Пайка алюминия в домашних условиях: инструкция
Существует распространенное убеждение, согласно которому невозможно паять или лудить алюминий (а также сплавы на его основе) не имея для этого спецоборудования.
В качестве аргумента приводится два фактора:
- при контакте с воздухом на поверхности алюминиевой детали образуется химически стойкая и тугоплавкая оксидная пленка (AL2O3), в результате чего создается препятствие для процесса лужения;
- процесс пайки существенно осложняется тем, что алюминий расплавляется при температуре 660°С (для сплавов это диапазон в пределах от 500 до 640°С). Помимо этого металл теряет прочность, когда в процессе нагрева его температура поднимается до 300°С (у сплавов до 250°С), что может вызвать нарушение устойчивости алюминиевых конструкций.
Учитывая приведенные выше факторы, осуществить пайку алюминия обычными средствами действительно невозможно. Решить проблему поможет применение сильнодействующих флюсов, в сочетании с использованием специальных припоев.
Припой
Обычно в качестве основы легкоплавкого припоя используются: олово (Sn), свинец (Pb), кадмий (Cd), висмут (Bi) и цинк (Zn). Проблема в том, что алюминий в этих металлах практически не растворяется (за исключением цинка), что делает соединение ненадежным.
Применив флюс с высокой активностью и проведя должным образом обработку мест соединения, можно использовать припой на оловянно-свинцовой основе, но лучше отказаться о такого решения. Тем более, что паянное соединение на основе системы Sn-Pb обладает низкой устойчивостью к коррозии. Нанесение лакокрасочного покрытия на место пайки позволяет избавится от этого недостатка.
Для пайки алюминиевых деталей желательно использовать припой на основе кремния, меди, алюминия, серебра или цинка. Например 34A, который состоит из алюминия (66%), меди (28%) и кремния (6%), или более распространенный ЦОП-40 (Sn – 60%, Zn – 40%).
Припой отечественного производства – ЦОП-40Заметим, что чем больше процентное содержание цинка в составе припоя, тем прочнее будет соединение и выше его устойчивость к коррозии.
Высокотемпературным считается припой, состоящий из таких металлов, как медь, кремний и алюминий. Например, как упомянутый выше отечественный припой 34A, или его зарубежный аналог «Aluminium-13» , в котором содержится 87% алюминия и 13% кремния, что позволяет осуществлять пайку при температуре от 590 до 600°С.
«Aluminium-13» производства компании ChemetФлюс
При выборе флюса необходимо учитывать, что не каждый из них может быть активным к алюминию. Мы можем порекомендовать использовать в таких целях продукцию отечественного производителя – Ф-59А, Ф-61А, Ф-64, они состоят из фторборатов аммония с добавлением триэтаноламина. Как правило, на пузырьке есть пометка – «для алюминия» или «для пайки алюминия».
Флюс отечественного производстваДля высокотемпературной пайки следует приобрести флюс, выпускаемы под маркой 34А. Он состоит из хлористого калия (50%), хлорида лития (32%), фторида натрия (10%) и хлористого цинка (8%). Такой состав наиболее оптимален, если производится высокотемпературная пайка.
Подготовка поверхности
Прежде чем начинать лужение, необходимо выполнить следующие действия:
- обезжирить поверхность при помощи ацетона, бензина или любого другого растворителя;
- удалить оксидную пленку с места, где будет производится пайка. Для зачистки используется наждачная бумага, абразивный круг или щетка с щетиной из стальной проволоки. В качестве альтернативы можно применить травление, но эта процедура не так сильно распространена в силу своей специфичности.
Следует учитывать, что полностью оксидную пленку удалить не получится, поскольку на очищенном месте моментально появляется новое образование. Поэтому зачистка производится не с целью полного удаления пленки, а для уменьшения ее толщины, чтобы упростить флюсу задачу.
Нагрев места пайки
Для пайки небольших деталей можно воспользоваться паяльником мощностью не менее 100Вт. Массивные предметы потребуют более мощного нагревательного инструмента.
Наиболее оптимальный вариант для нагрева – использование газовой горелки или паяльной лампы.
Простая газовая горелкаПри использования горелки в качестве нагревательного инструмента следует учесть следующие нюансы:
- нельзя перегревать основной металл, поскольку он может расплавиться. Поэтому в процессе необходимо регулярно контролировать температуру. Делать это можно, касаясь припоем нагреваемого элемента. Расплавление припоя даст знать, что достигнута необходимая температура;
- не следует использовать кислород для обогащения газовой смеси, поскольку он способствует сильному окислению металлической поверхности.
Инструкция по пайке
Процесс пайки алюминиевых деталей не имеет своих отличительных особенностей, он осуществляется также как со сталью или медью.
Алгоритм действий следующий:
- обезжиривается и зачищается место пайки;
- производится фиксация деталей в нужном положении;
- нагревается место соединения;
- прикасаются стержнем припоя (содержащим активный флюс) к месту соединения.
 Если используется безфлюсовый припой, то для разрушения пленки оксида наносится флюс, после чего трут твердым куском припоя по месту пайки.
Если используется безфлюсовый припой, то для разрушения пленки оксида наносится флюс, после чего трут твердым куском припоя по месту пайки.
 Если используется безфлюсовый припой, то для разрушения пленки оксида наносится флюс, после чего трут твердым куском припоя по месту пайки.
Если используется безфлюсовый припой, то для разрушения пленки оксида наносится флюс, после чего трут твердым куском припоя по месту пайки.Для разрушения пленки оксида алюминия также используется щетка со щетиной из стальной проволоки. При помощи этого простого инструмента производят растирание расплавленного припоя по алюминиевой поверхности.
Пайка алюминия – полная видео инструкция
https://www.youtube.com/watch?v=ESFInizLE9U
Что делать при отсутствии нужных материалов?
Когда нет возможности подготовить все необходимые для пайки материалы, можно использовать альтернативный способ, при котором применяется припой на оловянной или оловянно-свинцовой основе. Что касается флюса, то он заменяется канифолью. Чтобы не образовывалась новая пленка оксида алюминия на месте старой, зачистка производится под слоем расплавленной канифоли.
Паяльник, помимо своего прямого назначения, будет использоваться как инструмент, разрушающий оксидную пленку. Для этого на его жало надевается специальный скребок. Увеличить результативность процесса можно, добавив в канифоль металлических опилок.
Для этого на его жало надевается специальный скребок. Увеличить результативность процесса можно, добавив в канифоль металлических опилок.
Процесс производится следующим образом:
- нагретым луженым паяльником расплавляют канифоль в месте пайки;
- когда канифоль полностью покрывает поверхность, начинают тереть об нее жалом паяльника. В результате этого металлические опилки и жало разрушают пленку оксида алюминия. Поскольку слой расплавленной канифоли не позволяет проникать воздуху к алюминиевой поверхности, на ней не образовывается оксидная пленка. По мере того, как производится разрушение пленки, будет происходить лужение детали;
- когда процесс лужения завершен, детали соединяют и прогревают, пока не будет достигнута температура плавления припоя.
Необходимо предупредить, что процесс пайки алюминия без специальных материалов – довольно хлопотный процесс без гарантии успешного завершения. Поэтому лучше не тратить на такую работу свои силы и время, тем более, что качество и надежность такого соединения будут сомнительными.
Гораздо проще купить активный флюс и высокотемпературный припой, при помощи которых пайка алюминия даже в домашних условиях не вызовет затруднений.
Как паять алюминий оловом своими руками
Содержание
- Чем паять алюминий в домашних условиях
- Пайка алюминия оловом и флюсом Ф 64
- Пайка алюминия с медью оловом и канифолью
Чем паять алюминий в домашних условиях
Пайка соединений проводов с припоем считается самым надежным методом соединения проводов и жил кабелей. Хорошо, если нужно паять только медные провода, которые легко облуживаются припоем. Не зря в электронике все вывода элементов медные, луженые.
Пайка алюминия в домашних условиях
После того как цельные провода и многожильные жилы кабелей облудят, их довольно легко соединять пайкой. А как паять алюминий оловом, если припой отторгается окисью алюминия. Как известно алюминий покрыт тонким слоем окиси, которая мгновенно образуется на алюминии при контакте с кислородом. Чтобы припой хорошо держался на алюминиевом проводе нужно снять окись алюминия, а затем лудить.
Чтобы припой хорошо держался на алюминиевом проводе нужно снять окись алюминия, а затем лудить.
Для этой цели в качестве флюса существуют: паяльная кислота, специальные флюсы для алюминия, смесь канифоли с ацетоном. Все эти плюсы разрушают или затрудняют образование пленки окиси на алюминии. После применения данного типа флюса процесс лужение алюминия упрощается.
Необходимые инструменты для пайки алюминия оловом являются: электрический паяльник, острый нож, плоскогубцы для скрутки проводов, мелкий напильник для подготовки жала паяльника. Из материалов потребуется: припой ПОС 61 или ПОС 50, флюс для пайки алюминия Ф-64 или аналогичный, губка.
Пайка алюминия оловом и флюсом Ф 64
Флюс Ф 64 предназначен для пайки алюминия. Методика пайки не сложна. В первую очередь нужно снять изоляцию с проводов на 5 см. Изоляция снимается острым ножом под углом к проводу, чтобы не надрезать его. Надрезанный алюминий легко обламывается.
Инструменты и материалы для пайки алюминиевого провода
Далее нужно хорошо зачистить провод мелкой наждачной бумагой или острым ножом. Зачистив провод, его смачивают кисточкой с плюсом и острым ножом продолжают зачищать провод, но уже под флюсом. Таким образом снимают пленку окиси алюминиевого провода, не давая вновь окисляться на воздухе. Далее разогретым паяльником с припоем начинают лужение провода с его конца.
Зачистив провод, его смачивают кисточкой с плюсом и острым ножом продолжают зачищать провод, но уже под флюсом. Таким образом снимают пленку окиси алюминиевого провода, не давая вновь окисляться на воздухе. Далее разогретым паяльником с припоем начинают лужение провода с его конца.
Если начать облуживать провод около изоляции, тогда можно ее подпалить. В этом случае потеряются изоляционные свойства провода. Провод облуживают паяльником, движениями вперед-назад, одновременно снимается окисная пленка с алюминия. Облудить провод ровно сразу не получится. Поэтому на не облуженные участки провода снова наносят флюс и горячим паяльником с припоем и движениями вперед-назад снимают участки оставшейся окисной пленки и обслуживают.
Таким образом покрывают припоем алюминиевый провод полностью. После лужения алюминиевый провод окунают в раствор соды (5 ст. л. на 200 гр. воды) и зубной щеткой смывают остатки флюса. В состав флюса входят активные кислоты, которые не только разъедают пленку, но и сам провод. Поэтому остатки флюса нужно смыть. Смыть его полностью не получится, так как он частично остаётся под припоем и въедается в провод.
Поэтому остатки флюса нужно смыть. Смыть его полностью не получится, так как он частично остаётся под припоем и въедается в провод.
Но хоть частично его нужно смывать. Медный провод не обслуживают флюсом Ф 64, лучше использовать раствор канифоли и спирта (50% на 50%). Кисточкой наносят жидкую канифоль на медный провод (предварительно зачистив его) и горячим паяльником обслуживают провод, начиная с конца. Жало паяльника должно быть ровным и чистым. Раковины на конце жала паяльника убирают мелким напильником.
А остатки сгоревшего припоя (шлака) вытирают губкой или тряпкой. Как только алюминиевый и медный провода облуженны, их скручивают пассатижами, кисточкой наносят жидкую канифоль и спаивают соединение, начиная также с конца. Если соединить алюминий без лужения припоем, то это соединение может нарушиться со временем. Соединение алюминия с медью представляет собой гальваническую пару, и при прохождении через него тока нагревает и разрушает соединение.
Таблица температурных режимов марок припояВ результате место скрутки сильно нагревается и обугливается, что повышает пожароопасность. Оловянный припой нейтрален к алюминию, поэтому алюминиевые провода перед соединением с медью нужно лудить. Для пайки алюминиевых проводов хорошо подходят припой ПОС 61 и ПОС 50 с низкой температурой плавления 190 — 210С.
Оловянный припой нейтрален к алюминию, поэтому алюминиевые провода перед соединением с медью нужно лудить. Для пайки алюминиевых проводов хорошо подходят припой ПОС 61 и ПОС 50 с низкой температурой плавления 190 — 210С.
Пайка алюминия с медью оловом и канифолью
Пайка электрических проводов с помощью паяльной кислоты запрещена в ПУЭ. Это связано с тем, что эта кислота полностью не сгорает при пайке. В результате место соединения проводов со временем разъедается кислотой, образуются окиси, которые нагреваются при прохождении тока и могут вызвать возгорание изоляции. К таким кислотно содержащим флюсам относятся специальные флюсы для пайки алюминия, в том числе и Ф 64.
Так как же паять алюминий с медью, чтобы соединение было качественным и долговечным. По сложности метод лужения алюминия оловом и канифолью даже легче, чем лужение алюминия флюсом Ф 64. Но качество и надежность при лужении в канифоли будет высоким. При лужении алюминия в канифоли нужно сделать или подобрать низкую ванночку для жидкой канифоли (канифоль 60% и спирт 40%).
Заполняют ванночку жидкой канифолью так, чтобы провод утопал в ней с изоляцией на 5-10 мм. Очищенный от изоляции провод кладут в канифоль и острым ножом (удобно скальпелем) снимают плёнку окиси с алюминиевого провода, не вынимая его из ванночки. То есть под канифолью защищают провод по всей его длине со всех сторон. Под канифолью пленка на очищенных местах алюминиевого провода не образуется, так как нет соприкосновении с кислородом.
Теперь берут разогретой паяльник с припоем мощностью не менее 60 Вт и опустив его на оголенный и очищенный от окиси провод, у самой поверхности канифоли, понемногу прокручивают и вытаскивают уже облуженные участки провода. Суть метода заключается в том, чтобы провод облуживался у самой поверхности жидкой канифоли. Чтобы зачищенные участки провода от окиси не могли соприкасаться с воздухом.
Паяльник может быть временами погружен на 2-3 мм в канифоль. Немного облудив провод поднимите паяльник, чтобы он вновь нагрелся. Да в начале, будет много дыма, поэтому лучше учиться паять на улице или в помещении с хорошей вентиляцией. После нескольких попыток у вас выработается своя техника лужения и появится небольшой опыт.
Да в начале, будет много дыма, поэтому лучше учиться паять на улице или в помещении с хорошей вентиляцией. После нескольких попыток у вас выработается своя техника лужения и появится небольшой опыт.
Вы определитесь с положением паяльника, скорость лужения провода увеличится, то есть появится навык, и уменьшится количество дыма. Зато провод будет облужен идеально. Далее, как обычно, скручивают провода и так же паяют их небольшим количеством припоя.
Остатки канифоли на пропаянной скрутке проводов смывают кисточкой со спиртом. Недостаток такого метода — это невозможность пайки в труднодоступных местах. Для таких случаев, лучше использовать другие методы безопасных соединений алюминия с медью.
Помогла вам статья?
Методы пайки алюминия — Superior Flux & Mfg. Co.
На этот раз это статья, опубликованная в выпуске Welding Journal за май 2018 г. под названием «Методы пайки алюминия». Благодарим Уильяма «Билла» Эйвери, эксперта по соединению металлов в Superior Flux, и доктора Иегуду Баскина, президента Superior Flux, за еще одну хорошо написанную и информативную статью.
Мы даже не можем сосчитать, сколько раз люди говорили нам: «Я не знал, что вы умеете паять алюминий!» Если это похоже на вас или у вас есть вопросы о пайке алюминия, сделайте себе одолжение и прочитайте статью «Методы пайки алюминия». Вы обнаружите, что может припаять алюминий. Конечно, это будет не так просто, как паять, скажем, медь или даже сталь. Но, если вы ознакомитесь с ключевыми моментами пайки алюминия, как они изложены в статье, то вы научитесь эффективно паять алюминий.
И самое время научиться паять алюминий. Все больше и больше компаний изучают возможности пайки алюминия в таких областях, как автомобилестроение, электроника, радиаторы, системы отопления, вентиляции и кондиционирования и многое другое. Алюминий легче и дешевле меди, и во многих случаях он обладает достаточной теплопроводностью, как термической, так и электрической, чтобы медь могла конкурировать за свои деньги. А пайка алюминия с его высокими температурами не так щадящая, как пайка алюминия.
Самое приятное во всем этом то, что мы видим только начало восходящей звезды пайки алюминия.
Итак, вот что изложено в статье «Методы пайки алюминия» в качестве некоторых ключей к пайке алюминия.
Подходящий флюс: Вам нужен флюс для пайки алюминия – флюс, специально разработанный для пайки алюминия. Тот факт, что флюс достаточно силен для пайки таких сплавов, как нержавеющая сталь, не означает, что он будет работать и с алюминием. Superior Flux предлагает самый широкий ассортимент флюсов для пайки алюминия на рынке, включая флюсы в форме геля, пасты, жидкости и паяльной пасты.
Правильный припой: Ваша цель при пайке — создать интерметаллическую связь с алюминием. Определенные комбинации присадочных сплавов, такие как олово-цинк, олово-серебро, SN100C ™ и ALUSAC-35 ™, лучше подходят для создания этой специальной связи. Без интерметаллической связи вы можете получить что-то похожее на сустав, но без «зубцов». В ходе нового захватывающего исследования мы определили, что ALUSAC-35™ от Nihon Superior является, пожалуй, единственным припоем на рынке, который может эффективно паять алюминий, а затем пройти испытания в солевом тумане. И имейте в виду, что припой бывает разных форм: проволока, фольга, заготовки и смешанные со специально разработанными флюсами в виде паяльной пасты для алюминия. Наша алюминиевая порошковая проволока (AFCW) является пионером в этой области, эффективной алюминиевой порошковой проволокой, которая выпускается из различных типов сплавов и диаметров. Наша линейка паст для пайки алюминия и паст для лужения является самой широкой на рынке. Наши химики постоянно работают над улучшением составов и работают с клиентами в области пайки алюминия. Мы мыслим творчески, выбирая лучший вариант для конкретного применения.
В ходе нового захватывающего исследования мы определили, что ALUSAC-35™ от Nihon Superior является, пожалуй, единственным припоем на рынке, который может эффективно паять алюминий, а затем пройти испытания в солевом тумане. И имейте в виду, что припой бывает разных форм: проволока, фольга, заготовки и смешанные со специально разработанными флюсами в виде паяльной пасты для алюминия. Наша алюминиевая порошковая проволока (AFCW) является пионером в этой области, эффективной алюминиевой порошковой проволокой, которая выпускается из различных типов сплавов и диаметров. Наша линейка паст для пайки алюминия и паст для лужения является самой широкой на рынке. Наши химики постоянно работают над улучшением составов и работают с клиентами в области пайки алюминия. Мы мыслим творчески, выбирая лучший вариант для конкретного применения.
Тип или «серия» алюминия : Алюминиевые сплавы классифицируются по сериям в зависимости от состава сплава и добавок. Некоторые алюминиевые серии легче паять, чем другие; а некоторые паять невозможно (пока!). Например, серии 1000 и 3000 (1XXX и 3XXX) легче паять, чем серии 6000. Алюминий 5000-й серии является хитом или промахом. Когда его можно припаять, это можно сделать только предварительно залужив поверхность алюминия. Также имейте в виду, что пайка алюминия к алюминию всегда является самой сложной задачей. Но при пайке алюминия с более удобным для пайки металлом, таким как медь, у вас есть преимущество.
Например, серии 1000 и 3000 (1XXX и 3XXX) легче паять, чем серии 6000. Алюминий 5000-й серии является хитом или промахом. Когда его можно припаять, это можно сделать только предварительно залужив поверхность алюминия. Также имейте в виду, что пайка алюминия к алюминию всегда является самой сложной задачей. Но при пайке алюминия с более удобным для пайки металлом, таким как медь, у вас есть преимущество.
Думай ТЕПЛО! Алюминию требуется нагрев для принятия припоя, обычно до температуры 300°C и более. И вы хотите измерять температуру алюминия, а не источника тепла. Алюминий является отличным теплоотводом, поэтому источник тепла должен быть еще выше, чтобы нагреть алюминий до нужной температуры. Пайка алюминия не похожа на пайку меди; недостаточно просто нагреть и расплавить припой. Даже с правильной комбинацией флюса и припоя вы не сможете добиться пайки, если алюминий недостаточно горячий, чтобы принять припой. В дополнение к этому, он должен достичь этой температуры в течение определенного периода времени (обычно менее 8 минут), иначе флюс будет израсходован, так и не выполнив свою работу. К счастью, существует множество методов нагрева, таких как духовки, индукция, горелка, конфорки и т. д., которые помогут вам достичь нужной температуры в допустимом диапазоне.
К счастью, существует множество методов нагрева, таких как духовки, индукция, горелка, конфорки и т. д., которые помогут вам достичь нужной температуры в допустимом диапазоне.
Пусть вас не пугает ваш проект по пайке алюминия!
Прочтите статью, ознакомьтесь с другими нашими флюсами для алюминия или свяжитесь с нами, если у вас есть проблемы с пайкой алюминия.
Наше исследование практической пайки алюминия, возможно, является самым передовым на рынке сегодня, и мы только начинаем. С нетерпением ждем новых статей о пайке алюминия, а также о других новаторских областях пайки, пайки и сварки.
Пайка алюминия: основы — Weld Guru
Последнее обновление:
Партнерский отказ от ответственности: этот пост может содержать ссылки, которые принесут нам комиссию бесплатно для вас. Это помогает сохранить Weldguru бесплатным ресурсом для наших читателей.
Алюминий и алюминиевые сплавы можно паять методами, аналогичными тем, которые используются для других металлов.
Абразивная и реакционная пайка чаще используется с алюминием, чем с другими металлами. Однако для алюминия требуются специальные флюсы. Канифольные флюсы неудовлетворительны.
Не используйте припой, если припой подвергается воздействию температур, превышающих температуру плавления припоя.
На фото: алюминиевая ложа с фрезерованным пазом 0,2 дюйма. Участок очищается проволочной щеткой из нержавеющей стали. Далее вставил 1/8″ алюминий. Используемые алюминиевые сварочные стержни Alumiweld требуют нагрева основных материалов примерно до 760 ° F. Как только основной материал достаточно нагреется, паяльник плавится и затекает в соединение.
Пайка алюминиевых сплавов
Наиболее легко паяемые алюминиевые сплавы содержат не более 1% магния или 5% кремния.
Сплавы, содержащие большее количество этих компонентов, имеют плохие характеристики смачивания флюсом. Сплавы с высоким содержанием меди и цинка имеют плохие характеристики пайки из-за быстрого проникновения припоя и потери свойств основного металла.
Ребра модели Rocket, припаянные к трубе
Конструкция соединения
Конструкция соединений, используемая для пайки алюминиевых узлов, аналогична конструкциям, используемым для пайки других металлов. Наиболее часто используемые конструкции представляют собой формы простых соединений внахлестку и Т-образных соединений.
Зазор в соединении зависит от конкретного метода пайки, состава основного сплава, состава припоя, конструкции соединения и состава используемого флюса. Однако ориентировочно при использовании химических флюсов требуется зазор в стыке от 0,005 до 0,020 дюйма (от 0,13 до 0,51 мм). Расстояние от 0,002 до 0,010 дюйма (от 0,05 до 0,25 мм) используется при использовании флюса реакционного типа.
Стыки должны плотно прилегать, но не настолько, чтобы припой не попал в зазор.
Подготовка
Перед пайкой с поверхности алюминия необходимо удалить жир, грязь и другие посторонние вещества.
Поверхность должна быть чистой.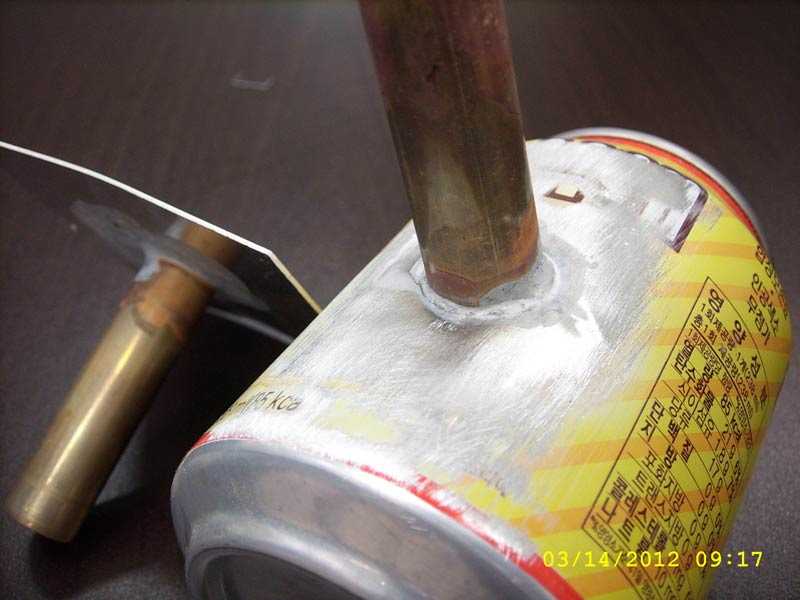 Хорошо подойдет щетка из нержавеющей стали или стальная мочалка. В большинстве случаев требуется только обезжиривание растворителем. Однако, если поверхность сильно окислена, может потребоваться очистка проволочной щеткой или химическая очистка.
Хорошо подойдет щетка из нержавеющей стали или стальная мочалка. В большинстве случаев требуется только обезжиривание растворителем. Однако, если поверхность сильно окислена, может потребоваться очистка проволочной щеткой или химическая очистка.
ВНИМАНИЕ
Каустическая сода или чистящие средства с pH выше 10 не должны использоваться для очистки алюминия или алюминиевых сплавов, так как они могут вступить в химическую реакцию.
Участок, подготовленный проволочной щеткой из нержавеющей стали для удаления жира или масла. Паяльная лампа используется для нагрева основного металла, а затем плавления алюминиевых сварочных стержней Harbour Freight Alumiweld.
Методы пайки
Припои с более высокой температурой плавления, обычно используемые для соединения алюминиевых сборок, а также отличная теплопроводность алюминия диктуют необходимость использования источника тепла большой мощности, чтобы довести зону соединения до надлежащей температуры пайки. Должен быть обеспечен равномерный, хорошо контролируемый нагрев.
Должен быть обеспечен равномерный, хорошо контролируемый нагрев.
Лужение алюминиевой поверхности лучше всего выполнять, покрывая материал расплавленной лужицей припоя, а затем очищая поверхность непоглощающим тепло предметом, таким как щетка из стекловолокна, зубчатая деревянная палочка или брусок из волокна. Не рекомендуется использовать проволочную щетку или другие металлические предметы. Они склонны оставлять металлические отложения, поглощать тепло и быстро замораживать припой.
Припои
Коммерческие припои для алюминия можно разделить на три основные группы в зависимости от их температуры плавления:
- Низкотемпературные припои . Температура плавления этих припоев составляет от 300 до 500ºF (от 149 до 260ºC). Припои этой группы содержат олово, свинец, цинк и/или кадмий и обеспечивают соединение с наименьшей коррозионной стойкостью.
- Припои для промежуточных температур . Эти припои плавятся при температуре от 500 до 700 ºF (от 260 до 371 ºC). Припои этой группы содержат олово или кадмий в различных сочетаниях с цинком, а также небольшое количество алюминия, меди, никеля или серебра и свинца.
- Высокотемпературные припои . Эти припои плавятся при температуре от 700 до 800ºF (от 371 до 427ºC). Эти припои на основе цинка содержат от 3 до 10 процентов алюминия и небольшое количество других металлов, таких как медь, серебро, никель; и железо для изменения их характеристик плавления и смачивания. Припои с высоким содержанием цинка имеют самую высокую прочность по сравнению с алюминиевыми припоями и образуют наиболее устойчивые к коррозии паяные сборки.
 Припои этой группы содержат олово или кадмий в различных сочетаниях с цинком, а также небольшое количество алюминия, меди, никеля или серебра и свинца.
Припои этой группы содержат олово или кадмий в различных сочетаниях с цинком, а также небольшое количество алюминия, меди, никеля или серебра и свинца.Правила пайки алюминия
- Перед началом любого проекта по пайке алюминия очистите металл от жира и масел
- Соединение должно быть плотным, но с зазором для пайки
- Не позволяйте деталям двигаться во время пайки, это приведет к плохому результату
- Ознакомьтесь с инструкциями производителя по правильному количеству тепла
- Используйте правильный флюс.
