ГОСТ 5191-79 Резаки инжекторные для ручной кислородной резки. Типы, основные параметры и общие технические требования (с Изменением N 1), ГОСТ от 25 июля 1979 года №5191-79
ГОСТ 5191-79
Группа Г85 
РЕЗАКИ ИНЖЕКТОРНЫЕ ДЛЯ РУЧНОЙ КИСЛОРОДНОЙ РЕЗКИ
Типы, основные параметры и общие технические требования
Injection blowpipes for manual oxygen cutting.
Types, basic parameters and general technical requirements
ОКП 36 4522
Дата введения 1982-01-01
ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 25 июля 1979 г. N 2740
ВЗАМЕН ГОСТ 5191-69
ПЕРЕИЗДАНИЕ (март 1993 г.) с Изменением N 1 , утвержденным в декабре 1986 г. (ИУС N 3-87).
Настоящий стандарт распространяется на инжекторные резаки типов Р1, Р2, Р3 и наконечники для резки типов РВ1, РВ2 к сварочным горелкам (далее — резаки) для ручной кислородной разделительной резки нелегированных и низколегированных низкоуглеродистых сталей, изготовляемые для нужд народного хозяйства и для экспорта.
Стандарт не распространяется на резаки для флюсовой резки, резки горячей стали, резки литья, резки стали с загрязненной поверхностью, резки в труднодоступных местах, для резки на повышенных давлениях и расходах кислорода.
Стандарт соответствует международному стандарту ИСО 5172-77 в части терминологии и применяемых материалов.
(Измененная редакция, Изм. N 1).
1. ТИПЫ И ОСНОВНЫЕ ПАРАМЕТРЫ
1.1. Типы и основные параметры резаков должны соответствовать указанным в табл.1 и 2.
Таблица 1
Тип резака | Исполнение и применяемый горючий газ | Толщина разрезаемой стали, мм | Относительный перепад давления режущего кислорода ,%, не более | Присоединительные размеры штуцеров | Длина резака, мм, не более | Рабочая масса резака, кг, не более |
P1 | 3-100 | 15 | М12Х1,25 | 1,0 | ||
РВ1 | А — ацетилен; | — | 500 | 0,6 | ||
Р2 | П — пропан-бутан или природный газ | 3-200 | 20 | М12Х1,25; M16Х1,5 | 1,3 | |
РВ2 | — | 580 | 0,7 | |||
Р3 | П — пропан-бутан или природный газ | 3-300 | 35 | M16X1,5 | 1,3 |
Примечания:
1. Рабочая масса резака приведена без учета массы опорной тележки с циркульным устройством.
2. Относительный перепад давления режущего кислорода вычисляют по формуле
,
где — давление кислорода на входе в резак;
— давление кислорода на входе в канал режущего кислорода мундштука при полностью открытом вентиле режущего кислорода.
Таблица 2
Но- | Толщина разре- | Давление на входе в резак, кПа (кгс/см) | Расход, м/ч, не более | ||||||
штука | стали, мм | кислорода, не более | ацетилена | пропан- бутана и природного газа | кислорода при работе на | ацети- | пропан- бутана | природного газа | |
ацети- | пропан- бутане и природ- | ||||||||
0 | 3-8 | 245,0(2,5) | 1,90 | 2,55 | 0,40 | 0,34 | 0,75 | ||
1 | 8-15 | 343,0(3,5) | 3,20 | 4,10 | 0,50 | 0,41 | 0,90 | ||
2 | 15-30 | 392,0(4,0) | 2,94-117,6 (0,03-1,2) | 0,98-147,0 | 4,70 | 5,80 | 0,65 | 0,49 | 1,08 |
3 | 30-50 | 411,6(4,2) | 7,60 | 8,60 | 0,75 | 0,49 | 1,08 | ||
4 | 50-100 | 490,0(5,0) | 12,40 | 13,80 | 0,90 | 0,62 | 1,38 | ||
5 | 100-200 | 735,0(7,5) | 9,8-117,6 |
| 21,75 | 23,00 | 1,25 | 0,68 | 1,50 |
6 | 200-300 | 980,0(10,0) | — | 33,20 | — | 0,86 | 1,92 | ||
Примечания:
1. Мундштуки рассчитаны для использования горючего газа в соответствии с исполнением резака (см. табл.1).
2. Чистота кислорода — не менее 99,5%.
3. Расход кислорода обеспечивают при полностью открытых вентилях кислорода.
Пример условного обозначения резака типа Р1 с использованием ацетилено-кислородного подогревающего пламени, вида климатического исполнения УХЛ1 по ГОСТ 15150-69, с присоединительными размерами штуцеров М12Х1,25:
Резак Р1УХЛ1 М12х1,25 ГОСТ 5191-79.
(Измененная редакция, Изм. N 1).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Резаки должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Резаки типов P1, P2, Р3 должны иметь:
ствол с группой запорно-регулировочных вентилей и рукояткой;
штуцеры для присоединения ниппелей с гайками для крепления газоподводящих рукавов по ГОСТ 9356-75;
сменные мундштуки;
смесительное устройство.
Резаки типов РВ1 и РВ2 должны иметь:
устройство для соединения со стволом сварочной горелки;
ствол без рукоятки с одним или двумя запорно-регулировочными вентилями кислорода;
сменные мундштуки;
смесительное устройство.
(Измененная редакция, Изм. N 1).
2.3. Резаки должны работать с использованием горючих газов с объемной теплотой сгорания не менее 16,9 МДж/м.
2.4. Пуск, регулирование расходов газов и прекращение их подачи должно осуществляться вручную при помощи запорно-регулировочных вентилей.
2.5. Изменение давления кислорода для каждого мундштука резака должно осуществляться регулятором давления или редуктором, установленным на магистрали или на баллоне.
(Измененная редакция, Изм. N 1).
2.6. Конструкция вентиля горючего газа должна обеспечивать плавное регулирование его расхода для наименьшего мундштука при наибольшем давлении горючего газа.
2.7. Максимальный расход ацетилена должен обеспечиваться при минимальном давлении ацетилена, указанном в табл.2, в условиях свободно горящего пламени и наличия режущей струи.
2.8. Металлические детали резаков должны изготовляться из латуни по ГОСТ 15527-70. Допускается ствол резака изготовлять из алюминиевых сплавов по ГОСТ 4784-74 и других материалов, не изменяющих эксплуатационные свойства резаков.
Мундштуки резаков должны изготовляться из хромовой бронзы марки БрХ или других материалов на основе меди, не уступающих хромовой бронзе по эксплуатационным характеристикам.
Детали резаков, соприкасающиеся с ацетиленом до смесительной камеры не должны изготовляться из меди и сплавов с содержанием меди более 65%.
Материалы для изготовления деталей, соприкасающихся с кислородом, должны соответствовать требованиям ГОСТ 12.2.052-81.
2.9. Параметр шероховатости поверхности выходных каналов мундштуков 2,5 мкм по ГОСТ 2789-73.
Поверхность газовых каналов не должна иметь забоин, царапин и заусенцев.
2.8, 2.9. (Измененная редакция, Изм. N 1).
2.10. Струя режущего кислорода при пуске должна проходить через центр подогревающего пламени. Подогревающее пламя должно способствовать выпрямлению струи и увеличению ее длины.
2.11. Резаки должны быть уравновешены относительно руки резчика с учетом газоподводящих рукавов и реактивной силы режущей струи.
2.12. Резаки должны изготовляться видов климатических исполнений УХЛ1 и Т1 по ГОСТ 15150-69, для работы резаков исполнения А температура окружающего воздуха от плюс 40 до минус 40 °С, а резаков исполнения П — от плюс 40 до минус 20 °С.
2.13. По требованию потребителя резаки должны комплектоваться опорной тележкой с циркульным устройством, полным набором сменных мундштуков (см. табл.2) или уменьшенным числом мундштуков одного или нескольких номеров.
2.14. Полный установленный срок службы резаков при односменной работе с коэффициентом загрузки 0,5 должен быть не менее 2,5 года, установленный ресурс единичного вентильного узла — не менее 10000 циклов до 01.01.90 и не менее 15000 циклов с 01.01.90.
Критерием предельного состояния является износ седла вентиля на глубину более 1,5 мм.
2.12.-2.14. (Измененная редакция, Изм. N 1).
3. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
3.1. Конструкция резаков должна соответствовать требованиям ГОСТ 12.2.008-75.
3.2. Конструкция каналов мундштука и смесителя должна препятствовать распространению обратного удара пламени в ствол резака и газопроводящие рукава.
(Измененная редакция, Изм. N 1).
3.3. Сальниковые гайки вентилей при вращении шпинделя не должны отвертываться, а маховички не должны иметь осевое или поперечное качание.
3.4. Группа запорно-регулировочных вентилей подогревающего пламени не должна допускать изменения состава пламени при боковом нажиме на маховичок рукой.
3.5. На маховичках вентилей должны быть нанесены наименование газа, стрелки, указывающие направление вращения при открывании и закрывании и (или) опознавательная окраска синего цвета для кислородного вентиля, красного цвета для горючего таза.
Опознавательная окраска должна быть нанесена на весь маховичок или только на отдельную его часть.
(Измененная редакция, Изм. N 1).
3.6. Вентили резака должны обеспечивать перекрытие газовых каналов не более чем за 6 с.
3.7. На кислородном штуцере или вблизи его на рукоятке peзака должна быть нанесена буква К (кислород).
3.8. На мундштук и смесительное устройство должно быть нанесено обозначение исполнения резака (см. табл.1), а на мундштук, кроме того, — его номер.
На стволе резака должны быть нанесены его условное обозначение и товарный знак предприятия-изготовителя.
(Измененная редакция, Изм. N 1).
3.9. (Исключен, Изм. N 1).
3.10. Резаки через открытый штуцер горючего газа должны засасывать воздух из атмосферы при давлении кислорода в 1,5 раза превышающем значение, указанное в табл.2 для каждого мундштука.
3.11. Все детали резаков перед сборкой должны быть обезжирены.
3.12. Усилие на маховичках при перекрытии газовых каналов — 40-80 Н (4-8 кгс).
(Измененная редакция, Изм. N 1).
Текст документа сверен по:
официальное издание
М.: Издательство стандартов, 1993
Мундштуки Р3-345 — Урал-Пром
Главная » Каталог » Газосварочное оборудование » Мундштуки Р3-345Артикул:
Цена:
Реальные цены просим уточнять у нашего оператора!
Маркировка, и размеры самых распространенных мундштуков и сопел
для газовой резки металлов Р3-345, Р-345
Применяются в ручной резке, в машинной резке, на портальных установках с ЧПУ, и для разделки листа на полосы.
Таблица мундштуков для газовой резки
|
No. |
Толщина,мм |
Давление кислорода, мПа |
Давление режущего газа, мПа. |
Скорость резки мм/мин |
|
00 |
|
0.20-0.30 |
>0.03 |
600-450 |
|
0 |
10-20 |
0.20-0.30 |
>0.03 |
480-380 |
|
1 |
20-30 |
0.25-0.35 |
>0.03 |
|
|
2 |
30-50 |
0.25-0.35 |
>0.03 |
350-280 |
|
3 |
50-70 |
0.3-0.4 |
>0.04 |
300-240 |
|
4 |
70-90 |
0.3-0.4 |
>0.04 |
260-200 |
|
5 |
90-120 |
0.4-0.6 |
>0.04 |
210-170 |
|
6 |
120-160 |
0.5-0.8 |
>0.05 |
180-140 |
|
7 |
160-200 |
0.6-0.9 |
>0.05 |
150-110 |
Расчет давления кислорода с пропаном
|
Маркировка мундштука |
Толщина разрезаемой стали, мм |
Кислород, давление мПа |
Пропан-бутан, давление мПа |
|
№0 (1/32») |
3-10 |
0,2-0,35 |
0,02 |
|
№1 (3/64») |
10-25 |
|
0,025 |
|
№2 (1/16») |
25-40 |
0,4-0,55 |
0,03 |
|
№3 (5/64») |
40-60 |
0,45-0,6 |
0,035 |
|
№4 (3/32») |
60-100 |
0,5-0,65 |
0,04 |
|
№5 (7/64») |
100-200 |
0,45-0,8 |
0,045 |
|
№6 (1/8») |
200-300 |
0,75-0,85 |
0,05 |
Мундштук газосмесительный моноблочный для резки металла ацетиленом и кислородом
|
Маркировка |
Толщина разрезаемой стали, мм |
Кислород, давление мПа |
Ацетилен, давление мПа |
|
№0 (1/32») |
3-10 |
0,2-0,35 |
0,014 |
|
№1 (3/64») |
10-25 |
0,3-0,5 |
0,02 |
|
№2 (1/16») |
25-40 |
0,4-0,55 |
0,025 |
|
№3 (5/64») |
40-60 |
0,45-0,6 |
0,035 |
|
№4 (3/32») |
60-100 |
0,5-0,65 |
0,035 |
|
№5 (7/64») |
100-200 |
0,45-0,8 |
0,04 |
|
№6 (1/8») |
200-300 |
0,75-0,85 |
0,045 |
Одни из распространенных газовых резаков Р3-345, преимущество их в том, что они просты и надежны.
Сопло Р345 газорезки изготовлено из очень прочного металла не поддающееся высоким температурам.
Мундштуки Р345 газорезки бывают кольцевые, и шлицевые.
Купить мундштуки в Екатеринбурге можно по адресу Репина 20А
mundchtuki_r3_345
РЗП, Р1П, Р3П, РС 3П, мундштук, трехтрубный, рычажный – Расходники и комплектующие на Svarka.guru

Резак пропановый — это мощный и экономичный инструмент для раскроя листовых заготовок и разборки металлоконструкций. Простота конструкции и надежность, высокая мобильность, отсутствие необходимости в электропитании сделали пропановый резак популярным не только среди профессионалов, но и в среде домашних мастеров. Невысокие цены на оборудование и расходные материалы позволяют экономить значительные суммы по сравнению с другими способами резки металла. Под пропан также можно переоборудовать ацетиленовый резак.Принцип действия и виды
Принцип разделения металла газовым резаком основан на нагреве его до температуры, несколько меньшей температуры плавления. Для повышения энергетического потенциала горелки в сопло подается смесь из горючего газа и окислителя — кислорода. Атомы поверхностного слоя вступают в реакцию с кислородом захватываются и выносятся струей пламени за пределы рабочей зоны, формируя разрез.
При разрезе очень важно не достигнуть температуры плавления. В этом случае материал заготовки начнет плавиться и стекать, и разрез получится неровный, с неаккуратной поверхностью.

Газовой резке хорошо поддается черный металл. Чугуны, легированные стали, нержавейка газом не режутся. Они плохо окисляются.
Технологический процесс резания состоит из двух этапов:
- Нагревание области разреза до температуры начала активного окисления металла. Разогревающий факел получают с помощью формирования смеси кислорода и пропана.
- Интенсивное окисление (горение) материала заготовки в кислородной струе, выносящей продукты сгорания из рабочей зоны.
Ручные газовые устройства для резки металла классифицируют по следующим признакам:
- тип топлива;
- тепловая мощность горелки;
- по методу образования горючей смеси.
По виду горючего различают:
- ацетиленовые;
- пропановые;
- универсальные.
Приняты следующие градации мощности:
- малая: предназначены для заготовок толщиной до 10 см;
- средняя: до 20 см;
- большая: до 30 см;
- увеличенная: до 50 см.
По методу создания горючей смеси резаки могут быть инжекторные и обычные.
Отличия
Основное отличие пропановой горелки от ацетиленовой основано на разной теплотворной способности газов и разных пропорциях при создании рабочей смеси. Доли кислорода и ацетилена относятся как 1:1, кислорода с пропаном – 3,5:1. В горелке на ацетилене существенно выше и скорость сгорания смеси.
Соответственно и различается сечение и форма инжекционных каналов, рабочей камеры и форсунки.
При подаче пропана в горелку для ацетилена наблюдается неустойчивое горение, снижение мощности факела, возможны обратные удары. Такое использование недопустимо, оно может привести к серьезной аварии.
Конструкция
Устройство инжекторного и безинжекторного резаков несколько отличается.
С инжектором
Конструкция с инжектором более популярна среди резчиков. Наиболее распространенной моделью этого типа является резак РЗП. Струя кислорода, поступающая из баллона через редуктор по шлангу, разделяется надвое.

Схема работы инжектора.Часть кислорода поступает по верхнему патрубку в сопло внутреннего мундштука, выходя из него с высокой скоростью. Это так называемый «режущий кислород». Подача регулируется вентилем, а включается или выключается рычажным клапаном.
Меньшая часть кислорода попадает в инжектор – камеру для создания рабочей смеси. Проходящий через камеру с большой скоростью O2 создает в ней относительное разрежение. Разрежение затягивает в камеру из подводящего канала поступающий из баллона по отдельному шлангу горючий газ, в данном случае — пропан.
Завихрения, образующиеся в потоке в ходе выравнивания скоростей истечения газов, способствуют их качественному и полному перемешиванию. При этом создается рабочая горючая смесь с заданными параметрами. По нижнему патрубку рабочая смесь поступает в зазор между внутренним и наружным мундштуками, и при поджигании образует направленный пучок разогревающего пламени.
На корпусе резака модели РЗП 02М размещены три вентиля, регулирующие:
- подачу кислорода на подогрев;
- подачу кислорода на резку;
- подачу пропана.
Еще один орган управления — рычажный клапан включения и выключения режущего пламени.
Без
Такие резаки называют трехтрубными, по числу патрубков, идущих от корпуса горелки к соплу.

Схема работы безинжекторных моделей.В таких моделях смешение компонентов рабочей смеси для подогрева проводится непосредственно в головке. Это существенно повышает требования к точности изготовления деталей и классу обработки поверхностей.
Безинжекторная схема обеспечивает большую безопасность. При случайном срыве факела не происходит обратного удара, пламя не затягивается в горелку и далее в баллон.
Такая схема требует более высокого давления газов для поддержания устойчивого горения.
Размеры и вес
ГОСТ 5191-79 регламентирует массогабаритные показатели газовых резаков в зависимости от из мощности.
Резак пропановый Р1П имеет длину до 500 мм. Вес Р1П составляет 1000 г.
Резак РС 3П (и Р2П) удлинен до 580мм. Их вес достигает 1300г.
Вставные резаки маркируются как РВ. Они представляют собой наконечники для сварочной горелки и устанавливаются взамен сварочного наконечника. Функционально они соответствуют резакам модели р1п. Их вес составляет для РВ-1 – 600г, для РВ 2/3- 700г.

Фактически снижения веса не происходит, потому что их вес добавляется к весу самой горелки. Не произойдет и снижения габаритов, установка наконечника удлинит горелку. Такие устройства имеет смысл приобретать, если операция резки выполняется сравнительно редко, а в основном идет сварка. Хранить сменный наконечник можно в том же ящике, что и основную горелку, и присоединять его по мере необходимости. В любом случае, не нужно будет покупать две горелки.Портативные
Для небольших объемов раскроя заготовок или разборки небольших металлоконструкций были разработаны портативные газовые резаки. Они имеют цанговое крепление и устанавливаются на стандартный баллон с пропаном малой емкости.

Такие устройства лишь условно можно считать резаками. Они не могут конкурировать с такими профессиональными устройствами, как, например, резаки серии Р3П. В них нет основного компонента настоящего устройства — струи режущего кислорода. Именно благодаря ей и происходит интенсивное окисление материала заготовки. Фактически происходит не резание, а плавление.Тем не менее портативными устройствами можно раскроить материалы с низкой температурой плавления, такие, как алюминий, латунь, медь.
Расходные элементы
Основным расходным материалом для пропановых резаков являются мундштуки и форсунки. Именно они подвержены максимальному износу и нуждаются в замене. Остальные детали устройства, работающие в более спокойных температурных режимах, изнашиваются намного медленнее.
Для того, чтобы эти детали прослужили дольше, за ними следует периодически ухаживать. После работы сопло прочищают мягкой проволокой от нагара. Помогает продлить срок службы также правильный выбор давления компонентов горючей смеси в зависимости от толщины металлической заготовки.
На что обратить внимание при выборе?
Какой резак лучше выбрать? Чтобы он служил долго и исправно, при покупке необходимо уделить внимание следующим моментам:
- лучше выбрать латунные ниппели;
- накладки на рукоятке из алюминия намного долговечнее пластмассовых;
- вентили должны прокручиваться с некоторым усилием, сохраняя свое положение при тряске;
- рукоятка диаметром от 4 см удобно и надежно лежит в руке;
- рычаг подачи кислорода не должен ни болтаться, ни заедать;
- маховики вентилей из нержавеющей стали прослужат в 10-30 раз дольше, чем латунные;
- содержание меди в материале подводящих патрубков не должно превышать 65%;
- инжектор должен быть разборным, это позволит своевременно ухаживать за его деталями;
- в комплект поставки должен входить прочный металлический чемоданчик для хранения и переноски;
- наружный мундштук должен быть медным, внутренний- латунным.
Завод-изготовитель должен иметь хорошую репутацию на рынке. Развитая дилерская сеть производителя позволит не испытывать проблем с комплектующими и расходными материалами.
Как пользоваться правильно?
До начала работы требуется подготовить все оборудование, расходные материалы и рабочее место. Кроме самого резака понадобится:
- система пожаротушения;
- рабочая одежда и обувь с огнезащитной пропиткой;
- спилковые краги;
- маска сварщика с адаптивным светофильтром или защитные очки сварщика;
- респиратор;
- измерительный и разметочный инструмент: линейка, угольник, лекала, термостойкий маркер;
- специальная зажигалка газосварщика, использование спичек, сигарет, бытовых зажигалок недопустимо, поскольку может привести к пожару или травме.
Рабочее место не должно быть захламлено, шланги должны свободно перемещаться по полу. Кроме того, существует ряд правил оборудования рабочего места резчика:
- обеспечить приточно-вытяжную вентиляцию либо работать на открытом пространстве;
- обеспечить яркое бестеневое освещение;
- убрать все легковоспламеняемые материалы в радиусе 5 метров;
- газовые баллоны должны располагаться не ближе 5 метров от рабочего места;
- при возможности заготовки размещать на стальном рабочем столе;
- не направлять пламя на газовые шланги;
- при работе на бетонном полу следует избегать длительного контакта факела с полом, это может разрушить его.
Перед началом работы следует аккуратно и точно разметить места будущих разрезов.
Как работать кислородно-пропановым?
При работе пропановым резаком необходимо соблюдать общие рекомендации по газовой резке, изложенные выше. Кроме того, есть и ряд специфических для пропана правил.
Перед запуском инжекторной модели следует проверить чистоту подводящих каналов и степень разрежения, создаваемую кислородным потоком. Она должна быть достаточной образования качественной рабочей смеси в заданных пропорциях.
Делают это таким образом:
- убедиться в том, что вентили на горелке и на баллонах находятся в закрытом положении;
- снять пропановый подводящий шланг с ниппеля;
- открыть вентиль на кислородном баллоне, выставив рабочее давление;
- отрыть кислородный вентиль на резаке;
- приложить палец к входному ниппелю для пропана;
- палец должно ощутимо прижимать к ниппелю потоком входящего воздуха;
- закрыть вентиль на баллоне с кислородом и на резаке;
- присоединить подающий пропановый шланг, затянуть хомут.

При работе с пропановым резаком нужно действовать в таком порядке:
- убедиться в том, что вентили на резаке закрыты;
- осмотреть оборудование, включая шланги, манометры, вентили и баллоны на предмет отсутствия механических повреждений, а также нарушения герметичности;
- открыть вентиль на кислородном баллоне, выставив по манометру заданное давление;
- открыть вентиль на пропановом баллоне, выставив по манометру заданное давление, обычно соотношение по давлению между кислородом и пропаном 10:1;
- немного открыть кислородный вентиль разогревающей горелки и вентиль пропана;
- специальной зажигалкой поджечь рабочую смесь;
- отрегулировать факел по цвету, интенсивности и форме;
- прогреть начало разреза, контролируя температуру визуально или пирометром;
- открыть вентиль режущего кислорода;
- рычагом подать кислород и приступить к раскрою или разборке.
Во время работы резчик должен постоянно контролировать степень подогрева заготовки, форму и цвет пламени. После завершения разреза чрезвычайно важно следовать правилам выключения горелки:
- отпустить рычаг;
- закрутить вентиль режущего кислорода;
- перекрыть подачу пропана;
- закрутить разогревающий кислородный вентиль;
- закрутить баллонные вентили;
- открутив вентили на горелке, стравить газ, оставшийся в подающих шлангах.
Эта последовательность действий должна быть выучена наизусть и выполняться автоматически.
Как переделать из ацетиленового?
На форумах, посвященных сварке и резке металла, можно найти заявления о том, что горе-мастера использовали ацетиленовые резаки на пропане без всякой переделки, и ничего страшного не произошло. Не стоит испытывать судьбу и повторять их опыт. Для того, чтобы ацетиленовый резак переделать на пропан и безопасно использовать, необходимо соблюсти ряд требований:
- заменить мундштук инжектора на мундштук, предназначенный для пропанового резака;
- допустимо установить на единицу больший номер мундштука;
- установить обратный клапан на подающий шланг.
В противном случае при срыве пламени оно может уйти в шланги и в баллон, произойдет так называемый «обратный удар».
Однако самым безопасным способом переделки будет приобретение отдельного резака под пропан.
Заключение
Пропановый резак – это надежный и недорогой инструмент для резки металла. Он прост в устройстве и обслуживании. Устройство пользуется заслуженной популярностью как на производствах, так и в домашних мастерских.
Таблица мундштуков для резака Р3-345П Мундштук газосмесительный пропановый со щелевыми пазами
Мундштук газосмесительный ацетиленовый моноблочный
|
Газовый резак: виды, назначение и особенности
Основным назначением аппаратов для газового раскроя металла является смешивание горючих веществ (жидкостей или газов) с кислородом для получения струи высокотемпературного пламени. В отличие от сварочной горелки, газовый резак снабжен трубкой и запорно-регулирующей арматурой для подачи кислорода режущей струи, а также имеет особое устройство головки.
Классификация аппаратов
Газовые резаки имеют достаточно много видов и классифицируются по таким признакам:
- тип резки: поверхностные и разделительные;
- назначение: ручные и механизированные;
- вид горючего: ацетиленовые, пропановые, метановые, керосиновые;
- конструкция: наличие или отсутствие инжектора;
- кислородная подача: низкого и высокого давления;
- тип мундштука: многосопловые и щелевые;
- мощность: малая (< 10 см разрезаемого металла), средняя (< 20 см) и высокая (> 20 см).
Сегодня разными производителями выпускается более десятка модификаций подобного оборудования, однако конструктивно они мало чем отличаются между собой. Для таких устройств характерно наличие ручки с вентилями для изменения подачи пламеобразующих газов, и наконечника с головкой, в которой происходит образование пламени.
На рисунке представлен пример газового резака фирмы KRASS
Внешне резак и сварочная горелка имеют много общего. Как отмечалось выше, основное отличие заключается в отсутствии у последней подачи кислорода режущей струи и другое устройство головки. Больше о горелках можно прочитать в статье: горелка газовоздушная для газопламенной обработки материалов.
Газовый резак инжекторного типа
Инжекторные устройства позволяют использовать горючий газ низкого, среднего и высокого давления. Проходя через инжектор, подогревающий кислород, реализует в смесительной камере эффект разрежения, вследствие чего осуществляется подсос газа. Далее смесь поступает в головку, а из нее подается в шлицевые каналы внутреннего мундштука.
Комплектация аппарата может состоять из 6 внутренних мундштуков (№№ 0-5), которые обеспечивают раскрой металла толщиной до 20 см при работе с ацетиленом, и 7 внутренних мундштуков (№№ 0-6) для толщин 0,3-30 см при работе с пропаном-бутаном. Данное оборудование также может комплектоваться разными модификациями наружных мундштуков (№1 для диапазона толщин 0,3-10 см; №2 для 10-30 см).
На рисунке представлены внутренние мундштуки
Для обработки углеродистых и низкоуглеродистых сталей толщиной до 10 см применяется инжекторный газовый резак Р3П-100 «Krass», который выпускается как для работы с ацетиленом, так и с пропаном-бутаном. Для более толстой стали (до 30 см) используется P3П-300 «Krass», работающий с ацетиленом, пропаном и метаном. Кстати, статьи о технических газах Вы можете прочитать в этом разделе.
Внутрисопловое смешение
В устройствах с внутрисопловым смешением смесь образуется в шлицевых каналах между наружной гильзой и внутренним мундштуком. Подача режущего кислорода осуществляется рычажным клапаном, а подогревающего и горючего газа – регуляторами, которые установлены на рукоятке.
Данное оборудование выпускается в 3-х исполнениях: для работы с ацетиленом, пропаном и природным газом. Поскольку газ смешивается не у рукоятки, как в инжекторных устройствах, а в головке, такие аппараты имеют повышенный уровень безопасности. Вместе с тем, подобный принцип действия требует более сложной конструкции, что приводит к увеличению стоимости приспособления. Также для стабильной работы требуется повышенное давление горючего газа – от 20 кПа.
Устройства с внутрисопловым смешением
Керосино-кислородные резаки
Оборудование для резки металла, работающее на керосине, обладает конструктивными отличиями от газовых аппаратов, поскольку для получения пламени необходимо превращение жидкости в газообразное состояние. Данный процесс осуществляется в испарителе, подогрев керосина в котором реализуется с помощью специального подогревающего сопла.
Горючее подается из бачка по маслобензостойкому шлангу под давлением 30 кПа. Емкость снабжена предохранительным клапаном и ручным насосом, и с учетом конструкции позволяет залить до 8 л горючего. Устройство такого типа имеет востребованность при работе в полевых условиях.
Что нужно знать при работе с резаками
Прежде нужно знать принцип работы и классификацию этих устройств. Для этого можете посмотреть видео ниже:
- Каждый маховик вентиля имеет маркировку газа, подачу которого он регулирует.
- Стрелками на вентиле указывается направление при открытии и закрытии («О» — открытие, «З» — закрытие).
- На сменном мундштуке указывается индекс газа («А» — ацетилен, «П» — пропан, «М» — метан).
- Гайка кислородного штуцера имеет правую резьбу, а горючего газа – левую.
- Детали, соприкасающиеся с ацетиленом до камеры смешения, не изготавливаются из меди и медесодержащих сплавов (>65%).
Также советуем посмотреть видео о том, как выбрать данное устройство:
В компании «Промтехгаз» можно приобрести качественные резаки фирмы «Krass», которые осуществляют газовую резку металла (до 30 см), а также заправить баллон пропаном по оптимальной цене.
| На главную | База 1 | База 2 | База 3 |
| Поиск по реквизитамПоиск по номеру документаПоиск по названию документаПоиск по тексту документа |
| Искать все виды документовДокументы неопределённого видаISOАвиационные правилаАльбомАпелляционное определениеАТКАТК-РЭАТПЭАТРВИВМРВМУВНВНиРВНКРВНМДВНПВНПБВНТМ/МЧМ СССРВНТПВНТП/МПСВНЭВОМВПНРМВППБВРДВРДСВременное положениеВременное руководствоВременные методические рекомендацииВременные нормативыВременные рекомендацииВременные указанияВременный порядокВрТЕРВрТЕРрВрТЭСНВрТЭСНрВСНВСН АСВСН ВКВСН-АПКВСПВСТПВТУВТУ МММПВТУ НКММПВУП СНЭВУППВУТПВыпускГКИНПГКИНП (ОНТА)ГНГОСТГОСТ CEN/TRГОСТ CISPRГОСТ ENГОСТ EN ISOГОСТ EN/TSГОСТ IECГОСТ IEC/PASГОСТ IEC/TRГОСТ IEC/TSГОСТ ISOГОСТ ISO GuideГОСТ ISO/DISГОСТ ISO/HL7ГОСТ ISO/IECГОСТ ISO/IEC GuideГОСТ ISO/TRГОСТ ISO/TSГОСТ OIML RГОСТ ЕНГОСТ ИСОГОСТ ИСО/МЭКГОСТ ИСО/ТОГОСТ ИСО/ТСГОСТ МЭКГОСТ РГОСТ Р ЕНГОСТ Р ЕН ИСОГОСТ Р ИСОГОСТ Р ИСО/HL7ГОСТ Р ИСО/АСТМГОСТ Р ИСО/МЭКГОСТ Р ИСО/МЭК МФСГОСТ Р ИСО/МЭК ТОГОСТ Р ИСО/ТОГОСТ Р ИСО/ТСГОСТ Р ИСО/ТУГОСТ Р МЭКГОСТ Р МЭК/ТОГОСТ Р МЭК/ТСГОСТ ЭД1ГСНГСНрГСССДГЭСНГЭСНмГЭСНмрГЭСНмтГЭСНпГЭСНПиТЕРГЭСНПиТЕРрГЭСНрГЭСНсДИДиОРДирективное письмоДоговорДополнение к ВСНДополнение к РНиПДСЕКЕНВиРЕНВиР-ПЕНиРЕСДЗемЕТКСЖНМЗаключениеЗаконЗаконопроектЗональный типовой проектИИБТВИДИКИМИНИнструктивное письмоИнструкцияИнструкция НСАМИнформационно-методическое письмоИнформационно-технический сборникИнформационное письмоИнформацияИОТИРИСОИСО/TRИТНИТОсИТПИТСИЭСНИЭСНиЕР Республика КарелияККарта трудового процессаКарта-нарядКаталогКаталог-справочникККТКОКодексКОТКПОКСИКТКТПММ-МВИМВИМВНМВРМГСНМДМДКМДСМеждународные стандартыМетодикаМетодика НСАММетодические рекомендацииМетодические рекомендации к СПМетодические указанияМетодический документМетодическое пособиеМетодическое руководствоМИМИ БГЕИМИ УЯВИМИГКМММНМОДНМонтажные чертежиМос МУМосМРМосСанПинМППБМРМРДСМРОМРРМРТУМСанПиНМСНМСПМТМУМУ ОТ РММУКМЭКННАС ГАНБ ЖТНВННГЭАНДНДПНиТУНКНормыНормы времениНПНПБНПРМНРНРБНСПНТПНТП АПКНТП ЭППНТПДНТПСНТСНЦКРНЦСОДМОДНОЕРЖОЕРЖкрОЕРЖмОЕРЖмрОЕРЖпОЕРЖрОКОМТРМОНОНДОНКОНТПОПВОПКП АЭСОПНРМСОРДОСГиСППиНОСНОСН-АПКОСПОССПЖОССЦЖОСТОСТ 1ОСТ 2ОСТ 34ОСТ 4ОСТ 5ОСТ ВКСОСТ КЗ СНКОСТ НКЗагОСТ НКЛесОСТ НКМОСТ НКММПОСТ НКППОСТ НКПП и НКВТОСТ НКСМОСТ НКТПОСТ5ОСТНОСЭМЖОТРОТТПП ССФЖТПБПБПРВПБЭ НППБЯПВ НППВКМПВСРПГВУПереченьПиН АЭПисьмоПМГПНАЭПНД ФПНД Ф СБПНД Ф ТПНСТПОПоложениеПорядокПособиеПособие в развитие СНиППособие к ВНТППособие к ВСНПособие к МГСНПособие к МРПособие к РДПособие к РТМПособие к СНПособие к СНиППособие к СППособие к СТОПособие по применению СППостановлениеПОТ РПОЭСНрППБППБ-АСППБ-СППБВППБОППРПРПР РСКПР СМНПравилаПрактическое пособие к СППРБ АСПрейскурантПриказПротоколПСРр Калининградской областиПТБПТЭПУГПУЭПЦСНПЭУРР ГазпромР НОПРИЗР НОСТРОЙР НОСТРОЙ/НОПР РСКР СМНР-НП СРО ССКРазъяснениеРаспоряжениеРАФРБРГРДРД БГЕИРД БТРД ГМРД НИИКраностроенияРД РОСЭКРД РСКРД РТМРД СМАРД СМНРД ЭОРД-АПКРДИРДМРДМУРДПРДСРДТПРегламентРекомендацииРекомендацияРешениеРешение коллегииРКРМРМГРМДРМКРНДРНиПРПРРТОП ТЭРС ГАРСНРСТ РСФСРРСТ РСФСР ЭД1РТРТМРТПРУРуководствоРУЭСТОП ГАРЭГА РФРЭСНрСАСанитарные нормыСанитарные правилаСанПиНСборникСборник НТД к СНиПСборники ПВРСборники РСН МОСборники РСН ПНРСборники РСН ССРСборники ценСБЦПСДАСДАЭСДОССерияСЗКСНСН-РФСНиПСНиРСНККСНОРСНПСОСоглашениеСПСП АССП АЭССправочникСправочное пособие к ВСНСправочное пособие к СНиПСправочное пособие к СПСправочное пособие к ТЕРСправочное пособие к ТЕРрСРПССНССЦСТ ССФЖТСТ СЭВСТ ЦКБАСТ-НП СРОСТАСТКСТМСТНСТН ЦЭСТОСТО 030 НОСТРОЙСТО АСЧМСТО БДПСТО ВНИИСТСТО ГазпромСТО Газпром РДСТО ГГИСТО ГУ ГГИСТО ДД ХМАОСТО ДОКТОР БЕТОНСТО МАДИСТО МВИСТО МИСТО НААГСТО НАКССТО НКССТО НОПСТО НОСТРОЙСТО НОСТРОЙ/НОПСТО РЖДСТО РосГеоСТО РОСТЕХЭКСПЕРТИЗАСТО САСТО СМКСТО ФЦССТО ЦКТИСТО-ГК «Трансстрой»СТО-НСОПБСТПСТП ВНИИГСТП НИИЭССтП РМПСУПСССУРСУСНСЦНПРТВТЕТелеграммаТелетайпограммаТематическая подборкаТЕРТЕР Алтайский крайТЕР Белгородская областьТЕР Калининградской областиТЕР Карачаево-Черкесская РеспубликаТЕР Краснодарского краяТЕР Мурманская областьТЕР Новосибирской областиТЕР Орловской областиТЕР Республика ДагестанТЕР Республика КарелияТЕР Ростовской областиТЕР Самарской областиТЕР Смоленской обл.ТЕР Ямало-Ненецкий автономный округТЕР Ярославской областиТЕРмТЕРм Алтайский крайТЕРм Белгородская областьТЕРм Воронежской областиТЕРм Калининградской областиТЕРм Карачаево-Черкесская РеспубликаТЕРм Мурманская областьТЕРм Республика ДагестанТЕРм Республика КарелияТЕРм Ямало-Ненецкий автономный округТЕРмрТЕРмр Алтайский крайТЕРмр Белгородская областьТЕРмр Карачаево-Черкесская РеспубликаТЕРмр Краснодарского краяТЕРмр Республика ДагестанТЕРмр Республика КарелияТЕРмр Ямало-Ненецкий автономный округТЕРпТЕРп Алтайский крайТЕРп Белгородская областьТЕРп Калининградской областиТЕРп Карачаево-Черкесская РеспубликаТЕРп Краснодарского краяТЕРп Республика КарелияТЕРп Ямало-Ненецкий автономный округТЕРп Ярославской областиТЕРрТЕРр Алтайский крайТЕРр Белгородская областьТЕРр Калининградской областиТЕРр Карачаево-Черкесская РеспубликаТЕРр Краснодарского краяТЕРр Новосибирской областиТЕРр Омской областиТЕРр Орловской областиТЕРр Республика ДагестанТЕРр Республика КарелияТЕРр Ростовской областиТЕРр Рязанской областиТЕРр Самарской областиТЕРр Смоленской областиТЕРр Удмуртской РеспубликиТЕРр Ульяновской областиТЕРр Ямало-Ненецкий автономный округТЕРррТЕРрр Ямало-Ненецкий автономный округТЕРс Ямало-Ненецкий автономный округТЕРтр Ямало-Ненецкий автономный округТехнический каталогТехнический регламентТехнический регламент Таможенного союзаТехнический циркулярТехнологическая инструкцияТехнологическая картаТехнологические картыТехнологический регламентТИТИ РТИ РОТиповая инструкцияТиповая технологическая инструкцияТиповое положениеТиповой проектТиповые конструкцииТиповые материалы для проектированияТиповые проектные решенияТКТКБЯТМД Санкт-ПетербургТНПБТОИТОИ-РДТПТПРТРТР АВОКТР ЕАЭСТР ТСТРДТСНТСН МУТСН ПМСТСН РКТСН ЭКТСН ЭОТСНэ и ТЕРэТССЦТССЦ Алтайский крайТССЦ Белгородская областьТССЦ Воронежской областиТССЦ Карачаево-Черкесская РеспубликаТССЦ Ямало-Ненецкий автономный округТССЦпгТССЦпг Белгородская областьТСЦТСЦ Белгородская областьТСЦ Краснодарского краяТСЦ Орловской областиТСЦ Республика ДагестанТСЦ Республика КарелияТСЦ Ростовской областиТСЦ Ульяновской областиТСЦмТСЦО Ямало-Ненецкий автономный округТСЦп Калининградской областиТСЦПГ Ямало-Ненецкий автономный округТСЦэ Калининградской областиТСЭМТСЭМ Алтайский крайТСЭМ Белгородская областьТСЭМ Карачаево-Черкесская РеспубликаТСЭМ Ямало-Ненецкий автономный округТТТТКТТПТУТУ-газТУКТЭСНиЕР Воронежской областиТЭСНиЕРм Воронежской областиТЭСНиЕРрТЭСНиТЕРэУУ-СТУказУказаниеУказанияУКНУНУОУРврУРкрУРррУРСНУСНУТП БГЕИФАПФедеральный законФедеральный стандарт оценкиФЕРФЕРмФЕРмрФЕРпФЕРрФормаФорма ИГАСНФРФСНФССЦФССЦпгФСЭМФТС ЖТЦВЦенникЦИРВЦиркулярЦПИШифрЭксплуатационный циркулярЭРД |
| Показать все найденныеПоказать действующиеПоказать частично действующиеПоказать не действующиеПоказать проектыПоказать документы с неизвестным статусом |
| Упорядочить по номеру документаУпорядочить по дате введения |
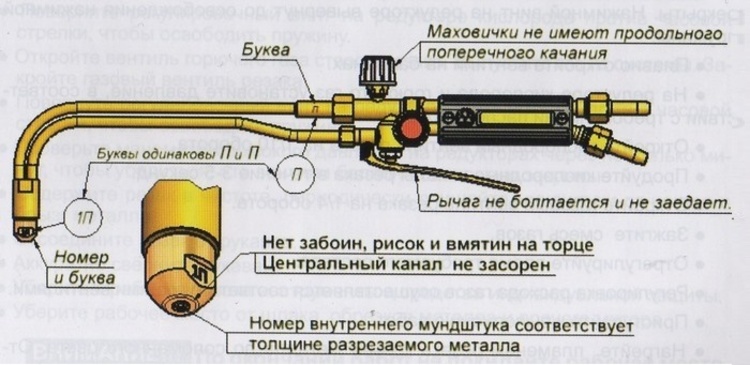
Как правильно выбрать резак Р1 и Р3 по внешнему виду?
I. Возьмите газовый резак в руки!!! (Невозможно сделать выбор по картинке, рекламному проспекту или только на основании цены).
II. Определитесь! Для выполнения каких работ Вам необходим резак? Например: Если вам необходимо резать металл толщиной не более 100мм, оптимальным выбором для вас будет газовый резак типа Р1 (с рукавом под Dy = 6 мм), если же предстоит резать металл более 100 мм (до 300мм) выбирайте резак газовый типа Р3.
Определитесь с типом доступного Вам газа (пропан-бутан, ацетилен, метан, МАФ).
III. Обратите внимание на внешний вид газового резака:
1) Мундштук наружный должен быть изготовлен из технической меди. Термическая стойкость технической меди в 3–4 раза выше латуни. Мундштук из технической меди имеет красноватый цвет в отличии от жёлтой латуни.
Для ацетиленового резака и внутренний мундштук должен быть изготовлен из меди!!
2) Корпус и трубки соединений, латунные, медные или из нержавеющей стали.
3) Наконечник и инжекторный узел, должны быть отъемными и легко заменяемыми. В случае выхода из строя, засорения наконечника, инжектора, их можно быстро прочистить или заменить на новые, и не придется покупать новый резак.
4) У профессиональных газовых резаков, барашек вентиля кислорода режущего (КР) должен иметь диаметр не менее 40 мм или клапан рычажный. Это обусловлено удобством открытия и закрытия кислорода режущего (КР) при длительной работе.
6) Маховики должны вращаться с небольшим усилием (не болтаться, но и не туго вращаться), так как в случае свободного вращения существует большая вероятность самопроизвольной разрегулеровки состава пламени во время работы (это не удобно и опасно). При тугом вращении маховиков, не удобно производить настройку пламени резака и его гашение, или даже не возможно.
7) Шпиндели узлов вентилей должны быть из нержавеющей стали (средний срок службы таких шпинделей не менее 15000 циклов открыто-закрыто). Изготовление их из латуни недопустимо, так как такие узлы не выдерживают более 500 рабочих циклов открыто-закрыто, в дальнейшем они не обеспечивают герметичности запирания. Как следствие: утечки горючего газа и кислорода, что опасно и может привести к взрыву скопившейся горючей смеси.
Допускается применение комбинированных шпинделей латунь — «нержавейка», они значительно лучше по своим характеристикам, чем цельные латунные шпиндели.
8) Для резаков Р3 (для резки металла до 300мм) не допускается применение комбинированных 6/9 ниппелей. Комбинированный ниппель 6/9 уменьшает проходное сечение в 3 раза по сравнению с ниппелем 9, что не достаточно для обеспечения расходов газов.
9) Выбирайте латунные ниппеля! Алюминиевые ниппеля изнашиваются быстрее.
10) Наличие запасных частей у продавца обязательно!!! (В противном случае вы покупаете «разовое» изделие).
11) Наружное покрытие под цвет латуни или меди скрывает недостатки пайки, пороки в металле а так же вводит Вас в заблуждение, выдавая алюминий за латунь или медь.
Внешний «блеск» не обеспечивает безопасность и работоспособность газового резака.
Рупорные мундштуки | Мундштуки Stork Custom
Оригинальные мундштуки для французского рожка Giardinelli имели отличную репутацию до начала 80-х годов, когда они были полностью модернизированы и превращены в нечто совершенно отличное от того, что было раньше. До этого времени они были успешными копиями мундштуков, которые использовали ведущие игроки Нью-Йорка и других крупных восточных городов. Включены копии мундштуков Майрона Блума, Джеймса Стальяно, Джозефа Сингера, Мэйсона Джонса и Барри Таквелла.Пьесы Джардинелли «C» были копиями мундштука Джеймса Чемберса. Чемберс играл с Питтсбургским симфоническим оркестром под руководством Фрица Райнера в течение одного года после его окончания в Кертисе в 1941 году, затем стал сольным валторном Филадельфийского оркестра (1942-1946) и, наконец, был сольным валторн в Нью-Йоркской филармонии с 1946 по 1969 год. Он также проработал на факультете Джульярдской школы 42 года.Изменение в производственном процессе произошло, когда г-н Джардинелли решил, что он удлинит хвостовик мундштука, чтобы он подходил как для американских, так и для европейских приемников.К сожалению, и это не совсем понятно, при добавлении не только хвостовик, но и чашечная часть мундштука была растянута. Новые заготовки были почти на четверть дюйма длиннее, чем были раньше! Совершенно понятно, что при такой искаженной общей длине мундштука детали перестали реагировать таким же образом.
В это время г-н Джардинелли был близок к завершению своей карьеры, и уже предпринимались шаги по продаже бизнеса.В этой обстановке проблемы с рожковыми мундштуками не были в числе приоритетных для новых владельцев, и поэтому ситуацию так и не исправить.
Примерно через год, на одной из наших самых первых выставок, представленных на Нью-Йоркской конференции Brass, г-н Джардинелли пришел посмотреть на наши товары, какими бы скудными они ни были в то время. Это было его предложение, чтобы мы добавили к нашей линейке элементы Chambers. Он с энтузиазмом говорил с нами о популярности произведений Chambers и настоятельно рекомендовал нам взять их на себя и заверил нас, что мы будем делать это с его благословения.Нам потребовалось некоторое время, прежде чем бизнес вырос настолько, что мы смогли включить их в свои линии, но его проницательность и щедрость в тот день возвращались к нам много раз с тех пор.
Наша версия изделия Chambers является копией оригинальной модели Giardinelli во всех отношениях (на более короткой оригинальной заготовке), за исключением контура обода. Оригинальные обода Giardinelli Chambers имели острые края во всех точках обода.
Считается, что это произошло из-за отсутствия точности при создании оригинального режущего инструмента, который производился в то время для изготовления этих мундштуков.(«Резак» — это тип формовочного инструмента, который использовался для массового производства мундштуков еще до появления оборудования с ЧПУ.) Тем не менее, этот дефект не позволил модели «Chambers» стать одним из самых популярных мундштуков своего времени. и так стала версия, с которой все были знакомы.
Когда мы решили начать производство этих деталей, мы знали, что обод является подозрительным, и поэтому вернулись к настоящему мундштуку, который Джеймс Чемберс использовал для правильной модели обода. Нам посчастливилось получить копию, предоставленную нам в то время Филипом Майерсом, у которого был этот мундштук.Несколько лет спустя мы решили сделать эти модели еще одним шагом вперед, сделав их более адаптируемыми для большего числа игроков и предложив их в 3 различных внутренних диаметрах, а также предложив большее разнообразие размеров отверстия и глубины чашек. Оригинальные мундштуки Chambers были доступны с чашками 3 разной глубины, но с ограниченными размерами отверстий для каждой. Была глубокая чашка, известная как C, которая была доступна с размерами отверстия 1, 4, 8 и 10. Была также модель C12, которая имела среднюю неглубокую чашку и была доступна только с размером отверстия # 12.Точно так же был C15, у которого была неглубокая чашка… опять же, доступная только с размером отверстия №15. Когда мы взяли детали, мы предложили C12 и C15, теперь известные как CM (для среднего) и CS (для мелкого) соответственно с гораздо более широким диапазоном размеров отверстий. Мы также сделали все глубины чашки доступными с двумя новыми размерами внутреннего диаметра, что делает эти модели чрезвычайно адаптируемыми. Во всех моделях есть даже версия с широким ободом.
.Полное руководство по мундштукам для труб — Trumpet Blog
Мундштуки — Начало работы

Фото: Eggybird на Flickr
Большинство производителей инструментов также производят мундштуки, которые производятся под их собственным именем и включаются в покупку их инструмента. Начинающим трубачам и корнетам не нужно будет проходить бесконечные поиски идеального мундштука, как это часто делают более опытные игроки, так как более молодой игрок должен больше заботиться о базовых тренировочных привычках и неуклонном совершенствовании своего инструмента и меньше беспокоиться. с чем мистерТрубач играет в своем стиле.
Честно говоря, если меня спросят, какой мундштук для трубы лучший , я бы сказал, что «не существует идеального мундштука для каждого музыканта».
Если бы это было правдой, каждый трубач в мире играл бы на одном и том же мундштуке. Если один мундштук дает вам больше высоких нот, он также будет создавать больше проблем в нижнем регистре, а также, возможно, ограничивать вашу гибкость во всех диапазонах.
Функция всех мундштуков для духовых инструментов
Играете ли вы на трубе, корнете, флюгельгорне, тубе или любом другом медном инструменте, мундштук для инструментов работает одинаково. Мундштук нужен для того, чтобы ваша верхняя и нижняя губа вибрировали, когда между ними проходит воздух. Это достигается за счет закрепления внешних границ ваших губ, а также расширения области контакта на губе на более широкую область.
Как и все переменные на мундштуке, одно преимущество обычно приводит к одинаковому недостатку.Это снова причина того, что «начинающий ученик должен продолжать пользоваться мундштуком, который прилагался к инструменту» до тех пор, пока в его / ее развитии не потребуются изменения.
Части мундштука для трубы, корнета и флюгельгорна
Все латунные мундштуки имеют одинаковые общие части и работают одинаково. Мундштук для трубы и мундштук для корнета, хотя и не взаимозаменяемы, имеют одинаковую базовую структуру и функции.
Схема секций мундштуков-
При сравнении и выборе мундштуков учитывайте следующие эффекты:
Обод мундштука
- Wide: Повышает выносливость.
- Narrow: Повышает гибкость.
- Round: Повышает комфорт.
- Sharp: Повышает точность атаки.