Как варить красивые швы электродом
В современном мире сварной шов встречается практически везде, в любой отрасли. Но многие хозяева прибегают к услугам специалистов. Но данный навык можно с легкостью получить самому, тем более сварочный процесс очень увлекателен, от сварки обычного гаража вас может потянуть к изготовлению ажурной изгороди. Научиться варить несложно, достаточно разобраться с нюансами и можно смело переходить к сварочному процессу.
ПодготовкаПрежде чем начать любое обучение и понять, как правильно варить электросваркой, необходимо запастись определенными принадлежностями. Для сварки необходимо приобрести:
- Сварочный аппарат – электросварка.
- Набор электродов. Их диаметры бывают разные и их необходимо подбирать в зависимости от плотности и толщины металлического участка. Необходимы для подвода тока к сварочному шву. Для начинающих можно приобрести стержни, с нагревающимся и легко плавящимся составом.

- Резиновые перчатки с длинным рукавом. Рекомендуется надевать замшевые.
- Маска с затемненным светофильтром.
- Плотная одежда.
- Молоток, необходимый для сбивания шлака (стекловидный материал).
- Щетка для зачистки швов.
- Трансформатор – используется для преобразования постоянного тока в переменный. Его применяют, как правило, когда нет необходимости в сварном шве высокого качества.
- Выпрямитель.

Вместо трансформатора и выпрямителя, можно для новичка использовать более простой механизм – инвертор. Он очень удобен и универсален. Им можно варить как алюминиевые сплавы, так и прочные сплавы из стали. С ним в комплекте идет также пара проводов с закрепленными с ними зажимами. На один конец вставляется электрод, а на вторую крепят детали, необходимые для сварки.
При сварке не стоит забывать о мерах безопасности.
Перед началом сварочных работ необходимо подготовить рабочую поверхность. Для этого нужно убрать с поверхностей ржавчину путем обработки ее шкуркой, болгаркой или наждачной бумагой. Если проигнорировать эту процедуру, то могут возникнуть проблемы при розжиге дуги.
Если проигнорировать эту процедуру, то могут возникнуть проблемы при розжиге дуги.
Сварка – процесс, возделываемый под действием высоких температур. Под ее воздействием обрабатываемые поверхности расплавляются, образуя так называемую ванну, в которой смешивается основной металл с металлической сердцевиной электрода.
Величина образовывающейся ванны может быть разной, в зависимости от исходного типа сварки, положения к поверхности, быстроты перемещения дуги и так далее. В среднем ширина сварки может быть 0,8 – 1,5 см, высота 1 – 3 см, а глубина около 0,6 см.
Кислород при соединении с металлом может оказать нежелательное влияние на стыковку шва, именно поэтому электрод покрыт специальной обмазкой, которая при плавлении образует такую зону из газа в области дуги и над расплавленной ванной, в какую не попадает воздух. Именно поэтому металл не взаимодействует с кислородом. Кроме того, поверх шва образуется шлак, который тоже препятствует взаимодействию сплава и кислорода.
Перед любым видом деятельности необходимо набраться опыта. Так и в сварочном процессе, прежде чем приступить к сплаву нескольких металлов, необходимо потренироваться, делая на ненужном листе металла валики. Для этого необходимо очистить ржавую поверхность и грязь на нем.
Затем электрод зажимается в держателе аппарата для сварки (инверторе). Далее, для того чтобы доставить ток в зону плавки, нужно просто почиркать. Или также можно это делать движениями постукивания.
После того как будет создана выполненная электрическая дуга, электрод направляется на заготовку. Стоит отметить, что зазор между электрической дугой и металлической поверхностью должен быть на всем промежутке одинаковым, но не меньше 0,3 см и не больше 0,5 см.
Важно! Если зазор между дугой и металлом менять, то электрическая дуга порвется, а сварочный шов получится с недостатками, некрасивый.

Электрический стержень держат, как правило, под углом 71 градус. Его можно отклонять вперед или назад, как будет мастеру удобнее. В дальнейшем наклон можно изменять в зависимости от удобства мастера или от специфики сварки.
И также на данном тренировочном этапе необходимо прочувствовать необходимую силу тока электросварки, для того, чтобы подача осуществлялась стабильно. Если сила тока будет маленькой, то электрическая дуга будет гаснуть, а если, наоборот, большая, то металл начнет плавиться. Навык в работе сварки можно получить, прибегая к методу проб и ошибок.
Правильные движения электродомПосле тренировки валиками, которые после усердных тренировок должны получаться примерно ровные и красивые, можно приступать к тренировке сварочных швов. Именно на этом этапе можно понять, как правильно класть идеальные швы электросваркой. Этот этап уже посилен начинающим, которые хорошо набили руку на валиках, прочувствовали необходимую силу тока, расстояние между зазорами и т.
Для свариваемого шва необходимо сначала подготовить оборудование, как это описывалось выше (зажечь электрическую дугу). Отличительной чертой от предыдущего этапа является то, что рука мастера в этот раз движется не по прямой, а по косой траектории, совершая легкие колебательные движения с небольшой амплитудой. Выглядит это, как будто мастер перемещает раскаленный, плавящийся металл от одного края сварного элемента к другому.
Движение может отличаться и быть образом зигзага, петлевой или напоминать повторяющиеся изгибы похоже на елки и серпы.
Различают траекторию, производимую по трем направлениям:
- Поступательное. Перемещение электрода происходит вдоль его оси. Для этого достаточным будет поддержка стабильной длины электрической дуги.
- Продольное. Это один из самых тонких видов швов. Он похож на нитку. Для того чтобы его накладывать, необходимо придерживать высоту, зависимую от скорости, с которой перемещается электрический стержень. Для того чтобы закрепить полученный шов, необходимо проделать и поперечные направления движения.
- Колебательное. Данная траектория помогает получить необходимую ширину шва. Сделать их можно, совершая колебательные движения руки. Высота колебательной волны подбирается исходя из размера желаемого стыка.

Тренировку также необходимо проделывать на ненужном металлическом листе. Для начала начертите мелом линию так, чтобы ее было видно сквозь затемненное стекло сварочной маски Далее, вдоль этой линии необходимо прочерчивать электродом шов по одной из перечисленных выше траекторий. После того как стык остынет, от него молоточком отбивается шлак, и получается красивый шов.
После получения этих первоначальных навыков можно смело приступать к сварке соединительных швов. Они бывают абсолютно разной формы: горизонтальные, вертикальные, углообразные, стыковые, внахлест и другие. После того как прочувствуете, что ваша рука движется более или менее уверенно, много тренировались, можете только после этого попробовать сваривать красивые и ажурные швы.
Для визуального восприятия процесса сварки рекомендуем просмотреть данное видео  youtube.com/embed/OieoT1LIvQw»/>
youtube.com/embed/OieoT1LIvQw»/>
Таким образом, можно самостоятельно обучиться очень нужному навыку работе с электросваркой. Для этого необходимо запастись определенными принадлежностями и инструментами. А также стоит помнить, что сварка очень опасное занятие, поэтому при работе с ней необходима специальная оснастка и меры защиты (шлем, перчатки, одежда). Чтобы освоить этот тип работы, необходимо предварительно потренироваться на ненужном листе металла.
Сварочный шов – один из самых надежных способов соединения деталей. Он используется в промышленности и в обычной повседневной жизни. Каждый домашний мастер время от времени пользуется сваркой. Хорошо, если он умеет варить сам, однако зачастую приходится обращаться к специалистам. А ведь сварке вполне можно научиться. Начинать следует с самого простого: электросварка для начинающих это, прежде всего, обучение выполнению различных швов. Более сложные работы можно будет выполнять, только набравшись опыта. Давайте разберем основы технологии и некоторые хитрости сварочного процесса, а также используемое оборудование и материалы.
Типы сварочных аппаратов
Для правильного выбора сварочного аппарата необходимо учесть все плюсы и минусы различных типов и моделей сварочников.
Трансформаторы – самые простые и традиционные аппараты, довольно тяжелые по весу, сделанные на основе понижающего трансформатора, который доводит значение напряжения до необходимого для работы. Особенность трансформаторов состоит в работе на переменном токе, что создает нестабильную дугу. В сочетании с увеличенным количеством шлаков и газовых примесей такая дуга способствует разбрызгиванию металла и портит вид шва. Качественный шов таким аппаратом может сделать опытный сварщик с навыками работы на трансформаторе.
Простой аппарат, работающий на переменном токе
Выпрямители – сварочники, которые могут преобразовывать переменный ток в постоянный и понижать напряжение сети с помощью полупроводниковых диодов. Постоянный ток дает стабильную дугу и позволяет сделать сварочный шов однородным и герметичным, крепким и красивым. Выпрямитель универсален, к нему подходят все виды электродов, варить таким аппаратом можно все виды металлов: нержавеющую сталь, алюминий, медь, титан, разные сплавы.
Выпрямитель универсален, к нему подходят все виды электродов, варить таким аппаратом можно все виды металлов: нержавеющую сталь, алюминий, медь, титан, разные сплавы.
Универсальный сварочный аппарат, к которому подходят все типы электродов
Инверторы – очень популярны, так как имеют небольшой вес, отличную функциональность, автоматизированные настройки. Такие технические характеристики позволяют работать на нем новичкам. В конструкцию аппарата входит ряд блоков, преобразующих переменный ток сети в постоянный ток высокой мощности. Достоинством этого вида сварочников является:
- возможность точных настроек;
- выполнение широкого спектра задач;
- стабильная дуга;
- устойчивость к скачкам напряжения;
- высокое качество сварки, ровный шов;
- работа всеми видами электродов;
- соединение всех видов металлов любой толщины и положения в пространстве.
- обладает дополнительными функциями, предотвращающими залипание электрода и капли отрыва;
- возможность поджигания электрода при максимальной подаче тока;
Из минусов можно отметить:
- необходимость частой очистки от пыли;
- ограниченная длина кабеля, равная 2,5 м;
- невозможность работы при температуре воздуха ниже – 15 градусов.

Инвертор подходит для работы сварщикам-новичкам
Полуавтоматы – бывают двух типов. Первые повышают производительность сварочных работ за счет непрерывной подачи проволоки. В этом случае не нужно постоянно менять электроды. Шов получается ровный, сплошной и без дефектов. Вторые работают в газовой среде, для этого используют кислород, азот и углекислый газ, а также аргон и гелий. У газовой сварки есть следующие преимущества:
- один аппарат сконструирован для работы и с газом и с проволокой;
- прекрасное качество и эстетичность шва;
- стабильная ровная дуга;
- высокая функциональность;
- возможность сварки сложных соединений.
С помощью этого аппарата можно сделать качественный сварной шов
Что потребуется для работы начинающему сварщику
Прежде всего нужно подготовить оборудование и спецодежду.
Инструменты и средства защиты
Обязательно понадобится сварочный аппарат, комплект электродов, молоток и зубило для сбивания шлака, металлическая щётка для очистки швов. Электродержатель служит для зажима, удержания электрода и подведения к нему тока. Нужен и набор шаблонов для проверки размеров шва. Диаметр электрода подбирается в зависимости от толщины листа металла. Не нужно забывать о защите. Готовим сварочную маску со специальным светофильтром, который не пропускает инфракрасные лучи и защищает глаза. Эту же функцию выполняют экраны и щитки. Брезентовый костюм, состоящий из куртки с длинным рукавом и гладких брюк без отворотов, кожаную или валяную обувь для защиты от брызг металла и перчатки или рукавицы, брезентовые или замшевые с напуском на рукава. Такая прямая закрытая одежда предохраняет сварщика от попадания расплавленного металла на тело.
Электродержатель служит для зажима, удержания электрода и подведения к нему тока. Нужен и набор шаблонов для проверки размеров шва. Диаметр электрода подбирается в зависимости от толщины листа металла. Не нужно забывать о защите. Готовим сварочную маску со специальным светофильтром, который не пропускает инфракрасные лучи и защищает глаза. Эту же функцию выполняют экраны и щитки. Брезентовый костюм, состоящий из куртки с длинным рукавом и гладких брюк без отворотов, кожаную или валяную обувь для защиты от брызг металла и перчатки или рукавицы, брезентовые или замшевые с напуском на рукава. Такая прямая закрытая одежда предохраняет сварщика от попадания расплавленного металла на тело.
Существуют средства специальной защиты, которые применяются для работы на высоте и внутри металлических объектов, при работе в положении лежа. В таких случаях понадобятся диэлектрические сапоги, шлем, перчатки, коврик, наколенники, подлокотники, а для высотной сварки нужен предохранительный пояс с лямками.
Какие электроды выбирать
Электроды бывают различных видов и марок. Это обусловлено необходимостью подбора металла соединяемых деталей и такого же металла электрода.
На каждом электроде размещена маркировка, которая дает сварщику всю необходимую информацию. Научиться читать маркировку несложно.
На электродах указана специальная маркировка
Часто сверху они покрыты различной обмазкой, придающей электродам свойства, необходимые для сварки разных металлов и условий работы. Вот таблица классификации электродов по видам покрытий и особенностям применения.
Специальная обмазка придаёт электродам особые свойства, необходимые для сварки разных металлов
Классификация электродов по типам и назначению отражается в маркировке изделий.
Электроды различаются по типам и назначению
Виды сварных швов
Соединительные сварные швы подразделяются по расположению, прочности, технологии, конструктивным особенностям. Виды расположения швов:
Виды расположения швов:
- Нижний. Самый простой и удобный, благодаря силе тяжести металл заполняет промежуток между деталями. Это самый прочный и экономичный шов.
- Горизонтальный. Заготовки расположены перпендикулярно электроду и шов идет по горизонтали. Часть металла уходит из сварочной зоны и электрод расходуется быстрее.
- Вертикальный. В этом случае заготовки расположены также перпендикулярно электроду, но формирование шва идет по вертикали. Расплавленный металл стремится вниз, расход электрода значителен.
- Наклонный. Движение руки сварщика происходит по наклонной. Применяется для угловых и тавровых соединений.
- Потолочный шов расположен над мастером.
Разделение по конструктивному признаку:
- Встык. Стыковое соединение довольно прочное и экономичное, оно не искажает поверхность соединения. Это универсальное соединение.
- Внахлест сваривают детали, когда не хватает пространства для стыкового шва. Толщина заготовок не должна быть более 8-10 мм.
- Угловой шов рекомендуется обваривать с обеих сторон, заготовки при этом располагаются под углом друг к другу. Этот шов непрост в исполнении из-за увеличения зоны термического влияния и большого расхода электрода.
- Тавровый шов представляет собой угловой шов, где плоскости деталей привариваются перпендикулярно. Шов формируется с двух сторон, он довольно сложен.
- Шов под электрозаклепки используется, когда нет необходимости в герметичном шве, он самый экономичный и незаметный.

Сварку можно вести как в один слой, так и в несколько слоев для толстых заготовок.
Как научиться варить сваркой — руководство для начинающих
Сварка – высокотемпературный процесс. Для его осуществления образуется и удерживается электрическая дуга от электрода к свариваемому изделию. Под ее воздействием происходит расплавление материала основы и металлического стержня электрода. Образуется, как говорят специалисты, сварочная ванна, в ней перемешивается основной и электродный металл. Величина образующейся ванны напрямую зависит от выбранного режима сварки, пространственного положения, скорости перемещения дуги, формы и размеров кромки и т. д. В среднем ее ширина составляет 8-15 мм, длина 10-30 мм и глубина – порядка 6 мм.
Величина образующейся ванны напрямую зависит от выбранного режима сварки, пространственного положения, скорости перемещения дуги, формы и размеров кромки и т. д. В среднем ее ширина составляет 8-15 мм, длина 10-30 мм и глубина – порядка 6 мм.
Покрытие электрода, так называемая обмазка, при расплавлении образует особую газовую зону в районе дуги и над ванной. Она вытесняет весь воздух из области сварки и препятствует взаимодействию расплавленного металла с кислородом. Кроме того в ней находятся пары как основного, так и электродного металлов. Поверх шва образуется шлак, который так же препятствует взаимодействию расплава с воздухом, что отрицательно сказывается на качестве сварки. После постепенного удаления электрической дуги металл начинает кристаллизоваться и образуется шов, объединяющий свариваемые детали. Поверх него расположен защитный слой шлака, который впоследствии убирается.
В процессе выполнения сварочного шва обмазка электрода расплавляется, образуя особую газовую зону. Внутри нее происходит смешивание металла основания и электрода
Внутри нее происходит смешивание металла основания и электрода
Начинающим сварщикам лучше всего получать первый опыт под руководством специалиста, который сможет исправить возможные ошибки и дать полезный совет. Приступать к работе следует, надежно закрепив деталь. В целях пожарной безопасности около себя нужно поставить ведро с водой. По этой же причине нельзя выполнять сварочные работы на деревянном основании и небрежно относиться даже к очень небольшим остаткам использованного электрода.
Подключение сварочного аппарата
Чтобы сварка работала безопасно, нужно подключить аппарат к сети, соблюдая следующие правила:
- Сначала необходимо проверить напряжение и частоту тока. Эти данные должны быть одинаковыми в сети и на корпусе аппарата.
- Выставляем на сварочном аппарате расчетное значение мощности тока, которое должно соответствовать выбранному диаметру электрода. Если блок настроек сварочника позволяет выбирать напряжение – нужно выставить его сразу. Подключение делается через специальную вилку и наконечник с заземлением.
- Надежно крепим зажим «заземление». Проверяем, чтобы кабель был изолирован и аккуратно заправлен в специальный держатель.
- Обязательно проверяем все соединения, кабели, штепсели.
- Можно использовать специальный удлинитель, который подключается без промежуточных соединений.
- В старых домах со слабой проводкой возможно падение напряжения. Оно останавливает процесс работы и может вывести из строя сварочное оборудование. В этом случае нужен электрогенератор, который обеспечит напряжение на рабочем уровне.
 Подключение делается через специальную вилку и наконечник с заземлением.
Подключение делается через специальную вилку и наконечник с заземлением.Сварочный аппарат устроен просто
Как выбрать нужный ток
Сварочный ток является важным показателем сварки и определяет вид и характер шва и производительность работы. Чем выше ток – тем стабильнее дуга и больше глубина проплава. Сила тока зависит от расположения заготовок в пространстве и от размера электрода. Наибольшее значение выставляется для сварки горизонтальных заготовок. Для вертикальных швов значение силы тока применяется меньше на 15%, а при потолочных – на 20%.
Для вертикальных швов значение силы тока применяется меньше на 15%, а при потолочных – на 20%.
Сила тока зависит от расположения заготовок и от размера электрода
Как зажечь дугу
Первый способ — касание. Для этого устанавливаем электрод под углом порядка 60° относительно изделия. Медленно проводим им по поверхности. Должны появиться искры, теперь прикасаемся электродом к металлу и приподнимаем его на высоту не более 5 мм.
Если операция была выполнена верно, зажжется дуга. Пятимиллиметровый зазор необходимо удерживать на протяжении всей сварки. Нужно учитывать, что при правильном сваривании металла электросваркой электрод будет постепенно выгорать, поэтому его постоянно слегка приближаем к металлу. Перемещать электрод следует медленно, если он вдруг залипнет, придется слегка качнуть им в сторону. В случае если дуга не зажигается, возможно, нужно увеличить силу тока.
Второй способ – чирканье. Нужно поднести электрод к поверхности заготовки и чиркнуть им по детали, как будто зажигаешь спичку. Облегчить розжиг электрода можно, обстукав с его края обмазку.
Облегчить розжиг электрода можно, обстукав с его края обмазку.
Наклон и движение электрода
После того, как без проблем получается зажечь и поддержать дугу, пора переходить к наплавлению валика. Зажигаем дугу, медленно и плавно перемещаем по горизонтали электрод, выполняя им легкие колебательные движения. Расплавленный металл при этом как будто «подгребается» к самому центру дуги. В результате должен получиться крепкий шов с небольшими волнами, образованными наплавленным металлом.
Угол наклона электрода для начинающего сварщика лучше соблюсти около 70 градусов, то есть с небольшим отклонением от вертикали. Ниже показана схема дуговой сварки.
Угол наклона электрода около 70 градусов
Если в процессе сваривания деталей электрод выгорел практически полностью, а шов еще не завершен, работу временно прекращаем. Меняем использованный элемент на новый, удаляем шлак и продолжаем работу. На расстоянии порядка 12 мм от образовавшегося в конце шва углубления, которое еще называют кратером, зажигаем дугу. Электрод подносим к углублению так, чтобы образовывался сплав из металла старого и вновь установленного электрода, после чего сварка шва продолжается.
Электрод подносим к углублению так, чтобы образовывался сплав из металла старого и вновь установленного электрода, после чего сварка шва продолжается.
В процессе сварки электрод совершает определенные движения, в основном поступательные, продольные и поперечные. Из их комбинаций составляются различные виды швов, самые распространенные приведены на схеме
Траектория движения дуги в процессе сваривания деталей может производиться по трем направлениям:
- Поступательное. Предполагает перемещение дуги вдоль оси электрода. Таким образом достаточно легко поддерживать стабильную длину дуги.
- Продольное. Формирует ниточный сварочный ролик, высота которого зависит от скорости, с которой перемещается электрод, и его толщины. Это обычный шов, но очень тонкий. Чтобы его закрепить, в процессе движения электрода вдоль свариваемого шва выполняют еще и поперечные перемещения.
- Поперечные. Позволяют получать нужную ширину шва. Выполняется путем колебательных движений. Их ширина подбирается исходя из размеров и положения шва, формы его разделки и т. п.
 Выполняется путем колебательных движений. Их ширина подбирается исходя из размеров и положения шва, формы его разделки и т. п.
Выполняется путем колебательных движений. Их ширина подбирается исходя из размеров и положения шва, формы его разделки и т. п.На практике используются все три основных движения, которые накладываются один на другой и образуют определенную траекторию. Существуют классические варианты, однако у каждого мастера обычно «просматривается» собственный почерк. Главное, чтобы в ходе работы хорошо проплавлялись кромки соединяемых элементов, и получался шов заданной формы.
Как правило, применяются все три направления, они могут накладываться друг на друга и образовывать траекторию
Выполнение сварных швов
Потолочный сварочный шов
Этот шов считается самым сложным, так как ванна сварки перевернута вверх дном и расположена над сварщиком. Электрод выбирают не более 4 мм и отводят его немного в сторону, чтобы металл не растекался. Используют короткую дугу и полностью сухие электроды, шов при потолочной сварке должен быть тонким. Движение происходит на себя, так сварщику легче контролировать качество шва. Существует несколько способов его выполнения:
Существует несколько способов его выполнения:
- лесенкой;
- полумесяцем;
- обратнопоступательно.
Потолочный шов считается самым сложным
Видео: выполнение потолочного шва
Вертикальный
При выполнении такого шва можно вести электрод сверху вниз или снизу вверх. Чтобы металл не стекал, электрод следует располагать под наклоном 45-50 градусов вниз от перпендикулярного положения. Опытные сварщики рекомендуют делать этот шов одним проходом.
При выполнении вертикального шва электрод располагается по углом 45-50 градусов
Видео: вертикальный шов
Выполнение горизонтального шва
При выполнении такого шва основная сложность заключается в стекании металла вниз. Чтобы решить эту проблему, сварщик должен подобрать угол наклона электрода и скорость прохода. Сварка ведется слева направо или справа налево.
Угловой
При формировании угловых или тавровых швов детали располагаются под разными углами лодочкой так, чтобы расплавленный металл стекал в угол. Затем прихватываются сваркой с обеих сторон, один край конструкции должен быть немного выше другого. Движение электрода начинается из нижней точки.
Затем прихватываются сваркой с обеих сторон, один край конструкции должен быть немного выше другого. Движение электрода начинается из нижней точки.
При угловой сварке движение электрода начинается из нижней точки
Особенности сваривания трубопровода
Дуговой электросваркой можно выполнить вертикальный шов, который располагается сбоку трубы, горизонтальный – по ее окружности. А так же потолочный и нижний, расположенные, соответственно сверху и снизу. Причем последний считается наиболее удобным в выполнении. Стальные трубы обычно свариваются встык с обязательным проваром всех кромок по высоте стенок. Чтобы уменьшить наплывы внутри трубы выбирается угол наклона электрода величиной не более 45°относительно горизонтали. Высота шва – 2-3 мм, ширина – 6-8 мм. При сварке внахлест высота шва составляет порядка 3 мм, а ширины – 6-8 мм.
Прежде, чем начать варить трубу электросваркой, выполняем подготовительные работы:
- тщательно очищаем деталь;
- если торцы трубы деформированы, обрезаем или выправляем их;
- очищаем кромки. Минимум 10 мм прилегающей к кромкам трубы наружной и внутренней плоскости зачищаем до металлического блеска.
 Минимум 10 мм прилегающей к кромкам трубы наружной и внутренней плоскости зачищаем до металлического блеска.
Минимум 10 мм прилегающей к кромкам трубы наружной и внутренней плоскости зачищаем до металлического блеска.Теперь можно приступать к сварке. Все стыки обрабатываются непрерывно, вплоть до полного приваривания. Поворотные, а так же неповоротные стыки труб с шириной стенок до 6 мм производятся минимум в 2 слоя. При ширине стенок 6-12 мм – выполняется три слоя, более 19 мм – четыре. Особенность сваривания труб в том, что каждый шов, который накладывается на стык, должен очищаться от шлака, после этого выполняется следующий. Первый шов – наиболее ответственный. Он должен полностью расплавить все кромки и притупления. Его особенно внимательно рассматривают на предмет обнаружения трещин. Если они присутствуют, их выплавляют или же вырубают и снова заваривают фрагмент.
Завершающий слой выполняется по возможности максимально ровным с плавным переходом на основной металл
Второй и все последующие слои выполняются при медленном проворачивании трубы. Конец и начало всех слоев обязательно смещают относительно предыдущего слоя на 15-30 мм. Завершающий слой выполняется с плавным переходом на основной металл и с ровной поверхностью. Чтобы улучшить качество заваривания труб электросваркой каждый последующий слой ведется в обратную сторону относительно предыдущего, а их замыкающие точки обязательно располагают вразбежку.
Завершающий слой выполняется с плавным переходом на основной металл и с ровной поверхностью. Чтобы улучшить качество заваривания труб электросваркой каждый последующий слой ведется в обратную сторону относительно предыдущего, а их замыкающие точки обязательно располагают вразбежку.
Самостоятельная сварка – достаточно сложное мероприятие. Однако при желании освоить его все-таки можно. Нужно усвоить основные правила процесса и постепенно научиться выполнять самые простые упражнения. Не нужно жалеть силы и время на освоение азов, которые станут основой мастерства. Впоследствии можно будет смело переходить к более сложным приемам, оттачивая свои умения.
Материал актуализирован 23.03.2018
Самым надежным и прочным способом соединения деталей остается сварочный шов. Без сварки сегодня не может обойтись ни одно производство, применяется она и в быту. Практически каждый домашний умелец обязательно использует сварку.
Конечно, не все умеют правильно сваривать детали, им приходится пользоваться услугами профессиональных сварщиков. Но при большом желании, можно научиться сваривать детали своими руками.
Но при большом желании, можно научиться сваривать детали своими руками.
Самой простой считается электросварка. Именно с нее начинается изучение сварочного процесса. Только после приобретения определенного опыта в получении хорошего шва, можно приступать к выполнению сложной работы. Давайте познакомимся с основами сварочного технологического процесса и его нюансами.
Подготовительные работы
Прежде чем начать сварку, детали сначала выправляют и затем хорошо чистят. Причем очищать детали необходимо до начала сборки узла. Появление дефектов сварочного шва обычно связано с различными видами загрязнений:
Очень важно хорошо зачистить металл там, где будут проводиться сварочные работы. Это касается кромок каждой детали. Любое загрязнение в щели между свариваемыми деталями, должно быть обязательно удалено. Можно выжечь грязь сильным пламенем горелки, продуть мощной струей сжатого воздуха.
Очищать поверхность можно самыми разными способами:
- Щеткой с металлическим ворсом;
- Иглофрезами;
- Гидропескострйными системами;
- Дробью;
- Горелкой;
- Шлифовальным кругом;
- Травлением;
- Растворителем.

После подготовки инструментов и материала, давайте разберемся по шагам как правильно варить электросваркой.
Возбуждение сварочной дуги
Чтобы возбудить дугу, существует несколько способов.
Вариант 1. Сварщик кончиком электрода должен прикоснуться к металлической поверхности, затем быстро отвести его назад на несколько миллиметров (2 – 4). Как результат появится дуга. Её длина поддерживается медленным опусканием электрода. Все зависит от величины расплавления. Перед тем как образуется дуга, лицо работника обязательно должно быть закрыто защитным щитком.
Вариант 2. Возбудить сварочную дугу можно и другим способом. Кончиком электрода сварщик быстро проводит по металлической поверхности, затем также быстро поднимает его на пару миллиметров. Между электродом и поверхностью металлом появится дуга. Во время сварки необходимо стремиться поддерживать очень короткую дугу. Возле шва будут образовываться небольшие капли металла. Плавление электрода будет плавным и спокойным. Шов получается глубоким и прочным.
Возле шва будут образовываться небольшие капли металла. Плавление электрода будет плавным и спокойным. Шов получается глубоким и прочным.
Если размер дуги будет слишком длинным, основной металл недостаточно хорошо проплавится. Металл электрода при сварке начнет окисляться, появятся сильные брызги. Шов после такой сварки будет неровным, с многочисленными окисными вкраплениями.
Длину дуги можно легко определить по звуку её горения. Если длина имеет стандартные значения, звук будет однотонным и равномерным. Очень длинная дуга начнет издавать резкие звуки, которые будут постоянно сопровождаться сильными хлопками.
Если дуга оборвалась, ее возбуждают снова. Кратер, на котором оборвалась дуга, тщательно заваривают. Если необходимо сварить очень важный узел, который будет эксплуатироваться при знакопеременной нагрузке, а также возможно появление «усталости», категорически запрещается возбуждать дугу прямо на поверхности основного металла. Если возбуждение будет происходить не по шву, возможно появление «ожога» металла. В этом месте шов может просто разрушиться при эксплуатации детали.
В этом месте шов может просто разрушиться при эксплуатации детали.
Первые шаги
Чтобы научиться, хорошо сваривать детали, сначала практикуются на ненужных металлических валиках. Не требуется создавать соединительные швы, необходимо просто научиться правильно расплавлять материал. Поверхность металла не должна иметь следов ржавчины и быть хорошо очищенной.
Как делаются валики
Электрод вставляется в держатель. Чтобы вызвать появление тока в области плавления, достаточно чиркнуть по поверхности металла кончиком электрода, или просто постучать несколько раз по заготовке.
Когда появится электрическая дуга, электрод направляется на заготовку, с выдержкой постоянного зазора между поверхностью металла и электрической дугой. Зазор должен иметь постоянное значение, и лежать в диапазоне 3–5 миллиметров.
Направление электрода делается под определенным углом относительно плоскости заготовки. Самым оптимальным считается угол в 70 градусов, Наклон не имеет определенного значения, главное чтобы сварщику было удобно. В процессе работы сварщик сам находит для себя оптимальное положение, в зависимости от специфичности выполняемой работы.
В процессе работы сварщик сам находит для себя оптимальное положение, в зависимости от специфичности выполняемой работы.
Во время таких практических занятий нужно научиться правильно, подбирать силу тока, чтобы подача все время оставалась стабильной. Если тока будет недостаточно, дуга будет постоянно гаснуть. При очень мощном потоке, начнется проплавление металла. Только экспериментальным путем можно научиться, правильно устанавливать режим сварки.
Техника получения хорошего сварного соединения
Когда валики начнут получаться ровными, можно попытаться начать изготавливать соединительные швы. Такую операцию сможет выполнить достаточно опытный практикант, который умеет варить электросваркой.
Зажигание электрода выполняется согласно описанной выше технологии. Единственным отличием будет движение руки сварщика. Она будет выполнять колебательные движения. Расплав будет как бы переходить с одной поверхности детали на другую. Движение может происходить по нескольким траекториям:
Для тренировки можно взять небольшую металлическую заготовку. По поверхности мелом провести линию, чтобы ее можно было увидеть через темное стекло маски. Именно по ней нужно двигаться электродом, чтобы получить своеобразный шов, в виде любой вышеуказанной траектории.
По поверхности мелом провести линию, чтобы ее можно было увидеть через темное стекло маски. Именно по ней нужно двигаться электродом, чтобы получить своеобразный шов, в виде любой вышеуказанной траектории.
После того, как шов остыл нужно молотком отбить шлак и рассмотреть проделанную работу.
Когда появился небольшой опыт можно начинать изготавливать соединительные швы, которые имеют несколько видов:
Кроме того, такие швы могут быть горизонтальными и вертикальными, могут свариваться в разных направлениях.
Только после многочисленных тренировок можно добиться равномерного движения руки. После этого можно получить красивые детали.
Как продолжить сварку после её остановки?
Так как варить электросваркой длинный шов без остановки невозможно, приходится менять электрод или были другие причины прерывания, то на месте остановки получается небольшое углубление, получившее название: кратер. Для возобновления работы, необходимо выполнить следующие действия:
1. Дуга должна зажигаться не на самом кратере. Необходимо отступить от него 12 мм. Затем ее медленно пододвигают к кратеру.
Дуга должна зажигаться не на самом кратере. Необходимо отступить от него 12 мм. Затем ее медленно пододвигают к кратеру.
2.Колебательными движениями тщательно заваривается сам кратер.
3.После этого можно продолжать сварку, выдерживая установленный режим. Для получения надежного соединения, сварка должна иметь несколько слоев:
- Заготовка, толщиной 6 мм – 2 слоя;
- При толщине 6–12 мм – 3 слоя;
- Если толщина металла превышает 12 мм – 4 слоя.
Движение электрода в каждом слое должно быть одинаковым. Сварочный шов, после завершения операции обрабатывают, снимая все излишки.
Как получаются вертикальные швы
На рисунке 69а, показана вертикальная сварка. Так как варить вертикальный шов электросваркой достаточно проблемно из-за того, что капли расплава стремятся упасть, то нужно варить такие швы используют короткую дугу. Поверхностное натяжение не дает каплям сразу скатиться вниз. Они быстрее попадают в кратер.
Кончик электрода убирают от капли, чтобы она стала твердой. Вертикальную сварку нужно начинать снизу, постепенно двигаясь наверх. Нижележащий кратер не даст упасть каплям металла. Смотри рисунок 69в. При работе можно наклонять электрод. Когда его наклоняют вниз, сварщик видит, как распределяются капли в месте разделки шва.
Вертикальную сварку нужно начинать снизу, постепенно двигаясь наверх. Нижележащий кратер не даст упасть каплям металла. Смотри рисунок 69в. При работе можно наклонять электрод. Когда его наклоняют вниз, сварщик видит, как распределяются капли в месте разделки шва.
Когда нужно выполнить вертикальную сварку, начинаются с верхней точки, электрод необходимо установить в положение I. Смотри рисунок 69г.
Когда капли начинают опускаться, электрод устанавливается в положение II. Капля не будет стекать, ей не позволит короткая дуга.
Наиболее подходящим диаметром электродов для вертикальной сварки, считаются 3 – 4 мм. Величина тока не должна быть очень высокой, примерно 160 ампер.
Чтобы добиться минимального стекания расплава, когда свариваются горизонтальные швы (смотри рисунок. 70, а), кромки скашиваются у одной верхней детали.
Возбуждение дуги должно происходить на нижнем торце (положение I). Затем дуга переводится на торец верхней детали (положение II). Стекающая капля начинает подниматься.
Стекающая капля начинает подниматься.
Как должен двигаться конец электрода, когда выполняется однослойная горизонтальная сварка, можно посмотреть на рисунке 70а, в правой стороне.
Горизонтальные швы разрешается варить в виде продольных валиков. Самый первый должен вариться 4 миллиметровым электродом, а все остальные, диаметром 5 миллиметров.
Это основные нюансы, которые позволят правильно варить вертикальный шов электросваркой.
Как электросваркой сварить потолочный шов
Частый вопрос: как варить потолочный шов электросваркой, ведь он стекает? Ответ прост: такие швы варятся короткой дугой. Сварочный электрод должен иметь тугоплавкое покрытие. Когда происходит сварочный процесс, на торце возникает чехольчик, который не позволяет каплям металла, скатиться вниз. (Смотри рисунок. 70, б). Во время работы конец электрода равномерно удаляют, а потом приближают к свариваемой детали. Когда удаляется, дуга сразу гаснет, шов начинает твердеть. Чтобы выполнить потолочную сварку, независимо от направления, пользуются только электродами малых диаметров. Сила тока уменьшается (10-12%), если сравнивать сварку металла аналогичной толщины, производимой внизу.
Сила тока уменьшается (10-12%), если сравнивать сварку металла аналогичной толщины, производимой внизу.
Когда свариваются потолочные швы, начинают всплывать пузырьки газа. Они оказываются в самом корне шва. От этого страдает прочность и качество сварного соединения.
Применение потолочной сварки имеет ограниченный характер. О ней вспоминают, когда невозможно получить шов из нижнего положения.
Как варятся угловые швы
Расплавленный металл при этой сварке, будет стекать вниз. Оптимальным способом сварки подобных швов из нижнего положения, считается «в лодочку». Деталь устанавливается таким образом, чтобы не происходила течь шлака прямо перед дугой. (Смотри рисунок. 68, а).
Когда сваривается угловой шов, при горизонтальном расположении нижней плоскости, иногда плохо провариваются вершины угла.
Причиной образования такого непровара может стать начало сварочного процесса с листа, стоящего вертикально. Расплавленный металл начинает стекать вниз, на лист, не успевший хорошо прогреться. Именно поэтому варить такие швы нужно с нижней плоскости. Причем дуга должна зажигаться в определенной точке (А). Движение должно осуществляться согласно схеме рисунка 68 б.
Именно поэтому варить такие швы нужно с нижней плоскости. Причем дуга должна зажигаться в определенной точке (А). Движение должно осуществляться согласно схеме рисунка 68 б.
Электрод наклоняется под 45 градусов, по отношению к свариваемым деталям. Во время сварки нужно электрод немного наклонять в разные стороны. (Смотри рисунок 68 в).
Если угловые швы варятся не «в лодочку», сварка делается однослойной, с катетом шва менее 8 мм. Если величина катета превышает это значение, выполняют несколько слоев.
Для сварки нескольких слоев углового шва, нужно сначала создать узкий валик. Для этого пользуются 3-4 мм электродом. Такой диаметр позволяет полностью проварить корень.
Чтобы определить количество проходов, учитывают размер площади поперечного сечения, имеющегося шва. Обычно эта величина равна 30—40 кв. миллиметров. Рисунок 68 г наглядно показывает, как должны выглядеть угловые швы с разным количеством слоев, имеющие разделку кромок, полностью проваренные.
Как варятся стыковые швы
Если кромки не имеют скосов, накладываемый валик должен иметь небольшое расширение с каждой стороны стыка. Чтобы не допустить непровара, требуется создать равномерное распределение расплавленного металла.
Чтобы не допустить непровара, требуется создать равномерное распределение расплавленного металла.
Только правильная установка тока и грамотный подбор электродов, позволит хорошо проварить 6 миллиметровый металл, если детали не имеют скоса кромок. Величина тока подбирается опытным путем. Для чего сваривается несколько пробных планок.
Если детали имеют V-образные скосы, стыковая сварка может быть однослойной или иметь несколько слоев. Главную роль в этом вопросе играет толщина металла.
Когда варится один слой, возбуждение дуги должно происходить в пункте «А», на границе скоса, согласно рисунку 67а. После чего электрод опускают вниз. Полностью проваривается корень шва, затем дугу отправляют на следующую кромку.
Когда электрод движется по скосам, его движение специально замедляют, чтобы обеспечить хороший провар. На корне шва, наоборот ускоряют движение, чтобы не допустить сквозного прожога.
На обратной стороне сварочного соединения, профессионалы советуют накладывать дополнительный подварочный шов.
В некоторых случаях на противоположную сторону шва монтируют стальную 2-3 миллиметровую подкладку. Для этого повышают сварочный ток, примерно на 20–30% относительно стандартной величины. Сквозное проплавление в данном случае полностью исключается.
Когда создается валик шва, стальная подкладка также приваривается. Если она не мешает конструкции изделия, ее оставляют. При сварке очень важных конструкций, делается проварка противоположной стороны корня шва.
Если нужно сварить стыковой многослойный шов, вначале проваривается корень шва. С этой целью используют электроды, диаметром 4–5 миллиметров. Затем выполняется наплавка следующих слоев расширенными валиками, для чего используются электроды больших размеров (Смотри рисунки 67, б, в).
Подбор сварочных электродов
Чтобы правильно выбрать подходящий электрод, необходимо учесть несколько важных параметров:
В зависимости от вида электрода подбирается значение силы тока. Сварка может выполняться в самых разных положениях. Нижняя подразделяется на группы:
Нижняя подразделяется на группы:
Сварка вертикального типа может быть:
Каждый производитель в инструкции к электродам, обязательно сообщает значение сварочного тока, при котором они будут нормально работать. В таблице показаны классические параметры, применяемые опытными сварщиками.
На величину силы тока оказывает влияние пространственное положение, а также величина зазора. К примеру, чтобы работать с 3 миллиметровым электродом, сила тока должна достигать 70–80 ампер. Таким током можно пользоваться для выполнения потолочной сварки. Этого будет достаточно для сварки деталей, когда величина зазора намного превосходит диаметра электрода.
Чтобы варить снизу, при отсутствии зазора и соответствующей толщине металла, разрешается для обыкновенного электрода установить силу тока в 120 ампер.
Сварщики с большим опытом рекомендуют для расчета использовать определенную формулу.
Для определения силы тока берется 30–40 ампер, которые должны соответствовать одному миллиметру диаметра электрода. Другими словами, для 3 мм электрода нужно установить ток 90-120 ампер. Если диаметр равен 4 мм, сила тока будет равна 120–160 амперам. Если выполняется вертикальная сварка, сила тока уменьшается на 15 %.
Другими словами, для 3 мм электрода нужно установить ток 90-120 ампер. Если диаметр равен 4 мм, сила тока будет равна 120–160 амперам. Если выполняется вертикальная сварка, сила тока уменьшается на 15 %.
Для 2 мм устанавливается примерно 40 – 80 ампер. Такую «двойку» всегда считают очень капризным.
Существует мнение, что если диаметр электрода имеет малые значения, значит с ним очень легко работать. Однако это мнение ошибочно. К примеру, чтобы работать с «двойкой» нужна определенная сноровка. Электрод быстро горит, он начинает сильно греться при установке большого тока. Такой «двойкой» можно варить тонкие металлы при малом токе, но необходим опыт и большое терпение.
Электрод 3 — 3.2 мм. Сила тока 70–80 Ампер. Сварка должна проводиться только на постоянном токе. Опытные сварщики считают, что выше 80 ампер, невозможно выполнить нормальную сварку. Это значение годится для резки металла.
Сварку нужно начинать с 70 Ампер. Если увидите, что невозможно проварить деталь, добавьте еще 5-10 Ампер. При непроваре в 80 ампер, можно установить 120 ампер.
При непроваре в 80 ампер, можно установить 120 ампер.
Для сварки на переменном токе можно установить силу тока 110-130 ампер. В некоторых случаях устанавливают даже 150 Ампер. Такие значения характерны для трансформаторного аппарата. При сварке инвертором, эти значения намного ниже.
Электрод 4 мм. Сила тока 110-160 Ампер. В данном случае разброс, равный 50 амперам зависит от толщины металла, а также вашего опыта работы. «Четверка» также требует особого мастерства. Профессионалы советуют начинать со 110 ампер, постепенно увеличивая силу тока.
Электрод 5 миллиметров и больше. Такие изделия считаются профессиональными, их используют только профи. В основном их применяют для наплавки металла. В сварочном процессе они практически не участвуют.
Зачем прокаливают электроды
Это делается только с одной целью, удалить влагу. При сварке сырым электродом, возможно появление дефектов сварочного шва. Такой электрод будет все время липнуть к детали.
В каждой строительной компании обязательно установлено оборудование, которое прокалывает электроды. Такая операция недоступна сварщикам-любителям.
Такая операция недоступна сварщикам-любителям.
Если вы начали работать с новой пачкой, но не смогли израсходовать ее до конца, оставшееся количество электродов нужно спрятать в сухое и теплое место. Никогда не храните электроды в подвале и на чердаке. Они быстро отсыреют и придут в негодность.
Заключение
Правила сварки достаточно просты, стоит лишь несколько раз потренироваться на ненужном куске железа. Главное следуйте всем приведенным инструкциям и у вас точно все получится. Сможете варить дуговой сваркой и на потолке и на стене.
Как сварить красивый и прочный шов. Учимся держать короткую сварочную дугу. | Ручная дуговая сварка
источник яндекс картинкиДрузья, всех приветствую! Сегодня будет очередная полезная статья в копилку всем начинающим самоучкам в ручной дуговой сварке.
Как говориться, красивый шов-крепкий шов. Часто это именно так, если правильно подобрать силу тока, скорость сварки и минимальную длину сварочной дуги. Из этих условий самым непростым для новичка будет умение держать постоянно короткую дугу на всём протяжении сварочного шва.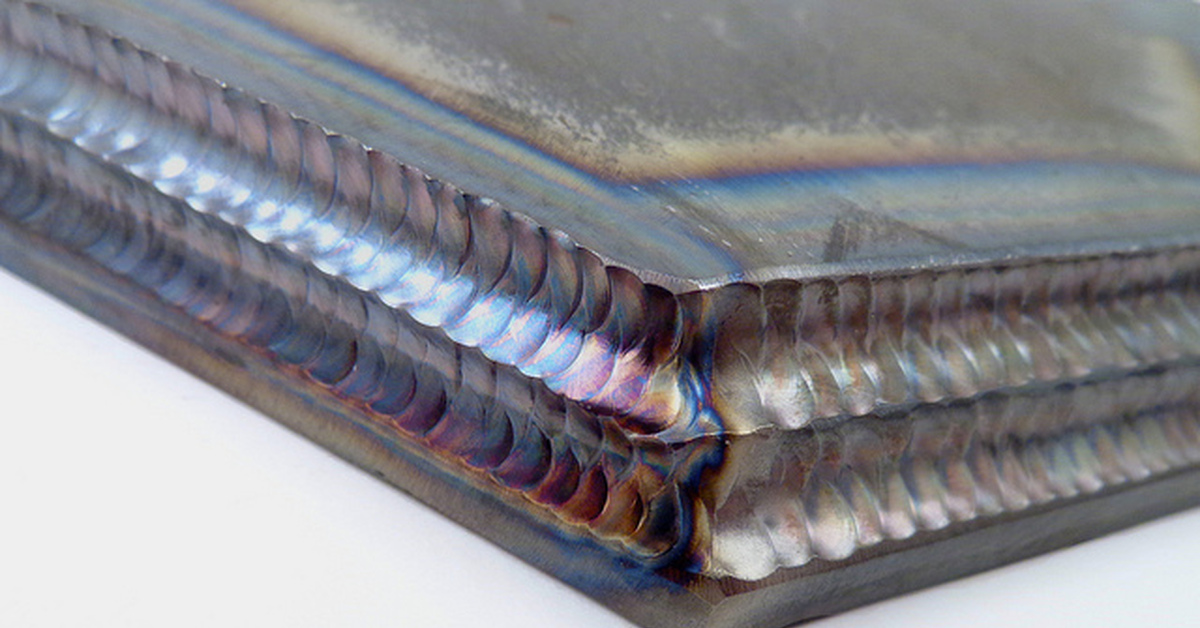
После прочтения данного материала даже самый самый начинающий любитель, придя в свой гараж и взяв в руки сварочный держак, сможет сваривать на постоянно короткой дуге, это очень просто.
источник яндекс картинкиДрузья, при сварке электродами нужно соблюдать длину сварочной дуги в пределах 0.5-1 диаметра электрода.
Если это не делать сваривать на более длинной дуге, то у нас будут следующие проблемы- у длинной дуги будет меньше глубина провара металла, разбрызгивание, а значит и расход электродов увеличится, скорость сварки уменьшиться, ну и качество сварочного шва будет сильно страдать.
Посмотрим теорию самого процесса. Вот мы зажигаем электрод, стучим или чиркаем о поверхность металла. Электрод загорелся, образовалась дуга, стержень и обмазка расходуются и дуга сама начинает удлиняться, а это уже нарушение процесса, что нам делать?
Человек он не робот, постоянно держать минимально короткую дугу не получиться. Много лет назад я придумал простой способ. При сварке нужно почаще касаться обмазкой электрода свариваемого металла, можно сказать придётся легонько постукивать электродом по поверхности.
Именно благодаря такому действию наша дуга постоянно будет короткой, и этими движениями мы будем дополнительно помешивать сварочную ванну, при этом улучшая формирование шва. Вот такой элементарный способ.
Для наглядного примера взял пластину, на ней я наплавлю 2 шва. Первый шов я сделаю не соблюдая минимальную длину дуги, буду специально менять её длину на всём протяжении сварки. А второй шов сделаю на минимальной длине дуги способом, который я описал выше.
Сделали первый шов.
Второй шов готов, даём немного остыть, убираем шлак и смотрим что получилось. Какая разница у нас будет после сварки если не соблюдать минимальную длину дуги.
Друзья, для полной наглядности этого способа и примера давайте посмотрим видео. Я его сделал для вас чтобы показать все подробности.
Цветные швы: что они значат и почему имеют значение.

Многое можно сказать по цвету сварного шва
Диапазон цветов, которые встречаются в сварных швах – потрясает и пробуждает ваше воображение. Иногда эти оттенки желательны, а иногда нет. То каким цветом получился шов зависит от процесса сварки, материала, отрасли и области применения.
Цветная радуга на сварном шве и в зоне термического влияния не делает его хорошим сварным швом. Это может, наоборот, указывать на плохой сварной шов (но не обязательно). Материалы и их применение в той или иной сфере имеют большое значение…
Почему сталь меняет цвет?
Здесь задействовано много науки и возможно немного магии. Когда сталь нагревается, вся ее молекулярная структура изменяется. И когда поверхность нагретой стали встречается с атмосферой, она взаимодействует с элементами в воздухе, создавая химическую реакцию. Получаемые цвета зависят от состава металла, состава атмосферы, температуры, при которой они встречаются, и времени нахождения металла при повышенной температуре. Как следствие, металл окисляется.
Как следствие, металл окисляется.
Оксидирование
Окисление поверхности — это одно, но более глубокое окисление происходит под поверхностью металла и оно вызывает пористость. Именно здесь играют роль защитный газ или флюс, т.к. оба предназначены для защиты зоны горячей сварки от атмосферы до тех пор, пока валик не остынет до такой степени, что смешивание стали и атмосферы не повлияет на конечные свойства металла.
Когда кто-то говорит Вам, что Ваш шов окрашен определенным образом, потому что Вы выполняете сварку с определенной температурой, они только частично правы: многие факторы влияют на это. Иногда эти цвета значат все, а иногда ничего не значат.
Например, на нержавеющей стали любой цвет в сварном шве показывает, что образовался оксидный слой, который может повлиять на коррозионную стойкость. Чем темнее цвет, тем толще окисление.
Цвета следуют предсказуемому образцу: от цвета хрома до соломы, от золота до синего и фиолетового.
В некоторых отраслях, например в фармацевтике, любой цвет кроме хрома в сварном шве недопустим, но в других ситуациях, связанных с санитарной сваркой, например на молочных заводах, допускаются оттенки светло-синего цвета. Эти цвета могут быть удалены механическим или химическим путем, а коррозионная стойкость может быть восстановлена.
Эти цвета могут быть удалены механическим или химическим путем, а коррозионная стойкость может быть восстановлена.
Так в чем же дело с использованием нержавеющей стали?
Коррозионная стойкость может быть критической.
Конечно, если Вы такой же художник, как я, то красивые цвета — это то, что Вы ищете. Я часто жертвую антикоррозионной защитой ради внешнего вида.
Из-за химического состава, например нержавеющей стали Aisi 308 — небольшое нагревание может привести к очень ярким цветам. Но мягкая сталь также может давать хорошие цвета, хотя и c более мягкими оттенками. А смешивание двух разных сплавов может привести к интересным результатам.
Титан
На титане история похожая, но с большей разницей. Вместо того чтобы просто снизить коррозионную стойкость, загрязнение из атмосферы может существенно повлиять на целостность сварного шва. Титан является прочным, пластичным материалом, но при повышенных температурах он вбирает водород, азот и кислород, и если ему это разрешить, он станет хрупким.
Хотя это и не абсолютный показатель защиты от неправильного обращения с материалом, полученные цвета являются довольно хорошим показателем прочности сварного шва. Опять же, это в некоторой степени зависит от отрасли и сферы применения. Часто светло-золотой цвет шва является приемлемым, но чем меньше цвета у титана, тем меньше вероятность его загрязнения или брака. Предостережения здесь похожи на нержавеющую сталь.
Титан выглядит потрясающе, когда ему позволяют реагировать на температуру. Многие парни строящие хот-роды и мотоциклы рискуют с «материальной целостностью» на открытых трубах и выхлопах, потому что это выглядит чертовски круто, когда титан становится синим или фиолетовым.
Я хотел бы добавить несколько строк о покрытии защитным газом
Да, газовое покрытие может повлиять на цвет сварного шва. Но это только один из многих факторов.
Производители часто ошибочно полагают, что больше кубических футов в час (CFH) улучшают качество сварки. Больше газа — означает более чистые сварные швы, лучшую дугу и лучшее управление сварочной ванной, верно? На самом деле это не так! Наглядный пример: когда ваш сосед думает, что заправив 95-ым бензином свой Москвич, он каким-то образом превращается в спорткар. Эти двигатели были построены для бензина с октановым числом 80. Горючие жидкости ниже 80 можно заливать, но использование какого-либо топлива с октановым числом выше, чем то, для которого был разработан и откалиброван двигатель, не поможет. Это пустая трата денег. Это может лишь повредить мотор.
Эти двигатели были построены для бензина с октановым числом 80. Горючие жидкости ниже 80 можно заливать, но использование какого-либо топлива с октановым числом выше, чем то, для которого был разработан и откалиброван двигатель, не поможет. Это пустая трата денег. Это может лишь повредить мотор.
То же самое с инертным газом: Вам нужен поток, достаточный для защиты нагретого металла от атмосферы в соответствии со стандартами, к которым Вы применяете сварку. Делаете больше подачу, и Вы тратите впустую газ, а возможно еще и вызываете турбулентность в зоне сварки. Необходимый поток газа может быть разным для каждой работы. Главное, его должно быть достаточно, чтобы покрыть зону сварки до тех пор, пока шов не станет ниже температуры окисления.
Перед началом работы я запускаю дугу и начинаю делать пробные «чешуйки» при этом постепенно закрываю вентиль расходомера, пока он не даст мне достаточно газа, затем открываю его обратно примерно на 1 л/мин и начинаю работать.
Подводя итог.
 ..
..Длина дуги, длина валика, температура основного материала, чистота и гладкость поверхности, угол заточки вольфрама, угол вольфрама к поверхности, Ваше движение во время сварки, направление сварки, есть задняя продувка или опорная пластина, и пост поддувка, а так же качество защитного газа — все это влияет на конечный результат, цвет шва или его отсутствие. Лучший способ научиться – это просто сваривать, сваривать и сваривать каждый день.
Цвета сварных швов бывают невероятно красивы, и для многих это искусство, но иногда эти цвета указывают на плохой сварной шов, а иногда нет.
Оборудование, которым пользуется Джош Велтон (Josh Welton):
Оригинал статьи на сайте thefabricator.com
Техника сварки полуавтоматом и инвертором
Для получения неразъемного соединения однородных (металлы) или разных по качеству (керамика, металл) деталей применяют сварку. За счет плавления материалов удается получить устойчивый к нагрузкам, недеформируемый и прочный рабочий шов между элементами. В бытовых условиях безопаснее и надежнее для начинающих применять электродуговую сварку, используя специальный сварочный аппарат (инвертор, полуавтомат). Задача оператора не просто соединить два элемента, а создать красивый, прочный, надежный и неразъемный рабочий шов. А для этого должна быть изучена техника сварки полуавтоматом и инвертором различных по толщине материалов.
В бытовых условиях безопаснее и надежнее для начинающих применять электродуговую сварку, используя специальный сварочный аппарат (инвертор, полуавтомат). Задача оператора не просто соединить два элемента, а создать красивый, прочный, надежный и неразъемный рабочий шов. А для этого должна быть изучена техника сварки полуавтоматом и инвертором различных по толщине материалов.
Расходным материалом при работе с первым видом оборудования будет проволока (тонкостенные детали), со вторым — электроды (сваривание толстых деталей). Нужно освоить:
- Принципы подбора расходных материалов: диаметр, длина.
- Способы поджига дуги.
- Виды сварных швов, их назначение и характеристики.
- Работу с дугой.
Наглядно с процессом дуговой сварки поможет ознакомиться видео.
Определение характеристик электрической дуги
Одно из основных условий получения качественного и надежного рабочего шва — корректный подбор длины дуги и диаметра расходного элемента. Поэтому для начинающих сварщиков важно запомнить следующее правило: габариты дуги должны быть равны 0,5-1,1 от параметров электрода (2.5, 3.25, 4, 5 мм) или проволоки (до 2-2,25 мм). Правила техники сварки полуавтоматом и инвертором гласят, что оператор обязательно должен поддерживать в ходе процесса заданную (корректную) длину электросварочной дуги. Если отступить от правила, то последствия будут следующими:
Поэтому для начинающих сварщиков важно запомнить следующее правило: габариты дуги должны быть равны 0,5-1,1 от параметров электрода (2.5, 3.25, 4, 5 мм) или проволоки (до 2-2,25 мм). Правила техники сварки полуавтоматом и инвертором гласят, что оператор обязательно должен поддерживать в ходе процесса заданную (корректную) длину электросварочной дуги. Если отступить от правила, то последствия будут следующими:
- окисление оплавленного металла — длинная дуга;
- прерывание дуги — короткая;
- деформация рабочего шва — длинная;
- припай расходного элемента к деталям — короткая дуга;
- азотирование оплавленного материала — длинная;
- повышенная пористость структуры рабочего шва — длинная;
- разбрызгивание оплавленного материала — длинная.
Если сваривать детали, не поддерживая постоянной величину дуги, то процесс дуговой сварки нарушается: неустойчивое, неравномерное горение, некорректная глубина провара, пожароопасность процедуры и т. д. Рабочий шов будет иметь неправильную форму и однородную структуру, размеры. Чтобы облегчить процесс, для начинающих производители расходных материалов (только при работе с электродами большого диаметра) в паспорте указывают желательную величину дуги.
д. Рабочий шов будет иметь неправильную форму и однородную структуру, размеры. Чтобы облегчить процесс, для начинающих производители расходных материалов (только при работе с электродами большого диаметра) в паспорте указывают желательную величину дуги.
Возбуждение дуги: правила и способы поджига
Если ранее оператором не рассматривалась техника электродуговой сварки с помощью инвертора или полуавтомата, тогда процесс лучше начинать изучать с самых азов — с поджига или возбуждения дуги. Сложности связаны с прикипанием основания стержней к поверхности соединяемых материалов. Поэтому новичкам нужно запомнить главное правило сварки инвертором: при поджиге прикосновение электрода к деталям должно быть кратковременным. Чтобы возбудить дугу используют один из методов поджига:
- слегка (секундная задержка) прикоснуться стержнем к поверхности детали и быстро разделить объекты. Надо отвести электрод на расстояние не менее 4 мм.
- боковое протягивание стержня по поверхности детали и отвод электрода. Расстояние разделения объектов — 4-4,5 мм.
 Расстояние разделения объектов — 4-4,5 мм.
Расстояние разделения объектов — 4-4,5 мм.Если секундная задержка не удалась, стержень обязательно прикипит к детали. Отрывать его нужно, применяя вращение. Поворачивая расходный элемент в сторону, резким движением срывают его. На видео показано, как правильно выполнить возбуждение сварочной электрической дуги.
Положение стержня при оформлении различных видов швов
Соединения принято делить на стыковочные, потолочные, угловые, горизонтальные, нахлестные, вертикальные, тавровые и прочие. Характеристики пространства между деталями определяют количество проходов, за которые удастся положить ровный и качественный шов. Меленькие и короткие соединения выполняют одним проходов, длинные — несколькими. Накладывать шов можно непрерывно либо точечно.
Выбранная техника сварки определит прочность, устойчивость к нагрузкам и надежность места соединения деталей. Но прежде чем выбрать схему работы, необходимо определиться с положением стержня. Его определяют:
- пространственное положение места соединения;
- толщина свариваемого металла;
- марка металла;
- диаметр расходного элемента;
- характеристики покрытия электрода.

Корректный выбор положение стержня определяет прочность и внешние данные места соединения, а техника сварки швов в различных положениях будет следующей:
- «От себя», или «вперед углом». Стержень при работе наклонен на 30-600. Инструмент продвигается вперед. Такую технологию применяют при соединении вертикальных, потолочных и горизонтальных стыков. Также применяется эта техника для сварки труб — электросваркой удобно соединять неповоротные стыки.
- Под прямым углом. Способ подходит для сваривания труднодоступных стыков, хотя его считают универсальным (можно сваривать места с любым пространственным расположением). Положение стержня под 900 усложняет процесс.
- «На себя», или «назад углом». Стержень при работе наклонен на 30-600. Инструмент продвигается по направлению к оператору. Эта техника сварки электродом подходит для угловых, коротких, стыковых мест соединения.
Правильно подобранное положение инструмента гарантирует и удобство выполнения запайки стыка, и позволяет следить за корректным проплавлением материала.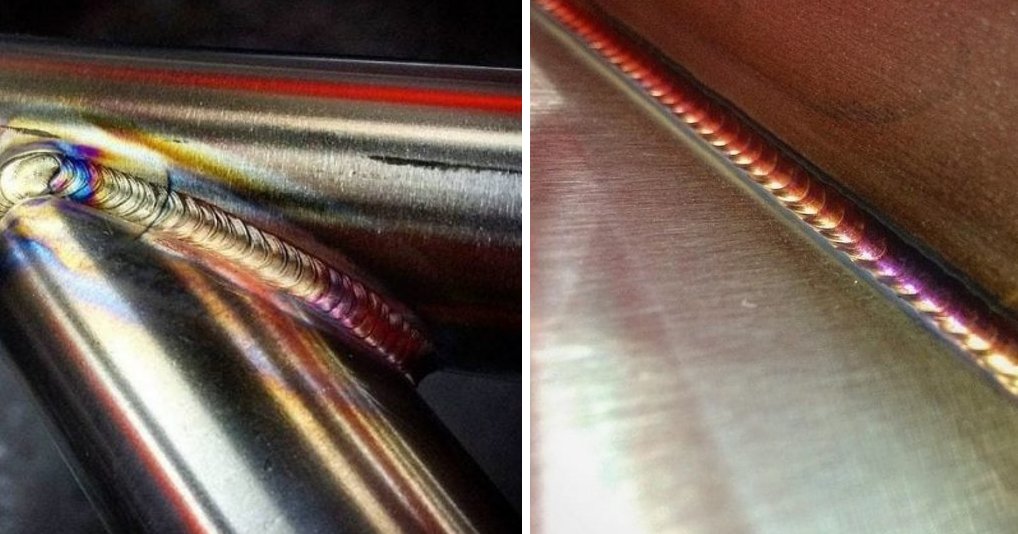 Последний факт обеспечивает качественное формирование и прочность рабочего соединения. Правильная техника сварки инвертором — проплавление материалов на незначительную глубину, отсутствие брызг, равномерный захват кромок стыка, равномерное распределение расплава. Каким должен получиться соединительный сварочный шов можно увидеть видео для начинающих сварщиков.
Последний факт обеспечивает качественное формирование и прочность рабочего соединения. Правильная техника сварки инвертором — проплавление материалов на незначительную глубину, отсутствие брызг, равномерный захват кромок стыка, равномерное распределение расплава. Каким должен получиться соединительный сварочный шов можно увидеть видео для начинающих сварщиков.
Особенности перемещения дуги при выполнении дуговой сварки
Корректное движение сварной электрической дугой обеспечивает качество и надежность соединительного шва. Описываемая техника дуговой сварки предполагает перемещение дуги в следующих направлениях:
- Поступательном — вдоль оси расходного элемента. Служить для поддержания заданной длины дуги. Правило: продвижение электрода должно согласовываться с укорочением стержня.
- Продольном — вдоль оси рабочего шва. Используется для формирования сварочного ниточного валика. Толщина его напрямую будет зависеть от скорости движение стержня и его габаритов (валик толще на 3 мм диаметра расходного элемента). Валик образует первичную спайку.
- Поперечном — поперек соединительного шва. Концом стержень совершают колебательные движения. Характеристики соединяемых материалов, расположение стыка и его размер, требования к рабочему шву и другие параметры определяют размах поперечных движений. Движения завершают формирование сварочного соединения. Его ширина будет колебаться в пределах 1,5-5 диаметров используемого стержня.
 Валик образует первичную спайку.
Валик образует первичную спайку.Чтобы стала понятной эта техника сварки инвертором для начинающих, уточним: все три движения стержнем постепенно накладываются друг на друга, формируя прочное и неразъемное соединение материалов. Поступательно-колебательные движения концом стержня могут иметь различную фигурную траекторию (классических вариантов 11). Каждый из них подходит (удобен) для определенного вида шва. Но вариант фигурного перемещения стрежня подбирают не только по пространственному положению стыка, но и по прочностным характеристикам будущего шва. Для начинающих сварщиков важно запомнить, что перемещение электрической дуги должно быть таким, чтобы края привариваемых объектов расплавлялись с образованием достаточного объема наплавленного металла. Чрезмерный оплав — неаккуратный стык, недостаточный — слабый шов.
Чрезмерный оплав — неаккуратный стык, недостаточный — слабый шов.
При работе с длинными или сложными стыковочными объектами придется выполнять замену стержня. Процедура следующая:
- процесс прервать;
- сменить расходный элемент;
- сбить шлак с остывшего шва;
- возбудить электрическую дугу — поджиг делают на расстоянии 12-13 мм от воронки, которая появилась в конце шва;
- подвести стержень к воронке;
- сформировать сплав из нового и старого стержня;
- завершить перемещение расходного элемента.
Перемещения дуги, которые использует техника сварки инвертором, на видео для начинающих проиллюстрированы детально.
Коротко о схемах сварки и видах соединительных швов
Схема заполнения места соединения деталей будет определять эксплуатационные и прочностные характеристики сварного шва. Поэтому любая техника сварки, в частности дуговой сварки, классифицирует последние по длине и сложности. Различают:
- Короткие стыки (до 300 мм). Заваривание выполняют в один проход — от начала до конца.
- Стыки средней длины (от 300 до 1000 мм). Процесс начинают от середины стыка и ведут к краям. Может использоваться и обратноступенчатый метод — место соединение условно разбивается на несколько равных промежутков, каждый из которых заваривается последовательно в одном направлении.
- Длинные стыки (свыше 1000 мм). Заваривание шва проводится обратноступенчатым методом (самые короткие), каскадом, горкой, блоками (способы вразброс).
На видео продемонстрировано корректное сваривание стыков несколькими видами швов. После его формирования, важно правильно заварить кратер. Нельзя резко обрывать конец шва. Нужно постепенно удлинять дугу, завершив движения стержнем. Процесс сварки заканчивает с ее обрывом. Закрепить теоретический материал поможет видео.
Поделись с друзьями
0
0
0
0
Контакты Поиск по сайту
Россия, г. г. Елизово ул. Магистральная 8а к1. р-он Кольца Телефон: Петропавловск-Камчатский +7 (4152) 49-51-79; 49-34-33 Елизово +7 (4152) 33-73-83 Сервисный Центр 8(9638) 315-063 E-mail: [email protected] [email protected]
|
Эта статья — небольшой теоретический урок сварки для начинающих. Дуговая сварка металла — наиболее общий и универсальный метод соединения металла. Технология дуговой сварки: электрический ток от сварочного источника образует дугу между основным металлом и расходуемым электродом. На электроде горит обмазка, которая выделяет газ, защищающий область от контакта с кислородом воздуха. Окружающий газ перегрет и плавит металл, при этом металл с электрода переносится в сварочную ванну. Когда вы будете учится сварке или что-то чинить, первым шагом будет научится хорошо вести сварочный шов. Перед тем, как начнем жечь электроды, мы узнаем об применяемом оборудовании. Задача сварочного аппарата , независимо от его размера или формы, проста: обеспечить большой регулируемый ток, идущий к электроду. Сварочный аппарат ручной дает постоянный или переменный ток на электрод. Раньше для сварки использовали трансформаторы, сейчас большим спросом пользуется сварка сварочным инвертором, так как они легки, не габаритны, стойки к просаживанию сети. Сварка прямой и обратной полярности. Если вы используете переменный ток, то и электроды должны использовать для переменки. Профессиональные сварщики используют постоянный ток. Сварка постоянным током дает поток электронов одного направления. На сварочном инверторе есть возможность выбрать полярность. Полярность при сварке определяет направление движения потока электронов. И зависит от того, как подключены провода к положительной и отрицательной клемме. Обратная полярность при сварке: плюс на электроде, минус на клемме «земля». Известно, что ток идет от отрицательного к положительному контакту, поэтому электроны движутся от металла на электрод. Это приводит к сильному нагреву конца электрода. Для обычной сварки используется плюс на электроде, минус на клемме. Прямая полярность при сварке: минус на электроде, плюс на клемме «земля». Ток идет от электрода к металлу, электрод холодный, а металл горячий. Это используется в специальных электродах для скоростной сварки листового металла. Комплектация сварочника. Запомните! Разные аппараты сваривают по-разному! Поэтому при обучении используйте один аппарат, насколько это возможно. Также важны изолированные медные провода. Они бывают разных размеров (сечения). На конце основного провода ставится быстросъемный зажим, к нему присоединяется 3 или 4 метровый провод определенного сечения с электрододержателем, он может быть разным: небольшим на 200А или более крупным на 300 А или даже на 500А (используются для толстых электродов и больших токов). Светофильтры. Яркость дуги очень высокая, поэтому вам нужен защитный светофильтр, для того, чтобы видеть расплавленную ванну и для того, чтобы защитить глаза от ожога. Они бывают разных номеров. Меньше цифра — светлее фильтр маски сварщика. Люди по-разному чувствительны к свету. Светофильтр сварщика должен защищать глаза, но вы должны ясно видеть сварочную ванну. Если вы используете толстые электроды и большие токи, вы должны применять светофильтры с большим номером. Светофильтры для масок достаточно хрупкие. Чтобы защитить их от искр или царапин используйте защитные пластиковые стекла спереди и сзади. При сборке маски используйте уплотнитель и клипсу. Начинаем сваривать! Электроды сварочные покрыты флюсом, он делает возможным весь процесс сварки. Сгорая, флюс создает защитный газ и очищает ванну, вытесняя кислород воздуха, удерживая его от соединения с расплавленным металлом, не давая образоваться порам, а так же стабилизирует дугу и поддерживает чистоту расплавленного металла. Когда металл остывает, образуется сварочный шлак, обеспечивая дополнительную защиту металла от воздуха. Сварка — это практика шаг за шагом, это не трудно. Сначала обратите внимание, чтобы все было готово для сварки. В любой момент сварки вам должно быть удобно! Электрод сгорает не сразу, поэтому расслабьтесь, возьмите держак обеими руками и обопритесь о стол настолько устойчиво, как это возможно. Удобнее брать держак так, чтобы его рычаг был под большим пальцем. Чтобы извлечь электрод, возьмите его левой рукой, нажмите рычаг и достаньте электрод. Если электрод залипает, то скорее всего флюс на кончике поврежден. Чиркните, чтобы сжечь конец электрода до того, как начнет заполняться сварочная ванна. Когда дуга загорелась, начинайте формировать ванну, здесь нужно некоторое время, чтобы прогреть основной металл. По времени это занимает 2-3 маленьких оборота электродом вокруг сварочной ванны. Далее во время сварки основной металл прогревается и ванна расходится. Сначала ванна маленькая, сделайте так, чтобы ванна была достаточно широкой и не меняла форму. Контроль дугового промежутка. Во время сварки держите электрод над металлом. Это называется дуговой промежуток. Контролировать этот зазор первое и наверное САМОЕ ВАЖНОЕ, чему надо научиться. Во время продвижения по шву электрод расходуется, поэтому его надо опускать. Все время вам надо удерживать постоянный зазор между концом электрода и основным металлом.
Чем лучше вы управляете длиной дуги, тем лучше вы будете варить! Когда дуга проходит через зазор, она плавит основной металл и формирует сварочную ванну. Так же она переносит металл с электрода в ванну. Формирование шва. Дефекты сварных швов. Это шов электродом, который быстро двигали. Линия ванны находится ниже поверхности основного металла. Интенсивная дуга этого электрода проникая глубоко в основной металл, отталкивает ванну назад и формирует шов. Когда свариваете, смотрите по сторонам шва, он должен быть на уровне металла.Формирование шва обычно происходит круговыми или зигзагообразными движениями. При круговых движениях, двигаясь вбок, смотрите справа от сварочной ванны, потом наверх границы ванны и шлака, а потом на другую сторону и просто распределяйте ванну по кругу, такова техника дуговой сварки. Когда вы движете ванну поперек, заполняющий металл с электрода движется позади, а если металла вокруг недостаточно, вы оставляете подрезы. Подрез- это пустое место, канавка на краю шва, ниже уровня металла.
Бывают ситуации, когда надо варить плоский шов, а бывает, когда нужно оттолкнуть ванну назад, поэтому используются разные углы наклона электрода электрода. В начале мы начинаем с угла между 45 и 90 градусами. Он удобнее, сварочная ванна хорошо видна, нормально варится. Электроды. Диаметр электрода определяется диаметром стержня. В основных сварочных таблицах приводится диаметр электрода, толщина металла и величина тока для максимальной производительности, часто не учитывая возможности сварщика или специфику ситуации. Можно применять электрод меньшего диаметра для лучшего контроля, но сварка займет больше времени. Точные установки тока могут отличаться и зависят от толщины металла, положения сварщика и его квалификации. Управление процессом сварки. Задача сварочного процесса — прогреть основной металл до расплавления, формируя сварочную ванну. Если ток мал, то основной металл будет не прогрет и сварочная ванна будет «бежать» за электродом. Если тока много, то основной металл будет слишком горячий, дуга будет проникать вглубь и будет отталкивать металл назад. Когда ток нормальный, ванна растекается и внешние края тонкие, мы можем расширять ванну, можем двигать ее движением электрода и контролировать сварочный процесс. В зависимости от сварочной ситуации установки тока могут меняться. Толстый металл рассеивает тепло, поэтому нужен больший ток. Тонкий металл расплавится быстро, поэтому надо меньше тока. Точные установки тока зависят от поведения ванны. Начнем с установок рекомендованных производителем и не бойтесь увеличить или уменьшить ток.Сварка покрытым электродом зависит от температуры основного металла, поэтому мы не можем говорить о токе без учета скорости сварки.
Траектория движения электрода Правильное поддержание дуги и ее перемещение является залогом качественной сварки. Слишком длинная дуга способствует окислению и азотированию расплавленного металла, разбрызгивает его капли и создает пористую структуру шва. Красивый, ровный и качественный шов получается при правильном выборе дуги и равномерном ее перемещении, которое может происходить в трех основных направлениях. Поступательное движение сварочной дуги происходит по оси электрода. При помощи этого движения поддерживается необходимая длина дуги, которая зависит от скорости плавления электрода. По мере плавления электрода, его длина уменьшается, а расстояние между электродом и сварочной ванной — увеличивается. Для того чтобы это не происходило, электрод следует продвинуть вдоль оси, поддерживая постоянную дугу. Очень важно при этом поддерживать синхронность. То есть, электрод продвигается в сторону сварочной ванны синхронно с его укорочением. Продольное перемещение электрода вдоль оси свариваемого шва формирует так называемый ниточный сварочный валик, толщина которого зависит от толщины электрода и скорости его перемещения. Обычно ширина ниточного сварочного валика бывает на 2 — 3 мм больше диаметра электрода. Собственно говоря, это уже есть сварочный шов, только узкий. Для прочного сварочного соединения этого шва бывает недостаточно. И поэтому по мере перемещения электрода вдоль оси сварочного шва выполняют третье движение, направленное поперек сварочного шва. Поперечное движение электрода позволяет получить необходимую ширину шва. Его совершают колебательными движениями возвратно-поступательного характера. Ширина поперечных колебаний электрода определяется в каждом случае индивидуально и во многом зависит от свойств свариваемых материалов, размера и положения шва, формы разделки и требований, предъявляемых к сварному соединению. Обычно ширина шва лежит в пределах 1,5 — 5,0 диаметров электрода. Таким образом все три движения накладываются друг на друга, создавая сложную траекторию перемещения электрода. Практически каждый опытный мастер имеет свои навыки в выборе траектории перемещения электрода, выписывая его концом замысловатые фигуры. Классические траектории движения электрода при ручной дуговой сварке приведены на рис. 1. Но в любом случае траекторию перемещения дуги следует выбирать таким образом, чтобы кромки свариваемых деталей проплавлялись с образованием требуемого количества наплавленного металла и заданной формы шва. Если шов не будет закончен до того, как длина электрода уменьшится настолько, что требуется его замена, то сварку на время прекращают. После замены электрода следует удалить шлак и возобновить сварку. Для завершения оборванного шва зажигают дугу на расстоянии 12 мм от углубления, образовавшегося на конце шва, называемого кратером. Электрод возвращают к кратеру, чтобы образовать сплав старого и нового электродов, а затем снова начинают перемещать электрод по первоначально выбранной траектории.
Схема дуговой сварки Порядок заполнения шва по сечению и длине определяет способность сварного соединения воспринимать заданные нагрузки, влияет на величину внутренних напряжений и деформаций в массиве шва. Швы различают: короткие — длина которых не превышает 300 мм, средние — длиной 300 — 100 мм и длинные — свыше 1000 мм. В зависимости от длины шва его заполнение может выполняться по различным схемам сварочного заполнения, которые представлены на рис. 2. При этом короткие швы заполняют за один проход — от начала шва до его конца. Швы средней длины могут заполняться обратноступенчатым методом или от середины к концам. Для выполнения обратноступенчатого метода заполнения шов разбивают на участки длина которых равна 100 —300 мм. На каждом из этих участков заполнение шва выполняют в направлении, обратном общему направлению сварки. Если для нормального заполнения шва одного прохода сварочной дуги мало, накладывают многослойные швы. При этом, если число накладываемых слоев равно числу проходов, шов называют многослойным. Если же некоторые слои выполняют за несколько проходов, такие швы называют многослойно-проходными. Схематически такие швы отражены на рис. 3.
С точки зрения производительности труда наиболее целесообразными являются однопроходные швы, которым отдают предпочтение при сварке металлов небольших (до 8—10 мм) толщин с предварительной разделкой кромок. Но для ответственных конструкций (сосуды, работающие под давлением, несущие конструкции и т.д.) этого бывает мало. Внутренние напряжения, возникающие в процессе сварки, могут вызвать появление трещин в шве или в околошовной зоне из-за недостаточной пластичности шва и большой жесткости основного металла. При сварке изделий с относительно небольшой жесткостью внутренние напряжения вызывают местное или общее коробление (деформации) свариваемой конструкции. Кроме того, при сварке металлов толщиной более 10 мм. появляются объемные напряжения и возрастает опасность появления трещин. В таких случаях принимают целый ряд мер, позволяющих уменьшить напряжения и деформации: применяют сварные швы минимального сечения, сварку многослойными швами, наложение швов «каскадными методами» или «горкой», принудительное охлаждение или подогрев. При сварке «горкой» сначала у основания разделанных кромок прокладывают первый слой, длина которого должна быть не более 200 — 300 мм. После этого первый слой перекрывают вторым, длина которого на 200 — 300 мм больше первого. Точно так же накладывают третий слой, перекрывая второй на 200 — 300 мм. Таким образом продолжают заполнение до тех пор, пока количество слоев в зоне первого шва не окажется достаточным для заполнения. Следующий слой накладывают в месте окончания первого слоя, перекрывая последний (если позволяет длина шва) на те же 200 — 300 мм. Если первый шов прокладывался не в начале шва, а в его средней части, то горку формируют последовательно в обоих направлениях (рис.2,е). Так, формируя горку, последовательно заполняют весь шов. Преимущество данного метода состоит в том, что зона сварки все время находится в подогретом состоянии, что способствует улучшению физико-механических качеств шва, так как внутренние напряжения получаются минимальными и предупреждается появление трещин. «Каскадный метод» заполнения шва по существу является той же «горкой», но выполняют его в несколько другой последовательности. Для этого детали соединяют между собой «на прихватках» или в специальных приспособлениях. Прокладывают первый слой, а затем, отступив от первого слоя на расстояние 200 — 300 мм, прокладывают второй слой, захватывая зону первого (рис.2,д). Продолжая в той же последовательности, заполняют весь шов. Угловые швы (рис. 4) можно выполнять двумя методами, каждый из которых имеет свои преимущества и свои недостатки. При сварке «в угол» допускается больший зазор между деталями (до 3 мм), проще сборка, но техника сварки сложнее. Кроме того, возможны подрезы и наплывы, снижается производительность из-за необходимости за один проход сваривать швы небольшого сечения, катет которых меньше 8 мм. Сварка «в лодочку» допускает большие катеты шва за один проход и поэтому более производительна. Однако такая сварка требует тщательной сборки. Указанные приемы дуговой сварки рассматривались на нижних положениях шва, выполнение которых наименее трудоемко. На практике часто приходится выполнять горизонтальные швы на вертикальной плоскости, вертикальную и потолочную сварку. Для выполнения этих работ используются те же приемы, что и для швов с нижним положением, но трудоемкость работ и некоторые технологические особенности требуют более детального подхода и изменения некоторых методов. При сварке таких швов появляется вероятность вытекания расплавленного металла, что приводит к падению капель к незаполненным сваркой местам, потекам расплавленного металла по горизонтальным плоскостям и т.д
Рассматривая суть процессов, происходящих в подобных швах, мы говорили, что удерживать металл в расплавленной ванне могут силы поверхностного натяжения. Для того чтобы эти силы были достаточными, сварщик должен владеть приемами сварки виртуозно. Здесь приходится понижать сварочный ток и применять электроды пониженного сечения. Это в конечном итоге сказывается на производительности, так как приходится увеличивать количество сварочных проходов. Поэтому на практике стараются в дополнение к силам поверхностного натяжения добавить «пленку поверхностного натяжения». Суть данного метода заключается в том, что дугу держат не постоянно, а с определенными промежутками, то есть импульсами. Для этого дугу постоянно прерывают, зажигая ее с определенными промежутками времени, давая возможность расплавленному металлу частично закристаллизоваться. Именно здесь и проявляется умение сварщика выбрать такие интервалы, когда не успевает образоваться сварочный катет и одновременно металл потерял бы часть своей текучести. Потолочный шов является самым сложным. Поэтому проводить его непрерывным горением дуги — дело бесперспективное. Сварку выполняют короткими во времени замыканиями дуги на сварочную ванну так, чтобы она не успела остыть, пополняя ее новыми порциями расплавленного металла. При сварке данным методом следует следить за размером дуги, так как ее удлинение может вызвать нежелательные подрезы. Кроме того, при сварке таких швов создаются неблагоприятные условия для выделения шлаков из расплавленного металла, что может привести к пористости сварного шва. Вертикальные швы можно варить в двух направлениях — снизу вверх и сверху вниз. И тот и другой метод имеет право на существование, но всегда предпочтительнее сварка на подъем. В этом случае расположенный снизу металл удерживает сварочную ванну, не давая ей растекаться. При сварке на спуск труднее удерживать сварочную ванну, и поэтому добиться качественного шва гораздо сложнее. Суть такого метода практически не отличается от потолочной сварки, и применяют его тогда, когда сварка на подъем технологически невозможна. Горизонтальные швы на вертикальной плоскости тоже имеют свои особенности. В данных швах особую сложность представляет удержание сварочной ванны у обеих кромок свариваемых деталей. Для того чтобы облегчить этот процесс, скос нижней кромки не выполняют. В таком случае получается полочка, которая способствует удержанию на месте расплавленной сварочной ванны. Уместен здесь и прием импульсной сварки с кратковременным зажиганием дуги, как и для потолочных швов. Удаление сварочных шлаков выполняют обрубочным молотком. Для этого, подождав, пока заготовка остынет настолько, что ее можно брать рукой, прижимают крепко к столу и ударами молотка, направленными вдоль шва, удаляют шлак, покрывающий сварочный шов. После этого шов проковывают для снятия внутренних напряжений. Для этого боек молотка разворачивают вдоль шва и выполняют проковку по всей его длине.Завершают очистку жесткой проволочной щеткой, перемещая ее резкими движениями сначала вдоль шва, а потом — поперек, чтобы удалить последние остатки шлака.
|
 Петропавловск-Камчатский, Северо-Восточное шоссе, 48 ст1 р-он «Лыжная база Лесная»
Петропавловск-Камчатский, Северо-Восточное шоссе, 48 ст1 р-он «Лыжная база Лесная» 
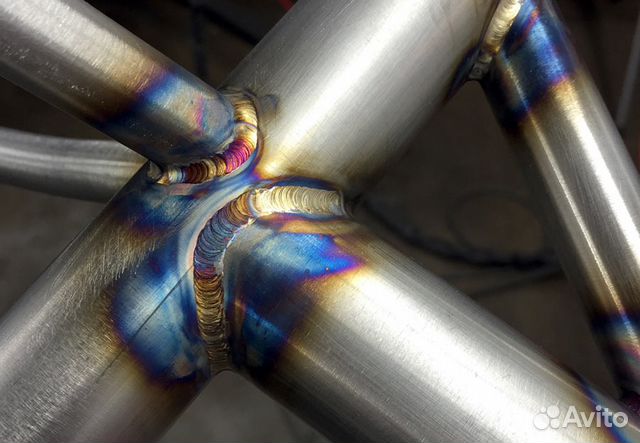 Для обычного (домашнего) применения 200А удобнее. Есть разные виды держателей: один как пасатижи, а есть держатель сварочный, в который вставляют электрод и поворачивают ручку (если нужен электрод под различными углами, вы можете согнуть его у основания). Так же нужна клемма заземления с быстросъемным зажимом.
Для обычного (домашнего) применения 200А удобнее. Есть разные виды держателей: один как пасатижи, а есть держатель сварочный, в который вставляют электрод и поворачивают ручку (если нужен электрод под различными углами, вы можете согнуть его у основания). Так же нужна клемма заземления с быстросъемным зажимом. После установки фильтра посмотрите на свет, проверьте, что нет зазоров. Когда начнете варить, проверьте снова, и если есть засветка, вы гарантированно получите ожог сетчатки (зайчик). Заменяйте сварочные защитные стекла, когда они грязные или поцарапались. Чистота стекла очень важна для четкого видения сварочной ванны.
После установки фильтра посмотрите на свет, проверьте, что нет зазоров. Когда начнете варить, проверьте снова, и если есть засветка, вы гарантированно получите ожог сетчатки (зайчик). Заменяйте сварочные защитные стекла, когда они грязные или поцарапались. Чистота стекла очень важна для четкого видения сварочной ванны. Когда все готово, начинайте процесс дуговой сварки, опустите щиток сварщика или настройте зажим маски, чтобы по кивку головы она опускалась. Зажигать дугу надо, как зажигают спичку: чиркайте электродом по металлу и ведите конец на начало шва. При чиркании начнет плавится флюс электрода, который очищает ванну. Чтобы избежать следов, чиркайте в направлении, куда будете варить. После чирканья электродом возник поджиг дуги, конец электрода должен находится в 3-х мм от поверхности, это создает зазор для дуги, оттуда идет яркий свет. Когда свариваете, не надо смотреть на свет, смотрите дальше дымящихся искр, фокусируйтесь на расплавленной ванне за электродом.
Когда все готово, начинайте процесс дуговой сварки, опустите щиток сварщика или настройте зажим маски, чтобы по кивку головы она опускалась. Зажигать дугу надо, как зажигают спичку: чиркайте электродом по металлу и ведите конец на начало шва. При чиркании начнет плавится флюс электрода, который очищает ванну. Чтобы избежать следов, чиркайте в направлении, куда будете варить. После чирканья электродом возник поджиг дуги, конец электрода должен находится в 3-х мм от поверхности, это создает зазор для дуги, оттуда идет яркий свет. Когда свариваете, не надо смотреть на свет, смотрите дальше дымящихся искр, фокусируйтесь на расплавленной ванне за электродом.

 Зигзагообразные движения из стороны в сторону делают похожий шов: смотрите с одной стороны, наверх ванны и с другого края. Каждый раз, когда вы меняете направление, нужно понимать, что расплавленная ванна следует за теплом.
Зигзагообразные движения из стороны в сторону делают похожий шов: смотрите с одной стороны, наверх ванны и с другого края. Каждый раз, когда вы меняете направление, нужно понимать, что расплавленная ванна следует за теплом.

 Двигаем электрод быстрее, меньше тепла поступает в основной металл, поэтому он холоднее. Если двигаемся медленнее, тепла поступает больше и основной металл будет горячее. Если двигать электрод слишком быстро, металл не будет прогрет, шов будет наверху, без проплавления. Если двигаться медленно, то металл слишком сильно прогревается, ванна расплывается и становится трудноуправляемой, когда скорость перемещения соответствует току, ванна растекается, но остается управляемой. Края тонкие и шов одинаковый толщины.
Двигаем электрод быстрее, меньше тепла поступает в основной металл, поэтому он холоднее. Если двигаемся медленнее, тепла поступает больше и основной металл будет горячее. Если двигать электрод слишком быстро, металл не будет прогрет, шов будет наверху, без проплавления. Если двигаться медленно, то металл слишком сильно прогревается, ванна расплывается и становится трудноуправляемой, когда скорость перемещения соответствует току, ванна растекается, но остается управляемой. Края тонкие и шов одинаковый толщины.Зачистка сварных швов под покраску
На черном металле и не только.
Известно, что изделия из черного металла требуют защиты от коррозии. В большинстве случаев такие изделия окрашивают порошковой краской, аэрозолем или просто с помощью кисти.
Основную площадь изделия как правило обезжиривают и затем красят, но сварные швы требуется обрабатывать дополнительно, чтобы их было совсем не видно после покраски и изделие имело цельный красивый вид.
Как это можно сделать быстро и красиво?
Вот наш вариант.
Сварной шов на металлическом уголке.
Шов до обработки.
Зачистим его с помощью фибровых кругов VSM с керамическим абразивным зерном P100.
Зачистка шва фибровым кругом VSM 885100
Фибровый круг моментально зачищает сварной шов на плоскости и не нагревает металл. При этом он превосходно соблюдает плоскость детали, что необходимо для идеального внешнего вида изделия.
Подробнее о применении фибровых кругов здесь:
Фибровые круги для УШМ
Новая статья от Шлифовальных Технологий: Фибровые круги для УШМ
www.gtool.ru
Вот наша деталь после зачистки:
После зачистки фибровым кругом Р100.
Сварной шов полностью зачищен, а деталь имеет ровную прямую поверхность.
Теперь нам нужно немного понизить шероховатость для покраски, удалить переходы от зачистки и сделать зону обработки равномерной.
Для этого мы будем использовать круги на липучке с цирконатом алюминия ZK c с зерном Р80. Зерно Р80 грубее, чем Р100, которым мы зачищали сварной шов.
Но мы используем эксцентриковую шлифовальную машину Bosch GEX-125 для этого. Такой способ обработки значительно деликатнее, чем обычная УШМ даже при использовании более грубого зерна.
Матирование металла под покраску.
И вот что мы получаем в итоге:
Изделие, готовое к покраске.
Деталь имеет ровный красивый вид, от сварного шва не осталось и следа.
Такой шероховатости будет достаточно для покрытия порошковой покраской.
При необходимости можно довести поверхность с помощью ОШМ и еще более мелких зерен, например Р120 или Р220.
Такая обработка подойдет для любых металлов. Размер абразивного зерна будет зависеть от самого сварного шва и финишного качества поверхности, которое вы желаете получить.
Как это работает:
Самые актуальные новости в наших соцсетях и на нашем канале:
Gtool Group Youtube
https://www.facebook.com/Gtoolgroup/
https://www.instagram.com/gtool.ru/
Цвета побежалости сварных швов. Дефект или искусство?
Когда смотришь на фотографии сварных швов, создается впечатление, что сварщики устроили своеобразное соревнование, у кого «круче раскраска». Здесь присутствуют все цвета и их оттенки: соломенный, розовый, зеленый, синий. Задаются ли они вопросом: как влияют цвета побежалости сварного шва на его свойства и могут ли они являться браковочным признаком? Задумываются ли над этим, кода получают красивые узоры, покрывающие металл в месте термического воздействия, или просто получают эстетическое удовольствие? Трудно сказать, но некоторые творения выглядят как картины Леонардо да Винчи.
Побежалостью называют тонкие прозрачные оксидные пленки, образующиеся на поверхности металла. Цвета возникают в результате физического процесса интерференции света в пленках, которые имеют разную толщину и способны отражать свет различной длины волны. Самые толстые пленки отражают короткие волны, по мере их утонения λ света увеличивается. Синему цвету соответствуют более разогретые участки, желтому – более низкотемпературные.
Появляются цвета побежалости в диапазоне температур от 400 оС до 200 оС на участке номер семь, который называют еще зоной синеломкости. Для низкоуглеродистых сталей при высоком содержании в ней кислорода, азота, водорода в этом месте наблюдается снижение величин пластичности и ударной вязкости.
В ряде нормативных документов, в частности в РД 03-606-03 цвета побежалости не определены как дефект, а только как образование препятствующее контролю и предписывается их удаление, зато в СТО-ГК «Трансстрой» 005-2007 они уже определяются как дефектный признак. Должно быть в последнем документе имеет место быть путаница: действительно, появление цветов побежалости на титане свидетельствует о его недостаточной газовой защите (что важно обеспечить в полной мере для этого металла), для низкоуглеродистых сталей недостаток защиты не является такой уж критичной вещью.
Отдельно нужно сказать о появлении радужных пленок на поверхности коррозионостойких сталей в народе называемых нержавеющими. Появляются они в более широком диапазоне. Цветовая гамма меняется от синего (700 оС) до светло-соломенного цвета (300 оС) и свидетельствует о том, что слой оксида хрома, защищающий металл от коррозии нарушен. Ни один из цветов не является «безопасным» и может привести к образованию питтинговой коррозии. Стремитесь к серебристо-белому «блестящему хрому». Все остальное обязательно подлежит зачистке лепестковым кругом, металлической щеткой из нержавейки или вытравливается химически.
Несколько советов по сварке нержавейки:
- Используйте газовую линзу, вместо цангового тела, чтобы обеспечить направленный поток защитного газа.
- Трубы из нержавейки малого диаметра сваривайте с использованием сопла из кварцевого стекла, что позволяет вам лучше видеть и контролировать дугу.
- Варите в пульсовом режиме, если есть такая функция в вашем инверторе, что уменьшит тепловложение и увеличит глубину проплавления.
- Подбирайте режимы в соответствии с толщиной изделия.
Fab Times | Нужны абсолютно красивые сварные швы? Внимательно посмотрите на
Сварка TIG — это процесс сварки в среде защитных газов, при котором производятся сварные швы с использованием неплавящегося вольфрамового электрода. Если требуется сварка высокой чистоты, то предпочтительным методом является TIG.
Точный характер сварки TIG требует сложного обучения. Сам процесс медленный по сравнению с MIG, но дает более чистые и точные сварные швы.
Развитие
Этот метод сварки происходит от английского термина Tungsten Inert Gas, но иногда можно встретить термин WIG, сварка от немецкого термина Wolfram Inert Gas.Вольфрам и вольфрам — названия одного и того же металла.
Сварка TIG стал популярным в начале Второй мировой войны из-за его способности соединять алюминий и магний. Сварочный процесс превратился в достойную замену ручной и газовой дуговой сварке металлическим электродом, поскольку использование инертного защитного газа от загрязнения окружающей среды вместо шлака позволило получить более чистые и качественные сварные швы.
Рассел Мередит , который работал в Northrop Aircraft Co, запатентовал процесс под названием « Heli-Arc Welding », который считается предшественником сегодняшнего процесса сварки TIG / GAW.Компания Linde, которая приобрела патент, продолжила разработку этого процесса сварки, в первую очередь из-за использования инертных газов, и развитие продолжалось за счет создания и применения различных горелок, форсунок и исследований потока защитного газа.
Процесс
Посмотрите следующее видео с обзором процесса сварки TIG:
Для использования метода TIG-сварки необходимы три вещи: защита, присадочный материал и нагрев.
Защита сварного шва TIG — это работа инертных газов, таких как аргон и гелий. В качестве присадочного материала используется проволока, оплавленная дугой. Электричество, проходящее через вольфрамовый электрод, создает дугу, которая обеспечивает необходимое тепло.
Трудность в обучении сварке TIG возникла из-за координации между двумя руками сварщика. Одна рука подает присадочный металл, а другая держит электрод.
Источник питания
Источник постоянного или переменного тока необходим для сварки TIG .
СваркаTIG должна выполняться с понижающим постоянным током источника питания постоянного или переменного тока. Источник постоянного тока необходим, чтобы избежать чрезмерно высоких токов, возникающих при коротком замыкании электрода на поверхности детали. Это могло произойти либо намеренно во время зажигания дуги, либо случайно во время сварки. Если, как при сварке MIG, используется источник питания с плоской характеристикой, любой контакт с поверхностью заготовки приведет к повреждению наконечника электрода или расплавлению электрода на поверхности заготовки.При постоянном токе, поскольку он распределяет тепло дуги примерно на одну треть на катоде (отрицательный) и две трети на аноде (положительный), электрод всегда имеет отрицательную полярность, чтобы предотвратить перегрев и плавление. Однако альтернативное подключение источника питания с положительной полярностью электрода постоянного тока имеет преимущество в том, что когда катод находится на заготовке; поверхность очищается от оксидных загрязнений. По этой причине переменный ток используется при сварке материалов с прочной оксидной пленкой на поверхности, таких как алюминий.
Запуск дуги
Использование высокой частоты (HF) является наиболее распространенным методом зажигания дуги от внешнего источника. Искры высокого напряжения, вызванные высокочастотными помехами, длятся несколько микросекунд и разрушают зазор детали. Ток от источника питания течет из сформированного электронно-ионного облака.
Вольфрамовые электроды
Вольфрам — хрупкий, слаборадиоактивный и твердый металл. Вы найдете его в нагревательных элементах, ракетных двигателях и лампах — приложениях, использующих чрезвычайно высокие температуры.Поскольку для сварки TIG используется либо переменный, либо постоянный ток , существует два типа вольфрамовых электродов.
Электрод работает при более высоких температурах при сварке на переменном токе. Из-за этих более высоких температур в вольфрам добавляется диоксид циркония, что снижает эрозию электрода.
Электроды, используемые при сварке постоянным током, содержат от 1% до 4% тория, добавленного к чистому вольфраму. Добавки тория улучшают зажигание дуги. Другими добавками, используемыми в качестве альтернативы торию, являются оксид церия и оксид лантана, которые могут обеспечить выдающиеся характеристики в отношении снижения расхода электрода и зажигания дуги.
Вольфрам имеет наивысшую температуру плавления из всех металлов Периодической таблицы Менделеева, что помогает, когда температура достигает более 6000 ºF. Поскольку электрод не расходный, нет необходимости балансировать подвод тепла.
Защитные газы
Критически важным элементом для получения качественных сварных швов TIG является использование надлежащего покрытия защитным газом. Как мы уже говорили ранее, инертные защитные газы защищают сварные швы от атмосферного загрязнения.
Три наиболее распространенных варианта газа , используемых при сварке TIG, — это аргон, гелий и их смесь.
100% аргон. Argon в основном используется для GTAW из-за его доступности, стоимости и характеристик зажигания дуги. Аргон создает стабильную высокочастотную дугу из-за своего более низкого потенциала ионизации и создает более стабильную дугу, чем гелий.
100% гелий. Поскольку он имеет более высокую теплопроводность, чем аргон, гелий может использоваться для GTAW для получения более высоких тепловложений. Эти более высокие тепловложения приводят к более высокой скорости перемещения и более высокому соотношению глубины к ширине и подходят для сварки более толстых материалов.Гелий действительно имеет более высокий потенциал ионизации, что приводит к нестабильному зажиганию дуги.
Аргон / гелий. Смесь аргона и гелия обычно используется для достижения более высоких тепловложений гелия при сохранении превосходной дуги, обеспечиваемой аргоном. Эти смеси обычно содержат от 25 до 75 процентов гелия. По мере увеличения содержания гелия дуга становится более горячей, но характеристики и стабильность высокочастотного зажигания дуги снижаются.
Преимущества сварки TIG
Есть несколько основных преимуществ использования метода сварки TIG:
Точность .Возможность контролировать температуру снижает количество разбрызгивания. Это уменьшенное количество брызг и четкая видимость позволяют сварщику контролировать электрод и работать в сварочной ванне. Все это позволяет получать красивые и качественные сварные швы.
Прочность . Защитный газ предотвращает проникновение воздуха в ванну расплава, предотвращая окисление. В результате сварочные швы TIG становятся более прочными, коррозионно-стойкими и пластичными.
Универсальность . Сварка TIG — это универсальный инструмент в мире сварки.Становятся возможными материалы, положения, размеры, размеры, формы, а также ограниченные и узкие пространства. TIG позволяет сваривать цветные, цветные и разнородные металлы.
Сложность . Материалы с высокой термостойкостью, такие как тантал, имеют высокие температуры плавления. Тепло, выделяемое дугой TIG, позволяет сваривать молибден, ниобий, титан и вольфрам. Материалы, с которыми не справляются другие методы сварки.
Неплавящийся электрод .Отсутствие необходимости в частой замене электрода дает сварщику возможность создавать почти идеальные соединения.
Чистота . С меньшим количеством искр и брызг происходит меньшая очистка — точность и контроль сварки TIG приводят к завершенным сварным швам, требующим меньшего подкрашивания.
Недостатки сварки TIG
Время . TIG требует много времени и более медленных скоростей сварки из-за медленной обработки.
Кривая обучения .Сочетание сложного оборудования и необходимости ловкого прикосновения ускоряет процесс обучения. Научиться пользоваться обеими руками и зажигать дугу сложно.
Толщина . Природа TIG обычно означает, что для более толстых листов металла требуются другие методы сварки.
Стоимость . Сварка TIG не из дешевых. Это один из самых дорогих способов сварки. Сварочные аппараты и сменные инертные газы имеют высокие цены. Стоимость рабочей силы также увеличивается при сварке TIG.Поскольку это специализированный процесс, опытные сварщики увеличивают зарплату или затраты на обучение.
Окружающая среда . Любой ветерок рядом с местом сварки TIG нарушает защиту, обеспечиваемую защитными газами. Эти нарушения приводят к загрязнению вольфрама и пористости сварного шва.
Безопасность . Интенсивная яркость дуги более значительна, чем при использовании других методов сварки, из-за отсутствия дыма и дыма. Образование оксидов азота и озона увеличивает количество УФ-лучей, попадающих в дугу.
Чистота . Да, это тоже недостаток. Как и при сварке MIG, рабочая поверхность свариваемого металла должна быть безупречной.
В сумме
Пословица времен Римской империи гласит: «Медленно — гладко, гладко — быстро». Его использование спецназом США напрямую связано со сваркой TIG. Смысл этой поговорки состоит в том, чтобы тренироваться для работы медленно, оттачивая технику. Это звучит противоречиво, но осознанное и осознанное движение ускоряет процесс, т.е.е. делать правильно с первого раза.
Возможно, это обман, применяя эту поговорку к сварке TIG, но правильное использование этого метода при более низкой производственной скорости приводит к получению более качественных и прочных сварных швов.
цветов радуги в сварке нержавеющей стали
Мы получаем несколько звонков по поводу сварки нержавеющей стали и красивых цветов радуги или их отсутствия на сварных швах и зонах термического влияния. Тонировка — показатель качества? Эти цвета приемлемы? Показывают ли они, что у сварного шва было достаточно тепла, чтобы проникнуть внутрь? Почему их нужно чистить? Вопросы бесконечны.
Если вы один из тысяч, которые основывают свои стандарты качества на публикациях в Instagram, пожалуйста, остановитесь прямо сейчас. Все красивые изображения сварных швов из нержавеющей стали подчеркивают красоту цветов радуги в сварных швах GTAW и GMAW. Это создает ложное ожидание и впечатление, что тонировка хорошая. В некоторых случаях это может быть неплохо, но никогда не бывает хорошо. Сварной шов — это нечто большее, чем то, как он выглядит снаружи.
Например, посмотрите на сварной шов ниже:
Это красивый сварной шов GTAW.Скорее всего, качество отличное. Цвета тоже красивые. Но знаете ли вы, что часто требуется, чтобы эти цвета были удалены с поверхности? Этот оттенок — не что иное, как оксидирование . Но мы называем это «цветами радуги», что делает его желанным.
Возможно, вы слышали, что желтый и соломенный цвета подходят, а синий и фиолетовый — нет. Цвет зависит от температуры сварного шва и зоны термического влияния. На это также влияет тепловложение, которое определяет скорость охлаждения.И, наконец, на него влияют загрязнения из атмосферы (даже со 100% -ным инертным газом) и поверхностные загрязнения.
Коррозионная стойкость снижается за счет окисления. Это более распространено при наличии высокотемпературных оксидов на поверхности. Это происходит из-за обеднения хрома как в оксиде, так и в основе подложки из сплава.
Так что, если ваш сварной шов выглядит не так красиво, как указано выше, не волнуйтесь. GTAW имеет очень низкую скорость движения, что даже при низкой силе тока приводит к чрезвычайно высокому тепловложению.В сочетании с очень низкой температуропроводностью нержавеющей стали вы получаете широкий спектр цветов (уровни поверхностного окисления). Хорошая новость в том, что вы можете удалить его. Вы очищаете сварной шов травильной пастой или другими методами, и проблема решается — по крайней мере, вызванная окислением поверхности.
Поверхностные оксиды легко очищаются, но при сварке аустенитной нержавеющей стали, такой как AISI 304L, необходимо следить за тепловложением. Чем выше подводимое тепло, тем медленнее скорость охлаждения.Чем ниже скорость охлаждения, тем выше вероятность сенсибилизации, которая вызывает межкристаллитную коррозию (что не очень хорошо). Сенсибилизация подробно описана в разделе Как избежать сенсибилизации при сварке нержавеющих сталей.
Итак, не беспокойтесь, если ваши сварные швы из нержавеющей стали не будут окрашены в все эти красивые радужные цвета. Их отсутствие может быть хорошо. Важно разработать процедуру сварки, обеспечивающую качество как с точки зрения конструкции, так и с точки зрения коррозионной стойкости.После уточнения процедуры следуйте ей и не отклоняйтесь.
Посмотрите на сварной шов ниже.
Это был сварной шов методом MIG (GMAW), выполненный со скоростью около 35 дюймов в минуту. Процедура сварки была 0,045 дюйма ER308LSi при 400 дюйм / мин и 26,7 В с защитным газом 98/2 (аргон / двуокись углерода). В результате подводимая теплота составила 10,6 кДж / дюйм, что является относительно низким показателем. Вы почти не видите обесцвечивания на поверхности и практически без изменения цвета в ЗТВ, за исключением края верхней части.
Мы ежедневно подчеркиваем важность квалификационных процедур, независимо от того, сварка ли вы углеродистой стали, алюминия или нержавеющей стали. Нам не обязательно быть экспертами в области металлургии сварки, но мы должны понимать, что, отклоняясь от квалифицированного WPS, мы можем напугать проблемы. Большая проблема с ошибками, ведущими к преждевременной коррозии, заключается в том, что мы не видим коррозии материала в цехе. Он преждевременно разъедает. Это означает, что он может подвергнуться коррозии через 6 месяцев, а не за 3 года.Мы не видим этого, если мы являемся производителем (если это не возвращается в качестве гарантии), поэтому у нас нет отзывов о качестве нашей процедуры сварки. Таким образом, важность квалификации.
Ссылка: Сварка, металлургия и свариваемость, автор Джон К. Липпольд
Проблема с #Weldporn | Hell ‘N’ Back
Если вы сварщик, подняли капюшон и убрали стержни на достаточно долгое время, чтобы зайти в Интернет на несколько минут, то вы, вероятно, заметили взрыв явления под названием « Weldporn ».(И нет, я не собираюсь вступать в споры между тем, кто это начал, этим сайтом Weldporn или тем, потому что кого это волнует.) Instagram теперь наводнен снимками крупным планом сварных швов TIG, сайтами «оцените мою сварку» и соревнования на «лучший сварной шов», основанные только на картинке рядом с картинкой.
Я понимаю, что это означает, что сварщики гордятся своей работой и мастерством, а я — за мастерство и совершенствование. Так что да, это здорово и позитивно, что сварщики объединяются по всему миру, делясь и пропагандируя свою любовь к мастерству и торговле бла-бла-бла.
НО. После просмотра этого снова и снова в своих лентах я просто скажу это:
Я ненавижу Weldporn.
Складываете десятицентовики? Да конечно. Отлично. Вы можете сделать красивый сварной шов TIG нержавеющей стали. Вы можете сделать его абсолютно ровным, идеальным, последовательным. Да, это отличные сварочные навыки, и я не осуждаю их.
Проблема для меня в том, что сварка — это не только внешний вид. Фактически, качество сварного шва часто не имеет абсолютно никакого отношения к его внешнему виду.Красивый сварной шов на 1/4 дюйма — все равно мусор. И сварной шов на ржавом куске дерьма, искореженном куске металла, который делает его прямым и целым, все еще остается качественным.
До того, как я начал работать на себя, я всегда заканчивал ремонтом трубопроводов и крупных работ. Причина в том, что множество красивых сварных швов не выдерживали ни рентгеновских лучей, ни времени. Мои сварные швы сделали. И они это делают. Но я не фотографирую их для #weldporn.
Почему? Вот настоящий вопрос о качестве сварного шва: действительно ли он выполняет то, что должен делать, и связывает два куска металла вместе на молекулярном уровне? Или он слишком мелкий для работы и имеет изъяны вроде винограда или пористость под этой красивой линией? Потому что да, иногда бусинка выглядит хорошо и ТАКЖЕ делает то, что должна, но иногда — на самом деле нет.Доказательство на самом деле находится в тех частях, которые большинство людей никогда не замечает.
Многое из того дерьма, которое я вижу крупным планом на сайтах Weldporn, просто для галочки. Иногда это даже просто красивая бусинка, нарисованная на ВЕРХНЕМ куске металла, которая вообще ничего не связывает.
Другими словами, это просто дрочит самому себе. Да, я сказал это.
Покажи мне проникновение. Это настоящий кончил. Покажи мне рентген. ТОГДА скажите мне, что это лучший сварной шов в мире.Покажите мне ремонт, который держится, несмотря на злоупотребления в результате длительного использования, холода, жары и ударов. Покажи мне, что он не трескается, когда остывает. Покажите мне конечный результат, продукт, который вы создали. Покажите мне новаторский дизайн, архитектурное превосходство. Покажите мне произведение искусства или скульптуру с использованием этих сварных швов. Покажи мне, что у тебя есть знания, выходящие за рамки простого наложения бус, и, может быть, тогда я смогу уважать тебя.
Также задайте себе этот вопрос. Сколько ваших КЛИЕНТОВ действительно заботятся? Я сваривал все, от небоскребов до сельскохозяйственного оборудования, от алюминиевых нефтеналивных танкеров до кованых стальных роз, и за все это время почти никому из моих клиентов не было наплевать, на что ВЫГЛЯДИТ сварка.Мои сварные швы могли быть очень красивыми и светиться радугами тысячи металлических рогов единорогов. Но моих клиентов это не волнует. Иногда они могут, конечно, если вы делаете какую-нибудь высокопроизводительную деталь или что-то в этом роде. Но обычно их гораздо больше волнует, сколько времени это займет. Их волнует, использовал ли я для работы наиболее практичный, эффективный и экономичный процесс сварки прутком и сваркой. Их волнует, действительно ли то, что я им сделал, подходит, работает, действительно ли прослужит. И прежде всего они заботятся о счете.Вот почему не все может быть из нержавеющей стали TIG.
Даже на трубе, где да, это имеет значение, как выглядят сварные швы для проверки, в конце концов, это все равно дает наибольшее количество дюймов. Вы можете быть идеальным и красивым, но если вы не выкладываете дюйм за день, вас все равно заносит. И если у вас слишком много ремонтов, вас тоже заносит.
В конечном счете, вот в чем дело: я считаю, что самые лучшие сварные швы — это часто те, которые никто никогда не видит, которые исчезают в дизайне продукта, и их обнаруживают только несколько других мастеров, которые знают, где искать.
То есть, я понимаю, потому что когда-то я тоже был тобой. Я сделал все идеально, я нашел время, чтобы сделать это красиво, я потерялся в мире своих собственных сварных швов. Знаешь, что мне тогда сказали мои начальники? Не делай этого долбаного золота. Прекрати, блять, делать это Cadillac, когда клиент платит только за Honda Civic, потому что ВЫ НЕ МОЖЕТЕ ЗАРАБАТЫВАТЬ ДЕНЬГИ ТАК. И они были правы. Это был тяжелый урок, удар по юному самоуверенному эго, но урок, который стоило усвоить, особенно после того, как я занялся бизнесом для себя.Урок, который я хочу передать всем вам, ребята, взорвавшимся над последним #nofilter #weldporn #tigga #stackingdimes #whogivesashit.
Вы можете быть тем счастливчиком, у которого есть работа, где им нужны сварные швы высокого качества. Но Weldporn забывает научить: не всегда. Даже обычно. И хотя вы, возможно, больше заботитесь о конкуренции с приятелем через Интернет, парень, занимающийся бизнесом, в котором вы работаете, может не иметь этого, потому что это может не приносить ему никаких денег. Если этот парень — это вы, то вопрос в том, когда стоит использовать #weldporn, и когда это того не стоит.
Что еще более важно, после более чем 20 лет работы и 10 лет работы в этом бизнесе я теперь знаю, что, хотя сварка важна, это лишь один из многих навыков, которые делают универсального сварщика. Сварщик должен уметь подготовить дизайн, выбрать подходящий материал, сделать правильные разрезы и соединить их так, чтобы он получился квадратным, прямым и прочным; взять идею из ничего и сделать ее реальной, функциональной и практичной; прислушиваться к потребностям клиента и его бюджету и соответственно выбирать процесс сварки и материал; сделать из металла НИЧЕГО.Это то, что заставляет вас работать со временем и следить за тем, чтобы вы ее выполняли. В противном случае, вы могли бы также быть флористом и делать вещи красивыми.
Если все, что вы представляете, — это сборочная линия, которая снова и снова выполняет красивые сварочные швы TIG с точностью робота, у меня для вас есть новости — это означает, что между вами и роботом почти нет разницы, и в один прекрасный день вас, скорее всего, заменит один. Однако научитесь конструировать и строить вещи, и ваша карьера внезапно станет более долговечной. Каждый сварной шов не может быть выполнен из нержавеющей стали TIG. Но любой сварной шов может быть хорошим сварным швом.
Наши сварные швы — это, по сути, клей, гвозди, которые скрепляют все вместе. Плотники фотографируют свои ногти и хвастаются тем, насколько ровно они поставили их в линию, как красиво они выглядят? Заботятся ли их клиенты? Бля нет. Может быть, время от времени им посчастливится встретить клиента, который хочет, чтобы эти красивые «ласточкин хвост» соединялись в индивидуальную деталь, и готов заплатить за это. Но если они сделают это в сборке, где это не требуется, они рискуют разозлить клиента так же сильно, как и мы, когда мы делаем TIG для взглядов, когда MIG, SMAW, GMAW или другой процесс работает так же хорошо или лучше и требует меньше времени и денег.
Сварка — более сложный процесс, чем забивание гвоздя, и для освоения различных процессов требуется время и практика. Конечно, есть смысл этим гордиться. Но моя проблема в том, что все это внимание к красивым сварным швам игнорирует то, что на самом деле нужно, чтобы добиться успеха в этой профессии, а именно способность строить вещи, творить магию со сварными швами, которые получают полное проплавление и делают свою работу так, чтобы никто этого не заметил. . Вы — слесарь, кузнец современности.Не #pornstar. Помни это.
Мы живем в культуре, одержимой внешним видом, поэтому я думаю, что вполне естественно, что нарциссизм начал отражаться в сварочном деле. Как правило, мы нахальные лохи.
В конечном счете, это мелочь. А неглубокий шов — это единственное, чего никогда не должно быть.
Рентгеновские снимки стандартной трубы 10 дюймов до и после ремонта дрянного сварного шва у другого парня
Красота сварки TIG: наша команда опытных сварщиков поставляет самые точные детали — SPEC FAB
В Spec Fab мы здесь, чтобы поставлять детали и продукты высочайшего качества, которые позволят вашему бизнесу развиваться.Один из способов, которым мы добиваемся наилучшего результата, — это наш собственный высококачественный опыт в области сварки TIG.
Что такое сварка TIG?
Сварка TIG — это еще одно название дуговой сварки вольфрамовым электродом в газе. Это один из самых популярных сварочных процессов, поскольку он обеспечивает высококачественные сварные швы, но при этом требует высокого уровня навыков.
В Spec Fab мы являемся полноценным сварочным цехом, который может создавать все типы сложных сварных узлов. Наши изготовители хорошо обучены, а наш многолетний опыт позволил нам постоянно поставлять детали и продукты, которые являются прочными, высококачественными и долговечными.
Сварка TIG идеально подходит для сложных деталей
Сварка TIG может использоваться для большего количества металлов, чем любой другой тип процесса. Готовый продукт представляет собой прочный бесшлаковый сварной шов, обладающий теми же свойствами коррозионной стойкости, что и основной металл. По этим причинам различные отрасли промышленности полагаются на сварку TIG, включая ремонт кузовов автомобилей, строительство космических кораблей и самолетов и даже художественную скульптуру.
Spec Fab TIG ежегодно калибруется для обеспечения качества.В нем также есть несколько роботизированных сварочных ячеек, которые позволяют производить большие объемы продукции с высокой точностью.
Наши профессионалы проходят обширное обучение
Сварка TIG требует высокого уровня фокусировки и координации рук и глаз, поскольку пламя отделяется от основного металла лишь на небольшой площади. Чтобы стать высококвалифицированным сварщиком TIG, требуется терпение, практика и обширная подготовка. Каждый из изготовителей, инженеров и менеджеров проектов Spec Fab обучен чтению чертежей, чтобы гарантировать, что вы получите качественную деталь, изготовленную в точности так, как указано на вашем принте.
Наши сертифицированные AWS сотрудники всегда на высоте. Узнайте больше об одном из наших старших сварщиков, Луисе, и о том, что привело его к страсти к сварке TIG.
Let’s Talk Shop
Помимо сварки TIG, мы предоставляем услуги формовки, резки и отделки, а также экспертные, дружественные консультации и индивидуальные производственные решения.
Свяжитесь с нами сегодня, чтобы узнать больше о наших возможностях сварки TIG и обо всех способах поддержки вашего бизнеса. С нетерпением ждем сотрудничества с вами.
«Прекрасная» технология сборки пластмасс »Декорирование пластмасс
Приянк Кишор, глобальный менеджер по продукции не-ультразвуковых технологий сборки в Emerson
Всегда был роман с эстетикой произведенных продуктов, предметов, которые тщательно спроектированы, красиво собраны и элегантны по своим функциям и работе. Опытные потребители, ценящие такую красоту, могут указать на изделие из керамики, кресло с мягкой обивкой, точный инструмент или инструмент, или на отделку классического автомобиля.
Для экономных, но технически подкованных молодых потребителей впечатления и ценность красивого дизайна могут несколько отличаться, им придется конкурировать с ценой и практичностью, но они, тем не менее, присутствуют. Для этих потребителей более тонкая форма красоты может быть замечена в компактном дизайне портативного компьютера, элегантности и надежности операционной системы, четких цветах и отклике сенсорного экрана или в том, как линии отделки одного мобильного телефона позволяют ему гораздо легче поместиться в руке, кошельке или кармане, чем другие мобильные телефоны.
Итак, каждый дизайнер и каждый производитель должны стремиться привнести чувство продуманного дизайна и подлинного мастерства в сборку каждого продукта. Эта эстетика еще более важна для продуктов массового производства, изготовленных из пластмассовых деталей. Пластмассы с трудом достигают блеска, присущего продуктам, изготовленным из более традиционных материалов, но они предлагают преимущества легкого веса, более низкой стоимости, постоянной прочности и почти неограниченной гибкости дизайна с точки зрения размера, формы и цвета деталей.
Нет недостатка в технологии сборки для продуктов, в которых используются пластиковые детали. Наряду с крепежными деталями, клеями и защелками существует ряд методов соединения на основе трения — ультразвуковая, вибрационная, вращательная и горячая. И для любого конкретного продукта каждый метод может предложить определенные преимущества, которые соответствуют конструктивным и производственным возможностям, размеру и производительности производственного цикла, а также степени трудозатрат по сравнению с автоматизацией, которую должен обеспечить процесс сборки.
Но растущий диапазон высокотехнологичных приложений — в электронике, автомобилестроении, бизнесе и медицине — требует не только эффективности, но и более высокого уровня эстетики качества сборки и чистоты. Именно здесь уникальные качества лазерной сварки подходят для растущего числа производственных операций.
Технология сборки, соответствующая более высоким стандартам
Лазерная сварка — это бережный и сверхчистый процесс соединения, который позволяет сваривать пластмассовые детали сложной геометрии и материалы широкого диапазона, которые трудно или невозможно соединить с помощью других методов.Этот процесс сочетает в себе высокую производительность с максимальной эстетикой: он может обеспечить привлекательное, надежное герметичное уплотнение за один этап, который занимает всего несколько секунд. Это также процесс, который настолько же удобен в производственной зоне чистых помещений, насколько и на загруженном производственном цехе.
Лазерная сварка не всегда является первым решением для соединения пластмасс, которое рассматривают производители. Но те, кто обнаруживает, что они им нужны, быстро узнают, что они удивительно универсальны и хорошо подходят для требовательных и эстетически важных приложений.Он может соединять более широкий спектр полимерных материалов, чем процессы соединения на основе трения, такие как ультразвуковая сварка. И его способность доставлять точно выровненные детали с почти невидимыми сварными швами не превосходит любую технологию соединения пластмасс.
Сам процесс прост: при лазерной сварке используется тепло, выделяемое лазерным источником света с длиной волны 980 нм, генерируемым лазерными диодами. Этот свет концентрируется через волоконно-оптические пучки, подключенные к сварочной оснастке, а затем точно направляется через волноводы по зоне сварки деталей в соответствии с требуемой плотностью нагрева.
Разработан новый процесс — запатентованная технология лазерной сварки с одновременным прохождением через инфракрасный порт ® (STTIr ® ). Процесс STTIr отличается от других лазерных технологий, таких как отслеживание и отслеживание, тем, что он нагревает сразу всю поверхность сварного шва.
Этот процесс — тот же самый, который используется многими производителями медицинской техники для производства микрофлюидных продуктов и продуктов для доставки лекарств — обеспечивает точный нагрев и снижает усилие зажима, необходимое для сборки. Полученные сварные швы получаются очень точными, с такой малой «глубиной сжатия» между поверхностями деталей, что сварные швы можно сделать практически невидимыми.
Рисунок 1 (слева). Технология лазерной сварки теперь может соединять прозрачные детали с исключительными эстетическими и функциональными результатами. Фото любезно предоставлено Emerson.Лазерная сварка соединяет гораздо более широкий спектр материалов, чем ультразвуковая сварка и другие методы сварки трением. Традиционно у него были только два требования к конструкции детали: во-первых, каждая сборка должна иметь одну деталь, материал которой пропускает или прозрачен для используемой длины волны лазера, а материал сопрягаемой части является абсорбирующим или черным для этой длины волны (рис. 1).Во-вторых, геометрия детали и наложение должны обеспечивать прохождение лазерной энергии через передающую часть в зону сварного шва, где расплав происходит в верхней части абсорбирующей части.
Удовлетворить эти требования к дизайну несложно. Существует множество прозрачных пластиковых материалов, в том числе окрашенных, которые легко пропускают лазерный свет, даже если кажутся непрозрачными. То же самое и с впитывающими частями. Помимо технического углерода, лазерный свет поглощается целым рядом цветных пигментов.Чтобы убедиться в правильности сочетания цветов деталей и пигментов, проконсультируйтесь с поставщиком сварочного оборудования.
Привлекательность растет с последними инновациями
Технологические достижения продолжают расширять возможности процесса лазерной сварки. Например, новая разновидность лазерной сварки устраняет необходимость использования пропускающих / поглощающих деталей, что позволяет сваривать две пропускающие или прозрачные детали. Этот передовой процесс сочетает в себе технологию лазерной сварки STTIr ® и раствор, поглощающий лазер, который наносится с помощью технологии ультразвукового напыления.
Рис. 2. Emerson предлагает запатентованную технологию лазерной сварки STTIr®, разработанную Branson ™.Ключом к новому процессу является прецизионная обработка стыка сварного шва одной прозрачной детали с помощью биосовместимого лазерного поглотителя. Поглотитель лазера содержит микрочастицы пигментного красителя или сажи, которые суспендированы в жидкости-носителе, такой как изопропиловый спирт или ацетон. Во время процесса сварки энергия лазера попадает на поглотитель и поглощает его, выделяя тепловую энергию, которая проходит через зону сварки обеих сопрягаемых частей, которые затем соединяются вместе под действием силы сжатия (рис. 2).
Рис. 3. Две прозрачные сопрягаемые детали теперь можно сваривать лазером, используя новый инновационный процесс сварки, который позволяет надежно создавать сложные пути прохождения жидкости при сохранении превосходного соотношения сторон. Фото любезно предоставлено Emerson.Второй шаг вперед, на этот раз с технологией приводов, обеспечивает точное позиционирование и лазерную сварку очень маленьких и хрупких пластмассовых деталей с использованием сверхнизкого усилия срабатывания. Аппараты для лазерной сварки могут быть оснащены этим новым электромеханическим приводом, который может управлять усилием зажима до 1 Ньютона.
В сочетании со способностью оборудования для лазерной сварки точно направлять тепловую энергию, способность нового привода управлять низким усилием зажима упрощает соединение очень маленьких и хрупких деталей, сложных по геометрии или встроенных в электронные компоненты, проводку или датчики. . Риск деформации, изгиба, растрескивания или повреждения встроенной электроники практически исключен.
Заключение
Сегодняшние продукты — будь то автомобили, бытовая техника, компьютеры или носимые устройства — требуют не только превосходного дизайна и функциональности, но и превосходного исполнения при сборке, чтобы обеспечить максимальную привлекательность, удобство использования и долговечность.Технология лазерной сварки, уже являющаяся лидером в области эстетики и чистоты при сборке пластиковых деталей, продолжает развиваться, обеспечивая удобство использования с широким спектром материалов и областей применения.
Приянк Кишор (Priyank Kishor) — глобальный менеджер по продуктам, не связанным с ультразвуком, для сборочных технологий в Emerson, ведущий мировой лидер в области маркетинга и продуктовой стратегии для лазерной сварки и других не ультразвуковых продуктов в портфеле технологий сборки Branson. Он имеет десятилетний опыт управления программами и командами, занимающимися глобальной разработкой продуктов и международным маркетингом.Для получения дополнительной информации посетите www.emerson.com.
Лазерная сварка сборки пластмасс: красота больше, чем глубина кожи
Лазерная сварка дает ряд важных преимуществ при сборке изделий, в том числе:
- Превосходная эстетика. Производители все чаще используют лазерную сварку для эстетики, потому что они точны и не имеют заусенцев. Линии сварки практически не видны.
- Больше свободы при проектировании деталей. В то время как традиционные методы сварки пластмасс часто требуют плоских деталей, излучающие лазерные лучи волноводы могут точно соответствовать сложной геометрии детали, обеспечивая лазерную сварку конструкций деталей, которые обеспечивают максимальные эстетические или функциональные характеристики.Лазерная сварка также позволяет конструкторам использовать несколько отражающих отсеков или встраивать сложную электронику, датчики или осветительные приборы, такие как органические светодиоды (OLED), что приводит к созданию более ярких, отличающих от бренда деталей.
- Превосходное качество сварки. Лазерная сварка не требует трения, вибрации или движения. Волноводы с лазерным излучением могут точно соответствовать даже сложной геометрии детали, чтобы обеспечить быстрое и равномерное плавление на границе раздела сварного шва. В результате получается однородный, неизменно прочный сварной шов с точной глубиной схватывания расплава и идеальным выравниванием деталей.
- Низкие механические нагрузки. Новейшие аппараты для лазерной сварки могут управлять сверхнизкими усилиями зажима, позволяя соединять хрупкие или большие детали без механического напряжения, поэтому отпадает необходимость в отжиге деталей или снижении напряжения материала.
- Исключительная чистота. При лазерной сварке не образуются вспышки и частицы. Это процесс для чистых помещений, который одинаково подходит для любого производственного цеха.
- Универсальность. Технология лазерной сварки позволяет склеивать широкий спектр полимерных материалов, включая ПК, PA, PS, ABS, эластомеры (TPU, TPE), PP HDPE, LDPE, PETG, PBT, PPS, PMMA, PEEK, COC и другие.
В магазине: как не делать красивые и прочные сварные швы
Мои сварные швы никогда не были такими хорошими, как я хотел бы. Они достаточно сильны, и я не боюсь, что они сломаются, но они не «красивые». Они не уродливые, но мне нужны гладкие, ровные сварные швы, которые производят фабрики.
Сказав это, я знаю, что «красивые сварные швы» не обязательно являются прочными. Я могу уложить абсолютно красивый борт с помощью дуговой сварки и сварочного стержня 6013 на кусок листовой стали, лежащий на полу.Все, что вам нужно сделать, это настроить сварщика на «среднюю» работу, затем зажег дугу и осторожно, осторожно положить ручку со стержнем на стальную пластину, не разрывая дугу. Как только вы зажжете дугу и положите ручку вниз, вы можете уходить. Он будет держать сварку по идеально прямой линии, укладывая ровный валик, пока стержень не израсходуется. Пробития не будет, потому что стержень параллелен стальной пластине, но выглядит красиво.
В любом случае. На этой неделе я вспомнил о моих посредственных сварочных навыках, когда работал с молодым парнем, который очень и очень хорошо умеет сваривать.Сравнивая его методы сварки с моими, я заметил несколько вещей, которые мне нужно использовать в своих сварочных навыках. Такие как:
-Терпение. Ему требуется целая вечность, чтобы отшлифовать, очистить и подготовить место сварки.
-Терпение. Он использует стальной лом той же толщины, что и будет сваривать, для грубой настройки сварщика.
-Терпение. Как только он начинает сваривать то место, которое ему нужно сваривать, он останавливается через несколько секунд и снова настраивает параметры сварочного аппарата. И опять. И снова при необходимости.
-Терпение. Время от времени во время сварки он останавливается, изучает свою работу и вносит коррективы, как в настройки сварщика, так и в то, как он держит сварочную насадку / рукоять. Он беспокоится о том, чтобы сварочное сопло / сварочный стержень находились под одинаковым углом. Он никогда не «достигает». Насколько это возможно, он остается в курсе того, где он сваривает.
Посмотрев, как он укладывает красивые, прочные бусины, я решил, что причина того, что я не получаю требуемых сварных швов, это … я.
Сварка TIG: красивые швы, высококачественные соединения
Любой, кто хочет выполнять сварку TIG, должен овладеть своим ремеслом.Пока сварщик одной рукой направляет сварочную горелку, другой рукой он одновременно добавляет присадочный металл. Это требует не только определенной координации, но и твердой руки. В результате получается гладкий сварной шов без брызг. Благодаря высокому качеству получаемых сварных швов, процесс сварки вольфрамовым электродом в среде инертного газа используется везде, где качество сварного шва является наивысшим приоритетом, в том числе в производстве контейнеров для пищевой и авиационной промышленности.
Проблемы сварки легких конструкций
Процесс сварки также применяется в легких алюминиевых конструкциях.Например, кабины канатной дороги требуют большого количества сварных швов для соединения различных пластин и профилей. Сварка в этих случаях может оказаться технически сложной задачей из-за резких изменений толщины профиля в пределах одного шва и переходов между толстым и тонким материалом. Многочисленные короткие швы несут в себе и другие подводные камни: поры могут часто образовываться в начале шва, а мелкие трещины — в конце. Чтобы обеспечить максимальную нагрузочную способность и безопасность компонентов, в дополнение к наилучшим возможным металлургическим свойствам, все швы, независимо от размера, должны быть свободны от пор в начале и трещин в конце.Процесс TIG лучше всего подходит для решения этих проблем.
Инертный газ обеспечивает чистоту швов при сварке TIG
Сварка TIG гарантирует гладкие швы без шлака, без пор в начале и трещин в конце.Но почему? При сварке вольфрамовым электродом в среде инертного газа дуга горит между неплавящимся вольфрамовым электродом и металлической деталью в бескислородной атмосфере инертного газа. Благодаря инертному защитному газу в сварочной ванне не происходит никаких химических реакций.Это имеет металлургические преимущества: получаемые сварные швы имеют высокую чистоту, поэтому они менее подвержены образованию трещин и обладают отличными механическими и технологическими свойствами. Таким образом, при использовании специальных материалов или особенно при строгих требованиях к качеству шва и внешнему виду, TIG является предпочтительным процессом сварки. Кроме того, процесс отличается стабильной дугой и гладким швом без шлака. Вместе с процессом сварки без брызг практически во всех положениях это основное требование для получения швов наивысшего качества.
С марта 2018 года Fronius запускает новую серию продуктов для ручной TIG-сварки с MagicWave 190 или 230 ампер , а также TransTig 230i . ArcTig — это новая разработка Fronius для механизированной сварки TIG.
С помощью Fronius Virtual Welder также легко провести виртуальное обучение сварке TIG.