180.Какая документация оформляется при проведении сварочных работ
В данной инструкции изложены основные функции сайта, и как ими пользоваться
Здравствуйте,
Вы находитесь на странице инструкции сайта Тестсмарт.
Прочитав инструкцию, Вы узнаете функции каждой кнопки.
Мы начнем сверху, продвигаясь вниз, слева направо.
Обращаем Ваше внимание, что в мобильной версии все кнопки располагаются, исключительно сверху вниз.
Итак, первый значок, находящийся в самом верхнем левом углу, логотип сайта. Нажимая на него, не зависимо от страницы, попадете на главную страницу.
«Главная» — отправит вас на первую страницу.
«Разделы сайта» — выпадет список разделов, нажав на один из них, попадете в раздел интересующий Вас.
На странице билетов добавляется кнопка «Билеты», нажимая — разворачивается список билетов, где выбираете интересующий вас билет.
«Полезные ссылки» — нажав, выйдет список наших сайтов, на которых Вы можете получить дополнительную информацию.
В правом углу, в той же оранжевой полосе, находятся белые кнопки с символическими значками.
- Первая кнопка выводит форму входа в систему для зарегистрированных пользователей.
- Вторая кнопка выводит форму обратной связи через нее, Вы можете написать об ошибке или просто связаться с администрацией сайта.
- Третья кнопка выводит инструкцию, которую Вы читаете. 🙂
- Последняя кнопка с изображением книги ( доступна только на билетах) выводит список литературы необходимой для подготовки.
Опускаемся ниже, в серой полосе расположились кнопки социальных сетей, если Вам понравился наш сайт нажимайте, чтобы другие могли так же подготовиться к экзаменам.
Следующая функция «Поиск по сайту» — для поиска нужной информации, билетов, вопросов. Используя ее, сайт выдаст вам все известные варианты.

На главной странице и страницах категорий, в середине, расположен список разделов. По нему вы можете перейти в интересующий вас раздел.
На остальных страницах в середине располагается сам билет. Выбираете правильный ответ и нажимаете кнопку ответ, после чего получаете результат тестирования.
Справой стороны (в мобильной версии ниже) на страницах билетов располагается навигация по билетам, для перемещения по страницам билетов.
Ниже добавлены ссылки на платные услуги сайта. Билеты с ответами, комментариями и результатами тестирования.
В самом низу, на черном фоне, расположены ссылки по сайту и полезные ссылки на ресурсы, они дублируют верхнее меню.
Надеемся, что Вам понравился наш сайт, тогда жмите на кнопки социальных сетей, что бы поделиться с другими и поможете нам.
Если же не понравился, напишите свои пожелания в форме обратной связи. Мы работаем над улучшением и качественным сервисом для Вас.

С уважением команда Тестсмарт.
Б.2.13 Проектирование, строительство, реконструкция и капитальный ремонт объектов нефтяной и газовой промышленности 1. Каким документом определяется порядок организации и производства работ на одном объекте несколькими подразделениями одной организации, эксплуатирующей опасный производственный объект?
2. Текст помощи Приказ 101
5. Допуск подрядных организаций на ОПО, а также порядок организации и производства работ на ОПО определяются положением о порядке допуска и организации безопасного производства работ, утвержденным организацией, эксплуатирующей ОПО, а при работе нескольких подразделений одной организации, эксплуатирующей ОПО, — регламентом об организации безопасного производства работ, утвержденным руководителем этой организации. Теги:
Кем утверждается перечень работ, осуществляемых по наряду-допуску?
3. Текст помощи Приказ 101
6. Производство работ в местах, где имеется или может возникнуть повышенная производственная опасность, должно осуществляться по наряду-допуску.
Перечень таких работ, порядок оформления нарядов-допусков, а также перечни должностей специалистов, имеющих право выдавать и утверждать наряды-допуска, утверждаются техническим руководителем организации.
Разрешается проведение ежесменно выполняемых видов работ без оформления наряда-допуска, но с регистрацией в журнале учета работ повышенной опасности, при условии обязательной разработки мероприятий, утвержденных техническим руководителем организации по их безопасному выполнению.
Производство работ повышенной опасности должно осуществляться в соответствии с инструкциями, устанавливающими требования к организации и безопасному проведению таких работ, утвержденными техническим руководителем организации. Теги:
Какие требования согласно Правилам безопасности в нефтяной и газовой промышленности предъявляются к освещенности рабочих мест?
4. Текст помощи Приказ 101
29. Освещенность рабочих мест должна быть равномерной и исключать возникновение слепящего действия осветительных приспособлений на работающих.
Измерение освещенности внутри помещений (в том числе участков, отдельных рабочих мест, проходов и так далее) проводится при вводе сети освещения в эксплуатацию в соответствии с нормами освещенности, а также при изменении функционального назначения помещений.
30. Во всех производственных помещениях, кроме рабочего, необходимо предусматривать аварийное освещение, а в зонах работ в ночное время на открытых площадках — аварийное или эвакуационное освещение.
Светильники аварийного и эвакуационного освещения должны питаться от независимого источника. Вместо устройства стационарного аварийного и эвакуационного освещения разрешается применение ручных светильников с аккумуляторами.
Выбор вида освещения участков, цехов и вспомогательных помещений ОПО должен производиться с учетом максимального использования естественного освещения. Теги:
Когда следует проводить измерение освещенности внутри помещений, в том числе участков, отдельных рабочих мест, проходов?
5. Текст помощи Приказ 101 29. Освещенность рабочих мест должна быть равномерной и исключать возникновение слепящего действия осветительных приспособлений на работающих. Производство работ в неосвещенных местах не разрешается.
Измерение освещенности внутри помещений (в том числе участков, отдельных рабочих мест, проходов и так далее) проводится при вводе сети освещения в эксплуатацию в соответствии с нормами освещенности, а также при изменении функционального назначения помещений. Теги:
Чем должны быть оборудованы места прохода и доступа к техническим устройствам, на которых требуется подъем рабочего либо обслуживающего персонала на высоту выше 0,75 м?
6. Текст помощи Приказ 101
31. Места прохода и доступа к техническим устройствам, на которых требуется подъем рабочего либо обслуживающего персонала на высоту до 0,75 м, оборудуются ступенями, а на высоту выше 0,75 м — лестницами с перилами. В местах прохода людей над трубопроводами, расположенными на высоте 0,25 м и выше от поверхности земли, площадки или пола, должны быть устроены переходные мостики, которые оборудуются перилами, если высота расположения трубопровода более 0,75 м. Теги:
Каким должно быть минимальное допустимое значение ширины лестницы для переноса тяжестей?
7. Текст помощи Приказ 101
32. Маршевые лестницы должны иметь уклон не более 60 градусов (у резервуаров — не более 50 градусов), ширина лестниц должна быть не менее 0,65 м, у лестницы для переноса тяжестей — не менее 1 м. Расстояние между ступенями по высоте должно быть не более 0,25 м. Ширина ступеней должна быть не менее 0,2 м и иметь уклон вовнутрь 2-5 градусов. (Абзац в редакции, введенной в действие с 10 марта 2015 года приказом Ростехнадзора от 12 января 2015 года N 1.)
С обеих сторон ступени должны иметь боковые планки или бортовую обшивку высотой не менее 0,15 м, исключающую возможность проскальзывания ног человека. Лестницы должны быть с двух сторон оборудованы перилами высотой 1 м. Теги:
Из каких материалов изготавливается настил для рабочих площадок, расположенных на высоте?
8. Текст помощи Приказ 101
34. Рабочие площадки и площадки обслуживания, расположенные на высоте, должны иметь настил, выполненный из металлических листов с поверхностью, исключающей возможность скольжения, или досок толщиной не менее 0,04 м, и начиная с высоты 0,75 м — перила высотой 1,25 м с продольными планками, расположенными на расстоянии не более 0,4 м друг от друга, и борт высотой не менее 0,15 м, образующий с настилом зазор не более 0,01 м для стока жидкости. Теги:
С какой периодичностью следует испытывать предохранительные пояса и фалы статической нагрузкой?
9. Текст помощи Приказ 101
35. Работы, связанные с опасностью падения работающего с высоты, должны проводиться с применением предохранительного пояса.
36. Предохранительные пояса и фалы следует испытывать не реже чем один раз в 6 месяцев статической нагрузкой, указанной в инструкции по эксплуатации завода-изготовителя, специальной комиссией с оформлением акта. При отсутствии таких данных в инструкции по эксплуатации испытание следует проводить статической нагрузкой 225 кгс в течение пяти минут. Теги:
Где должны находиться запорные, отсекающие и предохранительные устройства насоса или компрессора, устанавливаемые на нагнетательном и всасывающем трубопроводах?
10. Текст помощи Приказ 101
60. Запорные, отсекающие, разгружающие и предохранительные устройства, устанавливаемые на нагнетательном и всасывающем трубопроводах насоса или компрессора, должны быть максимально приближены к насосу (компрессору) и находиться в доступной и безопасной для обслуживания зоне. Теги:
Какими должны быть условия опрессовки технологических трубопроводов после их монтажа?
11. Текст помощи Приказ 101
63. Технологические трубопроводы после их монтажа, а также после ремонта с применением сварки должны быть опрессованы. Периодичность и условия опрессовки устанавливаются проектной документацией, а также нормативно-техническими документами в области промышленной безопасности. Теги:
Кем определяются критерии вывода из эксплуатации технического устройства?
12. Текст помощи Приказ 101
67.
Критерии вывода из эксплуатации определяются изготовителем и вносятся в инструкцию по эксплуатации оборудования.
Продление срока безопасной эксплуатации технических устройств должно осуществляться в соответствии с нормативно-техническими документами по результатам проведения необходимых экспертиз. Теги:
Кем выполняются работы по определению возможности продления сроков безопасной эксплуатации технического устройства?
13.  Текст помощи Текст помощиПриказ 101
68. Работы по определению возможности продления срока безопасной эксплуатации технического устройства осуществляются экспертными организациями с учетом особенностей конструкции и условий эксплуатации конкретного технического устройства. Теги:
От чего зависит частота осмотров канатов?
14. Текст помощи Приказ 101
73. За состоянием каната должен быть установлен контроль. Частота осмотров каната устанавливается в зависимости от характера и условий работы. Запрещается использование канатов, если:
одна из прядей оборвана, вдавлена или на канате имеется выдавление (расслоение) проволок в одной или нескольких прядях;
выдавлен сердечник каната или пряди;
на канате имеется деформация в виде волнистости, корзинообразности, местного увеличения или уменьшения диаметра каната;
число оборванных проволок на шаге свивки каната диаметром до 0,02 м составляет более 5 %, а на канате диаметром свыше 0,02 м — более 10 %;
на канате имеются скрутка («жучок»), перегиб, залом;
в результате поверхностного износа, коррозии диаметр каната уменьшился на 7 % и более;
при уменьшении диаметра наружных проволок каната в результате их износа, коррозии на 40 % и более;
на нем имеются следы пребывания в условиях высокой температуры (цвета побежалости, окалины) или короткого электрического замыкания (оплавление от электрической дуги). Теги:
Какое устройство следует предусматривать для ремонта коммутационной аппаратуры в распределительном устройстве буровой установки?
| |||
| А регламентом об организации безопасного производства работ, утвержденным… Каким документом определяется порядок организации и производства работ на одном объекте нескольких подразделений одной организации,… | 5. Оценка качества кадрового обеспечения «В», методическим рекомендациям по организации образовательного процесса по профессиональному обучению водителей транспортных средств… | ||
Нарушение требований безопасности, которое повлекло за собой тяжкие. .. ..Требования к подрядной организации в части обеспечения безопасного производства работ | Типовая инструкция по организации безопасного проведения огневых… Го проведения огневых работ на взрывоопасных и взрывопожароопасных объектах (производства, цехи, отделения, установки, склады и т… | ||
| Приказ от 30 ноября 2011 г. N 129 об утверждении инструкции о порядке… Губернатора Новосибирской области от 20. 10. 2011 n 275 «Об утверждении Инструкции о порядке организации работы с обращениями граждан»,… | Постановлением Госгортехнадзора России от 23. 06. 2000 №38 Типовая инструкция по организации безопасного проведения огневых работ на взрывоопасных и взрывопожароопасных объектах | ||
| Программа проведения вводного инструктажа по охране труда. Разрабатывается… Разрабатывается на основании «Рекомендаций по организации работы службы охраны труда в организации» (Постановление Министерства труда.  .. .. | Методические указания по разработке курсового проекта дисциплины… Методические указания предназначены для студентов очного и заочного обучения строительного факультета, выполняющих курсовой проект… | ||
| Требования гос впо к обязательному минимуму содержания основной образовательной… В организации; анализ и конструирование организации; управление поведением организации; лидерство в организации; изменения в организации;… | Руководство деятельностью кабинета мрт осуществляет врач-рентгенолог,… Настоящее положение определяют порядок организации деятельности кабинета магнитно-резонансной томографии (кабинета мрт) | ||
| Алгоритм духовного влияния Об организации культурно-досуговой работы в воинском коллективе Предлагаемая брошюра рассматривает основные теоретические положения этой организации, а также методические рекомендации к их практическому… | Рекомендовано к изданию решением секции организации строительного. .. ..Абот при возведении зданий и сооружений, построения геодезической разбивочной основы. Приведены состав проекта производства геодезических… | ||
| 3 Организация безопасного производства работ с повышенной опасностью Поэтому при выполнении таких работ, кроме обычных мер безопасности, необходимо выполнение дополнительных мероприятий, разрабатываемых… | Инструкция по проведению пусконаладочных работ. Что должно быть разработано… Требования безопасности при получении, транспортировании, использовании расплавов черных и цветных металлов и сплавов на основе этих… | ||
| Учебно-методическое пособие Основы социального партнерства в образовательной… Мы постарались уделить внимание исключительной и особенной роли первичной профсоюзной организации, ее выборных органов, в вопросах… | Проектирование услуг и выбор процесса обслуживания в этой главе Петере. Ассистенты Тома Петерса звонили в самые разные организации, от компании Proctor & Gamble до Белого Дома.  Результаты этой… Результаты этой… |
 Производство работ в неосвещенных местах не разрешается.
Производство работ в неосвещенных местах не разрешается. 





 По достижении срока эксплуатации, установленного изготовителем, дальнейшая эксплуатация технического устройства без продления срока безопасной эксплуатации не разрешается.
По достижении срока эксплуатации, установленного изготовителем, дальнейшая эксплуатация технического устройства без продления срока безопасной эксплуатации не разрешается.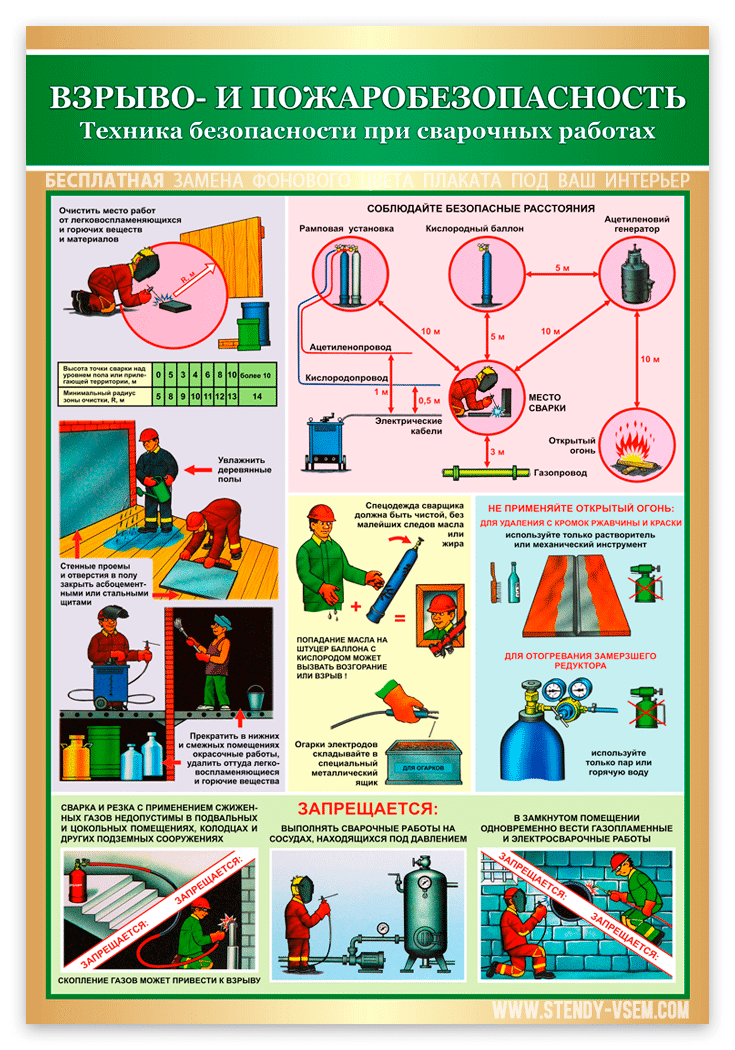
Важность точных документов для подтверждения квалификации сварщика
Когда дело доходит до точной сварки и производства, достаточно одного неправильного документа, чтобы вызвать серьезную проблему. Тем не менее, многие компании работают под девизом: «если не сломалось, не чини». Предполагая, что у вас есть невероятное внимание к деталям и большая удача, этот подход может работать какое-то время. Вот почему компании, которые столкнулись с последствиями плохой документации, также осознают необходимость устранения этого риска в своем бизнесе.
Неточная документация подвергает компании ненужному риску и неэффективности. Если оставить эту проблему без внимания, эта проблема приведет к выходу из-под контроля и непомерно дорогостоящим корректирующим вмешательствам после того, как проблема будет замечена, например, во время аудита.
Последствия надзора за квалификацией сварщика
Чтобы показать контекст, насколько легко нарушить кодекс, мы предлагаем простой пример того, как менеджер CWI или QC может не поддерживать сертификацию сварщика:
«Сварщик первоначально имел право использовать несколько сварочных процессов в компании и продолжал выполнять сварку ежедневно, но не мог выполнять сварку методом GMAW в течение > 6 месяцев. Это аннулировало квалификацию сварщика для использования этого процесса».
Если сварщик впоследствии будет назначен на работу с использованием процесса GMAW, независимый уполномоченный инспектор (AI) для работы обязан отказаться подписывать проект, при этом конструкция, сваренная неквалифицированным сварщиком, потенциально может стать металлолом, который может стоить тысячи, если не сотни тысяч долларов.
Поскольку количество рабочих мест уже находится под давлением, ошибка такого масштаба может привести к окончанию карьеры или даже к краху всей компании.
Как оставаться в соответствии с Кодексом?
«Кодекс» создан и регулируется следующими руководящими органами: Американским обществом инженеров-механиков (ASME), которое регулирует строительство котлов и сосудов под давлением, Американским институтом нефти (API), которое регулирует строительство трубопроводов, и Американским обществом сварщиков. (AWS), которые также регулируют множество различных применений сварки, таких как сварка конструкционной стали D1.1, сварка конструкционного алюминия D1.2, мостовая сварка D1.5, железная дорога D15.1 и сварка авиакосмической промышленности D17.1. Эти руководящие органы не ограничиваются только американскими организациями, но также включают международные нормы сварки, такие как британские и европейские стандарты.
Количество деталей, которые необходимо соблюдать, чтобы законно вести строительство, в соответствии с этими руководящими органами и большими санкциями или штрафами, которые влекут за собой несоблюдение, сварочная документация стала НЕОБХОДИМОЙ ПЕРЕМЕННОЙ, когда речь идет о производстве в соответствии с нормами. Документы, которые требуются для строительства, в большинстве случаев останутся со строением на все время существования в действующей производственной мощности.
Документы, которые требуются для строительства, в большинстве случаев останутся со строением на все время существования в действующей производственной мощности.
Документация, такая как протоколы квалификации процедуры (PQR), спецификации процедуры сварки (WPS), протоколы квалификации сварщика (WPQR), документы неразрушающего контроля (NDE), журналы сварки и карты сварки должны быть созданы и выполнены в соответствии со спецификацией .
Таким образом, очень важно разработать соответствующие нормативным документам Спецификации процедур сварки (WPS), документы, в которых перечислены все переменные и процессы, необходимые для выполнения конкретного сварного шва.
Что такое спецификации процедуры сварки?
Спецификации процедуры сварки (WPS) созданы для обеспечения воспроизводимости приемлемости сварного шва, когда процедура выполняется обученными и квалифицированными профессиональными сварщиками. Преимущество автоматизированных процессов заключается в том, что обеспечивается соблюдение основных, дополнительных существенных и несущественных переменных, выполнение требований используемого кода, раздела IX ASME, AWS D1. 1, API 1104 или любых других.
1, API 1104 или любых других.
Что такое квалификация процедуры?
WPS в большинстве случаев аттестуются с помощью Протокола аттестации процедуры (PQR) — записи параметров сварки и испытаний, проведенных для квалификации WPS. Этот документ также включает результаты разрушающих испытаний, таких как управляемое испытание на изгиб, испытание на растяжение, испытание на твердость, ударную вязкость и испытание на излом. Эти результаты основаны на критериях приемлемости конкретного кода, которого придерживается проект.
Отслеживание записей о непрерывности сварки и квалификации сварщиков
Пакеты программного обеспечения не только создают и управляют документами PQR и WPS, но также предлагают возможности для обеспечения непрерывности сварки и управления сертификацией. Эти приложения обеспечивают анализ и хранение сведений о сварщиках, квалификационных записях сварщиков (WPQR), которые являются официальными записями о способности сварщика выполнять сварку в соответствии с конкретной спецификацией процедуры сварки.
Сварочная компания получает гораздо больше возможностей для создания документации в соответствии с нормами, отслеживания непрерывности работы сварочного аппарата и создания отчетов на предстоящий срок действия. Это помогает избежать затрат на исправление, связанных с описанным сценарием, когда, если сварщик использует процесс по истечении 6-месячного срока действия квалификации, это может привести к необходимости стачивать все сварные швы в проекте, которые были выполнены этим сварщиком с истекшим сроком действия, или просто отказ от проекта, в результате чего компания-производитель теряет время, деньги и доверие. В конечном счете, сварочная компания несет ответственность за то, чтобы ее сварщики были квалифицированы и оставались квалифицированными в начале любой работы, для которой они участвуют.
Для обеспечения точной и точной документации требуются правильные инструменты. Помня об этом, ваши друзья из Think CEI создали БЕСПЛАТНУЮ утилиту для обозначения сварных швов и символов , в которой используются мастера проектирования, помогающие легко документировать типы сварных швов и обозначения сварных швов, необходимые для оформления документов.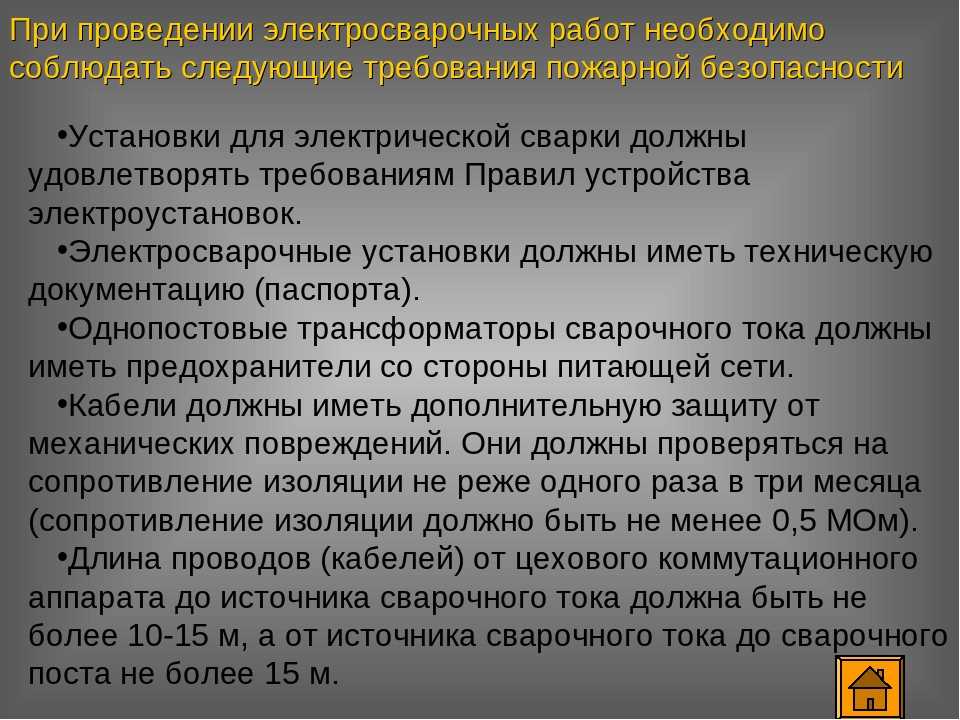 профессиональный внешний вид. Попробуйте утилиту и дайте нам знать, что вы думаете. Если у вас есть какие-либо вопросы или вы хотите получить дополнительную информацию, не стесняйтесь обращаться к нам.
профессиональный внешний вид. Попробуйте утилиту и дайте нам знать, что вы думаете. Если у вас есть какие-либо вопросы или вы хотите получить дополнительную информацию, не стесняйтесь обращаться к нам.
Автор: Антонио Ховард Образование: прикладная математика, инженерия и информатика. Он является ценным членом команды CEI, следя за тем, чтобы изменения кода ASME и AWS отражались в платформе ProWrite. Как сертифицированный ассоциированный инспектор по сварке AWS, он прекрасно понимает повседневные потребности пользователей в производственном цехе.
Опубликовано
Категории: Квалификация, Символы сварки
Раскрытие информации о связи: Некоторые ссылки в сообщении выше являются «партнерскими ссылками». Это означает, что если вы нажмете на ссылку и купите товар, мы получим партнерскую комиссию.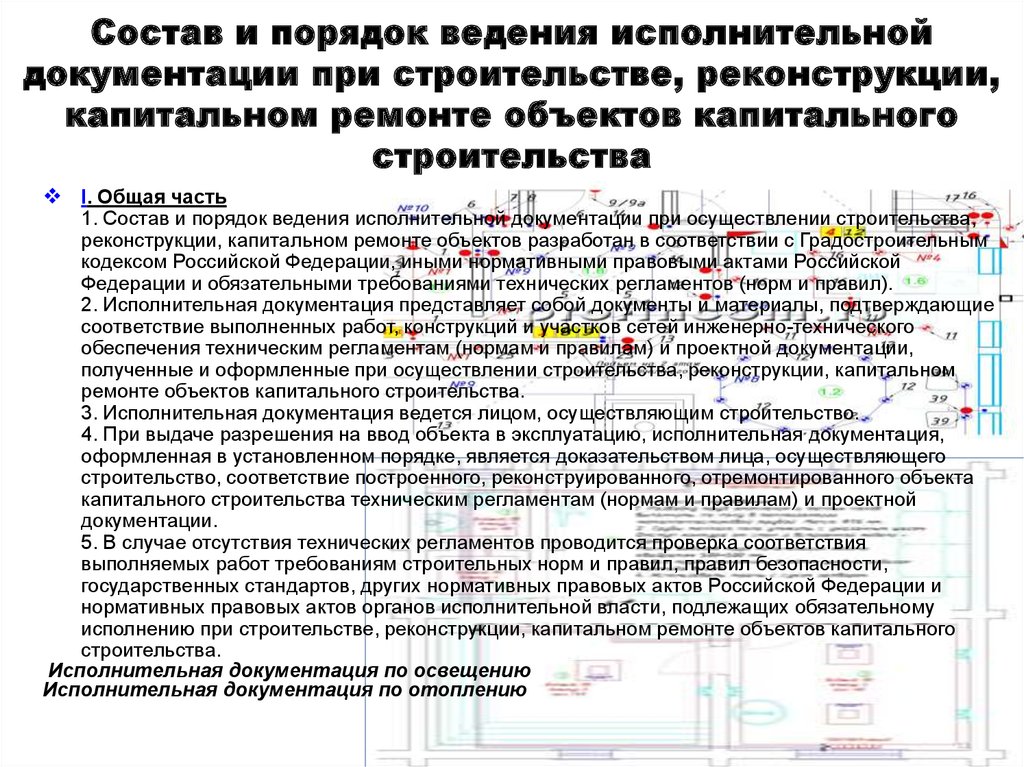 Несмотря на это, мы рекомендуем только продукты или услуги, которыми пользуемся лично, и верим, что они принесут пользу нашим читателям. Я раскрываю это в соответствии с 16 CFR Федеральной торговой комиссии, часть 255: «Руководства по использованию одобрений и отзывов в рекламе».
Несмотря на это, мы рекомендуем только продукты или услуги, которыми пользуемся лично, и верим, что они принесут пользу нашим читателям. Я раскрываю это в соответствии с 16 CFR Федеральной торговой комиссии, часть 255: «Руководства по использованию одобрений и отзывов в рекламе».
Как написать спецификацию процедуры сварки (WPS) – сварка и неразрушающий контроль
Спецификация процедуры сварки (WPS) представляет собой письменный документ, содержащий указания для сварщика (или оператора сварки). Он содержит все необходимые параметры, т. соединения, основные металлы, присадочные металлы, позиции, предварительный подогрев, PWHT, газ и т. д. (включая диапазоны, если таковые имеются), при которых должен выполняться процесс сварки. Эти параметры известны как переменные (согласно разделу IX ASME). В коде упоминаются три типа переменных:
- Существенная переменная
- Несущественная переменная
- Дополнительная основная переменная
Основные переменные (для WPS – QG-105. 1 и QW-251.2): Считается, что изменение основной переменной влияет на механические свойства (кроме ударной вязкости) сварного соединения. Следовательно, WPS необходимо переквалифицировать, если существенная переменная изменяется.
1 и QW-251.2): Считается, что изменение основной переменной влияет на механические свойства (кроме ударной вязкости) сварного соединения. Следовательно, WPS необходимо переквалифицировать, если существенная переменная изменяется.
Дополнительные существенные переменные (QG-105.3 и QW-401.1): Изменение дополнительной существенной переменной повлияет на характеристики ударной вязкости соединения, зоны термического влияния или основного материала. Следовательно, дополнительные существенные переменные становятся дополнительными существенными переменными в ситуациях, когда квалификация процедур требует испытаний на ударную вязкость. Когда аттестация процедуры не требует добавления испытаний на ударную вязкость, дополнительные существенные переменные не применяются.
Необязательные переменные (QG-105.4 и QW-251.3): Необязательные переменные — это переменные, в которые можно внести изменения без переаттестации существующей технологической схемы, поскольку считается, что они не влияют на механические свойства соединения.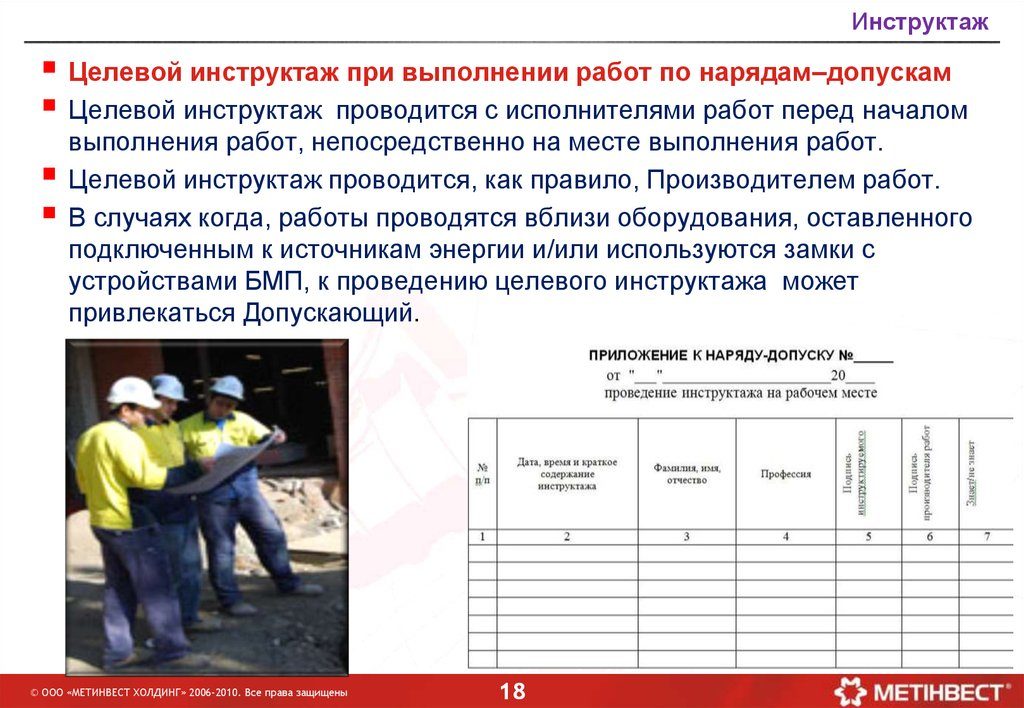 Хотя изменение второстепенной переменной не требует повторной аттестации WPS, тем не менее, оно должно быть надлежащим образом отражено в спецификации процедуры сварки (WPS).
Хотя изменение второстепенной переменной не требует повторной аттестации WPS, тем не менее, оно должно быть надлежащим образом отражено в спецификации процедуры сварки (WPS).
Спецификация процедуры сварки должна содержать, как минимум, конкретные существенные и несущественные переменные, применимые к процессу сварки. Если ссылочные нормы, стандарт или спецификация требуют квалификации сварного соединения по ударной вязкости, то в WPS также должны быть указаны применимые дополнительные существенные переменные.
Эти переменные перечислены в таблицах от QW-252 до QW-257. Обратите внимание, что для каждого процесса сварки существует отдельная таблица со списком всех переменных. Например, список переменных (существенных, несущественных и дополнительных существенных) для дуговой сварки металлическим электродом в среде защитного газа (SMAW) приведен в таблице QW-253.
См. приведенную ниже таблицу (Таблица 1) для получения полного списка сварочных процессов и соответствующих им таблиц переменных (согласно разделу IX ASME).
Таблица-1
Шаги, которые необходимо выполнить для подготовки WPS:Прежде всего, нам необходимо определить процесс сварки, который будет использоваться, например, SMAW или GMAW. GTAW или любой другой процесс сварки или комбинация двух или более процессов сварки. Как только процесс сварки определен, нам нужно просмотреть соответствующую таблицу (от QW-252 до QW-257) для получения полного списка переменных. С помощью таблицы мы можем перечислить все необходимые переменные, которые будут использоваться в нашем WPS.
После определения минимальных переменных (основных, несущественных и дополнительных переменных, если таковые имеются) подготавливается предварительный WPS (или предлагаемый WPS, также известный как pWPS).
На основе предложенной технологической схемы подготавливается испытательный образец (или образцы), и образец приваривается в соответствии со значениями (или диапазоном), указанными в технологической карте. Все данные в реальном времени (наблюдаемые во время сварки тестового образца) записываются.
Все данные в реальном времени (наблюдаемые во время сварки тестового образца) записываются.
После успешной сварки тестовый образец (или образцы) подвергается разрушающему испытанию, и если испытательный образец (или образцы) соответствует минимальным требованиям кода, то тот же самый pWPS дорабатывается и утверждается для дальнейшей работы. В случае каких-либо изменений та же процедура повторяется до тех пор, пока тестовый образец не будет соответствовать требованиям минимального кода.
Все данные в режиме реального времени во время сварки контрольного образца и данные отчета о разрушающих испытаниях объединяются в один документ, известный как протокол квалификации процедуры (PQR).
После успешной подготовки PQR подготавливается окончательный WPS, который передается уполномоченному инспектору по сварке для окончательного утверждения.
*******************************************
Короткая видео-лекция по WPS и PQR, пожалуйста, посмотрите; youtube.com/embed/sIhEVa5iDnM?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/sIhEVa5iDnM?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
*******************************************
Щелкните здесь, чтобы загрузить образец формата WPS. Важные статьи в разделе ASME IX Статья I Сварная сварка Общие требованияQW-1503
QW-153.
QW-163 Тесты с критериями принятия. Процедура исследования образцов
Статья II Квалификация процедуры сваркиQW-200 Общие положения
QW-210 0003
QW-250 сварки переменных (см. Таблица 1)
Статья IV Данные сваркиQW-400 Переменные
QW-401.1 Дополнительная необходимая вариация (процедура)
QW-401. QW-403 Base Metal
QW-403 Base Metal
QW-404 Filler Metal
QW-405 Положение
QW-406 Предварительное разогрев
QW-407 Prost Weld Tail Treater
QW-408 GAS
QW-409 Электрические характеристики
QW-410 Техника
QW-420 Группы базовых металлов
Таблица QW/QB-422 Группа базовых металлов для квалификации
QW-430 F-422
Таблица QW-432 Группировка электродов и сварочных стержней для аттестации
QW-440 Химический состав металла сварного шва
0003Образцы QW-450
Таблица QW-451.1 Тесты на растяжение на растяжение и поперечное натяжение. Таблица QW-451.4 Железные сварные швы, квалифицированные по тестированию Groove-Weld
Положения QW-461
QW-461.3.0003
QW-461.5 сварные швов филе в положениях тестирования пластин
QW-461.6 сварные швы начинки в положениях трубопровода
QW-462 Тестовый образец таблица QW-462.1 (A) к QW-462.5 (E) Рис.