Лазерная технология и ее применение — Студопедия
Оглавление
Введение
1 Лазерная технология и ее использование
1.1 Лазерная сварка
1.2 Лазерная гравировка
1.3 Маркировка и клеймение
1.4 Лазерная резка
2 Лазер и стекло
3 Лазерная резка металлов
3.1 Виды резки
3.2 Факторы, влияющие на качество резки
3.4 Производительность резки металла
4 Технологический процесс дипломной работы
4.1 Оборудование
4.2 Технологический процесс
Заключение
Использованная литература
Введение
Первое упоминание в научной хронике про изобретение лазера, это 1917 год А. Эйнштейн представляет концепцию вынужденного излучения. Лазер стал одним из самых значимых изобретений XX века.
Лазерное оборудование сегодня широко используется в нашу жизнь, широчайшее применение практически во всех отраслях экономики, и число лазерных методик и технологий постоянно растет.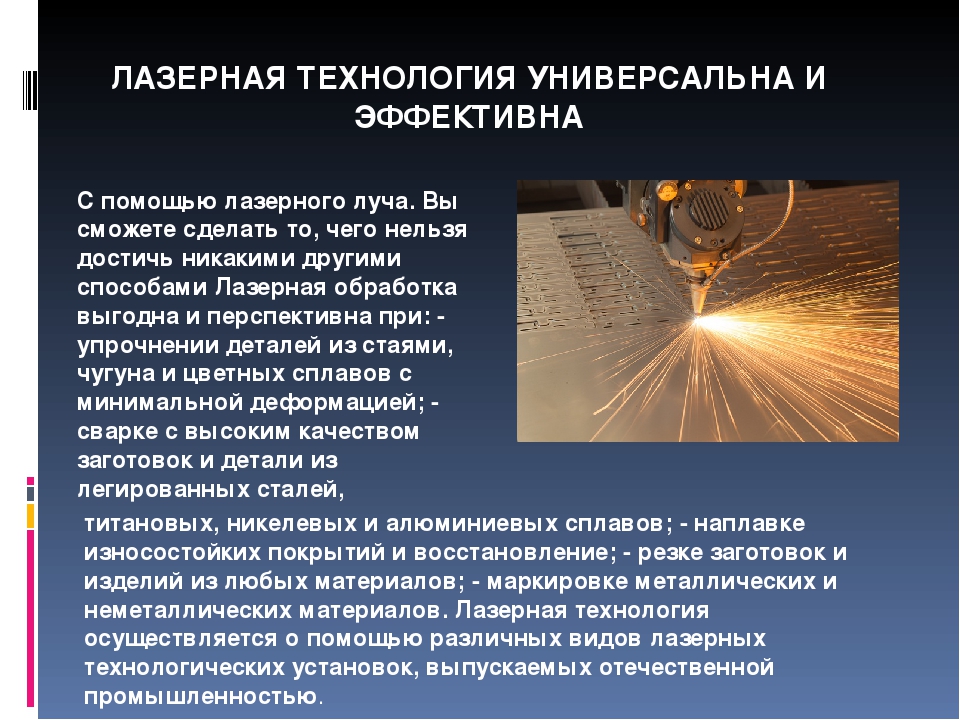
Лазерные технологии обработки материалов широко применяются в промышленности для различных технологических операций — сварки, резки, маркировки и гравировки, термообработки, сверления отверстий. В последние годы наметилась тенденция расширения применения лазеров в ювелирной отрасли.
Лазерная технология и ее применение
Лазер — это устройство, преобразующее энергию накачки световую, электрическую, тепловую, химическую и др. в энергию когерентного, монохроматического, поляризованного и узконаправленного потока излучения.
Использование лазера в науке, вооружение, медицине, в быту, промышленности (таблица 1).
Таблица №1 — Использования лазера в промышленности
| Лазерная Термо- обработка | Лазерное Оплавление | Получение Поверхностных покрытий | Ударное Воздей- ствие | Лазерная сварка | Лазерная гравировка | Лазерное разделение материалов | |
| 1. Лазерная закалка 2. Лазерный отжиг 3. Лазерный отпуск 4. Лазерная очистка 5. Лазерная дезактивация | 1. Оплавление для улучшение поверхности 2. Аморфизация | 1. Лазерное легирование 2. Лазерная наплавка 3. Вакуумно – лазерно напыление | 1.Ударное упрочнение 2. Инициирование физико — химических процессов | 1. Лазерная резка 2. Газолазерная резка | |||
Возможно, использовать применения лазера в ювелирном деле.
Лазер применяют как:
1. обработка металлических поверхностей
2. лазерная сварка
3. гравировка драгоценных металлов
4. «пробивка» отверстий в драгоценных камнях и художественного стекла, отверстия точные и аккуратное. Ни один другой вид обработки (к примеру, механическое контактное сверление) не обеспечивает такого качества при столь низких затратах энергии.
5. лазерная резка металла
6. маркировка и клеймление бриллиантов
Для ювелирной точности необходима тщательная организация процесса обработки. Современное лазерное оборудование с ЧПУ, которое отвечает запросам ювелирного производства: обработка лазером осуществляется с большой аккуратностью, высокой скоростью, совершенно без отходов и нулевым процентом брака. Лазерный станок с ЧПУ является вершиной технологического развития обработки. Его применение в ответственной ювелирной отрасли является совершенно оправданным. Благодаря прецизионной точности механической части, погрешность позиционирования лазерного излучателя над заготовкой не превышает 0,1 мм.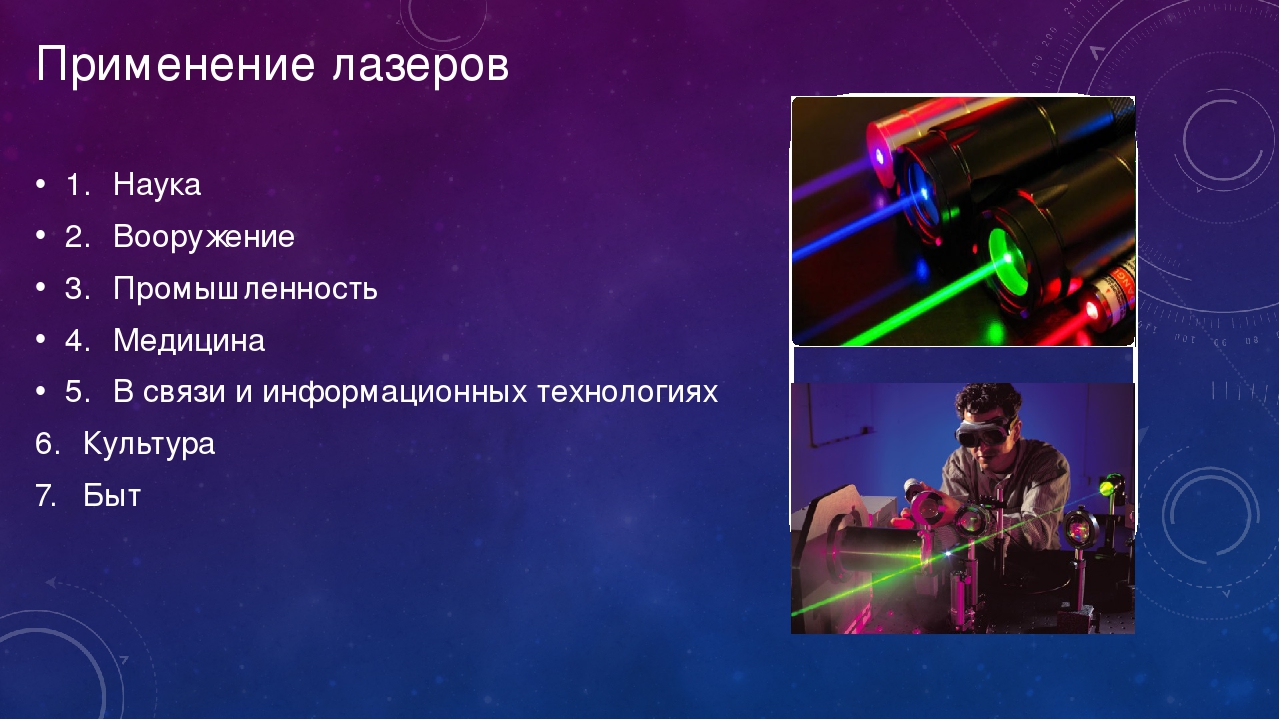
Лазерное сканирование зданий виды и стоимость
Лазерное сканирование зданий и сооружений стало доступно относительно недавно. В этой статье мы расскажем о его принципах, особенностях и преимуществах. После этого вы сможете определиться, стоит ли вам воспользоваться новейшими разработками, или же отдать предпочтение консервативным методам.
Проведение инженерно-геодезических работ подразумевает использование специальных приборов. Для их производства используются последние достижения многих отраслей науки, в том числе, оптики, электроники, механики. Одним из недавних изобретений стал электронный лазерный безотражательный тахеометр. Такой прибор значительно упростил выполнение многих геодезических задач, увеличил эффективность работы специалистов в области архитектурных обмеров. В сравнении с используемыми ранее измерительными системами, появление тахеометра нового образца увеличило продуктивность в три раза.
Хотя новые приборы появились совсем недавно, вскоре и они не смогли справляться со всеми запросами современного строительства. Возникла потребность не только в точности координатных измерений, но также в построении цифровых моделей объектов. Как выяснилось на практике, для этого требуется гораздо больше информации, чем могут дать стандартные тахеометры. Трехмерное лазерное сканирование зданий стало единственным оптимальным решением поставленной задачи. С его помощью удалось добиться максимальной детализации объектов, что позволило получить точные цифровые модели и изображения.
Что собой представляет лазерное сканирование?
Лазерное сканирование объектов – это новейший метод получения 2D и 3D моделей окружающего пространства. В процессе работы приборов создается облако точек с пространственными координатами, которые в итоге дают объемное изображение. Полученная модель объекта может содержать от нескольких тысяч до нескольких миллионов координатных точек.
Принцип работы лазерного сканера можно сравнить с работой любого радара. Он заключается в излучении лазерного луча, который обладает высокой частотой, и отражении его на колеблющемся зеркале. Так, луч достигает объекта, а затем вновь возвращается в отправную точку. В этот момент прибор фиксирует время возврата, согласно которому получает данные о расстоянии, на котором находится объект. Так создается облако точек. При этом стоит отметить, что прибор может отправить сразу множество лучей, то есть мгновенно получить информацию сразу о значительной части объекта.
В отличие от использования тахеометра, этот метод проведения съемки является бесконтактным и максимально автоматизированным. Прибор содержит специальный сервопривод, который самостоятельно вращает измерительную головку в горизонтальной и вертикальной плоскостях. Специалисту не нужно больше нажимать какие-либо кнопки для включения дальномера или записи полученных координат, выискивать цель через окуляр тахеометра, переставлять технику с места на место и пр.
Основные виды лазерного сканирования
В зависимости от сложности объекта, его величины и технических особенностей, вам могут быть предложены следующие виды лазерной съемки:
1. Наземное лазерное сканирование. Оно производится с помощью статичного прибора. Визуализация объекта происходит путем наведения визира, или же путем предварительного сканирования при небольшой плотности координатных точек. Затем проходит более детальное моделирование каждой отдельной поверхности и сбор всех полученных данных в единый массив. Для проведения этого типа работ не требуется установка дополнительных отражателей, меток или маркеров.
2. Мобильное сканирование. Съемка проходит с помощью все тех же приборов, но они при этом закреплены на транспортное средство. Оно, в свою очередь, движется по установленному маршруту для сбора необходимых данных. Сами приборы обладают встроенными компенсаторами наклонов и вибраций, а также очень жестко крепятся к своему «носителю». Все это позволяет избежать каких-либо неточностей, которые могли бы возникнуть за счет осуществления съемки в движении.
Все это позволяет избежать каких-либо неточностей, которые могли бы возникнуть за счет осуществления съемки в движении.
3. Сканирование с воздуха. Такой тип работ считается наиболее быстрым и детальным. Он позволяет получить картинку местности с учетом всех особенностей рельефа. При этом можно установить определенную ярусность, чтоб в дальнейшем иметь возможность отдельно работать с объектами инфраструктуры, земной поверхностью, зданиями и пр.
Виды и особенности лазерных сканеров
Лазерный сканер способен проводить до миллиона измерений за одну секунду. Облако точек, которое получается в результате его работы, можно затем вывести на экран в виде двухмерного или трехмерного изображения. Главными характеристиками прибора являются показатели точности, дальности, скорости сбора данных, а также угол обзора. Выбор в пользу того или иного сканера зависит от технологических требований изучаемого объекта. На сегодняшний день доступны следующие варианты:
1. Сканеры среднего радиуса действия. Дальность до 100 м, допустима погрешность в несколько миллиметров.
Сканеры среднего радиуса действия. Дальность до 100 м, допустима погрешность в несколько миллиметров.
2. Сканеры дальнего действия. В работе допускают погрешность от нескольких миллиметров до нескольких сантиметров, работают с дальностью в сотни метров.
3. Маркшейдерские сканеры. Дальность – более километра, погрешность – до дециметра.
Сферы применения трехмерного моделирования
Трехмерное сканирование объектов позволяет создавать цифровые модели не только отдельных зданий и сооружений, но и целых комплексов или территорий. С его помощью можно получить точные данные даже при работе со сложными архитектурными формами. Это позволяет широко использовать метод для различных научных исследований, реставрации памятников и пр. Также лазерное сканирование применяют для решения следующих задач:
· создание трехмерного кадастра недвижимости;
· проектирование или топографическая съемка элементов инфраструктуры, промышленных сооружений;
· создание 3D моделей рельефа, сложных технологических объектов;
· сохранение данных об архитектурном наследии;
· съемка фасадов любой сложности;
· получение информации о количестве насыпей и выемок грунта для предприятий горной промышленности;
· слежение за деформациями готовых или строящихся объектов;
· сбор данных для дальнейшего строительства объекта, его полной или частичной реконструкции, планового ремонта и т. д.
д.
По сути, лазерное сканирование зданий и сооружений является универсальной технологией, тем не менее, существует ряд задач, для которых оно является единственным возможным вариантом решения. Так, к примеру, при проектировании реконструкции здания или контроля за его строительством, только этот метод позволит получить актуальную цифровую модель на каждом этапе. Также высокая автоматизация гарантирует большую точность и достоверность информации при архитектурных обмерах, геодезической съемке интерьеров и фасадов зданий.
Отдельно стоит сказать о применении лазерного сканирования при съемке объектов транспортной инфраструктуры. Преимущество метода заключается в том, что для его использования нет необходимости останавливать движение. Так, можно получить данные о состоянии различных транспортных объектов – мостов, тоннелей, автодорог – без каких-либо неудобств. Это часто необходимо для создания топографических планов, электронных банков данных, проектирования реконструкции или ремонтных работ.
Наземное лазерное сканирование позволяет осуществлять геодезический контроль в горной промышленности. Так, с помощью современных приборов можно получить точные данные о шахтах, тоннелях, открытых выработках и пр. При этом можно контролировать оползневые процессы, проверять устойчивость бортов штолен и карьеров.
В археологии трехмерное моделирование востребовано в целях сохранения точных данных об исследуемых памятниках. Эта информация может использоваться как в научных целях, так и в качестве виртуального музея. Также сканирование применяют для фиксации находок и мест раскопок.
Преимущества метода лазерного сканирования
Лазерное сканирование – это выгодная экономия материальных и временных затрат. Оно позволяет в кратчайшие сроки получить максимальное количество данных, а затем создать детальную 3D-модель объекта. Это дает возможность хранить в электронном виде подробную информацию о любом объекте, будь то архитектурный памятник, жилой комплекс, промышленное здание, рельеф территории и пр. При этом она может быть в дальнейшем использована в различных компьютерных программах для планирования реконструкций, ремонтных и строительных работ. Современные приборы создают системы данных, которые совместимы с Autodesk, AVEVA, AutoCAD, Intergraph и прочими средствами проектирования мировых производителей.
При этом она может быть в дальнейшем использована в различных компьютерных программах для планирования реконструкций, ремонтных и строительных работ. Современные приборы создают системы данных, которые совместимы с Autodesk, AVEVA, AutoCAD, Intergraph и прочими средствами проектирования мировых производителей.
Также к преимуществам лазерного сканирования стоит отнести следующие его особенности:
1. Высокая точность. Погрешность приборов находится на минимальном уровне. Кроме того, сканеры можно настроить на фиксацию первого или последнего отражения. Например, это позволит различить грунт и растительность и пр.
2. Полнота информации. Лазерные сканеры создают облака из миллионов точек с пространственными координатами. Это значит, что даже самые мелкие детали объекта будут учтены в цифровой модели.
3. Мгновенная визуализация. Современные приборы работают таким образом, что вы сразу же получите все результаты в 3D-виде. Соответственно, не придется тратить дополнительное время на обработку данных и привлекать для этого специалистов.
Соответственно, не придется тратить дополнительное время на обработку данных и привлекать для этого специалистов.
4. Безопасность. Когда речь идет о съемке опасных или труднодоступных объектов, лазерное сканирование является наиболее оптимальным вариантом. Дальность работы приборов и угол их обзора позволят получить точные данные с безопасного расстояния.
5. Автоматизация. Правильная настройка оборудования позволит совершать все необходимые измерения простым нажатием кнопки, что исключает практически все внешние влияния на результат инженерно-геодезических работ.
Недостатки технологии
Для объективной оценки возможностей лазерного сканирования, стоит уделить внимание и его недостаткам. На самом деле, их не так много, при этом, приборы постоянно совершенствуются и появляются все более универсальные модели. Тем не менее, на данный момент можно отметить следующие неудобства при работе с лазерными сканерами:
1. Большинство современных моделей сканеров не предназначены для работы при минусовой температуре. Таким образом, в зимнее время воспользоваться преимуществами технологии может оказаться затруднительно. Сейчас доступны новые приборы, работающие до -20 градусов, но далеко не каждая компания может похвастаться наличием такого оборудования. Кроме того, его использование может обойтись дороже.
Большинство современных моделей сканеров не предназначены для работы при минусовой температуре. Таким образом, в зимнее время воспользоваться преимуществами технологии может оказаться затруднительно. Сейчас доступны новые приборы, работающие до -20 градусов, но далеко не каждая компания может похвастаться наличием такого оборудования. Кроме того, его использование может обойтись дороже.
2. При лазерном сканировании сложных архитектурных форм возникают определенные трудности с автоматическим переносом данных в программы компьютерного моделирования. Это связано с тем, что большинство подобных приложений описывают здания лишь самыми простыми геометрическими формами. Соответственно, при моделировании архитектурных памятников или сложных интерьеров придется переносить многие данные вручную.
Также стоит отметить, что лазерное сканирование зданий и сооружений не является полностью автоматической процедурой. Безусловно, оно позволяет избежать многих трудоемких задач, а сложные и опасные измерения осуществляет одним нажатием кнопки. Тем не менее, для получения полной картины все равно понадобится работа специалиста, поскольку необходимо правильно выбрать точки для съемки, спланировать сеансы сканирования и пр. Особенно это важно при работе со сложными объектами, например, архитектурными памятниками. Иногда для получения необходимых данных точки устанавливают, как внутри, так и снаружи здания.
Тем не менее, для получения полной картины все равно понадобится работа специалиста, поскольку необходимо правильно выбрать точки для съемки, спланировать сеансы сканирования и пр. Особенно это важно при работе со сложными объектами, например, архитектурными памятниками. Иногда для получения необходимых данных точки устанавливают, как внутри, так и снаружи здания.
Сколько стоит лазерное сканирование зданий и сооружений?
Многие заказчики считают, что использование новых технологий и более точных приборов обязательно связано с дополнительными финансовыми затратами. Именно поэтому они отдают предпочтение более консервативным методам, пытаясь таким образом немного сэкономить, хоть и с потерей точности. На самом деле, если речь идет о сканировании небольших зданий или территорий, то применение 3D-сканера обойдется примерно в ту же сумму, что и при других наземных видах съемки. При этом более точные данные и максимальная детализация позволят избежать лишних затрат при дальнейшем проектировании и строительстве.
Что же касается крупных объектов, то здесь трехмерная съемка значительно выигрывает у тахеометрической, поскольку большинство данных можно будет получить с одной точки. Соответственно, не возникнет необходимости транспортировки оборудования и персонала. Таким образом, рост технического прогресса позволил не только улучшить качество получаемых данных, но также привел к удешевлению услуги.
Можно сделать вывод, что сейчас лазерное сканирование зданий и сооружений является наиболее перспективным направлением для проведения различных инженерно-геодезических работ. Высокая технологичность метода дает неоспоримые преимущества, в сравнении с другими видами топографической съемки. При этом использование новой технологии не только не увеличивает стоимость услуг, но даже помогает выгодно сэкономить.
Надеемся, вы получили всю необходимую информацию по этой теме. Будем рады вас видеть на наших страничках в соцсетях, где вы сможете найти еще больше актуальной информации!
Свяжитесь с экспертами и получите бесплатную консультацию!
Применение лазеров — Википедия
Материал из Википедии — свободной энциклопедии
С самого момента разработки лазер называли устройством, которое само ищет решаемые задачи. Лазеры нашли применение в самых различных областях — от коррекции зрения до управления транспортными средствами, от космических полётов до термоядерного синтеза. Лазер стал одним из самых значимых изобретений XX века.[источник не указан 2795 дней]
Лазеры нашли применение в самых различных областях — от коррекции зрения до управления транспортными средствами, от космических полётов до термоядерного синтеза. Лазер стал одним из самых значимых изобретений XX века.[источник не указан 2795 дней]
Наука
Спектроскопия
Современные источники лазерного излучения дают в руки экспериментаторов монохроматический свет с практически любой желаемой длиной волны. В зависимости от поставленной задачи это может быть как непрерывное излучение с чрезвычайно узким спектром, так и ультракороткие импульсы длительностью вплоть до сотен аттосекунд (1 ас = 10−18 секунды). Высокая энергия, запасенная в этих импульсах, может быть сфокусирована на исследуемый образец в пятно, сравнимое по размерам с длиной волны, что дает возможность исследовать различные нелинейные оптические эффекты. С помощью перестройки по частоте осуществляются спектроскопические исследования этих эффектов, а управление поляризацией лазерного излучения позволяет проводить когерентный контроль исследуемых процессов.
Измерение расстояния до Луны
Во время полётов на Луну пилотируемыми и беспилотными аппаратами, на её поверхность было доставлено несколько специальных уголковых отражателей. С Земли при помощи телескопа посылали специально сфокусированный лазерный луч и измеряли время, которое он затрачивает на путь до лунной поверхности и обратно. Основываясь на значении скорости света, стало возможным рассчитать расстояние до Луны. Сегодня параметры орбиты Луны известны с точностью до нескольких сантиметров.
Создание искусственных опорных «звёзд»
Применение методов адаптивной оптики в наземных телескопах позволяет существенно повысить качество изображения астрономических объектов путём измерения и компенсации оптических искажений атмосферы. Для этого, в сторону наблюдения направляется мощный луч лазера. Излучение лазера рассеивается в верхних слоях атмосферы, создавая видимый с поверхности земли опорный источник света — искусственную «
История развития лазерных технологий | Универсал46
Слово «лазер» составлено из начальных букв в английском словосочетании Light Amplification by Stimulated Emission of Radiation, что в переводе на русский язык означает: «усиление света посредством (индуцированного) вынужденного испускания». Устройство можно назвать оптическим квантовым генератором, который преобразует энергию накачки (электрическую, световую и др.) в энергию узконаправленного монохроматического потока излучения. То есть в основе его работы лежит квантово-механическое явление индуцированного излучения. Это явление впервые было описано Эйнштейном, (им же была предложена идея создания генераторов-усилителей когерентного света) и стало основанием нынешней квантовой электроники и лазерных технологий.
Устройство можно назвать оптическим квантовым генератором, который преобразует энергию накачки (электрическую, световую и др.) в энергию узконаправленного монохроматического потока излучения. То есть в основе его работы лежит квантово-механическое явление индуцированного излучения. Это явление впервые было описано Эйнштейном, (им же была предложена идея создания генераторов-усилителей когерентного света) и стало основанием нынешней квантовой электроники и лазерных технологий.
Во второй половине пятидесятых годов разрабатывались и создавались твердотельные молекулярные усилители, но охватывали они СВЧ-диапазон радиоволн, потому назывались мазерами (MASER — microwave amplification by stimulated emission of radiation). Первый был разработан в 1954 в Москве в институте академии наук им. Лебедева учеными Николаем Басовым, Александром Прохоровым. Независимо от них и в то же самое время в Колумбийском университете в Нью-Йорке разработками занимались Х. Цайгер, Д. Горлон и Ч. Таунс.
Следующей ступенью на пути развития квантовой электроники стало перенесение ее принципов на оптическое излучение. В 1958 Шавлов, Таунс и Прохоров продемонстрировали возможности использования этого явления.
В 1958 Шавлов, Таунс и Прохоров продемонстрировали возможности использования этого явления.
Впервые лазер на рубиновом стержне создан был в 1960 году Т. Майманом. Все современные лазеры сегодня содержат элементы, которые использовались в том самом первом лазере. С того момента лазерная техника начала стремительно развиваться и распространяться.
С созданием лазеров стала развиваться новая тогда область физики — нелинейная оптика, которая изучает нелинейные оптические эффекты под воздействием индуцированного излучения. Первый лазер, работающий на смеси газов (гелия и неона), в котором атомы неона испускались инфракрасным когерентным излучением, был создан А. Джаваном.
Лазер это — источник света. И от других источников света его отличает высокая стабильность интенсивного излучения в стационарном режиме, возможность генерировать очень короткие световые импульсы, монохроматичность и высокая спектральная плотность энергии. Эти свойства, собственно, и позволяют применять лазер так разнообразно в различных отраслях.
За 40 лет со времени изобретения технологии лазерной резки сфера ее применения, и создание различных видов лазеров достигли внушительных масштабов.
Широкое применение лазерная технология нашла в промышленности как метод обработки металла: лазерная резка, сварка, плавление, гравировка.
Сегодня лазерная резка металлов ‒ один из наиболее производительных и перспективных технологических процессов, используемых в современной индустрии, особенно при производстве изделий нового поколения.
Технологические закономерности процесса лазерной резки металлов
Процесс лазерной резки металлов зависит от различных факторов, которые определяют производительность и качественные показатели процесса. К основным факторам относятся:
• мощность лазерного излучения
• скорость резки
• давление и состав поддуваемого газа
• размеры и конфигурация сопла для подачи газа
• расстояние от сопла до поверхности материала
• поглощательная способность поверхности материала
• вид, состав и свойства разрезаемых материалов.
С позиции технико-экономической эффективности применение лазерной резки особенно целесообразно в тех случаях, когда требуется получить деталь с высокой степенью точности размеров и формы, т.е. при предъявлении к конечной продукции требований повышенного качества.
При лазерной резке металлов на поверхности реза образуются углубления (бороздки), располагающиеся равномерно одно за другим. Бороздки характеризуются тремя показателями: глубиной, частотой и формой, которые в своей совокупности определяют микрогеометрию (шероховатость) поверхности реза.
По топографии поверхности реза, характеру разрушения в зоне обработки различные металлы по их разрезаемости лазерным лучом можно разделить на несколько основных групп:
• мало-, среднеуглеродистые и низколегированные стали;
• высокоуглеродистые (высоколегированные), в том числе нержавеющие стали;
• титан и его сплавы;
• цветные металлы (алюминий, медь и др.)
Рассматривая качество поверхностей резов, следует учесть, что при резке углеродистых и нержавеющих сталей, титановых и алюминиевых сплавов характерно образование грата на нижней кромке деталей. Грат (нем. Grat) – излишки металла, остающиеся на кромке после какого-либо процесса обработки. Это значительно снижает качество лазерной резки, а иногда делает ее неприменимой. Образование грата – результат смачивания поверхности твердого металл удаляемыми из полости реза жидким металлом и его оксидами за счет получения химических соединений, твердых и жидких растворов, диффузионных процессов в поверхностном слое металла.
Количество грата на кромках зависит от мощности излучения, толщины металла, скорости резки и давления газа. В процессе резки углеродистых сталей, при подборе режима, необходимого для получения качественных резов, нижняя кромка реза остается свободной от грата. При резке нержавеющих сталей, титана и цветных металлов, грат образуется при любых режимах резки. Но количество грата можно снизить, например, посредством уменьшения мощности излучения, а также при использовании более низких скоростей резки.
Еще одним эффективным способом борьбы с гратообразованием является предварительная обработка металла, например фосфотирование, оксидирование и др. Но нанесение таких покрытий требует дополнительных технологических операций, что значительно увеличивает стоимость резки.
продуктов | P-Laser
- Дом
- Товары
- НИЗКАЯ МОЩНОСТЬ
- СРЕДНЯЯ МОЩНОСТЬ
- ВЫСОКАЯ МОЩНОСТЬ
- Компактная серия
- Приложения
- Очистка поверхностей
- Очистка формы
- Очистка сварных швов
- Маркировка
LaserTo Официальный блог лазера, лазерной безопасности, применения лазеров, Laser News
Я уверен, что у каждого владельца кошки есть такое: лазерная указка.Развлечь кошку лазерной указкой просто. Вы включаете его, и ваша кошка гонится за ним как сумасшедшая, а вы можете остаться на диване и посмотреть y
Опубликовано в новости о лазерах, лазерная безопасность, лазерные технологии | Tagged лазерная указка, 1 мВт, лазерная указкаЛазерное выравнивание для проецирования линий обеспечивает как умеренную, так и точную опорную линию на целевой поверхности, где требуется выравнивание линии. Он используется для выравнивания приложений. Перед тем как выбрать костюм
Опубликовано в лазерные новости, лазерные технологии | Tagged лазер 808IR, выравнивание линейного лазера 980IR, выравнивание зеленого лазера, выравнивание линейного лазера, выравнивание красного лазераОчки для лазерной безопасности обеспечивают эффективную и безопасную защиту глаз человека от различных опасностей, связанных с лазерным излучением и лазерными отражениями лазеров класса IIIB и IV.Может предотвратить или уменьшить травму
Опубликовано в лазерная безопасность | Tagged лазерные защитные очкиПрицеливание на большие расстояния и стрельба были неотъемлемой частью военных или охотничьих угодий. Например, охотникам понадобится ружье, чтобы стрелять в добычу на расстоянии нескольких миль, и дальний свет
Опубликовано в лазерные новости, лазерные технологии | Tagged зеленый лазерный прицел, лазер, лазерный прицелLaserTo недавно выпустила самую изумительную и редкую доступную диодную лазерную указку с длиной волны 515 нм.Это самый видимый диодный зеленый лазер, обеспечивающий максимальную яркость
Опубликовано в лазерные новости, лазерные технологии | Tagged 515nm, зеленый диодный лазерный указатель, зеленый лазер, зеленый лазерный указатель, лазерный указательДешевая зеленая лазерная указка может испускать опасный уровень невидимого инфракрасного лазерного излучения. Никто не может заметить невидимый луч невооруженным глазом, пока не получит серьезную травму сетчатки, нанесенную мощным
. Рубрика: лазерная безопасность, лазерные технологии | Tagged 532nm, зеленый лазер, зеленая лазерная указка, инфракрасный лазер, ИК-лазер, лазерная указка, лазерная безопасность, лазерные защитные очки29 мая Управление радиационной безопасности Исландии сообщило о чрезвычайно серьезной травме глаза, вызванной лазерной указкой.13-летний мальчик получил тяжелую травму обоих глаз, играя с LAS
. Опубликовано в лазерных новостях | Tagged лазерная указка 5 мВт, зеленая лазерная указка, лазер, лазерная опасность, лазерная указкаВладельцы домашних животных всегда заботятся о том, чтобы они не чувствовали себя одинокими. Здоровье питомца всегда является главным приоритетом для всех владельцев домашних животных. Красная лазерная указка мощностью 5 мВт проецирует невероятный ch
Опубликовано в лазерных новостях | Метки: 5 мВт, красная лазерная указка, 650 нм, лазерная указка, игрушки для домашних животных, красный лазерСиняя лазерная указка серии Hades мощностью 100 мВт не так заметна в природе, как зеленый лазер, она будет излучать самый мощный и яркий синий свет во всех видах презентаций и наведении указателей.Stan
Опубликовано в лазерных новостях | Tagged 100 мВт, синяя лазерная указка, 460нм, синий лазер, серия hades, лазерная указкаНикогда не было лучшего инструмента для презентаций, чем красная лазерная указка серии Dazzle мощностью 1 мВт. Это совершенно новая красная лазерная указка размером 1 мВт, которая проецирует наиболее точный красный луч с длиной волны 635 нм и lig
. Рубрика: лазерные технологии | Помечено как красная лазерная указка 1 мВт, 635 нм, серия Dazzle, лазерная указка, презентация, красный лазерРекламная техника — лазерная резка дисплеев, вывесок и надписей
- Home
- Лазерные системы
- Обзор лазерных систем
- M-800
- M-1200
- M-1600
- L-1200
- L-3200
- XL-1200
- XL-1600
- XL-3200
- 2XL-3200
- 3XL-3200
- QuickMark
- новое поколение
- автоматическое распознавание линз
- Автоматизация системы
- Table Operation System
- Система удаленного управления конвейером
- Робот-загрузчик
- Опции системы
- Система оптического распознавания
- механическая обработка материалов
- EOT
- POT
- UCT
- URT
- DRT
- CT
- VCT
- WKT
- Универсальный модуль
- Модуль маршрутизации
- Маркерный модуль
- Модуль Kiss-Cut
- Устройство для растровой гравировки
- Модуль чернильного маркера
- Модуль чернильного принтера
- Модуль этикеток
- Пилотный лазер
- Роботизированная загрузка
- Компоненты системы
- Система управления движением
- Концепция экстракции и фильтрации
- Охлаждающий блок
- Концепции стола
- Источники лазерного луча
- Источники лазерного луча Synrad
- Источники лазерного луча Rofin
- Источники лазерного луча Coherent
- Оптические компоненты
- Режущие сопла
- CONNECT
- CREATE
- POSITION
- PICTURE
- OPTIMUM
- BACKLIGHT
- WATCHDOG
- PLANNER
- TOUCH & GO
- DATABASE
Обработка методов обработки данных 0007 Обработка акрила - Обзор лазерных систем
- Обработка дерева и шпона
- Обработка текстиля
- Обработка пластиковых пленок
- Программная ловушка
- WAG
00 клиентов—
- Mayser
- Freudenberg Performance Materials
- Altuglas
- Brett Martin
- Сотрудничество с контентом
- Ettlin
- Covestro
- Обзор услуг
- Гарантия 24 месяца
- Онлайн-поддержка
- eurolaser ACADEMY
- ACADEMY Регистрационная форма
- Сертификация оператора лазерной системы (2-дневный курс)
- Программное обеспечение LaserScout и модуль PLANNER
- Оптимизация системы
- Расширение системы с помощью инструментальных головок ZÜND
- FAQ
- Насколько горячий на самом деле лазерный луч?
- Как работает лазер
- Как простой сжатый воздух влияет на процесс лазерной резки?
- Разница между GS и XT acrylic
- Какие классы лазеров применимы к системам eurolaser?
- Как способ хранения акрила влияет на режущую кромку?
- Оценка мощности лазера
- Управление качеством с помощью лазерной системы
- Могу ли я также резать лазером под наклоном?
- Размещение реперных знаков
- Требуется ли мне какое-либо специальное программное обеспечение для управления системой eurolaser?
- Могу ли я использовать существующие данные?
- Могу ли я также использовать машину для маршрутизации
- Производственный процесс
- Импорт штрих-кода
- Очистка фокусной линзы
- Проверка смещения камеры
- Очистка системы стола челнока
- Настройка сопла и технологического газа
- Надписи на фольге
- Демонтаж систем eurolaser
- Подготовка к установке
- Транспортировка систем eurolaser
- Laserpoint
- Информационный бюллетень
- Статьи для прессы
- EN
- DE
- FR
- IT
- ES
- RU
- PT
- PL
- NL
- DK
- GR
- TR
- CZ
- Home
- Laser Systems
- Ссылки
- Компания
- Служба поддержки клиентов
- Контакты
- Брошюры / пресса
- ПОЛИТИКА КОНФИДЕНЦИАЛЬНОСТИ
- Управление качеством
- Общие условия Выходные данные
- FR
- IT
- ES
- RU
- PT
- PL
- NL
- DK
- GR
- CZ
- TR
- SK 9007 HU
- HU
- EN
- DE
Приложения квантовой механики: лазерная технология.
Презентация на тему: «Приложения квантовой механики: лазерные технологии». — Стенограмма презентации:
1 Приложения квантовой механики: лазерные технологии
2 Эйнштейн предположил, что электроны могут быть стимулированы к более высокому энергетическому состоянию, а затем испускать излучение, когда они возвращаются в основное состояние (во многом как теория Бора) Теодор Майман был первым физиком, который продемонстрировал работающий лазер видимого света в 1960 году (лазер генерировал свет из рубиновый кристалл)
3
4 Лазер (усиление света за счет вынужденного излучения) создает интенсивный одноцветный пучок. Волны лазерного пучка одновременно колеблются в одном и том же направлении. В результате лазерные пучки могут передавать много энергии.
5 Классы лазеров Изображение взято с https: // web.stanford.edu/dept/EHS/prod/researchlab/radlaser/laser/procedures/classes.html
6 Электронам требуется определенное количество энергии от фотона света, чтобы возбудить его на более высокий энергетический уровень. Как только электрон начинает возвращаться в свое основное состояние, он выделяет такое же количество энергии, что и фотон. с другими атомами внутри кристаллического стержня рубина, что затем заставляет атомы проходить тот же процесс и выделять больше фотонов (известное как усиление фотонов)
7 Некоторые фотоны, проходящие поперек оси стержня, в конечном итоге выходят через 95% отражающее зеркало и образуют лазерный луч. Все эти фотоны имеют одинаковую длину волны и распространяются параллельно, непрерывными волнами по одному и тому же пути.
ALAW 2020 — Семинар по передовым лазерным приложениям
ABICOR BINZEL Corp — Frederick, MD
Blackbird Robotersysteme Gmbh — Гархинг, Германия
Центр автомобильных исследований — Анн-Арбор, MI
CNA — Гранд-Рапидс, MI
CNA — Milton, FL
CNA — New York, NY
CNA — New York, NY
CNA — Wauwatosa, WI
CNA — Westerville, OH
Страхование CNA — Pittsburgh, PA
Coherent — Highland Park, IL
Coherent Inc — Плимут, Мичиган
Coherent Inc — Санта-Клара, Калифорния
Directed Light Inc — Сан-Хосе, Калифорния
Esab Welding & Cutting Products — Даллас, Техас
EWI — Колумбус, Огайо
FANUC America — Хоффман Estates, IL
Fanuc Robotics America Inc — Rochester Hills, MI
FCA US LLC — Auburn Hills, MI
Flow Science — Santa Fe, NM
Ford Motor Co — Дирборн, MI 900 37
Ford Motor Co — Дирборн, MI
Ford Motor Co — Дирборн, MI
Ford Motor Co — Дирборн, MI
Ford Motor Company — Дирборн, MI
Ford Motor Company — Дирборн, MI
Фраунгофер США — Плимут, MI
General Motors — Уоррен, MI
General Motors — Warren, MI
General Motors Corp — Warren, MI
Технический центр General Motors — Уоррен, MI
Genesis Systems, IPG Photonics Company — Давенпорт, Айова
Gentec Electro — Optics Inc — Квебек, Квебек, Канада
Gentec Electro-Optique Inc — Квебек, Квебек, Канада
Global Industrial Fasteners & Tooling — Waco, TX
GM Tech Center — Warren, MI
Kettering University — Flint , MI
Kolli Consulting — Rochester Hills, MI
KUKA Welding Systems — Sterling Height, MI
Американский институт лазера — Орландо, Флорида
Laser Mechanisms Inc — Нови, MI
Laserline — Мюльхайм-Карлих, Германия
Laserline Inc — Плимут, MI
Laserline Inc — Санта-Клара, Калифорния
Li10 LLC — Гринвилл, SC
Lincoln Electric — Fort Loramie, OH
Lincoln Electric Co — Кливленд, Огайо
Lumentum — Сан-Хосе, Калифорния
Lumentum — Сан-Хосе, Калифорния
Miller Electric Mfg Co — Appleton, WI
Nlight — Hillsboro, OR
NLIGHT Inc — Vancouver, WA
Novelis Inc — Novi , MI
Nuburu Inc — Centennial, CO
Ophir Optronics — Logan, UT
Photon Automation Inc — Greenfield, IN
Plasmo Industrietechnik gmbh — Вена, AUT
Plasmo USA LLC — Плимут, MI
Precitec — Wixom , MI
Quality Metalcraft Inc — Livonia, MI
SCANLAB America — St Charles, IL
SET Enterprises — Sauk Village, IL
SET Enterprises — Sterling Heights, MI
Shape Process Automation — Auburn Hills, MI
Shiloh Ind — Valley City, OH
Shiloh Industries — Plymouth, MI
SPI Lasers — Santa Clara, CA
Synergy Additive Manufacturing LLC — Clinton Township, MI
TRUMPF Центр лазерных технологий — Плимут, Мичиган
Weil Engineering North America — Нови, Мичиган
Worthington Industries Inc — Уортингтон, Огайо
ZELTWANGER Leak Testing & Automation — Северный Чарльстон, SC
.