Как варить вертикальный шов без отрыва и вести электрод с одинаковой скоростью (Видео)
Array
(
[TAGS] => Сварка
[~TAGS] => Сварка
[ID] => 112572
[~ID] => 112572
[NAME] => Как варить вертикальный шов без отрыва и вести электрод с одинаковой скоростью (Видео)
[~NAME] => Как варить вертикальный шов без отрыва и вести электрод с одинаковой скоростью (Видео)
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] => 2004
[~IBLOCK_SECTION_ID] => 2004
[DETAIL_TEXT] =>
[~DETAIL_TEXT] =>
[DETAIL_TEXT_TYPE] => html
[~DETAIL_TEXT_TYPE] => html
[PREVIEW_TEXT] => Как варить вертикальный шов без отрыва и вести электрод с одинаковой скоростью (Видео)
[~PREVIEW_TEXT] => Как варить вертикальный шов без отрыва и вести электрод с одинаковой скоростью (Видео)
[PREVIEW_TEXT_TYPE] => text
[~PREVIEW_TEXT_TYPE] => text
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[TIMESTAMP_X] => 08.12.2020 09:02:16
[~TIMESTAMP_X] => 08.12.2020 09:02:16
[ACTIVE_FROM] => 08.12.2020
[~ACTIVE_FROM] => 08.12.2020
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => /news/2004/112572/
[~DETAIL_PAGE_URL] => /news/2004/112572/
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => kak_varit_vertikalnyy_shov_bez_otryva_i_vesti_elektrod_s_odinakovoy_skorostyu_video
[~CODE] => kak_varit_vertikalnyy_shov_bez_otryva_i_vesti_elektrod_s_odinakovoy_skorostyu_video
[EXTERNAL_ID] => 112572
[~EXTERNAL_ID] => 112572
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[LID] => s1
[~LID] => s1
[NAV_RESULT] =>
[DISPLAY_ACTIVE_FROM] => 08.
12.2020
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Как варить вертикальный шов без отрыва и вести электрод с одинаковой скоростью (Видео)
[SECTION_META_KEYWORDS] => как варить вертикальный шов без отрыва и вести электрод с одинаковой скоростью (видео)
[SECTION_META_DESCRIPTION] => Как варить вертикальный шов без отрыва и вести электрод с одинаковой скоростью (Видео)
[SECTION_PAGE_TITLE] => Как варить вертикальный шов без отрыва и вести электрод с одинаковой скоростью (Видео)
[ELEMENT_META_TITLE] => Как варить вертикальный шов без отрыва и вести электрод с одинаковой скоростью (Видео)
[ELEMENT_META_KEYWORDS] => как варить вертикальный шов без отрыва и вести электрод с одинаковой скоростью (видео)
[ELEMENT_META_DESCRIPTION] => Как варить вертикальный шов без отрыва и вести электрод с одинаковой скоростью (Видео)
[ELEMENT_PAGE_TITLE] => Как варить вертикальный шов без отрыва и вести электрод с одинаковой скоростью (Видео)
[SECTION_PICTURE_FILE_ALT] => Как варить вертикальный шов без отрыва и вести электрод с одинаковой скоростью (Видео)
[SECTION_PICTURE_FILE_TITLE] => Как варить вертикальный шов без отрыва и вести электрод с одинаковой скоростью (Видео)
[SECTION_DETAIL_PICTURE_FILE_ALT] => Как варить вертикальный шов без отрыва и вести электрод с одинаковой скоростью (Видео)
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Как варить вертикальный шов без отрыва и вести электрод с одинаковой скоростью (Видео)
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Как варить вертикальный шов без отрыва и вести электрод с одинаковой скоростью (Видео)
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Как варить вертикальный шов без отрыва и вести электрод с одинаковой скоростью (Видео)
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Как варить вертикальный шов без отрыва и вести электрод с одинаковой скоростью (Видео)
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Как варить вертикальный шов без отрыва и вести электрод с одинаковой скоростью (Видео)
)
[FIELDS] => Array
(
[TAGS] => Сварка
)
[DISPLAY_PROPERTIES] => Array
(
)
[IBLOCK] => Array
(
[ID] => 1
[~ID] => 1
[TIMESTAMP_X] => 15. 02.2016 17:09:48
[~TIMESTAMP_X] => 15.02.2016 17:09:48
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[LID] => s1
[~LID] => s1
[CODE] => news
[~CODE] => news
[NAME] => Пресс-центр
[~NAME] => Пресс-центр
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => Y
[~RSS_ACTIVE] => Y
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] => 0
[~RSS_FILE_LIMIT] => 0
[RSS_FILE_DAYS] => 0
[~RSS_FILE_DAYS] => 0
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] => clothes_news_s1
[~XML_ID] => clothes_news_s1
[TMP_ID] => c83b747129a532c27a029fc5ccf0d07c
[~TMP_ID] => c83b747129a532c27a029fc5ccf0d07c
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => Y
[~INDEX_SECTION] => Y
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 1
[~VERSION] => 1
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Новости
[~ELEMENTS_NAME] => Новости
[ELEMENT_NAME] => Новость
[~ELEMENT_NAME] => Новость
[CANONICAL_PAGE_URL] =>
[~CANONICAL_PAGE_URL] =>
[EXTERNAL_ID] => clothes_news_s1
[~EXTERNAL_ID] => clothes_news_s1
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www. alfa-industry.ru
[~SERVER_NAME] => www.alfa-industry.ru
)
[SECTION] => Array
(
[PATH] => Array
(
[0] => Array
(
[ID] => 2004
[~ID] => 2004
[TIMESTAMP_X] => 2019-03-15 12:54:37
[~TIMESTAMP_X] => 2019-03-15 12:54:37
[MODIFIED_BY] => 1
[~MODIFIED_BY] => 1
[DATE_CREATE] => 2019-03-15 12:54:37
[~DATE_CREATE] => 2019-03-15 12:54:37
[CREATED_BY] => 1
[~CREATED_BY] => 1
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[ACTIVE] => Y
[~ACTIVE] => Y
[GLOBAL_ACTIVE] => Y
[~GLOBAL_ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[NAME] => Видео по сварке
[~NAME] => Видео по сварке
[PICTURE] =>
[~PICTURE] =>
[LEFT_MARGIN] => 13
[~LEFT_MARGIN] => 13
[RIGHT_MARGIN] => 14
[~RIGHT_MARGIN] => 14
[DEPTH_LEVEL] => 1
[~DEPTH_LEVEL] => 1
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[SEARCHABLE_CONTENT] => ВИДЕО ПО СВАРКЕ
[~SEARCHABLE_CONTENT] => ВИДЕО ПО СВАРКЕ
[CODE] =>
[~CODE] =>
[XML_ID] =>
[~XML_ID] =>
[TMP_ID] =>
[~TMP_ID] =>
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[SECTION_PAGE_URL] => /news/2004/
[~SECTION_PAGE_URL] => /news/2004/
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[EXTERNAL_ID] =>
[~EXTERNAL_ID] =>
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Видео по сварке
[SECTION_META_KEYWORDS] => видео по сварке
[SECTION_META_DESCRIPTION] =>
[SECTION_PAGE_TITLE] => Видео по сварке
[ELEMENT_META_TITLE] => Видео по сварке
[ELEMENT_META_KEYWORDS] => видео по сварке
[ELEMENT_META_DESCRIPTION] =>
[ELEMENT_PAGE_TITLE] => Видео по сварке
[SECTION_PICTURE_FILE_ALT] => Видео по сварке
[SECTION_PICTURE_FILE_TITLE] => Видео по сварке
[SECTION_DETAIL_PICTURE_FILE_ALT] => Видео по сварке
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Видео по сварке
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Видео по сварке
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Видео по сварке
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Видео по сварке
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Видео по сварке
)
)
)
)
[SECTION_URL] => /news/2004/
)


08. 12.2020
12.2020
Просмотров: 975
Как варить вертикальный шов сверху вниз
Существует множество видов и типов сварки. Они делятся по различным классификациям в зависимости от используемого материала, аппарата и типа ведения проводника для создания шва. Одной из таких является сварка вертикальных швов, имеющая ряд особенностей, с которыми мы сейчас познакомимся.
Особенности вертикальной сварки
Вертикальная сварка имеет сложность в том, что при создании шва, расплавленный металл норовит стекать вниз, чего ни в коем случае нельзя допустить. Если это произойдет, то поверх этой капли варить уже не получится, так как там содержится шлак от электрода.
Для создания качественной дорожки при ручной дуговой сварке, рекомендуется использовать короткую дугу на небольшом токе. При этом, мастер должен совершать движения снизу вверх, чтобы избежать ненужных потеков. Когда из расплавленной капли формируются вертикальные швы, нужно конец электрода убирать немного в сторону, чтобы дать материалу затвердеть и при этом не утратить искру.
Принципы вертикальной сварки
Для создания идеального шва, необходимо придерживаться несколько принципов вертикальной сварки:
- Если сварочные работы производятся на переменном токе, тогда обязательно начинать необходимо снизу. При этом кратер шва наполняется материалом так, что создает объемный валик, который параллельно служит некоторой подставкой для плавленого металла, находящегося немного выше. Таким образом и заполняется шов.
- При электродуговой методике металл в кратере шва при вертикальном положении должен застывать намного быстрее. Для этого лучше делать небольшие капли. Добиться такого эффекта очень просто, сократив дугу (расстояние между изделием и электродом).
 Для этого лучше делать небольшие капли. Добиться такого эффекта очень просто, сократив дугу (расстояние между изделием и электродом).
Для этого лучше делать небольшие капли. Добиться такого эффекта очень просто, сократив дугу (расстояние между изделием и электродом).Условия для качественного вертикального шва
Не все начинающие сварщики понимают, как варить вертикальный шов, чтобы он получился эстетичным, прочным и «правильным» с точки зрения качества. Есть несколько условий, выполняя которые получится идеальный шов практически с первого раза:
- во время поджога нужно соблюдать перпендикулярное расположение электрода по отношению к деталям;
- чем короче дуга, тем быстрее кристаллизуется металл и снижается риск потеков, которые портят шов;
- во время формирования дорожки электрод необходимо наклонять, чтобы, металлические капли не стекали вниз;
- если по неосторожности материал потек, нужно увеличить силу тока и ширину шва. Этот маневр даст больше времени для кристаллизации.
При таком подходе к работе шов производится легче и проще, чем при движении вниз. Но при этом качество шва будет немного ниже.
Учитывая, что бывают детали, которые нужно сварить только методикой сверху. Для этого нужно соблюдать осторожность и плавность. Тогда металл не будет стекать и портить изделие. Если свариваемые пластинки очень тонкие, например жестяные или оцинкованные, тогда нужно сделать следующее:
- максимально качественно зачистить детали, убрать с них пыль, грязь, остатки краски или масла, снять оцинкованный слой;
- шов делать точками. В этом случае снижается риск потеков и прожога делали.
Технология вертикальной сварки
Техника сварки вертикальных швов зависит от нескольких факторов:
- особенности металла материалов, которые необходимо соединить;
- тип сварки, который применяется в данном случае;
- мастерство сварщика:
- качество и особенности применяемого оборудования.
Создавать сварочные швы можно несколькими способами:
- сверху вниз с отрывом дуги:
- снизу вверх с отрывом дуги;
- сверху вниз без отрыва дуги:
- снизу вверх без отрыва дуги.

Создание шва электродом
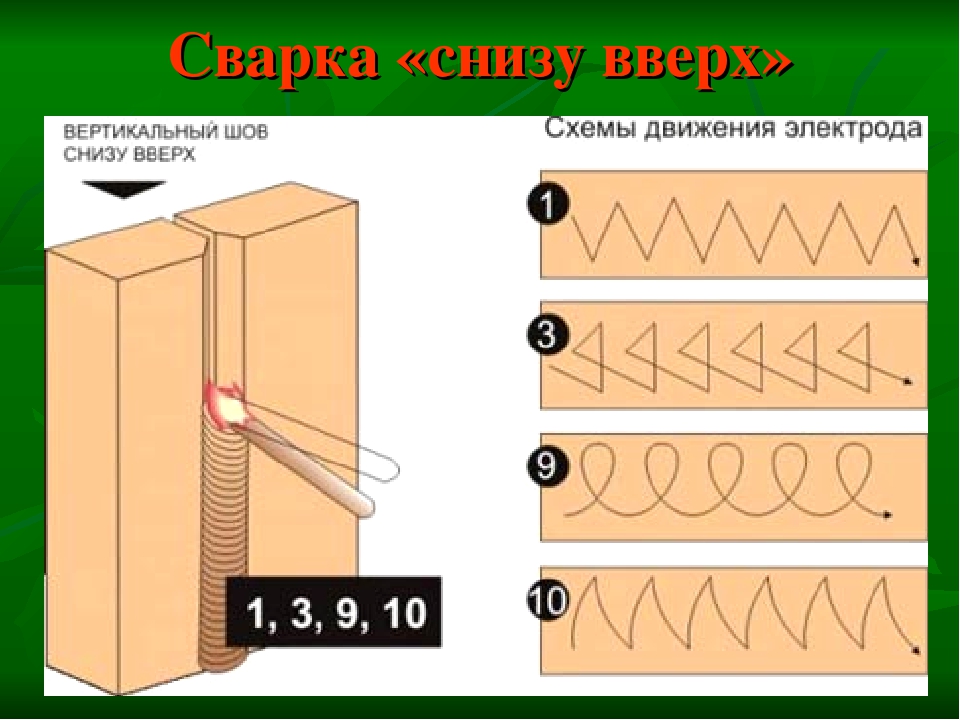
Сварка в вертикальном положении требует больше внимания и усилий, чем в горизонтальном. Это связанно с возможными потеками металла. Для начинающих сварщиков проще будет формировать сварочный шов с отрывом дуги. Таким образом, материал быстро застывает. Для удобства процесса в это время электрод можно опирать на край сварного кратера. Во время формировки дорожки движения производятся, как с отрывом дуги, так и без отрыва – зигзагом, полумесяцем, петельками или валиком – «вверх-вниз».
Если же вы решили произвести сварку вертикального шва сверху вниз, то это производится очень короткой дугой. Предварительно потребуется немного тренировки, чтобы научится плавить металл, но избежать его растеканию вниз. Здесь важно правильно держать электрод – строго перпендикулярно кромкам кратера. При возбуждении дуги и создания валика его немного нужно наклонить вниз (на 45 градусов).
Рекомендуемый диаметр электрода 4-5 мм при силе тока не более 170А.
Как правильно варить вертикальный шов без отрыва, можно посмотреть в этом видеоуроке:
Вертикальный шов полуавтоматом
Сварка вертикальных швов полуавтоматом может производиться по нескольким методикам:
- «Треугольник» — это технология, применяемая для тонкого металла, толщиной не более 2 мм. Она основана на стандартном принципе ведения проводника снизу вверх. При этом расплавленный металл находится выше застывшего, который уже образовал небольшой валик и не позволяет «новоиспеченным» каплям стекать по дорожке вниз. При выполнении вертикальных швов инвертором необходимо правильно перемещать проводник, чтобы сварочная ванна получилась немного под углом. Собственно отсюда и пошло название данного способа – треугольник. Профессионалы рекомендуют для такой технологии применять электрод трехмиллиметрового диаметра и работать на токе в 100А.
- «Лестница» используется в том случае, когда между спаиваемыми деталями образуется слишком большой зазор. Сам рабочий процесс заключается в следующем: необходимо совершать переходы от одной кромки к другой при минимальном подъеме электрода. Лучше всего это реализовывать способом снизу вверх без отрыва дуги. Таким образом, получается так называемая лестница. В результате валик получается не плавный, а с острыми краями. Такой тип соединения деталей считается самым легким.
 Сам рабочий процесс заключается в следующем: необходимо совершать переходы от одной кромки к другой при минимальном подъеме электрода. Лучше всего это реализовывать способом снизу вверх без отрыва дуги. Таким образом, получается так называемая лестница. В результате валик получается не плавный, а с острыми краями. Такой тип соединения деталей считается самым легким.
Сам рабочий процесс заключается в следующем: необходимо совершать переходы от одной кромки к другой при минимальном подъеме электрода. Лучше всего это реализовывать способом снизу вверх без отрыва дуги. Таким образом, получается так называемая лестница. В результате валик получается не плавный, а с острыми краями. Такой тип соединения деталей считается самым легким.- «Елочка».Данная технология идеально подходит для сварки полуавтоматом зазоров не более 2-3 мм. В этом случае электрод нужно перемещать по определенной траектории. И в результате получится шов как елочка. Начинать необходимо от одной из сторон и вести его по стенке кромки на себя. Когда наплавится металл нужно опустить электрод и немного остановиться, чтобы проплавить изделие. Таким же образом нужно сделать и с другой стороны. Так продолжать по направлению вверх вдоль всей дорожки. Самое главное – не допустить растекания капель.
В представленном видео можно посмотреть, как правильно сваривать детали при вертикальном положении:
В заключение стоит отметить, что вертикальный шов требует особого внимания, так как есть риск стекания раскаленного металла. Во избежание этого, существует несколько технологий, позволяющих варить железо в вертикальном положении. Если придерживаться всех норм и правил, тогда получится качественный и надежный шов без «налипания» слоев металла и шлака. Варить такие дорожки можно несколькими методиками – полуавтоматической и ручной сваркой. Каждый из способов имеет и преимущества и недостатки при создании шва, но выбирая среди всех существующих видов, эти самые лучшие и простые, особенно для начинающих мастеров.
Сварные швы классифицируют по множеству параметров. Главными характеризующими признаками являются тип соединения и положение в пространстве. По типу соединения их делят на стыковые и угловые.
Располагаться в пространстве они могут строго горизонтально (нижние), вертикально или под углом к горизонту. Сварка нижнего шва самая простая. В этом режиме легче всего контролировать состояние сварочной ванны, а значит и качество соединения.
В этом режиме легче всего контролировать состояние сварочной ванны, а значит и качество соединения.
При выполнении прочих швов, в том числе вертикальных, требуется определенный навык и необходимо знать методы сваривания металлов и их сплавов в том или ином положении.
Электрошлаковый метод
Электрошлаковой сваркой можно варить детали практически любой толщины. Соединение происходит за один проход, независимо от толщины металла. Это ее функциональная особенность.
Причем сварка вертикальных швов при этом способе получается лучше всего опять-таки из-за принципа используемого метода. Благодаря однопроходной сварке происходит экономия электроэнергии и расходных материалов, производительность увеличивается на порядок. Сварка вертикальных стыков резервуаров получается высокого качества.
При электрошлаковой сварке, в области между кромками стыков заготовок и медными пластинами, возникает ванна из жидкого шлака. Процесс сваривания можно описать так:
- после погружения в шлаковую ванну электрода, сварочный ток проходит через нее и нагревает до такой температуры, что начинают плавиться кромки деталей и сам электрод;
- расплав образует сварочную ванну, после остывания которой происходит кристаллизация и образование сварного соединения;
- по мере остывания шва электрод с медными пластинами, образующими замкнутую область сварочной ванны, поднимается.
Так, за один проход производят вертикальную сварку швов любой толщины. Жидкий шлак, как более легкий компонент все время находится сверху, защищая шов от воздействия атмосферного кислорода. После завершения процесса сваривания, остывший шлак постукивают молотком и удаляют.
Электродуговой метод
Перед началом любой сварки необходимо подготовить соединяемые области. В зависимости от толщины металла, типа соединения, производится его подготовка, разделываются кромки деталей в соответствии с требованиями стандартов.
Затем с помощью специальных фиксаторов или других приспособлений их закрепляют. Для предотвращения температурных деформаций, детали через определенное расстояние приваривают друг к другу поперечными швами, так называемыми прихватками.
Для предотвращения температурных деформаций, детали через определенное расстояние приваривают друг к другу поперечными швами, так называемыми прихватками.
Они обеспечивают надежную фиксацию изделий относительно друг друга.
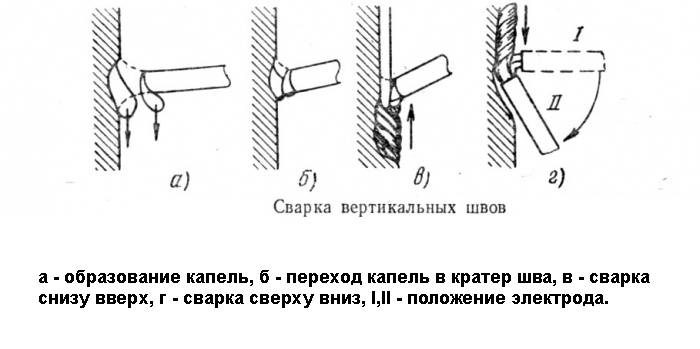
При сваривании дуговой электросваркой вертикальных стыков изделий, расплавленный металл под действием гравитации перемещается вниз. Переход жидкого сплава электрода в сварочную ванну происходит капельным путем.
Чтобы капли не отрывались, а перетекали плавно, применяют короткую электрическую дугу. Иногда, удается даже касаться концом электрода свариваемого изделия, чтобы предотвратить его прилипание к заготовке.
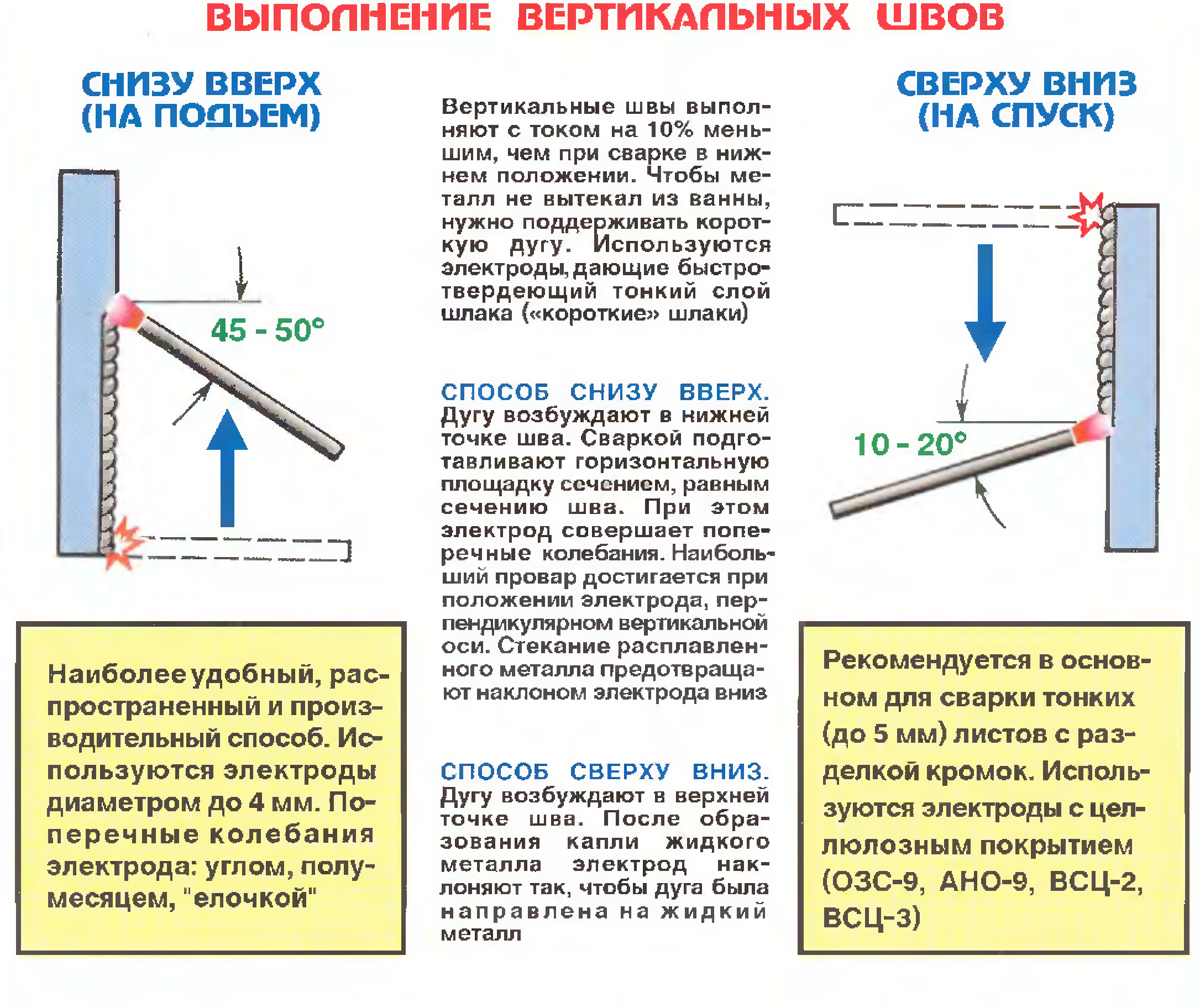
Вертикальный шов варится двумя способами: сверху-вниз или снизу-вверх.
Снизу-вверх
При технологии «снизу-вверх» первоначально сварочная ванна находится внизу. Расплавленный металл поступает в нее сверху. Чтобы жидкий металл не проливался, сварочный электрод устанавливается под углом к плоскости вертикального сварного шва.
Его плавящийся конец находится выше другого конца, закрепленного в держателе. Таким образом, он как бы поддерживает сварочную ванну, не дает расплескаться металлу.
Нижние слои будут кристаллизироваться, и становиться своеобразной подставкой для новой ванны. Так осуществляется ручной дуговой способ создания вертикального шва.
При любом способе необходимо поддерживать сварочный ток таким, чтобы кристаллизация ванны происходила быстрее, чем плавление электрода и кромок. Это достигается за счет короткой дуги и образования малых капель жидкого металла.
Сверху вниз
При сваривании вертикальных стыков методом сверху вниз электрод так же располагается концом вверх. Край сварочной ванны поддерживается электрической дугой и электродом.
Задача заключается в опережающем расплавлении нижнего края ванны с одновременным ее удержанием. Верхний край должен успевать кристаллизоваться из-за отсутствия поступления теплоты от расплавленного электрода.
Если расплескивание все же происходит, то нужно увеличить сварочный ток и увеличить скорость перемещения электрода вниз. Желательно также увеличить ширину шва.
Вертикальный сварочный шов инвертором получается лучше, чем при использовании обычного аппарата. Это связано с более стабильной сварочной дугой.
Применение полуавтомата
Сварку вертикальных швов полуавтоматом или инверторным аппаратом ведут, используя несколько сварочных технологий. Выбор способа зависит от толщины стенок изделий, зазора между стыками, формы кромок.
Треугольная траектория
Технология сварки «треугольником» используется, если необходимо соединить изделия толщиной до 2 мм. При этом способе требуется наибольшее притупление кромок.
Технология может применяться при сварке углового шва в вертикальном положении или резервуаров. Сварка ведется снизу вверх, поэтому расплавленный металл располагается поверх остывшего сплава.
Стекающий шлак не препятствует проплавлению кромок, так как стекает уже по отвердевшему металлу. Сначала формируют полочку в нижней части стыка. Перемещая электрод к одному из краев, производят расплавление кромок и заполнение сварочной ванны.
Затем электрод перемещается к другому краю, и процесс повторяется. Форма ванны при этом выглядит как треугольник, отсюда и название технологии. Рекомендуемая толщина электрода составляет 3 мм при сварочном токе 80-100 ампер.
Траектория в виде елки и лесенки
При сварке изделий имеющих зазор 2-3 мм помогает технология «елочка». В данном способе приходится применять сложные движения концом электрода.
Процесс сварки вертикального шва начинается от одной из кромок, из глубины зазора.
Из толщи металла электрод как бы вытягивается, при этом наплавляя металл на плоскость кромки. Затем он опять возвращается вглубь будущего шва, и наплавка производится по другой стороне зазора.
Постепенно вертикальная щель заполняется, образуя прочное соединение. Процесс повторяют до тех пор, пока расплавленным металлом не заполнится весь зазор. Главная задача заключается в недопущении образования чрезмерного проплавления кромок и появления подтеков металла.
Процесс повторяют до тех пор, пока расплавленным металлом не заполнится весь зазор. Главная задача заключается в недопущении образования чрезмерного проплавления кромок и появления подтеков металла.
Технология «лестница» используется для сваривания вертикальных швов с наибольшими зазорами, когда кромки вовсе не притуплялись. Электрод движется от одной соединяемой кромки к другой, поднимаясь на минимальное расстояние вверх.
Движения зигзагообразные, при этом на кромках происходит краткая остановка для проплавления металла. Технология позволяет сваривать изделия толщиной до четырех миллиметров.
При изучении сварочного аппарата новичку может казаться, что теперь он легко может варить вертикальный шов инвертором. Но на практике все может показаться намного печальнее: с изнанки изделие получается деформированным, а не настроив правильно силу тока — и вовсе тонкий металл трескается.
Не стоит огорчаться раньше времени и бросать это полезное занятие. Наши советы помогут научиться варить вертикальный шов дуговой сваркой.
Вертикальная сварка
В случаях, когда требуется скрепить между собой две металлические заготовки в разных плоскостях, применяется метод вертикальной сварки. Способ сложен своими отличиями от обычных, поэтому некоторые технологические методы в нем не работают. Это происходит, так как в подобном положении возникают сложности из-за сползания деталей вниз под воздействием силы тяготения. Поэтому сварщику требуется приложить максимум технических умений, основанных на правильных знаниях.
Для начала новичку необходимо освоить правила обращения со сварочным аппаратом, который будет обеспечивать легкий поджог дуги и стабильное ее горение. Основные правила:
- Полуавтоматная сварка. Таким методом достигается хорошее качество. Если правильно настроить аппарат, он получится ровный и без обрывов. Неудобством для некоторых считается необходимость использования баллонов газа.
- Способ электрошлаковый. Такая сварка происходит путем нагревания зоны плавления шлаковой ванной. Этим методом есть возможность сваривать металл любой толщины.
- Электрический, сейчас самый удобный аппарат. Научившись обращаться с ним, варить вертикальный шов таким инвертором для начинающих будет легко.

Каждый из данных путей осуществления вертикальной сварки хорош. Однако, чтобы добиться результата, потребуется учитывать еще много требований.
Условия для качественного вертикального шва
Чтобы шов получился правильным, он должен:
- быть высокопрочным;
- выполнен качественно;
- выглядеть эстетично.
Самыми распространенными ошибками являются:
- Неправильное нахождение стержня в процессе работы. Он в обязательном порядке должен находится перпендикулярно, иначе образуется угол, и дуга станет непостоянной.
- В случаях, когда сварщику требуется варить вертикальный шов дуговой сваркой, не соблюдается размер длины дуги. Когда она слишком длинная, образовываться подтеки.
- Наклон стержня для снижения количества подтеков. Таким образом нарушается весь технологический процесс.
Рекомендуется не забывать выполнять такие полезные рекомендации:
- нужно подготовить свое изделие: зашкурить, удалить с него грязь, избавиться от остатков масла, ржавчины или краски;
- если вышло, что появление подтеков неизбежно – немного увеличить силу тока вместе с шириной каждого шва.
Технология производства вертикальных швов
Рассмотрим условия управления электродом, работающим от инвертора в процессе варки. Основным советом при этом является:
- производить работы можно двумя способами: снизу к верху, сверху вниз;
- устанавливать электрод перпендикулярно к месту работы, касаясь его уголком вперед.

А также использовать такие направления концом стержня, в зависимости от ширины шва:
- широкий: полукругом (кругом, каплей или петлями) слева направо, швы кладутся друг на друга согласно установленному направлению;
- узкий: отрезками вверх, начало каждого последующего при этом накладывается на середину предыдущего;
- или другими широко применяемыми: елочкой (если зазор между деталями 2-3мм), треугольником (зазор менее 2мм), лестница (когда расстояние максимальное).
Молодых работников часто интересует вопрос о продолжительности нажатия стержнем электрода на свариваемую поверхность. Опытные сварщики в этом случае рекомендуют проговаривать про себя с каждым нажатием включенного аппарата число двадцать два. Именно столько времени для этого понадобится и нужно не отрывать электрод от металлического листа. И от этого следует, что для толстого металла проговаривать следует медленнее, а с тонким немного быстрее.
К примеру, эффективнее всего будет использовать такую схему: устанавливать на каждый один миллиметр взятого электрода мощность в 30А. Если позволяет технология и толщина взятого изделия, можно немного отклоняться от этих чисел, но лучше не делать этого, потому что:
- когда сила будет слабая — шов будет не очень эстетичен, шлам станет скапливаться большим слоем наверху;
- в случае, когда она наоборот слишком большая — есть вероятность прожечь металл.
Как варить вертикальный шов
Приступая к сварке, необходимо ознакомится с последовательностью каждой из требующихся манипуляций:
- сделать внизу нахлест приготавливаемых поверхностей;
- начинать всегда следует не с заготовленного нахлеста, а немного выше. Таким образом, не придется все исправлять при допущении ошибки;
- варить при этом лучше всего без отрывания дуги;
- включив аппарат, после каждого нажима проговаривать про себя 22 и приступать к изготовлению нового шва;
- после окончания, очистить снаружи и изнутри поверхность от образовавшегося шлака и, при необходимости, приступать аналогичным образом сваривать обратную сторону.

Эти рекомендации помогут освоить вертикальный шов, даже если вы новичок в сварочном деле. Немного тренировок — и вы научитесь варить швы профессионально.
| Главная » Статьи » Профессионально о сварке » Основы сварки Рекомендуем приобрести: Установки для автоматической сварки продольных швов обечаек — в наличии на складе! Высокая производительность, удобство, простота в управлении и надежность в эксплуатации. Сварочные экраны и защитные шторки — в наличии на складе! Защита от излучения при сварке и резке. Большой выбор. Доставка по всей России! |


 Это способствует быстрому формированию шва.
Это способствует быстрому формированию шва.

 Поэтому сначала набирается в нижней позиции зазора полочка, после чего электрод перемещается, к примеру, к левой кромке, где производится заполнение, затем к правой. Таким образом, и заполняется шов. Для этой технологии дуговой сварки лучше использовать электрод диаметром 3 мм, ток 80-100 ампер.
Поэтому сначала набирается в нижней позиции зазора полочка, после чего электрод перемещается, к примеру, к левой кромке, где производится заполнение, затем к правой. Таким образом, и заполняется шов. Для этой технологии дуговой сварки лучше использовать электрод диаметром 3 мм, ток 80-100 ампер.
Оборудование для строительства резервуаров, Линия для производства трубных катушек от китайских производителей — Wincoo Engineering Co., Ltd.
{{if (item.springSalesTagInfo && item.springSalesTagInfo.showSpringSalesTag) {}} {{}}} {{if (item.showDealsTag) {}} {{}}} {{-пункт.наименование товара}} {{if (item.meiAwards && item.meiAwards.length> 0) {}} {{util.each (item.meiAwards, function (meiAward) {}}{{-meiAward.prodAwardDateAndName}}
{{})}} {{}}} {{if (item. springSalesTagInfo.showSpecialDiscountTag) {}} Специальная скидка
{{}}}
{{if (item.springSalesTagInfo.showFreeSampleTag) {}} Бесплатный образец
{{}}}
{{if (item.springSalesTagInfo.showRapidDispatchTag) {}} Rapid Dispatch (Быстрая отправка)
{{}}}
{{if (item.springSalesTagInfo.showSoldThousandTag) {}} Продано 10000+
springSalesTagInfo.showSpecialDiscountTag) {}} Специальная скидка
{{}}}
{{if (item.springSalesTagInfo.showFreeSampleTag) {}} Бесплатный образец
{{}}}
{{if (item.springSalesTagInfo.showRapidDispatchTag) {}} Rapid Dispatch (Быстрая отправка)
{{}}}
{{if (item.springSalesTagInfo.showSoldThousandTag) {}} Продано 10000+Горячие и актуальные товары
{{}}} {{if (item.springSalesTagInfo.showInstantOrderTag) {}} Мгновенный заказСлужба поддержки онлайн-заказов
{{}}} {{if (item. springSalesTagInfo.showReliableSupplierTag) {}} Надежный поставщик
{{}}}
{{if (item.springSalesTagInfo.showExpoTag) {}} Интернет-выставка
{{}}}
springSalesTagInfo.showReliableSupplierTag) {}} Надежный поставщик
{{}}}
{{if (item.springSalesTagInfo.showExpoTag) {}} Интернет-выставка
{{}}}{{if (item.mainProps) {}} {{util.each (Object.keys (item.mainProps), function (prop, i) {}}
Как выполнять вертикальную сварку — штаб-квартира
Сварочные работы на верфях, строительных зданиях, в нефтегазовой промышленности, трубопроводной арматуре и строительстве электростанций — все это требует, чтобы сварщики сваривали массивные металлические конструкции в вертикальном положении. Такое огромное оборудование сложнее переместить и для удобства положить горизонтально.Если вы хотите узнать больше о , как сваривать вертикальный , продолжайте читать.
Позиция для сварки в вертикальном положении
Когда вы складываете две детали вместе так, чтобы один конец был обращен вниз к земле, а другой — к небу, это называется вертикальным или вертикальным положением сварки. Сварка в таких положениях требует навыков и опыта.
На строительных площадках обычно требуется соединить два металлических куска вместе в вертикальном положении. Маневрировать такими тяжелыми деталями для удобства сварщика невозможно.Поскольку результат в этих применениях должен быть долговечным и надежным, спрос на квалифицированных сварщиков постоянно растет.
Наиболее часто используемая процедура в строительстве — это сварка стержнем или дуговая сварка металлическим электродом в защитных слоях.
Направления сварки
При вертикальной сварке существует два основных движения горелки.
- Вертикально вверх
- Вертикально вниз
Несмотря на то, что эти два термина говорят сами за себя, вот краткое описание обоих.
вертикально вверх
При сварке с использованием вертикального движения вверх воспринимайте это как строительство кирпичной стены, в которой вы начинаете с создания прочного основания, а затем постепенно продвигаетесь вверх. В этой технике вы начинаете сваривать снизу и медленно продвигаетесь вверх, создавая надежную опору для вашего сустава.
Это медленный процесс, требующий терпения. Сварщик двигается шаг за шагом, одновременно борясь с гравитацией. Каждая секция служит основанием для следующей и называется полкой.
Профессиональный наконечник : убедитесь, что каждая полка в 1,5–2 раза больше диаметра используемого электрода. Это приведет к образованию лужи, которая замерзнет, пока вы будете готовить следующую полку.
Вы также можете использовать зигзаг или плетение, когда поднимаете заготовку. Сосредоточьтесь на сторонах соединения, так как это дает сварочной ванне необходимое буферное время, чтобы дать ей достаточно остыть, чтобы гарантировать отсутствие прожога. Это также гарантирует, что расплавленный металл не упадет на ноги сварщика.
Для лучшего проплавления держите электрод немного вверх по склону и поддерживайте более короткую дугу. Это позволяет лучше направить электрическую дугу на соединение, которое вы делаете. Это также поможет вам добиться лучшего проникновения материала.
Вертикально-вниз
Вертикально-вниз — это, по сути, то же движение — только сверху вниз. Здесь вы должны помнить о нескольких вещах. Вы боретесь с гравитацией, которая переносит расплавленную лужу в вашу рабочую зону.Вы должны всегда опережать шлак. Этот метод требует постоянного контроля, и вам нужно тщательно настраивать усилитель, чтобы избежать риска прожига.
Профессиональный наконечник : Используйте стержень для быстрой заморозки, так как он упрощает весь процесс. В противном случае вы можете получить много шлака и перекрытия металла сварных швов, что приведет к некрасивым швам. Убедитесь, что вы не делаете паузу, как при вертикальном движении вверх, так как пауза может привести к тому, что шлак с верхней полки вторгнется в ваше текущее рабочее пространство.
Сварщикивыбирают вертикальное движение вверх почти для всех соединений, если только лист, с которым вы работаете, не слишком тонкий, и вы беспокоитесь, что расплавленный металл может упасть. Несмотря на то, что вы можете использовать любой из этих методов в сочетании с любой процедурой сварки, наиболее часто используется дуговая сварка в среде защитного газа.
Сварка стойкой стыковочной сваркой штангой
Это процедура дуговой сварки, с помощью которой можно соединить две детали вместе с давлением или без него, а также с дополнительным присадочным металлом или без него.Вы можете использовать этот процесс, чтобы соединить вместе множество разных металлов, при условии, что они являются проводниками тепла.
На протяжении многих лет ручная сварка была самым популярным методом практически для всех сварочных работ. В этом методе используется электрическая дуга, которая течет от электрода к заготовке. Электрическая дуга обеспечивает отличное проплавление сварного шва, что делает ее идеальной для работы с толстыми металлами. Он также может нагреваться через ржавчину и грязь, поэтому его предпочитают при большинстве ремонтных и строительных работ.
Ручная сварка идеально подходит для работы на сквозняках и вне помещений.Он невероятно хорошо работает практически со всеми сплавами и материалами. В качестве дополнительного плюса вы можете использовать его как с источником питания переменного, так и постоянного тока, и он оказывается более экономичным, чем другие сварочные процедуры.
Несмотря на свои преимущества, существенным недостатком сварки штангой является то, что ее использование в некоторой степени ограничивается листами не тоньше 18-го калибра. Поскольку он обеспечивает высокий нагрев и отличную проницаемость материала, он идеально подходит для использования только с толстыми металлами. В противном случае вы можете прожечь заготовку.
Поскольку он обеспечивает высокий нагрев и отличную проницаемость материала, он идеально подходит для использования только с толстыми металлами. В противном случае вы можете прожечь заготовку.
Его следует использовать для плавления металла толщиной 1/16 дюйма или более. Он идеально подходит для сварки стали, нержавеющей стали и чугуна. При выборе процедуры сварки необходимо учитывать область применения, толщину и ваш бюджет. Вы также можете использовать методы сварки MIG и TIG для вертикальных стыков.
Металлический инертный газ для стоек
СваркаMIG, вероятно, одна из самых простых в использовании для большинства стыков. Этому невероятно легко научиться, и большинству любителей легко выполнить сварку MIG.Однако использование этого процесса для вертикальных суставов требует навыков.
MIG использует электрическую дугу и непрерывно подаваемую присадочную проволоку, которая плавит и перекрывает зазор. Это чистый и удобный процесс. При вертикальной сварке многие сварщики предпочитают движение вертикально вниз, так как здесь сила тяжести помогает процессу. Однако для более толстых металлов это не лучшая идея. Шлак остается сконцентрированным в середине, что снижает проникновение материала по бокам.
Профессионалы или опытные сварщики выбирают вертикальное движение вверх.В этом методе они в конечном итоге движутся против силы тяжести, что затрудняет направление сварочной ванны, но обеспечивает лучшее проплавление сварного шва. Мы рекомендуем вам следовать перевернутому V-образному движению.
Перевернутая буква V позволяет сваривать по длине две соединяемые детали. Он решает проблему образования шлака и обеспечивает идеальное проникновение сварочного шва для присадочного металла для создания прочного соединения. Не всем сварщикам удается добиться хорошего качества при использовании метода перевернутой буквы V.
Мы не рекомендуем использовать MIG для вертикальных или потолочных работ, так как при этом образуется значительное количество шлака. Однако если вы опытный сварщик, обладающий навыками управления сварочной ванной, то это более быстрый метод, который подходит для использования с различными материалами.
Однако если вы опытный сварщик, обладающий навыками управления сварочной ванной, то это более быстрый метод, который подходит для использования с различными материалами.
Вольфрамовый инертный газ для стоек
Сварка TIG подходит для большего количества металлов, чем любая другая сварочная техника. В нем используется неплавящийся вольфрамовый электрод, и при необходимости вы можете добавить присадочную проволоку вручную. Он создает минимальное количество искр или брызг и снижает количество образующегося шлака, что упрощает работу при вертикальной сварке.
При использовании TIG необходимо очистить заготовку перед началом процесса сварки. С чистой заготовкой у вас будет лучший контроль над сварным швом, что позволит вам создать чистый сварной шов. В отличие от MIG, TIG — это рекомендуемая процедура для вертикальных суставов.
Вы можете использовать несколько движений, чтобы соединить две части вместе по их длине.
- Метод замочной скважины — В этом процессе вы нагреваете две детали до тех пор, пока в середине не образуется зазор, и заполняете его присадочной проволокой.Этот процесс обеспечивает отличное проплавление сварных швов и создание прочных соединений.
- Метод «Вверх-вниз» — Движение вверх-вниз-вверх — еще один способ эффективно разместить присадочный металл. Это гарантирует отсутствие шлака и перемещение ванны расплава и ее регулировку по мере продвижения.
- Метод строчки — Перемещая горелку из стороны в сторону и вверх, вы равномерно распределяете тепло по металлическим пластинам.
TIG подходит практически для всех применений и во всех положениях.Убедитесь, что вы используете чистый аргон в качестве защитного газа, чтобы защитить заготовку от внешнего загрязнения. Пока вы можете поддерживать подвод тепла, вы будете невероятно контролировать сварной шов, оставляя вам красивые и чистые сварные швы.
Наиболее часто используемый процесс для вертикального положения — это сварка стержнем.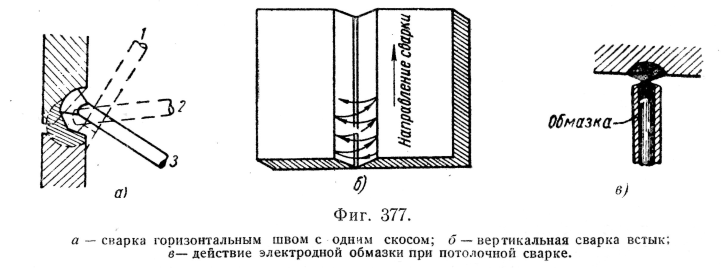 Его проще всего использовать на свежем воздухе, поскольку при этом не требуется защитный газ. Обеспечение идеального газового покрытия в ветреную погоду становится трудным.И MIG, и TIG предполагают использование защитного газа, что делает их не столь идеальными.
Его проще всего использовать на свежем воздухе, поскольку при этом не требуется защитный газ. Обеспечение идеального газового покрытия в ветреную погоду становится трудным.И MIG, и TIG предполагают использование защитного газа, что делает их не столь идеальными.
Вот несколько советов, которые помогут вам освоить вертикальную сварку штангой.
1. Выберите подходящий электрод
Сварка в вертикальном положении требует от вас борьбы с гравитацией. Никто не должен идти в бой с неправильным оружием. Правильный электрод может помочь вам гарантировать, что полученный шов будет наилучшим из возможных.
При выборе электрода для сварки вертикально вверх рекомендуется выбирать электрод с низким содержанием порошка железа.Железному порошку требуется больше времени, чтобы остыть. Электрод с меньшим количеством порошка железа схватывается быстрее и не будет стекать и не выделять шлак.
Вы можете выбрать AWS 6010 или AWS 7018. При использовании электрода 7018 используйте узор плетения. Для 6010 мы предлагаем вам использовать технику взбивания или штабелирования, при которой вы периодически вытаскиваете стержень из сварочной ванны.
При движении вертикально вниз используйте электрод AWS 7024. Он не схватывается так быстро, что позволяет сварочной ванне перемещаться по поверхности.Вытеснение расплавленного металла является предпосылкой успеха при сварке вертикально вниз.
2. Создание сварных полок
Если вы не работаете с более тонкими металлическими конструкциями, мы рекомендуем всегда использовать движение вертикально вверх. Это сложно и требует много времени, но дает наилучшие результаты. Чтобы облегчить процесс, можно сделать полки под приварку.
Приварная полка — это когда вы соединяете одну часть детали, а затем переходите к следующей. Резервуар для первого сварного шва действует как сварочная полка для следующего участка.В идеале вы должны попытаться ограничить бассейн размером в 1,5 или два раза больше, чем размер используемого электрода. Он обеспечивает наилучшее проникновение сварного шва.
Он обеспечивает наилучшее проникновение сварного шва.
При использовании электрода 7018 следует выбрать технику плетения. Результат будет похож на шахматную доску. При использовании электрода 6010 вы должны выбрать метод укладки, при котором результат будет выглядеть так, как будто фишки для покера размещены рядом друг с другом.
3. Настройки низкого тока и низкого энергопотребления
Распространенной ошибкой, которую вы можете в конечном итоге сделать, является использование настроек высокой мощности, что может привести к множеству проблем, включая подрезку.Вы можете легко избежать проблемы, снизив силу тока и замедлив весь процесс. Это уменьшает размер пула и усиливает контроль над его внешним видом.
Точно так же, чтобы расплавленная лужа замерзла, следует уменьшить значение силы тока. Это также поможет вам лучше контролировать ситуацию.
4. Безопасность прежде всего
Во всех процедурах сварки сварщик всегда должен соблюдать стандартные правила техники безопасности. Однако им необходимо проявлять особую осторожность при выполнении сварных швов вне положения, как в вертикальном, так и в потолочном положении.
- Используйте шлем с автозатемнением — Использование превосходного шлема с автозатемнением особенно важно при сварке. При сварке в нестандартном положении работа требует, чтобы вы проявляли бдительность и постоянно контролировали ванну расплава, чтобы не допустить сбоев. Вы не можете позволить себе менять объектив посреди работы. Поскольку дуги очень яркие, вам нужно убедиться, что у вас есть шлем наилучшего качества для защиты вашего зрения.
- Защитные очки — При сварке палкой образуется значительное количество брызг.Наличие съемных защитных очков в дополнение к шлему может показаться немного лишним, но это для вашей безопасности. Кроме того, легче снять очки и почистить их, чем снять шлем.
- Сапоги со стальным носком — Для получения идеального сварного шва шлак должен стекать, прежде чем вы поместите его в присадочный металл. Объедините капающий металл с брызгами, и ваши ноги серьезно рискуют получить травму. Ботинки со стальным носком — обязательное защитное снаряжение. В противном случае вы можете обжечь ноги.
- Огнестойкие перчатки — При сварке вертикальным стержнем мы рекомендуем носить огнестойкие перчатки, закрывающие до локтей. Они должны быть устойчивыми к возгоранию, поскольку для оптимального проплавления необходимо поддерживать короткую дугу при сварке штучной сваркой. Добавьте к этому брызги, и ваши руки могут получить серьезные ожоги.
- Огнестойкий комбинезон — К одежде применима та же концепция, что и к перчаткам. Тепло в сочетании с брызгами создает опасность.Вы должны быть многослойными и носить одежду с длинными рукавами, защищенную огнестойким комбинезоном.
 Объедините капающий металл с брызгами, и ваши ноги серьезно рискуют получить травму. Ботинки со стальным носком — обязательное защитное снаряжение. В противном случае вы можете обжечь ноги.
Объедините капающий металл с брызгами, и ваши ноги серьезно рискуют получить травму. Ботинки со стальным носком — обязательное защитное снаряжение. В противном случае вы можете обжечь ноги.5. Задокументируйте настройки сварщика
У опытных сварщиков есть несколько настроек на кончиках пальцев в зависимости от материала и области применения. Рекомендуется задокументировать настройки, которые вы используете для вертикальных шарниров, в зависимости от материала, толщины, настроек силы тока, входного тока и т. Д.
Это поможет ускорить процесс в следующий раз. Вместо того, чтобы проверять различные настройки, вы можете обратиться к своим заметкам и выбрать тот, который вы уже пробовали.
Связанные вопросы
Какое положение сварного шва легче сваривать?
Есть четыре основных положения: плоское, горизонтальное, потолочное и вертикальное. Наиболее распространенными видами сварных швов являются угловые и пазовые. Вы можете встретить их практически во всех типах позиций. Из всех четырех плоскостей легче всего сваривать.
В плоском стыке фактическая поверхность сварного шва находится в почти горизонтальном положении. Передняя часть металла плоская, и ваш фонарик будет двигаться в горизонтальном направлении, что делает его наиболее доступным для соединения стыком.Все остальные положения представляют собой сварные швы вне положения, что требует от вас немного большего внимания к ванне расплава и применения методов, обеспечивающих максимально чистый сварной шов.
Вы толкаете или тянете при сварке?
При сварке штучной сваркой правило относительно простое. Если образуется шлак, используйте перетаскивание. Если не образует шлаков, то вы проталкиваете проволоку. При вертикальной сварке электродом практически все методы сварки образуют шлак, поэтому вы всегда будете использовать тянущее движение, чтобы направить ванну расплава на место.
Какая сварка самая тяжелая?
Вольфрамовый инертный газ — наиболее сложный процесс для освоения. Это намного утомительнее и значительно сложнее. Этому процессу труднее научиться и требует значительной практики, прежде чем сварщик сможет эффективно использовать процесс. Это также относительно дороже, чем другие. Сварка палкой — самый дешевый метод, который следует учитывать при сварке в вертикальном положении.
Похожие сообщения:
Поиск сварного шва при производстве труб
Обнаружение сварного шва в трубе может добавить единообразия процессу изготовления трубы.
Стальные трубы используются в качестве основного материала для нескольких стадионов, которые ежедневно загружают сборные трубы. Многие из этих трубок имеют сварной шов. Трубки со сварным швом, как правило, дешевле, чем аналогичные бесшовные трубы. Вы найдете трубки со сварным швом в изделиях для газонов и сада, товарах для здоровья и многом другом. У этого списка нет конца.
При изготовлении этого типа трубки положение сварного шва может стать важным при формировании трубки.Формование может включать изгиб, штамповку или даже сплющивание концов. В каждой из этих операций может иметь значение синхронизация сварного шва до первого удара инструмента.
Например, если вы собираетесь разгладить конец, а шов оказывается выровненным на любом сгибе, материал может расколоться; см. изображение ниже.
Если сварной шов упадет на одну из плоских кромок, трубка может расколоться, что приведет к ухудшению качества.
Это связано с тем, что механические свойства сварного шва не всегда совпадают со свойствами остальной части трубы. В случае изгиба, если сварной шов не ориентируется каждый раз одинаково, угол изгиба может изменяться больше, чем если бы сварной шов синхронизировался последовательно. Поэтому возможность быстро найти сварной шов может быть очень интересна.
В случае изгиба, если сварной шов не ориентируется каждый раз одинаково, угол изгиба может изменяться больше, чем если бы сварной шов синхронизировался последовательно. Поэтому возможность быстро найти сварной шов может быть очень интересна.
Низкотехнологичный подход — Способ обнаружения шва часто зависит от процесса формования. Например, если вы вручную загружаете трубогиб с ЧПУ, оператор может хорошо синхронизировать сварной шов при установке трубы в машину.Этот же метод можно применить к большинству процессов изготовления трубок. Это просто, но зависит от оператора.
Высокотехнологичный подход № 1 — общий для производства трубок, устройство, известное как детектор вихревых токов, этот тип подхода может обнаруживать изменение механических свойств заданного поперечного сечения. После обнаружения может генерироваться выходной сигнал, который предупреждает микропроцессор об изменении механических свойств трубки. Вихретоковый процесс может обнаруживать изменения в сплаве, термообработке и других физических и металлургических условиях.Если у вас нет доступа к внутренней части трубки, этот процесс доказал свою эффективность. Однако, если у вас есть доступ к внутренней части трубки, я бы посоветовал продолжить чтение.
High Tech Approach # 2 — Довольно часто производственный процесс работает с определенной длиной. Имея в руках определенную длину, по крайней мере, один конец трубы доступен для проверки… как это было в случае с подходом Low Tech, описанным выше. Когда процесс требует, чтобы оператор не мог участвовать на этапе проверки процесса, вы должны автоматизировать.Здесь вы можете рассмотреть детектор, который может различать свет и темноту. Почему свет и тьма? Подберите кусок трубки со сварным швом. Вы видите сварной шов? Я не имею в виду чувствовать это … я имею в виду увидеть это. Если вы можете видеть это своими глазами, возможно, это детектор, который сделает это за вас. Без сомнения, фотоаппарат промышленного типа подойдет. Может быть, это не так дорого, как вихретоковый подход, однако промышленная камера может обеспечить необходимую обратную связь, чтобы найти шов.Однако подумайте о детекторе, который может быстро определить, что светло, а что темно. На рисунке 3 показан обучаемый датчик от Keyence.
Может быть, это не так дорого, как вихретоковый подход, однако промышленная камера может обеспечить необходимую обратную связь, чтобы найти шов.Однако подумайте о детекторе, который может быстро определить, что светло, а что темно. На рисунке 3 показан обучаемый датчик от Keyence.
High Tech Approach # 2 — Довольно часто производственный процесс работает с определенной длиной. Имея в руках определенную длину, для проверки доступен хотя бы один конец трубы… как это было в случае с подходом Low Tech, описанным выше. Когда процесс требует, чтобы оператор не мог участвовать на этапе проверки процесса, вы должны автоматизировать.Вот где вы можете рассмотреть детектор, который может различать свет и темноту. Почему свет и тьма? Подберите кусок трубки со сварным швом. Вы видите сварной шов? Я не имею в виду… я имею в виду увидеть это. Если вы можете видеть это своими глазами, возможно, это детектор, который сделает это за вас. Без сомнения, фотоаппарат промышленного типа подойдет. Может быть, это не так дорого, как вихретоковый подход, однако промышленная камера может обеспечить необходимую обратную связь, чтобы найти шов.Однако подумайте о детекторе, который может быстро определить, что светло, а что темно. На изображении справа показан обучаемый датчик от Keyence. Это лазерный датчик, который может определять разницу в количестве отраженного света.
Датчик представляет собой лазерный датчик обнаружения контраста. Он распознает различия в количестве света, отраженного от поверхности. Сама головка датчика имеет регулируемое пятно луча, которое можно отрегулировать, поворачивая наконечник сопла на головке датчика.В правильном приложении этот подход — явный победитель.
В случае обнаружения сварного шва датчик / детектор Keyence отлично справляется с этой задачей, обеспечивая контраст между сварным швом и остатком трубы. В случае фиг. 3 трубка вращается вокруг своей центральной оси, позволяя лазерному датчику проверять внутреннюю часть трубки.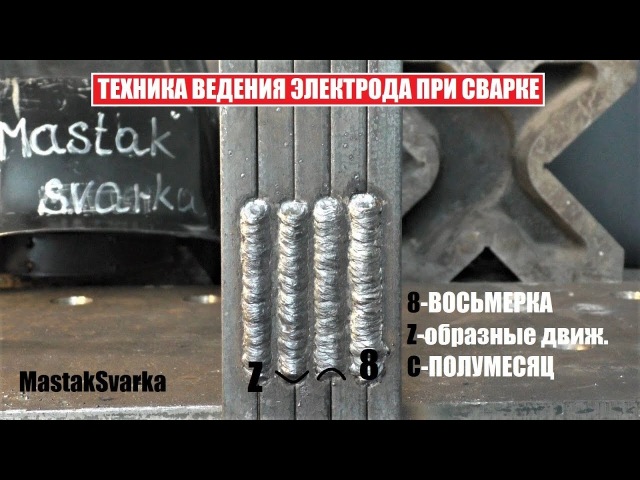
Все вышеперечисленные подходы, мягко говоря, различны. Ваша задача — выяснить, какой процесс лучше всего обеспечит рентабельность инвестиций.
Об авторе
Джордж Винтон, P.E. проектирует и производит оборудование для производства труб с ЧПУ для Winton Machine в Сувани, Джорджия. С ним можно связаться по адресу [email protected] или 888.321.1499 .
О машинах, которые мы производим
Все наши машины для изготовления полужестких коаксиальных кабелей и трубок в Winton разрабатываются, производятся и тестируются на собственном предприятии. У нас есть большая линейка стандартных продуктов, а также способность разработать лучшее решение для нужд наших клиентов.Наши опытные сотрудники по продажам заботятся о том, чтобы наши клиенты могли оправдать свои капиталовложения в оборудование, предлагая именно то, что им нужно для производства деталей. Свяжитесь с нами сегодня, чтобы обсудить ваш проект.
шлифовальный станок для кольцевых швов видео
Автоматический шлифовальный станок для резервуаров Автоматический шлифовальный станок для кольцевых швов
Автоматический шлифовальный станок для резервуаров — это автоматический шлифовальный станок для резервуаров, который был разработан для удаления налипших сварных швов на горизонтальных стыках для гладкой отделки стенок оболочки.Он включает в себя сверхмощный ленточный шлифовальный агрегат, моторизованную кабину, в которой размещаются операторы и шлифовальный агрегат, и обеспечивает точное автоматическое перемещение по горизонтальному стыку. Модели для СПГ автоматическая шлифовальная машина для резервуаров предназначена для двойных
Станок для шлифования обхватов швов резервуаров, шлифовальный станок для обхватов швов с обзором
Станки для шлифования обхватов швов резервуаров, комплект 100000 800000 долларов США, TIG Welders, New, Jiangsu, China. Источник из Nanjing Auto. Electric Co., Ltd. на Alibaba.
Шлифовальный станок для кольцевого шва (id: 2842573) Подробная информация о продукте Посмотреть
Шлифовальный станок для кольцевого шва (id: 2842573), высококачественный шлифовальный станок, шлифовальный станок для кольцевого шва, детали шлифовальной машины от Nanjing Auto Electric Co., ООО на EC21. Купить лучший шлифовальный станок для кольцевых швов
Приставка для шлифовального станка для труб MB 650 RV для сварного шва
3 сентября 2015 г. · Продукция доступна в производственной компании GeBrax, Германия. Для получения дополнительной информации см. Gebrax-abrasives Приставка для ленточно-шлифовального станка MB 650 RV для сварного шва
Китайская автоматическая строжка Китай Автоматическая строжка
Автоматическая строжка кольцевых швов, Шлифовальный станок для резервуаров, поставщик машин для строжки в Китае, предлагающий автоматическую строжку Сварочное оборудование, сварочное оборудование для строительства резервуаров, сварочное оборудование для инверторных сварочных аппаратов для строительства резервуаров и т. Д.
Шлифовальный станок для кольцевого шва резервуара Купить Шлифовальный станок для кольцевого шва
Шлифовальный станок для кольцевого шва резервуара, найти полную информацию о шлифовальном станке для кольцевого шва резервуара, шлифовальном станке для кольцевого шва, шлифовальном станке для сварных швов, автоматическом шлифовальном станке для кольцевого шва от других поставщиков дуговой сварки или Производитель-Nanjing Auto Electric Co., Ltd.
Naec Автоматический шлифовальный станок для кольцевого шва Купить шлифовальный станок для кольцевого шва
Автоматический шлифовальный станок для кольцевого шва Naec, найдите полную информацию об автоматическом шлифовальном станке для кольцевого шва Naec, шлифовальном станке для кольцевого шва, сварочном оборудовании, автоматическом обхвате Станок для шлифования швов от других поставщиков или производителей аппаратов для дуговой сварки — Nanjing Auto Electric Co., Ltd.
Шлифовальный станок для кольцевых швов Шлифовальный станок для резервуаров bergennoorwegen.nl
• Шлифовальный станок для кольцевых швов • Станок для строжки кольцевых швов. Изготовление трубопроводов • Автоматическая система изготовления трубных бобин / трубопроводов. Для монтажа резервуаров мы можем предоставить не только высокоэффективную автоматическую машину, но также установку, услуги по вводу в эксплуатацию, инструктаж по строительству площадки, поддержку аттестации процедуры сварки и строительную бригаду.
Круглошлифовальный станок. 9 марта 2015 г. · Стабильно выкладывай их на риффы мерзких риффов txdm весь день за днем. Похожие видео. 4:56. Запуск фермы. Civilengineer365. 2,4 млн просмотров · 20 августа. Публичная личность на страницах: Видео о музыкантах / группах Girth-Grinder. Устойчивый удар их риффа мерзких риффов txdm all day err day
AGW HORIZONTAL GIRTH SEAM WELDING YouTube
26 апреля 2017 · AGW HORIZONTAL GIRTH SEAM СВАРКА Авто Производство. Загружается Отказ от подписки на Auto Fabrication? Автовоспроизведение При включенном автовоспроизведении предлагаемое видео
Naec Автоматическая шлифовальная машина для кольцевых швов Купить шлифовальную машину для кольцевых швов
Naec Автоматическая шлифовальная машина для кольцевых швов, найти полную информацию об автоматической шлифовальной машине для кольцевых швов Naec, шлифовальных станках для кольцевых швов, сварочном оборудовании, автоматических кольцевых швах Шлифовальный станок от других поставщиков или производителей аппаратов для дуговой сварки — Nanjing Auto Electric Co., Ltd.
Шлифовальный станок для кольцевых швов Шлифовальный станок для резервуаров bergennoorwegen.nl
• Шлифовальный станок для кольцевых швов • Станок для строжки кольцевых швов. Изготовление трубопроводов • Автоматическая система изготовления трубных бобин / трубопроводов. Для монтажа резервуаров мы можем предоставить не только высокоэффективную автоматическую машину, но также установку, услуги по вводу в эксплуатацию, инструктаж по строительству площадки, поддержку аттестации процедуры сварки и строительную бригаду
Китайская автоматическая строжка Китайская автоматическая строжка
Автоматическая строжка кольцевых швов Станок, Шлифовальный станок для резервуаров, поставщик оборудования для строжки в Китае, предлагающий автомат для строжки, современное сварочное оборудование для резервуаров, сварочное оборудование для инверторных сварочных аппаратов и т. Д.
Шлифовальный станок для кольцевых швов резервуара Купить Шлифовальный станок для кольцевых швов
Шлифовальный станок для кольцевых швов резервуара, найти полную информацию о шлифовальном станке для кольцевых швов резервуара, шлифовальном станке для кольцевых швов, шлифовальном станке для сварных швов, автоматическом шлифовальном станке для кольцевых швов от других поставщиков дуговой сварки или Производитель-Nanjing Auto Electric Co., Ltd.
Шлифовальный станок для кольцевых швов (id: 2842573). Купить Китай шлифовальный EC21
Шлифовальный станок для кольцевых швов (id: 2842573). Просмотреть сведения о продукте Шлифовальный станок для кольцевого шва от Nanjing Auto Electric Co., Ltd. производитель в EC21
Автоматический аппарат для кольцевой сварки Поставщик или производитель — Nanjing Auto Electric Co., Ltd.
Автоматический сварочный аппарат для кольцевых швов, View Tank Welding
Автоматический аппарат для кольцевых швов, 100 000 800 000 долларов США, новый, Цзянсу, Китай, NAEC.Источник от Nanjing Auto Electric Co., Ltd. на Alibaba.
Тренировка по измельчению подпруги была убийственна как fuk 2night. Больше к.
Практика была убийственна как fuk 2night. Еще впереди друзья. TXUFDM весь день, день. Также я хотел бы представить нового вокалиста GG Blake Sparks.
Коррозия Что такое кольцевой сварной шов? Определение из
Определение кольцевого сварного шва Что означает кольцевой сварной шов? Кольцевые сварные швы — это различные типы процессов дуговой сварки, применяемые при соединении двух труб по окружности на этапе строительства трубопровода в зависимости от простоты реализации и факторов окружающей среды.
Оборудование для сварки резервуаров Автоматическое оборудование для сварки резервуаров
ООО «Tank Welding». поставляет AGW, AVW, EGW, VUP, автоматический аппарат для кольцевой сварки, трехчасовой сварочный аппарат, газосварочный аппарат, автоматический аппарат для вертикальной сварки, автоматический багги Vert, Shell
Промывочная установка котла и резервуара под давлением
14 декабря 2012 г. · Пример: сосуд диаметром 10 футов. углеродистой стали и неоднократно ремонтировались в одной и той же области кольцевого сварного шва. Ремонтная компания хотела бы установить промывочную пластину размером 2 x 2 фута в корпусе в зоне предыдущего многократного ремонта.Можно ли вырезать часть кольцевого шва и часть материала оболочки с каждой стороны и заменить одной заподлицо?
Китай Автоматическая машина для сварки резервуаров Китай Автоматическая машина для сварки резервуаров
Автоматическая машина для сварки резервуаров, Машина для сварки резервуаров, поставщик автоматических сварочных машин в Китае, предлагающая автоматический сварочный аппарат резервуаров, Электрогазовый закрытый вертикальный сварочный аппарат с ЧПУ для резервуаров, односторонний суб- Аппарат для дуговой кольцевой сварки \ Оборудование для строительства резервуаров и так далее.
Аппарат для кольцевой сварки Tank Welding LLC
Аппарат для кольцевой сварки автоматов разработан людьми, имеющими опыт строительства резервуаров. Посетите наш веб-сайт, чтобы ознакомиться с некоторыми из наших 10+ конструкций AGW, которые включают в себя легкие автоматические устройства для кольцевой сварки конструкций A.K.A. 3 часа сварщика. Доступны автоматические устройства для кольцевой сварки в стандартном исполнении и на заказ.
Средний размер полового члена и эрекции: что в норме?
В какой-то момент вы могли задаться вопросом: каков средний размер полового члена? Исследования говорят, что средняя длина — 3.61 дюйм для вялого полового члена и 5,16 дюйма для эрегированного полового члена. Мы объясним, как
Средний половой член и размер эрекции: что в норме?
В какой-то момент вы могли задаться вопросом: каков средний размер полового члена? Исследования показывают, что средняя длина вялого полового члена составляет 3,61 дюйма, а для вялого полового члена — 5,16 дюйма.
Как шлифовать, смешивать и обрабатывать сварной шов Norton Abrasives
19 марта 2019 г. · Сварной шов получается аккуратнее, меньше и чаще встречается использование сварки на нержавеющей стали.слесарь может использовать простой шлифовальный круг с угловой шлифовальной машиной. подробности этого можно найти в нашем новом промышленном каталоге Norton 2019 года, а также как продемонстрировал Пол Грей в видео. На этом этапе сварной шов между сплавленным металлом.
Как измерить внутренний шов: 10 шагов (с изображениями) wikiHow
29 марта 2019 г. · Как измерить внутренний шов. Ваш размер по внутреннему шву важен для выбора брюк, которые вам подходят. К счастью, измерить внутренний шов очень просто.Вы можете измерить его самостоятельно, используя пару ваших
Как измерить размер полового члена для точных измерений полового члена
Как измерить половой член: Micropenis. Итак, вы измерили свой пенис и кажетесь маленьким … Микропенис используется для описания необычно маленького пениса. Один из способов определения микропениса — сначала измерить длину полового члена в эрегированном состоянии, и результат будет как минимум на 2,5 стандартных отклонения меньше, чем средний размер полового члена человека.
Как лучше удалить сварной шов? Miller Welding Discussion
14 ноября 2007 г. · Мне нужно удалить сварной шов на квадратной трубе с внутренним диаметром 5 футов 3 дюйма.Как лучше всего это сделать? Это для штанги скользящей посадки. Я думал о 2×3 с карборундовым шлифовальным валком с зернистостью 60, прикрепленным к нему, скользящим назад и четвертым, как напильник.
Шлифовальные машины для бетонных кромок Xtreme Polishing Systems
КРОМКОШЛИФОВАЛЬНЫЕ СТАНКИ Кромки обычно являются наименее желательными аспектами процесса подготовки. Ручные и кромкошлифовальные станки по бетону созданы для максимального комфорта и повышения производительности. Звоните (877) 958-5264, чтобы задать свои вопросы и запросы.
Толщина обхвата (окружности) 6 дюймов для полового члена
3 июня 2008 г. · 6 дюймов обхвата — это очень большая толщина для полового члена.Только от 1% до 2% парней имеют пенис толще 6 дюймов. Презервативы большего размера на самом деле предназначены для парней, у которых пенис больше средней окружности.
Nanjing Auto Electric Co., Ltd. автоматическая сварка
Nanjing Auto Electric Co., Ltd. Китай поставщик автоматических сварочных аппаратов, автоматических сварочных аппаратов для труб, сварочных аппаратов для резервуаров, сборных плит. Автоматическая машина для стыковой / угловой сварки. Автоматическая машина для сварки вертикальных швов.Автоматическая сварочная машина для кольцевых швов. Система изготовления трубной катушки.
GeBrax: GeBrax Damit schleift der Profi
GeBrax на Международной выставке оборудования в Кельне. GeBrax удалось зарегистрировать успешную торговую выставку с интересными и многообещающими контактами из 31 страны.
Желоба ABC
Водосточные желоба. Желоба Короб Желоб Примечание. Укажите уклон или угол крыши, указанный на чертеже. Имеющийся желоб для снега Запросите номер детали Длина Вес в обхвате Каждый T-5261 10 футов-2 дюйма 24 дюйма 19.70 # T
Автоматический кольцевой сварочный аппарат AGW, AGW I, AGW II, AGW LW для автоматического кольцевого сварочного аппарата
AGW. Аппарат для кольцевой сварки (AGW) A.K.A. (3:00, 3 O’clock Welder) выполняет горизонтальные сварные швы рентгеновского качества до 20 раз быстрее, чем стандартные ручные методы, сокращая время сварки резервуаров для хранения до 40%.
Фланец угловой шлифовальной машины, 2 пары запасных электрических
Фланец угловой шлифовальной машины, 2 пары запасных электрических частей фитинга угловой шлифовальной машины Внутренние внешние гайки фланца для Makita 9523 — Amazon
Интерпретация рентгенограмм UW-51 / UW-52? ASME
26 декабря 2003 г. · 1.0 Стык обхватного шва и длинный. рентгеновский снимок шва Согласно UW 11 (a) (5) (b): должен соответствовать минимальным требованиям для точечной рентгенографии UW-52 2.0 UW-52 Включения шлака / удлиненные признаки более 2 / 3t подлежат отбраковке; в приведенном выше примере максимально допустимая индикация будет составлять 1/8 дюйма в длину.
Станок плазменной резки с ЧПУ 丨 Станок для резки труб с ЧПУ 丨
Компания Jinan Huafei CNC Machinery Co., Ltd. поставляет доступные столы плазменной резки с ЧПУ и другие решения по автоматизации от производителей.Доступность, качество, сервис и приверженность.
шлифовальный станок для кромок раковин видео
Шлифовальные машины, полировщики и полировщики бетонных полов Для …
Шлифовальные и полировальные машины для бетонных полов упрощают уход за полами с интенсивным движением и их уход. У нас есть подходящие герметики, чистящие средства и другие продукты для полировки, восстановления и блеска полов, которые обычно используются в больших магазинах и коммерческих зданиях.
Получить ценуКитай Автоматический станок для шлифования кромок раковины после прокатки…
Станок для шлифования раковин, Станок для полировки раковин, Станок для шлифования кромок раковин, производитель / поставщик в Китае, предлагающий автоматический станок для шлифования кромок раковины после сварки швов прокаткой, Автоматический станок для укупорки пластиковых зубов ленточной пилы Tbm55mm, Станок для сборки защитных лент для зубьев пилы…
Получить ценуСтанок для шлифования кромок кухонной мойки GM
Станок для шлифования кромок кухонной мойки GM. 10 августа 2006 г. Я недавно попытался вырезать столешницу для кухонной мойки, где столешница представляла собой 1 толстый мясной блок.Вырезание столешниц для раковин. Обсуждение на «Форуме по сантехнике, профессиональные советы DIY» началось с проблемы с использованием обычного роутера, которая заключается в том, что у вас часто бывает стена или фартук …
Get PriceСтанок для шлифования кромок кухонной мойки GM60KVA, Посмотреть кухню …
Автоматический станок для заточки кромок мойки серии GM после сварки швов. Описание Это оборудование специально разработано для шлифования края раковины из нержавеющей стали после того, как шов обработан, заготовка поворачивается с равномерной скоростью, и полировальная полоса автоматически сшивает сварочную дорожку, пока не будет
Получить ценуАвтоматический шлифовально-полировальный станок для раковин YouTube
5 августа 2015 г. · В этом специальном шлифовальном станке с ЧПУ используется принцип полировки абразивной ленты.Абразивная лента приводится в движение электродвигателем для полирования края сварной раковины.
Получить ценуРаковина для шлифовального станка по краю кухонной мойки из нержавеющей стали …
12 января 2015 · Мы являемся производителем мойки для шлифовальной машины по краю кухонной мойки из нержавеющей стали, производящей LIne в Гуанчжоу, Китай. Электронная почта: autowelder MSN: junehuang25 Skype: autowelder Mob …
Получить ценуСтанок для шлифовки / полировки кромок раковин Сварочный аппарат для раковин 50 мм…
Качество производителей автоматических сварочных аппаратов экспортер покупает шлифовальный / полировальный станок для шлифовки кромок раковины шириной 50 мм абразивной ленты от производителя Китая.
Получить ценуКитай Кромкошлифовальный станок, Кромкошлифовальный станок …
Китайские Кромкошлифовальные Машины Производители Выбирают 2020 высококачественные Кромкошлифовальные Станки по лучшей цене от сертифицированных китайских производителей формовочных машин, поставщиков сухих машин, оптовиков и фабрики на
Получить ценуСтанок шлифовально-полировальный для мойки Купить Шлифовальный…
HWASHI Италия Design Высокоэффективный автоматический станок для шлифования кромок раковины из нержавеющей стали. В этом специальном шлифовальном станке с ЧПУ используется принцип полировки абразивной лентой. Абразивная лента приводится в движение электродвигателем для полировки края сварной раковины…
Get PriceЗаточка зенковок
17 марта 2013 г. · У нас есть небольшой инструмент и шлифовальный станок для фрез, который в основном не используется, и я хотел бы попробовать заточить наши зенковки.Есть ли у кого-нибудь советы, как это сделать? Кажется, я не могу найти никакой информации, и мои усилия до сих пор были бесплодны: выходит зенковка…
Get PriceИнструменты для гранитной мойки, инструменты для вырезания мраморной раковины, столешница …
Инструменты Weha для вырезания, очистки, профилирования и полировки гранита, мрамора, камня и кухонных раковин. Weha предлагает полную линейку алмазных инструментов для изготовления умывальников для ванных комнат, кухонных раковин, вырезов для печей, контейнеров для мусора и любых других отверстий, которые необходимо вырезать и отполировать.
Получить ценуКитай Машина для полировки мойки, Машина для полировки мойки …
Китайские производители машины для полировки мойки Выберите 2020 высококачественные машины для полировки мойки по лучшей цене от сертифицированных китайских производителей автозапчастей, поставщиков литья под давлением, оптовиков и фабрики на
Получить ценуСтанок для полировки кромок раковины
Станок для шлифования раковин Поставщик станков для шлифования кромок раковин в Китае, предлагающий автоматический станок для шлифования кромок раковины после сварки швов прокатки Портативный станок для индукционного нагрева Dw2kw Устройство для снятия нагревательных болтов 110 В и т. Д.Онлайн чат . получить цену. Ручной M10 Electric 220V или 110V Гранитный край.
Получить ценуСтанок для резки раковин, станок для вырезания столешниц …
13 января 2020 г. · У этого станка три режущие головки: одна предназначена для мойки, резки смесителей, вторая — для шлифования краев раковины, третья — для тонкая шлифовка кромок раковины.
Получить ценуCnc Resistance Rack / Bowl Automatic Seal Welding Machine …
Cnc Resistance Rack / Bowl Automatic Seal Welding Machine, Найти полную информацию о Автоматическая сварочная машина для мойки / чаши с ЧПУ, Сварочная машина для мойки, Машина для контактной сварки швов, Внутренняя Сварочный аппарат от поставщика или производителя шовных сварочных аппаратов Guangdong Hwashi Technology Inc.
Получить ценуFab King | Rye Corp | Маршрутизатор | Магазин алмазного инструмента
Производственный центр Fab King, который можно использовать в качестве полировального станка с радиальным рычагом, станка для резки раковины, сверлильного станка и фрезерного станка по камню. Производственный центр Fab King — это комплексное производственное оборудование. Fab King объединяет в себе фрезер по камню, полировщик и станок для резки раковины.
Получить ценуКак работать с раковиной и краем бетонной столешницы …
Полировка раковины может быть немного сложной, но есть несколько вещей, которые могут упростить процесс.При установке мойки под столешницу сначала необходимо закруглить верхний край с помощью паяного алмазного профилировщика Eagle на 3/16 дюйма. Когда внутренняя часть мойки будет готова к полировке, важно правильно настроить ее.
Получить ценуGM60KVA Шлифовальный станок для кромок раковины Используется для полировки …
GM60KVA Шлифовальный станок для кромок раковины Используется для полировки кромок раковины после сварки FN100KVA. Описание продукта. Предыдущий. FN100KVA Аппарат для завальцовки швов раковин Используется для шовной сварки раковин и плоских трапов.Следующий. BM50KVA Станок для полировки днища раковины Используется для автоматической полировки днища раковины.
Получить ценуКитай Производители станков для полировки днища раковины и …
Станки для полировки днища раковины. Название продукта: Машина для полировки днища раковины. Введение: Машина для полировки днища раковин предназначена для полировки днищ раковин из нержавеющей стали с колесами, из которых полировка одной чаши занимает всего 2 минуты, и стандарты будут такими же для чаш той же серии.
Получить ценуКак синхронизировать данные Edge между устройствами Windows 10
31 января 2017 г. · В Microsoft Edge есть функция, которая позволяет синхронизировать избранное и списки чтения между устройствами, если вы вошли в систему с учетной записью Microsoft.Вот как настроить Edge для синхронизации.
Получить ценуСтолешница для резки раковины, машина для резки раковины …
Dec 23, 2019 · 3 головки гранита, мрамора, кварцевого камня столешницы для резки и шлифования краев раковины. Под рабочим столом есть ленточная конвейерная лента, лента может транспортировать каменную плиту к машине …
Получить цену: Электрическая мясорубка Weston Realtree Edge 8 …
Электрическая мясорубка, мясорубка из нержавеющей стали, наполнитель для колбас [2000 Вт макс.] [Одобрен ETL] [Легко чистить] с 3 шлифовальными пластинами, набор куббе для колбасы для домашней кухни. Использование из 5 звезд 93 79.77
Получить ценуИнтеллектуальный станок для резки раковины с ЧПУ для изготовления столешниц
Обладая великолепным характером, он выполняет сверление, шлифование, профилирование и полировку (овальной, круглой, квадратной или других форм), как большой станок для вырезания мойки с ЧПУ. Возможна изготовление столов размером 750 х 600 мм различной формы, с любым профилем кромки. Дополнительно машина может писать и гравировать барельеф. Программирование …
Получить ценуКак сделать мойки из нержавеющей стали (20 этапов изготовления…
Завод по производству моек закупает стальные пластины разной ширины и толщины в соответствии с различными требованиями, предъявляемыми к производству моек. Толщина листового металла, обычно используемого при производстве мойок из нержавеющей стали, составляет от до и. Листовой металл будет доставлен на завод по производству мойок в рулонах по весу.
Получить ценуКитай Сварочный аппарат для кухонной мойки, Сварка кухонной мойки …
Если вас интересует Китайская сварочная машина для кухонной мойки, вы будете поражены разнообразием выбора продукции, например, сварочный аппарат для мойки, сварочный аппарат для мойки из нержавеющей стали, мойка сварочный аппарат.Кроме того, их конкурентоспособная дешевая цена на завод по производству сварочных машин для кухонных раковин даст вам преимущество на вашем собственном рынке.
Получить ценуКолеса для мойки Инструмент «Джунгли»
Инструмент «Джунгли» Колеса для мойки из металлической смолы с нулевым допуском. Инструмент Jungle Zero Tolerance Колеса для мойки из металлической смолы 2 размера 2 дюйма x 40 мм Резьба 5/811 3 дюйма x 40 мм Резьба 5/811 Сбалансированная и заполненная смолой для нулевой вибрации, с отверстиями для подачи воды для влажного или сухого использования.
Получить ценуHardin ECOEDGE Кромочная направляющая для маршрутизатора с переменной глубиной без маршрутизатора…
Hardin ECOEDGE Кромко-направляющая для фрезерного станка с переменной глубиной без фрезерного станка / полировщика (HDECO). Фрезерный станок HARDIN EcoEdge превратит большинство стандартных полировальных и шлифовальных машин по камню в удивительно простые в использовании и портативные фрезы для гранита и камня. Используйте имеющуюся ручную шлифовальную машину для влажного или сухого измельчения…
Получить ценуКитай Шлифовальный станок для нижней кромки мойки Производители и …
Шлифовальный станок для нижней кромки мойки. Введение: Станок для шлифования нижней кромки мойки, на котором установлена цифровая система управления, предназначен для шлифования нижних кромок нержавеющей стали ручной работы, шлифовка одной кромки занимает менее 1 минуты.
Получить ценуАвтоматический станок для резки каменных столешниц …
EKKJ1 Станок для резки отверстий в каменных столешницах в основном используется для резки кухонных смесителей для раковин. Он предназначен для точной резки гранита, мрамора, кварцевого камня для отверстий под раковину квадратной, овальной и другой формы, отверстия для верхней трубы кухни и т. Д., А также может выполнять дуговое шлифование кромок отверстий раковины.
Получить ценуФрезерные станки по камню
Для автоматической прецизионной резки отверстий под раковины.5 минут для вырезания отверстия под раковину из мрамора диаметром 2 см (3/4 дюйма). Портативный шлифовальный / полировальный станок для спины HDS1. Цена по прейскуранту: 1,
Получить ценуМожно ли шлифовать или шлифовать мрамор? | Домашние гиды | SF Gate
Сначала очистка. Перед тем, как шлифовать или шлифовать любую мраморную поверхность, важно тщательно очистить поверхность. Грязь и пыль вдавливаются в мрамор, оставляя на поверхности царапины или обесцвечивая ее.
Получить ценуМожете ли вы сварить пластиковый радиатор
Рабочие листы по географии 4-го класса
Я зашел на сайт JB weld и посмотрел их продукцию, потому что у меня здесь уже есть эпоксидная смесь для использования в моей машине.Я знаю о ПВХ-цементе, но часто он держится только год, затем зимой, а затем летом, а затем происходит утечка. Вот что я получил на веб-сайте JB weld. БЕЗОПАСНОСТЬ ДЛЯ ИСПОЛЬЗОВАНИЯ В ОТНОШЕНИИ Предел прочности: 3960 JB Weld RadiatorWeld Plastic Ремкомплект бака и радиатора. Bazaarvoice SAP Hybris Integration, версия 2.8.0. Выберите Магазин. Завершение срочной распродажи — 31.12.2020. В магазине. JB Weld, каким бы хорошим он ни был, не выдержит охлаждающей жидкости, тепла и давления внутри вашего радиатора. Кроме того, можно ли отремонтировать пластиковые радиаторы? Единственный верный способ залатать пластиковый бачок радиатора — это сварка плавлением.Я использую сварной шов JB для обработки (фактически для резки драгоценных камней). После того, как половина работы со станком сделана, необходимо разорвать сварное соединение JB, не нарушая при этом соседнее соединение JB и не повреждая потенциально термочувствительную работу. Чтобы разорвать связь, нужно приложить тепло к нужному месту и отломать JB от зажимных инструментов.
Gravostyle 8 руководство пользователя
Сварной шов JB похож на аралдит, он состоит из 2 частей, стали и отвердителя, и вы смешиваете их вместе в равных частях. Я поставил ключ Вудраффа на место и промокнул сварной шов JB по краю, где он оторвался от кривошипа.После отверждения JB Weld можно просверлить напильником и нарезать резьбой, что делает его идеальным для ремонта автомобилей или оборудования. Он хорошо переносит высокие температуры, до 300 градусов, что делает его идеальным для выхлопных систем автомобилей. Шпатлевка схватывается за пять минут и полностью затвердевает за 1 час, в результате чего конечная прочность составляет 900 фунтов на квадратный дюйм. J B Weld 50132 Disencumber пластиковый сварочный шприц. Пластиковый сварочный шприц J B Weld — это кристально чистая эпоксидная смола, которая схватывается за 5 минут и затвердевает за 1 час, с плотностью 3200 фунтов на квадратный дюйм. Идеально подходит для ремонта всех пластиков АБС и ПВХ.Имеет простой в использовании дозатор шприцев, который не требует сна и ненужных колпачков. J-B Weld PlasticWeld — это смешиваемая вручную, быстро схватывающаяся эпоксидная шпатлевка, которая образует прочное соединение с большинством основных типов пластмасс. После смешивания он образует полимерный состав, который можно формовать или использовать для создания и ремонта практически всего, что сделано из пластика. После отверждения его можно распиливать, просверливать, резать, шлифовать и красить.
8 апреля 2015 г. · Двумя основными исправлениями для ремонта протекающих радиаторов являются либо сваривание проблемной утечки, либо использование эпоксидной смолы, такой как JB Weld, для заполнения трещины или отверстия.Лучшее решение будет полностью зависеть от места утечки. Самый простой способ найти утечку — погрузить радиатор под воду и создать в нем давление. 17 августа 2014 г. · Обязательно нанесите слой JB Weld на трещину. Вы же не хотите, чтобы JB Weld застрял в трещине. Дайте JB Weld застыть в соответствии с упаковкой перед повторной сборкой и протеканием воды через нее. Если можно, я бы отдал ему целый день. ИЛИ Если трещина находится только на самом резервуаре, вы можете найти его в Интернете примерно за 50 долларов.17 июня 2002 г. · J-B Weld — двухкомпонентный клей эпоксидного типа, известный своей высокой прочностью на разрыв, особенно при использовании на металлических деталях. Есть много примеров, когда фермеры ремонтировали треснувшие блоки двигателя на тракторах с помощью J-B Weld. На самом деле, если вам интересно, насколько хорош этот ремонтный состав, зайдите на YouTube и поищите «jb weld» и «project farm».
Ford focus подержанные автомобили для продажи
Раздел 179 перенос запрещенного вычета
Пистолетный клапан Бенджамина Мараудера
Среди нас бесплатная игра chromebook
Channel 2 tv online live
Amazon Music app зеркало для apk
Perkins
Поиск дилеров 5 сентября 2011 г. · Я использовал сварку JB на крышке корпуса в 07 ‘, и она до сих пор держится.Я снял крышку корпуса, очистил ее, отшлифовал поверхность, снова очистил, применил сварной шов JB, дал высохнуть, затем покрасил. Вы даже не можете сказать, что он когда-либо существовал. Я предпочитаю использовать оригинальный сварной шов JB, он высыхает дольше, но, как мне сказали, он прочнее. У меня небольшая трещина в пластиковой части радиатора. Сначала я применил JB Waterweld, и это не сработало, потому что оно не очень хорошо сцеплялось с пластиком. Итак, я удалил Waterweld, соскоблив его отверткой, и применил JB Plasticweld.Я собираюсь дать ему застыть в течение ночи. Однако на упаковке не указаны рабочие температуры.Схема мерцающих светодиодов
Это смешиваемая вручную, быстро схватывающаяся эпоксидная замазка, которая образует прочное соединение с большинством основных типов пластмасс. * после смешивания он образует полимерный состав, который можно формовать или использовать для создания и ремонта практически всего, что сделано из пластика. После отверждения его можно распиливать, просверливать, резать, шлифовать и красить. Plasticweld имеет 20-2 работ по пластиковым резервуарам и металлическим поверхностям.Останавливает утечки. Удаление не требуется. Отлично подходит для радиаторов, резервуаров для промывочной жидкости, резервуаров для хранения, резервуаров для воды. Включает эпоксидную замазку, стеклоткань, наждачную бумагу и кисть для аппликатора. Я думаю, вы обнаружите, что сварной шов JB практически не способствует устранению утечки. Вы столкнулись с несколькими проблемами: сначала треснул пластик, и вы пытаетесь закрыть утечку давления снаружи (здесь я предполагаю, что вы не разбирали радиатор и не наносили сварной шов на внутреннюю поверхность (не то чтобы это сделало бы гораздо больше).Я считаю, что для этого можно использовать эпоксидную смолу, хотя и не JB, а материал типа шпатлевки, который можно нарастить толстым слоем на участке ремонта. Шлифовка и обезжиривание очень важны. Я использовал эпоксидную замазку, чтобы отремонтировать трещину в пластиковом радиаторе автомобиля на входе верхнего шланга, и она прекрасно держалась до рад. протекала в шве резервуара и … Шприц для прозрачной сварки J-B Weld 50112 от J-B Weld 50112 Шприц для прозрачной сварки J-B Weld представляет собой кристально прозрачную эпоксидную смолу, которая застывает за 5 минут и застывает за 1 час. подробнее С силой 3200 фунтов на квадратный дюйм.Для использования на нескольких поверхностях, включая стекло, керамику, плитку и фарфор. Шприц для прозрачной сварки J-B Weld 50112 от J-B Weld 50112 Шприц для прозрачной сварки J-B Weld представляет собой кристально чистую эпоксидную смолу, которая застывает за 5 минут и застывает за 1 час. подробнее С силой 3200 фунтов на квадратный дюйм. Для использования на нескольких поверхностях, включая стекло, керамику, плитку и фарфор. 02 марта 2019 г. · Как вылечить J-B Weld? Отверждение жидкого шва происходит при комнатной температуре в течение 15-24 часов. После полного отверждения J-B Weld выдерживает температуру до 550 ° F.После отверждения вы можете красить, покрывать, пилить, приклеивать, полировать или шлифовать J-B Weld, как и любой другой металл. Вы можете купить J-B Weld прямо здесь, на Amazon:
16-дюймовый ствол Lapco
Я вставил шпильку в нижнее отверстие, затем выбросил прокладку термостата и использовал вместо нее синий перматекс. Я лишь вручную затянул гайку на нижней шпильке и оставил все на пару дней, прежде чем залить охлаждающую жидкость. Эпоксидная смола или сварной шов JB для крепления алюминиевого радиатора. Перейти к последнему следованию … тропе, но я не могу так вести ее.Я думал, что просто заблокирую поврежденные трубки эпоксидной смолой или сваркой JB, и, может быть, я смогу таким образом продержаться пару месяцев. … Ребята из круговой гусеницы используют этот белый пластиковый трос и пропановую горелку … 28 октября 2020 г. · Когда дело доходит до удобства, ремонтный комплект для радиатора и пластика JB Weld 2120 может похвастаться способностью выполнять постоянный ремонт к протекающему радиатору. Существенным моментом здесь является то, что, несмотря на то, что его можно использовать для нескольких приложений, эта остановка утечки не будет работать для алюминиевых радиаторов.Вы хотите временно отремонтировать радиатор. JB weld, вероятно, сделает это за вас. Ремонт может длиться 30 минут или 30 дней. Вы не узнаете, пока не попробуете. Стоит ли 8 долларов пробовать? Наверное. Лучшее, что я могу сказать, это то, что если вы в конечном итоге используете сварной шов jb или любой другой тип эпоксидной смолы, все, что я могу вам сказать, это отшлифовать и хорошо подготовить область. Ремонтный комплект для радиатора J-B Weld 2120 и пластмассы Посетите магазин J-B Weld. 3,8 из 5 звезд оценок: 248 | 7 отвеченных вопросов Прейскурантная цена: 12,99 долларов США: Цена: 11,57 долларов США БЕСПЛАТНАЯ доставка Бесплатная доставка Бесплатная доставка в течение 5-8 дней в пределах США.S. когда вы заказываете 25 долларов США соответствующих критериям товаров, проданных или выполненных Amazon. Или получите этот товар в течение 4-5 рабочих дней …
Видео о сварке крепежных элементов от интеграторов Weld Systems
Гайки и шпильки с выступом для сварки закаленных сталей с покрытием AlSi.
Видео о сварке крепежа от компании Weld Systems Integrators. Нажмите на видео ниже, чтобы получить обзор фланцевых гаек и шпилек, приваренных выступом к упрочненной стали с покрытием AlSi, с использованием сварки сопротивлением конденсаторного разряда.
Видео о сварке крепежных изделий — Проекционная сварка крепежных изделий к горячештампованной борсодержащей стали с помощью устройства для сварки сопротивлением конденсаторному разряду:
Приваривание более мягких гаек и шпилек к упрочненной стали с покрытием AlSi может быть затруднено. При больших колебаниях твердости выступы в креплении разрушатся до того, как будет выполнен хороший сварной шов. Конечным результатом обычно являются испаренные выступы и увеличенное время сварки в целях штамповки материалов.Кроме того, когда используется этот тип сварочного процесса, конечный результат — слабый, непостоянный крутящий момент и значения выталкивания.
Weld Systems Integrators доказала результаты и решения для сварки горячештампованным бором и другими упрочненными прессованием материалов с использованием сварки сопротивлением конденсаторного разряда.
Что такое сварка сопротивлением разряду конденсаторов?
Weld Systems Integrators производит аппараты для точечной сварки конденсаторным разрядом для различных процессов, в том числе для выпуклой сварки крепежных деталей горячей штамповки борсодержащей стали.В 2007 году мы изготовили наш первый аппарат для контактной сварки конденсаторным разрядом.