основные параметры и различия с метрической нарезкой
Её величество труба! Безусловно, она делает нашу жизнь лучше. Примерно так:
Ключевая характеристика любой цилиндрической трубы — это её диаметр. Он может быть внутренним (Dу ) и наружным (Dn ). Диаметр трубы измеряется в миллиметрах, но единица измерения трубной резьбы — дюйм. И вот на стыке метрической и забугорной систем измерения как правило возникает больше всего вопросов. Кроме того,реально существующий размер внудреннего диаметра часто не совпадает с Dy .
Давайте подробнее разберемся как нам с этим дальше жить. Трубной резьбе посвящена отдельная статья . Читайте также про профильные трубы , которые используются для возведения конструкций.
Дюймы против мм. Откуда путаница и когда необходима таблица соответствия
Трубы, диаметр которых обозначается дюймами (1″, 2″ ) и/или долями дюймов (1/2″, 3/4″ ), являются общепринятым стандартом в водо — и водогазоснабжении.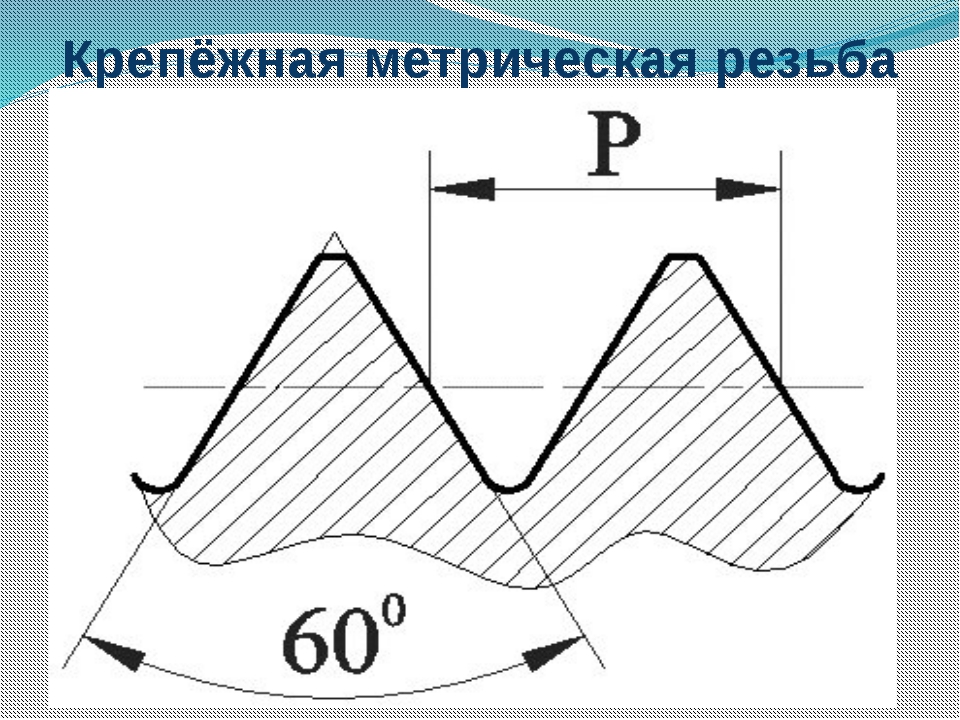
А трудность в чем?
Снимите размеры с диаметра трубы 1″ (о том как измерять трубы написано ниже) и вы получите 33,5 мм , что естественно не совпадает с классической линейной таблицей перевода дюймов в мм ( 25.4 мм ).
Как правило монтаж дюймовых труб проходит без затруднений, но при их замене на трубы из пластика, меди и нержавеющей стали возникает проблема — несоответствие размера обозначенного дюйма (33,5 мм ) к его реальному размеру (25,4 мм ).
Обычно этот факт вызывает недоумение, но если глубже заглянуть в процессы происходящие в трубе, то логика несоответствия размеров становится очевидна и непрофессионалу. Все довольно просто — читайте дальше.
Дело в том, что при создании водного потока ключевую роль играет не внешний, а внутренний диаметр и по этой причине для обозначения используется именно он. Однако несоответствие обозначаемых и метрических дюймов все равно остается, т. к. внутренний диаметр стандартной трубы составляет 27,1 мм , а усиленной — 25,5 мм . Последнее значение стоит довольно близко к равенству 1″»=25,4 но все же им не является.
Последнее значение стоит довольно близко к равенству 1″»=25,4 но все же им не является.
Разгадка состоит в том, что для обозначения размера труб применяется номинальный, округленный до стандартного значения диаметр (условный проход Dy ). Величина условного прохода подбирается так, чтобы пропускная способность трубопровода увеличивалась от
Пример:
Наружный диаметр трубной системы равен 159 мм, толщина стенки трубы 7 мм. Точный внутренний диаметр будет равен D = 159 — 7*2= 145 мм. При толщине стенки 5 мм размер составит 149 мм. Однако, как в первом так и во втором случае условный проход будет иметь один номинальный размер 150 мм.
В ситуациях с пластиковыми трубами для решения проблемы несоответствующих размеров используются переходные элементы. При необходимости заменить или состыковать дюймовые трубы с трубами, выполненными по реальным метрическим размерам — из меди, нержавейки, алюминия, следует брать во внимания и наружный, и внутренний диаметры.
Таблица соответствия условного прохода дюймам
| Ду | Дюймы | Ду | Дюймы | Ду | Дюймы |
| 6 | 1/8″ |
Таблица соответствия резьб | Энциклопедия пневматики и гидравлики
|
Внешний диаметр |
Внутренний диаметр |
Шаг резьбы / число ниток на дюйм |
Метрическая резьба |
G≈BSP | NPT | UNF |
| 3.8-3.9 | 3.2-3.4 | 0.7 | М4 | |||
4. 0-4.2 0-4.2
| 3.4-3.6 | 36 | Nr.8 | |||
| 4.6-4.8 | 4.0-4.2 | 32 | Nr.10 | |||
| 4.8-4.9 | 4.1-4.3 | 0.8 | М5 | |||
| 5.7-5.9 | 4.9-5.2 | 1.0 | М6 | |||
| 7.7-7.9 | 6.9-7.2 | 1.0 | М8х1 | |||
7. 7-7.9 7-7.9
|
6.6-6.9 | 1.25 | М8 | |||
| 7.7-7.9 | 6.8-7.1 | 24 | 5/16×24 | |||
| ≤7.9 | ≥6 | 27 | 1/16 | |||
| 9.5-9.7 | 8.5-8.8 | 28 | G1/8 | |||
| 9.7-9.9 | 8.9-9.2 | M10xl | ||||
9. 7-9.9 7-9.9
|
8.6-8.9 | 1.25 | M10x1.25 | |||
| 9.7-9.9 | 8.4-8.7 | 1.5 | М10 | |||
| ≤10.3 | 27 | 1/8 | ||||
| 10.9-11.1 | 9.7-10.0 | 20 | 7/16×20 | |||
| 11.7-11.9 | 10.6-10.9 | 1.25 |
М12х1. 25 25
|
|||
| 11.7-11.9 | 10.4-10.7 | 1.5 | M12xl.5 | |||
| 11.6-11.9 | 10.1-10.4 | 1.75 | М12 | |||
| 12.5-12.7 | 11.3-11.7 | 20 | 1/2×20 | |||
| 12.9-13.2 | 19 | G1/4 | ||||
≤13. 7 7
|
≥10.7 | 18 | 1/4 | |||
| 15.7-15.9 | 14.4-14.7 | 1.5 | M16xl.5 | |||
| 15.7-15.9 | 13.8-14.2 | 2.0 | М16 | |||
| 15.7-15.9 | 14.4-14.7 | 16 | 5/8×16 | |||
| 16.4-16.7 | 14.9-15.4 | 19 | G3/8 | |||
≤17. 1 1
|
≥14.2 | 18 | 3/8 | |||
| 18.8-19.1 | 17.3-17.8 | 16 | 3/4×16 | |||
| 19.7-19.9 | 18.9-19.2 | 1.0 | М20х1 | |||
| 19.7-19.9 | 18.4-18.7 | 1.5 | М20х1.5 | |||
| 19.6-19.9 | 17.3-17.7 | 2.5 | М20 | |||
20. 7-20.9 7-20.9
|
18.6-19.2 | 14 | G1/2 | |||
| ≤21.3 | ≥17.4 | 14 | 1/2 | |||
| 21.7-21.9 | 20.4-20.7 | 1.5 | М22х1.5 | |||
| 21.9-22.6 | 20.3-20.8 | 14 | 7/8×14 | |||
| 23.7-23.9 | 22.4-22.7 | 1.5 | М24х1.5 | |||
| 23.6-23.9 | 20.8-21.3 | 3.0 | М24 | |||
| 25.1-25.4 | 23.1-23.6 | 12 | 1×12 | |||
| 26.2-26.4 | 24.1-24.7 | 14 | G3/4 | |||
| 26.6-26.9 | 24.8-25.2 | 2.0 | М27х2 | |||
| ≤26.7 | ≥22.5 | 14 | 3/4 | |||
| 28.3-28.6 | 26.3-26.8 | 12 | 11/8×12 | |||
| 29.7-29.9 | 28.4-28.7 | 1.5 | N130x1.5 | |||
| 31.5-31.7 | 29.5-30.0 | 12 | 11/4×12 | |||
| 32.9-33.2 | 30.3-30.9 | 11 | G1 | |||
| ≤33.4 | ≥28.5 | 11 1/2 | 1 | |||
| 35.7-35.9 | 34.4-34.7 | 1.5 | М36х1.5 | |||
| 35.6-35.9 | 33.8-34.2 | 2.0 | N136x2.0 | |||
| 37.7-37.9 | 36.4-36.7 | 1.5 | М38х1.5 | |||
| 37.8-38.1 | 35.8-36.4 | 12 | 1 1/2×12 | |||
| 41.6-41.9 | 38.9-39.6 | 11 | G1 1/4 | |||
| 41.7-41.9 | 40.4-40.7 | 1.5 | М42×1.5 | |||
| 41.6-41.9 | 39.8-40.2 | 2.0 | М42х2 | |||
| ≤42.2 | ≥37.0 | 111/2 | 11/4 | |||
| 44.7-44.9 | 43.4-43.7 | 1.5 | М45х1.5 | |||
| 47.4-47.S | 44.8-45.5 | 11 | G1 1/2 | |||
| 46.7-47.9 | 45.8-46.2 | 2.0 | N148x2 | R11/2 | ||
| ≤48.3 | ≥43.5 | 11 1/2 | 11/2 | |||
| 59.3-59.6 | 56.7-57.3 | 11 | G2 | |||
| 59.7-59.9 | 58.4-58.7 | 1.5 | М60×1.5 | R2 | ||
| ≤60.3 | ≥55.0 | 11 1/2 | 2 | |||
| 79.7-79.9 | 78.4-78.7 | 1.5 | М80х1.5 |
Метрическая ISO-резьба, G-Трубная резьба по DIN ISO 228 (BSP), NPT-Коническая трубная, UNF-Мелкая резьба.
| | Адрес этой страницы (вложенность) в справочнике dpva.ru: главная страница / / Техническая информация / / Оборудование / / Фланцы, резьбы, трубы, фитинги….Элементы трубопроводов. / / Резьбы. Резьба на трубах. Резьба крепежная. Метрическая резьба — размеры, таблицы. Дюймовые резьбы — размеры, таблицы. Таблицы соответствия резьб. / / Метрические резьбы М0,25-М600. Шаг, основные размеры, поля допусков резьбы для основных, мелких и редких метрических резьб. Таблица шагов, наружных, средних и внутренних диаметров и обозначений метрических резьб по ГОСТ и ISO. Поделиться:
| |||||||||||||||||||||||||||||||||||||||||||||||||||
Трубная резьба — выбор инструмента для резьбовых работ + Видео
1 Варианты трубной резьбы
В этой работе будут описаны способы формирования нарезки, инструменты, которые для этого используются, и некоторые резьбовые стандарты. Такая информация будет не лишней для покупателей труб с уже нарезанными резьбовыми соединениями и для тех мастеров, которые решились самостоятельно произвести внутреннюю или внешнюю металлообработку на трубах. Есть достаточно большое количество вариантов, которыми осуществляется резьба трубная. Среди них выделяются цилиндрическая, коническая, дюймовая. Помимо всего вышеперечисленного, стоит отметить и такой вид, как металлообработка метрическая.
Нормативные акты современности предполагают только три варианта металлообработки под общим названием трубная резьба:
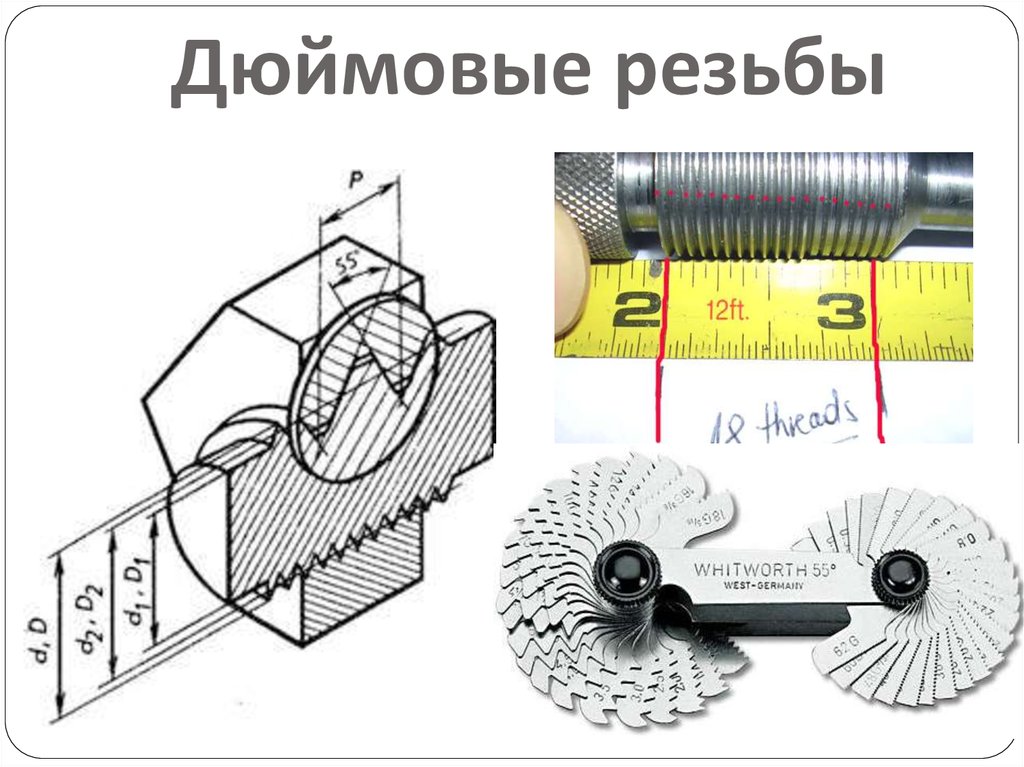
- цилиндрическая нарезка, образованная спиралевидной нарезкой с профилем равнобедренного треугольника с углом при вершине 55 градусов;
- коническая, образованная спиралевидной нарезкой с профилем равнобедренного треугольника с углом при вершине 55 градусов, но нарезанном на скошенном участке трубы с конусностью 1:16;
- дюймовая, образованная спиралевидной обработкой с профилем равнобедренного треугольника с углом при вершине 60 градусов.
Цилиндрическая нарезка трубы
В последнее время дюймовый вариант используется все реже, а в большинстве случаев в производстве новых трубопроводов совсем не используется. В современных изделиях трубные резьбы представлены или в цилиндрическом варианте, или в коническом. Цилиндрический тип нарезки используется весьма широко в водопроводных, отопительных и газопроводных системах. Он обозначается буквой G. Коническое соединение более прочное и используется для соединения узлов под давлением в гидравлике, топливопроводах или маслопроводах самолетов, автомобилей или станков. Обозначается коническая металлообработка буквой R.
Далее рассмотрим по возможности подробно G-тип и R-тип резьбы трубной. Такое обозначение характерно для цилиндрического и конического вариантов на чертежах.
Отличие трубной резьбы от метрической в том, что она обладает более острыми углами гребней и впадин. Еще вершины ниток трубной резьбы более округлые.
2 Трубная резьба цилиндрического типа
Трубная цилиндрическая резьба, которая регламентируется ГОСТ 6357-81, нарезается на трубах (или внутри) диаметром от 7,723 мм (соответствует 1/16″) до 163,83 мм (соответствует 6″ ровно). Общее количество оригинальных разновидностей данного типа работ (по диаметру) соответствует 16 типоразмерам. На трубах диаметром более 6″ нарезка уже не делается. Такие трубы соединяются посредством сварки.
В резьбовой нарезке выделяют два диаметра. Один называется наружным. Он измеряется по верхним противоположным гребням. Второй измеряется по впадинам нарезки резьбы, тоже в противоположных точках. Разница этих двух диаметров равна величине профиля.
Однако, кроме диаметра, очень важной характеристикой для любой нарезки является еще и шаг нарезки — расстояние между двумя соседними вершинами или впадинами волны резьбы. Это расстояние должно быть одинаковым на всем протяжении и на любом отрезке спирали. Притом как на внешней, так и на внутренней. Иначе соединять детали будет невозможно.
Шаг резьбовой нарезки
Согласно ГОСТ 6211-81, который регламентирует размеры трубной цилиндрической резьбы, шаг резьбовой нарезки измеряется не в миллиметрах, а по количеству витков в пределах одного дюйма (25,4 мм).
И, кстати, шаг зависит от высоты профиля.
Он равен 1/2 разницы между наружным и внутренним диаметрами. В связи с этим определением и по ГОСТу существует четыре варианта шага данного типа металлообработки на 11, 14, 19 и 28 витков.
Шаги трубной металлообработки гост
В жилищном строительстве чаще всего пользуются трубами с такими типами:
1. С металлообработкой в 14 ниток на дюйм (шаг 1,814 мм):
- диаметр 1/2″;
- диаметр 3/4″.
2. С обработкой в 11 ниток на дюйм (шаг 2,309 мм):
- диаметр 1″;
- диаметр 1 1/4″;
- диаметр 11/2″;
- диаметр 2″.
Таким образом, конечное число рассматриваемых типоразмеров, соответствующих стандартной трубной цилиндрической металлообработке G-типа, равно 64-м единицам. Это число получается из расчета, что существует четыре типоразмера по шагу для каждого из 16 рассмотренных типоразмеров по диаметру.
Нужно заметить, что определенные ранее размеры трубной цилиндрической резьбы интересны большинству практикующих сантехников только в свете диаметра условного. Остальные параметры берутся во внимание только в процессе изготовления или контроля за качеством изготавливаемой резьбы.
3 Трубная резьба конического типа
Трубная коническая резьба R-типа регламентируется ГОСТ 6211-81. Этот тип нарезки используется на (или внутри) концах труб с конусностью 1:16 и диаметрами от 1/16″ (7,723 мм) и до 6″ (163,83 мм). Остальные пропорции аналогичны пропорциям цилиндрической резьбы. Общее количество всех оригинальных резьбовых типоразмеров равняется 64 единицам: 16 типоразмеров по диаметру, умноженных на 4 типоразмера по шагу резьбы для каждого диаметра.
4 Способы контроля качества и определения размеров и типов резьб
Независимо от того, какие инструменты для нарезки используются, выделяются следующие средства, с помощью которых могут измеряться отверстия:
- С помощью калибров. Этот способ позволяет определить все параметры резьбы. Делается это таким образом: если нужно проверить или определить тип резьбы внутри трубы, используется цилиндрический калибр с наружной нарезкой. Вкручивая его в трубу, контролируется плотность и легкость прохождения витков. Если в двух деталях не совпадают диаметр или шаг резьбы, то вкрутить калибр не получится. Соответственно, берется следующий калибр и проделывается та же операция. И так до тех пор, пока резьбы не подойдут. Для наружной резьбы берут калибр с внутренней резьбой и накручивают на трубу. Этот процесс может порядочно затянуться. Ведь общее количество калибров доходит до 64 штук. И это только для измерения наружной резьбы. А полный комплект калибров состоит из 128 штук.
- С помощью плоских шаблонов. Этот способ гораздо проще. Выполняется он таким образом: берется пластина с профилем нарезки и прикладывается к кромке на трубе или внутри трубы. Если между гранями получаемого после металлообработки рельефа и профилем шаблона нет просветов, операция по определению типа резьбы закончена. Такой метод хоть и проще, но не дает точных результатов. Он используется на объектах, где нет доступа к калибрам, а нужно проверить параметры резьбового соединения.
Также используемые инструменты для нарезки не влияют на способ, с помощью которого трубная резьба осуществляется. Так, на внутренней или наружной поверхности данный процесс производится несколькими способами:
- Накатка резьбы в процессе изготовления трубы. Такие изделия поступают в продажу или на строительные площадки с уже готовой обработкой.
- Механический способ нарезки резьбы. Здесь нужен токарный станок. В патроне зажимают трубу. В суппорт вставляют резьбовой резец. Делают фаску внутри или снаружи трубы. Включают резьбовую подачу и подводят резец, настроив скорость перемещения суппорта. Нарезка, сделанная таким образом, считается наиболее точной.
- Ручной метод. Для нарезки вручную понадобятся плашка для нарезания или метчик. Во многих случаях деталь просто невозможно поместить в станок. Тогда используются плашки для нарезания трубных способов металлообработки. Этот метод практикуется в строительстве, когда нужно соединить установленные разводки. Диаметр стыкующихся труб не должен превышать 6″.
- Метод нарезания плашкой довольно прост. На закрепленную трубу надевается плашка, закрепляется в специальном зажиме с одной или двумя рукоятками. Далее навинчивается инструмент на трубу по часовой стрелке. Для труб диаметром более 1/2″ обычно используют две плашки: черновую и чистовую. Когда поворачивать становится тяжело, откручивают пару витков назад и продолжают нарезать дальше.
- Нарезка трубной резьбы с помощью метчика еще проще. Он используется, когда нужно нарезать внутреннюю резьбу. Вставив хвостовик метчика в держатель с рукоятями, начинаете медленно вкручивать метчик в трубу. При увеличении усилия откручиваете назад пару витков и снова вкручиваете, нарезая дальше.
Эти виды нарезки внутри трубы или на поверхности требуют от исполнителя незаурядной силы и сноровки. Несмотря на трудоемкость процесса, обработку плашкой или метчиком практикуют все сантехники, которые имеют дело с металлическими трубами. Если руководствоваться знаниями, изложенными выше, можно спокойно приступать к работе с водопроводными, газовыми или отопительными трубами.
Подбор резьбы кабельных вводов
Кабельные вводы используются для ввода кабеля в оболочку электрооборудования. Существует два вида ввода:
Кабельные ввода используются для ввода кабеля в оболочку электрооборудования. Существует два вида ввода:
- Непосредственный (рис 1) — когда на оболочке нарезается резьба, соответствующая выбранному типу кабельного ввода (NPT, PG, M, G) применяется для «толстостенных» оболочек, обычно толще 5 мм.
- С помощью контргайки (рис 2)- когда в оболочке изготавливается отверстие, а кабельный ввод крепится при помощи контргайки, с обратной стороны оболочки.
рис. 1 1 — оболочка с резьбой |
рис. 2 1 — оболочка с отверстием |
В настоящее время на рынке существует много различных исполнений кабельных вводов, большинство из них имеют импортную резьбу типа NPT или PG. Так как наиболее используемым является второй тип ввода в оболочку, для потребителя тип резьбы становится не главным определяющим фактором для выбора типа ввода. Достаточно подобрать отверстие нужного диаметра, чтобы перейти с одного типа на другой.
Параметры различных типов резьбы приведены в таблицах.
Метрическая ISO 965 (Metric) Используется на территории России и нескольких европейских стран.
| Тип | Внешний диаметр резьбы,D мм |
Шаг, P мм | Максимальный диаметр отверстия в оболочке, мм |
|
|---|---|---|---|---|
| М12 | 12 | 1,5 | 12,5 | |
| М16 | 16 | 1,5 | 16,7 | |
| М20 | 20 | 1,5 | 20,7 | |
| М22 | 22 | 1,5 | 22,7 | |
| М25 | 25 | 1,5 | 25,7 | |
| М30 | 30 | 1,5 | 30,7 | |
| М32 | 32 | 1,5 | 32,7 | |
| М42 | 42 | 1,5 | 42,7 | |
| М48 | 48 | 1,5 | 48,7 |
Резьба дюймовая трубная конусная NPT ANSI B 1.20.1 — американский стандарт на резьбу
| Тип | Внешний диаметр резьбы, мм | Шаг, мм | Максимальный диаметр отверстия в оболочке, мм |
|
|---|---|---|---|---|
| 1/2″ | 21,34 | 1,81 | 22,04 | |
| 3/4″ | 26,67 | 1,81 | 27,37 | |
| 1″ | 33,40 | 2,2 | 34,10 | |
| 1 1/4″ | 42,15 | 2,2 | 42,86 | |
| 1 1/2″ | 48,26 | 2,2 | 48,96 | |
| 2″ | 60,33 | 2,2 | 61,03 | |
| 2 1/2″ | 73,03 | 3,18 | 73,73 | |
| 3″ | 88,90 | 3,18 | 89,60 | |
| 3-1/2″ | 101,60 | 3,18 | 102,60 | |
| 4″ | 114,30 | 3,18 | 115,30 |
Резьба PG DIN 40430 немецкий стандарт на резьбу (не рекомендуется использовать)
31 декабря 1999 года стандарт VDE 0619, включающий в себя стандарты DIN 46319 для метрических размеров и DIN 46320 для PG-размеров был отменен.
| Тип | Внешний диаметр резьбы, мм | Шаг, мм | Максимальный диаметр отверстия в оболочке, мм | |
|---|---|---|---|---|
| PG7 | 12,5 | 1,27 | 13,2 | |
| PG9 | 15,2 | 1,41 | 15,9 | |
| PG11 | 18,6 | 1,41 | 19,3 | |
| PG13 | 20,4 | 1,41 | 21,1 | |
| PG16 | 22,5 | 1,41 | 23,2 | |
| PG21 | 28,3 | 1,59 | 29,0 | |
| PG29 | 37,0 | 1,59 | 37,7 | |
| PG36 | 47,0 | 1,59 | 47,7 | |
| PG42 | 54,0 | 1,59 | 54,7 | |
| PG48 | 59,3 | 1,59 | 60,0 |
Резьба трубная цилиндрическая G ISO 228 Английский стандарт, широко применяется при нарезке резьбы на трубах
| Тип | Внешний диаметр резьбы, мм | Шаг, мм | Максимальный диаметр отверстия в оболочке, мм | |
|---|---|---|---|---|
| G 1/4 | 13,157 | 1,337 | 13,6 | |
| G 3/8 | 16,662 | 1,337 | 17,1 | |
| G 1/2 | 20,955 | 1,814 | 21,4 | |
| G 3/4 | 26,441 | 1,814 | 26,9 | |
| G 1 | 33,249 | 2,309 | 33,7 | |
| G 1 1/4 | 41,910 | 2,309 | 42,4 | |
| G 1 1/2 | 47,803 | 2,309 | 48,3 | |
| G 2 | 59,614 | 2,309 | 60,1 |
NPT Американская трубная коническая несамоуплотняющаяся резьба
по стандарту ANSI B 1.20.1
| Тип | Наружный диаметр резьбы, мм | Шаг, мм | Максимальный диаметр отверстия в оболочке, мм | |
|---|---|---|---|---|
| 1/16″ NPT | 7,895 | 0,941 | 6,00 | |
| 1/8″ NPT | 10,242 | 0,941 | 8,25 | |
| 1/4″ NPT | 13,616 | 1,411 | 10,70 | |
| 3/8″ NPT | 17,055 | 1,411 | 14,10 | |
| 1/2″ NPT | 21,223 | 1,814 | 17,40 | |
| 3/4″ NPT | 26,568 | 1,814 | 22,60 | |
| 1″ NPT | 33,228 | 2,209 | 28,50 | |
| 1 1/4″ NPT | 41,985 | 2,209 | 37,00 | |
| 1 1/2″ NPT | 48,054 | 2,209 | 43,50 | |
| 2″ NPT | 60,092 | 2,209 | 55,00 |
Кабельный ввод — это просто!
Отзывы оpipe thread hss — интернет-магазин и отзывы на трубная резьба hss на AliExpress
Отличные новости !!! Вы попали в нужное место для трубной резьбы HSS. К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, которые предлагают быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене.Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, так как эта верхняя трубная резьба из быстрорежущей стали станет одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели трубку из нержавеющей стали на AliExpress. Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в трубной резьбе из быстрорежущей стали и думаете о выборе аналогичного товара, AliExpress — отличное место для сравнения цен и продавцов.Мы поможем вам разобраться, стоит ли доплачивать за высококачественную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь. А если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе.Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца. Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет. Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести pipe thread hss по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы. На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
| Технические Информация |
|
Общие данные
|
Технические характеристики
|
Манометры серии ООН
|
Цилиндрические или плоские калибры
|
Метрические серии манометров
|
Национальный калибр трубной резьбы
|
Приборы переменного типа
|
Измерители определения осевой линии резьбовых отверстий
|
Британские стандартные калибры
|
Статьи о темах, в основном написанные другие
|
Винтовая резьба ACME
|
API Американский институт нефти
|
| Примечание: Этот веб-сайт финансируется за счет продажи инструментов для измерения резьбы винтов.Это поможет нам и дальше предоставлять эти данные, если вы дадите нам возможность продавать наши инструменты вашей компании. Если вы найдете эту информацию полезной, постарайтесь включить Gage Crib Worldwide Inc. в список предложений для будущих покупок инструментов для измерения резьбы винтов. |
| Заявление об ограничении ответственности: Эти данные предоставлены только для общей информации. Намерение предоставлять точную информацию; несмотря на; могут существовать ошибки в предоставленной информации.Если точность важна, основывайте окончательные решения по данным, указанным в официальных отраслевых спецификациях; которые являются документами, защищенными авторским правом. Для покупки копий посетите авторизованный реселлер. |
| Комментарии: Исходная публикация: 01.10.1999 Последняя редакция: 20.10.2020 Исправления ошибок или комментарии по поводу вышеуказанных данных можно отправлять по адресу: office @ gagecrib.com |
метрическая резьба — это … Что такое метрическая резьба?
метрическая резьба — Резьба метрических гаек, болтов и винтов. Были распространены два основных стиля: ISO (Международная организация по стандартизации) и JIS (Японский промышленный стандарт), который больше не используется. Резьба UNC и резьба UNF не могут быть заменены…… Словарь автомобильных терминов
резьба — [1] Спиральные канавки на винте, болте или гайке.См. Левую резьбу, правую резьбу. [2] спиральная канавка в цилиндрическом отверстии, гайке и т. Д., Образующая метчик или токарный инструмент (внутренняя или внутренняя резьба). См. Резьбу B, армированную резьбу класса A … … Словарь автомобильных терминов
Thread (информатика) — Эта статья посвящена концепции параллелизма. Для аппаратной многопоточности см. Многопоточность (архитектура компьютера). Информацию о форме кода, полностью состоящего из вызовов подпрограмм, см. В разделе Потоковый код.Чтобы узнать о других значениях, см. Тема…… Wikipedia
Измеритель шага резьбы — Измеритель шага резьбы, изображенный справа, также называется измерителем шага резьбы и используется для измерения шага или шага винтовой резьбы. Самый верхний датчик на изображении — это метрический датчик шага ISO, больший датчик в центре предназначен для…… Wikipedia
Резьба винта — Внутренняя и внешняя резьбы показаны с использованием общей гайки и болта. Пара винт и гайка может использоваться для преобразования крутящего момента в линейную силу.Когда винт (или болт) вращается, винт перемещается вдоль своей оси через неподвижную гайку или не…… Wikipedia
Метрическая резьба ISO — Метрическая резьба ISO является наиболее широко используемым типом винтовой резьбы общего назначения во всем мире. [1] Они были одними из первых международных стандартов, согласованных при создании Международной организации по стандартизации в…… Wikipedia
Unified Thread Standard — сюда перенаправляется количество потоков на дюйм.О текстильном термине см. Глоссарий текстильного производства № T. Единый стандарт резьбы (UTS) определяет стандартную форму и серию резьбы, а также допуски, допуски и обозначения для винтовой резьбы…… Wikipedia
Британская стандартная трубная резьба — Британская стандартная трубная резьба (резьба BSP) — это семейство стандартных типов винтовой резьбы, которые были приняты во всем мире для соединения и герметизации концов труб путем сопряжения внешней (наружной) с внутренней (внутренней) нить.ТипыДва типа…… Википедия
Винт — Эта статья о креплении. Для использования в других целях, см Винт (значения). Винты бывают разных форм и размеров для разных целей. Четверть монеты США (диаметр 24 мм) показана в масштабе. Винт или болт — это тип крепежа…… Wikipedia
T-mount — стандартное крепление объектива для фотоаппаратов и других оптических узлов. Это винтовое крепление с использованием наружной метрической резьбы M42x0,75 на объективе с фокусным расстоянием фланца 55 мм и ответной внутренней резьбы на адаптере камеры или другом оптическом…… Wikipedia
Фрезерный станок — Сведения о машине, применяемой в дорожном строительстве, см. Фрезерный станок для асфальта.Не путать с мельницей (помол). Пример вертикального фрезерного центра с ЧПУ мостового типа… Википедия
метрическая резьба Википедия
Стандарт нарезания резьбы
Метрическая резьба ISO — это наиболее широко используемый тип универсальной винтовой резьбы во всем мире. [1] Они были одними из первых международных стандартов, согласованных при создании Международной организации по стандартизации (ISO) в 1947 году. [необходима ссылка ]
Обозначение «M» для метрических винтов указывает на номинальный внешний диаметр винтовой резьбы в миллиметрах (например,(например, винт M6 имеет номинальный внешний диаметр 6 миллиметров).
Основной профиль []
Основной профиль всех метрических резьбовых соединений ISOПринципы проектирования метрических резьбовых соединений ISO общего назначения (резьбы серии «M») определены в международном стандарте ISO 68-1. [2] Каждая резьба характеризуется своим большим диаметром D ( D maj на схеме) и шагом P . Метрическая резьба ISO состоит из симметричной V-образной резьбы.В плоскости оси резьбы боковые стороны V расположены под углом 60 ° друг к другу. Глубина резьбы 0,54125 × шаг. Крайние 1 ⁄ 8 и самые внутренние 1 ⁄ 4 высоты H V-образной формы отрезаны от профиля.
Связь между высотой H и шагом P находится с помощью следующего уравнения, где θ — половина включенного угла резьбы, в данном случае 30 °: [3]
- H = 12tanθ⋅P = 32⋅P≈0.866⋅P {\ displaystyle H = {\ frac {1} {2 \ tan \ theta}} \ cdot P = {\ frac {\ sqrt {3}} {2}} \ cdot P \ приблизительно 0,866 \ cdot P}
или
- P = 2tanθ⋅H = 23⋅H≈1,155⋅H {\ displaystyle P = 2 \ tan \ theta \ cdot H = {\ frac {2} {\ sqrt {3}}} \ cdot H \ приблизительно 1,155 \ cdot H}
На внешней (наружной) резьбе (например, на болте) большой диаметр D maj и вспомогательный диаметр D min определяют максимальные размеры резьбы . Это означает, что внешняя резьба должна заканчиваться плоско на D maj , но может быть закруглена ниже малого диаметра D min .И наоборот, для внутренней (внутренней) резьбы (например, в гайке) большой и малый диаметры составляют , минимум размера; поэтому профиль резьбы должен заканчиваться ровно на D мин. , но может быть закруглен до D maj .
Малый диаметр D мин. и эффективный делительный диаметр D p выводятся из большого диаметра и шага как
- Dmin = Dmaj − 2⋅58⋅H = Dmaj − 538⋅P≈Dmaj − 1.082532⋅PDp = Dmaj − 2⋅38⋅H = Dmaj − 338⋅P≈Dmaj − 0.649519⋅P {\ displaystyle {\ begin {align} D _ {\ text {min}} & = D _ {\ text {maj}} -2 \ cdot {\ frac {5} {8}} \ cdot H = D _ {\ text {maj}} — {\ frac {5 {\ sqrt {3}}} {8}} \ cdot P \ приблизительно D_ {\ text {maj}} — 1.082532 \ cdot P \\ D _ {\ text {p}} & = D _ {\ text {maj}} — 2 \ cdot {\ frac {3} {8}} \ cdot H = D _ {\ text {maj}} — {\ frac {3 {\ sqrt {3}}} {8}} \ cdot P \ приблизительно D _ {\ text {maj}} — 0,649519 \ cdot P \ end {выровнено}} }
Обозначение []
Метрическая резьба ISO обозначается буквой M, за которой следует значение номинального диаметра D (максимальный диаметр резьбы) и шаг P , оба выражены в миллиметрах и разделены знаком дефиса, — (е.г., М8-1.25). Если шаг — это обычно используемый «крупный» шаг, указанный в ISO 261 или ISO 262, его можно не указывать (например, M8). Длина крепежного винта или болта обозначается следующим образом x , а длина выражается в миллиметрах (например, M8-1,25×30 или M8x30). При необходимости к этим обозначениям могут быть добавлены классы допусков, определенные в ISO 965-1 (например, M500– 6g для наружной резьбы).
Внешняя резьба обозначается строчной буквой g или h. Внутренняя резьба обозначается заглавными буквами G или H.
Предпочтительные размеры []
ISO 261 определяет подробный список предпочтительных комбинаций внешнего диаметра D и шага P для метрической резьбы ISO. Столбец 1-го выбора соответствует (приблизительно) серии R10 из ISO 3, а столбец 2-го выбора представляет собой округленные значения из серии R20 из ISO 3. [4] [5]
ISO 262 определяет более короткий список размеров резьбы — подмножество ISO 261. [6]
| Номинальный диаметр D (мм) | Шаг P (мм) | Номинальный диаметр D (мм) | Шаг P (мм) | |||||
|---|---|---|---|---|---|---|---|---|
| 1-й выбор | 2-й выбор | Грубый | штраф | 1-й выбор | 2-й выбор | Грубый | штраф | |
| 1 | 0.25 | 0,2 | 16 | 2 | 1,5 | |||
| 1,2 | 0,25 | 0,2 | 18 | 2,5 | 2 или 1,5 | |||
| 1,4 | 0,3 | 0,2 | 20 | 2,5 | 2 или 1,5 | |||
| 1,6 | 0,35 | 0,2 | 22 | 2,5 | 2 или 1.5 | |||
| 1,8 | 0,35 | 0,2 | 24 | 3 | 2 | |||
| 2 | 0,4 | 0,25 | 27 | 3 | 2 | |||
| 2,5 | 0,45 | 0,35 | 30 | 3,5 | 2 | |||
| 3 | 0,5 | 0,35 | 33 | 3.5 | 2 | |||
| 3,5 | 0,6 | 0,35 | 36 | 4 | 3 | |||
| 4 | 0,7 | 0,5 | 39 | 4 | 3 | |||
| 5 | 0,8 | 0,5 | 42 | 4,5 | 3 | |||
| 5.5 DIN13 и ISO [5] | 0.9 | 0,5 | 45 | 4,5 | 3 | |||
| 6 | 1 | 0,75 | 48 | 5 | 3 | |||
| 7 | 1 | 0,75 | 52 | 5 | 4 | |||
| 8 | 1,25 | 1 или 0,75 | 56 | 5,5 | 4 | |||
| 10 | 1.5 | 1,25 или 1 | 60 | 5,5 | 4 | |||
| 12 | 1,75 | 1,5 или 1,25 | 64 | 6 | 4 | |||
| 14 | 2 | 1,5 | ||||||
«Крупный» шаг — это обычно используемый по умолчанию шаг для данного диаметра. Кроме того, определены один или два меньших «мелких» шага для использования в приложениях, где высота нормального «крупного» шага будет неподходящей (например,г., резьба в тонкостенных трубах). Термины «грубый» и «тонкий» не имеют (в данном контексте) никакого отношения к производственному качеству нити.
Помимо крупной и мелкой резьбы, существует еще одно разделение на сверхтонкую или «сверхтонкую» резьбу с резьбой с очень мелким шагом. Метрическая резьба со сверхтонким шагом иногда используется в автомобильных компонентах, таких как стойки подвески, и обычно используется в авиационной промышленности. Это потому, что сверхтонкая резьба более устойчива к расшатыванию из-за вибрации. [7] Мелкая и сверхтонкая резьба также имеет меньший диаметр, чем крупная резьба, что означает, что болт или шпилька имеет большую площадь поперечного сечения (и, следовательно, большую несущую способность) при том же номинальном диаметре.
Размеры гаечного ключа []
Ниже приведены некоторые распространенные размеры гаечных ключей для метрической винтовой резьбы. Ширина шестигранной головки (ширина под ключ, размер гаечного ключа) указана для шестигранных гаек и болтов с шестигранной головкой DIN 934. Могут использоваться другие (обычно меньшие) размеры из-за снижения веса и стоимости.
Стандарты []
Международный []
- ISO 68-1: Резьба ISO общего назначения — Основной профиль — Метрическая резьба.
- ISO 261: Метрическая резьба ISO общего назначения — Общий план.
- ISO 262: Метрическая резьба ISO общего назначения — Выбранные размеры для винтов, болтов и гаек.
- ISO 965: Метрическая резьба ISO общего назначения — Допуски [8]
- ISO 965-1: Принципы и основные данные
- ISO 965-2: Пределы размеров для наружной и внутренней резьбы общего назначения.
- ISO 965-3: Отклонения для конструкционной винтовой резьбы
- ISO 965-4: Пределы размеров для горячеоцинкованной внешней винтовой резьбы для сопряжения с внутренней резьбой, нарезанной с положением допуска H или G после цинкования
- ISO 965-5: Пределы размеров внутренней винтовой резьбы для сопряжения с внешней резьбой, оцинкованной горячим способом, с максимальным размером допуска h перед цинкованием