Круглошлифовальные станки: технические характеристики, назначение
Существует достаточно много различного оборудования по обработке металла, которые могут использоваться для шлифования поверхности. Шлифование – механическая обработка, которая позволяет изменить показатель шероховатости поверхности и особенности формы детали. Некоторые модели можно назвать универсальными, их назначение является шлифование деталей различной формы. Наибольшее распространение получили круглошлифовальные станки, назначение которых заключается в шлифовании заготовок цилиндрической формы.
Круглошлифовальный станок 3М151Назначение
Круглошлифовальные станки используется для обработки наружной цилиндрической поверхности, крепление заготовки проводится в центрах и патроне. При этом может проводиться продольная и поперечная подача для достижения необходимого результата. Универсальный вариант исполнения подходит для различных размеров, некоторые виды могут применяться в промышленности для получения особо крупных деталей.
Во время работы универсального станка с центрами направление вращения заготовки противоположно направлению вращения абразивного материала. Подобные модели могут использоваться в различных видах производства.
Стоит отметить, что круглошлифовальный станок используется при конечном этапе производства. Бесцентровые и другие типы моделей проводят шлифование после токарной обработки, фрезерования, сверления и так далее.
Основные параметры
При выборе оборудования следует учитывать его тип, который определяет многие важные параметры шлифования. К основным параметрам можно отнести:
- Возможные размеры устанавливаемого центра. В случае бесцентровой модели важным показателем можно назвать размер стола.
- Диаметр круга и скорость его вращения. Универсальные варианты исполнения можно применять для получения деталей различной формы, они могут быть конусными.


В паспорте указывается вся важная информация. Чертеж и паспорт позволяют определить то, какие технические характеристики имеет конструкция. Чертежи составляются с учетом ГОСТ, как и паспорт.
Вышеприведенная информация должна учитываться при выборе модели, схема круглошлифовального станка отражает все его особенности. Поэтому для определения важных моментов следует рассматривать чертежи и паспорт, составленные по ГОСТ.
Классификация
Определенные моменты, указанные в чертеже и паспорте, определяют следующую классификацию шлифовального оборудования:
- Универсальные имеют поворотный рабочий стол, есть возможность провести поворот заготовки и самого шлифовального круга. Универсальный вариант исполнения снабжается дополнительной бабкой.
- Простые позволяют обрабатывать только определенные заготовки.
Универсальные модели имеют паспорт и чертежи, которые отражают все особенности круглошлифовального станка. По ГОСТ проводится оформление всех подобных документов.
По ГОСТ проводится оформление всех подобных документов.
Основные технические характеристики
Существуют основные технические характеристики, которые отражаются в паспорте и чертеже. На основании ГОСТ проводится отображение следующей информации:
- Мощность указывается в кВт. Определяет производительность машины.
- Питаемое напряжение определяет возможность использования в той или ситуации оборудование. ГОСТ определяет то, что показатель указывается в Вольтах. Для промышленного применения подходит модель с питанием 380 В, а вот для бытового применения с питанием 220 В.
- Размер рабочего стала. Бесцентровые шлиф-станки могут использоваться в определенных случаях.
- Диаметр шлифовального круга. Круг имеет стандартные размеры, которые выбираются согласно ГОСТ.
- Номинальное число оборотов также часто определяется в ГОСТ. Оно имеет важное значение, так как определяет скорость вращения круга.
Подобные моменты следует учитывать при выборе круглошлифовального станка.
ЧПУ
Отдельные варианты исполнения имеют систему автоматизации работы.
Круглошлифовальный станок с ЧПУ
Числовое программное управление позволяет в несколько раз повысить степень автоматизации работы. При этом выделим следующие моменты:
- Высокая точность шлифования. Механизм, который используется для крепления и подачи круга, при автоматической подаче позволяет получать размеры, которые могут иметь отклонение всего несколько сотых миллиметра.
- Значительно повышается производительность. Большая часть этапов технологического процесса выполняются автоматически, а значит – не требуют вмешательства оператора.
- Снижается вероятность возникновения брака. Если снизить то, сколько этапов будет выполнять человек, можно снизить вероятность возникновения проблем.
- Уменьшаются затраты за счет того, что один оператор может обслуживать несколько рабочих мест.
Круглошлифовальный станок с ЧПУ встречается довольно редко, так как он используется в редких случаях в крупносерийном и массовом производстве. Стоимость из-за включения в конструкцию системы числового программного управления значительно повышается, поэтому использовать его нужно только при крупном производстве.
Стоимость из-за включения в конструкцию системы числового программного управления значительно повышается, поэтому использовать его нужно только при крупном производстве.
Круглошлифовальный станок 3М151: технические характеристики, паспорт
Большое распространение в сфере металлообработки получили круглошлифовальные станки, которые используются для проведения шлифования торцевых, цилиндрических, конических поверхностей. Условно можно разделить рассматриваемое оборудование на две основные категории: универсальные и простые станки. Простые станки могут использоваться для шлифования конусные поверхности с малым уклоном, которые составляет не более 6°, универсальные варианты исполнения применяются для обработки деталей с большой конусностью за счет поворота шлифовальной и передней бабки. Круглошлифовальный станок можно охарактеризовать наибольшим диаметром обрабатываемой заготовки, а также ее длиной. В паспорте, как правило, указываются все важные моменты, схема позволяет определить особенности конструкции. Станки этой группы могут работать в автоматическом и полуавтоматическом режиме.
Станки этой группы могут работать в автоматическом и полуавтоматическом режиме.
Ключевые особенности
Существует довольно много различных вариантов исполнения круглошлифовальных станков, которые позволяют проводить обработку цилиндрических и конических поверхностей. Вариант исполнения с шлифовальной бабкой 3м151 используется довольно часто, в паспорте указаны все важные технические характеристики, а также в схеме указываются важные моменты расположения элементов конструкции.
Скачать паспорт шлифовального станка 3М151
Круглошлифовальный станок модели 3м151 используются для обработки наружной цилиндрической поверхности. Зачастую обработке на станке 3м151 подвергают изделия типа вал. При этом также могут подвергать обработке конические заготовки при смещении шлифовальной бабки. Паспорт станка содержит информацию о том, какой конусности может быть поверхность. Стоит отметить, что круглошлифовальный станок модели 3м151 имеет повышенную точность. При его использовании можно осуществлять следующие типы работ:
При его использовании можно осуществлять следующие типы работ:
- схема конструкции обуславливает возможность проведения продольного и поперечного шлифования при использовании ручной подачи. в паспорте указывается максимальная продольная и поперечная ручная подача;
- модель 3м151 может использоваться для врезного и продольного шлифования при полуавтоматическом цикле работы;
- некоторые варианты исполнения имеют систему ввода программы обработки заготовки, работа проводится в автоматическом режиме.
Производство модели 3м151 началось в прошлом тысячелетии. Информация с паспорта и схемы определяет возможность использования модели 3м151 в мелкосерийном, серийном и крупносерийном производстве. За многие годы использования оборудования было отмечено то, что установленная шлифовальная бабка позволяет проводить снятие металла с конической поверхности с большой точностью.
Применение
При рассмотрении шлифовального оборудования следует отметить то, какие работы можно проводить при его использовании. Особенности бабки, крепежных и других элементов определяют следующие возможности:
- шлифовальное оборудование может использоваться для снятия небольшого количества металла для достижения определенной шероховатости поверхности. стоит отметить, что 3м151 предназначена именно для выполнения подобной работы. электрическая схема управления позволяет проводить работу с высокой точностью. документы, связанные с технологическим процессом, содержат информацию о том, какой класс шероховатости должна иметь поверхность. этот момент определяет возможность использования 3м151 для получения необходимой детали;
- для образования канавок и выемок. при сильной поперечной подаче и при правильном подборе абразивного материала можно провести врезание на большую глубину. В паспорте указана возможная максимальная поперечная подача. однако стоит не забывать о том, что абразивный материал может нагреваться при значительной поперечной подаче;
- модель 3м151 может использоваться также для изменения формы поверхности. при большом усилии и продольном перемещении абразивного круга можно провести снятие большого слоя металла, что приведет к появлению волнистости , а также изменению формы тела вращения.
 при большом усилии и продольном перемещении абразивного круга можно провести снятие большого слоя металла, что приведет к появлению волнистости , а также изменению формы тела вращения.
при большом усилии и продольном перемещении абразивного круга можно провести снятие большого слоя металла, что приведет к появлению волнистости , а также изменению формы тела вращения.
При правильной установке бабки можно провести грубую и чистовую обработку. Тип установленного абразивного материала также определяет возможность проведения той или иной обработки.
Технические характеристики
При рассмотрении данных в паспорте следует учесть, что существует несколько главных технических характеристик, которые определяют возможность использования оборудования. К ним можно отнести:
- наибольший показатель диаметра устанавливаемого изделия для обработки.
- в схеме и в паспорте указывается расстояние между центрами. этот момент определяет то, какой длины заготовка может использоваться;
- число оборотов, которое может совершать заготовка за одну минуту;
- число оборотов абразивного круга.

Технические характеристики 3М151
Вышеприведенные моменты следует учитывать при рассмотрении круглошлифовальных станков. К техническим характеристикам рассматриваемой модели можно отнести:
- класс точности согласно установленным нормам гост – П;
- наибольший показатель диаметра цилиндрических изделий составляет 200 миллиметров;
- наибольшая длина устанавливаемого изделия составляет 700 миллиметров;
- наименьший диаметр шлифования составляет 10 миллиметров;
- высота изделия над столом составляет 125 миллиметров;
- наибольший вес заготовки составляет 55 килограмм;
- наибольшее расстояние перемещения стола 705 миллиметров;
- максимальное значение высоты устанавливаемого круга 100 миллиметров;
- частота вращения задней бабки 1590 об/мин.
Скачать руководство шлифовального станка 3М151
Кроме этого следует учитывать габаритные размеры конструкции, а также максимальный вес. Эти показатели определяют возможность использования модели в той или иной ситуации. Вес конструкции составляет 5 600 килограмм, что усложняет ее размещение. Только при наличии специального основания можно обеспечить наилучшие условия для размещение, крепления конструкции.
Вес конструкции составляет 5 600 килограмм, что усложняет ее размещение. Только при наличии специального основания можно обеспечить наилучшие условия для размещение, крепления конструкции.
Скачать руководство приемки 3М151
Применение системы числового программного управления — ЧПУ
На базе рассматриваемой модели проводится создание станка 3м151Ф2, который имеет программное управление. Бабки в этом случае перемещается под управлением заданной программы. Наличие программного управления не принесло больших изменений в конструкцию. Она состоит из следующих элементов:
- переднюю, заднюю, шлифовальную бабку;
- устройство, которое связано с перемещением стола;
- прибор правки;
- устройство, которое используется для управления элементами конструкции при работе в ручном режиме или при наладке системы.
Единственным отличием можно назвать наличие устройства, которое отвечает за ввод программы и ее корректировки. Также отличие заключается в типе механизмов поперечной и продольной подачи.
В заключение отметим, что 3м151 встречается довольно редко в продаже из-за появления современных вариантов исполнения. Старые технологии производства, которые использовались для создания оборудования, определяют малую надежность. При этом ремонтопригодность конструкции велика, но найти необходимые детали довольно сложно.
Круглошлифовальный станок: технические характеристики и схемы
Содержание статьи:
Круглошлифовальные станки относятся к классу металлообрабатывающего оборудования. С их помощью выполняют точное шлифование металлических заготовок по внешней поверхности. Конструктивно станки этого типа существенно отличаются от аналогичного оборудования.
Конструктивные особенности оборудования
Рабочий блок станка
Принцип работы круглошлифовальных станков основан на прижиме заготовки с помощью направляющего круга либо монтажа в центах. Обработка при этом выполняется путем касания рабочего вращающего абразива с поверхностью детали. Таким образом выполняется равномерное удаление материала с формированием оптимального показателя шероховатости.
Классическая компоновка станка представляет собой сочетание токарного и шлифовального. Для фиксации заготовки в конструкции предусмотрен специальный блок. Это может быть система патронов, удерживающих деталь в горизонтальном положении. Альтернативным вариантом является применение дополнительного круга, который придавливает заготовку к абразиву.
Круглошлифовальный станок имеет следующие преимущества использования:
- возможность обрабатывать детали с различными габаритами. При этом важно учитывать их массу;
- точная настройка параметров. Для обеспечения высокого качества шлифовки рекомендуется приобретать модели с автоматической подачей;
- выбор модели станка под конкретные производственные задачи. Это обеспечит максимальную производительность и снизит себестоимость продукта.
Однако для выбора оптимальной модели станка необходимо детально ознакомиться с их разновидностями и эксплуатационными качествами. Все зависит от конфигурации обрабатываемых деталей, а также требований к качеству шлифования.
Немаловажным моментом является конфигурация абразивного диска – его зернистость, площадь рабочей поверхности. Эти характеристики напрямую влияют на качество шлифовки стальной заготовки.
Виды круглошлифовальных станков
Пример компоновки станка ЗМ151
На практике на круглошлифовальных станках подвергаются обработке заготовки круглого или овального сечения. Шлифовка сложных деталей на этом оборудовании невозможна из-за специфики его конструкции. Это нужно учитывать при выборе модели станка.
Наиболее распространенными моделями круглошлифовальных станков является оборудование, в котором детали устанавливаются в центрах. Фиксация заготовки выполняется между передней и задней бабкой. Для повышения качества шлифования происходит вращение тела. При контакте его с абразивным диском происходит снятие излишка материала в виде металлической пыли стружки.
Кроме этой методики в последнее время набирают популярность так называемые бесцентровые круглошлифовальные станки. В них заготовка помещается на рабочий лафет и с одной стороны удерживается вспомогательным кругом, а другой подвергается шлифованию основным абразивом. Таким образом можно выполнить качественную тонкую обработку тонкостенных цилиндров или конусов. Степень прижат
В них заготовка помещается на рабочий лафет и с одной стороны удерживается вспомогательным кругом, а другой подвергается шлифованию основным абразивом. Таким образом можно выполнить качественную тонкую обработку тонкостенных цилиндров или конусов. Степень прижат
3151 станок круглошлифовальный. Паспорт, схемы, характеристики, описание
Сведения о производителе круглошлифовального станкаа 3151
Производитель круглошлифовального станкаа 3151 — Харьковский станкостроительный завод в настоящее время ОАО «Харьковский станкостроительный завод» (ВАТ «Харверст»)
Завод основан 29 января 1936 года и специализируется на производстве универсальных и специальных круглошлифовальных станков
Станки, выпускаемые Харьковским станкостроительным заводом
3151 станок круглошлифовальный с горизонтальным шпинделем универсальный. Назначение и область применения
Станок 3151 первая модель серии круглошлифовальных станков 3151, 3А151, 3А161, 3Б151, 3Б161, 3М151 с диаметром обработки Ø 200 и 280 мм.
Станок предназначен для наружного шлифования в центрах цилиндрических, пологих конических и торцовых поверхностей деталей.
Модель 3151 относится к группе станков с ручным управлением. Эти станки используют главным образом в мелкосерийном и индивидуальном производстве, в том числе для ремонта оборудования.
Принцип работы круглошлифовального станка 3151
Станок 3151 относится к числу простых круглошлифовальных станков, на которых можно шлифовать детали как в центрах, так и в патроне и получать точные цилиндрические, конические и торцовые поверхности. Универсальный круглошлифовальный станок отличается от простого тем, что имеет приспособление для внутреннего шлифования и поворотную шлифовальную бабку, дающую возможность шлифовать короткие крутые конусы в центрах.
Обрабатываемая деталь закрепляется в неподвижных центрах передней и задней бабок, установленных на поворотной плите стола. При помощи поводкового патрона шлифуемой детали сообщается вращательное движение, окружная скорость которого соответствует скорости круговой подачи.
Шлифовальный круг, закрепленный на шпинделе шлифовальной бабки, вращается с постоянным числом оборотов. При шлифовании цилиндрических деталей ось центров бабок устанавливают параллельно направляющим стола, а при шлифовании конических деталей поворотную плиту располагают так, чтобы ось центров бабок составляла с направляющими стола угол, равный половине угла конуса обрабатываемой детали.
Для обработки деталей на круглошлифовальном станке модели 3151 применяются следующие способы:
1. Способ продольной подачи, при котором за (каждый оборот шлифуемой детали последней сообщается продольное перемещение на величину, составляющую от 0,25 до 0,7 ширины шлифовального крута; для снятия же всего припуска на обработку в конце каждого или двойного хода стола шлифовальной бабке сообщается микрометрическая поперечная подача.
Этот способ применяется только для обработки поверхностей вращения с прямолинейной образующей; он обеспечивает максимальную точность обработки.
2. Способ врезания шлифовального круга в деталь при отсутствии продольной подачи; ширина круга должна быть больше длины шлифуемого участка. Данный способ характеризуется высокой производительностью; он. позволяет шлифовать как цилиндрические, так и конические и фасонные поверхности вращения.
3. Способ глубинного шлифования, при котором шлифовальный круг, имеющий заборную коническую часть, устанавливают на полную глубину припуска на обработку.
Наиболее часто данный способ шлифования применяется для обработки жестких валов, не требующих особо высокой точности изготовления.
Конструктивные особенности круглошлифовального станка 3151
Особенность конструкции большинства круглошлифовальных станков, и в частности станка модели 3151, заключается в наличии двух независимых приводов подач. Один из них служит для круговой подачи детали, второй — для продольной подачи стола и поперечной подачи шлифовальной бабки.
Другой важной особенностью является применение неподвижного шпинделя бабки изделия.
Основные части станка: станина, стол, шлифовальная бабка, передняя бабка, панель управления, задняя бабка.
Станок гидрофицирован. При помощи гидравлики осуществляются следующие движения:
- а) продольное перемещение стола в двух направлениях;
- б) автоматическая поперечная подача шлифовального круга;
- в) ускоренный отвод и подвод шлифовальной бабки;
- г) автоматическое выключение механизма ручного перемещения стола при выключенной гидравлической подаче.
Ручное перемещение стола и подачу шлифовального круга, используется главным образом при наладке станка.
Основные отличия станков 3151, 3А151, 3А161, 3Б151, 3Б161
Станки моделей 3А151 и 3А161 рассчитаны главным образом на работу в условиях серийного и массового производств

Станки моделей 3Б151 и 3Б161 не имеют гидравлического механизма врезания. Они предназначены в основном для выполнения продольного шлифования и снабжены механизмом автоматической поперечной подачи, осуществляющейся при реверсе стола. На них можно выполнять также врезное и продольное шлифование при ручной поперечной подаче. Станки рассчитаны на работу в условиях серийного и единичного производства
Станки модели 3А151 отличаются от 3А161 наибольшим диаметром обрабатываемых изделий — Ø 200 и Ø 280 мм соответственно.
Габарит рабочего пространства круглошлифовального станка 3151
Габарит рабочего пространства круглошлифовального станка 3151
Посадочные и присоединительные базы круглошлифовального станка 3151
Рабочий стол круглошлифовального станка 3151
Крепление шлифовального круга круглошлифовального станка 3151
Конец шлифовального шпинделя круглошлифовального станка 3151
Общий вид круглошлифовального станка 3151
Фото круглошлифовального станка 3151
Расположение составных частей шлифовального станка 3151
Расположение составных частей шлифовального станка 3151
Перечень основных узлов шлифовального станка 3151
- А — бабка изделия;
- Б — шлифовальная бабка;
- В — задняя бабка;
- Г — станина;
- Д — гидропривод стола;
- Е — стол;
- Ж— поворотная плита.

Органы управления круглошлифовальным станком 3151
- маховичок ручного поперечного перемещения шлифовальной бабки;
- рукоятки управления гидроприводом стола;
- маховичок ручного продольного перемещения стола;
- кнопочная станция.
Кинематическая схема круглошлифовального станка 3151
Кинематическая схема круглошлифовального станка 3151
1. Кинематическая схема круглошлифовального станка 3151. Смотреть в увеличенном масштабе
2. Кинематическая схема круглошлифовального станка 3151. Смотреть в увеличенном масштабе
3. Кинематическая схема круглошлифовального станка 3151. Смотреть в увеличенном масштабе
Движения в станке
- Движение резания — вращение шпинделя шлифовальной бабки с абразивным кругом
- Движения подач. Круговая подача — сообщается поводковому патрону, находящемуся на шпинделе передней бабки
- Продольная подача — прямолинейное возвратно поступательное движение стола с деталью
- Поперечная подача — представляет собой периодическое перемещение шлифовальной бабки в радиальном направлении за ход стола
- Вспомогательные движения — ручное продольное перемещение стола, ручное поперечное перемещение шлифовальной бабки, а также быстрый отвод шлифовальной бабки гидроприводом.

Движение резания
Шлифовальный круг (рис. 123) приводится во вращение электродвигателем мощностью 7 кВт через клиноременную передачу 110—150.
Движения подач. Круговая подача
Круговая подача осуществляется поводковым патроном, приводящим во вращение обрабатываемую деталь. Патрон получает движение от электродвигателя мощностью 0,8 кВт через клиноременную передачу с трехступенчатыми шкивами, клиноременную передачу 90—215, вал III и плоскоременную передачу 115—215.
ТрехСтупенчатый привод обеспечивает три различных передаточных отношения iБ = 0,45; 0,75; 1,51.
Зная диаметр шлифуемой детали dп в мм можно по заданной величине круговой подачи sкр определить требуемое передаточное отношение iБ ременной передачи.
Продольная подача
Продольная подача стола осуществляется гидроприводом. Гидравлическим насосом Н производительностью 35 л/мин через дроссель Д3, изменяющий скорость продольной подачи, масло нагнетается в и опорную магистраль.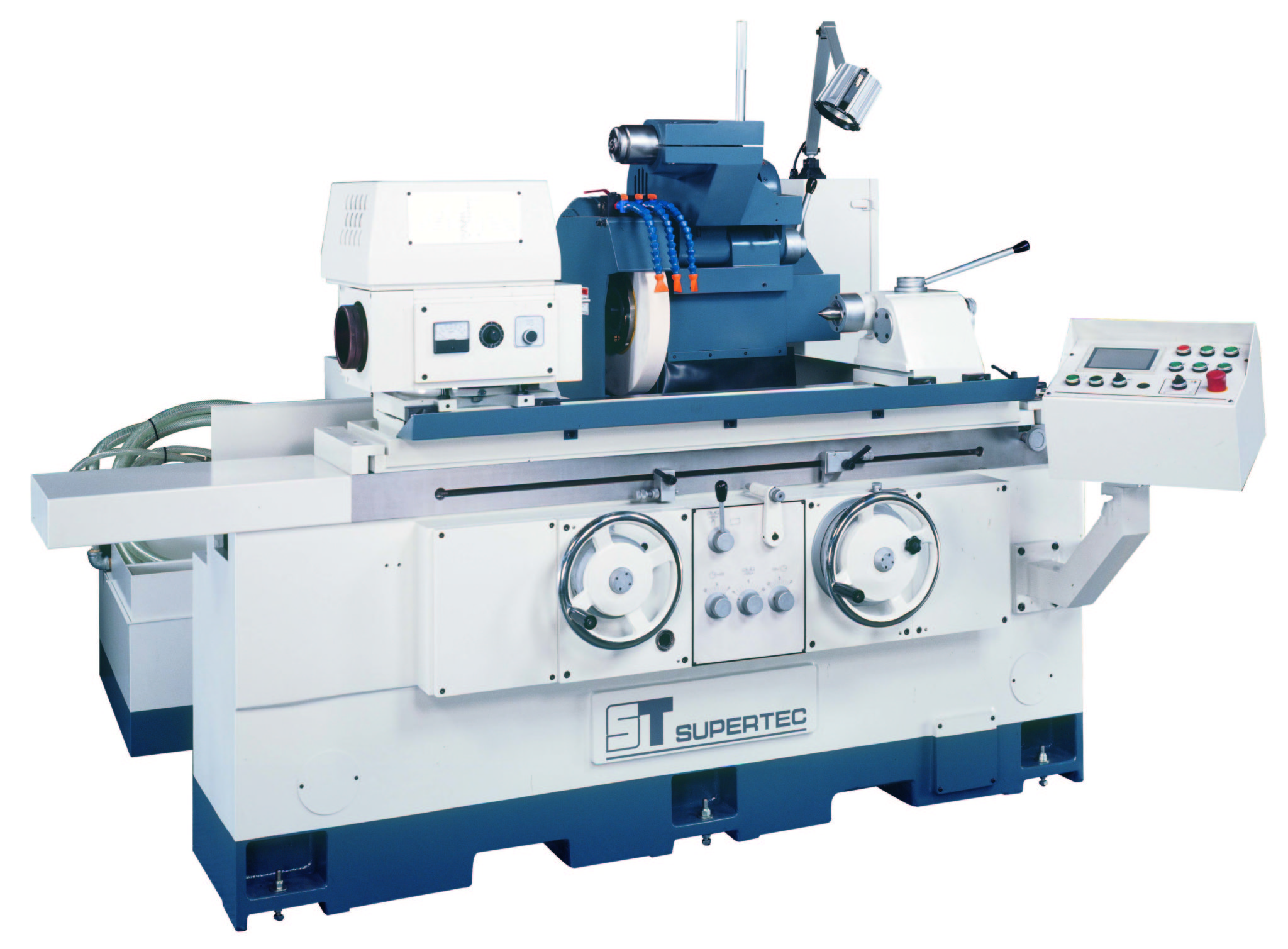 Продольная подача включается установкой пускового золотника 3в в положение, указанное на схеме. При этом масло, находящееся в напорной магистрали, сдвинет вправо золотник З5, поступит в левую выточку золотника управления З2 и через клапан Ок1 попадет в левую полость реверсивного золотника З1 сместив его вправо.
Продольная подача включается установкой пускового золотника 3в в положение, указанное на схеме. При этом масло, находящееся в напорной магистрали, сдвинет вправо золотник З5, поступит в левую выточку золотника управления З2 и через клапан Ок1 попадет в левую полость реверсивного золотника З1 сместив его вправо.
Основной поток масла из напорной магистрали через левую выточку золотника 31 направляется в левую полость рабочего цилиндра, смещая поршень со столом вправо.
Из правой полости рабочего цилиндра через правую выточку золотника З1 и среднюю выточку золотника 32 масло сливается в бак.
При подходе стола к правому крайнему положению находящийся на столе левый переставной упор У1 поворачивает рычаг Р, смещая золотник З2 влево. Масло из напорной магистрали через правую выточку золотника З2 и дроссель Д2 попадет в правую полость золотника З1, сместив его влево, и основной поток масла поступит в правую полость рабочего цилиндра, перемещая поршень со столом влево.
Остановка продольной подачи осуществляется смещением пускового золотника Зв вниз. При этом напорная магистраль соединяется со сливным трубопроводом, масло от насоса непосредственно сливается в бак, а золотник З5 под действием пружины смещается влево, соединяя обе полости рабочего цилиндра.
Поперечная подача
В момент реверсирования хода стола при смещении золотника 31 масло из его левой или правой полости вытесняется и направляется через кран К1 и К2 в золотник З3 периодической поперечной подачи и далее под поршень П3, который связан с собачкой храпового механизма.
Ход поршня, а, следовательно, и величина поперечной подачи регулируется жестким упором (на схеме не показан). Собачка приводит во вращение храповое колесо, движение от которого через вал V, шестерни 24—36, вал VI, колеса 24—96 и винтовую передачу сообщается шлифовальной бабке. Когда краны К1 и К2 открыты, шлифовальной бабке сообщается периодическая подача за каждый ход стола.
При закрытии крана К1 бабка получает периодическую подачу, за двойной ход стола.
Для отключения периодической подачи шлифовальной бабки закрывается также кран К2. Краны К1 и К2 управляются одной рукояткой.
Вспомогательные движения
Ручное продольное перемещение стола
Ручное продольное перемещение стола достигается поворотом маховичка Мх2, закрепленного на валу VIII.
Когда вал VIII с шестерней 15 находится в положении, указанном на схеме, движение передается через шестерни 15—60, вал IX, шестерни 25—45, шестерни внутреннего зацепления 20—90, шестерни 30—30 и реечную передачу.
Для быстрого перемещения стола вал VIII с маховичком смещаются в осевом направлении; при этом шестерня 15 сцепляется с шестерней внутреннего зацепления 90 и передает вращение последнему непосредственно.
Возможность осуществления ручного продольного перемещения стола определяется положением поршня П2. Когда включена продольная подача от гидропривода, часть масла из напорной магистрали поступает в цилиндр; поршень П2, преодолевая сопротивление пружины, смещается вверх и выводит при помощи вилки колесо 30 на валу XI из зацепления с колесом 30 на валу IX, разрывая цепь ручного перемещения стола. При выключении продольной подачи, когда золотник З6 смещен вниз, давление в цилиндре падает и поршень П2 под действием пружины смещается вниз, вводя в зацепление шестерни 30 и 30.
При выключении продольной подачи, когда золотник З6 смещен вниз, давление в цилиндре падает и поршень П2 под действием пружины смещается вниз, вводя в зацепление шестерни 30 и 30.
Ручное поперечное перемещение шлифовальной бабки
Ручное поперечное перемещение шлифовальной бабки осуществляется поворотом маховичка Мх1, закрепленного на валу V. Движение передается через шестерни 24—36, вал VI, шестерни 24—96 л винтовую передачу.
Быстрый отвод шлифовальной бабки производится посредством цилиндра, поршень П1 которого связан с винтом поперечной подачи.
При перемещении поршня П1 винт движется вдоль своей оси, увлекая за собой шлифовальную бабку, с которой он связан гайкой.
Масло для перемещения поршня П1 поступает в соответствующую полость цилиндра из насоса через золотник быстрых ходов З4.
Конструкция станка
Станина и столы
Станина станка состоит из двух частей: передней и задней. По направляющим передней части ее перемещается стол в продольном направлении.
Верхняя часть стола поворотная, что дает возможность шлифовать детали конической формы. На верхней части стола расположены передняя и задняя бабки для установки между ними шлифуемой детали. Направляющие задней части станины служат для поперечного перемещения шлифовальной бабки. Для установки верхней части стола при шлифовании конических или цилиндрических деталей справа на столе имеется механизм поворота с лимбом и указателем (фиг. 163). Пользуясь лимбом и указателем, приближенно устанавливают угол поворота верхней части стола. Для точной установки стола на требуемый угол производят следующее: ослабив зажимы, вращением винта перемещают верхнюю часть стола, а затем закрепляют ее в нужном положении и шлифуют поверхность с весьма малой глубиной резания. Произведя измерение размеров шлифуемого вала на его концах, по результатам обмеров корректируют угол поворота верхней части стола, если он окажется неправильным. После установления необходимого угла поворота стола производится окончательное закрепление зажимов стола и шлифование.
Схема расположения подшипников круглошлифовального станка 3151
Кинематическая схема круглошлифовального станка 3151
Схема расположения подшипников круглошлифовального станка 3151. Смотреть в увеличенном масштабе
Схема электрическая принципиальная станка 3151
Электрическая схема круглошлифовального станка 3151
Схема электрическая принципиальная станка 3151. Смотреть в увеличенном масштабе
Технические характеристики станков 3151
| Наименование параметра | 3151 | 3Б151 | 3Б161 | 3А151 | 3А161 |
|---|---|---|---|---|---|
| Основные параметры станка | |||||
| Класс точности по ГОСТ 8-82 | П | П | П | П | |
| Наибольший диаметр обрабатываемого изделия, мм | 150 | 200 | 280 | 200 | 280 |
| Наибольшая длина обрабатываемого изделия, мм | 750 | 700 | 1000 | 700 | 1000 |
| Наибольший диаметр шлифования в люнете, мм | 60 | 60 | 60 | 60 | 60 |
| Наибольший диаметр шлифования без люнета, мм | 150 | 180 | 250 | 180 | 250 |
| Наибольшая длина шлифования, мм | 750 | 630 | 900 | 630 | 900 |
| Расстояние от оси шпинделя передней бабки до зеркала стола (высота центров), мм | 125 | 110 | 150 | 110 | 150 |
| Наибольшая масса обрабатываемого изделия, кг | 30 | 40 | 30 | 40 | |
| Рабочий стол станка | |||||
| Наибольшая длина перемещения стола, мм | 780 | 650 | 920 | 650 | 920 |
| Ручное ускоренное перемещения стола за один оборот маховика, мм | 22,6 | 22,6 | 22,6 | 22,6 | |
| Ручное замедленное перемещения стола за один оборот маховика, мм | 5,3 | 5,3 | 5,3 | 5,3 | |
| Наименьший ход стола от гидросистемы при переключении упорами, мм | 8 | 8 | 8 | 8 | |
| Скорость перемещения стола от гидросистемы (бесступенчатое регулирование), мм/мин | 200.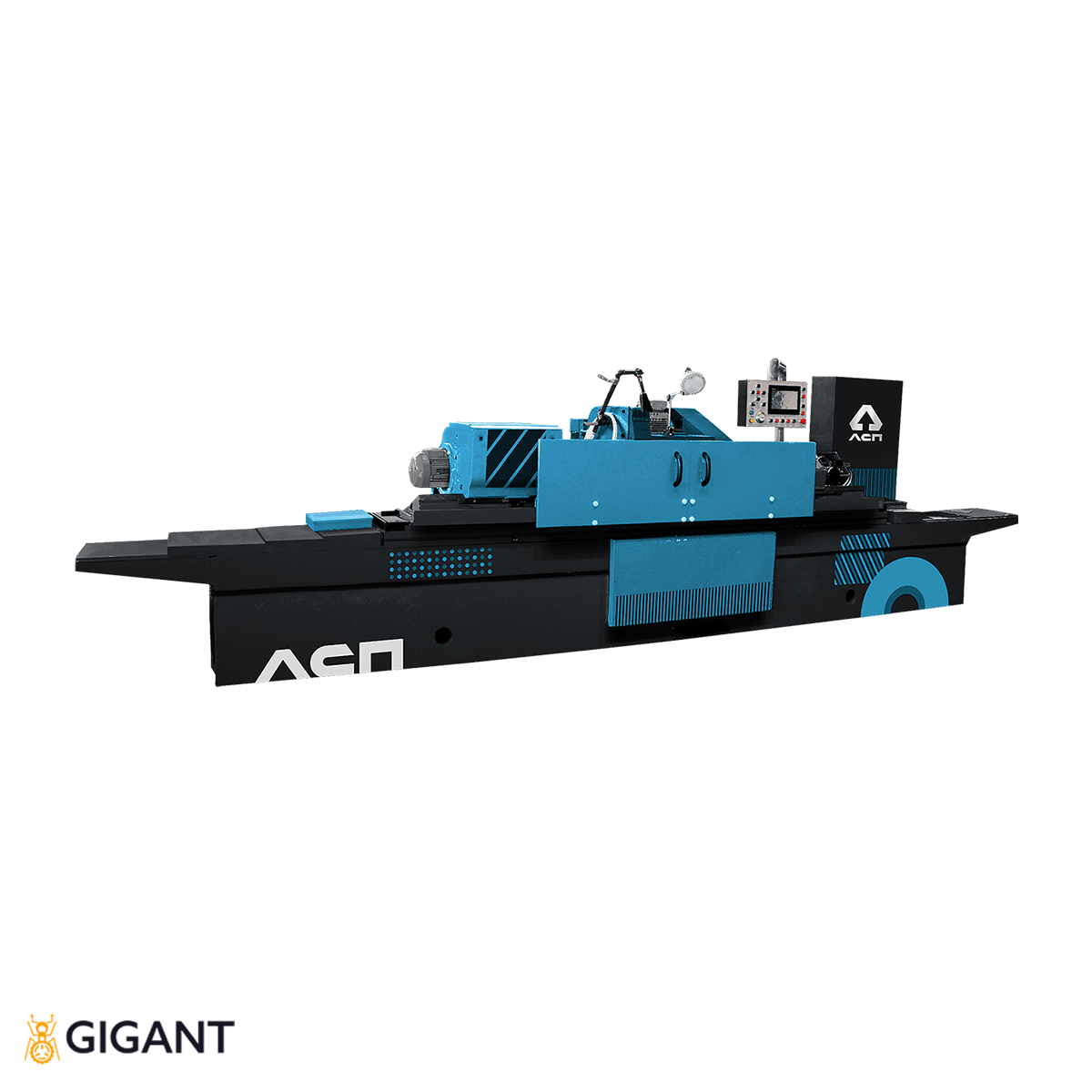 .10000 .10000 | 100..6000 | 100..6000 | 100..6000 | 100..6000 |
| Наибольший угол поворота верхнего стола по часовой стрелке, град | 5° | 3° | 3° | 3° | 3° |
| Наибольший угол поворота верхнего стола против часовой стрелки, град | 5° | 10° | 8° | 10° | 8° |
| Цена деления шкалы поворота верхнего стола, град | 0°20′ | 0°20′ | 0°20′ | 0°20′ | |
| Конусность, мм/м | 10 | 10 | 10 | 10 | |
| Шлифовальная бабка | |||||
| Диаметр шлифовального круга, мм | 600..450 | 600..450 | 600..450 | 600..450 | 600..450 |
| Наибольшая ширина (высота) шлифовального круга, мм | 63 | 63 | 63 | 63 | 63 |
| Диаметр отверстия в круге, мм | 305 | ||||
| Частота вращения шпинделя шлифовальной бабки, об/мин | 1450 | 1112, 1272 | 1112, 1272 | 1112, 1272 | 1112, 1272 |
| Скорость резания шлифовального круга, м/с | |||||
| Наибольшее перемещение шлифовальной бабки по винту (от руки), мм | 150 | 200 | 200 | 200 | 200 |
| Величина быстрого подвода шлифовальной бабки от гидравлики, мм | 50 | 50 | 50 | 50 | 50 |
| Время быстрого подвода шлифовальной бабки, с | 2 | 2 | 2 | 2 | |
| Периодическая подача шлифовальной бабки на диметр изделия от храпового механизма (при реверсе справа, слева, при каждом реверсе), мм | 0,005. .0,06 .0,06 | 0,005..0,06 | 0,005..0,06 | 0,005..0,06 | |
| Периодическая подача шлифовальной бабки на диметр изделия от механизма врезания (при реверсе справа, слева, при каждом реверсе), мм | — | — | 0,005..0,032 | 0,005..0,032 | |
| Непрерывная подача для врезного шлифования скорость, мм/мин | — | — | — | 0,1..2 | 0,1..2 |
| Непрерывная подача для врезного шлифования, мм на оборот изделия | — | — | — | 0,0005—0,01 | 0,0005—0,01 |
| Цена деления лимба поперечной подачи на диаметр изделия, мм | 0,005 | 0,005 | 0,005 | 0,005 | 0,005 |
| Величина поперечного перемещения шлифовальной бабки за один оборот маховика, мм | 1 | 1 | 1 | 1 | |
Передняя бабка. Бабка изделия Бабка изделия | |||||
| Частота вращения изделия (бесступенчатое регулирование), об/мин | 75, 105, 300 | 63..400 | 63..400 | 63..400 | 63..400 |
| Конус отверстия в шпинделе передней бабки | Морзе 4 | Морзе 4 | Морзе 4 | Морзе 4 | Морзе 4 |
| Задняя бабка | |||||
| Величина отвода пиноли задней бабки от руки, мм | 35±2 | 35±2 | 35±2 | 35±2 | 35±2 |
| Величина отвода пиноли задней бабки от гидросистемы, мм | — | 35±2 | 35±2 | 35±2 | 35±2 |
| Конус отверстия в шпинделе задней бабки | Морзе 4 | Морзе 4 | Морзе 4 | Морзе 4 | Морзе 4 |
| Привод и электрооборудование станка | |||||
| Количество электродвигателей на станке | 7 | 7 | 7 | 7 | |
| Электродвигатель шпинделя шлифовальной бабки, кВт (об/мин) | 5,8 (1500) | 7,5 | 7,5 | 7,5 | 7,5 |
| Электродвигатель привода изделия, кВт (об/мин) | 0,5 (1000) | 0,76 | 0,76 | 0,76 | 0,76 |
| Электродвигатель насоса гидросистемы, кВт (об/мин) | 1,2 (1000) | 1,5 | 1,5 | 1,5 | 1,5 |
| Электродвигатель насоса системы смазки подшипников шпинделя, кВт (об/мин) | — | 0,08 | 0,08 | 0,08 | 0,08 |
| Электродвигатель насоса системы смазки направляющих стола, кВт (об/мин) | — | 0,08 | 0,08 | 0,08 | 0,08 |
| Электродвигатель насоса системы охлаждения, кВт (об/мин) | 0,125 (3000) | 0,12 | 0,12 | 0,12 | 0,12 |
| Электродвигатель магнитного сепаратора, кВт (об/мин) | — | 0,08 | 0,08 | 0,08 | 0,08 |
| Габаритные размеры и масса станка | |||||
| Габаритные размеры станка (длина х ширина х высота), мм | 2260 х 1590 х 1770 | 3100 х 2100 х 1500 | 4100 х 2100 х 1560 | 3100 х 2100 х 1500 | 4100 х 2100 х 1560 |
| Масса станка с электрооборудованием и охлаждением, кг | 3900 | 4200 | 4500 | 4200 | 4500 |
- Альперович Т. А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989
- Альперович Т.А., Константинов К.Н., Шапиро А.Я. Наладка и эксплуатация шлифовальных станков, 1989
- Дибнер Л.Г., Цофин Э.Е. Заточные автоматы и полуавтоматы, 1978
- Генис Б.М., Доктор Л.Ш., Терган В.С. Шлифование на круглошлифовальных станках, 1965
- Кащук В.А., Верещагин А.Б. Справочник шлифовщика, 1988
- Куликов С.И. Хонингование, 1973
- Лисовой А.И. Устройство, наладка и эксплуатация металлорежущих станков, 1971
- Лоскутов В.В. Шлифование металлов, 1985
- Лоскутов В.В. Шлифовальные станки, 1988
- Лурье Г.Б. Шлифовальные станки и их наладка,1972
- Лурье Г.Б. Устройство шлифовальных станков,1983
- Меницкий И.Д. Универсально-заточные станки ,1968
- Муцянко В. И. Братчиков А.Я. Бесцентровое шлифование, 1986
- Наерман М.С., Наерман Я.М. Руководство для подготовки шлифовщиков. Учебное пособие для ПТУ, 1989
- Наерман Е.С. Справочник молодого шлифовщика, 1991.
- Попов С.А. Шлифовальные работы, 1987
- Терган В.С. Шлифование на круглошлифовальных станках, 1972
- Шамов Б.П. Типы и конструкции основных узлов шлифовальных станков, 1965
Список литературы:
 А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989
А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989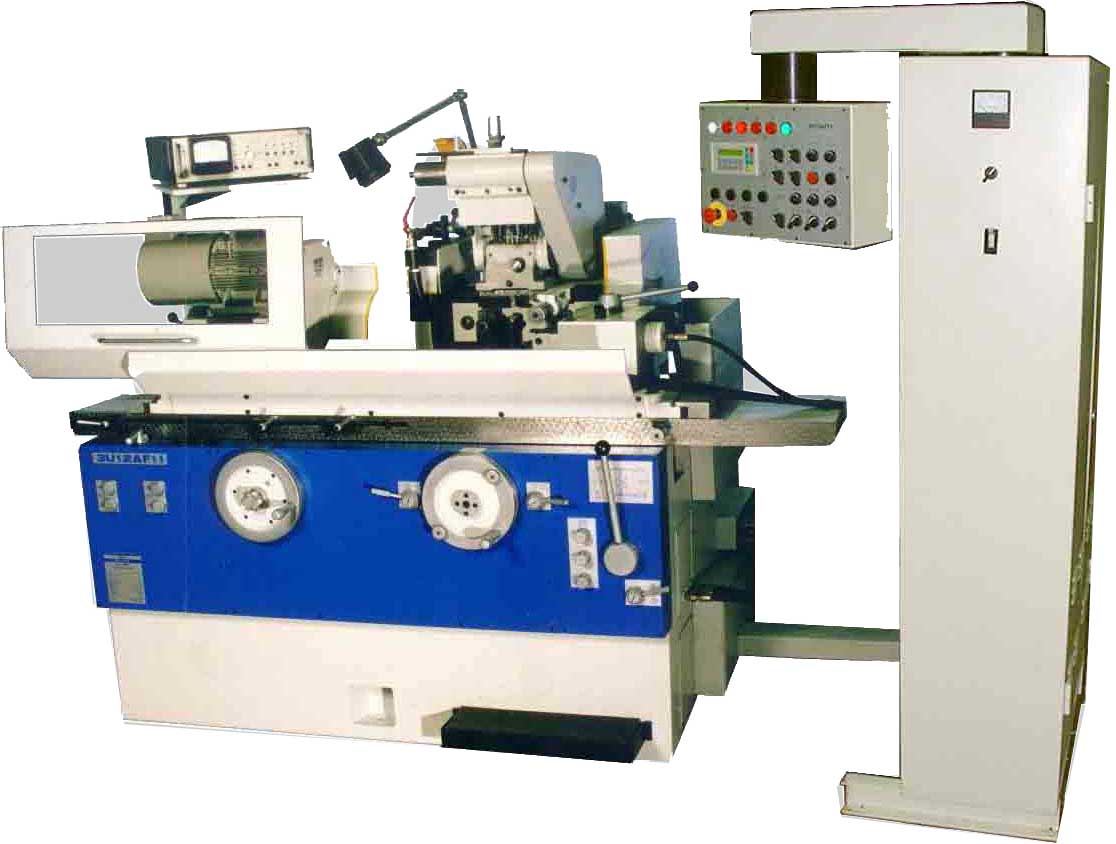 И. Братчиков А.Я. Бесцентровое шлифование, 1986
И. Братчиков А.Я. Бесцентровое шлифование, 1986Связанные ссылки
Каталог справочник круглошлифовальных станков
Справочник деревообрабатывающих станков
Справочник КПО
Прайс-лист информационных изданий
Круглошлифовальные станки с ЧПУ — ООО «Станки Технологии Инструмент»
|
Модель |
SMG3010F3 |
SMG4022F3 |
SMG4025F3 |
|
Предельные размеры устанавливаемой заготовки в центрах: |
|
||
|
диаметр/длина, мм |
300/1000 |
400/2200 |
400/2500 |
|
Размеры шлифования, диаметр / длина MAX , мм |
250/900 |
400/2000 |
400/250 |
|
Минимальный обрабатываемый диаметр, мм |
20 |
50 |
60 |
|
Масса заготовки в центрах, MAX, кг |
100 |
500 |
1500 |
|
Размеры шлифовального круга, MAX: |
|
||
|
наружный диаметр/высота/внутренний диаметр, мм |
500/80/203 |
600/80/305 |
750/100/306 |
|
Угол поворота стола верхнего, MAX: |
|
||
|
по часовой/против часовой стрелки, град |
±5 |
±5 |
±5 |
|
Угол поворота шлифовальной бабки (ручной разворот), град |
±30 |
±30 |
±30 |
|
Мощность привода главного движения, не менее, кВт |
7. |
11 |
20 |
|
Частота вращения шпинделя, об/мин |
1150…2800 |
1200…2800 |
1200…2800 |
|
Частота вращения детали, об/мин |
20…280 |
20…280 |
20…280 |
|
Скорость резания, м/с |
до 50 |
до 50 |
до 50 |
|
Скорость установочных перемещений: |
|
||
|
продольное стола, м/мин |
6 |
4 |
6 |
|
поперечное шлифовальной бабки, м/мин |
6 |
4 |
6 |
|
Наибольшее перемещение: |
|
||
|
поперечное, мм |
400 |
400 |
400 |
|
продольного, мм |
1100 |
2300 |
2400 |
|
Дискретность перемещения по управляемым координатам: |
|
||
|
Z – продольное перемещение стола, мкм |
1 |
1 |
1 |
|
Х – поперечное перемещение шлифовальной бабки, мкм |
1 |
1 |
1 |
|
Габариты станка: Длина х Ширина х Высота, мм |
5500х4300х2400 |
6900х4200х2480 |
6900х4200х2480 |
|
Масса станка с приставным оборудованием, кг |
6000 |
12000 |
12000 |
 5
5Специальные круглошлифовальные станки предназначены для прецизионного шлифования наружных цилиндрических поверхностей, торцовых поверхностей и радиусов перехода от диаметра к торцу в телах вращения (детали типа валы, оси, оправки и др. ). Материал обрабатываемых деталей — сплавы на основе титана, коррозионностойкие и теплостойкие стали, жаропрочные сплавы на железоникелевой основе, металлокерамические покрытия. Область применения станка — предприятия разных отраслей промышленности с серийным и мелкосерийным производством.
). Материал обрабатываемых деталей — сплавы на основе титана, коррозионностойкие и теплостойкие стали, жаропрочные сплавы на железоникелевой основе, металлокерамические покрытия. Область применения станка — предприятия разных отраслей промышленности с серийным и мелкосерийным производством.
Станок имеет компоновку с перемещающимся вдоль оси детали подвижным столом (координата Z), на котором установлена обрабатываемая деталь, и перемещающейся в поперечном направлении (координата X) шлифовальной бабкой. Бабка передняя и бабка задняя крепятся на рабочей поверхности верхнего стола. Перемещение всех рабочих органов осуществляется посредством шариковинтовых пар. Обрабатываемая деталь устанавливается в центрах передней и задней бабок. Ориентация детали производится с помощью датчика касания. Обработка поверхностей и правка шлифовального круга производится в автоматическом режиме по управляющей программе, установка и снятие детали осуществляются вручную. Станок оснащен системой активного контроля, системой динамической балансировки шлифовального круга (MARPOSS, SBS). По расположению шлифовальной бабки станки могут быть левые, правые и прямые.
По расположению шлифовальной бабки станки могут быть левые, правые и прямые.
Комплектация и опции не указаны
Круглошлифовальный станок для наружной шлифовки BSC 2000
Круглошлифовальный станок для наружной шлифовки BSC 2000 по цене производителя с доставкойАртикул BSC 2000
Top Stanok является официальным представителем Grindex в России.
Описание
Круглошлифовальный станок модели BSC 2000 это высокоточный станок для шлифования наружных поверхностей изделия.
В основе точности станка лежит жесткая станина из высококачественного серого чугуна, усиленная дополнительными ребрами жесткости. Станок позволяет обрабатывать изделия с габаритами: максимальный диаметр Ø350 мм, максимальная длина 2000 мм. Это позволяет обработать весь спектр крупных деталей.
Станок может поставляться как с PLC-контроллером, так и с системой числового программного управления. Заложенные в контроллере шлифовальные циклы позволяют станку работать в полуавтоматическом и автоматическом режимах, что повышает производительность работы при неизменном качестве.
Модель BSC 2000 предназначена для шлифования наружных цилиндрических поверхностей, наружных торцовых поверхностей (торцом шлифовального круга), а также наружных конических поверхностей. Помимо этого, модель, оснащенная системой ЧПУ может производить шлифовку наружных цилиндрических поверхностей разнообразного профиля. Так же на данный станок возможна установка дополнительного приспособления для внутреннего шлифования, что позволяет обрабатывать на данном станке внутренние цилиндрические и торцевые поверхности.
Опционально станок может быть дооснащен дополнительным поворотным устройством револьверного типа, что позволит производить автоматическую смену шлифовальных кругов, и повысить производительность данного станка.
Видео
Общие характеристики
Стандартная комплектация
-
Шариковинтовая пара
-с элементами привода оси Z
-с элементами привода оси Х
-
Шлифовальная бабка
с подшипником скольжения и с бесступенчатой регулировкой числа оборотов
-
Гидравлическая задняя бабка
-
Устройство правки шлифовального круга
на задней правке
-
Упоры для продольного перемещения стола
-
Гидростанция
-
Бак охлаждающей жидкости магнитным очистителем
-
Стандартные ключи
-
Оправка для балансировки шлифовального круга
-
Электрошкаф с кондиционером
aвтоматический транформатор предназначен для отклонения напряжения ± 15% от номинального напряжения
-
Освещение станка 24В
-
Защита от попадания СОЖ
-
Техническая документация
-инструкция по установке
-руководство по управлению
-руководство по обслуживанию
-протокол испытаний
-паспорт станка
-инструкция по эксплуатации и ремонту станка
-руководство по программированию
-монтажный чертеж и схемы строповки
-каталог основных, запасных и быстроизнашивающихся деталей
-
Кожух шлифовального круга
-
Шлифовальный круг
-
Станина станка
-
Нижний стол (ось Z)
с направляющими cкольжения, установленными на станине
-
Верхний стол
Установлен на нижнем столе.
Имеется возможность его разворота относительно нижнего стола, с целью шлифовки конуса -
Бабка изделия
с бесступенчатой регулировкой числа оборотов
-
Суппорт (ось Х)
поперечное перемещение шлифовальной бабки
-
Упоры для оси Х
-
Упоры для оси Z
 Имеется возможность его разворота относительно нижнего стола, с целью шлифовки конуса
Имеется возможность его разворота относительно нижнего стола, с целью шлифовки конусаДополнительные опции
-
Механический быстродействующий зажим для центрирующих цанг
-
Точное приспособление для балансировки шлиф.
круга -
Устройство динамической балансировки шлиф. круга Marposs
-
Звуковой щуп
-
Устройство правки выпуклых радиусов
до 10 мм и вогнутых от 6 до 40 мм, с установкой на рабочем столе (без алмаза)
-
Устройство правки сторон и наклонов шлиф.
кругаУстановлено на рабочем столе, конус прихвата для алмазов МК0 (без алмаза)
-
Однозерновый алмаз 1,5 кар. с конической державкой МК0
для цилиндрической правки, для правки сторон и наклонов, для выпуклых радиусов, а также для вогнутых радиусов более 20 мм
-
Многозерновый (порошковый) алмаз с конической державкой МК0
только для цилиндрической правки
-
Оптическая линейка для стола «Heidenhain», с цифровым дисплеем 0.
001 -
Оптическая линейка для суппорта «Heidenhain», с цифровым дисплеем 0.001
-
Устройство для тонкого поворачивания рабочего стола (компаратор с державкой)
-
Электронный ручной маховик
с дискретностью 0,1/1,0/10 микронов с переключением по ось X и Z
-
Электронное устройство для измерения аксиального положения заготовки типа — Renishaw
-
Магнитно-бумажный очиститель СОЖ
вместо магнитного очистителя
-
Фильтр для масляного тумана
Всасывающее устройство частиц СОЖ с фильтром – всасывает загрязненный воздух из зоны работы станка фильтрует его и удаляет.
Таким образом из станка выпускается незагрязненный воздух
 круга
круга круга
круга 001
001 Таким образом из станка выпускается незагрязненный воздух
Таким образом из станка выпускается незагрязненный воздухПрименение
Нефтегазовая промышленность – деталь «Фланец»
Автомобильная промышленность – деталь «Поршень»
Автомобильная промышленность – деталь «Распределительный вал», «Коленчатый вал»
Авиастроительная промышленность – деталь «Вал»
Пожалуйста,
переверните устройство
| Производительность шлифования | Поворотный стол | мм | Ø250 | Ø320 | Ø320 | Ø320 | Ø320 | Ø380 | Ø380 | Ø380 | Ø380 | Ø500 | Ø500 | Ø500 | Ø500 | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Расстояние между центрами | мм | 500 | 600 | 1000 | 1500 | 2000 | 600 | 1000 | 1500 | 2000 | 600 | 1000 | 1500 | 2000 | ||
Макс. шлифовальный прибор шлифовальный прибор | мм | Ø230 | Ø300 | Ø300 | Ø300 | Ø300 | Ø360 | Ø360 | Ø360 | Ø360 | Ø480 | Ø480 | Ø480 | Ø480 | ||
| Макс.длина шлифования — правка со стороны рабочей головки | мм | 350 | 450 | 850 | 1350 | 1850 | 450 | 850 | 1350 | 1850 | 450 | 850 | 1350 | 1850 | ||
| Макс.длина шлифования — правка со стороны задней бабки (опция) | мм | 500 | 600 | 1000 | 1500 | 2000 | 600 | 1000 | 1500 | 2000 | 600 | 1000 | 1500 | 2000 | ||
| Макс.нагрузка между центром | кг | 80 | 150 | 150 | 150 | 250 | 150 | 150 | 150 | 250 | 150 | 150 | 150 | 250 | ||
| Межосевое расстояние между шпинделем и суппортом | мм | 130 | 162 | 162 | 162 | 162 | 192 | 192 | 192 | 192 | 255 | 255 | 255 | 255 | ||
| Шлифовальный круг | Угол подачи | град | 60 | 60 | 60 | 60 | 60 | 60 | 60 | 60 | 60 | 60 | 60 | 60 | 60 | |
| Диаметр x ширина x отверстие | мм | 510x50xØ127 (5 «) | Ø510×50-100xØ152. 4 (6 дюймов) 4 (6 дюймов) Опция Ø610×50 ~ 100xØ203,2 (8 дюймов) | Ø510×50-100xØ152,4 (6 дюймов) Опция Ø610×50 ~ 100xØ203,2 (8 дюймов) | Ø510×50-100xØ152,4 (6 дюймов) Опция Ø610×50 ~ 100xØ203,2 (8 дюймов) | Ø510×50-100xØ152,4 (6 дюймов) Опция Ø610×50 ~ 100xØ203,2 (8 дюймов) | Ø510×50-100xØ152,4 (6 дюймов) Опция Ø610×50 ~ 100xØ203,2 (8 дюймов) | Ø510×50-100xØ152,4 (6 дюймов) Опция Ø610×50 ~ 100xØ203,2 (8 дюймов) | Ø510×50-100xØ152.4 (6 дюймов) Опция Ø610×50 ~ 100xØ203,2 (8 дюймов) | Ø510×50-100xØ152,4 (6 дюймов) Опция Ø610×50 ~ 100xØ203,2 (8 дюймов) | Ø510×50-100xØ152,4 (6 дюймов) Опция Ø610×50 ~ 100xØ203,2 (8 дюймов) | Ø510×50-100xØ152,4 (6 дюймов) Опция Ø610×50 ~ 100xØ203,2 (8 дюймов) | Ø510×50-100xØ152,4 (6 дюймов) Опция Ø610×50 ~ 100xØ203,2 (8 дюймов) | Ø510×50-100xØ152,4 (6 дюймов) Опция Ø610×50 ~ 100xØ203,2 (8 дюймов) | ||
Номинальная мощность двигателя / макс. крутящий момент крутящий момент | кВт / Нм | 3.75 кВт / 13 Нм | 7,5 кВт / 49 Нм (Опция 11 кВт / 71 Нм) | 7,5 кВт / 49 Нм (Опция 11 кВт / 71 Нм) | 7,5 кВт / 49 Нм (Опция 11 кВт / 71 Нм) | 7,5 кВт / 49 Нм (Опция 11 кВт / 71 Нм) | 7,5 кВт / 49 Нм (Опция 11 кВт / 71 Нм) | 7,5 кВт / 49 Нм (Опция 11 кВт / 71 Нм) | 7,5 кВт / 49 Нм (опция.11 кВт / 71 Нм) | 7,5 кВт / 49 Нм (Опция 11 кВт / 71 Нм) | 7,5 кВт / 49 Нм (Опция 11 кВт / 71 Нм) | 7,5 кВт / 49 Нм (Опция 11 кВт / 71 Нм) | 7,5 кВт / 49 Нм (Опция 11 кВт / 71 Нм) | 7,5 кВт / 49 Нм (Опция 11 кВт / 71 Нм) | ||
| Скорость вращения колеса | об / мин | 1400 | 1250 (опция 1650) | 1250 (Опц.1650) | 1250 (опция 1650) | 1250 (опция 1650) | 1250 (опция 1650) | 1250 (опция 1650) | 1250 (опция 1650) | 1250 (опция 1650) | 1250 (опция 1650) | 1250 (опция 1650) | 1250 (опция 1650) | 1250 (опция 1650) | ||
| Головка | Макс. ручной угол поворота ручной угол поворота | град | 90 | 90 | 90 | 90 | 90 | 90 | 90 | 90 | 90 | 90 | 90 | 90 | 90 | |
| Скорость шпинделя (бесступенчатая) | об / мин | 10 ~ 600 (бесконечная переменная) | 10 ~ 600 (бесконечная переменная) | 10 ~ 600 (бесконечная переменная) | 10 ~ 600 (бесконечная переменная) | 10 ~ 600 (бесконечная переменная) | 10 ~ 600 (бесконечная переменная) | 10 ~ 600 (бесконечная переменная) | 10 ~ 600 (бесконечная переменная) | 10 ~ 600 (бесконечная переменная) | 10 ~ 600 (бесконечная переменная) | 10 ~ 600 (бесконечная переменная) | 10 ~ 600 (бесконечная переменная) | 10 ~ 600 (бесконечная переменная) | ||
| Номинальная мощность двигателя / макс.крутящий момент | кВт | 0,75 | 1,5 | 1,5 | 1,5 | 1,5 | 1,5 | 1,5 | 1,5 | 1,5 | 1,5 | 1,5 | 1,5 | 1,5 | ||
| Центральный конус | MT3 | MT4 (опция. MT5) MT5) | MT4 (опция MT5) | MT4 (опция MT5) | MT4 (опция MT5) | MT4 (опция MT5) | MT4 (опция MT5) | MT4 (опция MT5) | MT4 (опция MT5) | MT4 (опция MT5) | MT4 (опция MT5) | MT4 (опция MT5) | MT4 (опция MT5) | |||
| Центр рабочий | Фиксированный или поворотный | Фиксированный или поворотный | Фиксированный или поворотный | Фиксированный или поворотный | Фиксированный или поворотный | Фиксированный или поворотный | Фиксированный или поворотный | Фиксированный или поворотный | Фиксированный или поворотный | Фиксированный или поворотный | Фиксированный или поворотный | Фиксированный или поворотный | Фиксированный или поворотный | |||
| Диаметр посадочного отверстия | мм | Ø20 | Ø26 | Ø26 | Ø26 | Ø26 | Ø26 | Ø26 | Ø26 | Ø26 | Ø26 | Ø26 | Ø26 | Ø26 | ||
| Задняя бабка | Пиновый ход задней бабки | мм | 25 | 25 (Опц. 50/75) 50/75) | 25 (опция 50/75) | 25 (опция 50/75) | 25 (опция 50/75) | 25 (опция 50/75) | 25 (опция 50/75) | 25 (опция 50/75) | 25 (опция 50/75) | 25 (опция 50/75) | 25 (опция 50/75) | 25 (опция 50/75) | 25 (опция 50/75) | |
| Центральный конус | MT3 | MT4 (опция.MT5) | MT4 (опция MT5) | MT4 (опция MT5) | MT4 (опция MT5) | MT4 (опция MT5) | MT4 (опция MT5) | MT4 (опция MT5) | MT4 (опция MT5) | MT4 (опция MT5) | MT4 (опция MT5) | MT4 (опция MT5) | MT4 (опция MT5) | |||
| Ось X | Путешествие | мм | 200 | 280 | 280 | 280 | 280 | 280 | 280 | 280 | 280 | 280 | 280 | 280 | 280 | |
Макс. быстрая подача быстрая подача | м / мин | 6 | 6 | 6 | 6 | 6 | 6 | 6 | 6 | 6 | 6 | 6 | 6 | 6 | ||
| Линейная шкала Heidenhain, разрешение | мкм | 0.05 | 0,05 | 0,05 | 0,05 | 0,05 | 0,05 | 0,05 | 0,05 | 0,05 | 0,05 | 0,05 | 0,05 | 0,05 | ||
| Мин. инкремент | мм | 0.0001 | 0,0001 | 0,0001 | 0,0001 | 0,0001 | 0,0001 | 0,0001 | 0,0001 | 0,0001 | 0,0001 | 0,0001 | 0,0001 | 0,0001 | ||
| Номинальная мощность серводвигателя | кВт | 1.2 (F) /1,5 (M) | 1,8 (F) / 2,2 (М) | 1,8 (F) / 2,2 (М) | 1,8 (F) / 2,2 (М) | 1,8 (F) / 2,2 (М) | 1,8 (F) / 2,2 (М) | 1,8 (F) / 2,2 (М) | 1,8 (F) / 2,2 (М) | 1,8 (F) / 2,2 (М) | 1,8 (F) / 2,2 (М) | 1,8 (F) / 2,2 (М) | 1,8 (F) / 2,2 (М) | 1. 8 (F) /2,2 (M) 8 (F) /2,2 (M) | ||
| Ось Z | Путешествие | мм | 750 | 900 | 1300 | 1950 | 2450 | 900 | 1300 | 1950 | 2450 | 900 | 1300 | 1950 | 2450 | |
| Угол поворота | град | ± 7 | ± 9 | ± 7 | ± 5 | ± 5 | ± 9 | ± 7 | ± 5 | ± 5 | ± 9 | ± 7 | ± 5 | ± 5 | ||
| Макс.быстрая подача | м / мин | 8 | 10 | 10 | 10 | 10 | 10 | 10 | 10 | 10 | 10 | 10 | 10 | 10 | ||
| Мин.инкремент | мм | 0,0001 | 0,0001 | 0,0001 | 0,0001 | 0,0001 | 0,0001 | 0,0001 | 0,0001 | 0,0001 | 0,0001 | 0,0001 | 0,0001 | 0,0001 | ||
| Номинальная мощность серводвигателя | квт | 1. 2 (F) /1,5 (M) 2 (F) /1,5 (M) | 1,8 (F) / 2,2 (М) | 1,8 (F) / 2,2 (М) | 1,8 (F) / 2,2 (М) | 2,5 (F) / 3,5 (М) | 1,8 (F) / 2,2 (М) | 1,8 (F) / 2,2 (М) | 2,5 (F) / 3,5 (М) | 2,5 (F) / 3,5 (М) | 1,8 (F) / 2,2 (М) | 1,8 (F) / 2,2 (М) | 2,5 (F) / 3,5 (М) | 2.5 (F) /3,5 (M) | ||
| Двигатель | Гидравлический двигатель | кВт | 0,38 | 0,38 | 0,38 | 0,38 | 0,38 | 0,38 | 0,38 | 0,38 | 0,38 | 0,38 | 0,38 | 0.38 | 0,38 | |
| Гидродинамический насос смазки шпинделя GW | квт | 0,2 | 0,2 | 0,2 | 0,2 | 0,2 | 0,2 | 0,2 | 0,2 | 0,2 | 0,2 | 0.2 | 0,2 | 0,2 | ||
| Насос для смазки направляющей | квт | 0,2 | 0,2 | 0,2 | 0,2 | 0,2 | 0,2 | 0,2 | 0,2 | 0,2 | 0,2 | 0. 2 2 | 0,2 | 0,2 | ||
| Насос охлаждающей жидкости | кВт | 0,2 | 0,2 | 0,2 | 0,2 | 0,2 | 0,2 | 0,2 | 0,2 | 0,2 | 0,2 | 0.2 | 0,2 | 0,2 | ||
| Станок | Масса нетто (полузакрытый брызговик) | кг | 3100 | 5600 | 5800 | 6300 | 6700 | 5600 | 5800 | 6300 | 6700 | 5600 | 5800 | 6300 | 6700 | |
| Масса брутто | кг | 3500 | 6420 | 7500 | 7800 | 8200 | 6420 | 7500 | 7800 | 8200 | 6420 | 7500 | 7800 | 8200 | ||
Лучшая цена на круглошлифовальный станок — Отличные предложения на круглошлифовальный станок от мировых продавцов круглошлифовальных станков
Отличные новости !!! Вы попали в нужное место для круглошлифовального станка.К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене. Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, так как этот высококачественный круглошлифовальный станок вскоре станет одним из самых популярных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели круглошлифовальный станок на AliExpress.Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в круглошлифовальном станке и думаете о выборе аналогичного продукта, AliExpress — отличное место для сравнения цен и продавцов. Мы поможем вам разобраться, стоит ли доплачивать за высококачественную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь.А если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца.Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет.Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести круглошлифовальный станок по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы.На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
Универсальный круглошлифовальный станок — TOPKING
Главное меню
- Около
- Товар
- Цилиндрический шлифовальный станок
- Бесцентровая шлифовальная машина
- Внутренний шлифовальный станок
- Станок для шлифования центральных отверстий
- Плоский шлифовальный станок
- Новости
- Новости компании
- Новости выставки
- СМИ
- Каталог
- Видео
- Контакты
- Около
- Товар
- Цилиндрический шлифовальный станок
- Бесцентровая шлифовальная машина
Инструментальные шлифовальные станки CM-A в компании Top Work Grinders Company
Пожалуйста, введите ключевое слово продукта- Продукты
ЧПУ серии
- TA-5 Шлифовальный станок с ЧПУ
- TG-5 Шлифовальный станок с ЧПУ
- Шлифовальный станок с ЧПУ TE-5
- TG-4 Шлифовальный станок с ЧПУ
- TM Series Фрезы и шлифовальный станок с ЧПУ
Шлифовальный станок с ЧПУ
- Цилиндрический шлифовальный станок TP-4 с ЧПУ
- Шлифовальный станок для протяжек с ЧПУ серии TB
- Станок для правки и правки алмазных дисков серии TD
- TM / TG Станок для переточки винтовых фрез
Другой станок с ЧПУ
Руководство серии
- Универсальный резак и шлифовальный станок M-40
- Универсальный резак и шлифовальный станок M-60
- CM-2 Шлифовальный станок MONASET
- CM-A MONASET Шлифовальный станок
- HS-16 Заточный станок
- Заявление
- Новости
- Медиацентр
- Видео
- Каталог
- О нас
- профиль компании
- Вехой продукта
- Свяжитесь с нами
- Язык
| ||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||