Сварка в потолочном положении | Тиберис
Сварка в потолочном положении считается одной из самых сложных, для нее желателен сварочный опыт и квалификация.
Сварку в потолочном положении нужно проводить сухими электродами (проверяются непосредственно перед началом работ) Если электрод сырой, то при работе выделяемые его покрытием газы поднимаются вверх и могут остаться в шве. Итог – внутренние пустоты, вероятность трещин и даже разрушения сварки (шов-то потолочный!) Потолочную сварку можно вести тремя способами, для новичков лучше подойдет метод «полумесяца» Самым сложным и трудоемким считается «обратнопоступательный» — но он и самый эффективный.
| Способы сварки в потолочном положении | |
| Лесенкой | Электрод располагают под углом к плоскости 90-130 градусов, подводят к изделию и зажигают дугу. После образования маленькой порции расплавленного металла электрод отводят на 5-10 мм от потолочной плоскости и возвращают, перекрывая засохшую порцию металла расплавом примерно на ½ — 1/3 её длины..jpg) |
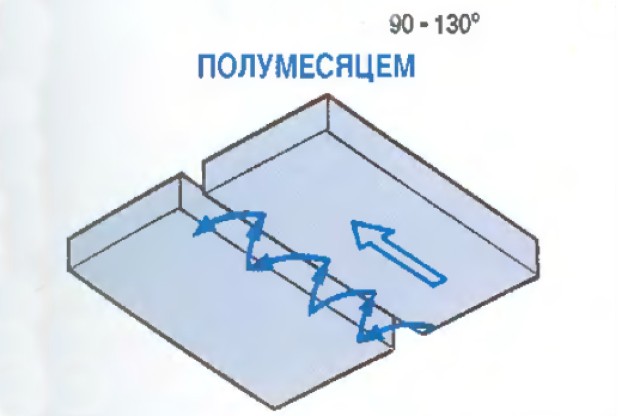
| Полумесяцем | Электрод располагают под углом 90-130 градусов к потолочной плоскости и, колебательными движениями по схеме полумесяца (напоминающие дуговые зигзаги), беспрерывно заходят электродом на закристаллизовавшуюся (засохшую) часть металла. Осуществляется несколько проходов. |
| Обратнопоступательно | Концом электрода сварщик беспрерывно возвращается назад, на кристаллизующуюся (засохшую) часть металла (напайки), тем самым постоянно удлиняя сварочный шов и заполняя сварочную ванну. |
При сварке потолочных швов жидкий металл стремится вытечь из ванны, поэтому сварку ведут короткой дугой. Сварочный ток уменьшаются на 15-20% по сравнению со сваркой в нижнем положении. Металл толщиной более 8 мм сваривают многопроходными швами. Средний диаметр для потолочных швов первого прохода – 4 мм, последующих проходов — 5 мм.
Средний диаметр для потолочных швов первого прохода – 4 мм, последующих проходов — 5 мм.
Сварка потолочных швов: особенности технологии
Автор admin На чтение 4 мин. Просмотров 1.6k. Опубликовано
Сварка потолочных швов – это достаточно серьезное испытание даже для опытных сварщиков. Не зря же большинство специалистов предпочитаю варить либо горизонтальным (нижним), либо вертикальным швом. Однако в процессе ремонтных работ или во время сборки крупных металлоконструкций выбирать тип шва не приходится.
Поэтому, как бы мы этого не хотели, необходимость сформировать потолочный шов встречается в рабочей практике каждого сварщика. И в этой статье мы расскажем вам, как выполнить эту сложную работу. Следуя нашим инструкциям, вы сможете облегчить и ускорить реализацию данной технологической задачи.
Технология сварки потолочного шва
Сварка потолочного шва отличается от сварки нижнего стыка положением поперечной оси электрода. В потолочном шве ось направлена вниз, а в нижнем – вверх. Отсюда и все проблемы: шлак стекает сверху вниз, устремляясь от шва к полу, газовая составляющая флюса стремится туда же.
В потолочном шве ось направлена вниз, а в нижнем – вверх. Отсюда и все проблемы: шлак стекает сверху вниз, устремляясь от шва к полу, газовая составляющая флюса стремится туда же.
К тому же, расплавленный присадочный металл норовит «капнуть» сварщику за шиворот, а пузырьки газа «простреливают» всю зону шва, понимаясь от места кипения шлака к корневой границе раздела.
В итоге, сварка потолочного шва превращается из технической операции в сложнейший трюк на стыке технологии и акробатики. Причем шов варят на «короткой» дуге, рискуя ее обрывом или «залипанием» электрода в разделе.
К тому же, горизонтальный потолочный шов варят только ручными аппаратами, а полупотолочный шов, отклоняющийся от вертикали на угол до 80 градусов, можно варить, как вручную, так и полуавтоматами.
Сварка швов в потолочном положении: характеристики и рекомендации
Качество ординарного (напольного) шва зависит от множества характеристик сварочного процесса. А в случае формирования потолочного шва эта зависимость вырастает на несколько порядков. Поэтому далее по тексту мы рассмотрим характеристики сварочного процесса, оказывающие максимальное влияние на процесс образования потолочного шва и его качество.
А в случае формирования потолочного шва эта зависимость вырастает на несколько порядков. Поэтому далее по тексту мы рассмотрим характеристики сварочного процесса, оказывающие максимальное влияние на процесс образования потолочного шва и его качество.
В число таких характеристик можно причислить следующие параметры:
- Силу сварочного тока – ее следует подбирать очень осторожно – она должна быть меньше параметра, используемого при формировании нижнего шва и больше параметра, используемого при формировании вертикального шва.
- Диаметр электродов – он не должен быть больше четырех миллиметров. Причем оптимальное значение этого параметра – 3-4 миллиметра.
- Расположение электрода — относительно оси валика наплавки пруток следует расположить под углом 80-90 градусов. При этом проекция оси электрода должна совпадать с осью валика наплавки. А для получения вогнутой поверхности наплавки электрод должен располагаться углом вперед.

- Направление движения электрода – должно осуществляться вдоль шва, без поперечных смещений, по направлению «к себе». Такая схема перемещения облегчает контроль длины дуги.
- Ширину шва – она не должна превышать 2-3 диаметра электрода. Иначе возрастет риск появления потеков, а на профиле шва появятся выпуклости.
Сварка встык — процесс формирования потолочного шва
Сварка потолочного шва труб или балок предполагает сопряжение заготовок не только вдоль осевой линии, но и встык (торец к торцу).
Причем такое соединение варится по особой технике, предполагающей следующую последовательность действий:
- Во-первых, детали прихватываются друг к другу корневым валиком, формируемым трехмиллиметровым электродом на силе тока большей минимально допустимого, но меньше среднего значения.
- Во-вторых, второй валик шва накладывается лестницей (от края к кромке и до следующего края), с помощью трехмиллиметрового электрода, на токе выше средней и ниже максимально допустимой силы.
- В-третьих, последующие валики шва накладываются той же лестницей, с помощью четырехмиллиметрового электрода, на токе средней силы.

Количество последующих валиков должно уменьшить зазор в разделке до 1-1,5 миллиметров, которые заполняются лицевой наплавкой, двухмиллиметровым электродом, с помощью техники «дуга вперед», за один проход. При ширине «лицевого» раздела он заполняется «лестницей» за несколько проходов.
Такая техника гарантирует максимальную прочность и внешнюю красоту потолочного шва.
техника выполнения, особенности, техника безопасности
Потолочный шов считается одним из самых трудновыполнимых сварочных соединений. Причина в том, что при сваривании этого соединения сварная ванна расположена вверх дном. Для такой обработки деталей нужна сноровка и точное следование технологии.
Последовательность действий и правила создания потолочного шва не должны быть нарушены во время работы. Потому что это не только ухудшит качество соединения, но также создаст угрозу травм от раскаленных капель металла.
Потому что это не только ухудшит качество соединения, но также создаст угрозу травм от раскаленных капель металла.
Создавая потолочное соединение нужно придерживаться правил техники безопасности, а также использовать защитное снаряжение, особенно в районе рук и лица.
Содержание статьиПоказать
Особенности технологии
Подготовка перед формированием потолочного шва несколько отличается от подготовки перед обычной сваркой. В процессе сварки есть определенные сложности и опасности, к примеру, попадание расплавленного металла на кожу. Металл может стекать, капать.
В процессе сварки есть определенные сложности и опасности, к примеру, попадание расплавленного металла на кожу. Металл может стекать, капать.
Нужно знать, как это предотвратить. Сварщики, работающие с потолочными соединениями, знают несколько приемов, которые помогают избежать сложностей и травм.
До того, как приступить к работе, нужно изучить все технические требования к процессу. Есть ряд условий, выполнение которых обязательно. Знание этих условий особенно важно для новичков.
Итак. Как при любом другом сваривании кромки деталей должны быть очищены перед обработкой. Зачистка от пятен, заусенцев и обезжиривание никогда не должны игнорироваться.
Формирование потолочного шва должно проходить при помощи полуавтоматического оборудования либо аппарата РДС. Тип электродов – покрытый.
Это благоприятно повлияет на качество полотна. Диаметр электрода не должен превышать четыре миллиметра, при этом он должен быть уже ширины соединения.
Также необходимо следить за сухостью электрода. Их покрытие при повышенной влажности может лопаться, ухудшая проводимость и, как следствие, качество соединения.
Длина дуги – короткая. Это важно при сварке потолочных швов, поэтому стоит постараться не переходить на среднее значение.
Если сваривание происходит в режиме РДС, то предупредить растекание металла можно, если отводить электрод немного в сторону.
Формирование потолочного соединения происходит по технологии «на себя». Это помогает создать необходимый темп работы, следя при этом за качеством создания соединения.
В случае, если нужно варить детали, толщина которых превышает один сантиметр, сварка происходит поэтапно. Сначала применяется электрод значение диаметра которого не выше трех миллиметров. В дальнейшем берется четырех миллиметровая модель.
Потолочный шов – это работа не только в горизонтальной плоскости. Под определение этого термина попадают также швы под уклоном 10-80 градусов.

В таких случаях тоже возможно применение ручной или полуавтоматической аппаратуры, а также сварка покрытыми электродами.
Советы новичкам
Основной особенностью этого типа соединений является перевернутая сварочная ванна. Расплавленный металл удерживается силой натяжения, поэтому соблюдение требуемых размеров ванны очень важно.
При сварке стоит время от времени отводить край электрода немного в сторону. Это позволит металлу немного остыть, закрепиться.
Такая методика убережет от потеков и защитит полотно от трещин.
Методы сварки
Существует три основных способа сварки потолочного шва: полумесяц, лесенка и «обратно-поступательный».
Формируя шов первым методом, электрод располагается под углом к поверхности детали. Угол колеблется от 90 до 140 градусов по дуге. Благодаря таким движениям рабочий элемент переходит от одной кромки стыка к другой.
При втором способе размещение электрода схоже с полумесяцем. Однако движение происходит иначе: расходный элемент отводится от расплавленного металла в сторону, возвращается, снова отводится.
Однако движение происходит иначе: расходный элемент отводится от расплавленного металла в сторону, возвращается, снова отводится.
Сварка третьим способом происходит, когда на протяжении всего процесса работы электрод возвращается на некоторое расстояние обратно, к застывшему металлу.
Если сварку проводит новичок, то лучше применить способ полумесяца. Он более прост. Лесенка и обратно-поступательный метод требуют больше сноровки и времени.
Да, они создают более качественное соединение, однако не каждый справится со сваркой такими методиками.
Процесс работы
Вначале всегда идет подготовка. Рабочая зона зачищается при помощи металлической щетки или шлифмашинки, поверхность металла обезжиривается.
Электродом модели в три миллиметра формируется корень шва. Он выглядит как созданный из расплавленного металла валик. При необходимости создания валика с другой стороны детали, в стыке оставляется зазор.
Точечными бросками электрод помещается внутрь этого зазора.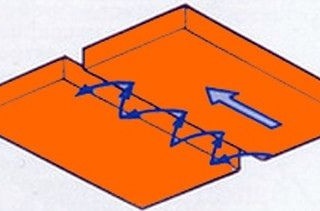 Здесь важно проследить, чтобы дуга горела стабильно. После формирования, корень нужно зачистить от шлаков и отрегулировать его выпуклость.
Здесь важно проследить, чтобы дуга горела стабильно. После формирования, корень нужно зачистить от шлаков и отрегулировать его выпуклость.
Дальше процесс создания соединения происходит электродами с диаметром около четырех миллиметров.
Советы по соблюдению техники безопасности
Техника безопасности – главный часть выполнения любой работы. Сварка потолочного шва требует ее соблюдения в полной мере, ведь это достаточно опасное занятие. Приступая к свариванию такого соединения, нужно помнить о нескольких правилах.
Сварщик должен быть в специальном рабочем костюме. Его лицо должно быть закрыто маской, глаза защищены очками, а кисти рук – перчатками. Недопустимо наличие обнаженных участков кожи.
Сварка проводится только в сухом пространстве с оптимальной температурой. Нельзя проводить работы при непогоде, повышенной влажности воздуха, порывах ветра или сквозняках.
В экстремальных условиях могут работать только достаточно квалифицированные мастера.
В случае приостановки процесса сваривания, нужно выключить аппаратуру и изолировать провода от случайных воздействий.
Заключение
Формирование потолочного шва требует вложения сил, времени и энергии. Новичку выполнить его сразу фактически невозможно.
Чтобы получить доступ к таким работам требуется повышенный уровень знаний, владения оборудованием и изучение всех деталей создания потолочного соединения.
Нужна подготовка и тренировки. Браться за такое дело без достаточного багажа знаний и умений лучше не стоит. Но каждому сварщику, выполняющему такой шов, нужно в любом случае соблюдать правила и технику безопасности.
Это нужно для сохранения собственного здоровья.
Как варить вертикальный шов сверху вниз
Сварку швов в вертикальном положении выполнять значительно сложнее, чем в нижнем положении. Расплавленный металл при такой сварке под действием силы тяжести стремится вытекать из сварочной ванны и стекать с электрода вниз. Сварку в вертикальном положении необходимо выполнять короткой дугой, при этом капли расплавленного металла под влиянием сил поверхностного натяжения легче переходят с электрода в сварочную ванну.
Важным условием качественной сварки является небольшой объем сварочной ванны, чтобы сила тяжести не препятствовала формированию шва. Для уменьшения объема сварочной ванны сварку в вертикальном положении ведут электродами диаметром не более 5 мм, величину сварочного тока устанавливают на 10 – 15% меньшие; чем при сварке в нижнем положении. Конец электрода в процессе сварки необходимо периодически быстро отводить вверх и в строну от сварочной ванны, давая ей возможность затвердеть.
Сварку в вертикальном положении можно производить в направлении снизу вверх и сверху вниз, Основным способом является сварка в направлении снизу вверх. При такой сварке дугу возбуждают в нижней точке шва при положении электрода, перпендикулярном плоскости сварки. После образования кратера с ванной: расплавленного металла конец электрода быстро отводят чуть вверх и в сторону, давая расплавленному металлу возможность затвердеть и образовать выпуклость, на которую наплавляют последующие капли металла при продвижении электрода вверх.
Нижележащий кратер при движении электрода вверх также способствует удержанию капель расплавленного металла. Электрод может быть наклонен к горизонту под углом 15 – 45° как вниз, так и вверх (рисунок 10). Обычно применяют наклон электрода вниз, при таком его положении сварщику лучше наблюдать за формированием шва. Концу электрода при движении снизу вверх сообщают поперечные колебания незначительной амплитуды для равномерного прогрева кромок.
Концу электрода при движении снизу вверх сообщают поперечные колебания незначительной амплитуды для равномерного прогрева кромок.
При вертикальной сварке сверху вниз дугу возбуждают в верхней точке шва, при этом электрод держат перпендикулярно к плоскости сварки. Как только образуется небольшая ванна расплавленного металла, электрод наклоняют вниз, и перемещают сверху вниз. При этом образуется следующий кратер, капля расплавленного металла удерживается кратером и короткой дугой от стекания вниз. При движении электрода сверху вниз концу электрода можно сообщать поперечные колебательные движения.
Вертикальная сварка сверху вниз возможна только при использовании специальных электродов, дающих небольшое количество шлака, затвердевающего в коротком интервале температур, При такой сварке валик наплавленного металла (шов) получается значительно меньшего сечения, чем при сварке снизу вверх.
При сварке в вертикальном положении многослойных швов с разделкой кромок первый слой рекомендуется выполнять в направлении сверху вниз для лучшего провара корня шва, последующие слои – в направлении снизу вверх. Тонкий металл при сварке в вертикальном положении сваривают способом сверху вниз.
Тонкий металл при сварке в вертикальном положении сваривают способом сверху вниз.
Сварка швов в горизонтальном положении
Сварка швов в горизонтальном положении на вертикальной плоскости еще более затруднительна, чем сварка швов в вертикальном положении, и трёбует более высокой квалификации сварщика. При такой сварке условия формирования шва еще более затруднительны. Величина сварочного тока принимается на 10—20% меньше по сравнению со сваркой в нижнем положении.
Наибольшие трудности представляет сварка в горизонтальном положении однопроходных (однослойных) швов стыковых соединений с разделкой кромок. Для лучшего формирования шва скос кромки делают только у верхнего листа. Дугу возбуждают на нижней нескошённой кромке, проваривают корень шва, постепенно переводят ее на скошенную кромку верхнего листа, поднимая вверх стекающую каплю металла, заполняя расплавленным металлом всю разделку за один проход. Сварку выполняют электродами диаметром не более 4 мм, сообщая концу электрода петлеобразные движения.
Удобнее сваривать горизонтальные швы в несколько проходов отдельными продольными валиками. Первый валик (корень шва) выполняют электродами диаметром 2 – 3 мм, последующие внутренние валики – диаметром 4 – 5 мм. Последний, отделочный (декоративный), валик выполняют электродами диаметром 4 мм, сообщая концу электрода петлеобразные движения.
Наиболее легко выполняются в горизонтальном положении сварные швы нахлесточных соединений, т. к. горизонтальная кромка нижнего листа образует полочку, удерживающую расплавленный металл.
Технология электросварки базируется на принципе плавления металла посредством возникающей между заготовкой и электродом электрической дуги. Температура дуги расплавляет металл в зоне сваривания, что позволяет соединять металлы посредством сварного шва. Для разных металлов и типов соединений предусмотрены определенные режимы сварки, отличающиеся друг от друга техникой ведения работы, положением и скоростью ведения электрода, амплитудой его передвижения.
Ниже рассмотрим основные методы создания правильных сварных швов, обеспечивающих надежность и качество соединения.
Типы сварных соединений
Классификация сварных соединений довольно обширна, они различаются по типу и виду сваривания деталей.
По типу соединения сварные швы бывают односторонними и двусторонними. Выбор в пользу одного или другого типа соединения делается в зависимости от технических параметров свариваемого изделия. Как правило, наиболее ответственные конструкции свариваются посредством двустороннего шва, что обеспечивает большую надежность соединению.
По виду соединения сварные швы подразделяются на следующие:
- стыковые
- тавровые
- угловые
- внахлест
Стыковые соединения
Этот вид соединения довольно часто применяется для сварки листовых металлических конструкций и трубопроводов. Между свариваемыми заготовками устанавливается зазор в 1-2 мм, а сами они по возможности жестко фиксируются во избежание смещения. В процессе сваривания зазор заполняется расплавленным металлом.
В процессе сваривания зазор заполняется расплавленным металлом.
Металлические листы толщиной до 4 мм свариваются односторонним швом без их предварительной обработки, за исключением обязательной зачистки от коррозии.
При соединении изделий толщиной свыше 4 мм может применяться как односторонний, так и двусторонний шов. В этих случаях проводится предварительная разделка кромок в зоне сваривания.
Стыковая сварка заготовок толщиной свыше 12 мм требует обязательного наложения двустороннего шва, так как одностороннее сваривание не может расплавить такой слой металла. При этом необходимо провести предварительную разделку кромок с обеих сторон. В случае если конструктивные особенности заготовки не позволяют произвести двустороннюю разделку кромок, шов сваривается в несколько проходов, заполняясь многослойным наплавом.
Сварка внахлест
Соединение внахлест применимо для сварки металлических заготовок толщиной до 8 мм. При применении этого вида соединения проварка осуществляется с двух сторон во избежание попадания влаги и возникновения коррозии между листами.
Для получения качественного шва при сварке внахлест, электрод должен находиться под углом от 15 до 45 градусов к рабочей поверхности. При отклонении от этих значений значительна часть расплава растекается в сторону от стыка, что в значительной мере снижает прочность соединения.
Угловые и тавровые соединения
Технология работы при этих видах соединения во многом схожа. Тавровые соединения в разрезе аналогичны букве Т, а угловые — букве Г.
В зависимости от толщины металла, тавровые соединения могут свариваться одним ил двумя швами, с предварительной разделкой или без нее.
Требования к сварке угловых швов такие же, как и в случае с тавровыми, так как, по сути, угловой шов рассматривается как часть таврового.
Для качественного соединения угловых или тавровых элементов, свариваемые плоскости следует расположить под одинаковым углом. Оптимальным является их сваривание «в лодочку». При соединении деталей разной толщины, угол наклона в сторону более толстой заготовке должен составлять порядка 60 градусов. В таком положении большая часть прогрева придется на толстую деталь, что позволит избежать сквозного прогорания тонкого металла.
В таком положении большая часть прогрева придется на толстую деталь, что позволит избежать сквозного прогорания тонкого металла.
Пространственное положение сварных швов.
Помимо вышеперечисленных видов соединений, сварные швы различаются и по своему пространственному расположению.
Наиболее простым и комфортными для сварщика является работа с соединениями, создаваемыми в нижнем положении. В этом случае достаточно просто контролировать направление шва и избегать растекания расплавленной массы. Как правило, с швами, свариваемыми в нижнем положении без особого труда может справиться даже сварщик, не имеющий большого опыта и квалификации.
Другие пространственные положения сварных швов, таких как вертикальные, горизонтальные и потолочные, требуют определенной технической подготовки и достаточной квалификации. Для качественного сваривания вертикальных, горизонтальных и потолочных швов необходимо выдерживать технологические нормы, прописанные для того или иного вида сварки.
Как правильно варить вертикальный шов?
Сложность сварки заготовок, находящихся в вертикальном положении заключается в том, что расплав под действием силы тяжести стекает вниз, не заполняя шва. Во избежание этого, необходимо удерживать конец электрод ближе к сварной ванне, используя короткую дугу. При работе с некоторыми марками электродов, их можно опирать на свариваемую деталь.
Предварительная подготовка кромок свариваемых элементов должна проводиться в зависимости от типа соединения и толщины деталей. Далее заготовки фиксируются в требуемом положении сварными швами-прихватками, не допускающими смещения элементов.
Правильно варить вертикальный шов можно как снизу вверх, так и наоборот. Более качественный шов получается при передвижении электрода снизу вверх. Сварка шва сверху вниз требует внимательного контроля сварной ванны, однако опытные сварщики используя эту схему работы могут получить неплохой результат.
Для начинающих сварщиков при соединении вертикальных швов допустима сварка с отрывом дуги. Этот метод более прост, так как при отрыве дуги металл остывает, не успевая стекать вниз. Схема движений электрода стандартная – из стороны в сторону петельками или снизу вверх.
Этот метод более прост, так как при отрыве дуги металл остывает, не успевая стекать вниз. Схема движений электрода стандартная – из стороны в сторону петельками или снизу вверх.
Как правильно варить горизонтальный шов?
Технологический регламент этого типа сварного соединения во многом схож с предыдущим. Для предотвращения стекания расплавленного металла рекомендуется увеличить скорость передвижения электрода, что уменьшает прогрев металла. Помимо того, можно кратковременно отрывать дугу, позволяя металлу остывать. Еще один метод – небольшое снижение сварочного тока. Для получения качественного шва следует применять один из указанных методов.
Как правильно варить потолочный шов?
Этот вид сварных соединений считается наиболее сложным и требует высокой квалификации и мастерства исполнителя. Для того чтобы правильно варить потолочный шов электросваркой необходим постоянный контроль сварной ванны. При создании соединения сварочный электрод удерживается под прямым углом к деталям, создавая короткую, но постоянную дугу. Рекомендуемая схема ведения электрода – круговые движения, расширяющие площадь шва.
Рекомендуемая схема ведения электрода – круговые движения, расширяющие площадь шва.
Финишная обработка сварных швов
Как правило, большинство сварных соединений требуют последующей обработки для удаления разбрызгавшегося расплава, окалины, шлака. Помимо того, нередко возникает необходимость выравнивания выпуклой поверхности шва.
При зачистке шва, в первую очередь, с использованием молотка и зубила удаляются с поверхности шва брызги, окалина и шлак. Далее, при необходимости, посредством углошлифовальной машины проводится выравнивание шва. Зернистость абразивного круга подбирается в зависимости от требуемого уровня гладкости шва.
В отдельных случаях сварной шов покрывается тонким слоем оловянного расплава.
Традиционная потолочная подсветка представляет собой люстру посередине комнаты, однако сейчас появились различные варианты для натяжных потолков.
При выполнении ремонтных работ мастера часто сталкиваются с необходимостью соединить различные металлические конструкции или их фрагменты.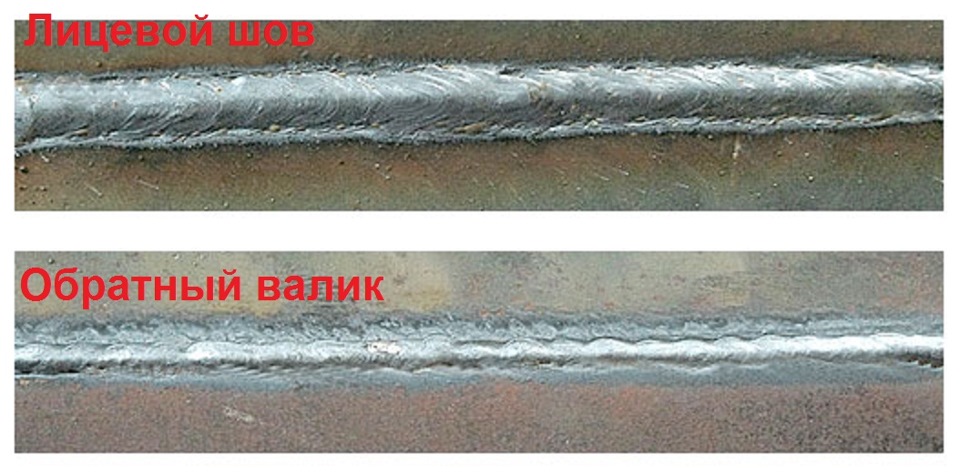 Из всех известных методов электросварка является наиболее популярным, потому что за короткий срок удаётся добиться нужного результата. Но так бывает у профессионалов, поэтому новичкам рекомендуется тщательно подготовиться к работе. Это означает изучить, как работает аппарат, какую силу тока использовать, а также какой тип электродов нужен в конкретной ситуации. Выбор делают исходя из химической структуры расходных материалов и вида обрабатываемой поверхности. Выбрать подходящий расходный материал поможет маркировка, которая у каждого элемента своя. При электросварке электрод также выбирают исходя из толщины деталей, которые нужно соединить.
Из всех известных методов электросварка является наиболее популярным, потому что за короткий срок удаётся добиться нужного результата. Но так бывает у профессионалов, поэтому новичкам рекомендуется тщательно подготовиться к работе. Это означает изучить, как работает аппарат, какую силу тока использовать, а также какой тип электродов нужен в конкретной ситуации. Выбор делают исходя из химической структуры расходных материалов и вида обрабатываемой поверхности. Выбрать подходящий расходный материал поможет маркировка, которая у каждого элемента своя. При электросварке электрод также выбирают исходя из толщины деталей, которые нужно соединить.
Во время сварки мастер может столкнуться с такой ситуацией, когда соединяемый конструкции находится в разных плоскостях. Сварка вертикальных швов, а также находящихся под углом или потолочных, усложняется из-за простых законов физики. Для соединения между деталями заливается особый сплав, который подвержен закону всемирного тяготения, поэтому он сразу же уходит вниз.
Особенности вертикальной сварки
Сварка удобна тем, что с помощью технологии можно соединить любые материалы, помимо металла. Специалисты соединяют конструкции из стекла, пластмассы и керамики. Как будет располагаться рубец, зависит от пространственного расположения краев соединяемых конструкций. Некоторые виды работ довольно простые даже для новичков. Например, соединение в нижнем положении. С ней справится даже домашний мастер без большого опыта работы. Но для остальных видов потребуется наличие определенных знаний и опыта.
Если требуется сварка вертикального шва, то необходимо учитывать тип соединения и толщину элементов. Исходя из этих параметров, подготавливается металл. Готовые конструкции фиксируют в удобном для работы положении и закрепляют небольшими стежками, чтобы они не смещались.
Вертикальные швы выполняются двумя методами: снизу вверх или в обратном направлении. Но в любой ситуации технология сварки отличается определёнными нюансами. Когда металл варится, то образуются жидкие капли, которые постоянно стремятся вниз, к земле. Это явление усложняет формирование шва.
Это явление усложняет формирование шва.
Поэтому следует придерживаться следующих правил:
- сплав должен застывать быстрее обычного. Такое возможно, если его капли будут минимального размера. Добиться необходимого эффекта удастся, когда мастер уменьшает длину электрической дуги и направляет электрод короткими движениями вверх и в сторону;
- чтобы получить качественные вертикальные швы необходимо работать снизу вверху. В этом случае соединяемые поверхности поднимаются дугой.
Выполнить сварку необходимо, не допуская зашлаковки, которая может произойти из-за неправильной подготовки конструкций. Полость между двумя конструкциями забивается, когда шов ложится неровно.
Расположение швов в пространстве
Техника сварки вертикальных швов предполагает уменьшение силы тока на 10-15%, от чего сократится объём расплавляемого металла. Опытные мастера настоятельно советуют быстро перемещать электрод, чтобы рубец получился качественным.
Сварку также рекомендуется выполнять короткой дугой, то есть максимально близко поднести электрод к обрабатываемой поверхности. Тогда металл быстрее переходит в иное состояние.
Сверху вниз
Когда варят вертикальный шов при помощи электросварки способом сверху вниз, то электрод должен быть расположен перпендикулярно к конструкции. После розжига, не меняя положения, прогревают металл. После чего электрод опускают и выполняют сварку в этом положении. Жидкая ванна должна находиться перед соединяющим аппаратом, благодаря чему капли не упадут вниз.
Вертикальная сварка электродом не отличается популярностью, поскольку неудобна и требует от мастера постоянного контроля над вертикальным сплавом. Но если приложить терпения и потрудиться, то можно добиться поставленной задачи.
Снизу вверх
Задумываясь, как правильно варить вертикальный шов электросваркой, следует учитывать несколько моментов. Работа начинается с подготовки металла. Сначала выполняют разделку кромок и соединяют их «прихватками».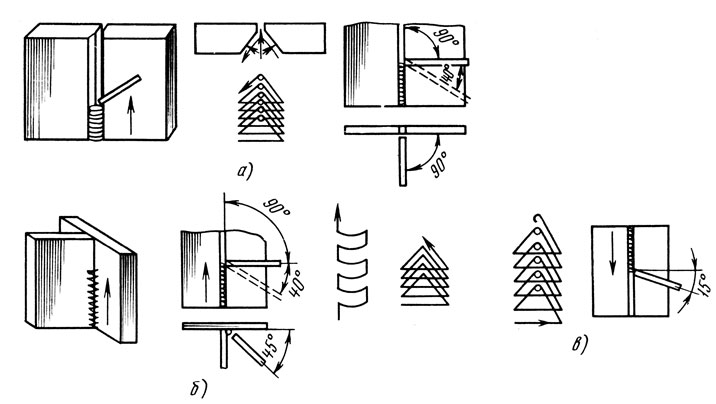 Тогда под воздействием аппарата части не сдвинутся с места.
Тогда под воздействием аппарата части не сдвинутся с места.
При подготовке обязательно учитывают тип соединения и толщину обеих конструкций. Работая по вертикали, удаётся создать качественное место соединения. Ведь в этом случае жар от аппарата толкает расплавленный материал вверх, не позволяя ему опускаться.
Чтобы этого добиться, электрод должен располагаться практически вплотную к обрабатываемым поверхностям. Если качество расходного материала позволяет, и он не залипает, то мастера предпочитают даже дотрагиваться им до деталей.
Создание потолочного шва
Сварка потолочных швов может привести в недоумение неопытных специалистов, поскольку работа выполняется из неудобного положения. Капли раскаленного материала могут сорваться с потолка прямо на пол или каску мастера. В этом случае электрод располагается перпендикулярно к обрабатываемой поверхности.
Специалист совершает им круговые или вертикальные движения с небольшой скоростью, чтобы улучшить сварку. В таких случаях электрическая дуга бывает короткой, иначе могут образоваться подрезы.
В таких случаях электрическая дуга бывает короткой, иначе могут образоваться подрезы.
Сварочный шов образуется по вышеописанному принципу, то есть, материал должен затвердевать максимально быстро. Поэтому для этого вида работ используются электроды с очень тугоплавким покрытием. Потолочное соединение отнимает больше сил и внимания, поэтому начинать постижение сварочных дел с него не стоит. Даже с инвертором прибегать к этому вертикальному соединению конструкций следует в крайних случаях, если нет возможности расположить детали по-другому.
Движение электродов при выполнении проходов
В вертикальном положении рабочая часть аппарата находится перпендикулярно к обрабатываемой поверхности. Как только она слегка расплавляется, и образуются первые капли, то его наклоняют вниз и продолжают одновременно плавить края. Инструмент постепенно подаётся вперёд и образуется короткая дуга, которая благодаря кончику препятствует стеканию капель металла.
Во время электродуговой сварки инструмент отводит расплавленные массы в сторону и вниз. Благодаря чему потихоньку образуется ровное и прочное соединение. Когда соединение конструкций происходит снизу вверх или сверху вниз, мастера придают электроду поперечные колебательные движения. При этом они выбирают такой путь, где передвижение происходило бы без перегрева и длительной задержки на одном месте.
Благодаря чему потихоньку образуется ровное и прочное соединение. Когда соединение конструкций происходит снизу вверх или сверху вниз, мастера придают электроду поперечные колебательные движения. При этом они выбирают такой путь, где передвижение происходило бы без перегрева и длительной задержки на одном месте.
Когда детали соединяются сверху вниз, то необходимо уменьшить размер капель жидкого металла. Поэтому отдают предпочтение электроду с наименьшим диаметром. В процессе сварки разворот электрода способствует образованию качественного шва, как и правильное поддержание расстояния от кончика аппарата до поверхности и постепенное увеличение/уменьшение дуги.
Слишком длинное расстояние приведет к окислению и азотированию расплавленного материала, а также образованию брызг капель вокруг. К тому же по структуре место соединения получится пористым. Правильное расстояние от поверхности до аппарата гарантирует красивое, ровное качественное место стыка.
Для этого электрод необходимо перемещать в 3 основных направлениях – поступательном, продольном и поперечном.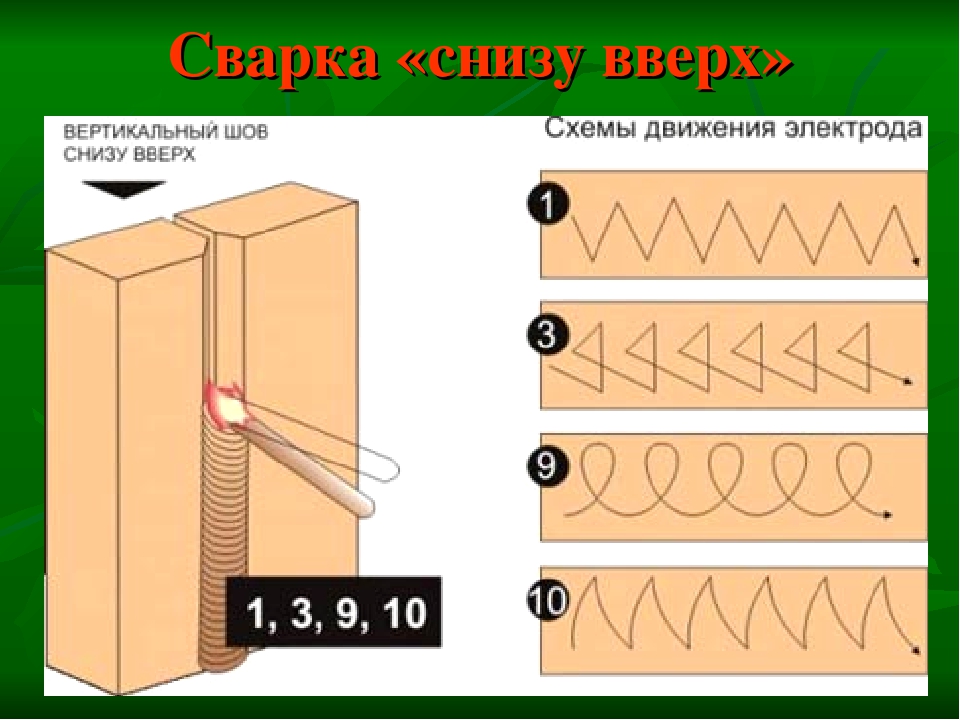 Если выбрать правильное поперечное движение, то соединение получится необходимой ширины. Все передвижения выполняются попеременно при соединении двух частей в одну большую, а вместе они образуют сложную траекторию.
Если выбрать правильное поперечное движение, то соединение получится необходимой ширины. Все передвижения выполняются попеременно при соединении двух частей в одну большую, а вместе они образуют сложную траекторию.
Финишная обработка
Практически все изделия, которые были соединены при помощи электродов, требуют заключительной обработки. Так как на рабочей поверхности могут остаться брызги сплава, окалины и даже шлак. Всё это следует удалить, чтобы получилось использовать соединённые части по назначению.
В некоторых случаях возникает необходимость в выравнивании выпуклой поверхности шва. Чтобы придать привлекательный вид соединённой части, мастеру следует взяться за молоток и зубило. Именно этими инструментами удаляются брызги металла, окалины и шлаки. Молотком следует наносить несильные удары.
Затем применяется углошлифовальная машина, которой выравнивается место соединения. С какой зернистостью выбрать абразивный круг, зависит от того, насколько гладкой должна получиться обрабатываемая поверхность.
После удаления с конструкций выступов и застывших капель, окалин, ещё раз необходимо хорошенько осмотреть полученную конструкцию. При контрольном осмотре обращают внимание на прожог металла, трещины и другие дефекты. Если они обнаружены, то работа была выполнена недобросовестно. Чтобы исправить недостатки, необходимо устранить их около места соединения, пока не произошел окончательный разлом соединенных частей.
Для этого поверхность зачищают, используя подходящие инструменты. Только после этого переходят к обновлению соединенных конструкций. При этом все манипуляции следует выполнять лишь в тех местах, где присутствует брак. Поэтому удастся сэкономить время и не переделывать всю работу заново.
Безопасность во время работы
Сварочные работы довольно опасны, особенно для новичков, которые не разбираются в нюансах и особенностях дела. Поэтому, когда что-то необходимо сваривать, любые конструкции из разных металлов, следует подумать о собственной безопасности и окружающих.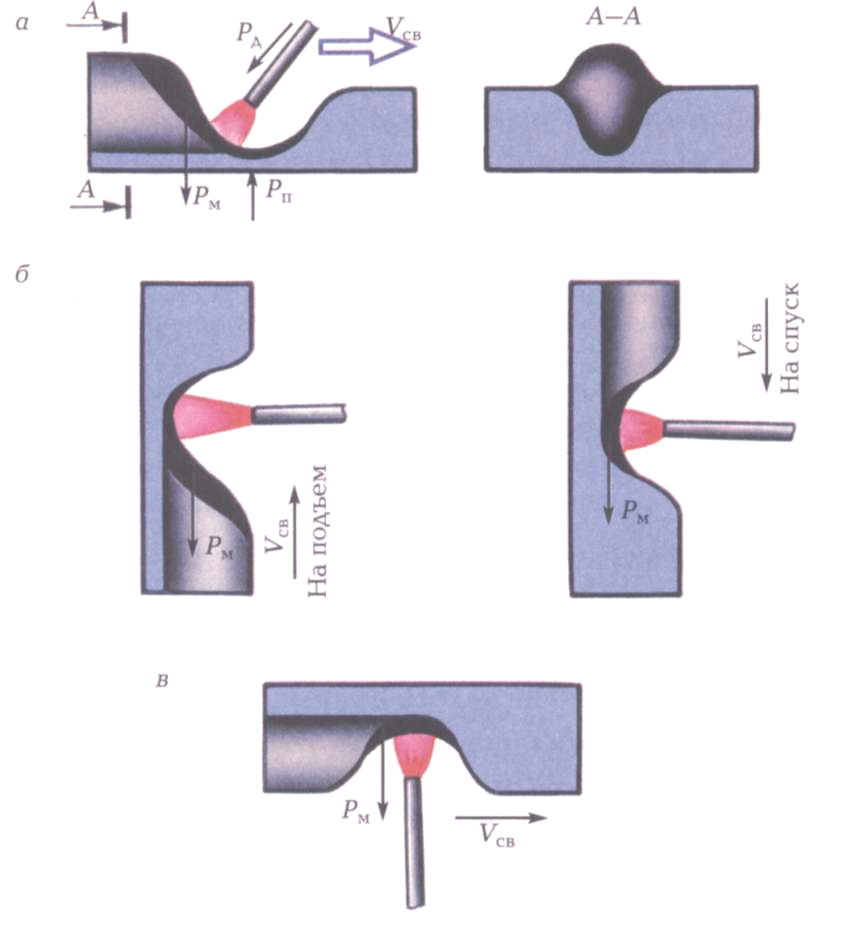 Они гласят, что вертикальный процесс проводится в специальных перчатках, поверх которых надевают грубые рукавицы.
Они гласят, что вертикальный процесс проводится в специальных перчатках, поверх которых надевают грубые рукавицы.
Мастер должен быть облачен в защитную одежду, состоящий из каски и специальной обуви с робой. Учитывая пожароопасность сварки, требуется запастись подручными средствами для тушения пожара, вроде огнетушителя или ящика с песком. Помня о таких простых правилах, новичок не причинит вред себе, а также качественно соединит две части в одну.
Рекомендуем также к прочтению:
Как правильно варить вертикальный шов
В этой статье мы рассмотрим основные методики варки вертикальных швов, а также расскажем, с помощью какого оборудования проще выполнить такую работу.
Сварка вертикальных швов более сложна в технологическом плане, чем работа в горизонтальной плоскости. Расплавленный металл очень текуч и под воздействием гравитации просто оплывает вниз.
Проблемы вертикального сваривания
Сварочный процесс заключается в расплавлении металла деталей, которые соединяются между собой после остывания. С горизонтальными видами сварки все просто, главное — научится поджигать дугу и правильно вести шов. Но как быть с вертикальными видами? Под воздействием притяжения металл постоянно течет и очень непросто контролировать сварочную ванну. В итоге получаются неровные соединения, сформированные каплями и подтеками.
С горизонтальными видами сварки все просто, главное — научится поджигать дугу и правильно вести шов. Но как быть с вертикальными видами? Под воздействием притяжения металл постоянно течет и очень непросто контролировать сварочную ванну. В итоге получаются неровные соединения, сформированные каплями и подтеками.
При сварке в вертикальном положении возможны такие проблемы, как непровар металла или, наоборот, подрезка. Они возникают вследствие выбора не соответствующего по силе тока. При непроваренном металле расплав разбрызгивается вокруг и растекается по поверхности. Подрезка образуется в виде канавки в шве, когда слишком мощная дуга вырезает материал из зоны сварки. Еще одна проблема вертикального шва образуется при длительной задержке дуги на одной точке. Сварочная ванна как бы «выпадает», образуя прожоги в заготовках. Каким образом можно избежать брака в соединении при вертикальном сваривании и что за приемы подойдут в таком случае?
Инвертор или полуавтомат
Инвертор с функцией ММА — это та же ручная дуговая сварка, но работающая по другому принципу, в отличие от трансформаторной. При этом используется покрытый плавящийся электрод. Полуавтомат варит за счет расплавления проволоки, подающейся в зону сварки. Такие аппараты позволяют создавать более качественные швы, так как нет брызг расплавленного металла, а импульс, по сути, вбивает каждую точку в соединение. Так чем же лучше варить вертикальный шов? В любом случае для начинающего сварщика потребуется практика в работе с одним из этих приборов. Без опыта сразу сделать качественное соединение вряд ли получится.
Инверторная ручная сварка требует большего внимания к процессу и контроля движения электрода. При неправильно выбранном положении держателя и угла наклона возникнет брак. Варить нужно с отрывом, создавая эффект точечной сварки. При этом металл будет разбрызгиваться и растекаться по поверхности изделия. Только при наличии большой практики будет получаться качественный шов. Полуавтомат также требует тщательного контролирования сварочного процесса. Здесь тоже важны и выбранные положения держателя, и техника сварки. При использовании защитного газа в полуавтоматической сварке уменьшается количество брызг и подтеков, но такое соединение будет дороже по себестоимости. Главное преимущество в том, что можно уменьшить скорость подачи проволоки, а значит замедлить процесс перегрева металла. В итоге, при должной практике с полуавтоматическим сварочным аппаратом можно уменьшить стекание расплава вниз. Для подобного эффекта с использованием ручной сваркой используют специальные электроды, ускоряющие кристаллизацию металла.
При использовании защитного газа в полуавтоматической сварке уменьшается количество брызг и подтеков, но такое соединение будет дороже по себестоимости. Главное преимущество в том, что можно уменьшить скорость подачи проволоки, а значит замедлить процесс перегрева металла. В итоге, при должной практике с полуавтоматическим сварочным аппаратом можно уменьшить стекание расплава вниз. Для подобного эффекта с использованием ручной сваркой используют специальные электроды, ускоряющие кристаллизацию металла.
Многие сварщики рекомендуют при сварке вертикальных швов использовать полуавтомат, который позволяет получить качественное соединение. Но, при отсутствии такого аппарата, с использованием должной техники работы можно получить качественное крепление по прочности и с обычной ручной сваркой.
Технология сварки вертикальных швов
Главное правило — вертикальные швы наиболее приемлемо накладывать снизу вверх! В таком положении дуга будет как-бы подталкивать сварочную ванну и не позволять ей стекать вниз. А также такое положение способствует упору капли расплавленного металла в нижний, уже застывший, шов.
А также такое положение способствует упору капли расплавленного металла в нижний, уже застывший, шов.
Особенности ручной сварки
При работе с ручной сваркой нужно выполнять некоторые особенные требования.
При сварочных работах с вертикальными швами нужно установить ток немного ниже, чем обычно. Это способствует образованию меньшего количества тепла, а, значит, металл будет не так быстро растекаться. Для того, чтобы избежать интенсивного стекания расплава вниз, нужно выдерживать более короткую дугу. Держатель с электродом располагают так, чтобы кончик стержня смотрел вверх и немного в сторону. Шов ведут постепенно с поперечными поступательными движениями. Лучше всего двигаться зигзагом или елочкой. Наиболее качественным получиться соединение, сваренное с отрывом. Когда электрод удаляют и приближают к поверхности изделия.
Если у Вас мало опыта в таком виде работ, лучше всего поэкспериментировать отдельно от изделия, выбрав оптимальную силу тока и скорость ведения шва, и только тогда приступать к основной работе.
Сварка полуавтоматом
Рекомендации по тому, как варить вертикальные швы полуавтоматом, немного отличаются от ручного аналога.
Если толщина металла изделия до 3 миллиметров, то сварку лучше всего вести сверху вниз. При деталях со стенками от 3 мм и более шов ведут наоборот, снизу вверх. Горелку полуавтомата располагают под углом в 45 градусов к поверхности. Ток нужно снизить, как и скорость подачи проволоки (процесс плавления происходит быстрее, чем при ручной варке).
При сварке вертикальных швов полуавтоматом, нужно руководствоваться тремя главными правилами: выдержать нужную длину дуги (короче), обеспечить равномерное движение держателя и установить нужный угол к свариваемым поверхностям.
Безопасность при вертикальной сварке
Сварочное оборудование довольно травмоопасное, но, кроме общих правил по безопасной работе (защита зрения, электробезопасность и прочие), существуют некоторые требования и при выполнении различных видов швов. Техника безопасности при сварке вертикальных швов, в силу того, что металл стекает и разбрызгивается вниз, особое внимание уделяет защите от этого фактора. Чтобы избежать попадания горячего материала на одежду, нужно выбрать правильное положение, лучше всего — немного в стороне от опасной зоны. Также не стоит работать лежа под местом сварки. Обязательно стоит тщательно подойти к снаряжению. Для сварки нужно использовать огнестойкие перчатки, закрывающие руки. И, конечно, обеспечить полную защиту всего тела от попадания расплава на кожу.
Часто вертикальные швы приходится варить в ограниченном пространстве (например, под автомобилем), в таком случае нужно обеспечить надежную вентиляцию и приток свежего воздуха. Особенно, если используется защитный газ (аргон или углекислый).
Также не стоит забывать и об электробезопасности.
Как варить потолочный шов электросваркой
Применение сварочных соединений при сборке металлоконструкций считается самым несложным и надежным методом их монтажа не только в индустрии, но и в быту. Ясно, что для освоения приемов электросварки частнику нужно будет не только пройти курс особого обучения, но и взять определенные практические навыки.
Для тех, кто хотя бы частично владеет этими приемами сварки, мы предлагаем ознакомительную статью, посвященную изюминкам формирования потолочного шва, подготовка которого требует от исполнителя особенного внимания и аккуратности. И вправду, при сварке шва, к примеру, на потолке гаража, днище автомобиля либо в любом другом месте, подготавливаемое соединение находится конкретно над головой сварщика, чем и разъясняется требование особенной внимательности к проведению всех рабочих операций. Благодаря этого, перед тем как варить потолочный шов электросваркой нужно ознакомиться с изюминками операций по его формированию в тех либо иных условиях.
Особенности техники формирования швов
Сложность подготовки потолочных швов разъясняется тем, что на протяжении сварки расплавленный металл за счет собственного веса может стекать вниз, а это формирует определенную угрозу исполнителю работ (получение ожога открытых частей тела, в частности). Вот из-за чего умелые эксперты в аналогичных обстановках пользуются особыми приемами сварки, снабжающими соблюдение требований техники безопасности.
Для понимания всех тонкостей процедур по подготовке потолочных швов, в первую очередь, направляться ознакомиться с основными требованиями, предъявляемыми к технике исполнения работ аналогичного класса. В ходе исполнения сварочных операций должны быть выполнены следующие обязательные условия:
- сварка может производиться лишь ручным методом;
- для образования соединения используются так именуемые покрытые электроды;
- сваривание должно производиться в режиме «маленькой дуги» с применением электродов не более O 4 мм;
- при подготовке шва чтобы не было растекания металла электрод направляться держать легко отведенным в сторону;
- ширина подготавливаемого шва не должна быть больше двойной толщины электрода;
- чтобы не было образования газов, снижающих уровень качества шва, применяемые электроды должны быть совсем сухими;
- сварка обязана вестись по направлению «на себя», что разрешает подбирать оптимальный темп продвижения, и отслеживать уровень качества образующегося шва;
- для получения прочного и надежного соединения края свариваемых поверхностей либо заготовок перед тем как приступить к работам шепетильно зачищаются, а по окончании работ с них в обязательном порядке удаляются застывшие остатки сварки.
При работе с заготовками большей толщины (порядка 1 см и более) сварка обязана выполняться в пара проходов. При самом первом проходе употребляется электрод диаметром не более 3 мм; все последующие операции проводятся электродом O 4 мм.
Очень обратим ваше внимание на то, что потолочные швы бывают не только горизонтальными, но и смогут иметь определенный уклон, варьируемый в пределах от 10 до 80 градусов (так именуемое полупотолочное соединение). В этом случае для формирования наклонного шва может использоваться как ручная, так и автоматическая сварка с применением всё тех же покрытых электродов.
Подготовка соединения встык
Перед тем как заделать потолочные швы посредством электросварки нужно иметь хоть какое-то представление о видах сварных соединений, различающихся по методу их образования. Потому, что количество статьи не разрешает изучить любой из этих видов, то мы ограничимся рассмотрением самого несложного из них, в частности – так именуемого соединения «встык».
Указанное соединение сваривается, в большинстве случаев, за пара проходов, реализуемых в таковой последовательности:
- Сперва формируется так называемый корневой валик либо корень шва. При потолочной сварке он выполняется посредством электрода O 3 мм, который ведется вдоль шва известным методом, именуемым «лестница». Величина выставляемого на сварочном аппарате тока выбирается наряду с этим в диапазоне между минимальным и средним значениями (речь заходит о величинах, заложенных в технических чертях самого агрегата).
- Второй и третий проходы выполняются электродами O 3?4 мм. Сила тока наряду с этим выбирается средней либо ближе к большой. С целью недопущения образования «горбатостей» сварка ведется с задержкой на краях валика с проходом по кромке заготовки и предстоящим переходом к следующей кромке по способу «лестница».
- Все последующие слои валика формируются в виде наплавки (без каких-либо отклонений от линии сварки).
- Лицевой слой образуемого потолочного соединения должен смотреться так, дабы ширина незаполненной разделки не превышала значения 0,5?2 мм. При необходимости данный слой кроме этого возможно выполнен в пара проходов.
В случае исполнения всех вышеуказанных предписаний вы сможете взять качественное и надежное соединение. Более детально порядок его формирования возможно будет изучить на видео, прикладываемом к материалам данной статьи.
Безопасность сварочных работ
Требования к безопасности сварочных работ при оформлении потолочного шва выглядят следующим образом:
- Все работы должны производиться в хорошо просушенном помещении, влажность воздуха в котором не должна быть больше упомянутой в нормативах величины.
- На открытых пространствах не допускается проведение сварочных работ на протяжении снегопада либо грозы.
- Сварочные работы должны производиться лишь в предназначенной для этих целей одежде со особым защитным покрытием и в маске.
- В ходе работ неиспользуемое оборудование в обязательном порядке должно отключаться от электросети.
- Для сварки должны употребляться лишь хорошо изолированные провода.
Видео
В этом видеоролике продемонстрирован процесс сварки потолочного шва. Не смотря на то, что комментарии идут на английском языке, то, что продемонстрировано на экране не испытывает недостаток в дополнительном объяснении:
Технология сварки потолочного шова рекомендации по технике безопасности
Сварка потолочных швов
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Общие рекомендации при сварке потолочных швов
При сварке потолочных швов сварочный ток выше, чем при вертикальной сварке, и ниже (или равный), чем при горизонтальной. В основном применяется электрод диаметром 3; 4 мм. Угол наклона электрода по направлению сварки (рис. 59) 80°-90°. Шлак, стекая вниз, под сварочный шов, не мешает вести сварку под прямым углом или «углом вперед», что позволяет в потолочном положении выполнять «нормальные» и «вогнутые» валики в разделке. Сварка ведется только короткой дугой.
Сварку стыковых соединений рекомендуется производить на себя, что позволяет хорошо наблюдать за длиной дуги, наклоном электрода по отношению к обеим кромкам изделия и формированием валика. Наблюдая за полнотой и формой валика, легче выбрать скорость сварки, способ манипулирования электродом и время задержки на краях сварочной ванны. При манипулировании электродом рекомендуется применять два способа: «лестницей» и «дугой вперед». Ширина валика и его полнота должны составлять 1-3 диаметра электрода с покрытием, что позволяет легко управлять жидким металлом. При чрезмерной ширине, полноте валика и чрезмерном сварочном токе, жидкий металл шва становится трудно управляемым, что приводит к подтекам, «горбатости» валика, грубым перепадам между чешуйками и подрезам по краям шва.
Наплавка в потолочном положении
При сварке в этом положении важен подбор сварочного тока. Если позволяет толщина изделия — производительней применять электрод диаметром 4 мм. Наплавку рекомендуется производить узкими, 1,5-2 диаметра электрода с покрытием, одиночными валиками, что позволяет применять средний диапазон сварочного тока. Первый валик рекомендуется положить шириной в 2-3 диаметра электрода с покрытием по границе наплавки методом «сварка на себя» (рис. 60). Последующие валики, со 2 по 5 и т.д., рекомендуется прокладывать слева направо или справа налево, в этом случае сварщику необходимо поменять свое положение по отношению к валикам. Наклон электрода при этом необходимо выдерживать под углом 70°-80° к изделию. В остальном техника наплавки та же, что и в нижнем положении.
Сварка стыковых соединений в потолочном положении
Корень шва
Корневой валик в зависимости от величины зазора и притупления кромок следует варить без манипулирования или с поперечными колебательными движениями по методу «лестница» электродом диаметром 3 мм на сварочном токе в диапазоне минимального или среднего значения. В зависимости от требований чертежа и техусловий сварку первого корневого валика можно выполнить по двум рекомендациям:
1) Если предусмотрена выборка и подварка обратной стороны корня шва, необходимо при проплаве в зазор все внимание обратить на формирование валика со стороны сварки. Валик должен быть без нависаний и подрезов. Лучше всего такой валик выполнить манипулированием электродом от кромки к кромке и задержками на них (рис. 61). Такой валик не потребует дополнительной выборки, и после зачистки от шлака и брызг сразу можно приступать к сварке второго валика.
2) Если необходимо в стыковом соединении сформировать обратный валик (без выборки и подварки обратной стороны корня шва), необходимо постоянное поступательное движение электрода вверх в зазор (на предельно короткой дуге), добиваясь при этом, чтобы сварочная дуга горела с обратной стороны (рис. 62). Электродный металл растекается в виде «фонтанчика»(зонтика). Это самый лучший вариант для формирования обратного валика. Все внимание на формирование обратного валика и при возможности скорость сварки выдерживать в зависимости от формирования валика снизу (во избежание чрезмерной выпуклости). Если корневой валик со стороны сварки получился «горбатым», обязательна механическая выборка до чистого металла по рисункам в предыдущих главах.
Заполнение разделки
Сварка второго и третьего валиков ведется в зависимости от ширины корневого валика электродом диаметром 3 мм на среднем-максимальном сварочном токе или диаметром 4 мм — в среднем диапазоне, достаточном для нормального сварочного процесса (рис. 63).
Чтобы избежать «горбатости» 2 и 3 валиков, очень важен момент задержки на краях валика, затем небольшой спуск по кромке изделия и после этого переход методом «лестница» на другую кромку «Нормальный» или «вогнутый» валик можно получить, так же используя скорость сварки, наклон электрода «углом вперед», величину шага чуть большую, чем при вертикальной сварке. Не рекомендуются валики большого объема, т.к. металл шва в жидком состоянии находится длительное время и стремится вниз, что приводит к чрезмерной выпуклости шва. 4-й и 5-й слои выполняются в зависимости от ширины предыдущего валика во всю ширину или в два валика. Последующие слои рекомендуется выполнять без колебательных движений в виде наплавки и при подходе к кромке оставлять расстояние между предпоследним валиком каждого слоя и кромкой не менее диаметра электрода (с покрытием). Последний валик каждого слоя выполнить по способу как второй и т.д.
Сварка лицевого слоя
Предпоследний слой в разделке должен быть выполнен так, чтобы незаполнение разделки было не более 0,5-2 мм. В зависимости от толщины металла и ширины лицевого слоя сварку можно выполнить в один или более проходов. При сварке в один проход при незаполненной разделке в 0,5-1 мм рекомендуется, во избежание излишней высоты шва, сварку производить методом «дугой вперед», подбирая шаг в зависимости от формирования валика. При глубине незаполненной разделки от 1 мм до 2 мм — методом «лестницей».
При сварке лицевого слоя в несколько проходов, как показано на рис. 63, 9-й и 10-й валики выполняются в зависимости от каждого конкретного случая с манипулированием или без него, «лестницей» или «дугой вперед». Валик 11 выполняется с манипулированием электродом так, чтобы соединить вершины боковых валиков любым из методов, подходящих в данной ситуации.
Техника выполнения швов в потолочном положение шва
Сварной шов потолочный
Во время сварки расплавленный металл удерживается от падения силой поверхностного натяжения. Именно поэтому нужно максимально уменьшать размер сварочной ванны. Для этого нужно периодически отводить электрод в сторону, чтобы металл успел слегка затвердеть.
Кроме того, ширина валиков уменьшается. Как правило, она составляет 2-3 ширины электрода. Обычно на потолочный сварной шов используются электроды диаметром не больше 4 мм. В момент удаления дуги иногда образуются подрезы. Задерживайте электрод на кромках, чтобы избежать этого.
Электрод обязательно должен быть сухой, иначе выделяемые газы могут попасть в сварной шов, снизив его качества. При сварке такой методикой уменьшаются испарения шлаков и газов из расплавленного металла. Поэтому потолочные сварочные швы имеют более низкие свойства металла, чем при сварке в других положениях.
Сварку на потолке рекомендуется проводить на себя, это позволит вам хорошо наблюдать за процессом, подбирать скорость и способ варки. Материалы толщиной выше 8 мм сваривают в несколько проходов. Корневой шов обычно выполняется электродом 3 мм, а последующие — 4 мм.
Важно знать! Перед сваркой соединяемые торцы должны быть обработаны и иметь фаску по ГОСТу 10948-64. После каждого валика следует тщательно удалять слой шлака. Сварочные допуски соединений описаны в ГОСТ 5264-80.
Способы варки потолочных швов
· Полумесяцем – электрод должен находиться под углом 90-130° к потолку. Колебательными движениями в форме полумесяца (зигзагами), беспрерывно заходят электродом на затвердевшую часть металла. Такой способ требует нескольких проходов, и является самым простым для новичков.
Способ сварки полумесяцем
· Лесенкой – электрод находится под углом 90-130° к потолку. Его подводят к потолку и зажигают дугу. Когда образуется расплавленный металл, электрод немного отводят (5-10 миллиметров) и возвращают назад, перекрывая засохший металл на 30-50% от её длины.
Обратно-поступательно – конец электрода постоянно возвращается назад, на затверделую часть металла, таким образом, постоянно удлиняя шов. Это самый трудный и трудоёмкий способ, но в тоже время он самый прочный.
Сварка в потолочном положении
Сварка происходит в несколько этапов, первый из них – проварка корня шва.
Используйте электрод диаметром 3 мм и силу тока минимального или среднего диапазона.
В зависимости от условий, сварку можно выполнить несколькими способами:
1. Если возможна выборка и подварка с обратной стороны, то при сварке следует обратить внимание на формирование валика с нижней стороны. Не должно быть нависаний и подрезов.
Лучше всего такой шов выполнить колебательными движениями от кромки к кромке, с задержкой на них. Таким образом, не потребуется дополнительная выборка, и после очистки соединения от сварки можно будет накладывать второй валик (читать далее Пластиковые потолки: особенности монтажа).
Потолочный сварочный шов
2. Если есть необходимость формирования валика с обратной стороны, нужно совершать постоянные поступательные движения электрода внутрь зазора на минимально короткой дуге. Добейтесь того, чтобы дуга горела с обратной стороны, тогда металл будет застывать в форме зонтика (читать далее Потолочная плита байкал).
Основное внимание при такой сварке должно быть сосредоточено на обратном валике.При возможности выдерживайте скорость сварки в зависимости от нижнего валика, чтобы не было сильной выпуклости. Если всё-таки внутренний валик получился слишком выпирающим, то необходима выборка до чистого металла.
Корень шва с обратной стороны
Сварка 2 и 3 валика происходит электродом 3 мм. на средне-максимальном токе, либо 4 мм. на среднем. Выбор зависит в зависимости от ширины первого валика. Чтобы не образовалось выпуклости, следует задерживаться на краях, затем немного смещать дугу по кромке и переходить лесенкой на другую кромку.
Если необходимо изменить форму валика при сварке, изменяйте скорость, наклоняйте электрод другим углом, увеличивайте величину шага.
Влияние угла наклона электрода на форму шва
Совет! Не делайте валики большой ширины, они будут давать подтёки и капать.
4 и 5 слой зависят от ширины предыдущих валиков – во всю ширину, или в 2 валика. Следующие слои выполняются в виде наплавки без колебательных движений. При подходе к кромке нужно оставлять расстояние диаметром электрода с покрытием, между предпоследним валиком и кромкой.
Как правильно варить потолочный шов — схема
Лицевой слой варится в углубление 0.5-2 мм.
В зависимости от толщины металла и ширины последнего слоя, может потребоваться несколько проходов.
При сварке в 1 проход и углублении предпоследнего слоя на 0.5-1 мм. необходимо производить сварку методом «вперед дугой». Шаг подбирайте в зависимости от формирования валика.
Если углубление от 1 до 2 мм, используйте метод «лесенкой».
При сварке в несколько проходов, боковые валики проходящие у кромки, в каждом случае варятся разными способами: с манипулированием или без него, лесенкой или дугой вперед. Последний валик по центру варится так, чтобы ровно соединить 2 боковых.
Подробная схема показана на картинке выше.
Не нашли то, что искали? Воспользуйтесь поиском:
Лучшие изречения: Студент — человек, постоянно откладывающий неизбежность. 10824 —
| 7386 — или читать все.188.64.169.166 © studopedia.ru Не является автором материалов, которые размещены. Но предоставляет возможность бесплатного использования. Есть нарушение авторского права? Напишите нам | Обратная связь.
Отключите adBlock!
и обновите страницу (F5)
очень нужно
Как сварить потолочный шов — особенности, техника, безопасность
Потолочный шов считается одним из самых трудновыполнимых сварочных соединений. Причина в том, что при сваривании этого соединения сварная ванна расположена вверх дном. Для такой обработки деталей нужна сноровка и точное следование технологии.
Последовательность действий и правила создания потолочного шва не должны быть нарушены во время работы. Потому что это не только ухудшит качество соединения, но также создаст угрозу травм от раскаленных капель металла.
Создавая потолочное соединение нужно придерживаться правил техники безопасности, а также использовать защитное снаряжение, особенно в районе рук и лица.
Особенности технологии
Подготовка перед формированием потолочного шва несколько отличается от подготовки перед обычной сваркой. В процессе сварки есть определенные сложности и опасности, к примеру, попадание расплавленного металла на кожу. Металл может стекать, капать.
Нужно знать, как это предотвратить. Сварщики, работающие с потолочными соединениями, знают несколько приемов, которые помогают избежать сложностей и травм.
До того, как приступить к работе, нужно изучить все технические требования к процессу. Есть ряд условий, выполнение которых обязательно. Знание этих условий особенно важно для новичков.
Итак. Как при любом другом сваривании кромки деталей должны быть очищены перед обработкой. Зачистка от пятен, заусенцев и обезжиривание никогда не должны игнорироваться.
Формирование потолочного шва должно проходить при помощи полуавтоматического оборудования либо аппарата РДС. Тип электродов – покрытый.
Это благоприятно повлияет на качество полотна. Диаметр электрода не должен превышать четыре миллиметра, при этом он должен быть уже ширины соединения.
Также необходимо следить за сухостью электрода. Их покрытие при повышенной влажности может лопаться, ухудшая проводимость и, как следствие, качество соединения.
Длина дуги – короткая. Это важно при сварке потолочных швов, поэтому стоит постараться не переходить на среднее значение.
Если сваривание происходит в режиме РДС, то предупредить растекание металла можно, если отводить электрод немного в сторону.
Формирование потолочного соединения происходит по технологии «на себя». Это помогает создать необходимый темп работы, следя при этом за качеством создания соединения.
В случае, если нужно варить детали, толщина которых превышает один сантиметр, сварка происходит поэтапно. Сначала применяется электрод значение диаметра которого не выше трех миллиметров. В дальнейшем берется четырех миллиметровая модель.
Потолочный шов – это работа не только в горизонтальной плоскости. Под определение этого термина попадают также швы под уклоном 10-80 градусов.
В таких случаях тоже возможно применение ручной или полуавтоматической аппаратуры, а также сварка покрытыми электродами.
Советы новичкам
Основной особенностью этого типа соединений является перевернутая сварочная ванна. Расплавленный металл удерживается силой натяжения, поэтому соблюдение требуемых размеров ванны очень важно.
При сварке стоит время от времени отводить край электрода немного в сторону. Это позволит металлу немного остыть, закрепиться.
Такая методика убережет от потеков и защитит полотно от трещин.
Методы сварки
Существует три основных способа сварки потолочного шва: полумесяц, лесенка и «обратно-поступательный».
Формируя шов первым методом, электрод располагается под углом к поверхности детали. Угол колеблется от 90 до 140 градусов по дуге. Благодаря таким движениям рабочий элемент переходит от одной кромки стыка к другой.
При втором способе размещение электрода схоже с полумесяцем. Однако движение происходит иначе: расходный элемент отводится от расплавленного металла в сторону, возвращается, снова отводится.
Сварка третьим способом происходит, когда на протяжении всего процесса работы электрод возвращается на некоторое расстояние обратно, к застывшему металлу.
Если сварку проводит новичок, то лучше применить способ полумесяца. Он более прост. Лесенка и обратно-поступательный метод требуют больше сноровки и времени.
Да, они создают более качественное соединение, однако не каждый справится со сваркой такими методиками.
Процесс работы
Вначале всегда идет подготовка. Рабочая зона зачищается при помощи металлической щетки или шлифмашинки, поверхность металла обезжиривается.
Электродом модели в три миллиметра формируется корень шва. Он выглядит как созданный из расплавленного металла валик. При необходимости создания валика с другой стороны детали, в стыке оставляется зазор.
Точечными бросками электрод помещается внутрь этого зазора. Здесь важно проследить, чтобы дуга горела стабильно. После формирования, корень нужно зачистить от шлаков и отрегулировать его выпуклость.
Дальше процесс создания соединения происходит электродами с диаметром около четырех миллиметров.
Советы по соблюдению техники безопасности
Техника безопасности – главный часть выполнения любой работы. Сварка потолочного шва требует ее соблюдения в полной мере, ведь это достаточно опасное занятие. Приступая к свариванию такого соединения, нужно помнить о нескольких правилах.
Сварщик должен быть в специальном рабочем костюме. Его лицо должно быть закрыто маской, глаза защищены очками, а кисти рук – перчатками. Недопустимо наличие обнаженных участков кожи.
Сварка проводится только в сухом пространстве с оптимальной температурой. Нельзя проводить работы при непогоде, повышенной влажности воздуха, порывах ветра или сквозняках.
В экстремальных условиях могут работать только достаточно квалифицированные мастера.
В случае приостановки процесса сваривания, нужно выключить аппаратуру и изолировать провода от случайных воздействий.
Заключение
Формирование потолочного шва требует вложения сил, времени и энергии. Новичку выполнить его сразу фактически невозможно.
Чтобы получить доступ к таким работам требуется повышенный уровень знаний, владения оборудованием и изучение всех деталей создания потолочного соединения.
Нужна подготовка и тренировки. Браться за такое дело без достаточного багажа знаний и умений лучше не стоит. Но каждому сварщику, выполняющему такой шов, нужно в любом случае соблюдать правила и технику безопасности.
Это нужно для сохранения собственного здоровья.
Как варить потолочный шов. Общие рекомендации по технике безопасности. Технология сварки. Корень шва, заполнение разделки и лицевой слой
Сварка потолочных швов
Потолочный шов является наиболее трудным типом сварки, так как сварочная ванна находится вверх дном. Если не выполнять особые действия, во время его выполнения возможны подтёки раскаленного металла.
Также важно соблюдать технику безопасности при выполнении этого шва, ведь любая капля может попасть вам в лицо, уши, шею или обувь. В видео вы найдете ответы на некоторые вопросы.
В промышленном производстве такой способ сварки почти исключен, за счёт изменения положения деталей. Однако любой сварщик должен уметь варить потолок. Сварка в потолочном расположении часто используется при строительно-монтажных работах и создании трубопроводов, а также в судостроении.
Общие рекомендации по технике безопасности
- Исключите любую возможность поражения током при сварке. Провода должны быть изолированы. Во время простоя выключайте сварочный аппарат.
- Не работайте под дождем или снегом. Сварка во влажных помещениях требует большого опыта.
- Пользуйтесь спецодеждой для защиты глаз и поверхностей тела. Обязательно наличие сварочной маски и очков (для удаления шлака). Поверхность тела должна быть полностью закрыта плотной заправленной одеждой.
- Соблюдайте взрыво- и пожаробезопасность.
Технология сварки потолочного шва
Для начинающих сварщиков будет полезно ознакомиться с общим видео уроком по ручной дуговой сварке :
Общие рекомендации
Сварной шов потолочный
Во время сварки расплавленный металл удерживается от падения силой поверхностного натяжения. Именно поэтому нужно максимально уменьшать размер сварочной ванны. Для этого нужно периодически отводить электрод в сторону, чтобы металл успел слегка затвердеть.
Кроме того, ширина валиков уменьшается. Как правило, она составляет 2-3 ширины электрода. Обычно на сварочный шов используются электроды диаметром не больше 4 мм. В момент удаления дуги иногда образуются подрезы. Задерживайте электрод на кромках, чтобы избежать этого.
Электрод обязательно должен быть сухой, иначе выделяемые газы могут попасть в сварной шов, снизив его качества. При сварке такой методикой уменьшаются испарения шлаков и газов из расплавленного металла. Поэтому сварочные швы в потолке имеют более низкие свойства металла, чем при сварке в других положениях.
Сварку на потолке рекомендуется проводить на себя, это позволит вам хорошо наблюдать за процессом, подбирать скорость и способ варки. Материалы толщиной выше 8 мм сваривают в несколько проходов. Корневой шов обычно выполняется электродом 3 мм, а последующие — 4 мм.
Важно знать! Перед сваркой соединяемые торцы должны быть обработаны и иметь фаску по ГОСТу 10948-64. После каждого валика следует тщательно удалять слой шлака. Сварочные допуски соединений описаны в ГОСТ 5264-80.
Способы варки потолочных швов
- Полумесяцем – электрод должен находиться под углом 90-130° к потолку. Колебательными движениями в форме полумесяца (зигзагами), беспрерывно заходят электродом на затвердевшую часть металла. Такой способ требует нескольких проходов, и является самым простым для новичков.
- Лесенкой – электрод находится под углом 90-130° к потолку. Его подводят к потолку и зажигают дугу. Когда образуется расплавленный металл, электрод немного отводят (5-10 миллиметров) и возвращают назад, перекрывая засохший металл на 30-50% от её длины.
Обратно-поступательно – конец электрода постоянно возвращается назад, на затверделую часть металла, таким образом, постоянно удлиняя шов. Это самый трудный и трудоёмкий способ, но в тоже время он самый прочный.
Сварка в потолочном положении
Сварка происходит в несколько этапов, первый из них – проварка корня шва.
Корень шва
Используйте электрод диаметром 3 мм и силу тока минимального или среднего диапазона.
В зависимости от условий, сварку можно выполнить несколькими способами :
- Если возможна выборка и подварка с обратной стороны, то при сварке следует обратить внимание на формирование валика с нижней стороны. Не должно быть нависаний и подрезов.
Лучше всего такой шов выполнить колебательными движениями от кромки к кромке, с задержкой на них. Таким образом, не потребуется дополнительная выборка, и после очистки соединения от сварки можно будет накладывать второй валик (читать далее Пластиковые потолки: особенности монтажа).
Потолочный сварочный шов
- Если есть необходимость формирования валика с обратной стороны, нужно совершать постоянные поступательные движения электрода внутрь зазора на минимально короткой дуге. Добейтесь того, чтобы дуга горела с обратной стороны, тогда металл будет застывать в форме зонтика (читать далее Потолочная плита байкал).
Основное внимание при такой сварке должно быть сосредоточено на обратном валике. При возможности выдерживайте скорость сварки в зависимости от нижнего валика, чтобы не было сильной выпуклости. Если всё-таки внутренний валик получился слишком выпирающим, то необходима выборка до чистого металла.
Корень шва с обратной стороны
Заполнение разделки
Сварка 2 и 3 валика происходит электродом 3 мм. на средне-максимальном токе, либо 4 мм. на среднем. Выбор зависит в зависимости от ширины первого валика. Чтобы не образовалось выпуклости, следует задерживаться на краях, затем немного смещать дугу по кромке и переходить лесенкой на другую кромку.
Если необходимо изменить форму валика при сварке, изменяйте скорость, наклоняйте электрод другим углом, увеличивайте величину шага.
Влияние угла наклона электрода на форму шва
Совет! Не делайте валики большой ширины, они будут давать подтёки и капать.
4 и 5 слой зависят от ширины предыдущих валиков – во всю ширину, или в 2 валика. Следующие слои выполняются в виде наплавки без колебательных движений. При подходе к кромке нужно оставлять расстояние диаметром электрода с покрытием, между предпоследним валиком и кромкой.
Как правильно варить потолочный шов — схема
Лицевой слой
Лицевой слой варится в углубление 0.5-2 мм.
В зависимости от толщины металла и ширины последнего слоя, может потребоваться несколько проходов.
При сварке в 1 проход и углублении предпоследнего слоя на 0.5-1 мм. необходимо производить сварку методом «вперед дугой». Шаг подбирайте в зависимости от формирования валика.
Если углубление от 1 до 2 мм, используйте метод «лесенкой».
При сварке в несколько проходов, боковые валики проходящие у кромки, в каждом случае варятся разными способами: с манипулированием или без него, лесенкой или дугой вперед. Последний валик по центру варится так, чтобы ровно соединить 2 боковых.
Подробная схема показана на картинке выше.
В заключение стоит добавить, что не стоит заниматься сваркой потолка без опыта. Это достаточно трудное дело, требующее определенных знаний и навыков, которые приходят со временем. Начинайте сварку с более простых видов соединений.
Как отремонтировать стыки стен и потолка | Home Guides
Из гипсокартона получаются плоские, ровные стены, которыми восхищаются многие домовладельцы, но выделяются плохо проклеенные швы. Если у ваших стен проклеенные швы неплотные, деформированные или непривлекательные по другим причинам, вы можете удалить старую ленту и начать заново. Если стены выкрашены в глянцевую краску, перед тем, как снимать ленту, надрежьте ее канцелярским ножом по краям старых проклеенных швов. Глянцевая краска может отслаиваться по стене, оставляя еще больший беспорядок.
Вдавите кончик канцелярского ножа в гипсокартон на краю плинтусов и другой декоративной накладки, если таковая имеется.Проведите ножом по краю молдинга, сделав неглубокий надрез в гипсокартоне. Лента на шов гипсокартона обычно накладывается перед установкой молдинга. Обрезка ленты по краю молдинга позволяет оторвать старую ленту, не отрывая обшивку.
Разложите салфетки по периметру комнаты или там, где вы ремонтируете стыки гипсокартона. Наденьте защитные очки или другой вид защиты глаз, а также респираторную маску или респиратор.
С помощью шпателя ослабьте старую ленту гипсокартона на концах швов.
Возьмитесь за свободный конец ленты и вытяните ее из стены или потолка. Во многих случаях лента отклеивается одним длинным участком. Если лента порвалась, ослабьте концы и продолжайте стягивать ленту, пока не станут видны швы между листами гипсокартона.
Отшлифуйте шероховатые участки, где вы удалили ленту, с помощью мелкозернистой шлифовальной губки. Уменьшите толщину старой штукатурки гипсокартона вдоль швов, насколько это возможно, но не шлифуйте до исходного бумажного покрытия на гипсокартоне.Если вы шлифуете большую площадь, закройте рот и нос банданой или респиратором.
Вытирайте пыль со стен или потолка сухой тряпкой.
Измерьте длину первого стыка гипсокартона, который вы будете переплетать. Отмерьте кусок ленты для швов гипсокартона до этой длины и отрежьте ножницами. Таким образом отрежьте каждый кусок ленты.
Откройте ведро объемом 5 галлонов с герметиком для швов гипсокартона. Шовный состав часто называют грязью. Удалите половину грязи из ведра и поместите его в пустое ведро.Закройте одно из ведер.
Добавьте 1 стакан воды в открытое ведро с грязью.
Прикрепите лопатку для смешивания краски или инструмент к дрели, включите дрель и закрепите ведро между ногами, чтобы оно устойчиво удерживалось.
Вдавите вращающийся миксер для краски в грязь понемногу. Перемещайте инструмент в ведре вверх и вниз, иногда соскребая его по бокам, пока грязь не станет гладкой.
Зачерпните смешанную грязь ножом для заклеивания швов гипсокартона. Соскребите грязь с ножа и переложите в таз, наполняя его примерно наполовину.
Зачерпните грязь из поддона на край ножа для скотча и распределите слой по шву между двумя листами гипсокартона. По обеим сторонам шва должно быть равное количество грязи.
Прижмите шовную ленту гипсокартона к влажной грязи, центрируя ленту по стыку. Начните с верхнего или одного конца стыка, вдавливая ленту в грязь вдоль стены или потолка до нижнего или противоположного конца стыка.
Протяните край ленточного ножа вдоль ленты от одного конца шва до другого, расплющивая ленту и удаляя излишки грязи.Держите нож максимально параллельно плоскости стены. Слишком сильное нажатие удаляет слишком много грязи, которая высвобождает ленту по мере ее высыхания, поэтому оставьте достаточно грязи под лентой, чтобы лента прилипала к стене.
Дайте проклеенным швам высохнуть не менее часа или на ночь. Если вы не умеете заклеивать швы, лучше дать высохнуть первому слою грязи перед нанесением следующего.
Нанесите слой раствора для гипсокартона на проклеенные швы и нанесите его на гипсокартон примерно на 3 дюйма с обеих сторон от первого слоя грязи.
Дайте грязи высохнуть, пока она не перестанет быть холодной.
Слегка зачистите неровности грязи шлифовальной губкой.
Нанесите еще один слой грязи на проклеенные швы, на этот раз растушев грязь еще на 3 дюйма по обе стороны от последнего слоя грязи.
Дайте грязи высохнуть и отшлифуйте швы.
Советы
- Нанесите слой грунтовки на проклеенные швы, прежде чем перекрашивать комнату. Грунтовка закрывает пористую текстуру грязи, что делает проклеенные швы менее заметными.
- Не волнуйтесь, если у вас не получается идеально нанести грязь без гребней и комков. Поднятые недостатки сглаживаются, и вы никогда не узнаете, что они там были. Дополнительные слои грязи и многократная шлифовка не повредят стены или потолок, пока вы не пройдете через бумажное покрытие гипсокартона.
- Заклеивать углы немного проще, если использовать угловой нож для скотча.
- Если вы используете ленту для швов из стекловолоконной сетки вместо бумаги, прижмите ленту к швам перед нанесением грязи.Сетчатая лента имеет с обратной стороны легкий клей, который приклеивается к гипсокартону.
Писатель Биография
Кэрол Олдройд, писательница из Восточного Теннесси, является автором множества статей по домашнему благоустройству, кадрам, кадрам и юриспруденции своими руками. Помимо получения степени в области параюридических исследований, она имеет более чем 10-летний опыт ремонта новых домов и восстановления исторической собственности.
Что можно и чего нельзя делать при ремонте потолка
istockphoto.com
Трещины в гипсокартоне и штукатурке появляются по нескольким причинам: от нормальной осадки дома до дефектов изготовления, поднятия стропильных ферм или протечек воды.В то время как ремонт трещин на стенах довольно прост, это немного сложнее с потолками, которые обычно имеют какую-то текстуру и находятся над головой, что делает ремонт (буквально) болью в шее. Следуя нескольким проверенным временем методам, опытный домовладелец часто может успешно устранить трещины в потолке без особых проблем. Уловка состоит в том, чтобы знать, что делать в первую очередь, какие инструменты использовать, и понимать, пора ли обращаться к профессионалам.
НЕОБХОДИМО определить причину трещины.
Иногда причина трещин на потолке очевидна, например, видимые пятна воды на потолке, что указывает на протечку, которая привела к размягчению и растрескиванию герметика. Тонкая паутина из микротрещин часто возникает из-за слишком толстого нанесения шовного герметика, что приводит к усадке и образованию трещин по мере высыхания. Прежде чем заняться этим ремонтом потолка, устраните причину трещин, например, устраните утечки, чтобы трещины не повторялись.
НЕ продолжайте без плана.
В зависимости от типа текстуры потолка и степени трещины ремонт потолка может включать удаление части текстуры для ремонта, а затем исправление потолка продуктом, подходящим для остальной его поверхности. Вместо того, чтобы размазывать шпаклевку в трещину пальцем (что иногда срабатывает!), Подумайте о том, потребуется ли ретекстурирование или покраска, чтобы потолок выглядел окончательно после того, как ремонт трещин будет завершен. Для достижения наилучших результатов рассмотрите все аспекты проекта и желаемый результат.
СВЯЗАННЫЕ: 9 типов потолков, которые вы увидите в домах
ДЕЙСТВИТЕЛЬНО рассмотрите возможность удаления потолка из попкорна.
Все модные в 1960-х и 70-х годах потолки из попкорна, которые сохранились до сих пор, часто являются сборщиками пыли и грязи, и любой вид ремонта трещин, вероятно, вылетит, как больной палец. Поскольку этот тип потолка действительно может снизить рыночную стоимость дома, это может быть отличным временем, чтобы избавиться от текстуры или покрыть ее панелями из гипсокартона или панелями из жесткого пенопласта.Потолки из попкорна, установленные до 1978 года, могут содержать асбест, поэтому очень важно выяснить, какой тип текстуры попкорна у вас на потолке, прежде чем делать ремонт. Обычно лучше, чтобы специалист по восстановлению асбеста удалил потолок из попкорна, который содержит асбест.
istockphoto.com
Если трещина представляет собой очень тонкую линию роста волос (а она была там некоторое время), скорее всего, вы можете просто нанести немного шпаклевки на палец и аккуратно размазать ею трещину, стараясь стереть остатки с поверхности.Однако чаще трещина будет больше или на потолке будет несколько трещин. В этом случае использование правильных инструментов и материалов даст наилучшие результаты. 6-дюймовый нож для клейкой ленты хорошо подходит для удаления рыхлой текстуры потолка и отслаивающейся бумаги. Небольшая ванна с предварительно смешанным раствором для гипсокартона необходима для заполнения трещин, также полезно использовать сетку или бумажную ленту для гипсокартона для усиления состава. Шлифовальная губка для гипсокартона пригодится для разглаживания поверхности после высыхания смеси.
istockphoto.com
СВЯЗАННЫЕ С: Как: покрасить потолок
НЕОБХОДИМО защитить стены и пол.
Влажный состав для гипсокартона может капать повсюду, когда вы работаете над головой, поэтому примите меры для защиты стен, пола и любых других предметов в комнате. Постелите на пол брезент (пластиковые салфетки могут стать влажными и опасно скользкими) и накройте любую мебель легкими пластиковыми салфетками, чтобы не повредить их. Если трещина в потолке находится возле стены, попробуйте накрыть стену пластиковой тряпкой, чтобы предотвратить попадание брызг.
НЕ сокращайте время высыхания.
Ремонт трещин в потолке с помощью влажного гипсокартона должен быть полностью высохшим перед нанесением следующего покрытия. Общее практическое правило здесь — наносить смесь как можно тончайшим слоем, обязательно удаляя излишки с помощью ленточного ножа. Когда смесь полностью высохнет, она приобретет ярко-белый цвет. На этом этапе его можно отшлифовать и покрыть заново.
НЕОБХОДИМО попробовать гибкий герметизирующий состав.
Если вы уже ремонтировали трещину в гипсокартоне на потолке раньше, но через несколько недель или месяцев трещина снова появилась, подумайте о том, чтобы заделать ремонт потолка гибким продуктом, таким как Elastopatch Smooth Flexible Patching Compound (можно приобрести на Amazon).Вместо того, чтобы наклеивать на трещину стандартную бумажную или сетчатую ленту для гипсокартона, нанесите тонкий слой Elastopatch небольшой кистью прямо на трещину, которая была заполнена компаундом или шпаклевкой, а затем отшлифована. Один или два слоя Elastopatch — это все, что нужно, чтобы образовать гибкую герметизацию отремонтированной трещины.
НЕ забывайте оставаться в безопасности.
Шлифовка смеси для гипсокартона может создать клубы пыли, и домашний мастер должен надеть респиратор в дополнение к защите глаз, прежде чем приступить к работе.Кроме того, при работе над головой используйте только прочную стремянку (без шатких стульев или табуретов), чтобы добраться до потолка.
istockphoto.com
СВЯЗАННЫЕ С: 11 захватывающих идей для деревянного потолка
ДОБАВИТЬ последний штрих.
Отремонтированные трещины могут выглядеть почти так же плохо, как и сами трещины, если ремонт не соответствует остальной части потолка. Продукты для ремонта заплатки потолка доступны в виде спреев и полужидких форм для нанесения с помощью губки — убедитесь, что вы выбрали тот, который соответствует текстуре потолка.Покраска потолка также является вариантом, и в этом случае поищите потолочную краску с высоким укрытием нейтрального цвета.
НЕ пропускайте другие обновления потолков.
После завершения ремонта потолка и исправления текстуры потолка устаревший светильник или ржавое вентиляционное отверстие могут испортить новый вид. Подумайте о замене старого осветительного прибора на новый и замените старое вентиляционное отверстие — или, по крайней мере, очистите его и покрасьте свежим слоем краски — чтобы придать всей комнате свежий вид.
istockphoto.com
Как отремонтировать трещины в потолке из гипсокартона
Наклеивание ленты из гипсокартона на трещину в потолке.В потолке моей гостиной есть трещина в месте соединения двух кусков гипсокартона. Как мне его отремонтировать? -Louise
Hi Louise,
Трещины в потолке из гипсокартона возникают из-за движения древесины в каркасе из-за усадки неправильно высушенных пиломатериалов или сезонных изменений температуры и влажности.
Обычный подход состоит в том, чтобы заполнить трещину шпаклевкой, а затем закрасить ее, но в лучшем случае это временное решение, так как трещина обычно возвращается при смене времен года.
Лучшее решение — нанести состав для гипсокартона и заклеить трещину лентой, чтобы она не просочилась сквозь нее. Вот как это сделать:
- Начните с зачистки окрашенной поверхности наждачной бумагой, а затем протрите ее влажной тряпкой, чтобы удалить пыль.
- Если гипсокартон прикреплен ненадежно, ввинтите шурупы для гипсокартона в каркас с обеих сторон трещины.
- Затем нанесите тонкий слой герметика для гипсокартона на трещину, используя нож для гипсокартона шириной 4–5 дюймов, и вставьте полоску бумажной ленты для гипсокартона во влажный состав, чтобы перекрыть трещину.
- Когда высохнет, нанесите несколько дополнительных слоев герметика с помощью ножа для гипсокартона шириной 10–12 дюймов, растушевывая их на участке шириной 12–18 дюймов.
- Слегка отшлифуйте высохший состав для гипсокартона или протрите его губкой и протрите поверхность влажной тряпкой.
- Наконец, загрунтуйте участок грунтовкой для гипсокартона и перекрасьте потолок.
Посмотрите наше видео о том, как устранить трещину на потолке, чтобы узнать больше.
Удачи в вашем проекте,
Предыдущая статьяВанная по номерамСледующая статьяКакова правильная высота скашивания травы на вашем дворе?Опираясь на свою 40-летнюю карьеру в области реконструкции, Дэнни более десяти лет работал экспертом по благоустройству дома в каналах CBS The Early Show и The Weather Channel.Его обширный практический опыт и понимание отрасли делают его незаменимым помощником по всем вопросам, связанным с домом — от советов по простому ремонту до полной реконструкции и помощи домовладельцам в подготовке их домов к экстремальным погодным условиям и сезонам.
Как заделать потолок
Подробнее о проекте
Навык
1 из 5 Легкий Хотя смешивание порошкообразной смеси для швов до нужной консистенции требует некоторой практики.Расчетное время
4 часа, включая время ожидания
Шаг 1
Забейте периметр
Фото Венделла Т. УэббераПодложите ткань под рабочую зону, наденьте защитные очки, затем с помощью канцелярского ножа сделайте неглубокий надрез вокруг поврежденной области. Этот разрез помогает предотвратить случайное снятие бумажной поверхности с неповрежденного гипсокартона на следующем этапе.
Показано: Старший технический редактор TOH Марк Пауэрс с помощью универсального ножа срезал поврежденный водой гипсокартонный потолок
Шаг 2
Царапина
Фото Венделла Т. УэббераИспользуйте 6-дюймовый нож для клейкой ленты, чтобы удалить отслаивающиеся слои краски и бумаги, а также рассыпчатые кусочки в гипсовой штукатурке гипсокартона. Следите за тем, чтобы лезвие ножа не выходило за линию надреза, которую вы прорезали на шаге 1.Очистите очищенную область от пыли с помощью кисти с мягкой щетиной.
Шаг 3
Заклейте трещины лентой
Фото Венделла Т. УэббераЕсли вздутие образовалось на шве между гипсокартонными панелями, или если есть трещины в гипсовой основе, заклейте их стыковой лентой, чтобы ремонт не растрескался. Смешайте небольшую порцию герметика для швов на 20 минут до консистенции арахисового масла, опрыскайте потолок водой из пульверизатора — это обеспечит правильное схватывание состава — и нанесите тонкий слой состава на потолок с помощью ленточный нож.Затем используйте его, чтобы вдавить ленту во влажный состав, как показано на рисунке.
Шаг 4
Распространение смеси
Фото Венделла Т. УэббераПосле того, как слой ленты затвердеет, смешайте большую порцию герметика и перенесите ее из ведра на потолок с помощью 6-дюймового ленточного ножа. Теперь переключитесь на 12-дюймовый нож для клейкой ленты и используйте его, чтобы разгладить состав и растушевать его края. Подождите несколько минут, чтобы состав затвердел, затем распылите и еще раз разгладьте.Проявив терпение, вы сможете устранить большинство недостатков с помощью ножа, прежде чем смесь станет слишком твердой для обработки.
Шаг 5
Песок
Фото Венделла Т. УэббераКогда состав затвердеет, используйте шлифовальную губку средней зернистости, чтобы стереть все пятна. Обратите особое внимание на края.
Шаг 6
Грунтовка и краска
Фото Венделла Т.УэбберВытрите пыль влажной губкой. Когда патч высохнет, нанесите кистью или валиком грунтовку на водной основе. А когда грунтовка высохнет, нанесите слой краски для потолка. Затем отойдите и полюбуйтесь своей работой.
Шаг 7
Повесть о ленте
Большая часть ленты, которая перекрывает стыки гипсокартона, изготавливается из бумаги (вверху, вверху). Он прочный и недорогой, но впитывает влагу и плохо сцепляется с герметиком.
Лента из стекловолоконной сетки(посередине) не подвержена воздействию влаги и полностью погружается в состав. Но его относительная толщина означает, что растушевка краев и закрытие внутренних углов требует времени и навыков.
Последний шаг вперед, FibaFuse, сочетает в себе тонкость бумаги и простоту использования с влагостойкостью сетки и ее способностью слиться с компаундом. Это лента, которую мы использовали для этого проекта.
После исправления трещины не забудьте заклеить ее лентой
Если вы с нетерпением ждете возможности провести время в отпуске на диване, вот вам подсказка: закройте глаза.Если вы этого не сделаете, они, скорее всего, будут бродить по комнате, и вы почти наверняка увидите что-то, что нужно сделать, например, трещину в потолке. Откуда это пришло?
Вот несколько советов, которые помогут вам понять, что делать:
Начнем с штукатурки. Первое, что вы должны определить, — достаточно ли прочна существующая штукатурка для ремонта или, если она настолько повреждена, ее следует заменить. Вы узнаете это, нажав (осторожно) на подозрительную область. Он должен быть твердым и твердым.Если это так, обычно можно просто залатать трещину. Однако, если он сильно поддается или кажется мягким, его необходимо удалить и заменить.
Это особенно актуально, когда вы имеете дело с потолком. Если вы надавите на потолок, и он сдвинется, штукатурка потеряет «ключи», удерживающие его на планке, и может упасть. Отслаивающуюся штукатурку следует удалить и заменить новой штукатуркой или каменной кладкой.
Если он надежный, но в ужасном состоянии, вы можете покрыть его листовым камнем и сэкономить средства на его снятии.Можно также положить каменный лист на ужасную, но добротную штукатурку на стенах. Используйте листовой камень толщиной четверть дюйма, чтобы существующие молдинги имели некоторый профиль.
При незначительном повреждении водой, например, под окном, можно удалить только поврежденную часть и залатать новой штукатуркой или ломом гипсокартона.
Для ремонта трещин в прочной штукатурке разгребите трещину открывалкой для бутылок, чтобы новая штукатурка прилипла к старой. После заполнения трещины необходимо заклеить лентой. Самая большая ошибка, которую делают люди, пытаясь исправить трещину в штукатурке или гипсокартоне, — это не использовать скотч.Если не заклеить шов или не потрескаться, он снова потрескается на том же месте.
Лента может быть бумажной или стекловолоконной. Чтобы правильно нанести состав для швов, или грязь, требуется определенное мастерство. Если вы никогда этого не делали, возможно, сначала вы захотите потренироваться в каком-нибудь ненавязчивом месте, например, в чулане.
Чтобы наклеить бумажную ленту, нанесите на трещину немного шовного герметика, используя нож для ленты шириной 6 дюймов, наложите ленту, затем покройте ленту грязью и соскребите излишки.
Ленту из стекловолокна наносить немного легче, потому что у нее липкая сторона. Можно наклеить на штукатурку и замазать грязью.
Когда вы наносите грязь на любой из типов ленты, вы хотите, чтобы внешний край не растушевался, и оставил гребень посередине, где находится лента. При высыхании шовный герметик дает усадку. Для завершения ремонта требуется не менее трех слоев, позволяя каждому нанесению полностью высохнуть и, при необходимости, каждый раз шлифовать его до гладкости.
(Накройте или уберите мебель и предметы из комнаты, потому что пыль гипсокартона разлетится повсюду.Осторожно отшлифуйте.) Протрите сухой губкой или тканью, чтобы удалить пыль. Вам также может понадобиться подметать или пылесосить, и вы можете с таким же успехом смириться с тем, чтобы делать это неоднократно, поскольку пыль всегда создает беспорядок. Чем аккуратнее вы нанесете грязь, тем меньше придется шлифовать. Не забывайте чистить края при нанесении каждого слоя.
Каждый последующий слой грязи следует наносить более широким ножом — 8-дюймовым ножом для второго слоя и 12-дюймовым ножом для третьего и любых других. Последний слой должен выходить на 12 дюймов с каждой стороны ленты.Внутренние углы нужно оформить бумажной лентой, а внешние углы — металлической кромкой.
Трещины в фундаменте и кирпичной кладке — это разные вещи, и многие читатели писали о них с вопросами. Если трещина находится в блочной стене, лучший способ, который знает Рон, чтобы исправить, — это просто заполнить ее расширительным цементом.
Один читатель был обеспокоен структурной целостностью фундаментной стены с трещиной. Волосные трещины — не повод для беспокойства. Однако трещины шириной более четверти дюйма могут свидетельствовать о более серьезной проблеме.
10 умных способов скрыть швы гипсокартона
При установке гипсокартона может быть непросто безупречно скрыть шов. Даже спустя годы шов может снова проявиться.
Швы гипсокартона могут создавать неудобства, но их можно скрыть с помощью некоторых из следующих тактик:
- Нанесите тонкий слой закрепляющего состава
- Используйте ленту для гипсокартона
- Отшлифуйте шов
Никто не хочет видеть эти уродливые швы в стене.Однако швы гипсокартона, которые начинают проявляться, могут быть вызваны рядом различных проблем, о которых вы скоро узнаете ниже.
Почему видны швы гипсокартона?
Итак, у вас видны швы гипсокартона, и вы не можете понять, почему и как это началось. Ну а швы гипсокартона начнут появляться из-за следующих проблем:
- Ваш дом заселяется: С годами ваш дом начинает заселяться. Это расслоение перемещает дом неравномерно, и именно здесь вы увидите, как начинают образовываться трещины, а швы гипсокартона становятся более заметными.
- Плохая установка гипсокартона: Для установщика гипсокартона существует определенный способ нанесения отстаивающего состава на шов гипсокартона. Слои состава необходимо правильно уложить и отшлифовать, чтобы получить гладкую поверхность.
- Использовалась сетчатая лента: Сетчатая лента тянется больше, чем бумажная. Со временем сетка больше растянется и сделает заметными швы гипсокартона. Некоторые установщики предпочитают бумажную ленту, поскольку они считают, что она прочнее сетки.
Если здание было построено на насыпном грунте, который представляет собой только верхний слой грязи, который обычно переносится на строительную площадку, это не поможет шву гипсокартона. Заливная грязь более мягкая, и фундамент будет постоянно опускаться под действием силы тяжести, что приводит к большей оседанию и большему количеству проблем с выравниванием.
Теперь нет никакого способа остановить постройку здания на насыпной земле, так как это стандарт для строительства зданий. Таким образом, нет необходимости ругать себя из-за того, что швы гипсокартона будут видны, поскольку у большинства зданий есть эта проблема.
Шов гипсокартона — самое уязвимое место. Он слабый, поэтому его необходимо укрепить лентой и компаундом. Любые признаки неправильной установки или неправильного использования материалов оставят заметный шов в будущем.
Хотя, если есть правильная установка и швы все еще начинают проявляться, возможно, что-то не так с фундаментом или стенами здания. Швы также могут стать более заметными, если рядом с ними начнут появляться трещины.Трещины могут появиться в районе:
- Окна
- Дверные коробки
- Углы
- Лестницы
На любой наиболее часто используемой области начнут появляться трещины. Различные перепады температуры могут повлиять на швы. При повышении температуры соединение может набухать, так как выделяется больше влаги. Когда температура становится ниже, компаунд дает усадку и, таким образом, дает усадку ленты.
Эта постоянная борьба с лентой ослабит ее и сделает шов гипсокартона более заметным. Это может быть сложно для мест с экстремальными температурами каждый сезон, но постарайтесь использовать температуру в здании, чтобы она почти соответствовала тому, что происходит снаружи.
Нет простого способа побороть шов гипсокартона, поэтому вот 10 умных способов их скрыть:
- Нанесите тонкий слой закрепляющего состава
- Используйте ленту для гипсокартона
- Отшлифуйте шов
- Используйте темную или матовую краску
- Подвешивание настенного декора
- Техника стирки цвета
- Используйте бумажную ленту
- Используйте лучший раствор для гипсокартона
- Используйте грунтовку
- Обои
1.
Нанесите тонкий слой закрепляющего соединенияНанесите на всю стену тонкий слой герметика, чтобы удалить шов навсегда. Этот одинарный слой компаунда толщиной восемь дюймов будет действовать как шпаклевка, чтобы покрыть любые отверстия или швы, которые необходимо заполнить.
Используя этот метод, вы захотите нанять кого-нибудь, кто способен выполнять эту работу. Для снятия поверхностного слоя требуется тонкий глаз и умение пользоваться шпателем.
Вы заметите, что в ваших исследованиях будет много подниматься предложение о нанесении обезжиривающего покрытия.Хотя этот процесс действительно занимает больше времени после его завершения, любой свет, отражающийся от места, где раньше был шов, больше не будет бросаться в глаза.
Гипсокартон имеет 6 уровней отделки:
- Уровень 0: Это базовый уровень, на котором начинается каждое здание. Ничего не закончено, и ни одна стена не имеет определенного назначения, для чего она будет использоваться.
- Уровень 1: Лента для любых швов, находящихся под углом, наконец помещена, и ее можно закрепить с помощью небольшого количества компаунда, чтобы удерживать их.
- Уровень 2: Этот уровень отделки был бы частью атмосферы места, куда не приветствуется большинство гостей. Лента и компаунд затвердевают, но излишки компаунда удаляются.
- Уровень 3: Требуется более пристальный взгляд на отделку стены. Эта отделка будет использована на стенах, которые позже будут украшены.
- Уровень 4: Пришло время принять решение об использовании плоской краски. Плоская краска не показывает никаких пятен или теней на свету и сохраняет внешний вид гладкой.
- Уровень 5: Используйте все методы комбинирования, чтобы создать этот высококачественный уровень отделки. Все начинается с использования шпателя, слоя тонкого покрытия, двух слоев состава и отличной грунтовки.
2. Используйте ленту для гипсокартона
Лента для гипсокартона используется для удержания смеси на месте и создания гладкой поверхности. Независимо от того, используете ли вы бумажную ленту или сетчатую ленту, этого можно добиться. Поскольку шов считается слабым местом, лента и компаунд сделают шов более прочным.
Если бы вы использовали только состав, а не гипсокартонную ленту, то шов стал бы видимым после высыхания состава. Поскольку компаунд наносится на ленту, важно, чтобы лента была полностью закрыта. В противном случае состав высохнет, и лента не сможет выполнять свою работу.
3. Отшлифовать шов
После осаждения ленты гипсокартона и смеси. Следующим шагом будет шлифовка шва. Иногда при укладке компаунд смотрится хорошо. После высыхания смеси края могут быть более шероховатыми, чем предполагалось ранее.
В этот момент легкая шлифовка шва создаст плоскую текстуру, необходимую для создания бесшовного вида. Для шлифования гипсокартона потребуется наждачная бумага зернистостью 150 и шлифовальная губка для мелких деталей. Слегка шлифовка позволит вам не переусердствовать за один раз. Если вы поставите рядом со швом лампу, вы сможете легче обнаружить некоторые дефекты.
4. Используйте темную или матовую краску
После осмотра вашего шва с консультантом он лучше всего сможет сказать вам, какой тип краски лучше всего подходит для вашей стены.Матовая краска лучше всего подходит для швов гипсокартона, поскольку она устраняет недостатки, которые можно увидеть при любом свете.
Теперь вам следует рассмотреть темный цвет. Если у вас нет возможности приобрести матовое покрытие, более темный цвет также будет мешать отражению света.
При таком простом косметическом изменении, как это, его гораздо легче получить, чем нанимать профессионала для снятия покрытия видимых швов гипсокартона.
5. Настенный декор для подвешивания
Это один из самых простых способов скрыть шов гипсокартона для тех, кто не может нанять профессионала или сделать это самостоятельно.Используйте настенные украшения разных размеров и форм, чтобы скрыть шов.
Вы можете использовать:
- Фотографии
- Гобелен
- Картины
- Цветы
Это может потребовать небольших усилий с вашей стороны, чтобы определить, какие настенные украшения лучше всего подходят для вашего пространства и размера шва. но это небольшая цена, чтобы скрыть это.
6. Техника стирки красок
Смывка цвета — это техника рисования, не требующая особых навыков.Сначала вы должны выбрать цвета, которые будут хорошо представлять друг друга, и выбрать цвета, которые могут просвечивать через каждый слой.
Все, что вам нужно для завершения техники стирки красок, это:
- Угловая кисть
- Сухая кисть
- Три ведра с краской
- Полуглянцевое базовое покрытие
- Две разные матовые краски плюс глазурь
Ниже приведены инструкции по самостоятельной промывке цвета и уверенно:
- Первый шаг в отмывке красок — вымыть стены и подготовить комнату к покраске.Теперь вы можете зашпаклевать любые другие отверстия и при необходимости очистить шов и другие участки наждачной бумагой.
- Пришло время нанести базовый слой. На этом этапе не беспокойтесь о том, чтобы слой базового покрытия был идеальным. Срежьте углы угловой кистью и используйте валик, чтобы быстрее обработать стены.
- Глазурь используется для создания глубины, чтобы следующий слой не был таким одномерным. Добавьте матовую краску в глазурь и перемешайте их, пока они не смешаются. Обычно лучше всего начинать с X в середине стены, чтобы сориентироваться.
- Продолжайте наносить случайные мазки кистью повсюду, даже поверх X, прежде чем на вашей кисти полностью закончится краска. Сложность заключается в том, что вы хотите убедиться, что базовый слой может немного просвечивать, не оставляя пустых мест открытыми.
- С матовой краской вы также собираетесь прорезать короткими мазками по центру стены. Вы все еще можете немного повеселиться при резке, вам просто нужно убедиться, что вы не нанесли краску на половицы.
- Покрасьте первый слой, дайте ему высохнуть.
- Теперь, что касается вашего второго слоя, здесь вступает ваша вторая матовая краска. Вы также смешаете эту краску с глазурью.
- Когда вы наносите краску случайными мазками, останавливайтесь через каждые несколько футов, чтобы использовать сухую кисть, и смягчите резкие мазки. Учтите, что чем больше вы используете сухую кисть, тем больше штрихов пропадет.
7. Используйте бумажную ленту
Итак, ранее было объяснено, что следует использовать ленту для гипсокартона, чтобы уменьшить видимость шва.В частности, следует использовать бумажную ленту, и это настоятельно рекомендуется.
Бумажная лента оказывается прочнее сетчатой ленты и не растягивается с течением времени. Если используемая лента обладает эластичными свойствами, она начнет трескаться по шву гипсокартона, из-за чего будет бельмо на глазу.
В то время как сетчатая лента имеет клейкую основу, бумажная лента имеет складку посередине, что помогает установщику складывать прямо. С сетчатой лентой она может быть смещена по центру, когда складка прорабатывается вниз.
Когда бумажная лента укладывается компаундом, оба компонента начинают затвердевать. Поскольку бумажная лента также затвердевает, это дает вам большую поддержку и большую прочность. Высушить или схватить смесь лучше всего с бумажной лентой.
8. Используйте лучшую грязь для гипсокартона
Грязь для гипсокартона — это еще одно название шовного состава. Это то, что используется с лентой для гипсокартона и для заполнения любых отверстий или трещин. Существует четыре различных типа компаундов, которые можно использовать для лент и отделки.
- Универсальный состав: Этот состав уже замешан и может быть использован в любой момент при ремонте шва гипсокартона или установке гипсокартона. С ним легко маневрировать, так как он высыхает дольше.
- Состав для топпинга: Обычно используется после состава для разливки, поскольку состав для топпинга действует как конечная стадия. Это смесь для топпинга, потому что поверхность должна быть достаточно гладкой. Чтобы разбавить смесь, можно добавить воду.
- Лента: Лента используется, когда вы укладываете ленту. Это укрепит вашу ленту на гипсокартоне. Этот состав помогает предотвратить появление трещин и швов.
- Состав для быстрой настройки: Используется, когда работа должна быть выполнена в течение дня. Он может заполнять там, где это необходимо, и может работать в помещениях с повышенной влажностью.
Для предотвращения появления трещин в гипсокартоне необходимо использовать правильный состав и смесь лучшего качества.Если вы используете компаунд для покрытия в целом, швы обязательно проявятся позже и испортят отделку стены.
9. Используйте грунтовку
Использование грунтовки может скрыть любые недостатки перед нанесением краски. Убедитесь, что шов гипсокартона при необходимости отшлифован и грунтовка нанесена хорошо. Грунтовка, которую вам нужно будет использовать, — поливинилацетат (ПВА). Лучше всего эта грунтовка наносится непосредственно на необработанный гипсокартон.
Если это делается во время строительства гипсокартона, было бы разумно убедиться, что состав на швах полностью высох.В противном случае компаунд продолжит усадку, если вы нанесете грунтовку до того, как это будет сделано. Это приведет к появлению трещин после высыхания грунтовки.
Задача грунтовки для гипсокартона — убедиться, что все герметично закрыто и краска ложится равномерно. Если бы вы нанесли краску прямо на гипсокартон, отделка выглядела бы грубой. Существует множество различных праймеров, адаптированных к конкретным потребностям. Например, нужно скрыть шов гипсокартона, есть грунтовка для трещин.
10. Обои
Обои используются так же, как и декор стен. Его можно легко нанести на любые просвечивающие трещины и швы.
Этот метод также выполняет ту же работу, что и отмывка цвета, поскольку узоры и текстуры обоев удерживают взгляд от видимого шва. Если вы наклеиваете обои самостоятельно, эта работа может стать утомительной и утомительной.
Шов все равно следует обработать компаундом, чтобы при необходимости сгладить его, но если вы не можете исправить шов перед укладкой обоев, этот метод все равно должен работать.
Если есть другие зазубрины и отверстия, в которых можно зашпаклевать, пожалуйста, сделайте это, так как слишком много трещин может привести к скоплению воздуха, который начнет выдувать обои. Здесь вы можете проявить свой творческий потенциал, и этот метод также отлично подходит для тех, кто снимает жилье.
Как отремонтировать гипсокартон, поврежденный водой
Попадание воды на гипсокартон может вызвать незначительные повреждения, например, появление пятен на лакокрасочном покрытии; очень серьезные повреждения, например, выбухание в стеновой плите; или некоторая степень повреждения между ними, например, пузырение шовного герметика и отслаивающаяся лента и краска.
Как отремонтировать незначительные повреждения водой
Используйте герметизирующий состав, также называемый глиной, для ремонта повреждений гипсокартона, нанесенных водой. Готовая смесь не будет достаточно твердой и уязвимой для остаточной влаги в материале стен.
Удалите пузырящийся герметик и краску с помощью шпателя, чтобы соскрести весь поврежденный материал. Удалите отслаивающуюся соединительную ленту, отрезав ее. Проследите ленту до самого поврежденного участка и разрежьте ее ножом для гипсокартона.Снимите неплотную ленту и соскребите отслоившуюся шовную смесь.
Счистите щеткой или пылесосом очищающую пыль и загрунтуйте всю поврежденную стеновую панель грунтовкой-герметиком, чтобы заблокировать пятна и запечатать поверхность. Дайте грунтовке полностью высохнуть перед заменой отсутствующей ленты и исправлением.
Когда герметик высохнет, устраните шероховатость и повреждения поверхности с помощью процесса ремонта пузырящейся краски. Повторно заклейте все открытые швы гипсокартона лентой из стекловолоконной сетки и используйте эти методы ремонта трещин, чтобы закрыть и закончить проклеенные швы.
Как отремонтировать серьезные повреждения водой
При воздействии большого количества воды гипсокартон имеет тенденцию коробиться из-за набухания гипса. При высыхании гипс может затвердеть и превратиться в выпуклую поверхность стены или потолка. Этот набухший гипс будет более твердым, чем до того, как он намок. То же касается и штукатурки с гипсокартонной рейкой. Такой выпуклый гипс всегда нужно будет вырезать и заменить, чтобы восстановить ровную поверхность.
Нарисуйте квадрат вокруг повреждения и вырежьте поврежденный гипсокартон.Проследите ближайшие существующие швы гипсокартона и деревянного каркаса, чтобы направлять свой разрез. Использование существующего макета гипсокартона даст вам возможность прикрепить заменяющую деталь и упростит вырезание квадрата отверстия.
Используйте пилу для гипсокартона, чтобы прорезать области над полой стеной, и нож для гипсокартона, чтобы надрезать гипсокартон по деревянному каркасу.
Несколько раз надрежьте острым лезвием, пока полностью не прорежете гипс и бумажную подложку. Удалите все винты или гвозди, удерживающие гипсокартон, и вытяните поврежденный участок.
Соскребите весь поврежденный материал стен вокруг нового отверстия и загрунтуйте всю поверхность грунтовкой / герметиком.
Вырежьте новый кусок гипсокартона той же толщины и поместите его в пространство. Совместите края заплатки с окружающими краями гипсокартона. Например, если края гипсокартона вокруг квадратного отверстия открыты и гипсовая сердцевина видна, вырежьте заплатку с открытыми краями, чтобы они совпадали. Это предотвратит неровный стык в месте встречи.
При штукатурке из гипсокартона используйте немного более тонкий кусок гипсокартона, чтобы заделать его.Это поместит его немного ниже окружающей поверхности, давая возможность застроиться поверх заплатки с помощью шовного герметика и восстановить подходящую гладкую поверхность.
Заклейте швы вокруг нового куска гипсокартона сетчатой лентой и нанесите первый слой грязи, используя технику отделки швов гипсокартона. Если новая заплатка находится на одном уровне с окружающей поверхностью, обработайте швы, как описано. Дайте ремонту полностью высохнуть и отшлифуйте его до гладкости. Сотрите шлифовальную пыль и закройте весь ремонт грунтовкой / герметиком.Когда герметик высохнет, подкрасить краску.
Если штукатурка гипсокартона находится ниже окружающей готовой поверхности, потому что вы имеете дело с гипсовой штукатуркой, нанесите ленту так, чтобы она повторяла контур шва и плотно прилегала к каждой поверхности. Затем нанесите толстый слой грязи на швы и удалите излишки рабочей ленты поперек ленты, чтобы разгладить ее на обеих поверхностях. Слегка надавливайте, чтобы не сорвать ленту, но прижимайте достаточно сильно, чтобы осталось только тонкое покрытие. Дайте грязи застыть и выровняйте неровный стык на следующем этапе.
Когда швы высохнут, нанесите слой грязи, чтобы выровнять заплатку. На больших площадях используйте медленно схватывающийся состав, такой как Durabond90®, чтобы дать себе время поработать. Используйте широкий нож для стыков, чтобы нанести толстый слой грязи, который заполняет заплатку гипсокартона и перекрывает окружающую поверхность.
Немедленно снимите лишнюю грязь с участка, чтобы выровнять его. Используйте прямую кромку, такую как 1×3, достаточной длины, чтобы покрыть весь ремонт и удалить излишки грязи. Положите доску на окружающую поверхность и проведите ею по заплате, останавливаясь, чтобы удалить скопившуюся грязь по ходу движения.
Обработайте заплатку, чтобы разгладить поверхность. По периметру используйте соединительный нож, чтобы смешать грязь с окружающей поверхностью. При необходимости еще раз пройдитесь по мокрой грязи линейкой, чтобы сгладить пропущенные пятна. Не обращайте внимания на мелкие пустоты или выступы в грязевом слое, они будут заполнены при следующем нанесении.
Гипсокартонная штукатурка для отделки
Дайте грязи застыть примерно на час и соскребите все выступы с помощью ножа для суставов. Не пытайтесь здесь полностью сгладить поверхность, просто сбейте в грязи выступы или выступы.Когда края ремонта побелеют, слегка отшлифуйте их. Счистите пыль щеткой и протрите поверхность влажной тряпкой, чтобы удалить остатки шовного герметика.
Снова нанесите толстый слой грязи на все пятно, перекрывая края предыдущего слоя. Немедленно удалите излишки грязи с помощью ножа для суставов. Сделайте параллельные движения по пластырю, сильно надавливая ножом. Игнорируйте любые выступы, оставленные краем лезвия, вы соскребете их, когда грязь застынет.
Подождите, пока грязь застынет, и с помощью ножа для стыков удалите гребни на поверхности.При необходимости слегка отшлифуйте, чтобы разгладить края и стереть пыль. Используйте этот процесс, чтобы нанести столько последующих слоев глины, сколько необходимо, чтобы создать гладкую поверхность поверх штукатурки из гипсокартона.
Наносите каждый слой в направлении, противоположном предыдущему. Если вы скользили вертикально, нанесите следующий горизонтальными мазками. Подобное изменение направления при каждом нанесении поможет устранить любую рябь или неровности на поверхности.
Всегда перекрывайте края предыдущего слоя грязи и снимайте его как можно тоньше по периметру, чтобы облегчить окончательное шлифование.Перед окончательной шлифовкой дайте последнему слою грязи схватиться и полностью высохнуть.
Шлифовка заплатки
Слегка отшлифуйте сухую шовную массу наждачной бумагой 120. Разорвите лист размером 8×11 дюймов пополам, чтобы сформировать два куска размером 8×5 ½ дюймов. Сложите один из кусочков пополам и держите его складкой от себя. Разведите пальцы веером, чтобы равномерно надавить, и легкими прикосновениями. Начните с одной стороны ремонта и отшлифуйте широкими изгибающимися движениями, чтобы постепенно сгладить недостатки.
Будьте осторожны, шлифуя края пятен на гипсокартоне.Наждачная бумага может впиться и разорвать поверхность бумаги, пока вы пытаетесь сгладить неровные края. Слегка отшлифуйте края, чтобы добиться плавного перехода между двумя поверхностями.
Очистите поверхность от пыли и протрите влажной тряпкой перед грунтованием и покраской. Если вы используете плоскую латексную краску, вы можете использовать ее для грунтовки ремонта. Если вы используете полуглянцевую или другую блестящую краску, сначала загрунтуйте плоскую латексную или латексную грунтовку.