемещения либо оттяжки сварочной дуги). Адаптивный импульсный режим для ручной дуговой сварки позволяет существенно облегчить Во всяком случае, это задача должна решаться производителем соответствующего оборудования.
Во всяком случае, это задача должна решаться производителем соответствующего оборудования.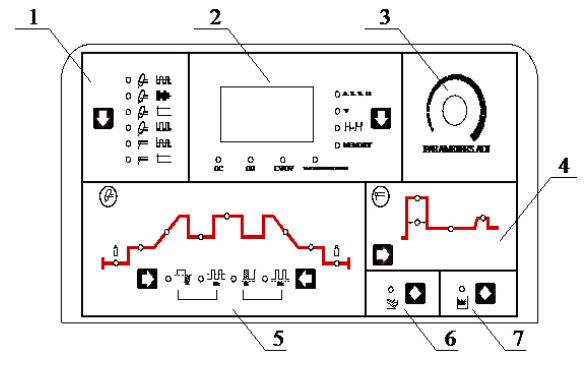 2), пульт управления позволяет легко устанавливать и настраивать параметры сварочного режима.
2), пульт управления позволяет легко устанавливать и настраивать параметры сварочного режима.
Сварочные инверторы для аргонно-дуговой сварки, постоянным тока (DC), импульсный режим (TIG+ММА)
Сварочные инверторы для аргонно-дуговой сварки, постоянным тока (DC), импульсный режим (TIG+ММА)
Сварочные инверторы для аргонодуговой сварки TIG 160S DC MASTER (220 В)
Напряжение питания 1х220 В ± 15%
Номинальная частота сети 50 Гц
Номинальный сварочный ток 160 А
Диапазон регулирования сварочного тока TIG 10-160 А
Продолжительность нагрузки 60 %
Номинальное рабочее напряжение 16,4 В
Напряжение холостого хода 45 В
Способ зажигания дуги — бесконтактный
Способ регулирования сварочного тока — электронный
Толщина свариваемого металла до 4 мм
Потребляемая мощность 3,5 кВА
Габаритные размеры 370х150х300 мм Масса 4 кг
Цена 7010,00руб
Сварочные инверторы для аргонодуговой сварки TIG 160A DC MASTER (220 В)
Напряжение питания 1х220 В ± 15%
Номинальная частота сети 50 Гц
Номинальный сварочный ток 160 А
Диапазон регулирования сварочного тока TIG 10-160 А
Диапазон регулирования сварочного тока MMA 10-140 А
Продолжительность нагрузки 60 %
Номинальное рабочее напряжение 16,4 В
Напряжение холостого хода 45 В
Способ зажигания дуги бесконтактный
Способ регулирования сварочного тока электронный
Толщина свариваемого металла до 4 мм
Потребляемая мощность 3,5 кВА
Габаритные размеры 370х150х300 мм Масса 4 кг
Цена 7742,00руб
Сварочные инверторы для аргонодуговой сварки TIG 160 AC/DC MASTER (220 В)
Напряжение питания 1х220 В ± 15%
Номинальная частота сети 50 Гц
Номинальный сварочный ток 160 А
Диапазон регулирования сварочного тока TIG 10-160 А
Диапазон регулирования сварочного тока MMA 10-120 А
Продолжительность нагрузки 60 %
Номинальное рабочее напряжение 16,4 В
Напряжение холостого хода 45 В
Время выделения газа до начала сварки 0-2 с
Диапазон времени спада сварочного тока 0-10 с
Cпособ зажигания дуги бесконтактный
Способ регулирования сварочного тока электронный
Толщина свариваемого металла до 4 мм
Потребляемая мощность 3,5 кВА
Габаритные размеры 480х240х320 мм Масса 19 кг
Цена 16196,00руб
Сварочные инверторы для аргонодуговой сварки TIG 180A DC MASTER (220 В)
Напряжение питания 1х220 В ± 15%
Номинальная частота сети 50 Гц
Номинальный сварочный ток 180 А
Диапазон регулирования сварочного тока TIG 10-180 А
Диапазон регулирования сварочного тока MMA 10-160 А
Продолжительность нагрузки 60 %
Номинальное рабочее напряжение 17 В
Напряжение холостого хода 55 В
Способ зажигания дуги бесконтактный
Способ регулирования сварочного тока электронный
Толщина свариваемого металла до 6 мм
Потребляемая мощность 4 кВА
Габаритные размеры 370х150х300 мм Масса 6 кг
Цена 8567,00руб
Сварочные инверторы для аргонодуговой сварки TIG 200S DC MASTER (220 В)
Напряжение питания 1х220 В ± 15%
Номинальная частота сети 50 Гц
Номинальный сварочный ток 200 А
Диапазон регулирования сварочного тока TIG 10-200 А
Продолжительность нагрузки 60 %
Номинальное рабочее напряжение 18 В
Напряжение холостого хода 56 В
Способ зажигания дуги бесконтактный
Способ регулирования сварочного тока электронный
Толщина свариваемого металла до 8 мм
Потребляемая мощность 4,5 кВА
Габаритные размеры 370х150х300 мм Масса 8 кг
Цена 8000,00руб
Сварочные инверторы для аргонодуговой сварки TIG 200 AC/DC MASTER (220 В)
Напряжение питания 1х220 В ± 15%
Номинальная частота сети 50 Гц
Номинальный сварочный ток 200 А
Диапазон регулирования сварочного тока TIG 20-200 А
Диапазон регулирования сварочного тока MMA 20-160 А
Продолжительность нагрузки 60 %
Номинальное рабочее напряжение 18 В
Напряжение холостого хода 56 В
Диапазон времени спада сварочного тока 0-10 с
Способ зажигания дуги бесконтактный
Способ регулирования сварочного тока электронный
Толщина свариваемого металла до 8 мм
Потребляемая мощность 4,5 кВА
Габаритные размеры 490х330х320 мм Масса 20 кг
Цена 19701,00руб
Сварочные инверторы для аргонодуговой сварки TIG 200P AC/DC MASTER (220 В)
Напряжение питания 1х220 В ± 15%
Номинальная частота сети 50 Гц
Номинальный сварочный ток 200 А
Диапазон регулирования сварочного тока TIG 20-200 А
Диапазон регулирования сварочного тока MMA 20-160 А
Продолжительность нагрузки 60 %
Номинальное рабочее напряжение 18 В
Напряжение холостого хода 56 В
Время выделения газа до начала сварки 0-2 с
Дистанционное управление есть
Способ зажигания дуги бесконтактный
Способ регулирования сварочного тока электронный
Толщина свариваемого металла до 8 мм
Потребляемая мощность 4,5 кВА
Габаритные размеры 490х330х320 мм Масса 20 кг
Цена 20732,00руб
Сварочные инверторы для аргонодуговой сварки TIG 250S DC MASTER (380 В)
Напряжение питания 3х380 В ± 15%
Номинальная частота сети 50 Гц
Номинальный сварочный ток 250 А
Диапазон регулирования сварочного тока TIG 20-250 А
Продолжительность нагрузки 60 %
Номинальное рабочее напряжение 20 В
Напряжение холостого хода 54 В
Способ зажигания дуги бесконтактный
Способ регулирования сварочного тока электронный
Толщина свариваемого металла до 9 мм
Потребляемая мощность 6,3 кВА
Габаритные размеры 480х360х210 мм Масса 9 кг
Цена 13309,00руб
Сварочные инверторы для аргонодуговой сварки TIG 250A DC MASTER (380 В)
Напряжение питания 3х380 В ± 15%
Номинальная частота сети 50 Гц
Номинальный сварочный ток 250 А
Диапазон регулирования сварочного тока TIG 20-250 А
Диапазон регулирования сварочного тока MMA 20-210 А
Продолжительность нагрузки 60 %
Номинальное рабочее напряжение 20 В
Напряжение холостого хода 54 В
Способ зажигания дуги бесконтактный
Способ регулирования сварочного тока электронный
Толщина свариваемого металла до 9 мм
Потребляемая мощность 6,3 кВА
Габаритные размеры 480х360х210 мм Масса 9 кг
Цена 15567,00руб
Сварочные инверторы для аргонодуговой сварки TIG 250 AC/DC MASTER (380 В)
Напряжение питания 3х380 В ± 15%
Номинальная частота сети 50 Гц
Номинальный сварочный ток 250 А
Диапазон регулирования сварочного тока TIG 20-250 А
Диапазон регулирования сварочного тока MMA 20-250 А
Продолжительность нагрузки 60 %
Номинальное рабочее напряжение 20 В
Напряжение холостого хода 54 В
Дистанционное управление есть
Способ зажигания дуги бесконтактный
Способ регулирования сварочного тока электронный
Толщина свариваемого металла до 9 мм
Потребляемая мощность 6,3 кВА
Габаритные размеры 560х365х355 мм Масса 30 кг
Цена 27742,00руб
Сварочные инверторы для аргонодуговой сварки WSME-250 (TIG 250P AC/DC) MASTER (380 В)
Номинальная частота сети 50 Гц
Номинальный сварочный ток 250 А
Диапазон регулирования сварочного тока 15-250 А
Продолжительность нагрузки 60 %
Напряжение холостого хода 54 В
Потребляемая мощность 6 кВА
Габаритные размеры 560х365х430 мм Масса 20 кг
Цена 30835,00руб
Сварочные инверторы для аргонодуговой сварки TIG 300A DC MASTER (380 В)
Напряжение питания 3х380 В ± 15%
Номинальная частота сети 50 Гц
Номинальный сварочный ток 300 А
Диапазон регулирования сварочного тока TIG 20-300 А
Диапазон регулирования сварочного тока MMA 20-280 А
Продолжительность нагрузки 60 %
Номинальное рабочее напряжение 22 В
Напряжение холостого хода 54 В
Стабилизация тока дуги есть
Способ зажигания дуги бесконтактный
Способ регулирования сварочного тока электронный
Толщина свариваемого металла до 10 мм
Потребляемая мощность 9 кВА
Габаритные размеры 480х360х210 мм Масса 10 кг
Цена 18464,00руб
Сварочные инверторы для аргонодуговой сварки TIG 315 AC/DC MASTER (380 В)
Номинальная частота сети 50 Гц
Номинальный сварочный ток 315 А
Диапазон регулирования сварочного тока TIG 20-315 А
Диапазон регулирования сварочного тока MMA 20-315 А
Продолжительность нагрузки 60 %
Номинальное рабочее напряжение 23 В
Напряжение холостого хода 54 В
Дистанционное управление есть
Способ зажигания дуги бесконтактный
Способ регулирования сварочного тока электронный
Толщина свариваемого металла до 10 мм
Потребляемая мощность 9,2 кВА
Габаритные размеры 560х365х355 мм Масса 37 кг
Цена 31753,00руб
Сварочные инверторы для аргонодуговой сварки TIG 400S DC MASTER (380 В)
Номинальная частота сети 50 Гц
Номинальный сварочный ток 400 А
Диапазон регулирования сварочного тока TIG 20-400 А
Продолжительность нагрузки 60 %
Номинальное рабочее напряжение 24 В
Напряжение холостого хода 54 В
Дистанционное управление есть
Стабилизация тока дуги есть
Способ зажигания дуги бесконтактный
Способ регулирования сварочного тока электронный
Толщина свариваемого металла до 17 мм
Потребляемая мощность 13 кВА
Габаритные размеры 570х460х320 мм Масса 17 кг
Цена 27432,00руб
Сварочные инверторы для аргонодуговой сварки TIG 400A DC MASTER (380 В)
Напряжение питания 3х380 В ± 15%
Номинальная частота сети 50 Гц
Номинальный сварочный ток 400 А
Диапазон регулирования сварочного тока TIG 20-400 А
Диапазон регулирования сварочного тока MMA 40-400 А
Продолжительность нагрузки 60 %
Номинальное рабочее напряжение 24 В
Напряжение холостого хода 54 В
Дистанционное управление есть
Стабилизация тока дуги есть
Способ зажигания дуги бесконтактный
Способ регулирования сварочного тока электронный
Толщина свариваемого металла до 17 мм
Потребляемая мощность 13 кВА
Габаритные размеры 570х460х320 мм Масса 17 кг
Цена 32897,00руб
Сварочные инверторы для аргонодуговой сварки МАСТЕР предназначены для аргонодуговой сварки неплавящимся вольфрамовым электродом нержавеющей, легированной, углеродистой стали, цветных металлов, меди, титана и их сплавов в режиме постоянного тока.
В сварочных инверторах для аргонодуговой сварки МАСТЕР используется современная инверторная технология, они выполнены на базе мощных транзисторов MOSFETS с применением принципа широтно-импульсной модуляции (PWM). Использование данных технологий позволяет уменьшить вес инверторного сварочного аппарата и увеличивает его КПД на 30%.
Аппараты серий МАСТЕР предусматривают переключение функций TIG\MMA. Функция ММА-сварки, при которой инвертор имеет постоянный (стабильный) выход и возможность принудительной искровой модуляции. При номинальном напряжении искры сварочный ток стабилен, благодаря чему сварка происходит равномерно. В случае недостаточной длины дуги и низкого напряжения на вводе сварочный ток на выходе возрастает, в то время как напряжение дуги понижается, то есть длина дуги автоматически компенсируется. Если напряжение дуги на входе слишком низкое для поддержания дуги, ток на выходе резко снижается, что исключает резкий всплеск ввода вследствие избыточного тока.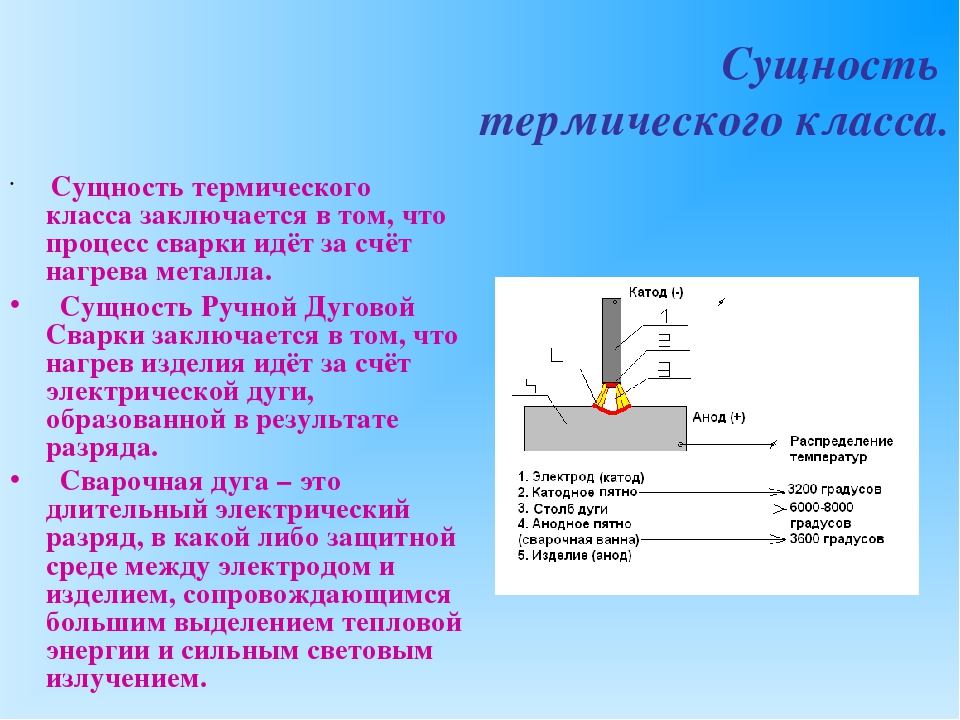
Аппараты серий МАСТЕР, также предусматривает режим импульсной высокочастотной сварки для работы с тонким металлом.
Главные преимущества сварочных аппаратов TIG:
— компактный и надежный аппарат, удобный в работе;
— плавная регулировка тока;
— режим импульсной сварки, плавная регулировка заварки кратера, продувка газом после сварки;
— возможность сварки двухтактным способом (короткие швы) 2Т и четырехтактным (длинные швы) 4Т;
— защита от перегрева, автозащита от перепадов напряжения и тока;
— аппарат надежен в работе, удобен в эксплуатации и обслуживании.
Рекомендуемая область применения.
Строительно-монтажные организации, применяющие сварочные работы с высокими техническими показателями сварных швов. Сварочное производство с широкой номенклатурой выпускаемых изделий. Выездные ремонтные группы.
Время последней модификации 1385030138
Описание основных функций современных сварочных аппаратов MMA
Регулировка тока сварки. Основной обязательной функцией любого аппарата для ручной дуговой сварки является регулировка сварочного тока. Ток сварки выбирается сварщиком в зависимости от толщины свариваемого металла и толщины применяемого электрода. Рекомендуемые значения тока для различных режимов сварки приведены в таблице:
Основной обязательной функцией любого аппарата для ручной дуговой сварки является регулировка сварочного тока. Ток сварки выбирается сварщиком в зависимости от толщины свариваемого металла и толщины применяемого электрода. Рекомендуемые значения тока для различных режимов сварки приведены в таблице:| Толщина металла, мм | 2 | 3 | 4-5 | 4-5 | 5-10 | 5-10 |
| Диаметр электрода, мм | 2 | 3 | 3 | 4 | 4 | 5 |
| Сила сварочного тока, А | 40-80 | 80-120 | 100-150 | 160-200 | 180-230 | 200 и более |
Кроме того, на выбор сварочного тока влияет множество других факторов – материал свариваемых деталей, температура окружающего воздуха, скорость проходки сварочного шва, положение шва в пространстве. Поэтому данные в таблице являются ориентировочными, ток сварки подбирается сварщиком в соответствии с реальными условиями и исходя из личного опыта.
Поэтому данные в таблице являются ориентировочными, ток сварки подбирается сварщиком в соответствии с реальными условиями и исходя из личного опыта.
Стабилизация сварочного тока. Данная функция позволяет менять наклон внешней характеристики источника сварочной дуги. На практике это устанавливает зависимость тока сварки от длины сварочной дуги. Данный показатель называют еще «эластичностью» дуги. Регулятором устанавливается либо крутопадающая внешняя характеристика – то есть ток сварки стабилизируется на заданном уровне независимо от длины дуги (высокая эластичность), либо пологопадающая внешняя характеристика – то есть при растяжении сварочной дуги ток сварки уменьшается, а при приближении электрода к свариваемой детали – увеличивается (низкая эластичность). Положение регулятора выбирается сварщиком исходя из практического опыта.
Форсаж дуги (ARC FORCE). Форсаж дуги – быстрое кратковременное увеличение сварочного тока в момент отрыва капли металла от электрода, что ускоряет отрыв капли и позволяет избежать перемыкания дугового промежутка и обрыва дуги. Иногда имеется возможность плавной регулировки степени увеличения тока или полного отключения данной функции.
Иногда имеется возможность плавной регулировки степени увеличения тока или полного отключения данной функции.
Антизалипание (ANTI STICK). Во время поджига сварочной дуги, а также при сварке короткой дугой нередко происходит залипание электрода на изделии, в результате чего происходит его перегрев и осыпание обмазки, что делает электрод непригодным к использованию. Инвертор, оснащенный функцией «ANTI STICK», производит автоматическое снижение сварочного тока при длительном (более 1 с) залипании электрода, что предотвращает его нагрев. В дальнейшем, после отрыва залипшего электрода, инвертор возобновляет установленные параметры сварки.
Горячий старт (HOT START). Горячий старт – кратковременное (0,2…0,5 с) увеличение сварочного тока при касании электродом металла в момент зажигания дуги. Функция ускоряет первоначальный нагрев кончика электрода и испарение обмазки при начале сварки, что позволяет быстро создать газовую атмосферу в зоне сварки и обеспечивает более уверенное зажигание дуги. Особенно актуальна при сварке на малых токах. Иногда имеется возможность регулировки степени повышения тока или полного отключения функции.
Особенно актуальна при сварке на малых токах. Иногда имеется возможность регулировки степени повышения тока или полного отключения функции.
Функция VRD. Встроенная система снижения напряжения холостого хода – предназначена для обеспечения безопасности при проведении сварочных работ в помещениях с повышенной опасностью. Инвертор, оснащенный функцией VRD, снижает напряжение на выходных клеммах аппарата при работе на холостом ходу до уровня 9…12 В и автоматически увеличивает его до оптимального значения (50…70 В) при попытке начать сварку.
Прибор контроля сварочного тока. В отдельных случаях, например при сварке ответственных строительных конструкций, сварке трубопроводов, сварщик должен строго контролировать сварочный ток в соответствии с установленными технологическими требованиями. Для этих целей некоторые сварочные аппараты оборудованы прибором контроля сварочного тока – амперметром.
Мы предлагаем Вам широкий выбор аппаратов для ручной дуговой сварки MMA (ARC), оснащенные вышеописанными функциями.
 Посмотреть аппараты, Вы можете по этой ссылке—>
Посмотреть аппараты, Вы можете по этой ссылке—>Аппараты для ручной дуговой сварки ММА
При ручной дуговой сварке ММА все действия, поджиг электрода и ведение дуги для формирования сварного шва, выполняются вручную.
Суть ММА-сварки состоит в источнике сварочного тока, подключенного к сети. От сварочного аппарата отходят два кабеля разной полярности, один из которых крепится к изделию, а во второй, оснащенный держателем, устанавливается покрытый электрод.
Во время замыкания цепи возникает дуга и происходит плавление кромок соединяемых деталей и самого электрода. При этом сгорает обмазка электрода, образуя газовое облако, которое защищает сварочную ванну от воздействия кислорода. После кристаллизации на поверхности шва остается слой шлака, который легко сбивается молотком.
Виды сварочных аппаратов для ручной дуговой сварки
Есть три вида устройств для ММА-сварки:
- Инвертор
- Выпрямитель
- Трансформатор
Наиболее популярный вид сварочного аппарата. Заключает в себе компактные размеры и широкий функционал. Может подключаться как к 220В, так и к 380В. Есть универсальные модели инверторов, которые переключаются на режим MIG/MAG и TIG-сварки.
Подходит для сварочных работ в промышленных объемах. Чаще эти аппараты подключаются к сети 380В. За счет высокого качества получаемых сварных швов выпрямители используют для сварки ответственных конструкций. Однако, они громоздки, поэтому в основном их используют стационарно.
Главным отличием этих аппаратов является простота конструкции. Трансформаторы работают как от 220В, так и от 380В. Эти устройства часто используют для сварки неответственных изделий из-за того, что их работа происходит на переменном токе.
Преимущества аппаратов ручной дуговой сварки
К преимуществам можно отнести:
- доступная цена оборудования для ручной сварки;
- можно проводить сварку при любом положении в пространстве;
- позволяет сваривать нержавейку, высокоуглеродистую и обычную сталь;
- широкий диапазон температур для проведения сварочных работ;
- возможность работы в труднодоступных местах коротким электродом.

Как правильно выбрать аппарат для ручной дуговой сварки
На выбор аппарата влияют следующие параметры:
- Напряжение:
- аппараты на 220В: доступна сварка заготовок, толщиной не более 10 мм;
- аппараты на 220 и 380В: доступна сварка заготовок, толщиной не более 20 мм;
- аппараты на 380В и выше: позволяют сваривать заготовки, толщиной от 10 до 50 мм.
От этой величины зависит глубина проплавления металла. Если приобрести аппарат без запаса по силе тока, то металл от расплавленного электрода будет оставаться на поверхности заготовки, что приведет к низкому качеству сварного шва.
Способность оборудования непрерывно работать в 10-ти минутном интервале времени при определенной толщине электрода с заданной при этом мощностью тока. Для разъяснения возьмем ПВ 80%. Это означает, что аппарат 8 минут сможет работать не достигнув перегрева и 2 минуты после этого должен отдохнуть.
Чем больше величина холостого хода, тем легче поджечь электрод и получить электрическую дугу.
Этот параметр влияет на толщину проводки питающей сети.
В характеристиках на устройство указана защищенность корпуса от попадания твердых частиц и воды (IP).
Включает в себя вентилятор и перфорированный корпус. В случае перегрева защита отключит аппарат до полного остывания.
Этот показатель нужен тем, кто выполняет сварочные работы на открытом воздухе.
Опции: V.R.D. (снижает ток холостого хода), Antistick, Hot Start, Arc Force.
Доставка и заказ
Сварочный аппарат для ручной дуговой сварки можно купить в магазине “Все для сварки” по самым доступным ценам в Санкт-Петербурге. Наш магазин доставляет в любой регион/город РФ. Если вы не уверены в правильности выбора или не знаете, что подобрать, то непременно звоните нам. Наши менеджеры оперативно помогут и подберут для оптимальный вариант продукции.
Техника ручной дуговой сварки MMA – ООО «ЦСК»
Главная|Энциклопедия сварки|Т|Техника ручной дуговой сварки MMAВыбор режима ручной дуговой сваркиРежим сварки — это совокупность контролируемых параметров, определяющих условия сварки. Параметры режима сварки подразделяют на основные и дополнительные.
| Основные параметры | Дополнительные параметры |
| — диаметр электрода; — величина, род и полярность тока; — напряжение на дуге; — скорость сварки; — число проходов. |
— величина вылета электрода; — состав и толщина покрытий электрода; — положение электрода; — положение изделия при сварке. |
Диаметр электрода выбирают в зависимости от толщины металла, катета шва, положения шва в пространстве.
Сила тока в основном зависит от диаметра электрода, но также от длины его рабочей части, состава покрытия, положения сварки. Однако при чрезмерном токе для данного диаметра электрода электрод быстро перегревается выше допустимого предела, что приводит к снижению качества шва и повышенному разбрызгиванию. При недостаточном токе дуга неустойчива, часто обрывается, в шве могут быть непровары.
Сварку швов в вертикально и потолочном положениях выполняют, как правило, электродами диаметром не более 4 мм. При этом сила тока должна быть на 10-20% ниже, чем для сварки в нижнем положении. Напряжение дуги изменяется в сравнительно узких пределах 16-30 В.
Техника сваркиДуга может возбуждатьоя двумя приемами: касанием впритык и отводом перпендикулярно вверх или чирканием электродом, как спичкой. Второй способ удобнее, но неприемлем в узких и неудобных местах.
Длина дуги оказывает существенное влияние на качество сварного шва и его геометрическую форму. Длинная дуга способствует более интенсивному окислению и азотированию расплавляемого металла, увеличивает разбрызгивание, а при сварке электродами основного типа приводит к пористости металла.
Длинная дуга способствует более интенсивному окислению и азотированию расплавляемого металла, увеличивает разбрызгивание, а при сварке электродами основного типа приводит к пористости металла.
В процессе ручной дуговой сварки электроду сообщается движение в трех направлениях:
1. Поступательное движение по направлению оси электрода. Этим движением поддерживается постоянная, в известных пределах, длина дуги в зависимости от скорости плавления электрода.
2. Перемещение электрода вдоль оси валика для образования шва. Скорость этого движения устанавливается в зависимости от тока, диаметра электрода, скорости его плавления, вида шва и других факторов.
3. Перемещение электрода поперек шва для получения шва шире, чем ниточный валик, так называемого уширенного валика.
Для повышения работоспособности сварных конструкций, уменьшения внутренних напряжений и деформаций большое значение имеет порядок заполнения швов. Под порядком заполнения шва понимают как порядок заполнения разделки шва по поперечному сечению, так и последовательность сварки по длине шва.
Под порядком заполнения шва понимают как порядок заполнения разделки шва по поперечному сечению, так и последовательность сварки по длине шва.
По протяженности все швы условно можно разделить на три группы:
| Шов | короткий | средний | длинный |
| Протяженность, мм | <300 | 300–1000 | >1000 |
| Способ сварки | сварка от начала шва до его конца | сварка от середины к концам или обратно-ступенчатым методом | от середины к краям (обратноступенчатым способом) или вразброс |
В зависимости от протяженности шва, материала и требований к точности и качеству сварных соединений сварка таких швов может выполняться различно. При обратноступенчатом методе весь шов разбивается на небольшие участки длиной по 150–200 мм, на каждом участке сварку ведут в направлении, обратном общему направлению сварки. Длина участков обычно равна от 100 до 350 мм.
В зависимости от количества проходов (слоев), необходимых для выполнения проектного сечения шва, различают однопроходный (однослойный) и многопроходный (многослойный) швы. С точки зрения производительности наиболее целесообразными являются однопроходные швы, которые обычно применяют при сварке металла небольших толщин (до 8–10 мм) с предварительной разделкой кромок. Сварку соединений ответственных конструкций большой толщины (свыше 20–25 мм), когда появляются объемные напряжения и возрастает опасность образования трещин, выполняют с применением специальных приемов заполнения швов «горкой» или «каскадным» методом.
При сварке «горкой» сначала в разделку кромок наплавляют первый слой небольшой длины 200–300 мм, затем – второй слой, перекрывающий первый и имеющий примерно в два раза большую длину. Третий слой перекрывает второй и длиннее его на 200–300 мм. Так наплавляют слои до тех пор, пока на небольшом участке над первым слоем разделка не будет заполнена. Затем от этой «горки» сварку ведут в разные стороны короткими швами тем же способом. Таким образом, зона сварки все время находится в горячем состоянии, что предупреждает появление трещин. «Каскадный» метод является разновидностью горки. Соединения под сварку собирают в приспособлениях, чаще всего с прихватками.
Затем от этой «горки» сварку ведут в разные стороны короткими швами тем же способом. Таким образом, зона сварки все время находится в горячем состоянии, что предупреждает появление трещин. «Каскадный» метод является разновидностью горки. Соединения под сварку собирают в приспособлениях, чаще всего с прихватками.
Сварочная дуга зажигается после короткого замыкания сварочной цепи, в момент отрыва электрода от изделия. Возбуждение дуги можно производить двумя способами: впритык и чирканьем.
| Касание | Чирканье |
| Сварщик концом электрода прикасается к изделию (основному металлу), а затем отводит его на небольшое расстояние (2–4 мм) | сварщик проводит (чиркает) по поверхности основного металла концом электрода и отводит его на небольшое расстояние (2сварщик проводит (чиркает) по поверхности основного металла концом электрода и отводит его на небольшое расстояние (2–4 мм) |
В том и другом случае приближение электрода к изделию производится быстро, а отвод электрода – медленно. До момента образования дуги электросварщик должен закрыть лицо щитком или маской.
До момента образования дуги электросварщик должен закрыть лицо щитком или маской.
Если дуга с первого раза не возбуждается, необходимо повторить приемы ее зажигания. Длительное прикосновение электрода к изделию вызывает его прилипание (приваривание). В этом случае отделить электрод необходимо быстрым отламывающим движением.
Манипулирование электродомВ процессе сварки электросварщик сообщает концу электрода движение одновременно в трех направлениях:
1. Поступательное движение вниз по оси электрода для поддержания необходимой длины дуги.
Чтобы дуга горела устойчиво (стабильно), необходимо поддерживать постоянство ее длины. Длина дуги оказывает большое влияние на качество и формирование сварного шва. Сварку рекомендуется вести короткой дугой. При короткой дуге обеспечивается большая глубина проплавления и лучшая защита расплавленного металла от окружающей атмосферы, т. е. гарантируется высокое качество металла шва.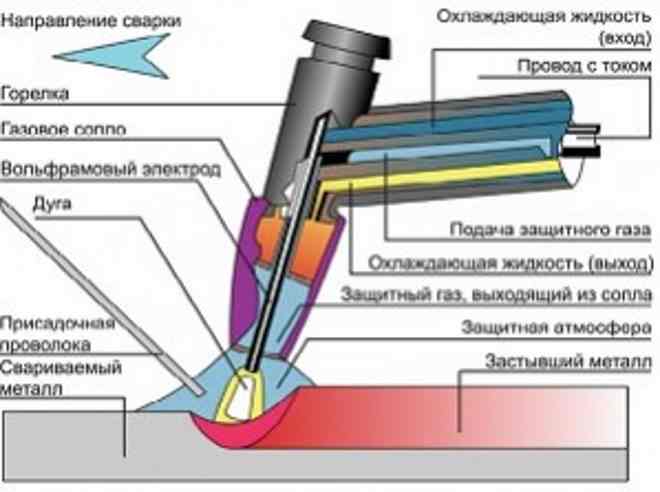 При сварке длинной дугой повышается разбрызгивание металла, сварной шов оказывается насыщенным газами, повышается его пористость.
При сварке длинной дугой повышается разбрызгивание металла, сварной шов оказывается насыщенным газами, повышается его пористость.
Ориентировочно длина дуги должна быть в пределах 0,5–1,0 диаметра электрода. Дуга, превышающая диаметр электрода, считается длинной. Длинная дуга горит неустойчиво и может самопроизвольно обрываться. Для обеспечения высокого качества шва сварщик должен непрерывно поддерживать короткую дугу постоянной длины. Техника сварки на короткой дуге сложнее, требует высокой квалификации сварщика и специальных навыков.
2. Движение в направлении сварки вдоль оси шва.
Скорость движения электрода вдоль шва определяется режимом сварки (диаметр электрода, величина тока), типом сварного соединения и пространственным положением сварки. Правильно выбранная скорость перемещения электрода обеспечивает правильное формирование и качество сварного шва. Недостаточная скорость перемещения электрода приводит к перегреву и прожогу (сквозное проплавление) металла. Чрезмерная скорость перемещения электрода уменьшает глубину проплавления и приводит к непровару.
Сварной шов, образованный в результате первого и второго движения электрода, называется «ниточным». При правильно выбранной скорости перемещения электрода вдоль шва ширина «ниточного» шва (валика) получается не более 1,5 диаметра электрода. Такой шов находит применение при сварке тонкого металла, при проваре корня шва, при сварке в потолочном положении.
3. Колебательное движение, концом электрода поперек шва.
Применяется для получения шва нужной ширины и равномерного расплавления свариваемых кромок. Поперечные колебания концом электрода обеспечивают лучшие прогрев и проплавление кромок основного металла и замедляют остывание сварочной ванны. В процессе колебательных движений середину пути проходят быстро, замедляя движение в крайних точках. Траектория поперечных колебательных движений концом электрода определяется размерами сварного шва, формой подготовки кромок под сварку, пространственным положением сварки, индивидуальными навыками электросварщикам. Ширина шва (валика) не должна превышать трех диаметров электрода, при большей ширине возможно образование дефектов в сварном шве.
Сложность овладения навыком ручной сварки покрытыми электродами состоит в том, что в процессе одновременного движения концом электрода в трех направлениях электросварщик должен поддерживать короткую дугу постоянной длины. Только это условие обеспечит устойчивое горение дуги, глубокий провар, хорошую защиту расплавленного металла от окружающей атмосферы, малое разбрызгивание, хорошее формирование шва и высокое качество сварки.
На процесс формирования сварного шва существенное влияние оказывает угол наклона электрода относительно направления сварки.
Сварку можно вести вертикально расположенным электродом или при его наклоне под углом 70—80°. При таких положениях электрода капли электродного металла, перемещающиеся при плавлении электрода в направлении его оси, полностью попадают в сварочную ванну. Различают сварку с наклоном электрода относительно направления сварки углом вперед и углом назад. Изменяя наклон электрода, сварщик может регулировать глубину провара, ширину шва и способствовать лучшему формированию валика шва.
| Направление | Глубина проплавления (провара) | Ширина шва | Обоснование |
| углом вперед | уменьшается (<) | увеличивается (>) | снижение давления столба дуги на поверхность расплавленного металла, т.к. расплавленный металл затекает под столб дуги |
| углом назад | увеличивается (>) | уменьшается (<) | интенсивное вытеснение расплавленного металла из-под столба дуги |
Mma сварка Алюминия
|
ММА — Manual Metal Arc расшифруем это дословно и получим: Инструкция Металл Дуга — что означает Режим дуговой сварки или просто дуговая сварка. Для того, чтобы разобраться с термином Mma сварка, нужно иметь хотя бы общие понятия о том, что это вообще такое. Говоря простым языком, это сварка в ручном режиме, которая производится покрытым электродом. Этот режим, как правило, используется для того, чтобы сварить между собой детали, толщина которых будет составлять порядка 4 мм. Но, несмотря на все прелести данного режима, у него есть существенные недостатки:
Кроме того, к недостаткам еще можно отнести и тот момент, что дуга будет достаточно обильно разбрызгиваться, а вот очистить шов от шлаков станет просто нереально, ведь качество очистки при этом режиме- очень низкое. Для того, чтобы сварить алюминий и сплавы используют электроды с покрытием. Существуют специальные электроды, приобрести которые можно в специализированных магазинах и на сегодняшний день наиболее популярными считаются электроды ОЗАНА и УАНА. Используя именно эти электроды, сварщику будет под силу соединить между собой практически любые сплавы алюминия. Для того, чтобы не допустить ошибок, нужно иметь четкое разграничение между электродами: для того, чтобы сварить чистый алюминий, нужно выбрать ОЗАНА- 1, а вот ОЗАНА-2 великолепно подойдет для сваривания сплавов. Кроме того, нужно применять и ток обратной полярности- если быть точнее, то 25-30 ампер на 1 мм электрода в диаметре. Как сделать шов качественным? Для того, чтобы у вас в результате получился качественный шов, нужно предварительно прогреть зону работы. Прогревание осуществляется до 400 градусов. Если использовать небольшой сварочный ток, то хорошо прогретый а также медленно остывающий шов будет гарантией того, что металл идеально проплавится. Более того, такая технология сделает шаг к тому, чтобы не появились трещины, которые обычно появляются как следствие кристаллизации поверхности. Деформация поверхности также будет уменьшена. Помните также и о том, что, если вам предстоит соединить между собой детали более крупные, то прогревание должно быть локальным. Обратите внимание на тот момент, что покрытые электроды будут плавиться значительно быстрее, поэтому и при выполнении работ понадобится некоторая скорость, что может оказаться невыполнимой задачей для неопытного специалиста. Более того, если сварочная дуга оборвется, то на ее конце будет образована корка, которая не так просто разжигается снова. Именно поэтому, специалист при сваривании должен обеспечить непрерывный режим для каждого отдельно электрода. После того, как работа достигнет конца, нужно обязательно удалить шлак, сам шов промыть горячей водой, а также, используя металлическую щетку, обработать его. Подведем итог и скажем о том, что среди обычных полуавтоматов, отлично подойдет полуавтомат, который будет работать в режиме Mma. Такой вариант отлично подойдет и для новичков, но нужно будет рационально использовать собственные знания и полученный опыт, чтобы качественно сварить алюминий.
|
Импульсный инверторный сварочный аппарат TIG, Сварочный аппарат IGBT_Zhejiang Linlong Welding Equipment Co., Ltd.
Основные параметры
Применимый источник питания: однофазный
Номинальное входное напряжение: 110 В / 220 В
Номинальная входная мощность: 2,2–6,1 кВт
Номинальный входной ток: 20,2–33,8 А
Напряжение холостого хода: 56 В Класс защиты
: IP23
Класс изоляции: H
Система охлаждения: Принудительное воздушное охлаждение
Наш инверторный аппарат для импульсной сварки TIG спроектирован и изготовлен с учетом высокой прочности.Разработанный с инновационной и интуитивно понятной цифровой панелью управления, он также отличается простотой управления. Он широко используется для сварки различных металлов, включая углеродистую сталь, нержавеющую сталь, легированную сталь, медь, титан и т. Д.
Кроме того, сварочный аппарат IGBT может периодически генерировать импульсные дуги, что значительно снижает деформацию заготовки во время процесса сварки. Таким образом, сварочный аппарат TIG может применяться в сложных ситуациях, когда требуется высокое качество сварки.Он особенно подходит для сварки тонких металлических листов.
Характеристики- Наш аппарат для дуговой сварки AC / DC PGD может работать в различных режимах: MMA, HF TIG и Lift-TIG.
- Оператор может переключаться между режимами 2T и 4T по мере необходимости. Режим 2T подходит для сварки короткими швами, а режим 4T больше подходит для сварки длинных швов.
- Инновационная цифровая панель управления разработана с меньшим количеством кнопок управления, что обеспечивает более интуитивное и надежное цифровое отображение сварочного тока, что еще больше упрощает работу.
- Для зажигания дуги применяется высокая частота и высокое напряжение, что обеспечивает быструю динамическую реакцию, легкость зажигания дуги, стабильную и надежную дугу и небольшое количество сварочных брызг.
- Аппарат импульсной сварки также отличается разумной конструкцией, небольшими размерами и малым весом. Ручка сверху позволяет легко переносить сварочный аппарат.
| Модель | TIG200PGD-110 | TIG200PGD-220 | ||
| Номинальное входное напряжение | 1P ~ 110 В | 1P ~ 220 В | ||
| Частота | 50/60 Гц | 50/60 Гц | ||
| Сварочный режим | ММА | TIG | ММА | TIG |
| Номинальная входная мощность | 3.7 кВт | 2.2 кВт | 6.1 кВт | 4,5 кВт |
| Номинальный входной ток | 33,8А | 20,2А | 27,8А | 20,5 А |
| Рабочий цикл (40 ° C 10 мин) | 40% 120A, 100% 76A | 40% 180A, 100% 114A | 40% 200A, 100% 126A | |
| Напряжение холостого хода | 56 В | 56 В | ||
| Диапазон номинального выходного тока | 20-120А | 5-120А | 20-180A | 5-200А |
| КПД | Более 80% | Более 80% | ||
| Коэффициент мощности | 0.73 | 0,73 | ||
| Н.З. | 15,0 кг | 15,0 кг | ||
| G.W. | 18,0 кг | 18,0 кг | ||
| Размер упаковки | 490 × 245 × 450 мм | 490 × 245 × 450 мм | ||
Индивидуальная настройка
Внешний вид, сварочный ток, инструкции по эксплуатации и упаковка нашего сварочного аппарата TIG могут быть изменены в соответствии с требованиями заказчика.
AccuPocket
1. Применимость
1.1 Все поставки и другие услуги, осуществляемые нами, и все платежи, производимые нам, регулируются исключительно настоящими Условиями поставки и оплаты. В той мере, в какой применимые положения могут быть сочтены отсутствующими, Общие условия поставки австрийской электротехнической и электронной промышленности будут применяться второстепенным образом; во всем остальном применяются австрийские законы и постановления.Если какие-либо коммерческие условия Заказчика расходятся с настоящими Общими условиями доставки и оплаты, мы будем связаны такими расходящимися условиями только в том случае, если мы явным образом признаем это в письме или по факсу.
1.2 Принимая поставку товаров и / или услуг, Заказчик подтверждает исключительную применимость наших Условий поставки и оплаты.
2. Предложения
2.1 Наши предложения не связаны с обязательствами и могут быть изменены, если в предложении явно не упоминается период взаимодействия.Документы, относящиеся к нашим предложениям, такие как чертежи, иллюстрации, образцы и образцы, а также данные о размерах, весе, характеристиках и потреблении, содержат или сами представляют собой только приблизительные данные и не считаются специально согласованными характеристиками, если не указано иное. Мы оставляем за собой право вносить изменения по техническим причинам.
2.2 Мы сохраняем за собой права собственности и авторские права на все сметы расходов, чертежи и другие документы; они не могут быть переданы какой-либо третьей стороне или использоваться в целях какой-либо третьей стороны.
3. Прием заказа; дополнительные соглашения
Принятие заказа и любых обязательств или дополнительных соглашений, заключенных нашими сотрудниками, а также поправок и изменений любого рода не будет иметь для нас обязательной силы до тех пор, пока мы не отправим письменное подтверждение письмом, телефаксом или электронной почтой.
4. Цена и условия оплаты; зачет
4.1 Цены всегда являются прейскурантными ценами, действующими на дату поставки. Это цены франко-завод (EXW) без упаковки, страховки, погрузки на заводе и налога на добавленную стоимость; упаковка не возвращается.
4.2 Платежи должны производиться наличными нетто, без каких-либо вычетов и бесплатно, в течение 30 дней с даты выставления счета. Мы сами решаем, какие претензии или частичные претензии Заказчика могут быть компенсированы такими платежами.
4.3 Если какие-либо изменения в исполнении заказа вызваны обстоятельствами, при которых риск несет Заказчик, то последний несет все дополнительные расходы, связанные с этим.
4.4. Если срок платежа превышен, мы имеем право взимать пеню по ставке на десять процентных пунктов выше применимой базовой ставки, объявленной Национальным банком Австрии, плюс расходы на взыскание, такие суммы составляют не менее 12% p .а. общей претензии. Это не наносит ущерба каким-либо дальнейшим последствиям невыплаты платежа.
4.5. Недопустимо, чтобы Заказчик удерживал платежи или зачитывал их в счет встречных требований, которые мы оспариваем.
4.6 Если Заказчик предъявляет претензии к нам самим, мы имеем право в любое время компенсировать их наши собственные претензии к Заказчику.
4.7 За услуги, выполняемые в соответствии с контрактами на работы и материалы (установка, ремонт, техническое обслуживание и другие подобные работы), мы будем взимать почасовые ставки и цены на материалы, действующие на момент завершения, плюс наши применимые доплаты за любую сверхурочную работу, ночные- время, работа в воскресенье и праздничные дни; Время в пути и время ожидания считается рабочим временем.Командировочные расходы, а также суточные и ночевки будут выставляться отдельно.
5. Производительность, доставка и дефолт
5.1 Срок поставки начинается с отправки письма с подтверждением заказа по почте, а срок выполнения работ по установке, техническому обслуживанию или ремонту начинается с момента передачи оборудования. Однако ни в коем случае срок поставки или исполнения не должен начинаться раньше, чем через 14 дней после того, как Сторона-заказчик предоставила нам документы (например,грамм. инженерные чертежи, планы и т. д.), разрешения или согласования, за закупку которых он несет ответственность, или после внесения согласованной предоплаты. Срок поставки или выполнения считается соблюденным, если мы уведомили Заказчика до этого срока о нашей готовности доставить или выполнить; в случаях, когда специальное соглашение обязывает нас к отправке или доставке, крайний срок поставки или исполнения считается соблюденным, если объект поставки или исполнения покинул наш завод до этого крайнего срока.
5.2 Сроки поставки или выполнения продлеваются на время любых непредвиденных препятствий, лежащих за пределами нашей сферы влияния, таких как остановки, серьезные перебои в работе персонала, незаконные забастовки, задержки в поставках основного сырья или компонентов или тому подобное, а также по причине обстоятельства, при которых риск несет Заказчик, в той степени, в которой эти препятствия и / или обстоятельства имеют существенное значение для несоблюдения срока. Препятствия и / или обстоятельства такого рода также отменяют последствия неисполнения обязательств, за которые мы в противном случае несли бы ответственность, на время таких препятствий; любые договорные обязательства по штрафам, которые могли быть согласованы для конкретных случаев, полностью перестают применяться.Необходимо немедленно уведомить о начале и конце таких препятствий. Мы имеем право расторгнуть договор полностью или частично, если возникнут такие препятствия. В этом случае, если Заказчик не докажет грубую халатность с нашей стороны, претензии Заказчика о возмещении убытков неприемлемы.
5.3. Если согласованные сроки поставки или исполнения или сроки, которые были продлены в соответствии с 5.2 выше, превышены более чем на четыре недели, Заказчик имеет право расторгнуть договор, предоставив нам как минимум 14 дней дополнительного времени. уведомлением, направленным нам заказным письмом.Если Заказчик не докажет грубую халатность с нашей стороны, претензии Заказчика о возмещении убытков в этом случае неприемлемы.
5.4 Если Заказчик несет убытки из-за задержки, за которую мы несем ответственность, то она имеет право на компенсацию в размере 0,5% за всю неделю — максимум до 5% — от стоимости этой части поставки. которые не могут быть использованы вовремя или по прямому назначению в результате задержки. По остальным услугам компенсация составляет 5% от вознаграждения.Любые требования о возмещении убытков, выходящие за рамки вышеуказанного, являются неприемлемыми, как и требования о возмещении убытков в результате задержек со стороны наших поставщиков, если с нашей стороны не будет доказана грубая небрежность.
5.5 В случаях, когда мы взяли на себя обязательство осуществить отгрузку, способ и маршрут отгрузки должны быть решены нами. Товары всегда отправляются на риск и за счет Заказчика. Мы несем ответственность за ущерб только в том случае, если с нашей стороны будет доказана грубая небрежность. Страхование транспорта / поломки осуществляется только по заказу и за счет Заказчика.
5.6 Мы имеем право осуществлять частичные поставки.
5.7 Соблюдение нами срока поставки зависит от выполнения Заказчиком своих договорных обязательств по всем незавершенным, еще не завершенным бизнес-операциям.
5.8 Если доставка задерживается из-за обстоятельств, при которых риск несет Заказчик, то последняя несет все связанные с этим дополнительные расходы, такие как расходы на хранение на нашем заводе, но с минимальной ежемесячной платой в размере 0.5% от суммы счета. В таком случае мы также имеем право предоставить Заказчику льготный период продолжительностью не более 14 дней, и, если этот период истечет безрезультатно, мы будем иметь право, по нашему собственному усмотрению, принять альтернативные меры в отношении предмет (ы), который должен быть доставлен и осуществить доставку Заказчику в течение достаточно продленного периода времени, или для расторжения контракта и требования возмещения убытков за нарушение контракта. В последнем случае мы имеем право, без необходимости предоставления каких-либо конкретных доказательств, потребовать 10% вознаграждения за предполагаемую доставку в качестве компенсации.При наличии соответствующих доказательств мы также можем потребовать компенсацию за любой ущерб, превышающий эту сумму.
5.9 В случае товаров, заказанных по вызову или заказанных для производства без инструкций по отгрузке, доставка должна быть осуществлена в течение трех месяцев. Если этот срок не использовался, то аналогично применяется 5.8.
5.10 Для услуг, выполняемых в соответствии с контрактами на работы и материалы (4.7), Заказчик должен предоставить нам необходимое оборудование и вспомогательные материалы (например,грамм. лебедки, рельсы, электричество и т. д.) своевременно и бесплатно, даже если установка включена в цену (4.1) или если для этого была согласована фиксированная цена. Любые работы, которые должны быть выполнены Заказчиком перед установкой, например, строительные работы должны быть завершены до прибытия наших специалистов по установке. Кроме того, Заказчик должен принять все меры предосторожности, необходимые для защиты людей и имущества. Мы не несем ответственности за вспомогательный персонал, оборудование и вспомогательные материалы, которые могут быть переданы в наше распоряжение, если с нашей стороны не будет доказана грубая небрежность.
6. Переход риска
6.1 Риск переходит к Заказчику, как только предметы, которые должны быть доставлены, или предметы, с которыми мы выполняли техническое обслуживание, ремонт или другие работы, покинули наш завод. То же самое относится и к частичным поставкам, или в случаях, когда мы обязуемся нести расходы по доставке или выполнять доставку, настройку, сборку, установку или другие аналогичные услуги. Если техническое обслуживание, ремонт или другие работы выполняются на территории Заказчика, то риск переходит к нему, как только он получит уведомление о завершении рассматриваемых работ.
6.2. Если есть какая-либо задержка в отправке или доставке посылки по причинам, за которые мы не несем ответственности, риск переходит к Заказчику, как только она получает уведомление о том, что груз готов к отправке.
7. Сохранение права собственности; аннулирование
7.1 Мы сохраняем право собственности на поставленные товары до тех пор, пока наши претензии по закупочной цене и все другие претензии, которые мы имеем — на любых юридических основаниях — против Заказчика, не будут урегулированы в полном объеме.
7.2 Заказчику разрешается перепродавать доставленный товар — даже если он был присоединен к другим товарам или подвергался переработке — только в ходе обычных деловых операций его компании. Однако это разрешение не допускается, если возникающие в результате претензии переуступаются третьим сторонам или являются предметом запрета на переуступку, или если Сторона-заказчик является неплатежеспособной или не выполняет свои договорные обязательства. Заказчику не разрешается никакое иное распоряжение.В случае задержания, конфискации или другого распоряжения третьими лицами Заказчик должен немедленно уведомить нас об этом. Наши юридические расходы, связанные с обеспечением соблюдения нашего права собственности, несет Заказчик.
7.3 Заказчик передает нам уже сейчас свои претензии и другие права, связанные с перепродажей, сдачей в аренду или сдачей в аренду доставленного товара, даже если последний был объединен с другими товарами или подвергся обработке; Заказчик должен сделать запись об этом в своих бухгалтерских книгах.Если доставленный товар продан или передан в руки третьей стороне для использования такой стороной вместе с другими предметами (независимо от того, был ли он присоединен к каким-либо таким предметам или подвергался обработке), то требование по дебиторской задолженности должно быть только переуступается в размере покупной цены, причитающейся нам. Это не наносит ущерба дальнейшим претензиям о возмещении ущерба.
7.4 Заказчик имеет право собирать претензии и отстаивать другие права только в том случае, если она выполнила свои платежные обязательства перед нами и не является неплатежеспособной.7.5 Если Заказчик будет действовать вопреки условиям контракта — в частности, будучи просроченным с платежом или любыми другими договорными обязательствами, и / или будучи неплатежеспособным — мы имеем право, по нашему собственному усмотрению, прекратить договор без предоставления льготного периода или, оставив договор в силе, забрать доставленный товар или запретить его использование. Мы также будем иметь право продать изъятый товар на открытом рынке; после вычета комиссии за обработку в размере 10% от полученной таким образом выручки оставшаяся сумма будет вычтена из общей суммы наших неурегулированных требований к Заказчику.В ожидании возврата товара в случае расторжения договора мы взимаем с Заказчика плату за использование в размере 5% от первоначальной стоимости товара, если только фактическое уменьшение его стоимости не станет еще большим.
8. Гарантия
8.1 Мы не даем никаких гарантий в отношении обычных отклонений по размеру, весу или качеству (или допускаемым стандартами ÖNORM, EN или DIN), а также не даем никаких гарантий относительно информации, предоставленной относительно пригодности товара (ов), который будет доставлен для этой цели. предусмотренных Заказчиком, или для любой другой конкретной цели.
8.2 Несмотря на то, что мы гарантируем правильность наших инструкций по обработке, руководств пользователя / эксплуатации и консультационных услуг для клиентов, соблюдение законодательных или других нормативных требований при использовании поставляемых изделий, а также тестирование этих изделий для предусмотренных целей остается исключительной ответственностью Заказчик. Мы несем ответственность за любые инструкции, отличающиеся от наших письменных инструкций по обработке и руководств по эксплуатации / эксплуатации, только если мы заранее явным образом подтвердили эти отклонения Стороне-заказчику в письменной форме, письмом, телефаксом или электронной почтой.
8.3 Поставленные товары или услуги должны быть проверены Заказчиком сразу после их доставки. О любых дефектах необходимо сообщать нам сразу же после их обнаружения в письменном уведомлении, отправленном письмом, телефаксом или по электронной почте, с указанием номера и даты уведомления о подтверждении заказа, накладной или счета-фактуры, а также серийного номера и комиссии. числа. Если Заказчик не направит это немедленное уведомление, он больше не может предъявлять какие-либо гарантийные претензии или требования о возмещении ущерба из-за самого дефекта или какого-либо неправильного представления о том, была ли поставка или услуга свободна от дефектов.В уведомлении должно быть указано, какие поставленные товары или предоставленные услуги затронуты дефектами, в чем заключаются дефекты в деталях и при каких сопутствующих обстоятельствах эти дефекты возникли. Необходимо точно описать каждый дефект. Любые расходы, которые мы понесем в результате необоснованных уведомлений или уведомлений, которые иным образом расходятся с условиями использования, должны быть возмещены нам Заказчиком.
8.4 В случае работ по исправлению и профилактике наша гарантия ограничивается фактически оказанными услугами.Мы гарантируем правильное функционирование установки, машины, программного обеспечения и т.п., компоненты которых не были полностью поставлены нами, если мы доказали, что взяли на себя — несмотря на предоставление определенных компонентов Заказчиком или третьими сторонами — изготовление установки ( или машина и т. д.) в целом, и если рассматриваемая неисправность не связана с неверной или неполной информацией от Заказчика.
8.5 Если не согласовано иное, гарантийный срок составляет 24 месяца.Однако с начала 13-го месяца этого периода наша гарантия ограничивается предоставлением бесплатно предметов, необходимых для устранения дефектов; с этого момента любые претензии по гарантии, выходящие за рамки вышеуказанного, являются недопустимыми. Это ограничение срока также применяется к поставке предметов, которые считаются недвижимыми, и к работе с предметами, которые являются или считаются недвижимыми. Гарантийный срок начинает истекать после перехода риска в соответствии с пунктом 6.Заказчик всегда должен доказать, что дефекты, обнаруженные в течение гарантийного срока, уже присутствовали на момент перехода риска.
8.6 В случаях, когда мы даем гарантию, мы — по нашему собственному усмотрению и в течение разумного периода продолжительностью не менее 4 недель — либо заменим сам дефектный предмет, либо его дефектные компоненты на бездефектный предмет или дефектный предмет. -бесплатные компоненты, или исправить дефект (ы), или предоставить Заказчику разумное снижение цены, или (если рассматриваемый дефект не является незначительным) расторгнуть договор.Гарантийный срок не продлевается при замене предмета или частей или компонентов, принадлежащих этому предмету. Если, однако, оставшаяся часть гарантийного срока — включая ту часть периода, в течение которой наша гарантия ограничивается бесплатным предоставлением необходимых материалов в соответствии с пунктом 8.5 — длится менее двенадцати месяцев, то гарантийный срок для обмененного предметы, части или компоненты должны быть продлены до двенадцати месяцев. Обмененные таким образом предметы, части или компоненты становятся нашей собственностью.Мы не возмещаем расходы на фактическое или попытки устранения дефекта Заказчиком или любой третьей стороной.
8.7 В той степени, в которой это необходимо и может разумно ожидаться от Заказчика, объект поставки или выполнения, или его дефектная часть (-ы) должны быть отправлены или отправлены нам немедленно по нашему запросу, при Заказе Риск и расходы стороны, в случае невыполнения которых все гарантийные обязательства с нашей стороны становятся недействительными.
8.8 Сторона-заказчик не имеет права удерживать платежи в связи с претензиями по гарантии или другими встречными претензиями, не признанными нами.
8.9 Гарантийные претензии со стороны Заказчика исключаются в случаях, когда не были соблюдены инструкции по установке, эксплуатации и эксплуатации, предоставленные нами или по запросу Заказчика, или когда пользователь не был (полностью) обязан соблюдать такие инструкции; если монтажные работы не были выполнены надлежащим образом и в соответствии с соответствующими стандартами, и в частности, если они не были выполнены лицензированными подрядчиками; если какое-либо корректирующее обслуживание или другие работы были выполнены на объекте поставки или исполнения без нашего согласия; если он эксплуатировался или использовался ненадлежащим образом, или эксплуатировался, несмотря на то, что его защитные функции неисправны, или если он был вывезен с контрактной территории без нашего согласия, или использовался вопреки нашим инструкциям или для целей, для которых он не предназначен; и, более того, если дефекты связаны с повреждением посторонними предметами, химическим воздействием, перенапряжением, поведением третьих лиц или форс-мажорными обстоятельствами; то же самое относится к естественному износу.
8.10 Наша гарантия также исключается в случаях, когда с нами заключен договор на выполнение заказов на ремонт, изменение или модификацию использованных элементов или их поставку.
8.11. Наконец, все претензии по гарантии исключаются, если Заказчик устанавливает сторонние компоненты или запасные части в наши предметы поставки или предоставляемые нами услуги, которые не были прямо рекомендованы нами до этого.
8.12. В дополнение к правам Заказчика в соответствии с пунктом 8.6. В отношении поставки инверторов для фотоэлектрических систем действует гарантия в соответствии с условиями гарантии Fronius, доступными по адресу https://www.fronius.com/en/photovoltaics/products/all-products/solutions/fronius-service -решения / fronius-warranties / fronius-warranties.
9. Убытки и ответственность за качество продукции
9.1 Мы принимаем неограниченную ответственность за ущерб любого рода только в той степени, в которой Заказчик докажет, что мы сами нанесли этот ущерб сознательно и умышленно или по грубой неосторожности.Если Заказчик докажет, что мы причинили ущерб в результате обычной небрежности, наше обязательство по возмещению ущерба ограничивается фактически причиненным ущербом и, более того, максимальной общей суммой, не превышающей общую стоимость заказа. Кроме того, иски этого типа могут быть предъявлены в судебном порядке только в том случае, если они заявлены в течение шести месяцев после того, как о соответствующем ущербе стало известно.
9.2 В случае, если мы привлечены к ответственности третьей стороной, если мы изготовили и поставили в соответствии с чертежами, проектами, моделями или другими документами, предоставленными Заказчиком, Заказчик должен возместить нам ущерб и обезопасить нас.
9.3 При использовании установок, машин и других изделий, поставленных нами, Заказчик обязан неукоснительно соблюдать все правила техники безопасности, технические правила, правила установки, инструкции по эксплуатации и руководства пользователя, и, в частности, все правила, относящиеся к области электротехники. , и допускать к эксплуатации оборудования только уполномоченный квалифицированный персонал.
9.4. Любая ответственность за ущерб, причиненный установкой или использованием сторонних компонентов или запасных частей с нашими предметами поставки, которые не были подтверждены и явно рекомендованы нами, исключается.
10. Согласие на защиту данных
Клиент соглашается с тем, что Fronius International GmbH и ее дочерние компании могут собирать, обрабатывать и использовать персональные данные (такие как имя, адрес, адрес электронной почты), если это применимо, также путем заказа поставщика услуг, с целью отправки информации о продуктах и услугах в любом виде (например, по почте, электронной почте, в рассылке новостей и т. д.). Распространение на внешние источники сверх указанного не происходит (исключены юридические или судебные обязательства по предоставлению информации).Согласие может быть оспорено в любой момент в письменной форме, в новостной рассылке также есть ссылка для отказа от подписки.
11. Заключительные положения
11.1 Местом выполнения поставок, других услуг и платежей, а также единственным местом юрисдикции является Вельс, Австрия. Тем не менее, мы также имеем право подать иск против Заказчика в суде, который обладает «действующей» и территориальной юрисдикцией в соответствии с применимыми правилами коммерческого местонахождения или места жительства Заказчика.
11.2 Заказчик осведомлен о том, что в международной торговле обычной практикой является то, что соглашение о месте юрисдикции также может быть заключено формально эффективным образом в результате молчаливого согласия или отсутствия реакции на подтверждающий бизнес. письмо, такое как уведомление о подтверждении заказа, содержащее напечатанную ссылку на место юрисдикции. Заказчик знаком с этим коммерческим использованием, особенно в сфере бизнеса Fronius International GmbH, и регулярно его учитывает.
11.3 Правовые споры, возникающие из контракта, регулируются австрийским законодательством и коммерческой практикой, преобладающей в месте исполнения. С другой стороны, Конвенция ООН о договорах международной купли-продажи товаров не применяется (Австрийский федеральный вестник 1988/96).
12. Особые положения для программного обеспечения, поставляемого вместе с заказанными изделиями, или программного обеспечения, поставляемого отдельно
Для программного обеспечения, поставляемого вместе с другими изделиями, или для программного обеспечения, поставляемого отдельно (далее «программное обеспечение»), настоящие Условия поставки и оплаты применяются только постольку, поскольку они не отклоняются от следующих условий или условий, отдельно согласованных со Стороной-заказчиком.
12.1 Область применения
12.1.1 Все права интеллектуальной собственности, такие как авторское право, права на товарные знаки, права на дизайн, патентные права, права на полезные модели и ноу-хау, а также, в частности, на незащищенные изобретения, коммерческий опыт, коммерческие секреты и тому подобное, независимо от время, когда они были раскрыты Заказчику, в любое время остается за нами или нашими лицензиарами. Заказчик имеет право использовать программное обеспечение после оплаты согласованной суммы исключительно для своих целей в соответствии с приобретенным количеством лицензий.По настоящему контракту предоставляется только разрешение на использование программного обеспечения. Распространение Заказчиком исключается в соответствии с законом об авторском праве. При возможном участии Заказчика в производстве программного обеспечения никакие права, кроме указанных в Разделе 12, не приобретаются. Заказчик может использовать программное обеспечение одновременно только на одном устройстве, что является его решением. Использование программного обеспечения означает любое долгосрочное или даже временное дублирование (копирование) программного обеспечения, полностью или частично, путем сохранения, загрузки, запуска или отображения с целью выполнения программного обеспечения и обработки данные, содержащиеся в нем аппаратным обеспечением.Он не имеет права копировать руководство пользователя.
12.1.2 Стороне-заказчику разрешается делать копии программного обеспечения в целях архивирования и защиты данных при условии, что программное обеспечение или любые сопутствующие материалы (руководство по эксплуатации, упаковка и т. Д.) Не содержат явных запретов и что все авторские права и уведомления о правах собственности передаются в этих копиях без изменений. Не допускается повторный перевод программного кода (декомпиляция), превышающий установленные законом.
12.1.3. Если программное обеспечение оснащено технической защитой от копирования, Заказчик должен в случае повреждения получить заменяющую копию после возврата носителя данных.
12.2 Дополнительные права
В случае наличия новой версии программного обеспечения Заказчик имеет право обменять поставляемый пакет программного обеспечения на аналогичный пакет программного обеспечения новой версии по указанной нами цене обновления; обмен подразумевает пакет программного обеспечения в целом, поскольку он был приобретен Заказчиком.При обмене разрешение Заказчика на использование замененного пакета программного обеспечения истекает. В таком случае Заказчик должен немедленно и полностью уничтожить все копии, частичные копии и резервные копии, а также измененные или исправленные версии программного обеспечения и сделанные из них копии, частичные копии и резервные копии.
12.3 Гарантия
12.3.1 Заказчик должен иметь в виду, что невозможно разрабатывать программное обеспечение таким образом, чтобы оно не имело дефектов для всех условий применения.
12.3.2 Мы гарантируем, что поставляемое программное обеспечение выполняет согласованные функции и имеет явно гарантированные свойства. Требование любой гарантии — использование в соответствии с контрактом. Дефект, за который мы несем ответственность, считается существующим только в том случае, если программное обеспечение не функционирует в соответствии с самой последней версией соответствующего описания производительности / документации и если это воспроизводится Заказчиком. В целях тщательного изучения возможных возникающих дефектов Заказчик обязан оказать нам поддержку в устранении любых дефектов.
12.3.3 Мы также гарантируем, что оригинальное программное обеспечение должным образом записано на протестированный носитель данных. Исключение здесь — ранее установленное программное обеспечение и сторонние программные продукты.
12.3.4 Дефекты программного обеспечения должны быть задокументированы пользователем, и мы немедленно уведомим нас в письменной форме; в противном случае применяется 8.3.
12.3.5 Гарантийный срок всегда составляет двенадцать месяцев; период начинается с отправки пакета программного обеспечения.
12.3.6. Если программный пакет непригоден для использования или имеет дефект (12.3.2), мы в первую очередь обменяем его на новый с таким же названием или на адекватное альтернативное решение. Если это также окажется непригодным для использования или дефектом, и если мы не в состоянии сделать его пригодным для использования с адекватными усилиями в течение адекватного времени, но, по крайней мере, в течение четырех недель, Заказчик может потребовать снижения цены или изменения. . Затраты на устранение дефектов Заказчиком или третьим лицом нами не возмещаются.
12.3.7 За пределами этого (12.3.6) мы не предоставляем гарантии, в частности, не в случае поставки программного обеспечения, не соответствующего особым требованиям Заказчика или пользователя, а также не для измененных или пересмотренных версий программное обеспечение (пункт 12.1.2), если Заказчик не докажет, что дефекты не связаны с изменениями или исправлениями. Заказчик несет полную ответственность за выбор, установку и использование программного обеспечения, а также за ожидаемые результаты.
12.3.8 В случае необоснованного утверждения о дефектах в программном обеспечении мы имеем право взимать с Заказчика любые понесенные расходы в соответствии с действующими ставками.
12.3.9 Смена конечного пользователя исключает любые претензии по гарантии
12,4 Компенсация
12.4.1 Все дальнейшие претензии Заказчика или третьих лиц, в частности претензии о компенсации за ущерб любого рода, исключаются, если только потерпевшая сторона не сможет доказать, что ущерб был причинен нами умышленно или по грубой халатности. .
12.4.2 В противном случае применяется пункт 9.
Elettro CF — s00135 mma 1555
Инверторный источник питания для сварки MMA и TIG с контактным запуском; его максимальный сварочный ток составляет 140 А, а требуется мощность 3 кВт. Он может сваривать электродами с рутиловым и основным покрытием до 3,2 мм.Рабочий цикл рассчитан в соответствии со стандартами EN60974-1 и EN50199, следовательно, при температуре + 40 ° C и в течение 10 минут.
Компактный дизайн, малый вес и практичный плечевой ремень делают эту машину подходящей для использования на строительных площадках, при проведении ремонтных работ или, в любом случае, для работы в труднодоступных местах.
Может питаться от генераторов при условии, что они оснащены электронным регулированием напряжения, их мощность не менее 6 кВА, а их напряжение не превышает 260В RMS.
Кроме того, главный предохранитель на 16 А позволяет осуществлять питание от домашней сети.
Hot Start, Arc Force и Anti-Stick позволяют даже неопытным сварщикам выполнять отличную работу в режиме MMA.
Переход из режима MMA в режим TIG происходит автоматически при переходе с электрододержателя на горелку TIG.
Отсутствие высокочастотных запусков позволяет работать рядом с компьютерами, медицинским оборудованием, инструментами и любыми другими электронными устройствами, чувствительными к высокочастотным излучениям.Легкий контактный пуск в режиме TIG позволяет избежать попадания опасных включений вольфрама в сварочный валик.
ПРЕИМУЩЕСТВА
— Стабильная дуга
— Простота использования
— Микропроцессорное управление сваркой
— Возможность использования 50-метрового кабеля без значительных потерь мощности
— Незначительное включение вольфрама при сварке TIG
— Плечевой ремень, позволяющий освободить руки сварщикам
— Защита IP23C для работы на открытом воздухе
— Автоматическое отключение в случае перегрева и автоматический перезапуск
— Принудительное воздушное охлаждение через охлаждающий туннель
— Печатная плата с покрытием для предотвращения любых проблем из-за комбинации проводящих металлический порошок и влажность, а также для безопасной работы даже в морской среде
— Прочный стальной корпус с эпоксидной смолой, устойчивый к царапинам, порошковое покрытие для печи для выпечки
— Пластиковая передняя решетка
— Легкий вес
Глоссарий
ГОРЯЧИЙ СТАРТ: быстрый предварительный нагрев электроды, которые имеют место при зажигании дуги; он нагревает электрод, чтобы улучшить его запуск и облегчить сварку даже для неопытных сварщиков.
ARC FORCE: микропроцессорное управление дугой для наилучшего переноса материала от электрода к сварному валику, таким образом улучшая сам сварочный валик.
ANTI-STICK: микропроцессорное управление дугой для предотвращения прилипания электрода к сварочному валику.
Glossario
ГОРЯЧИЙ СТАРТ: Rapido pre-riscaldamento dell’elettrodo durante l’innesco dell’arco; Porta l’elettrodo alla migliore temperatura, migliorando la partenza anche per utenti meno esperti.
ARC FORCE: управляйте микропроцессором dell’arco, чтобы он лучше перебрасывался на поверхность и на лучшее качество.
ANTI-STICK: управление микропроцессором dell’arco che evita l’incollamento dell’elettrodo al pezzo.
Spawarka Paton ADI 200 PRO DC TIG / MMA RIV PULSE
Цифровой инверторный сварочный аппарат PATON ™ ADI 200 PAC Цифровой инверторный сварочный аппарат оптимизирован для дуговой сварки в среде защитного газа с использованием постоянного или переменного тока «TIG» (AC / DC) и ручная дуговая сварка экранированным электродом постоянного тока «MMA». Устройство серии «Professional» было разработано для потребителей, которым требуется компактная конструкция и оптимальное соотношение портативности и функциональности устройства с его полным номинальным током.
Лучшее решение для сварки постоянным и переменным током широкого спектра материалов: алюминия, алюминиевых сплавов (режим TIG AC), деталей и материалов из стали, цветных металлов и медных сплавов (режим TIG DC). Аппарат также можно использовать для сварки покрытыми электродами (режим MMA). Кроме того, производитель использовал в этом устройстве функцию RIV (SPOT). Инверторный сварочный аппарат ПАТОН АДИ 200РАС обеспечивает отличное бесконтактное свечение, постоянную и стабильную электрическую дугу, а также высокое качество сварки и простоту использования.Устройство имеет модуль защиты от слишком низкого и слишком высокого напряжения питания. Благодаря увеличенной частоте входного напряжения, питающего трансформатор, оно в несколько раз меньше, поэтому устройство имеет в несколько раз меньший вес и габариты при одинаковых выходных параметрах по сравнению с другими устройствами с аналогичными характеристиками.
Инверторный сварочный аппарат PATON ™ ADI 200 РАС предназначен для дуговой сварки:
— TIG AC / DC (постоянный / переменный ток)
— MMA (постоянный ток)
— RIV (режим заклепочной сварки)
Характеристики & Преимущества:
Высокое качество сварных швов и безопасность сварочного инвертора обеспечивается дополнительными регулируемыми функциями.
В этой серии «Professional» корпус защищен от проникновения посторонних частиц диаметром более 12.5 мм и обеспечивает защиту от дождя. Устройство можно размещать и эксплуатировать на открытом воздухе. Внутренние электрические части устройства защищены от прямого воздействия влаги, но не защищены от конденсации.
Благодаря прочной и компактной конструкции сварочные аппараты серии Professional идеально подходят для полевых работ и полупромышленных условий. Небольшие размеры машины делают ее очень мобильной. Сварочные аппараты PATON ™ имеют систему стабилизации, поэтому они могут питаться от генератора.
| Диаметр электрода (мм) | Фиксированное значение тока при MMA и TIG | Минимальная мощность генератора |
| Ф 2 | не более 80 А | 2,9 кВА |
| Ф 3 | не более 120 А | 4,5 кВА |
| Ф 4 | не более 160 А | 6,2 кВА |
| Ф 5 | не более 200 А | 8 .0 кВА |
Стоит отметить, что параметры сварки полностью соответствуют реальным рабочим параметрам сварщика, что определяется применением качественных электронных компонентов с тщательным контролем на каждом этапе производства.
Сварочные аппараты MMA имеют малый вес.
Сводка пресс-релиза:
Сварочные аппаратыMMA доступны в моделях AccuMax и PowerMax 4.0. AccuMax может сваривать до 6 электродов диаметром 3,25 мм и до 18 электродов диаметром 2.Диаметр 5 мм. Аккумулятор AccuMax может быть полностью заряжен за 30 минут в режиме быстрой зарядки и / или за 45 минут в нормальном режиме зарядки, пригодный для сварки котлов, строительства контейнеров и судостроения. PowerMax 4.0, работающий по принципу резонанса, обеспечивает быстрое управление характеристической кривой.
Оригинальный пресс-релиз:
Новые эвтектические машины Castolin для неограниченной мобильности при сварке: сварка крыш, лесных угодий или горных вершин
В январе 2017 года Castolin Eutectic запускает в Европе два новых аппарата для дуговой сварки (MMA) последнего поколения: ACCUmax, новый портативный источник питания, работающий от литий-ионной батареи большой емкости, и POWERmax 4.0 на 150 А, с альтернативой POWERmax 1800 на 180 А.
Мобильная бескабельная сварка на вершинах гор, в труднодоступных местах, на сельскохозяйственных угодьях или строительных площадках теперь возможна благодаря AccuMax, легкому небольшому сварочному аппарату MMA, который не требует электричества. При полностью заряженном аккумуляторе можно автономно выполнять сварочные работы до 6 электродов диаметром 3,25 мм и до 18 электродов диаметром 2,5 мм. ACCUmax также подходит для сварки в электрически опасных зонах, таких как сварка на месте котлов, контейнерное строительство, судостроение.Режим быстрой зарядки позволяет полностью зарядить аккумулятор за 30 минут, в то время как для нормальной зарядки для максимальной автономности оборудования требуется 45 минут. В случае длительного сварочного ремонта достаточно генератора 2кВ и не требуется дорогостоящих вложений.
Благодаря уменьшенному весу и компактным размерам для универсального использования на месте, PowerMax 4.0 упрощает сварку благодаря инновационному принципу резонанса: быстрое управление характеристической кривой устройства означает улучшение результатов сварки даже при использовании сложных ручных электродов.Цифровой резонансный инвертор обеспечивает чрезвычайно стабильную дугу, а также снижает образование брызг. Кроме того, адаптируя потребляемую мощность к напряжению сети, снижаются потери (индуктивное и емкостное реактивное сопротивление) и повышается энергоэффективность. Коррекция коэффициента мощности позволяет сэкономить энергию и удлинить сетевые кабели до прибл. 100 м, а также более гибкий диапазон входного напряжения.
С AccuMax и новым PowerMax сварка вошла в smart 4.0 эпоха.
Загрузить спецификацию
Больше от Компьютерное оборудование и периферия
TITAN 400 DC TIG и MMA
Источник питания TITAN 400 с высоким рабочим циклом (400 А при 60%) — идеальное решение для точной сварки высоколегированных металлов, предназначенный для самых требовательных сварочных операций TIG и MMA. Его удобный интерфейс обеспечивает простую настройку с большими и простыми элементами управления. Оснащенный режимом TACK и точечной функцией, TITAN 400 является предпочтительным инструментом профессионального сварщика при работе с трубопроводами, трубчатыми конструкциями и пластинами из нержавеющей стали.TIG DC: сварка на постоянном токе. TIG DC Pulse: уменьшает тепловую деформацию детали. 3 специальных сварочных процесса: — Режим SPOT: традиционная точечная сварка перед сваркой тонких листов. — Режим TACK: очень точная функция точечной сварки без окисления, снижающая риск тепловыделения, вызывающего деформацию. Места сварки в режиме TACK не видны в сварном шве. — Режим E-TIG: обеспечивает одинаковую ширину сварного шва и равномерное проплавление независимо от положения горелки по отношению к заготовке (контроль энергии сварки).2 типа зажигания дуги: HF (бесконтактный) или LIFT (контактный) для электрочувствительных сред. 3 режима триггера: 2T, 4T и 4T LOG. Автоматическое обнаружение горелки: совместимо с горелками с триггером, двойной кнопкой и потенциометром.
ММА: покрытые рутиловые, основные и целлюлозные электроды (до Ø 6 мм). MMA Pulse: разработан для вертикальной сварки, чтобы уменьшить «провисание» и оптимизировать проплавление
Отображает ток / напряжение во время и после сварки (WPS / PQR). JOB Сохраните 50 программ для каждого процесса для идеальной воспроизводимости сварных швов.Пульт дистанционного управления (дополнительная педаль или ручной). Запираемая клавиатура для защиты от неправильного использования. Интеллектуальная система управления вентилятором охлаждения для минимизации энергопотребления (стационарная, без дуги = 35 Вт), уменьшения поглощения пыли и шума. Режим «Подключить 5» для запуска машины с автоматизированного контроллера или интерфейса (5 предварительно сохраненных программ).
Режим калибровки позволяет регулировать напряжение и улучшает расчет энергии. Режим ENERGY, отображение и расчет энергии после сварки в соответствии со стандартами EN1011-1, ISO / TR 18491 и QW-409.
248900 — JOB 220 LAB —
Описание
Многопроцессорный инверторный сварочный генератор JOB 220 LAB отвечает требованиям профессиональных и специализированных сварщиков и имеет знак качества LAB. Спроектировано и изготовлено с заботой на наших заводах в Сан-Марино.
Позволяет выполнять сварку в режимах Synergic MIG / Manual MIG / WIRE No Gas / MMA / TIG Lift с большой точностью. Управление генератором простое и интуитивно понятное, а также все характеристики и настройки профессионального сварочного аппарата.
Он чрезвычайно гибок: в синергетическом режиме MIG программы для сварки многих металлов и сплавов, таких как сталь, нержавеющая сталь, алюминий и пайка медно-кремниевой или медно-алюминиевой проволокой, предварительно загружены. Через SD-карту можно обновлять и добавлять новые программы. Память микропроцессора также позволяет сохранять индивидуальные программы.
В режиме MMA позволяет сваривать электроды с рутиловым и основным покрытием.
В режиме TIG Lift идеально подходит для точных работ.
Модель JOB 220 LAB выдает постоянный ток 200 ампер. Напряжение питания однофазное 230 Вольт, также может подаваться двигатель-генератор (см. Таблицу характеристик).
Основные характеристики JOB 220 LAB:
- Компактный и простой в обращении: благодаря небольшому размеру и малому весу благодаря корпусу из легкого алюминиевого сплава.
- Амперметр / вольтметр: для легкой регулировки.
МИГ
- Прочный механизм подачи проволоки с двумя роликами диаметром 30 мм.
- Функция проверки газа: для проверки работы редуктора давления без продвижения провода.
- Функция загрузки проволоки: для простой загрузки проволоки в горелку без выхода газа.
- Диаметр корпуса змеевика 100-200 мм.
- Синергетическое или ручное регулирование.
- Предустановленные программы для многих материалов.
- Устройство чтения карт памяти SD: для обновления программ и добавления новых.
- Персональная память программ.
- Регулировка индуктивности: это значение можно отрегулировать для уменьшения брызг при сварке.
- Регулируется: обратный отжиг, горячий старт, скорость подачи проволоки.
- Режимы сварки: 2Т / 4Т / точечная / стич.
ММА
- Регулируемое усилие дуги: для получения оптимальной сварки с каждым электродом можно регулировать временное увеличение тока, когда электрическая дуга становится короткой.
- Регулируемый горячий старт: для получения оптимального зажигания дуги с каждым электродом можно отрегулировать увеличение начального тока.
- Защита от прилипания: позволяет легко отсоединить электрод, если он остается приклеенным к детали.
TIG
- TIG LIFT: Зажигание дуги происходит при прикосновении к изделию электродом и его медленном поднятии. Риск загрязнения заготовки вольфрамовым электродом невелик.
- Автоматическое увеличение сварочного тока: постепенное увеличение сварочного тока для обеспечения безупречного начала сварочного шва.
Код: 248900
Оборудование: Горелка MIG 180A 3м (проволока 0,8 мм Fe), ролики (Fe 0,6 / 0,8 мм), кабель с зажимом заземления, газовый шланг.