Как пользоваться нутромером для проверки цилиндров — настроить и мерить микрометрическими и индикаторными моделями
11.03.2020
- Какие бывают нутромеры
- Устройство
- Назначение
- Технические требования
- Работа с микрометрическими нутромерами
- Как пользоваться индикаторным нутромером: инструкция по применению
- Обслуживание и эксплуатация
- Производители и лучшие модели
Уделим внимание столь актуальным сегодня приборам для измерения полостей и отверстий. Рассмотрим, как осуществляется работа с нутромером: инструкция, представленная ниже, включает в себя вопросы настройки, калибровки, поверки, обслуживания, а также видеоуроки.
Но сначала определимся, что это вообще такое. Это инструмент, с помощью которого можно прецизионно узнать линейные размеры, прежде всего, мест под посадку болтов, пазов и других внутренних поверхностей заготовок (отсюда и название).
Их классификация довольно условна, но все же, по способу проведения замеров их разделяют на:
- Микрометрические – позволяют определить реальную длину, абсолютным методом.
- Индикаторные – получают все значения относительным путем, то есть сравнивая их с уже настроенным шаблоном.
По форме головки они могут быть:
- сферические – все поверхности расположены на одной окружности;
- цанговые – со своеобразным цилиндром в завершающей части;
- кромочные – с пересекающимися осями, образующими острие в форме стрелы.
По виду передачи:
- рычажные;
- клиновые;
- конусные.


По числу точек соприкосновения:
- двухконтактные – наиболее распространены;
- трехконтактные (пассиметры) – с одним подвижным наконечником.
По рабочему диапазону:
- узкого – 18-50 мм;
- широкого – 3-1000 мм.
Также существует разделение, есть ли нониус или же его нет, электронная ли головка или же механическая, и поменее важным параметрам.
Каким бы ни был нутромер, обучение пользованию стоит начать со знакомства с его функциональными узлами. Поэтому рассмотрим конструкции обоих видов по способу выполнения замеров.
Микрометрические обладают такими особенностями строения:
- винт с барабаном соединены колпачком;
- в качестве органа выступает стержень со сферическим наконечником;
- предусмотрена защита в виде предохранителя и стопора;
- в роли элементов дополнительной комплектации выступают удлинители.

Если они способны фиксировать размеры свыше 1250 мм, в их головку встраивают часовой индикатор с шагом в 0,01 мм. Такие модели выпускаются в 3 специальных исполнениях, диапазон которых – 1250-10000 мм; хорошее дополнение 5 стандартных вариантов, чья шкала значительно уже – 50-2500 мм. Метрологические параметры при этом на высоте: во время эксплуатации наблюдается прецизионная точность и малая погрешность – 0,01 и 0,006 мм.
Правила пользования нутромером индикаторным тоже начинаются с изучения его устройства, которое состоит из таких логических узлов:
- циферблат, показывающий изменение показателей;
- контактный орган, представляющий собой пару стержней: первый – динамический, позволяющий устанавливать сменные вставки, второй – статический;
- отдельное место занимает комплекс подвижных рычагов, являющийся, по сути, дополнительным.
При допусках в 0,025-0,15 мм данные приборы рассчитаны на отверстия диаметром свыше 6 мм.
В современных условиях использование нутромера только приветствуется, а зачастую и необходимо – потому что позволяет задать и реализовать универсальную методику проведения измерений. Это актуально для машиностроения, механизированных цехов, ремонта промышленного оборудования, автомобильных станций – для любой сферы, в которой требуется узнать точные показатели внутренних размеров.
При проведении работ наконечники обычно размещают под углом в 180 градусов друг к другу, центрируя линию, по которой будут считываться результаты. Данное решение также упрощает передачу движения от наконечников.
С ними лучше ознакомиться, прежде чем смотреть, как правильно пользоваться индикаторным нутромером, видео ведь не расскажет о стандартах, а они тоже важны – хотя бы для понимания условий эксплуатации измерителя.
- Приборы должны быть изготовлены в соответствии с ГОСТом 868-82 или 10-88 (микрометрические).
- Пределы погрешностей, при нормальной температуре (20 0С ± 5 0С) и влажности (до 80%) обязаны быть не более 0,005-0,022 и 0,004-0,09 мм (в зависимости от диапазона, класса точности, участка проведения работ).
- Размах показаний (наибольшая разница между ними) – строго до одной трети деления шкалы.
- Контактные поверхности стержней – именно сферической формы, причем с радиусами от 1,8-2,8 до 30-40 мм.
- Исполнение головок – из твердых сплавов (от 57 HRC), с оговоренными ГОСТами параметрами шероховатости (например, Ra ≤ 0,16 мкм согласно межгосударственному стандарту 2789).
- Изготовление ручки – из материала с малым коэффициентом теплопроводности (чтобы не нагревалась и не обжигала).
- Покрытие наружных металлических поверхностей должно быть прочным и антикоррозионным, по ГОСТам 9.032 и 9.303.
Отдельного внимания заслуживает наработка на отказ. Ее лучше знать, прежде чем проводить любое измерение микрометрическим нутромером, видео-уроки ведь не говорят, какой ресурс остался у прибора. С другой стороны, запас изначально весьма серьезен – от 14 000 двойных ходов (или от 35-45 000 движений стержня индикаторных моделей), – что оборачивается общим сроком службы минимум в 4-5 лет.
Ее лучше знать, прежде чем проводить любое измерение микрометрическим нутромером, видео-уроки ведь не говорят, какой ресурс остался у прибора. С другой стороны, запас изначально весьма серьезен – от 14 000 двойных ходов (или от 35-45 000 движений стержня индикаторных моделей), – что оборачивается общим сроком службы минимум в 4-5 лет.
Характерным показателем того, что устройство достигло предельного состояния, при котором скоро выйдет из строя, является износ подвижного стержня, при котором он допускает погрешности сверх нормы.
Время восстановления инструментов между циклами выполнения работ – от 1 до 4 часов, в зависимости от модели.
Продолжительность сохраняемости в упаковке в среднем составляет от двух-трех лет, при условии, что через каждые 1,5-2 года проводится переконсервация.
В общем случае она делится на два типа: первый – это подготовка (настройка, с целью подтверждения точности регистрации значений, и обнуление), второй – непосредственное снятие показаний. Рассмотрим обе стадии и действия на каждой из них.
Рассмотрим обе стадии и действия на каждой из них.
Поверка
Общий механизм ее проведения мы приведем ниже, в разделе, посвященном эксплуатации. Здесь же скажем, что осуществляется она лишь в отношении модели, установленной «на ноль». Для этого, при температуре окружения в 20 0С, выполняют следующие действия:
- размещают сферическую головку инструмента между губками меры;
- прижимают необходимые поверхности, вращая барабан;
- фиксируют сборку при помощи специального винта;
- убеждаются, что продольная линия на стебле расположена точно по центру отметки «0».
После чего переходят к снятию показаний.
Предлагаем посмотреть, как осуществляется настройка нутромера микрометрического, видеоролик отв
Как пользоваться микрометрическим нутромером
Микрометрические нутромеры предназначены для высокоточных измерений внутренних размеров деталей в пределах от 50 до 6000 мм. Они широко применяются в машиностроении при производстве ответственных изделий.
Они широко применяются в машиностроении при производстве ответственных изделий.
Содержание
Устройство и технические характеристики
Нутромер состоит из микрометрической головки 1, комплекта удлинителей 2 и измерительного наконечника 3. У приборов с верхним пределом измерения свыше 2500 мм микрометрическая головка оснащается индикатором часового типа с ценой деления 0,01 мм. В комплект нутромера входит также установочная мера 4.
Основные технические характеристики
Микрометрические нутромеры изготавливаются в соответствии с ГОСТ 10-88. Поверка производится по ГОСТ 17215. Средний срок службы инструмента составляет не менее 8 лет.
| Обозначение устройства | Диапазон измерений, мм | Цена деления, мм | Предел допускаемой погрешности, мкм |
| НМ 50-75 | 50 — 75 | 0,01 | от ± 4 до ± 90 |
| НМ 50-175 | 50 — 175 | 0,01 | |
| НМ 50-600 | 50 — 600 | 0,01 | |
| НМ 75-175 | 75 — 175 | 0,01 | |
| НМ 75-600 | 75 — 600 | 0,01 | |
| НМ 150-1250 | 150 — 1250 | 0,01 | |
| НМ 150-1400 | 150 — 1400 | 0,01 | |
| НМ 150-2500 | 150 — 2500 | 0,01 | |
| НМ 150-3000 | 150 — 3000 | 0,01 | |
| НМ 350-4000 | 350 — 4000 | 0,01 | |
| НМ 350-6000 | 350 — 6000 | 0,01 |
Подготовка к работе
Перед началом измерений проверьте правильность установки микрометрической головки на ноль по установочной мере. Настройку необходимо проводить при температуре окружающей среды в пределах 20 ±5°С.
Настройку необходимо проводить при температуре окружающей среды в пределах 20 ±5°С.
Введите микрометрическую головку между измерительными губками установочной меры, и прижмите стержень наконечника к одной из них. Покачивая верхнюю часть микрометрической головки и вращая барабан, определите кратчайшее расстояние. Измерительные поверхности нутромера при этом должны с легким трением касаться рабочих поверхностей меры.
Закрепите микровинт стопорным винтом и извлеките головку. Нулевое деление барабана должно точно совпадать с продольным штрихом стебля.
После установки головки на ноль выверните наконечник из муфты, подберите соответствующие удлинители и соедините их с микрометрической головкой. Снова вверните наконечник.
Измерение и отсчет показаний
Установите нутромер приблизительно на проверяемый размер и введите его в отверстие. Левой рукой прижмите измерительную поверхность наконечника к одной из поверхностей измеряемой детали, а правой вращайте барабан до контакта микрометрического винта с поверхностью детали в противоположной точке.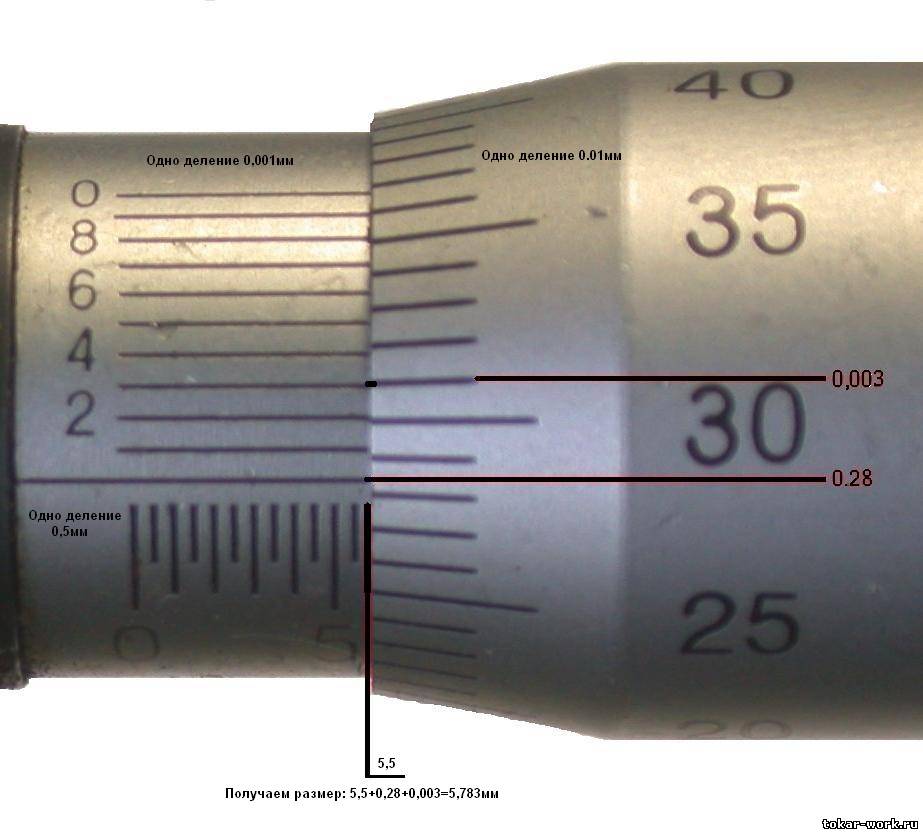
Покачивая нутромер с центром качания, расположенным в точке касания наконечника с поверхностью детали, найдите наименьшее расстояние между измеряемыми поверхностями. После этого зафиксируйте микровинт стопорным винтом и еще раз проверьте усилие покачивания, которое должно быть с легким трением.
В случае измерения диаметра цилиндрического отверстия покачивайте нутромер в поперечном направлении, отыскивая максимальный размер, а затем в осевом направлении, отыскивая минимальное значение.
Выведете прибор из проверяемой детали и сделайте отсчет. Для этого нужно сложить длину микрометрической головки, размеры используемых удлинителей и значение по шкале. Пример отсчета показаний представлен в таблице.
| Длина микрометрической головки, мм | Используемые удлинители, мм | Показания по шкале, мм | Размер детали, мм |
| 75 | 50 | 8,24 | 233,24 |
| 100 |
По окончании работы произведите разборку нутромера в последовательности, обратной сборке.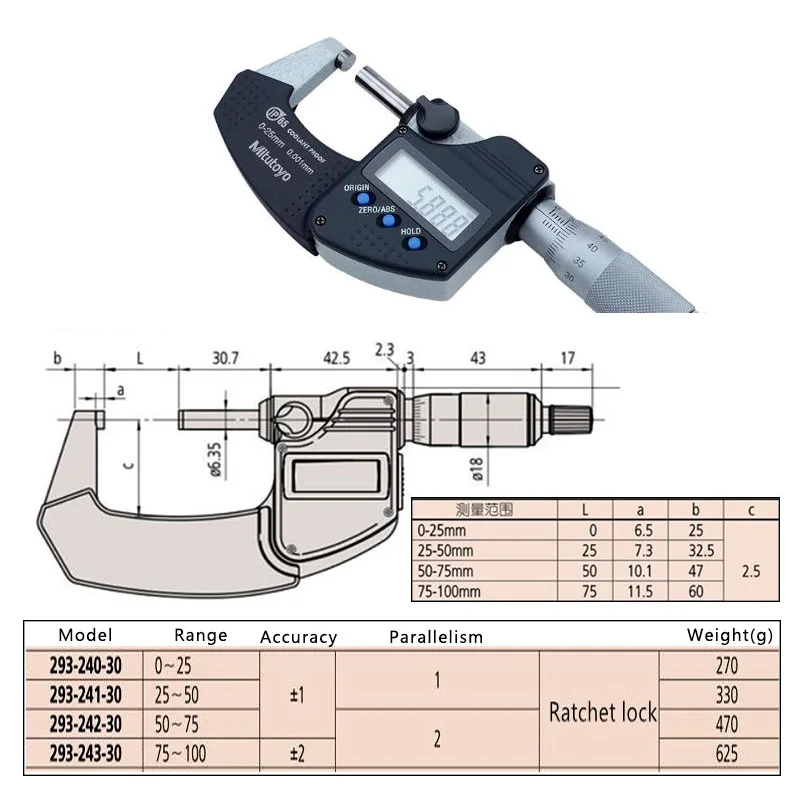 Промойте его в чистом бензине, смажьте антикоррозийной смазкой для целей длительного хранения. Это также относится к установочной мере и удлинителям.
Промойте его в чистом бензине, смажьте антикоррозийной смазкой для целей длительного хранения. Это также относится к установочной мере и удлинителям.
Правила эксплуатации микрометрических нутромеров
Для того чтобы обеспечить длительную работу нутромера и сохранить его высокие метрологические характеристики следует соблюдать следующие правила:
- Перед началом работы проверяйте по установочной мере правильность установки микрометрической головки на ноль.
- Не вывертывайте винты установочной меры во избежание потери ее размера.
- Соединение головки и удлинителей производите без перетяжки, до упора торцов.
- В процессе работы поддерживайте нутромер в местах, обеспечивающих его минимальный прогиб, то есть на расстоянии от измерительных поверхностей, примерно равном 1/5 измеряемой длины.
- Не вынимайте без особой надобности измерительные стержни из корпусов.
- Не допускайте ударов по нутромеру, особенно по его измерительным поверхностям.
- Сохраняйте чистоту шкалы, микрометрического винта и других деталей.
- Во избежание появления следов коррозии храните нутромер в закрытом футляре и в сухом месте.

Как правильно использовать микрометр, проверка точности микрометра.
Микрометр – это прецизионный измерительный инструмент для определения точных размеров деталей. Точность ручного инструмента составляет 0,01 мм, а электронных достигает 2 микрон или 0,002 мм. Этого достаточно для выполнения особо сложных сборочных операций, изготовления деталей на металлорежущих станках и решения многих других задач в металлообработке и машиностроении. Главное – это правильно произвести замер и этому мы посвятим данную статью.
Как использовать микрометр
На рисунке выше представлено наименование основных узлов ручного микрометра. Также существуют инструменты с приборной круговой и электронной шкалой, но что касается правил замера то они идентичны, а процесс определения результата там гораздо проще, чем на ручном микрометре, достаточно лишь зафиксировать результаты приборов.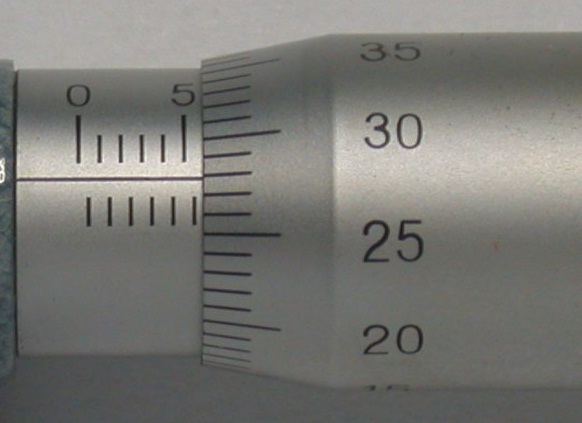
Конструкцию и процесс применения микрометра вы можете изучить по представленному ниже видео.
Сама схема замера достаточно простая, но необходимо точно соблюдать последовательность чтобы не исказить конечный результат:
- Установите замеряемую деталь между пяткой и микрометрическим винтом. Учтите, что максимальный ход винта составляет 25 мм. Поэтому размер детали не должен быть более чем на 25 мм меньше максимального расстояния между пяткой и винтом. Соответственно для микрометра М50 замеряемый размер должен быть не менее 25 мм.
- Держите инструмент за изолированную часть дуги. Иначе возможен нагрев корпуса и искажение результата.
- Понемногу вращайте барабан, пока винт не приблизится к поверхности замеряемой детали.
- Далее вращаем трещотку до упора по часовой стрелке, держась за нарезку. Винт окончательно считается зафиксированным при характерном звуке проворачиваемой трещотки.
- Фиксируем показатели верхней и нижней шкал на линейке, и круговой шкалы на барабане. Это необходимо для дальнейшего определения размера.
Как определить результат
Результат измерений определяется по показаниям трех шкал. Нижняя шкала на стебле показывает целые значения с ценой деления в 1 мм. По верхней шкале определяем половину миллиметра, цена деления 0,5 мм. Третья, круговая шкала с точностью 0,01 мм.
Пример определения размера микрометром М50:
- Берём минимальный измеряемый размер – 25 мм.
- Добавляем целое значение делений нижней шкалы, например 3 мм.
- Смотрим на верхнюю шкалу стебля. Если после нижнего значения 3 мм заметна верхняя риска, то добавляем ещё 0,5 мм.
- Снимаем показания с круговой шкалы нониуса. Допустим это число15, что означает 0,15 мм.
- Складываем полученные значения: 25+3+0,5+0,15=28,65 мм
Микрометры оснащены фиксатором, что позволяет определить размер детали и произвести сравнение другими деталями.
Проверка точности микрометра и особенности измерений
Можно проверить настройки инструмента, закрутив барабан и трещотку до упора, до соприкосновения с пяткой или с установочной мерой для других приборов. На нулевом положении 0-е значение круговой шкалы должно совпадать с центральной меткой на стебле.
Для прибора М25 с пределом измерений 0 до 25 мм винт должен упереться в пятку. Для других приборов используются установочные меры равные минимальному значению показаний. Так, для М50 с пределом 25-50 используется установочная мера равная 25 мм. При неточном совпадении шкалы с меткой стебель можно подкрутить специальным ключом.
Особенности применения микрометров:
- Перед проведением измерений необходимо чтобы деталь и прибор имели одинаковую температуру. Для этого они должны находиться в одном помещении не менее 3 часов.
- Замер необходимо производить в чистом окружении, прибор и деталь должны быть очищены от загрязнений.
- Определение размеров партии однотипных деталей рекомендуется производить одним прибором.
- Нельзя прикладывать чрезмерные усилия к трещотке и винту.
- Для получения максимально точного результата проведите несколько замеров.

Хранение и уход за прибором необходимо производить в строгом соответствии с требованиями производителя.
Как пользоваться микрометром? |
В одном из прошлых своих видео, я показывал прибор для измерения размеров, который называется штангенциркуль. Штангенциркуль это простейший прибор, но позволяет с очень высокой точностью, конкретно мой прибор позволяет с точностью 5 сотых миллиметра, а есть приборы которые позволяют с точностью 2 сотых миллиметра, измерить размеры. В этом видео я также расскажу о приборе для измерения размеров, только о приборе немножко другого класса.
Это микрометр. Конкретно данный прибор позволяет измерить размеры с точностью 1 тысячная миллиметра.
 Есть микрометры по проще, которые выглядят примерно также, но имеют точность одну сотую миллиметра. Это очень высокая точность.
Есть микрометры по проще, которые выглядят примерно также, но имеют точность одну сотую миллиметра. Это очень высокая точность.О задаче с которой блестяще сможет справится микрометр я расскажу немного позже, а пока покажу как пользоваться микрометром, как им измерять. У микрометра есть губки («1»). Когда крутим винт отмеченный на фото цифрой «2», губки сходятся, либо расходятся. Измерять данным прибором очень просто, достаточно взять предмет который вы хотите измерить, зажать его в губки, и вращая этот диск, зажать предмет до определенного усилия. Допустим, вы поставили какую-то измеряемую деталь, и с какой силой стоит её зажимать? Тут встаёт очень резонный вопрос, потому что если деталь сделана из мягкого сплава, например из алюминия или меди, то пережав эту деталь, она сплющится, и вы измерите сплющенную деталь. У вас уйдут пару соток, и будут уже недостоверные данные. Если вы возьмёте сверло, либо другую деталь из твёрдого сплава, то зажав сильнее, вы можете сорвать резьбу в приборе, и испортить его.
 Зажимать нужно до определенного предела. Этот предел у разных микрометров по разному указывается. Конкретно прибор который сейчас у меня в руках оснащён шкалой у которой есть две красные рамки. Эти рамки задают предел, в рамках которого, обеспечивается необходимое усилие смыкания губок. То есть, если стрелочка прибора не находится между двумя красными стрелками, значит либо недостаточно зажали (стрелочка прибора в начале шкалы), либо пережали(стрелочка прибора в конце шкалы). На фотографии стрелочка микрометра находится между двумя красными стрелками, что означает, что прижали измеряемую деталь с необходимым усилием.
Зажимать нужно до определенного предела. Этот предел у разных микрометров по разному указывается. Конкретно прибор который сейчас у меня в руках оснащён шкалой у которой есть две красные рамки. Эти рамки задают предел, в рамках которого, обеспечивается необходимое усилие смыкания губок. То есть, если стрелочка прибора не находится между двумя красными стрелками, значит либо недостаточно зажали (стрелочка прибора в начале шкалы), либо пережали(стрелочка прибора в конце шкалы). На фотографии стрелочка микрометра находится между двумя красными стрелками, что означает, что прижали измеряемую деталь с необходимым усилием.В других приборах используется диск с трещоткой. То есть к основной ручке добавлена небольшая дисковая ручечка, на которой есть трещотка. То есть, зажимая губки, вы уже вращаете не основную ручку, а начинаете вращать вторую ручку с трещоткой. И как только вы зажмете до нужного усилия, трещоточка начинает проскальзывать, и не даст вам зажать деталь сильнее чем нужно, при этом вы услышите треск трещотки, который означает что всё нормально и пора считывать показания.

Как считывать показания с микрометра? Для того чтобы считать показания, нужно законтрить шкалу, чтобы она не сместилась, для этого нужно затянуть гайку (1). При желании я её конечно же могу скрутить, но так просто случайно сдвинуть её уже не получится. Данный прибор имеет такую афигеную штучку, как вот эта вот кнопочка(2), которая немножко отодвигает упорную часть (3), что позволяет снять измеряемую деталь, всё это наглядно продемонстрировано в видео ролике о микрометре.
Считывать показания со шкалы микрометра проще простого. На приборе две шкалы. Одна находится на диске («1»), а вторая на неподвижном шасси («2»). Шкала на неподвижном шасси, разбита на две подшкалы. Они обе размечены в мм, но есть небольшое отличие в том, что нижняя шкала смещена относительно верхней ровно на пол мм вправо. То есть первая рисочка на нижней шкале находится ровно посредине между нулём, и одним мм. Почему именно на пол мм, сейчас вы поймёте.
Дальше у микрометра есть диск, который имеет ровно 50 рисочек, каждая из которых размечена в сотых долях мм.
 Один полный оборот этого диска, смещает губки микрометра ровно на пол мм. Именно поэтому нижняя шкала смещена на пол мм, чтобы было удобно считать.
Один полный оборот этого диска, смещает губки микрометра ровно на пол мм. Именно поэтому нижняя шкала смещена на пол мм, чтобы было удобно считать.Попробуем снять показания которые получились при измерении микрометром на рисунке выше. У нас получается полных 4 мм, и ещё немного. Видим, что у нас выбралась нижняя риска, которая добавляет к 4 мм, ещё пол мм, или 50 соток. К этим 50 сотым нужно добавить ещё значение которое сейчас на диске, на диске оно тоже в сотых. Сейчас у нас 29. То есть получается, 4 мм, 50 сотых, плюс 29 сотых. Итого 4.79 сотых мм.
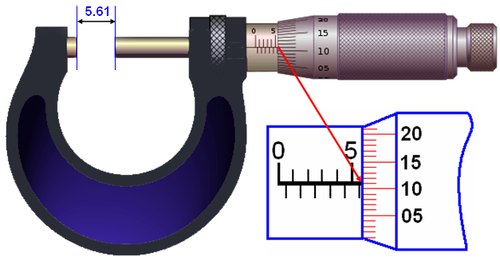
Давайте ещё немного покрутим диск микрометра и считаем, сколько у нас получается на рисунке выше. Получается полных 6 мм, и проступила рисочка на нижней шкале, что означает, что к этим 6 мм нужно добавить ещё 50 сотых мм. У нас получается 6 целых и 50 сотых, и ещё немножко, которые мы считываем по диску. На диске значение 3, что означает 3 сотых мм. Итого 6 целых и 53 сотых мм.
У данного микрометра есть одна особенность, которой нет в большинстве приборов.
 Это шкала, которая позволяет измерять размеры с точностью до одной тысячной мм. Она же в свою очередь служит и индикатором для достаточного упора, или зажима. На этой шкале 10 рисочек равны одной рисочке на диске, или одной сотой. Сейчас на приборе 0. Сейчас я сдвину ровно на одно деление диск, и вы увидите, что стрелочка отойдёт до значения 10.
Это шкала, которая позволяет измерять размеры с точностью до одной тысячной мм. Она же в свою очередь служит и индикатором для достаточного упора, или зажима. На этой шкале 10 рисочек равны одной рисочке на диске, или одной сотой. Сейчас на приборе 0. Сейчас я сдвину ровно на одно деление диск, и вы увидите, что стрелочка отойдёт до значения 10.Попробую измерить зубочистку микрометром. Устанавливаю и затягиваю до тех пор, пока стрелочка не попадёт в предел за 0 вправо. Дальше докручиваю пока у нас не совпадёт одна рисочка на диске. Нужно именно докручивать, так как так проще считать. Можно конечно и обратно открутить, но тогда придётся вычитать. Вот я закрутил, чтобы у меня точно совпала риска. Я зажимаю стопорную гайку и читаю показания. У меня получается 2 целых и 5 сотых и мне нужно добавить ещё 10 тысячных, которые на шкале тысячных, то есть ещё 1 сотую. У меня получается, 2.05 + 0.01 =2.06мм. Сейчас у меня этот размер 2 и 6 сотых мм. 2 запятая, 0 6.
Микрометр, например, можно держать вот так: берём прибор, берём деталь, как-то второй рукой придерживаем следующим образом… и зажимаем диск.
 Если нам нужно следующее измерение, мы отпускаем, ставим сверло, берём следующую деталь, опять держим и снова зажимаем. На мой взгляд так держать микрометр неправильно.
Если нам нужно следующее измерение, мы отпускаем, ставим сверло, берём следующую деталь, опять держим и снова зажимаем. На мой взгляд так держать микрометр неправильно.На мой взгляд, это очень неудобно, и есть следующий способ как правильно держить микрометр:
Для этого берём прибор следующим образом: вставляем 2 пальца, и держим его в руке. При этом вторая рука у нас абсолютно свободная, и мы можем брать детали хоть за пол метра от места где вы измеряете. Пальчиками руки в которой находится микрометр, свободно можно вращать диск.
Так, на мой взгляд, намного удобнее работать. Вам нужно что то измерить, вы взяли, померили, отпустили, взяли другую деталь. При этом у вас рука в которой микрометр, находится на столе, то есть в не подвешенном состоянии. Вы совершаете меньше движений, следовательно, меньше устаёте, меньше напрягаетесь, и намного интереснее продвигается у вас работа. Поэтому держите прибор как на рисунке выше.
Ещё мне очень нравится данный микрометр тем, что у него кнопочка, которая отпускает зажимаемую деталь.
 Чем это удобно? Ну во первых удобно подбирать несколько одинаковых изделий, скажем, с допуском 10 тысячных. Устанавливаем эталонную деталь и выгоняем стрелочку на шкале тысячных в ноль. Контрим шкалу. Ставим следующую деталь, и смотрим на шкалу тысячных.
Чем это удобно? Ну во первых удобно подбирать несколько одинаковых изделий, скажем, с допуском 10 тысячных. Устанавливаем эталонную деталь и выгоняем стрелочку на шкале тысячных в ноль. Контрим шкалу. Ставим следующую деталь, и смотрим на шкалу тысячных.Вторая фишка, чем удобна эта кнопка, можно измерить толщину по всей плоскости изделия, которое должно по всей плоскости иметь одинаковый размер. Естественно одинаковым он не будет, всегда есть допуск, это какие то сотые, тысячные. Фиксируем размер в первой точке. Подводим стрелку шкалы тысячных к 0, и контрим гайку. Нажав на кнопку, отпускаем деталь и переводим её другой частью в губки.
Как я уже сказал, в радиолюбительской практике есть задача, с которой изумительно классно сможет справиться только микрометр. Это, как вы уже наверное догадались, измерение диаметров обмоточных проводов.
Ну вот и всё. Вот такой интересный приборчик микрометр, который очень нужен для определения диаметров проводов, ведь часто пользуешься проводом бывшего употребления, который отматываешь из других трансформаторов, и нужно знать его диаметр.
 Но если честно, нужен микрометр редко, и на непродолжительное время. Его можно взять, перемерить все имеющиеся у себя в хозяйстве провода, и снова отдать. В ближайшие пол года он снова не понадобится.
Но если честно, нужен микрометр редко, и на непродолжительное время. Его можно взять, перемерить все имеющиеся у себя в хозяйстве провода, и снова отдать. В ближайшие пол года он снова не понадобится.Рубрики: Инструменты радиолюбителя | Тэги: Измерения, Инструменты радиолюбителя, Микрометр | Ссылка
Считывание микрометра — Wisc-Online OER
Этот веб-сайт использует файлы cookie, чтобы вы могли максимально эффективно использовать наш веб-сайт. политика конфиденциальности ОК Логотип Wisc-Online Переключить навигацию- Выучить
- Игры
- Играть в игры
- Сборка игр
- Курсы
- Библиотека изображений
- Поиск
- Профиль пользователя
- Зарегистрироваться
- Войти
- Войти в систему
- Зарегистрироваться
- >
Искусство и гуманитарные науки
- Общение
- Лингвистика
- Литература
- Философия
- Изобразительное искусство
- Посмотреть все
- >
Карьерные кластеры
- Сельское хозяйство, продукты питания и природные ресурсы
- Архитектура и Строительство
- Искусство, аудио / видео технологии и коммуникации
- Управление бизнесом и администрирование
- Образование и обучение
- Финансы
- Правительство и государственное управление
- Наука о здоровье
- Гостиничный бизнес и туризм
- Сферы услуг
- Информационные технологии
- Право, общественная безопасность, исправительные учреждения и безопасность
- Производство
- Маркетинг
- Наука, технологии, инженерия и математика
- Транспорт, распространение и логистика
- Посмотреть все
- >
Информационные технологии
- Карьерные навыки
- Компьютерное программирование
- Базовые ИТ-навыки
- База данных ИТ
- ИТ-сети
- IT безопасность
- ИТ поддержка
- Веб-разработка
- Посмотреть все
- >
Технология машиностроения
- Электроника
- Индустриальная автоматизация
- Станок
- Сварка
- Посмотреть все
- >
Математика
- Алгебра
- Исчисление
- Основы
- Финансы
- Геометрия
- Системы счисления
- Статистика и вероятность
- Тригонометрия
- Посмотреть все
- >
Наука
- Биология
- Химия
- науки о Земле
- Наука о здоровье
- Физика
- Посмотреть все
- >
Социальная наука
- Культурология
- Экономика
- География
- Политическая наука
- Психология
- Социология
- Посмотреть все
Категории Wisc-Online
- Курс базовых компьютерных навыков
- Производство ГАММА +
Полный экран
Мониторинг ваших микросервисов с помощью микрометра. io
 io
io Когда мы хотим инструментировать наше приложение, мы не хотим беспокоиться о том, какую систему мониторинга мы хотим использовать, сейчас или в будущем. Мы также не хотим менять много кода в нашем микросервисе, потому что нам нужно перейти с системы X на систему Y.
Встречайте микрометр!
Так что же такое микрометр, спросите вы?
В основном это сводится к следующему:
МикрометрПодумайте о SLF4J, но для метрик.
представляет собой простой фасад над клиентскими приборами для наиболее популярных систем мониторинга.Это позволяет вам оснастить ваш код размерными метриками с помощью интерфейса , не зависящего от поставщика, и выбрать систему мониторинга в качестве последнего шага. Используя этот интерфейс, мы можем поддерживать несколько систем мониторинга и легко переключаться на другую систему без каких-либо проблем. Он уже содержит встроенную поддержку для Prometheus , Netflix Atlas и Datadog , а InfluxDB, statsd и Graphite уже в пути!
Использование микрометра в вашем приложении
Начиная с Spring Boot 2, а точнее с этапа M4, Micrometer становится фактически инструментальной библиотекой, которая будет обеспечивать доставку метрик приложений из Spring. К счастью для нас, они также перенесли эту функциональность в Spring Boot 1.x через дополнительную библиотечную зависимость!
Просто добавьте устаревший модуль
К счастью для нас, они также перенесли эту функциональность в Spring Boot 1.x через дополнительную библиотечную зависимость!
Просто добавьте устаревший модуль микрометр-пружина- вместе с дополнительным модулем системы мониторинга, и все готово!
в Gradle:
compile 'io.micrometer: micrometer-spring-legacy: latest.release'
Или в Maven:
<зависимость>
io.micrometer
микрометр-пружина-наследие
<версия> $ {микрометр.версия}
Создание показателей
Есть несколько способов создать счетчики. Мы рассмотрим все типы, когда их использовать и, более того, как их реализовать.
Размеры / метки
Счетчик однозначно идентифицируется по имени и размерам (также называемым бирками).
Измерения — это способ добавления измерений к показателям, чтобы их можно было разрезать, нарезать кубиками, агрегировать и сравнивать. Например, у нас есть счетчик с именем
Например, у нас есть счетчик с именем http.запрашивает с тегом uri .
С помощью этого счетчика мы могли видеть общее количество HTTP-запросов, но также имели возможность развернуть и увидеть количество HTTP-запросов для определенного URI.
Счетчики
Счетчики— это совокупная метрика, которая представляет собой одно числовое значение, которое постоянно увеличивается. Обычно они используются для подсчета обслуженных запросов, выполненных задач, возникших ошибок и т. Д. Счетчики , а не следует использовать для отображения текущего количества элементов, количество которых также может уменьшаться, для этого варианта использования лучше подходят датчики.
MeterRegistry registry = ...
Counter counter = registry.count | Используйте следующий калькулятор для преобразования между нанометрами и микрометров .  Если вам нужно преобразовать нанометров в другие единицы измерения, попробуйте наши универсальные
Конвертер единиц расстояния и длины. Если вам нужно преобразовать нанометров в другие единицы измерения, попробуйте наши универсальные
Конвертер единиц расстояния и длины. | |||||||
| |||||||
Как использовать калькулятор преобразования из нанометра в микрометр | |||||||
| Скачать конвертер единиц расстояния и длины наша мощная программная утилита, которая поможет вам легко преобразовать более 2100 различных единиц измерения в более чем 70 категорий.  Откройте для себя универсального помощника для всех ваших потребностей в преобразовании единиц измерения —
скачайте бесплатную демо-версию прямо сейчас! Сделайте 78 764 преобразования с помощью простого в использовании, точного и мощного калькулятора единиц измерения Откройте для себя универсального помощника для всех ваших потребностей в преобразовании единиц измерения —
скачайте бесплатную демо-версию прямо сейчас! Сделайте 78 764 преобразования с помощью простого в использовании, точного и мощного калькулятора единиц измерения | |||||||
| Мгновенно добавьте бесплатный виджет «Конвертер расстояния и длины» на свой веб-сайт Это займет меньше минуты, это так же просто, как вырезать и наклеить.Конвертер органично впишется в ваш веб-сайт, так как его можно полностью изменить. Щелкните здесь, чтобы просмотреть пошаговое руководство по размещению этого конвертера единиц на своем веб-сайте. | |||||||
| |||||||
