Кислородная резка металла
Процесс кислородной резки металла заключается в его нагреве до температуры воспламенения, с помощью горючего газа (ацетилен, пропан-бутан), и последующей подаче к месту нагрева струи кислорода, вызывающей процесс его горения. При этом выделяется огромное количество тепла, которое вызывает нагрев соседних участков. Теоретически, его должно хватать для обеспечения непрерывности процесса, но на деле, приходится подогревать металл пламенем от сгорания газокислородной смеси, которая подается к наконечнику резака через многосопловый мундштук. Для выполнения данной операции должны быть соблюдены следующие условия:
1.Температуры плавления металлов должны быть на порядок выше температуры его горения,
2. Шлаки, образующийся в процессе резки, должны быть легкоплавким.
3. Нагрев металла должен быть достаточным для обеспечения непрерывности процесса. 4.Металл, подвергаемый кислородной резке, должен иметь низкую теплопроводность.
5. Окислы металла должны быть легкоплавкими. Тугоплавкие окислы затрудняют резку.
Исходя из всего вышесказанного, можно сделать вывод, что для кислородной резки идеально подходят малоуглеродистые стали с температурой плавления 1500 °С, и температурой воспламенения 1050°С. При резке данного вида стали образуются окислы с более низкой температурой плавления, нежели основной металл. Добавление в сталь легированных элементов, а также увеличение в ней процентного содержания углерода затрудняет резку металла. Именно поэтому цветные металлы, нержавеющие жаропрочные стали и чугун кислородной резке не поддаются. Легированные стали мартеновского класса могут подвергаться ацетиленокислородной резке. Процесс трудоемкий, так как сопряжен с образованием трещин на поверхности реза и необходимостью уменьшения скорости охлаждения нагреваемых кромок.
В свою очередь, учитывая местный нагрев металла, скорость охлаждения кромок зависит от перепада температур в месте нагрева и основной части металла. Чем выше перепад температур, тем выше скорость охлаждения. Чтобы ее уменьшить, прибегают к предварительному нагреву металла перед его резкой. Эффект уменьшения скорости охлаждения может быть достигнут и с помощью замены ацетилена на коксовый газ или метан. В этом случае температура пламени горелки уменьшается на 1000 °С. При замене ацетилена наблюдается и еще один положительный момент — меньшее науглероживание поверхности реза. Разница в показателях твердости составляет порядка 88 единиц по Бринелю. Если сталь подвергается последующей механической обработке, то применение данных газов можно считать вполне оправданным.
Чем выше перепад температур, тем выше скорость охлаждения. Чтобы ее уменьшить, прибегают к предварительному нагреву металла перед его резкой. Эффект уменьшения скорости охлаждения может быть достигнут и с помощью замены ацетилена на коксовый газ или метан. В этом случае температура пламени горелки уменьшается на 1000 °С. При замене ацетилена наблюдается и еще один положительный момент — меньшее науглероживание поверхности реза. Разница в показателях твердости составляет порядка 88 единиц по Бринелю. Если сталь подвергается последующей механической обработке, то применение данных газов можно считать вполне оправданным.
Кислородная резка стали | Сварка и сварщик
Процесс кислородной резки стали зависит от содержания углерода и химического состава примесей в стали. Хорошо режутся низкоуглеродистые стали, содержащие до 0,3% углерода. При содержании углерода в сталях свыше 0,3% поверхность реза закаливается, а при содержании его свыше 0,7% резка становится затруднительной.
Марганец при содержании в стали до 6% на процесс кислородной резки не влияет, при более высоком содержании марганца процесс резки затрудняется. Сера и фосфор в тех количествах, в которых они содержатся в стали, на процесс резки не влияют. Хром, так же как и кремний, повышает в стали вязкость шлака и при содержании 2-3% способствует зашлаковыванию кромок реза. При содержании в стали хрома от 1,5 до 5% возможна резка с предварительным подогревом. При более высоком содержании хрома хромистые и нержавеющие стали можно резать только кислородно-флюсовым способом. Никель обладает низким сродством к кислороду и поэтому окисляется кислородной струей при резке очень слабо. Никель при содержании его в стали до 6-7% процессу кислородной резки не препятствует, при более высоком содержании никеля процесс резки затрудняется.
Кислородной резке подвергаются стали толщиной не менее 3 мм. Резка стали малых толщин сопровождается значительным перегревом, оплавлением кромок и короблением разрезаемого металла. При резке тонколистовой стали на резаках устанавливается внутренний мундштук с минимальным отверстием для режущего кислорода и наружный мундштук № 1. Лучшие результаты при резке сталей малых толщин дает резка с последовательным расположением подогревающего пламени и режущего кислорода. Резку ведут с максимальной скоростью и минимальной мощностью подогревающего пламени. Мундштук резака наклоняют под углом 15-40° к поверхности реза в сторону, обратную направлению резки. Для получения резов без грата на разрезаемых кромках необходимо применять кислород чистотой не ниже 99,5%.
Лучшее качество при кислородной резке малых толщин, особенно при массовой вырезке одинаковых деталей, дает пакетная резка. Сущность процесса кислородной пакетной резки заключается в том, что разрезаемые листы складывают в пакет, стягивают струбцинами или специальными зажимными приспособлениями и разрезают за один проход резака.
а — с плотным зажатием пакета, б — с зажатием пакета со стороны, противоположной началу резки
Рисунок 1 — Пакетная кислородная резка листов стали
Кислородная резка сталей средних толщи от 10 до 100 мм не вызывает затруднений. Она выполняется обычной аппаратурой как ручными, так и механизированными способами. Резку сталей средней толщины выполняют при давлении кислорода 0,25-0,6 МПа.
Она выполняется обычной аппаратурой как ручными, так и механизированными способами. Резку сталей средней толщины выполняют при давлении кислорода 0,25-0,6 МПа.
Кислородную резку сталей большой толщины применяют в металлургической промышленности и на предприятиях тяжелого машиностроения. Стали толщиной до 300 мм разрезают обычными универсальными резаками.
При резке металла большой толщины требуется специальная аппаратура и особые приемы резки. При резке стали больших толщин, так же как и при резке металла обычной толщины, наибольшие скорости резки достигаются в случае применения давления 0,8-1,0 МПа перед мундштуками с плавной входной частью и плавным расширением на выходе. Однако при таких давлениях необходимо из-за потерь в шлангах и резаках или увеличивать давление в редукторе до 2,5 МПа (при резке металла толщиной 600 мм и более), или существенно увеличивать проходные сечения шлангов.
Заготовки больших толщин разрезают специальными резаками при низком давлении кислорода, которое перед мундштуком равно 0,05-0,3 МПа. Мундштуки имеют увеличенные (по сравнению с универсальными резаками) проходные сечения для режущего кислорода без расширения на выходе. При низких скоростях истечения, не превышающих звуковую(как это имеет место при резке кислородом низкого давления), каждая частица кислорода имеет возможность дольше соприкасаться с металлом, благодаря чему уменьшаются потери кислорода. Кроме того, при этом уменьшается количество теплоты, уносимое из разреза избыточным кислородом и газами, не участвующими в реакции окисления, и сокращается общий расход кислорода, хотя ширина реза несколько увеличивается.
Мундштуки имеют увеличенные (по сравнению с универсальными резаками) проходные сечения для режущего кислорода без расширения на выходе. При низких скоростях истечения, не превышающих звуковую(как это имеет место при резке кислородом низкого давления), каждая частица кислорода имеет возможность дольше соприкасаться с металлом, благодаря чему уменьшаются потери кислорода. Кроме того, при этом уменьшается количество теплоты, уносимое из разреза избыточным кислородом и газами, не участвующими в реакции окисления, и сокращается общий расход кислорода, хотя ширина реза несколько увеличивается.
При резке кислородом низкого давления рез получается более широким. При этом зона дефекта заполняется расплавленным металлом и шлаками, а струя продолжает процесс резки без существенных завихрений.
Для устранения подпора газов и для свободного вытекания шлака под заготовкой должно быть свободное пространство высотой 300-500 мм. При резке стали больших толщин процесс окисления металла по толщине протекает значительно медленнее, чем при резке обычных толщин. Поэтому успех резки в значительной степени определяется правильным началом врезания кислородной струи в металл.
Поэтому успех резки в значительной степени определяется правильным началом врезания кислородной струи в металл.
Стали толщиной, свыше 300 мм режут специальными резаками, мундштуки которых имеют увеличенные по сравнению с универсальными резаками проходные сечения для режущего кислорода.
Процесс кислородной резки
Перед началом данного процесса следует ознакомится с техникой кислородной резки.
Процесс резки начинается с нагрева металла до температуры воспламенения, развивающееся при этом тепло реакции сгорания металла, способствует дальнейшему нагреву соседних частиц до температуры воспламенения, благодаря чему режущая струя кислорода непрерывно проникает на всю глубину и прорезает его насквозь, при этом часть металла вдоль плоскости реза обращается в окислы металла и выдувается струей кислорода.
Для устойчивого протекания процесса резки необходимо соблюдать следующие условия:
1.Температура горения металла должна быть ниже температуры плавления металла; в противном случае металл расплавится и стечет раньше, чем успеет сгореть.
2.Образующиеся при резке шлаки, состоящие преимущественно из окислов металла, должны быть легкоплавкими и жидкотекучими, и стекать под действием струи режущего кислорода.
3.Теплота выделяемая реакцией сгорания металла, должна быть достаточной, чтобы обеспечить непрерывное продолжение начавшегося процесса резки.
4.Теплопроводность металла должна быть достаточно малой, чтобы предупредить большие потери тепла от места резки на бесполезный подогрев всей массы металла.
5.Температура плавления металла должна быть выше точки плавления окислов; в противном случае образующиеся в процессе резки окислы не смогут отделяться от основного металла, не будет непрерывным. Этим условиям удовлетворяет железо (сталь), титан (и его сплавы), и марганец.
Разрезаемость стали и влияние углерода и легирующих элементов на кислородную резку сталей
Способность металлов подвергаться кислородной резке зависит от того, насколько полно удовлетворяется приведенные выше условия.
Влияние углерода на разрезаемость
| Металл | Характеристика разрезаемости |
|---|---|
| Низкоуглеродистая сталь | При содержании углерода до 0,3% разрезаемость хорошая |
| Среднеуглеродистая сталь | С увеличением содержания углерода с 0,3% до 0,7% резка осложняется |
| Высокоуглеродистая сталь | При содержании углерода свыше 0,7% до 1% резка затруднительна и требуется предварительный подогрев стали до температуры 300-700°С. При содержании углерода более 1-1,2% резка невозможна (без применения флюса) |
Марганец (Mn) — облегчает резку. Ухудшает резку при содержании более 4%.
Ухудшает резку при содержании более 4%.
Кремний (Si) — стали, при содержании углерода до 0,2 % и Si до 4 %, режутся хорошо.
Хром (Сг) — стали с содержанием Сг до 1,5% режутся хорошо, при повышении содержания резка затрудняется и при содержании свыше 8-10% — кислородная резка невозможна (здесь применяется кислородно-флюсовая или воздушно-плазменная резка).
Никель (Ni) — хорошо режутся стали с содержанием Ni до 0,7%, если содержание углерода в стали не более 0,5%, то она режется хорошо с содержанием Ni до 4-7%, при содержании более 34% — резка ухудшается.
Медь (Си) — стали с содержанием Си до 0,7% режутся хорошо.
Молибден (Мо) — обычные молибденовые стали режутся удовлетворительно при содержании до 0,25-0,3%, резка не затрудняется, но происходит закалка кромки реза.
Вольфрам (W) — стали с содержанием W до 10% режутся хорошо и удовлетворительно, при содержании свыше 10% резка сильно затруднена.
Сера и Фосфор (S и Р) — при содержании этих элементов в пределах, предусмотренных стандартами, — на резку не влияют.
Основные показатели режима кислородной резки:
- мощность пламени
- давление режущего кислорода
- скорость резки
Мощность пламени зависит разрезаемого металла, состава и состояния стали (прокат, поковка, отливка). При ручной резке, из-за неравномерности перемещения резака, обычно в 1,5-2 раза увеличивают мощность пламени по сравнению с машинной резкой. При резке литья, т.к. поверхность отливки обычно покрыта формовочной землей и пригаром, мощность пламени увеличивается в 3-4 раза.
Для резки сталей толщиной до 300 мм применяют нормальное пламя, а при толщине металла свыше 400 мм целесообразно использовать подогревающее пламя с избытком ацетилена (науглероживающее) для увеличения длины факела (помимо применения более высокого давления кислорода) и прогрева нижней части реза.
Выбор давления режущего кислорода зависит, прежде всего от толщины разрезаемого металла и чистоты кислорода. При более высоком давлении используются мундштуки с большим диаметром канала режущего кислорода. Для каждого мундштука (наружного и внутреннего) существует оптимальная величина давления при изменении которой в ту или иную сторону, качество реза ухудшается и изменяется скорость резки. Соответственно может увеличиваться и расход кислорода на 1 пог. м. По указанным причинам следует строго руководствоваться эксплуатационной документацией на ручные и машинные резаки.
Скорость резки должна соответствовать скорости оксидирования (горения) металла по толщине разрезаемого листа.
При замедленной скорости происходит оплавление верхних кромок разрезаемого листа и расплавленные оксиды (шлаки, грат) из разреза вылетают в виде пучка искр в направлении реза.
При слишком большой скорости, вылет искр из разреза слабый и направлен в обратную сторону движения резака. След реза на вертикальной поверхности значительно «отстает» от вертикали. Возможно непрорезание металла.
Возможно непрорезание металла.
При оптимальной скорости резки поток искр с обратной стороны разрезаемого листа сравнительно спокоен и направлен почти параллельно кислородной струе. След реза лишь немного «отстает» от вертикали, шероховатость реза незначительна и грат легко отделяется от нижней кромки реза. Рез ровный.
Статья разработана при поддержке сайта www.pgn.su. Это официальный сайт НПП ПромГрафит, которые предлагают современные уплотнительные материалы и термоизоляцию собственного отечественного производства.
Технология кислородной резки металла — определение, техника
Кислородная резка металла – это термический способ разрезания металла с помощью газового пламени. В подаваемой струе кислорода разрезаемый металл сгорает, одновременно с этим процессом сгорают и выделяемые оксиды. Для поддержания стабильного процесса используют горючие газы – ацителен, пропан-бутановую смесь, МАФ, а также в отдельных случаях – пары бензина и керосина.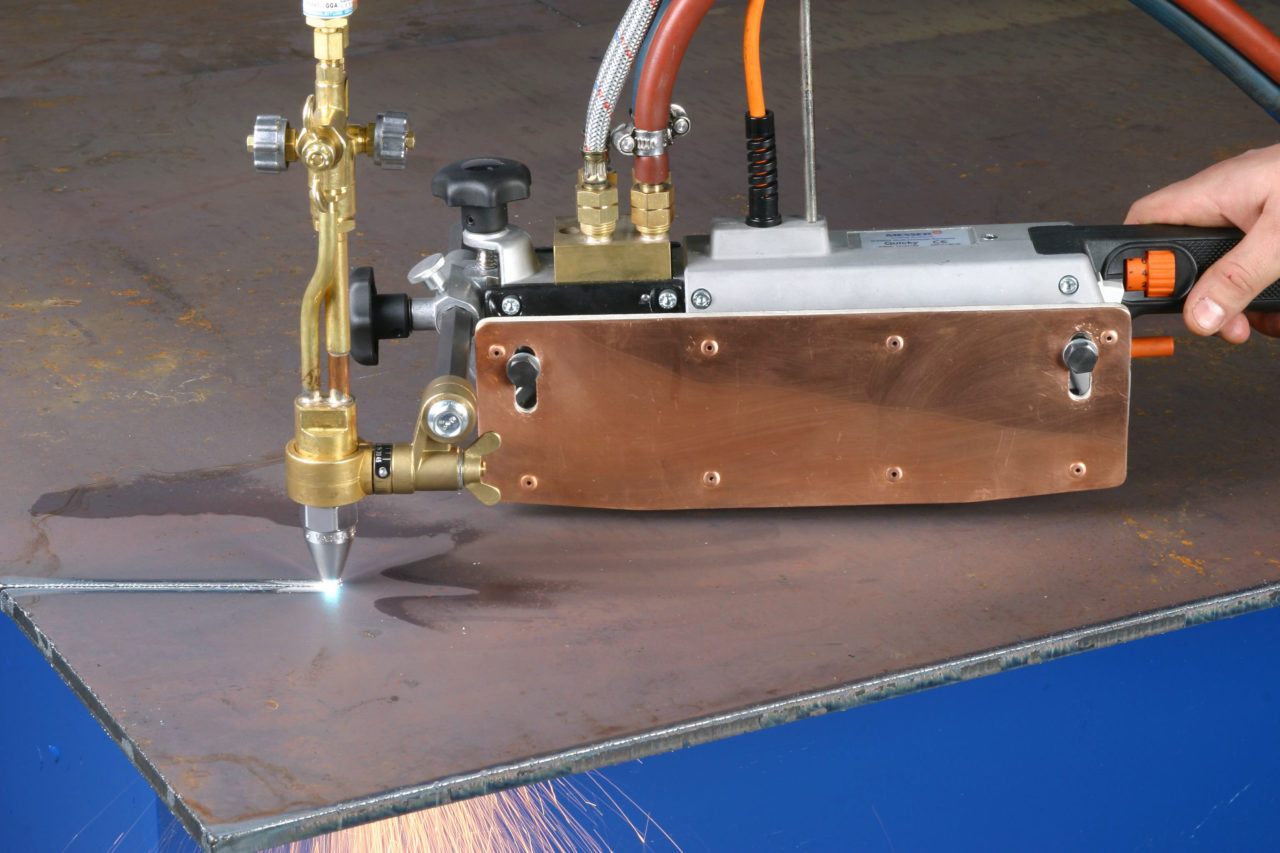 Время нагрева газа для низкоуглеродистой стали полностью зависит от толщины заготовки. Для эффективной резки металл должен быть с низким коэффициентом теплопроводности.
Время нагрева газа для низкоуглеродистой стали полностью зависит от толщины заготовки. Для эффективной резки металл должен быть с низким коэффициентом теплопроводности.
Исходя из особенностей обрабатываемой поверхности, ее формы и самой основы материала, различают несколько видов кислородной резки:
- • скоростная, нормальная и кислородно-флюсовая, предназначены для прямолинейной и фигурной резки;
- • строжка поверхности и канавок, обточка – используют в поверхностных обработках;
- • кислородное копье и струя – применяют в сверлении и прожигании.
 Качественный результат зависит не только от правильно подобранного режима, но и квалификации сварщика.Резка металла кислородом под водой
Качественный результат зависит не только от правильно подобранного режима, но и квалификации сварщика.Резка металла кислородом под водой Данный вид обработки используется только при необходимости проведения специальных операций: спасательных, строительных, аварийных, подъемных. Резаком для подводной резки можно кроить стальные сплавы толщиной до 70 мм, находясь при этом на глубине до 30 м. Бензокислородный резак может работать со сталью, толщина которой достигает 100 мм.По типу разреза подразделяются на:
Ручной способ кислородного раскроя применяется для обработки торцов трубопровода перед сварочными работами, для удаления дефектов. Операция может выполняться в любом пространственном положении. Для ее выполнения применяют вставные и универсальные резаки. Настройка режима зависит от толщины обрабатываемого изделия.
 Классификация оборудования для резки кислородом
Классификация оборудования для резки кислородом По способу обработки резка бывает ручная и механизированная. Существуют ручные резаки, работа которых характеризуется достаточно высокой точностьюю Они подразделяются на универсальные, специальные, для фигурного и прямого раскроя. При необходимости обработки больших объемов металла рационально использовать переносные аппараты «Гугарк», большие партии одинаковых изделий успешно вырезаются с помощью шарнирных машин АСШ-86. Промышленные предприятия чаще всего используют портально-консольные устройства.Особенности рабочего процесса
Резка, как и другой рабочие процесс, требует внимательности и соблюдения техники безопасности:
- • запрещено проводить подогрев металла одним только сжиженным газом;
- • запрещено использовать жидкое горючее в газосварочных работах;
- • при работе в закрытых помещениях должны быть предусмотрены вентиляционные системы;
- • баллоны с сжиженным газом должны располагаться на расстоянии не менее 5 м от газосварочных работ.


| Сталь | Характеристика разрезаемости |
|---|---|
| Высокоуглеродистая | При содержании углерода свыше 0,3% до 1% резка затруднена и требуется предварительный подогрев стали до 300-700С. При содержании углерода более 1-1,2% резка невозможна |
| Среднеуглеродистая | С увеличением содержания углерода от 0,3 до 0,7% резка осложняется |
| Низкоуглеродистая | При содержании углерода до 0,3% резка без затруднений |
Перед проведением раскроя металла кислородом необходимо очистить поверхность от коррозии, грязи, масляных пятен и окалин. Если резка выполняется вручную, достаточно всего лишь очистить место реза плазменным резаком. Если процесс механизирован, то листы правят на вальцовочных аппаратах, а очищают с помощью химических или дробеструйных работ.Чертеж устройства ручного ацетилено-кислородного резака
- 1 — головка резака;
- 2 — трубки;
- 3 — вентиль;
- 4 — кислородный вентиль;
- 5 — кислородный ниппель;
- 6 — ацетиленовый ниппель;
- 7 — рукоятка;
- 8 — корпус;
- 9 — ацетиленовый вентиль;
- 10 — инжектор;
- 11 — накидная гайка;
- 12 — смесительная камера;
- 13 — трубка.

что это, виды, плюсы и минусы
Дата: 29.05.2020Автор: МОП «Комплекс 1»
- 1. Что это такое?
- 2. Виды кислородной резки металла
- 3. Преимущества и недостатки кислородной резки металла
Что это такое?
Кислородная резка металла (перейти к услуге) — резка металла (перейти к услуге) с использованием кислородной струи. Технология основывается на свойстве кислорода окислять раскалённый металл и приводить к его сгоранию.
Непосредственно технология достаточно проста: в мундштук режущего станка поступает горючий газ, например, смешанный с ацетиленом кислород, который поджигается и накаляет поверхность детали до температуры горения (от 1000ºС). После этого по отдельному каналу подаётся кислородная струя — и, вступив в реакцию с металлом, его поджигает. Также струя используется для выдувания из места реза шлака, получившегося в процессе сгорания.
Поскольку верхний сгорающий слой поджигает нижний, кислородная резка металла происходит достаточно равномерно по длине и толщине.
Виды кислородной резки металла
Резка может быть:
- разделительной, в ходе которой осуществляется непосредственно отделение частей заготовки: так вырезаются детали по предварительно составленному чертежу,
- поверхностная, в которой снимается только верхний слой металла для создания канвы,
- резка копьём — проделывание в заготовке отверстий.
Процесс может подразделяться в зависимости от используемых дополнительно материалов: на газовую, электрокислородную и кислородно-флюсовую резку, когда дополнительно в место горения вводится флюс, воздействующий на тугоплавкие окислы. Всё зависит от типа станка, особенностей его комплектации, а также от металла, который требуется обработать.
Кислородная резка металла распространена в промышленности, особенно в создании сельскохозяйственной техники, машиностроении. В некоторых случаях станки используются как альтернатива штамповочным и фрезерным машинам.
Поверхностную резку часто применяют для устранения сварочных дефектов, создания кромок, вырубки корневого валика сварного шва. Кислородно-флюсовая, в свою очередь, востребована в металлургии — она позволяет резать чугун, хромоникелевые и высокохромистые стали, цветные сплавы.
Кислородно-флюсовая, в свою очередь, востребована в металлургии — она позволяет резать чугун, хромоникелевые и высокохромистые стали, цветные сплавы.
Преимущества и недостатки кислородной резки металла
Преимущества:
- можно резать даже действительно толстые заготовки до 500 мм в толщину (для сравнения, «потолок» лазерной резки (перейти к услуге) — в десять раз меньше),
- высокое качество и чистота реза, особенно на современных резаках и при условии грамотного подбора горючего газа,
- достаточно низкая стоимость при высокой толщине, в среднем дешевле, чем лазерная или плазменная (перейти к услуге).
Недостатки:
- ограничения по типу металлов, которое несколько снимает применение кислородно-флюсовой технологии, однако далеко не каждый металл или сплав можно отправить на газовый резак,
- низкое качество и высокая стоимость реза тонких листов металла — приемлемое качество начинается при толщине от 4 мм, а экономия — при толщине от 10 мм.
Ещё один недостаток — использование в работе потенциально опасных газов, однако современное оборудование с автоматизацией и контролем достаточно сильно снижает все риски.
Кислородная резка металла хороша при обработке чёрных металлов и некоторых цветных, особенно толстых заготовок, которые по умолчанию не сможет порезать лазерный станок.
Увидели незнакомый термин? Посмотрите его значение в словаре.
Рекомендуемые статьи
20.03.2020
Резка — разделение листов металла на отдельные части разных размеров, обычно с целью создания заготовок под детали. Для этого используются ножовки, ножницы, также материал нарезается на специальных станках, что особенно эффективно при крупных промышленных заказах…
Подробнее29.05.2020
Пламенная резка металла — это раскрой и разрезание металлической заготовки, листа или трубы, с использованием плазменной струи. Плазма — четвёртое состояние вещества. В обычной жизни мы сталкиваемся только с тремя состояниями, твёрдым, жидким и газообразным, причём из одного в другое вещество переходит при потере или приобретении тепла: если добавить тепла ко льду (твёрдому), он превратится в воду (жидкое), а если к воде, то станет газом (газообразным)…
Подробнее29.05.2020
Лазерная резка металла — процедура раскроя и разрезания металла и труб высокомощным лазером. Представляет из себя следующий процесс: лазерный луч, заранее запрограммированный, воздействует на материал в определённой точке. В этой точке металл расправляется из-за интенсивности лазерного луча; в зависимости от технологии материал на воздействуемом участке может испаряться, воспламеняться и выдуваться газовой струёй…
Подробнее19.05.2020
Резкой металлов называется разделение частей листового металла или труб на части для производства заготовок. Резка учитывает особенности конкретных металлов и сплавов, их физические и химические характеристики, чтобы результат получился максимально близким к запланированному…
ПодробнееОсновная зона обслуживания в ЮФО: Ростовская областьАзовБатайскВолгодонскКаменск-ШахтинскийНовочеркасскНовошахтинскРостов-на-ДонуТаганрогШахты, АдыгеяМайкоп, Астраханская областьАстрахань, Волгоградская областьВолгоградВолжскийКамышин, КалмыкияЭлиста, Краснодарский крайАнапаАрмавирЕйскКраснодарНовороссийскСочи, КрымЕвпаторияКерчьСимферополь, Севастополь
Кислородная резка: принцип, достоинства, недостатки
Кислородная или газовая резка металла основана на способности горения металла в струе кислорода. Металл в месте предполагаемого реза предварительно разогревается — температура нагрева зависит от марки стали. Затем струя кислорода разрезает металл, удаляя при этом все образующиеся оксиды. Такой способ резки применяют для металла толщиной 1-300 мм.
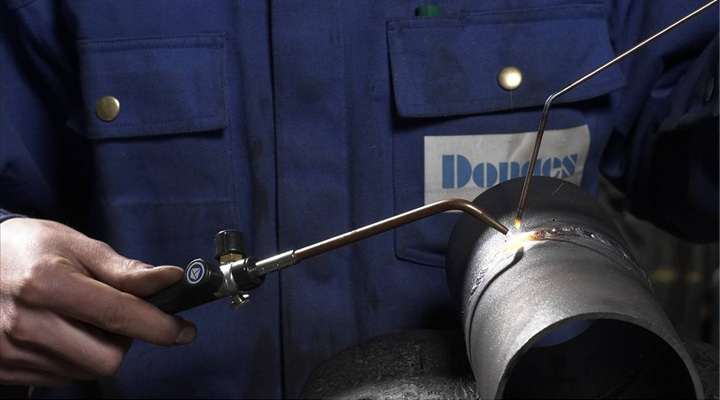
Для кислородной резки применяют специальную сварочную горелку со специальным устройством подачи кислорода.
В зависимости от того, каким газом предварительно нагревают металл, можно выделить несколько видов газовой резки: ацетилено-кислородная, водородно-кислородная, бензино-кислородная и другие.
Достоинства кислородной резки:
- возможность реза любого вида сложности;
- невысокая стоимость оборудования;
- небольшие эксплуатационные затраты;
- толщина обрабатываемого металла до 300 мм.
Недостатки кислородной резки:
- подходит только для резки углеродистых сталей;
- при толщине металла более 30 мм образуется широкая линия реза — до 3 мм;
- качество реза невысокое — появляются неровные обгорелые края реза и требуется дополнительная механическая обработка.
Похожие статьи
Гидроабразивная резка (Водная резка)Гидроабразивная резка (Водоструйная резка) – это процесс обработки металла струей жидкости, выходящей из специального сопла на высокой скорости.
Лазерная резкаЛазерная резка — это процесс обработки металла, при помощи светящихся частиц (фотонов). Во время процесса резки, луч лазера проецируется на разрезаемый материал и фокусируется на расстоянии в несколько сантиметров от поверхности материала. Фокусировка и резка при этом управляется компьютером.
Плазменная резкаПлазменная резка – это достаточно эффективный технологический процесс, который используется во многих отраслях промышленности для резания черных и цветных металлов, а также сплавов. Плазменная резка отличается высокой производительностью процесса, качеством полученного реза и точностью обработки.
Кислородная резка металла
Кислородная резка металла является одним из наиболее часто применяемых способов резки металлов. В подаваемой струе технически чистого кислорода происходит сгорание металла. На этом основан принцип резки металлов кислородом.
Раздельные кислородные струи
При сгорании какого-либо горючего газа в кислороде образуется пламя. Им нагревают металл. В качестве горючего газа могут быть использованы пары бензина или керосина. Режущим называют кислород, который сжигает нагретый металл.
Струи кислорода, идущие на образование горючей смеси для подогрева металла и предназначенные для резки, к месту реза подают отдельно. Коснувшись поверхности нагретого металла, режущая кислородная струя окисляет и прожигает его верхние слои.
В процессе окисления верхних слоёв металла выделяется большое количество тепла. Оно идёт на прогрев нижних металлических слоёв. Процесс сгорания металла распространяется на всю его толщину. При этом образуются окислы, выдуваемые с места реза струй режущего кислорода.
Назначение кислородной резки металла
По своему назначению кислородную резку подразделяют на поверхностную и разделительную.
К разделительной резке относят изготовление заготовок, раскрой металлических листов и иные работы, связанные с разделением первоначально целостного металла на несколько отдельных частей.
К поверхностной резке относится:
- удаление дефектов с отливок,
- проката и сварных швов,
- разделка канавок на металле,
- снятие с металла поверхностного слоя и ряд иных работ.
По способу выполнения кислородная резка металла делится на машинную и ручную. Ручную выполняют с помощью специального резака, а машинную – на специальных газорезательных автоматах и полуавтоматах.
Требования к металлу, подвергающемуся кислородной резке
- температура воспламенения в кислороде должна быть ниже, чем температура плавления металла;
- температура плавления окислов металла должна быть ниже, чем температура плавления самого металла;
- металл не должен иметь высокую теплопроводность;
- должен обладать хорошей жидкотекучестью.
Из требований становится ясно, что далеко не все металлоконструкции поддаются кислородной резке. Так, алюминий, чугун, медь и их сплавы не удовлетворяют вышеперечисленным требованиям. Зато отлично поддаются кислородной резке низкоуглеродистые стали. Так же достаточно хорошо режутся средне- и высокоуглеродистые стали, в некоторых случаях достаточно обеспечить их предварительный подогрев.
Очень важно применять для резки кислород с чистотой не ниже 98,5%, так как с её понижением значительно увеличивается расход кислорода и снижается производительность резки.
Фотогалерея
|
Резка металла. Купить закладные детали |
Заказать резку металла. Цена на закладные детали |
Резка металла в СПб. Закладные детали |
Теория газокислородной резки
Газовая резка Oxy-Fuel подходит для работы с низкоуглеродистыми и низколегированными сталями, при этом содержание углерода обычно ограничивается от 1/10 до 3/10 от 1%. Различные легирующие элементы, содержащиеся в стали, влияют на способность кислорода резать металл. Такие элементы, как марганец, кремний, фосфор и сера, имеют очень незначительный эффект в обычных концентрациях. Другие элементы, такие как хром, никель, молибден и углерод, обычно снижают способность кислорода разделять материал до различных пределов каждого из них.
Прежде чем пытаться разрезать кусок материала пламенем, вы должны изучить его и рассмотреть элементы, которые он содержит, а также комбинации этих элементов, точно так же, как если бы вы изучали физические свойства металла для термообработки, закалки в пламени и т. Д. пр.
Резак отводит кислород и смешивает его часть с топливным газом, чтобы создать пламя предварительного нагрева, образуя кольцо пламени вокруг режущего наконечника. Это пламя предварительного нагрева достигает температуры от 4400 ° F до 6000 ° F, в зависимости от используемого топливного газа, а также от отношения кислорода к топливному газу.
Чтобы начать химическую реакцию, металл должен быть доведен до температуры возгорания, которая для низкоуглеродистой стали составляет приблизительно 1600 ° F. В этот момент металл приобретет ярко-оранжевый цвет, а на верхнем крае будут заметны искры. Когда достигается температура растопки, открывается рычаг режущего кислорода и вводится кислород высокой чистоты.
Поскольку кислород химически соединяется с железом экзотермически (экзотермическая реакция), результат обычно называют «режущей струей».«Режущая струя всегда находится в центре острия и мгновенно запускает быстрое окисление стали по всей глубине резания. Когда во время этой реакции кислород высокой чистоты соединяется со сталью, выделяется огромное количество тепла.
Если довести до конца, в результате этой реакции вы получите три сбалансированных химических уравнения:
- Fe + O — FeO + тепло (63,800 кал.) Первая реакция
- 3Fe + 2O 2 — Fe 3 O 4 + Тепло (267,800 кал.) Вторая реакция
- 2Fe + 3/2 O 2 — Fe 2 O 3 + Тепло (196 800 кал.) Третья реакция
Третья реакция в некоторой степени возникает при резке более тяжелых профилей, причем первая и вторая преобладают.Теоретически требуется 4,6 кубических футов кислорода, чтобы полностью окислить один фунт стали до закиси железа (Fe 3 O 4 ). В практических операциях резки количество кислорода используется меньше, потому что не все железо полностью окисляется до закиси железа. Это установленное количество кислорода является постоянным, необходимым для газовой резки металла, независимо от того, какой топливный газ используется для функции предварительного нагрева.
По мере окисления железо начинает течь; часть материала, прилегающего к оксидам железа, плавится и также течет только из-за сильного тепла, которое выделяется в химической реакции.Удаление всего металла в значительной степени зависит от скорости и когерентности режущей струи кислорода высокой чистоты.
Кислородная резка металлов: 5 процессов
Эта статья проливает свет на пять основных процессов кислородной резки металлов. Это следующие процессы: 1. Резка кислородным газом 2. Резка металлическим порошком 3. Резка химическим флюсом 4. Резка кислородным наконечником 5. Резка кислородной дугой.
Процесс №1. Газокислородная резка :Это наиболее часто используемый процесс термической резки, используемый для листовой стали с низким содержанием углерода и низколегированной стали и часто называемый «газовой резкой» или «газовой резкой».Его можно использовать для резки стали толщиной до 2 м.
Процесс кислородно-топливного газа включает предварительный нагрев небольшой зоны, от которой начинается рез, до температуры возгорания материала. Затем сжатый кислород воздействует на чугун, что приводит к очень высокой скорости окисления, которое часто сопровождается выделением тепла из-за экзотермического характера реакции.
Используемый топливный газ обычно представляет собой ацетилен, но также можно использовать пропан, LPG (сжиженный нефтяной газ), природный газ или стабилизированный метилацетилен-пропадиеном (MAPP или MPS) в зависимости от доступности и соображений стоимости.
Резак, используемый для кислородно-ацетиленовой резки, показан на рис. 19.2. Он имеет камеру смешения кислорода и ацетилена, как в сварочной горелке. Но после смешивания газовая смесь вытекает из сопла горелки через ряд небольших отверстий, расположенных по кругу вокруг центрального отверстия, через которые можно заставить течь поток чистого кислорода под высоким давлением, нажав рычаг на ручке горелки. Диаметр этих отверстий меняется и увеличивается с увеличением толщины разрезаемого материала.
Когда разрезаемый материал нагревается до температуры возгорания * (которая составляет от 870 до 950 ° C для низкоуглеродистой стали, в зависимости от содержания углерода) и с ним вступает в реакцию чистый кислород под высоким давлением, в этом случае возможны следующие реакции: черных металлов.
1. Fe + O → FeO + тепло (267 кДж) ……………… (19.1)
2. 2Fe + 1.5O 2 → Fe 2 O 3 + тепло (825 кДж) …………. (19,2)
3.3Fe + 2O 2 → Fe 3 O 4 + тепло (1120 кДж) ………… (19,3)
В основном третья реакция протекает с огромным выделением тепла. Вторая реакция в некоторой степени возникает только при резке более тяжелых участков. Теоретически 0,29 м 3 из O 2 окислит 1 кг железа с образованием Fe 3 O 4 . Однако на практике потребление кислорода выше этого значения для листа толщиной менее 40 мм и ниже для более высоких толщин, являясь наименьшим значением для диапазона толщин от 100 до 125 мм.
Экзотермическая реакция между O 2 и Fe генерирует достаточно тепла для продолжения процесса термической резки без использования предварительного нагрева пламени с использованием только кислорода, но на практике это невозможно, потому что много тепла расходуется на сжигание грязи, краски и т. Д. накипь и т. д., и значительное количество теряется из-за радиации. Кроме того, высокоскоростная струя, падающая на поверхность, вызывает охлаждающее действие, которое необходимо компенсировать предварительным нагревом.
Химическая реакция между двухвалентным железом и кислородом редко бывает полной, и анализ выдутого материала (или шлака) часто показывает, что от 30% до 40% шлака составляет основной материал.
Сталь и некоторые другие металлы можно резать кислородно-ацетиленовым пламенем, если они соответствуют следующим условиям:
(1) Температура плавления металла должна быть выше температуры его возгорания.
(2) Оксид металла, образующийся в результате реакции с кислородом, должен иметь более низкую температуру плавления, чем точка плавления исходного материала, и он должен быть жидким в расплавленном состоянии, чтобы легко выдуваться.
(3) Он должен иметь низкую теплопроводность, чтобы материал мог быстро нагреваться до температуры возгорания.
Когда заготовка разрезается в процессе термической резки, ширина разреза обозначается как KERF, которая в процессе кислородно-топливного газа является функцией размера кислородного отверстия в наконечнике сопла, расхода кислорода и газов предварительного нагрева, скорости резки и характера разрезаемого материала.
Скорость резания и сопротивление:
Для каждого металла есть лучшая скорость резки. Толщина и характер разрезаемого материала определяют размер наконечника. Наилучшие результаты достигаются, когда давление кислорода для резки, скорость резки, размер наконечника и пламя предварительного нагрева регулируются таким образом, чтобы добиться узкого и чистого среза.Неправильно сделанные пропилы дают рваные и неровные края со шлаком, приставшим к дну пластин. Одним из показателей надлежащей скорости резания являются «линии сопротивления», вызванные потоком кислорода для резки над расплавленным металлом, образующим стороны реза.
Под сопротивлением понимается величина, на которую нижняя часть разреза отстает от верхней. Обычно выражается в процентах от толщины заготовки; таким образом, если разрезать пластину толщиной 10 мм и величина запаздывания составляет 5 мм, это составит 50% (5/10 x 100 = 50%) сопротивления, как показано на рис.19.3.
Влияние скорости резания на сопротивление, пропил и характер резания показано на рис. 19.4. Тонкие, довольно вертикальные линии перетаскивания указывают на хорошее качество резки; Обычно это достигается, когда искровой поток под заготовкой имеет угол опережения 15 °. Если по какой-либо причине заготовка остается неотделенной, рез называется «рез без выпадения».
Скорость выше оптимальной без соответствующего увеличения потока кислорода приводит к большему сопротивлению.Обратное сопротивление может быть получено, когда поток кислорода для резки слишком велик, а скорость резки слишком низкая. Задержка, вызванная неправильным углом, не считается сопротивлением.
Низкая скорость резания часто приводит к неровностям пропила с чрезмерным окислением металла, что приводит к более широкому пропилу. Верхние края также излишне закруглены. Обычно при толщине материала 50 мм ширина пропила может выдерживаться в пределах ± 0,4 мм.
Кислород, используемый для газокислородной резки, должен иметь чистоту не менее 99.5%. Скорость режущей струи кислорода также является критическим фактором для достижения желаемого качества резки, поскольку более низкая скорость может быть недостаточной для удаления шлака, расплавленного металла и газообразных продуктов, таких как CO, CO 2 , SO 2 , образованных реакция кислорода с углеродом и серой в стали, в то время как более высокая скорость струи может вызвать шероховатость на кромках среза. Пламя предварительного нагрева для кислородно-ацетиленовой резки должно быть нейтральным или окисляющим.
Рекомендации по оптимальным настройкам для резки очищенной низкоуглеродистой стали можно получить, следуя графику, приведенному в Таблице 19.1:
Указанный выше график предназначен для резки обычными наконечниками; однако скорость можно увеличить на 25–50% с помощью высокоскоростных наконечников.
Машинная резка:
Ручная газовая резка широко используется и обеспечивает полностью удовлетворительные разрезы для широкого диапазона операций резки. Однако машинная резка находит все более широкое применение, поскольку она обеспечивает большую скорость, точность и экономичность. Газорезательные машины могут использоваться для прямолинейной резки, круговой резки, подготовки кромок листов и фигурной резки.
Прямолинейная и круговая резка:
Большинство доступных машин предназначены для работы как по прямой, так и по круговой траектории. Круги различного размера могут быть вырезаны правильной установкой радиального стержня.
Подготовка кромки листа:
Толстые листы обычно требуют снятия фаски или строжки для подготовки их к сварке. Резки под углом можно легко выполнить, установив резак под нужным углом. Однако для подготовки J-образной или U-образной кромки используется наконечник для строжки, который обычно предназначен для подачи большой струи кислорода с низкой скоростью.Резак для строжки держат под углом примерно 20 ° к горизонтали в начале резки, а затем опускают примерно до 5 ° по мере выполнения операции.
Отбор формы:
Фигурная резка — это вырезание контура любой желаемой формы. Это может быть достигнуто ручным управлением, но отделка обычно неудовлетворительна, за исключением очень грубой работы. Машины газовой резки могут выполнять эту работу с отличными результатами благодаря использованию фотоэлектрических или электронных индикаторов или даже шаблонов.
В новейших установках также используются системы ЧПУ (числовое программное управление) и ЧПУ (числовое программное управление). Устройства слежения обеспечивают средства следования контуру чертежа, чтобы вести колесо, которое, в свою очередь, обеспечивает тягу для приведения в движение машины для отбраковки.
Самые современные станки для резки с несколькими резаками управляются оборудованием NC, которое может иметь компьютерное управление. Каким бы ни был тип контроля отслеживания, операция резки по существу одинакова. Одним из достижений в области автоматической газовой резки является резка скошенных кромок на деталях контурной формы.Допуски на размеры, достигаемые современными газорезательными станками с использованием трассирующего контроля, могут составлять от +0 до -0,8 мм.
Трассировщики с шаблономне так просты в использовании, как электронные или фотоэлементы, но они все еще очень широко используются в большинстве производственных цехов. Шаблоны могут быть изготовлены из полосового материала, цельного металла или даже дерева, в зависимости от доступной трассирующей головки и желаемой точности резки.
Металлургические эффекты газовой резки:
Газовая резка низкоуглеродистой стали оказывает очень небольшое физическое или металлургическое воздействие на металл, прилегающий к разрезу, но твердость кромок увеличивается с увеличением содержания углерода или сплава.Закаленные кромки трудно поддаются обработке и могут треснуть под нагрузкой. Чтобы избежать такого состояния, лучше всего предварительно нагреть металл. Среднеуглеродистая сталь должна быть нагрета до 175–350 ° C, в то время как стали HSLA (высокопрочные и низколегированные) требуют температуры предварительного нагрева от 315 до 480 ° C.
Тяжелые листы не коробятся при газовой резке, но листы толщиной 15 мм или меньше, возможно, придется зажать, или количество разрезов, выполняемых в любое время, может быть ограничено.
Заявки:
Газовая резка широко используется для резки стальных и чугунных профилей общего назначения.Конструкционные формы, трубы, стержни и другие подобные материалы могут быть разрезаны на нужную длину для строительства или разделены на металлолом и утилизацию. Этот процесс можно использовать на сталелитейном или литейном производстве для резки ворот, стояков, заготовок и отливок. Его можно использовать для тяжелой резки деталей толщиной до 2 м и для резки штабелями.
Нарезка стопки:
Значительную экономию времени можно сократить, разрезав несколько одинаковых деталей или пластин и листов, сложив их стопкой и разрезав все за один проход.Пластины должны быть плотно зажаты, так как любой воздушный зазор может привести к потере разреза.
Общая толщина стопки определяется требуемым допуском на резку и толщиной верхней части. При допуске резки 0,8 мм высота стопки не должна превышать 50 мм; с допуском 1,6 мм толщина стопки может составлять 100 мм. Максимальная высота штабеля для газокислородной резки обычно ограничивается 150 мм.
Если для толстой стопки используется пламя с сильным подогревом или когда стопка режет материал толщиной менее 5 мм, сверху используется «лишняя пластина» толщиной 6 мм.Он не только защищает верхнюю пластину, но и обеспечивает лучший запуск, более острый край на заготовке сучьев и отсутствие коробления верхнего листа.
Газовая резка чугуна и нержавеющей стали:
Железо и низкоуглеродистые стали можно легко резать пламенем, но чугун не так легко резать с помощью этого процесса, потому что его температура возгорания выше его точки плавления. Кроме того, он имеет тугоплавкий оксид силиката, который образует шлаковое покрытие. Хромоникелевую нержавеющую сталь также нельзя резать обычным способом газовой резки из-за образования тугоплавкого оксида хрома на поверхности.Точно так же цветные металлы, такие как медь и алюминий, также образуют слои тугоплавкого оксида, которые препятствуют нормальной газовой резке; ситуация усугубляется их высокой теплопроводностью.
Чугун, однако, можно резать при условии, что он может быть предварительно нагрет до желаемой степени, а давление кислорода для резки увеличивается на 25% для чугуна по сравнению с тем, которое требуется для резки стальных профилей эквивалентной толщины. Резка чугуна обычно достигается за счет колебательного движения резака, как показано на рис.19,5; движение меняется в зависимости от толщины заготовки. Колебания горелки помогают струе кислорода выдувать шлак и расплавленный металл из пропила.
пропил обычно широкий и грубый. Кроме того, пламя предварительного нагрева, используемое для резки чугуна, относится к редуцирующему типу с пароваркой, выдвинутой к дальней стороне секции чугуна. Топливный газ excels помогает поддерживать предварительный нагрев в пропиле во время горения. Чугун также можно разрезать, используя трафаретную пластину, как для резки штабеля.
Для резки нержавеющих сталей и других жаропрочных сталей резак движется вперед, затем немного назад, затем вперед, затем немного назад, как показано на рис.19.6. Этот метод может использоваться для резки нержавеющей стали толщиной до 200 мм с помощью стандартного резака при условии, что вся толщина начального края предварительно нагрета до ярко-красного цвета перед продолжением резки.
Нержавеющие стали и другие стойкие к окислению стали также можно резать пламенем, зажимая отходящую пластину из низкоуглеродистой стали соответствующей толщины на верхней части разрезаемого материала. Резка начинается в пластине из углеродистой стали, и тепло, выделяемое при ее окислении, обеспечивает дополнительное тепло для поддержания реакции окисления при резке нержавеющей стали.Кроме того, оксид железа с пластины для отходов помогает смыть тугоплавкие оксиды с нержавеющей стали. Однако этот метод отбраковки нержавеющей стали пламенем приводит к дополнительным затратам на отходную плиту, увеличению времени наладки, низкой скорости резания и низкому качеству реза.
Другой метод резки нержавеющей стали — это укладка стального сварочного прутка или стальной полосы вдоль линии разреза. Тепла, выделяемого при реакции кислорода со стальным стержнем или полосой, обычно достаточно для плавления паза.пластина из нержавеющей стали. Однако резка нержавеющей стали — это больше процесс плавления, чем процесс окисления.
Помимо вибрационных методов и методов измельчения, чугун и нержавеющая сталь можно резать также методами порошковой резки и резки флюсом.
Процесс №2. Резка металлическим порошком:Это процесс кислородной резки, в котором для облегчения резки используется металлический порошок (железо или алюминий). Этот процесс используется для резки чугуна, хромоникеля, нержавеющей стали и некоторых высоколегированных сталей.Принцип работы порошковой резки заключается в легком впрыскивании металлического порошка в поток кислорода задолго до того, как он ударяется о металл, подлежащий резке.
Порошок нагревается при прохождении через кислородно-ацетиленовое пламя предварительного нагрева и почти сразу же воспламеняется в потоке режущего кислорода. Порошок из дозатора порошка подается к кромке резака с помощью сжатого воздуха или азота, как показано на рис. 19.7.
Воспламененный порошок обеспечивает гораздо более высокую температуру в потоке, что помогает отслаивать металл почти так же, как резка низкоуглеродистой стали.При порошковой резке предварительный нагрев не требуется.
Скорость резания и давление кислорода при резке такие же, как при резке низкоуглеродистой стали; однако для резки материала толщиной более 25 мм следует использовать сопло на один размер больше. Скорость потока обычно составляет от 010 до 0-25 кг железного порошка в минуту резки. Порошковая резка обычно оставляет на поверхности среза окалину, которую можно легко удалить при охлаждении.
Отбраковка металлическим порошком была первоначально введена для резки нержавеющей стали, но успешно применяется для резки легированных сталей, чугуна, бронзы, никеля, алюминия, разливов из сталеплавильных ковшей, некоторых огнеупоров и бетона.Тот же самый основной процесс может также использоваться для строжки и зачистки для кондиционирования заготовок, блюмов и слябов на сталелитейных заводах.
Порошковая резка также полезна для пакетной резки, когда предварительный нагрев от обычного пламенного отбраковки недостаточен на нижней пластине (ах) либо из-за большой глубины, либо из-за разделения между пластинами. Благодаря металлическому порошку и его реакции в кислороде резка выполняется даже при разделении. Однако при порошковой резке образуется довольно много дыма, который необходимо удалить, чтобы защитить здоровье оператора и избежать вмешательства в другие операции в этой зоне.
Процесс № 3. Резка химическим флюсом:В процессе кислородной резки химический флюс вводится в поток кислорода, так как металлический порошок вводится при порошковой резке. Флюс соединяется с тугоплавкими оксидами и превращает их в растворимое соединение. Химические потоки могут быть солями натрия, такими как карбонат натрия.
На рис. 19.8 показана одна из установок, используемых для резки флюсом. В этом методе кислород всасывает флюс из бункера со скоростью от 0,06 до 0-30 кг в минуту и проходит через струю режущего кислорода.
Процедура резки флюсом включает нагревание начальной точки резки до белого каления, затем клапан кислорода для резки открывается на пол-оборота, и поток в потоке кислорода направляется к горелке. Когда расплавленный металл достигает нижнего края детали, резак перемещается вдоль линии разреза, и клапан подачи кислорода для резки полностью открывается. Для прекращения работы сначала закрывается клапан подачи флюса, а затем другие клапаны горелки.
Рекомендуется размещать подачу флюса на расстоянии 10 м от зоны резки.Также необходимо следить за тем, чтобы шланги, через которые проходит смесь флюса с кислородом, не имели резких изгибов, иначе это может привести к засорению.
Этот процесс может использоваться для резки чугуна, хромистой стали, хромоникелевой стали, меди, латуни и бронзы. Однако не рекомендуется резать стали с высоким содержанием никеля, например, сталь 15 Cr 35 Ni. Однако резка химическим флюсом постепенно теряет свое промышленное значение из-за развития более эффективных методов, таких как плазменная резка.
Процесс №4. Кислородная резка:Кислородная резка — это процесс кислородной резки, используемый для резки металлов кислородом, подаваемым через расходную трубку. Кислородная трубка изготавливается из отрезка черной железной трубы малого диаметра (3-13 мм). Трубка с копьем соединена с фитингами и ниппелями, а также с быстродействующим переключателем кислородного клапана, как показано на рис. 19.9A. Кислород по шлангу подается в трубу с регулируемым давлением от 550 до 620 кПа. Труба фурмы сгорает в процессе резки.
Основное различие между кислородной фурмой и обычной газовой горелкой состоит в том, что в первой отсутствует пламя предварительного нагрева для поддержания температуры материала при растопке. В основном кислородная фурма используется для резки горячего металла, в частности, на сталеплавильных заводах непрерывной разливки.
Сталь достаточно горячая, поэтому поток кислорода вызывает быстрое окисление и резание. Для других применений, таких как тяжелая или глубокая резка, используется стандартный резак для предварительного нагрева, за которым следует кислородная трубка для резки.Конец кислородной фурмы нагревается и плавится, подавая железо для реакции, чтобы поддерживать высокую температуру для резки.
Другие методы, используемые для получения тепла, необходимого для начала резки, включают размещение раскаленной докрасна стальной детали на острие скворца или нагревание конца копья, пока оно не раскалится докрасна; Когда труба соприкасается с разрезаемым металлом и подается кислород, конец трубы горит ярко, выделяя достаточно тепла для начала резки.
Защитный экран от брызг часто требуется для защиты оператора от разбрызгивания шлака.Это удобно сделать, перевернув ведро с отверстием диаметром 13 мм в его дне, через которое кислородная трубка проходит в желаемое место, как показано на рис. 19.9B.
Кислородная трубка — отличный инструмент для пробивки отверстий в стали, например, отверстие диаметром 65 мм можно вырезать в стали толщиной 300 мм за две минуты. Этот процесс также используется для выпускных работ в доменных печах и мартеновских печах. Обычный аппарат позволяет резать материал толщиной до 2 м.
Иногда порошковая резка также выполняется с помощью оборудования для резки с копьем. Порошки железа и алюминия смешиваются с кислородом в рукоятке фурмы и горят на конце трубы. Порошок для резки фурмы может быть успешно использован для резки алюминиевых заготовок, бронза, как стали и чугуна с включениями, огнеупоров, и бетона.
Также доступны некоторые патентованные кислородные трубки. Такие трубы снабжены отрезанными отрезками проволоки из алюминия и стали или магния и стали.Алюминий и магний легко окисляются и повышают температуру реакции. Сталь трубы и стальная проволока замедляют реакцию, в то время как алюминиевая и магниевая проволока ускоряет реакцию. Этот тип копья может гореть в воздухе, под водой или в негорючих материалах. Огромное количество выделяемого тепла может разрезать практически все, включая бетон, кирпичи и другие неметаллы.
Процесс №5. Кислородная дуговая резка:В этом процессе тепло, необходимое для предварительного нагрева или плавления материала, передается за счет дуги между расходуемым трубчатым электродом и основным металлом.Используемый электрод имеет покрытие из флюса и подключается к источнику постоянного тока. или переменного тока блок питания хотя d.c. с отрицательным электродом обычно предпочтительнее, так как он дает более высокие скорости резки.
Для этого процесса требуется специальный комбинированный электрододержатель и кислородная горелка, как показано на рис. 19.10. Кислород подается в отверстие в электроде под давлением около 5 бар (500 кПа). Популярные размеры используемых электродов — это диаметры 5 мм и 7 мм с диаметром центрального отверстия 1-6 мм и 2-5 мм соответственно и длиной 450 мм.Электрический ток находится в диапазоне от 150 до 250 А, и можно использовать давление кислорода от 20 до 500 кПа.
После начала резки электрод перемещают по пластине так, чтобы внешний край флюсового покрытия соприкасался с поверхностью, образуя с ней угол от 80 ° до 85 °. Конец электрода горит в виде конуса, поэтому длина дуги остается постоянной. Покрытие из флюса помогает резать стали, содержащие легирующие элементы, которые в противном случае могут замедлить или остановить экзотермическую реакцию между железом и кислородом.
В варианте процесса используется обычный сварочный электрод для резки с подачей кислорода в пропил с помощью режущей насадки, напоминающей газовую сварочную горелку, но с подачей только кислорода через нее.
Кислородно-дуговая резка может использоваться для резки высокохромистых и никелевых нержавеющих сталей, высоколегированных сталей, алюминия, меди, латуни, бронзы, монкла, инконеля, никеля и чугуна. Качество резки ниже, чем при газовой резке низкоуглеродистой стали.С помощью этого процесса можно резать материалы толщиной от 5 мм до 100 мм; скорость резки зависит от толщины материала. В таблице 19.2 приведены данные по кислородно-дуговой резке низкоуглеродистой стали.
Для резки стойких к окислению металлов дуга обеспечивает тепло для плавления, а струя кислорода используется для выдувания расплавленного металла из пропила; это приводит к значительному снижению скорости резания. Например, скорость резки для нержавеющей стали или металлического листа из монеля толщиной 25 мм будет составлять около 4 м / час, а для бронзы такой же толщины — 5 м / час по сравнению с 30 м / час для низкоуглеродистой стали.
Этот процесс может успешно применяться для резки под водой.
Азот против кислорода: что лучше использовать для резки стали?
Home / Азот или кислород: что использовать для резки стали?Чтобы принять наиболее экономичное решение о выборе между этими вспомогательными газами, необходимо взвесить несколько важных факторов.
Азот обычно используется при резке нержавеющей стали или алюминия для достижения превосходного качества.В отличие от кислорода, азот служит защитным газом в легком материале, чтобы остановить процесс горения и позволить лазеру испарить материал. Это означает, что мощность является определяющим фактором скорости резания; больше мощности — больше скорости.
Лазерная резка — это процесс термической обработки, при котором лазерный луч служит инструментом. Конкретные параметры, используемые в этом процессе, такие как мощность лазера и тип вспомогательного газа, значительно повлияют на общее качество и время обработки во время работы.Наиболее распространенными вспомогательными газами являются кислород и азот. Их выбирают в зависимости от типа разрезаемого материала, его толщины и требуемого качества кромки.
Традиционно при резке стали чаще всего используется кислород. Тонкая сталь не требует значительного количества энергии из-за процесса горения, который включает экзотермическую реакцию — химическую реакцию сжигающего кислород железа, которая выделяет избыточную энергию за счет тепла и света. Кислород сделает примерно 60 процентов работы.Это, в свою очередь, является ограничивающим фактором скорости резания. К материалу можно приложить только определенную мощность, прежде чем произойдет слишком сильное горение, что приведет к плохому резанию. Это означает, что скорость резки с использованием кислорода в качестве вспомогательного газа для тонкой стали будет одинаковой для лазера мощностью от 1500 до 6000 Вт.
Азот обычно используется при резке нержавеющей стали или алюминия для достижения превосходного качества. В отличие от кислорода, азот служит защитным газом в легком материале, чтобы остановить процесс горения и позволить лазеру испарить материал.Это означает, что мощность является определяющим фактором скорости резания; больше мощности — больше скорости.
Мощность лазера постоянно увеличивается в различных областях применения. Эта разработка дала пользователю лазера обоснованный выбор для своих производственных нужд, поскольку теперь он может рассматривать вспомогательный азотный газ как действенный метод обработки стали.
ФАКТОРЫ ДЛЯ РАССМОТРЕНИЯ
Чтобы сделать правильный выбор между кислородом и азотом, необходимо учитывать следующие критерии:
(1) Скорость обработки
(2) Вторичные операции, включая необходимое качество кромки
(3) Стоимость операции
Давайте рассмотрим эти три фактора более подробно:
Скорость обработки. Как указывалось ранее, скорости кислородной резки ограничены мощностью, которая может быть приложена, тогда как скорости азотной резки напрямую связаны с мощностью. В некоторых случаях более высокая мощность лазера, когда азот используется для резки тонкой стали, позволяет пользователю лазера ожидать, что скорость обработки в три-четыре раза выше, чем та, которую можно достичь при использовании кислорода. Однако лазерная резка стали с азотом не ограничивается тонкими материалами. Азот можно использовать в качестве вспомогательного газа для более толстых сталей, максимальная толщина которого зависит от доступной мощности лазера.Хотя азот обеспечивает более высокие скорости обработки стали до 1/8 дюйма, это не относится к более толстым материалам, и в этом случае кислород будет обеспечивать более высокие скорости по мере увеличения толщины материала.
Вторичные операции. Азот обеспечит превосходное качество кромки без каких-либо примесей. Эта кромка очень восприимчива к порошковой окраске, а также обеспечивает надлежащую поверхность сварного шва. Этот метод резки обычно исключает необходимость в каких-либо дополнительных операциях. Однако оксидная поверхность, образованная кислородной резкой, может повлиять на окраску порошкового покрытия, а также на сварку.Как правило, для сталей более 14 калибра эта поверхность должна быть удалена для порошковой окраски.
Стоимость эксплуатации. Основным фактором, влияющим на эксплуатационные расходы, является вспомогательное потребление газа. Есть существенная разница между кислородом и азотом. Обработка кислородом может привести к наименьшим операционным затратам, поскольку скорость потребления газа может быть в 10-15 раз меньше, чем потребность в азоте. Вообще говоря, с увеличением толщины увеличивается расход вспомогательного азота.
ПРАВИЛЬНЫЙ ВЫБОР
Принимая во внимание все факторы, можно сделать следующее определение:
В тонких сталях, если пользователь лазера может увеличить скорость обработки и производить больше деталей лучшего качества при той же или немного большей стоимости, тогда азот следует строго рассматривать в качестве вспомогательного газа. По мере увеличения толщины материала решение становится все более сложным. Если производимые детали требуют вторичных операций, пользователь должен взвесить стоимость дополнительных процессов и обработки, чтобы определить, обеспечит ли стоимость дополнительного азота в процессе лазерной резки наиболее экономически эффективное решение.
Чтобы принять наиболее экономичное решение, необходимо взвесить все эти факторы. Но все это сводится — и что наиболее важно — к тому, что у пользователей лазеров действительно есть выбор.
Кислородная резка очень толстого листа
На нескольких промышленных предприятиях на этой планете вы увидите длинное пламя, прорезающее стальную гору глубиной 10 футов. Он выглядит вулканическим, первозданным, возможно, потусторонним.Это одна из старейших технологий производства металла: газокислородная резка.
Очень толстый лист — это рулевая рубка для газокислородной резки, и немногие, если вообще какие-либо виды резки в мире, имеют толщину более 10 футов. Эти промышленные применения являются частью операций по утилизации, и пропилы, производимые пламенем, некрасивы. Но приложение действительно показывает, насколько мощным может быть пламя кислородного топлива — или, точнее, экзотермическая реакция, которую пламя кислородного топлива вызывает в углеродистой стали, — может быть при некоторых экстремальных толщинах материала.
Когда топливо и кислород смешиваются и нагревают заготовку до температуры воспламенения, кислород вступает в реакцию с железом в материале, помогая переносить энергию резания через дюймы, а иногда и футы толщины материала. Центральная струя кислорода включается, и начинается резка. При резке толстого листа именно экзотермическая реакция между кислородной струей и железом в материале выполняет режущее действие.
Допустим, вам предстоит разрезать материал толщиной от 8 до 12 дюймов.Какие вопросы вам нужно задать? Вам не нужно спрашивать: «Может ли кислородное топливо сократить это?» Может.
Вместо этого ваши вопросы должны быть сосредоточены в первую очередь на оптимальной безопасности, а затем на эффективности и требуемом качестве. Правильно спроектированная система газокислородной резки должна обеспечивать все три.
Какой процесс резки лучше всего?
Для материала толщиной 3 дюйма и более ответ обычно довольно прост. Обычно при лазерной резке обрабатываются материалы толщиной от 1 до 1,25 дюйма. Верхний предел плазменной резки составляет от 2 до 3 дюймов.
Для стальных листов большой толщины — 4, 6, 8 и даже 10 дюймов — кислородная резка действительно подходит. Его вертикальное синее пламя рассекает его, образуя перпендикулярный край. Размер наконечника, ширина пропила и, следовательно, расход газа увеличиваются с увеличением толщины материала. Но при правильной скорости и настройках струи кислорода, а также при правильной настройке насадки и машины вы не увидите размытия за углами.
Да, с помощью абразивной гидроабразивной резки можно разрезать лист толщиной 8 дюймов. Это может иметь смысл для определенных применений, особенно если материал, измененный в зоне термического влияния разреза, может быть вредным.А иногда гидроабразивная резка, точный процесс, может устранить вторичное шлифование или фрезерование. Но когда вы достигаете предельной толщины материала, скажем, 8 дюймов и более, струя воды чрезвычайно медленно ползет по пропилу. Пламя кислородного топлива может резать только со скоростью 8 дюймов в минуту (IPM), но водоструйная резка может резать такой экстремальный материал со скоростью 0,1 IPM или даже медленнее. Бывают исключения, но по большей части, если вам нужно резать очень толстую сталь, кислородное топливо — это то, что вам нужно.
Факторы безопасности
Разговор о безопасности должен быть постоянным минусом для любого нового производственного применения, и резка очень толстого листа не исключение.
Во-первых, какой топливный газ используется? Ацетилен не рекомендуется для большинства толстых пластин из-за большого объема используемого газа. Накопленный ацетилен может стать очень нестабильным, если режущая система вытягивает слишком много горючего газа из баллона в течение короткого периода времени. При резке толстого листа можно использовать большой объем топливного газа.
Газокислородный факел прорезал этот кусок стали толщиной более фута.
Действительно, поток топливного газа невелик по сравнению с потоком кислорода, который может быть установлен на уровне 100 фунтов на квадратный дюйм или более, но тяжелые приложения по-прежнему потребляют значительное количество топливного газа за короткое время.В процессе эксплуатации необходимо использовать топливный газ, который остается стабильным на протяжении всего процесса, например пропан или природный газ.
Затем рассмотрим, как смешиваются топливный газ и кислород. Кислородная резка толстого листа требует длительного времени предварительного нагрева, так как металл в заготовке нагревается до температуры возгорания. Вот где возникает риск воспоминаний. Материал заготовки или атмосфера могут застрять в наконечнике. Поскольку подогреваемые газы смешиваются внутри наконечника, блокировка заставляет пламя возвращаться в горелку и в систему подачи газа.Такие воспоминания могут происходить с удвоенной скоростью звука и создавать чрезвычайно опасную ситуацию.
Обратный поток, связанная с этим проблема безопасности, возникает, когда давление в кислородном баллоне становится слишком низким — основная причина, по которой вы никогда не должны запускать кислородный баллон, пока он не опустеет (а кислородные баллоны могут быстро опуститься в приложениях с высоким потреблением газа. как резка толстого листа). Когда давление слишком низкое, топливный газ смешивается с кислородом в горелке и возвращается по линии подачи кислорода. В случае выхода из строя ретрансляционных разрядников происходит разрушительный взрыв.
В тяжелых условиях эксплуатации используется много газа, что требует дополнительных мер безопасности. Сюда может входить так называемая подсказка после микширования. Эти наконечники имеют три набора отверстий: одно для подогрева кислорода, другое для подогрева топливного газа, а затем центральное для струи режущего кислорода. В основном, конструкция позволяет физически отделить смесь подогреваемого газа от режущего газа. Смешивание происходит вне самого наконечника. Это дает мало, если вообще дает возможность противодавления вернуть горючий материал в линии подачи.
Что режут?
Если это кислородное топливо, вероятно, это резка углеродистой стали, но какой формы и для какой цели будет служить отрезанная деталь? Будет ли это сломанная деталь, или обрезанная заготовка будет отправлена на последующую операцию для дальнейшей обработки?
Вы можете резать сталь толщиной 8 дюймов, но это плоский лист или форма, толщина и общая форма которой меняются? Для резки больших фигур имеет смысл задействовать систему газокислородной резки.Это может работать для массивных структурных приложений, таких как очень большие двутавровые балки. Другие применения могут повлечь за собой разрезание массивной пластины на регулярные участки с торца. В этих и других случаях кислородная горелка может быть установлена на механизированной тележке, которая перемещается к заготовке. Эти системы должны быть спроектированы с достаточной защитой и пространством для всех компонентов системы.
Если приложение требует вырезания группы деталей из плоской пластины, возможно, потребуется стол с дополнительным армированием, особенно при резке материала толщиной более 6 дюймов.- максимум для многих готовых разделочных столов. Столы для резки, безусловно, могут быть разработаны для более толстого материала, но они требуют дополнительного усиления.
Учет тепла
Кислородная резка толстого листа действительно становится продуктивной, если на станке установлено несколько резаков. Конечно, резак будет резать с кажущейся медленной скоростью 8 дюймов в минуту через 6 дюймов материала или более. Но если машина режет шесть деталей за раз, кислородно-топливная система может произвести значительное количество деталей в короткие сроки.
При этом шесть резаков, одновременно перемещающихся через толстый материал, выделяют много тепла, и это необходимо учитывать в столах для тяжелых условий эксплуатации. В противном случае сильная жара может повредить стол, особенно опору главной балки портала.
Использование уровня грунтовых вод обычно не является практичным вариантом. Плазменная резка, конечно, может происходить под водой, но кислородная резка — нет. Горелка на кислородном топливе может разрезать пластину, стоящую на планках, которые находятся над водой, но вода имеет тенденцию переохлаждать нижнюю часть пластины, предотвращая легкое падение окалины.Если уровень воды слишком близок к пластине, струя кислорода для резки может перемешать воду и вызвать ее разбрызгивание, что может привести к ухудшению качества резки.
При кислородной резке обрабатывается заготовка глубиной более 8 футов. Обрезанный край, конечно, некрасивый. Тем не менее экзотермическая реакция, которую вызывает кислородное пламя, может переносить энергию резания на всем протяжении заготовки.
По этой причине столы с сухой нисходящей тягой обычно являются предпочтительными режущими столами, но их часто необходимо изменять для этих экстремальных применений.Большинство машин, предназначенных для резки материала толщиной 6 дюймов или более, имеют воздуходувки, установленные в седле портала. Когда датчики обнаруживают, что рабочая среда достигла определенной температуры, включается вентилятор. Воздуходувка заставляет воздух проходить через нижнюю часть стола и выходить с противоположной стороны, распределяя тепло от процесса резки.
Время предварительного нагрева является наиболее интенсивным из-за того, что резак не движется. Серия из шести горелок сидит долго, чтобы предварительно нагреть такой экстремальный материал до температуры возгорания.
Проблема усугубляется, когда вы делаете пирсинг. Пирс может стать настоящим фейерверком, особенно на машине с несколькими факелами. Это основная пища для промышленных фотографов, но для операторов и руководителей отделов резки в лучшем случае это неприятность, а в худшем — серьезная угроза безопасности. Чтобы учесть летящие искры, конструкция машины, органы управления и газовая аппаратура нуждаются в соответствующей защите.
Еще одна «горячая точка» во время цикла резки возникает после того, как резак выполняет полную резку профиля.Тепло уже сконцентрировано в начале резки; резак движется по траектории резки, а затем возвращается в исходную точку, которая начала охлаждаться. Когда резак возвращается в исходное положение, эта точка становится настолько горячей, что заставляет деталь слегка смещаться, изменяя траекторию резки.
Чтобы предотвратить смещение работы, операторы программируют так называемый блокирующий ввод. Вместо того, чтобы вести по прямой, факел следует угловым, почти похожим на головоломку путем. Этот ввод по существу «фиксирует» вырезанную деталь на месте, когда резак возвращается в исходную точку.
Начало резки
Теоретически при кислородной резке можно пробить отверстия диаметром 8, 10 и 12 дюймов. материал, а то и толще. Машины даже могут быть спроектированы так, чтобы выдерживать очень высокую температуру, которую производит такая прошивка. Но зачастую это просто непрактично; комбинированное время предварительного нагрева и прошивки слишком велико.
Пуск с кромки часто имеет наибольший смысл; Вы можете минимизировать необходимый предварительный нагрев, нагревая начальную точку вручную горелкой для бутонов розы перед запуском цикла резки.
Если запуск кромки непрактичен или неэкономичен, у вас есть несколько других вариантов, которые технически создают своего рода «кромку старта» в середине листа. Самый простой метод заключается в том, чтобы просто просверлить отверстие магнитным сверлом. Но сверление также требует времени и может стать сложной задачей при работе с очень толстым материалом. Отверстие толщиной 8 дюймов не всегда легко просверлить.
Другой вариант — кислородное копирование. Обычно это работа двух человек. Один человек берет кончик бутона розы и нагревает место прокола на тарелке, пока оно не станет вишнево-горячим.Затем другой человек хватает стальную трубу длиной около 5 или 6 футов с кислородным клапаном и шлангом на конце. Он включает кислород, который запускает экзотермическую реакцию, в результате которой в пластине появляется дыра. Отверстие некрасивое, но при определенных обстоятельствах этот метод может обеспечить быстрое протыкание, например, когда деталь в гнезде имеет большой внутренний вырез.
Рекомендации по обращению
Гуру бережливого производства скажут вам, что для оптимизации потока материалов вы хотите перемещать материал как можно реже.Как гласит пословица, «сделай это за один раз». И во многих случаях это так, особенно когда заготовка проводит больше времени в сидячем положении между операциями. Время, добавленное к добавленной стоимости (включая фактическую резку), составляет небольшую часть всего процесса.
Блокирующие вводы, показанные надрезами типа «кусочек пазла» вверху и внизу слева, предотвращают смещение заготовки из-за воздействия тепла во время цикла резки.
При производстве очень тяжелых листов резка, то есть когда резак движется по листу, остается небольшой частью общего процесса, но предварительный нагрев и прошивка могут занять много времени.Это занимает так много времени, что часто имеет смысл переместить эти массивные заготовки в духовку, нагреть их, а затем переместить к столу для резки. Нагрев толстого листа углеродистой стали — не докрасна, а до температуры, слишком горячей для прикосновения — может значительно сократить время предварительного нагрева, прошивки и резки.
Знания оператора
Опытные операторы машин для газокислородной резки знают тонкости процесса, зачастую даже не глядя на манометры. Они наблюдали цикл предварительного нагрева и резки тысячи раз; подогрев пламени смеси кислорода и горючего газа доводит материал до температуры воспламенения и выполняет прошивку или торцевание, а затем центральная струя кислорода берет на себя распространение экзотермической реакции, происходящей в разрезе.
Операторы знают, как правильно настроить кислород для резки; слишком низкий поток может привести к образованию шлака в резке, а слишком высокий может привести к плохой чистоте резания. Им не обязательно обращаться к таблицам параметров резки, в которых указывается минимальный объем потока подогреваемого топливного газа, который может обеспечить наилучшее качество резки и максимальную скорость резки при заданной толщине материала.
Они чувствуют процесс. Они наблюдают за пламенем, бело-голубым цветом хорошего нейтрального пламени и шумом, который он издает, когда зажигается через большой наконечник (для толстой резки).Если они видят брызги или какие-либо неровности в шлейфе под поверхностью, что-то не так. Они знают, что передний край кислородной струи — это место, где происходит экзотермическая реакция между кислородом и железом, и если эта кислородная струя нестабильна, могут возникнуть проблемы — например, выемка вдоль кромки, если пламя движется слишком медленно.
Настройки газа и параметры резки зависят от области применения. В прошлые годы операторы тратили свои дни, регулируя потоки газа на панели в зависимости от толщины и размера наконечника.Однако сегодня автоматические газовые консоли вносят необходимые регулировки в зависимости от толщины материала и размера используемого наконечника. Все давления газа устанавливаются автоматически. Эта технология становится все более важной, особенно когда операторы станков для газокислородной резки старой школы достигают пенсионного возраста.
Как дома в толстом листе
Предварительный нагрев и протыкание толстого листа может быть тонким искусством, но как только начинается экзотермическая реакция, кислородное пламя делает то, что умеет лучше всего: прорезает вертикальный пропил без закругления верха.Фактически, может быть намного сложнее добиться качественного реза более тонкого материала, особенно менее 3/16 дюйма толщиной — материала, который намного лучше подходит для плазменной, гидроабразивной или других процессов резки.
Тем не менее, даже при резке толстого листа кислородная резка не является надежным процессом. Машины должны быть спроектированы так, чтобы работать с тяжелыми листами, и располагаться на полу, чтобы краны могли перемещать материал в нужное положение. И пламя должно двигаться с правильной скоростью и иметь правильный поток газа, чтобы добиться хорошего среза.
Но когда резка закончена, и большой магнитный кран входит и поднимает заготовку толщиной 8 дюймов из гнезда, это становится зрелищем. Неудивительно, что кислородная резка остается предпочтительным процессом для обработки материалов большой толщины.
Тим Джослин — менеджер по продукции, а Рон Краснек — менеджер по маркетингу и экспорту в Koike Aronson Inc., 635 West Main St., Arcade, NY 14009, 800-252-5232, www.koike.com. Фотографии любезно предоставлены Койке Аронсоном.
Сверхмощный процесс кислородного топлива прорезал этот массивный кусок металлолома.
Выбор между системой плазменной резки и кислородно-топливной системой
Системы резки металла
Резка металла является обычным этапом выполнения многих сварочных работ, независимо от того, применяется ли это в производственном цехе или на стройплощадке.
Два популярных процесса резки металла — это плазменная дуга и газокислородная резка. Обе системы имеют преимущества и недостатки, поэтому выбор наилучшего варианта зависит от множества факторов, включая тип и толщину разрезаемого металла, местоположение работы, доступные источники энергии и стоимость.
Газокислородные горелкидавно стали популярным выбором для резки металла в полевых условиях благодаря преимуществам портативности. Однако технологические достижения делают плазму более портативной. Узнайте больше об основах каждого процесса и факторах, которые следует учитывать при выборе одного из них для вашего приложения.
Основы плазменной резки
Плазма — это ионизированный газ, который проводит электричество и создается путем добавления энергии к электрически нейтральному газу. Энергия — это электричество, а газ — это, как правило, сжатый воздух.Оба элемента объединены в камере между электродом и соплом, в результате чего газ становится неуравновешенным, создавая плазменный газ. Давление воздуха заставляет плазменный газ проходить через сопло, создавая сжатый поток, который является электропроводным. Чем больше энергии добавляется через плазменный резак, тем горячее становится плазменная дуга, что обеспечивает большую производительность и эффективность резки.
Плазменные резакииспользуются для выполнения операций резки и строжки, при этом средняя ручная система способна резать металл максимальной толщиной около 1 дюйма.Плазма обычно требует источника сжатого воздуха и электроэнергии. Это проблемы, которые следует учитывать, когда приложение требует портативности, хотя уменьшенный размер и вес плазменных машин — с некоторыми меньшими машинами, весящими около 20 фунтов — делают их более портативным вариантом, чем когда-либо. Кроме того, потребность в электроэнергии не является проблемой на многих стройплощадках, где обычно доступны сварочные аппараты / генераторы с приводом от двигателя.
К преимуществам аппаратов плазменной резки можно отнести:
- Способность резать многие типы металлов: Плазменные резаки могут резать цветные металлы, такие как алюминий, нержавеющая сталь и чугун — материалы, которые становятся все более распространенными во многих областях.
- Точность резки: Плазменная резка обычно обеспечивает быструю резку с минимальным образованием шлака, обеспечивая гладкую резку с более узким пропилом, чем при использовании газокислородных горелок.
- Предварительный нагрев не требуется: Поскольку для плазменной резки не требуется предварительный нагрев металла перед резкой, это экономит время и деньги.
- Более высокая скорость на более тонких металлах: Плазменная резка может резать более тонкие металлы быстрее, чем газокислородная резка, и с минимальным искажением металла или без него.Плазма также обеспечивает лучшую производительность при резке штабелированных металлов.
- Лучшая резка фасонных металлов: Если заготовка имеет углы, каналы или трубы, плазменная резка может обеспечить более быструю и точную резку.
- Простота использования: Плазменные системы относительно просты в использовании по сравнению с кислородно-топливными системами и обеспечивают минимальную очистку.
- Преимущества безопасности: Плазменные системы не требуют хранения или обращения с взрывоопасными газами или работы с открытым пламенем.
Основы газокислородной резки
При газокислородной резке пламя кислород / топливный газ предварительно нагревает сталь до температуры воспламенения. Затем на металл направляется мощная струя кислорода, вызывающая химическую реакцию между кислородом и металлом с образованием оксида железа, также известного как шлак. Мощная струя кислорода удаляет шлак из пропила.
При использовании газокислородных горелок качество резки, время предварительного нагрева и толщина металла могут зависеть от типа используемого топливного газа.В сочетании с кислородом в этом процессе чаще всего используются четыре основных топливных газа: ацетилен, пропан, пропилен и природный газ. Топливные газы обычно выбираются в зависимости от вида резки, стоимости, тепловой мощности и потребления кислорода.
Преимущества газокислородной резки включают:
- Подходит для более толстых металлов: Средняя ручная кислородно-топливная система может резать сталь толщиной от 6 до 12 дюймов, а некоторые системы способны резать сталь толщиной более 20 дюймов.Для более толстых сталей (более 1 дюйма) кислородно-топливные резаки способны работать с большей скоростью по сравнению с типичными ручными системами плазменной резки на 100 ампер.
- Отличная портативность: Для резки в полевых условиях кислородно-топливные системы обеспечивают высокую степень мобильности, поскольку не требуют электроэнергии. Некоторые небольшие кислородно-топливные системы весят около 35 фунтов, поэтому с кислородно-топливными баками и горелкой можно резать сталь практически где угодно.
- Доступны увеличенные длины: Доступны кислородно-топливные горелки увеличенной длины, чтобы держать оператора на расстоянии от тепла, пламени и шлака, образующихся во время резки.Большинство шлангов горелки подсоединяются к набору цилиндров на переносной тележке или иногда к стационарной системе коллектора. Использование длинных шлангов обеспечивает большую мобильность.
- Универсальность процесса: Газокислородные горелки могут резать, сваривать, паять, паять, нагревать и строжку.
Однако следует учитывать несколько факторов, касающихся систем газокислородной резки.
Газокислородные горелки обычно используются для резки только черных металлов или металлов, содержащих железо, таких как углеродистая сталь.По большей части они не используются для резки чугуна, алюминия или нержавеющей стали.
И хотя кислородные горелки не зависят от первичной энергии или сжатого воздуха, они требуют покупки газа.
Рассмотрим варианты использования
Соображения стоимости, вероятно, также будут иметь значение при выборе между системами плазменной и газокислородной резки. Первоначальные вложения в установку плазменной резки обычно дороже, чем в кислородно-топливную систему. Однако кислородно-топливные горелки связаны с постоянными расходами на необходимые газы, которые не требуются для плазменных резаков.
Выбирая между инструментами для плазменной и газокислородной резки, спросите себя: какой металл я режу чаще всего, и какой металл нужно резать наибольшей толщины? Если работа постоянно требует резки толстых металлов, время и деньги, сэкономленные за счет быстрой резки толстого металла с помощью кислородно-топливной системы, имеют значение. С другой стороны, если важна точность резки нержавеющей стали и алюминия, лучше всего подойдет система плазменной резки.
Итог: плазма и кислородное топливо используются в большинстве приложений обработки металлов, и многие предприятия выиграют от наличия обеих систем в своем арсенале.
Газовая резка на кислородном топливе | Детали для высокоточной резки пламенем | AMP
Газовая резка с кислородным топливом, также называемая кислородно-ацетиленовой резкой, кислородной резкой и газовой резкой, представляет собой процесс термической резки, в котором используется химическая реакция между чистым кислородом и сталью для резки материала желаемого размера и формы. Это эффективный и действенный метод резки стали и железа толщиной от 0,25 до 12 дюймов.
Компания Accurate Metal Products (AMP) предлагает услуги газовой резки с газом.Обладая более чем двадцатилетним промышленным опытом и современным оборудованием, наша команда обладает знаниями, навыками и инструментами для прецизионной газовой резки деталей, подходящих для использования в самых разных отраслях промышленности.
Ниже мы описываем основные этапы процесса, типичные области применения, его сравнение с альтернативными методами резки и наши возможности.
Наши возможности газовой резки с кислородным топливом
В AMP наша команда выполняет запросы по проектам газовой резки с кислородным топливом со следующими спецификациями :
- Процесс резки: скашивание, прямая линия и круг
- Режущий материал: углеродистая сталь , низколегированная сталь и легированная сталь
- Размер материала: 40 футов (длина) на 10 футов (ширина) на .От 25 до 12 дюймов (толщина)
- Вес материала: от 5 до 25 тонн
- Допуск на резку: ± 0,063 до 0,250 дюйма (в зависимости от размера)
- Отраслевые стандарты: ASTM, ANSI и ASME
- Объем производства: от малого до большого
В дополнение к нашим возможностям резки мы предлагаем несколько дополнительных услуг, таких как очистка, упаковка, штрих-кодирование и бесплатная доставка (в пределах 150 миль от Милуоки или Рокфорда).Для получения дополнительной информации о наших услугах газовой резки и газовой резки или других наших услугах, пожалуйста, свяжитесь с Accurate Metals.
Запросить предложение »
Газовая резка на кислородном топливе — возможности
- Метод
- Кислородно-топливная
- Процесс
- Снятие фаски
Прямая линия
Круг
- Режущее действие Тип
- Управляемый ЧПУ
- Количество головок резака
- До 10
- Режущий материал
- Углеродистая сталь
Низколегированная сталь
Легированная сталь
- Максимальная толщина резки
- .От 25 дюймов до 12 дюймов
- Максимальная длина реза
- 40 ‘
- Максимальная ширина пропила
- 10 футов
- Пропил
- Узкий пропил для уменьшения количества отходов
- Допуск
- ± 0,063 дюйма (от 0,25 до 2 дюймов)
± 0,093 дюйма (от 2 до 4 дюймов)
± 0,125 дюйма (от 4 до 6 дюймов)
± 0,250 дюйма (от 7,5 до 12 дюймов)
- Грузоподъемность
- От 5 до 25 тонн
- Дополнительные услуги
- Очистка
Пакет
Штриховое кодирование
* Бесплатная доставка (150 миль в радиусе Милуоки или Рокфорда)
- Объем производства
- От низкого до высокого объема
- Время выполнения
- Запросить текущее время выполнения заказа
к началу
Дополнительная информация
- Промышленность
- Сельское хозяйство, автоматизация / производственное оборудование,
Строительство, горнодобывающая промышленность, атомная промышленность, транспортировка материалов,
Муниципальное / государственное, электроэнергетика, железная дорога, ветер
- Предполагаемое приложение
- Компоненты
Броня
Тяжелый автомобиль
OEM компоненты
- Отраслевые стандарты
- ASTM
ANSI
ASME
- Форматы файлов
- AutoCAD (DWG, DXF)
Обзор процесса газокислородной резки
Как упоминалось выше, кислородная резка включает химическую реакцию между кислородом и сталью.Эта реакция приводит к быстрому, но контролируемому, ржавлению детали на определенных участках, которая при удалении образует полости в детали. По мере того, как реакция распространяется по заготовке, полости сливаются в непрерывный разрез.
этапов операции газокислородной резки следующие:
- Комбинация кислорода и горючего газа (например, ацетилена, пропана или MAPP) используется для нагрева металла до точки воспламенения, но ниже точки плавления. Для стали эта точка составляет 700–900 ° C.
- Поток чистого кислорода направлен на предварительно нагретую область, что инициирует экзотермическую реакцию между кислородом и заготовкой, которая образует оксид железа.
- Продолжительное применение кислорода сдувает оксид железа, позволяя потоку в конечном итоге пробить и разрезать заготовку, когда она движется по поверхности.
Промышленное применение
Газовая резка на кислородном топливе — идеальный метод производства стальных и железных компонентов для использования во многих отраслях промышленности.Ниже мы кратко опишем некоторые отрасли, в которых мы работаем с нашими возможностями газовой резки с кислородом, и примеры проектов:
- Электрооборудование: Высокая точность резки, обеспечиваемая процессом газокислородной резки, позволила нам создать стальной ротор, предназначенный для использования в качестве части тормозной системы для тяжелого электрического оборудования.
- Энергия: Мы использовали комбинацию газокислородной резки и механической обработки для создания стального противовеса коленчатого вала для применения в производстве электроэнергии.
- Производство: Точность и мощность процесса газовой резки с кислородным топливом позволили нам изготавливать индивидуальные стальные приводные кольца для дробления горных пород.
- Горнодобывающая промышленность: Мы создали большую крышку подшипника из стали A36 для открытого горного оборудования с использованием кислородно-газовой резки.
Газовая резка с кислородным топливом и плазменная резка
Газовая резка с кислородным топливом и плазменная резка обычно используются профессионалами отрасли для резки металла желаемой формы и размера.Некоторые из основных различий между двумя методами резки:
- Газовая резка на кислородном топливе использует поток чистого кислорода, чтобы вызвать химическую реакцию с заготовкой, которая приводит к образованию пропила, в то время как плазменная резка использует поток ионизированного газа (т.е. плазмы) для расплавления заготовку и сформировать пропил.
- Газовая резка кислородным топливом подходит для чугуна и стали, а плазменная резка более эффективна при резке проводящих и более устойчивых к коррозии металлов, таких как алюминий и нержавеющая сталь.
- Газовая резка на кислородном топливе лучше при резке более толстых материалов, а плазменная резка на лучше при резке на наклонных поверхностях.
Почему стоит сотрудничать с Accurate Metal Products?
Если вам нужны услуги газовой резки с кислородным газом, обращайтесь к экспертам Accurate Metal Products. Сотрудничая с нами, вы получаете выгоду от наших:
- Более 25 лет опыта работы в отрасли
- Современное производственное оборудование
- Стремление к высочайшему качеству продукции и услуг
Чтобы узнать больше о нашей газовой резке на кислородном топливе и других возможностях или стать нашим партнером в вашем следующем проекте, свяжитесь с нами или запросите коммерческое предложение сегодня.
к началу
Что такое кислородная сварка и резка?
Кислородная сварка и кислородная резка относятся к одному и тому же: к процессу использования топливных газов и кислорода для резки или сварки металлов. Это один из старейших сварочных процессов в мире.
Кислородно-кислородная
При кислородной сварке и резке для повышения температуры пламени используется чистый кислород, а не воздух. Существует несколько методов кислородной сварки и резки, и они горят при температуре от 1980 ° C до 3500 ° C.
При кислородной резке два куска металла плавятся, пока не образуется общая лужа расплавленного металла; Затем для соединения металлических деталей используется наполнитель. Тип используемого наполнителя зависит от свариваемого материала: ацетилен является наиболее часто используемым топливом для кислородной резки и горит при температуре от 3200 ° C до 3500 ° C.
Бензиновый бензин — еще один метод, используемый, когда на рабочем месте нет другого топлива или нет другого топлива. Показано, что для материалов размером до 0,5 дюйма скорость резки такая же, как и для ацетилена.
Водородное топливо дает чистое пламя, и его лучше всего использовать при работе с алюминием. Он работает при более высоком давлении и поэтому может использоваться для резки и сварки под водой.
При кислородной резке горелка используется для доведения металла до температуры воспламенения до того, как поток кислорода сфокусируется на металле. Он превращается в оксид металла до тех пор, пока из пропила не выделяется так называемый шлак.
Кто использует кислородную сварку и резку?
Эти методы используются:
- Обработка камня
- Производство и обработка стали
- Стекольная промышленность
- Ювелирная промышленность
- Ремонт автомобилей, в том числе
При выполнении любой формы кислородной резки соблюдайте соответствующие меры безопасности Следует принять меры, такие как защита глаз, защита от утечки топлива и подготовка к возможным воздействиям газа.
В ShapeCUT наши специалисты могут предоставить услуги кислородной резки, а также плазменной резки высокого разрешения в тот же день. Для лучшей резки профиля в вашем бизнесе коснитесь его, чтобы обсудить свои потребности. Звоните по телефону 1800 742 732.
алюминий плазменная резка высокого разрешения металл металлы кислородная резка кислородная сварка безопасность изготовление стали
.