Как ровно согнуть лист оцинковки, изготовление отлива
При изготовлении изделий из листового железа для его сгибания традиционно применяются приспособления, которые так и называются – листогибы. Однако согнуть лист оцинковки можно и без помощи специальных устройств, пользуясь подручными средствами. Например, способом, который описывается ниже.
Как ровно согнуть лист оцинкованного железа
Для того чтобы ровненько согнуть лист оцинковки точно по размеченной на нем линии понадобится:
• швеллер;
• труба квадратного сечения или длинный массивный уголок;
• две струбцины любого типа;
• киянка, деревянная или резиновая.
Листовое железо при помощи этих предметов сгибают следующим образом:
1. Укладывают лист на швеллер так, чтобы предполагаемая линия сгиба, которую необходимо предварительно прочертить, располагалась точно над его краем.
2. Сверху на лист оцинковки кладут трубу, также располагая её строго по линии сгиба.
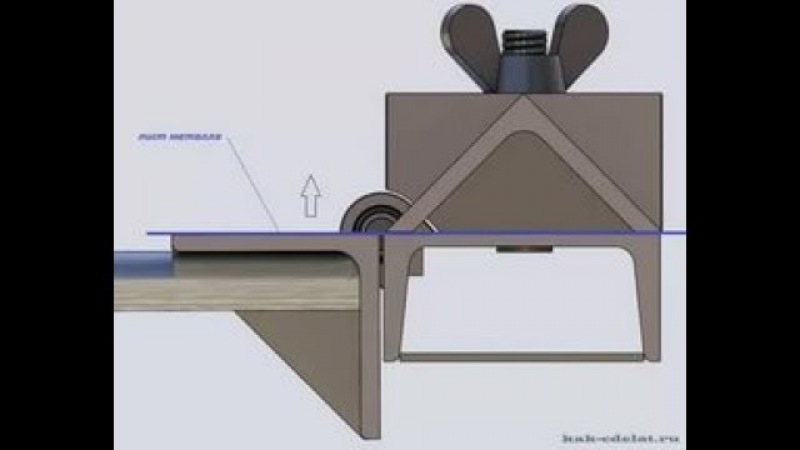
3. Сжимают швеллер, трубу и находящееся между ними листовое железо струбцинами.
4. Переворачивают получившуюся конструкцию на бок и легкими ударами киянки загибают свободную часть листа оцинковки на швеллер. Сначала, поочередно, углы, а затем по всей длине линии сгиба.
5. Киянкой простукивают всю загнутую на швеллер часть оцинковки.
6. Снимают струбцины с конструкции и получают лист оцинкованного железа, аккуратно согнутый точно по намеченной линии.
Загибая оцинкованный лист указанным способом, можно делать из него не очень сложные фигурные изделия. Например, ровный и аккуратный наружный подоконник.
Для того чтобы сделать из уже согнутого так, как рассказывалось выше, оцинкованного листа отлив, работу над ним продолжают следующим образом:
1. Размечают и прочерчивают на нем карандашом ещё одну линию сгиба, отстоящую от первой на расстояние, равное ширине отлива.

2. Укладывают лист линией сгиба на край швеллера и прижимают его вдоль неё трубой.
3. Стягивают всю конструкцию струбцинами.
4. Снова укладывают её на бок и загибают киянкой незажатую часть листа на швеллер в том же порядке, как и при устройстве первой полочки отлива – сначала углы, а затем центральную часть.
5. Простукиванием киянки выравнивают плоскость загнутой части листа на швеллере.
6. Снимают струбцины и разбирают конструкцию.
В результате получается аккуратный и эстетичный отлив, сделанный из оцинкованного железа без применения каких-либо специальных приспособлений.
Полный видеоматериал по теме статьи
Источник (Source)
Как_гнуть_металл_на_листогибе
Гибка листового металла позволяет при сравнительно небольших усилиях получить изделие нужной формы. Ибо при сварке затрачивается больше усилий как физических, так и финансовых. Лист металла можно сгибать вручную или с применением автоматики, однако общие принципы работы остаются прежними. Именно об особенностях данного процесса и пойдет речь.
Ибо при сварке затрачивается больше усилий как физических, так и финансовых. Лист металла можно сгибать вручную или с применением автоматики, однако общие принципы работы остаются прежними. Именно об особенностях данного процесса и пойдет речь.
Основные принципы
Гнутье металла осуществляется различными методами. Часто используется сварка, однако температурное воздействие способно изменять форму и свойства готового изделия. Это снижает эксплуатационные свойства и точность изготовления.
Так как при гибке металла внешние слои металла растягиваются, а внутренние начинают сжиматься, то необходимо перегибать на заданный угол часть металлопроката относительно другого. Угол же можно отыскать с помощью расчетов.
Изделие деформируется на те значения, которые находятся в заданных пределах. Они зависят от следующих параметров:
- Толщина металлического листа;
- Сколько составляет угол перегиба;
- Насколько прочен материал;
- Скорость и время выполнения процедуры.


Именно от них будет зависеть показатель допустимой деформации. Следующим этапом является выбор типа гибки.
Типы гибки металлических изделий
Сгибание металла производится вручную и с применением автоматических устройств. В первом случае процесс будет достаточно трудозатратен, потребует использования пассатижей и молотка, в результате на эту процедуру уйдет немало времени.
Гораздо проще и качественнее будет механизация процесса с помощью станков и соответствующих приспособлений. Форму цилиндра изделию придают специальные вальцы. С их помощью создаются дымоходы, желоба, трубные изделия.
Развитие станкостроительного производства позволило достичь сгибания материала для изготовления самых сложных изделий. А быстрая замена рабочего инструмента позволяет максимально эффективно и ускоренно перенастроить станочное устройство.
 com/embed/As0CK6iItzY»/>
com/embed/As0CK6iItzY»/>
Виды оборудования
Для современного процесса по сгибанию металла имеется немало вариантов новейших аппаратов. На производстве обычно применяются прессы, которые можно разделить на следующие виды:
- Ротационные, гнущие металл с помощью перемещения между специальными валиками. Подходят для изготовления крупногабаритных изделий небольшими сериями.
- Поворотные прессы сгибают пластины с помощью гибочных балок и двух плит. Стационарная плита располагается внизу, а наверху находится поворотная плита. Оптимальный вариант для обработки изделий из листового металла с простым рельефом и маленькими габаритами.
- Стандартные прессы пневматические или гидравлические применяются для массовых или мелкосерийных изделий из нержавейки или другого металла. Сгибка производится между пуансоном и матрицей. За счет этого можно обрабатывать даже утолщенные изделия. При этом следует отметить, что гидравлические прессы применяются чаще, чем на пневматике, за счет более простой эксплуатации и стоимости.

Из всех вышеописанных видов оборудования наиболее современным является ротационное. Оно действует в автоматическом режиме, и рабочему не нужно заранее рассчитывать оптимальное значение усилия.
Автоматизированными считаются и поворотные прессы. Здесь отправляется один лист в устройство, который необходимо расположить его как необходимо по заданию. Чаще всего применяется на небольших предприятиях, где работают с металлическими деталями.
Ручная работа
Такая работа производится обычно ручными ножницами. В нужных местах ставятся отметки, по которым будет осуществляться ручная гибка металла. Лист надежно фиксируют в тисках. Массивным молотком производят первый сгиб. Изделие передвигают к новому месту сгиба, зажимают с бруском из дерева, загибают в нужную сторону.
По завершении работы необходимо удостовериться, что изделие соответствует установленным стандартам. Проверка ведется с применением угольника и при необходимости недочеты устраняются.
Проверка ведется с применением угольника и при необходимости недочеты устраняются.
Самостоятельное изготовление станка
Иногда требуется сделать станок в домашних условиях. Это облегчит работу по сгибке металла и повысит производительность работы. Здесь потребуются уголок, металлическая балка, петли с болтами, струбцины, рукояти, стол и сварочный аппарат. Порядок действий следующий:
- Делается основа из металла, подойдет двутавровый профиль.
- Крепится кверху балки уголок с помощью болтов.
- Сварочным аппаратом под уголок привариваются три петли.
- Сгинаем алюминиевый лист поворотом уголка.
- Плотное прижатие металла обеспечивают две струбцины.
- Уголок необязательно убирать, можно приподнимать его. Кладете изделие промеж профиля и уголка. Затем по краю выравнивается металлический лист.
Проверьте болты, чтобы они крепко были закреплены. Траверсы поверните и согните таким образом, чтобы образовать нужный угол. Это позволит не тратить время на расчеты угла.
Траверсы поверните и согните таким образом, чтобы образовать нужный угол. Это позволит не тратить время на расчеты угла.
Каким бы ни были устройства, главные принципы остаются неизменными. Следуя им, можно получить изделия, соответствующие стандартам и пожеланиям заказчика.
В процессе строительства дома или дачи зачастую появляется необходимость в оборудовании водостоков, канализации, каркасов из металла.
При изготовлении подобных изделий необходимо придать плоской заготовке необходимую пространственную форму. Советы опытных мастеров, как загнуть лист металла в домашних условиях, позволят изготавливать конструкции хорошего качества, которые прослужат долгое время.
Технология гибки – основные сведения
Сгибание металла выполняют без сварочных швов, что позволяет избежать коррозии в дальнейшем и получить изделие повышенной прочности. Деформация не требует значительных усилий и выполняется, как правило, в холодном состоянии.
Исключение составляют твердые материалы, вроде дюрали или углеродистых сталей. Технология гибки листового металла разрабатывается соответственно поставленным задачам в таких вариантах, как:
Отдельный случай – сгибание с растяжением. Данную технологию применяют при изготовлении деталей с большими радиусами гибки, небольшого диаметра. При изготовлении деталей своими руками, процесс сочетают с такими операциями, как резка или пробивка.
Для обработки в домашних условиях хорошо подходят мягкие виды металлов и сплавов, такие как латунь, медь, алюминий. Изготовление изделий методом сгибания выполняется на вальцовочных или роликовых станках, либо вручную.
Последняя процедура довольно трудоемкая. Гибку производят при помощи плоскогубцев и резинового молотка. Если лист небольшой толщины, используют киянку.
Как выполнить гибку под прямым углом
Для сгибания скобы из металлического листа потребуется набор инструментов и приспособлений, состоящий из:
Длина полоски изготавливается по схеме, с тем расчётом, что на каждый загиб должен приходиться запас по 0,5 мм, плюс еще миллиметр на сгибы с обеих сторон. Заготовку помещают в тиски с угольниками. Зажимая её по линии сгиба, обрабатывают молотком.
Заготовку помещают в тиски с угольниками. Зажимая её по линии сгиба, обрабатывают молотком.
После этого будущую скобу разворачивают в тисках, зажимают оправой и бруском, формируют другую сторону. Заготовку вытаскивают, отмеряют необходимую длину сторон, выполняя загибы по низу.
Треугольником сверяют правильность угла, подправляя молотком неточности. При выполнении обеих операций, заготовку поджимают бруском и оправой. Готовую скобу подпиливают до нужного размера.
Как изготовить листогибочный станок самому
Для придания металлу нужной конфигурации, жестянщики используют листогиб. Но как поступить мастеру, у которого специального оборудования под рукой нет?
На деле вопрос, как гнуть листовой металл в домашних условиях, решается просто. Достаточно использовать собственную смекалку и элементарные приспособления, чтобы изготовить простенький станок.
Чтобы изготовить сгибатель для металлического профиля, потребуются:
- двутавровая балка 80 мм,
- крепеж (болты),
- петли,
- уголок 80 мм,
- струбцины,
- пара рукояток.

Понадобится также аппарат для сварки и устойчивый стол, на котором закрепляют готовый станок.
Основу устройства составляет двутавровая балка, к которой двумя болтами прикручивают уголок, удерживающий заготовку в процессе сгибания. Под него методом сварки крепятся три дверные петли. Вторую их часть приваривают непосредственно к уголку.
Чтобы станок легко поворачивался во время сгибания листового металла, к нему с двух сторон приделывают ручки. Струбцинами готовый станок крепят к столу. Перед укладкой заготовки уголок откручивают или приподнимают. Лист прижимают, выравнивают по краю и загибают, поворачивая станок за рукояти. Самодельное устройство годится только для обработки заготовок незначительной толщины.
Сгибание металлического листа при помощи молотка
Для того чтобы выполнить гибку листа толщиной до 1,2 мм под прямым углом, используют простейшие инструменты – плоскогубцы (струбцины) и резиновый молоток.
Обработку производят на ровном деревянном бруске. Линию сгиба прочерчивают при помощи карандаша и линейки. Затем лист зажимают плоскогубцами так, чтобы их концы пришлись точно на линию разметки.
Край постепенно отгибают вверх, продвигаясь вдоль сгиба. После того, как угол приблизится к 90 градусам, лист помещают на брусок и при помощи молотка окончательно выравнивают.
Таким образом изготавливают узкие детали, например кромки из жести.
Совет: резиновый или деревянный молоток используют, чтобы на металле не образовались вмятины. Если сгибание выполняется обычным инструментом, в качестве прокладки нужно взять текстолитовую пластину.
Сгибание листа толщиной до 2 мм удобно проводить на рабочем столе. Металл располагают так, чтобы линия разметки приходилась на кромку. Под обрабатываемый материал подкладывают стальной уголок.
Лист зажимают в тисках при помощи двух деревянных брусков. Сгибание производят при помощи молотка, простукивая металл от одного конца к другому. Край листа при этом направляют вниз так, чтобы в итоге он полностью лег на закрепленный по краю стола уголок. Этим способом изготавливают изделия любой ширины, в том числе ящики или мангалы.
Край листа при этом направляют вниз так, чтобы в итоге он полностью лег на закрепленный по краю стола уголок. Этим способом изготавливают изделия любой ширины, в том числе ящики или мангалы.
Изготовление трубы без применения станка
Домашние умельцы изобрели массу способов сгибания металлического листа в трубу без применения станка.
Предлагаем рассмотреть простейший вариант с использованием походящей по размерам болванки. Изготавливают её из старой трубы подходящего диаметра.
Лист металла раскладывают на полу, отрезают от него кусок нужной длины. Чтобы определить нужный размер, требуемый диаметр трубы умножают на 3,14 и прибавляют 30 мм на шов.
К болванке с двух сторон приваривают перпендикулярно одна к другой по паре трубок. В их отверстия должен свободно вставляться лом.
Рекомендация мастера: способом сгибания металлического листа при помощи болванки удобно изготавливать трубы не более метра в длину.
Чтобы воспользоваться приспособлением, потребуются усилия трех человек. Болванку укладывают на край листа. Один человек встает сверху, двое других накручивают металл на болванку, проворачивая лом на 90 градусов.
Всю длину листа скручивают таким способом, оставшийся край подбивают молотком. Шов закрепляют при помощи сварки.
Нужно учесть, что радиус сгиба листового металла зависит от его толщины и способа изготовления. Горячекатаная сталь больше подходит для труб, из холодного проката изготавливают профильные изделия.
Гибка листового металла — одна из распространенных операций холодного и горячего деформирования. Она отличается малой энергоемкостью.
Гибка листового металла — одна из распространенных операций холодного и горячего деформирования. Она отличается малой энергоемкостью, и при правильной разработке техпроцесса позволяет успешно производить из плоских заготовок пространственные изделия различной формы и размеров.
Классификация и особенности процесса
В соответствии с поставленными задачами технология гибки листового металла разрабатывается для следующих вариантов:
- Одноугловая (называемая иногда V-образной гибкой).
- Двухугловая или П-образная гибка.
- Многоугловая гибка.
- Радиусная гибка листового металла (закатка) — получение изделий типа петель, хомутов из оцинковки и пр.
Усилия при гибке невелики, поэтому ее преимущественно выполняют в холодном состоянии. Исключение составляет гибка стального листа из малопластичных металлов. К ним относятся дюралюминий, высокоуглеродистые стали (содержащие дополнительно значительный процент марганца и кремния), а также титан и его сплавы. Их, а также заготовки из толстолистового металла толщиной более 12…16 мм, гнут преимущественно вгорячую.
Гибку сочетают с прочими операциями листовой штамповки: резку и гибку, с вырубкой или пробивкой сочетают довольно часто. Поэтому для изготовления сложных многомерных деталей широко используются штампы, рассчитанные на несколько переходов.
Особым случаем гибки листового металла считается гибка с растяжением, которую используют для получения длинных и узких деталей с большими радиусами гибки.
- Вертикальные листогибочные прессы с механическим или гидравлическим приводом;
- Горизонтальные гидропрессы с двумя ползунами;
- Кузнечные бульдозеры — горизонтально-гибочные машины;
- Трубо- и профилегибы;
- Универсально-гибочные автоматы.
Для получения уникальных по форме и размерам конструкций, в частности, котлов турбин и т.п., применяют и экзотические технологии гибки листовой стали, например, энергией взрыва. В противоположность этому, вопрос — как гнуть жесть — не вызывает сложностей, поскольку пластичность этого материала — весьма высокая.
Характерная особенность листогибочных машин — сниженные скорости деформирования, увеличенные размеры штампового пространства, сравнительно небольшие показатели энергопотребления. Последнее является основанием для широкого производства ручных гибочных станков, предназначенных для деформации оцинкованного материала. Они особо популярны в небольших мастерских, а также у индивидуальных пользователей.
Они особо популярны в небольших мастерских, а также у индивидуальных пользователей.
Несмотря на кажущуюся простоту технологии, баланс напряжений и деформаций состояния в заготовке определить затруднительно. В процессе изгиба материала в нем возникают напряжения, вначале — упругие, а далее — пластические. При этом гибка листового материала отличается значительной неравномерностью деформации: она более интенсивна в углах гибки, и практически незаметна у торцов листовой заготовки. Гибка тонколистового металла отличается тем, что внутренние его слои сжимаются, а наружные — растягиваются. Условную линию, которая разделяет эти зоны, называют нейтральным слоем, и его точное определение является одним из условий бездефектной гибки.
В процессе изгиба металлопрокат получает следующие искажения формы:
- Изменение толщины, особенно для толстолистовых заготовок;
- Распружинивание/пружинение — самопроизвольное изменение конечного угла гибки;
- Складкообразование металлического листа;
- Появление линий течения металла.

Все эти обстоятельства необходимо учитывать, разрабатывая технологический процесс штамповки.
Этапы и последовательность технологии
Разработка проводится в следующей последовательности:
- Анализируется конструкция детали.
- Рассчитывается усилие и работа процесса.
- Подбирается типоразмер производственного оборудования.
- Разрабатывается чертеж исходной заготовки.
- Рассчитываются переходы деформирования.
- Проектируется технологическая оснастка.
Анализ соответствия возможностей исходного материала необходим для того, чтобы выяснить его пригодность для штамповки по размерам, приведенным на чертеже готовой детали. Этап выполняют по следующим позициям:
- Проверка пластических способностей металла и сопоставление результата с уровнем напряжений, которые возникают при гибке. Для малопластичных металлов и сплавов процесс приходится дробить на несколько переходов, а между ними планировать межоперационный отжиг, который повышает пластичность;
- Возможность получения радиуса гиба, при котором не произойдет трещинообразования материала;
- Определение вероятных искажений профиля или толщины заготовки после обработки давлением, особенно при сложных контурах у детали;
По результатам анализа иногда принимают решение о замене исходного материала на более пластичный, о необходимости предварительной разупрочняющей термической обработки, либо используют подогрев заготовки перед деформацией.

Радиус гибки rmin вычисляют с учетом пластичности металла заготовки, соотношения ее размеров и скорости, с которой будет проводиться деформирование (гидропрессы, с их пониженными скоростями передвижения ползуна, предпочтительнее более скоростных механических прессов). При уменьшении значения rmin все металлы претерпевают так называемое утонение — уменьшение первоначальной толщины заготовки. Интенсивность утонения определяет коэффициент утонения λ, %, который показывает, на сколько уменьшится толщина конечного изделия. Если это значение оказывается более критичного, то исходную толщину s металла заготовки приходится увеличивать.
Для малоуглеродистых листовых сталей соответствие между вышеуказанными параметрами приведено в таблице (см. табл. 1).
Таблица 1
Таким образом, при определенных условиях металл заготовки может даже несколько выпучиваться.
а при больших деформациях — более точное уравнение вида
Таблица 2
Эффект вероятного пружинения можно учесть при помощи данных по фактическим углам пружинения β, которые приведены в таблице 3. Данные в таблице соответствуют условиям одноугловой гибки.
Данные в таблице соответствуют условиям одноугловой гибки.
Таблица 3
Определение усилия гибки
Для расчета силовых параметров уточняют, как будет выполняться деформирование. Оно возможно изгибающим моментом, когда заготовка укладывается по фиксаторам/упорам, и далее деформируется свободно, либо усилием, когда в завершающий момент процесса полуфабрикат опирается на рабочую поверхность матрицы. Свободная гибка проще и менее энергоемка, зато гибка с калибровкой дает возможность получать более точные детали.
Если упрочнение металла невелико (например, гнется изделие из алюминия, либо малоуглеродистой стали), то момент можно вычислить по зависимости:
где σт — предел текучести материала заготовки перед штамповкой.
Больший угол гиба (свыше 45 0 ) должен учитывать интенсивность упрочнения заготовки, которая зависит от размеров ее поперечного сечения:
где b — ширина заготовки.
Для расчета значений технологического усилия Р используют следующие зависимости. При одноугловой свободной гибке
При одноугловой свободной гибке
наибольшая деформация сечения заготовки;
σв — значение предела материала на прочность.
где Fпр — площадь проекции заготовки, подвергаемой изгибу;
pпр — удельное усилие гибки с калибровкой, которое зависит от материала изделия:
- Для алюминия — 30…60 МПа;
- Для малоуглеродистых сталей — 75…110 МПа;
- Для среднеуглеродистых сталей — 120…150 МПА;
- Для латуней — 70…100 МПа.
Для выбора типоразмера оборудования, рассчитанные усилия увеличивают на 25…30%, и сравнивают полученный результат с номинальными (паспортными) значениями.
ГИБКА ЛИСТОВОГО МЕТАЛЛА [радиус, технология, видео]
Такая технологическая операция, как [гибка листового металла], позволяет при минимальных физических усилиях сформировать заготовку требуемой конфигурации.
Альтернативой гибки металлического проката является сварочный процесс, однако в этом случае он занимает гораздо больше времени, да и в финансовом плане стоит несколько дороже.
Гибка листового металла может быть произведена ручным или автоматическим способом, однако и в том, и в другом случае технология самого процесса остается неизменной.
В том случае, когда осуществляется гибка проката, который имеет большой радиус, как правило, нейтральный слой располагается в средней части толщины.
В свою очередь, если взят минимальный радиус, то вышеупомянутый слой уже смещается непосредственно в сторону области сжатия материала.
На промышленных производствах технология гибки листового металла осуществляется при помощи специального оборудования, при этом производится предварительный расчет и учитывается соответствующий ГОСТ.
Технология гибки проката своими руками имеет свои особенности, притом, что также должен быть произведен необходимый расчет и взят во внимание ГОСТ.
В этом случае используется специальное приспособление, а чтобы изменить конфигурацию металлического листа, необходимо приложить определенные усилия и обязательно взять во внимание расчет.
Основные принципы гибки металла
Для изменения формы металлического проката можно использовать несколько различных методик.
Очень часто в этом случае используют сварку, однако такое тепловое воздействие на металл не только сильно влияет на его структуру, но и значительно снижает показатели его прочности, а соответственно, и уменьшает срок службы.
В этом случае изменить форму листового металла можно за счет определенного усилия, при котором в заготовке не происходят структурные изменения.
Особенности гибки металлического проката заключаются в том, что при выполнении этой слесарной операции происходит растяжение наружных слоев материала и соответственно сжатие внутренних.
Видео:
Технология гибки любого листового металла заключается в том, что часть проката перегибается по отношению к другой на строго определенный угол.
Получить величину заданного угла перегиба позволяет расчет.
Конечно, за счет прилагаемого усилия сам металл определенным образом подвергается деформации, которая имеет допустимый предел, который согласно ГОСТ зависит от таких параметров, как толщина материала, величина угла изгиба, а также хрупкости и скорости проведения операции.
Данная технологическая операция проводится на специальном оборудовании, которое дает возможность получить в итоге изделие без каких-либо дефектов.
В условиях, когда работа выполняется своими руками, для гибки металла используется специальное приспособление.
И в том, и в другом случае необходимо обязательно учитывать то, что если изделие будет согнуто с нарушениями, то на поверхности материала образуются микротрещины, которые впоследствии станут причиной ослабления металла непосредственно в месте изгиба, что может привести к серьезным последствиям.
Современные возможности позволяют проводить изгиб проката самой разной толщины, при этом создаваемое напряжение должно превышать такой параметр, как предел упругости.
В любом случае, деформация листового металла должна носить пластический характер.
Следует отметить, что получаемая таким образом бесшовная конструкция, будет иметь высокую прочность и обладать определенной устойчивость к воздействию коррозии.
Виды и типы гибки
Любая гибка металла может быть произведена как своими руками, так и с использованием специального профессионального оборудования, предназначенного для этих целей.
Следует отметить, что при выполнении данной технологической операции своими руками придется затратить определенные физические усилия и время.
Видео:
В этом случае гибка осуществляется при помощи плоскогубцев и молотка, в некоторых отдельных случаях используется специальное приспособление.
Следует отметить, что изгибание своими руками тонкого металлического листа, а также алюминия осуществляется с использованием киянки.
На промышленных предприятиях этот процесс стараются всячески автоматизировать и используют непосредственно для гибки вальцы ручного или гидравлического типов, а также специальные роликовые агрегаты.
К примеру, чтобы придать изделию цилиндрическую форму, изгиб металла осуществляют при помощи вальцев. Таким образом получают трубы, дымоходы, желоба и многое другое.
Наиболее часто на промышленных предприятиях гибка металла производится на специальных листогибочных прессах.
В зависимости от функциональных возможностей такие прессы могут иметь различное устройство и, соответственно, размеры.
Следует отметить, что современное оборудование позволяет выполнять высокотехнологичные операции с металлом.
Так, новые промышленные станки дают возможность за один рабочий цикл произвести одновременно загиб листа по нескольким линиям, что дает возможность выпускать детали любой сложности.
Как правило, такое оборудование достаточно легко эксплуатировать.

Перенастроить его на работу с другим материалом можно достаточно быстро.
Данная операция требует особого внимания при необходимости выполнить изгиб листового алюминия.
Связано это, прежде всего, с тем, что у листового алюминия параметры прочности и упругости имеют несколько отличные величины от других типов металлов.
Самостоятельная гибка
Каждый металл имеет свой ГОСТ, который следует обязательно учитывать, когда проводится расчет, при котором получается минимальный радиус изгиба листа.
Расчет, в котором указаны параметры, всегда индивидуален. Особенности гибки металлического листа учитывают не только минимальный радиус изгиба, но и коэффициент упругости, а также прочностные характеристики.
Гибка металлического листа позволяет получить профиля с различной конфигурацией, сборные перегородки, откосы, а также многие другие изделия.
Перед тем как перейти к гибке металла, необходимо сделать соответствующий расчет в соответствии с ГОСТ и определить минимальный радиус линии изгиба.
Также обязательно определяется и длина изгибаемой полосы, при этом необходимо сделать минимальный припуск непосредственно на каждую линию изгиба.
Сам листовой металл из алюминия, нержавейки и пр. следует при необходимости выровнять и разрезать в соответствии с чертежом. Резка своими руками, как правило, осуществляется ножницам по соответствующей технологии. если не приложить усилия, то ничего не получится.
Далее следует на заготовку нанести в определенных местах риски, по которым и будет производиться изгибание.
Металлическая заготовка прочно зажимается в тисках подходящих размеров по начерченной линии изгиба, после чего при помощи увесистого молотка производится первый загиб.
Далее металлическая заготовка переставляется к следующему месту технологического загиба, вместе с деревянным бруском плотно зажимается, после чего производится следующий загиб, согласно чертежу.
После этого осуществляется разметка лапок скобы и в тисках при помощи молотка обе лапки отгибаются в заданном направлении.
По окончанию выполнения работ при помощи угольника необходимо убедиться в том, что заготовка соответствует всем заданным параметрам.
Если есть некоторые расхождения с предварительными расчетами, то их следует исправить в той же последовательности.
Более подробно о том, как своими руками осуществляется гибка металлических листов при помощи тисков и молотка, рассказано на видео, которое размещено ниже.
Видео:
Порядок резки металла
Как правило, перед тем как производить изгиб металлических заготовок, им придают форму, заданную чертежом, что позволяет упростить работу и получить более точный радиус загиба.
Резка металлического листа представляет собой отдельную техническую операцию, которая производится по своей технологии.
В большинстве случаев резка заготовок из металла осуществляется при помощи листовых ножниц, которые носят название гильотина.
Такие станки, как правило, устанавливаются на предприятиях и позволяют быстро выполнить необходимую работу, учитывая при этом радиус изгиба и плотность материала.
В домашних условиях резка металла осуществляется при помощи специальных слесарных ножниц.
Стоит отметить, что ручными ножницами выполняется резка металла с минимальной толщиной.
Для более толстого металла следует использовать стуловые или кровельные типы ножниц.
Резка металла в домашних условиях при необходимости может быть произведена и при помощи ножовки.
В этом случае придется затратить определенные физические усилия и следить за качеством получаемого среза.
Если резка металла выполняется ножовкой, то при выполнении работы следует контролировать натяжение полотна, так как от этого во многом зависит ровность разреза.
О том, как своими руками разрезать металлический лист, рассказано на видео, которое размещено ниже.
Видео:
 youtube.com/embed/eUQbAD5j4sY» allowfullscreen=»allowfullscreen» frameborder=»0″/>
youtube.com/embed/eUQbAD5j4sY» allowfullscreen=»allowfullscreen» frameborder=»0″/>
Радиусная гибка листового металла: принципы, оборудование
Одной из распространенных технологических операций при работе с металлическими листами является гибка. Она позволяет изменять форму заготовок без механических повреждений, разрезания, сварки. Радиусная гибка листового металла выполняется на заводах, в частных мастерских.
Листовой металл (Фото: Instagram / fortis_metaldesign)Когда мастеру нужно получить изделие с углами определённой формы, он может разрезать металлический лист, а затем сварочным аппаратом соединить отдельные детали под нужным углом. Однако нагревание материала до высоких температур изменяет его структуру, что может негативно сказаться на свойствах металла.
Чтобы не нарушать целостность заготовки, не изменять структуру материала, можно провести сгибание металлических листов. Принцип гибки заключается в том, что наружные слои металла растягиваются, а внутренние сжимаются. Листы предварительно не разогреваются. Оборудование работает по принципу системы рычагов, на которые передаёт усилие мастер или привод. Максимальный угол изгиба определяется зависимо от толщины заготовки, вида материала, его характеристик.
Листы предварительно не разогреваются. Оборудование работает по принципу системы рычагов, на которые передаёт усилие мастер или привод. Максимальный угол изгиба определяется зависимо от толщины заготовки, вида материала, его характеристик.
При изгибании листов по радиусу или под острыми углами, необходимо предварительно проверять точность выставления деталей. Если произошёл перекос, а изделие было согнуто, могут образоваться микротрещины, которые приведут к разрушению целостности заготовки при эксплуатации.
Типы гибки
Существует два основных способа сгибания металлических листов:
- Продольная — до изгиба материал не разогревается. Из-за этого невозможно сгибать заготовки большой толщины.
- Поперечная — включает три технологические операции — изгиб, осаживание, вытяжка. Предварительно деталь нагревается. Кромки сгибаются без разогревания.
Радиусная гибка металла осуществляется с помощью ручного или промышленного оборудования. Зависимо от того, какую форму готового изделия нужно получить, изменяется конструкция станков.
Зависимо от того, какую форму готового изделия нужно получить, изменяется конструкция станков.
Разновидности и конструкция гибочных станков
Изделия из листового металла обрабатываются с помощью разных видов оборудования для гибки. Разновидности листогибов:
- Ручные механизмы. Представляют собой станки, которые работают по системе рычагов. Для сгибания заготовок мастеру нужно прилагать усилия через специальные ручки, поднимающими прижимную пластину.
- Оборудование с гидравлическими, пневматическими приводами, электродвигателями. Это промышленные станки, которые позволяют сократить усилие со стороны рабочего при проведении гибки.
- Вертикальные листогибочные прессы. Заготовка располагается на рабочем столе. Сверху на неё начинает давить рабочая часть пресса. Она приводится в движение пневматической или гидравлической системой.
- Трубогибы с разными системами управления. Могут быть ручными, оборудованными приводами, облегчающими рабочий процесс.
- Угловые трубогибы.
- Дорновые трубогибы.

Сложности применения станков напрямую зависят от системы управления. Ручные модели требуют точной проверки размещения заготовки, передачи усилий на рычаги, чтобы согнуть заготовку. Если на оборудовании установлена система ЧПУ, рабочий процесс становится более эффективным, точным, быстрым. Однако работать на станках, оборудованных ЧПУ сложнее чем на простых моделях. Нужно знать, как выставлять настройки, задавать алгоритмы, снимать ошибки.
Создание станка для сгибания листового металла
Для бездефектной гибки можно использовать самодельные механизмы. Их можно изготовить своими руками, не обладая дополнительными навыками. Для этого нужно создать чертеж, подготовить материалы, инструменты:
- швеллера, металлические уголки;
- прижимную пластину;
- дверные петли;
- деревянный брусок;
- металлические прутья.
Из инструментов нужен сварочный аппарат, дрель со сверлами по металлу, болгарка, шлифовальная машинка.
Этапы изготовления станка:
- Изначально нужно подготовить материалы, нарезать швеллера, уголки, прутья по размеру болгаркой.
- Собрать раму с устойчивыми ножками. Соединить отдельные части сварочным аппаратом. Швы зачистить шлифовальной машинкой покрыть антикоррозийным составом.
- Соединить два уголка дверными петлями, чтобы получилась подвижная конструкция.
- Наварить на один из уголков металлические прутья, которые будут выполнять роль ручек.
- Закрепить подвижную конструкцию на раму так, чтобы можно было работать с заготовками.
Некоторые мастера изготавливают механизмы без основания, которые закрепляются на готовом верстаке.
Швеллера (Фото: Instagram / stockwood.ru_moscow)Собственноручная гибка
Чтобы знать, как работать с металлическими листами, изготавливать изделия требуемой формы, нужно учитывать радиусы гибки листового металла. Максимальные и минимальные радиусы можно посмотреть по специальным таблицам, которые можно найти в интернете. Этапы проведения технологического процесса:
Этапы проведения технологического процесса:
- Проверяется целостность листа.
- Рассчитывается соотношение толщины заготовки, усилий, передаваемых через оборудование на неё, прочности металла.
- Изготавливается чертёж будущего изделия.
- Выставляется угол на оборудовании.
После запуска производится изгиб. Важно перепроверить точность выставления детали, чтобы не случилось перекоса.
Радиусная гибка — отдельный технологический процесс, с помощью которого обрабатываются металлические листы. Он позволяет деформировать металл, не изменяя его структуры. Мастеру нужно рассчитывать углы, принимая во внимание вид металла, сплавов, толщину листа. Неправильные расчёты приведут к образованию микротрещин, которые повлияют на целостность детали.
Листогибы и листогибочные станки: как согнуть металл
Кровельщику листогиб дает огромную свободу в самостоятельном изготовлении сложных элементов для ендов, коньков, карнизов и прочих сопряжений. В этой статье мы рассмотрим некоторые виды листогибов, укажем на слабые места станков и поможем выбрать оборудование по специфике работы.
В этой статье мы рассмотрим некоторые виды листогибов, укажем на слабые места станков и поможем выбрать оборудование по специфике работы.
Как устроен листогиб
В общем случае листогиб представляет собой длинную металлическую пластину, разделенную продольно на две части. Одна из них неподвижна и жестко прикреплена к массивной станине. Строго над ней расположена прижимная балка, которую можно легко притянуть к неподвижной пластине и прижать лист металла. Прижимная балка, как правило, имеет скошенную кромку, чтобы лист можно было загнуть под углом свыше 90°.
Вторая может наклоняться вверх и вниз, при этом ось вращения расположена точно на стыке. Две пластины как бы рояльной петлей: одна из них, приподнимаясь, образует с другой произвольный угол. Подвижная часть называется бендером (от англ. to bend — сгибать), он соединен с системой рычагов ручного привода. Если с усилием потянуть за рукоять, бендер начнет приподниматься и загибать край металла одновременно по всей длине.
Отдельного внимания заслуживает угломер. У наиболее примитивных моделей он устроен чисто механически, как циферблат на рычажных весах: шкала с делениями закреплена неподвижно к станине, а указывающая стрелка связана с приводом бендера.
Другой вариант: жидкостной угломер — вертикально расположенная кольцевая трубка с подкрашенной жидкостью внутри и метками снаружи. Кольцо заполнено строго наполовину и герметично запаяно, таким образом при его вращении уровень жидкости покажет точное отклонение в градусах. Высокая и постоянная точность — несомненный плюс, но жидкостный угломер нуждается в периодической калибровке нулевого положения. Чем шире кольцо жидкостного угломера — тем выше его точность.
Помимо основных узлов существуют и дополнительные. Одна только прижимная балка часто тюнингуется для возможности регулирования по высоте, установки сменных губок разной длины или для использования отрезных, вальцовочных и прочих машинок, для которых балка выполняет роль каретки.
Стационарные и переносные станки
Листогибочные станки можно разделить на те, что предназначены для работы «в поле», и те, что ориентированы на высокую производительность. На практике все определяется весом станка в целом или его самых крупных модулей по отдельности. Можно сказать, что если конкретный мастер готов доставить свой станок на объект — для него он будет переносным.
Как известно, массивные станки для гибки металла имеют прекрасную устойчивость, а значит, усилие для изгиба будет приложено более точно. Обычно у таких станков тяжелая чугунная станина, хотя чаще их просто крепят анкерами к бетонной постели. На таком оборудовании можно обрабатывать даже достаточно толстый металл (до 2 мм). К тому же, чем меньше строгих ограничений по весу, тем более мощные и надежные балки, тяги и другие ответственные детали можно включить в конструкцию.
Переносные ручные листогибы используются, как правило, кровельщиками, монтажниками вентиляционных систем и отделочниками. Основное ограничение — длина рабочих балок и, соответственно, обрабатываемых заготовок. Обычно переносные станки легкие (до 100–150 кг), их основу представляет рама из профильной трубы, а длина рабочей части ограничена 120–160 см.
Различия по толщине металла
Чем толще сгибаемый металл, тем выше конструкционная нагрузка на балки и подвижные узлы. Тяга у станков для металла до 2 мм, как правило, ручная, но вот конструкция поворотных шарниров и приводного рычага может быть разной.
В ремонте и строительстве на станках редко гнут металл толщиной более 0,6–0,8 мм, обычно в эти рамки вписываются и жесть для воздуховодов, и кровельное железо. При столь незначительных нагрузках не нужно предусматривать запаса прочности, почти любая поломка появляется как следствие брака или технического несовершенства неисправного узла.
Балки станка для гибки более толстого проката имеют усиленную конструкцию. Обычно они литые и широкие, на тыльной стороне можно увидеть продольные и поперечные ребра жесткости. Это также относится к большинству переносных станков, где большая толщина балок негативно сказывается на весе. И все же наибольшая нагрузка приходится на шарнирно-рычажные механизмы, особенно в местах крепления к балкам.
В таких местах редко используется сварка, обычно это соединение болтами на промежуточных кронштейнах, очень похожее на систему поручней в общественном транспорте. В низкосортном оборудовании эти детали изготовлены методом порошкового литья, которое выдается за сверхпрочный сплав. После пары лет активной эксплуатации детали от нагрузки покрываются трещинами, а со временем окончательно ломаются. Цена листогиба зачастую пропорциональна качеству его изготовления.
Углы загиба
Почти все распространенные модели листогибов имеют угол загиба до 130–150°, некоторые — до 160°. Точный контроль углов загиба очень важен для изготовления сложных и объемных деталей, таких как нащельники или замки на коробах воздуховодов.
Контролировать угол загиба при однотипных операциях не всегда обязательно, в некоторых листогибах система приводных рычагов снабжается регулируемым ограничителем. У ряда моделей (LBM) таких ограничителей может быть несколько, каждый из них настраивается и работает независимо от других.
Но при этом нужно помнить, что любые сбои и несоответствие заданным значениям углов произведенной гибки обычно не являются виной сбитого угломера. Наиболее частые причины такой неточности — разбитые шарниры бендера и увеличенная дистанция между ним и прижимной балкой.
Сегментарные станки
В некоторых станках прижимная балка комплектуется набором накладных губок. Часть их них можно снять, чтобы пропустить под прижимной балкой уже загнутые кромки на других краях листа. Так обрабатывают развертки объемных деталей.
Края накладных губок не обязательно должны иметь форму клина. Часто их делают полукруглыми, чтобы при сгибании терялся точный угол и получался радиусный изгиб. Точность таких станков далека от ролико-прокатных, но для изготовления декоративных кожухов или элементов фасадной обшивки ее вполне достаточно.
Основной показатель для сегментарного станка — высота сегментов или свободный просвет. Этим значением определяется максимальная ширина загнутых кромок обрабатываемой заготовки, которые заводятся под балку.
Дополнительные приспособления
Для листогибов имеется широкий ряд вспомогательных механизмов. Самый известный — роликовый нож, который позволяет абсолютно без усилий обрезать кромку стального листа точно параллельно краю прижимной балки.
Не менее популярна вальцовочная машина: поскольку станок не может за один проход загнуть край под 180°, его сперва загибают под максимальным углом, после чего пропускают между прижатыми роликами вальцовщика.
Часто применяется кромочный валок. Обычно он не связан с основным механизмом, просто закреплен к массивной раме.
Валок предназначен для сворачивания края листа в круглую кромку небольшого диаметра, что полезно при изготовлении водостоков и подобных им длинных изделий с высокой продольной жесткостью.
http://www.rmnt.ru/ — сайт RMNT.ru
Как загнуть лист металла в домашних условиях
В процессе строительства дома или дачи зачастую появляется необходимость в оборудовании водостоков, канализации, каркасов из металла.
При изготовлении подобных изделий необходимо придать плоской заготовке необходимую пространственную форму. Советы опытных мастеров, как загнуть лист металла в домашних условиях, позволят изготавливать конструкции хорошего качества, которые прослужат долгое время.
Технология гибки – основные сведения
Сгибание металла выполняют без сварочных швов, что позволяет избежать коррозии в дальнейшем и получить изделие повышенной прочности. Деформация не требует значительных усилий и выполняется, как правило, в холодном состоянии.
Исключение составляют твердые материалы, вроде дюрали или углеродистых сталей. Технология гибки листового металла разрабатывается соответственно поставленным задачам в таких вариантах, как:
Отдельный случай – сгибание с растяжением. Данную технологию применяют при изготовлении деталей с большими радиусами гибки, небольшого диаметра. При изготовлении деталей своими руками, процесс сочетают с такими операциями, как резка или пробивка.
Для обработки в домашних условиях хорошо подходят мягкие виды металлов и сплавов, такие как латунь, медь, алюминий. Изготовление изделий методом сгибания выполняется на вальцовочных или роликовых станках, либо вручную.
Последняя процедура довольно трудоемкая. Гибку производят при помощи плоскогубцев и резинового молотка. Если лист небольшой толщины, используют киянку.
Как выполнить гибку под прямым углом
Для сгибания скобы из металлического листа потребуется набор инструментов и приспособлений, состоящий из:
- тисков,
- молотка,
- электропилы,
- бруска,
- оправы.
Длина полоски изготавливается по схеме, с тем расчётом, что на каждый загиб должен приходиться запас по 0,5 мм, плюс еще миллиметр на сгибы с обеих сторон. Заготовку помещают в тиски с угольниками. Зажимая её по линии сгиба, обрабатывают молотком.
После этого будущую скобу разворачивают в тисках, зажимают оправой и бруском, формируют другую сторону. Заготовку вытаскивают, отмеряют необходимую длину сторон, выполняя загибы по низу.
Треугольником сверяют правильность угла, подправляя молотком неточности. При выполнении обеих операций, заготовку поджимают бруском и оправой. Готовую скобу подпиливают до нужного размера.
Как изготовить листогибочный станок самому
Для придания металлу нужной конфигурации, жестянщики используют листогиб. Но как поступить мастеру, у которого специального оборудования под рукой нет?
На деле вопрос, как гнуть листовой металл в домашних условиях, решается просто. Достаточно использовать собственную смекалку и элементарные приспособления, чтобы изготовить простенький станок.
Чтобы изготовить сгибатель для металлического профиля, потребуются:
- двутавровая балка 80 мм,
- крепеж (болты),
- петли,
- уголок 80 мм,
- струбцины,
- пара рукояток.
Понадобится также аппарат для сварки и устойчивый стол, на котором закрепляют готовый станок.
Основу устройства составляет двутавровая балка, к которой двумя болтами прикручивают уголок, удерживающий заготовку в процессе сгибания. Под него методом сварки крепятся три дверные петли. Вторую их часть приваривают непосредственно к уголку.
Чтобы станок легко поворачивался во время сгибания листового металла, к нему с двух сторон приделывают ручки. Струбцинами готовый станок крепят к столу. Перед укладкой заготовки уголок откручивают или приподнимают. Лист прижимают, выравнивают по краю и загибают, поворачивая станок за рукояти. Самодельное устройство годится только для обработки заготовок незначительной толщины.
Сгибание металлического листа при помощи молотка
Для того чтобы выполнить гибку листа толщиной до 1,2 мм под прямым углом, используют простейшие инструменты – плоскогубцы (струбцины) и резиновый молоток.
Обработку производят на ровном деревянном бруске. Линию сгиба прочерчивают при помощи карандаша и линейки. Затем лист зажимают плоскогубцами так, чтобы их концы пришлись точно на линию разметки.
Край постепенно отгибают вверх, продвигаясь вдоль сгиба. После того, как угол приблизится к 90 градусам, лист помещают на брусок и при помощи молотка окончательно выравнивают.
Таким образом изготавливают узкие детали, например кромки из жести.
Совет: резиновый или деревянный молоток используют, чтобы на металле не образовались вмятины. Если сгибание выполняется обычным инструментом, в качестве прокладки нужно взять текстолитовую пластину.
Сгибание листа толщиной до 2 мм удобно проводить на рабочем столе. Металл располагают так, чтобы линия разметки приходилась на кромку. Под обрабатываемый материал подкладывают стальной уголок.
Лист зажимают в тисках при помощи двух деревянных брусков. Сгибание производят при помощи молотка, простукивая металл от одного конца к другому. Край листа при этом направляют вниз так, чтобы в итоге он полностью лег на закрепленный по краю стола уголок. Этим способом изготавливают изделия любой ширины, в том числе ящики или мангалы.
Изготовление трубы без применения станка
Домашние умельцы изобрели массу способов сгибания металлического листа в трубу без применения станка.
Предлагаем рассмотреть простейший вариант с использованием походящей по размерам болванки. Изготавливают её из старой трубы подходящего диаметра.
Лист металла раскладывают на полу, отрезают от него кусок нужной длины. Чтобы определить нужный размер, требуемый диаметр трубы умножают на 3,14 и прибавляют 30 мм на шов.
К болванке с двух сторон приваривают перпендикулярно одна к другой по паре трубок. В их отверстия должен свободно вставляться лом.
Рекомендация мастера: способом сгибания металлического листа при помощи болванки удобно изготавливать трубы не более метра в длину.
Чтобы воспользоваться приспособлением, потребуются усилия трех человек. Болванку укладывают на край листа. Один человек встает сверху, двое других накручивают металл на болванку, проворачивая лом на 90 градусов.
Всю длину листа скручивают таким способом, оставшийся край подбивают молотком. Шов закрепляют при помощи сварки.
Нужно учесть, что радиус сгиба листового металла зависит от его толщины и способа изготовления. Горячекатаная сталь больше подходит для труб, из холодного проката изготавливают профильные изделия.
Из листового металла делают немало изделий — водосточные системы, фасонные детали для обшивки кровли, крытой профнастилом или металлочерепицей, отливы для цоколя, углы для сооружений из профлиста и т.д. Все это может сделать специальный гибочный станок — для листового металла. Как сделать листогиб своими руками и поговорим в этой статье.
Виды листогибов
Есть три вида листогибочных станков:
- Простые ручные, гибка металла в которых происходит при приложении силы в определенном месте. Эти агрегаты дают возможность изогнуть листовой материал по прямой под любым углом — от нескольких градусов до почти 360°.
Для гибки листового металла
Для получения радиального изгиба металлического листа
Все эти устройства относят к листогибочным станкам. Своими руками сделать проще всего агрегат первой группы, чуть сложнее — третьей (вальцы для листового металла). Вот о них и поговорим — от том как сделать листогиб своими руками.
Простые ручные
Фасонные детали из металла стоят немалых денег. Даже больше чем профнастил или металлочерепица, потому имеет смысл сделать простейший станок для гибки листового металла, а с его помощью изготовить столько углов, отливов и других подобных деталей, сколько вам нужно, причем исключительно под свои размеры.
Если волнуетесь насчет внешнего вида, то зря. В продаже сегодня есть листовой металл не только оцинкованный, но и окрашенный. Во всех конструкциях фиксируется лист плотно, так что при работе не скользит по столу, а значит, краска не стирается и не царапается. В местах изгиба она тоже не повреждается. Так что вид у изделий будет вполне приличный. Если постараться, так выглядеть будут даже лучше, чем то что продают на рынке.
Мощный листогиб из тавров
Для этого листогибочного станка потребуется ровная поверхность (стол), желательно металлическая, три уголка с шириной полки не менее 45 мм, толщиной металла не менее 3 мм. Если планируете гнуть длинные заготовки (более метра), желательно и полки брать шире, и металл толще. Можно использовать тавры, но это — для гибки листов металла большой толщины и длины.
Еще понадобятся металлические дверные петли (две штуки), два винта большого диаметра (10-20 мм), «барашки» на них, пружина. Еще нужен будет сварочный аппарат — приварить петли и сделать отверстия (или дрель со сверлом по металлу).
Для самодельного листогиба был использован тавр на 70 мм — три куска по 2,5 м, два болта 20 мм диаметром, небольшой кусок металла толщиной 5 мм (для вырезания укосин), пружина. Вот порядок действий:
- Два тавра складывают, с двух концов вырезают в них под петли выемки. Края выемок скашивают под 45°. Третий тавр обрезают точно также, только глубину выемки делают немного больше — это будет прижимная планка, так что она должна ходить свободно.
Вырезаем выемки под петли
Хорошо провариваем петли
К шляпке болта приварить отрезки арматуры
Самодельный листогиб в процессе работы
Этот вариант очень мощный — можно гнуть длинные заготовки и лист солидной толщины. Не всегда такие масштабы востребованы, но уменьшить можно всегда. В видео предложена похожая конструкция меньшего размера, но с другим креплением прижимной планки. Кстати, никто не мешает на винт тоже установить пружину — проще будет поднимать планку. А интересна эта конструкция тем, что можно на ней делать отбортовку, что обычно такие устройства не умеют.
Из уголка с прижимной планкой другого типа
Эта модель сварена из толстостенного уголка, станина сделана как обычный строительный козел, который сварен из того же уголка. Ручка — от багажной тележки. Интересная конструкция винтов — они длинные, ручка изогнута в виде буквы «Г». Удобно откручивать/закручивать.
Небольшой ручной листогиб для самостоятельного изготовления
В данном самодельном станке для гибки листового металла есть много особенностей:
- Уголки расположены не полочками друг к другу, а направлены в одну сторону. Из-за этого крепление петли получается не самым удобным, но сделать можно.
Теперь перейдем к конструкции прижимной планки (на фото выше). Она тоже сделана из уголка, но укладывается на станок изгибом вверх. Для того чтобы при работе планка не изгибалась, наварено усиление — перемычки из металла. С обоих концов планки приварены небольшие металлические площадки, в которых просверлены отверстия под болты.
Еще один важный момент — та грань, которая обращена к месту сгиба срезана — для получения более острого угла изгиба.
Планка устанавливается так
Прижимная планка укладывается на станок, в место установки гайки подкладывается пружина. Ручка устанавливается на место. Если она не прижимает планку, та за счет силы упругости пружины приподнята над поверхностью. В таком положении под нее заправляют заготовку, выставляют, прижимают.
Под отверстие ставят пружину, затем — болт
Неплохой вариант для домашнего использования. Толстый металл гнуть не получится, но жесть, оцинковку — без труда.
Вальцы для листового металла или вальцовый листогиб
Этот тип листогиба может иметь три типа привода:
Своими руками делают вальцы для листового металла с ручным или электрическим приводом. В ручных ставят 3 вала, в электрических их может быть 3-4, но обычно тоже три.
Для этого станка нужна хорошая надежная основа. Это может быть отдельная станина или какой-то верстак или стол. Основа конструкции — валки. Их делают одинакового размера. Два нижних устанавливаются стационарно, верхний — подвижно, так, чтобы в нижней позиции он располагался между вальцами. За счет изменения расстояния между нижними вальцами и верхним изменяется радиус кривизны.
Приводят в движение станок при помощи ручки, которая приделана к одному из валов. Далее крутящий момент передается на другие катки через звездочки. Их подбирают так, чтобы скорость вращения была одинаковой.
Если предполагается на оборудовании изготавливать трубы, верхний каток с одной стороны делают съемным, с системой быстрой фиксации. Свернув лист в трубу, его по-другому не вытащить.
Гибка листового металла позволяет при сравнительно небольших усилиях получить изделие нужной формы. Ибо при сварке затрачивается больше усилий как физических, так и финансовых. Лист металла можно сгибать вручную или с применением автоматики, однако общие принципы работы остаются прежними. Именно об особенностях данного процесса и пойдет речь.
Основные принципы
Гнутье металла осуществляется различными методами. Часто используется сварка, однако температурное воздействие способно изменять форму и свойства готового изделия. Это снижает эксплуатационные свойства и точность изготовления.
Так как при гибке металла внешние слои металла растягиваются, а внутренние начинают сжиматься, то необходимо перегибать на заданный угол часть металлопроката относительно другого. Угол же можно отыскать с помощью расчетов.
Изделие деформируется на те значения, которые находятся в заданных пределах. Они зависят от следующих параметров:
- Толщина металлического листа;
- Сколько составляет угол перегиба;
- Насколько прочен материал;
- Скорость и время выполнения процедуры.
Именно от них будет зависеть показатель допустимой деформации. Следующим этапом является выбор типа гибки.
Типы гибки металлических изделий
Сгибание металла производится вручную и с применением автоматических устройств. В первом случае процесс будет достаточно трудозатратен, потребует использования пассатижей и молотка, в результате на эту процедуру уйдет немало времени.
Гораздо проще и качественнее будет механизация процесса с помощью станков и соответствующих приспособлений. Форму цилиндра изделию придают специальные вальцы. С их помощью создаются дымоходы, желоба, трубные изделия.
Развитие станкостроительного производства позволило достичь сгибания материала для изготовления самых сложных изделий. А быстрая замена рабочего инструмента позволяет максимально эффективно и ускоренно перенастроить станочное устройство.
Виды оборудования
Для современного процесса по сгибанию металла имеется немало вариантов новейших аппаратов. На производстве обычно применяются прессы, которые можно разделить на следующие виды:
- Ротационные, гнущие металл с помощью перемещения между специальными валиками. Подходят для изготовления крупногабаритных изделий небольшими сериями.
- Поворотные прессы сгибают пластины с помощью гибочных балок и двух плит. Стационарная плита располагается внизу, а наверху находится поворотная плита. Оптимальный вариант для обработки изделий из листового металла с простым рельефом и маленькими габаритами.
- Стандартные прессы пневматические или гидравлические применяются для массовых или мелкосерийных изделий из нержавейки или другого металла. Сгибка производится между пуансоном и матрицей. За счет этого можно обрабатывать даже утолщенные изделия. При этом следует отметить, что гидравлические прессы применяются чаще, чем на пневматике, за счет более простой эксплуатации и стоимости.
Из всех вышеописанных видов оборудования наиболее современным является ротационное. Оно действует в автоматическом режиме, и рабочему не нужно заранее рассчитывать оптимальное значение усилия.
Автоматизированными считаются и поворотные прессы. Здесь отправляется один лист в устройство, который необходимо расположить его как необходимо по заданию. Чаще всего применяется на небольших предприятиях, где работают с металлическими деталями.
Ручная работа
Такая работа производится обычно ручными ножницами. В нужных местах ставятся отметки, по которым будет осуществляться ручная гибка металла. Лист надежно фиксируют в тисках. Массивным молотком производят первый сгиб. Изделие передвигают к новому месту сгиба, зажимают с бруском из дерева, загибают в нужную сторону.
По завершении работы необходимо удостовериться, что изделие соответствует установленным стандартам. Проверка ведется с применением угольника и при необходимости недочеты устраняются.
Самостоятельное изготовление станка
Иногда требуется сделать станок в домашних условиях. Это облегчит работу по сгибке металла и повысит производительность работы. Здесь потребуются уголок, металлическая балка, петли с болтами, струбцины, рукояти, стол и сварочный аппарат. Порядок действий следующий:
- Делается основа из металла, подойдет двутавровый профиль.
- Крепится кверху балки уголок с помощью болтов.
- Сварочным аппаратом под уголок привариваются три петли.
- Сгинаем алюминиевый лист поворотом уголка.
- Плотное прижатие металла обеспечивают две струбцины.
- Уголок необязательно убирать, можно приподнимать его. Кладете изделие промеж профиля и уголка. Затем по краю выравнивается металлический лист.
Проверьте болты, чтобы они крепко были закреплены. Траверсы поверните и согните таким образом, чтобы образовать нужный угол. Это позволит не тратить время на расчеты угла.
Каким бы ни были устройства, главные принципы остаются неизменными. Следуя им, можно получить изделия, соответствующие стандартам и пожеланиям заказчика.
Искусство и наука гибки листового металла
Крепление двигателя. Прочный корпус. Кронштейн 43,7 °. Для обычного рубчика требуется по крайней мере одна металлическая деталь под углом, и лучшим инструментом для ее изготовления по-прежнему является старый добрый листогибочный пресс. Гибка деталей требует некоторых дополнительных размышлений при проектировании и компоновке разверток, поэтому, если вы хотите узнать о допусках на изгиб, удержании изгиба и о том, как изгибать точные детали даже без пресса, читайте дальше.
Методы гибки
Листогибочный пресс (источник)Самыми распространенными методами гибки, но, конечно, не единственными, являются гибка на воздухе и дно.Их можно выполнять на одном листогибочном прессе, и обычно для использования в мастерских общего назначения не требуется давление более 25 тонн. Листогибочный пресс также поставляется с ручным упором или задним упором с ЧПУ, который позволяет точно позиционировать линию изгиба. Как и все прессы, листогибочные прессы не совсем точны в отношении своей потенциальной опасности. Они выглядят спокойными и двигаются медленно, но в тот момент, когда их сила ударяется о материал, все может происходить очень быстро.
Однако, если у вас нет доступа к листогибу, вам не совсем повезло.Существуют методы прорезания пазов, при которых материал ослабляется на линии изгиба ровно настолько, чтобы сделать хороший изгиб в стали толщиной до 1/4 дюйма, используя только настольные тиски.
Пневматическая гибка
Анимация воздушной гибки — (источник)Air Bending использует пробойник и часто V-образную нижнюю матрицу. Профиль пуансона определяет радиус изгиба, а глубина хода определяет угол изгиба. Поскольку глубина хода регулируется на машине, сгибание на воздухе позволяет сгибать листовой материал под произвольным углом без замены штампа или штампа.Отверстие нижней матрицы должно быть выбрано адекватно в зависимости от толщины материала и радиуса изгиба, а хорошее практическое правило — в 6–12 раз больше толщины материала. Это обеспечит хорошие результаты и долгий срок службы инструмента. Тем не менее, вы быстро заметите, что даже профессиональные мастерские используют свой 3/4 «нижний штамп практически для чего угодно, вот и все. После того, как пуансон будет выпущен, материал немного отскочит назад, что должно быть компенсировано чрезмерным изгибом материала. Пневматическая гибка не очень хороша с точки зрения угловой точности, но позволяет обрабатывать различные материалы, толщину материалов и углы гибки без переоборудования.
Нижняя
Анимация опускания дна — (отредактировано, источник)Так же, как изгибание на воздухе, для опускания дна используется пуансон и V-образный нижний штамп. Однако пуансон прижимает материал к внутренним поверхностям нижней матрицы, поэтому угол нижнего инструмента определяет угол изгиба. Следовательно, этот метод требует отдельных нижних штампов и переоснащения для каждого угла изгиба, а также значительно большего давления. Однако он более точен и имеет меньшую упругость, чем воздушный изгиб. То, что вы обычно найдете в мастерской общего назначения или в производственном пространстве, — это тормозной пресс, оснащенный нижней головкой 90 ° для забивки, и для любого угла изгиба меньше 90 ° такая же матрица будет использоваться для гибки на воздухе.Однако, поскольку для забивания требуются большие усилия, также более важно использовать правильные штампы. Эмпирическое правило гласит, что толщина нижнего отверстия матрицы в 8 раз превышает толщину материала. Однако, поскольку геометрически правильное проем также зависит от радиуса изгиба, есть лучшие способы рассчитать ширину проема.
Прорезание
Пример сгибаемого вручную кронштейна от Crown International (источник изображения)Для определения области изгиба и уменьшения усилия, необходимого для изгиба детали из листового металла, до чего-то, с чем можно справиться без тормозного пресса, при изгибе можно вырезать прорези линия для выборочного ослабления материала.Это похоже на изгибание пропила, но менее хлипкое. Прорезание пазов — отличный способ получить индивидуальные металлические корпуса и рамы для небольших роботизированных проектов и даже для больших ненагруженных конструкций. Однако, поскольку он, очевидно, ослабляет материал, его нельзя использовать для тяжелых несущих частей, которые полагаются на структурную целостность области изгиба. Существуют даже запатентованные методы, использующие определенные шаблоны прорези, и даже если идея, лежащая в основе них, достаточно проста, они могут быть весьма гениальными.
Геометрия гибки
В зависимости от угла и радиуса изгиба материал в области изгиба деформируется.Чтобы получить конечные размеры детали, к которым мы стремимся, мы должны заранее это учесть. Большинство профессиональных инструментов САПР, таких как Solidworks или Rhino, выполнят всю математику гибки за вас, но, к сожалению, многие другие хорошие инструменты, такие как Fusion 360, OpenSCAD или FreeCAD, требуют от вас дополнительных плагинов, использования онлайн-калькуляторов или сделай математику вручную.
листов
Давайте начнем с предположения, что вы хотите построить кронштейн под углом 90 ° из бесконечно тонкого листа материала или, что практично, из листа бумаги.Поскольку он такой тонкий, он фактически не содержит материала, поэтому он изгибается без деформации материала. Чтобы сделать его еще проще, мы выбираем радиус изгиба 0, что делает его складкой. В этом теоретическом случае длина L полосы, которую нам нужно вырезать, будет суммой двух сторон кронштейна, A и B.
Если мы теперь добавим радиус изгиба, наша скоба больше не будет состоять из двух прямых сторон A и B, а будет состоять из двух укороченных ножек, которые я назову a и b.Ноги соединяются дугой длиной c. Все идет нормально.
Кубоиды
Чтобы подумать о сгибании металлического листа значительной толщины, сосредоточьтесь на воображаемом центральном листе, так называемой нейтральной линии или нейтральной оси внутри толщины. Эта нейтральная линия ведет себя так же, как и тонкий лист выше, не деформируясь во время изгиба. Мы должны помнить только о двух вещах: толщина материала t смещает радиус изгиба r ’нейтральной линии на половину толщины материала, и наши ветви a и b становятся немного короче.Реальные материалы, такие как сталь и алюминий, ведут себя не так, как эта центральная линия, но концепция нейтральной линии по-прежнему полезна для их описания.
Допуск на изгиб и коэффициент k
Как всегда, реальные материалы ведут себя не так просто, как наши модели. После того, как материал примет новую форму между инструментами пресса из закаленной стали, эта центральная нейтральная линия будет сильно испорчена взаимодействием. Мы не сможем точно узнать ход нейтральной линии после изгиба без детальной и довольно сложной модели характеристик материала.Чтобы упростить задачу, для прогнозирования длины развертки можно использовать воображаемую нейтральную линию, основанную на упрощенном приближении:
Для этого вводится поправочный коэффициент k. Коэффициент смещает участок нейтральной линии в области изгиба от его центральной траектории до тех пор, пока он не достигнет длины соответствующей области развертки. Коэффициент k определяется эмпирически для данного материала, толщины материала, радиуса изгиба и метода изгиба. Он отражает все реальные, но неизвестные искажения в области изгиба.
Поскольку k-фактор зависит от нескольких факторов, используются таблицы эмпирически определенных k-факторов для данных установок. Используя коэффициент k, теперь мы можем рассчитать допуск на изгиб «BA», который представляет собой длину плоского материала, который проходит в область изгиба. Это просто длина дуги «воображаемого» отрезка нейтральной линии, смещенная на коэффициент k:
Конечно, приближение реалистично настолько, насколько реалистичен используемый коэффициент k, и имеет смысл вести собственную таблицу со значениями k для материалов, с которыми вы собираетесь работать.Тем не менее, следующие значения являются хорошей отправной точкой:
«Практическое правило» таблица k-факторов (источник: Википедия)Допуск на изгиб изгибов с прорезями
При прорезании листового металла по оси сгиба средняя плотность материала в области сгиба уменьшается. Не существует конкретного правила того, насколько материал должен быть ослаблен, но, как показывает опыт, плотность 20% для стали толщиной до 1/8 дюйма является хорошим выбором. При плотности 20% ширина моста w составляет 1/4 длины паза s, как показано на рисунке ниже.Для ширины моста w я предлагаю не опускаться ниже 3/4 толщины материала T.
Прямые пазы
При использовании прямых прорезей ширина области изгиба в развертке будет равна ширине прорези d, поэтому для всех практических целей ширина прорези в этом случае равна допуску на изгиб. В зависимости от желаемого радиуса изгиба ширина прорези может быть рассчитана:
Однако радиус не должен быть слишком большим и, как правило, должен быть меньше 2/3 толщины материала.
Инженерные слоты
Рисунок прорезей в форме «смайлика» (от Industrial Origami Inc. — патентный источник)Прорези могут иметь такую форму, которая позволяет контролировать изгиб более предсказуемым и независимым от материала способом. Хотя вырезание непрямых пазов в металле может показаться тривиальным, в этой области все еще есть много патентов. Для образовательного использования и DIY-проектов соответствующие патенты Industrial Origami Inc. могут по-прежнему быть отличным ресурсом. Они содержат целый каталог более грамотно разработанных шаблонов слотов, таких как форма смайлика, самоиндексирующийся шарнир, скрученный шарнир и другие методы, подобные оригами.
Большинство шаблонов спроектированы таким образом, что позволяет материалу самоиндексироваться по отношению к себе после изгиба. Например, диагональные перемычки рисунка смайлика будут укорачиваться по мере их скручивания в результате изгиба, эффективно стягивая две плоские стороны вместе от края до края, так что практически отсутствует радиус изгиба и не учитывается зависящий от материала припуск на изгиб. Этот метод позволяет выполнять очень точные изгибы с незначительными деформациями и очень прочными деталями.Формулу для внешнего снижения все еще можно использовать, а поскольку OSSB является чисто геометрическим, таблицы коэффициентов k не требуются.
Внешнее понижение «OSSB»
Чтобы получить длину нашей развертки L, мы должны знать длину наших прямых ног a и b. Конечно, если вы проектируете деталь с помощью САПР, вы можете просто прочитать размеры из своего САПР. Однако, если у вас есть технический чертеж с основными размерами или набросок на салфетке, вам придется сделать это вручную.
Разница между длиной стороны (A или B) изгиба и его участком (a или b) называется внешним отступом или «OSSB». Итак, длина ног определяется как:
а = А — OSSB
b = B — OSSB
На этом этапе обычно используются два разных определения длин сторон A и B, и это зависит от угла изгиба. Для углов изгиба менее 90 ° они обычно определяются как длина от вершины до кромки, для углов изгиба более 90 ° они обычно измеряются от касательной изгиба к кромке.Для угла изгиба 90 ° эти два значения одинаковы. Во всех формулах и примерах для угла изгиба α используются градусы.
OSSB для α <90 °
Для угла изгиба α меньше 90 ° и, как правило, когда размеры A и B измеряются от вершины до кромки, формула для внешнего понижения всегда зависит от угла изгиба:
OSSB для α> = 90 °
Для углов изгиба более 90 ° и, как правило, когда размеры A и B отсчитываются от касательной изгиба к краю, внешнее понижение не зависит от угла изгиба:
Свобода выбора
Если вы не привязаны к определенной норме, вы все равно можете измерить A и B от вершины до края и использовать первую формулу:
Гибка листового металла
Гибка листового металла — распространенный и жизненно важный процесс в обрабатывающей промышленности. Гибка листового металла — пластическая деформация изделия по оси, создание изменения в геометрия детали. Подобно другим процессам обработки металла, гибка изменяет форму. заготовки, при этом объем материала останется прежним. В некоторых случаях изгиб может привести к небольшому изменению толщины листа. Для большинства операций однако изгиб практически не приведет к изменению толщины листового металла. Помимо создания желаемой геометрической формы, изгиб также используется для придания прочности и жесткости листовому металлу, чтобы изменить момент детали инерции, для косметического вида и устранения острых углов.
| Рисунок: 264 |
Изгиб металла вызывает как растяжение, так и сжатие внутри материала. Механический принципы металлов, особенно в отношении упругой и пластической деформации, являются важны для понимания гибки листового металла и обсуждаются в основах участок формовки металла. Эффект, который свойства материала будут иметь в ответ на Условия производства будут определяющим фактором при проектировании процесса обработки листового металла.Обычно гибка листового металла выполняется в холодном состоянии, но иногда работа может быть с подогревом, до теплой или горячей рабочей температуры.
Большинство операций по гибке листового металла включает настройку штамповочного штампа, хотя и не всегда. Существует множество различных геометрических форм, настроек и приспособлений для штамповки. Инструмент может быть в зависимости от процесса гибки и желаемого угла гибки. Гибочные материалы штампа обычно из серого чугуна или углеродистой стали, но в зависимости от обрабатываемой детали Диапазон материалов пуансона варьируется от древесины твердых пород до карбидов.Сила для штамповка и штамповка обычно обеспечивается прессом. Заготовка может пройти несколько процессов гибки металла. Иногда потребуется серия разных операции штамповки и штамповки для создания единого изгиба. Или много прогрессивных изгибов операции по формированию определенной геометрии.
Листовой металл относится к обрабатываемой детали при гибке. обсуждаются в этом разделе. Однако многие из описанных процессов также могут быть наносится и на металлический лист.Ссылки на детали из листового металла часто могут включить пластину. Некоторые операции гибки специально разработаны для гибки металлических деталей различной формы, например ручек шкафов. Гибка труб и стержней также широко применяется в современном производстве.
Гибочные процессы
Процессы гибки различаются методами, которые они используют для пластической деформации лист или тарелка. Материал, размер и толщина заготовки являются важными факторами. при выборе способа гибки металла.Также важен размер изгиб, радиус изгиба, угол изгиба, кривизна изгиба и расположение изгиба в заготовка. При проектировании процесса обработки листового металла следует выбирать наиболее эффективный тип процесс гибки в зависимости от характера желаемого гиба и обрабатываемого материала. Многие изгибы можно эффективно сформировать с помощью множества различных процессов и доступное оборудование часто определяет метод гибки.
Одним из наиболее распространенных способов изготовления листового металла является V-образная гибка.V-образный пуансон заставляет работу в V-образной матрице и, следовательно, сгибает его. Этот вид отростка может загибать как очень острые, так и очень тупые углы, также все, что находится между ними, включая 90 градусов.
| Рисунок: 265 |
Гибка кромок — еще один очень распространенный процесс листового металла, выполняемый с помощью вытирая умирают. Гибка кромок дает хорошее механическое преимущество при формировании сгибаться. Однако углы более 90 градусов потребуют более сложных оборудование, способное передавать некоторые горизонтальные силы.Кроме того, вытирая умирают используемые при гибке кромок должны иметь прижимную подушку. Действие Подушку давления можно контролировать отдельно, чем у пуансона. В основном давление подушка удерживает часть заготовки на штампе, площадь изгиба расположен на краю матрицы, а остальная часть работы удерживается над пространством, как консольная балка. Затем пуансон прикладывает силу к секции консольной балки, заставляя изделие изгибаться за край штампа.
| рисунок: 266 |
Поворотная гибка формирует работу за счет того же механизма, что и кромочная гибка.Однако для поворотной гибки используется другая конструкция, чем для протирочной матрицы. А цилиндр, с вырезанным под нужным углом, служит пуансоном. В цилиндр может вращаться вокруг одной оси и надежно закреплен на всех остальных степени движения за счет крепления к седлу. Лист металл помещается консольно над краем нижней матрицы, как и настройка при гибке кромок. В отличие от гибки кромок, при поворотной гибке нет прижимной подушки. На пуансон передается сила, заставляя его закрыться работа.Канавка на цилиндре рассчитана таким образом, чтобы правильно угловой изгиб. Канавка может быть меньше или больше 90 градусов, что позволяет для ряда острых и тупых поворотов. V-образный паз цилиндров имеет два поверхности. Одна поверхность контактирует с изделием, передавая давление и удерживая лист металлический на месте на нижней матрице. Поскольку сила передается через цилиндр, он вращается, заставляя другую поверхность изгибать изделие за край штампа, в то время как первая поверхность продолжает удерживать работу на месте.Ротационная гибка обеспечивает хорошее механическое преимущество.
Этот процесс дает преимущества по сравнению со стандартной операцией гибки кромок в что он устраняет необходимость в прижимной подушке и может сгибаться 90 градусов без какого-либо горизонтально действующего оборудования. Поворотная гибка относительно новый и набирает популярность в обрабатывающей промышленности.
| рисунок: 267 |
Гибка на воздухе — это простой метод создания гибки без необходимости геометрия штампа.Листовой металл поддерживается двумя поверхностями на определенном расстоянии. Кроме. Пробойник оказывает усилие в нужном месте, изгибая листовой металл между две поверхности.
| рисунок: 268 |
Пуансон и матрица изготавливаются с определенной геометрией, чтобы специфические изгибы. Для гибки каналов используется профильный пуансон и матрица для формирования листа металлический швеллер. U-образный изгиб выполняется с помощью U-образного пробойника правильного кривизна.
| рисунок: 269 |
Многие операции гибки были разработаны для получения смещений и формируют листовой металл для множества различных функций.
| Рисунок: 270 |
Некоторые операции по гибке листового металла требуют использования более двух штампов. Круглые трубы, например, можно сгибать из листового металла с помощью нескольких операций. машина. Для соединения полая труба может быть прошита или сварена.
| Рисунок: 271 |
Гофрирование — это тип процесса гибки, при котором симметричный изгиб производится по ширине листового металла и через равные промежутки времени по его Вся длина.Для гофрирования используются самые разные формы, но все они имеют с той же целью, чтобы увеличить жесткость листового металла и увеличить его устойчивость к изгибающим моментам. Это достигается упрочнением металла и изменение момента инерции листа, вызванное изгибом геометрия. Гофрированный листовой металл очень полезен в строительстве и широко применяется в строительной отрасли.
| Рисунок: 272 |
Процессы гибки кромок
Листовой металл разных размеров можно гнуть бесчисленным количеством способов, в разных местах для достижения желаемой геометрии детали.Один из многих при производстве листового металла важным фактором является состояние кромки листового металла, особенно в отношении детали после изготовления. Край операции гибки обычно используются при промышленной обработке листового металла и предполагает изгибание участка металла, который меньше размера детали. Эти секции расположены по краям. Гибка кромок используется для устранения острых кромок, для создания геометрических поверхностей для таких целей, как соединение, для защиты детали, для увеличения жесткости и косметического вида.
Отбортовка — это процесс сгибания кромки, обычно под углом 90 градусов.
| Рисунок: 273 |
Иногда материал листового металла преднамеренно подвергается растяжению или сжатию в процессы отбортовки растяжением и отбортовки усадкой соответственно. В добавление к загибая край, эти операции также придают ему кривую.
| Рисунок: 274 |
Отбортовка — обычное дело при обработке кромок деталей из листового металла и может также могут использоваться для формирования рабочей конструкции деталей, например, петель.Бисероплетение образует завиток по краю детали. Этот валик может быть сформирован на прямая или изогнутая ось. Есть много разных техник для формирования шарик. Некоторые методы формируют бусину постепенно, в несколько этапов, используя несколько различных расположений кристаллов. Другие процессы гибки листового металла производят бусина с одной плашкой. В процессе, называемом проводкой, край металла загибается над проволокой. Формирование бусины зависит от конкретных требований к производственный процесс и деталь из листового металла.
| Рисунок: 275 |
Подшивка — это процесс сгибания кромки, при котором край листа полностью наклонился на себя.
| Рисунок: 276 |
Закатка — это процесс соединения листового металла. Сшивание предполагает сгибание края двух деталей друг на друга. Прочность металла сопротивляется разрушению соединение, потому что материал пластически деформируется в нужное положение.Поскольку изгибы соединены вместе, каждый изгиб помогает противостоять деформации другой изгиб, обеспечивающий хорошо укрепленную структуру суставов. Двойной шов имеет использовались для создания водонепроницаемых или воздухонепроницаемых стыков между листовым металлом части.
| Рисунок: 277 |
Валковая гибка
Валковая гибка — это метод, который полезен для относительно толстых работ. Хотя могут использоваться листы различного размера и толщины, это основной производственный процесс для гибки металла больших кусков листа.Валковая гибка использует три ролики для подачи и сгибания пластины до нужной кривизны. Расположение валки определяют точный изгиб работы. Получены разные кривые контролируя расстояние и угол между валками. Подвижный рулон обеспечивает возможность управлять кривой. Работа может иметь некоторую кривую, часто будет прям. Балки, стержни и другие металлические заготовки также изгибаются с помощью этого процесса.
| Рисунок: 278 |
Профилегибочный станок для листового металла
Профилирование листового металла — это непрерывный производственный процесс, в котором для гибки используются валки. поперечное сечение листового металла определенной геометрии.Часто несколько рулонов могут быть используются последовательно для непрерывной гибки заготовки. Подобно фигурной прокатке, но Профилирование не предполагает перераспределения материала в работе, только гибку. Как и профильная прокатка, профилирование обычно включает в себя последовательную гибку изделия. шаги. Каждый рулон будет в определенной степени формировать листовой металл при подготовке к следующий рулон. Последний рулон завершает геометрию.
Каналы разных типов, водостоки, сайдинг и панели строительного назначения являются обычными изделиями, изготавливаемыми в массовом производстве методом профилирования.Булочки бывают обычно подается из рулона листового металла. Входной валок поставляется по мере разматывания рулона. во время процесса. После формования непрерывные изделия можно разрезать на нужную длину. для создания дискретных деталей. Закрытые секции, такие как квадраты и прямоугольники, могут быть непрерывно гнутый из рулона листового металла. Рамы для дверей и окон изготовлены этим методом. Рулон листового металла часто сгибается в рулон в тонкостенные. сварная труба по шву. Сварка непрерывного продукта включается в процесс прокатки.Профилегибочное формование каналов — непрерывное альтернатива процессу дискретного изгиба канала, например, показанному на Рисунок 269. Рисунок 279 показывает простую последовательность, используемую для создания канала.
| Рисунок: 279 |
Этот канал может быть изготовлен пуансоном и матрицей. Однако в этом В этом случае длина канала будет ограничена длиной пуансона и умереть. Профилирование позволяет изготавливать непрерывную часть (практически ограниченную длиной рулона листового металла), который можно разрезать до любого необходимого размера.Производительность тоже повышается, с устранением погрузочно-разгрузочных работ. Валки для профилирования листового металла бывают обычно изготавливается из серого чугуна или углеродистой стали. Смазка важна и влияет на силы и качество поверхности. Иногда рулоны хромируют, чтобы улучшить качество поверхности.
Механика гибки листового металла
Чтобы понять механику гибки листового металла, понимание материала свойства, характеристики и поведение металла, необходимо.Особенно Важное значение имеет тема упругого и пластического деформирования металла. Информация о свойства металлов применительно к производству можно найти в более ранних секция, (металлообработка). Следует также понимать, что гибка листового металла вызывает локальную пластическую деформацию и практически не влияет на толщина листа, для большинства операций. Он не создает металлический поток, влияющий на регионы подальше от поворота.
Усилие, необходимое для выполнения изгиба, во многом зависит от изгиба и конкретный процесс гибки металла, потому что механика каждого процесса может значительно различаются.Правильная смазка важна для управляя силами и влияет на процесс. При штамповке и штамповке, размер отверстия матрицы является основным фактором силы, необходимой для выполнения изгиб. Увеличение размера отверстия в матрице уменьшит необходимый изгиб сила. По мере изгиба листового металла необходимое усилие будет изменяться. Обычно важно определить максимально необходимую силу изгиба, чтобы оценить производительность машины требования.
Важными факторами, влияющими на механику гибки, являются материал, толщина листа, ширина, по которой происходит изгиб, радиус изгиба, угол изгиба, станки, инструменты и специальный процесс гибки металлов.Изгиб листа создаст силы которые действуют в области изгиба и по толщине листа. Материал по направлению к внешней стороне изгиба находится в напряжении, а материал по направлению внутрь находится в сжатии. Напряжение и сжатие противоположны, поэтому при движении от одного до другого должна существовать нулевая область. В этой нулевой области нет сил. на материал. При гибке листового металла эта нулевая область возникает вдоль сплошная плоскость в пределах толщины детали, называемая нейтральной осью.Местоположение этой оси будет зависеть от различных факторов изгиба и листового металла. Однако, общее приближение для расположения оси может быть 40 процентов листа толщина, измеренная от внутренней стороны изгиба. Еще одна характеристика нейтральная ось состоит в том, что из-за отсутствия сил длина нейтральной оси остается такой же. По существу, с одной стороны от нейтральной оси материал находится в напряжении, с другой стороны материал сжимается. Величина напряжения или сжатие увеличивается с увеличением расстояния от оси.
| Рисунок: 280 |
Если к металлической детали приложить относительно небольшое усилие, она деформируется. упруго и восстанавливает свою форму при снятии усилия. Для того чтобы пластической деформации металла, минимальный порог силы должен быть достиг. Сила, действующая на нейтральную ось, равна нулю и увеличивается с увеличением удаленность от этого региона. Минимальный порог силы, необходимый для пластика деформация не достигается до определенного расстояния от нейтральной оси в в любом направлении.Материал между этими областями деформируется только пластически, из-за невысокой величины сил. Эти области проходят параллельно и образуют эластичный стержень вокруг нейтральной оси.
| Рисунок: 281 |
Когда сила, использованная для создания изгиба, снимается, восстановление упругая область приводит к возникновению упругого возврата . Springback это частичное восстановление работы от изгиба до ее геометрии перед была приложена изгибающая сила.Величина упругого возврата во многом зависит от модуль упругости и предел текучести материала. Обычно результаты упругого возврата будет действовать только для увеличения угла изгиба на несколько градусов, однако, все процессы гибки листового металла должны учитывать фактор упругого возврата.
| Рисунок: 282 |
Методы устранения упругого возврата
В обрабатывающей промышленности были разработаны методы, которые могут устранить эффекты упругого возврата.Один из распространенных методов — это чрезмерное сгибание. Количество упругости рассчитывается, и листовой металл изгибается до меньшего изгиба угол, чем нужно. Восстановление материала от упругого возврата приводит к расчетное увеличение угла изгиба. Это увеличение делает восстановленный угол изгиба именно то, что планировалось изначально.
| Рисунок: 283 |
Другой метод устранения упругого возврата — пластическая деформация материал в области изгиба.Локализованные сжимающие силы между пуансоном и матрица в этой области будет пластически деформировать упругий сердечник, предотвращая упругий возврат. Это можно сделать, применив дополнительную силу через наконечник пуансона после завершение гибки. Техника, известная как дно, или дно удар.
| Рисунок: 284 |
Формовка растяжением — это метод гибки металла, который устраняет большую часть упругая отдача в изгибе. Подвергая изделие растягивающему напряжению при изгибе, упругая область будет пластически деформированный.Формирование растяжки не может выполняться для некоторых сложных изгибы и для очень острых углов. Величину натяжения необходимо контролировать, чтобы избегать растрескивания листового металла. Формирование растяжения — это процесс, часто используемый в авиастроительная промышленность.
| Рисунок: 285 |
Гибкость листового металла
Гибкость листового металла — это характерная степень, в которой деталь из листового металла можно гнуть без сбоев.Гибкость связана с более общий термин «формуемость», обсуждаемый в разделе «Формовка листового металла». Гибкость будет меняться для разных материалов и толщины листа. Также механика технологического процесса повлияет на гибкость, так как различный инструментарий и геометрия листов вызовет различное распределение силы.
Гибка металла — менее сложный процесс, чем глубокая вытяжка. анализ сил, действующих во время операции. Один простой способ количественно определить изгибаемость — изгибать прямоугольный образец листового металла до образования трещин на внешней поверхности.Радиус изгиба, при котором возникает первое растрескивание, называется минимальный радиус изгиба. Минимальный радиус изгиба часто выражается через толщина листа (т.е. 2T, 4T). Чем выше минимальный радиус изгиба, тем меньше гибкость. Минимальный радиус изгиба 0 означает, что лист можно сложенный на себя. Анизотропия листового металла — важный фактор при изгибе. Если лист является анизотропным, то изгиб следует выполнять в нужном направлении. А Тест на определение анизотропии обсуждается в разделе, посвященном формованию листового металла.
Состояние кромок листового металла влияет на гибкость. Часто трещины могут распространяться по краям. Неровные края могут уменьшить гибкость детали из листового металла. Холодная обработка краев или детали, также может снизить изгибаемость. Вакансии в сфере листового металла могут быть еще одним источником разрушения материала при изгибе. Наличие вакансий сократит гибкость металла. Примеси в материале, особенно в виде включений, могут также распространяют трещины и уменьшают изгибаемость.Остроконечный или остроугольный включения более вредны для изгибаемости, чем круглые включения. Поверхность качество листового металла может иметь значение при производстве гибки. Грубый Поверхности могут увеличить вероятность растрескивания листа под действием силы.
Для устранения этих проблем и оптимизации гибкости листового металла, следует проводить на всем протяжении производственного процесса. Лист высокого качества металл происходит из высококачественного металла. Эффективные методы рафинирования вместе с надежный процесс прокатки листового металла должен закрыть вакансии, разрушить или исключить включения и придать металлическому изделию гладкую поверхность.Обработка кромок, такая как обрезка или чистовая вырубка, может улучшить качество кромки. Иногда участки холодной обработки можно обработать. Отжиг детали до устранение областей холодной обработки и повышение пластичности также улучшает гибкость металла. Операции гибки иногда выполняются на нагретых деталях, потому что нагревание приведет к увеличению гибкости металла. Листовой металл может также иногда могут образовываться в среде высокого давления, что является еще одним способ сделать его более гибким.
Процессы резки и гибки
Некоторые производственные процессы включают как резку, так и гибку листового металла.Прокалывание — это процесс, при котором лист разрезается и изгибается для создания рельефной геометрии. Копирование может использоваться для увеличения теплоотдачи деталей из листового металла, для пример. Другой распространенный процесс, в котором используются как резка, так и гибка, — это прошивка. Не путать ковку с прошивкой. Пирсинг используется для создания отверстие в детали из листового металла. В отличие от гашения, которое создает пробку, пирсинг делает не удалять материал. Пуансон заострен и может проткнуть лист. Поскольку пуансон расширяет отверстие, материал загибается во внутренний фланец для отверстия.Этот фланец может быть полезен для некоторых приложений.
| Рисунок: 286 |
Металлическая трубка с выпуклостью
Выпуклость трубы — это процесс производства листового металла, при котором некоторая часть внутренней геометрия полой металлической трубки подвергается давлению, в результате чего трубка выпирает наружу. Выпуклая область обычно ограничивается штампом, который может управлять его геометрией. Общая длина трубки будет уменьшена из-за расширения области вздутия.В обрабатывающей промышленности используются различные методы выпучивания металла.
В одной основной группе процессов используется заглушка из эластомера, обычно полиуретана. Этот заглушка находится внутри трубки. К эластомеру прикладывают давление, вызывая его вздутие. Расширяясь наружу, заглушка сгибает трубку из листового металла. После снятия силы пробка из эластомера возвращается к своей первоначальной форме и может быть легко удалена. Полиуретан заглушки прочные и создадут хорошее распределение давления по поверхности во время изгиба.Гидравлическое давление также может быть использовано для получения такого же вздутия. эффект. Однако заглушки из эластомера чище, легко снимаются и требуют меньше сложная оснастка. Разъемные плашки используются для облегчения удаления детали.
| Рисунок: 287 |
Гибка металлических труб
Трубы, стержни, стержни и другие поперечные сечения также подлежат операциям гибки металла. Следует помнить, что при гибке металлической детали упругая отдача всегда фактор.Для гибки полых труб было разработано несколько специальных производственных процессов. Эти операции можно использовать и на цельнотянутых стержнях. Полые трубы имеют характерно, что они могут разрушиться при сгибании. Трубки также могут треснуть или порваться, пластичность материала важна при рассмотрении разрушения трубы.
По мере уменьшения радиуса изгиба тенденция к сжатию увеличивается. Радиус изгиба в изгиб металлической трубы измеряется от средней линии трубы. Другой важный фактор, определяющий коллапс — это толщина стенки трубки.Трубы с большей толщиной стенки меньше скорее всего рухнет. Сгибание толстостенной трубы на большой радиус обычно не проблема, так как что касается коллапса. Однако по мере уменьшения толщины стенки и / или изгиба уменьшается радиус, необходимо найти решения, чтобы предотвратить разрушение трубки. Одно из решений — перед сгибанием заполните трубку песком. Другой способ — разместить пластиковый воткнуть какую-нибудь в трубку, потом согнуть. И песок, и пластиковая пробка действуют обеспечивают внутреннюю структурную поддержку, значительно увеличивая способность гнуть трубы без развала.
Гибка с растяжением — это процесс, при котором труба формируется под действием силы растяжения. параллельно оси трубы и одновременное изгибающее усилие, действующее для вытягивания трубы над блоком формы. Блок фиксируется, и силы прикладываются к концам трубка.
| Рисунок: 288 |
Изгибание вытяжкой включает зажим трубы около ее конца на вращающемся формном блоке. Прижимная подкладка также используется для удержания трубной заготовки. При вращении блока формы трубка изогнута.
| Рисунок: 289 |
Компрессионная гибка — это процесс гибки труб, который имеет некоторое сходство с кромочная гибка листового металла с помощью шлифовального инструмента. Шток трубы удерживается силой, чтобы блок фиксированной формы. Скребок, похожий на штамп, прикладывает силу, сгибая трубку над блок формы.
| Рисунок: 290 |
ТОП
Руководство по проектированию— SheetMetal.Me
Отводы
Изгибы являются наиболее типичной особенностью деталей из листового металла и могут быть выполнены с помощью различных методов и машин, что исключает абсолютную необходимость в некоторых из приведенных ниже советов.Однако для типовых деталей, которые должны быть рентабельными и простыми в производстве, могут быть полезны следующие советы.
- Минимальная длина фланца зависит от матрицы, используемой для гибки. Чтобы определить типичную минимальную длину фланца, обратитесь к Таблице усилия на изгиб воздуха.
- Если несколько сгибов находятся в одной плоскости, попробуйте спроектировать деталь так, чтобы все сгибы были обращены в одном направлении. Это избавит оператора от необходимости переворачивать деталь. Это также приносит пользу станкам для гибки створок и панелей, которые могут сгибаться только в одном направлении за установку.
- По возможности избегайте крупных деталей, особенно больших деталей с маленькими или детализированными фланцами. Преследование крупной детали через каждый изгиб может быть опасным и утомительным для оператора. Это также делает вас уязвимыми для снижения точности деталей.
- При разработке детали всегда сверяйтесь с таблицей профилей инструмента. Знайте инструменты, доступные в вашем магазине, или стандарты, если вы отдаете производство на аутсорсинг. Специализированная оснастка может быть очень дорогой.
Цековки и зенковки
В то время как более тонкие калибровочные листы не часто теряют зенковку, есть несколько рекомендаций, которым следует следовать при работе с более толстыми листами, чтобы сохранить прочность материала и предотвратить деформацию элементов во время формования.
- Расстояние между двумя зенковками должно быть как минимум в 8 раз больше толщины материала.
- Для обеспечения прочности расстояние между краем зенковки и краем материала должно быть в 4 раза больше толщины материала.
- Между застежкой и поверхностью зенковки должно быть не менее 50% контакта.
- Для предотвращения деформации отверстия край зенковки должен быть как минимум в 3 раза больше толщины материала от точки касания сгиба.
Кудри
При добавлении загиба к краю листа следующие рекомендации гарантируют, что никаких специальных инструментов не потребуется.
- Внешний радиус изгиба не может быть меньше толщины материала в 2 раза. Это создаст проем с радиусом толщины 1 материала.
- Отверстие должно быть не менее радиуса изгиба плюс толщина материала из элемента изгиба.
- Изгиб должен быть не менее радиуса изгиба плюс 6-кратная толщина материала от элемента изгиба.
Ямочки
- Диаметр углубления не должен превышать толщину материала более чем в 6 раз.
- Внутренняя глубина ямки не должна превышать внутренний радиус.
- Отверстие должно быть не менее чем в три раза больше толщины материала от края углубления. Или внутренний радиус лунки плюс 3-кратная толщина материала.
- От края детали углубления должны быть как минимум в 4 раза больше толщины материала плюс радиус углубления.
- Углубления от изгиба должны быть как минимум в 2 раза больше толщины материала плюс радиус углубления плюс радиус изгиба.
- От другой лунки углубления должны быть в 4 раза больше толщины материала плюс внутренний радиус каждой лунки.
Тиснение и рифление
- Выдавливания и смещения следует измерять на одной и той же стороне материала, если нет необходимости выдерживать внешний размер.
- Для круглых тиснений или ребер максимальная глубина равна внутреннему радиусу тиснения.
- Для плоских тиснений максимальная глубина равна внутреннему радиусу плюс внешний радиус.
- Для V-образного тиснения максимальная глубина равна трехкратной толщине материала.
- Тиснение должно быть как минимум в 3 раза больше толщины материала от края отверстия.
- Между двумя параллельными ребрами минимальное расстояние в 10 раз превышает толщину материала плюс радиус ребер.
Экструдированные отверстия
- Расстояние между двумя выдавленными отверстиями должно быть как минимум в 6 раз больше толщины материала.
- Расстояние от края до выдавленного отверстия должно быть как минимум в 3 раза больше толщины материала.
- Расстояние от изгиба до выдавленного отверстия должно быть в 3 раза больше толщины материала плюс радиус изгиба.
Накладки
Накладки используются для усиления фланца без необходимости в дополнительных процессах, таких как сварка. Хотя косынки почти всегда требуют специального инструмента, некоторые базовые рекомендации должны помочь. Обязательно проконсультируйтесь с отделом тормозных прессов вашего завода, чтобы узнать, что они оборудованы для гибки.
- Накладки под 45 ° не должны проектироваться так, чтобы их плоская кромка превышала толщину материала более чем в 4 раза.
- Для отверстий расстояние между косынкой и краем отверстия должно быть не менее 8-кратной толщины материала.
Кайма
Подгибка используется для создания складок в листовом металле, чтобы придать краям жесткость и создать край, безопасный для прикосновения.
- Для отрывной кромки внутренний диаметр должен быть равен толщине материала.
- Для открытой кромки изгиб теряет округлость, если внутренний диаметр превышает толщину материала.
- Для отверстий минимальное расстояние между краями отверстия составляет 2 толщины материала плюс радиус кромки.
- Для сгибов минимальное расстояние между внутренней кромкой сгиба и внешней стороной кромки должно быть в 5 раз больше толщины материала плюс радиус сгиба плюс радиус кромки.
отверстий / прорезей
- Расстояние от внешней линии пресс-формы до нижней части выреза должно быть равным минимальной длине фланца, указанной в таблице сил изгиба воздуха.
- Практическое правило : 2,5 * толщина материала + радиус изгиба.
- При использовании пробивного пресса диаметр отверстия всегда должен быть равен диаметру вашего инструмента, и вы никогда не должны использовать инструмент, диаметр которого меньше толщины материала.
- Практическое правило : Никогда не проектируйте отверстие меньше 0,040 дюйма в диаметре, кроме случаев лазерной резки.
- При использовании пробойника отверстия для пресса должны составлять не менее 1 толщины материала от любого края.Это предотвращает вздутие по краю.
Копья и жалюзи
Формованные штанги и жалюзи почти всегда требуют специального инструмента, поэтому убедитесь, что понимаете, что вам доступно, прежде чем проектировать элемент.
- Минимальная глубина копья должна быть в два раза больше толщины материала и не менее 0,125 дюйма
- Если копье сформировано с помощью стандартного инструмента, убедитесь, что длина изгиба может быть разделена стандартным набором секционного инструмента.
- Длина копья после изгиба должна быть как минимум в 3 раза больше толщины материала плюс радиус изгиба, однако фактический минимум часто намного больше, чем этот, и определяется профилем инструмента.
- Пиковые наконечники должны располагаться на расстоянии не менее 3-х кратной толщины материала от края отверстия.
Пазы и рельефы
- Минимальная ширина выемки равна толщине материала и составляет не менее 0,04 дюйма. Это исключается, если заготовка вырезается с помощью лазерной системы, и в этом случае минимум составляет только пропил лазера.
- При определении длины надреза очень важно понимать, какой инструмент использовался для вырезания надреза. По возможности, выемка должна быть кратной длине пуансона, чтобы не допустить высечки.
- Минимальное расстояние от сгиба составляет 3 длины материала плюс радиус сгиба.
- При изготовлении с помощью штамповочного пресса минимальное расстояние между двумя пазами должно быть не менее 2-кратной толщины материала и не менее 0,125 дюйма.
Сварка
- Ручная сварка должна быть ограничена калибрами толщиной более 20.
- Для соединения плоских поверхностей одинаковой толщины следует использовать точечную сварку. Геометрия плеча и глубина горловины точечного сварочного аппарата будут ограничивающим фактором.
- Сварные соединения следует проектировать с максимально жесткими допусками, чтобы сварщику не требовалось добавлять проволоку.
- Материал проволоки всегда должен совпадать с материалом свариваемого материала.
Покрытие
- Острые края и углы обычно получают примерно в два раза больше, чем материал покрытия из-за плотности тока в этих областях.
- Если возможно, нарезание и резьба после нанесения покрытия, в противном случае предположите, что материал вырастет в 4 раза по сравнению с типичной толщиной покрытия, соответственно скомпенсируйте шаг и глубину.
- Избегайте труднодоступных углублений.
- Поскольку детали будут подвешиваться на крючки и погружаться в них, целесообразно создать отверстия для подвешивания в вашей детали, а не оставлять решение на усмотрение обкладчика. Эти отверстия могут быть небольшими, их достаточно, чтобы продеть проволочный крючок. Эти отверстия также позволят вам контролировать положение детали при погружении.
- В дополнение к отверстию для подвешивания конструкции дренажные отверстия. Зная ориентацию детали по отверстиям для подвешивания, убедитесь, что деталь можно легко очистить после нанесения покрытия.
- Предположим, что все области детали будут покрыты гальваническим покрытием, маскирование не рекомендуется.
Изучите терминологию проектирования листового металла, включая вычет изгиба
В серии статей мы собираемся рассмотреть наиболее важную терминологию проектирования листового металла — допуск на изгиб, уменьшение изгиба и коэффициент К.В этом посте я рассмотрю, что означают эти термины, а в следующем посте я покажу вам, как их рассчитывать и использовать в SOLIDWORKS.
В процессе гибки листового металла, когда металл изгибается, материал по внутреннему радиусу изгиба подвергается сжатию, а материал по внешнему радиусу изгиба будет растягиваться. Линия, где происходит переход от сжатия к растяжению, называется нейтральной осью или нейтральным листом. На нейтральной оси материал не растягивается и не сжимается.Следовательно, длина нейтральной оси остается неизменной до и после операции гибки. Расположение нейтральной оси варьируется и зависит от физических свойств материала и его толщины. Важно знать расположение нейтральной оси для конкретного листа, поскольку мы делаем все наши расчеты на основе нейтральной оси для расчета разверток. Расположение нейтральной оси для конкретного листа определяется коэффициентом, называемым К-фактором.
К-фактор
К-фактор — это отношение, которое представляет положение нейтральной оси по отношению к толщине детали из листового металла и зависит от материала, толщины и радиуса изгиба.K-фактор (K) может быть определен следующим образом:
Где t — это расстояние от внутренней поверхности до нейтрального листа, а T — толщина листа (рисунок 1). На практике К-фактор используется, когда вы не знаете, какой процесс или машина будут использовать для сгибания листа.
Рисунок 1: Нейтральная ось согнутого листа
Допуск на изгиб
Допуск на изгиб (BA) — это длина дуги изгиба, измеренная вдоль нейтральной оси материала.Понимание допуска на изгиб и, следовательно, уменьшения изгиба детали — это важный первый шаг к пониманию того, как изготавливаются детали из листового металла.
Когда листовой металл подвергают процессу гибки, металл вокруг гиба деформируется и растягивается. По мере того, как это происходит, общая длина вашей части становится небольшой. Допуск на изгиб определяется как материал, который вам нужно будет добавить к исходной длине вашего плоского листа, чтобы получить длину сформированной детали.Как было сказано ранее, длина нейтральной оси не меняется после изгиба. Таким образом, следующее уравнение действительно всегда:
Начальная длина = Длина участка 1 + BA + Длина участка 2
Рисунок 2: Допуск на изгиб
Javelin Объявление службы SOLIDWORKS
Наши специалисты SOLIDWORKS могут настроить вашу среду так, чтобы команда использует полный набор из шаблонов , таблицы и библиотеку инструментов для формования
Вычитание изгиба
С другой стороны, когда вы пытаетесь разработать развертку, вам придется сделать вычет из вашей желаемый размер детали для получения правильного плоского размера.Уменьшение изгиба определяется как материал, который вам придется удалить из общей длины ваших фланцев, чтобы получить развертку. Чтобы вычислить дедукцию Бена, мы можем переписать предыдущее уравнение как:
Начальная длина = длина ноги 1 + BA + длина ноги 2 Начальная длина = (длина фланца 1 - OSSB) + BA + (длина фланца 2 - OSSB) Начальная длина = длина фланца 1 + длина фланца 2 - (2 * OSSB - BA)
Последний член в предыдущем уравнении называется вычетом изгиба, который представляет собой разницу между допуском на изгиб и удвоенным внешним отступом.
Уменьшение изгиба = 2 * OSSB - BA
Рис. 3: Внешнее снижение (OSSB)
Расчет допуска изгиба и уменьшения изгиба с использованием K-фактора
Допуск на изгиб и уменьшение изгиба можно рассчитать с помощью K-фактора следующим образом:
Если вам интересно, как измерить допуск на изгиб, уменьшение изгиба и K-фактор для различных ситуаций, вы можете прочитать мое следующее сообщение в блоге.
Свойства материала
| Существительное | Прилагательное | Примеры материалов | |
| вес | a легкий материал a тяжелый материал | алюминий, магниевый свинец, медь | |
| гибкость жесткость | a гибкий материал a жесткий материал | тонкие листы металла, пластмассы, камня, чугуна | |
| горючесть | горючий материал | резина, пластик | |
| пожар сопротивление | a негорючий материал | глина, стекло | |
| прозрачность | a прозрачный материал | вода, некоторые пластмассы | |
| непрозрачность | непрозрачный материал | Камень | |
| коррозионная стойкость | a коррозионностойкий материал материал не устойчивый к коррозии | цинк, хром, олово чугун | |
| проводимость | хороший кондуктор г. нагреть плохой провод высокая температура | серебряный каучук | |
| эластичность | эластичный материал | нейлон | |
| пластичность | a пластик материал | медь, алюминий | |
| мягкость | a мягкий материал | резина, нейлон | |
| твердость- | a твердый материал | чугун |
И.Взгляните на эти примеры:
Человек может легко поднять большой рулон
стекловата, но не бетонная балка.
Стекловата легкая , но бетон
Человек может гнуть резиновую плитку, но не бетонную плитку.
Резина гибкая , а бетон жесткая.
Дерево может гореть, но бетон не гореть.
Древесина горючая , а бетон негорючая.
Водяной пар может проходить через камень, но не через битум.
Камень — проницаемый , но битум — непроницаемый .
Вы можете видеть сквозь стекло, но не сквозь дерево.
Стекло прозрачное , а дерево непрозрачное.
Нержавеющая сталь может противостоять коррозии, а мягкая сталь — нет.
Нержавеющая сталь устойчива к коррозии , но низкоуглеродистая сталь не устойчива к коррозии.
Тепло может легко передаваться через медь, но не через дерево.
Медь является хорошим проводником тепла , а древесина плохо проводит тепло.
Резину можно растянуть или сжать, а затем она вернется к своей первоначальной форме, а глина — нет.
Резина эластичная , а глина пластик.
Битум можно легко поцарапать или поцарапать, но стекло — нет. Битумен мягкий , а стекло твердое.
Посмотрите на эти диаграммы. Сопоставьте буквы A-H на схемах с предложениями ниже:
Теперь дополните эти предложения свойствами:
a) Полиэтиленовая мембрана предотвращает проникновение влаги в бетонный пол.Это означает, что полиэтилен _______.
b) Т-образный алюминиевый профиль может противостоять химическому воздействию, т.е. е. алюминий ..
c) Каменный блок нельзя поднять без использования крана. Это означает, что камень ___________.
г) Крыша из гофрированного железа не может предотвратить нагревание дома солнцем, т.е. е. железо есть.
e) Стекловата может помочь сохранить тепло в доме зимой и прохладу летом, т.е.е. стекловата
е) Керамическая плитка на полу не может быть легко поцарапана людьми, идущими по ней. Это означает, что керамическая плитка ___
г) Асбестовая пленка может использоваться для противопожарной защиты дверей. Другими словами, асбест — это ________.
h) Черные тканевые жалюзи могут использоваться для защиты помещения от света, т. Е. Ткань ________.
II.Составьте предложения о четырех других свойствах материалов из этой таблицы:
| Стали Камень Стекло шерсть Кирпич | имеет свойство | хорошая звукоизоляция, хорошая теплоизоляция. высокая прочность на сжатие, высокая прочность на разрыв. | |
| Это означает | выдерживает высокие сжимающие силы, он может выдерживать высокие растягивающие усилия, он плохо передает тепло, он не передает звук легко. |
III. Ответьте на следующие вопросы:
Почему для оконных стекол используется стекло?
Потому что стекло такое.
Почему стеклянная вата
используется для сохранения тепла в резервуарах с горячей водой?
Потому что стекловата имеет свойство
…..
Почему некоторые стали покрыты тонким слоем цинка или ?
Потому что цинк есть…
Почему некоторые противопожарные двери
покрыты листами асбеста?
Потому что асбест …
Почему некоторые металлические листы
имеют гофрированную форму?
Потому что гофрированная форма
делает лист_
Почему используется бетон для.
колонн строительной конструкции?
Потому что ..
Урок 10
Часть I
Дата: 24.12.2015; просмотр: 2338
.