Как варить вертикальный шов дуговой сваркой видео
/
/
Как варить вертикальный шов дуговой сваркой видео
Электрическая сварка предусматривает оказание воздействия электрической дуги на обрабатываемый металл. Она формируется между изделием и используемым электродом из токопроводящего материала. Слишком высокая температура становится причиной расплавки металла, за счет чего и происходит соединение отдельных деталей. Место соединения принято называть сварным швом. Для изменения его показателей меняются технические параметры сварки, к примеру, амплитуда и скорость движения. Следует рассматривать особенности вертикальной сварки подробнее.
Особенности вертикальной сварки
Проводимая сварка вертикальных швов характеризуется довольно большим количеством различных особенностей. К ним можно отнести следующие моменты:
- При тепловом воздействии на сплав образуются капли, которые стремятся скатится вниз. Этот естественный процесс создает довольно много трудностей, так как раскаленные капли не позволяют оказывать качественное воздействие на обрабатываемую зону.

- Рекомендуется делать вертикальные швы более короткой дугой, за счет чего действие сил поверхностного натяжения упрощает переход электрода в кратер шва.
- Для того чтобы дать капле затвердеть во время проведения сварки нужно отводить стержень в сторону. Отсутствие источника тепла приводит к тому, что металл быстро кристаллизуется.
- В верхней зоне, как правило, металл плавится быстрее. При этом процесс кристаллизации ускоряется в зоне стыков и соединения.
- Важно правильно выбирать показатель силы тока. Как правило, он выбирается из более низкого диапазона, нежели при проведении обычных сварочных работ.
- Есть возможность использовать точечную технологию, которая обеспечивает относительно низкое крепление двух элементов.
Положение сварных швов в пространстве
Вертикальная сварка довольно сложно дается неопытным мастерам, но она проводится крайне часто. Это связано с тем, что заваривают электродом самые различные дефекты и им создают ответственные, а также несущие конструкции.
Применяя подобный способ сварки важно соблюдать все правила и рекомендации, так как в противном случае вертикальный шов получиться некачественным
Как варить вертикальный шов?
Существует довольно много правил, соблюдение которых позволяет повысить качество получаемого шва. Исключить вероятность стекание капель раскаленного металла довольно сложно.
Основными рекомендациями можно назвать нижеприведенные моменты:
- Электрическая дуга должна быть исключительно короткой. Длинная может привести к расплыванию сплава, так как он стекает под воздействием силы притяжения.
- На момент поджога рабочая часть размещается исключительно перпендикулярно обрабатываемой поверхности. При этом важно, чтобы он располагался перпендикулярно обоим обрабатываемым поверхностям, за счет чего и обеспечивается высокое качество обработки.
- При работе рекомендуется наклонять электрод немного вниз. За счет выдерживания острого угла можно обеспечить задержку раскаленного металла, не давая ему стекать вниз.
- В некоторых случаях исключить вероятность стекания металла невозможно. Тогда рекомендуется увеличить показатель силы тока и ускорить перемещение рабочей части. Однако, при увеличении этого показателя нужно быть осторожным, так как это приводит к увеличению дуги. Кроме этого, рекомендуется увеличить ширину шва, перемещая инструмент со стороны в сторону.
 За счет выдерживания острого угла можно обеспечить задержку раскаленного металла, не давая ему стекать вниз.
За счет выдерживания острого угла можно обеспечить задержку раскаленного металла, не давая ему стекать вниз.Способы сварки в вертикальном положении
Приведенная выше технология намного проще в исполнении, если сравнивать вариант проведения электрода снизу вверх.
Вертикальный шов полуавтоматом
От качества сварочного шва зависит то, насколько прочной будет получаема конструкция и на какую нагрузку она будет рассчитана. Кроме этого, в некоторых случаях важно сохранить привлекательный эстетический вид. Больше всего проблем возникает с созданием вертикального сварочного шва, так как металл вытекает из ванны. Довольно распространенным вопросом можно назвать то, как варить вертикальный шов. Среди особенностей отметим нижеприведенные моменты:
Довольно распространенным вопросом можно назвать то, как варить вертикальный шов. Среди особенностей отметим нижеприведенные моменты:
- Проводится подготовка материала в зависимости от того, какие именно работы будут проводится. Учитывается толщина материала и степень обрабатываемости.
- Выбирается короткая дуга со средним показателем рабочего тока.
- Стержень со специальной обмазкой располагается под углом 80 градусов относительно обрабатываемой поверхности.
- Создавая вертикальный шов рекомендуется манипулировать стержнем по всей ширине формируемого валика.
Качественный вертикальный шов можно получить при сварке с отрывом дуги от поверхности. Для начинающих сварщиков подобный метод подходит в большей степени, так как проще в исполнении. Это связано с тем, что на момент отрыва дуги металл может остыть. Однако, есть и существенный недостаток – снижается показатель производительности.
Среди особенностей применения этого метода, связанного с отрывом стержня от поверхности, назовем нижеприведенные моменты:
- При сварке наконечник можно опирать на полочку сварного кратера.
- Схема движения рабочей части из сторону в сторону, за счет чего охватывается весь вертикальный шов. Кроме этого, можно применять схему петель или короткого валика при движении рабочей части сверху вниз.
- Устанавливаемая сила тока во многом определяет форму шва и его основные параметры. В общем случае рекомендуется снизить показатель на 5 А от обычного значения для конкретной толщины сплава
.jpg)
Стоит учитывать, что основные параметры проводимой работы практически во всех случаях выбираются экспериментально. Именно поэтому умения сварщика во многом определяют качество соединения и его надежность.
Создание шва электродом
Создаваемые швы электрическим инвертором имеют довольно обширную классификацию. При определении основных параметров учитывается тип соединяемых деталей. При рассмотрении того, как правильно варить вертикальный шов электросваркой, нужно учитывать их особенности. Наибольшее распространение получили следующие разновидности соединений:
Наибольшее распространение получили следующие разновидности соединений:
- Стыковые.
- Тавровое.
- Внахлест.
- Угловое.
Создание шва электродом
Стоит учитывать, что для обеспечения стабильной дуги нужно провести очистку поверхности от самых различных загрязняющих веществ.
Именно поэтому сварка вертикального шва проводят при тщательной подготовке поверхности.Применяемые технологии позволяют получить качественный шов только при правильном выборе толщины электрода. Она должна быть несколько меньше, чем ширина шва, так как для исключения вероятности стекания сплава рекомендуется водить стержень из стороны в сторону.
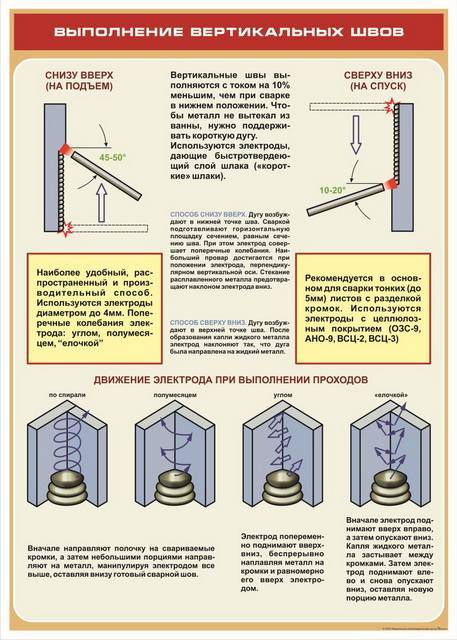
Техника сверху вниз
Движением электрода сверху вниз можно варить только при применении электрода, который дает тонкий слой шлака. Среди особенностей этого процесса отметим следующие моменты:
- За счет применения подобного стержня в сварочной ванной материал затвердевает быстрее. При этом стекание расплавленного материала не происходит.
- Рекомендуется использовать электроды с пластмассовым и целлюлозным покрытием. Примером можно назвать марки ЛНО-9 и ВСЦ-2.
- Подобная технология характеризуется высокой производительностью. Именно поэтому если есть необходимость в увеличении производит
Электросварка для начинающих горизонтальные вертикальные швы. Как правильно варить электросваркой
- Какие бывают электроды?
- Какой диаметр выбрать?
- Просушка обмазки
В одном небольшом рассказе невозможно описать все нюансы этого увлекательного дела, так как умелых сварщиков готовят не один месяц, а настоящее мастерство приходит к ним через опыт. Делать искусные швы сварщик научится лишь через несколько лет. Тем не менее стоит дать несколько рекомендаций, которые помогут домашним мастерам научиться сварке хотя бы на начальном уровне. Зная некоторые правила обращения с электродами и сварочным аппаратом, самодеятельные сварщики смогут уже сделать забор, навес, калитку или ворота.
Какие бывают электроды?
Научившись премудростям профессии, специалисты могут определить тип электрода, лишь мельком взглянув на него. Непрофессионалам эти знания в перспективе, возможно, не помешали бы, но пока им нужно дать предварительную информацию о применяемых для сплавления металла электродов. Их всего около 10-ти типов:
Положение электрода при сварке деталей.
- Стержни для сварки низколегированной стали и стали с высоким содержанием углерода.
- Электроды для соединения высоколегированных сталей.
- Электроды для сварки термоустойчивых металлов.
- Стержни для сварки чугунных изделий.
- Электроды для наплавки (эта операция выполняется при восстановлении металлических поверхностей).
Кроме того, существуют электроды, которые созданы специально для резки металлов, соединения цветных и неоднородных металлов, а также сварки различных сплавов.
Все электроды устроены одинаково. Их стержень обволакивает защитное покрытие, которое поддерживает горение сварочной дуги и создает в районе шва зону, свободную от окисления. Обмазка закрывает стержень не полностью. Один торец оголен, чтобы обеспечить создание дуги при контакте с поверхностью, другая сторона очищена от покрытия на несколько сантиметров, чтобы крепить электрод к держателю. Стержни изготавливаются из разных марок стали и даже полимеров, а их обмазка производится из фтористо-кальциевых, руднокислых и рутиловых составов.
Вернуться к оглавлению
Какой диаметр выбрать?
Схемы движения электродов при сварке.
Чтобы не прожечь свариваемый металл, нужно уметь правильно подбирать электроды. Их сечение должно быть прямо пропорционально толщине соединяемых кромок.
- 2-миллиметровые листы или изделия со стенками до 2 мм сплавляются стержнями сечением от 1,5 до 2 мм.
- Для толщины металла в 3 мм подходят 2,5- или 3-миллиметровые пруты.
- Толщина 4-5 мм – сечение составляет 3 или 4 мм.
- Листы от 6-ти до 8-ми мм сплавляются электродами в 4 мм.
- 9-12 мм – диаметр 4 и 5 мм.
- 13-15 мм – сечение прута составляет 5 мм.
К слову, толщина электрода определяется именно по сечению стального прута.
Вернуться к оглавлению
Как отрегулировать ток сварки?
Ошибка, которую допускают начинающие сварщики, заключается в том, что они не могут правильно подобрать для сварки силу тока. Она напрямую зависит от того, какой электродный стержень применяется и какая операция со сталью будет выполняться. Ниже будут приведены диапазоны силы тока, соответствующие нормальной работе электродами разной толщины.
Стоит добавить, что максимальные значения показывают ток резки металла, а минимальные – ток его сварки. На практике они могут несколько отличаться, но отклонения (небольшие) вызваны особенностями отдельных сварочных аппаратов. Оптимальный диапазон выбирается в пределах указанных значен
техника и правила сваривания труб, а также в вертикальном, нижнем, потолочном положениях; технология и особенности выполнения
Тавровое соединение – это соединение двух деталей, расположенных под углом друг к другу, т.е. торец одной детали прилегает к боковой поверхности другой под углом 90 градусов. Простыми словами – к горизонтально лежащей детали приваривается вертикальная, образуя букву “Т”. Такие соединения могут быть без разделки кромок, с односторонней и двусторонней разделкой. Тавровые соединения используются при дуговой сварке, свариваются очень удобно в горизонтальном и вертикальном положении, удобнее всего в наклонном (в лодочку).
Где применяется
Двустороннее с разделкой кромок
Применение таврового соединения весьма широкое: в автомобилестроении, в строительных конструкциях (фермы, опоры, колонны, стойки), металлическая мебель (лавки-скамейки, столы, этажерки), мосты и путепроводы, газопроводы, нефтепроводы, системы водоснабжения, теплоснабжения зданий и сооружений.
Преимущества и недостатки
Тавровое соединение самое распространенное, одно из самых прочных. Данное соединение позволяет получать изделия и конструкции сложной формы. Расположение деталей буквой «Т» обеспечивает дополнительную жесткость конструкции. Качественно выполненная работа гарантирует практичность и надежность.
Недостатком такого соединения могут являться дефекты:
Такие дефекты зависят от качества выполнения работы. Низкая квалификация рабочего непосредственно станет причиной дефектов, но не мало важно и оборудование, расходные материалы (сварочные аппараты, проволока, электроды, защитный газ). Сам процесс является опасным, вы должны соблюдать все правила техники безопасности без исключения.
Техника выполнения, особенности
Для всех сварных соединений техника выполнения будет стандартная, важно учесть способ сварки. Тавровое соединение удобное, легко формировать шов, контролировать размер катета и внешний вид шва.
Перед началом работы производится технологическая подготовка поверхности, иначе наличие загрязнений и ржавчины снизит производительность сварочного процесса и приведет к дефектам. При сварке таврового шва электрод располагают в плоскости под углом 30-40 градусов относительно нижней пластины, сделав сборку деталей и прихватив – так соединение не поведет.
Одностороннее с разделкой шва в нижнем положении
Нужно проконтролировать угол между деталями и правильность расположения, если все правильно выполнено, то можно приступать непосредственно к сварке. Возбуждаем электрическую дугу и наклонив электрод немного к себе ведем его в одном положении, двигаться следует аккуратно ванной назад, совершая колебательные движения вдоль оси шва для расплавления кромок. Это нужно для того, что бы избежать непровара угла и одной из сторон детали. Можно нанести метку над углом на верхней пластине за границы которой электрод не должен будет выходить, так получится более ровный шов.
Техники сварки таврового соединения в различных положениях несколько отличаются друг от друга.
К сведению! Рассматривая технику сварки, можно сразу отметить, что легче всего выполнять сварку в нижнем положении, или положении «в лодочку». Поэтому если есть такая возможность, то рекомендуется повернуть сварную конструкцию так, что бы сварные швы выполнять в нижнем положении.
После выполнения сварки зачищается шлак и обрабатывается поверхность металлической щеткой или другими приспособлениями.
Рекомендации
Если сваривать тавровым соединением тонкую и толстую пластину, то угол наклона электрода относительно толстой пластины будет примерно 60 градусов. Чтобы больше металла “стягивать” с толстой части на тонкую.
Также желательно просушить свариваемые поверхности для лучшего качества сварного шва.[ads-pc-2][ads-mob-2]
Сварка труб
Опираясь на ГОСТ16037-80, который распространяется на сварные соединения трубопроводов из сталей и устанавливает основные типы, конструктивные элементы и размеры сварных соединений труб с трубами и арматурой, правильно будет сказать, что в нем таврового соединение нет.
Прежде всего нужно остановиться на подготовке труб перед сваркой таврового соединения. Трубы должны соответствовать всем требованиям и не иметь дефектов, загрязнения и ржавчины, после чего можно выполнять сварку.
Следует выполнить прихватки, для труб диаметром до 300 мм хватит 4 равномерно расположенных прихваток. Для более широких труб прихватки выполняются с одинаковым интервалом по всему диаметру. Торец одной трубы необходимо выкроить определенным образом что бы он плотно прилегал к боковой поверхности другой трубы. Для труб с небольшим диаметром сделать это не очень сложно при помощи нескольких манипуляций болгаркой. Другое дело, когда предстоит работа с трубами больших диаметров. В данном случае, как правило, при разметке применяются различные шаблоны и развертки.
Видео
Полезные ролик о том, как можно резать трубы для приваривания их торцом к боковине.
[ads-pc-3][ads-mob-3]
Далее выполняется сборка деталей на прихватки или в сборочно-сварочном приспособлении. Сварка соединения труб может выполняться как в поворотном положении (есть возможность вращения стыка вокруг своей оси) так и в неповоротном (нет возможности вращения стыка вокруг своей оси). Сваривая трубы, сварной шов приходиться выполнять по криволинейной поверхности, что несколько усложняет процесс. Необходимо стык разделить на участки и выполнять сварку за несколько приемов.
ВАЖНО! При этом нужно обеспечивать переплавление ранее наплавленного шва.
Сварной шов в зависимости от толщины стенки трубы выполняется за один или несколько проходов. Следует обратить внимание на состав труб и подобрать подходящие электроды. Сварной шов на трубах должен быть идеальный, в обязательном порядке проверяется наличие дефектов. Если дефекты имеются, то их исправляют.
Профильные трубы используются для ограждений, каркасов, различных металлических конструкций.
Совет! При соединении желательно убедиться в ровном срезе, иначе появится зазор, который придется сваривать отрывисто.
При тавровом соединении профильных труб так же выполняются прихватки. Электрод ведется под углом колебательными движениями снизу вверх. После сварки зачищается шлак.
Видео
В вертикальном положении
При тавровом соединении в вертикальном положении сварочный ток устанавливается более высоким для хорошего проплавления, сварку нужно выполнять снизу вверх с отрывом дуги.
К сведению! Вертикальные швы выполняются как с отрывом дуги, так и на проход. Это зависит от различных факторов: толщина металла, способ сварки, марка электрода.
Движение электрода выполняют петлями, уголками, дуговыми колебаниями и т.д., положение электрода должно быть 45 градусов, иногда сварку выполняют сверху вниз. Разжигая дугу, электрод держим перпендикулярно к свариваемой поверхности, такая техника сварки не удобна и нужно тщательно контролировать сварочную ванну. Для контроля ванны необходимо снизить сварочный ток, что бы не перегревать металл, электроду необходимо задать правильное положение, что бы давление дуги поддерживало жидкий металл, а не способствовало его стеканию в низ. Сварка производится на короткой дуге что бы расстояние между торцом электрода и деталью было минимальным.
https://youtu.be/U526FdTC1r4
В нижнем положении
Выполняя сварку в нижнем положении результата сварщик может достигнуть более высокого качества, ток должен быть выше, если полярность прямая и ниже, если полярность обратная.
Соединение вертикальное с разделкой кромки, шов в нижнем положении
Положение электрода направлено в корень сварного соединения, длина дуги меньше при сварке на обратной полярности, вести электрод нужно равномерно, не упуская сварочную ванну.
Прежде всего, необходимо правильно настроить параметры сварки, диаметр электрода, сила тока, что бы процесс сварки протекал стабильно. Электрод нужно расположить так, что бы он в одной плоскости располагался по биссектрисе между поверхностями деталей, а в другой плоскости наклонен в сторону его перемещения.
Сварочная дуга должна гореть по стыку деталей. Перемещать электрод необходимо с равномерной скоростью, так что бы кромки деталей успели расплавляться, а сварной шов сформироваться с нужным катетом. В случае необходимости получении шва с большим катетом необходимо дополнительно выполнять колебательные движения торцом электрода. Так же сварной шов может выполняться за несколько проходов, но при этом требуется тщательная зачистка от шлака после каждого прохода.
Видео
В потолочном положении
Для потолочного положения техника такая же, как и для нижнего положения только в зеркальной проекции. Основная сложность заключается в том, что расплавленный металл стремится вытекать из сварочной ванны.
Для предотвращения этого необходимо несколько снизить сварочный ток, что бы уменьшить тепловую мощность сварочной дуги.
Сварку следует выполнять на короткой длине дуги. Так же необходимо помнить, что в потолочном положении большое количество брызг раскаленного металла и шлака будет лететь на сварщика, что требует строгого соблюдения правил техники безопасности, правильной спецодежды и головного убора.
[ads-pc-4][ads-mob-4]
Правила сварки
При тавровом соединении нужно избегать непроваров, следует правильно перемещать электрод, предотвращая появление дефектов. В основном электрод располагается в плоскости ровно между привариваемыми деталями. Направлять электрод нужно снизу вверх (поднимать расплавленый метал и смешивать его с электродным расплавлением) по простой причине того, что расплавленный метал будет стекать на нижний.
Лучше всего наклонить поверхности под углом 45 градусов ( сварка в лодочку), тогда шов получится правильного сечения и работать под таким углом будет проще.
Не забудьте! Так же нужно учитывать зазор, для хорошего проплавления.
Прежде чем начать сварку, обязательно делаются прихватки. Предварительно измеряется конструкция, углы соединений должны быть 90 градусов. Перед работой нужно настроить ток, подобрать нужный электрод, обратить внимание на свариваемые поверхности, запастись нужными знаниями и практикой. Обязательно ознакомиться с техникой безопасности и приобрести нужную рабочую форму.
Оборудование
Для упрощения и процесса сборки и повышения производительности изготовления изделий при помощи сварки широко применяются различные сборочно-сварочные приспособления. По большей части сборка тавровых соединений деталей производиться на специальных столах – стапелях, оборудованных универсальными зажимами, фиксирующими и установочными устройствами. Они обеспечивают четкое и точное расположение деталей в нужном месте конструкции и под заданным углом. Также применяются различные шаблоны и кондукторы в зависимости от сложности сварной конструкции.
чем отличаются от нахлесточных, технология ручной дуговой сварки в нижнем и вертикальном положениях, подробности, видео
Стыковое соединение сваркой представляет собой примыкание двух деталей торцевыми поверхностями друг к другу, лежащие на одной плоскости. Такое соединение простое и надежное, рекомендуется в конструкциях, которые подвергаются воздействию переменных напряжений.
Где применяется
Стыковое соединение применяется когда утолщение металла исключено или не подходит, оно обеспечивает красивый внешний вид без выступающих кромок. Стыковое соединение применяют в авиакосмической и автомобильной промышленности. Применяется для образования неразъёмного соединения деталей различных металлических конструкций в том случае, когда поверхности деталей лежат в одной плоскости и и примыкают друг к другу своими торцами.
Встык свариваются части различных трубопроводов, обечайки различных емкостей, баллонов, цистерн, листовые конструкции, швеллеры, уголки и прочие фасонные профили.
Преимущества и недостатки
Преимущества
сварка труб, как правило, производится именно стыковым соединением
При стыковом соединении
- электродный металл используется меньше,
- контролировать процесс не сложно, конструкции получаются надежные,
- техника сварки более простая, чем техника углового шва,
- стыковые соединения обеспечивают плоскостность поверхности конструкции,
- обеспечивают получение соединения деталей различной толщины,
- есть возможность выполнения сварки металла большой толщины односторонним швом.
Недостатки
Стыковое соединение
- не обеспечивает дополнительной жесткости в сравнении с нахлесточным,
- так же могут образоваться значительные деформации поверхности после сварки (особенно при сварке тонкого металла).
Чем отличается от нахлесточного
Сварные нахлесточные соединения – это сплавление разных элементов детали, расположенных параллельно, частично перекрывая друг друга. Применяются, когда стыковое невозможно. Не рекомендуется соединение внахлест, если конструкция подвергается вибрации, толщина стали должна быть не более 10-12 мм.
При стыковом важно учитывать точность сборки, тогда как при нахлесточном сборка гораздо проще и не нужно разделывать кромки.
Недостатком нахлесточного соединения станет больший расход основного металла, так как одна деталь накрывает другую, возможно появление коррозии металла от проникновения влаги между деталями, а так же выявить дефекты будет не просто. В стыковом нет перекрытия (нахлеста) деталей, применяется разная техника сварки, когда сварка нахлесточных соединений выполняется угловым швом. В нахлесточных не нужна разделка кромок, так же имеется большое количество разновидностей стыкового соединения согласно ГОСТу.
Разделка кромок под сварку
стыковое соединение без скоса кромок
Важно! Если варите без скоса кромок и толщина металла более 2 мм, нужно выставить зазор между свариваемыми деталями!
От выбора скоса кромок зависит качество шва и изделия. Для каждого способа сварки выбирают разные разделки кромок.
К сведению! Без разделки процесс будет гораздо экономичней, но разделка кромок нужна для полного провара в сечении, что делает качество выше.
с V-образным скосом кромок
с X-образным скосом кромок
с криволинейным скосом кромок
Разделку можно выполнить зубилом, в данном случае края получатся не ровные, отличным вариантом станет болгарка, фрезерный станок, самым лучшим будет использование кромкореза (фаскоснимателя). Так же нужно контролировать чистоту скосов что бы получить качественный шов без дефектов. Для стыковых соединений применяют все виды разделки кромок в зависимости от толщины металла и характера шва (односторонний или двухсторонний шов).
Существует обозначение разделки кромок: U- V- K- X- образные. Х-образная разделка кромок по сравнению с V-образной позволяет уменьшить объем наплавленного металла, Х-образная разделка требует по одному шву с каждой стороны, когда V-образная обходится односторонним швом. Форма разделки кромок зависит от способа сварки, свариваемого материала, толщины свариваемых элементов.[ads-pc-3][ads-mob-3]
Как варить
Перед тем как приступить к свариванию производится технологическая подготовка. Детали следует разметить, произвести резку, поверхности зачищаются от загрязнений, ржавчины и высушиваются при наличии влаги.
Две свариваемые детали должны лежать на ровной поверхности и иметь между собой зазор 2-3 мм, зажигаем электрод ударом или “чиркнув” как спичку, выполняем две прихватки, что бы избежать деформации свариваемого соединения.
Видео
В ролике ниже показано, к чему может привести сваривание, если не делать прихватки (что нужно знать про прихватки тут).
с подкладкой (съемной или остающейся)
Вести электрод можно на себя, от себя, справа налево и слева направо. В зависимости от толщины металла и рекомендованного пространственного положения электрода выбирается способ движения электрода для лучшего сваривания, так же электрод во время работы держится под углом 45 градусов.
После выполнения шва убирается шлак и зачищается поверхность. Что бы избежать прожегов применяют подкладки, с ними работа складывается более уверенно, можно увеличить ток и не варить с другой стороны шва (см. фото слева).
Сварка в нижнем положении
Детали зачищаются, для тонкого металла разделка кромок не выполняется, зазор между свариваемыми деталями составляет 1-3 мм. Производится сборка, устанавливаются прихватки (после прихватки зачищаются), далее сварку производим с обратной стороны прихваток.
Толщина валика не должна превышать 9 мм, а высота 1,5 мм. Сварку осуществляем слева направо, выполняем кольцевые колебательные движения против часовой стрелки, так же завариваем вторую сторону, на второй стороне можно увеличить ток, после сварки зачищаем поверхности.
стыковое соединение с отбортовкой кромок (для тонкого металла)
В процессе сварки электродом совершается 2-3 движения.
- Электрод опускают вниз по мере его плавления обеспечивая стабильное горения сварочной дуги.
- Электрод перемещают с равномерной скоростью наклонив его под углом 15-30 градусов от вертикали. В другой плоскости электрод перпендикулярен поверхности соединения.
- В случае необходимости получения сварного шва увеличенной ширины применяют различные колебательные движения.
Видео
Короткий ролик, без особых объяснений, зато быстро, для нетерпеливых.
https://youtu.be/t87r-9QEz7g
Более длинный, но и более подробный ролик.
Сварка в вертикальном положении
- Сварочный ток снижается на 10-15% в сравнении с нижним положением (нужно снизить тепловую мощность дуги).
- Сварка как правило ведется снизу вверх с отрывом дуги что бы жидкий металл не вытекал из сварочной ванны.
- Электрод в одной плоскости расположен перпендикулярно к поверхности деталей, а в другой наклонен чуть ниже горизонтали.
- Возможна так же сварка сверху вниз и снизу вверх без обрыва сварочной дуги. Это требует применение определенной марки электродов с подходящим типом покрытия.
- Если соединение с разделкой кромок, то сварка в вертикальном положении выполняется в несколько проходов с зачисткой каждого прохода от шлака.
СОВЕТ! Сварщики, имеющие мало опыта, часто сталкиваются с залипанием электрода в процессе зажигания дуги на поверхности металла, особенно на сниженном сварочном токе. В данном случае возможно разжечь дугу на рядом положенной пластине (разогреть кончик электрода), а затем перенести дугу на стык деталей. Плавное касание разогретого электрода о деталь обеспечит легкое зажигание дуги без залипания, в том числе позволит избежать непровара в начале сварки стыка.
Процесс сварки заканчивается контролем качества. Сварные швы после очистки от различных загрязнений (шлака, брызг металла и копоти) визуально осматриваются на наличие наружных дефектов.
Вертикальный сварочный шов как варить
Сварка вертикальных швов
В процессе сварки металлов нередко сталкиваешься с ситуациями, когда необходимо соединить две заготовки, расположенные в разных плоскостях. Это усложняет сам процесс, потому что стык двух деталей располагается или под углом, или вертикально, или в потолочной плоскости. Сварка вертикальных швов (потолочных и наклонных) – дело непростое. Оно связано с тем, что даже расплавленный металл, расположенный между двумя металлическими заготовками, подвержен закону всемирного тяготения, то есть, его тянет все время вниз. Отсюда и трудности сварки.
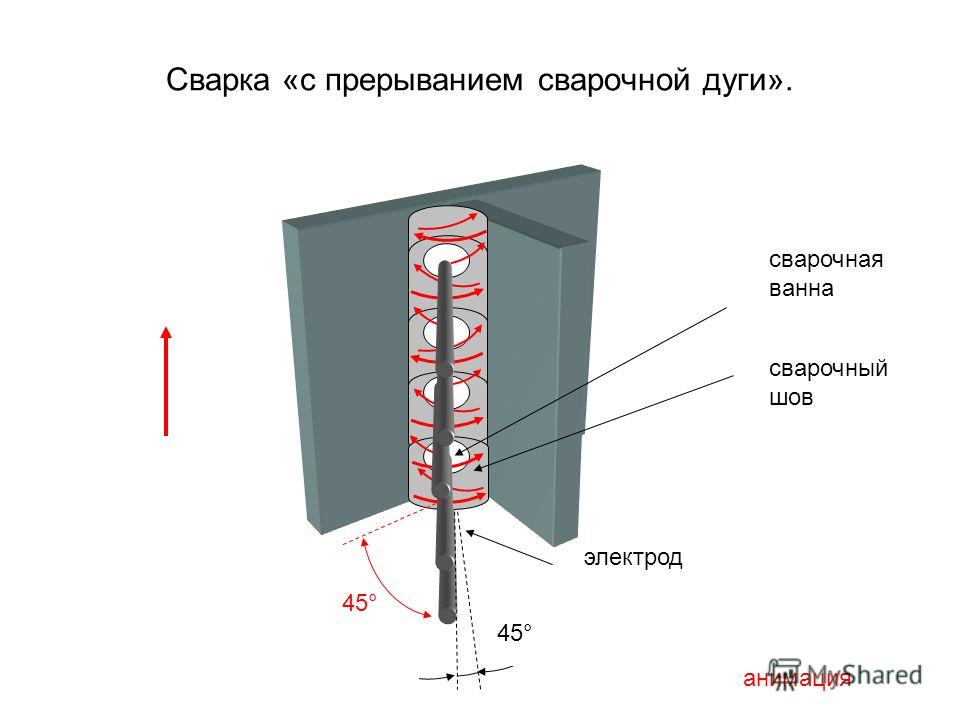
Поэтому существует два важных принципа сварки вертикальных швов:
- Расплавленный металл в зоне сварки должен кристаллизоваться быстрее, чем при обычной нижней позиции. А это будет возможно, если капли расплавленного металла будут небольших размеров. Этого добиться можно лишь уменьшением длины дуги, причем, выполняя сварку инвертором или полуавтоматом, необходимо электрод перемещать вглубь и наружу короткими и быстрыми движениями. Движение держака будет похоже на постукивание электродом по свариваемой поверхности.
- Сварка вертикального шва переменным током производится снизу вверх. Заполняя кратер шва, производится его наполнение снизу. Таким образом, металл, расположенный внизу, будет выполнять функции своеобразной подставки для металла, который заполняет сварочную ванну выше.
Правда, не всегда технология снизу вверх применима для сварки вертикального шва. Встречается немало ситуаций, когда приходится варить шов и сверху вниз. Чтобы капли расплавленного металла не стекли, необходимо придерживаться некоторых условий сварки.
- Дуга должна быть короткой.
- Электрод в начале пождига должен располагаться перпендикулярно плоскости соединения двух заготовок.
- При варке он наклоняется вниз со стороны держака, то есть, сам электрод должен располагаться под острым углом по отношению к сварочному шву. При этом дугой он должен поддерживать металлические капли, чтобы они не стекали вниз.
- Если стекание остановить не удается, то необходимо увеличить силу тока и увеличить перемещение электрода вниз. Рекомендуется также увеличить ширину сварочного шва, за счет перемещения расходника из стороны в сторону.
Эта технология соединения свариваемых заготовок вертикальным швом намного легче, чем снизу вверх. Но качество шва намного хуже.
Как правильно варить вертикальный шов
Перед тем как варить вертикальный шов электросваркой полуавтоматом или инвертором, необходимо выбрать технологию сварки. Это зависит от толщины свариваемых заготовок, от расстояния между их кромками, а также от формы притупления кромок.
- Технология сварки треугольником. Ее обычно используют, если соединяются детали толщиною не более 2 мм. При этом используется максимальное притупление кромок. В основе этой технологии лежит принцип сварки снизу вверх, при этом жидкий металл располагается сверху застывающего. Он постепенно стекает вниз, закрывая собой кристаллизующийся металлический шовный валик. При этом стекающийся вниз шлак не мешает проплавлению металла кромок, потому что он перемещается по уже затвердевшей ванне. По сути, ванна получается под определенным углом, это и есть основа технологии треугольником. Потому что по внешнему виду сварная ванна похожа на эту фигуру. Здесь важно правильно двигать электрод, чтобы полностью заполнить стык. Поэтому сначала набирается в нижней позиции зазора полочка, после чего электрод перемещается, к примеру, к левой кромке, где производится заполнение, затем к правой. Таким образом, и заполняется шов. Для этой технологии дуговой сварки лучше использовать электрод диаметром 3 мм, ток 80-100 ампер.
- Елочка. Этот вид сварки вертикальных швов оптимально подходит для зазоров между заготовками в 2-3 мм. Здесь используются достаточно сложные перемещения электродом. Сварку надо начинать от плоскости одной из кромок. То есть, по стенке кромки от глубины на себя надо электродом наплавить металл во всю толщину заготовки. Затем, не останавливаясь, нужно спустить электрод до самой глубины зазора. Здесь задержаться, чтобы произошла проплавка, после чего сделать все те же манипуляции по другой кромке. И таким образом, продолжать снизу вверх, до самого верха сварочного шва. Этим достигается равномерное распределение расплавленного металла в пространстве зазора. Самое важное – не допускать образования подрезов кромок и подтеков металла.
- Лестница. Этот способ сварки вертикальных швов используется при максимальном зазоре между соединяемыми металлическими заготовками и при минимальном притуплении кромок (или полном отсутствии притупления). Сам сварочный процесс – это переход от одной кромки к другой при минимальном подъеме электрода. То есть, сварка ведется зигзагообразным движением от кромки к кромке снизу вверх. При этом электрод длительно останавливается на кромках, а переход должен, наоборот, производиться быстро. При такой технологии валик будет иметь небольшое сечение, поэтому сварщики его называют «легким».
Все технологии могут производиться инвертором или полуавтоматом. Сваривать можно детали толщиною до 4 мм.
Зажигание дуги
Для качества сварки вертикальных швов очень важно правильно зажигать дугу. И неважно, варите вы инвертором, трансформатором или полуавтоматом. Если электрод закончился, то его нужно быстро поменять, потому что задержка – это снижение температуры в ванне.
Но даже в этом случае начинать поджиг надо с самой верхней точки кратера. Кстати, это может быть центр кратера или сбоку, все зависит от того, где сварка была до этого закончена. Первый проход в глубину надо делать быстро. Именно таким образом можно избежать зашлакованности зазора. Потому что дуга еще нестабильна, а температура ванны не на необходимом уровне. После поднятия электрода, нужно задержаться на проплавке точки начала сварки, где дуга стабилизируется, а ванна наберет необходимую температуру. После этого можно спускаться вглубь зазора.
Варить вертикальный шов достаточно сложно. Не зря столько вариантов предлагается. Начинающим сварщикам придется потратить немало времени, чтобы научиться этому. Поэтому предлагаем посмотреть видео – как правильно варить электросваркой вертикальный шов.
Поделись с друзьями
0
0
0
0
svarkalegko.com
Как варить вертикальный и горизонтальный швы электросваркой: разбор способов + инструкции
Электросварка – технология объединения структуры металлов нагревом и расплавлением электрической дугой, которая получила широ
свариваем металлические трубы и делаем красивые швы
- Основы электросварки
- Процесс электросварки
- Подготовительный этап
- Образование дуги
- Формирование сварочного шва
- Как сваривать после остановки?
- Техника безопасности
Сварка металлов является одной из важнейших операций при изготовлении и эксплуатации металлических конструкций. Изготовление сложных металлических деталей, узорных изделий, изделий из высоколегированных сталей – это удел профессионалов, которые хорошо знают, как правильно варить металл электросваркой. Ведь именно электросварка является самым распространенным видом, имеющим много преимуществ.
В жизни часто возникает необходимость соединения или ремонта простых металлических деталей – труб, профилей, полосы, простых конструкций. Познакомившись с тем, как правильно варить металл электросваркой, любой человек способен произвести все работы своими силами.
Основы электросварки
Электросварка основана на процессе соединения металлических деталей путем расплавления прилегающих друг к другу кромок деталей и заполнения этого участка расплавленным металлом. Расплавление металла производится при помощи электрической дуги. Дуга между электродом и поверхностью заготовки создается путем подачи постоянного тока большой мощности.
Комплект сварочного аппарата включает в себя инвертор, трансформатор, кабель, держатель. Инвертор предназначен для преобразования переменного тока в постоянный. С помощью трансформатора обеспечивается необходимая сила сварочного тока. Сила тока регулируется в зависимости от толщины свариваемой заготовки, вида металла и типа электрода и составляет от 30 до 400 А.
Электрод представляет собой металлический провод (наиболее распространены диаметром 3-5 мм), покрытый специальной обмазкой. Его длина обычно составляет 250-500 мм. Обмазка в процессе сварки выполняет роль инертной среды. В состав обмазки обычно входит смесь металлов (никель, марганец, железо) и минералов (глинозем, магнезия, известняк).
Вернуться к оглавлению
Процесс электросварки
Оборудование и инструмент, необходимый для производства сварки:
- сварочный аппарат;
- комплект электродов;
- молоток;
- зубило;
- защитный щиток;
- щетка металлическая;
- напильник;
- шкурка наждачная;
- болгарка;
- штангенциркуль;
- шаблоны и щупы.
Последовательность процесса электросварки развивается следующим образом. На электрод через держатель подключается положительный полюс (анод) и подается постоянный электрический ток. В зазоре между электродом и поверхностью заготовки формируется электрическая дуга, которая расплавляет весь металл, попадающий в зону ее действия.
Одновременно расплавляется металл основы электрода. Этот металл в виде капель заполняет пространство между расплавленными кромками заготовки в сварочной ванне – в результате образуется сварочный шов. Под воздействием высокой температуры возникает газовое облако из испарений обмазки. Это облако за счет своей химической инертности обеспечивает защиту расплавленного металла от взаимодействия с воздухом. Поверх сварного шва появляется шлак из продуктов распада обмазки, который образует дополнительный защитный слой от окисления. Сварной шов постепенно остывает, а металл в нем кристаллизуется. Так обеспечивается соединение заготовок.
Вернуться к оглавлению
Подготовительный этап
Первым делом необходимо выбрать электрод и установить величину сварочного тока. Как правило, электроды используются диаметром 3,2 или 4 мм. Далее следует штангенциркулем замерить толщину заготовки для установки силы тока. Электрод диаметром 3,2 мм можно применять при толщине заготовки до 3 мм, а сила тока устанавливается 90 А. Использовать электрод диаметром 4 мм следует для заготовок толщиной до 4 мм; при этом сила тока при толщине заготовки до 3 мм – 100 А, а при толщине 3-4 мм – 120 А.
Перед сваркой необходимо подготовить участок сварки. Для этого заготовка очищается от грязи и внешних покрытий (краска, грунтовка и т. д.). Участок непосредственных работ необходимо зачистить болгаркой, шкуркой или напильником до металла основы. Заготовка закрепляется.
Вернуться к оглавлению
Образование дуги
Процесс сварки начинается с формирования дуги между электродом и поверхностью заготовки. Для этого держатель устанавливается под углом 60º к поверхности заготовки и слегка проводится по ней до появления искр. Если произойдет залипание электрода, он высвобождается легким наклоном из стороны в сторону. После появления искр электрод приподнимается над поверхностью на высоту до 5 мм.
В промежутке между электродом и поверхностью заготовки должна образоваться электрическая дуга. Минимальная длина дуги 3 мм, но рекомендуется обеспечить оптимальную длину дуги, равную 5 мм. Если стабильная дуга не образуется, следует увеличить силу сварочного тока. Дуга должна поддерживаться все время сварки с заданным размером. Увеличение длины дуги не допустимо, так как в увеличенном зазоре могут развиться окислительные процессы или реакция азотирования, происходит разбрызгивание расплавленных металлических капель, может возникнуть пористость в сварном шве. В процессе сварки длина электрода уменьшается, но необходимо длину дуги сохранять неизменной, плавно приближая остаток к поверхности.
Вернуться к оглавлению
Формирование сварочного шва
Образованная дуга направляется в начало участка работ и расплавляет металл. Сварной шов формируется путем плавного медленного продольного движения электрода по линии сварки. По виду его перемещения швы можно подразделить на несколько видов.
Способ сварки (дуга)
Эта статья предназначена для того, чтобы научить вас пользоваться аппаратом для дуговой сварки флюсом. Этот аппарат является одним из самых простых сварочных аппаратов, доступных сегодня на рынке, и известен своим удобством в использовании и рентабельностью. Несмотря на то, что есть несколько ограничений в отношении того, что вам может сойти с рук на этом аппарате, он отлично подходит для начинающих и идеально подходит для выполнения неструктурной декоративной сварки.
Пример сварочного аппарата для порошковой дуговой сваркиШаг 1: Безопасность
Первое и самое важное, что нужно учитывать при использовании любого сварочного аппарата, — это безопасность.Электричество, необходимое для дуговой сварки, не только очень горячее, но и генерирует опасный ультрафиолетовый свет, который может легко повредить глаза, если вы посмотрите прямо на него. Вот почему при работе над сварочным проектом всегда следует использовать соответствующие средства индивидуальной защиты (СИЗ). Сюда входят, помимо прочего: защитные очки, кожаная сварочная куртка, сварочные перчатки и, конечно же, сварочная маска (также известная как сварочный капюшон). Также очень помогает, если у вас длинные брюки и обувь с закрытым носком.Дуговая сварка порошковой проволокой (FCAW), как известно, генерирует множество искр, которые могут легко обжечь любые незащищенные участки вашего тела, поэтому прикрывайте себя! Эти искры также могут легко вызвать пожар, поэтому любые легковоспламеняющиеся материалы следует хранить на разумном расстоянии от места сварки.
При этом сварка может быть забавным и захватывающим способом изготовления изделий из металла, и после небольшой практики появляется бесконечный потенциал для изготовления действительно крутых вещей. Итак, приступим.
Шаг 2: Собрать необходимое оборудование
Прежде чем приступить к сварке, убедитесь, что у вас под рукой есть все инструменты, необходимые для реализации проекта.Следующий список должен содержать все, что вам понадобится в ходе вашего сварочного проекта:
- Защитные очки
- Сварочная маска
- Перчатки
- Кожаная куртка
- Средства защиты органов слуха
- Плоскогубцы
- Отбойный молоток
- Проволочная щетка
- Шлифовальный станок с отрезными / шлифовальными / проволочными кругами
- Зажимы
- Магниты
- Рулетка / металлическая линейка
- Вытяжной аппарат
- и конечно же сварщик!
Шаг 3. Очистите металл
Несмотря на то, что FCAW известен тем, что это процесс, который можно избежать при сварке грязного металла, по-прежнему важно очистить область металла, которую вы планируете сваривать.Обычно это делается с помощью проволочной щетки, болгарки или, еще лучше, шлифовальной машины с проволочным колесом. Удаление загрязнений, таких как ржавчина или краска, резко повысит качество ваших сварных швов, поэтому всегда полезно потратить время на очистку вашего проекта перед началом сварки.
Перед тем, как приступить к работе со шлифовальной машиной, вы всегда должны принимать меры для обеспечения надежности шлифования металла, который вы планируете шлифовать. Обычно это делается с помощью зажимов, но предпочтительно не пружинных зажимов, поскольку они не всегда оказывают необходимое усилие, необходимое для удержания металла на месте при шлифовании.Сварщики часто предпочитают настольные тиски или С-образный зажим, поскольку эти инструменты позволяют сварщику контролировать величину давления, прилагаемого к заготовке.
После закрепления металла вы можете шлифовать его до тех пор, пока не удалите большую часть вещества, мешающего голому металлу. Во время шлифовки обязательно направляйте искры в безопасном направлении (т. Е. Не в сторону человека или легковоспламеняющихся предметов).
Сварщик чистит лист перед сваркойШаг 4: Обрежьте металл
В дополнение к сварке металла, который был достаточно очищен, вы должны также убедиться, что ваш металл был обрезан до необходимой длины.Правильная резка металла может быть не менее, если не более сложной, чем настоящая сварка, в зависимости от того, с чем вы работаете.
Точный рез начинается с точной отметки на заготовке. Обычно это делается с помощью мыльного камня или фломастера и линейки с прямым краем. Как только вы будете удовлетворены своей маркировкой, вы можете приступить к резке заготовки.При резке листового металла большой длины рекомендуется использовать какую-либо направляющую, чтобы обеспечить прямой разрез, например, угол или длинный квадрат. Пруток.Для каждого разреза вы должны зажимать заготовку, чтобы она никуда не уходила после начала резки.
Раскрой листа металлаШаг 5: Настройте деталь
После того, как вы очистили металл и отрезали его до нужных размеров, пора настроить заготовку так, чтобы вы могли легко сварить ее прихваточным швом, не слишком сильно с ней борясь. Для массового производства именно здесь вы обычно разрабатываете своего рода приспособление, которое позволит вам легко устанавливать детали на свои места, не задумываясь об этом.
Чрезвычайно важно убедиться, что детали, которые вы собираетесь сваривать, закреплены в точном положении, в котором вы планируете их сваривать. Сварка незакрепленных материалов может привести к бесчисленным ошибкам и может добавить к вашему проекту ненужную дополнительную работу, поэтому не забудьте дважды или трижды проверить заготовку, прежде чем делать первый прихваточный шов. После того, как вы все точно выровняли, пора приступать к сварке!
Шаг 6: Включите сварочный аппарат и отрегулируйте настройки
Конечно, настройка сварочного аппарата на соответствующие настройки — еще одна важная часть вашего проекта.Если у вас довольно тонкий листовой металл, приваривайте меньшее значение с меньшей скоростью подачи проволоки. По мере увеличения толщины свариваемого металла вам может потребоваться увеличить напряжение и скорость подачи проволоки по своему усмотрению. Всегда полезно сделать пару пробных сварных швов на каком-нибудь металлоломе, чтобы убедиться, что ваши настройки находятся там, где они должны быть, прежде чем вы действительно начнете свой проект.
Если вы не уверены, какие настройки следует использовать для вашего собственного проекта, обратитесь к руководству пользователя.
Этап 7: Прихватите заготовку
После того, как вы правильно выровняли все и настроили сварочный аппарат на соответствующие настройки, сварите прихваточными швами углы заготовки. При прихваточной сварке важно убедиться, что вы действительно соединяете обе стороны металла вместе. Когда вы нажимаете на спусковой крючок горелки, обратите внимание на то, где вы наносите сварочный металл, и что вы попадаете на заготовку именно там, где одна деталь соприкасается с другой.Сварка одной стороны больше, чем другой, приведет к недостаточному сплавлению, что может привести к тому, что два куска металла не будут соединяться должным образом. Не забудьте очистить только что свариваемую область проволочной щеткой, чтобы удалить шлак, образовавшийся в результате прихваточного шва.
В идеале, когда вы скрепите каждый угол вместе, ваша заготовка обретет форму, и вы сможете увидеть, выровнены ли стороны и приварены ли они в правильном положении. Если нет, то сейчас самое время исправить свои ошибки, так как после завершения сварки их будет гораздо сложнее исправить!
Небольшая коробка с прихваточными угламиШаг 8: Заполните оставшиеся области сварными швами «валиком»
Предполагая, что вы правильно соединили все вместе, теперь вы можете вернуться и заполнить оставшиеся швы сварными швами.Здесь вы действительно сможете отточить свои сварочные навыки, поэтому обратите особое внимание на то, как угол наклона горелки, скорость хода и вылет электрического тока влияют на внешний вид ваших сварных швов.
Самое важное, что следует учитывать при выполнении этих сварных швов, — это поддерживать согласованность в вышеуказанных категориях. Другими словами, как только вы определились с правильным углом резака, не меняйте его в процессе сварки. Скорость вашего движения должна быть достаточно высокой, и вы не хотите ускорять или замедлять середину сварного шва, а поддерживайте постоянный темп.Наконец, ваш электрический вылет никогда не должен быть больше 1/2 дюйма или меньше 1/4 дюйма, поэтому лучше всего держать его на уровне 3/8 дюйма.
Постоянное владение техникой сварки является ключом к умению вести профессиональную сварку, и потребуется некоторая практика, прежде чем ваши сварные швы будут выглядеть идеально. Помните об этом, если они не выглядят хорошо с первой попытки, просто наберитесь терпения, напомните себе, что практика ведет к совершенству.
Сварка валиком прихваточных сварных листов вместеШаг 9: Очистите свой кусок
После того, как вы все сварите, от флюса останется множество брызг и шлака.Пришло время использовать отбойный молоток и металлическую щетку, чтобы удалить как можно больше этого, прежде чем начинать шлифование.
После того, как вы удалите столько, сколько сможете, возьмите пару плоскогубцев и прижмите их к одному из внешних краев заготовки. Осторожно используйте настольную шлифовальную машину для шлифовки сварных швов до тех пор, пока вы не удалите в основном внешние слои сварного шва, а углы не окажутся заподлицо со сторонами. Во время шлифования убедитесь, что обрабатываемая деталь надежно закреплена на ограждении.Возможно, вам придется повторно зажать клещи один или два раза, чтобы эффективно отшлифовать каждый угол. Если вы сварили края правильно, каждый угол должен выглядеть как плавный переход с каждой стороны и не иметь отверстий или трещин. Если нет, возможно, вам придется снова сварить участки с дефектами и повторить процесс очистки / шлифовки, пока не достигнете желаемых результатов.
На этом сварка практически завершена!
Шаг 10: Очистите территорию
Очистите место, где вы работали, и положите все инструменты на место, где вы их нашли.Это сделает ваш следующий сеанс сварки еще более эффективным.
Шаг 11: Прибыль!
Когда вы освоитесь со сваркой, попробуйте проявить творческий подход и сделать что-нибудь отличное для дома или сада. Чем больше вы практикуетесь и чем больше проектов выполняете, тем больше удивляетесь, почему вы не научились сварке раньше!
Источник: Instructables
Лучшее руководство по дуговой сварке — Выгодные предложения по руководству по дуговой сварке от глобальных продавцов руководств по дуговой сварке
Отличные новости !!! Вы попали в нужное место для руководства по дуговой сварке.К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене. Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, поскольку это руководство по дуговой сварке должно в кратчайшие сроки стать одним из самых популярных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что получили руководство по дуговой сварке на AliExpress.Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в ручной дуговой сварке и думаете о выборе аналогичного продукта, AliExpress — отличное место для сравнения цен и продавцов. Мы поможем вам разобраться, стоит ли доплачивать за высококачественную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь.И, если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца.Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет.Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести manual для дуговой сварки по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы.На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
Курсы по сварке, обучение, сварщик, сварка, рабочие места, миг, квалификация, дуга, классы, газ, точечный, модули
Всегда был высокий спрос на сварщиков в строительстве, промышленности и машиностроении.
Сварка — это перекрестный навык, востребованный в аэрокосмической, нефтехимической, энергетической, судостроительной, мостостроительной, транспортной и нефтегазовой отраслях.Эти программы представляют собой интенсивный, но исчерпывающий курс обучения сварке для тех, у кого нет опыта сварки или нет. Их можно адаптировать к целям учащегося независимо от его требований. По окончании курса студенты получат признанную в отрасли квалификацию сварщика, которая продемонстрирует их компетентность любому будущему потенциальному работодателю.
Обзор курсов по сварке
Курсы нацелены на то, чтобы дать слушателям хорошую основу в таких ключевых областях, как проектирование соединений, сварка углеродистой или нержавеющей стали и изучение новейших технологий, необходимых для базовой или высокотехнологичной сварки.Вы разовьете навыки, необходимые как для базовой, так и для сложной сварки.
Стиль обучения направлен на то, чтобы студенты чувствовали себя уверенно в своем окружении, и нацелен на то, чтобы в кратчайшие сроки познакомить их со сварочным оборудованием. Студенты будут обучаться в полностью оборудованных мастерских под пристальным наблюдением квалифицированных инструкторов. С помощью упражнений, имитирующих качество изготовления, вы научитесь грамотно выполнять сварочные работы в соответствии с требуемыми стандартами.Помимо обучения работе с трубами, листовыми материалами и соединениями, делегаты также научатся сваривать широкий спектр металлов, таких как сталь, алюминий, медь и чугун.
Вас будут обучать преподаватели, многие из которых сами являются профессионально подготовленными и сертифицированными сварщиками. Учебные программы продвигают практические навыки сварки и дают слушателям глубокое теоретическое понимание всех процессов. Модули могут охватывать базовый, средний или продвинутый уровни и обучать сварке в соответствии с утвержденными британскими, европейскими и международными стандартами.К концу курса вы получите видимую и признанную квалификацию, которая является эталоном для подготовки и компетентности сварщика.
Типичные предметы, преподаваемые на курсах сварки
- Пайка
- Угловые сварные швы
- Испытания оборудования
- Экструзионная сварка
- Изготовление
- Угловые сварные швы
- Дуговая сварка порошковой проволокой (FCAW)
- Дуговая сварка металла в газе
- Оборудование для газовой резки
- Ручная сварка
- Здоровье и безопасность
- Тепловая гибка
- Сварка горячим газом
- Соединения
- Конструкция стыков
- Подготовка стыков
- Сварка внахлест
- Лазерная сварка
- Калибровка станка
- Ручная дуга металла ( MMA)
- Толщина материала
- Материалы
- Металлический инертный газ (MIG)
- Кислородно-ацетелиновая сварка
- Плазменная резка
- Обеспечение качества
- Контроль качества
- Выбор соответствующего оборудования
- Защитные газы
- Пайка серебром
- Пайка 9001 6
- Точечная сварка
- Вольфрамовый инертный газ (TIG)
- Визуальный осмотр
- Основы сварки
- Контроль сварки
- Положения при сварке
- Процедуры сварки
- Ошибки сварки
- Испытания сварных швов
- Классификация проволоки
Вы будете узнать, как
- Безопасное использование оборудования для дуговой сварки.
- Наладка и разборка сварочного оборудования.
- Выполняем сварные соединения высокого качества.
- Выберите подходящие сварочные материалы для использования.
- Выявить дефекты, связанные со сваркой.
- Выберите подходящий наконечник для газовой сварки.
- Испытание сварных соединений завершено.
- Прочтите основные сварочные распечатки.
- Содержите рабочие места в чистоте и безопасности.
- Работа по инженерным эскизам, чертежам, схемам или заказам на работу.
- Зажгите горелки и отрегулируйте клапаны, силу тока или напряжение, чтобы получить желаемое пламя.
- Работа в ограниченном пространстве.
- Сварка компонентов в плоском, вертикальном и потолочном положениях.
- Следите за процессами подгонки, обжига и сварки.
- Работа с ручным и электроинструментом.
Вы узнаете о
- Все основные сварочные процессы.
- Аспекты безопасности сварочного процесса.
- Различное сварочное оборудование и инструменты.
- Безопасное использование, установка и обслуживание кислородно-газового оборудования.
- Автоматические и полуавтоматические дисциплины.
- Личная и производственная безопасность.
- Свод правил, признанных в отрасли.
- Разрушающие и неразрушающие методы контроля.
- Исследование и устранение неисправностей сварных швов.
- Показатели и выбор материалов.
Кому подходят курсы сварки?
Эти курсы идеально подходят для людей, которые никогда раньше не занимались сваркой и хотят начать карьеру в области сварки, а также для опытных сварщиков, желающих улучшить свои сварочные навыки.
Другие курсы
Строительные курсы
Учебные курсы
Примеры резюме сварщика
Образец резюме сварщика
Шаблон резюме сварщика начального уровня
Общие примеры резюме
Шаблоны резюме
Страница не найдена | Департамент обучения и развития персонала
Страница не найдена
Добро пожаловать на новый веб-сайт Департамента обучения и развития персонала.Вы попали сюда, потому что информация, которую вы искали, имеет новое местоположение, больше недоступна или URL-адрес, который вы использовали, неверен. Используйте главное меню, чтобы найти то, что вы искали, воспользуйтесь функцией поиска вверху страницы или просмотрите следующий обзор содержания нового веб-сайта, чтобы найти нужную информацию. Или вы можете перейти на нашу домашнюю страницу, чтобы узнать больше о том, что доступно.
Этот веб-сайт был запущен 15 декабря 2016 года с новым дизайном и реорганизацией контента, так что теперь он более согласован с нашими клиентами и заинтересованными сторонами, а информацию легче найти.Кроме того, новый веб-сайт соответствует всем требованиям правительства штата, включая доступность, и удобен для мобильных устройств.
Мы будем рады вашим отзывам о новом веб-сайте. Пожалуйста, напишите нам по адресу [email protected].
1513913721
Что на сайте
Обучение
В этом разделе представлена информация о профессиональном образовании и обучении для студентов, родителей и сотрудников, такая как выбор учебного курса и / или учебного заведения, ученичество и стажировка, курсы базовых и справедливых навыков, стоимость курсов и ПОО для учащихся средних школ программ.
Работа и навыки WA
Информация о вакансиях и навыках WA, включая подробную информацию о субсидируемых учебных курсах. В этом разделе доступен отраслевой квалификационный список Priority (PIQL).
Карьерный рост
В этом разделе вы найдете информацию и ссылки на ресурсы и инструменты, которые помогут вам в развитии вашей карьеры и планировании.
Развитие персонала
В этом разделе представлена информация о модели планирования и развития персонала в Западной Австралии, а также информация о рынке труда Западной Австралии.Список приоритетных занятий штата — SPOL — находится в этом разделе.
Онлайн-услуги
Здесь мы предоставили ссылки на услуги, которые Департамент предлагает в Интернете.
О нас
В этом разделе содержится корпоративная информация Департамента, включая политики и инструкции. Контактная информация наших сервисных центров также доступна здесь.
Офис ученичества
Офис ученичества регистрирует и управляет контрактами на обучение и регулирует систему ученичества / стажировки в Западной Австралии.
1513820918
Провайдеры обучения, специалисты ПОО и школы
Вся информация, инструменты и ресурсы, относящиеся к программам ПОО, доставке и оценке, доступны через «стикер» на домашней странице или значок в правом углу главного меню.
Это включает в себя нашу программу профессионального развития, навыки грамотности и счета, политику и руководящие принципы, SPOL, информацию о требованиях к отчетности, регистр квалификаций класса A и B , справочники по номинальным часам и Поиск продуктов для обучения, учебный центр управление и ресурсы для контрактных поставщиков и реферальных агентов по участию.
1486449314
Последнее обновление страницы: 28 июля 2020 г.
Дуговая сварка | Статья о дуговой сварке в The Free Dictionary
Дуговая сварка
Сварочный процесс, использующий концентрированное тепло электрической дуги для соединения металла путем плавления основного металла и добавления металла в соединение, обычно обеспечиваемое плавящимся электродом (см. иллюстрацию). Электрический ток для сварочной дуги может быть постоянным или переменным, в зависимости от свариваемого материала и характеристик используемого электрода.Источником тока может быть вращающийся генератор, выпрямитель или трансформатор, и он должен иметь переходные и статические вольт-амперные характеристики, рассчитанные на стабильность дуги и характеристики сварки.
Металлическая сварочная дуга
Существует три основных метода сварки: ручной, полуавтоматический и автоматический. Ручная сварка — самый старый метод, и, хотя его доля в общем рынке сварочных работ ежегодно уменьшается, он все еще остается наиболее распространенным. Здесь оператор берет электрод, зажатый в ручном электрододержателе, и вручную направляет электрод вдоль стыка во время сварки.Обычно электрод расходный; по мере того, как наконечник израсходован, оператор вручную регулирует положение электрода для поддержания постоянной длины дуги.
Полуавтоматическая сварка становится наиболее популярным методом сварки. Электрод обычно представляет собой длинный отрезок неизолированной проволоки малого диаметра, обычно в форме катушки, которую сварщик вручную позиционирует и продвигает вдоль сварного шва. Плавящийся электрод обычно приводится в действие электродвигателем с предварительно выбранной скоростью через сопло ручного сварочного пистолета или горелки.
Автоматическая сварка очень похожа на полуавтоматическую сварку, за исключением того, что электрод автоматически позиционируется и продвигается вдоль заданного сварного шва. Либо работа может продвигаться ниже сварочной головки, либо механизированная головка может двигаться вдоль сварного шва.
В дополнение к трем основным методам сварки существует множество процессов сварки, которые могут быть общими для одного или нескольких из этих методов. Ниже описаны некоторые из наиболее распространенных.
Дуговая сварка угольным электродом используется ограниченно для сварки черных и цветных металлов.Обычно дуга поддерживается между угольным электродом и изделием. Угольная дуга служит источником интенсивного тепла и просто сплавляет основные материалы вместе, или же присадочный материал может быть добавлен из отдельного источника.
Дуговая сварка в экранированном металле — наиболее широко используемый процесс дуговой сварки. Штучный электрод с покрытием расходуется во время операции сварки и, следовательно, обеспечивает свой собственный присадочный металл. Покрытие электрода горит под воздействием сильного тепла дуги и образует слой газа и шлака, который полностью защищает дугу и сварочную лужу от атмосферы.Его использование обычно ограничивается методом ручной сварки.
При дуговой сварке под флюсом в качестве электрода используется расходуемая неизолированная металлическая проволока, а гранулированный плавкий флюс поверх детали полностью погружает дугу под воду. Этот процесс особенно подходит для сварки тяжелых работ в горизонтальном положении. Этот метод позволяет получать высококачественные сварные швы с большей скоростью, поскольку используется в пять раз большая плотность тока. Для этого процесса обычно используется автоматическая или полуавтоматическая подача проволоки и оборудование управления.
При сварке вольфрамовым электродом в среде инертного газа, часто называемой сваркой TIG, используется практически неплавящийся электрод из вольфрама. Примеси, такие как торий, часто специально добавляют в вольфрамовый электрод для улучшения его излучательной способности при сварке постоянным током. Необходимая защита от дуги обеспечивается непрерывным потоком химически инертного газа, такого как аргон, гелий или смеси аргона с гелием, который течет в осевом направлении вдоль вольфрамового электрода, установленного в специальной сварочной горелке.Этот процесс чаще всего используется при сварке алюминия и некоторых экзотических материалов космической эры. Когда требуется присадочный металл, отдельный присадочный стержень подается в поток дуги вручную или механически. Поскольку флюс не требуется, сварное соединение остается чистым и без пустот.
Сварка металла в среде инертного газа, часто называемая сваркой MIG, получила наибольший рост в 1960-е годы. Он похож на процесс сварки TIG, за исключением того, что расходуемый металлический электрод, обычно проволока в форме катушки, заменяет неплавящийся вольфрамовый электрод.Этот процесс можно адаптировать к полуавтоматическому или автоматическому методу. Помимо инертных газов, диоксид углерода становится все более распространенным средством защиты.
Краткая инженерная энциклопедия Макгроу-Хилла. © 2002 McGraw-Hill Companies, Inc.
Как затянуть сварной шов на коммутационной панели.
Размещено: 11 мая, 2016 Автор: MattM
Никто не совершенен, но мы делаем все возможное, чтобы каждый день как можно больше приближаться к совершенству.Эти идеалы одинаковы, будь то повар, машинист, ландшафтный дизайнер или парень в своем гараже, строящий старую машину или мотоцикл. Один важный урок, который я усвоил за последние несколько лет, — это не торопиться и не торопиться, чтобы перед сваркой убедиться, что детали подходят друг к другу как можно лучше. Если просто слепо вырезать кусок и попытаться подогнать его под другую, получится неровный сварной шов, и это не закончится хорошо!
В идеале при стыковой сварке панели с помощью аппарата для сварки TIG необходимо, чтобы зазор был как можно более плотным, не вызывая изгиба панели.Есть несколько способов добиться этого, но самый простой способ для меня — использовать острый писец, чтобы начертить линию разреза на панели, чтобы другая панель лежала поверх нее. Если я не тороплюсь с ножницами Aviation, я обычно могу резать прямо по линии реза. Ключевое слово — «обычно». Даже когда вы тратите все время на мир и сосредоточены, что-то столь же немое, как чихание или поворот запястья, может привести к тому, что порез отклонится от линии обрезки и образует неровный зазор на сварном шве.
В большинстве случаев они всасывают его и просто заполняют зазор сваркой (и нагревают).Это означает, что панель будет больше деформироваться, и придется шлифовать больше сварных швов. Я делал это больше раз, чем хотелось бы признать, и я уверен, что в будущем будут времена, когда я снова это сделаю, но все еще есть надежда исправить небольшие зазоры в сварном шве, не выбрасывая деталь или не заполняя ее сварка.
Недавно мы работали над съемкой видео о создании туннеля трансмиссии и карданного вала для моего проекта модели A (видео и статья скоро появятся!), И у меня была прекрасная возможность показать вам, как регулировать или затягивать сварной шов. с разрывом.Когда я обрезал эту панель, я разговаривал и немного отклонился от линии реза в двух местах, и потребовалось слишком много материала для ленточной шлифовальной машины, чтобы все получилось правильно. Вместо того, чтобы тратить время или время на изготовление другой детали, я просто работал до тех пор, пока не подобрал ее достаточно близко с помощью напильника и шлифовальной машинки, и прикрепил деталь к концам и по центру шва.
Приваривая деталь прихваточно через каждые несколько дюймов, я мог преодолеть неприглядный зазор. Сначала возьмите тележку и молоток, которые по форме соответствуют той, в которой вы забиваете молотком, и крепко держите тележку за сварным швом.Убедитесь, что тележка полностью касается шва и перекрывает зазор. Затем вы можете взять молоток для тела и несколько раз довольно сильно ударить им по тележке.
Ударяя по этой области с тележкой, плотно зажатой сзади, вы захватываете металл между ударами молотка и тележкой, слегка разбивающей его с каждым ударом; растягивание краев панели. Это выталкивает края и закрывает зазор. В зависимости от вашего разрыва вам, возможно, потребуется ударить по нему 2 или 3 раза. Помните, что для более тонких или мягких материалов, таких как алюминий, требуется меньше усилий для растягивания краев.Проверяйте зазор после каждых 2–3 ударов, независимо от того, вы можете сделать зазор слишком узким, и он может перекрыться или вызвать выступ на панели.
Здесь мы видим, что зазор затянут и готов к сварке. Этот узкий зазор поперек сварного шва позволил мне в основном выполнять сварку плавлением, сохраняя тепло и коробление. В конечном итоге это означало, что меньше работы с молотком и тележкой, а также шлифовки панели, чтобы получить почти невидимый сварной шов.
С приваренными фланцами я смог отшлифовать всю деталь, чтобы она совпадала, и у меня есть деталь, которая выглядит так, как будто она никогда не приваривалась!
Этот метод следует использовать только для МАЛЕНЬКИХ зазоров.Не надейтесь закрыть зазоры на 1/2 дюйма, не деформируя или не растягивая панель и не вызывая консервации масла. Если ваш зазор больше, чем примерно 1/8 дюйма, вам следует воспользоваться напильником или ленточной шлифовальной машиной, чтобы подправить края и немного улучшить подгонку, некоторые ребята действительно предпочитают этот метод!
Надеюсь, этот небольшой совет поможет вам в будущем и избавит вас от головной боли и завершит работу!
-Матт / EW
.